

Edge cutting trimming and forming machines are specialized machines used to deburr, smooth, trim, and shape edges of various materials, particularly metals, plastics, and wood. They employ a combination of cutting, grinding, and forming processes to achieve the desired edge finish and profile.
Types of Edge Cutting Trimming and Forming Machines
Edge cutting trimming and forming machines come in various configurations to suit specific applications and materials. Common types include:
- Benchtop Machines: These compact and portable machines are ideal for small-scale edge finishing tasks, such as deburring and trimming small components.
- Floor-standing Machines: These larger and more powerful machines are designed for heavy-duty edge finishing applications, such as trimming and shaping large sheets of metal or plastic.
Components of Edge Cutting Trimming and Forming Machines
Edge cutting trimming and forming machines typically consist of the following components:
- Cutting Tool: The cutting tool is the primary element that removes material from the edge. It may be a rotating blade, a grinding wheel, or a milling cutter, depending on the material and desired finish.
- Guide Rails: The guide rails provide precise positioning and movement of the workpiece during edge finishing.
- Forming Tool: The forming tool, if used, shapes the edge of the workpiece to the desired profile. It may be a roller, a press, or a forming die, depending on the application.
- Workpiece Support: The workpiece support securely holds the workpiece in place during edge finishing.
- Control System: The control system regulates the movement of the cutting and forming tools, ensuring precision and repeatability.
Working Principle of Edge Cutting Trimming and Forming Machines
Edge cutting trimming and forming machines operate on the principle of controlled material removal and shaping. The cutting tool precisely removes unwanted material from the edge, while the forming tool shapes the edge into the desired profile. The guide rails ensure accurate positioning and movement of the workpiece, while the control system regulates the entire process.
Applications of Edge Cutting Trimming and Forming Machines
Edge cutting trimming and forming machines are widely used in various industries for a range of applications:
- Metal Fabrication: Deburring, trimming, and shaping metal components for various applications, such as automotive parts, machinery components, and architectural elements.
- Plastics Manufacturing: Deburring, trimming, and shaping plastic sheets and components for various applications, such as packaging, electronics, and automotive parts.
- Woodworking: Deburring, trimming, and shaping wooden components for various applications, such as furniture, cabinetry, and decorative woodwork.
- Medical Device Manufacturing: Deburring, trimming, and shaping medical devices and implants to achieve a smooth, sterile surface that meets medical standards.
- Jewelry Making: Trimming and shaping gemstones, precious metals, and jewelry components to achieve precise dimensions and a polished finish.
Benefits of Edge Cutting Trimming and Forming Machines
Edge cutting trimming and forming machines offer several advantages, including:
- Accuracy and Precision: They provide precise edge finishing with minimal material removal, ensuring consistent results.
- Fast and Efficient: They can quickly deburr, trim, and shape edges of various materials, reducing production time.
- Versatility: They can handle a wide range of materials, from soft plastics to hard metals, and can achieve various edge profiles.
- Rugged Construction: They are typically made from durable materials and are designed to withstand heavy-duty use.
- Automated Processes: Some machines can be automated, further reducing labor costs and improving efficiency.
Safety Considerations when Using Edge Cutting Trimming and Forming Machines
When using edge cutting trimming and forming machines, safety precautions are essential to prevent injuries and maintain a safe working environment:
- Personal Protective Equipment: Wear safety glasses, gloves, and a respirator to protect from flying debris and metal splinters.
- Safe Material Handling: Handle materials carefully to avoid cuts and abrasions.
- Secure Workpiece Fixture: Ensure the workpiece is securely held in place to prevent it from moving during operation.
- Adequate Ventilation: Provide adequate ventilation in the working area to remove dust and fumes.
- Proper Machine Operation: Follow the manufacturer’s instructions and guidelines for safe operation.
Edge Cutting Trimming and Forming Machine
Edge Cutting Trimming and Forming Machine, aka Corner Rounder Machine, is used to cut, bend or round sharp edges of a metal cup-shaped part such as fire extinguisher or cookware production
These cutting and trimming of edges are carried out by our ECM-100, ECM-200, and ECM-300 machines, specially designed to cut the edges of round parts in serial production. In our machinery, cutting of edges and bending them inside are carried out in one cycle which shortens the cycle time of one part and makes economy in the production of the machine
Our order rounder machines are made as a welded sheet construction and complete painted, with an electrical board, controlled by a PLC
Edge Cutting Trimming and Forming Machine is a specialized machine used for cutting, trimming, and forming the edges of various materials such as metal, plastic, and wood. It is commonly used in the manufacturing industry for mass production of products such as panels, boards, and sheets.
The machine is equipped with sharp blades that can accurately cut and trim the edges of the material. It is also designed with different forming tools that can shape the edges of the material into various forms and profiles.
The operation of the Edge Cutting Trimming and Forming Machine is simple and efficient. The operator loads the material onto the machine and selects the appropriate cutting, trimming, or forming tool. The machine automatically performs the required operation according to the selected tool, and the finished product is discharged from the machine.
This machine is widely used in the manufacturing industry, including industries such as automotive, aerospace, construction, and furniture. It is particularly useful for cutting, trimming, and forming the edges of materials used in these industries.
Edge curling operation with the Edge Cutting Trimming and Forming Machine for sheet metals
Edge curling, also known as edge rolling or edge forming, is a metalworking process that creates a rolled or curled edge on sheet metal components. It is commonly used for various purposes, including:
- Reinforcing edges: Curling strengthens the edges of sheet metal components, making them more resistant to damage and wear.
- Creating a smooth finish: Curling eliminates sharp edges and creates a smooth, rounded edge that is safer to handle and aesthetically pleasing.
- Preparing for welding: Curling can prepare the edges of sheet metal components for welding by aligning them and providing a consistent surface for the weld bead.
Edge curling can be performed using various tools and techniques, but one of the most efficient and versatile methods is using an edge cutting trimming and forming machine. These machines are equipped with specialized tooling that can precisely curl edges of various sizes and materials.
Edge Curling Operation with an Edge Cutting Trimming and Forming Machine
The edge curling operation with an edge cutting trimming and forming machine typically involves the following steps:
- Material Preparation: Ensure the sheet metal is clean, free from burrs, and of uniform thickness.
- Workpiece Positioning: Securely position the sheet metal on the machine’s workpiece support, ensuring it is aligned with the curling tool.
- Tool Adjustment: Adjust the curling tool’s position and pressure settings according to the thickness and material of the sheet metal.
- Edge Curling: Activate the machine to curl the edge of the sheet metal. The machine’s guide rails will ensure precise movement, and the curling tool will apply the appropriate pressure to achieve the desired curl radius.
- Inspection: Inspect the curled edge for uniformity, consistency, and adherence to the desired specifications.
Benefits of Using an Edge Cutting Trimming and Forming Machine for Edge Curling
Edge cutting trimming and forming machines offer several advantages for edge curling operations:
- Accuracy and Precision: They provide precise edge curling with consistent results, ensuring the desired curl radius and edge profile.
- Versatility: They can handle a wide range of sheet metal thicknesses and materials, from thin aluminum to thick steel.
- Efficiency: They can quickly curl edges of various sizes, reducing production time and increasing productivity.
- Reduced Human Error: They automate the edge curling process, minimizing the risk of human error and ensuring consistent quality.
- Safety: They provide safety features, such as guards and interlocks, to protect operators from potential hazards.
Edge curling is a special metalworking operation, to make the edges of a round or a flat sheet metal into hollow rings and this operation is carried out when there is a need of fixing one part on the other with air or watertight closure for safe handling. The rims of the round metal part are first cut (or also called trimmed) and then can be bent outside or inside by a special metal tool called “sheet metal curling tool”. In this way, the part has a better finishing and the rims have no longer the risk of cutting by usage.
The curling usually takes a few seconds more time in comparison to edge cutting operation. The operator needs to remove the edge cutting tool and put on the edge curling tool to go on with the curling.
Edge curling operation can be applied on metals such as:
- Stainless steel
- Black steel
- Aluminum
- Copper
- Tin
- Zinc
The edge curling (or edge closing) is also widely applied in bakeware production facilities. The stainless steel cake, aluminum or alusteel cake molds (or more generally bake molds) are also manufactured by a drawing hydraulic press and the rims of these molds are trimmed first by an edge trimming machine and then curled inside or outside depending on the application.

The curling of sheet metals can be applied to the parts as below
- Cake molds
- Teapots and coffee pots
- Milk canisters
- Water heater bodies
- Kettles
- Bakery products
What is curling in sheet metal?
Curling in sheet metal is a metalforming process that creates a rolled or curled edge on sheet metal components. It is a versatile and widely used technique that serves various purposes, including:
- Reinforcing edges: Curling strengthens the edges of sheet metal components, making them more resistant to damage and wear. This is particularly important for components subjected to frequent handling or potential impacts.
- Eliminating sharp edges: Curling eliminates sharp edges that can pose safety hazards or cause discomfort during handling. The rounded edge created by curling provides a smoother, safer finish.
- Enhancing aesthetics: Curling can enhance the aesthetic appearance of sheet metal components by creating a clean, uniform edge. This is often desirable for components that are visible or have decorative elements.
- Preparing for welding: Curling can prepare the edges of sheet metal components for welding by aligning them and providing a consistent surface for the weld bead. This can improve the quality and strength of the welded joint.
- Guiding fluid flow: In applications where sheet metal components are used to guide fluid flow, curling can help create a smooth, consistent internal profile that minimizes turbulence and enhances fluid flow characteristics.
Methods of Curling Sheet Metal
There are several methods for curling sheet metal, each with its own advantages and limitations. Some of the most common methods include:
- Manual Curling: Manual curling involves using hand tools, such as curling pliers or a hammer and dolly, to bend the edge of the sheet metal. While this method is simple and inexpensive, it can be time-consuming and may not provide the precision and consistency required for critical applications.
- Roll Forming: Roll forming utilizes a series of rollers to gradually bend the edge of the sheet metal into the desired curl radius. This method offers high precision and consistency, but it requires specialized equipment and may not be suitable for small-scale or complex shapes.
- Press Forming: Press forming utilizes a press brake or other stamping equipment to press the edge of the sheet metal into a die that forms the desired curl shape. This method is suitable for high-volume production and can produce complex curl profiles.
- Edge Cutting Trimming and Forming Machines: Edge cutting trimming and forming machines are versatile machines that can perform a variety of edge finishing operations, including curling. These machines offer a combination of precision, efficiency, and versatility, making them a popular choice for various sheet metal applications.
Factors Affecting Curling Process
The curling process is influenced by several factors, including:
- Sheet Metal Thickness: Thinner sheet metal is generally easier to curl than thicker sheet metal, as it requires less force and is more pliable.
- Sheet Metal Material: The material of the sheet metal also affects the curling process. Softer materials, such as aluminum, are generally easier to curl than harder materials, such as steel.
- Curl Radius: The desired curl radius affects the curling process. Smaller curl radii require more precise tooling and control, while larger curl radii are more forgiving.
- Lubrication: Lubrication can be applied to the sheet metal to reduce friction and prevent galling during the curling process.
- Tooling: The type and quality of the curling tool significantly impact the curling process. Proper tool selection and maintenance are essential for achieving consistent results.
- Machine Settings: Machine settings, such as speed, pressure, and feed rate, must be adjusted appropriately for the specific sheet metal thickness, material, and curl radius.
Curling is a valuable technique in sheet metal fabrication, offering a range of benefits and applications. By understanding the curling process, factors affecting it, and the appropriate methods and equipment, manufacturers can effectively curl sheet metal components to achieve the desired strength, aesthetics, functionality, and consistency.
Curling is one of the sheet metal forming applications to make the flat or round rims (edges) of a part hollow and circular roll. After the curling, the outer geometry of the edge changes completely. The thickness of the edge becomes the diameter of the hollow roll.
The curling operations can be made on the center of the roll or off the center of the roll. These two applications need separate machine tool designs
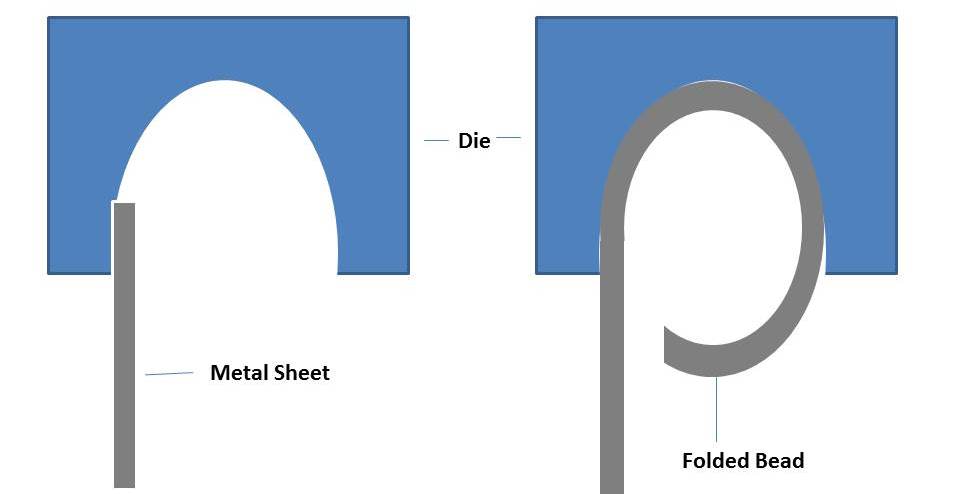
The curling tool moves vertically on the sheet metal edge of the part while the part rotates about its own axis. The curling tool has a special hemisphere geometry and needs to be manufactured with a harder material than the part itself to withstand the wear and friction. The curling tool moves up and the contact of the part edge must be on the edge of the curling tool inside, maximum closest to the hemisphere finishing corner. the diameter of this hemisphere determines the outer diameter of the curling roll of the sheet metal part.
The speed of the upward movement of the curling tool (or curling die) is critical. This speed is calculated according to the yield strength of the material of the part. The bigger the yield strength, the slower the curling die needs to move upward in order no to damage the part edge
In our edge cutting trimming beading or curling machines, the movement and the speed of the curling die is controlled by a servo motor (which is also controlled by a PLC) to make the process go smoother.
The Edge Cutting Trimming and Forming Machine is a specialized machine used in the production of metal parts, particularly for sheet metal fabrication. It is designed to cut, trim, and form the edges of metal parts, resulting in a clean and smooth finish. The machine uses a series of cutting and forming tools to shape the edges of the metal parts into the desired configuration.
The Edge Cutting Trimming and Forming Machine is commonly used in industries such as automotive manufacturing, aerospace, construction, and metal fabrication. It is particularly useful in applications where the edges of the metal parts need to be precise and uniform, such as in the production of sheet metal components for automotive body parts or aircraft wings.
The machine consists of several components, including a cutting blade, a forming tool, a workpiece holder, and a control system. The cutting blade is used to cut the metal sheet to the required size, while the forming tool is used to shape the edges of the metal part into the desired configuration. The workpiece holder is used to securely hold the metal sheet in place while the machine operates, and the control system manages the operation of the machine and ensures that the metal parts are cut and formed correctly.
Overall, the Edge Cutting Trimming and Forming Machine is a versatile and essential tool in the metal fabrication industry, allowing for the production of high-quality metal parts with precise and uniform edges.
How does the Edge Cutting Trimming and Forming Machine work?
The Edge Cutting Trimming and Forming Machine is a versatile machine that performs multiple operations on sheet metal components, including edge cutting, trimming, and forming. It is a valuable tool in various industries, including metal fabrication, electronics manufacturing, and automotive production.
Working Principle
The Edge Cutting Trimming and Forming Machine operates primarily on the principles of controlled material removal and shaping. The machine utilizes a combination of cutting and forming tools that precisely remove unwanted material and shape the edges of sheet metal components to the desired profile.
- Edge Cutting: The cutting tool, typically a rotating blade, removes excess material from the edges of the sheet metal component. The blade’s movement is controlled by guide rails to ensure precise and consistent cutting.
- Trimming: Trimming involves removing any imperfections or irregularities from the cut edge. This ensures a clean, finished edge that is free of burrs or unevenness.
- Forming: The forming tool, which may be a roller, press, or forming die, shapes the edge of the sheet metal component into the desired profile. This could involve creating a rolled or curled edge, a flanged edge, or a beaded edge.
Control System
The Edge Cutting Trimming and Forming Machine is equipped with a control system that regulates the movement of the cutting and forming tools and ensures precision and repeatability. The control system may consist of servo motors, encoders, and a programmable logic controller (PLC).
Versatility
The Edge Cutting Trimming and Forming Machine can handle a wide range of sheet metal thicknesses and materials, from thin aluminum to thick steel. It can also be used with various tooling configurations to achieve different edge profiles and shapes.
Applications
Edge Cutting Trimming and Forming Machines are used in various applications, including:
- **Deburring and trimming metal components for various applications, such as automotive parts, machinery components, and architectural elements.
- **Shaping edges of plastic sheets and components for various applications, such as packaging, electronics, and automotive parts.
- **Creating rolled or curled edges on sheet metal components for reinforcement, aesthetics, or fluid flow optimization.
- **Flanging edges of sheet metal components to provide a stronger joint or accommodate welding.
- **Creating beaded edges on sheet metal components for decorative purposes or to enhance rigidity.
Benefits
Edge Cutting Trimming and Forming Machines offer several benefits, including:
- Accuracy and precision: They provide precise edge finishing with consistent results, ensuring the desired edge profile and dimensional accuracy.
- Versatility: They can handle a wide range of materials and thicknesses, making them suitable for various applications.
- Efficiency: They can quickly process workpieces, reducing production time and increasing productivity.
- Reduced human error: They automate the edge finishing process, minimizing the risk of human error and ensuring consistent quality.
- Safety: They provide safety features, such as guards and interlocks, to protect operators from potential hazards.
Edge Cutting Trimming and Forming Machines are essential tools in sheet metal fabrication, enabling manufacturers to produce high-quality components with precise edge finishes, enhanced strength, and improved aesthetics.
The Edge Cutting Trimming and Forming Machine is designed to trim and form the edges of sheet metal parts. It works by using a set of cutting and forming tools that are mounted on a horizontal axis. The sheet metal part is placed on a support table, and then it is pushed against the cutting and forming tools. The cutting tools are used to trim the excess metal from the edges of the sheet, while the forming tools are used to create the desired shape or contour of the edge.
The machine is controlled by a computer program that controls the movement of the cutting and forming tools. The program is designed to take into account the dimensions and shape of the sheet metal part, as well as the desired shape and contour of the edge. Once the program is set, the machine can perform the cutting, forming, and trimming operations automatically, with a high degree of precision and accuracy.
Industries working with our machinery
Trimming and beading machines are versatile tools that are used in a wide range of industries. Here are some of the most common industries that use trimming and beading machines:
Automotive Industry
The automotive industry is one of the largest users of trimming and beading machines. These machines are used to trim and bead car body panels, fenders, doors, and other sheet metal components. Trimming ensures precise dimensions and eliminates rough edges, while beading strengthens the sheet metal and provides reference points for alignment during assembly and welding.
Aerospace Industry
The aerospace industry also relies heavily on trimming and beading machines. These machines are used to fabricate lightweight and high-strength components for aircraft and spacecraft. The precise and consistent trimming and beading operations ensure the structural integrity of these critical components.
Appliance Manufacturing
Appliance manufacturing is another major user of trimming and beading machines. These machines are used to trim and bead the sheet metal components of refrigerators, washing machines, and other household appliances. Trimming and beading help to strengthen the appliances, improve their appearance, and facilitate assembly.
HVAC Industry
The HVAC industry uses trimming and beading machines to fabricate ductwork, fans, and other sheet metal components. Trimming ensures that the components fit together properly, while beading strengthens the components and provides rigidity.
Construction Industry
The construction industry uses trimming and beading machines to fabricate roofing panels, siding, and other sheet metal components for buildings. Trimming and beading help to ensure that the components are weatherproof and durable.
Metal Fabrication Industries
Trimming and beading machines are widely used in various metal fabrication industries, including electrical equipment manufacturing, medical device manufacturing, and industrial machinery manufacturing. These machines are used to trim and bead a wide range of sheet metal components for various applications.
In addition to these specific industries, trimming and beading machines are also used in a variety of other applications, including:
- Sign Manufacturing
- Furniture Manufacturing
- Toy Manufacturing
- Food and Beverage Processing Equipment Manufacturing
- Medical Device Manufacturing
The versatility and effectiveness of trimming and beading machines make them essential tools for a wide range of industries. These machines play a crucial role in producing high-quality, durable, and precisely dimensioned sheet metal components for a variety of applications.
- Cookware Kitchenware
- Defense
- Water Tank Manufacturing
- Solar Power Generator Manufacturing
- Electrical Motor Fan Cover Manufacturing
- Fire Extinguisher Manufacturing
- Exhaust Pipe Manufacturing
- LPG & LNG Tank Manufacturing
Trimming beading machines are specialized pieces of equipment used in various manufacturing industries to cut, shape, and form beads along the edges of metal sheets and other materials. These machines serve the critical function of enhancing the structural integrity and aesthetic appeal of products by creating precise and consistent beading.
Trimming beading machines are essential in processes where the appearance and durability of the edges are paramount. They are commonly employed in industries such as automotive, aerospace, HVAC, and consumer goods manufacturing, where precision and efficiency are crucial.
Importance in Industrial Applications
The primary importance of trimming beading machines lies in their ability to streamline manufacturing processes by automating edge-forming tasks that would otherwise be labor-intensive and prone to human error. By improving consistency and reducing waste, these machines contribute significantly to the overall productivity and cost-effectiveness of production lines.
Furthermore, trimming beading machines enhance the quality of finished products, ensuring they meet stringent industry standards and customer expectations. Their ability to produce uniform edges and beads also plays a vital role in the assembly and functionality of components, particularly in high-stakes industries like aerospace and automotive manufacturing.
Overview of the Content
This comprehensive guide aims to provide an in-depth exploration of trimming beading machines, covering their components, working principles, types, applications, technical specifications, maintenance, and emerging trends. By understanding these aspects, industry professionals can make informed decisions about implementing and optimizing trimming beading machines within their operations.
Components of Trimming Beading Machines
Base and Frame

The base and frame of a trimming beading machine form its structural backbone, providing stability and support for all other components. Typically constructed from robust materials such as steel or cast iron, the frame ensures the machine can withstand the stresses of operation and maintain precision over time.
Materials Used
- Steel: Known for its durability and resistance to deformation, steel is commonly used in high-performance trimming beading machines. It offers excellent rigidity and longevity.
- Cast Iron: Preferred for its vibration-damping properties, cast iron frames help minimize noise and improve accuracy during operation.
Structural Design
- The structural design of trimming beading machines varies based on the specific model and intended application. Key considerations include the machine’s footprint, ease of access for maintenance, and adaptability to different manufacturing environments.
Cutting and Beading Tools

The cutting and beading tools are critical to the machine’s functionality, responsible for shaping and forming the edges of materials. These tools come in various shapes and sizes, tailored to the specific beading patterns and material thicknesses required.
Types and Materials
- High-Speed Steel (HSS): Known for its hardness and heat resistance, HSS is commonly used for cutting tools that need to maintain sharpness under demanding conditions.
- Carbide: Offering superior wear resistance and durability, carbide tools are ideal for high-volume production runs and materials that are difficult to machine.
Maintenance and Replacement
- Regular maintenance of cutting and beading tools is essential to ensure consistent performance. This includes sharpening or replacing worn tools and adjusting alignment to prevent defects in the finished products.
Drive Mechanism
The drive mechanism powers the machine’s operations, converting electrical energy into mechanical motion. It is a crucial component that directly influences the machine’s efficiency and performance.
Motor Types
- AC Motors: Widely used in trimming beading machines for their reliability and simplicity. AC motors offer consistent performance and are suitable for applications where speed control is not critical.
- Servo Motors: Preferred for applications requiring precise control and variable speeds. Servo motors enable dynamic adjustments to the machine’s operations, enhancing versatility and efficiency.
Energy Efficiency Considerations
- Modern trimming beading machines are designed with energy efficiency in mind, incorporating features like variable frequency drives (VFDs) to optimize power consumption and reduce operational costs.
Control Systems
Control systems govern the operation of trimming beading machines, allowing operators to configure settings, monitor performance, and ensure safety. These systems range from basic manual controls to sophisticated automated interfaces.
Manual vs. Automated Systems
- Manual Systems: Suitable for smaller operations or applications requiring frequent adjustments. Manual controls offer simplicity and direct operator oversight.
- Automated Systems: Essential for large-scale production environments, automated systems provide consistent performance, reduce human error, and enable integration with other machinery.
Integration with Industry 4.0 Technologies
- Trimming beading machines are increasingly adopting Industry 4.0 technologies, such as IoT sensors and data analytics, to enhance operational efficiency and enable predictive maintenance.
Working Principles
Detailed Description of the Trimming Process
The trimming process involves cutting away excess material from the edges of a workpiece to achieve a desired shape or size. Trimming beading machines utilize specialized tools to perform this task with high precision and consistency.
- Material Feeding: The workpiece is fed into the machine, either manually or automatically, and positioned for trimming.
- Tool Engagement: Cutting tools engage the workpiece, removing excess material while following the predefined path and pattern.
- Material Removal: The machine’s cutting tools execute the trimming operation, guided by precise control systems to ensure uniformity.
- Quality Inspection: The trimmed edges are inspected for accuracy and quality, with adjustments made as necessary.
Beading Techniques and Variations
Beading is the process of forming beads along the edges of a workpiece, enhancing both its structural integrity and aesthetic appeal. Different techniques and variations are employed based on the material and intended application.
- Single Bead Formation: The simplest form of beading, involving a single continuous bead along the edge.
- Double Bead Formation: Utilized when additional strength or a decorative effect is desired, double beads consist of two parallel beads along the edge.
- Custom Bead Patterns: Some machines allow for custom bead patterns, tailored to specific design requirements or functional needs.
Workflow and Operational Steps
The workflow of a trimming beading machine is designed to maximize efficiency and ensure consistent output. Key operational steps include:
- Setup and Calibration: Operators configure the machine settings, such as tool alignment and material thickness, to match the requirements of the production run.
- Material Loading: Workpieces are loaded onto the machine, either manually or through automated systems, and positioned for processing.
- Trimming and Beading: The machine executes the trimming and beading operations, following the specified parameters and patterns.
- Quality Control: Finished pieces undergo quality control checks to verify dimensional accuracy and bead integrity.
- Adjustment and Maintenance: Regular adjustments and maintenance are performed to ensure optimal performance and address any issues that arise during operation.
Common Challenges and Solutions
Trimming beading machines can encounter various challenges during operation, which can impact performance and product quality. Common issues and their solutions include:
- Tool Wear and Dullness: Regular tool maintenance, including sharpening and replacement, is essential to maintain cutting precision and prevent defects.
- Material Deformation: Proper machine calibration and tool alignment help prevent material deformation during trimming and beading processes.
- Machine Downtime: Implementing predictive maintenance and monitoring systems can reduce downtime and improve overall equipment efficiency.
- Quality Variability: Consistent quality control checks and process adjustments help ensure uniformity and adherence to specifications.
Types of Trimming Beading Machines

Trimming beading machines are available in various types, each suited to specific applications and production needs. Understanding the differences between these machines is crucial for selecting the right equipment for a given operation.
Manual Trimming Beading Machines
Features and Use Cases
- Manual trimming beading machines are operated entirely by human intervention, making them suitable for small-scale production or applications requiring frequent adjustments. These machines offer simplicity and ease of use, often utilized in workshops or small manufacturing facilities.
Advantages and Disadvantages
- Advantages:
- Cost-effective for low-volume production
- Flexibility to handle various materials and bead patterns
- Simple operation and maintenance
- Disadvantages:
- Limited throughput and productivity
- Higher labor costs due to manual operation
- Inconsistent quality due to human error
Semi-Automatic Trimming Beading Machines
Features and Use Cases
- Semi-automatic trimming beading machines combine manual input with automated processes, offering a balance between flexibility and efficiency. These machines are ideal for medium-scale production environments where speed and precision are important.
Advantages and Disadvantages
- Advantages:
- Improved productivity compared to manual machines
- Enhanced consistency and accuracy
- Reduced operator fatigue and error
- Disadvantages:
- Higher initial investment compared to manual machines
- Requires skilled operators for setup and adjustment
- Limited scalability for large-scale production
Fully Automatic Trimming Beading Machines
Features and Use Cases
- Fully automatic trimming beading machines offer the highest level of automation and efficiency, designed for large-scale production environments. These machines are equipped with advanced control systems and automation features, enabling continuous and consistent operation.
Advantages and Disadvantages
- Advantages:
- Maximum productivity and throughput
- Consistent quality and precision
- Integration with other automated systems and Industry 4.0 technologies
- Disadvantages:
- High initial cost and complexity
- Requires skilled technicians for maintenance and troubleshooting
- Limited flexibility for custom or small-batch production
Applications in Various Industries

Trimming beading machines play a vital role in a wide range of industries, each benefiting from the precision and efficiency these machines offer. Here, we explore some of the key industries and their specific applications.
Automotive Industry
Specific Use Cases
- In the automotive industry, trimming beading machines are used for forming edges on components such as fenders, doors, hoods, and other body panels. These machines ensure that parts meet the strict dimensional tolerances required for assembly and safety.
Benefits in Automotive Manufacturing
- Improved part quality and consistency, reducing rework and waste
- Enhanced structural integrity of components, contributing to vehicle safety
- Increased production speed and efficiency, supporting high-volume manufacturing
Aerospace Industry
Specific Use Cases
- Aerospace manufacturing demands precision and reliability, making trimming beading machines essential for producing parts such as fuselage panels, wing components, and engine casings. These machines contribute to the stringent quality standards of the aerospace industry.
Benefits in Aerospace Manufacturing
- High precision and repeatability, ensuring compliance with aerospace standards
- Reduction in material waste and production costs
- Support for complex geometries and advanced materials
HVAC Industry
Specific Use Cases
- In the HVAC industry, trimming beading machines are used to form edges and beads on ductwork, vents, and other components. These machines help produce parts that are essential for efficient heating, ventilation, and air conditioning systems.
Benefits in HVAC Manufacturing
- Consistent part quality and fit, reducing installation time and costs
- Enhanced durability and performance of HVAC components
- Support for custom designs and specifications
Consumer Goods Industry
Specific Use Cases
- The consumer goods industry utilizes trimming beading machines for a variety of products, including appliances, electronics, and packaging. These machines help create aesthetically pleasing and functional components.
Benefits in Consumer Goods Manufacturing
- Improved product appearance and appeal
- Increased manufacturing efficiency and speed
- Support for diverse materials and product designs
Technical Specifications and Standards
Understanding the technical specifications and standards of trimming beading machines is crucial for selecting the right equipment and ensuring compliance with industry requirements.
International Standards and Compliance
Trimming beading machines must adhere to international standards to ensure safety, quality, and interoperability. Key standards include:
- ISO 9001: Quality management systems standard that ensures consistent product quality and customer satisfaction.
- ISO 12100: Safety of machinery – General principles for design, providing guidelines for reducing risks associated with machine operation.
- CE Marking: Conformity with European health, safety, and environmental protection standards.
Key Technical Specifications
Trimming beading machines have various technical specifications that influence their performance and suitability for specific applications. Key specifications include:
- Maximum Material Thickness: The thickest material the machine can handle, typically measured in millimeters or inches.
- Beading Speed: The rate at which the machine can form beads, often measured in meters per minute.
- Cutting Force: The amount of force exerted by the machine’s cutting tools, affecting its ability to handle different materials.
- Power Requirements: The electrical power needed for operation, influencing energy consumption and infrastructure needs.
Customization Options
Manufacturers often offer customization options to tailor trimming beading machines to specific requirements. Common customization options include:
- Tooling Variations: Custom tools and dies to accommodate unique bead patterns and material specifications.
- Automation Features: Integration of advanced control systems and automation technologies for enhanced performance.
- Material Handling Systems: Customized feeding and handling systems to improve workflow and reduce manual intervention.
Maintenance and Troubleshooting
Proper maintenance and troubleshooting are essential to ensuring the longevity and performance of trimming beading machines. Here, we outline key maintenance practices and common issues that operators may encounter.
Routine Maintenance Procedures
Regular maintenance helps prevent unexpected downtime and ensures consistent machine performance. Key maintenance procedures include:
- Tool Inspection and Replacement: Regularly inspect cutting and beading tools for wear and damage. Sharpen or replace tools as needed to maintain cutting precision.
- Lubrication: Ensure all moving parts are properly lubricated to reduce friction and wear.
- Alignment Checks: Verify tool alignment and calibration to prevent defects and ensure uniformity.
- Electrical System Inspection: Check electrical connections and components for signs of wear or damage, addressing issues promptly to prevent malfunctions.
Common Issues and Solutions
Trimming beading machines may encounter various issues during operation. Understanding these problems and their solutions is crucial for maintaining productivity and quality.
- Tool Wear and Dullness: Dull or worn tools can lead to poor cutting performance and defects. Regularly sharpen or replace tools to maintain quality.
- Material Jams: Misalignment or improper feeding can cause material jams, leading to downtime and damage. Ensure proper setup and alignment to prevent jams.
- Machine Vibration: Excessive vibration can impact precision and tool life. Check for loose components and ensure the machine is properly anchored to reduce vibration.
- Inconsistent Quality: Variability in bead quality and dimensions can arise from improper calibration or tool wear. Regularly inspect and adjust settings to maintain consistency.
Safety Considerations
Safety is paramount when operating trimming beading machines. Key safety considerations include:
- Personal Protective Equipment (PPE): Operators should wear appropriate PPE, such as gloves, safety glasses, and hearing protection, to minimize injury risk.
- Machine Guarding: Ensure all machine guards and safety features are in place and functional to prevent accidental contact with moving parts.
- Emergency Stops: Verify that emergency stop mechanisms are operational and accessible in case of emergencies.
- Training and Education: Provide thorough training to operators and maintenance personnel on safe machine operation and emergency procedures.
Latest Innovations and Trends
The field of trimming beading machines is continually evolving, with new technologies and trends shaping the future of manufacturing. Here, we explore some of the latest innovations and emerging trends in the industry.
Technological Advances
Advancements in technology are driving significant improvements in trimming beading machines, enhancing their capabilities and performance.
- Smart Sensors and IoT Integration: Trimming beading machines are increasingly incorporating smart sensors and IoT connectivity to monitor performance, predict maintenance needs, and optimize operations.
- Advanced Control Systems: New control systems offer greater precision and flexibility, enabling operators to achieve complex bead patterns and adapt to changing production requirements.
- Automation and Robotics: The integration of automation and robotics is transforming trimming beading machines, reducing manual labor, and increasing throughput.
Future Trends in Trimming Beading Machines
Several trends are shaping the future of trimming beading machines, influencing how they are designed and utilized.
- Sustainability and Energy Efficiency: Manufacturers are focusing on sustainability, developing machines with lower energy consumption and reduced environmental impact.
- Customization and Flexibility: As demand for custom products grows, trimming beading machines are becoming more adaptable, with features that support rapid reconfiguration and customization.
- Digitalization and Industry 4.0: The digital transformation of manufacturing is driving the adoption of Industry 4.0 technologies, enabling data-driven decision-making and enhanced machine performance.
Case Studies and Examples
Real-world examples and case studies demonstrate the impact of trimming beading machines in various industries, highlighting their benefits and applications.
- Automotive Manufacturing: A leading automotive manufacturer implemented advanced trimming beading machines to improve production efficiency and reduce defects, achieving significant cost savings and quality improvements.
- Aerospace Industry: An aerospace supplier adopted IoT-enabled trimming beading machines to enhance traceability and optimize maintenance, resulting in reduced downtime and improved compliance with industry standards.
- HVAC Production: A major HVAC manufacturer integrated automated trimming beading machines to increase production capacity and reduce manual labor, leading to faster lead times and higher product quality.
Choosing the Right Trimming Beading Machine

Selecting the right trimming beading machine is crucial for achieving optimal performance and meeting specific production needs. Here, we outline key factors to consider and offer guidance on the selection process.
Factors to Consider
When choosing a trimming beading machine, several factors should be considered to ensure the equipment meets operational requirements.
- Production Volume: Assess the production volume and throughput requirements to determine the appropriate machine type and capacity.
- Material Specifications: Consider the types of materials and thicknesses the machine will handle, ensuring compatibility with the equipment’s capabilities.
- Beading Patterns: Evaluate the complexity and variety of bead patterns needed, selecting machines that offer the necessary tooling and flexibility.
- Automation Needs: Determine the level of automation required, balancing productivity gains with cost considerations and operator expertise.
Cost vs. Benefit Analysis
Conducting a cost vs. benefit analysis helps evaluate the financial implications of investing in a trimming beading machine.
- Initial Investment: Assess the upfront cost of the machine, including installation and setup expenses.
- Operational Costs: Consider ongoing operational costs, such as energy consumption, maintenance, and labor.
- Return on Investment (ROI): Calculate the expected ROI by evaluating the machine’s impact on productivity, quality, and cost savings.
Vendor Selection and Partnerships
Choosing the right vendor and establishing strong partnerships are essential for acquiring quality equipment and support.
- Reputation and Experience: Evaluate potential vendors based on their reputation, experience, and track record in the industry.
- Technical Support and Service: Ensure the vendor offers comprehensive technical support, training, and maintenance services to maximize machine performance and uptime.
- Customization and Flexibility: Consider vendors that offer customization options and flexible solutions tailored to specific production needs.
Conclusion
Recap of Key Points
Trimming beading machines are essential tools in modern manufacturing, offering precision, efficiency, and versatility across a range of industries. Understanding their components, working principles, and applications is crucial for making informed decisions and optimizing production processes.
Final Thoughts on Trimming Beading Machines
As technology continues to advance, trimming beading machines are poised to play an increasingly important role in the manufacturing landscape. By embracing innovation and adopting best practices, manufacturers can leverage these machines to enhance quality, productivity, and competitiveness in their respective industries.
Components of Trimming Beading Machines
To provide a detailed exploration of the components of a trimming beading machine, we’ll delve deeper into each part, discussing their functions, materials, and importance. Here’s an expanded version of the Components of Trimming Beading Machines section:
Trimming beading machines consist of several integral components, each playing a crucial role in ensuring precise operation and high-quality output. Understanding these components can aid in the proper selection, operation, and maintenance of the machines.
Base and Frame
Functionality and Importance
The base and frame of a trimming beading machine serve as the foundation, providing structural support and stability. A well-designed frame is essential to withstand operational stresses and vibrations, ensuring accurate and consistent performance.
Materials Used
- Steel: Often used for its high tensile strength and durability. Steel frames provide rigidity, helping to maintain precision even under heavy loads.
- Cast Iron: Valued for its excellent vibration-damping properties. Cast iron is commonly used in applications where reducing machine noise and vibration is critical to maintaining accuracy.
- Aluminum Alloys: Used in some lightweight machines, aluminum alloys offer corrosion resistance and ease of handling, though they may lack the rigidity of steel or cast iron.
Structural Design
- Box-Type Frames: Provide superior rigidity and support. Box-type frames are designed to minimize deformation and ensure precise alignment of components.
- Open-Type Frames: Offer ease of access for maintenance and adjustments. Open frames are suitable for applications where quick changes and flexibility are required.
- Welded vs. Bolted Structures: Welded structures provide a solid and seamless frame, while bolted structures offer flexibility in assembly and disassembly for maintenance.
Cutting and Beading Tools
Role in Operation
Cutting and beading tools are at the heart of the trimming beading machine’s functionality. They are responsible for removing excess material and forming beads along the edges of workpieces.
Types of Tools
- Rotary Cutters: Used for continuous cutting operations, rotary cutters offer high speed and precision, ideal for long production runs.
- Punch and Die Sets: Employed for stamping and forming operations, punch and die sets provide versatility in creating complex bead patterns and shapes.
- Roller Dies: Utilized in forming continuous beads along the length of a workpiece. Roller dies offer consistent pressure and control, ensuring uniform bead formation.
Materials for Cutting Tools
- High-Speed Steel (HSS): Known for its hardness and ability to maintain a sharp edge at high temperatures. HSS is suitable for a wide range of cutting applications.
- Carbide: Offers superior wear resistance and durability, making it ideal for high-volume production and difficult-to-machine materials.
- Ceramic and Diamond Coatings: Used for specialized applications requiring extreme hardness and wear resistance. These coatings can extend the life of cutting tools and improve performance.
Maintenance and Replacement
Regular maintenance of cutting and beading tools is essential to ensure optimal performance. This includes:
- Tool Inspection: Conduct routine inspections to identify signs of wear or damage. Replace tools that have become dull or chipped.
- Sharpening: Maintain sharp edges on cutting tools to ensure precise cuts and prevent material deformation.
- Alignment and Calibration: Regularly check tool alignment and calibration to prevent defects and ensure uniformity in bead formation.
Drive Mechanism
Functionality and Importance
The drive mechanism powers the operation of trimming beading machines, converting electrical energy into mechanical motion. It directly influences the machine’s efficiency and performance.
Motor Types
- AC Motors: Commonly used for their reliability and low maintenance requirements. AC motors provide consistent performance and are suitable for applications where speed control is not critical.
- DC Motors: Offer precise speed control and are used in applications requiring variable speeds. DC motors can be paired with controllers to fine-tune performance.
- Servo Motors: Provide high precision and dynamic control, enabling rapid adjustments to speed and position. Servo motors are ideal for applications requiring complex bead patterns and high-speed operations.
- Stepper Motors: Offer precise positioning and repeatability. Stepper motors are used in applications where incremental movements and accuracy are essential.
Energy Efficiency Considerations
- Variable Frequency Drives (VFDs): Used to optimize energy consumption by adjusting the motor’s speed and torque to match the operational needs. VFDs can significantly reduce energy costs and extend the life of the drive system.
- Regenerative Drives: Capture and reuse energy generated during deceleration, further improving energy efficiency and reducing operational costs.
Control Systems
Role in Operation
Control systems govern the operation of trimming beading machines, allowing operators to configure settings, monitor performance, and ensure safety. These systems range from basic manual controls to sophisticated automated interfaces.
Types of Control Systems
- Manual Controls: Suitable for smaller operations or applications requiring frequent adjustments. Manual controls offer simplicity and direct operator oversight.
- Programmable Logic Controllers (PLCs): Provide automation and flexibility, enabling operators to program complex operations and adjust settings on the fly. PLCs are widely used in industrial applications for their reliability and ease of use.
- Computer Numerical Control (CNC): Offers high precision and control, allowing for complex and repeatable operations. CNC systems are ideal for high-volume production and applications requiring intricate bead patterns.
- Human-Machine Interfaces (HMIs): Facilitate interaction between operators and machines, providing real-time data and control over machine settings. HMIs enhance usability and improve operational efficiency.
Integration with Industry 4.0 Technologies
Trimming beading machines are increasingly adopting Industry 4.0 technologies to enhance operational efficiency and enable predictive maintenance. Key advancements include:
- IoT Connectivity: Sensors and IoT devices provide real-time monitoring and data collection, enabling operators to track performance, detect anomalies, and predict maintenance needs.
- Data Analytics and Machine Learning: Advanced analytics and machine learning algorithms optimize machine performance by analyzing operational data and identifying trends or inefficiencies.
- Remote Monitoring and Control: Operators can access and control machines remotely, improving flexibility and enabling rapid response to issues.
Conclusion
The components of trimming beading machines play vital roles in ensuring precision, efficiency, and durability. By understanding these components, manufacturers can optimize their machines for specific applications, improve operational efficiency, and reduce downtime. Proper selection, maintenance, and integration of these components are essential for maximizing the performance and lifespan of trimming beading machines.
Raw Material Preparation
- Material: Aluminum, stainless steel, or copper sheets/discs.
- Process: Sheets are cut into circular blanks using sheet cutting machines or hydraulic shears.
Deep Drawing
- Machine: Deep Drawing Press
- Process: A hydraulic press forms the metal blank into a pot shape in one or more steps.
- Tooling: Punch and die set specific to pot dimensions.
- Output: Rough-formed pot.
Trimming
- Machine: Trimming Machine
- Purpose: Remove excess material from the rim to ensure uniform height and clean edges.
Necking / Beading (Optional)
- Machine: Beading Machine or Necking Machine
- Process: Forms a rolled rim or neck to add strength and improve aesthetics.
Ironing (Optional)
- Machine: Ironing Press
- Purpose: Thin the walls uniformly, used in high-speed aluminum pot production.
Handle Hole Punching
- Machine: Hydraulic or Pneumatic Hole Punching Machine
- Purpose: Create mounting holes for handles (side or top).
Bottom Impact Bonding (for multi-layered pots)
- Machine: Impact Bonding Press
- Purpose: Bond layers (e.g., aluminum + stainless steel + copper) for better heat distribution.
Annealing (if needed)
- Machine: Annealing Furnace
- Purpose: Relieve stresses in the metal and soften it for further processing.
Surface Treatment
- Options:
- Polishing (Mechanical or Electrochemical)
- Sandblasting
- Brushing
- Machines: Polishing Machines, Buffing Wheels, or Vibratory Finishing Equipment
Non-stick or Decorative Coating (Optional)
- Machines: Spray Booths, PTFE / Ceramic Coating Ovens
- Process: Non-stick coating application and baking.
Handle Assembly
- Machine: Riveting Machine or Spot Welder
- Process: Mounting plastic, wooden, or metal handles.
Quality Inspection
- Steps: Dimensional check, coating adhesion test, leakage test, visual inspection.
Packaging
- Machine: Shrink Wrapping, Cartoning, or Labeling Machines
- Purpose: Final packaging for retail or wholesale distribution.
Optional Automation Add-ons
- Robotic arms for material handling
- CNC-based forming stations
- Inline sensors for defect detection
- Conveyor systems for process flow
In a metal pot manufacturing line, production begins with the preparation of raw material, typically in the form of circular blanks cut from aluminum, stainless steel, or copper sheets. These blanks are produced using hydraulic shears or sheet cutting machines, ensuring consistent dimensions and thickness. Once cut, the blanks are transferred to a deep drawing press, where the primary shaping occurs. This process transforms the flat disc into a cylindrical or rounded pot shape using a punch-and-die mechanism under high hydraulic pressure. Depending on the design and material, this might require one or multiple drawing stages.
Following deep drawing, the pot undergoes trimming. The trimming machine removes any excess material at the rim, ensuring a uniform height and clean edge finish. For added strength and ergonomic quality, many pots proceed to a beading or necking machine, where the rim is rolled or flared. If the production line is geared towards high-speed or high-volume output, ironing presses may be introduced to achieve consistent wall thickness, particularly for aluminum pots.
Subsequently, holes are punched into the body using pneumatic or hydraulic punching machines, preparing the pot for handle installation. For cookware requiring multilayered bottoms—such as stainless steel pots with aluminum or copper cores—impact bonding is employed. Here, multiple layers of metal are bonded under high pressure and temperature to create a thermally efficient base. Depending on the mechanical stress introduced during shaping, some pots go through annealing furnaces, where controlled heating softens the material and removes internal stresses.
Surface finishing follows, employing a range of polishing, brushing, or blasting machines. This not only enhances appearance but also prepares the surface for any subsequent coating. For non-stick or decorative finishes, spray booths apply PTFE or ceramic layers, which are then cured in high-temperature ovens. After coating, handles made of plastic, metal, or wood are affixed using riveting machines or spot welding units.
The almost-complete pots are then subjected to rigorous quality control. This includes dimensional checks, visual inspections, adhesion tests for coatings, and water tightness evaluations. Once approved, the pots are passed through automated or manual packaging stations, where they are labeled, shrink-wrapped, or boxed, ready for distribution. Throughout the line, conveyor systems and robotic arms may be used to automate transitions and improve production efficiency. The entire process, when well-integrated, ensures high throughput, consistency in quality, and minimal waste, making modern pot manufacturing lines highly productive and adaptable to various cookware types.
Advanced manufacturing lines often incorporate smart control systems and sensor-based monitoring to maintain consistency and minimize defects. Temperature sensors in annealing furnaces, pressure monitors in deep drawing presses, and thickness gauges during ironing help ensure every pot meets strict specifications. In modern setups, programmable logic controllers (PLCs) synchronize different machine stations, optimizing cycle times and coordinating robot arms for loading and unloading tasks. This results in a smoother workflow and reduced human intervention, which is especially important for large-scale production.
Customization options are integrated early in the line. Different pot sizes and shapes can be manufactured by simply changing the tooling sets in the deep drawing and trimming stations. Quick-change dies and servo-controlled machines make it possible to switch from one product line to another with minimal downtime, which is a key advantage in today’s flexible manufacturing environments.
For premium products, additional features like encapsulated bases, heat-diffusing disks, or laser-etched branding may be added near the final stages. Laser engraving systems are often used to apply logos or measurement marks on the inner wall or base. Some pots, particularly in high-end or export markets, are subjected to more refined finishing stages such as mirror polishing or satin brushing to enhance aesthetic appeal.
In non-stick pot manufacturing, the application of multiple coating layers—primer, mid-coat, and top-coat—is done in succession, often with automated spray systems that ensure uniform thickness. Each layer is cured in high-temperature ovens between applications. These ovens are typically tunnel-type with conveyor belts to allow continuous processing. Quality of the coating is verified using scratch resistance and adhesion tests to ensure durability during cooking and cleaning.
The handle assembly step varies depending on material and design. Plastic or bakelite handles are usually riveted using pneumatic presses, while stainless steel handles might be spot welded for a seamless look. Some designs include detachable handles, which require special fastening mechanisms and tighter dimensional control.
Final inspection is supported by vision systems or manual inspectors who verify shape, finish, handle fit, coating integrity, and overall workmanship. Some lines include leak-testing stations, where pots are filled with water or pressurized air to detect micro-perforations or weak welds.
After passing inspection, pots enter the packing zone, where automated systems may insert instruction booklets, lid accessories, or separators before final wrapping. Packaging can range from simple shrink-wrap to fully branded printed cartons, depending on the market segment. Palletizing robots or semi-automated stackers then prepare the goods for shipment.
Overall, the metal pot manufacturing line is a synergy of heavy-duty forming machinery, precision finishing systems, and increasingly intelligent automation. Whether producing basic aluminum pots or high-end multi-layer stainless steel cookware, the process is designed to balance quality, speed, and cost-efficiency while adapting to evolving consumer and industry demands.
In high-capacity factories, material flow is carefully engineered to minimize manual handling and idle time. Blank feeding systems automatically load discs into the deep drawing press, often using magnetic or vacuum-based loaders. After forming, conveyor belts or robotic arms transfer the semi-finished pots through each station, reducing labor costs and improving safety. These systems are programmed to adapt to different production sequences, making the line suitable for batch or continuous production.
For manufacturers targeting export or compliance with food safety regulations, additional treatments may be included. Stainless steel pots, for example, often undergo passivation to remove surface contaminants and improve corrosion resistance. This involves immersing the pots in a controlled acid bath, followed by thorough rinsing and drying, ensuring hygienic and long-lasting cookware.
Energy efficiency is also a growing priority. Modern furnaces, dryers, and presses are equipped with energy recovery systems, such as heat exchangers or insulation layers that reduce thermal loss. In addition, some lines integrate induction-based heating instead of traditional gas or electric systems to shorten cycle times and reduce emissions. Factories with environmental certifications often include filtration systems that manage dust from polishing stations and fumes from coating ovens.
When producing copper or copper-clad cookware, additional challenges arise due to the softness and oxidation tendency of copper. These lines may include special cleaning or coating stages to preserve surface shine. In such cases, clear lacquer may be applied to prevent tarnishing, or a stainless steel lining may be bonded inside the pot for safe food contact.
The design of the tooling—particularly dies and punches—is critical for the line’s flexibility and longevity. Tool steel is commonly used, and precise CNC machining ensures tight tolerances. Tool maintenance is scheduled regularly, with spare parts kept in stock to prevent downtime. Advanced facilities use simulation software to test drawing and forming processes virtually before full-scale production begins, reducing material waste and trial cycles.
Traceability is another important aspect in modern production. Each batch or even each pot may be marked with a serial or lot number—either engraved, stamped, or printed—linking it to production data such as raw material origin, press cycle parameters, coating batch, and operator ID. This allows for effective recall management, process optimization, and warranty service.
Finally, feedback loops between quality control and process control systems enable real-time adjustments. For instance, if a polishing defect is detected by a vision sensor, the line may automatically alert technicians or slow down until the issue is corrected. Similarly, if a drawing die shows signs of wear based on force sensors or cycle time anomalies, predictive maintenance systems can schedule replacement before failures occur.
Altogether, the metal pot manufacturing line is a tightly coordinated system that combines metallurgy, mechanical engineering, surface chemistry, and automation. It is scalable for small artisanal workshops or large industrial plants and can be tailored for various markets—from basic cooking vessels to designer cookware lines with strict performance and aesthetic standards.
Pot Factory Automation Solutions
Pot Factory Automation Solutions are designed to streamline production, enhance consistency, reduce labor dependency, and improve overall efficiency in metal cookware manufacturing. These automation systems integrate robotics, sensors, and intelligent controls across various stages of the pot production line. The degree of automation can be scaled based on production volume, product variety, and budget. Here’s a detailed view of key automation solutions in a modern pot factory:
Automation begins with blank handling systems, where robotic arms or gantry loaders automatically load metal sheets or discs into cutting or deep drawing machines. Vision systems and alignment sensors ensure precise positioning, reducing material waste and misfeeds. For high-speed operations, servo-driven feeders work in sync with press cycles to keep up with rapid production rates.
In deep drawing and forming, automation focuses on press synchronization, die lubrication, and part ejection. Smart hydraulic presses with programmable logic controllers (PLCs) allow for recipe-based operations, enabling quick changeovers between different pot models. Ejector arms and automated die changers reduce downtime and operator fatigue.
After forming, automated trimming and beading stations use robotic transfers or indexed conveyors to handle semi-finished pots. Servo-controlled rotary trimming machines automatically adjust to different diameters and heights, offering greater flexibility for mixed-model production lines.
Robotic handle hole punching systems integrate multi-axis positioning and sensor verification to punch precise holes regardless of pot shape or size. For factories producing pots with various handle types, vision-guided robots can adapt their position dynamically without the need for manual adjustment.
Impact bonding and base-cladding processes can also be automated. Advanced presses feature automated disc feeding, alignment correction, and bonding force control, ensuring consistent thermal diffusion properties in layered cookware bases. Automated annealing systems equipped with conveyors and temperature control ensure uniform heat treatment while minimizing energy usage.
In surface finishing, robotic polishing arms or multi-head polishing stations replicate manual polishing movements with far greater consistency. These systems are often coupled with dust extraction units and feedback loops to maintain finish quality. Robotic buffing arms can follow complex curves using force sensors and adaptive path control.
Coating automation includes spray robots in enclosed booths, ensuring even coverage of non-stick or decorative coatings. Coating thickness is monitored by inline sensors, while automated ovens cure coatings with precise thermal profiles. Conveyor-based curing tunnels optimize throughput and reduce manual handling.
Handle assembly benefits from robotic riveting or welding cells, capable of handling varying handle types and materials. These systems can identify handle orientation, position it with high accuracy, and complete the attachment process within seconds.
For inspection and quality control, machine vision systems detect dimensional errors, surface defects, or coating inconsistencies in real-time. These systems are often mounted above conveyors and work with reject diverters to separate defective products without stopping the line. Leak-testing machines automate water or air pressure checks, recording results for each unit.
End-of-line automation includes robotic packaging systems that insert instruction manuals, place lids, and pack pots into cartons. Shrink-wrapping and palletizing robots streamline final logistics steps. Labeling systems can automatically apply QR codes, barcodes, or branding stickers, tying each pot to digital traceability systems.
A fully automated pot factory is typically managed by a centralized SCADA or MES (Manufacturing Execution System), which collects data from every machine, tracks performance, predicts maintenance needs, and allows real-time control adjustments. Remote access features allow plant managers to monitor operations, perform diagnostics, or implement changes without being on-site.
Overall, automation in pot manufacturing not only boosts productivity but also ensures repeatable quality, reduces safety risks, shortens lead times, and enables agile responses to market changes. Whether it’s a semi-automated line or a fully lights-out factory, automation solutions are increasingly essential for competitiveness in the global cookware market.
In a fully automated pot factory, the production environment is orchestrated like a synchronized system where each element communicates with the next to maintain flow, consistency, and high output. From the moment raw materials enter the facility, automation ensures minimal manual intervention. Coils or stacks of metal sheets are automatically unrolled, leveled, and fed into blanking presses where discs are cut with precision. These discs are picked up by robotic arms or feeding systems and delivered directly into the deep drawing presses without the need for human handling. Servo-controlled presses automatically adjust their stroke and force based on the type and thickness of the metal, enabling the production of different pot shapes and sizes with minimal tooling changeover time.
Once the initial shape is formed, robotic pick-and-place systems or linear transfer units carry the semi-finished pots through trimming, beading, and ironing stations. These stations operate in tight coordination, with real-time data exchange ensuring each step is tailored to the exact dimensions of the product. For instance, if the deep drawing press outputs a slightly taller pot due to a minor tooling shift, the trimming station adjusts automatically to maintain consistent finished dimensions. Robots equipped with force sensors handle tasks like beading with sensitivity that mirrors a human craftsman, ensuring quality without deforming the pot.
In high-end pot lines, particularly those making layered-bottom cookware, bonding stations incorporate advanced automation that includes layer alignment, induction preheating, and synchronized impact pressing. Once bonded, the pots are automatically conveyed into annealing tunnels where temperature profiles are precisely controlled to relieve internal stresses. Automated cooling zones ensure safe handling temperatures for subsequent stages.
As pots proceed to surface preparation, automated systems polish or brush them using pre-programmed paths. Multi-axis robotic arms equipped with polishing wheels or abrasive pads adjust in real-time to pot curvature and diameter, delivering uniform surface finishes. Dust and residue are continuously extracted by integrated filtration systems to keep the environment clean and maintain operator safety, even in partially automated plants. If the cookware requires non-stick or decorative coatings, robotic spray arms coat the surfaces with exceptional consistency. These arms are equipped with flow meters, atomization sensors, and motion tracking to maintain optimal spray patterns and prevent overspray or undercoating.
Post-coating curing ovens, usually designed as conveyor tunnels, apply exact temperature and timing parameters depending on the type of coating used. Smart temperature zoning, airflow regulation, and exhaust management systems ensure energy efficiency while maintaining coating integrity. Once cooled, the pots are routed to handle assembly stations. Here, machine vision systems recognize the orientation and handle type, directing robotic riveters or welders to install side handles and knobs with micron-level alignment. Torque sensors verify rivet or weld strength, ensuring that every handle meets quality standards before proceeding.
The next critical step—quality control—is handled by integrated vision systems that scan the pot for cosmetic defects, surface irregularities, or dimensional deviations. High-resolution cameras and 3D scanning sensors operate at line speed, automatically rejecting flawed units. Additional automated leak-testing systems use air pressure or water immersion techniques, logging results against each pot’s serial number in the MES system.
Finally, finished pots are routed to end-of-line packaging. Automated lines insert manuals, attach lids, and load pots into customized packaging boxes. Robotic arms then stack cartons onto pallets with optimal space utilization. For direct-to-retail shipments, label applicators mark boxes with destination data, QR codes, or barcodes for easy traceability and inventory management. All these actions are monitored in real time via centralized dashboards that allow factory managers to track line performance, energy consumption, output quality, and production rates. If an issue arises, such as a misaligned spray nozzle or a jammed feeder, the system can pause the affected section, notify maintenance, and reroute production to minimize downtime.
In the most advanced setups, AI-powered analytics help forecast tool wear, optimize cycle times, and even recommend design adjustments to improve manufacturability. These smart systems learn from production data, improving accuracy and efficiency over time. In such factories, the workforce shifts from operating machinery to supervising systems, performing maintenance, and managing production flow, making the facility more resilient, scalable, and globally competitive.
In the context of lean manufacturing and Industry 4.0, automation in pot factories extends beyond physical machinery to include digital integration, data management, and predictive control. Each machine, sensor, and robot is part of a connected ecosystem where operational data is collected continuously—temperature, pressure, vibration, torque, cycle times, defect rates, energy consumption—all of which are fed into a central platform. This infrastructure enables real-time diagnostics, historical data analysis, and automated reporting that supports informed decision-making by plant managers and engineers.
Digital twins of the production line can be created, allowing operators to simulate changes in parameters or product types before applying them to the physical system. This reduces the risk of downtime or quality issues during actual production. A change in the design of a pot, such as altering the depth or wall thickness, can be virtually tested across all relevant stations—from deep drawing to polishing to coating—ensuring compatibility and optimal output before a single blank is processed.
Supply chain integration also benefits from factory automation. ERP systems communicate directly with the production floor, automatically adjusting production schedules based on order changes, material availability, or shipment deadlines. If a specific batch of stainless steel blanks arrives with slightly different hardness, the press parameters can be adapted accordingly to prevent tool damage or product rejection. RFID or barcode tagging at the raw material stage allows complete traceability through the production chain, enabling root-cause analysis if any product fails quality assurance at a later point.
Preventive and predictive maintenance are also fully digitized. Vibration sensors on motors, thermal sensors on bearings, and load sensors on hydraulic cylinders detect signs of mechanical stress or wear. When thresholds are breached, alerts are sent to maintenance teams, and replacement parts are automatically requested from inventory. This approach not only reduces unplanned downtime but also extends the life of expensive components like forming dies, polishers, and coating sprayers.
Human-machine interfaces (HMI) at each station are designed for ease of use, often with touchscreens displaying process parameters, alerts, and suggested actions in real time. Operators can adjust settings within authorized ranges, view instructional videos, or check system logs without leaving their station. Multilingual support and visual interfaces also help reduce training time for new staff, making the plant more adaptable to workforce changes.
Safety systems are fully integrated into the automation framework. Light curtains, laser scanners, and emergency stop zones are monitored digitally. When a worker enters a restricted area or a fault is detected, the system safely halts the relevant machines and triggers a cascade of warnings. Restart procedures are controlled and logged, ensuring that machines only resume operation under verified safe conditions.
Waste reduction is another major benefit. Automated systems optimize material use during blanking, monitor overspray in coating booths, and capture excess polishing dust for recycling. Scrap rates are continuously monitored and analyzed to detect trends and correct root causes—whether due to tool wear, incorrect parameters, or inconsistent raw materials. This not only improves sustainability but also increases profitability by reducing rework and material costs.
As customer expectations rise and product lines diversify, flexible automation becomes essential. Pot factories increasingly adopt modular automation cells that can be reconfigured or expanded as needed. For example, a plant might introduce a new line of induction-compatible cookware that requires ferritic stainless-steel bases bonded to aluminum bodies. Instead of building a separate line, a modular bonding station can be added, programmed, and integrated into the existing flow with minimal disruption.
Ultimately, full-factory automation in pot manufacturing offers a platform for scaling up production, ensuring consistent high quality, and remaining agile in a highly competitive market. It transforms the factory from a collection of isolated machines into a coordinated, intelligent system capable of adapting to both internal demands and external shifts in market trends or supply chain conditions.
Metal Pot Surface Polishing Equipment
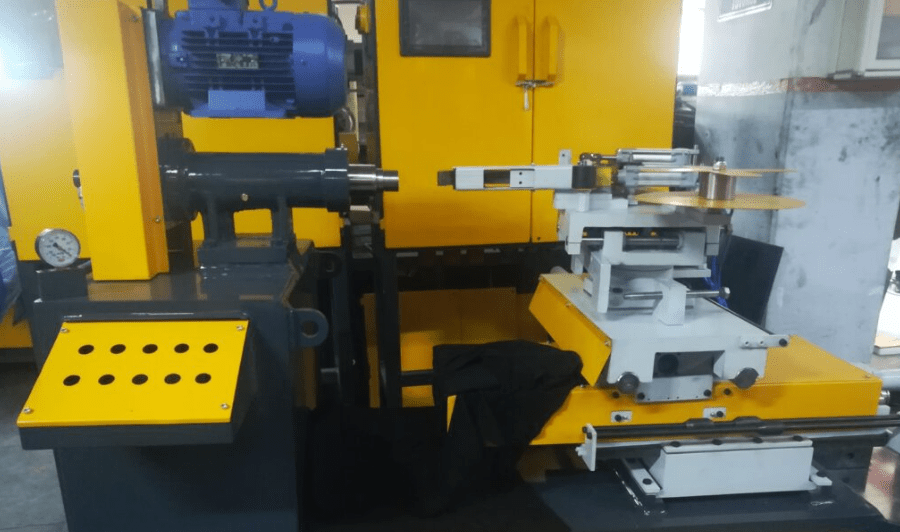
Metal pot surface polishing equipment is crucial in cookware manufacturing to enhance the aesthetic appeal, improve hygiene, and prepare surfaces for coating or branding. These machines are designed to handle different metals—such as stainless steel, aluminum, or copper—and adapt to varied pot shapes and sizes. They range from manual polishing units to fully automated robotic polishing cells, depending on production scale and finish requirements.
Rotary polishing machines are among the most commonly used. These feature multiple polishing heads that rotate at adjustable speeds while the pot is held and spun on a horizontal or vertical axis. They can perform mirror finishing, satin brushing, or matte texturing by using different polishing wheels—abrasive belts, non-woven pads, or buffing mops. High-end models include CNC control to vary the contact pressure and path, ensuring consistent results on curved surfaces and complex geometries.
For high-volume operations, robotic polishing systems are widely adopted. These use multi-axis robotic arms equipped with force-feedback sensors and rotary polishing tools to polish the interior and exterior of pots with precise control. The robot follows pre-programmed polishing paths, adapting to different diameters and profiles automatically. Vision systems can detect part orientation and surface condition, allowing dynamic adjustment of pressure and path to maintain a uniform finish.
Flat surface polishers or belt-grinding machines are used for pots with straight sides or flat bottoms. These machines use oscillating abrasive belts and adjustable pressure systems to maintain even polishing across the surface. Some are designed with auto-feed conveyors, allowing continuous processing of stacked cookware.
Double-sided polishing machines are ideal for simultaneous treatment of the inside and outside of the pot. These machines hold the pot between two rotating polishing heads, often with adjustable spacing and tilt angles. This dual action improves efficiency and ensures uniformity in one pass.
Vibration polishers or centrifugal barrel finishers are sometimes used for small or specialty cookware components, such as handles or knobs. These machines use abrasive media and motion to deburr, smooth, and lightly polish metal surfaces in bulk.
Dust and heat generated during polishing are managed through integrated extraction systems and cooling jets. High-end polishing equipment also includes automatic compound application systems that dispense polishing wax or liquid at set intervals, enhancing efficiency and finish quality.
In summary, metal pot surface polishing equipment is highly versatile and configurable. Whether for high-gloss mirror finishes or subtle brushed textures, the right combination of polishing machinery, abrasive tools, and automation ensures that each pot meets both functional and visual standards.
In an industrial setting where metal pots are manufactured in large volumes, the polishing stage is both critical and highly technical. The selection of polishing equipment depends on factors like pot geometry, base metal, desired surface finish, and downstream processes such as coating or engraving. For stainless steel pots requiring a mirror-like finish, rotary buffing units are fitted with fine cotton wheels or sisal wheels treated with abrasive compound. These machines operate with variable speed drives, allowing operators or controllers to fine-tune RPM and pressure based on material thickness and heat sensitivity. For matte or satin finishes, non-woven abrasive wheels or fine-grit flap wheels are preferred, giving a consistent grain pattern without causing surface overheating or discoloration.
Robotic polishing cells take this process further by integrating CNC controls and force-feedback technology. These systems enable the polishing head to maintain constant pressure on the pot surface, even if the pot has slight dimensional variations. The robot arm moves with precision across the contour of the pot, whether it’s a shallow frying pan or a deep stockpot, adjusting its angle, speed, and pressure automatically. This ensures uniform polishing from the top rim down to the rounded base, including complex areas around riveted handles or embossed logos. In many high-end installations, the polishing robot is coupled with a vision system that scans each pot prior to polishing, optimizing the path based on exact surface measurements. This minimizes rework and produces consistent surface reflectivity across every unit.
Some polishing lines feature rotating turret systems where pots are clamped onto turntables that rotate continuously as the polishing heads apply force. These systems are ideal for polishing the exterior of symmetrical cookware at high speed. Each turret can be customized with different types of abrasive wheels to create multi-step polishing processes within a single machine cycle—starting with coarse abrasives for surface leveling and progressing to fine abrasives for luster finishing. Automated compound feeders dispense polishing wax onto the wheels at pre-set intervals, maintaining their efficiency and preventing overheating.
Interior polishing, which is equally important for hygienic and aesthetic reasons, is handled by inner-surface polishing machines. These units use flexible polishing tools that conform to the curvature of the interior surface. Often installed as part of a conveyorized polishing station, pots are inverted and clamped while spinning brushes or flaps polish the internal surface. High-end machines monitor vibration and torque to adjust pressure and rotational speed dynamically, preventing damage to the thin inner walls of aluminum or stainless steel cookware.
Edge finishing is another specialized process often integrated into polishing lines. Rim polishers, usually composed of spinning brush heads or fine-grit belts, smooth out the sharp edges left by trimming or beading operations. These polishers may also slightly round the rim for safety and comfort in handling. For cookware with rolled edges, polishing heads are mounted on pivoting arms to access the tight radii and ensure a clean, smooth profile.
Dust and debris generated during polishing are managed through centralized extraction systems connected to each polishing station. These systems use high-efficiency filters and negative pressure to draw fine metal particles away from the work area, keeping both the machinery and the shop environment clean. Many robotic cells also include enclosures with fume extraction hoods, reducing airborne contamination and ensuring compliance with occupational health regulations.
For facilities that require high surface uniformity for downstream coating or laser marking, quality control checkpoints are installed after polishing. Automated inspection systems use light sensors, cameras, and reflectometers to measure surface smoothness, gloss level, and defect patterns. Any product falling outside acceptable ranges is diverted for rework or rejected automatically. This inline inspection improves yield and ensures that only fully qualified cookware advances to the next stage of production.
Maintenance of polishing equipment is also partially automated in advanced systems. Machine diagnostics track wheel wear, motor load, and spindle temperature, alerting operators when servicing or part replacement is needed. Polishing wheels can be automatically dressed or replaced using robotic changers in some high-throughput factories. These features reduce downtime and keep surface quality consistent over long production runs.
All polishing data—from cycle time and wheel consumption to surface gloss level and defect counts—can be logged in real-time and integrated with the factory’s digital production system. This allows managers to analyze trends, forecast consumable usage, and make adjustments to tooling or machine parameters to optimize performance over time. The result is a fully traceable and consistent polishing process that supports the high standards required in today’s competitive metal cookware markets.
In facilities aiming for zero-defect output and premium surface quality, metal pot polishing systems are further enhanced with intelligent synchronization between pre-polishing, fine polishing, and final buffing stations. Each station is configured to recognize the specific model of cookware passing through, either through barcode identification or shape recognition via 3D scanners. This enables dynamic adjustment of polishing parameters such as spindle angles, wheel type, abrasive grade, and contact time. Some systems are designed to store hundreds of polishing recipes, allowing instant switching between products without manual recalibration—ideal for flexible manufacturing environments with frequent batch changes.
The robotic polishing arms are often equipped with interchangeable tool heads mounted via automatic quick-change couplings. These heads can carry different abrasives or compounds depending on the stage of polishing. For example, a single robot may first use a coarse flap disc to eliminate micro-scratches from forming, then automatically switch to a soft cotton buffing wheel for the final luster finish. In ultra-high-end cookware production, these arms polish in several coordinated passes, mimicking the varied hand motions of traditional craftsmen but with perfect repeatability. The polishing path can be adjusted in real time by feedback from contact sensors that feel subtle variations in pressure across the pot surface.
Energy management is another key aspect of modern polishing equipment. Smart drives monitor motor loads and optimize spindle RPM and pressure to minimize power usage during idle or light-duty cycles. Advanced polishing systems can adjust torque in response to pot wall thickness to prevent overheating or warping thin aluminum or copper cookware. Additionally, some setups utilize regenerative braking systems in polishing spindles to recover energy during deceleration phases, contributing to overall plant efficiency.
For high-mirror finishes, cleanroom-compatible polishing cells are sometimes installed in isolated chambers with constant air filtration. These cells feature temperature-controlled environments to prevent thermal expansion of parts or tools that could cause micro-scratches or uneven polishing patterns. Buffing compounds in these applications are dispensed with medical-grade precision to avoid contamination. This level of surface finishing is typically reserved for cookware designed for luxury markets or display models where flawless surface reflection is essential.
The layout of a fully automated polishing section is designed for minimal material handling. Pots move through polishing stages on robotic conveyors or gantry systems equipped with part orientation correction mechanisms. These systems rotate, tilt, or re-position pots between stages to ensure correct alignment for each polishing operation. At the end of the polishing line, automatic blow-off or washing systems remove residual compound or dust before the pot proceeds to coating, branding, or packing.
For small to mid-sized operations, semi-automated polishing stations are often used. These include motorized polishing wheels on articulated arms, where operators manually guide the pot but benefit from assistive features like programmable speed control, digital load monitoring, and safety enclosures. Some setups offer hybrid solutions—robotic polishing for the exterior, and operator-assisted tools for interiors or decorative areas. This balances automation benefits with lower investment costs, making it accessible for niche cookware producers.
Over time, the integration of AI in polishing processes is gaining momentum. AI algorithms analyze surface finish data from previous production runs and continuously fine-tune variables such as wheel speed, compound application rate, and robot movement profiles to achieve optimal gloss and uniformity. Predictive analytics identify subtle wear patterns in polishing wheels or mechanical misalignments before they cause visible defects. These systems not only enhance output quality but also reduce waste, downtime, and the need for skilled manual polishers—whose availability is declining in many regions.
Ultimately, metal pot surface polishing equipment today represents a sophisticated combination of mechanical engineering, sensor integration, software intelligence, and ergonomic design. Whether in a high-volume, lights-out facility or a boutique cookware workshop, the goal remains the same: to deliver visually appealing, smooth, and defect-free pots that meet consumer expectations and brand standards. The right polishing technology becomes a critical competitive advantage, particularly in cookware segments where finish quality is directly linked to perceived product value.
Pot Rim Forming Machine

A Pot Rim Forming Machine is a specialized piece of equipment used in cookware manufacturing to shape, smooth, and reinforce the rims or edges of metal pots and pans. The rim or flange of a pot is critical both for structural integrity and safety, as it provides strength, prevents sharp edges, and often serves as the attachment point for lids or handles.
These machines are designed to perform several key functions such as rolling, curling, flanging, or beading the rim to achieve the desired profile. The process typically follows initial deep drawing and trimming, ensuring the raw edge is reshaped into a smooth, consistent, and often rounded or rolled form.
Pot rim forming machines come in various designs:
- Roller-type rim formers use a set of rollers—fixed and adjustable—that progressively curl or flange the edge by passing the pot through a rolling gap. The rollers can be configured to produce different rim profiles, including rolled edges, bead rims for aesthetic appeal, or double-flanged edges for added strength.
- Spinning rim formers use a rotary chuck that holds and spins the pot while a forming tool presses against the rim, gradually shaping it by controlled force. This method is often employed for pots with complex profiles or thicker materials that require gradual, precise deformation.
- Hydraulic or servo-driven rim formers offer programmable control over forming speed, pressure, and tool movement, enabling the production of a wide variety of rim shapes with high repeatability and minimal manual adjustment.
The machine typically includes adjustable guides and clamps to hold the pot securely and align it properly during forming. Sensors monitor rim thickness and profile to ensure quality, and automatic adjustment systems can compensate for slight variations in pot dimensions or material properties.
Some advanced rim forming machines integrate multiple forming steps into one unit, combining rolling, beading, and flanging operations in a continuous sequence to improve efficiency. Others are part of modular production lines where rim forming is synchronized with downstream processes like handle riveting or coating preparation.
In addition to forming rims, these machines often remove any burrs or sharp edges generated during trimming, ensuring the rim is safe to handle and ready for further processing.
Modern pot rim forming machines can be equipped with user-friendly interfaces, allowing operators to select or program rim profiles digitally. This flexibility is essential for manufacturers producing a range of cookware styles or customizing rim designs for branding and functional purposes.
Overall, the pot rim forming machine is essential for ensuring cookware durability, safety, and aesthetic quality, serving as a key step in automated and semi-automated pot manufacturing lines.
Pot rim forming machines play a vital role in enhancing both the functionality and appearance of cookware. The rim not only reinforces the structural integrity of the pot but also contributes significantly to user safety by eliminating sharp edges that could cause injury during handling. Additionally, the rim often serves as a sealing surface for lids, impacting heat retention and cooking performance, so precision in forming is critical.
In production lines, rim forming machines are typically positioned immediately after trimming and before surface finishing stages such as polishing or coating. After the pot blank is deep drawn and trimmed to the approximate shape, the rim forming machine engages to smooth and shape the edge to exact specifications. This sequence ensures that any sharp burrs created during trimming are removed or folded inward, preventing damage to workers and downstream equipment.
The forming process involves gradual plastic deformation, where the metal at the rim is bent, curled, or flanged by the forming tools. For thinner gauge materials like aluminum or stainless steel, care is taken to control the speed and pressure to avoid cracking or thinning that could weaken the rim. This is particularly important for cookware intended for induction cooking, where the rim must maintain dimensional stability under thermal cycling.
Many modern rim forming machines use servo motors and CNC controls to precisely regulate tool movement and forming force. This allows manufacturers to easily switch between different rim profiles—such as single or double rolled edges, bead rims for decorative purposes, or reinforced flanged rims designed for heavy-duty use—without mechanical retooling. Operators can load digital recipes for each product variant, speeding up changeovers and reducing human error.
Quality assurance during rim forming is increasingly automated. Integrated laser micrometers and optical scanners continuously measure rim thickness, diameter, and shape during operation. Any deviation beyond preset tolerances triggers alarms or automatically pauses the machine for adjustment. These inline inspection methods ensure consistent product quality and minimize scrap rates.
Advanced machines also feature real-time force sensors that monitor the forming pressure applied to the rim. If the force exceeds safe thresholds—indicating potential tool wear or material anomalies—the system alerts maintenance personnel or adjusts parameters dynamically to prevent damage. This predictive maintenance capability helps extend the life of expensive forming dies and reduces unexpected downtime.
In high-capacity manufacturing plants, rim forming machines are often linked with automated material handling systems. Robots or conveyors load pots into the forming station, orient them precisely, and transfer them onward to polishing or assembly stations. This integration enables continuous “lights-out” operation with minimal human intervention, increasing throughput and reducing labor costs.
Some manufacturers incorporate multi-stage rim forming units that combine edge rolling, beading, and deburring in a single machine. This compact setup optimizes floor space and reduces handling time. For example, after the rim is rolled, the machine may perform a bead pressing operation that strengthens the edge by creating a narrow raised ridge. This bead not only adds rigidity but also serves as an aesthetic design element, enhancing brand recognition.
The flexibility of modern rim forming machines makes them suitable for a wide range of cookware materials and styles. Whether producing lightweight camping pots from aluminum alloys or heavy-duty stainless steel stockpots, manufacturers can adjust machine settings to accommodate material thicknesses, alloy compositions, and rim shapes with high precision.
Safety features are integral to rim forming machines due to the high forces involved. Machines are equipped with protective guards, emergency stops, and light curtains that immediately halt operation if an operator enters the danger zone. Ergonomic designs minimize operator fatigue during loading and unloading, and user interfaces provide clear status indicators and troubleshooting guidance.
In summary, pot rim forming machines are indispensable in metal cookware manufacturing, ensuring the final product meets mechanical, safety, and aesthetic standards. Their integration into automated production lines contributes significantly to consistent quality, operational efficiency, and the ability to swiftly adapt to new product designs or market demands.
Beyond the core rim forming functions, many pot rim forming machines incorporate additional capabilities to further streamline production and enhance product quality. For example, some models include integrated edge trimming or flash removal tools that clean up excess material left after stamping or deep drawing. This integration reduces the need for separate deburring operations and minimizes handling time, helping to maintain a smooth, clean rim ready for subsequent processing.
In lines producing pots with handles, rim forming machines are often synchronized with handle attachment stations. The precise shape and consistency of the rim are critical to ensure secure and accurate riveting or welding of handles. Automated rim forming guarantees uniform edge geometry, improving joint strength and reducing the risk of assembly defects or post-sale failures.
Customization options for rim forming machines have also expanded to include variable rim height and thickness adjustments within the same production run. This feature allows manufacturers to produce multiple pot models with different rim specifications without changing tooling, increasing versatility. Some machines employ hydraulic or servo-actuated tooling that can raise or lower forming dies on the fly, controlled by programmable logic controllers (PLCs).
Material handling systems feeding pots into rim forming machines often include robotic vision systems that inspect each pot’s orientation, rim condition, and dimensional compliance before forming. If a pot fails inspection, it can be automatically rejected or sent to rework stations, preventing defective products from advancing down the line. This closed-loop quality control is vital for maintaining high standards in modern cookware manufacturing.
The control software of advanced rim forming machines integrates with factory-wide Manufacturing Execution Systems (MES), providing real-time data on machine performance, output rates, and quality metrics. Plant managers can monitor trends, predict maintenance needs, and optimize production schedules based on accurate and up-to-date information. This connectivity supports lean manufacturing principles and continuous improvement efforts.
In terms of physical footprint, rim forming machines vary from compact benchtop units suitable for prototyping and small-batch production, to large, fully automated inline systems designed for mass production. Modular designs allow manufacturers to add or remove forming stations as needed, tailoring the system to evolving product lines and market demands.
Environmental considerations are also addressed in modern rim forming equipment. Efficient power usage, reduced noise levels, and integrated dust or chip extraction systems contribute to safer and more sustainable operations. Some machines incorporate recyclable tooling materials and biodegradable lubricants to minimize ecological impact.
Training and user support are critical aspects of deploying rim forming machines. Manufacturers provide intuitive human-machine interfaces (HMIs) with touchscreens, graphical programming, and step-by-step setup guides. Remote diagnostics and software updates enable quick troubleshooting and minimize downtime. Operators receive comprehensive training to handle routine maintenance, changeovers, and quality checks confidently.
Looking forward, advancements in sensor technology and artificial intelligence are expected to further revolutionize pot rim forming. Adaptive control algorithms could adjust forming parameters in real time based on material behavior, wear patterns, and environmental conditions. Predictive maintenance systems will become more sophisticated, using machine learning to foresee failures before they occur. Such innovations will enhance precision, efficiency, and reliability even further.
Ultimately, the pot rim forming machine is a cornerstone of modern cookware manufacturing, balancing mechanical robustness, precision engineering, and digital intelligence. It ensures that each pot leaving the production line not only meets stringent technical standards but also delivers the safety, usability, and aesthetic qualities demanded by consumers worldwide.
Pot Spout Forming Machine
A Pot Spout Forming Machine is a specialized industrial machine designed to create and shape spouts on metal pots, kettles, or similar cookware. The spout is an important functional feature that allows controlled pouring of liquids, such as water, soups, or sauces, and is often integrated seamlessly into the pot’s body during manufacturing.
This machine automates the complex forming process required to produce consistent, precise spouts that meet quality and ergonomic standards. Typically, the pot or kettle body is positioned securely in the machine, and specialized tooling bends, stretches, and shapes a portion of the metal rim or side wall into the spout profile.
Depending on the design and material, pot spout forming machines can employ various technologies:
- Mechanical Press Forming: Using stamping or progressive dies, the machine presses the pot wall or rim into the desired spout shape in a single or multiple stages. Dies are custom-designed for each spout style and size.
- Hydraulic or Servo-driven Forming: These machines apply controlled force and motion to gradually shape the spout with high precision, reducing the risk of metal cracking or distortion. Servo control allows variable speed and pressure profiles.
- Roll Forming and Curling: For pots with rolled spouts, specialized rollers bend and curl the metal edge outward, producing a smooth, rounded lip that improves pouring flow and prevents drips.
- Spinning and Stretch Forming: In some cases, rotary tools spin the pot body while shaping the spout by pressing or stretching the metal, especially for complex or ergonomic spout designs.
Pot spout forming machines often include clamps or fixtures to hold the pot firmly without damaging the surface or geometry during forming. Alignment systems ensure that spouts are positioned consistently relative to handles and lids for ergonomic use and aesthetic harmony.
Some machines are integrated into automated production lines, where pots are fed sequentially by conveyors or robots. After spout forming, pots proceed directly to trimming, deburring, or surface finishing stations, maintaining efficient workflow and minimizing manual handling.
Quality control is an essential feature. Vision systems and laser scanners inspect spout dimensions, angles, and edge smoothness inline. If any irregularities or defects are detected—such as incomplete forming, cracks, or sharp edges—the system can reject the pot or flag it for rework.
Adjustability is crucial to accommodate different pot models and spout designs. Modern pot spout forming machines offer quick-change tooling, programmable parameters, and CNC controls, allowing rapid product changeovers and high flexibility.
In addition to functionality, the spout’s aesthetic appearance is important. The machine’s forming process ensures smooth, consistent curves and edges, contributing to the overall cookware design quality and brand identity.
Safety features like protective enclosures, emergency stops, and interlocks prevent operator injury during operation. Ergonomic design considerations facilitate easy loading and unloading of pots.
Overall, pot spout forming machines are integral to producing high-quality cookware that balances usability, durability, and visual appeal. Their precision and automation capabilities support efficient, scalable manufacturing while maintaining consistent product standards.
Pot spout forming machines are essential in ensuring the functionality and ergonomic quality of cookware, especially in products like kettles, saucepans, and specialty pots where controlled pouring is a key feature. The spout must be designed to provide a smooth flow of liquid without drips or spills, which requires precise shaping and finishing.
During the forming process, the machine handles the pot carefully to avoid deforming the main body or compromising its structural integrity. The metal used for pots—often stainless steel, aluminum, or copper alloys—has varying ductility and thickness, so the forming parameters such as pressure, speed, and tooling configuration are carefully controlled to match the specific material characteristics.
Many pot spout forming machines operate as part of a larger, integrated production line, enabling continuous and automated manufacturing. After the spout is formed, the pot typically moves immediately to trimming or deburring stages where any excess metal or sharp edges are removed. This sequence is crucial to guarantee user safety and product quality.
Automation systems, including robotic arms or conveyors, often load and unload pots into the spout forming station. These systems can include vision-guided alignment to ensure the spout is formed precisely in the correct position relative to other features like handles or lids. This precision is especially important for pots with ergonomic or aesthetic designs, where misalignment could affect usability or customer perception.
Tooling versatility is a key advantage of modern pot spout forming machines. Quick-change dies and programmable servo controls allow manufacturers to switch between different spout designs efficiently, supporting product diversification and customization without significant downtime or retooling costs.
Inline quality inspection is often integrated, using cameras and laser sensors to detect defects such as incomplete forming, cracks, or rough edges. This real-time monitoring helps maintain high production yields and reduces waste by catching issues early.
The forming process may also include secondary operations such as embossing brand logos or applying decorative patterns on or near the spout area. Some machines are equipped with multi-functional tooling capable of combining forming with light stamping or texturing in one cycle.
Energy efficiency and sustainability are increasingly important considerations. Pot spout forming machines are designed to optimize power usage, often through servo-driven systems that use energy only when actively forming. Lubricants and coolants used during forming are managed carefully to reduce environmental impact, with closed-loop systems recycling fluids and minimizing waste.
Operator safety and ease of use are priorities in machine design. Protective guarding, emergency stop systems, and intuitive control panels help prevent accidents. Ergonomic features such as adjustable loading heights and assistive handling tools reduce operator fatigue and improve productivity.
With advancements in Industry 4.0, pot spout forming machines are becoming smarter and more connected. Data from sensors and controls are collected for analysis, enabling predictive maintenance, production optimization, and seamless integration into smart factory environments. These capabilities help manufacturers increase uptime, improve product consistency, and respond flexibly to changing market demands.
In summary, pot spout forming machines combine mechanical precision, automation, and intelligent control to produce high-quality spouts that meet functional and aesthetic requirements. They are integral to modern cookware production, ensuring each pot delivers reliable pouring performance while maintaining the brand’s design standards and manufacturing efficiency.
Beyond the core forming process, pot spout forming machines also contribute significantly to the overall manufacturing efficiency and product differentiation. In competitive cookware markets, the ability to quickly introduce new spout designs or customize existing ones for different product lines offers manufacturers a distinct advantage. Machines with modular tooling and programmable control enable rapid transitions between styles, such as narrow pour spouts for precision pouring or wide lips for faster filling and cleaning.
Some advanced systems incorporate multi-axis forming heads that can manipulate the spout geometry in three dimensions, allowing more complex shapes that improve ergonomics or aesthetics. For example, angled or flared spouts can be formed to enhance liquid flow and reduce drips, features that are increasingly valued by consumers.
Integration with upstream and downstream processes enhances line efficiency. For example, after spout forming, the pots may proceed directly to automated handle attachment, lid fitting, or coating stations. Synchronizing these processes reduces manual handling and cycle times, increasing throughput while maintaining consistent product quality.
Maintenance and durability of pot spout forming machines are also critical. High-strength tool steels and wear-resistant coatings extend tooling life, reducing downtime and costs. Machines often include automated lubrication and cooling systems to protect both tools and material during forming, ensuring consistent results and preventing premature wear or damage.
Operators benefit from user-friendly software interfaces with graphical programming, diagnostic tools, and recipe management. These features simplify setup and troubleshooting, reduce human error, and allow less experienced personnel to manage complex forming tasks effectively.
Emerging technologies such as machine learning and AI are beginning to influence pot spout forming operations. By analyzing forming parameters and production data, these systems can optimize process settings in real time, compensating for material variations or wear and improving yield. Predictive maintenance alerts based on sensor data help avoid unexpected breakdowns.
The environmental footprint of pot spout forming processes is also a focus for manufacturers. Efforts to reduce energy consumption, recycle materials, and use environmentally friendly lubricants align with sustainability goals and regulatory requirements. This is especially relevant as cookware producers increasingly market eco-conscious products.
In conclusion, pot spout forming machines represent a sophisticated blend of mechanical engineering, automation, and digital innovation. They enable cookware manufacturers to produce durable, functional, and attractive pots with precision and efficiency, meeting evolving consumer expectations and industry standards. Their continued development supports the competitiveness and sustainability of modern cookware production.
Metal Pot Lid Production Line

A Metal Pot Lid Production Line is a specialized automated or semi-automated manufacturing system designed to produce metal lids for pots, pans, and cookware efficiently and with consistent quality. These lids, made from materials such as stainless steel, aluminum, or sometimes copper, require precise shaping, trimming, finishing, and sometimes assembly of components like handles or vents.
The production line typically involves several key stages:
- Blanking and Cutting: Metal sheets or coils are fed into blanking presses or stamping machines that cut out circular or shaped lid blanks to the required diameter and shape.
- Deep Drawing/Forming: The lid blank is formed into a shallow dome or flat profile using deep drawing presses or hydraulic forming machines. This shaping gives the lid its characteristic curvature, improving strength and fit on the pot.
- Trimming and Edge Forming: After forming, excess material is trimmed to exact dimensions. The edges are then rolled, flanged, or curled using specialized rim forming machines to create smooth, safe, and strong rims. This process may include beading or embossing for structural reinforcement or aesthetic detail.
- Surface Finishing: The lids undergo surface treatments such as polishing, buffing, or brushing to achieve the desired finish — whether mirror-like shine, matte texture, or brushed patterns. Automated polishing machines, often using abrasive belts, brushes, or wheels, improve efficiency and consistency.
- Handle and Accessory Attachment: Many metal lids have handles, knobs, or steam vents attached. These components are usually riveted, welded, or screwed in place by robotic or manual assembly stations integrated into the line.
- Quality Inspection: Vision systems and sensors inspect dimensions, surface quality, handle attachment integrity, and overall appearance to ensure conformity with specifications. Defective lids are automatically rejected or diverted for rework.
- Packaging: Finished lids are stacked, counted, and packaged using automated systems, ready for shipping or further assembly.
Modern metal pot lid production lines emphasize automation to increase throughput, reduce labor costs, and maintain tight tolerances. Programmable controls and modular machinery allow quick product changeovers and customization for different lid sizes, shapes, and designs.
Integration with factory-wide manufacturing execution systems (MES) enables real-time monitoring of production metrics, predictive maintenance, and inventory management, further optimizing efficiency and product quality.
Safety features like guarding, emergency stops, and ergonomic design protect operators throughout the production process.
Overall, a metal pot lid production line is a critical component of cookware manufacturing, delivering high-quality lids that complement pots in durability, fit, and appearance while supporting scalable and flexible production.
The metal pot lid production line is designed to optimize every step of lid manufacturing for consistency, speed, and quality. Starting from the raw metal coil or sheet, precision feeding and blanking systems ensure minimal material waste by cutting lids with high accuracy and repeatability. Advanced blanking presses use high-strength tooling capable of handling various metals and thicknesses, accommodating a wide range of lid sizes from small saucepans to large stockpots.
Once blanks are cut, the deep drawing or forming stations use hydraulic or mechanical presses to shape the lids. This forming process is carefully controlled to prevent metal thinning, cracking, or wrinkling, which can compromise the lid’s strength and aesthetics. Adjustable stroke lengths, blank holders, and pressure settings allow operators to fine-tune the process for different materials and designs.
Edge trimming and rim forming follow, where specialized machines trim the excess metal and create rolled or flanged edges that provide structural rigidity and a safe, smooth surface for handling. Beading or embossing may be added during this phase to enhance strength or contribute to brand-specific design elements. The rim forming machines typically incorporate servo-driven controls for precise and repeatable edge shaping.
Surface finishing is a critical step, as the appearance of the lid greatly affects the perceived quality of the final cookware product. Automated polishing machines use belts, brushes, or pads with varying abrasives to achieve finishes ranging from high-gloss mirror polish to uniform brushed textures. These finishing machines are often equipped with dust extraction and coolant systems to maintain a clean work environment and prolong tool life.
Attachment of handles or knobs is usually integrated into the production line. Robotic arms or semi-automated stations align and fasten components through riveting, welding, or screwing, depending on the design. Steam vents or other features may also be added at this stage. These processes are synchronized with upstream operations to maintain smooth workflow and minimize bottlenecks.
Inline quality control systems equipped with cameras, laser scanners, and force sensors continuously monitor lid dimensions, surface quality, and handle security. Real-time data acquisition allows immediate rejection of defective lids or adjustments to process parameters to correct deviations, thereby reducing scrap rates and enhancing overall yield.
The entire production line is managed through advanced programmable logic controllers (PLCs) and human-machine interfaces (HMIs), providing operators with intuitive control panels, recipe management for different lid models, and diagnostic tools. Integration with manufacturing execution systems (MES) enables monitoring of production efficiency, downtime, and maintenance schedules, contributing to lean manufacturing goals.
Material handling throughout the line is often automated, with conveyor belts, robotic loaders, and stackers ensuring smooth and efficient transfer of lids between stations. This automation reduces manual labor, minimizes the risk of damage, and increases throughput.
Environmental considerations have become increasingly important in modern production lines. Energy-efficient drives, servo motors, and process optimization reduce power consumption. Recycling systems for metal scrap and polishing compounds help minimize waste. Additionally, noise reduction measures and dust control enhance workplace safety and comfort.
Operator safety remains a priority, with guards, interlocks, emergency stops, and ergonomic designs incorporated into each machine. Training programs and clear operational protocols help ensure safe handling of materials and machinery.
Flexibility and scalability are key features of contemporary metal pot lid production lines. Modular machine designs allow manufacturers to expand capacity or add new processing steps, such as laser engraving or anti-fingerprint coatings, without major overhauls. Quick-change tooling and programmable settings facilitate rapid product changeovers to meet evolving market demands.
Ultimately, the metal pot lid production line delivers high-quality lids that meet stringent standards for fit, durability, and aesthetics, playing a vital role in the overall success of cookware manufacturing operations. By combining advanced mechanical design, automation, quality control, and digital integration, these lines help manufacturers achieve competitive efficiency and product excellence.
In addition to the core manufacturing processes, many metal pot lid production lines now incorporate advanced customization and branding options to meet market differentiation needs. Laser engraving or etching stations can be integrated inline to apply logos, product information, or decorative patterns directly onto the lid surface with high precision and permanence. These markings enhance brand recognition and add value without requiring separate labeling or printing steps.
Another growing trend is the application of functional coatings during or after production. Anti-fingerprint, anti-corrosion, or scratch-resistant coatings may be applied via automated spray booths or dip coating stations. Some lines include curing ovens or UV treatment units to ensure coatings bond properly, enhancing the durability and appearance of the lids.
For lids requiring glass inserts or transparent windows, specialized assembly modules handle the precise placement and sealing of glass components. Robotic arms, vision systems, and adhesive dispensers work together to achieve strong, leak-proof bonds while maintaining tight tolerances. These hybrid lids offer consumers improved visibility during cooking while preserving heat retention and safety.
Steam vent mechanisms or pressure release valves are often incorporated into lid designs for advanced cookware. Automated assembly lines integrate these components with exact positioning and secure fastening, sometimes combining mechanical installation with electronic testing to verify functionality.
Modern production lines also emphasize digital traceability. Each lid can be assigned a unique identifier, such as a barcode or RFID tag, allowing manufacturers to track production history, quality inspections, and batch information throughout the supply chain. This traceability supports warranty claims, quality audits, and regulatory compliance.
Continuous improvement and data analytics play a key role in optimizing line performance. Sensors and data acquisition systems monitor equipment health, material usage, cycle times, and defect rates. Advanced software tools analyze this data to identify bottlenecks, predict maintenance needs, and suggest process adjustments that reduce downtime and improve yield.
Maintenance strategies have evolved with condition-based and predictive approaches replacing traditional scheduled maintenance. Smart sensors detect vibrations, temperature changes, or wear patterns, alerting technicians before failures occur. This reduces unexpected stoppages and extends equipment lifespan.
Energy management is increasingly integrated, with lines equipped to monitor and minimize electricity and compressed air consumption. Waste heat recovery systems may be installed on processes like forming or coating curing to improve overall plant efficiency.
Training and workforce development are essential for operating sophisticated production lines. Virtual reality (VR) and augmented reality (AR) tools offer immersive training experiences, allowing operators to practice machine setups, troubleshooting, and safety procedures without interrupting production.
In terms of layout, flexible manufacturing cells allow quick reconfiguration of machines and workstations to accommodate new product designs or volume changes. Collaborative robots (cobots) work alongside human operators to assist with loading, inspection, or assembly tasks, combining automation with human flexibility.
Environmental sustainability is a priority, with manufacturers seeking to reduce scrap metal through optimized nesting and cutting algorithms, recycle polishing compounds, and use eco-friendly materials wherever possible. Certifications such as ISO 14001 for environmental management are increasingly pursued to demonstrate commitment to responsible manufacturing.
In summary, modern metal pot lid production lines blend precision engineering, automation, digitalization, and sustainability to deliver high-quality, customizable lids efficiently. These capabilities empower cookware manufacturers to meet diverse market demands, improve operational resilience, and maintain competitive advantage in a dynamic industry.
Baking Pot Manufacturing Machines
Baking Pot Manufacturing Machines are specialized equipment designed to produce baking pots, which are cookware items typically used for oven baking, roasting, and slow cooking. These pots can be made from various metals such as cast aluminum, stainless steel, carbon steel, or coated steel, and often feature thick walls for even heat distribution and durability.
The manufacturing process involves several key machines and stages that work together to shape, finish, and assemble baking pots:
- Metal Sheet or Coil Preparation Machines: These include decoilers, straighteners, and feeders that prepare metal sheets or coils by flattening and feeding them precisely into subsequent machines.
- Deep Drawing Presses: Since baking pots usually have deep, round, and sometimes complex shapes, hydraulic or mechanical deep drawing presses are employed. These presses draw flat metal blanks into cup or pot shapes through one or multiple drawing steps, controlling material flow to avoid thinning or cracking.
- Ironing and Wall Thickness Control Machines: Some baking pots require uniform wall thickness for optimal heat transfer. Ironing presses or wall thickness control machines reduce the thickness of the pot walls while increasing height, ensuring consistent thickness and strength.
- Trimming Machines: After forming, excess metal around the pot rim or base is trimmed to precise dimensions. This can involve mechanical trimming presses or laser trimming for high accuracy and minimal waste.
- Flanging and Beading Machines: The rim or edge of the pot is formed to improve strength and safety by rolling, flanging, or beading. This process creates smooth, rounded edges that prevent injury and help in lid fitting.
- Surface Treatment Equipment: To prepare pots for use or coating, machines for cleaning, degreasing, and surface roughening may be used. Some lines incorporate shot blasting or brushing machines to improve surface texture for better coating adhesion.
- Coating and Baking Ovens: For non-stick or protective coatings, automated spraying systems apply coatings evenly, followed by curing ovens that bake the coating onto the pot surface. This is essential for durable, food-safe finishes.
- Handle and Accessory Assembly Machines: Robotic or semi-automated stations attach handles, knobs, or lid assemblies. Depending on design, attachment methods may include riveting, welding, or screwing.
- Quality Inspection Systems: Vision inspection, dimensional measurement, and coating thickness gauges ensure each pot meets design and safety standards. Defective products are automatically rejected or diverted for rework.
- Packaging Machines: Automated stacking, counting, and packaging equipment prepare finished baking pots for shipment, often including protective materials to prevent damage during transport.
Modern baking pot manufacturing machines emphasize automation, precision, and flexibility to produce a variety of pot sizes, shapes, and finishes efficiently. Integration with digital controls and monitoring systems supports high throughput, consistent quality, and quick product changeovers.
These machines are critical for producing durable, high-performance baking pots that deliver even cooking results and meet consumer expectations for quality and safety.
Baking pot manufacturing machines form a tightly integrated production system that combines mechanical precision, automation, and quality control to produce reliable cookware. The process begins with raw metal in sheet or coil form, which passes through feeders and straightening equipment to ensure flatness and correct dimensions before forming. Deep drawing presses then shape the metal into the pot’s characteristic rounded, deep form. This step is critical, as the metal must flow evenly into the die cavity without wrinkles, cracks, or thinning that could compromise durability or performance. Multiple drawing stages are often employed to gradually achieve the desired depth and shape, especially for larger or more complex pots.
After forming, trimming machines precisely cut away excess metal to finalize the pot’s dimensions and prepare it for edge treatment. Flanging and beading machines roll or curl the rim to enhance strength, improve safety by eliminating sharp edges, and facilitate secure lid fitting. These machines use servo-controlled tooling to ensure consistent, repeatable results that meet strict tolerances.
Surface preparation is a vital part of the manufacturing process. Automated cleaning and degreasing equipment remove oils, contaminants, and scale from forming to ensure proper adhesion of coatings and improve corrosion resistance. Depending on the pot’s material and finish requirements, shot blasting or brushing machines refine the surface texture, creating a uniform profile ideal for coating application.
Coating lines are integrated to apply non-stick, ceramic, or enamel layers that enhance cooking performance and ease of cleaning. Automated spray systems deliver coatings evenly across the pot’s interior and exterior, often with multiple layers applied. Curing ovens bake the coatings at controlled temperatures to achieve strong chemical bonds and durable finishes. Environmental controls manage overspray and emissions to comply with regulations and maintain worker safety.
Handle and accessory attachment machines are synchronized with earlier stages to maintain smooth flow through the line. Robotics or specialized assembly stations affix handles via riveting, welding, or mechanical fastening. These machines often include vision systems to verify correct positioning and secure attachment, reducing defects and improving product reliability.
Throughout the line, inline inspection systems use cameras, laser scanners, and sensors to monitor dimensions, surface quality, and coating integrity. Data collected supports real-time adjustments and quality assurance, reducing waste and rework. Defective pots are automatically removed from the line or flagged for manual inspection.
Material handling is highly automated, with conveyors, robotic arms, and stacking equipment minimizing manual intervention. This reduces the risk of damage, increases throughput, and supports continuous operation. Control systems coordinate all machinery, providing operators with intuitive interfaces for monitoring, recipe management, and troubleshooting.
Energy efficiency is a priority, with modern machines employing servo motors and optimized process controls to reduce consumption. Waste management includes recycling metal scrap from trimming and forming stages and reclaiming coating materials. Safety features such as guarding, emergency stops, and ergonomic design protect workers and enhance productivity.
The modular design of baking pot manufacturing machines allows manufacturers to scale capacity and adapt to new product lines quickly. Quick-change tooling and programmable controls facilitate rapid transitions between pot sizes, shapes, and finishes, enabling responsiveness to market trends and customer demands.
In essence, baking pot manufacturing machines form a sophisticated ecosystem that combines forming, finishing, assembly, and inspection into a seamless production flow. This integrated approach delivers high-quality, durable baking pots with consistent performance, supporting efficient and flexible cookware manufacturing operations.
Advancements in baking pot manufacturing machines continue to focus on increasing automation, precision, and flexibility while reducing production costs and environmental impact. One significant development is the integration of smart sensors and Industry 4.0 technologies into the machinery. These sensors continuously monitor parameters such as press force, temperature, vibration, and cycle times, transmitting data to centralized control systems. This real-time feedback allows for predictive maintenance, minimizing unplanned downtime by identifying wear or faults before failures occur.
Artificial intelligence and machine learning algorithms analyze production data to optimize forming parameters automatically, compensating for variations in material properties or environmental conditions. This adaptive control enhances product consistency and reduces scrap rates, improving overall equipment effectiveness (OEE).
Robotic automation is increasingly employed beyond handle assembly, including loading and unloading of presses, transfer of parts between stations, and packaging. Collaborative robots (cobots) work safely alongside human operators to assist with tasks that require dexterity or decision-making, increasing operational flexibility without sacrificing safety.
In coating applications, more environmentally friendly processes are being adopted, such as powder coatings and water-based coatings that emit fewer volatile organic compounds (VOCs). Automated coating lines with closed-loop monitoring ensure precise application thickness and uniformity, reducing material waste and improving finish quality.
Energy-saving technologies such as regenerative drives, energy-efficient motors, and optimized heating systems contribute to lowering the carbon footprint of baking pot production. Heat recovery systems capture waste heat from ovens or presses and reuse it within the facility, improving overall energy utilization.
Digital twin simulations of the manufacturing line allow engineers to model and test process changes virtually before implementing them on the floor. This reduces trial-and-error, speeds up product development, and helps plan expansions or modifications with minimal disruption.
Customization is becoming more accessible with flexible tooling and modular machine components. Manufacturers can quickly switch between different pot designs, sizes, or finishes to meet diverse market demands or seasonal trends. This agility helps maintain competitiveness in a dynamic consumer environment.
Quality assurance systems now often include automated defect detection using advanced vision technology, including 3D scanning and surface texture analysis. These systems identify issues such as dents, coating flaws, or dimensional inaccuracies that may be invisible to the naked eye, ensuring only the highest-quality pots reach customers.
Sustainability extends beyond manufacturing processes, with companies seeking recyclable or reusable packaging solutions and implementing closed-loop systems to reclaim scrap metal and coating overspray. These practices not only reduce environmental impact but can also lower raw material costs.
Worker training has also evolved, utilizing augmented reality (AR) and virtual reality (VR) tools for immersive learning experiences. Operators can practice machine setups, safety procedures, and troubleshooting in a risk-free virtual environment, increasing skill levels and reducing errors on the production line.
In conclusion, baking pot manufacturing machines are at the forefront of combining traditional metal forming expertise with cutting-edge automation, digital technologies, and sustainable practices. These innovations enable cookware manufacturers to deliver superior baking pots efficiently while adapting to market needs and environmental responsibilities, ensuring long-term success in the industry.
Steamer Pot Production Equipment

Steamer pot production equipment encompasses the specialized machinery and systems used to manufacture steamer pots—cookware designed to cook food with steam by stacking perforated tiers over a boiling water base. These pots are commonly made from metals like stainless steel, aluminum, or sometimes coated steel, and require precise forming, joining, and finishing processes to ensure functionality, durability, and safety.
The production equipment typically includes:
- Sheet Metal Preparation Machines: These feed and straighten raw metal sheets or coils, preparing them for forming operations with consistent thickness and flatness.
- Deep Drawing Presses: Since steamer pots often have deep, rounded shapes with smooth walls, hydraulic or mechanical deep drawing machines form the base and tiers from metal blanks, drawing the material into the desired cup-like shapes without cracking or wrinkling.
- Perforation or Punching Machines: A key feature of steamer pots is their perforated tiers that allow steam to pass through. Specialized CNC-controlled punching presses or laser cutting machines create precise, uniform perforations in the metal sheets before or after forming, depending on design.
- Trimming and Flanging Machines: After forming and perforation, trimming presses remove excess metal, and flanging machines roll or curl the edges of the pot and tiers to create smooth rims for safe handling and to enable stacking and lid fitting.
- Assembly Equipment: Since steamer pots are often composed of multiple stackable sections and lids, semi-automated or automated assembly stations fit and secure components. Welding or riveting machines may attach handles or other fittings.
- Surface Finishing Machines: Polishing, buffing, or brushing machines provide the pots with smooth, attractive finishes and remove forming marks or burrs. These machines often incorporate dust extraction and coolant systems.
- Quality Inspection Systems: Vision systems and dimensional gauges verify perforation quality, forming accuracy, surface finish, and assembly integrity to ensure products meet specifications.
- Packaging Machines: Automated conveyors and packagers prepare finished steamer pots for shipping, including stacking, wrapping, and boxing.
Modern steamer pot production lines emphasize precision, repeatability, and efficiency, often integrating digital controls, robotic handling, and inline inspection to reduce defects and increase throughput. The specialized perforation and forming equipment differentiate steamer pot production from general cookware manufacturing, ensuring the final product functions properly to steam food evenly and safely.
Steamer pot production equipment operates as a coordinated system designed to efficiently manufacture durable, functional steamers with high precision and consistent quality. The process begins with raw metal sheets or coils that are fed through straightening and leveling machines to ensure uniform thickness and flatness, essential for flawless forming and perforation.
The deep drawing presses shape the metal into the pot’s base and the stackable tiers. These presses are engineered to control metal flow carefully, preventing defects such as cracks, wrinkles, or uneven thickness, which could compromise the pot’s strength or steam performance. Depending on the design, multi-stage drawing or redrawing may be used to achieve the required depth and geometry.
A defining feature of steamer pots is their perforated tiers that allow steam to circulate freely. CNC-controlled punching presses or laser cutting machines perform precise and consistent perforations according to programmed patterns and hole sizes. This precision ensures efficient steaming by balancing steam flow and structural integrity. In some cases, perforations are made before forming to optimize metal flow and maintain hole shapes during drawing.
After forming and perforation, trimming machines remove excess material around rims and bases, producing smooth edges that contribute to safety and ease of stacking. Flanging machines then roll or curl the edges, creating sturdy rims that prevent deformation and allow the tiers to nest securely. Some designs may incorporate beading or embossing to enhance rim strength or add decorative elements.
Assembly equipment plays a vital role in integrating handles, lids, and other components. Welding robots, riveting stations, or mechanical fasteners attach handles and locking mechanisms with accuracy and repeatability. Automation in assembly reduces labor costs and ensures consistent fit and finish.
Surface finishing machines polish or brush the pot surfaces, removing marks from forming and cutting while enhancing appearance. These finishing steps improve corrosion resistance and provide an attractive, smooth surface that meets consumer expectations. Dust extraction and coolant systems maintain a clean working environment and extend tool life.
Inline quality inspection systems use high-resolution cameras, laser scanners, and dimensional sensors to monitor every aspect of the production process. These systems detect issues such as incomplete perforations, dimensional deviations, surface defects, or loose assemblies. Real-time feedback allows immediate correction or rejection of faulty items, minimizing waste and maintaining high product standards.
Material handling automation, including conveyors and robotic arms, seamlessly transfers components between stations, increasing throughput and reducing human handling that could cause damage. The entire line is controlled through advanced programmable logic controllers (PLCs) and human-machine interfaces (HMIs), allowing operators to monitor performance, adjust parameters, and manage production schedules efficiently.
Environmental considerations are addressed by recycling metal scrap generated from trimming and perforation, managing lubricant and coolant usage, and incorporating energy-efficient drives and motors. Noise reduction and dust control measures improve worker safety and comfort.
Flexibility in production is achieved through modular machine designs and programmable tooling, allowing manufacturers to switch between different steamer pot sizes, perforation patterns, or finishes with minimal downtime. This adaptability helps meet varied market demands and supports rapid product innovation.
Steamer pot production equipment thus integrates forming, perforating, finishing, assembly, and inspection into a streamlined workflow that delivers high-quality steamers reliably and cost-effectively. By combining mechanical expertise with modern automation and digital controls, manufacturers can produce cookware that offers excellent steaming performance, durability, and consumer appeal.
Further innovations in steamer pot production equipment focus heavily on enhancing automation and data integration to boost efficiency and quality control. Advanced robotics increasingly handle complex tasks such as loading blanks into presses, transferring delicate perforated tiers, and precisely assembling multi-component units. These robots are often equipped with force sensors and vision systems to adapt to slight variations in part geometry and ensure gentle, accurate handling that prevents damage.
Artificial intelligence (AI) and machine learning algorithms are gradually being incorporated into monitoring and control systems. By analyzing production data in real time, AI can predict tool wear, optimize machine settings, and identify subtle defects that might be missed by conventional inspection methods. This predictive capability leads to fewer breakdowns, lower scrap rates, and improved overall equipment effectiveness.
Additive manufacturing (3D printing) is also emerging as a complementary technology in prototyping and tooling for steamer pot production. Custom dies, punches, or specialized assembly jigs can be rapidly produced, enabling faster development cycles and more complex product designs without traditional tooling delays.
Sustainability is a growing priority. New machines are designed to minimize metal waste by optimizing blank nesting and cutting patterns. Lubricant and coolant management systems recycle fluids to reduce environmental impact and operating costs. Energy-efficient motors and regenerative braking on presses cut power consumption, while noise reduction measures contribute to healthier work environments.
Surface treatment technology advances include environmentally friendly coating applications that improve corrosion resistance and ease of cleaning without harmful emissions. Inline curing ovens with precise temperature control ensure consistent coating quality while conserving energy.
In terms of quality assurance, multi-sensor inspection stations combine optical, laser, and tactile measurement technologies to provide comprehensive assessments of pot geometry, perforation accuracy, surface finish, and assembly integrity. Data from these inspections feed into traceability systems that document production history for each pot, supporting warranty claims and compliance with industry standards.
Operator interfaces have become more user-friendly and informative, featuring touchscreen panels with intuitive graphics, real-time performance dashboards, and remote access capabilities. This connectivity allows supervisors and maintenance personnel to monitor multiple production lines from centralized locations and respond quickly to issues.
Ergonomic design improvements in machine layouts and controls reduce operator fatigue and improve safety. Collaborative robots assist with repetitive or strenuous tasks, enabling human workers to focus on supervision and quality management.
Modular and scalable production systems allow manufacturers to expand capacity or adapt quickly to new product variations. Quick-change tooling and flexible automation enable efficient small-batch runs alongside mass production, catering to diverse customer requirements.
Overall, steamer pot production equipment is evolving into a highly integrated, intelligent, and sustainable manufacturing ecosystem. These advancements empower cookware producers to deliver superior-quality steamers with consistent performance while optimizing operational costs, environmental impact, and market responsiveness.
Casserole Pot Manufacturing Line
A casserole pot manufacturing line is a specialized production system designed to fabricate casserole pots, which are durable cookware typically used for slow cooking, stewing, and braising. These pots often feature thick walls and lids to retain heat and moisture, made from metals like cast aluminum, stainless steel, or carbon steel, sometimes with non-stick or enamel coatings.
The manufacturing line integrates various machines and processes to transform raw metal materials into finished casserole pots ready for distribution. It typically begins with metal sheet or coil handling equipment that straightens and feeds the metal into forming machines. Deep drawing presses shape the pot bodies by drawing flat metal blanks into deep, round containers with smooth contours and consistent wall thickness, ensuring structural integrity and even heat distribution.
Following forming, trimming machines remove excess metal from the pot rims and bases to achieve precise dimensions. The rims are then processed in flanging or beading machines that roll or curl edges, enhancing strength, safety, and providing a secure fit for lids. For pots requiring lids, lid forming machines operate similarly, shaping metal blanks into tight-fitting covers with features like handles or vent holes.
Surface preparation is essential for appearance and performance. The manufacturing line includes cleaning, degreasing, and polishing equipment to remove contaminants and smooth surfaces. For non-stick or enamel coatings, coating application systems spray or dip pots and lids with protective layers, followed by curing ovens that bake the coatings to ensure durability and food safety.
Assembly stations attach components such as handles, knobs, or locking mechanisms. These may involve riveting, welding, or screwing machines, often automated or robotic to maintain consistency and efficiency.
Throughout production, quality control systems inspect dimensions, surface finish, coating integrity, and assembly accuracy. These systems use vision cameras, laser measurement, and other sensors to detect defects and ensure compliance with standards.
Finally, packaging machines stack, wrap, and box finished casserole pots for shipment. Automation in material handling and line synchronization ensures smooth workflow and high throughput.
Modern casserole pot manufacturing lines emphasize flexibility, enabling quick changes for different pot sizes, shapes, or finishes. Integration of digital controls and monitoring systems supports efficient operation, reduces waste, and maintains consistent product quality, meeting consumer demands for reliable and attractive cookware.
The casserole pot manufacturing line is designed to maintain a seamless flow from raw material to finished product, maximizing efficiency and ensuring consistent quality. Initially, metal sheets or coils undergo straightening and leveling processes to prepare flat, uniform blanks. These blanks are then precisely cut to size by automated blanking presses that feed directly into the forming machines.
Deep drawing presses shape these blanks into the characteristic bowl-like form of casserole pots. The presses use carefully engineered dies to draw the metal smoothly without defects such as thinning or tearing. For pots with thicker walls or more complex geometries, multi-stage drawing or redrawing steps are employed to gradually achieve the desired shape and thickness. This careful control is critical to produce cookware that distributes heat evenly and withstands daily use.
Once formed, trimming machines cut excess material from the rim and base, ensuring dimensional accuracy and preparing the edges for subsequent treatments. Flanging or beading machines then process the rims, curling or rolling them to add strength and safety by eliminating sharp edges. These rim treatments also facilitate secure fitting of lids, an essential feature for casserole pots designed to trap moisture during cooking.
If the pot design includes a lid, lid forming machines operate in parallel to produce matching covers. These lids are shaped from metal blanks through drawing, pressing, or spinning techniques. Lid rims may be flanged or equipped with reinforcing beads to enhance rigidity. Features like handle mounting points or steam vents are incorporated during this stage through punching or welding operations.
Surface finishing is an integral part of the production line. Automated cleaning stations remove oils, dust, and forming residues that could interfere with coating adhesion or cause corrosion. Polishing and buffing machines smooth the pot’s interior and exterior surfaces, improving both aesthetics and functionality by creating even textures that facilitate cooking and cleaning.
For non-stick or enamel-coated casserole pots, coating application systems precisely spray, dip, or roll coating materials onto the prepared surfaces. These coatings enhance durability, prevent food from sticking, and provide attractive finishes. The coated pots then pass through curing ovens where controlled heating solidifies and bonds the coatings firmly to the metal substrate.
Attachment of handles, knobs, or locking mechanisms is performed at dedicated assembly stations. Automated riveting, welding, or screwing equipment securely fastens these components with repeatable precision. Robotics may assist in handling parts and aligning components to ensure ergonomic and safe designs.
Throughout the manufacturing line, inline inspection systems continuously monitor key quality attributes. High-resolution cameras, laser scanners, and other sensors detect defects such as surface blemishes, dimensional deviations, coating inconsistencies, or loose attachments. Real-time feedback allows operators to make immediate adjustments, reducing scrap and rework.
Material handling is streamlined with conveyors, robotic arms, and stacking equipment that minimize manual intervention and reduce damage risk. Control systems integrate machine operations, providing operators with intuitive interfaces to manage production schedules, monitor performance, and troubleshoot issues efficiently.
Energy efficiency and sustainability are prioritized by using servo-driven machines, regenerative energy systems, and recycling scrap metal generated during trimming and forming. Wastewater and emissions from coating processes are controlled with filtration and treatment systems to meet environmental regulations.
Flexibility in the casserole pot manufacturing line is supported by modular machine designs and programmable tooling. This adaptability allows rapid changes in pot size, shape, or finish to respond to shifting market trends or customer preferences without extensive downtime.
Overall, the casserole pot manufacturing line represents a sophisticated blend of metal forming, finishing, assembly, and inspection technologies. By combining automation with quality control and sustainable practices, manufacturers can produce high-quality casserole pots that deliver durability, performance, and aesthetic appeal to meet consumer expectations worldwide.
Continuous improvements in casserole pot manufacturing lines focus on integrating advanced technologies to further enhance productivity, precision, and sustainability. Automation plays a central role, with more sophisticated robotic systems managing complex tasks such as precise component placement, quality inspections, and packaging. These robots reduce human error and labor costs while increasing throughput and consistency.
Artificial intelligence and machine learning algorithms are increasingly used to analyze process data collected from sensors throughout the production line. These systems predict maintenance needs, optimize machine parameters in real time, and detect subtle defects before they impact product quality. This predictive capability reduces downtime and scrap rates, ensuring more efficient use of resources.
Digital twins of the manufacturing line allow engineers to simulate and optimize workflows virtually, testing new product designs, tooling changes, or process adjustments without disrupting actual production. This reduces development time and accelerates innovation.
In coating and finishing, environmentally friendly materials and processes are emphasized. Water-based coatings and powder coatings replace traditional solvent-based options, lowering emissions and waste. Automated coating lines with closed-loop controls ensure uniform application, reduce overspray, and minimize material usage.
Energy efficiency improvements include using servo motors and variable frequency drives to reduce power consumption and recover energy during braking. Heat recovery systems capture waste heat from curing ovens or presses to preheat incoming air or water, reducing overall energy demand.
Quality assurance benefits from multi-modal inspection systems that combine optical, laser, and tactile measurements for comprehensive evaluation of pot geometry, surface finish, and assembly accuracy. Integration with traceability systems enables tracking each pot’s production history, facilitating warranty management and regulatory compliance.
Flexible manufacturing cells with quick-change tooling enable small-batch and customized production runs, meeting diverse market demands without sacrificing efficiency. Modular line layouts allow capacity expansion or reconfiguration with minimal downtime.
Ergonomic design improvements and collaborative robots enhance operator safety and comfort, allowing humans and machines to work side by side effectively. Training tools using augmented or virtual reality help operators master complex machine setups and troubleshooting in a risk-free environment.
Sustainable practices extend beyond production, including recycling metal scraps, managing waste responsibly, and employing recyclable packaging solutions. These efforts contribute to corporate social responsibility goals and appeal to environmentally conscious consumers.
In summary, casserole pot manufacturing lines are evolving into highly automated, intelligent, and sustainable production systems. These advancements enable manufacturers to produce high-quality, durable cookware efficiently while adapting rapidly to changing market needs and environmental standards.
Frying Pan Production Machinery

Frying pan production machinery consists of a series of specialized equipment designed to manufacture frying pans efficiently and with consistent quality. Frying pans, typically made from aluminum, stainless steel, or carbon steel, often feature flat or slightly curved bases, flared sides, and handles, sometimes coated with non-stick surfaces.
The production process begins with sheet metal handling equipment that feeds, straightens, and levels metal coils or sheets to prepare uniform blanks. These blanks are cut to size by automated blanking presses.
Deep drawing presses shape the pan bodies by drawing flat blanks into shallow, round containers with smooth walls. Some pans may require multiple drawing stages or ironing presses to achieve thinner walls and uniform thickness, improving heat distribution and durability.
After forming, trimming machines remove excess material from the rims and bases, achieving precise dimensions and preparing the edges for finishing.
Flanging or curling machines process the rims to roll or curl the edges, enhancing strength, safety, and facilitating handle attachment.
Handles are manufactured separately using molding or casting machinery and are attached to the pan bodies using riveting, welding, or screwing machines. Automated assembly lines often perform this step to maintain consistency.
For pans with non-stick or specialty coatings, surface preparation machines clean and polish the metal surfaces before applying coatings via spray, dip, or roll-coating systems. Coated pans then move through curing ovens that bake and set the coating to ensure durability and safety.
Additional finishing steps might include embossing or laser engraving for branding, texture, or anti-slip patterns.
Quality control stations using cameras, sensors, and dimensional gauges inspect frying pans for defects in shape, coating, and assembly throughout the line.
Finally, packaging machines organize, wrap, and box the finished pans for shipping.
Modern frying pan production machinery emphasizes automation, precision, and flexibility, allowing manufacturers to produce various pan sizes, materials, and finishes efficiently while meeting market demands for quality and durability.
Frying pan production machinery operates as an integrated sequence of processes designed to convert raw metal into high-quality cookware with efficiency and precision. The line starts with feeding metal sheets or coils into leveling and straightening machines to ensure consistent thickness and flatness, which is crucial for uniform forming and coating.
Once prepared, the metal blanks are cut to size by automated blanking presses, which provide clean, accurate pieces for forming. The forming stage typically employs deep drawing presses that shape the blanks into shallow pans with smooth, even walls. Some frying pans require additional ironing or wall thinning processes to enhance heat conduction and reduce weight while maintaining strength. These processes carefully control metal flow to avoid thinning or tearing.
After forming, trimming machines remove any excess metal from the pan’s rim and base, ensuring dimensional accuracy and preparing edges for finishing treatments. Flanging or curling machines then roll the rims to create smooth, safe edges and add structural reinforcement, which also facilitates handle attachment.
Handles are manufactured separately using injection molding for plastic or casting and machining for metal variants. Assembly machines attach handles securely to the pan bodies, commonly using riveting or welding methods. Automation in this step improves consistency and reduces labor costs.
Before coating, the pan surfaces go through cleaning and polishing stations to remove oils, dirt, and surface irregularities. This preparation is vital for ensuring that coatings—such as non-stick layers or protective finishes—adhere properly and last through extensive use.
Coating application machinery includes spray booths, dipping tanks, or roller coaters that evenly apply non-stick or specialty coatings. Curing ovens bake the coated pans under precise temperature control to set the coatings, providing durability and food safety. Some lines may include multiple coating and curing stages to achieve desired thickness and finish.
Additional features like embossed patterns, brand logos, or textured surfaces are applied using embossing presses or laser engraving machines, enhancing the pan’s appearance and usability.
Throughout production, inline inspection systems continuously monitor the frying pans’ shape, coating quality, handle attachment integrity, and surface finish using high-resolution cameras, laser scanners, and sensors. These inspections help identify defects early, allowing prompt correction and reducing waste.
Material handling automation, including conveyors and robotic arms, efficiently moves pans between processing stations, minimizing human contact and potential damage. Control systems synchronize operations, provide real-time monitoring, and facilitate adjustments to optimize throughput and quality.
Energy efficiency measures, such as servo drives on presses and ovens with heat recovery systems, help reduce operational costs and environmental impact. Waste management systems recycle scrap metal and capture coating overspray to maintain sustainable production.
The frying pan production machinery is designed to be flexible, supporting a variety of pan sizes, materials, and finishes. Quick-change tooling and programmable automation allow manufacturers to switch product lines rapidly to meet evolving market demands.
Ergonomics and safety are incorporated into machine design, with features like easy-access controls, noise reduction, and protective guards ensuring operator well-being.
Overall, frying pan production machinery integrates forming, trimming, finishing, coating, assembly, inspection, and packaging into a streamlined, automated process. This enables manufacturers to produce cookware that combines durability, performance, and aesthetic appeal while optimizing efficiency and sustainability.
Continuous advancements in frying pan production machinery focus on increasing automation, precision, and adaptability to meet growing consumer demands and sustainability goals. Robotics and automated guided vehicles (AGVs) are increasingly incorporated to handle delicate tasks such as transferring pans between stations, reducing manual labor and minimizing damage risks.
Machine learning and AI-driven analytics monitor equipment performance and product quality in real time, predicting maintenance needs and optimizing process parameters. This predictive maintenance minimizes downtime and extends tool life, while adaptive controls ensure coating thickness, shape tolerances, and assembly accuracy remain within tight specifications.
Innovative coating technologies, such as ceramic-based and diamond-enhanced non-stick surfaces, require precise application and curing methods. Specialized coating lines equipped with advanced spray nozzles and controlled environmental chambers improve coating uniformity and durability, meeting stricter food safety and performance standards.
Energy efficiency is enhanced through the use of servo motors, variable frequency drives, and regenerative braking on presses and conveyors. Heat recovery systems reclaim thermal energy from ovens and curing equipment, reducing overall energy consumption and lowering production costs.
Sustainable manufacturing practices extend to waste management, with metal scraps collected and recycled directly into the production cycle. Coating overspray is captured and reused where possible, and environmentally friendly coating materials replace traditional solvents, minimizing volatile organic compound (VOC) emissions.
Flexible manufacturing systems with modular layouts allow quick product changeovers, enabling manufacturers to respond rapidly to market trends and customer customization requests without significant downtime.
Advanced quality inspection combines multiple sensor technologies—optical, laser, ultrasonic, and tactile—to provide comprehensive, non-destructive testing of frying pans. Real-time data feeds into quality management systems for traceability, ensuring only products meeting stringent criteria proceed to packaging.
Ergonomic designs and collaborative robots improve workplace safety and operator comfort, while augmented reality (AR) tools assist with training, machine setup, and troubleshooting, accelerating staff proficiency.
Packaging machinery has evolved to include automated stacking, wrapping, and boxing systems that protect frying pans during transport and improve warehouse efficiency.
Altogether, these innovations transform frying pan production machinery into highly intelligent, efficient, and sustainable manufacturing ecosystems. This enables producers to deliver premium cookware that meets evolving consumer expectations for quality, performance, and environmental responsibility.
Saucepan Manufacturing Equipment
Saucepan manufacturing equipment consists of specialized machinery designed to efficiently produce saucepans, which are typically smaller, deeper cookware items used for boiling, simmering, and cooking sauces. The production process transforms raw metal sheets or coils into finished saucepans with precise dimensions, durable construction, and often coated surfaces for performance and aesthetics.
The manufacturing line begins with metal sheet feeding and leveling machines that straighten and flatten metal coils or sheets, ensuring uniform thickness and surface quality essential for forming and coating processes. Automated blanking presses cut metal blanks to exact sizes suited for saucepan dimensions.
Forming machinery, such as deep drawing presses, shape the metal blanks into cylindrical or rounded saucepan bodies. In some cases, multi-stage drawing or redrawing is applied to achieve deeper shapes with consistent wall thickness, important for even heat distribution and structural integrity. Ironing presses may thin and smooth the saucepan walls while maintaining strength.
After forming, trimming machines remove excess metal from rims and bases, providing precise and smooth edges. Flanging or curling machines process the rims to roll or fold edges, enhancing strength, safety, and lid compatibility.
If the saucepan design includes lids, separate lid forming machines shape matching covers with features such as handles or vent holes. These lids undergo similar forming, trimming, and finishing processes.
Surface preparation equipment cleans and polishes saucepan interiors and exteriors to remove oils, contaminants, and surface irregularities, improving coating adhesion and final appearance.
Coating application machinery applies non-stick, enamel, or other specialty coatings through spray, dip, or roll-coating systems, followed by curing ovens that bake and bond the coatings to the metal surface for durability and safety.
Handles and knobs are produced separately using molding or casting machines and are attached to saucepan bodies using riveting, welding, or screwing equipment, often automated for consistency and speed.
Throughout the line, quality control systems monitor dimensional accuracy, coating quality, assembly integrity, and surface finish using sensors, cameras, and measuring devices. These systems help reduce defects and ensure compliance with industry standards.
Material handling systems including conveyors, robotic arms, and stacking equipment facilitate smooth, efficient movement of saucepans through the production process, minimizing manual labor and risk of damage.
Packaging machinery organizes, wraps, and boxes finished saucepans for shipment, often tailored to product size and batch quantity.
Modern saucepan manufacturing equipment emphasizes automation, flexibility, and sustainability. Quick-change tooling and programmable controls enable efficient production of various saucepan sizes and designs, while energy-efficient drives, recycling systems, and environmentally friendly coatings reduce environmental impact and operational costs.
This integration of advanced forming, finishing, assembly, inspection, and packaging technologies enables manufacturers to produce high-quality saucepans that combine durability, performance, and aesthetic appeal to meet consumer demands.
Saucepan manufacturing equipment operates as a streamlined sequence of processes designed to transform raw metal into finished cookware with precision and efficiency. The process starts with feeding metal coils or sheets into leveling and straightening machines that prepare flat, uniform blanks. This step is crucial to ensure consistent thickness and surface quality for forming and coating.
Automated blanking presses then cut these metal sheets into exact sizes required for saucepan bodies. The blanks move to deep drawing presses where they are shaped into the characteristic cylindrical or rounded forms of saucepans. In cases where deeper or more uniform walls are needed, multi-stage drawing or ironing presses refine the shape and thickness, ensuring durability and optimal heat conduction.
Following forming, trimming machines remove excess metal from rims and bases, producing smooth, accurate edges. Flanging or curling machines process these edges further, rolling or folding rims to enhance strength, improve safety by eliminating sharp edges, and prepare the saucepan to securely fit lids.
If lids are part of the saucepan design, separate lid forming machines shape the covers through drawing or pressing operations. These lids may include additional features such as vent holes or handle attachments, created using punching, welding, or assembly stations.
Surface finishing equipment cleans and polishes the saucepan interiors and exteriors to remove contaminants and smooth the surfaces. This step ensures proper adhesion for coatings and improves the cookware’s aesthetic appeal and performance.
Coating lines apply protective or functional layers such as non-stick or enamel finishes using spray, dip, or roll-coating methods. The saucepans then pass through curing ovens, which bake the coatings under controlled conditions to provide a durable, food-safe surface resistant to wear and corrosion.
Handles and knobs are manufactured separately using injection molding for plastics or casting and machining for metals. These components are attached to saucepan bodies at dedicated assembly stations employing automated riveting, welding, or screwing machines to ensure strong, consistent connections.
Throughout the manufacturing line, inline inspection systems continuously monitor product dimensions, surface quality, coating integrity, and assembly precision. Advanced sensors, cameras, and measurement devices detect defects early, enabling corrective actions to minimize scrap and maintain high quality standards.
Material handling automation—including conveyors, robotic arms, and stacking equipment—streamlines the movement of saucepans between stations, reducing manual labor and the risk of damage. Control systems synchronize the operation of all machinery, providing operators with real-time monitoring and control interfaces to optimize production flow.
Energy-efficient technologies are integrated, such as servo-driven presses and conveyors, variable frequency drives, and heat recovery systems from curing ovens, which lower operational costs and environmental impact. Waste management practices recycle metal scraps and minimize emissions from coating processes.
Flexibility is built into the equipment through modular designs and quick-change tooling, enabling manufacturers to switch between saucepan sizes, shapes, and finishes with minimal downtime. This adaptability supports small batch production and customization according to market demands.
Ergonomics and operator safety are emphasized with easy-access controls, protective guarding, noise reduction features, and collaborative robots that assist workers with repetitive or physically demanding tasks.
Packaging machinery completes the line by automatically organizing, wrapping, and boxing finished saucepans for transport, ensuring protection and efficient logistics.
Altogether, saucepan manufacturing equipment integrates forming, finishing, coating, assembly, inspection, and packaging into a highly automated and efficient system. This enables manufacturers to produce durable, high-quality saucepans that meet consumer expectations for performance and design while maintaining sustainability and cost-effectiveness.
Advancements in saucepan manufacturing equipment continue to focus on increasing automation, precision, and environmental responsibility. Robotics and automated guided vehicles (AGVs) are increasingly integrated to handle material transport and delicate operations, minimizing human intervention and reducing the potential for damage or contamination.
Smart sensors and AI-powered analytics monitor machinery performance and product quality in real time, enabling predictive maintenance that reduces downtime and extends equipment life. These systems adjust process parameters dynamically to maintain tight tolerances in dimensions, coating thickness, and assembly quality.
Coating technology improvements include more durable and eco-friendly materials such as ceramic-based and PTFE-free non-stick coatings, requiring specialized application and curing processes. Advanced coating lines with controlled atmosphere chambers and precise spray systems ensure uniform coverage and adherence while reducing emissions.
Energy efficiency is enhanced through the use of servo motors, variable frequency drives, and heat recovery systems in ovens and curing stations, lowering energy consumption and operational costs. Waste management systems capture and recycle metal scraps and coating overspray, contributing to sustainable production.
Modular manufacturing setups with quick-change tooling allow rapid product changeovers, enabling flexible production of different saucepan sizes and designs without significant downtime. This agility helps manufacturers respond quickly to market trends and customer preferences.
Quality assurance employs multi-sensor inspection systems combining optical, laser, and tactile measurements to detect any defects in shape, coating, or assembly. Data from inspections feeds into traceability systems, supporting warranty management and compliance with food safety standards.
Ergonomics and safety improvements include collaborative robots working alongside operators, noise reduction technologies, and user-friendly control interfaces. Augmented reality tools assist in operator training, machine setup, and troubleshooting, accelerating skill development and minimizing errors.
Automated packaging lines improve throughput and ensure consistent protection of saucepans during transport, optimizing supply chain efficiency.
In summary, saucepan manufacturing equipment is evolving into a highly intelligent, flexible, and sustainable production ecosystem. These advances allow manufacturers to deliver cookware that meets the highest standards of quality, durability, and environmental responsibility while maintaining competitive efficiency.
Further developments in saucepan manufacturing focus on integrating Industry 4.0 technologies, where interconnected machines communicate seamlessly for optimized production workflows. Real-time data collection and analysis enable dynamic scheduling, resource allocation, and rapid response to any deviations in quality or equipment performance.
Additive manufacturing (3D printing) begins to play a role in producing complex handle designs and custom components, reducing lead times and allowing for greater design innovation. This complements traditional molding and casting processes, offering flexibility for limited runs or prototype development.
Sustainability remains a priority, with manufacturers adopting closed-loop water and air filtration systems in coating and cleaning stages to minimize environmental impact. Use of recycled metals in raw materials and eco-friendly packaging further supports green manufacturing initiatives.
Collaborative robotics and advanced automation reduce physical strain on workers and improve workplace safety. These systems also increase line uptime by automating routine maintenance checks and part replacements, guided by AI-driven predictive maintenance platforms.
Digital twins of the manufacturing line enable virtual testing of process changes, new product designs, or workflow optimizations without halting actual production. This simulation capability shortens development cycles and reduces costly trial-and-error.
Supply chain integration ensures just-in-time delivery of materials and components, reducing inventory costs and improving responsiveness to market demands. Advanced ERP systems connected to manufacturing equipment provide full visibility into production status and quality metrics.
Customization options for saucepans, such as personalized engraving or color variations, are facilitated by flexible machinery setups and automated finishing processes. This supports niche markets and customer engagement.
Overall, saucepan manufacturing equipment is transforming into smart, adaptable, and eco-conscious systems that balance high productivity with quality craftsmanship and sustainability, positioning manufacturers to meet evolving industry and consumer needs effectively.
Pressure Cooker Manufacturing Machines
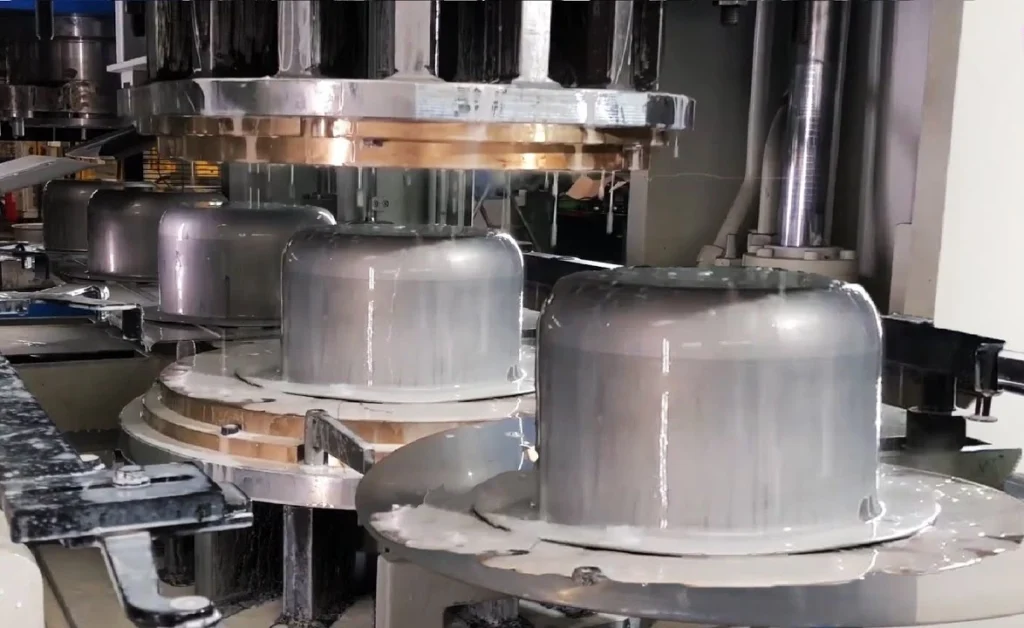
Pressure cooker manufacturing machines are specialized equipment designed to produce pressure cookers with high safety standards, durability, and precise engineering. These machines handle various stages—from shaping thick, high-strength metal bodies to assembling complex sealing and locking mechanisms—ensuring each cooker can withstand high pressure and temperature during use.
The process begins with sheet metal leveling and blanking machines that prepare raw metal coils or sheets, typically stainless steel or aluminum, by straightening and cutting them into blanks of exact sizes for cooker bodies and lids.
Forming machines, such as deep drawing and redrawing presses, shape the metal blanks into thick-walled, cylindrical or rounded pressure cooker pots. Due to the high-pressure requirements, these forming operations often involve multiple stages to achieve the necessary wall thickness and strength without material flaws.
After forming, trimming and edge-flanging machines remove excess metal and roll the rims to create strong, safe edges that support tight sealing and lid attachment.
Pressure cooker lids are formed separately using dedicated presses and stamping machines, which shape and prepare lids with features like safety valves, pressure indicators, locking grooves, and handle mounts.
Specialized machining centers drill and thread holes for pressure release valves, handles, and locking mechanisms. These components require precision to ensure safe and reliable operation.
Surface finishing equipment cleans and polishes cooker bodies and lids to remove oils and contaminants and prepare the surfaces for coatings or polishing, which improves corrosion resistance and aesthetics.
Handles, locking arms, and knobs are manufactured using injection molding (for plastics) or metal casting and machining. Assembly machines then attach these components to bodies and lids using riveting, welding, or screwing equipment, often with automation to ensure consistency.
Safety devices such as pressure release valves, gaskets, and locking systems are installed and tested on dedicated stations to comply with regulatory standards. Automated pressure testing machines simulate working conditions to verify cooker integrity.
Quality control systems, incorporating dimensional checks, surface inspections, and pressure testing, monitor every production stage to detect defects and guarantee product safety and reliability.
Material handling systems, including conveyors and robotic arms, transport parts between machines smoothly and reduce manual handling risks.
Packaging machinery prepares finished pressure cookers for shipment, often including protective inserts to prevent damage during transit.
Modern pressure cooker manufacturing machines prioritize automation, precision, and safety. They integrate advanced control systems, sensor technologies, and energy-efficient drives to maximize throughput while maintaining rigorous quality and safety standards.
Flexibility in tooling and programming allows manufacturers to produce various sizes and designs of pressure cookers, catering to different markets and customer preferences.
Overall, pressure cooker manufacturing equipment combines heavy-duty forming, precise machining, thorough testing, and careful assembly into a comprehensive production line that ensures each cooker performs safely and reliably under high pressure.
Pressure cooker manufacturing machines function as a cohesive production system that transforms raw metal materials into safe, durable, and high-performance cookware capable of withstanding extreme pressure and temperature conditions. The process initiates with metal coil or sheet feeding systems, where leveling and straightening equipment ensures the incoming stainless steel or aluminum stock is flat, uniform, and free of defects essential for subsequent forming steps.
Automated blanking presses precisely cut the metal sheets into blanks sized for pressure cooker bodies and lids. These blanks are fed into multi-stage deep drawing and redrawing presses that form the thick-walled, cylindrical shapes characteristic of pressure cooker pots. The forming sequence is carefully controlled to achieve consistent wall thickness and mechanical strength, crucial for withstanding internal pressure without failure.
Following forming, trimming machines remove excess metal from rims and bases, producing smooth, dimensionally accurate edges. Flanging or curling machines roll these edges to reinforce structural integrity, create safe surfaces for sealing gaskets, and prepare rims for secure lid fitting.
Pressure cooker lids are manufactured separately through specialized stamping and pressing machines that shape the metal into lids equipped with features such as locking grooves, valve mounts, and pressure indicator housings. Precision machining centers drill and thread holes necessary for mounting safety valves, pressure regulators, and handle attachments.
Surface preparation equipment cleans and polishes the interiors and exteriors of cooker bodies and lids, removing oils, contaminants, and surface irregularities. This ensures optimal adhesion for any coatings or finishes applied later and enhances corrosion resistance and appearance.
Handles, locking arms, knobs, and safety components are produced independently via injection molding for plastic parts or casting and machining for metal components. Assembly stations, often automated, attach these parts to the cookware bodies and lids using riveting, welding, or screwing techniques, ensuring strong, reliable connections capable of enduring frequent use and high stress.
Dedicated safety testing stations perform rigorous inspections, including automated pressure testing that simulates actual operating conditions to verify cooker integrity and leak-proof sealing. Pressure release valves and locking mechanisms undergo functional testing to meet regulatory safety standards.
Inline quality control systems incorporate sensors, cameras, and measurement devices to continuously monitor dimensional accuracy, surface quality, assembly precision, and functional performance throughout production. Any detected deviations trigger alerts or automated adjustments, reducing scrap and ensuring consistent product quality.
Material handling is streamlined with conveyors, robotic arms, and automated guided vehicles, facilitating smooth, damage-free transport of parts between processing stations while minimizing manual labor.
Energy-efficient drives, servo motors, and heat recovery systems integrated into presses, ovens, and other equipment reduce operational costs and environmental impact. Waste management systems recycle metal scraps and manage chemical waste from coatings and cleaning processes responsibly.
Modular machine designs and programmable controls offer flexibility for producing different pressure cooker sizes, designs, and safety features, allowing manufacturers to quickly adapt to market demands or customer specifications.
Ergonomic considerations and safety features such as guarded access points, noise reduction, and collaborative robots help protect operators and enhance workplace productivity.
Final packaging lines automate the stacking, wrapping, and boxing of finished pressure cookers, ensuring secure transit and efficient warehousing.
Together, these advanced manufacturing machines and integrated systems create a highly automated, precise, and reliable production line that produces pressure cookers meeting stringent safety regulations and consumer expectations for durability and performance.
Ongoing innovations in pressure cooker manufacturing emphasize integration of Industry 4.0 technologies, where connected machines communicate and coordinate through smart sensors and centralized control systems. Real-time monitoring of equipment conditions, product quality, and process parameters enables predictive maintenance, minimizing unplanned downtime and extending machine lifespan.
Advanced robotics increasingly handle material loading, unloading, and assembly tasks, improving production speed and consistency while reducing manual labor and occupational hazards. Collaborative robots (cobots) work alongside human operators to assist with complex or repetitive steps, enhancing efficiency without compromising safety.
Additive manufacturing technologies are gradually being adopted for producing complex or customized components such as ergonomic handles, locking mechanisms, or valve housings. This reduces tooling costs and accelerates prototyping and product customization cycles.
Sustainability remains a critical focus, with manufacturers implementing closed-loop water and air filtration systems in cleaning and coating areas to minimize environmental emissions. Use of recycled metals and environmentally friendly coatings helps reduce raw material consumption and pollution.
Energy efficiency improvements involve employing servo-driven presses and conveyors, variable frequency drives, and heat recovery systems in curing ovens and machining centers. These innovations lower power consumption and operational costs.
Flexible and modular production lines allow quick changeovers between different cooker models and sizes, enabling manufacturers to respond swiftly to market trends and customer demands without extensive downtime.
Quality assurance benefits from multi-sensor inspection systems that combine optical, laser, and tactile measurements for comprehensive defect detection. Data collected feeds into traceability and analytics platforms, supporting regulatory compliance and continuous process improvement.
Ergonomic design and automation improve workplace safety by reducing operator fatigue and exposure to hazards, while augmented reality (AR) tools facilitate operator training, machine setup, and troubleshooting.
Automated packaging solutions increase throughput and protect products during shipping, incorporating features like customized inserts and smart labeling for inventory management.
Overall, pressure cooker manufacturing machines are evolving into intelligent, adaptable, and eco-conscious systems that maximize productivity, safety, and product quality. These advances enable manufacturers to meet stringent safety standards and growing consumer expectations efficiently while minimizing environmental impact.
Cooking Pots Manufacturing Machinery

Cooking pots manufacturing machinery includes a range of specialized equipment designed to efficiently produce high-quality pots made from metals such as stainless steel, aluminum, or copper. These machines handle all stages from raw material preparation through forming, finishing, assembly, and packaging to create durable cookware suitable for everyday cooking needs.
The process begins with metal coil or sheet feeding and leveling machines that straighten and prepare flat metal blanks. Automated blanking presses cut these sheets into precise sizes for pot bodies and lids.
Deep drawing presses form the pot bodies by shaping the metal blanks into cylindrical or rounded shapes, often through multiple drawing and redrawing stages to ensure uniform wall thickness and structural strength.
Trimming and flanging machines then refine pot rims and edges by cutting away excess material and rolling edges for durability and safety, as well as to facilitate lid fitting.
Separate lid forming machines shape lids with features such as handles, vent holes, or decorative patterns. These lids undergo trimming and finishing similar to pot bodies.
Surface finishing equipment, including polishing and cleaning machines, remove impurities and prepare metal surfaces for coating or final treatments, enhancing corrosion resistance and appearance.
Coating machines apply protective or functional layers like non-stick, enamel, or anti-corrosion coatings using spray, dip, or roll-coating methods, followed by curing ovens to bond the coatings securely.
Handles and knobs are produced separately by injection molding (for plastics) or metal casting and machining. Assembly stations attach these components to pots and lids using automated riveting, welding, or screwing processes.
Inline quality control systems use sensors and cameras to inspect dimensions, surface finish, coating quality, and assembly accuracy throughout production to ensure consistent standards.
Material handling systems, including conveyors and robotic arms, facilitate smooth transfer of parts between stations, improving efficiency and reducing manual labor.
Packaging machines automatically pack finished cooking pots, often incorporating protective inserts and labeling for shipping.
Modern cooking pot manufacturing machinery emphasizes automation, precision, and flexibility. Modular designs and programmable controls allow rapid changes between pot sizes and styles, supporting diverse product lines.
Energy-efficient motors, drives, and recycling systems reduce operational costs and environmental impact, while ergonomic features and safety guards protect operators.
Altogether, these machines form integrated production lines capable of producing durable, attractive, and functional cooking pots that meet market demands for quality and variety.
Cooking pots manufacturing machinery operates as an interconnected production system that transforms raw metal materials into finished cookware through a series of precise, automated steps. The process starts with feeding metal coils or sheets into leveling and straightening equipment to ensure uniform thickness and flatness, critical for consistent forming quality.
Automated blanking presses cut the metal sheets into blanks of exact dimensions suited for pot bodies and lids. These blanks are transferred to deep drawing presses that shape the metal into cylindrical or rounded pot forms. Depending on the required wall thickness and strength, multiple drawing or redrawing stages may be employed to achieve uniformity and durability.
Following forming, trimming machines remove excess metal from rims and bases, producing smooth and accurate edges. Flanging or curling machines roll the rims to strengthen edges, enhance safety by eliminating sharpness, and prepare surfaces for secure lid fitting.
Separate lid forming machines shape lids through stamping and pressing operations, adding features like vent holes or decorative patterns. Lids are trimmed and finished to match the quality of pot bodies.
Surface preparation equipment cleans and polishes pot bodies and lids to remove oils, contaminants, and surface defects. This step is essential for adhesion of coatings and enhances corrosion resistance and visual appeal.
Coating lines apply functional or protective finishes such as non-stick, enamel, or anti-corrosion coatings. Methods include spray, dip, or roll-coating, followed by curing ovens that bake the coatings onto the metal surfaces, ensuring durability and food safety.
Handles, knobs, and accessory parts are manufactured separately using injection molding for plastics or casting and machining for metal components. Assembly stations attach these parts to pots and lids through automated riveting, welding, or screwing, ensuring secure, consistent, and ergonomic fittings.
Inline inspection systems employing sensors and cameras continuously monitor product dimensions, surface finish, coating integrity, and assembly precision. This real-time quality control enables early detection of defects, minimizing waste and maintaining high standards.
Material handling automation, including conveyors and robotic arms, facilitates efficient movement of components between processing stages, reducing manual labor and handling damage risks.
Energy-efficient drives and motors, servo controls, and waste recycling systems contribute to lower operational costs and environmental footprint. Safety features such as guarding, noise reduction, and ergonomic interfaces protect operators and improve workplace conditions.
Modular machine designs and programmable controls enable quick changeovers between different pot sizes, shapes, and finishes, providing flexibility to meet diverse market demands and customization requests.
Final packaging machinery organizes, wraps, and boxes finished pots for secure transport and storage, integrating seamlessly into the production flow.
Together, cooking pots manufacturing machinery forms an advanced, highly automated production ecosystem that balances efficiency, quality, flexibility, and sustainability. This allows manufacturers to deliver durable, attractive, and functional cookware products that satisfy consumer expectations and regulatory standards.
Continuing advancements in cooking pots manufacturing machinery focus heavily on digitalization and smart factory integration, enabling seamless communication between machines, centralized monitoring, and data-driven process optimization. Real-time data collection from sensors embedded throughout the production line allows manufacturers to track equipment performance, product quality, and material usage, facilitating predictive maintenance and reducing downtime.
Robotic automation increasingly handles complex tasks such as precise part placement, welding, and assembly of handles and lids, improving consistency while minimizing human error and labor costs. Collaborative robots assist operators in tasks requiring dexterity or flexibility, enhancing productivity and safety.
Additive manufacturing is being explored for creating prototype parts or complex components like ergonomic handles and decorative elements, allowing rapid design iteration and customized production runs without extensive tooling changes.
Sustainability remains a priority, with machinery designed to reduce energy consumption via servo motors, variable frequency drives, and heat recovery systems in curing ovens and polishing units. Waste management systems recycle metal scraps, coating overspray, and wastewater, contributing to greener manufacturing processes.
Flexible and modular machinery layouts enable quick reconfiguration for different pot sizes, shapes, and surface finishes, supporting shorter product lifecycles and more diverse product lines tailored to consumer preferences.
Advanced inspection technologies using AI-powered image recognition and multi-sensor arrays improve defect detection and quality control accuracy, ensuring every cooking pot meets stringent standards for safety, durability, and appearance.
Augmented reality (AR) and virtual reality (VR) tools assist with operator training, machine setup, and troubleshooting, reducing errors and accelerating skill development.
Smart packaging machines incorporate automation to adapt to different product sizes and shapes, adding protective materials and labeling for efficient logistics.
Overall, cooking pots manufacturing machinery is evolving into an intelligent, flexible, and environmentally conscious production environment. This transformation allows manufacturers to enhance productivity, maintain superior quality, and adapt rapidly to changing market demands while minimizing ecological impact.
Pot Production Process Automation
Pot production process automation involves integrating advanced machinery, control systems, and software to streamline and optimize every stage of manufacturing—from raw material handling to final packaging—reducing human intervention while increasing efficiency, consistency, and quality.
Automation starts with feeding and preparation systems where metal coils or sheets are automatically unrolled, leveled, and cut into precise blanks. These blanks move through robotic or servo-controlled transfer systems to forming presses that shape pot bodies via deep drawing or spinning processes with high repeatability and minimal error.
Subsequent trimming, flanging, and edge-forming stations are equipped with CNC-controlled tools ensuring exact dimensional accuracy. Automated quality inspection units using cameras and sensors monitor shape, thickness, surface defects, and dimensional tolerances at multiple checkpoints, triggering real-time adjustments or alerts.
Surface finishing, such as polishing and cleaning, uses robotic arms and conveyor-mounted polishing machines synchronized to maintain consistent quality and throughput. Coating lines employ automated spraying or dipping systems with controlled parameters for uniform application and curing ovens monitored by precise temperature controls.
Assembly cells utilize robotic arms for attaching handles, lids, knobs, and other accessories, performing welding, riveting, or screwing with programmed precision. These systems often incorporate force sensors and vision guidance for secure, accurate assembly.
Automated pressure and leak testing stations simulate operational conditions to ensure safety and durability of finished pots, rejecting units that don’t meet standards.
Material handling is managed by conveyors, automated guided vehicles (AGVs), and robotic pick-and-place systems that efficiently move parts between processes, reducing manual labor and minimizing damage risks.
Centralized Manufacturing Execution Systems (MES) coordinate all equipment, track production data, schedule maintenance, and provide traceability throughout the pot production cycle. Integration with Enterprise Resource Planning (ERP) systems aligns manufacturing with supply chain and inventory management.
Energy-efficient drives, regenerative braking, and optimized machine cycles reduce power consumption, supporting sustainability goals.
Human-machine interfaces (HMIs) and dashboards offer real-time monitoring and control, enabling operators to oversee multiple production lines, perform troubleshooting, and adjust parameters with minimal downtime.
Automation facilitates quick changeovers through programmable tooling and flexible machine setups, allowing manufacturers to switch between different pot sizes, materials, and finishes rapidly to meet market demands.
Overall, pot production process automation enhances productivity, consistency, safety, and quality while lowering costs and environmental impact, empowering manufacturers to compete effectively in dynamic markets.
Pot production process automation seamlessly integrates advanced machinery, robotics, sensors, and control systems to create a continuous, efficient manufacturing flow with minimal human intervention. Starting from automated feeding systems, metal coils or sheets are precisely unwound, leveled, and cut into blanks using servo-driven equipment that ensures accuracy and repeatability. These blanks are then conveyed automatically to forming stations where deep drawing presses, metal spinning machines, or hydroforming equipment shape the pot bodies with programmed precision, maintaining consistent wall thickness and structural integrity.
Post-forming, automated trimming and flanging machines refine the pot rims and edges, employing CNC controls to achieve exact dimensions essential for proper lid fitting and safe handling. Throughout the process, inline quality inspection units equipped with high-resolution cameras, laser scanners, and thickness gauges continuously monitor product geometry, surface finish, and defect presence, allowing real-time adjustments or rejection of out-of-spec parts.
Surface finishing operations such as polishing and cleaning are conducted using robotic arms and conveyor-mounted polishing machines that adapt their pressure and speed to maintain uniform quality across batches. Automated coating lines apply non-stick, enamel, or protective finishes with precise control over thickness and curing parameters, ensuring durability and compliance with safety standards.
Robotic assembly cells attach handles, lids, knobs, and other accessories using programmed welding, riveting, or screwing tools guided by vision systems and force sensors to guarantee secure, repeatable fittings. Functional testing stations automate pressure, leak, and durability testing to verify product safety and performance, automatically sorting and removing defective units.
Material handling automation employs conveyors, automated guided vehicles (AGVs), and robotic pick-and-place systems to efficiently transport components between process steps, reducing labor costs and minimizing handling damage. Centralized Manufacturing Execution Systems (MES) coordinate machine operations, schedule maintenance, track production data, and facilitate full traceability from raw material to finished product. Integration with Enterprise Resource Planning (ERP) systems aligns production schedules with supply chain and inventory management, optimizing resource use and reducing lead times.
Energy-saving technologies like servo motors, regenerative braking, and optimized machine cycles minimize power consumption, supporting sustainability objectives. Operator interfaces provide intuitive dashboards and controls that enable real-time monitoring, quick troubleshooting, and rapid product changeovers, allowing manufacturers to switch between pot designs, sizes, and finishes with minimal downtime.
Overall, automation in pot production streamlines manufacturing into a highly efficient, flexible, and quality-focused process that enhances throughput, reduces costs, improves workplace safety, and meets evolving market demands while ensuring consistent, high-quality cookware products.
Further advancements in pot production process automation focus on leveraging artificial intelligence and machine learning to optimize operations and quality control. AI-driven analytics analyze data collected from sensors and inspection systems to predict equipment maintenance needs, detect subtle quality deviations, and suggest process adjustments for improved yields.
Vision systems enhanced with deep learning algorithms identify surface defects, dimensional inconsistencies, and assembly errors with greater accuracy than traditional inspection methods, reducing false rejects and rework. These systems can also adapt to new product variants without extensive reprogramming, increasing flexibility.
Collaborative robots (cobots) are increasingly deployed to work alongside human operators for tasks requiring dexterity, adaptability, or visual judgment, such as handling delicate components or performing custom assembly steps. This synergy improves productivity while maintaining safety and operator comfort.
Digital twins—virtual replicas of the production line—allow manufacturers to simulate process changes, forecast outcomes, and optimize machine parameters in a risk-free environment before applying adjustments on the actual line, minimizing downtime and waste.
Cloud connectivity enables remote monitoring and control, facilitating expert support and data-driven decision-making across multiple facilities. This connectivity also supports supply chain integration, allowing dynamic adjustments based on material availability and customer demand.
Sustainable manufacturing is enhanced by automated waste segregation and recycling systems that recover scrap metal and manage chemical byproducts responsibly. Energy consumption is further reduced through smart scheduling algorithms that balance production loads and optimize equipment usage.
Modular and scalable automation solutions allow manufacturers to incrementally upgrade or expand their production capabilities as market needs evolve, protecting investments and ensuring long-term competitiveness.
Training programs using augmented and virtual reality provide immersive learning experiences for operators and maintenance personnel, shortening the learning curve and improving proficiency with complex automated systems.
Together, these cutting-edge automation technologies transform pot production into a smart, resilient, and environmentally responsible process capable of delivering consistent quality at scale, adapting swiftly to market trends, and minimizing operational risks.
Metal Spinning For Round Pots
Metal spinning for round pots is a specialized metal forming process used to create seamless, symmetrical, and durable pot bodies and lids. It involves rotating a metal blank—usually a flat circular disc or pre-formed shallow cup—at high speed on a lathe or spinning machine while a skilled operator or automated tooling applies force with rollers or tools to shape the metal against a mandrel or form.
The spinning process begins with securing the metal blank onto the spinning lathe. As the blank spins rapidly, a forming tool gradually presses and stretches the metal outward and downward over the mandrel, shaping it into a hollow, rounded pot profile. This method enables precise control over wall thickness and contours, producing pots with excellent structural integrity and smooth surfaces.
Metal spinning is well-suited for manufacturing round pots made from ductile metals such as aluminum, stainless steel, copper, or brass. It can accommodate various sizes and shapes, from small saucepans to large stockpots, with relatively low tooling costs compared to stamping or deep drawing.
This technique offers several advantages:
- Seamless construction improves strength and eliminates welds or joints that could weaken the pot or cause leaks.
- Flexibility in design changes, as new mandrels can be made quickly to create different shapes or sizes.
- Efficient material use with minimal waste since the metal is stretched rather than cut away.
- Smooth surface finishes requiring less post-processing.
Automation and CNC-controlled metal spinning machines enable high precision and repeatability, reducing cycle times and labor costs. Multi-axis CNC spinners can produce complex contours and decorative features with consistent quality.
In pot manufacturing, metal spinning is often combined with other processes such as trimming, polishing, and coating to produce finished cookware with aesthetic appeal and functional performance.
Overall, metal spinning is a versatile and cost-effective method for producing high-quality round pots with seamless, durable, and attractive shapes suitable for a wide range of cooking applications.
Metal spinning for round pots operates by firmly holding a flat metal blank or shallow preform on a rotating mandrel, which serves as the shape template. As the mandrel spins at high speeds, skilled operators or CNC-controlled tools gradually press the metal against the mandrel surface, causing the metal to flow and conform to the desired pot shape. The forming tools, often rollers or specialized shaping devices, apply controlled pressure while moving along the blank’s surface, stretching and thinning the material precisely where needed to maintain uniform wall thickness and prevent defects such as wrinkling or tearing.
This incremental forming process allows for complex curves and smooth transitions, creating pots with seamless, continuous surfaces that enhance both structural strength and visual appeal. The ability to adjust tool pressure, feed rate, and rotation speed dynamically enables operators or machines to produce pots with consistent dimensions and quality across large production runs.
Material selection is critical in metal spinning; metals must have sufficient ductility to undergo plastic deformation without cracking. Common choices include aluminum alloys for lightweight cookware, stainless steel for corrosion resistance and durability, and copper or brass for excellent heat conductivity and traditional aesthetics. The spinning process also preserves the metal’s grain structure in a way that can improve mechanical properties, such as tensile strength and hardness, in the finished pot.
After spinning, pots typically proceed to trimming operations where excess material is cut away to finalize rim dimensions and prepare for flanging or curling to strengthen edges. Surface finishing stages include polishing, cleaning, or texturing to achieve the desired appearance and surface quality. Finally, coating or plating processes may be applied to improve corrosion resistance, enhance non-stick performance, or add decorative finishes.
Modern metal spinning machines often incorporate CNC controls and automated tool changers to increase production speed, precision, and repeatability. Multi-axis spinners can create intricate designs, handle varying wall thicknesses, and integrate features like spouts or handles directly during the forming phase. Automated monitoring systems detect force variations and surface anomalies in real-time, allowing for immediate process adjustments and reducing scrap rates.
The metal spinning process for round pots is highly efficient in terms of material utilization, producing minimal waste compared to stamping or casting. Tooling costs are relatively low since mandrels can be machined quickly and affordably, enabling fast product development cycles and flexibility in manufacturing diverse pot shapes and sizes.
Overall, metal spinning remains a vital technique in cookware production, offering a balance of quality, flexibility, and cost-effectiveness that supports both small-scale artisan workshops and large automated manufacturing facilities producing round pots with seamless construction and excellent performance.
Advancements in metal spinning technology have introduced computer numerical control (CNC) systems that automate the spinning process, enabling highly precise and repeatable production of round pots with complex geometries. CNC metal spinning machines control spindle speed, tool pressure, and feed rate with fine accuracy, reducing human error and increasing throughput. This automation allows for consistent wall thickness, tighter dimensional tolerances, and the ability to produce intricate shapes, including tapered sides, flared rims, or integrated spouts.
In addition, modern metal spinning setups often incorporate robotic loading and unloading systems that minimize manual handling, improve workplace safety, and maintain continuous production flow. Sensors integrated into the machinery monitor variables such as torque, vibration, and temperature, providing data for predictive maintenance and process optimization.
Materials science advancements complement metal spinning by developing alloys with enhanced ductility and strength, permitting thinner walls without sacrificing durability or heat distribution. Surface treatments applied post-spinning—such as anodizing aluminum or passivating stainless steel—improve corrosion resistance and aesthetic appeal.
Hybrid manufacturing approaches combine metal spinning with other processes like hydroforming or incremental sheet forming to create pots with complex features that are difficult to achieve through spinning alone. For example, hydroforming can produce more pronounced curves or intricate details, which are then refined by spinning for surface finish and thickness control.
Sustainability is increasingly emphasized, with manufacturers optimizing metal spinning parameters to reduce energy consumption and material waste. Scrap metal generated during trimming and finishing is efficiently recycled back into production. Additionally, improvements in lubricant use and recycling during spinning contribute to environmentally responsible operations.
Training programs using virtual reality and simulation software help operators master the nuances of metal spinning, reducing setup times and improving quality control.
The versatility of metal spinning makes it well-suited not only for traditional cookware but also for specialty pots used in professional kitchens, outdoor cooking, or even decorative purposes. Its ability to produce seamless, high-quality round pots with rapid tooling changes supports small batch runs, custom designs, and mass production alike.
In summary, metal spinning continues to evolve as a cornerstone process in round pot manufacturing, combining tradition with cutting-edge technology to deliver durable, attractive, and functional cookware products efficiently and sustainably.
Pot Forming Press
A pot forming press is a specialized machine designed to shape metal blanks into pot bodies through controlled mechanical force. Typically used in cookware manufacturing, the press transforms flat metal sheets or discs into three-dimensional pot shapes by applying high pressure via dies and punches, often in a deep drawing or stamping process.
The forming press consists of a robust frame housing the die set—comprising a punch, die cavity, and blank holder—and a driving mechanism, which may be mechanical, hydraulic, or servo-electric. The metal blank is positioned over the die cavity, and the punch presses down, forcing the metal into the cavity shape. This action stretches and shapes the metal into a hollow pot form with defined walls, rims, and contours.
Modern pot forming presses often use CNC controls to adjust stroke length, pressure, and speed, enabling precise control over metal flow and minimizing defects such as wrinkling, tearing, or uneven thickness. Presses can operate in single or multiple stages, where intermediate steps refine the shape progressively for complex geometries or thicker materials.
Servo-electric presses offer energy-efficient operation and highly repeatable performance, with the ability to program variable speed and force profiles tailored to specific pot designs and materials. Hydraulic presses provide high tonnage and force control, suitable for deep drawing thick metals or larger pots.
Pot forming presses are usually integrated into automated production lines, with robotic or mechanical feeders supplying blanks and transfer systems moving formed pots to trimming, flanging, or finishing stations. Inline sensors monitor force and displacement to detect anomalies early, ensuring consistent quality.
Tooling for pot forming presses is precision-machined, often from hardened steel, and may incorporate interchangeable inserts to allow quick changes between different pot sizes or styles. Proper tooling design is critical to controlling metal flow, wall thickness, and minimizing springback.
In summary, the pot forming press is a central machine in metal pot manufacturing, delivering efficient, high-precision shaping of metal blanks into durable, seamless pot bodies. Its combination of controlled force application, automation compatibility, and tooling flexibility makes it indispensable for modern cookware production.
The pot forming press works by clamping a flat metal blank securely between a blank holder and the die to prevent wrinkling during forming. As the punch descends with controlled force, it pushes the metal into the die cavity, gradually stretching and shaping it into the pot’s desired contour. The process requires precise synchronization of pressure, speed, and stroke depth to ensure uniform wall thickness and avoid common defects such as tearing or uneven material flow. To manage metal thinning and stresses, forming presses may perform the shaping in multiple stages, with intermediate annealing steps if necessary to restore metal ductility.
Modern pot forming presses use sensors to monitor force, position, and speed in real-time, allowing dynamic adjustment of parameters to optimize forming conditions for different metals like aluminum, stainless steel, or copper. This adaptability enhances product consistency and reduces scrap rates. Advanced presses equipped with servo-electric drives offer precise motion control and energy efficiency by consuming power only during active forming strokes, unlike traditional mechanical presses that run continuously.
Tooling for pot forming presses is engineered to tight tolerances and often includes replaceable components for easy maintenance and quick changeovers between different pot designs or sizes. Cooling channels may be integrated into dies to dissipate heat generated during forming, preserving tool life and maintaining dimensional accuracy. Additionally, surface coatings on tooling reduce friction and wear, contributing to smoother metal flow and better surface finishes on formed pots.
Automation integration is common, with robotic arms or conveyor systems loading blanks and unloading finished pots, increasing production speed and reducing manual labor. Inline quality control systems, such as laser scanners or machine vision, inspect pot dimensions and surface quality immediately after forming, enabling prompt rejection of defective parts and minimizing downstream rework.
The pot forming press can be combined with other processes, such as rim flanging, curling, or beading, either in dedicated stations or as multi-step operations within a single press, further streamlining production. Some presses are designed with progressive tooling to perform multiple forming steps in one stroke cycle, improving cycle times and throughput.
In summary, pot forming presses provide the essential shaping force and precision control required to convert flat metal blanks into high-quality pot bodies with consistent dimensions and mechanical properties. Their combination of robust mechanical design, advanced control systems, and integration capabilities makes them the backbone of efficient and scalable cookware manufacturing.
Recent developments in pot forming presses include increased use of servo-electric technology, which provides finer control over the forming process by precisely managing ram speed, position, and force throughout each stroke. This allows manufacturers to tailor the press cycle for different metals, thicknesses, and pot geometries, improving material utilization and reducing defects such as thinning or wrinkling. Servo presses also consume less energy compared to traditional mechanical or hydraulic presses, as they operate only during the forming stroke rather than continuously.
Another innovation is the integration of real-time monitoring and adaptive control systems. Sensors embedded in the press tooling and frame continuously measure parameters like force, vibration, temperature, and displacement. This data feeds into control algorithms that adjust press settings on-the-fly, ensuring optimal forming conditions and compensating for variations in material properties or blank dimensions. These smart presses help maintain consistent product quality and reduce scrap, enhancing overall manufacturing efficiency.
Tooling design has also advanced with modular, quick-change systems that allow rapid switching between different pot sizes or styles, minimizing downtime during product changeovers. Advanced coatings and surface treatments on dies reduce friction and wear, extending tool life and improving surface finishes on formed pots.
Multi-stage forming presses or progressive dies now enable complex pot shapes to be produced in fewer steps, combining deep drawing, trimming, and rim shaping within a single automated cycle. This reduces handling, lowers cycle times, and improves repeatability.
Automation plays a significant role in modern pot forming lines, with robotic loaders, unloaders, and material handling systems integrated tightly with the press. Vision systems and inline gauging verify blank quality before forming and inspect finished pots for dimensional accuracy and surface defects immediately afterward, enabling rapid feedback and quality assurance.
Environmental and sustainability considerations have driven presses to adopt energy-efficient drives, regenerative braking systems, and process optimizations that lower power consumption and reduce material waste. Scrap metal from trimming and forming operations is commonly recycled on-site to improve resource efficiency.
Overall, the pot forming press continues to evolve as a critical machine in cookware manufacturing, combining precision mechanics, intelligent controls, and automation to deliver high-quality, consistent, and cost-effective production of metal pots suited to a wide range of markets and applications.
Metal Pot Manufacturing Machine

A metal pot manufacturing machine refers to the integrated equipment or a combination of machines used in the industrial production of metal pots. These machines handle various stages of the pot-making process, including blanking, forming, spinning, trimming, polishing, and finishing, often arranged in a production line to ensure efficient, high-volume output with consistent quality.
Typically, a metal pot manufacturing machine setup includes:
- Blanking Machine: Cuts metal sheets or coils into circular blanks of precise size, which serve as the starting material for pot forming.
- Pot Forming Press: Shapes the flat metal blanks into three-dimensional pot bodies using deep drawing or stamping techniques with dies and punches.
- Metal Spinning Machine: For seamless pot shapes, this machine spins and forms the metal blanks over mandrels to produce round, symmetrical pots with controlled wall thickness.
- Trimming and Flanging Machine: Removes excess metal around the pot rim and forms flanges or curls to strengthen edges and prepare the pot for handles or lids.
- Surface Polishing Machine: Buffs and polishes the pot’s surface to improve aesthetics, remove surface imperfections, and prepare for coating or plating.
- Handle and Accessory Fitting Machines: Automate the attachment of handles, lids, or spouts, ensuring consistent placement and secure fastening.
- Coating or Plating Equipment: Applies protective or decorative coatings such as non-stick layers, anodizing, or paint to enhance durability and appearance.
Modern metal pot manufacturing machines are often CNC-controlled and integrated with robotic handling systems, enabling automation from raw material feeding to final product packing. These machines can be customized to accommodate various pot sizes, shapes, and materials like stainless steel, aluminum, copper, or brass.
The entire manufacturing system emphasizes precision, repeatability, and efficiency, minimizing material waste and labor costs while ensuring high product quality suitable for both consumer and commercial cookware markets.
Metal pot manufacturing machines operate in a coordinated workflow where raw metal sheets are first decoiled and fed into a blanking press that punches out circular discs based on the required pot dimensions. These blanks are then automatically transferred to the pot forming press, where deep drawing transforms them into hollow, cylindrical or rounded pot bodies. For designs requiring seamless, high-strength construction, the blanks may instead be processed on a metal spinning machine, where they are formed over a mandrel using rollers under high-speed rotation.
Once formed, the pot body is transferred to a trimming unit that precisely cuts the upper rim to ensure uniform height and removes any uneven or excess material. In the same or subsequent machine, flanging tools curl or fold the rim to add strength and safety. If the pot includes a pouring spout or contour features, additional shaping or pressing machines are used to achieve the specific profile, often with hydraulic or servo-driven presses and matched dies.
Next, the pot surface is subjected to polishing and surface preparation. Automated polishing machines use belts, brushes, or buffing wheels to clean, smooth, and shine the inner and outer surfaces. For higher-end cookware, mirror polishing or satin finishes are achieved using progressively finer abrasives and polishing compounds. At this stage, surface inspection systems can detect dents, scratches, or deformities, automatically rejecting flawed items or flagging them for manual review.
In parallel or subsequent operations, handles and accessories are attached using riveting, welding, or resistance bonding machines. These systems are designed to apply consistent pressure and temperature to ensure strong, long-lasting joints while avoiding damage to the pot body. Robotic arms may perform this step, precisely positioning and fastening components in synchronization with the production flow.
If the pot design requires interior or exterior coatings, such as non-stick layers or decorative finishes, the product passes through spray booths or immersion tanks where coatings are applied evenly. The coated pots then enter curing ovens where heat hardens the coating and bonds it to the metal. Quality control systems check coating thickness, adhesion, and coverage to meet specifications.
Throughout the line, advanced PLCs and HMI panels allow operators to monitor machine status, adjust parameters, and collect production data. Smart sensors detect tool wear, alignment issues, or material inconsistencies, enabling predictive maintenance and minimizing downtime. Automated packing systems at the end of the line collect, stack, and wrap finished pots, ready for storage or shipment.
These machines are highly modular and customizable, allowing manufacturers to produce a wide variety of pot shapes—such as deep stockpots, shallow saucepans, or multipurpose cooking pots—on the same line with minimal tooling changes. They are designed to handle high production volumes while maintaining dimensional precision, strength, and aesthetic quality, ensuring the finished cookware meets global performance and safety standards.
The integration of automation and digital control in metal pot manufacturing machines has significantly increased productivity, product consistency, and operational flexibility. Servo motors and computerized numerical control (CNC) systems enable extremely precise control over all mechanical movements, including drawing depths, trimming accuracy, and polishing pressure. This high level of precision is especially important when working with different metal types, each having unique forming characteristics and stress tolerances. For example, stainless steel may require higher forming pressure than aluminum but allows thinner walls with better strength retention, while copper, being soft and thermally conductive, demands extra care to prevent surface distortion during spinning and finishing.
Production lines can be tailored for either high-volume standard pot designs or flexible, small-batch custom cookware. In flexible setups, quick-change tooling systems allow operators to switch between different dies, mandrels, or polishing heads within minutes, reducing downtime between product runs. Vision-guided robots enhance this flexibility further, enabling real-time adjustments based on product detection and alignment without mechanical reconfiguration.
Material efficiency is a key design factor in these machines. Each process stage—from blanking to finishing—is optimized to reduce scrap, reuse cutoffs, and minimize surface defects that would lead to rework or rejection. Trimming machines use automated measuring systems to determine the minimum amount of material that needs to be removed, while polishing machines equipped with adaptive feedback reduce over-processing and extend polishing media life.
Noise reduction and worker safety are also considered in modern machine designs. Machines are equipped with sound enclosures, dust extraction systems, and safety interlocks to prevent access to moving parts during operation. Operator interfaces are touch-screen based and user-friendly, often supporting multiple languages and visual alerts, which simplifies training and reduces human error.
Maintenance features include automatic lubrication systems, wear sensors, and remote diagnostics modules that alert technicians of potential issues before they lead to failure. This approach not only reduces unscheduled downtime but also extends the lifespan of critical components like press dies, spinning tools, or polishing motors.
The versatility of metal pot manufacturing machines enables the production of various product types beyond standard cookware, including pressure cooker bodies, industrial food preparation vessels, and decorative or specialty kitchenware. With the growing demand for induction-compatible cookware, machines are also adapted to handle layered metal sheets—such as stainless steel-clad aluminum—to ensure even heat distribution while maintaining structural integrity.
In the broader context of smart manufacturing, these machines are increasingly linked to centralized data systems for real-time monitoring, traceability, and production analytics. Managers can track output rates, defect trends, material usage, and energy consumption remotely, making it easier to optimize processes and comply with quality standards like ISO 9001 or food-grade certifications.
Ultimately, the metal pot manufacturing machine is more than a single unit—it is a comprehensive, interconnected system designed to turn raw metal into functional, durable, and appealing cookware products through a series of automated, precision-driven stages, balancing efficiency, customization, and quality in industrial production.
Pot Trimming Machine

A pot trimming machine is a specialized piece of equipment used in cookware manufacturing to accurately remove excess material from the rim of a formed metal pot. After a pot body is shaped through deep drawing or spinning, its upper edge often has irregularities, uneven height, or excess metal that needs to be removed to ensure a clean, uniform finish. The trimming machine performs this crucial operation, ensuring that every pot meets precise dimensional and quality standards.
The machine typically consists of a rotating chuck or fixture that securely holds the pot body in place while a cutting tool moves along the rim. Depending on the pot’s geometry, the trimming can be done using a lathe-style single-point cutter, a shear blade, or a circular saw blade. The pot rotates at controlled speed, and the cutter follows a programmed path to shave off excess material evenly around the circumference. The trimming can also incorporate contouring, chamfering, or grooving to achieve specific edge profiles.
Most modern pot trimming machines are CNC-controlled, allowing adjustments in trimming height, speed, and tool pressure for different pot sizes and materials. They can handle a wide variety of metals including stainless steel, aluminum, and copper, each of which behaves differently during cutting. The machines are designed to minimize burrs and deformation, producing smooth, straight rims ready for further processing like flanging, curling, or handle attachment.
To boost efficiency, trimming machines are often integrated into automated production lines. Pots are loaded and unloaded by robotic arms or conveyors, synchronized with upstream forming presses and downstream finishing stations. In some setups, the same machine may perform both trimming and beading or flanging operations in a single cycle to save space and reduce handling.
Safety features such as enclosed cutting areas, dust collection systems, and automatic shutdown mechanisms ensure operator protection and maintain a clean work environment. Sensors and quality inspection cameras may be included to monitor cut quality, detect anomalies like incomplete trimming, and reject defective parts automatically.
In summary, the pot trimming machine plays a key role in refining the dimensions and surface quality of cookware products. By delivering accurate, repeatable rim shaping with minimal material waste, it helps ensure that the final pots not only function well but also meet aesthetic and ergonomic standards expected in modern kitchens.
A pot trimming machine is engineered to deliver both precision and efficiency in the post-forming stage of cookware production. Once a pot is drawn or spun into shape, the upper edge often has slight warping, excess metal, or an uneven rim height, which must be corrected before further processing like flanging, curling, or welding handles. The trimming machine addresses this need by mounting the pot onto a rotating chuck or spindle, clamping it firmly in place to ensure concentricity, and then bringing a sharp cutting tool into contact with the rim to remove the excess material in a controlled, even manner.
The machine’s cutting system is typically servo-driven and programmable, allowing the operator to set the exact depth and speed of the cut based on pot diameter, wall thickness, and material type. Stainless steel pots, for example, may require slower cutting speeds and harder tooling, whereas aluminum pots allow faster cycles with lower cutting force. The cutting tool may be a carbide-tipped blade, high-speed steel tool, or even a specialized form tool shaped to simultaneously trim and profile the rim. During trimming, the pot rotates at a consistent speed, and the cutting tool progresses radially inward or outward, guided by a CNC program or mechanical cam system depending on the machine’s design.
Many modern trimming machines are equipped with automated part handling systems that allow pots to be loaded and unloaded without manual intervention. These systems use pneumatic or electric arms that grip the pot and position it precisely, reducing cycle times and operator fatigue. The trimming operation is often combined with in-line inspection, where sensors or vision systems verify the cut quality, rim height, and surface finish. If deviations are detected, the machine can alert operators or automatically divert the part for rework.
The machine’s structure is built for rigidity to prevent vibrations during cutting, which could otherwise cause chatter marks or uneven edges. The chuck mechanism is often adjustable to accommodate a range of pot sizes, and changeover between products is made efficient through quick-clamp tooling and touchscreen interfaces. Some machines even feature dual-station setups, allowing one pot to be trimmed while the next is being loaded or unloaded, effectively doubling output.
Trimming machines are also designed to manage metal chips and dust generated during cutting. Enclosed working areas with chip collection hoods and vacuum extraction systems help maintain cleanliness and prevent debris from contaminating subsequent processes like polishing or coating. Maintenance is straightforward, with easy access to the cutting tools, spindle, and chuck for cleaning or replacement.
Because rim quality directly affects not only the pot’s appearance but also its safety and compatibility with accessories like lids or sealing rings, the precision of trimming is critical. An uneven rim can cause improper lid fit, leakage during cooking, or discomfort during handling. Thus, the pot trimming machine ensures that every product exits the forming stage with a perfectly round, flat, and cleanly finished rim, ready for the next manufacturing steps.
In high-volume cookware production environments, trimming machines are an essential component that bridges the gap between metal forming and final finishing. Their role in ensuring consistency, dimensional accuracy, and aesthetic quality makes them indispensable for both automated and semi-automated pot manufacturing lines.
As cookware design becomes more advanced and consumer expectations for quality increase, pot trimming machines have evolved to meet stricter tolerances and support more complex product geometries. For example, pots with reinforced rims or multi-layered walls require trimming systems that can handle variable hardness across the cross-section without causing delamination or surface tearing. To achieve this, manufacturers integrate adaptive cutting systems with force feedback and real-time monitoring. These systems automatically adjust tool feed rates and angles based on resistance encountered during cutting, which ensures that each trim is smooth and burr-free regardless of material inconsistencies.
Some trimming machines are also equipped with programmable tooling turrets, allowing multiple operations—such as rough trimming, fine finishing, and chamfering—to occur in sequence within a single clamping cycle. This improves precision between cuts and reduces cumulative tolerance errors that could otherwise arise from repositioning the pot. The turret approach also makes it possible to process specialty products, such as pots with decorative flanges, inward-turned rims for pressure cookers, or double-wall insulation lips.
For manufacturers producing a wide variety of pot sizes or designs on the same line, quick-change tooling and automated recipe systems are essential. These features allow an operator to load a new set of parameters through an HMI screen while the machine automatically adjusts chuck diameter, tool position, and cut depth to match the new product. This minimizes downtime and eliminates manual recalibration, making batch changes both fast and accurate.
In facilities with Industry 4.0 integration, pot trimming machines are connected to centralized data networks. They send live performance data—including cycle counts, tool wear trends, error codes, and quality metrics—back to supervisory software. This allows plant managers to monitor line efficiency in real time, plan tool maintenance proactively, and make production adjustments to meet demand without sacrificing consistency. Predictive analytics can also be applied, using historical data from trimming operations to forecast upcoming maintenance needs or detect gradual quality drift before it affects output.
To improve sustainability and reduce operating costs, some trimming machines now incorporate regenerative braking systems and energy-efficient servo motors. These technologies recover energy during deceleration and reduce overall power consumption, particularly important in high-output plants running multiple shifts. Additionally, the machines are often designed with enclosed fluid systems for lubricating the cutting tool and reducing friction heat, helping extend tool life and maintain surface finish without requiring constant coolant replacement.
In cookware plants where cleanliness and hygiene are critical—such as those producing food-safe non-stick or stainless cookware—trimming machines are constructed using corrosion-resistant materials and feature smooth, easy-to-clean enclosures. Chip collection trays, magnetic filters, and oil-mist separators are included to prevent fine metal particles from contaminating downstream processes or compromising worker safety.
Ultimately, the pot trimming machine is not a standalone piece of equipment but a smart, adaptable component within a high-performance manufacturing system. Its ability to deliver precision edge finishing at high speed while supporting flexible production and digital control makes it a key asset in modern cookware production, contributing directly to both the functional integrity and commercial appeal of every finished pot.
Automated Pot Assembly Line
An automated pot assembly line is a fully integrated system designed to streamline and accelerate the process of putting together the various components of a metal cooking pot, transforming formed and finished parts into a complete, ready-for-market product. This assembly line typically follows the forming, trimming, and finishing stages and includes automated operations such as handle attachment, lid fitting, quality inspection, packaging, and labeling.
The core of the automated pot assembly line is a series of interconnected workstations equipped with robotic arms, conveyors, and specialized tooling. Raw components—such as pot bodies, lids, handles, knobs, and accessories—are fed into the system either from upstream production processes or inventory buffers. Advanced feeders and conveyors ensure smooth, continuous flow, minimizing manual handling and the risk of damage or misalignment.
Robotic arms equipped with grippers, welding torches, riveting tools, or adhesive applicators perform precise assembly tasks. For example, handles are positioned and fastened onto the pot body using methods tailored to the product design—mechanical riveting for metal handles, ultrasonic welding for plastic parts, or automated screwing for detachable components. The line can accommodate different handle types and configurations by adjusting robot programming and end-effectors, supporting product variation without significant downtime.
Lid assembly stations automatically fit lids to pots, verifying proper fit and seal quality. Sensors detect misaligned or defective lids and divert those units for rework or rejection. In pressure cooker assembly lines, specialized sealing and locking mechanisms are integrated, with robotic systems ensuring safety-critical components meet strict assembly tolerances.
Inline quality control is a fundamental aspect of the assembly line. Vision systems and laser scanners check for correct handle placement, dimensional accuracy, surface defects, and proper mechanical fastening. Some lines employ force sensors to verify torque on screws or the strength of welded joints. Data from inspections is logged and analyzed to detect trends or recurrent defects, enabling continuous process improvement.
After assembly and quality checks, the pots move to cleaning stations where they may be wiped, air-blown, or washed to remove dust, oils, or residues from manufacturing. Automated packaging systems then take over, arranging pots into cartons, adding protective padding, and sealing boxes with labels and barcodes. Packaging machines can be programmed to handle different product sizes and packing configurations, ensuring safe transport and efficient storage.
The entire automated pot assembly line is governed by a centralized control system, often a programmable logic controller (PLC) network, which coordinates all equipment and synchronizes timing across stations. Operators monitor line status via human-machine interfaces (HMIs) displaying real-time data such as production rates, fault diagnostics, and maintenance alerts. Integration with enterprise resource planning (ERP) software allows for just-in-time inventory management and seamless order fulfillment.
Automation in pot assembly lines offers significant benefits, including reduced labor costs, consistent product quality, minimized human error, and increased throughput. Flexibility built into the system enables rapid changeovers to different pot models or accessory sets, which is crucial for manufacturers serving diverse markets with varying design preferences.
Safety considerations are integral to the assembly line design, with guarded robot cells, emergency stops, light curtains, and interlocks ensuring operators are protected during machine operation. Maintenance access points and modular equipment design facilitate quick servicing and minimize production interruptions.
In summary, an automated pot assembly line combines robotics, precision tooling, quality control, and material handling to transform individual pot components into finished cookware products efficiently and reliably. This approach supports large-scale production while maintaining the high standards expected by consumers and industry regulators.
Automated pot assembly lines are designed to optimize every stage of the assembly process through integration of advanced robotics, intelligent material handling, and real-time quality monitoring. The line begins with loading stations where pot bodies, lids, handles, knobs, and other accessories are automatically sorted and positioned for assembly. These components may come directly from upstream manufacturing or be supplied from storage systems that use automated guided vehicles (AGVs) or conveyor buffers to maintain a steady flow and prevent bottlenecks.
Robotic arms equipped with multi-functional end-effectors perform a variety of joining methods, including mechanical riveting, spot welding, adhesive bonding, and ultrasonic welding, depending on the materials and product specifications. For example, metal handles may be fastened by precision riveting guns that apply consistent force and ensure secure attachment without deforming the pot body. Plastic knobs or silicone seals are often attached using ultrasonic welders that create strong bonds without the need for additional hardware.
The assembly sequence is highly customizable and controlled through programmable logic controllers (PLCs) and industrial PCs, allowing quick adaptation to different pot models or accessory combinations. This flexibility is essential for manufacturers who produce multiple product lines or offer customized options. Tool changers, quick-change fixtures, and adaptive grippers enable the line to handle various shapes and sizes seamlessly.
Throughout the assembly process, inline vision inspection systems continuously scan parts to verify proper positioning, detect surface defects, and ensure fastener integrity. High-resolution cameras combined with AI-powered image recognition can identify scratches, dents, or misaligned components with greater accuracy than manual inspection. Laser measurement systems check dimensional tolerances to ensure that handles are mounted at the correct angles and heights, preventing ergonomic issues or functional defects.
When assembling pressure cookers or pots with complex locking mechanisms, force and torque sensors validate that latches engage properly and seals meet safety standards. Any units failing these criteria are automatically removed from the line for rework or rejection, improving overall product reliability and customer satisfaction.
After assembly, automated cleaning stations remove fingerprints, oils, or debris using ultrasonic baths, high-pressure air jets, or robotic wiping systems. This step is especially critical for pots that will receive coatings, non-stick layers, or surface treatments, as contaminants can negatively impact adhesion and finish quality.
The packaging section of the line is designed for speed and protection. Robotic palletizers and case packers organize products into shipping cartons with foam inserts or protective wraps to prevent damage during transit. Automated labeling machines print and apply product identification codes, QR tags, or compliance markings, which are tracked via barcode scanners to ensure traceability throughout the supply chain.
Data collected from sensors and inspection points feed into a manufacturing execution system (MES), which provides comprehensive analytics on line efficiency, quality rates, and maintenance needs. Predictive maintenance algorithms analyze equipment vibration, temperature, and performance trends to schedule service proactively, reducing downtime and extending machinery life.
Safety is paramount, with robotic work cells enclosed behind safety barriers, light curtains, and emergency stop systems that instantly halt operation if a hazard is detected. Ergonomic design of human-machine interfaces (HMIs) and clear visual indicators reduce operator error and streamline troubleshooting.
The overall result is a highly efficient, flexible, and quality-focused production environment that meets the demands of modern cookware manufacturers. Automated pot assembly lines enable high-volume output while maintaining consistent quality and offering the adaptability needed for evolving market trends and product innovations. This combination of automation, control, and data integration is a cornerstone of Industry 4.0 in cookware manufacturing.
In addition to the core functions, modern automated pot assembly lines often incorporate collaborative robots (cobots) that work safely alongside human operators for tasks requiring dexterity or quality judgment. Cobots can assist with component feeding, quality checks, or manual packaging, blending human flexibility with robotic precision. Their integration enhances overall line efficiency without the need for extensive safety barriers, allowing more compact production layouts.
Advanced assembly lines also leverage machine learning algorithms to optimize processes over time. By analyzing historical production data, these systems can adjust robot paths, tool speeds, and feeding sequences to reduce cycle times and minimize wear on tools. This continuous improvement helps manufacturers achieve higher throughput and lower operating costs.
Traceability and compliance are critical, especially for cookware intended for international markets. Assembly lines integrate serialization and RFID tagging to uniquely identify each pot, linking it to production parameters, inspection results, and batch information. This digital record enables rapid response to quality issues and supports warranty claims or recalls with precise tracking.
Energy efficiency is another growing focus. Automated lines employ variable frequency drives on motors, energy recovery systems, and smart lighting to reduce power consumption. Equipment is designed to enter low-power standby modes during idle periods, contributing to sustainable manufacturing practices.
Integration with upstream and downstream processes enhances supply chain coordination. Real-time communication between forming, trimming, assembly, and packaging stations ensures smooth material flow and enables just-in-time production. This reduces inventory costs and shortens lead times, giving manufacturers a competitive advantage.
Finally, user-friendly interfaces and remote monitoring capabilities allow plant managers and technicians to oversee multiple lines or facilities from centralized control rooms or mobile devices. Alerts for maintenance needs, quality deviations, or equipment faults can be received instantly, enabling rapid interventions that prevent costly downtime.
In sum, automated pot assembly lines represent the convergence of robotics, digital control, and data intelligence tailored specifically for cookware manufacturing. Their ability to deliver consistent quality, flexible production, and operational efficiency makes them indispensable for meeting modern market demands while supporting sustainable and scalable factory operations.
CNC Pot Manufacturing Machine
A CNC pot manufacturing machine is a computer-controlled system designed to automate the precise shaping, forming, and finishing of metal pots through numerical control programming. Unlike traditional manual or semi-automatic forming machines, CNC (Computer Numerical Control) machines utilize advanced software to control motion axes, tool paths, and process parameters with high accuracy and repeatability, enabling complex geometries and tight tolerances in pot manufacturing.
At its core, a CNC pot manufacturing machine combines a rigid machine frame with multiple axes of motion—typically including rotary, linear, and sometimes tilting movements—to manipulate a metal blank or preformed workpiece. The workpiece is mounted on a chuck, rotary table, or fixture, while cutting, spinning, or forming tools are precisely guided along programmed trajectories. This multi-axis control allows for sophisticated shaping operations such as contour spinning, flanging, trimming, and profiling in a single integrated setup.
Programming the CNC machine involves creating detailed toolpaths using CAD/CAM (Computer-Aided Design and Manufacturing) software, where the pot’s 3D model is translated into step-by-step instructions for tool movements, feed rates, spindle speeds, and coolant application. Operators can modify or optimize these programs to accommodate different pot sizes, materials, and design features, making CNC machines highly versatile for batch or custom production runs.
One common application of CNC in pot manufacturing is metal spinning, where a metal disk or tube is rotated at high speed and pressed against a shaped mandrel by CNC-controlled rollers or tools. The CNC system ensures consistent pressure, feed, and tool positioning, producing uniform pot walls and contours with minimal human intervention. This precision reduces material waste and improves surface finish compared to manual spinning.
CNC machines also excel in trimming and profiling operations, where automated tool changes allow for rough and finish cuts to be performed sequentially without repositioning the workpiece. This capability is critical for maintaining concentricity and dimensional accuracy of the pot rim, base, and other features, ensuring proper fit with lids, handles, and accessories.
Advanced CNC pot manufacturing machines integrate real-time monitoring and adaptive control systems that adjust parameters on-the-fly based on sensor feedback such as cutting forces, vibrations, or temperature. This dynamic adjustment enhances tool life, prevents defects, and maintains consistent quality throughout long production runs.
In terms of automation, CNC pot machines are often equipped with robotic loading/unloading systems, pallet changers, and tool magazines, enabling continuous operation with minimal downtime. Integration with plant-wide manufacturing execution systems (MES) allows for centralized job scheduling, quality tracking, and maintenance management.
Safety features include enclosed machining areas with interlocks, emergency stops, and advanced collision detection to protect operators and equipment. User interfaces feature graphical displays, touchscreen controls, and simulation modes that allow operators to verify programs before execution, reducing setup errors.
Overall, CNC pot manufacturing machines provide manufacturers with the capability to produce complex, high-quality metal pots with greater efficiency, flexibility, and precision than traditional methods. Their adaptability to various materials—such as stainless steel, aluminum, and copper—and complex designs makes them essential for modern cookware production facilities aiming for scalability and competitive quality standards.
CNC pot manufacturing machines continue to evolve with improvements in hardware, software, and integration capabilities that enhance productivity and product quality. Modern machines incorporate multi-axis configurations—such as 5-axis or even 6-axis setups—that allow complex three-dimensional shaping without the need for multiple repositioning steps. This reduces cycle times and minimizes errors caused by manual handling.
The precision of CNC control enables the production of pots with intricate features such as embossed patterns, ergonomic handles’ attachment points, and custom flanges for lids or sealing mechanisms. Toolpath optimization software further improves efficiency by calculating the most effective cutting or spinning strategies to reduce tool wear and machining time.
Material handling automation plays a key role in maximizing machine uptime. Automated loading systems use robotic arms or conveyor interfaces to supply raw blanks and remove finished pots seamlessly. This reduces operator fatigue and risk of injury while maintaining consistent feeding rates to match production targets.
Real-time data analytics integrated into CNC machines provide actionable insights to operators and managers. Parameters such as spindle load, vibration levels, and cutting forces are continuously monitored and logged, allowing early detection of tool wear or process deviations. Predictive maintenance algorithms use this data to schedule tool changes or machine servicing before failures occur, thus avoiding costly downtime.
CNC machines also support quick changeover capabilities that are vital for manufacturers producing multiple pot models. Tool libraries and modular fixtures enable rapid reconfiguration for different sizes, shapes, or materials, facilitating flexible batch production without compromising precision.
Integration with other manufacturing systems is a hallmark of CNC pot production lines. Data exchange with upstream processes like blank preparation and downstream finishing or assembly lines ensures synchronization across the entire manufacturing workflow. This holistic approach reduces lead times, inventory costs, and quality issues stemming from misaligned processes.
User experience improvements, such as intuitive graphical user interfaces and simulation environments, empower operators to program and troubleshoot machines with less specialized training. Virtual machining simulations allow validation of toolpaths and collision checks before physical runs, preventing material waste and equipment damage.
Sustainability considerations have driven developments in CNC pot manufacturing as well. Energy-efficient servo motors, regenerative braking systems, and coolant recycling reduce the environmental footprint and operational costs. Some machines incorporate dry machining techniques or minimal lubrication processes to decrease fluid consumption and waste.
In summary, CNC pot manufacturing machines are sophisticated, adaptable platforms that deliver unparalleled precision, efficiency, and flexibility in cookware production. Their advanced control systems, integration capabilities, and data-driven operation support manufacturers in meeting evolving market demands while optimizing costs and maintaining stringent quality standards.
Further advancements in CNC pot manufacturing machines include the incorporation of artificial intelligence (AI) and machine learning (ML) algorithms to enhance process optimization and predictive capabilities. These intelligent systems analyze vast amounts of operational data to automatically adjust machining parameters, such as feed rate, spindle speed, and toolpath trajectories, to maintain optimal cutting conditions and extend tool life without human intervention.
AI-driven quality control systems can detect subtle anomalies in surface finish or dimensional accuracy by processing sensor inputs and high-resolution imagery in real time. When deviations are identified, the CNC machine can pause the operation or trigger corrective measures, such as recalibrating tool alignment or initiating automatic tool changes, ensuring that defective parts are minimized.
The integration of Internet of Things (IoT) technologies enables CNC pot machines to communicate seamlessly with other manufacturing equipment and enterprise systems. This connectivity facilitates real-time monitoring, remote diagnostics, and cloud-based data storage, empowering plant managers to oversee multiple machines or production lines from centralized locations or mobile devices. Such remote capabilities are especially valuable for multi-site operations or during maintenance emergencies.
Additive manufacturing techniques are beginning to complement traditional subtractive CNC processes in pot manufacturing. Hybrid CNC machines equipped with additive heads can build complex features or repair worn tooling directly on the pot surface before final finishing, reducing material waste and expanding design possibilities.
Enhanced automation in CNC pot manufacturing also focuses on environmental and workplace safety improvements. Enclosed machining cells with integrated dust and fume extraction systems improve air quality, while noise reduction technologies create more operator-friendly environments. Furthermore, automated waste handling and recycling systems collect metal scraps and chips for efficient reuse, supporting circular manufacturing practices.
Training and skill development for CNC operators are facilitated by augmented reality (AR) and virtual reality (VR) platforms that simulate machine operation, programming, and troubleshooting. These immersive tools accelerate learning curves and reduce the risk of errors during actual production.
In the future, the convergence of CNC technology with advanced robotics, AI, and smart factory concepts will lead to even more autonomous, self-optimizing pot manufacturing systems. These next-generation machines will adapt dynamically to material variations, design changes, and production schedules with minimal human oversight, driving higher efficiency, lower costs, and superior product quality in cookware manufacturing.
Pot Embossing Machinery
Pot embossing machinery is specialized equipment used to create raised patterns, logos, textures, or decorative designs on the surface of metal pots, enhancing their aesthetic appeal and brand identity. This machinery operates by applying controlled pressure, heat, or mechanical force to imprint detailed designs onto the pot body or lid, often during or after the forming process.
The embossing process typically involves a pair of matched dies—an embossing die with the desired pattern and a corresponding counter-die—that press the pot surface between them. Depending on the material and design complexity, embossing can be performed using mechanical presses, hydraulic presses, or pneumatic systems. High-precision embossing machinery ensures uniform depth and crispness of the design while preserving the structural integrity of the pot.
Modern pot embossing machines often feature CNC controls for precise alignment and pressure adjustment, enabling consistent replication of intricate designs across large production volumes. The dies themselves are manufactured using advanced techniques such as CNC milling, electrical discharge machining (EDM), or laser engraving to achieve fine detail and durability.
Some embossing machines integrate heating elements to soften the metal surface slightly before imprinting, reducing the force required and minimizing the risk of cracking or deformation, especially with harder alloys. Temperature-controlled embossing also improves the sharpness of the embossed patterns and enhances surface finish quality.
Automation plays a key role in modern pot embossing lines. Robotic loading systems position pots accurately into the embossing station, while sensors and vision systems verify correct alignment before pressing. After embossing, automated conveyors transfer pots to subsequent finishing or inspection stations, maintaining smooth workflow and high throughput.
In addition to decorative purposes, embossing can serve functional roles, such as adding textured grips, reinforcing structural stiffness, or marking safety instructions and certification logos. This multifunctionality makes embossing machinery an essential part of comprehensive cookware manufacturing lines.
Some advanced embossing systems support variable designs via quick-change die setups or even use flexible embossing rollers with interchangeable patterns, allowing manufacturers to switch between product lines or customize designs with minimal downtime.
Maintenance of embossing machinery focuses on die care and press calibration. Regular inspection and polishing of dies prevent pattern degradation, while precise control of pressing forces ensures consistent quality and prolongs machine life.
Overall, pot embossing machinery combines mechanical precision, advanced control, and automation to deliver high-quality decorative and functional surface enhancements, enabling cookware manufacturers to differentiate their products in competitive markets through unique and appealing designs.
Pot embossing machinery continues to advance with the integration of digital technologies and enhanced automation to meet growing demands for customization, speed, and precision. One notable development is the use of servo-driven presses that replace traditional hydraulic or mechanical systems, offering greater control over force application, stroke speed, and positioning accuracy. This allows for delicate embossing on thin metal sheets without distortion, as well as the ability to program complex embossing sequences for multi-pattern designs in a single cycle.
The adoption of CNC-controlled embossing machines enables rapid switching between different embossing patterns through automated die changing systems or programmable embossing rollers. This flexibility supports shorter production runs and personalized designs, responding to market trends favoring bespoke cookware and limited editions. Additionally, some systems utilize laser-guided positioning to ensure exact alignment between the pot surface and embossing dies, further enhancing consistency and reducing scrap rates.
Embossing machinery is often integrated into continuous production lines where pots move through forming, embossing, polishing, and inspection stations with minimal human intervention. Advanced sensors monitor parameters such as embossing force, die temperature, and surface deformation in real time, allowing immediate adjustments to maintain quality standards. These feedback loops contribute to reducing defects like incomplete embossing, wrinkles, or cracking.
For materials with special coatings or finishes, embossing machines may incorporate controlled environments, such as inert gas chambers or temperature regulation, to prevent damage during the embossing process. This is critical for pots with non-stick coatings or decorative surfaces that require preservation of functional layers.
Maintenance and tooling innovations also play a significant role in the performance of embossing machinery. The use of wear-resistant coatings on embossing dies, such as titanium nitride (TiN) or diamond-like carbon (DLC), extends tool life and maintains pattern sharpness. Automated lubrication and cooling systems reduce downtime and ensure consistent operation under high production volumes.
Emerging technologies explore the combination of embossing with other surface treatments, such as laser engraving or chemical etching, within the same machinery setup. This multi-process capability enables manufacturers to create complex decorative effects or functional markings without multiple handling steps.
Environmental and ergonomic considerations influence machine design as well. Noise reduction features, vibration dampening, and enclosed safety guards protect operators, while energy-efficient servo motors and intelligent power management reduce operational costs and environmental impact.
In summary, pot embossing machinery represents a sophisticated blend of mechanical engineering, digital control, and materials science that empowers cookware manufacturers to produce visually distinctive and functionally enhanced products efficiently. Its evolving capabilities support the demands of modern production, from mass manufacturing to personalized, high-value cookware lines.
Advancements in pot embossing machinery also include the integration of smart manufacturing technologies that enable predictive maintenance and real-time process optimization. Sensors embedded within the press and dies continuously monitor critical parameters such as pressure consistency, die wear, and temperature fluctuations. This data is analyzed using machine learning algorithms to predict when components need servicing or replacement before failures occur, reducing unplanned downtime and maintaining high production quality.
The connectivity of embossing machines to factory-wide Industrial Internet of Things (IIoT) networks allows for centralized monitoring and control. Operators and managers can track machine performance, production rates, and quality metrics remotely via dashboards and mobile devices. Alerts and diagnostics enable rapid response to issues, improving overall equipment effectiveness (OEE) and minimizing waste.
Customization capabilities have expanded with the adoption of flexible tooling technologies. For example, modular embossing dies with interchangeable inserts can be quickly swapped out to change patterns without requiring a full die replacement. This reduces tooling costs and accelerates changeovers for short production runs or promotional products.
In some cutting-edge systems, digital embossing using laser or electron beam technologies is combined with traditional mechanical embossing. Digital embossing allows for rapid prototyping and the creation of complex, high-resolution textures without physical dies. These hybrid systems can seamlessly switch between digital and mechanical embossing depending on production requirements.
Automation extends beyond the embossing press itself to material handling and post-embossing processes. Robotic arms or conveyor systems ensure precise loading and unloading of pots, maintaining exact positioning needed for accurate embossing. Inline vision inspection systems verify embossing quality immediately after the process, rejecting defective parts and feeding data back to the control system for continuous improvement.
Environmental sustainability is increasingly a priority in embossing machinery design. Efficient energy usage is achieved through the use of servo-electric drives that consume less power compared to traditional hydraulic systems. Additionally, the use of eco-friendly lubricants and cooling fluids minimizes environmental impact and enhances workplace safety.
Training and operator support are enhanced through augmented reality (AR) tools that overlay instructions, troubleshooting guides, and safety information onto the machine interface or through wearable devices. This reduces errors, improves operator confidence, and accelerates onboarding for new personnel.
As consumer preferences continue to evolve, pot embossing machinery will play a pivotal role in delivering differentiated cookware products with unique textures, branding, and ergonomic enhancements. Its continuous technological evolution ensures manufacturers can meet the dual challenges of high-volume production efficiency and flexible customization, positioning them competitively in a dynamic global market.
Pot surface finishing equipment encompasses a range of machines and technologies designed to improve the appearance, texture, durability, and functionality of metal pots by treating their external and internal surfaces. This finishing process is crucial for cookware quality, affecting factors such as corrosion resistance, heat distribution, ease of cleaning, and aesthetic appeal.
The primary types of surface finishing equipment used in pot manufacturing include polishing machines, buffing machines, grinding machines, and surface treatment systems like electro-polishing or chemical etching units. These machines remove surface imperfections, scratches, and oxidation from pots, producing smooth, shiny, or textured finishes as required by the product specifications.
Polishing machines often use abrasive belts, wheels, or pads combined with polishing compounds to achieve the desired surface quality. They can be manual, semi-automatic, or fully automated and vary in size and capacity depending on production volumes. For metal pots, rotary polishing machines are common, where the pot is held securely while a rotating abrasive wheel or brush smooths its surface.
Buffing machines provide a finer finish by using softer wheels and polishing compounds to bring out a high-gloss shine. These machines often follow initial grinding or polishing steps to refine the pot’s appearance and enhance reflectivity.
Grinding machines are used when heavier surface material removal is necessary, such as eliminating weld seams, rough edges, or significant surface defects. They use abrasive discs or belts with higher grit to level and smoothen the pot surface before polishing.
Advanced surface finishing equipment includes electro-polishing systems that use electrochemical processes to dissolve microscopic surface layers, resulting in a highly smooth and corrosion-resistant finish. This method is particularly beneficial for stainless steel cookware, improving both hygiene and appearance without mechanical abrasion.
Chemical etching or passivation units treat the pot surface with acid or other chemicals to remove contaminants and enhance corrosion resistance. These processes can also create matte or textured finishes preferred in certain cookware designs.
Automation plays an important role in surface finishing lines. Robotic polishing and buffing arms can operate with consistent pressure and speed, reducing human fatigue and variability. Conveyor systems move pots through sequential finishing stations, integrating grinding, polishing, and inspection steps to ensure uniform quality.
Surface finishing equipment may also include cleaning and drying stations that prepare pots for coating or packaging by removing polishing residues, oils, or dust. Ultrasonic cleaning machines are sometimes used to ensure thorough contaminant removal.
In addition to improving appearance, surface finishing enhances the pot’s functional performance by smoothing microscopic surface irregularities that could trap food or promote corrosion. Proper finishing also aids in the adhesion of coatings such as non-stick layers or enamel, contributing to product longevity.
Overall, pot surface finishing equipment is essential in transforming raw or formed metal pots into finished cookware that meets aesthetic standards, durability requirements, and consumer expectations. The choice of finishing technologies and equipment depends on the pot material, desired surface characteristics, production volume, and cost considerations.
Continuing with pot surface finishing, modern equipment often integrates real-time monitoring systems that track parameters like abrasive wear, polishing pressure, and surface roughness. These feedback mechanisms help maintain consistent quality across large production runs, minimizing defects and rework. Adaptive control systems can adjust polishing speed and force dynamically to accommodate variations in pot thickness or material hardness, ensuring uniform results without damaging the product.
Robotic automation has become increasingly prevalent in polishing lines. Robots equipped with force sensors can apply precise, repeatable pressure while polishing complex pot shapes, including handles and rims, which are difficult to finish manually. This not only improves quality but also reduces labor costs and ergonomic risks associated with repetitive polishing tasks.
For high-volume manufacturing, multi-station polishing machines allow simultaneous finishing of multiple pots, significantly boosting throughput. These systems may feature rotating fixtures that index pots through sequential grinding, polishing, and buffing stages with minimal operator intervention. Integration with conveyors and automated loading/unloading systems further streamlines the workflow, reducing cycle times and improving overall equipment effectiveness.
Surface finishing processes also address environmental and safety concerns. Dust extraction and filtration units capture metal particulates generated during grinding and polishing, protecting worker health and complying with environmental regulations. Water-based polishing compounds and biodegradable lubricants replace traditional solvents to minimize chemical hazards and waste disposal issues.
Finishing equipment sometimes includes specialty attachments for texturing or patterning pot surfaces, such as brushing tools that create satin finishes or tumbling barrels that impart uniform surface textures. These aesthetic variations cater to consumer preferences and help differentiate product lines in competitive markets.
Advances in material science have led to the development of polishing abrasives and compounds tailored for specific metals, from stainless steel to aluminum and copper alloys. These specialized materials optimize cutting action and surface quality while extending the life of polishing tools.
Digital twin technology is emerging in pot finishing equipment, enabling virtual simulations of polishing processes before physical runs. This helps optimize parameters, predict wear patterns, and prevent costly trial-and-error, especially when launching new product designs or materials.
Overall, the synergy of automation, real-time control, and specialized tooling in pot surface finishing equipment empowers manufacturers to achieve superior surface quality, enhance product appeal, and maintain efficient, safe, and environmentally responsible production operations.
Further innovations in pot surface finishing focus on combining finishing techniques to achieve multifunctional surfaces. For example, hybrid finishing lines may integrate mechanical polishing with laser texturing or micro-engraving, adding both aesthetic patterns and functional features like improved grip or enhanced heat distribution. These combined processes allow manufacturers to create signature designs that stand out in the market while also improving cookware performance.
Another emerging trend is the use of dry polishing technologies that minimize or eliminate the need for liquids and compounds. Dry polishing reduces water consumption, simplifies waste management, and lowers operational costs. These methods often rely on advanced abrasives and high-speed brushes designed to achieve smooth finishes without causing excessive heat or surface damage.
Adaptive finishing machines increasingly use machine vision systems to inspect pot surfaces at multiple stages. High-resolution cameras detect imperfections such as scratches, dents, or uneven finishes, enabling automatic rejection or rework before the product proceeds further down the line. Integrating artificial intelligence algorithms helps these systems learn from defects over time, improving detection accuracy and reducing false positives.
In terms of energy efficiency, servo-driven motors and regenerative braking systems in polishing equipment help reduce electricity consumption, aligning with green manufacturing initiatives. Smart scheduling software optimizes machine usage by balancing workloads and minimizing idle times, further conserving energy.
Maintenance and tooling improvements also contribute to finishing efficiency. Quick-change abrasive modules and self-cleaning polishing pads reduce downtime and keep surface quality consistent. Predictive maintenance tools alert operators to impending wear or mechanical issues, ensuring timely intervention before defects occur.
Worker safety enhancements include improved ergonomic designs for manual finishing stations, noise reduction features in polishing machinery, and better dust extraction systems that comply with the latest occupational health standards.
Finally, sustainability efforts are reflected in the growing use of recycled abrasives, environmentally friendly polishing agents, and closed-loop water recycling systems within finishing lines. These measures reduce environmental footprints while maintaining high-quality output.
Together, these advancements in pot surface finishing technology enable cookware manufacturers to deliver products with superior appearance, functionality, and durability, all while improving operational efficiency and sustainability in their production processes.
Metal Polishing Machine For Pots

A metal polishing machine for pots is specialized equipment designed to smooth, brighten, and finish the surfaces of metal cookware such as pots, pans, and lids. These machines are essential in the manufacturing process to remove imperfections like scratches, burrs, or oxidation marks from formed metal pieces, resulting in a clean, shiny, and aesthetically pleasing surface that meets quality standards.
Metal polishing machines for pots come in various configurations depending on production scale, pot size, and desired finish. Common types include rotary polishing machines, belt polishing machines, buffing machines, and automated robotic polishing systems.
Rotary polishing machines typically use rotating abrasive wheels or brushes to polish the pot surfaces. The pot is either held stationary while the wheel moves or rotated against the wheel for uniform surface treatment. These machines can achieve different finishes ranging from matte to mirror-like shine by changing abrasive types and polishing compounds.
Belt polishing machines employ abrasive belts moving at high speed. Pots are brought into contact with the belt to remove surface defects efficiently. Belt polishing is suitable for flattening and leveling larger surface areas or removing weld seams and excess material from pot rims.
Buffing machines use softer wheels and finer compounds to produce a high-gloss finish after initial polishing. They are often the final step in the polishing process to enhance the pot’s visual appeal and surface smoothness.
Automated robotic polishing machines are increasingly popular in modern pot manufacturing. Equipped with force sensors and CNC control, these robots can polish complex pot shapes consistently and with minimal human intervention. Robotic arms can adapt pressure and speed in real time, ensuring delicate areas like handles, rims, and spouts receive proper finishing without damage.
Many polishing machines include integrated dust extraction and filtration systems to capture metal particles and maintain a clean working environment, improving operator safety and complying with regulations.
Some advanced machines also feature adjustable fixtures or chucks to securely hold pots of varying sizes and shapes during polishing, enabling quick changeovers and flexible production.
Metal polishing machines for pots are designed for durability and high throughput, often incorporating heavy-duty motors, precision bearings, and vibration-dampening features to maintain stable operation and consistent polishing quality over extended production runs.
In addition to standard polishing, some machines support multi-stage finishing processes, combining grinding, polishing, and buffing within a single integrated line to optimize production efficiency and surface quality.
Overall, metal polishing machines for pots are critical to producing cookware that is both visually attractive and functionally superior, contributing to enhanced corrosion resistance, better heat conduction, and improved consumer satisfaction.
Metal polishing machines for pots often incorporate programmable logic controllers (PLCs) or CNC systems to automate polishing cycles, adjust parameters such as speed, pressure, and polishing time, and enable repeatable high-quality finishes. This automation reduces operator fatigue and errors while increasing throughput and consistency. The machines can be integrated into larger production lines with conveyors, robotic loading/unloading systems, and quality inspection stations to create seamless workflows.
The choice of abrasive materials and polishing compounds is crucial in these machines to match the pot’s metal type—whether stainless steel, aluminum, copper, or alloys—and the desired surface finish. Machines may allow quick swapping of polishing pads, wheels, or belts made from materials like felt, cotton, sisal, or synthetic fibers, paired with different polishing pastes and liquids to optimize results for specific metals or finishes.
Dust and debris generated during polishing are typically managed by built-in extraction systems featuring vacuum hoods, filters, and sometimes water sprays or misting to suppress airborne particles. These systems protect worker health, maintain machine cleanliness, and help comply with environmental and workplace safety regulations.
Some polishing machines offer variable speed drives that enable operators to fine-tune the rotational speed of polishing wheels or belts for delicate finishing or aggressive material removal. Soft start and stop functions prevent sudden jolts that could damage pots or tooling.
Maintenance-friendly designs include easy access to wear parts, modular components for quick replacement, and self-lubricating bearings. Remote monitoring and diagnostics are becoming more common, allowing predictive maintenance that minimizes downtime.
For smaller production runs or artisan manufacturing, compact bench-top polishing machines with versatile fixtures accommodate different pot sizes and shapes. In contrast, large-scale industrial polishing machines prioritize continuous operation, multi-station arrangements, and integration with robotic arms for fully automated handling.
Ergonomic features in manual polishing setups—such as adjustable work tables, vibration dampening, and noise reduction—help reduce operator strain and improve productivity.
Overall, metal polishing machines for pots blend mechanical robustness, process flexibility, automation, and environmental controls to meet diverse manufacturing needs, delivering cookware with durable, attractive, and consistent surface finishes.
Further innovations in metal polishing machines for pots focus on enhancing precision and sustainability. Adaptive polishing technology uses sensors to monitor surface roughness in real time, allowing machines to adjust pressure, speed, or polishing duration automatically to achieve optimal finishes without over-processing. This not only improves quality but also extends tooling life and reduces material waste.
Integration with Industry 4.0 platforms enables data collection and analysis across polishing equipment fleets. Manufacturers gain insights into machine utilization, abrasive wear, and process trends, facilitating continuous improvement and predictive maintenance. This connectivity supports remote troubleshooting and software updates, reducing downtime and operational costs.
Energy-efficient components such as servo motors, regenerative braking systems, and optimized drive trains lower power consumption, aligning with environmental and cost-saving goals. Additionally, many machines now employ water-based or biodegradable polishing compounds instead of traditional solvents, minimizing hazardous waste and improving workplace safety.
Multi-functional polishing lines combine mechanical polishing with complementary surface treatments such as electro-polishing, chemical passivation, or laser texturing to provide enhanced corrosion resistance, improved hygiene, or unique surface aesthetics in one integrated workflow.
Ergonomic designs and user-friendly interfaces reduce operator fatigue and training requirements. Touchscreen controls with guided workflows, customizable programs, and safety interlocks make machines accessible to a broad range of skill levels.
Robotic polishing arms equipped with AI-powered vision systems can handle complex pot geometries, including curved surfaces, handles, and rims, ensuring uniform polishing quality that would be difficult to achieve manually. These robots can work continuously, supporting high-volume production with consistent results.
As consumer demand grows for customized cookware finishes, modular polishing machines with quick-change tooling and programmable patterns enable flexible production runs without extensive downtime or retooling costs.
Together, these advancements empower pot manufacturers to deliver superior products with appealing, durable finishes while optimizing production efficiency, reducing environmental impact, and maintaining competitive advantage in a dynamic market.
Pot Lid Manufacturing Machine
A pot lid manufacturing machine is specialized equipment designed to automate and streamline the production of metal lids used for cookware such as pots, pans, and pressure cookers. These machines perform a series of precise forming, shaping, trimming, and finishing operations to produce lids that fit securely, perform well under heat and pressure, and meet aesthetic quality standards.
The manufacturing process for pot lids typically starts with flat metal sheets or coils, usually stainless steel, aluminum, or other suitable alloys, which are fed into the machine. The machine then uses stamping and pressing techniques to form the basic dome or flat shape of the lid, often incorporating features like rims, handles, vent holes, or steam vents as required by the design.
Pot lid manufacturing machines generally include hydraulic or mechanical presses equipped with custom-designed dies and molds. These dies shape the lid profile in one or multiple stages, including deep drawing for domed lids or progressive stamping for flat lids with integrated features.
Trimming stations remove excess metal and refine the lid’s edge to ensure smoothness and uniformity, critical for a proper seal when fitted onto pots. Some machines include flanging or curling units that bend and finish the lid’s rim to enhance strength and compatibility with pot rims.
Additional stations may perform punching operations to create holes for handles, steam vents, or locking mechanisms. Automated insertion or welding equipment may attach handle components or knobs directly on the line, reducing manual labor and improving assembly speed.
To ensure high precision, these machines often incorporate sensors and quality control systems that monitor dimensional accuracy, detect defects such as cracks or warping, and reject substandard lids automatically.
Advanced pot lid manufacturing lines can be fully automated with robotic arms for material handling, reducing operator involvement and increasing production throughput. Integration with conveyor systems and buffer stations ensures smooth workflow and continuous operation.
Finishing processes such as polishing, brushing, or coating can be integrated inline or performed as separate post-processing steps to improve lid appearance, corrosion resistance, and usability.
Modern pot lid manufacturing machines are designed for flexibility, allowing quick die changes and adjustments to accommodate different lid sizes, shapes, and designs with minimal downtime.
Overall, pot lid manufacturing machines combine high-precision forming, trimming, and assembly capabilities with automation and quality control to produce durable, functional, and attractive cookware lids at scale.
Pot lid manufacturing machines often incorporate programmable logic controllers (PLCs) and CNC technology to enable precise control over each stage of the forming and trimming process. This allows manufacturers to quickly adjust parameters such as press force, stroke length, and timing to accommodate different lid designs and materials without extensive manual recalibration. Automated control systems improve consistency and reduce waste by minimizing off-spec production.
These machines frequently include multiple forming stations arranged in sequence to perform deep drawing, ironing, flanging, and trimming operations in a progressive or transfer press setup. Progressive presses enable continuous production where the metal sheet moves through a series of dies that incrementally shape the lid, improving speed and efficiency for high-volume manufacturing. Transfer presses use robotic or mechanical means to move partially formed lids between stations, allowing more complex forming steps and greater flexibility.
To ensure edge quality, pot lid machines use specialized trimming and flanging dies that produce smooth, uniform rims essential for airtight sealing and safe cooking performance. Some machines offer adjustable curling tools that shape the lid’s edge inward or outward depending on the sealing design, whether for standard pots, pressure cookers, or steamers.
Punching units integrated into the line can create precise holes or slots for steam vents, pressure release valves, or handle attachment points. These holes are often deburred and smoothed automatically to prevent sharp edges that could cause injury or damage seals.
For lid handle assembly, many modern machines include automated welding or riveting stations that attach handles made from metal or heat-resistant plastic. Robotic arms can pick and place handles, align them accurately, and perform spot welding or fastening, eliminating manual steps and ensuring repeatable quality.
Quality control systems with vision cameras and laser measurement sensors monitor critical dimensions such as lid diameter, dome height, and hole placement. Automated rejection mechanisms remove defective lids from the line, maintaining high standards without slowing production.
Material feeding systems, including coil unwinders and straighteners, provide continuous metal input to minimize downtime. These systems synchronize with the press cycles to ensure smooth, consistent feeding without jams or misfeeds.
Some pot lid manufacturing lines also integrate surface treatment processes, such as inline polishing, brushing, or coating applications, to improve corrosion resistance and surface aesthetics immediately after forming.
Ergonomics and safety features are integral to these machines, with guarded enclosures, emergency stop systems, and noise reduction measures protecting operators. User-friendly touchscreens provide real-time monitoring and diagnostics, simplifying operation and maintenance.
Overall, pot lid manufacturing machines combine advanced mechanical design, automation, and quality assurance technologies to deliver high-speed, flexible production of durable and precise cookware lids, meeting the demands of modern manufacturing and consumer expectations.
Emerging trends in pot lid manufacturing machines emphasize increased flexibility and customization capabilities to meet diverse market demands. Machines are now often designed with modular tooling systems that allow quick swapping of dies and fixtures, enabling manufacturers to switch between different lid sizes, shapes, or styles with minimal downtime. This adaptability is crucial for responding to shorter product life cycles and personalized cookware designs.
Incorporation of Industry 4.0 technologies is transforming pot lid production by enabling real-time data collection, process monitoring, and predictive maintenance. Sensors embedded throughout the machine track parameters such as press force, temperature, and cycle times, feeding information into centralized systems for analysis. This connectivity helps optimize machine performance, reduce unplanned downtime, and improve overall equipment effectiveness (OEE).
Robotics and automation continue to play a significant role in enhancing productivity and reducing labor costs. Advanced robotic systems handle material loading and unloading, lid transfer between stations, and complex assembly tasks such as handle attachment. These robots are equipped with vision systems and force sensors that ensure precision and prevent damage to delicate components.
Quality control is becoming more sophisticated, with inline non-contact measurement systems capable of detecting microscopic surface defects, dimensional inaccuracies, or surface finish inconsistencies. Automated feedback loops can adjust machine settings on the fly to correct deviations, maintaining stringent quality standards.
Environmental considerations are also influencing machine design. Manufacturers increasingly adopt energy-efficient drives, servo motors, and regenerative braking systems to reduce power consumption. Use of recyclable and environmentally friendly lubricants and coatings further minimizes the ecological footprint of the manufacturing process.
Ergonomic improvements continue to focus on operator safety and comfort, with intuitive interfaces, adjustable workstations, and advanced safety interlocks. Remote monitoring and control capabilities allow technicians to troubleshoot and optimize machine performance without being physically present, reducing exposure to hazardous environments.
In addition to traditional metals, some pot lid manufacturing machines are being adapted to process emerging materials like coated metals, composites, or hybrid laminates, enabling production of lids with enhanced properties such as improved heat retention, non-stick surfaces, or greater durability.
These advances collectively enable cookware manufacturers to produce pot lids that not only meet high standards of functionality and durability but also offer aesthetic appeal, safety, and environmental responsibility, helping them stay competitive in a dynamic global market.
Pot Bottom Attaching Machine
A pot bottom attaching machine is specialized equipment designed to securely join the base (bottom) of a pot to its cylindrical body during cookware manufacturing. This process is crucial because the strength, durability, and leak-proof quality of the pot largely depend on the precision and reliability of the bottom attachment.
These machines typically use one or a combination of joining methods such as welding (laser, TIG, or spot welding), mechanical fastening, or clinching, depending on the pot material, design, and production volume.
In welding-based pot bottom attaching machines, the pot body and the bottom plate are precisely aligned and held firmly using custom fixtures or clamps. A welding head then applies heat or electrical current to fuse the two parts together, creating a strong, continuous bond. Laser welding is especially favored for its speed, precision, minimal heat distortion, and clean finish, making it suitable for thin metals commonly used in cookware.
Mechanical attaching machines use methods like seaming or clinching, where the pot bottom is mechanically deformed or pressed onto the body edge using rollers or dies. This creates a tight, often leak-resistant joint without adding heat, which can be advantageous for certain metals or coatings sensitive to heat.
Pot bottom attaching machines are often integrated into automated production lines, with robotic arms or conveyors loading, positioning, and removing pots to and from the attachment station. This automation increases throughput and reduces manual labor.
The machines incorporate sensors and control systems to ensure correct alignment and pressure during joining, preventing defects such as gaps, weak welds, or misaligned components. Quality control systems may include visual inspections, ultrasonic testing, or leak detection to verify joint integrity immediately after attachment.
Many machines allow quick changeover of fixtures and tooling to accommodate different pot sizes, shapes, and materials, providing production flexibility.
Overall, pot bottom attaching machines ensure strong, precise, and consistent joining of pot bodies and bottoms, which is critical for manufacturing durable, high-quality cookware that meets safety and performance standards.
Pot bottom attaching machines often feature automated loading and unloading systems, such as conveyor belts or robotic arms, to streamline production and reduce manual handling. These automation elements help maintain high throughput and consistent quality by minimizing human error and physical strain on operators.
Alignment mechanisms are critical in these machines, ensuring the pot body and bottom are perfectly positioned before attachment. Precision sensors, such as laser or optical detectors, verify alignment in real time, allowing for adjustments or halting the process if discrepancies are detected. This prevents defects like leaks or weak joints that could compromise the cookware’s performance.
Welding machines for pot bottoms may employ various techniques depending on the material and design. Laser welding offers high speed and accuracy, producing narrow, clean welds with minimal heat-affected zones. TIG welding provides excellent control for thicker materials or complex geometries, while spot welding is suitable for high-volume production of simpler designs.
Mechanical joining methods like seaming or clinching avoid heat application and are often used for aluminum or coated cookware where heat could damage finishes or cause warping. These methods rely on precision rollers or presses that fold, crimp, or press the pot bottom securely onto the body rim.
Many pot bottom attaching machines include integrated inspection stations that use ultrasonic testing, pressure testing, or leak detection to verify joint integrity immediately after attachment. Automated rejection systems remove defective pots from the production line, ensuring only high-quality products proceed to subsequent stages.
The machines are typically controlled by PLC systems, allowing for programmable adjustments tailored to different pot sizes, materials, or joining methods. Quick-change tooling and modular fixtures facilitate fast setup for different production runs, improving flexibility and reducing downtime.
Energy efficiency and safety features are increasingly emphasized, with servo-driven components reducing power consumption and noise, and safety enclosures and interlocks protecting operators during the joining process.
In some advanced setups, pot bottom attaching is combined with downstream operations such as cleaning, surface finishing, or coating application, creating a seamless production flow that enhances efficiency and product quality.
Overall, pot bottom attaching machines are essential for producing cookware with robust, leak-proof bases that meet durability and safety standards while supporting efficient, scalable manufacturing.
Advanced pot bottom attaching machines increasingly incorporate real-time monitoring and adaptive control systems to optimize joining quality and reduce waste. Sensors track parameters like weld temperature, current, pressure, and alignment, feeding data to control units that can adjust the process dynamically. This ensures consistent weld strength and minimizes defects caused by material variation or machine wear.
Integration with factory automation platforms enables synchronized operation with upstream and downstream equipment, such as metal forming presses, trimming machines, and polishing stations. This holistic approach reduces bottlenecks and maximizes overall production efficiency.
Robotic arms equipped with vision systems are often used for precise handling and positioning of pot bodies and bottoms, especially for complex shapes or larger cookware. These robots can also perform multiple tasks, including flipping, rotating, and transferring parts between stations, reducing cycle times and labor costs.
For cookware made from coated or sensitive materials, machines may employ low-heat joining techniques or specialized mechanical fastening to preserve surface finishes and prevent warping. Some systems even incorporate cooling or post-weld heat treatment processes to maintain material integrity.
Safety remains a top priority, with modern machines featuring comprehensive guarding, emergency stops, and ergonomic designs to minimize operator fatigue and risk. Remote monitoring capabilities allow technicians to troubleshoot issues and perform maintenance without interrupting production.
Finally, many pot bottom attaching machines support quick tooling changes and flexible programming to accommodate varied product lines and custom orders, making them indispensable in agile manufacturing environments where responsiveness to market demands is key.
Together, these innovations in pot bottom attaching technology enable manufacturers to produce high-quality cookware efficiently, reliably, and with greater adaptability, meeting the evolving needs of both producers and consumers.
Pot Edge Rolling Machine
A pot edge rolling machine is specialized equipment used in cookware manufacturing to form, shape, and finish the rim or edge of pots, pans, and similar metal cookware components. The edge rolling process is essential to strengthen the pot’s rim, improve safety by eliminating sharp edges, and enhance the fit between pot and lid, ensuring a secure seal.
The machine operates by feeding the pot body or lid into a series of rolling rollers or forming tools that gradually bend and roll the metal edge inward or outward according to the desired design. This process can create smooth, rounded, or flanged edges that contribute to both the functionality and aesthetic appeal of the cookware.
Pot edge rolling machines often use adjustable tooling to accommodate different pot sizes, shapes, and rim profiles. The rollers are precisely synchronized to apply uniform pressure and maintain consistent edge thickness and shape around the entire circumference of the pot.
Many machines incorporate servo motors and CNC controls to allow programmable rolling speeds, pressure, and roller positions, enabling quick changeovers and high precision. This flexibility is especially valuable for manufacturers producing a range of cookware types or custom designs.
Edge rolling may be combined with other rim-forming operations such as beading, flanging, or curling, either inline or as separate processes, to enhance rim strength, provide grip areas, or improve sealing surfaces.
Safety features like guards and emergency stops protect operators from pinch points during the rolling process. Automated feeding and unloading systems reduce manual handling and improve production speed.
High-quality edge rolling is critical to prevent rim deformation, cracking, or stress concentrations that could lead to failure during cooking. Therefore, many machines integrate sensors and feedback systems to monitor pressure, roller alignment, and edge quality, ensuring consistent results.
In summary, pot edge rolling machines play a vital role in the final shaping and finishing of cookware rims, contributing to product durability, usability, and visual appeal while supporting efficient, repeatable manufacturing processes.
Pot edge rolling machines are typically designed to handle a wide range of materials, including stainless steel, aluminum, copper, and their alloys, which are commonly used in cookware manufacturing. The machine’s rollers and forming tools are often made from hardened steel or other wear-resistant materials to withstand the stresses of shaping metal edges over long production runs without degradation.
These machines can operate in continuous or intermittent modes depending on production requirements. Continuous rolling allows for faster processing of large batches, while intermittent rolling may be used for more precise control on complex rim profiles or smaller production runs.
The feeding system ensures the pot or lid is positioned correctly and fed smoothly into the rolling area. This may involve servo-driven conveyors, grippers, or rotary tables, which work together to maintain consistent speed and orientation. After rolling, parts are typically transferred via automated conveyors or robotic arms to subsequent stations like trimming, inspection, or packaging.
Edge rolling machines often come with adjustable parameters to control roller pressure, rolling speed, and the angle of the rolled edge. Operators can fine-tune these settings via a user-friendly interface, often a touchscreen panel with programmable recipes, allowing for quick changeover between different product types or sizes.
For quality assurance, some machines incorporate inline vision systems or laser measurement tools to check the rolled edge’s dimensions and surface finish. This helps detect defects such as uneven rolling, cracks, or burrs immediately, enabling timely corrections and reducing scrap rates.
Advanced machines may integrate with broader manufacturing execution systems (MES) for real-time monitoring, data logging, and predictive maintenance. This connectivity supports continuous improvement by identifying process trends and preventing unexpected downtime.
In terms of safety, modern pot edge rolling machines include protective guards around moving parts, emergency stop buttons accessible at multiple points, and safety interlocks that halt operation if a guard is opened. Ergonomic design features help reduce operator fatigue during setup and maintenance.
Overall, pot edge rolling machines are essential in delivering cookware products with strong, smooth, and consistent rims that enhance durability, safety, and aesthetics, while enabling manufacturers to meet high-volume production demands efficiently and with minimal waste.
To further enhance productivity, some pot edge rolling machines are equipped with multi-roller setups that can perform complex rolling profiles in a single pass. This reduces cycle times and ensures consistent edge geometry, which is especially important for cookware requiring specialized rim designs, such as those with integrated grip features or decorative flanges.
These machines may also offer capabilities to roll edges on different shapes, including round, oval, or even square pots, by adjusting the positioning and movement of rollers or using flexible tooling. This versatility allows manufacturers to expand their product lines without needing separate equipment for each shape.
In high-end manufacturing environments, pot edge rolling is sometimes combined with inline surface finishing processes like brushing or polishing. This integration streamlines production by smoothing and shining the rolled edges immediately after forming, enhancing the final product’s quality without extra handling.
Maintenance accessibility is another important design consideration. Easily removable rollers and modular components reduce downtime during routine servicing or tooling changes. Some machines also feature automatic lubrication systems that keep moving parts well-maintained, prolonging machine life and ensuring consistent operation.
Environmental factors such as noise reduction and energy efficiency are increasingly addressed in modern machine design. Noise-dampening enclosures and low-energy servo motors create a safer and more comfortable workplace while lowering operating costs.
The precision and repeatability provided by pot edge rolling machines are vital for meeting international cookware standards and customer expectations. Properly rolled edges improve cookware safety by eliminating sharpness, enhance sealing with lids, and contribute to the pot’s structural integrity, preventing warping or deformation during cooking.
In summary, pot edge rolling machines are indispensable in modern cookware manufacturing, offering a blend of precision, flexibility, and automation that supports efficient mass production while maintaining high product quality and safety standards.
Seam Welding Machine For Pots
A seam welding machine for pots is a specialized piece of equipment designed to join the cylindrical body of a pot to its bottom or to weld seams along the pot’s structure with a continuous, airtight weld. This welding process ensures the cookware is durable, leak-proof, and capable of withstanding the stresses of cooking and cleaning.
Seam welding machines use two rotating wheel electrodes—one on each side of the joint—that apply pressure and an electric current to create a continuous weld along the seam. The wheels roll over the joint as the pot moves through the machine, producing a strong, uniform bond without the need for filler materials or additional finishing.
These machines are widely used for stainless steel, aluminum, and other metal pots where a smooth, clean seam is required for both functional and aesthetic reasons. Seam welding is preferred over spot welding for cookware because it offers better sealing and structural strength.
Modern seam welding machines come with adjustable parameters such as wheel pressure, current, welding speed, and cooling to accommodate different pot sizes, materials, and thicknesses. CNC controls or PLC systems often manage these settings for repeatability and precision.
Automation integration allows for synchronized feeding, positioning, and welding of pots, often using conveyors or robotic arms to increase throughput and reduce manual handling. Sensors monitor parameters like wheel alignment, seam temperature, and electrical resistance to ensure weld quality and detect faults early.
Quality control can include inline inspection systems, such as ultrasonic or visual checks, to verify seam integrity. Defective products are automatically rejected to maintain high production standards.
Safety features such as guarding around moving parts, emergency stops, and interlocks are standard to protect operators during operation.
Seam welding machines are essential in producing leak-proof, strong, and visually appealing cookware that meets both performance and safety standards, while supporting efficient, high-volume manufacturing.
Seam welding machines for pots often include adjustable wheel electrode designs that can be tailored to different pot diameters and seam lengths, allowing manufacturers to handle a variety of pot sizes with minimal changeover time. The electrodes are typically made from copper alloys or other conductive, wear-resistant materials to ensure longevity and consistent weld quality.
The welding process involves precise control over the electrical current and wheel pressure to create a continuous molten weld pool that solidifies quickly, minimizing heat distortion and preserving the pot’s shape. Cooling systems, such as water-cooled electrodes, help manage heat buildup and extend electrode life, enabling longer production runs without interruptions.
Automated seam welding lines may incorporate pre-welding positioning stations where pots are accurately aligned and clamped to prevent movement during welding, ensuring seam consistency and reducing defects. Post-welding stations can include seam grinding or polishing to smooth weld beads, improving the cookware’s appearance and making it safer to handle.
Integration with plant-wide automation systems allows real-time data collection on welding parameters and machine performance, enabling predictive maintenance and process optimization. This connectivity supports quality traceability and helps manufacturers meet stringent industry standards.
Many machines are designed for easy maintenance, with quick-release electrodes and accessible components that reduce downtime. Operator interfaces are user-friendly, often featuring touchscreens and programmable welding recipes for different products, streamlining changeovers and reducing training requirements.
Seam welding technology also adapts to different metal types, including thin-gauge stainless steel or aluminum, which are common in cookware production. The machines are calibrated to handle variations in material thickness and surface conditions, maintaining weld integrity without compromising the pot’s structural or aesthetic qualities.
Overall, seam welding machines are critical in delivering cookware with durable, leak-proof joints, supporting efficient, high-quality manufacturing processes that satisfy both regulatory requirements and consumer expectations.
Advanced seam welding machines for pots increasingly incorporate real-time monitoring systems that track critical welding parameters such as current, voltage, wheel speed, and temperature. These data points help maintain consistent weld quality by allowing the machine’s control system to adjust parameters dynamically during production. If any irregularities are detected, the system can trigger alarms or halt the process to prevent defective products.
Many modern machines use servo-driven wheel actuators to achieve precise control over electrode pressure and positioning, which reduces wear on both the electrodes and the workpieces, while ensuring uniform welds along the entire seam length. This level of control is especially important for thin-walled cookware that can deform easily under excessive heat or pressure.
In fully automated production lines, seam welding machines are integrated with robotic handling systems that load and unload pots, position them precisely, and transfer them between different manufacturing stages. This automation minimizes manual intervention, enhances safety, and increases throughput.
Some seam welding systems also offer multifunctional capabilities, combining seam welding with spot welding or projection welding in the same unit. This versatility allows manufacturers to perform multiple joining operations without moving parts between separate machines, saving space and reducing cycle times.
Safety remains a top priority, so machines are equipped with comprehensive protective enclosures, interlocks that prevent operation if safety covers are open, and emergency stop mechanisms accessible from multiple points around the machine.
Energy efficiency improvements, such as optimized power supplies and regenerative braking in servo motors, contribute to reducing operating costs and environmental impact. Additionally, modular designs facilitate easy upgrades or reconfiguration to accommodate new pot designs or materials.
The result is a seam welding solution that balances speed, precision, reliability, and flexibility—key factors for cookware manufacturers aiming to produce high-quality pots that meet durability, safety, and aesthetic standards while maintaining cost-effective mass production.
Metal Pot Welding Equipment
Metal pot welding equipment encompasses various machines and tools designed to join metal components of cookware—such as pot bodies, bottoms, handles, and lids—with precision, strength, and durability. The choice of welding method and equipment depends on factors like material type (stainless steel, aluminum, copper), pot design, production volume, and quality requirements.
Common welding techniques used in pot manufacturing include seam welding, spot welding, TIG (Tungsten Inert Gas) welding, MIG (Metal Inert Gas) welding, and projection welding. Each method offers distinct advantages:
- Seam welding creates continuous, leak-proof joints ideal for attaching pot bottoms or welding cylindrical seams.
- Spot welding efficiently joins overlapping metal parts, often used for handle attachments or lid components.
- TIG welding provides precise, clean welds suited for thicker materials or decorative finishes.
- MIG welding allows faster welding speeds, beneficial for larger or thicker cookware parts.
- Projection welding focuses current on specific projections, enabling strong localized joints with minimal distortion.
Metal pot welding equipment typically features automated or semi-automated operation to improve repeatability and throughput. Machines include adjustable fixtures and clamps to securely hold parts in precise alignment during welding, preventing distortion and ensuring consistent quality.
Advanced systems integrate programmable logic controllers (PLCs) and CNC controls for precise regulation of welding parameters—current, voltage, speed, and timing—tailored to different materials and pot designs. This flexibility enables rapid changeovers between product models.
Many welding machines incorporate cooling systems to manage heat build-up, preserving metal properties and preventing warping. Electrode materials and shapes are selected to optimize contact, wear resistance, and electrical conductivity.
Safety features such as protective guarding, ventilation systems to remove welding fumes, emergency stops, and operator training protocols are essential to maintain safe working conditions.
Integration with production line automation—robotic handling, conveyors, and quality inspection stations—enhances efficiency, reduces manual labor, and maintains consistent weld integrity. Inline inspection may include visual, ultrasonic, or leak testing to detect defects early.
Overall, metal pot welding equipment forms the backbone of cookware assembly, providing strong, reliable joints that ensure product durability, safety, and aesthetic appeal while supporting scalable, cost-effective manufacturing.
Metal pot welding equipment is often customized to suit specific manufacturing requirements, such as the type of pot being produced, the material thickness, and the desired production speed. For example, in high-volume operations, fully automated welding cells are common, where robotic arms load, position, and weld pot components with minimal human intervention. This automation increases consistency and throughput while reducing operator fatigue and errors.
Fixtures and tooling are critical components in welding equipment to ensure parts are held securely and accurately during the welding process. These fixtures are often modular and adjustable to accommodate different pot sizes and designs, allowing manufacturers to switch between product lines quickly without extensive downtime.
Welding parameters are precisely controlled and monitored throughout the process. Parameters such as welding current, voltage, electrode pressure, and welding speed are programmed based on the pot’s material and design to achieve optimal weld strength and appearance. Sensors and feedback systems can detect anomalies like excessive heat or poor contact, prompting automatic adjustments or halting production to prevent defects.
Cooling systems are integrated to dissipate heat generated during welding, protecting both the equipment and the pot materials from damage. Water-cooled electrodes and air-cooling mechanisms help maintain stable operating temperatures, which is particularly important when welding thin metals prone to warping.
In addition to welding the pot body and bottom, metal pot welding equipment can also handle attachments such as handles, spouts, and lids. Spot welding and projection welding are frequently used for these smaller components because they offer strong localized joints without excessive heat input.
Safety is paramount in welding operations. Modern equipment includes protective enclosures, ventilation systems to remove harmful fumes, emergency stop controls, and operator interfaces designed for ease of use and error prevention. Proper training and maintenance protocols further ensure safe and efficient operation.
Quality assurance is integrated into many welding lines through inline inspection techniques such as visual cameras, ultrasonic testing, or leak detection. This helps identify faulty welds early, minimizing waste and rework.
Overall, metal pot welding equipment combines precise mechanical design, advanced control systems, and automation technologies to produce cookware that meets rigorous standards for durability, safety, and appearance, while optimizing production efficiency and reducing costs.
Advancements in metal pot welding equipment also focus on improving energy efficiency and reducing environmental impact. Modern machines utilize power supplies with optimized energy consumption, regenerative braking in servo motors, and efficient cooling systems to lower electricity usage. This not only cuts operational costs but aligns with increasingly strict environmental regulations and sustainability goals.
Modular design is another trend, allowing manufacturers to expand or reconfigure welding lines easily as product demands change. For example, additional welding stations can be added to increase capacity, or the system can be adapted to handle new pot styles or materials without major capital investment.
Data connectivity plays a growing role in welding equipment, with Industry 4.0 integration enabling real-time monitoring and data analytics. Welding parameters, production rates, downtime, and quality metrics can be tracked continuously and accessed remotely. This facilitates predictive maintenance, reduces unplanned outages, and supports continuous process improvement.
User interfaces are becoming more intuitive, featuring touchscreen controls, recipe management, and troubleshooting assistance to reduce setup times and operator errors. Some systems even incorporate augmented reality (AR) support for training and maintenance, helping technicians quickly identify and resolve issues.
In specialty cookware manufacturing, welding equipment can be adapted for exotic materials like titanium or multi-layer clad metals, which require precise heat control and welding techniques to maintain material properties.
Ultimately, metal pot welding equipment represents a critical investment for cookware manufacturers, balancing speed, precision, flexibility, and safety to produce high-quality pots that satisfy both industrial standards and consumer expectations. The ongoing evolution of welding technologies ensures that manufacturers remain competitive while advancing product innovation and sustainability.
Hydraulic Press For Pot Manufacturing

A hydraulic press for pot manufacturing is a powerful machine that uses hydraulic pressure to shape, form, and mold metal sheets into pot bodies, lids, bottoms, or other cookware components. It provides controlled, uniform force, enabling precise deformation of metal without causing cracks or defects, which is essential for producing high-quality, durable cookware.
Hydraulic presses operate by applying pressure through a piston and cylinder system, where hydraulic fluid transmits force to a ram that presses the metal blank against a die or mold. This process can include deep drawing, stamping, embossing, flanging, or trimming operations, depending on the tooling used.
In pot manufacturing, hydraulic presses are ideal for deep drawing—a method where a flat metal blank is stretched into a hollow shape like a pot body. Hydraulic presses offer smoother and more controllable force application than mechanical presses, reducing metal tearing and improving surface finish.
Modern hydraulic presses used in cookware production often have programmable controls for adjusting pressing speed, pressure, stroke length, and hold time. This programmability allows optimization for different metal types (stainless steel, aluminum, copper), thicknesses, and pot designs, improving consistency and minimizing scrap.
Safety features such as two-hand controls, light curtains, emergency stop buttons, and protective guards are standard to protect operators during press operations.
Hydraulic presses vary in tonnage, typically ranging from a few tons for small lids or trims up to several hundred tons for large pot bodies or thicker materials. Presses may be single-acting or double-acting, depending on the complexity of the forming process.
In high-volume production, hydraulic presses can be integrated into automated lines with robotic loading/unloading, part positioning, and transfer systems to maximize throughput and reduce manual handling.
Overall, hydraulic presses are essential equipment in metal pot manufacturing, providing the force, precision, and flexibility needed to form complex shapes with high repeatability and quality, ensuring cookware meets design and performance standards.
Hydraulic presses used in pot manufacturing are valued for their ability to deliver consistent and adjustable force throughout the entire pressing cycle, unlike mechanical presses that have a fixed stroke and force profile. This consistent pressure application is crucial when working with thin metal sheets common in cookware, as it minimizes defects such as wrinkling, tearing, or uneven thickness.
The press tooling, including dies and punches, is custom-designed to match the specific pot shape and size. These tools are made from hardened steel or other durable materials to withstand repeated high-pressure cycles and maintain dimensional accuracy over time. Quick-change tooling systems can reduce downtime during production changes, improving overall efficiency.
Many hydraulic presses feature closed-loop control systems that monitor parameters such as ram position, force, and speed in real time. This feedback allows for precise control and repeatability, which is especially important when manufacturing complex pot designs with tight tolerances.
Hydraulic presses can also perform secondary operations such as trimming excess material from formed pots, embossing decorative patterns, or flanging edges to prepare pots for assembly. This multifunctional capability reduces the need for multiple machines and streamlines production.
Energy efficiency improvements in modern hydraulic presses include variable pump drives and energy recovery systems that reduce power consumption, lowering operational costs and environmental impact. Maintenance-friendly designs with easily accessible components and automated lubrication systems help minimize downtime.
Integration with automated material handling—such as robotic arms or conveyor systems—allows hydraulic presses to be part of a fully automated production line. This integration improves safety by limiting manual handling and enhances productivity by maintaining continuous operation.
Operator interfaces are designed for ease of use, often including touchscreen controls with programmable press cycles, recipe storage, and diagnostic tools to simplify setup and troubleshooting. Training modes and safety interlocks support safe operation and reduce errors.
In summary, hydraulic presses are a cornerstone of metal pot manufacturing, offering the precise force control, versatility, and reliability required to produce high-quality cookware efficiently and consistently. Their adaptability to different materials and pot designs makes them indispensable in modern cookware production facilities.
Hydraulic presses for pot manufacturing also support advanced process monitoring and quality control. Sensors integrated into the press can track force curves, ram displacement, and cycle times, allowing manufacturers to detect deviations from optimal forming conditions. This data enables early identification of tool wear or material inconsistencies, reducing scrap rates and improving overall product quality.
Some hydraulic presses come equipped with servo-hydraulic systems, combining the accuracy and energy efficiency of electric servo drives with the power of hydraulics. These systems offer highly controllable ram motion profiles, including variable speed and dwell times, which are beneficial for delicate forming processes and complex pot geometries.
In specialized applications, multi-stage hydraulic presses are used to perform sequential forming steps without removing the part, such as initial deep drawing followed by flanging or embossing. This approach reduces handling, improves dimensional accuracy, and speeds up production cycles.
The choice of hydraulic press size and capacity depends on the pot size, material thickness, and the complexity of the forming operation. Larger presses are required for bigger pots or thicker materials, while smaller presses are suitable for lids or small accessories.
Maintenance of hydraulic presses is critical for long-term reliability. Routine checks of hydraulic fluid quality, seals, and mechanical components help prevent leaks and breakdowns. Many presses are designed with condition monitoring systems that alert operators to potential issues before failures occur.
Environmental considerations also influence press design. Systems that minimize hydraulic fluid leaks and incorporate eco-friendly fluids contribute to safer, cleaner manufacturing environments.
Ultimately, hydraulic presses provide the strength, precision, and adaptability necessary to meet the evolving demands of metal pot manufacturing, supporting manufacturers in producing cookware that is durable, visually appealing, and consistent in quality. Their combination of force control, programmability, and integration capabilities make them indispensable assets in modern industrial kitchens’ cookware production.
Metal Spinning Lathe For Pots

A metal spinning lathe for pots is a specialized machine used to form round, hollow cookware components—such as pot bodies, lids, or pans—by shaping flat metal discs or tubes on a rotating mandrel. This process, known as metal spinning or spin forming, is highly effective for creating symmetrical, seamless, and lightweight cookware with smooth contours.
The spinning lathe operates by clamping a metal blank onto a mandrel, which rotates at high speed. A skilled operator or automated tooling then applies controlled pressure using rollers, spoons, or other forming tools to gradually shape the metal against the mandrel’s profile. This plastic deformation thins and elongates the metal, producing the desired pot shape without cutting or welding.
Metal spinning lathes can be manual, CNC-controlled, or hybrid systems. Manual lathes rely on operator skill for tool manipulation and feed rate control, offering flexibility for custom or low-volume production. CNC spinning lathes automate tool movement and process parameters, ensuring high precision, repeatability, and faster cycle times—ideal for mass production of standardized pot designs.
These lathes accommodate various materials commonly used in cookware manufacturing, including stainless steel, aluminum, copper, and brass. The ability to work with thin sheets while maintaining strength and smooth surface finish is a key advantage.
In addition to forming pot bodies, metal spinning lathes are used for producing other cookware parts such as lids, bottoms, handles, or decorative elements. The process supports a wide range of sizes and shapes, from small saucepans to large stockpots.
Modern metal spinning lathes often include programmable settings for spindle speed, tool feed, and pressure to optimize forming for different metals and thicknesses. Integrated sensors monitor process parameters and detect issues like tool chatter or excessive force, enabling real-time adjustments and protecting both the tooling and workpiece.
Automation options include robotic loading/unloading and tool changers, further increasing throughput and reducing operator fatigue. Some systems also incorporate polishing or finishing stations inline to streamline production.
Safety features like protective guards, emergency stop controls, and ergonomic operator interfaces ensure safe operation. Noise and vibration dampening are also considerations due to the high rotational speeds and force involved.
Overall, metal spinning lathes are essential equipment in pot manufacturing, combining versatility, precision, and efficiency to produce high-quality, seamless cookware components that meet strict standards for durability, appearance, and performance.
Metal spinning lathes are particularly valued for their ability to create seamless cookware parts, which enhances strength and improves aesthetic appeal by eliminating weld lines or joints. The spun metal often exhibits favorable grain flow and work hardening effects, contributing to increased durability and resistance to deformation during use.
The versatility of metal spinning allows manufacturers to produce complex shapes with varying wall thicknesses, enabling lightweight yet sturdy pots. This is especially important for cookware where even heating and handling comfort are priorities. The gradual forming action reduces the risk of cracks or fractures compared to other forming methods.
In CNC metal spinning lathes, operators can store multiple forming programs, allowing quick changeovers between different pot models and sizes. This flexibility supports small batch runs and custom designs alongside high-volume production. Precision servo drives control tool positioning and spindle speed, ensuring consistent quality and reducing material waste.
Tooling for metal spinning includes various rollers, forming spoons, and mandrels, all tailored to the specific pot shape. Mandrels are typically made from hardened steel or aluminum and may be coated or polished to improve surface finish and reduce friction. Quick-change tooling systems help minimize downtime during production shifts.
Many modern spinning lathes incorporate closed-loop feedback systems that monitor force, spindle torque, and tool position. These sensors help maintain optimal forming conditions, prevent tool overload, and detect defects early. Data collected can be analyzed to optimize process parameters and improve yield over time.
Some manufacturers use robotic arms or automated loaders to feed blanks onto the mandrel and remove finished parts, integrating the lathe into fully automated production lines. This automation enhances throughput, reduces labor costs, and improves workplace safety by limiting operator exposure to moving parts.
Post-spinning processes such as trimming excess material, annealing to relieve stresses, or surface finishing are often integrated downstream to prepare pots for assembly or packaging. The quality of the spun surface also minimizes the need for extensive polishing, saving time and cost.
Due to the rotational forces involved, metal spinning lathes require robust construction with vibration damping and precision bearings to ensure smooth operation and long service life. Regular maintenance is important to keep the machine aligned and the hydraulic or servo systems calibrated.
Overall, metal spinning lathes combine traditional craftsmanship principles with modern automation and control technologies to deliver cookware components that excel in strength, appearance, and functional performance. Their adaptability and efficiency make them indispensable in contemporary pot manufacturing facilities.
In addition to their core forming capabilities, metal spinning lathes for pot manufacturing are increasingly incorporating smart technologies to enhance process control and productivity. For instance, integration with Industry 4.0 systems enables real-time data collection and remote monitoring of machine status, spindle speeds, cycle times, and tool wear. This connectivity supports predictive maintenance, reducing unexpected downtime and optimizing production scheduling.
Advanced software algorithms analyze forming parameters to identify the most efficient tool paths and speeds, minimizing material waste and extending tool life. Simulation tools allow manufacturers to virtually test new pot designs and forming sequences before physical production, reducing trial-and-error and accelerating time to market.
Ergonomics is another focus area, with operator cabins designed to reduce fatigue and improve visibility of the spinning process. Noise reduction measures and improved dust and debris extraction systems contribute to safer, cleaner working environments.
For specialty applications, some metal spinning lathes are equipped with multi-axis tool heads or additional forming stations, allowing more complex contours and details to be achieved in a single setup. This reduces handling and potential defects, enhancing overall product quality.
Training programs and virtual reality (VR) tools are sometimes used to help operators gain proficiency with spinning lathe controls and tooling changes, especially important when transitioning from manual to CNC or automated systems.
In summary, metal spinning lathes continue to evolve by combining time-tested metalworking techniques with cutting-edge automation, control, and data analytics technologies. This fusion empowers cookware manufacturers to produce seamless, durable, and attractive pots with greater efficiency, flexibility, and quality assurance, meeting the demands of both traditional and modern markets.
Deep Drawing Machine For Pots
A deep drawing machine for pots is a specialized press system designed to transform flat metal blanks into deep, hollow shapes like cookware bodies through a controlled drawing process. This method involves placing a metal disc over a die cavity and applying downward force using a punch. As the punch descends, the metal is drawn into the die, forming a seamless, cylindrical or rounded pot body with uniform wall thickness.
The machine typically operates hydraulically or mechanically, with hydraulic models offering superior control over speed, pressure, and stroke length—crucial for avoiding defects like wrinkling, tearing, or thinning, especially when forming stainless steel, aluminum, or copper. The depth-to-diameter ratio achieved through deep drawing makes this process ideal for cooking pots, which require both height and structural strength.
Modern deep drawing machines feature programmable control systems that allow operators to adjust parameters for different pot sizes, materials, and shapes. These systems ensure repeatability, reduce operator error, and enable quick changeovers for flexible manufacturing. Some machines also support multi-draw operations, where parts are redrawn through progressive dies to achieve greater depth or more refined shapes.
Blank holders and pressure pads are integral to deep drawing machines, preventing metal from buckling during the punch stroke and ensuring a smooth, controlled flow of material. Lubrication systems are also essential, minimizing friction and tool wear, and contributing to the quality of the final surface finish.
Advanced models are equipped with sensors and force feedback systems that monitor the drawing process in real time, detecting anomalies and allowing on-the-fly adjustments. This leads to higher yield rates and fewer defective products. Some setups include automatic blank feeding, part ejection, and die cleaning to support continuous, high-speed production.
Deep drawing machines can be integrated into complete manufacturing lines, where post-drawing processes like trimming, ironing, flanging, and annealing are carried out sequentially. This integration streamlines workflow and improves efficiency.
Overall, the deep drawing machine is a core component in cookware manufacturing, delivering high-strength, aesthetically clean pot bodies with consistent dimensions. Its ability to produce seamless shapes with excellent material utilization makes it indispensable in both mass production and precision cookware fabrication.
Deep drawing machines used for pot manufacturing are built with heavy-duty frames to withstand the significant forces involved in forming deep, cylindrical parts from metal blanks. The tooling set—comprising the punch, die, and blank holder—is precisely machined to match the specific geometry of the pot being produced. These tools are typically made from hardened tool steel or carbide to endure repeated cycles without degradation. For different pot sizes or materials, interchangeable tooling can be installed, and modern machines often feature quick-change mechanisms to reduce downtime during production shifts.
Hydraulic deep drawing machines provide variable stroke control and adjustable forming speeds, which are essential when dealing with materials that respond differently under stress, such as stainless steel, which tends to harden quickly, or aluminum, which may wrinkle if not managed properly. These machines allow precise regulation of the punch velocity and blank holding force at different stages of the stroke, optimizing material flow and reducing the likelihood of defects like cracking or tearing.
In high-volume cookware production, automation is often integrated into deep drawing operations. Coil feeding lines can automatically cut circular blanks and deliver them to the drawing press. Robotic arms or conveyor systems may handle the transfer of blanks and drawn parts between machines. Sensors monitor critical variables such as punch load, draw depth, and cycle time, and this data is logged for traceability and quality control. Some systems also employ vision cameras to inspect the drawn parts for dimensional accuracy and surface defects before they move to the next station.
To achieve deeper draws or more complex shapes like tapered or contoured pot bodies, a multi-step drawing process may be required. This involves redrawing the part in secondary operations to gradually deepen and shape it further without overstressing the metal. Between stages, annealing ovens may be used to relieve internal stresses and soften the material, ensuring good formability in subsequent steps.
The efficiency of a deep drawing line is also influenced by how well the lubrication is managed. Lubricants reduce friction and help maintain a smooth metal flow, but they must be applied uniformly and cleaned off after forming. Some systems have automatic lubrication units that apply the correct amount at each cycle, while others include in-line cleaning stations to prepare the pot surface for polishing or welding.
Noise reduction, safety interlocks, and user-friendly operator panels are standard features in modern machines to ensure safe and efficient operation. Touchscreen controls allow for recipe storage, error diagnostics, and real-time process visualization, which not only makes the machine easier to use but also supports better production consistency.
In summary, deep drawing machines play a critical role in manufacturing metal pots by delivering fast, accurate, and repeatable shaping of flat metal into strong, seamless cookware. Their adaptability to various materials, pot dimensions, and production scales—combined with automation and digital controls—makes them a cornerstone of advanced cookware production technology.
As production demands grow and product design becomes more refined, deep drawing machines continue to evolve to meet tighter tolerances and faster cycle times without compromising product integrity. Some of the latest machines incorporate servo-hydraulic or fully electric systems instead of traditional hydraulics, which provide more precise movement, improved energy efficiency, and lower noise levels. These systems can execute highly controlled drawing curves, especially important when forming complex or asymmetrical cookware geometries.
To support the manufacture of premium cookware, deep drawing machines are often paired with ironing stations, which help to further refine the wall thickness of the pot body after the initial draw. This ironing process results in uniformly thin and smooth walls, reducing weight while maintaining strength—ideal for high-end aluminum or stainless-steel pots. Such integration is especially common in the production of multi-layer or clad pots, where uniformity is critical for even heat distribution.
In high-output facilities, deep drawing machines are configured as part of a fully automated production cell, where they are synchronized with trimming machines, edge rolling units, and surface polishing lines. This allows the freshly drawn pot to move seamlessly from one station to the next without manual handling. The machine’s control system coordinates with upstream and downstream equipment to avoid bottlenecks and ensure continuous, balanced operation.
Quality control systems are increasingly embedded into these lines. Using non-contact laser or 3D scanners, pot dimensions such as depth, diameter, and wall thickness are measured immediately after forming. Defective parts can be automatically rejected or flagged for secondary inspection. In some cases, forming data is linked directly to MES (Manufacturing Execution Systems) or ERP (Enterprise Resource Planning) software, giving production managers real-time visibility into machine performance, yield rates, and material consumption.
Tool maintenance is another area where technology assists operators. Tool wear is tracked via cycle counters or sensor feedback, and the machine can alert users when a die set needs inspection or replacement. Tool cooling systems, die coatings, and low-friction surfaces help extend tool life and maintain part consistency over thousands of cycles.
Sustainability is also a growing focus. Modern deep drawing machines are designed to minimize hydraulic oil consumption, recycle scrap material efficiently, and reduce power usage through smart energy-saving modes. Waste metal trimmed from the edges of drawn pots is collected and compacted for recycling, often fed back into the raw material loop to improve overall resource efficiency.
In conclusion, deep drawing machines for pot manufacturing have become highly advanced, blending traditional forming power with modern control, automation, and quality systems. Their ability to shape a simple flat disc into a flawless, durable, and precisely dimensioned pot body forms the foundation of modern cookware production. Whether for mass-market aluminum pots or high-end stainless steel cookware, the deep drawing process ensures high repeatability, excellent material utilization, and the structural integrity essential for everyday kitchen use.
Metal Sheet Forming Machine
A metal sheet forming machine is a versatile and essential piece of equipment used to transform flat sheet metal into specific shapes and profiles through mechanical deformation. In the context of cookware and pot manufacturing, these machines play a key role in producing components such as pot bodies, lids, handles, and bases by bending, pressing, cutting, rolling, or stamping metal sheets with high precision.
These machines come in various types depending on the forming method—such as press brakes for bending, stamping presses for blanking and punching, roll forming machines for continuous shaping, and hydraulic or mechanical presses for deep drawing and shaping. Each type is configured with dedicated dies and tools that determine the final geometry of the product. For example, in pot manufacturing, a forming press may stamp out the circular blank that becomes the base of the pot, while another machine may roll the edge or press the sheet into a concave shape.
High-performance metal sheet forming machines are CNC-controlled to ensure repeatable accuracy and efficient production. These systems allow operators to input precise dimensions, angles, and sequences through a digital interface, which improves consistency and reduces the need for manual adjustments. The CNC control also enables rapid switching between different product sizes or models, a major benefit in cookware lines with frequent design changes.
The machines often feature automatic feeding systems that uncoil, flatten, and cut sheet metal to size before feeding it into the forming area. This minimizes human handling, speeds up production, and reduces the risk of material defects. Sensors and feedback systems monitor the entire process, detecting issues such as misfeeds, overloading, or tool misalignment and halting the operation to prevent damage or scrap.
Tooling is central to the performance of a sheet forming machine. Precision-ground dies and punches are tailored to the thickness, type of metal, and shape being formed. Common materials processed include stainless steel, aluminum, and carbon steel, with thicknesses ranging from fractions of a millimeter to several millimeters depending on the application. High wear resistance and easy tool replacement are important to maintain productivity over time.
In advanced setups, multiple forming operations can be combined into a single cycle. For example, a progressive die setup in a stamping press can blank, punch holes, and form contours all in one pass. For cookware, this means not only shaping the pot body but also incorporating ventilation holes, embossed logos, or attachment points for handles—streamlining the workflow significantly.
Sheet forming machines are often integrated with downstream equipment such as welding systems, polishing stations, and assembly lines to create a fully automated production environment. In pot manufacturing, this can include a series of forming presses followed by trimming, edge rolling, and spot welding units, all connected through conveyors and robotic arms.
Ultimately, a metal sheet forming machine provides the structural foundation for nearly every component of a metal pot. Its precision, adaptability, and speed make it a cornerstone of industrial cookware production, enabling manufacturers to meet high volume demands while maintaining the quality, functionality, and design flexibility expected in modern kitchen products.
These machines are typically built with rigid steel frames to handle the high forces required during the forming process. Depending on the forming operation—be it blanking, punching, bending, or deep drawing—the tonnage capacity can vary widely, from small benchtop units to large-scale industrial presses capable of applying hundreds of tons of force. In cookware production, tonnage is carefully matched to the thickness and tensile strength of materials like stainless steel and aluminum to ensure clean forming without tearing or distortion.
The forming speed, stroke length, and die clearance are all adjustable on modern equipment, often controlled digitally. This adjustability allows the machine to accommodate a wide range of products with minimal changeover time. For example, forming machines used in pot manufacturing might switch between making deep stew pots, shallow frying pans, and lids simply by swapping dies and updating control parameters. This makes the production line more agile and reduces the need for multiple dedicated machines.
To further improve cycle efficiency and reduce human error, many sheet forming machines are equipped with automated lubrication systems that apply precise amounts of forming lubricant to the metal surface just before it enters the forming zone. This reduces tool wear, lowers friction, and helps in achieving clean, smooth surfaces without galling or scratches—especially important for kitchenware that demands both functional durability and a clean visual finish.
As safety is paramount in high-force forming operations, machines come equipped with safety light curtains, two-hand control systems, emergency stops, and protective enclosures. Operators are trained to perform tool changes, maintenance, and adjustments safely, and routine diagnostics are often built into the machine’s control system to alert the operator of wear, misalignment, or maintenance needs. In some systems, predictive maintenance algorithms use sensor feedback to schedule downtime before a component fails, avoiding costly production interruptions.
When producing complex cookware shapes or pots with specific ergonomic features, advanced forming techniques like hydroforming or servo-controlled stamping can be employed. These allow more nuanced and flexible shaping of sheet metal, offering better material flow, thinner walls, and smoother transitions without seams or welds. This is particularly beneficial when forming handles, spouts, or contoured bottoms that improve cooking performance or user comfort.
Recycling and material efficiency are also major considerations. The forming process is designed to use as much of the sheet metal as possible. Scrap material from punching or trimming is collected through conveyors or magnetic chutes and sent for re-melting or reuse. This helps reduce raw material costs and environmental impact, especially in operations where sustainability is a competitive priority.
In high-volume production, machine uptime and cycle time are critical. Therefore, manufacturers often run forming machines in multi-shift operations, and modular designs allow for quick maintenance and replacement of wear components. Some factories maintain a dedicated tooling department for sharpening and refurbishing dies, ensuring consistent product quality and extending tool life.
Overall, the metal sheet forming machine is an indispensable workhorse in cookware manufacturing. Its combination of mechanical strength, precision tooling, programmable control, and integration capability with upstream and downstream processes enables a streamlined, cost-effective, and high-quality production system. Whether producing a single model or a diversified range of pots and pans, these machines form the structural backbone of industrial kitchenware manufacturing.
In response to increasing market demand for customized cookware designs, modern metal sheet forming machines are often enhanced with digital tooling libraries and recipe management systems. These features allow operators to select pre-programmed tool settings for various products, minimizing setup time and ensuring repeatability. With digital records, production data for each pot model—such as die pressure, stroke count, feed rate, and part count—can be stored and recalled, enabling manufacturers to quickly resume production runs or analyze performance trends over time.
Forming accuracy is further improved by integrating servo-controlled feeding systems, which ensure the sheet metal is positioned precisely before each forming stroke. In multi-stage operations, this accuracy is vital to maintain alignment across progressive tooling stations. Errors in feed alignment can result in malformed parts or tool damage, so the inclusion of servo feeders, pilot release systems, and real-time monitoring ensures high consistency, especially when producing thousands of units per day.
For cookware with layered bottoms—such as pots with aluminum or copper sandwiched between stainless steel—forming machines are adapted to handle pre-bonded composite sheets. These sheets require controlled deformation to maintain the integrity of the layered structure during shaping. The forming machine’s tooling is calibrated to ensure that the bonding between layers is not compromised, and in some cases, heating elements are included in the press to assist with forming thermally bonded materials.
Post-forming operations are also increasingly integrated into the same machine or production cell. For instance, after forming the pot body, the machine may include an automated trimming station to remove excess metal or a beading system to prepare the edge for rolling or welding. This streamlining reduces handling, improves cycle time, and eliminates alignment errors that could occur when transferring parts between machines manually.
In smart manufacturing environments, metal forming machines are connected to factory-wide networks via industrial communication protocols such as OPC-UA or Ethernet/IP. This connectivity allows real-time data to be collected and shared across the production floor, enabling advanced scheduling, condition monitoring, and remote diagnostics. If an anomaly is detected—such as an unusual force curve during a forming stroke—the system can flag the part, pause production, or notify maintenance personnel before further issues arise.
Training and usability have also advanced. Modern machines feature user-friendly HMI (Human Machine Interface) panels with multilingual support, intuitive graphics, and touch-screen operation. Training operators on machine use, maintenance schedules, and safety procedures has become easier, and manufacturers increasingly provide simulation software that allows operators to rehearse production scenarios digitally before running actual parts.
All these developments reflect the growing complexity and competitiveness of metal cookware manufacturing. From the perspective of efficiency, precision, safety, and product diversity, the metal sheet forming machine has become far more than a mechanical press—it is now a programmable, intelligent hub that drives high-volume production while adapting to changing market and design demands. Its role in turning raw sheet material into perfectly formed pot components, consistently and cost-effectively, continues to make it central to any industrial cookware production line.
Copper Pot Production Machinery
Copper pot production machinery is specially designed to work with copper’s unique properties—its high thermal conductivity, excellent malleability, and aesthetic appeal. However, copper is softer and more reactive than stainless steel or aluminum, so machines used in this process must be finely tuned to handle forming, joining, and finishing without causing surface damage or structural distortion. The production line typically includes several core machines configured to form, shape, and polish copper into high-quality cookware.
The process often begins with a sheet cutting machine or circle cutting machine, which cuts precise circular blanks from copper sheets. These blanks are then transferred to a deep drawing press, where the flat disc is formed into a pot shape using a hydraulic or mechanical press equipped with hardened dies. Because copper flows easily under pressure, deep drawing can be completed in fewer stages than for harder metals, though careful control of pressure and lubrication is needed to prevent wrinkling or tearing.
After the initial draw, spinning lathes—often CNC-controlled—are used to refine the shape, create rounded bottoms, and form flared sides. These lathes rotate the drawn copper blank while a forming tool presses against it, shaping the pot with exceptional smoothness. Spinning is particularly well-suited for copper because of its ductility and ability to retain fine detail without cracking.
To reinforce the pot and improve heat distribution, some copper pots are manufactured with layered or clad bases, combining copper with stainless steel or aluminum. This is achieved using bottom attaching presses or impact bonding machines that fuse a multi-metal disc to the bottom of the pot body. The bonding is done under high pressure—and sometimes with induction heating—to ensure a permanent and thermally conductive joint.
Once the pot shape is finalized, a trimming and edge-beading machine refines the rim, giving it a clean, even finish. In traditional or high-end production, manual edge rolling may still be used, especially if the pot is designed with a hand-rolled rim or decorative detailing. For attaching handles, spot welding machines, rivet presses, or silver brazing stations are used depending on the construction style. Copper’s softness requires precision in these operations to avoid deformation and preserve strength.
Polishing is a critical stage in copper cookware manufacturing. Specialized metal polishing machines equipped with cloth buffs and polishing compounds are used to bring out copper’s rich luster. In high-volume factories, this process is automated with multi-head rotary polishers or robotic arms that follow the pot contour. After polishing, many pots are coated with a protective lacquer or tin lining to prevent oxidation and ensure food safety. Tin lining is typically applied using a hand-tinning station or automated electroplating unit, especially in traditional copper cookware production.
In more modern or large-scale facilities, the copper pot manufacturing process is fully integrated into automated production lines where robotic handling systems move pots from one station to the next, with CNC control ensuring repeatability, and vision systems conducting real-time inspection. These machines reduce human error, improve efficiency, and allow for consistent production quality at scale.
In summary, copper pot production machinery is engineered to respect the material’s softness and value, combining traditional metalworking techniques like spinning and hand-tinning with modern automation and precision forming technologies. The result is a blend of craftsmanship and industrial capability that supports the production of premium cookware used by chefs and home cooks around the world.
These machines must be both delicate and precise, as copper is highly reactive and visually sensitive to scratches, tool marks, or excessive heat during manufacturing. To maintain a high-end finish throughout the process, manufacturers often employ non-marring tooling materials and low-friction coatings on contact surfaces. Additionally, copper’s tendency to oxidize quickly requires the use of inert gas environments or protective coatings during certain forming and welding steps, especially if intermediate storage between process stages is expected.
Many manufacturers integrate inline surface cleaning systems such as acid bath units, ultrasonic washers, or mechanical brushing machines before polishing to ensure the copper surface is free from oil, scale, or particulate matter. Cleanliness at this stage is essential for producing a uniform polish and for the adhesion of any protective coatings or tin linings. These cleaning systems are especially important when bonding stainless steel discs to copper bases, as any contamination can lead to bonding failure or delamination during heating.
Automation is increasingly being adopted in copper pot production, even for artisan-style lines, to reduce human fatigue and guarantee uniformity. For instance, robotic arms can load and unload heavy or awkwardly shaped pots between forming, welding, and polishing stages, minimizing the risk of mishandling and improving workplace ergonomics. Additionally, sensors integrated into spinning and trimming equipment constantly monitor wall thickness and diameter, ensuring the tight tolerances required for nesting pot sets or precise lid fitting.
Quality control throughout the line is typically achieved using digital measurement tools such as laser micrometers and vision inspection systems. These devices check for concentricity, roundness, depth, and uniform surface appearance. Any deviation from the specifications can trigger automatic rejection or re-routing for rework. This systematized inspection is especially vital in premium cookware production, where cosmetic perfection is often just as important as structural integrity.
For manufacturers producing lined copper pots, especially those using traditional tin linings, temperature control and evenness of application are crucial. Manual tinning involves heating the copper pot evenly and applying molten tin with a cloth or brush, which bonds to the inner surface to form a food-safe layer. Machines that automate this process typically employ rotating fixtures and infrared heating systems to maintain constant surface temperatures while robotic applicators spread the tin. Excess tin is spun off or wiped clean to ensure a smooth finish. Electroplated linings—more common in industrial cookware—require a separate line with chemical baths, current controls, and post-plating rinsing and drying stations.
A complete copper pot production facility may include additional systems such as laser engravers for branding and logos, automated packaging lines that prevent scuffing during packing, and barcode tracking systems to manage inventory and traceability from raw material to finished product. The entire process—from copper sheet to boxed cookware—can be fully traceable and quality-assured using factory ERP systems that link each machine’s output data to the final batch records.
Despite the availability of full automation, many copper cookware brands still maintain a hybrid approach, combining industrial-grade machinery with handcrafted finishing to differentiate their products in the premium market. This means machines handle the repetitive or heavy processes—like drawing, spinning, trimming, and polishing—while human artisans apply fine surface detailing, rivet handles, or perform final inspections and packaging.
Ultimately, copper pot production machinery bridges the gap between tradition and innovation. It enables the scalability required for modern cookware demands while preserving the quality and craftsmanship that have long made copper pots a staple in professional kitchens. Whether producing decorative hammered pots, heavy-duty saucepans, or induction-compatible hybrid cookware, these machines form the backbone of a precision-driven manufacturing environment that transforms raw copper into culinary excellence.
As the demand for specialty and induction-compatible copper cookware rises, manufacturers have begun to incorporate advanced bonding and layering technologies into their machinery. This includes systems capable of forming tri-ply or multi-layer cookware where copper is sandwiched between inner and outer layers of stainless steel or aluminum. These layers are bonded using explosive bonding, roll bonding, or impact bonding presses, depending on the production volume and desired material properties. The equipment used in these processes must maintain extremely tight tolerances and uniform pressure across the entire surface to ensure complete fusion of the metals without voids or warping.
Following bonding, hydraulic or servo-hydraulic forming presses reshape these layered sheets into pot bodies. These presses are often CNC-controlled and outfitted with feedback systems that adjust force application in real time to accommodate any material variation, especially crucial in cookware applications where even thermal conductivity across the pot base is essential. Forming composite metals is more challenging than pure copper due to the differing hardness and stretch characteristics of each layer, so forming parameters must be finely calibrated to prevent layer separation or cracking during drawing or spinning.
For applications where aesthetic value is critical—such as hammered copper pots—specialized texturing or embossing rollers are employed to apply decorative finishes either before or after forming. These finishes can be purely decorative or functional, such as enhancing grip or increasing surface area for better heat distribution. In some cases, hammering is done manually or with pneumatic hammers operated by skilled workers, but high-volume operations use automated hammers that replicate traditional patterns with precision and speed.
Once forming and finishing are complete, heat treatment ovens may be used to anneal the copper, restoring ductility lost during forming. These ovens are carefully controlled to prevent discoloration or oxidation, often using a controlled atmosphere with inert gases like nitrogen or argon. Annealing is especially important in traditional copper production, where hand-formed or spun pots must retain flexibility for subsequent handle attachment or rim work.
Another key feature of modern copper pot manufacturing is the integration of induction-compatible ferromagnetic discs onto the pot base. Since copper is not naturally induction-compatible, a stainless steel plate is often added to the base using friction welding or diffusion bonding. Specialized machinery ensures that this plate is perfectly centered, level, and bonded flush to the pot’s bottom to prevent warping during heating. These machines often include in-line testing systems such as eddy current probes to verify the bond quality and ferromagnetic response of the base.
The final polishing and surface treatment stage involves several steps: mechanical polishing for mirror or satin finishes, chemical passivation to neutralize surface impurities, and often the application of a protective lacquer to preserve the shine during shipping and shelf life. For luxury brands or artisanal products, patina finishes or oxidation treatments may be applied intentionally to achieve a vintage or rustic appearance. These surface finishes are achieved using custom equipment like spray booths, rotary tumblers, or dipping stations that provide consistent and repeatable aesthetics.
Packaging lines designed for copper pots are usually equipped with non-abrasive handling equipment, such as fabric belts and foam-padded grippers, to protect the delicate polished surfaces. High-end cookware is often individually wrapped and boxed using robotic arms equipped with vision sensors, ensuring both speed and care. Smart labels and RFID tags may be applied at this stage for traceability and anti-counterfeiting, which is especially important in the luxury kitchenware market.
As copper continues to hold its place in the premium segment of cookware, machinery used in its production evolves to combine industrial efficiency with the preservation of hand-crafted appearance and quality. The ability to precisely control each stage—from bonding and forming to polishing and packaging—defines the competitiveness of modern copper cookware manufacturing. The best production lines not only produce consistently excellent results but also allow for flexibility in design, finishes, and materials, catering to a global market that values both function and form in the kitchen.
Aluminum Pot Manufacturing Equipment

Aluminum pot manufacturing equipment is designed to efficiently handle the forming, shaping, finishing, and assembly of cookware made from aluminum sheets or discs. Aluminum’s lightweight nature, excellent thermal conductivity, and affordability make it one of the most popular materials for mass-market and professional cookware. The equipment used in this industry is engineered for high-speed, high-volume production while ensuring dimensional accuracy, surface smoothness, and proper bonding in multilayer constructions when required.
The process typically begins with circle cutting machines or coil feeders with press lines, which feed aluminum sheets into a blanking die to cut circular discs. These discs are often lubricated and pre-cleaned before entering the next stage. The primary forming process for pots is carried out using a deep drawing press—either hydraulic or mechanical—where the aluminum blank is pulled into a die cavity to form a cylindrical or curved pot body. Because aluminum has excellent formability, it can be drawn deeper than harder metals without tearing, allowing manufacturers to produce taller pots in fewer operations.
After the initial drawing, redrawing presses or ironing machines may be used to refine the shape and wall thickness, especially for tall or thin-walled pots. For better aesthetic and thermal performance, many aluminum pots are manufactured using spinning machines—either manually controlled or CNC—where the pot is rotated and shaped further using forming tools. This step is crucial for making round-bottomed pots or ensuring a consistent wall profile.
To improve heat distribution and induction compatibility, some aluminum pots are manufactured with a bonded base, where a stainless steel or multi-layer disc is attached to the bottom using an impact bonding machine or friction welding system. These machines apply high force and temperature to permanently fuse the metals without adhesives or fasteners. The resulting composite base improves structural rigidity and broadens stove compatibility.
Following forming and base attachment, trimming machines are used to remove any excess material at the rim, and edge rolling machines or beading machines shape the lip of the pot to provide strength and ensure lid compatibility. Some models also use curling machines to fold over the rim if a rolled edge is desired for comfort or safety.
For handles, automatic hole punching units or robotic arm welding stations prepare and attach side handles and top knobs. Riveting machines, robotic MIG welders, or spot welders are commonly used, depending on the design. In high-end models, die-cast handles are also joined using stainless steel rivets or hidden welds.
Surface treatment for aluminum cookware varies by product type. Non-stick aluminum pots undergo sandblasting, etching, or hard anodizing using electrolytic processes to create a durable oxide layer before the application of PTFE or ceramic coatings via automated spray booths or rotational coating lines. Raw or polished aluminum pots are processed through automated polishing machines with multiple buffing heads for satin, mirror, or brushed finishes. For hard-anodized cookware, anodizing tanks, sealing baths, and drying ovens are part of the specialized equipment line.
To ensure product quality, CNC inspection stations, laser measuring systems, and balance testing machines check for dimensional consistency, wall thickness uniformity, and thermal base flatness. Vision systems may also be integrated into production lines for detecting dents, scratches, or coating flaws in real time.
At the end of the line, automatic packaging machines wrap, label, and box the cookware with protective films, cardboard inserts, and branding materials. These packaging systems are often synchronized with barcoding or tracking software to manage inventory and logistics efficiently.
Overall, aluminum pot manufacturing equipment is geared toward speed, reliability, and flexibility. Modern production lines can be fully automated, allowing for minimal manual intervention, fast changeovers between pot sizes and styles, and continuous monitoring. This allows cookware producers to meet high global demand with consistent quality, offering products that range from economy lines to professional-grade, multi-functional pots with induction-ready bases and advanced coatings.
Aluminum pot manufacturing machinery often incorporates integrated lubrication and cooling systems to maintain tool life and ensure smooth metal flow during forming and spinning. Proper lubrication prevents galling and reduces surface defects on the relatively soft aluminum. These systems dispense precise amounts of lubricants or coolants at critical contact points between the tooling and the aluminum blank, enhancing process stability and extending maintenance intervals.
Automation is also widely implemented in aluminum pot production to increase throughput and reduce labor costs. Robotic arms handle material loading, unloading, and transfer between machines such as presses, trimmers, and welders. This reduces human error, minimizes handling damage, and improves safety by limiting operator exposure to hot or sharp parts. Programmable logic controllers (PLCs) and human-machine interfaces (HMIs) allow operators to monitor, control, and optimize the entire production process in real time, often linked to factory-wide ERP and quality control systems.
In multi-layer cookware manufacturing, aluminum cores are clad with stainless steel or other metals to improve durability and stove compatibility. Equipment used for clad material production includes roll bonding mills and heat treatment furnaces that bond and stabilize the layers before forming. Precision cutting and forming machines handle the thicker, composite blanks, ensuring no delamination or distortion occurs during deep drawing or spinning.
For products requiring enhanced corrosion resistance or specialized finishes, aluminum pots may go through chemical conversion coating processes such as chromate or phosphate treatments. These coatings improve adhesion for subsequent painting or powder coating applied by automated spray or dip systems. In cases where decorative patterns or branding are required, laser engraving and pad printing machines add intricate details onto the pot surfaces with high speed and accuracy.
Welding equipment used in aluminum pot assembly must accommodate the metal’s high thermal conductivity and oxidation tendencies. TIG welding machines with inert gas shielding and pulsed current controls are standard for attaching handles and fittings without compromising the pot’s structural integrity or appearance. Some manufacturers employ friction stir welding for seam welding or base attachment, which produces strong, low-distortion joints without melting the metal.
After welding, pots often enter a stress-relief annealing oven to remove residual stresses from forming and welding, preventing warping or cracking during use. Temperature uniformity and atmosphere control in these ovens are critical to maintain surface quality and mechanical properties.
Quality assurance systems in aluminum pot manufacturing lines use laser scanners and 3D optical profilers to verify dimensional tolerances down to microns. Non-destructive testing such as eddy current testing detects subsurface defects or bonding issues in clad materials. Inline cameras and machine vision algorithms inspect surface finishes for scratches, dents, or coating defects before final packaging.
The final packaging stage frequently includes automated wrapping, boxing, and palletizing lines. Protective films and cushioning materials prevent abrasion during transport. Smart packaging solutions with RFID tags or QR codes enable traceability and inventory management throughout the supply chain.
Environmental considerations have also influenced aluminum pot manufacturing equipment design. Modern lines incorporate closed-loop lubrication systems to minimize waste, energy-efficient servo motors for presses and conveyors, and ventilation and filtration units to control emissions from coating or welding processes. Recycling stations for aluminum scrap generated during trimming or defective parts are integrated into factory layouts to reduce material loss.
Together, these advanced manufacturing systems enable aluminum cookware producers to achieve high volumes with consistent quality, offering products that meet diverse consumer demands—from lightweight camping pots to durable, multi-ply kitchen essentials with sophisticated surface treatments and enhanced thermal performance.
Aluminum pot manufacturing lines increasingly incorporate smart manufacturing technologies to optimize efficiency and quality control. Sensors embedded throughout the equipment collect data on parameters such as press force, temperature, spindle speed, and cycle times. This data is fed into centralized manufacturing execution systems (MES) or industrial Internet of Things (IIoT) platforms, where analytics and machine learning algorithms identify patterns and predict maintenance needs. Predictive maintenance helps reduce unplanned downtime by scheduling repairs before critical components fail, thus maintaining smooth production flow.
Flexible manufacturing systems (FMS) allow aluminum pot lines to quickly switch between different pot sizes, shapes, and designs with minimal setup time. CNC-controlled presses, trimming units, and polishing machines can be reprogrammed on the fly, enabling small batch production runs or custom orders without sacrificing productivity. This agility is vital in a competitive market where consumer preferences evolve rapidly and personalized cookware designs are increasingly popular.
Safety features are also integrated into modern manufacturing equipment. Light curtains, emergency stop systems, and interlocked guarding protect operators during high-speed forming, trimming, or welding operations. Automated material handling reduces manual lifting and exposure to hot or sharp parts, enhancing workplace ergonomics and compliance with occupational health regulations.
Energy efficiency improvements include the use of servo-driven presses and conveyors that adjust power consumption based on load, as well as heat recovery systems that capture and reuse energy from ovens or welding stations. Some plants employ renewable energy sources, such as solar panels or wind turbines, to further reduce their carbon footprint.
In terms of finishing, newer coating technologies are being adopted to improve durability and environmental compliance. For example, low-VOC (volatile organic compounds) powder coatings replace traditional solvent-based paints, while PFOA-free non-stick coatings meet stricter safety standards. Automated inspection systems verify coating thickness, adhesion, and appearance, ensuring each pot meets brand quality criteria.
Finally, collaboration with suppliers of raw aluminum and multilayer clad materials ensures consistent input quality, which is crucial for maintaining tolerances and preventing defects. Some manufacturers use blockchain-based supply chain tracking to verify material provenance and compliance with sustainability certifications.
Overall, aluminum pot manufacturing equipment today represents a blend of traditional metal forming expertise and cutting-edge automation, control, and sustainability technologies. This combination enables manufacturers to deliver high-quality, cost-effective cookware that meets diverse market demands while minimizing environmental impact and maximizing operational efficiency.
Stainless Steel Pot Making Machine
Stainless steel pot making machines are specialized equipment designed for the efficient production of cookware using stainless steel sheets or coils. Stainless steel, prized for its corrosion resistance, durability, and aesthetic appeal, requires precise and robust machinery to handle its higher hardness and lower formability compared to aluminum or copper.
The manufacturing process typically starts with sheet feeding and blanking machines, which cut stainless steel coils or sheets into circular blanks sized according to the pot design. Given stainless steel’s tougher nature, these machines feature reinforced blades and powerful hydraulic or mechanical presses to ensure clean, accurate cuts.
Next, deep drawing presses form the blanks into pot bodies by pulling the metal into shaped dies. Stainless steel’s spring-back tendency demands presses with higher tonnage and precise control over stroke and speed to avoid cracking or wrinkling. Both hydraulic and mechanical presses are common, with hydraulic offering greater flexibility for complex shapes.
After initial drawing, pots often go through redrawing and ironing processes to refine shape and achieve uniform wall thickness, especially for taller or thinner-walled models. Ironing machines squeeze the pot walls thinner while increasing height, requiring strong tooling with wear-resistant coatings to withstand the abrasive nature of stainless steel.
Spinning lathes—manual or CNC—are used for fine shaping, especially to produce round bottoms or flared rims. Stainless steel spinning tools are typically made from hardened steel or carbide to maintain sharpness and prevent galling.
To enhance heat conduction, many stainless steel pots include an encapsulated base with an aluminum or copper core. Machines such as impact bonding presses or clad base attachment systems securely join these multi-metal bases to the pot body without adhesives, ensuring excellent thermal performance.
The pot rims are then finished using trimming and beading machines that remove excess metal and shape the edges for strength, safety, and lid compatibility. Curling machines may be used to roll the rim inward for added rigidity and smoothness.
Handle attachment involves hole punching or laser perforation units to prepare mounting points, followed by welding stations (TIG or laser welding) or rivet fastening machines. Stainless steel welding requires inert gas shielding and precise control to avoid discoloration and maintain corrosion resistance.
Surface finishing is critical for stainless steel cookware. Pots undergo grinding and polishing machines to achieve finishes ranging from matte brushed to mirror shine. Automated polishing lines with multiple heads and abrasive belts or pads provide consistent surface quality. Some lines integrate electropolishing stations to enhance corrosion resistance and surface smoothness.
For high-end or decorative products, laser engraving and pad printing machines apply logos, measurement markings, or patterns directly onto the pot surfaces.
Quality control equipment includes dimensional inspection stations with laser scanners and optical systems to ensure tight tolerances, as well as surface defect detection cameras. Testing for weld integrity, base flatness, and handle strength is conducted using specialized fixtures and force measurement devices.
The final stage is packaging, where automated wrapping, boxing, and palletizing machines prepare the pots for shipping. Protective films or foam inserts prevent scratches during transport.
In summary, stainless steel pot making machines form a comprehensive set of high-precision, heavy-duty equipment tailored to the unique mechanical properties of stainless steel. These machines enable manufacturers to produce durable, corrosion-resistant cookware with excellent appearance and functional performance for both consumer and professional kitchens.
Stainless steel pot manufacturing lines emphasize durability and precision due to the metal’s hardness and lower ductility. Advanced blanking presses with servo controls optimize cutting speed and force to minimize burrs and distortion. Deep drawing presses utilize hydraulic systems with adjustable pressure curves to carefully control metal flow, preventing tears or wrinkling. Multiple-stage redrawing and ironing ensure consistent wall thickness, critical for heat distribution and structural strength. CNC spinning lathes enhance the roundness and surface finish, particularly for complex shapes or seamless designs.
Multi-layer base bonding is a key feature, where aluminum or copper cores are attached via mechanical impact or laser welding to improve heat conduction while maintaining stainless steel’s corrosion resistance. Precision rim finishing machines execute trimming, curling, and beading to reinforce edges, ensuring safety and compatibility with lids and handles.
Welding stations incorporate TIG or laser welders with gas shielding to join handles or accessories without compromising aesthetics or corrosion resistance. Automation in handle attachment and riveting improves cycle times and repeatability. Surface finishing lines often integrate multi-stage polishing with abrasive belts and pads, followed by optional electropolishing to enhance surface smoothness and cleanliness. Laser engraving and printing provide customization and branding, meeting diverse market demands.
Inspection systems use 3D scanning and vision cameras to detect dimensional variances, surface defects, and weld integrity. Inline testing rigs verify mechanical strength and flatness, assuring product reliability. The packaging process employs automated wrapping and cushioning to protect the finished pots during transport.
Modern stainless steel pot lines incorporate data acquisition and IoT connectivity for real-time monitoring and predictive maintenance, reducing downtime and improving quality consistency. Energy-efficient servo motors and closed-loop lubrication reduce operational costs and environmental impact. Safety interlocks, light curtains, and ergonomic material handling safeguard operators in fast-paced production environments.
Collaborations with raw material suppliers ensure the stainless steel sheets meet strict chemical and mechanical specifications, critical for consistent forming and finishing. Supply chain traceability and sustainable sourcing practices are increasingly integrated to meet regulatory and consumer expectations.
Overall, stainless steel pot making machines blend robust mechanical design with advanced automation and quality control technologies, enabling efficient production of high-quality cookware that withstands demanding cooking environments and maintains attractive finishes over time.
The trend toward customization and small-batch production in stainless steel cookware manufacturing has driven the adoption of flexible manufacturing systems. CNC-controlled presses, trimming, and polishing machines can be quickly reprogrammed to handle various pot sizes, shapes, and thicknesses, allowing manufacturers to respond swiftly to changing market demands or special orders. This flexibility is supported by modular tooling systems that reduce setup times and tooling costs.
To enhance efficiency, many stainless steel pot production lines now incorporate robotic material handling for loading blanks into presses, transferring parts between stations, and stacking finished products. These robots improve consistency, reduce labor costs, and minimize damage from manual handling. Collaborative robots (cobots) working alongside human operators further optimize processes by assisting in tasks such as quality inspection or packaging.
In terms of environmental impact, stainless steel manufacturing equipment increasingly features waste reduction measures. Scrap metal from trimming and defective parts is collected and recycled on-site, while process water and cooling fluids are treated and reused. Advanced filtration and ventilation systems capture airborne particles and fumes from welding and polishing, ensuring compliance with workplace safety and environmental regulations.
Emerging technologies like laser welding and additive manufacturing (3D printing) are beginning to find roles in prototyping and producing complex handle assemblies or decorative elements. Laser welding offers precision, low heat input, and minimal distortion, which are advantageous for maintaining the integrity of stainless steel pots. Additive manufacturing enables rapid iteration and customization without expensive tooling changes.
Digital twins—virtual replicas of the manufacturing line—are used by some manufacturers to simulate process parameters, predict potential bottlenecks, and optimize production flows before implementing physical changes. This reduces downtime and improves overall equipment effectiveness (OEE).
In quality assurance, machine learning algorithms analyze sensor data and high-resolution images to detect subtle surface defects or inconsistencies that human inspectors might miss. This leads to higher first-pass yield rates and reduced rework.
Safety advancements continue to evolve with real-time monitoring of operator presence and machine status, enabling predictive alerts and automatic shutdowns in hazardous situations. Ergonomic machine designs reduce operator fatigue and injury risk.
By combining traditional metal forming expertise with smart automation, sustainable practices, and flexible production capabilities, stainless steel pot manufacturing machines empower producers to meet the rigorous demands of modern cookware markets efficiently and reliably.
Automatic Metal Pot Production Line
An automatic metal pot production line integrates a series of advanced machines and automated systems to manufacture metal pots—from raw material feeding to final packaging—without requiring constant human intervention. This type of production line is designed to maximize productivity, ensure consistent quality, reduce labor costs, and improve safety.
The process typically begins with an automated coil feeding system that unrolls and straightens metal sheets (stainless steel, aluminum, copper, or clad materials). Precision feeding mechanisms position the metal blank for the next step with exact alignment.
Next, automatic blanking machines punch or shear metal sheets into circular blanks. These machines use hydraulic or servo-driven presses for fast, clean cuts and minimal waste. Blanks are transferred via conveyors or robotic arms to the forming section.
In the forming stage, deep drawing presses or metal spinning machines shape the flat blanks into pot bodies. Modern presses are equipped with CNC controls and servo motors to finely tune stroke speed, force, and dwell times, adapting to different pot sizes and materials. Some lines use multi-stage redrawing and ironing presses to achieve desired wall thickness and height.
After forming, trimming and rim forming machines remove excess material and create smooth, reinforced edges suitable for lids and handles. These machines operate automatically, often linked by conveyors with synchronized speeds to maintain continuous flow.
For pots requiring multi-layer bases, impact bonding machines or laser welding systems attach aluminum or copper cores to improve heat conduction. These machines ensure secure, defect-free bonding while preserving stainless steel surfaces.
Handle attachment stations integrate hole punching, welding (TIG or laser), or riveting. Robotics are increasingly employed here to handle delicate positioning and secure fastening with high repeatability.
Surface finishing is done by automated polishing lines that include grinding belts, abrasive brushes, and buffing wheels. Some lines also incorporate electropolishing or cleaning stations for superior surface quality. Inline vision systems inspect surface finish and detect defects in real time.
Quality control checkpoints with laser scanners and cameras verify dimensions, weld integrity, and surface condition throughout the line. Data collected feeds into manufacturing execution systems (MES) for process optimization and traceability.
The finished pots proceed to automated packaging machines, which wrap, label, and box products before stacking them on pallets. This reduces handling damage and speeds shipment preparation.
Throughout the line, programmable logic controllers (PLC) and industrial IoT sensors enable centralized monitoring and control. Operators can adjust parameters, track production rates, and perform predictive maintenance based on real-time analytics, minimizing downtime.
Safety features such as light curtains, emergency stops, and interlocked guards protect workers around high-speed presses and robotic arms. Ergonomic design reduces manual lifting and repetitive strain injuries.
Overall, automatic metal pot production lines combine high-speed forming, precise machining, surface finishing, and smart automation to produce cookware efficiently with consistent quality and minimal human labor. This approach is ideal for large-scale manufacturers aiming to meet growing demand while controlling costs and maintaining product standards.
Automatic metal pot production lines leverage a seamless flow of interconnected machinery to optimize throughput and consistency. After coil feeding and blanking, blanks are often conveyed via automated transfer systems like servo-driven conveyors or robotic arms that reduce manual handling and improve positioning accuracy. This smooth transfer minimizes cycle times and lowers the risk of damage or misalignment.
In forming stages, multi-station hydraulic or mechanical presses can perform progressive operations—drawing, redrawing, ironing, trimming—in a continuous sequence. These presses often incorporate sensors to monitor force and stroke parameters in real time, allowing adaptive control to accommodate material variations and reduce defects. For more complex shapes, CNC-controlled spinning or hydroforming may be integrated, providing versatility without slowing overall line speed.
Base bonding machines use precise impact or laser techniques to securely join heat-conductive cores without adhesives, maintaining the structural integrity and corrosion resistance of the pot body. Automation in handle attachment ensures consistent welding or riveting, with robots or automated fixtures positioning components rapidly and accurately.
Surface finishing is typically performed on continuous polishing lines featuring multiple abrasive stages, followed by buffing and cleaning. Automated polishing not only ensures uniform appearance but also optimizes abrasive usage, reducing consumables cost. Inline vision inspection systems detect scratches, dents, or uneven polish early, triggering rejection or rework to prevent downstream issues.
Throughout production, integrated quality control systems capture detailed data, including dimensional measurements, weld quality, and surface condition. This information feeds into a centralized MES platform that tracks each pot’s production history, supports traceability, and enables root cause analysis in case of defects.
Packaging automation incorporates robotic arms or conveyors to orient, wrap, label, and box finished pots efficiently. Automated palletizing systems then arrange packages for shipment, maximizing space utilization and reducing manual labor.
The entire line operates under sophisticated control architectures, combining PLCs, human-machine interfaces (HMIs), and IoT connectivity. This setup allows remote monitoring, predictive maintenance, and flexible scheduling, helping manufacturers quickly adjust to order variations or material changes.
Safety and ergonomics are key design considerations. Machines include interlocks, light curtains, and emergency stop systems to protect operators, while automated material handling minimizes physical strain. Ergonomic workstations and user-friendly interfaces improve operator comfort and reduce errors.
Sustainability features are increasingly integrated, such as scrap metal recycling systems, closed-loop coolant filtration, and energy-efficient motors. Waste reduction strategies and environmental controls ensure compliance with regulatory standards and support corporate responsibility goals.
By combining advanced automation, precise forming, real-time quality monitoring, and efficient material handling, automatic metal pot production lines enable manufacturers to deliver high volumes of consistently high-quality cookware while optimizing costs and reducing environmental impact.
To further enhance efficiency, many automatic metal pot production lines incorporate modular design principles. This modularity allows manufacturers to scale production capacity easily by adding or removing machine modules based on demand fluctuations. It also simplifies maintenance and upgrades, minimizing downtime and enabling faster integration of new technologies such as AI-driven quality inspection or advanced robotics.
Integration with enterprise resource planning (ERP) systems enables seamless coordination between production scheduling, inventory management, and supply chain logistics. Real-time data sharing ensures raw materials are replenished just-in-time, reducing storage costs and preventing production delays caused by stockouts.
Advanced robotics continue to expand their roles beyond simple handling to include precision welding, embossing, and even complex assembly tasks such as fitting multi-component handles or attaching lids with locking mechanisms. Collaborative robots (cobots) work alongside human operators to assist with tasks that require adaptability or manual dexterity, creating a hybrid work environment that leverages the strengths of both humans and machines.
In terms of customization, flexible automation systems allow quick changeovers between different pot models or finishes. Programmable tooling and adaptive control systems adjust parameters on the fly, enabling production of a diverse product range without extensive manual intervention. This flexibility supports trends toward personalized cookware and small-batch runs that cater to niche markets.
Energy efficiency is a growing priority, with many lines implementing regenerative drives, LED lighting, and heat recovery systems. Machine cycles are optimized to reduce peak power consumption, and smart sensors help monitor and manage energy usage across the facility.
Environmental sustainability is also addressed through responsible sourcing of metals and the use of environmentally friendly lubricants and cleaning agents. Closed-loop water systems minimize consumption, and waste handling procedures ensure that metal scraps and other byproducts are recycled or disposed of safely.
Operator training and digital assistance tools improve workforce capabilities, with augmented reality (AR) and virtual reality (VR) used for remote diagnostics, maintenance guidance, and skill development. These technologies reduce errors and enhance uptime by enabling faster troubleshooting and knowledge transfer.
Ultimately, the ongoing evolution of automatic metal pot production lines is driven by the need for higher quality, greater efficiency, increased customization, and sustainability. By adopting cutting-edge automation, data analytics, and ergonomic design, manufacturers can meet these demands while maintaining competitive advantages in a global market.
Metal Pots Manufacturing Machinery
Metal pots manufacturing machinery encompasses a wide range of specialized equipment designed to efficiently transform raw metal materials into finished cookware products with precise shapes, sizes, and surface finishes. These machines address each step of the manufacturing process, from material handling to forming, trimming, welding, finishing, and quality inspection.
Raw Material Preparation: The process begins with decoilers or coil feeders that unwind metal sheets or coils (commonly stainless steel, aluminum, copper, or clad metals). Straighteners and levelers ensure flatness and remove stress from the metal before feeding it into subsequent machines.
Blanking Machines: High-speed blanking presses cut metal sheets into round blanks, which serve as the base forms for pots. These presses may use hydraulic, mechanical, or servo-driven systems, depending on production volume and precision requirements.
Deep Drawing Presses: These presses shape the flat metal blanks into three-dimensional pot bodies through controlled deformation. Hydraulic deep drawing machines with CNC controls are preferred for precise and repeatable forming, preventing defects such as wrinkles or tears.
Redrawing and Ironing Presses: For pots requiring taller or thinner walls, redrawing presses re-form the pots to higher dimensions, while ironing presses thin and smooth the walls for uniform thickness and improved mechanical properties.
Metal Spinning Lathes: CNC-controlled spinning machines can also form pots by rotating the metal blank against a shaping tool, allowing for seamless and round shapes with smooth surfaces.
Trimming and Rim Forming Machines: Once shaped, pots undergo trimming to remove excess metal and rim forming to create reinforced edges. These machines ensure clean, uniform rims compatible with lids and handles.
Base Attachment Machines: For pots featuring layered bases, bonding machines attach conductive cores (aluminum or copper) to stainless steel pot bottoms, enhancing heat distribution. Methods include mechanical impact bonding or laser welding.
Handle and Accessory Welding: Specialized welding machines, such as TIG or laser welders, attach handles, spouts, or additional components with precision and minimal heat distortion. Automated robotic welding stations improve consistency and cycle times.
Surface Finishing Equipment: Polishing machines with abrasive belts, brushes, and buffing wheels provide the desired surface texture and shine. Electropolishing stations may be included for corrosion resistance and enhanced appearance.
Quality Inspection Systems: Automated vision and laser scanning equipment measure dimensions, detect surface defects, and verify weld integrity. Data integration allows traceability and process control.
Packaging Machinery: Finished pots are transported to packaging stations featuring automated wrapping, labeling, boxing, and palletizing, reducing manual labor and damage risks.
Overall, metal pots manufacturing machinery combines mechanical forming, precision machining, welding, finishing, and automation to produce cookware that meets stringent standards for performance, aesthetics, and durability. Manufacturers tailor equipment selections based on material type, pot design, production volume, and automation level desired.
Metal pots manufacturing machinery works in a highly coordinated manner to transform raw metal into finished cookware efficiently and consistently. The process begins with feeding metal coils or sheets into decoilers and leveling machines that prepare the material by removing curvature and stresses. This ensures smooth handling in later stages and prevents defects.
Next, blanking presses cut the material into precise circular blanks that serve as the foundation for forming. These presses can operate at high speeds with hydraulic or servo-driven systems, enabling quick and accurate blank production. After blanking, transfer systems such as conveyors or robotic arms move the blanks to forming stations, minimizing manual handling and enhancing line throughput.
Forming is carried out primarily through deep drawing presses that shape the blanks into three-dimensional pot bodies. These presses use controlled force and stroke patterns to avoid common issues like wrinkling or tearing of the metal. For pots requiring taller or thinner walls, multi-stage redrawing and ironing presses refine dimensions and wall thickness, producing consistent, high-quality shapes. Some manufacturers incorporate CNC-controlled metal spinning lathes as an alternative or complement to press forming, allowing for smooth, seamless pot surfaces.
Once formed, pots proceed to trimming machines that remove excess metal and refine edges. Rim forming machines create reinforced, uniform rims that improve durability and compatibility with lids or handles. In cases where enhanced heat conduction is needed, base bonding machines attach aluminum or copper cores to the pot bottoms using techniques like impact bonding or laser welding, maintaining the structural integrity and corrosion resistance of the pot body.
Handle attachment is a critical step where specialized welding machines—often robotic TIG or laser welders—secure handles or spouts with precision. Automation in this stage reduces inconsistencies and increases production speed. Surface finishing machines then polish the pots using multiple abrasive stages, brushes, and buffing wheels, sometimes including electropolishing for improved corrosion resistance and aesthetic appeal. Inline inspection systems monitor surface quality in real time to detect defects early.
Throughout the production line, quality control equipment such as laser scanners and vision systems verify dimensional accuracy, weld integrity, and surface finish. Data from these systems integrate into manufacturing execution systems, enabling traceability and facilitating rapid adjustments to maintain product standards.
Finished pots are conveyed to packaging stations featuring automated wrapping, labeling, boxing, and palletizing systems. These automated packaging solutions reduce labor costs, minimize product damage, and speed up shipment preparation.
The entire manufacturing setup is managed by programmable logic controllers (PLCs) and integrated control systems that coordinate machine operations, monitor production metrics, and enable remote supervision. IoT sensors provide real-time data on equipment health and process parameters, supporting predictive maintenance and reducing downtime.
Safety is paramount, with machines equipped with interlocks, light curtains, and emergency stops to protect operators. Ergonomic design principles reduce manual handling and operator fatigue, enhancing workplace safety and productivity.
Modern metal pots manufacturing machinery emphasizes flexibility, allowing quick changeovers between pot sizes and designs through programmable tooling and adaptive controls. This versatility supports diverse product lines and smaller batch production without sacrificing efficiency.
Energy efficiency and environmental sustainability are increasingly incorporated, including features like regenerative drives, water recycling systems, and scrap metal collection for recycling. These measures help manufacturers comply with regulations and reduce operating costs.
In sum, metal pots manufacturing machinery integrates advanced forming, welding, finishing, automation, and quality control technologies into streamlined production lines. This integration allows manufacturers to produce high-quality, durable cookware at scale while optimizing cost, safety, and sustainability.
To further optimize production, many metal pots manufacturing lines incorporate modular automation units, enabling manufacturers to scale capacity and customize configurations quickly. Modular design also facilitates maintenance and upgrades, allowing individual machines or sections to be serviced or replaced without halting the entire line.
Robotics play an increasing role beyond material handling and welding. Advanced robotic arms equipped with vision-guided systems perform complex assembly tasks, such as precise fitting of multi-part lids, spout attachment, or embossing decorative patterns. Collaborative robots, or cobots, work alongside human operators to assist with flexible tasks requiring dexterity or judgment, blending automation efficiency with human adaptability.
Data analytics and machine learning are applied to process monitoring systems to predict equipment wear, optimize cycle times, and improve product quality. By analyzing sensor data in real time, manufacturers can detect subtle deviations and adjust machine parameters dynamically, reducing scrap rates and increasing yield.
Flexible manufacturing systems enable rapid changeovers between different pot styles, sizes, or materials without extensive tooling changes. Programmable tooling combined with adaptive forming technologies supports production of diverse product lines, catering to market trends for personalized or premium cookware.
Energy management systems coordinate machine power usage to reduce peak loads and increase efficiency. Technologies such as regenerative braking in presses, LED lighting, and heat recovery systems contribute to lowering overall energy consumption. Water and coolant recycling systems minimize resource waste, aligning with environmental sustainability goals.
Operator training benefits from digital tools including augmented reality (AR) and virtual reality (VR), which provide immersive instruction for machine operation, troubleshooting, and maintenance. Remote support capabilities allow experts to guide onsite technicians through complex repairs, reducing downtime.
Safety systems integrate advanced sensors and interlocks with machine controls, ensuring that hazards are mitigated proactively. Ergonomically designed workstations and automated material handling reduce repetitive strain and enhance workforce well-being.
Environmental compliance is supported through effective waste management, including collection and recycling of metal scraps, responsible disposal of lubricants and chemicals, and emissions monitoring. Some facilities pursue certifications like ISO 14001 to formalize sustainability commitments.
Overall, modern metal pots manufacturing machinery and production lines combine mechanical precision, digital intelligence, and flexible automation. This synergy enables manufacturers to respond to evolving market demands efficiently while maintaining high standards for quality, safety, and environmental responsibility.
Machinery for Production of Cookware with Nonstick Coating
Machinery for the production of cookware with nonstick coating involves specialized equipment that handles both the base metal forming and the application and curing of nonstick surfaces. This equipment ensures that the cookware is shaped precisely, and that the nonstick coating is applied evenly, durable, and safe for cooking use.
The production line typically begins with standard metal forming machinery such as blanking presses, deep drawing machines, and trimming equipment to shape the pots, pans, or other cookware from materials like aluminum or stainless steel. The base cookware must have a smooth, defect-free surface before coating, so finishing machines such as polishing and cleaning stations are integrated early in the process.
Once the cookware bodies are shaped and cleaned, they enter the coating preparation phase. This includes automated cleaning and degreasing units that remove oils, residues, and impurities to ensure strong adhesion of the nonstick layer. Cleaning methods can involve chemical baths, ultrasonic cleaning, or plasma treatments.
After surface preparation, the cookware moves to coating application machines. These may be automated spray booths or dip-coating systems designed to apply one or multiple layers of nonstick coatings, such as PTFE (Teflon) or ceramic-based coatings. Robotic arms often handle the spraying to achieve uniform thickness and coverage, minimizing overspray and material waste.
Next, the coated cookware proceeds to curing ovens where the coating is thermally cured at precise temperatures and times, bonding the nonstick layer firmly to the metal substrate. Conveyors transport the items through curing chambers with controlled atmospheres to optimize coating properties and durability.
Additional machines may perform sanding or polishing between coating layers to improve surface smoothness and adhesion, especially in multi-layer coating systems. Some lines integrate in-line inspection systems using optical sensors or cameras to detect coating defects like bubbles, cracks, or uneven thickness, ensuring quality control before final packaging.
Depending on product design, machines for attaching handles, lids, or other accessories using welding or mechanical fastening may be included downstream, with care taken not to damage the nonstick surface during these operations.
Finally, automated packaging equipment prepares the finished cookware for shipment, including labeling and protective wrapping to prevent damage to the nonstick surface.
This integrated machinery setup allows manufacturers to produce high-quality nonstick cookware efficiently and consistently, combining precision metal forming with advanced surface coating technologies under controlled environmental conditions.
Machinery for producing cookware with nonstick coatings is designed to seamlessly integrate metal forming and advanced coating application processes into a continuous, efficient production line. The process begins with feeding metal sheets or coils into blanking presses that cut precise blanks for pans, pots, or lids. These blanks are then shaped through deep drawing or metal spinning machines, creating the cookware’s body with smooth contours essential for even coating adhesion.
Surface preparation is critical; therefore, the cookware passes through automated cleaning stations where chemical degreasing, ultrasonic baths, or plasma treatments remove oils, dust, and microscopic impurities. This ensures the metal surface is perfectly clean, enabling strong, uniform bonding of the nonstick layers.
Coating application machines employ robotic spray arms or dip-coating systems that apply one or more layers of nonstick materials such as PTFE or ceramic composites. These machines regulate spray pressure, nozzle movement, and coating thickness with high precision, ensuring consistent coverage across complex shapes while minimizing waste. Some advanced lines incorporate electrostatic spraying technology, which charges coating particles to improve adhesion and reduce overspray.
After coating application, the cookware moves through curing ovens where temperature and residence time are carefully controlled to chemically bond and harden the nonstick layers. Conveyor systems with heat-resistant belts or rollers transport the items through multiple curing zones, sometimes under controlled atmospheres to optimize coating properties.
Intermediate sanding or polishing machines may be integrated between coating layers to improve smoothness and adhesion. These use fine abrasives and automated brushes to gently refine the surface without damaging the underlying layers.
Inline quality inspection systems utilize high-resolution cameras, laser scanners, or ultraviolet imaging to detect surface defects such as bubbles, pinholes, or uneven coating thickness. When defects are detected, the system can trigger removal from the line or signal adjustments to coating parameters, minimizing scrap and ensuring product reliability.
Once coating is complete and quality verified, automated assembly stations attach handles, lids, or spouts using precise welding machines or mechanical fastening tools. These operations are designed to avoid contact or abrasion that could damage the nonstick surface.
Finally, the finished cookware is routed to automated packaging machines where protective films, labels, and boxing materials are applied. The packaging lines protect the delicate coating during storage and transport, enhancing product appeal and durability.
Control systems based on PLCs and industrial automation software coordinate all machinery, providing real-time monitoring of process variables, equipment status, and product quality. This integration enables manufacturers to maintain high throughput, reduce downtime, and respond quickly to production changes or quality issues.
Environmental and safety considerations are incorporated with solvent recovery systems for cleaning baths, ventilation for curing ovens, and dust extraction to maintain workplace safety and reduce emissions.
The combination of precise metal forming, advanced surface preparation, controlled coating application, rigorous curing, and thorough inspection enables production of cookware with durable, high-performance nonstick coatings suitable for modern cooking demands.
To enhance efficiency and consistency, many modern nonstick cookware production lines utilize modular automation that can be reconfigured to accommodate different product sizes, shapes, and coating types. This flexibility allows manufacturers to quickly switch between various cookware models without extensive downtime or tooling changes.
Robotic systems play a vital role in material handling and coating application, reducing human exposure to chemicals and ensuring precise, repeatable movements. Collaborative robots may assist operators in tasks requiring human judgment while maintaining high throughput and safety standards.
Advanced process control technologies collect data from sensors throughout the line—monitoring parameters such as spray thickness, curing temperature, and surface cleanliness—and feed it into analytics platforms. Machine learning algorithms analyze this data to optimize coating quality, reduce defects, and predict maintenance needs, enabling proactive interventions that minimize unplanned downtime.
To meet increasingly stringent environmental regulations, machinery often includes solvent recycling systems, closed-loop water treatment, and energy-efficient curing ovens with heat recovery. These features help reduce resource consumption, emissions, and waste generation.
Operator interfaces incorporate intuitive touchscreen controls, enabling easy adjustments, recipe management, and rapid troubleshooting. Remote monitoring and diagnostics allow supervisors and service technicians to access system status in real time, facilitating quick responses to issues regardless of location.
Safety systems integrate interlocks, emergency stops, and ventilation controls to protect personnel from chemical exposure, mechanical hazards, and thermal risks. Ergonomic design of workstations and automated material loading reduce physical strain and improve overall workplace health.
In summary, the machinery for producing nonstick coated cookware merges precise metal forming technologies with sophisticated surface treatment and coating equipment, enhanced by automation, data-driven process optimization, and environmental controls. This integrated approach allows manufacturers to deliver consistent, high-quality cookware products efficiently, safely, and sustainably.
Machinery for Polished Cookware Surfaces

Machinery for producing polished cookware surfaces involves specialized equipment designed to achieve smooth, reflective, and aesthetically pleasing finishes on metal cookware such as pots, pans, and lids. Polishing not only enhances appearance but can also improve corrosion resistance and surface cleanliness, which is important for cookware performance and longevity.
The process usually starts after the cookware has been formed and trimmed. The cookware parts are fed into polishing machines that use abrasive belts, brushes, or wheels to remove surface imperfections, scratches, and roughness. These machines range from manual or semi-automatic bench polishers to fully automated polishing lines with robotic arms for high-volume production.
Automated polishing machines feature multiple polishing stations with varying abrasive grades, arranged in sequence to gradually refine the surface. Coarse polishing belts or pads remove major defects, while finer abrasives provide the final smooth, mirror-like finish. Some systems include buffing wheels with polishing compounds that enhance the shine and surface uniformity.
Polishing lines often incorporate vibration or rotary polishing machines, which rotate or vibrate the cookware parts against abrasive surfaces to ensure consistent contact and uniform finish. These machines can handle different shapes and sizes of cookware, including concave or convex surfaces.
For curved or complex shapes, robotic polishing systems equipped with force sensors and adaptive controls adjust pressure and speed dynamically to avoid over-polishing or deformation. Vision-guided robots use cameras and lasers to detect surface features and guide polishing tools precisely.
Before polishing, cleaning stations remove dust, oils, and residues to prevent contamination or scratching. After polishing, the cookware is cleaned again to remove polishing compounds and prepare it for subsequent coating or packaging.
Some polishing machines are equipped with coolant or lubrication systems to reduce heat buildup and extend abrasive tool life. Dust extraction and filtration systems are integrated to capture fine polishing particles, maintaining a clean and safe working environment.
Advanced polishing machinery includes automated quality inspection using optical sensors that measure surface roughness and detect defects in real time, allowing immediate correction or rejection.
Overall, polished cookware surface machinery combines mechanical abrasion, automation, and quality control to produce cookware with attractive, durable, and hygienic finishes, meeting both functional and aesthetic industry standards.
Polishing machinery for cookware often incorporates flexible fixtures and tooling to securely hold various cookware shapes—such as round pots, frying pans, or lids—ensuring consistent contact with polishing media. These fixtures enable quick changeovers between product types, boosting production efficiency.
High-capacity polishing lines may feature conveyor systems that automatically transfer cookware through multiple polishing stages. Each stage uses different abrasive materials and speeds tailored to progressively refine the surface finish, from initial grinding to fine buffing.
Robotic polishing cells utilize multi-axis arms capable of complex movements to reach hard-to-access areas, such as the inner surfaces of pots or curved edges. Force sensors integrated into the robotic end-effectors adjust polishing pressure in real time, protecting delicate cookware parts from damage while achieving uniform surface quality.
In addition to traditional abrasive belts and wheels, some polishing equipment employs advanced technologies like ultrasonic polishing or electrochemical polishing, which can further enhance surface smoothness and remove microscopic surface defects without mechanical abrasion.
Dust collection and ventilation systems are critical components of polishing machinery, capturing airborne particles generated during abrasion to maintain operator safety and comply with environmental regulations. These systems often include high-efficiency particulate air (HEPA) filters and cyclonic separators to ensure effective dust control.
Post-polishing cleaning stations use ultrasonic baths, high-pressure water jets, or chemical cleaning to eliminate residual polishing compounds and particles, preparing cookware for further processing or packaging.
Polishing machines are controlled via integrated PLC systems with user-friendly interfaces, allowing operators to set process parameters, monitor tool wear, and schedule maintenance. Data logging capabilities enable quality traceability and continuous process improvement.
By combining precision mechanical action, automation, adaptive control, and effective environmental management, polishing machinery ensures that cookware surfaces achieve the desired aesthetic and functional qualities efficiently and sustainably.
Machinery for Production of Cookware with Metal Spinning Process
Machinery for producing cookware using the metal spinning process involves specialized equipment that shapes flat metal discs or blanks into round, hollow cookware forms like pots, pans, lids, and bowls by rotating the metal at high speed and applying force with a roller or other tool.
The core machine is a metal spinning lathe, which holds a metal blank mounted on a rotating mandrel shaped like the desired cookware interior. As the mandrel spins at high RPM, a skilled operator or CNC-controlled roller tool presses against the spinning metal, gradually forming it over the mandrel’s profile. This cold forming process stretches and shapes the metal without cutting, producing seamless, smooth cookware shells with excellent structural integrity.
Modern metal spinning machines are often CNC-controlled to automate the toolpath, speed, and pressure, improving precision, repeatability, and production speed. CNC spinning machines can reproduce complex profiles and contours consistently, reducing scrap and manual labor.
The process begins with loading metal blanks—commonly aluminum, stainless steel, or copper discs—onto the mandrel. The spinning lathe’s rollers then gradually shape the metal by applying controlled pressure, moving along the mandrel’s surface. Depending on design complexity, multiple passes may be required to achieve the final form.
Supporting machinery includes:
- Blanking presses to cut raw metal sheets into discs of precise size and thickness before spinning.
- Mandrel manufacturing equipment to produce hardened, accurate mandrels tailored to specific cookware shapes.
- Tooling sets such as rollers, cones, and pads designed for various forming stages and metal types.
- Material handling systems for loading blanks and unloading finished spun parts, which can be manual or automated.
- Surface finishing stations like polishing or grinding machines to smooth spun cookware surfaces after forming.
- Quality inspection equipment using gauges and optical systems to verify dimensional accuracy and surface quality.
Metal spinning is advantageous for cookware manufacturing because it creates lightweight, seamless, and durable products with excellent strength-to-weight ratios. The process is versatile, capable of producing a wide range of sizes and shapes, and is suitable for both low and high-volume production.
Automation and CNC control have enhanced the metal spinning process by reducing operator dependency, increasing production speed, and enabling complex geometries with tight tolerances, all crucial for modern cookware manufacturing standards.
This machinery setup offers manufacturers a cost-effective, flexible, and efficient way to produce high-quality metal cookware with smooth, consistent shapes ideal for both commercial and consumer markets.
Metal spinning machinery often incorporates advanced servo motors and feedback systems to precisely control spindle speed, roller pressure, and tool path. This level of control minimizes material stress and thinning, ensuring uniform wall thickness and optimal mechanical properties in the finished cookware.
Automated loading and unloading systems improve throughput by reducing manual handling between spinning cycles. Robotic arms or conveyor-fed fixtures position blanks onto mandrels and remove finished parts, enabling continuous operation and integration with downstream finishing processes.
Tooling design is critical in metal spinning, with rollers and form tools custom-engineered from hardened materials to withstand high pressures and repeated use. Quick-change tooling systems allow rapid switches between different cookware designs, enhancing flexibility for varied product lines.
Material selection and preparation directly influence spinning quality. Pre-treated metal blanks, often annealed to increase ductility, reduce the risk of cracking or tearing during forming. Precision blanking machines ensure consistent disc dimensions, critical for maintaining process stability.
Post-spinning operations include trimming excess material from edges using hydraulic or mechanical trimming machines, followed by surface polishing and, if required, coating or anodizing to improve corrosion resistance and appearance.
Quality control is integrated throughout, with in-process sensors monitoring parameters like spindle torque and roller force to detect anomalies early. Finished parts undergo dimensional inspection with laser scanners or coordinate measuring machines to verify adherence to strict tolerances.
By combining precise mechanical forming, automation, and real-time monitoring, metal spinning machinery provides a highly efficient production method for cookware that balances strength, aesthetics, and cost-effectiveness. This technology remains a cornerstone for manufacturing seamless, high-quality metal cookware in modern industrial settings.
Modern metal spinning machines often feature multi-axis CNC capabilities, enabling complex contours and multi-step forming processes in a single setup. This reduces cycle times and eliminates the need for multiple machines, lowering overall production costs and improving consistency.
Integrated cooling and lubrication systems are essential to prevent overheating of both the tooling and the metal during high-speed spinning, which helps maintain material integrity and extends tool life. These systems precisely deliver coolants or lubricants to the contact points, reducing friction and heat buildup.
Advanced metal spinning lines may incorporate real-time vibration monitoring and adaptive control to detect and compensate for any irregularities during the spinning process. This predictive capability helps prevent defects such as wrinkling, cracking, or uneven thickness, ensuring high product quality.
In addition to traditional metals like aluminum, copper, and stainless steel, specialized spinning machinery can process exotic alloys and composite materials, expanding the range of cookware styles and performance characteristics available to manufacturers.
Integration with upstream and downstream processes—such as automatic blank feeding, trimming, polishing, coating, and packaging—allows for fully automated, end-to-end production lines. These integrated systems boost productivity, reduce labor costs, and improve traceability and quality control throughout the manufacturing chain.
User-friendly interfaces and programmable recipe management enable operators to quickly set up and switch between different cookware models, supporting flexible manufacturing and rapid response to market demands.
Environmental considerations are addressed by incorporating energy-efficient drives, waste metal recycling systems, and emissions controls, aligning metal spinning operations with modern sustainability goals.
Overall, metal spinning machinery combines precision engineering, automation, and smart process controls to produce high-quality, seamless cookware with excellent structural integrity and aesthetic appeal, meeting the rigorous demands of both commercial and consumer markets.
Machinery for Production of Forged Metal Cookware
Machinery for the production of forged metal cookware focuses on shaping cookware parts—such as pots, pans, lids, and handles—by applying compressive forces to heated metal billets or blanks. Forging enhances the strength, durability, and grain structure of the metal, resulting in cookware with superior mechanical properties compared to cast or stamped products.
The core forging machines used include:
- Hydraulic Forging Presses: These presses use hydraulic cylinders to deliver controlled, high-force compressive loads that shape heated metal billets between custom-designed forging dies. The presses can be single-action or double-action, depending on the complexity and precision needed.
- Mechanical Forging Hammers: Powered by mechanical linkages or pneumatic systems, these hammers deliver rapid, repeated blows to deform the metal billet. They are suitable for rough forging and initial shaping stages.
- Drop Forging Machines: Drop hammers that repeatedly drop a weighted ram onto the metal workpiece to shape it in dies. Often used for high-volume production where fast cycle times are needed.
- Upsetters: Specialized forging equipment that increases the diameter of metal sections by compressing lengthwise, useful for forming handles or rims.
Supporting equipment includes:
- Heating Furnaces: Induction or gas-fired furnaces heat the metal billets to the forging temperature (typically between 900–1,200°C for steels, lower for aluminum and copper alloys), ensuring the metal is ductile and workable.
- Die Manufacturing Machinery: Precision CNC milling and grinding machines create forging dies with complex cavity shapes tailored to cookware designs. Dies are made from hardened tool steels for durability.
- Trimming Presses: After forging, excess flash material around the forged part is trimmed off using hydraulic or mechanical trimming presses to achieve the final shape and dimensions.
- Heat Treatment Equipment: Post-forging heat treatment (annealing, quenching, tempering) optimizes the metal’s microstructure, enhancing strength and corrosion resistance.
- Surface Finishing Machines: Forged cookware often requires grinding, polishing, or coating to improve aesthetics and functionality.
- Material Handling Systems: Automated conveyors, robotic arms, and loading/unloading stations increase production speed and reduce manual labor.
The forging process produces cookware with improved strength, better heat conduction, and enhanced resistance to warping and impact compared to other forming methods. Forged cookware is often thicker and heavier, prized for its durability and cooking performance.
Modern forging machinery integrates CNC control, programmable forging cycles, and real-time force and position monitoring to ensure precision and repeatability. Automation reduces labor costs and improves safety by minimizing operator exposure to hot metals and heavy machinery.
Environmental controls, such as energy-efficient furnaces and scrap recycling systems, help minimize the ecological footprint of the forging process.
In summary, machinery for forged metal cookware production combines heavy-duty forging presses, precision die making, controlled heating, and finishing equipment to deliver high-performance, long-lasting cookware favored in both professional kitchens and consumer markets.
Forging machinery for cookware production often incorporates advanced hydraulic systems that allow precise control over force application, stroke length, and speed, enabling consistent shaping of metal billets with minimal defects. These systems improve material flow within the die, reducing internal stresses and enhancing the final product’s mechanical properties.
Modern forging presses are frequently equipped with CNC or programmable logic controllers (PLC) that automate the forging cycle, adjust parameters dynamically, and facilitate quick changeovers between different cookware designs. This flexibility supports both small batch runs and large-scale production with high repeatability.
Heating furnaces used in forging lines are designed for rapid, uniform heating to ensure billets reach the optimal temperature for forming while minimizing oxidation or scale formation. Induction heating systems are common due to their energy efficiency and precise temperature control. Some setups integrate inline temperature monitoring and feedback to maintain consistent heating profiles.
Forging dies are engineered with cooling channels and wear-resistant coatings to extend their lifespan and maintain dimensional accuracy over high production volumes. Quick die change systems reduce downtime, allowing manufacturers to switch between cookware models rapidly.
Post-forging, trimming presses remove flash material efficiently, often incorporating automated scrap collection and recycling systems to improve material utilization and reduce waste. Subsequent machining or grinding processes refine edges and surfaces to meet quality standards.
Integrated quality control systems use force sensors, optical inspection, and dimensional scanning to detect defects early and ensure every forged cookware piece meets tight tolerances. Data from these inspections feed into manufacturing execution systems (MES) for traceability and continuous process improvement.
Material handling automation—including robotic arms, conveyors, and palletizing systems—streamlines workflow, reduces manual labor, and enhances safety by limiting operator exposure to hot or heavy components.
Environmental considerations are addressed by optimizing furnace fuel consumption, implementing effective ventilation and dust extraction, and recycling metal scrap generated during trimming and machining.
Overall, forged cookware production machinery blends heavy-duty forging technology with automation, precise process control, and quality assurance to produce durable, high-performance cookware favored for professional culinary applications and premium consumer products.
Advanced forging lines for cookware production also incorporate simulation software during the design phase to optimize die geometry and forging parameters before actual production. This reduces trial-and-error costs, shortens development time, and helps predict material flow, stress distribution, and potential defects.
Some forging systems integrate multi-stage forging processes where a billet undergoes successive forming operations—such as pre-forging, final forging, and trimming—in a fully automated sequence. This approach enhances dimensional accuracy and material properties by controlling deformation more precisely throughout each stage.
Automation extends to billet handling with robotic loading and unloading that synchronize with forging cycles, minimizing idle time and improving throughput. These systems can include sensors and machine vision to verify billet dimensions and orientation before forging.
In addition to traditional metals like aluminum, stainless steel, and copper alloys, modern forging equipment can process specialty materials such as titanium or high-performance alloys used in cookware designed for superior heat retention or lightweight construction.
Integration with Industry 4.0 technologies enables real-time monitoring and data analytics across the forging line. Sensors track machine health, energy consumption, and product quality metrics, feeding data into centralized platforms for predictive maintenance and process optimization.
Safety systems are integral, with guards, emergency stops, and interlocks designed to protect operators from hazards associated with high-temperature materials and powerful mechanical presses.
Forged cookware machinery is often modular, allowing manufacturers to scale production capacity or add new capabilities like surface texturing or embossing without extensive retooling.
Finally, environmental sustainability is addressed through energy recovery systems, optimized furnace combustion, and closed-loop cooling, reducing the ecological footprint of forging operations.
These combined technological advances in forging machinery make it possible to produce cookware that meets demanding standards for strength, durability, and aesthetics while maintaining efficient, safe, and environmentally responsible manufacturing practices.
Machinery for Production of Clad Metal Cookware
Machinery for the production of clad metal cookware is specialized to bond multiple metal layers—typically a core metal like aluminum or copper for excellent heat conductivity, sandwiched between outer layers such as stainless steel for durability and corrosion resistance. This multi-layer construction enhances cookware performance by combining the strengths of different metals.
Key machinery and processes involved include:
Cladding Equipment:
- Roll Cladding Mills: Large rolling mills compress and bond metal sheets or strips together under high pressure, often at elevated temperatures. Precise control of rolling speed, pressure, and temperature ensures a strong metallurgical bond without damaging the individual layers.
- Explosive Cladding Systems: Although less common in cookware manufacturing, explosive bonding uses controlled detonations to join metal layers at high velocity, producing strong bonds with minimal intermetallic formation.
- Diffusion Bonding Furnaces: Used for bonding layers by applying heat and pressure over time, diffusion bonding creates molecular-level bonds without melting metals, preserving layer integrity.
Sheet Preparation and Cutting:
- After cladding, the bonded metal sheets are cut into blanks using high-precision laser cutters, blanking presses, or CNC punching machines tailored for clad materials, ensuring dimensional accuracy for subsequent forming.
Forming Machinery:
- Deep Drawing Presses: Hydraulic or mechanical presses shape the clad metal blanks into cookware forms while maintaining the integrity of the layered structure. Tooling design must accommodate multiple layers and prevent delamination.
- Hydroforming Machines: Utilize fluid pressure to form complex shapes with uniform thickness, ideal for clad cookware with intricate designs.
- Spinning Lathes: Some clad cookware parts can be formed using metal spinning with careful control to avoid layer separation.
Edge Treatment and Joining:
- Specialized edge rolling and trimming machines finish the rims and joints of cookware pieces, ensuring smooth, durable edges without compromising the clad layers.
- Welding and brazing equipment designed for clad metals securely attach handles, lids, and other components without damaging the layered construction.
Surface Finishing:
- Polishing, brushing, and passivation lines prepare the stainless steel exterior for corrosion resistance and aesthetics.
- Coating lines may apply nonstick or other functional surface treatments compatible with the clad structure.
Quality Control Systems:
- Non-destructive testing (NDT) equipment such as ultrasonic testing or eddy current inspection detects delamination or bonding defects within the clad layers.
- Dimensional inspection with laser scanners ensures form accuracy.
Automation and Material Handling:
- Robotic arms and conveyors automate material flow between cladding, cutting, forming, and finishing stages, optimizing throughput and reducing manual handling risks.
These combined technologies ensure clad metal cookware exhibits excellent thermal performance, mechanical strength, and corrosion resistance, meeting the high standards expected by professional chefs and consumers alike. The machinery is designed for precision, efficiency, and careful handling of multilayer materials to maintain the integrity of the clad construction throughout manufacturing.
The production of clad metal cookware requires tightly controlled process parameters throughout to maintain the bond quality and layer uniformity. Rolling mills must precisely regulate pressure and temperature to avoid defects such as wrinkles, voids, or layer separation. Advanced sensor systems monitor these variables in real-time, enabling immediate adjustments and ensuring consistent clad sheet quality.
Following cladding, the cutting and blanking operations use high-precision CNC machines equipped with tooling designed to handle multilayer sheets without causing delamination. These machines often have cooling and lubrication systems to prevent heat buildup and reduce mechanical stresses during cutting.
Forming machines like hydraulic deep drawing presses employ specially engineered dies with surface coatings and polishing to minimize friction and layer damage. The forming speed and stroke profiles are carefully programmed to accommodate the different ductility and deformation behavior of each metal layer, preserving the clad structure throughout shaping.
Hydroforming techniques offer advantages for complex or seamless cookware shapes by applying uniform fluid pressure, which reduces localized stresses and potential separation between layers. This method is increasingly popular for premium clad cookware designs requiring smooth contours and high dimensional accuracy.
Edge finishing processes are crucial because exposed edges are potential weak points for corrosion or layer separation. Edge rolling machines and trimming presses must ensure smooth, uniform edges with no cracks or gaps. In some cases, laser welding or brazing is employed to seal edges or attach handles and lids, using filler materials and parameters optimized for clad metals to maintain bond integrity.
Surface finishing lines are equipped to treat clad cookware exteriors delicately, often involving multi-stage polishing, brushing, and passivation to enhance corrosion resistance and aesthetic appeal without damaging the layered structure. Some manufacturers integrate coating lines applying nonstick or ceramic layers, which require precise surface preparation and environmental controls.
Throughout the production line, quality assurance systems employ ultrasonic or eddy current inspection to detect any internal flaws or delamination within the clad layers before assembly. High-resolution laser scanners measure geometry and thickness, ensuring every piece meets tight tolerances.
Automation plays a significant role, with robotic material handlers, conveyors, and loading systems synchronized to maintain smooth transitions between manufacturing steps, reducing handling damage risk and improving productivity. Centralized control systems collect process data for real-time monitoring and long-term analysis, enabling continuous improvement and traceability.
Environmental controls include energy-efficient rolling mill drives, advanced furnace technologies for any required heat treatments, and recycling systems for metal scrap generated during cutting and trimming, supporting sustainable manufacturing practices.
In summary, machinery for clad metal cookware production integrates precision rolling, cutting, forming, and finishing equipment with sophisticated monitoring, automation, and quality control systems. This ensures the final cookware products combine the best properties of multiple metals—superior heat conduction, durability, and corrosion resistance—delivered consistently at scale to meet consumer and professional demands.
Clad metal cookware production lines often incorporate modular designs, allowing manufacturers to adapt machinery configurations based on specific product types, metal combinations, and production volumes. This flexibility supports rapid switching between different clad constructions, such as stainless steel-aluminum-stainless steel, copper-stainless steel, or other specialized multilayer assemblies.
Roll cladding mills feature adjustable roll gaps, cooling systems, and variable speed drives to accommodate varying metal thicknesses and alloy properties. Some advanced mills use multi-roll configurations for enhanced bonding pressure distribution and improved sheet flatness. These mills are often paired with surface cleaning stations to remove oxides or contaminants before bonding, which is critical for achieving high-quality metallurgical bonds.
Cutting and blanking stations integrate automated loading and stacking systems that reduce manual handling and optimize material flow. Tooling materials and coatings are selected to withstand the increased wear from processing harder clad sheets and to maintain sharp cutting edges for precision blanking.
During forming, the use of computer-controlled servo presses and hydroforming machines enables precise control over force application and deformation rates. This is especially important when working with clad metals, as differing mechanical properties of layers require tailored forming strategies to prevent cracking or delamination.
Robotic welding systems used for attaching handles and assembling multi-component cookware are programmed with specialized parameters to handle clad metals. Techniques such as laser welding or TIG welding with filler materials compatible with both core and cladding metals ensure strong, durable joints without compromising layer integrity.
Surface finishing equipment often includes automated polishing and brushing machines capable of producing various finishes—from mirror-polished to matte textures—while maintaining consistent quality across batches. Passivation lines apply chemical treatments to enhance corrosion resistance, especially for stainless steel surfaces.
Inspection and testing stations employ cutting-edge non-destructive evaluation technologies, including phased-array ultrasonic testing, to detect subsurface defects or bonding irregularities invisible to the naked eye. Inline thickness measurement systems verify that clad layers meet specified dimensions, critical for performance consistency.
Data from sensors and inspection devices feed into manufacturing execution systems (MES) and quality management software, enabling traceability from raw material through final product. This data-driven approach supports compliance with industry standards and customer specifications.
Energy efficiency and environmental sustainability are priorities, with many production lines incorporating regenerative drives, waste heat recovery from rolling mills and furnaces, and water recycling in cooling and cleaning processes. Scrap metal is systematically collected and recycled to minimize waste and reduce raw material costs.
Together, these machinery and process innovations ensure clad metal cookware production is precise, efficient, flexible, and sustainable, meeting the high expectations of both manufacturers and end-users in a competitive market.
Machinery for Production of Anodized Aluminum Pans
Machinery for production of anodized aluminum pans combines precision metal forming equipment with specialized surface treatment systems to produce durable, corrosion-resistant cookware with enhanced aesthetics and performance.
The process typically starts with high-quality aluminum sheet or coil fed into cutting and blanking machines that prepare precise blanks for pan forming. These blanks then move to deep drawing or hydroforming presses that shape the aluminum into pan bodies, rims, and lids while maintaining dimensional accuracy and surface integrity.
After forming, the pans undergo trimming and edge finishing using automated trimming presses and edge rollers to ensure smooth, safe edges and consistent dimensions.
The key step unique to anodized aluminum pans is the anodizing line. This includes a series of stages:
- Cleaning and Degreasing: Automated washing tanks remove oils, dirt, and surface contaminants to prepare the aluminum for anodizing.
- Etching and Brightening: Chemical baths roughen and brighten the surface to ensure uniform anodic layer formation.
- Anodizing Tanks: Large electrolytic tanks apply controlled electric current through the aluminum parts submerged in acidic electrolytes (typically sulfuric acid), forming a hard, porous aluminum oxide layer. The machinery includes power supplies with precise current and voltage controls to regulate layer thickness.
- Sealing: After anodizing, pans are immersed in sealing tanks (hot water or steam) to close the porous oxide layer, enhancing corrosion resistance and surface hardness.
- Drying and Inspection: Automated drying systems prepare pans for quality control, where surface thickness, hardness, and uniformity are inspected using specialized gauges and sensors.
Optional steps may include dyeing or coloring tanks for decorative anodized finishes, followed by protective coating applications like nonstick layers.
Throughout the anodizing process, robotic handling systems transfer pans between tanks and rinse stations, minimizing manual labor and contamination risks.
Supporting equipment includes water treatment and recycling systems for managing chemical effluents, ensuring compliance with environmental regulations.
Integration with automated production lines allows synchronization of forming, anodizing, finishing, and packaging steps, boosting throughput and consistency.
This machinery ensures aluminum pans gain a durable, wear-resistant surface with enhanced corrosion protection and aesthetic appeal, making anodized aluminum cookware popular for both commercial and consumer markets.
Anodized aluminum pan production machinery is designed for high efficiency and precise control over each stage to ensure consistent quality and performance. The forming presses used are often hydraulic or servo-driven to provide smooth, adjustable pressure that shapes aluminum blanks without cracking or deforming the metal. Tooling is carefully engineered and polished to minimize surface defects that could affect anodizing results.
After forming, automated trimming and edge finishing machines quickly and accurately remove excess material and create uniform rims, which are critical for pan durability and user safety. These machines often include sensors to detect dimensional deviations and trigger adjustments or rejects.
The anodizing line itself is a complex system of tanks and conveyors, with programmable logic controllers (PLCs) managing timing, electrical parameters, and chemical flow. Water spray rinse stations between tanks remove residual chemicals, preventing contamination and ensuring uniform oxide layer formation. The electrical power supplies used in anodizing must maintain stable current and voltage levels to control oxide thickness precisely, which directly affects wear resistance and appearance.
Sealing tanks use hot deionized water or steam at controlled temperatures and durations to effectively close the porous anodic layer, locking in the protective properties. Cooling and drying systems after sealing prepare pans for further processing or inspection.
Surface inspection stations use non-contact measurement tools, such as eddy current sensors or optical scanners, to verify layer thickness, surface uniformity, and detect defects like pits or uneven anodizing. Automated rejection systems remove defective parts, maintaining high quality standards.
Optional dyeing processes allow manufacturers to add vibrant colors by immersing anodized pans in dye baths before sealing. These tanks are carefully monitored for temperature, dye concentration, and immersion time to achieve consistent hues.
To enhance corrosion resistance and user experience, some production lines include automated application of nonstick coatings after anodizing. These coating systems use spray or roller technologies, followed by curing ovens that bake the coatings to durability.
Robotic arms and conveyors throughout the production line ensure smooth handling, reducing manual contact that could damage anodized surfaces. This automation also increases throughput and consistency while lowering labor costs.
Wastewater treatment plants integrated with the anodizing facility treat acidic effluents and heavy metals to meet environmental regulations. Closed-loop water recycling minimizes fresh water consumption and chemical waste.
Data acquisition and process monitoring software collect real-time information on all parameters, enabling predictive maintenance and process optimization. This digital integration helps manufacturers maintain consistent quality and reduce downtime.
Overall, machinery for anodized aluminum pan production combines advanced metal forming, chemical processing, and automated handling to produce cookware with superior durability, corrosion resistance, and attractive finishes suitable for commercial kitchens and household use.
To further optimize anodized aluminum pan production, manufacturers often integrate advanced automation technologies such as machine vision systems for detailed surface inspection. These vision systems can detect microscopic defects, discolorations, or surface inconsistencies that are invisible to the naked eye, ensuring only pans that meet strict quality criteria proceed to packaging.
The production line may also feature robotic loading and unloading stations that carefully transfer pans between forming, anodizing, and finishing stages. This minimizes handling damage and contamination, which is particularly important since anodized surfaces are porous and can be prone to staining before sealing.
In some setups, the anodizing line is modular, allowing manufacturers to scale production up or down or switch between different anodizing recipes based on product requirements. For example, thicker anodic layers can be produced for heavy-duty cookware, while thinner layers may be sufficient for lightweight pans. The flexibility of this machinery setup supports a wide range of pan sizes, shapes, and custom surface finishes.
Energy efficiency is another key consideration. Modern anodizing systems utilize power supplies with energy recovery features and process heat exchangers to reduce overall electricity and water usage. These sustainable technologies help manufacturers lower operational costs and meet environmental regulations more easily.
Furthermore, integration with enterprise resource planning (ERP) and manufacturing execution systems (MES) enables seamless tracking of production batches, raw material usage, and quality metrics. This traceability is essential for warranty management, product recalls, and continuous improvement initiatives.
Maintenance of anodizing equipment is facilitated by predictive diagnostics and remote monitoring, which alert operators to potential issues such as electrolyte contamination or power supply degradation before they cause defects or downtime. Scheduled maintenance routines based on actual equipment condition increase uptime and reduce unexpected breakdowns.
Finally, post-anodizing processes may include specialized packaging machinery that applies protective films or cartons designed to prevent scratches during transport and storage. Automated labeling systems print batch codes and product information, ensuring compliance with regulatory standards and facilitating supply chain management.
In summary, the machinery for anodized aluminum pan production encompasses highly automated forming, chemical treatment, inspection, and finishing systems that work in concert to deliver premium cookware products with consistent quality, operational efficiency, and environmental responsibility.
Machinery for Production of Carbon Steel Pans
Machinery for production of carbon steel pans focuses on robust metal forming, surface treatment, and finishing equipment tailored to handle the unique properties of carbon steel, ensuring durable, high-quality cookware suited for heavy-duty cooking applications.
The process begins with feeding carbon steel sheets or coils into cutting and blanking machines that produce precise circular blanks for pan bodies and lids. These machines typically use high-strength steel tooling to cut through the tougher material efficiently while minimizing burrs and edge defects.
Next, deep drawing or hydraulic pressing machines shape the blanks into pan bodies. Carbon steel’s higher tensile strength and lower ductility compared to aluminum require presses capable of delivering greater force with controlled deformation speeds to prevent cracking or wrinkling. Tooling is often specially coated or treated to reduce friction and wear during forming.
Following forming, trimming presses remove excess flange material and ensure uniform rim dimensions. Edge rolling or curling machines then create rolled rims to enhance strength and user safety. Some production lines use flanging machines to prepare the rims for handle attachment.
Surface preparation is a critical step since carbon steel pans are prone to rusting if not properly treated. Machinery for surface cleaning includes abrasive blasting units or shot peening systems that remove mill scale, rust, and surface imperfections while improving adhesion for subsequent coatings or seasoning.
Depending on the production style, pans may pass through pre-seasoning ovens that heat the steel at controlled temperatures to create a stable oxide layer, reducing initial rust formation. Automated seasoning lines spray or apply seasoning oils and bake the pans in curing ovens to develop a natural nonstick surface favored by many chefs.
For handle attachment, robotic or semi-automatic welding stations (such as spot welding, arc welding, or resistance welding machines) join handles securely to pan bodies. Precision fixtures and jigs ensure consistent placement and strong welds while minimizing distortion.
Finishing machines include polishing or buffing systems that smooth edges and surfaces for aesthetics and user comfort. Some manufacturers incorporate powder coating or enamel coating lines, where spray booths and curing ovens apply protective finishes that enhance corrosion resistance and color options.
Inspection stations equipped with dimensional gauges, surface roughness testers, and visual inspection cameras verify product quality throughout the process. Automated rejection systems remove defective units, maintaining stringent quality standards.
Packaging machinery wraps pans with protective materials to prevent scratches during shipping and applies labeling for branding and traceability.
Supporting equipment includes conveyor systems, robotic material handlers, and centralized control units integrating production data for process optimization.
In essence, machinery for carbon steel pan production combines heavy-duty forming presses, surface treatment systems, welding stations, and finishing lines designed to handle carbon steel’s characteristics, delivering cookware that balances durability, performance, and traditional cooking appeal.
Carbon steel pan production lines are typically built for durability and flexibility, accommodating various pan sizes and shapes while maintaining high throughput. The forming presses used are often hydraulic or mechanical, capable of delivering the high tonnage needed to shape thicker steel sheets without causing cracks or defects. Tooling materials are selected for wear resistance and low friction to extend service life and maintain consistent quality.
After forming, trimming machines precisely remove excess flange material to ensure uniform rim dimensions, which is crucial for pan stability and handle attachment. Edge rolling or curling machines then create rounded rims, enhancing strength and preventing sharp edges that could cause injury or damage during use.
Surface preparation equipment is essential due to carbon steel’s susceptibility to oxidation. Shot blasting or abrasive blasting machines clean the pan surfaces thoroughly, removing mill scale and any residual oils or contaminants. This process not only prepares the surface for seasoning or coatings but also improves adhesion.
Pre-seasoning ovens heat the pans to a controlled temperature, allowing a thin, protective oxide layer to form. This step is sometimes combined with automated seasoning systems that apply food-grade oils or waxes uniformly across pan surfaces. Baking ovens cure the seasoning layer, creating a semi-permanent, natural nonstick surface favored in professional kitchens.
For handle attachment, welding stations equipped with robotic arms or precision jigs ensure secure and consistent welding of steel, stainless steel, or cast iron handles. These systems often include spot welding or resistance welding methods, which produce strong joints with minimal heat distortion.
Polishing and buffing machines smooth surfaces and edges to provide a clean, professional finish. In some lines, powder coating or enamel coating stations spray protective layers that enhance corrosion resistance and aesthetic appeal. Curing ovens then bake these coatings for durability.
Inspection stations employ optical sensors, laser measurement tools, and manual checks to verify dimensions, surface quality, and weld integrity. Automated rejection systems divert defective pans to maintain quality standards.
Conveyor systems, robotic handlers, and automated packaging equipment streamline material flow, reduce labor, and protect finished products during shipping. Integrated control systems monitor production parameters, enabling real-time adjustments and data collection for quality control and process optimization.
Environmental controls and dust collection systems are included to maintain workplace safety and compliance with regulations during abrasive blasting and welding operations.
Overall, machinery designed for carbon steel pan manufacturing emphasizes strength, precision, and surface treatment to produce cookware that withstands rigorous use while offering traditional cooking performance and natural nonstick qualities through seasoning.
To enhance production efficiency and product consistency in carbon steel pan manufacturing, many modern facilities incorporate automation and digital controls throughout the line. Programmable logic controllers (PLCs) coordinate presses, welding stations, surface treatment units, and inspection devices to synchronize timing and reduce bottlenecks.
Advanced sensor arrays monitor critical parameters such as forming pressure, temperature in seasoning ovens, and welding current, providing real-time feedback to adjust processes dynamically. This reduces material waste and rework by catching deviations early.
Robotic arms handle repetitive tasks like loading/unloading blanks, positioning pans for welding, and transferring finished products between stations. This not only speeds up the line but also minimizes operator fatigue and safety risks.
Maintenance is streamlined through predictive analytics integrated into machinery, alerting technicians to wear patterns on tooling, hydraulic fluid conditions, or electrical component performance before failures occur. Scheduled maintenance can then be planned to minimize downtime.
Sustainability measures are increasingly common, such as water recycling in surface preparation systems, energy-efficient ovens with heat recovery, and dust extraction systems with particulate filtration to reduce environmental impact.
Customized modular production lines allow manufacturers to adapt quickly to different pan designs, sizes, or surface finishes without extensive retooling, improving market responsiveness.
Quality management software ties together inspection data, process parameters, and production output, enabling traceability of each pan back to raw material batches and machine settings. This facilitates continuous improvement and compliance with customer or regulatory standards.
In summary, carbon steel pan manufacturing machinery today blends heavy-duty forming equipment with precise surface treatment, automated handling, and integrated digital controls, delivering durable, high-quality cookware with efficient, adaptable production capabilities.
Machinery for production of nonstick cookware involves specialized equipment designed to form, treat, coat, and finish cookware surfaces that provide durable, easy-release cooking performance. The manufacturing process integrates traditional metal forming with advanced coating technologies to produce high-quality nonstick pans, pots, and other items.
The process typically begins with metal sheet feeding, cutting, and blanking machines that prepare precise metal blanks for forming. These machines handle aluminum, stainless steel, or other substrates suited for nonstick coating application.
Forming presses—such as hydraulic deep drawing or spinning lathes—shape the metal blanks into cookware bodies with consistent dimensions and smooth surfaces critical for coating adhesion. Tooling used here is precision-engineered to minimize surface defects and ensure uniform wall thickness.
Surface preparation is crucial for nonstick cookware. Specialized cleaning systems—often multi-stage washers, chemical etching tanks, or abrasive blasting units—thoroughly remove oils, oxides, and contaminants to optimize surface roughness for coating adhesion.
Coating application machinery includes automated spray booths or roll-coating lines that evenly apply primers and nonstick coatings, typically fluoropolymer-based (like PTFE) or ceramic formulations. These coating systems often feature robotic arms or conveyorized spray nozzles for consistent coverage and thickness control.
Curing ovens follow, where coated cookware passes through precisely controlled heat zones that polymerize and bond the nonstick layers to the substrate. These ovens use convection or infrared heating to ensure uniform curing without damaging the metal base.
In some lines, multiple coating layers are applied with intermediate curing steps to build up the desired nonstick performance and durability.
After coating, finishing machinery performs edge smoothing, handle attachment via welding or riveting, and quality inspections. Inspection stations employ optical sensors, thickness gauges, and adhesion testers to verify coating integrity and product specifications.
Packaging equipment prepares the cookware for shipment, often including protective films or cartons to prevent surface damage.
Supporting systems include conveyor belts, robotic handling, and integrated production control units that synchronize coating application, curing, and inspection for optimized throughput.
Environmental controls are essential due to volatile organic compounds (VOCs) and particulates generated during coating and curing. Thus, extraction and filtration systems maintain operator safety and regulatory compliance.
Overall, machinery for nonstick cookware production combines metal forming, advanced surface treatment, automated coating application, and precise curing technology, enabling manufacturers to produce cookware that delivers superior cooking performance, durability, and consumer appeal.
Nonstick cookware production lines are carefully designed to maintain a clean, controlled environment, as contamination during coating application can adversely affect product quality. Automated feeding systems ensure a steady supply of blanks to forming presses, reducing manual handling and minimizing surface damage. The forming processes use carefully calibrated force and speed to produce consistent shapes with smooth surfaces, which is critical for subsequent coating adhesion.
Surface preparation is typically multi-step, involving mechanical cleaning like abrasive blasting or brushing, followed by chemical treatments that etch the metal slightly to promote primer and coating adhesion. This preparation must be thorough yet gentle to avoid surface defects that can cause coating failures.
Coating application machinery often incorporates robotic spray arms or precision nozzles arranged on automated conveyors, providing uniform layer thickness and reducing overspray. Process parameters such as spray pressure, nozzle angle, and coating viscosity are tightly controlled. Some facilities employ electrostatic spray coating systems to increase transfer efficiency and reduce waste.
Curing ovens are calibrated to maintain exact temperature profiles, with zones for preheating, curing, and cooling. Uniform heat distribution is vital to ensure complete polymerization of the nonstick coatings without overheating, which can degrade the metal substrate or cause coating blistering.
Multiple coating layers may be applied sequentially, including primers for adhesion, base nonstick layers, and topcoats for scratch resistance and enhanced release properties. Between coating steps, inline quality checks such as thickness measurements and surface inspections identify defects early.
After coating and curing, finishing stations perform critical functions including edge rounding to eliminate sharpness, handle assembly through automated welding or riveting, and visual inspection. Optical and laser-based measurement tools verify coating uniformity, pan dimensions, and handle alignment, ensuring products meet stringent quality standards.
The packaging stage employs automated wrapping and boxing equipment designed to protect delicate coated surfaces from scratches during transport. Some lines integrate inline labeling and serialization for traceability.
Throughout the production line, centralized control systems monitor all machinery and process parameters, enabling rapid adjustments to maintain product quality and throughput. Data collection supports statistical process control and continuous improvement initiatives.
Environmental management includes ventilation, solvent recovery, and particulate filtration systems to minimize emissions and ensure worker safety. Many manufacturers invest in closed-loop water and air recycling systems to reduce environmental impact.
In summary, manufacturing machinery for nonstick cookware integrates precision metal forming, advanced surface preparation, automated coating application, and rigorous quality control within a highly automated and environmentally controlled production line. This ensures the final cookware products combine durability, excellent nonstick performance, and consumer appeal at high manufacturing efficiency.
Modern nonstick cookware production increasingly incorporates Industry 4.0 technologies to further enhance efficiency, quality, and traceability. Sensors embedded throughout the production line collect real-time data on variables such as forming pressures, coating thickness, oven temperatures, and line speeds. This data feeds into centralized manufacturing execution systems (MES), enabling predictive maintenance, process optimization, and rapid troubleshooting.
Robotic automation reduces human error and variability, especially in coating application and handle assembly. Advanced vision systems inspect pans at multiple stages for surface defects, coating inconsistencies, or dimensional deviations, automatically diverting nonconforming products before further processing.
Flexible manufacturing cells allow quick changeovers to different cookware sizes, shapes, or coating types with minimal downtime, supporting customized or limited-run production alongside mass manufacturing.
Energy-efficient curing ovens utilize infrared or microwave heating, reducing energy consumption and cycle times. Some lines integrate real-time coating cure monitoring using infrared spectroscopy or other sensor technologies to ensure optimal bonding without overheating.
Sustainability efforts include replacing solvent-based coatings with waterborne formulations and implementing closed-loop solvent recovery systems to minimize VOC emissions. Recycling scrap metal and overspray coating materials further reduce waste.
Ergonomic design and safety features in machinery protect operators from exposure to fumes, moving parts, and high temperatures, complying with strict workplace safety regulations.
Overall, these innovations make nonstick cookware production machinery more adaptive, precise, and environmentally friendly, enabling manufacturers to meet growing consumer demands for quality, performance, and sustainability in cookware products.
Machinery for Production of Copper Cookware
Machinery for production of copper cookware is specialized to handle the unique properties of copper—its high thermal conductivity, malleability, and softness—which require careful forming, joining, and finishing processes to produce durable, high-quality cookware.
The production line typically begins with copper sheet feeding and blanking machines that cut copper sheets into precise circular or shaped blanks sized for various cookware pieces. These machines are designed to handle copper’s softness without causing surface scratches or deformation.
Forming equipment includes hydraulic presses, deep drawing machines, and metal spinning lathes that shape the copper blanks into pots, pans, or lids. Due to copper’s ductility, forming tools are polished and lubricated to prevent galling and surface damage, ensuring smooth, uniform surfaces that are critical for cookware performance and aesthetics.
Annealing ovens are often integrated into the line to soften copper between forming steps, preventing cracking or work hardening during multiple forming stages. Controlled heating cycles restore copper’s ductility and allow more complex shapes to be achieved without defects.
Trimming machines accurately remove excess flange material after forming, preparing the edges for further processing like rim rolling or handle attachment. Copper-specific edge rolling machines create smooth, rounded rims that enhance strength and safety.
Joining processes for copper cookware frequently involve brazing or soldering rather than welding, due to copper’s thermal conductivity and oxidation tendencies. Automated brazing stations with precise temperature and filler metal control join components like handles or lids. In some advanced lines, laser brazing or TIG welding adapted for copper is used to achieve clean, strong joints.
Surface finishing machinery includes mechanical polishing machines—such as buffing wheels, vibratory finishers, or abrasive belts—that bring out copper’s natural bright, reflective appearance. Electrolytic polishing or chemical patination stations may also be included to create specific aesthetic effects or protective coatings.
Cleaning and degreasing units prepare the cookware for finishing or coating applications, ensuring no residues impair appearance or corrosion resistance.
Optional plating lines may apply tin or stainless steel linings inside copper cookware to provide a safe cooking surface, using electroplating or cladding machinery designed for precise layer thickness and adhesion.
Quality inspection systems, including dimensional measurement and surface defect detection, verify that each cookware piece meets stringent standards before packaging.
Automated material handling, conveyors, and packaging equipment streamline the workflow, reducing manual labor and protecting delicate copper surfaces from scratches during handling.
Environmental controls, such as fume extraction and filtration systems, manage emissions from brazing, polishing, and cleaning operations to ensure workplace safety and compliance.
Overall, copper cookware production machinery balances careful metal forming, controlled heat treatment, precision joining, and fine surface finishing to produce cookware that highlights copper’s excellent thermal properties and timeless aesthetic appeal.
Copper cookware production machinery is carefully engineered to accommodate the softness and high thermal conductivity of copper, ensuring each stage maintains the material’s integrity and aesthetic appeal. Sheet feeding and blanking systems deliver copper sheets with precise dimensional control, often incorporating protective films or coatings to prevent surface damage during handling. Forming equipment such as hydraulic presses and deep drawing machines apply controlled pressure to shape copper blanks into the desired cookware forms without inducing cracks or distortions, with lubricants and polished tooling minimizing friction and galling.
Annealing ovens play a crucial role between forming steps, as copper work hardens rapidly; these ovens heat components to carefully controlled temperatures to restore ductility and reduce internal stresses, allowing for subsequent forming or trimming without failure. Trimming machines remove excess flange material to prepare edges for finishing or assembly, while edge rolling machines create smooth, rounded rims essential for user safety and structural integrity.
Joining copper cookware parts typically involves brazing or soldering processes, favored over welding due to copper’s high thermal conductivity and oxidation susceptibility. Automated brazing stations regulate temperature and filler materials precisely to produce clean, strong joints with minimal oxidation or distortion. In advanced production lines, laser brazing or adapted TIG welding may be utilized for efficiency and joint quality. Handle attachment mechanisms integrate brazing, riveting, or mechanical fastening systems designed to secure handles without damaging the copper body.
Surface finishing equipment includes a variety of polishing machines such as buffing wheels, vibratory finishers, and abrasive belt systems to achieve the characteristic bright, reflective copper surface. Chemical treatments like patination or electrolytic polishing may be applied to create desired finishes or improve corrosion resistance. Cleaning and degreasing units ensure surfaces are free from oils, residues, and contaminants before finishing or plating steps.
Many copper cookware lines incorporate plating or lining processes to apply tin or stainless steel layers on the interior cooking surfaces, enhancing food safety and durability. Electroplating baths or cladding machinery apply these layers uniformly, with precise thickness control critical to performance and longevity.
Throughout the line, automated conveyors and robotic handlers reduce manual contact with delicate copper surfaces, minimizing scratches and defects. Quality control systems featuring optical inspection and dimensional measurement verify surface quality, joint integrity, and compliance with specifications before packaging. Packaging machines often include soft cushioning or protective films to preserve the cookware’s finish during shipping.
Environmental control systems manage fumes and particulates from brazing, polishing, and chemical treatments, ensuring safe working conditions and regulatory compliance. Water recycling and solvent recovery units help minimize environmental impact.
Together, these specialized machines and systems form a coordinated, efficient production line capable of producing high-quality copper cookware that combines excellent heat conduction with durability and aesthetic appeal.
Advanced copper cookware production lines increasingly integrate automation and smart technologies to boost precision, efficiency, and consistency. Robotic arms and CNC-controlled forming presses allow complex shapes to be manufactured with minimal human intervention, reducing variability and scrap rates. Sensors embedded in forming tools monitor pressure, temperature, and metal thickness in real time, enabling immediate adjustments to avoid defects such as thinning or cracking.
Modern annealing ovens use precise atmosphere control to prevent oxidation during heat treatment, maintaining copper’s bright finish and material properties. Automated brazing stations employ computer-controlled temperature profiles and filler feed rates to produce uniform, strong joints with minimal rework. Vision systems inspect brazed seams to detect any flaws or misalignments automatically.
Surface finishing operations benefit from programmable polishing machines that adjust speed, pressure, and abrasive type based on cookware shape and size, ensuring consistent shine and surface texture. Some lines utilize laser cleaning and polishing techniques to enhance surface quality without mechanical contact.
In plating and lining stages, inline thickness gauges and adhesion testers verify that coatings meet strict standards, while robotic sprayers and electroplating systems ensure uniform application with minimal waste. Automated drying and curing ovens maintain optimal environmental conditions for coating durability.
Integrated material handling systems, including conveyors, robotic pick-and-place units, and automated storage, reduce manual labor and the risk of surface damage during transfer between processes. Advanced packaging machines incorporate cushioning materials tailored to protect delicate copper finishes, with options for custom labeling and traceability codes.
Data collected throughout the production line feeds into manufacturing execution systems (MES), supporting predictive maintenance, quality analytics, and continuous improvement initiatives. This data-driven approach helps manufacturers optimize throughput, reduce downtime, and maintain high-quality output in competitive markets.
Environmental sustainability is also emphasized, with water and solvent recycling systems, energy-efficient equipment, and emission control technologies minimizing the ecological footprint of copper cookware manufacturing.
Altogether, the sophisticated machinery and automation systems in modern copper cookware production combine traditional metalworking craftsmanship with cutting-edge technology, enabling efficient, high-quality, and sustainable manufacturing of premium cookware products.
Machinery for Production of Aluminum Cookware
Machinery for production of aluminum cookware is designed to handle aluminum’s lightweight, high thermal conductivity, and formability, enabling efficient shaping, joining, and finishing processes that yield durable, heat-efficient cookware.
The process typically begins with aluminum coil feeding and blanking machines that cut aluminum sheets or coils into precise blanks. These machines feature advanced control to prevent surface scratches and maintain dimensional accuracy, crucial for subsequent forming steps.
Forming machinery includes hydraulic presses, deep drawing machines, and metal spinning lathes that shape aluminum blanks into pots, pans, lids, and other cookware parts. Aluminum’s ductility allows for relatively high-speed forming, but tooling is designed with polished surfaces and optimized lubrication to avoid galling and surface defects.
Annealing ovens are integrated in many production lines to soften aluminum between forming stages, reducing work hardening and preventing cracking. Precise temperature control during annealing ensures consistent material properties across batches.
Trimming machines cleanly remove excess flange material from formed parts, preparing edges for rim rolling or assembly. Edge rolling and curling machines create smooth, rounded rims to improve strength and safety.
Joining methods commonly include TIG welding, laser welding, or resistance welding, suitable for aluminum’s thermal properties. Automated welding stations maintain consistent weld quality while minimizing distortion and heat-affected zones. For parts that require handle attachment, riveting or mechanical fastening machines are also used.
Surface finishing equipment includes mechanical polishing machines—such as abrasive belts, buffing wheels, or vibratory finishers—that provide a smooth, shiny appearance. Some production lines incorporate anodizing tanks where aluminum cookware undergoes electrochemical surface treatment to enhance corrosion resistance and provide decorative finishes.
Cleaning and degreasing stations ensure all surfaces are free of oils and contaminants before finishing or coating. Nonstick coating application systems, including robotic spray booths or roller coaters, apply uniform layers of PTFE or ceramic coatings. Curing ovens then bake coatings to ensure adhesion and durability.
Automated quality inspection systems use vision sensors and laser scanners to detect dimensional deviations, surface defects, coating uniformity, and weld integrity. Defective pieces are automatically removed to maintain product standards.
Material handling systems such as conveyors, robotic arms, and automated storage reduce manual handling, protecting surfaces and increasing efficiency. Packaging machines finalize the process with protective padding and customized labeling for shipping.
Environmental controls manage emissions from welding, coating, and cleaning processes, employing fume extraction and solvent recovery systems. Many modern aluminum cookware lines focus on energy efficiency, water recycling, and waste reduction to meet sustainability goals.
Overall, aluminum cookware manufacturing machinery blends high-speed forming, precision welding, advanced surface treatment, and automated quality control to produce lightweight, durable, and visually appealing cookware suitable for modern kitchens.
Aluminum cookware production lines emphasize speed and precision to capitalize on aluminum’s excellent formability and thermal properties. Coil-fed blanking machines deliver consistent, smooth aluminum blanks, while servo-driven presses and deep drawing equipment shape the cookware efficiently with minimal material waste. These machines feature adjustable parameters to handle various thicknesses and cookware sizes, allowing flexible production runs.
Annealing ovens positioned between forming steps carefully regulate temperature and atmosphere to soften aluminum and relieve stresses, preventing cracking during deep draws or complex shapes. Automated trimming machines swiftly remove excess edges, with integrated scrap collection systems that recycle leftover aluminum.
Rim rolling and edge curling machines finish the cookware rims to enhance strength and safety, producing clean, uniform edges suitable for subsequent handle attachment. Handle assembly lines combine automated riveting, welding, or mechanical fastening stations designed to secure handles reliably without damaging the aluminum body.
Welding stations equipped with TIG or laser welding technology deliver precise, clean welds on aluminum parts, essential for cookware durability and appearance. These systems often include robotic arms programmed for complex weld paths, reducing labor and improving repeatability.
Surface finishing incorporates multi-stage polishing lines with abrasive belts, buffing wheels, and vibratory finishers to achieve smooth, attractive surfaces. Many lines integrate anodizing tanks where cookware pieces undergo electrochemical treatment, boosting corrosion resistance and offering a range of colors and finishes to meet market demands.
Nonstick coating lines apply PTFE, ceramic, or hybrid coatings using robotic sprayers or rollers, ensuring even coverage. Curing ovens bake these coatings at controlled temperatures to optimize adhesion and wear resistance, critical for cookware longevity.
Inline quality control systems utilize high-resolution cameras and laser scanners to inspect dimensions, surface finish, coating uniformity, and weld integrity. Defect detection algorithms enable real-time sorting, minimizing downstream rework or customer returns.
Automated material handling systems—including conveyors, robotic pick-and-place units, and automated guided vehicles (AGVs)—streamline workflow, reduce handling damage, and improve throughput. Packaging machines wrap cookware with protective materials and add customized labels or barcodes, facilitating traceability and retail readiness.
Environmental management is integral, with fume extraction systems capturing welding smoke and coating solvents, water treatment plants recycling rinse water from anodizing and cleaning processes, and energy-efficient equipment reducing operational costs and carbon footprint.
Together, these advanced machinery and process integrations create highly efficient aluminum cookware manufacturing lines that deliver consistent quality, scalability, and sustainability to meet global market needs.
Machinery for Production of Cast Iron Cookware
Machinery for production of cast iron cookware is specialized to handle the heavy, dense material and complex shapes typical of cast iron pots, pans, and skillets, focusing on molding, casting, finishing, and heat treatment processes that ensure durability and excellent cooking performance.
The production begins with molding machines, which prepare sand molds or other refractory molds for casting. These can be automatic or semi-automatic molding lines that compact and shape the molding sand around pattern tools to form precise cavities matching the cookware design. Core-making machines produce internal sand cores when hollow or intricate shapes are required.
Once molds and cores are prepared, the casting process takes place in foundry equipment where molten cast iron is poured into the molds. Furnaces—typically induction or cupola furnaces—melt iron scrap and alloys to produce molten metal at controlled temperatures. Automated pouring systems deliver molten iron efficiently and safely into molds, minimizing defects like cold shuts or misruns.
After cooling, shakeout machines and mold stripping equipment separate the solidified cast iron cookware from the sand molds. This is followed by shot blasting or sandblasting machines that clean residual sand and scale from the surface, preparing the castings for further processing.
Heat treatment ovens perform annealing or stress-relief cycles to improve mechanical properties, reduce internal stresses, and enhance toughness of the cast cookware.
Finishing machinery includes grinding and machining centers that trim excess metal from casting gates and risers, machine flat surfaces, and refine dimensions to ensure consistent fit and finish. CNC machining centers provide precision in critical areas like flat bottoms or handle attachments.
Surface treatment systems include shot blasting, grinding, and polishing machines that produce smooth or textured finishes depending on product specifications. Seasoning ovens bake protective coatings or pre-season layers onto the cookware surface, improving corrosion resistance and preparing it for consumer use.
Automated inspection systems using vision technology and coordinate measuring machines (CMM) check dimensional accuracy, surface defects, and structural integrity, ensuring consistent quality.
Material handling systems such as conveyors, robotic arms, and cranes facilitate the movement of heavy castings safely between stages, reducing manual labor and damage risk.
Packaging machinery is adapted to handle heavy cookware, using protective padding and sturdy materials to prevent damage during transport.
Environmental control equipment manages dust, fumes, and waste generated by molding, casting, and finishing processes, incorporating dust collectors, scrubbers, and recycling units to minimize environmental impact.
Together, this machinery suite enables efficient, precise, and safe manufacturing of durable cast iron cookware products known for their heat retention, longevity, and cooking performance.
Cast iron cookware production lines integrate advanced automation to enhance efficiency while managing the heavy and abrasive nature of the material. Modern molding machines utilize automated sand handling, mixing, and compaction systems to produce consistent molds with minimal human intervention. Core shooters create complex internal geometries with high precision, enabling sophisticated cookware designs such as multi-chambered pots or intricate handle features.
Furnaces equipped with automated controls maintain stable temperatures for melting cast iron, allowing for consistent metal quality and composition. Automated pouring systems use robotics or mechanized arms to deliver molten iron precisely into molds, reducing the risk of spillage and improving worker safety. Continuous monitoring of molten metal temperature and flow ensures optimal casting conditions to minimize defects.
After solidification, shakeout machines separate castings from molds efficiently, while dust suppression systems reduce airborne particulate matter. Shot blasting and vibratory finishing machines clean the rough cast surface, removing sand residues and preparing the cookware for machining.
CNC machining centers perform precise trimming, surface milling, and hole drilling to meet dimensional tolerances and prepare cookware for assembly or packaging. These centers can also machine flat cooking surfaces or intricate details on handles and rims, improving product uniformity and aesthetics.
Heat treatment ovens operate on programmable cycles to relieve stresses and condition the cookware for durability and resistance to cracking. Seasoning ovens apply pre-treatment layers that facilitate initial rust protection and improve seasoning adherence during consumer use.
Quality inspection uses laser scanning and vision systems to detect surface irregularities, measure dimensional accuracy, and verify structural integrity. Any defective units are automatically removed to maintain high product standards.
Material handling throughout the line is optimized with conveyors, robotic pickers, and heavy-duty cranes to transport cookware safely and reduce manual labor risks associated with heavy cast iron parts. These systems are designed to handle the high weight and prevent surface damage.
Packaging stations use custom foam inserts, heavy-duty cartons, and automated strapping to protect cookware during shipping, ensuring products reach customers intact.
Dust collection and fume extraction systems capture particulate and gaseous emissions from molding, casting, and finishing operations, maintaining regulatory compliance and worker safety. Sand reclamation units recycle spent molding material, improving sustainability and cost efficiency.
Overall, cast iron cookware machinery blends robust heavy-duty equipment with automation and precise control to produce high-quality, long-lasting cookware capable of meeting both traditional craftsmanship standards and modern manufacturing efficiency.
The integration of robotic automation in cast iron cookware manufacturing continues to advance, improving both productivity and safety. Robotic arms are increasingly deployed in mold handling, core placement, and pouring operations to reduce human exposure to high temperatures and heavy loads. These robots are equipped with vision systems and force feedback to handle molds delicately, ensuring precise alignment and reducing mold damage.
Advanced simulation software models casting flow and solidification to optimize mold design and pouring parameters, minimizing defects like porosity, shrinkage, and cracking. This predictive approach leads to fewer rejects and higher overall yield.
Additive manufacturing (3D printing) is beginning to complement traditional pattern-making by producing complex and precise patterns or cores rapidly, reducing lead times for new cookware designs. This technology enables rapid prototyping and small batch production runs without expensive tooling changes.
Energy-efficient induction furnaces and waste heat recovery systems reduce the environmental footprint and operational costs of melting processes. Some foundries adopt electric arc or plasma melting to further decrease emissions and improve metal cleanliness.
Post-casting surface treatments are evolving with plasma or chemical polishing techniques that provide smoother surfaces without extensive mechanical finishing. Additionally, innovative coating technologies, such as ceramic or enamel layers, are applied to enhance corrosion resistance, reduce seasoning maintenance, and expand cookware style options.
Smart factory systems monitor equipment health, production rates, and quality metrics in real time, allowing predictive maintenance and minimizing downtime. Data analytics and machine learning help identify process bottlenecks and optimize parameters for consistent output.
Worker safety is enhanced through enclosed casting cells, automated handling, and real-time monitoring of environmental conditions like temperature, dust, and gas levels. Ergonomic design in loading and unloading stations reduces strain during handling of heavy castings.
Sustainability initiatives focus on recycling scrap metal and spent molding materials, reducing water usage in cleaning and cooling, and minimizing airborne emissions through improved ventilation and filtration.
Collectively, these technological advancements in machinery and process control continue to transform cast iron cookware manufacturing into a more efficient, safer, and environmentally responsible industry while preserving the essential characteristics that make cast iron cookware prized for cooking performance and longevity.
Tool Maintenance Tips for Trimming Beading Machines

Maintaining the tools of a trimming beading machine is essential for ensuring long-term efficiency, precision, and reliability. Regular maintenance not only prolongs the lifespan of the tools but also ensures consistent quality of the finished products. Here are some detailed tool maintenance tips:
1. Regular Inspection and Assessment
Visual Inspection
- Daily Checks: Conduct visual inspections of cutting and beading tools at the start and end of each shift to identify any visible signs of wear, damage, or misalignment.
- Surface Examination: Look for chips, cracks, or signs of wear on the cutting edges and surfaces, as these can affect the tool’s performance and the quality of the beading.
Performance Monitoring
- Quality Checks: Routinely check the quality of the finished products for any signs of tool-related issues, such as burrs, uneven edges, or inconsistent beading.
- Operational Sounds: Listen for unusual noises during operation, which may indicate tool misalignment or wear.
2. Proper Cleaning and Lubrication
Cleaning Procedures
- Remove Debris: Regularly clean tools to remove metal shavings, dust, and other debris that can accumulate and affect performance.
- Use Appropriate Solvents: Employ non-corrosive cleaning solvents to remove stubborn residues without damaging the tool’s surface.
Lubrication
- Lubricant Selection: Use the correct type of lubricant for the specific tool material, such as oil-based lubricants for steel tools or dry lubricants for carbide tools.
- Regular Application: Apply lubricants at regular intervals to reduce friction, prevent overheating, and protect against corrosion.
3. Sharpening and Reconditioning
Sharpening Techniques
- Proper Tools: Use appropriate sharpening tools, such as diamond stones or grinding wheels, to maintain the cutting edge.
- Sharpening Angles: Follow the manufacturer’s recommendations for sharpening angles to ensure optimal cutting performance.
- Frequency: Establish a regular sharpening schedule based on tool usage and material hardness to maintain sharp edges.
Reconditioning Services
- Professional Reconditioning: Consider professional reconditioning services for heavily worn or damaged tools to restore them to their original specifications.
- Tool Replacement: Replace tools that have reached the end of their usable life to maintain performance and quality.
4. Alignment and Calibration
Tool Alignment
- Proper Setup: Ensure that tools are correctly aligned before each operation to prevent uneven wear and ensure accurate cuts and beads.
- Alignment Tools: Use precision alignment tools and gauges to verify proper tool positioning and alignment.
Calibration
- Regular Calibration: Regularly calibrate the machine and its components to ensure that tools operate within specified tolerances.
- Documentation: Keep detailed records of calibration activities and adjustments for quality control and maintenance purposes.
5. Storage and Handling
Tool Storage
- Protective Cases: Store tools in protective cases or racks to prevent damage when not in use.
- Controlled Environment: Maintain a clean, dry, and temperature-controlled environment to prevent corrosion and material degradation.
Handling Practices
- Proper Handling: Use appropriate handling techniques to prevent dropping or mishandling tools, which can lead to damage.
- Training: Train operators and maintenance personnel on proper handling and storage procedures to minimize accidental damage.
6. Documentation and Training
Maintenance Records
- Detailed Logs: Keep detailed records of all maintenance activities, including inspections, cleaning, sharpening, and replacements. This information can help track tool performance and identify patterns or issues.
- Tool Usage Records: Document tool usage, including hours of operation and materials processed, to anticipate maintenance needs and schedule downtime effectively.
Training and Education
- Operator Training: Provide comprehensive training for operators and maintenance personnel on proper tool care and maintenance procedures.
- Continuous Education: Stay updated on the latest tool maintenance techniques and technologies to improve maintenance practices and enhance tool longevity.
Conclusion
Effective tool maintenance is crucial for maximizing the performance and lifespan of trimming beading machines. By implementing these maintenance tips, manufacturers can ensure consistent product quality, reduce downtime, and extend the life of their tools. Regular inspections, proper cleaning and lubrication, alignment, and training are essential components of a comprehensive maintenance strategy.
Application Areas of Trimming Beading Machines
Trimming beading machines play a crucial role across various industries due to their ability to efficiently trim and bead the edges of metal and other materials. They are essential for achieving precision, consistency, and quality in manufacturing processes. Below, we delve into the primary application areas where these machines are indispensable:
1. Automotive Industry
Role and Importance
The automotive industry relies heavily on trimming beading machines to ensure the structural integrity and aesthetic quality of vehicle components. These machines are used to trim and form beads on various parts, contributing to the overall safety and appearance of vehicles.
Specific Applications
- Body Panels: Trimming beading machines are used to trim and bead the edges of doors, hoods, fenders, and trunk lids. This ensures a smooth fit and finish, reducing the risk of sharp edges and improving the vehicle’s aesthetic appeal.
- Exhaust Systems: Beading is essential for exhaust system components to ensure proper sealing and assembly. Trimming beading machines create precise beads that help maintain joint integrity under varying temperatures and pressures.
- Interior Components: These machines are used to create beaded edges on interior panels and trim pieces, enhancing the aesthetic quality and durability of the interior components.
Benefits
- Improved Safety: Proper beading enhances the strength and stability of components, contributing to vehicle safety.
- Aesthetic Appeal: Beading provides a polished and professional appearance, enhancing the overall look of the vehicle.
- Cost Efficiency: Automated trimming and beading reduce labor costs and increase production efficiency, enabling manufacturers to meet high-volume demands.
2. Aerospace Industry
Role and Importance
The aerospace industry demands the highest precision and quality standards, making trimming beading machines essential for manufacturing components that must withstand extreme conditions and stresses.
Specific Applications
- Fuselage Panels: Trimming beading machines are used to trim and bead the edges of fuselage panels, ensuring a precise fit and alignment during assembly. Beading enhances the panels’ structural integrity and resistance to aerodynamic forces.
- Wing Components: Beading is applied to wing components, such as flaps and ailerons, to improve their strength and performance. The precision of trimming beading machines ensures the components meet strict aerospace standards.
- Engine Components: In engine manufacturing, trimming beading machines are used to create precise beads on engine casings and ducts, improving thermal and mechanical performance.
Benefits
- Precision and Accuracy: Trimming beading machines provide the precision necessary to meet the stringent requirements of the aerospace industry.
- Enhanced Performance: Beaded components offer improved strength and aerodynamic performance, contributing to the overall efficiency of aircraft.
- Reliability: The consistent quality of beaded components ensures reliability and safety in critical aerospace applications.
3. HVAC Industry
Role and Importance
The HVAC (Heating, Ventilation, and Air Conditioning) industry utilizes trimming beading machines to manufacture components that require precise sealing and structural integrity.
Specific Applications
- Ductwork: Trimming beading machines are used to bead the edges of ductwork components, ensuring a tight seal and preventing air leaks. Proper beading also enhances the structural stability of ducts.
- Vents and Grilles: Beading is applied to vents and grilles to improve their strength and appearance. Trimming beading machines ensure a consistent fit and finish, contributing to the overall quality of HVAC systems.
- Heat Exchangers: In heat exchanger manufacturing, trimming beading machines create beads that enhance the thermal performance and durability of components.
Benefits
- Energy Efficiency: Beaded components improve sealing and reduce air leakage, enhancing the energy efficiency of HVAC systems.
- Durability: The structural integrity provided by beading ensures the long-term durability of HVAC components.
- Quality Assurance: Trimming beading machines deliver consistent quality, enabling manufacturers to meet industry standards and customer expectations.
4. Consumer Goods Industry
Role and Importance
In the consumer goods industry, trimming beading machines are employed to enhance the quality and appearance of a wide range of products, from household appliances to electronics.
Specific Applications
- Appliances: Trimming beading machines are used to create beaded edges on appliances such as refrigerators, ovens, and washing machines. This improves the aesthetic appeal and durability of the products.
- Electronics Enclosures: Beading is applied to electronic enclosures and casings to enhance their strength and provide a polished appearance. Trimming beading machines ensure a precise fit and finish, critical for protecting sensitive electronic components.
- Packaging: In packaging manufacturing, trimming beading machines create beads that improve the strength and sealing of containers, ensuring the protection and integrity of packaged goods.
Benefits
- Aesthetic Enhancement: Beading enhances the visual appeal of consumer products, contributing to customer satisfaction and brand image.
- Structural Integrity: Beaded edges provide added strength and resistance to wear and tear, extending the lifespan of consumer goods.
- Manufacturing Efficiency: Trimming beading machines increase production efficiency, allowing manufacturers to meet high demand while maintaining quality.
5. Metalworking Industry
Role and Importance
The metalworking industry utilizes trimming beading machines for a variety of applications where precision and consistency are paramount.
Specific Applications
- Sheet Metal Fabrication: Trimming beading machines are used to trim and bead sheet metal components for a range of applications, from construction to transportation.
- Custom Metal Components: Beading is applied to custom metal parts to enhance their strength and performance. Trimming beading machines enable the production of intricate and precise designs.
- Architectural Metalwork: In architectural metalwork, trimming beading machines create beaded edges on decorative elements, ensuring a high-quality finish.
Benefits
- Precision and Consistency: Trimming beading machines provide the accuracy required for complex metalworking applications.
- Versatility: These machines can handle a wide range of materials and thicknesses, accommodating diverse metalworking needs.
- Quality Assurance: The consistent quality of beaded metal components ensures they meet industry standards and project specifications.
6. Food and Beverage Industry
Role and Importance
In the food and beverage industry, trimming beading machines are used to manufacture components that require precise sealing and hygiene standards.
Specific Applications
- Food Containers: Trimming beading machines are used to create beaded edges on food containers, ensuring a tight seal and preventing contamination.
- Beverage Cans: Beading is applied to beverage cans to enhance their strength and resistance to pressure changes. Trimming beading machines ensure a uniform and reliable seal.
- Processing Equipment: In food processing equipment manufacturing, trimming beading machines create beads that improve the structural integrity and hygiene of components.
Benefits
- Food Safety: Beaded components provide secure sealing, preventing contamination and ensuring food safety.
- Durability: The added strength provided by beading ensures the longevity and reliability of food and beverage packaging.
- Efficiency: Trimming beading machines increase production efficiency, enabling manufacturers to meet high demand while maintaining quality and safety standards.
7. Medical Device Manufacturing
Role and Importance
The medical device manufacturing industry requires precision and reliability, making trimming beading machines essential for producing components that must meet strict standards.
Specific Applications
- Surgical Instruments: Trimming beading machines are used to create beaded edges on surgical instruments, enhancing their strength and safety.
- Medical Equipment Casings: Beading is applied to medical equipment casings to improve their structural integrity and provide a polished appearance.
- Implantable Devices: In the manufacturing of implantable devices, trimming beading machines create beads that ensure precision and compatibility with human tissue.
Benefits
- Precision and Accuracy: Trimming beading machines provide the precision necessary to meet the stringent requirements of medical device manufacturing.
- Reliability: Beaded components ensure reliability and safety in critical medical applications.
- Quality Assurance: The consistent quality of beaded medical components ensures they meet industry standards and regulatory requirements.
Conclusion
Trimming beading machines are versatile tools that play a vital role in various industries, from automotive to medical device manufacturing. Their ability to enhance the precision, consistency, and quality of components makes them indispensable for modern manufacturing processes. By understanding the specific applications and benefits of trimming beading machines, manufacturers can optimize their operations, improve product quality, and meet the demands of their respective industries.
Trimming Beading Tools
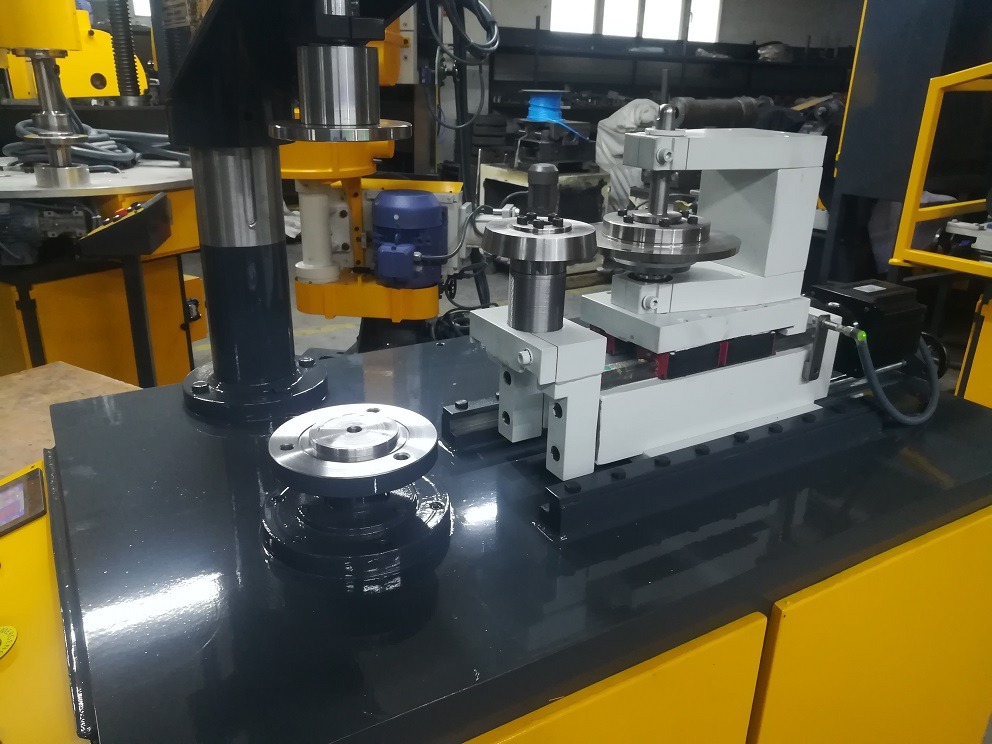
Trimming beading tools are critical components of trimming beading machines, directly responsible for cutting and forming beads on workpieces. Their design, material, and maintenance play a crucial role in determining the quality and efficiency of the trimming and beading process. Here’s an in-depth look at trimming beading tools, including their types, materials, maintenance, and considerations for selection:
Types of Trimming Beading Tools
Trimming beading tools come in various shapes and forms, each designed for specific tasks and applications. The choice of tools depends on the material being processed, the desired bead pattern, and the machine’s capabilities.
1. Rotary Cutters
Functionality
- Rotary cutters are used for continuous cutting operations and are ideal for long production runs.
- They provide high-speed cutting and precision, making them suitable for trimming operations that require clean and straight edges.
Applications
- Automotive body panels
- Sheet metal fabrication
- Packaging components
2. Punch and Die Sets
Functionality
- Punch and die sets are used for stamping and forming operations, allowing for the creation of complex bead patterns and shapes.
- They offer versatility and can be customized to meet specific design requirements.
Applications
- Complex bead patterns in aerospace components
- Decorative metalwork
- Custom metal parts
3. Roller Dies
Functionality
- Roller dies are utilized in forming continuous beads along the length of a workpiece.
- They apply consistent pressure and control, ensuring uniform bead formation.
Applications
- HVAC ductwork
- Metal enclosures
- Architectural metalwork
4. Serrated Cutters
Functionality
- Serrated cutters feature a toothed edge that is designed for gripping and cutting through tougher materials.
- They are often used in applications where a smooth finish is not critical but where material grip and precision are required.
Applications
- Heavy-duty metal cutting
- Thicker materials such as steel or titanium
5. Profile Tools
Functionality
- Profile tools are used to create specific bead profiles and shapes, including U-beads, V-beads, and more complex designs.
- These tools are customized to match the desired profile and are critical for applications requiring specific geometric shapes.
Applications
- Automotive trim components
- Custom metal profiles
- Precision sheet metal work
Materials for Trimming Beading Tools
The choice of material for trimming beading tools affects their performance, durability, and suitability for different applications. Key materials include:
1. High-Speed Steel (HSS)
Characteristics
- Known for its hardness and ability to maintain a sharp edge at high temperatures.
- Offers good wear resistance and is suitable for a wide range of cutting applications.
Advantages
- Cost-effective for general-purpose trimming and beading.
- Easy to sharpen and recondition.
Limitations
- May wear quickly in high-volume production or with abrasive materials.
2. Carbide
Characteristics
- Carbide tools offer superior wear resistance and durability, making them ideal for high-volume production and difficult-to-machine materials.
- Maintains sharpness and precision over extended periods.
Advantages
- Long tool life and reduced downtime for tool changes.
- Suitable for hard and abrasive materials.
Limitations
- Higher initial cost compared to HSS tools.
- More challenging to recondition and sharpen.
3. Ceramic and Diamond Coatings
Characteristics
- Ceramic and diamond coatings provide extreme hardness and wear resistance.
- Used for specialized applications requiring the highest levels of durability and precision.
Advantages
- Exceptional tool life and performance in demanding applications.
- Resistance to heat and wear, reducing tool degradation.
Limitations
- Very high cost, typically reserved for critical applications.
- Requires specialized equipment for sharpening and maintenance.
4. Tool Steel
Characteristics
- Tool steel is a versatile material that offers a good balance of strength, toughness, and wear resistance.
- Suitable for a variety of tool types and applications.
Advantages
- Cost-effective and easy to machine and customize.
- Provides a good balance between durability and flexibility.
Limitations
- May not perform as well as carbide or ceramic in highly abrasive conditions.
Maintenance of Trimming Beading Tools
Proper maintenance of trimming beading tools is essential for ensuring consistent performance and longevity. Here are some key maintenance practices:
1. Regular Inspection and Assessment
- Visual Inspections: Conduct regular visual inspections to identify signs of wear, damage, or misalignment.
- Performance Monitoring: Monitor tool performance by checking the quality of the finished products for any signs of tool-related issues, such as burrs or uneven edges.
2. Cleaning and Lubrication
- Cleaning Procedures: Regularly clean tools to remove metal shavings, dust, and debris that can accumulate and affect performance.
- Lubrication: Apply appropriate lubricants to reduce friction, prevent overheating, and protect against corrosion. Ensure that the correct type of lubricant is used for the specific tool material.
3. Sharpening and Reconditioning
- Sharpening Techniques: Use the appropriate sharpening tools, such as diamond stones or grinding wheels, to maintain the cutting edge. Follow manufacturer recommendations for sharpening angles.
- Reconditioning Services: Consider professional reconditioning services for heavily worn or damaged tools to restore them to their original specifications.
4. Alignment and Calibration
- Tool Alignment: Ensure that tools are correctly aligned before each operation to prevent uneven wear and ensure accurate cuts and beads.
- Calibration: Regularly calibrate the machine and its components to ensure that tools operate within specified tolerances.
5. Storage and Handling
- Proper Storage: Store tools in protective cases or racks to prevent damage when not in use. Maintain a clean, dry, and temperature-controlled environment.
- Handling Practices: Use appropriate handling techniques to prevent dropping or mishandling tools. Train operators on proper handling and storage procedures.
Considerations for Selecting Trimming Beading Tools
Selecting the right trimming beading tools requires careful consideration of several factors to ensure optimal performance and quality:
1. Material Compatibility
- Choose tools made from materials that are compatible with the workpiece material to ensure effective cutting and beading.
- Consider the hardness, abrasiveness, and thickness of the material when selecting tool materials and coatings.
2. Tool Geometry
- Select tools with the appropriate geometry for the desired bead profile and cutting requirements.
- Consider factors such as tool angle, shape, and size when choosing tools for specific applications.
3. Production Volume
- Consider the production volume and frequency of tool changes when selecting tools. High-volume production may require more durable materials such as carbide or ceramic.
4. Quality Requirements
- Evaluate the quality requirements of the finished product, including precision, surface finish, and consistency.
- Select tools that can meet the desired quality standards, taking into account the required tolerances and specifications.
5. Cost Considerations
- Balance the cost of tools with their expected performance and longevity. Consider the total cost of ownership, including maintenance and replacement costs.
6. Machine Compatibility
- Ensure that the selected tools are compatible with the specific trimming beading machine being used, including tool holders, spindles, and drive mechanisms.
Conclusion
Trimming beading tools are essential components of trimming beading machines, directly influencing the quality and efficiency of the manufacturing process. By understanding the different types of tools, their materials, and maintenance requirements, manufacturers can optimize their operations and ensure consistent, high-quality results. Proper tool selection, maintenance, and handling are key to maximizing performance and extending the lifespan of trimming beading tools.
Beading Machine Efficiency
Improving the efficiency of a beading machine is crucial for manufacturers seeking to enhance productivity, reduce costs, and maintain high-quality output. A beading machine’s efficiency is influenced by multiple factors, including machine design, tool selection, operational practices, and maintenance strategies. This guide will explore these factors in detail, providing insights into how efficiency can be optimized.
1. Machine Design and Configuration
The design and configuration of a beading machine have a significant impact on its efficiency. Considerations include the machine’s mechanical setup, automation capabilities, and adaptability to various production requirements.
Key Design Factors
- Automation Level: Automated beading machines can significantly improve efficiency by reducing manual intervention, minimizing errors, and increasing throughput. Machines with advanced control systems, such as CNC (Computer Numerical Control) or PLC (Programmable Logic Controllers), offer precise control over operations.
- Modular Design: Machines with modular components allow for quick changes and customization to accommodate different product specifications. This flexibility can lead to reduced downtime and faster setup times.
- Ergonomic Design: An ergonomic design reduces operator fatigue and error rates. Features such as user-friendly interfaces and adjustable components enhance operator comfort and efficiency.
Technological Integration
- Industry 4.0: Incorporating Industry 4.0 technologies, such as IoT (Internet of Things) sensors and data analytics, enables real-time monitoring of machine performance and predictive maintenance. This integration helps identify potential issues before they lead to downtime, ensuring continuous operation.
- Adaptive Controls: Machines equipped with adaptive control systems can automatically adjust settings based on real-time data, optimizing performance for varying materials and production requirements.
2. Tool Selection and Maintenance
The selection and maintenance of tools are critical to maximizing the efficiency of a beading machine. High-quality tools, combined with regular maintenance, ensure precision and longevity.
Tool Selection
- Material Compatibility: Choose tools that are compatible with the materials being processed. This minimizes wear and tear and ensures efficient operation. For example, carbide tools are ideal for high-volume production due to their durability and resistance to wear.
- Tool Geometry: Select tools with the appropriate geometry for the desired bead profile and cutting requirements. Proper tool geometry can reduce material waste and improve cycle times.
Tool Maintenance
- Routine Sharpening: Regularly sharpen tools to maintain their cutting efficiency. Dull tools increase cycle times and reduce product quality.
- Alignment and Calibration: Ensure tools are properly aligned and calibrated to prevent defects and ensure consistent bead formation.
- Inventory Management: Maintain an inventory of spare tools to prevent downtime in the event of tool failure or wear.
3. Operational Practices
Operational practices, including setup procedures, quality control, and process optimization, play a crucial role in enhancing beading machine efficiency.
Setup and Calibration
- Efficient Setup Procedures: Streamline setup procedures to reduce downtime between production runs. This includes using quick-change tooling systems and pre-configured settings.
- Calibration Checks: Regularly perform calibration checks to ensure the machine operates within specified tolerances. This prevents defects and reduces the need for rework.
Process Optimization
- Cycle Time Reduction: Analyze and optimize cycle times by identifying bottlenecks and implementing process improvements. This can include adjustments to machine speed, tool changes, and material handling.
- Lean Manufacturing Principles: Implement lean manufacturing principles to eliminate waste and improve process flow. Techniques such as 5S and value stream mapping can enhance efficiency.
- Continuous Improvement: Foster a culture of continuous improvement by encouraging operators and engineers to identify inefficiencies and propose solutions.
4. Quality Control and Inspection
Implementing robust quality control and inspection processes ensures that beading machines produce consistent and high-quality output, reducing waste and rework.
In-Line Inspection
- Automated Inspection Systems: Use automated inspection systems to monitor product quality in real-time. This allows for immediate identification and correction of defects.
- Statistical Process Control (SPC): Implement SPC techniques to track and analyze production data. This helps identify trends and deviations, enabling proactive adjustments.
Feedback Loops
- Operator Feedback: Encourage operators to provide feedback on machine performance and quality issues. This insight can be invaluable for identifying areas for improvement.
- Customer Feedback: Collect and analyze customer feedback to identify quality issues and adjust processes accordingly.
5. Maintenance Strategies
A proactive maintenance strategy is essential for minimizing downtime and ensuring the long-term efficiency of beading machines.
Preventive Maintenance
- Scheduled Maintenance: Implement a regular maintenance schedule to address wear and tear before it leads to machine failure. This includes lubrication, alignment checks, and part replacements.
- Maintenance Logs: Maintain detailed logs of maintenance activities to track machine performance and identify recurring issues.
Predictive Maintenance
- Condition Monitoring: Use condition monitoring tools, such as vibration analysis and thermal imaging, to detect signs of impending failure.
- Data Analytics: Analyze maintenance and operational data to predict future maintenance needs, reducing unplanned downtime.
6. Training and Workforce Development
Investing in operator training and workforce development can enhance the efficiency of beading machines by ensuring proper machine operation and fostering a culture of continuous improvement.
Operator Training
- Skill Development: Provide comprehensive training on machine operation, maintenance procedures, and quality control. This ensures operators are equipped to maximize machine performance.
- Cross-Training: Implement cross-training programs to develop a versatile workforce capable of operating multiple machines and handling various tasks.
Continuous Learning
- Workshops and Seminars: Encourage participation in workshops and seminars to stay updated on the latest industry trends and technologies.
- Knowledge Sharing: Foster a culture of knowledge sharing among employees to disseminate best practices and innovations.
Conclusion
Enhancing the efficiency of a beading machine involves a multifaceted approach that encompasses machine design, tool selection, operational practices, quality control, maintenance strategies, and workforce development. By focusing on these areas, manufacturers can optimize machine performance, reduce costs, and maintain high-quality output. A commitment to continuous improvement and technological integration will ensure long-term efficiency and competitiveness in the industry.
Installation Requirements for Trimming Beading Machines
The installation of a trimming beading machine requires careful planning and consideration of various factors to ensure optimal performance and safety. Proper installation is crucial for maximizing efficiency, reducing downtime, and maintaining consistent product quality. Below, we explore the key installation requirements for trimming beading machines, covering site preparation, utility requirements, machine setup, safety considerations, and training.
1. Site Preparation
Preparing the installation site is a critical first step to ensure that the beading machine can be set up and operated efficiently. This involves selecting the appropriate location, ensuring structural support, and planning for space requirements.
Location Selection
- Proximity to Production Lines: The machine should be located near the relevant production lines to minimize material handling time and improve workflow efficiency.
- Access for Maintenance: Ensure that there is sufficient space around the machine for maintenance and repairs. Consider the accessibility of components that require frequent servicing.
Structural Support
- Floor Load Capacity: Verify that the floor can support the weight of the machine and any additional equipment. Reinforce the floor if necessary to prevent vibrations and ensure stability.
- Vibration Isolation: Implement vibration isolation measures, such as mounting the machine on anti-vibration pads, to reduce noise and prevent damage to nearby equipment.
Space Requirements
- Working Area: Allocate sufficient space for operators to work safely and efficiently, including room for tool changes, adjustments, and inspections.
- Material Handling: Plan for adequate space for the storage and handling of raw materials and finished products, including conveyors or material handling systems if necessary.
2. Utility Requirements
Ensuring that the necessary utilities are in place is essential for the proper operation of a trimming beading machine. This includes power supply, compressed air, and ventilation.
Power Supply
- Voltage and Amperage: Confirm that the power supply meets the machine’s voltage and amperage requirements. Most industrial beading machines require a three-phase power supply with specific voltage levels (e.g., 220V, 380V, or 440V).
- Electrical Connections: Ensure that electrical connections are made by a qualified electrician, adhering to local electrical codes and standards. Install circuit breakers and fuses as necessary to protect the machine and operators.
Compressed Air
- Air Supply: Some beading machines require compressed air for certain operations, such as clamping or pneumatic controls. Verify the machine’s air pressure and flow requirements and ensure a reliable supply.
- Air Quality: Install air filters and dryers to maintain air quality and prevent contaminants from affecting the machine’s performance.
Ventilation
- Dust and Fume Extraction: Provide adequate ventilation to remove dust, fumes, and other airborne contaminants generated during the beading process. Consider installing dust extraction systems or local exhaust ventilation to maintain air quality.
- Climate Control: Ensure that the installation area is climate-controlled to prevent temperature and humidity fluctuations that could affect machine performance and material quality.
3. Machine Setup and Alignment
Proper setup and alignment of the beading machine are critical to ensure precision and efficiency. This involves machine assembly, calibration, and testing.
Machine Assembly
- Component Installation: Assemble the machine according to the manufacturer’s instructions, ensuring that all components are correctly installed and secured.
- Tooling Installation: Install and configure the necessary cutting and beading tools, ensuring they are compatible with the materials and bead profiles required.
Alignment and Calibration
- Tool Alignment: Align tools with the workpiece to ensure accurate trimming and beading. Use precision alignment tools and gauges to verify correct positioning.
- Calibration: Calibrate the machine’s control systems to ensure that operations are performed within specified tolerances. This includes setting tool angles, cutting speeds, and beading pressures.
Testing and Verification
- Trial Runs: Conduct trial runs with sample materials to verify that the machine is operating correctly and producing the desired results. Adjust settings as needed to achieve optimal performance.
- Quality Inspection: Inspect finished samples for quality and consistency, checking for defects such as burrs, uneven edges, or incomplete beads.
4. Safety Considerations
Safety is a paramount concern during the installation and operation of a trimming beading machine. Implementing proper safety measures protects operators and equipment.
Machine Safety Features
- Emergency Stops: Ensure that emergency stop buttons are accessible and functioning correctly. Test the emergency stop system to verify its effectiveness.
- Safety Guards: Install safety guards and barriers to prevent accidental contact with moving parts. Ensure that guards are securely fastened and meet relevant safety standards.
Operator Safety
- Personal Protective Equipment (PPE): Provide operators with appropriate PPE, such as gloves, safety glasses, and hearing protection, to minimize injury risks.
- Safety Signage: Install safety signage to warn operators of potential hazards and remind them of safe operating procedures.
Compliance and Regulations
- Regulatory Compliance: Ensure that the installation complies with all relevant safety and environmental regulations. This may include OSHA standards in the United States or similar regulations in other countries.
- Risk Assessment: Conduct a risk assessment to identify potential hazards and implement mitigation measures.
5. Training and Workforce Development
Training operators and maintenance personnel is essential for ensuring safe and efficient machine operation.
Operator Training
- Machine Operation: Provide comprehensive training on machine operation, including setup, tool changes, and adjustments. Ensure that operators understand the machine’s control systems and safety features.
- Quality Control: Train operators on quality control procedures, including inspecting finished products for defects and making necessary adjustments.
Maintenance Training
- Routine Maintenance: Train maintenance personnel on routine maintenance tasks, such as lubrication, tool sharpening, and alignment checks.
- Troubleshooting: Provide training on troubleshooting common issues and performing repairs to minimize downtime.
Continuous Improvement
- Feedback Mechanisms: Encourage operators and maintenance personnel to provide feedback on machine performance and suggest improvements.
- Ongoing Training: Offer ongoing training opportunities to keep employees updated on the latest technologies and best practices.
Conclusion
Proper installation of a trimming beading machine involves careful consideration of site preparation, utility requirements, machine setup, safety considerations, and training. By addressing these factors, manufacturers can ensure that their machines operate efficiently, safely, and effectively, leading to improved productivity and product quality. A well-planned installation process lays the foundation for long-term success and competitiveness in the manufacturing industry.
Installation Time Estimate for a Trimming Beading Machine
Estimating the installation time for a trimming beading machine involves considering various factors, such as the complexity of the machine, site preparation, the availability of resources, and the experience of the installation team. While the specific time required can vary widely depending on these factors, I can provide a general breakdown of the installation steps and estimated time frames for each phase.
Here’s a detailed look at the various steps involved in the installation process and the estimated time required for each phase:
1. Pre-Installation Planning and Preparation
Estimated Time: 1-3 Days
- Site Inspection and Preparation: Conduct a thorough inspection of the installation site to ensure it meets the necessary requirements, such as floor strength, ventilation, and space availability. Prepare the site by clearing any obstructions and ensuring utilities are accessible.
- Utility Setup: Arrange for electrical connections, compressed air supply, and other necessary utilities. This might require coordination with electricians and other contractors to ensure compliance with safety standards.
- Logistics and Equipment Handling: Plan the delivery and handling of the machine and its components. This includes scheduling transportation and ensuring equipment like cranes or forklifts is available for moving heavy parts.
2. Machine Assembly
Estimated Time: 2-5 Days
- Unpacking and Inspection: Unpack the machine components and inspect them for any damage incurred during transportation. Verify that all components and accessories are present according to the packing list.
- Base and Frame Setup: Assemble the base and frame of the machine. This involves positioning and securing the machine to the floor, ensuring it is level and stable. Vibration pads or anchors may need to be installed, depending on the machine’s design and site requirements.
- Component Assembly: Assemble the various components of the machine, such as drive systems, control panels, cutting and beading tools, and other peripherals. This step can vary significantly depending on the complexity of the machine.
3. Electrical and Utility Connections
Estimated Time: 1-2 Days
- Electrical Wiring: Connect the machine to the power supply, ensuring that wiring is done by a certified electrician. Test the connections to verify proper voltage and amperage levels.
- Compressed Air and Pneumatics: Connect the compressed air supply if required by the machine. Verify that air pressure and flow meet the manufacturer’s specifications.
- Ventilation Systems: Install any necessary ventilation systems or dust extraction equipment to ensure a safe working environment.
4. Calibration and Testing
Estimated Time: 1-3 Days
- Tool Installation and Alignment: Install and align the cutting and beading tools. Use precision instruments to ensure correct alignment and positioning.
- System Calibration: Calibrate the machine’s control systems, including CNC or PLC settings, to ensure operations are within specified tolerances. This may involve setting up parameters for speed, pressure, and bead patterns.
- Trial Runs and Testing: Conduct trial runs using sample materials to verify machine operation. Inspect the finished products for quality and consistency, making necessary adjustments to settings.
5. Safety Checks and Final Adjustments
Estimated Time: 1 Day
- Safety Inspections: Conduct a thorough safety inspection to ensure all guards, emergency stops, and safety features are operational. Address any potential hazards identified during this inspection.
- Final Adjustments: Make final adjustments to optimize machine performance and address any remaining issues detected during testing.
6. Operator Training and Handover
Estimated Time: 1-3 Days
- Operator Training: Provide comprehensive training to operators and maintenance personnel on machine operation, maintenance procedures, and safety protocols.
- Handover: Conduct a formal handover process, providing documentation, manuals, and support contacts. Ensure that operators and technicians are comfortable with the machine’s operation and troubleshooting procedures.
Total Estimated Installation Time
Overall Time Estimate: 7-17 Days
This estimate assumes that all resources are available, and the installation team is experienced. The time required can vary based on the complexity of the machine, the readiness of the site, and the efficiency of the installation team.
Factors Influencing Installation Time
- Machine Complexity: More complex machines with advanced automation and control systems may require additional time for assembly, calibration, and testing.
- Site Readiness: Delays in site preparation, such as electrical work or structural modifications, can extend the installation timeline.
- Team Experience: Experienced installation teams can complete the process more quickly and efficiently, reducing potential delays.
- Logistical Challenges: Issues with transportation, equipment handling, or supply chain disruptions can affect the installation schedule.
- Customizations: Custom or modified machines may require additional time for assembly and configuration to meet specific requirements.
Conclusion
The installation of a trimming beading machine involves several phases, each with its own set of tasks and time requirements. By planning effectively, coordinating resources, and ensuring that the installation team is well-prepared, manufacturers can optimize the installation process, minimizing downtime and ensuring that the machine is up and running efficiently. Proper installation not only ensures immediate productivity but also lays the foundation for long-term machine performance and reliability.
An Edge Curling and Sheet Crimping Machine is a specialized piece of equipment used in metalworking and sheet fabrication industries. It is designed to modify the edges of sheet metal by curling or crimping them to achieve specific mechanical, aesthetic, or safety-related purposes. This type of machine plays a crucial role in various manufacturing processes, particularly in industries such as automotive, aerospace, HVAC, packaging, and metal container production.
Working Principle
The machine operates by feeding a sheet metal workpiece between rollers or dies that apply force to curl or crimp the edges. Depending on the configuration, the machine may employ different techniques such as:
- Edge Curling – This process involves rolling the sheet metal edge inward or outward to create a smooth, rounded finish. It is commonly used to eliminate sharp edges, enhance structural integrity, or facilitate assembly in joining operations.
- Sheet Crimping – This involves creating a series of corrugations or crimps along the edge or surface of the sheet metal to increase its strength and flexibility. This is often used in applications where sheets need to be joined or overlapped without additional welding or fasteners.
Types of Edge Curling and Crimping Machines
- Manual Machines – These are hand-operated or foot-pedal machines used for low-volume or custom fabrication. They offer high precision for small-scale operations.
- Semi-Automatic Machines – These machines use motorized rollers or hydraulic actuators to assist with the curling and crimping process, increasing efficiency while still allowing some manual control.
- Fully Automatic Machines – These are CNC-controlled or PLC-based systems that handle high-volume production with minimal human intervention. They ensure consistent quality and are widely used in industrial manufacturing.
Applications
- HVAC Ducting: Used to form and strengthen sheet metal ducts for air conditioning and ventilation systems.
- Metal Packaging: Used in tin can manufacturing to create curled edges for safety and sealing purposes.
- Automotive Industry: Employed in fender and body panel fabrication to enhance durability and aesthetics.
- Roofing and Cladding: Used in sheet metal roofing to provide weatherproofing and ease of installation.
- Aerospace and Defense: Utilized in aircraft component manufacturing where lightweight and strong metal parts are required.
Advantages of Using Edge Curling and Crimping Machines
- Improved Safety: Curled edges remove sharp points, reducing injury risks.
- Enhanced Strength: Crimped or curled edges provide additional stiffness to thin sheets.
- Better Aesthetic Appeal: Smooth, rounded edges create a more refined finish.
- Ease of Assembly: Crimped or curled edges allow for easier joining and welding of metal sheets.
- Cost Efficiency: Reduces material waste and improves production efficiency.
Factors to Consider When Choosing a Machine
- Material Compatibility: Ensure the machine can handle the required sheet metal type (e.g., aluminum, steel, stainless steel).
- Thickness Range: Machines vary in their ability to handle different sheet metal thicknesses.
- Production Volume: Choose between manual, semi-automatic, or automatic based on production needs.
- Customization Features: Some machines allow for interchangeable rollers or dies for different edge profiles.
- Power and Speed: Automated machines offer higher efficiency with adjustable speed settings.
Conclusion
Edge Curling and Sheet Crimping Machines are essential tools in metalworking and sheet fabrication industries. They provide a reliable method for enhancing the functionality, safety, and appearance of sheet metal components. With advancements in automation and control technology, modern machines offer increased efficiency, precision, and versatility, making them indispensable for industrial manufacturing applications.
Edge curling and sheet crimping machine

An edge curling and sheet crimping machine operates by applying mechanical force to the edges or surfaces of sheet metal to achieve a specific form or structural enhancement. The working principle involves feeding a sheet metal workpiece between rollers, dies, or forming tools that progressively shape the metal into the desired profile. The machine exerts controlled pressure and movement on the material, ensuring uniformity and consistency in the curling or crimping process. The process typically starts with the insertion of a flat sheet into the machine, where the edges come into contact with rotating rollers or forming dies. These rollers gradually bend or fold the edges inward or outward, depending on the intended final shape.
The curling operation rounds off the edges to create a smooth, tubular or semi-circular profile, which is commonly used to eliminate sharp edges, improve the structural rigidity of the component, and enhance its aesthetic appeal. Crimping, on the other hand, involves the formation of small corrugations or indentations along the edge or body of the sheet metal, increasing its mechanical strength and flexibility. The machine may use a series of passes, with each roller or die applying a progressive level of deformation until the final shape is achieved. In some automated systems, the process is controlled through a computer numerical control (CNC) system or programmable logic controllers (PLCs), which precisely regulate the pressure, speed, and feed rate to maintain consistency across multiple workpieces. The force applied by the rollers or forming tools is carefully calibrated to avoid excessive stress on the material, which could lead to cracks, warping, or material fatigue. Additionally, lubrication or specialized coatings may be used to reduce friction and ensure smooth operation. Depending on the complexity of the design, the machine may incorporate multiple sets of rollers or adjustable tooling to accommodate different edge profiles and metal thicknesses.
In high-speed industrial applications, automatic feeding systems and conveyor mechanisms are often integrated to enhance production efficiency. The process may also involve preheating or annealing in cases where the material requires additional ductility to prevent breakage during forming. The working principle remains consistent across various machine designs, with manual machines relying on operator control for material positioning and force application, while automated systems streamline the process with precision engineering and advanced control mechanisms. The outcome is a precisely curled or crimped edge that improves both the functionality and durability of the final product, making the machine an essential tool in industries such as automotive, aerospace, HVAC, roofing, and metal packaging.
The working principle of an edge curling and sheet crimping machine is based on controlled deformation of sheet metal using mechanical force, typically through rollers, dies, or specialized forming tools. The process begins with the insertion of a flat sheet into the machine, where guiding mechanisms align it properly for consistent shaping. Depending on whether the operation is curling or crimping, different sets of rollers or forming tools engage the material. In edge curling, the rollers gradually bend the sheet metal edges inward or outward in a progressive manner. This controlled bending ensures a smooth curvature without introducing cracks or stress concentrations.
The amount of curling depends on the specific roller geometry and the applied pressure. In contrast, crimping involves the creation of small, repetitive folds or indentations along the edge or surface of the sheet. These crimps add mechanical strength to the sheet without significantly increasing weight. The machine typically consists of a motorized drive mechanism that controls the movement of the rollers or dies. In manual or semi-automatic machines, operators may need to adjust pressure settings, feed rate, and roller positioning to achieve the desired shape. However, in automated systems, parameters such as roller pressure, speed, and depth of deformation are precisely controlled by computer numerical control (CNC) systems or programmable logic controllers (PLCs). These advanced controls ensure uniformity across multiple workpieces and minimize operator intervention.
The process may also involve the use of lubrication or specialized coatings on the rollers to reduce friction and prevent material damage. Some machines employ multi-stage forming, where the sheet undergoes multiple passes through different roller sets to gradually reach the final shape. This approach minimizes stress on the material and allows for more complex edge profiles. In high-production environments, additional automation features such as automatic feeding, conveyor integration, and real-time monitoring systems enhance efficiency and precision. The force applied by the rollers must be carefully calibrated based on the material properties, such as thickness, ductility, and tensile strength, to prevent defects like warping, tearing, or excessive thinning. Preheating or annealing may be incorporated in cases where the material requires increased malleability before forming. The final result is a sheet metal workpiece with curled or crimped edges that improve its structural integrity, ease of assembly, and overall aesthetic quality. These machines play a vital role in manufacturing processes across multiple industries, including automotive, aerospace, HVAC, metal roofing, and packaging, where precise edge forming is required to enhance durability and functionality.
The edge curling and sheet crimping machine operates with precision to ensure that each sheet metal workpiece undergoes consistent deformation without compromising material integrity. The rollers or forming tools exert a controlled force that gradually shapes the edges, allowing for a smooth transition from a flat sheet to a curled or crimped profile. In the case of edge curling, the process follows a carefully calculated progression where the metal is guided through a series of rollers that incrementally bend the edges. This progressive deformation ensures that stress is distributed evenly across the material, preventing fractures or unwanted thinning. Depending on the application, the curling may be partial, forming a semi-circular edge, or complete, creating a fully enclosed loop that can later be used for interlocking or joining with other components.
Crimping, on the other hand, involves the creation of ridges or folds along the sheet, achieved by pressing the material between specially designed dies. These crimps are strategically placed to enhance the sheet’s flexibility, allowing it to be bent or shaped further without losing strength. The depth and spacing of these crimps can be adjusted based on the roller or die settings, ensuring the final product meets the required specifications. Advanced machines allow for real-time adjustments, where operators or automated control systems modify pressure, feed rate, and roller positioning to accommodate different sheet metal types and thicknesses.
In high-precision applications, feedback sensors are integrated into the machine to monitor key parameters such as material tension, roller pressure, and deformation accuracy. These sensors provide real-time data to the control system, allowing for instant adjustments that optimize performance. Some machines also incorporate material tracking systems, where each sheet is scanned before processing to determine its exact dimensions and properties, ensuring consistent results across production batches. The use of servo motors in automated systems further enhances precision, allowing for smooth, controlled motion that minimizes mechanical stress and improves repeatability.
Lubrication is another critical aspect of the process, particularly in high-speed operations where friction can generate heat and wear down the rollers or dies. Specialized lubricants or coatings are applied to the metal surface, reducing resistance and ensuring a flawless finish. In certain cases, preheating is employed to soften the material, especially for metals that are prone to cracking when subjected to bending forces. This is particularly useful for materials like stainless steel or aluminum alloys, which may require additional treatment to achieve the desired form without compromising strength.
The effectiveness of the machine is also influenced by its structural design. Rigid, vibration-free frames ensure that all mechanical components maintain precise alignment during operation, preventing deviations that could lead to inconsistent curling or crimping. High-quality rollers, often made from hardened steel or coated with wear-resistant materials, ensure longevity and maintain accuracy over extended production cycles. The inclusion of quick-change tooling systems allows operators to switch between different edge profiles rapidly, increasing machine versatility and reducing downtime.
As production demands evolve, modern machines are designed to integrate with digital manufacturing environments. Smart automation systems allow machines to be linked with factory networks, enabling remote monitoring, data logging, and predictive maintenance. By analyzing performance trends, manufacturers can anticipate maintenance needs, reducing unexpected downtime and improving overall efficiency. This level of automation also facilitates mass customization, where machines automatically adjust settings based on specific design requirements, eliminating the need for manual recalibration.
Ultimately, the working principle of an edge curling and sheet crimping machine revolves around precision, controlled force application, and progressive shaping techniques. Whether for safety improvements, structural reinforcement, or aesthetic enhancements, these machines play a critical role in various industrial sectors. As technology continues to advance, their capabilities will only expand, incorporating smarter control systems, enhanced automation, and improved material adaptability to meet the evolving needs of modern manufacturing.
The working principle of an edge curling and sheet crimping machine is continuously refined through engineering advancements that enhance precision, efficiency, and versatility. As the sheet metal moves through the machine, the rollers, dies, or crimping mechanisms work in harmony to apply the necessary force in a controlled manner, gradually shaping the material to the desired form. This stepwise deformation is crucial in preventing excessive stress concentrations, which could otherwise lead to material failure such as cracking, wrinkling, or uneven thickness distribution.
In edge curling, the process is particularly sensitive to material properties such as ductility, thickness, and tensile strength. The metal is progressively curved along its edge by a sequence of forming rollers that each contribute incrementally to the final shape. If the force is applied too abruptly, the sheet may resist bending, resulting in irregular or incomplete curling. Therefore, the design of the roller profile and the spacing between each deformation stage are carefully calculated to ensure smooth transitions. The final curled edge not only improves safety by eliminating sharp metal edges but also adds rigidity and enhances the structural performance of the component.
In sheet crimping, the machine employs a set of dies or specially contoured rollers to create a series of ridges or corrugations along the surface or edges of the sheet. These crimps increase flexibility and provide additional strength without requiring extra material. The process is highly beneficial for applications where sheets need to be joined, as the crimping pattern allows for interlocking sections or facilitates welding and fastening. Crimping also helps in reducing metal fatigue, especially in applications where the sheet will be subjected to repeated bending or dynamic loading. The shape and depth of the crimps are determined by the die design and the pressure applied during the forming process.
The efficiency of the machine is largely dependent on the drive system, which controls the movement of the sheet and the rollers. High-precision servo motors or hydraulic actuators are commonly used in automated systems to ensure smooth operation and consistent shaping. These actuators allow for precise control over speed and force, reducing material waste and improving repeatability across large production runs. Some machines incorporate adaptive control algorithms that dynamically adjust processing parameters based on real-time feedback from sensors, ensuring optimal performance for different materials and thicknesses.
To further refine the process, advanced lubrication systems are employed to minimize friction and wear on the rollers and sheet surface. Lubricants help in preventing surface imperfections such as scratches, oxidation, or excessive heat buildup that can arise due to prolonged contact between the metal and forming tools. In some cases, cooling systems are integrated into the machine to dissipate heat, especially when working with high-strength materials that generate significant resistance during forming.
Another crucial aspect of the working principle is the integration of precision alignment and guiding mechanisms. The sheet must be fed into the machine in an exact position to prevent misalignment, which could result in inconsistent curling or crimping patterns. Automated systems often use optical or laser sensors to track the sheet’s position and make micro-adjustments in real-time. This ensures that each workpiece is processed accurately, regardless of minor variations in material dimensions or initial positioning.
For industrial-scale production, many edge curling and sheet crimping machines are designed with modular tooling systems that allow for quick adjustments or replacements of forming dies and rollers. This flexibility enables manufacturers to switch between different edge profiles or crimping patterns without requiring extensive reconfiguration. By reducing setup times, these modular systems improve production efficiency and adaptability to varying design requirements.
As manufacturing technology progresses, newer machine models are incorporating digital connectivity features that allow for real-time monitoring and remote operation. These smart systems enable operators to track machine performance, diagnose potential issues, and optimize workflow efficiency using centralized control platforms. Predictive maintenance technologies, powered by data analytics and artificial intelligence, are also being integrated to detect wear patterns and schedule maintenance before unexpected failures occur.
The evolution of edge curling and sheet crimping machines is driven by the need for greater precision, faster production speeds, and enhanced material handling capabilities. Whether used for forming sheet metal in automotive, aerospace, construction, or packaging industries, these machines remain an essential part of modern fabrication processes. With continued advancements in automation, material science, and digital integration, the working principle behind these machines will continue to evolve, pushing the boundaries of efficiency and manufacturing excellence.
Types of Edge Curling and Crimping Machines
Edge curling and sheet crimping machines come in various types, each designed to suit different production requirements, material specifications, and automation levels. These machines can be classified based on their operation mode, level of automation, and specific application. Below are the primary types of edge curling and crimping machines used in the metal fabrication industry:
1. Manual Edge Curling and Crimping Machines
Manual machines are the simplest type, typically operated by hand or with foot pedals. They are designed for low-volume production, prototyping, or custom fabrication where precision is required but automation is not necessary. These machines feature manually adjustable rollers or dies that shape the metal as it is fed through. Operators control the pressure, feed rate, and alignment to ensure consistent results. Manual machines are often used in small workshops, sheet metal repair shops, and craft industries where customization is a priority.
2. Semi-Automatic Edge Curling and Crimping Machines
Semi-automatic machines use a combination of manual feeding and motorized rollers to improve efficiency while still allowing operator control over the process. These machines typically feature powered rollers that apply consistent force to the sheet metal, reducing the physical effort required by the operator. Adjustable settings allow for variations in edge curling radius and crimping depth. Semi-automatic machines are ideal for medium-scale production environments where precision and repeatability are needed without full automation. They are commonly used in HVAC ductwork, roofing sheet production, and small-scale metal packaging manufacturing.
3. Fully Automatic Edge Curling and Crimping Machines
Fully automatic machines are equipped with motorized feeding systems, computer-controlled rollers, and programmable settings that allow for high-speed production with minimal human intervention. These machines use servo motors or hydraulic actuators to precisely control the pressure, speed, and roller positioning. Advanced models may also include CNC (Computer Numerical Control) or PLC (Programmable Logic Controller) systems for precise automation. Fully automatic machines are used in high-volume manufacturing industries, such as automotive, aerospace, and metal can production, where efficiency, speed, and consistency are critical.
4. Roll Forming-Based Curling and Crimping Machines
Some machines integrate edge curling and crimping into a continuous roll forming process. Roll forming machines feature multiple sets of rollers that progressively shape the metal as it moves through the system. This method is highly efficient for producing long, uniform sheet metal components with curled or crimped edges. These machines are commonly used in large-scale roofing, cladding, and structural sheet metal production. They are particularly effective for processing thin-gauge metals in continuous coils rather than discrete sheet pieces.
5. Hydraulic Edge Curling and Crimping Machines
Hydraulic-powered machines use hydraulic cylinders to apply pressure to the sheet metal, offering higher force and precision compared to mechanical systems. These machines are well-suited for working with thicker and harder metals, such as stainless steel or heavy-gauge aluminum. The hydraulic mechanism ensures smooth operation and can handle complex edge curling and crimping designs. They are commonly used in industrial applications where high-strength materials are processed, such as heavy-duty ductwork, structural components, and high-strength containers.
6. Pneumatic Edge Curling and Crimping Machines
Pneumatic machines use compressed air to drive the forming rollers or dies. These machines are typically used for lightweight sheet metals and applications requiring rapid cycle times. They are preferred in industries where speed and automation are essential but where hydraulic systems would be excessive. Pneumatic systems provide precise force control and can be easily integrated into automated production lines for high-speed processing. They are commonly used in tin can manufacturing, food packaging, and lightweight metal component production.
7. CNC Edge Curling and Crimping Machines
CNC (Computer Numerical Control) edge curling and crimping machines are the most advanced type, offering fully programmable control over the entire forming process. These machines use servo-driven rollers and advanced software to precisely shape the edges of sheet metal according to predefined specifications. CNC machines allow for complex edge profiles, multi-stage curling, and variable crimping patterns. They are widely used in precision industries such as aerospace, medical equipment, and high-end architectural metalwork.
8. Portable Edge Curling and Crimping Machines
Portable or handheld edge curling and crimping machines are designed for on-site applications, allowing operators to form sheet metal edges without requiring a large, stationary machine. These machines are typically powered by electric or pneumatic motors and are used in applications such as HVAC duct installation, roofing sheet adjustments, and metal repair work. Portable machines are convenient for contractors, repair technicians, and fieldwork operations where mobility is necessary.
9. Special-Purpose Edge Curling and Crimping Machines
Some machines are custom-designed for specific applications, such as producing curled edges for metal packaging, creating interlocking seams for ductwork, or forming decorative edge details in architectural metal panels. These machines may incorporate additional features such as embossing, beading, or edge sealing to meet specialized industry needs. Manufacturers often develop these machines based on unique customer requirements for industries like metal furniture, appliance manufacturing, or artistic metal fabrication.
Conclusion
The choice of an edge curling and sheet crimping machine depends on factors such as production volume, material type, required precision, and level of automation. Manual and semi-automatic machines are suitable for small to medium-scale operations, while fully automatic and CNC-controlled machines are essential for high-volume industrial production. Hydraulic and pneumatic systems offer additional power and efficiency, making them ideal for heavy-duty applications. As manufacturing technology continues to evolve, edge curling and crimping machines are becoming more advanced, incorporating digital controls, automation, and material adaptability to meet the growing demands of modern metal fabrication industries.
Edge curling and sheet crimping machines come in various types, each designed to meet specific production requirements, levels of automation, and material handling capabilities. Manual machines are the simplest form, operated by hand or foot pedal, making them suitable for small-scale production, repair work, and custom fabrications where precision is needed without automation. Semi-automatic machines improve efficiency by integrating powered rollers while still requiring operator input for feeding and adjustments, making them ideal for medium-volume manufacturing processes such as HVAC ductwork, roofing sheets, and lightweight structural components. Fully automatic machines eliminate the need for manual control by incorporating motorized feeding systems, servo-driven rollers, and computer-controlled settings, allowing for high-speed production with consistent quality. These are widely used in industries requiring mass production, such as automotive, aerospace, and metal packaging.
Roll forming-based machines integrate curling and crimping as part of a continuous metal forming process, using multiple sets of rollers that gradually shape the metal sheet as it moves through. This method is highly efficient for processing long sheets or coils, commonly found in roofing, cladding, and structural applications. Hydraulic edge curling and crimping machines rely on hydraulic pressure to apply force, making them well-suited for heavy-duty applications and working with thick or high-strength metals like stainless steel and aluminum. These machines provide smooth operation and are used in industries requiring structural rigidity, such as industrial containers, reinforced ducts, and load-bearing sheet components. Pneumatic machines, on the other hand, use compressed air to drive the rollers or dies, making them a suitable choice for lightweight sheet metals and applications where high-speed processing is essential, such as tin can manufacturing and food packaging.
CNC-controlled machines represent the most advanced type, utilizing computer programming to precisely control roller movement, pressure, and feed rate. These machines allow for complex edge profiles, variable crimping patterns, and multi-stage forming with high precision, making them indispensable in aerospace, high-end architectural metalwork, and specialized industrial applications. Portable edge curling and crimping machines are designed for on-site applications, allowing operators to modify sheet metal edges without requiring a fixed machine setup. These are commonly used in HVAC duct installation, metal roofing adjustments, and field repair work. Special-purpose machines are custom-designed for unique applications, such as creating interlocking seams for ducts, adding decorative edges to architectural panels, or forming specialized packaging components. These machines often incorporate additional features like embossing, beading, or edge sealing to enhance the final product’s functionality and aesthetic appeal.
As manufacturing technology evolves, modern edge curling and crimping machines increasingly integrate digital automation, sensor feedback, and predictive maintenance features, ensuring greater efficiency, precision, and adaptability. The choice of a machine depends on factors such as production scale, material properties, required speed, and industry-specific demands. Manual and semi-automatic machines cater to small to mid-scale operations, while fully automatic, hydraulic, and CNC systems serve high-volume industries where precision and consistency are paramount. The continuous advancement of these machines enables manufacturers to optimize metal forming processes, reduce production time, and improve product quality, solidifying their role as essential tools in modern metalworking and fabrication industries.
The evolution of edge curling and sheet crimping machines has led to increasingly sophisticated systems that optimize efficiency, precision, and adaptability across various industries. As demand for higher production speeds and tighter tolerances grows, manufacturers continuously refine these machines by integrating advanced control systems, high-performance materials, and automation technologies. In fully automated and CNC-controlled machines, servo motors and hydraulic actuators precisely regulate roller movement, pressure application, and material feed rates, ensuring uniform results with minimal operator intervention. These intelligent systems incorporate feedback sensors that monitor real-time processing conditions, adjusting parameters dynamically to compensate for material variations and maintain consistent edge curling or crimping profiles.
Modern machines are also designed for greater versatility, allowing manufacturers to switch between different edge profiles and crimping patterns without requiring extensive reconfiguration. Quick-change tooling systems enable rapid adjustments, reducing downtime and increasing overall productivity. In high-volume production environments, these machines integrate seamlessly with digital manufacturing ecosystems, utilizing programmable logic controllers (PLCs) and networked automation to synchronize operations with upstream and downstream processes. Predictive maintenance capabilities further enhance reliability by analyzing performance data to anticipate potential component wear, allowing for timely servicing that prevents unexpected breakdowns and production delays.
Material science advancements have also played a crucial role in improving the efficiency of edge curling and crimping machines. High-strength alloys, specialized coatings, and wear-resistant roller materials extend machine lifespan while maintaining consistent forming quality. Lubrication and cooling systems help mitigate friction and heat buildup, reducing tool wear and preserving surface integrity, especially when working with high-strength metals or complex profiles. In some applications, preheating or controlled annealing is used to improve material ductility, preventing cracks or distortions during the forming process.
With the ongoing push for sustainable manufacturing, modern edge curling and crimping machines incorporate energy-efficient motors, optimized power consumption, and material waste reduction strategies. Advanced simulation and modeling tools allow manufacturers to optimize machine settings before production, reducing trial-and-error adjustments and minimizing scrap. Additionally, digital twin technology enables real-time monitoring and remote diagnostics, allowing operators to fine-tune machine performance from a centralized interface.
As industries such as automotive, aerospace, construction, and packaging demand higher quality and efficiency, edge curling and crimping machines continue to evolve, offering greater precision, automation, and adaptability. The ability to handle diverse materials, support complex design requirements, and integrate with smart manufacturing systems ensures that these machines remain indispensable in modern production environments. The future of edge forming technology will likely see further advancements in AI-driven process optimization, enhanced material adaptability, and fully autonomous operation, reinforcing their critical role in industrial metalworking and fabrication.
The continued advancement of edge curling and sheet crimping machines is shaping the future of metal fabrication by pushing the boundaries of precision, automation, and efficiency. As manufacturing industries demand tighter tolerances and higher production speeds, machine designs are incorporating even more intelligent control systems. AI-driven automation is becoming a key feature, where machine learning algorithms analyze production data to optimize parameters such as roller pressure, feed speed, and material handling in real time. This ensures not only higher consistency in edge formation but also reduces errors, material waste, and rework.
The integration of robotics into edge curling and crimping machines is another major development, particularly in fully automated production lines where robotic arms feed sheets into the machines, adjust positioning, and transfer formed parts to the next stage in the manufacturing process. This eliminates the need for manual handling, enhancing both productivity and workplace safety. The use of cobots (collaborative robots) is also on the rise, enabling human operators to work alongside machines without the risk of injury. These cobots assist in setting up tooling, monitoring production, and performing quality control checks to ensure each sheet meets the required specifications.
Another key area of innovation lies in material adaptability. Traditionally, edge curling and crimping machines have been optimized for standard sheet metals such as mild steel, aluminum, and stainless steel. However, with the increasing use of advanced materials like high-strength alloys, composite sheets, and hybrid metal-plastic laminates, machines are evolving to handle a wider range of substrates. This includes the development of adaptive forming technologies that adjust roller pressure and forming speeds based on real-time feedback from material sensors. Such advancements allow manufacturers to work with lightweight, high-performance materials while maintaining structural integrity and aesthetic quality.
The emergence of digital twin technology is also transforming how these machines are operated and maintained. Digital twins create virtual models of physical machines, allowing engineers to simulate different edge curling and crimping processes before running actual production. This predictive modeling helps optimize settings, troubleshoot potential issues, and refine machine performance without wasting materials. Additionally, remote monitoring systems enable real-time diagnostics and maintenance scheduling, reducing unexpected downtime and improving overall equipment efficiency.
Sustainability is becoming a growing concern in the manufacturing industry, and edge curling and crimping machines are adapting to meet environmental goals. Energy-efficient motors, regenerative braking systems, and smart power management are being integrated to reduce electricity consumption. Additionally, manufacturers are developing eco-friendly lubrication and coating solutions that minimize harmful emissions while still ensuring smooth metal forming. Waste reduction is also a priority, with machines now capable of optimizing sheet usage to minimize scrap, as well as integrating with recycling systems to reclaim excess material for reuse.
Looking ahead, the future of edge curling and crimping machines will be driven by further advancements in AI, automation, and digital connectivity. Self-learning machines that automatically adapt to new materials and designs, predictive maintenance systems that eliminate unexpected failures, and fully interconnected smart factories where machines communicate seamlessly are all on the horizon. These developments will not only enhance production efficiency but also open new possibilities for complex metal forming applications in aerospace, automotive, construction, and emerging industries such as renewable energy and electric vehicle manufacturing. The role of edge curling and crimping machines in modern metalworking is set to expand, cementing their place as a vital component in high-precision manufacturing.
Edge curling and sheet crimping machines play a crucial role in a wide range of industries by providing solutions for shaping and joining sheet metal. Their applications extend across many sectors where metal forming is essential for both functional and aesthetic purposes. These machines are utilized in the following key industries and applications:
1. Automotive Industry
In the automotive sector, edge curling and crimping machines are used to form metal edges for various components, such as body panels, trim parts, and structural elements. Curling is often used for creating smooth, rounded edges on metal sheets to ensure safety by eliminating sharp edges. Crimping is used in the production of parts like heat exchangers, radiators, and gaskets, providing a secure, interlocking design that enhances durability and performance. These machines are also used to create corrugated metal sheets for structural reinforcement in vehicles, including car bodies and chassis.
2. Aerospace Industry
The aerospace industry relies on edge curling and crimping machines to produce lightweight, high-strength components for aircraft, spacecraft, and other aviation applications. Edge curling is often applied to components such as wing panels, fuselage sections, and tail assemblies to create smooth edges that prevent sharp corners, improve aerodynamics, and reduce the risk of damage. Crimping is used in fuel tanks, air ducts, and other pressure-sensitive components where a secure, leak-proof seal is necessary. The precision and consistency of these machines are critical for meeting the stringent quality and safety standards required in aerospace manufacturing.
3. HVAC (Heating, Ventilation, and Air Conditioning)
In the HVAC industry, edge curling and crimping machines are widely used to form metal sheets that are used in ducts, vents, and other HVAC components. Edge curling is particularly important for creating safe, smooth edges in air ducts, which are essential for easy handling, transportation, and assembly. Crimping is commonly used to create interlocking seams that securely join sheet metal pieces together, reducing the need for additional fasteners or welding. These machines help increase production speed and improve the overall quality of HVAC systems, ensuring better performance and longevity.
4. Roofing and Cladding
Edge curling and crimping machines are essential for the production of roofing panels and cladding systems. These machines are used to create the distinctive curled edges on roofing sheets, which helps prevent water leakage and enhances the panel’s structural integrity. Crimping is used to form interlocking profiles that allow for easier installation of roofing materials, providing a secure, weather-resistant seal. In the cladding industry, these machines are used to create corrugated metal sheets, providing both strength and aesthetic appeal to building facades.
5. Metal Packaging
In the metal packaging industry, edge curling and crimping machines are vital for producing items such as cans, bottles, and metal containers. Edge curling is used to create smooth, sealed edges on cans and lids, preventing sharp edges and ensuring a secure, tight fit. Crimping plays a key role in the manufacturing of beverage cans and food containers, where it helps form a secure closure that maintains product integrity and prevents contamination. These machines enable high-speed production with precise control over material handling, essential for the mass production of packaging items.
6. Electrical and Electronics Industry
Edge curling and crimping machines are used to form metal enclosures, connectors, and terminals in the electrical and electronics industry. Crimping, in particular, is widely used to attach connectors to wires, ensuring a reliable electrical connection that can withstand high currents without failure. Edge curling is used in the production of electrical cabinets and housings, where smooth, rounded edges are required for both safety and aesthetic purposes. These machines are also used to create cable shields and protective enclosures for sensitive electronics, ensuring that components are securely housed and insulated.
7. Metal Furniture and Appliances
Edge curling and crimping machines are used to fabricate metal parts for furniture and household appliances. For instance, these machines are employed to form the edges of metal furniture components, such as tables, chairs, and shelving units, to ensure that they are safe to handle. Crimping is often used in appliance manufacturing to form durable, secure seams in parts like washing machine bodies, refrigerators, and stoves. The precision provided by these machines is crucial for maintaining the structural integrity and visual appeal of the finished products.
8. Construction and Structural Metalwork
In construction, edge curling and crimping machines are used to produce metal profiles and components for building frameworks, reinforced structures, and decorative elements. Crimped edges are used in steel beams, columns, and plates to improve the material’s flexibility and strength. Edge curling helps create smooth, safe edges on sheet metal used in facade cladding, curtain walls, and other architectural elements. These machines enable the fabrication of complex designs and large-scale metal components needed for modern construction projects, including commercial and residential buildings.
9. Medical Equipment and Devices
The medical industry also benefits from edge curling and crimping machines, particularly in the production of components for medical devices and equipment. These machines are used to form parts such as metal casings for medical instruments, pressure vessels, and equipment housings. Crimping ensures that metal components are securely fastened, providing leak-proof seals and ensuring the structural integrity of devices. Edge curling is often applied to smooth the edges of surgical instruments and equipment, reducing the risk of injury and improving safety.
10. Renewable Energy
In the renewable energy sector, edge curling and crimping machines are employed in the production of components for wind turbines, solar panels, and other energy-generation systems. Crimping is used to create secure, interlocking connections for electrical systems in solar panels and wind turbine components. Edge curling is essential in creating smooth edges on large metal sheets used in wind turbine blades, providing the necessary aerodynamics and reducing the risk of material fatigue over time. These machines help ensure that the parts used in renewable energy systems are both durable and efficient.
Conclusion
Edge curling and sheet crimping machines have applications across a broad range of industries that require precise metal forming for safety, durability, and efficiency. From the automotive and aerospace sectors to HVAC, packaging, construction, and medical device manufacturing, these machines play an essential role in shaping metal sheets and components to meet the stringent requirements of modern industries. Their ability to create secure, smooth edges and interlocking seams ensures structural integrity, reduces manufacturing costs, and enhances the performance of the final product. With continued advancements in automation and material adaptability, the applications of edge curling and crimping machines are likely to expand further, supporting innovation across many industries.
Edge curling and sheet crimping machines are crucial across a wide variety of industries where metal forming is necessary for both functional and aesthetic purposes. In the automotive industry, these machines are widely used to form edges on body panels, structural parts, and components such as heat exchangers and radiators. Curling helps to eliminate sharp edges, improving safety and handling, while crimping ensures secure connections and interlocking parts for enhanced durability. In aerospace, the need for high precision is critical, and these machines are used to shape metal components for aircraft, spacecraft, and aviation parts. Curling creates smooth edges to reduce the risk of damage and improve aerodynamics, while crimping ensures leak-proof seals for fuel tanks and other pressurized components.
The HVAC industry uses these machines for producing ducts and air handling components, where edge curling ensures smooth, safe edges and crimping forms strong, secure joints that reduce the need for additional fasteners or welding. In roofing and cladding, edge curling machines form rounded edges to prevent water leakage and enhance the strength of roofing panels, while crimping ensures secure interlocking seams for easy installation and weather resistance. For the metal packaging sector, these machines are essential for manufacturing cans, bottles, and other containers, where curling forms smooth, sealed edges and crimping creates tight closures that maintain the integrity of the packaging.
In the electrical and electronics industry, edge curling and crimping machines are used to form enclosures, connectors, and terminals. Crimping is particularly important for attaching connectors to wires, ensuring reliable electrical connections. Curling is applied to smooth and round edges on enclosures and housings, providing safety and aesthetic appeal. The metal furniture and appliances sectors also rely on these machines for creating metal components for furniture, household appliances, and equipment. Curling is used to ensure safe, rounded edges, while crimping forms secure, durable seams.
In the construction and structural metalwork industries, these machines are used for fabricating metal profiles for building frameworks, decorative elements, and structural components. Crimping is often used in steel beams, columns, and plates to enhance strength and flexibility, while curling creates smooth edges for metal sheets used in facades and architectural features. In the medical equipment industry, edge curling and crimping are applied to form durable, safe, and functional components for medical devices, instrument housings, and pressure vessels.
In the renewable energy sector, these machines are employed in the manufacturing of components for wind turbines, solar panels, and other energy systems. Crimping ensures secure electrical connections in solar panels and wind turbine components, while edge curling is used to shape turbine blades and other large metal parts, enhancing their aerodynamics and durability. As industries evolve and demand more precision and efficiency in their manufacturing processes, edge curling and crimping machines will continue to play a vital role in ensuring that metal parts and components meet the highest standards of quality, safety, and performance. The ongoing advancements in automation and material adaptability will further expand the scope of these machines across various industries, making them an essential tool in modern manufacturing.
Advantages of Using Edge Curling and Crimping Machines
Using edge curling and crimping machines offers several advantages across various industries, especially in metal forming applications where precision, safety, and efficiency are critical. These advantages are vital for ensuring high-quality outputs while optimizing production processes. Some of the key benefits include:
- Improved Safety: One of the primary benefits of edge curling is the removal of sharp edges from metal sheets, which significantly reduces the risk of injury to operators during handling, assembly, and installation. This safety feature is essential in industries such as automotive, HVAC, and metal packaging, where workers are regularly in contact with metal parts.
- Enhanced Structural Integrity: Edge curling and crimping contribute to the overall strength and durability of metal components. By creating smooth, rounded edges and secure crimped seams, these machines help reinforce the material’s structural integrity, making components more resilient to mechanical stress, fatigue, and external forces. This is particularly important in sectors like aerospace, automotive, and construction, where safety and performance are critical.
- Increased Production Efficiency: Automated and semi-automatic edge curling and crimping machines speed up the metal forming process by reducing the need for manual labor, minimizing errors, and ensuring consistent results. This leads to higher throughput and improved manufacturing efficiency, making it possible to meet high production demands while maintaining quality standards. The ability to form and shape large volumes of metal quickly without compromising precision is an essential factor in industries such as metal packaging and HVAC.
- Cost-Effectiveness: By reducing the need for additional manual labor and minimizing scrap material through optimized forming processes, edge curling and crimping machines help reduce operational costs. The precision of these machines ensures minimal waste and maximum material utilization, which can lead to significant cost savings in material consumption, especially when working with expensive metals.
- Better Joint Quality: Crimping creates strong, interlocking seams that provide secure connections between metal parts. This is particularly beneficial in applications where the integrity of joints is essential, such as in fuel tanks, automotive parts, HVAC ducts, and metal packaging. The resulting crimped joints are more durable and less prone to leakage or failure compared to other methods, such as welding or riveting.
- Versatility and Flexibility: Modern edge curling and crimping machines are highly versatile, capable of handling a wide range of materials, thicknesses, and designs. This allows manufacturers to produce custom metal components with different edge profiles, crimping patterns, and forming characteristics based on specific requirements. The machines can be easily adjusted to accommodate various applications in industries such as aerospace, construction, and medical devices.
- Aesthetic Appeal: Curling and crimping contribute to the aesthetic quality of metal products by providing a smooth, polished finish. For instance, edge curling eliminates rough edges, giving metal panels and parts a clean, finished appearance. In architectural applications, this is particularly important for maintaining the visual appeal of metal facades and roofing systems. Crimping, especially when used in decorative metalwork, also contributes to the overall design by creating uniform, neat seams.
- Reduced Manual Labor: By automating the edge curling and crimping processes, these machines reduce the amount of manual labor required, allowing operators to focus on other important tasks in the production process. This also reduces the physical strain on workers, improving overall ergonomics in the workplace. In high-volume manufacturing settings, automation leads to more streamlined operations and reduces the risk of human error.
- Higher Precision and Consistency: Edge curling and crimping machines are designed to provide consistent results with high precision. This consistency is vital for ensuring that components meet strict quality control standards. In industries like aerospace, automotive, and electronics, where even the slightest variation in dimensions can affect performance, the precision offered by these machines is indispensable.
- Ease of Integration into Automated Production Lines: Many modern edge curling and crimping machines can be integrated into fully automated production lines, allowing for seamless coordination with other manufacturing processes. This integration leads to more efficient workflow management, reduces production bottlenecks, and enhances overall system performance. Automated systems also offer the ability to monitor production in real time, making it easier to identify and address issues quickly.
- Minimized Environmental Impact: With the ability to optimize material use and reduce waste, these machines contribute to more sustainable manufacturing practices. Additionally, the use of energy-efficient motors, reduced energy consumption, and recyclable metal materials help manufacturers minimize their environmental footprint. Sustainable practices such as these are increasingly becoming a priority in industries focused on reducing their ecological impact.
- Customization Capabilities: Many edge curling and crimping machines are customizable to meet specific manufacturing needs. Operators can adjust settings such as the roller pressure, feed rate, and material tension, which allows them to create unique edge profiles and crimping designs that suit specialized applications. This flexibility is particularly useful in industries like custom metal furniture or unique architectural features.
Overall, edge curling and crimping machines offer a combination of safety, precision, efficiency, and cost-effectiveness that makes them indispensable in metalworking industries. Their ability to automate and optimize metal forming processes results in higher-quality products, reduced waste, and increased profitability for manufacturers, while also contributing to enhanced safety and sustainability in the production environment.
When selecting an edge curling and crimping machine, several factors need to be considered to ensure the right fit for the specific needs of the production process. These factors will influence the machine’s performance, efficiency, and the quality of the final product. Here are some of the key considerations:
- Material Type and Thickness: Different machines are designed to handle various types of materials, including aluminum, steel, stainless steel, and other metals. The thickness of the material is also a crucial factor; some machines are better suited for thinner materials, while others are designed for heavier, thicker sheets. It’s important to choose a machine that can accommodate the specific material type and thickness required for the production process.
- Production Volume: The scale of production plays a significant role in determining the appropriate machine. For high-volume production, fully automated machines with high throughput are essential to meet demand efficiently. These machines typically offer faster processing speeds, higher precision, and less manual intervention. In contrast, for lower-volume or custom fabrication work, manual or semi-automatic machines may be more suitable due to their lower cost and ability to handle smaller batches or specific customizations.
- Edge Profile Requirements: The type of edge profile needed for the final product is a major consideration. Some machines are designed to form specific edge shapes, such as round or smooth curls, while others can create more complex profiles. Ensure the machine can accommodate the desired edge shape, whether it’s a simple curled edge, a flanged edge, or a more intricate crimped or folded design.
- Crimping and Curling Features: Some machines specialize in curling, while others are better suited for crimping. Depending on the application, it may be necessary to have a machine that can perform both operations effectively. Machines with adjustable settings for curling pressure, crimping depth, and other parameters allow for greater flexibility in creating various forms and profiles, which is especially important in industries like HVAC, automotive, and packaging.
- Automation and Control: The level of automation and control offered by the machine will impact both production efficiency and ease of use. Fully automated machines reduce the need for operator intervention, increase production speed, and ensure consistent quality. However, they typically come at a higher cost. Semi-automatic machines may offer a balance between cost and efficiency, while manual machines are often more affordable but require more direct operator involvement.
- Precision and Accuracy: The quality of the edge curling and crimping process relies heavily on the machine’s precision and accuracy. If your product requires tight tolerances and high-quality finishes, investing in a machine with advanced control systems, such as CNC (Computer Numerical Control), may be necessary. These machines can precisely control roller movements, pressure, and feed rates, ensuring high levels of accuracy and repeatability.
- Speed and Throughput: Depending on the production requirements, the speed and throughput of the machine may be a critical factor. High-speed machines are essential for industries that require mass production, such as packaging, automotive, or construction. Machines with adjustable speeds or variable cycle times allow manufacturers to tailor production rates to match specific needs.
- Flexibility and Customization: Some machines offer customization options to suit different types of products or materials. For instance, adjustable roller setups, modular tooling, and variable feed mechanisms allow the machine to be adapted for a range of tasks. If your production involves diverse products or custom metal parts, a flexible machine capable of being reconfigured for different processes is essential.
- Maintenance and Durability: A machine’s longevity and ease of maintenance are vital factors to consider. Look for machines that are built with durable, high-quality materials and that have readily available spare parts. Additionally, consider the machine’s maintenance requirements, such as lubrication, tool replacement, and cleaning. Machines with predictive maintenance features that alert operators to potential issues before they result in downtime can be especially valuable in high-volume environments.
- Energy Efficiency: In today’s manufacturing landscape, energy efficiency is becoming an increasingly important consideration. Machines that consume less power, incorporate energy-saving motors, and have optimized power management systems contribute to reducing operational costs over time. Energy-efficient machines are particularly valuable in industries with high production volumes, as they help minimize the overall environmental impact and reduce electricity bills.
- Operator Training and Ease of Use: Machines with user-friendly interfaces and clear operating instructions can reduce the learning curve for operators, ensuring smoother and more efficient production. If the machine requires specialized knowledge to operate or maintain, it’s important to factor in the cost and time for training. Some machines come with advanced features like touchscreens, programmable settings, and remote control options that simplify the setup and monitoring processes.
- Cost and Budget: The upfront cost of the machine, along with its long-term operating and maintenance costs, should be carefully evaluated. While high-end, fully automated machines may offer advanced features and efficiency, they also come with a higher initial investment. On the other hand, manual or semi-automatic machines are more affordable but may require more labor and time to achieve the same output. Balancing the machine’s capabilities with the budget available is essential to achieving a cost-effective solution.
- After-Sales Support and Service: Reliable after-sales support, including installation, maintenance, and troubleshooting, is an important factor in selecting a machine. A strong support network can minimize downtime and ensure that the machine operates optimally throughout its lifecycle. Look for manufacturers that offer comprehensive warranty packages, technical support, and maintenance services to help address potential issues quickly.
- Space and Layout Considerations: The physical size and layout of the machine should be compatible with the available space in the production facility. For example, fully automated machines often require more space due to their complex setups and associated components. Ensure the machine can fit comfortably into your facility without obstructing other processes or workflow, and that it is easily accessible for maintenance and operation.
- Compliance with Industry Standards: Depending on the industry, the machine may need to meet specific regulatory standards related to safety, emissions, or product quality. Ensure that the chosen machine complies with relevant industry regulations and certifications to avoid any legal or operational issues.
By considering these factors, manufacturers can select an edge curling and crimping machine that best fits their specific needs, ensuring a productive and efficient metal forming process that meets both operational and product quality requirements.
When selecting an edge curling and crimping machine, it’s important to consider several factors that can significantly impact production efficiency and product quality. One of the first considerations is the material type and thickness. Different machines are designed to handle specific materials such as steel, aluminum, or stainless steel, and varying material thicknesses. It’s important to choose a machine that accommodates the specific material type and thickness for the intended application. The production volume also plays a major role; high-volume operations generally require fully automated machines that can process large quantities quickly and consistently. For smaller batches or custom work, semi-automatic or manual machines may be more cost-effective and flexible.
The desired edge profile is another critical factor. Machines are often tailored to produce specific edge profiles, so it’s essential to ensure the machine can form the desired edge type, whether it’s a rounded curl or a more complex crimped design. Additionally, the specific curling and crimping features needed will determine the best machine to use. Some machines specialize in one function or the other, while others can handle both processes. Machines with adjustable settings provide greater flexibility in achieving various shapes and forms, which can be especially valuable in industries like automotive or HVAC.
The level of automation and control also affects production efficiency. Automated machines reduce the need for manual labor, streamline production, and maintain consistency, but they typically come at a higher initial cost. Semi-automatic or manual machines may be more affordable but require more operator involvement. Precision is also a key factor; machines that offer high accuracy and tight tolerances are critical for industries like aerospace, medical, and electronics, where even slight variations can lead to performance issues or safety concerns.
Speed and throughput are essential considerations, especially in high-demand industries. Machines with faster processing speeds and higher throughput capabilities can help meet tight production deadlines, whereas slower machines might be more suitable for niche or low-volume work. Flexibility and customization options are another key factor, especially when dealing with a variety of materials or custom designs. Machines that allow for adjustments to accommodate different product types and material characteristics can reduce the need for purchasing multiple machines and improve overall production efficiency.
Maintenance and durability are also important to ensure long-term performance. Machines that require minimal maintenance and are built with high-quality, durable components will offer better longevity and reduce downtime. Machines with easily accessible parts and comprehensive service options are preferable to reduce the impact of any needed repairs or maintenance. Energy efficiency has become increasingly important as manufacturers look to reduce operational costs and their environmental impact. Machines with lower energy consumption can help to keep costs down, especially in high-production environments.
The ease of use and operator training requirements should also be factored in. Machines that are easy to operate, with clear interfaces and minimal complexity, will reduce training time and improve overall efficiency. Additionally, strong after-sales support is essential. A manufacturer that offers installation, technical support, and ongoing maintenance services will ensure the machine runs smoothly and any issues are addressed promptly, preventing costly downtimes.
Lastly, it’s important to evaluate the cost and budget. While more advanced, automated machines might offer significant productivity gains, they come with a higher upfront cost. On the other hand, manual or semi-automatic machines, although less expensive, may require more labor or take longer to produce the same amount of output. Ensuring that the machine fits within the budget while still meeting production requirements is essential for making a cost-effective decision.
By considering all these factors, manufacturers can choose the most suitable edge curling and crimping machine for their specific needs, ensuring an efficient, cost-effective, and high-quality production process.
When choosing an edge curling and crimping machine, several important factors must be considered to ensure the machine meets specific production requirements and operational needs. These factors help to optimize the machine’s performance, ensure efficiency, and improve the quality of the final product.
One of the primary considerations is the material type and thickness. Different machines are designed to process specific materials, such as aluminum, steel, or stainless steel, and various thicknesses. It’s essential to select a machine that can handle the material you plan to work with, ensuring optimal performance and preventing material damage. The production volume also plays a crucial role. High-volume operations require machines with high throughput and automation capabilities to meet production deadlines and ensure consistent quality. Conversely, low-volume or custom jobs might benefit from semi-automatic or manual machines, which offer more flexibility but may not be as fast.
The edge profile required for the final product is another key factor. Different machines can produce various edge shapes, such as rounded, smooth, or crimped edges. Choosing a machine that can create the specific edge profile required for your application is crucial, whether for aesthetic purposes or functional requirements. Crimping and curling features are also important; some machines are designed for one function, while others offer both. Machines with adjustable settings for curling pressure and crimping depth allow for customization based on specific needs, which is particularly valuable in industries with varying product designs.
The level of automation and control is also an important consideration. Fully automated machines typically offer higher production speeds, consistency, and minimal operator involvement, but they often come at a higher initial cost. Semi-automatic machines provide a balance between automation and operator control, making them a good option for companies looking to reduce labor costs while maintaining some level of manual intervention. Precision and accuracy are critical in industries where tight tolerances are required, such as aerospace or medical device manufacturing. Machines that offer precise control over the curling and crimping processes are essential for ensuring high-quality results.
The speed and throughput capabilities of the machine are essential for ensuring the machine can handle the production demands. Faster machines with higher throughput are necessary for industries like packaging or automotive manufacturing, where large quantities of parts need to be processed quickly. However, for smaller-scale production or custom jobs, machines with adjustable speeds or slower cycle times may be more appropriate.
Flexibility and customization options are also worth considering, especially if the machine needs to accommodate a range of materials, product sizes, or edge profiles. Machines that offer adjustable rollers, changeable tooling, or programmable settings allow manufacturers to handle a wide variety of tasks without investing in multiple machines.
The maintenance and durability of the machine are critical to long-term performance. Machines that are built to last and require minimal maintenance help reduce downtime and operational costs over time. Machines with durable components and readily available replacement parts ensure that the machine remains operational for many years.
Energy efficiency is becoming increasingly important, particularly in large-scale production environments. Machines that consume less power contribute to reducing overall energy costs and help to lower the environmental footprint of the production process.
Operator ease of use is another factor to consider, as machines with intuitive interfaces and user-friendly controls reduce the need for extensive training. This can increase productivity and reduce the risk of operational errors. Additionally, after-sales support is an important factor when choosing a machine. Having access to reliable technical support, spare parts, and maintenance services ensures that any issues are resolved quickly and efficiently, minimizing downtime.
Finally, the cost of the machine should be evaluated, including both the initial investment and ongoing operational costs. High-end automated machines may have significant upfront costs but can offer higher production rates and lower labor costs in the long term. Alternatively, manual or semi-automatic machines can be more affordable upfront but may incur higher labor and maintenance costs over time.
By carefully considering these factors, manufacturers can select the most suitable edge curling and crimping machine for their specific needs, ensuring efficiency, quality, and cost-effectiveness in their production processes.
How Do You Manufacture Cookware?
Manufacturing cookware involves several steps, from material selection to finishing and quality control. The process can vary depending on the type of cookware being produced, such as pots, pans, and bakeware, and the material used, such as stainless steel, aluminum, cast iron, or nonstick-coated cookware. Below is an overview of the general process of manufacturing cookware:
1. Material Selection
The first step in cookware manufacturing is choosing the right material. Common materials include:
- Stainless steel: Known for its durability, rust resistance, and high heat resistance. It is commonly used in high-quality cookware.
- Aluminum: Lightweight and an excellent heat conductor, often used for frying pans and sauté pans. Sometimes, it’s anodized for additional durability and nonstick properties.
- Cast iron: Known for its heat retention and durability, used in skillets, Dutch ovens, and other heavy-duty cookware.
- Copper: Used for its superior heat conductivity but requires a lining, such as stainless steel, due to its reactivity with food.
- Nonstick coating: Materials like Teflon or ceramic are often applied to cookware to make them easier to clean and to prevent food from sticking.
The selection of material depends on the desired characteristics of the cookware, such as heat distribution, durability, and ease of cleaning.
2. Metal Forming
Once the material is selected, the cookware components are shaped through various metal forming processes:
- Stamping or Pressing: Metal sheets are fed into a machine where they are pressed or stamped into the shape of the cookware (such as a pan, lid, or pot). The sheet metal is typically cut into the desired size and then pressed into a mold to create the base shape.
- Casting: For materials like cast iron or some aluminum cookware, molten metal is poured into a mold and allowed to cool, solidifying into the desired shape. This process is ideal for heavy-duty cookware.
- Rolling: Metal sheets may be rolled to a thinner form, particularly for aluminum cookware, which is then shaped into pans or pots.
In some cases, cookware is made by spinning, where a circular disc of metal is spun at high speeds on a lathe, forming it into a bowl or pan shape.
3. Assembly
After the individual pieces of cookware are formed, they are assembled. This step involves attaching components such as handles, lids, and any additional features (e.g., pouring spouts or helper handles).
- Handle Attachment: Handles are usually made from materials like metal, plastic, or heat-resistant silicone. They are attached to the cookware via screws, rivets, or welding, depending on the design.
- Lid Assembly: For cookware with lids, handles are typically attached to the lids via similar methods, ensuring the lid fits securely onto the pot or pan.
4. Surface Treatment
Cookware often undergoes surface treatments to enhance performance, appearance, and safety:
- Nonstick Coating: For cookware like frying pans, a nonstick coating is applied to make cooking and cleaning easier. This coating can be sprayed or baked onto the cookware’s surface. Nonstick coatings are made from materials like PTFE (Teflon) or ceramic-based solutions.
- Anodizing (for aluminum): Aluminum cookware can be anodized to create a hard, corrosion-resistant surface. Anodizing involves an electrochemical process that thickens the metal’s oxide layer, which improves durability and enhances its nonstick properties.
- Polishing and Buffing: Stainless steel and other metals are often polished to create a shiny, smooth surface. This also helps to improve the cookware’s aesthetic appeal.
5. Heat Treatment
Some cookware, especially cast iron or certain stainless steel pieces, undergoes heat treatment to strengthen the metal and improve its performance. Cast iron cookware is often seasoned after casting to create a natural nonstick surface. For other metals, heat treatment can also help to improve their hardness and resistance to wear and corrosion.
6. Quality Control
Once the cookware has been assembled, surface-treated, and heat-treated, it undergoes a series of quality control checks to ensure that it meets industry standards for safety, durability, and performance. This includes:
- Inspection for defects: Any defects such as cracks, warping, or imperfections in the finish are checked and corrected.
- Testing for heat conductivity: The cookware’s ability to heat evenly is tested to ensure that it meets the expected performance standards.
- Safety tests: For nonstick cookware, tests are performed to ensure that the coating is free from harmful chemicals and adheres properly to the surface.
7. Packaging and Distribution
Once the cookware passes quality control, it is cleaned, packed, and prepared for shipment. Packaging includes protective materials to prevent scratches or damage during transport, and labeling with brand, safety instructions, and usage guidelines.
8. Additional Considerations
- Environmental Considerations: In today’s manufacturing environment, there’s a growing emphasis on sustainable practices. Many manufacturers focus on using recycled materials for cookware, as well as reducing energy consumption during production.
- Innovation: Newer cookware designs often incorporate advanced technologies, such as improved nonstick coatings, hybrid materials (such as copper and stainless steel), or induction-compatible bases for efficient cooking on induction cooktops.
By following these manufacturing steps, cookware is produced to meet the needs of the consumer, providing durable, functional, and safe cooking tools that can withstand high temperatures and frequent use in the kitchen.
Material selection is a critical aspect of cookware manufacturing as it directly affects the performance, durability, safety, and overall quality of the finished product. The choice of material influences the cookware’s ability to conduct and retain heat, its resistance to corrosion, its weight, and its ease of cleaning. Different materials offer various benefits and drawbacks, so selecting the right material requires careful consideration of the intended use, cooking methods, and desired characteristics of the cookware.
One of the most commonly used materials is stainless steel, known for its resistance to rust, staining, and corrosion. It is durable and often used in high-end cookware for its ability to withstand high temperatures without warping. Stainless steel also provides an attractive, shiny finish, but it is a poor conductor of heat on its own, which is why many high-quality stainless steel pans include a layer of aluminum or copper at the base to improve heat distribution. Aluminum, on the other hand, is prized for its excellent heat conductivity. It heats up quickly and distributes heat evenly, making it ideal for frying pans and sauté pans.
However, raw aluminum can be prone to scratching, denting, and reacting with acidic foods. To address these issues, aluminum cookware is often anodized, a process that creates a hard, non-reactive surface that is both scratch-resistant and corrosion-resistant. For cookware requiring even better heat retention, cast iron is an excellent choice. Cast iron pots and pans are known for their ability to retain and evenly distribute heat, making them ideal for slow-cooking, frying, and baking. Cast iron cookware is durable and can last for generations if properly cared for. However, it is heavy and prone to rust if not properly seasoned or maintained. Many cast iron pans are now coated with enamel, which helps to prevent rust and makes cleaning easier while still maintaining the heat-retention benefits. Copper, known for its superior heat conductivity, is often used in premium cookware for its ability to quickly adjust to temperature changes.
Copper cookware allows for precise temperature control and is often used by professional chefs. However, copper is reactive with certain foods, which is why it is often lined with stainless steel. While copper provides excellent performance, it requires regular polishing to maintain its appearance and is generally more expensive than other materials. Nonstick coatings are commonly applied to cookware to reduce the need for oil or butter and make cooking and cleaning easier. These coatings, typically made of PTFE (polytetrafluoroethylene) or ceramic-based compounds, prevent food from sticking to the surface and help in creating healthier meals with less fat. Nonstick cookware is lightweight, easy to clean, and offers good cooking performance, but the coatings can wear out over time, especially with the use of metal utensils or excessive heat. There are also concerns about the safety of nonstick coatings, particularly older ones that may contain PFOA (perfluorooctanoic acid), which has been linked to health risks. As a result, newer nonstick cookware is often marketed as PFOA-free. Another material often used for specialized cookware is carbon steel. Similar to cast iron, carbon steel has excellent heat retention properties and is favored by professional chefs for its ability to achieve a perfect sear on meats.
Carbon steel cookware is lighter than cast iron but requires seasoning and maintenance to develop a nonstick patina and prevent rusting. As with cast iron, it can be reactive with acidic foods, but it is beloved in the culinary world for its versatility and heat responsiveness. The choice of material also depends on the type of cooking being done. For example, induction-compatible cookware must have a magnetic base, which is why materials like stainless steel with an iron base or cast iron are often used. On the other hand, non-induction cookware can be made from a wider range of materials, including aluminum or copper. The material also impacts the cookware’s weight, with cast iron being heavy but excellent for slow-cooking, while aluminum is lightweight and easier to handle for everyday tasks. Ultimately, material selection is a balancing act between durability, functionality, cost, and the specific cooking needs of the consumer. Understanding the properties of each material, such as heat conductivity, weight, ease of cleaning, and maintenance, allows manufacturers to produce cookware that meets both functional and aesthetic requirements, delivering a product that performs well over time and enhances the cooking experience.
Metal Forming
Metal forming is a crucial process in the manufacture of cookware, as it shapes and molds the raw metal materials into the desired cookware components, such as pots, pans, and lids. The metal forming process can vary depending on the material being used and the complexity of the cookware design. Generally, the first step in metal forming begins with the preparation of the metal sheets or blanks, which are often purchased in rolls or sheets. These metal sheets are typically cut to size based on the specifications of the cookware design. For cookware made of aluminum, stainless steel, or copper, the metal sheets are the starting point, and the shaping process will determine the final form of the piece.
The first technique used in metal forming is stamping or pressing, where metal sheets are placed in a die, and a press is used to force the metal into the shape of the cookware. This process is commonly used for items like frying pans or saucepans, where the base of the pan is formed from a single sheet of metal. The metal is pressed into a mold that shapes it into the bowl-like form of the cookware, and the edges are either curled or flattened to form the pan’s rim. Stamping allows for high production rates, making it ideal for cookware manufacturing on a large scale. Another method of metal forming is spinning, used mainly for aluminum cookware and some other metals.
In this process, a flat metal disc is placed onto a rotating spindle, and a tool is applied to the surface to shape the disc into a cylindrical form. The spinning process is ideal for creating uniform, lightweight cookware pieces, such as pie pans, bowls, or some types of sauté pans. This method also offers flexibility in design and can be used to create cookware with a wide range of shapes and sizes. Another common metal forming technique is casting, which is typically used for cookware made of cast iron or sometimes aluminum. In this process, the metal is melted and poured into a mold that holds the desired shape. The metal is allowed to cool and solidify in the mold, taking on the shape of the cookware component. Cast iron cookware, for example, is created using this method to form heavy-duty pieces such as Dutch ovens, skillets, and griddles.
The casting process is ideal for creating durable and heat-retentive cookware, but it tends to result in a heavier product, making it less ideal for those who prefer lightweight cookware. Some cookware also undergoes forging, a process in which a metal billet is heated and then hammered into shape using a die. Forging is less common in cookware manufacturing but is used for making high-quality, heavy-duty items like certain knives or specialized kitchen tools. This method can produce cookware with excellent durability and strength but is more time-consuming and expensive than other metal-forming techniques. For certain types of cookware, such as pots and pans with multi-layered bases, rolling is used. In this process, metal sheets or strips are passed through rollers to reduce their thickness and increase their length. This is commonly used for creating the multi-ply cookware, where several layers of metal are fused together to create a durable, heat-conductive base. For example, a stainless steel pot may have a core of aluminum to improve heat distribution, with stainless steel on the outside for durability and appearance.
The rolling process ensures that the metal is evenly distributed, resulting in uniform thickness and consistent quality. Lastly, for cookware with specific features like handles, spouts, or rims, welding, riveting, or fastening may be used. Handles are often welded or riveted onto the body of the cookware, ensuring that they are securely attached and capable of withstanding high temperatures and the rigors of daily cooking. Similarly, the edges of cookware pieces may be rolled or crimped to ensure a secure and finished look, while adding strength to the piece. Each of these metal-forming techniques plays an important role in creating cookware that is both functional and aesthetically pleasing. The specific methods chosen will depend on factors like the type of material, the design of the cookware, and the intended purpose.
For example, cookware meant for high-heat cooking, such as cast iron or certain aluminum pans, may require more robust forming processes like casting or forging to create a durable, heat-retentive product. Meanwhile, cookware intended for more delicate tasks, such as saucepans or nonstick frypans, may be formed using stamping or spinning to create a lighter, more evenly heated piece. The quality of the metal-forming process directly impacts the final product’s performance, durability, and overall aesthetic, and it is a fundamental part of ensuring the cookware meets the necessary standards for safety and functionality.
Assembly is a key step in the cookware manufacturing process where all the individual components are brought together to create the final product. Once the various parts of the cookware, such as the body, handles, lids, and base, are fabricated, they are assembled into a fully functional and durable piece. The first stage of the assembly process typically involves attaching the handles to the cookware body. Handles are often made from materials like stainless steel, plastic, or heat-resistant silicone, depending on the design and intended use of the cookware. The handles are either welded, riveted, or screwed onto the cookware body, ensuring they are securely attached and can withstand the high temperatures and frequent handling associated with cooking.
For some cookware, handles may be designed to be detachable for easier storage, while for others, permanent attachment is preferred to ensure durability and safety. Once the handles are securely fixed in place, the next step in the assembly process often involves attaching lids. Lids are typically made of materials similar to the cookware body, such as stainless steel or tempered glass. The lids are designed to fit tightly onto the cookware to retain heat and moisture during cooking. In some cases, the lid may feature a small vent to allow steam to escape, preventing excessive pressure buildup. For safety and convenience, the lid handle is often made of heat-resistant material, and it is carefully attached to the lid, ensuring a comfortable grip. Another aspect of assembly is the attachment of any additional features or components that the cookware might require. For example, some cookware, such as frying pans, may include pouring spouts to make it easier to pour liquids without spills.
These spouts are carefully integrated into the cookware body and are welded or fastened to ensure they remain firmly in place during use. Similarly, cookware designed with special features, like nonstick coatings or induction compatibility, may require additional steps in assembly to incorporate these elements effectively. The nonstick coating, for instance, may be applied in a separate step, after the cookware body is formed, while induction-compatible cookware may include a layer of magnetic material added to the base. Once all the components have been properly attached, the cookware undergoes additional checks for quality control. This includes testing the strength and security of the handles and lid, ensuring that all parts fit together correctly, and verifying that the cookware meets safety standards. For example, if the cookware has a nonstick surface, the coating’s adherence and uniformity are tested to ensure it will last through regular use and cleaning. Additionally, any seams or joints from the assembly process are inspected to ensure there are no weaknesses or leaks, especially in cookware items like pressure cookers or stews that require a tight seal.
During assembly, some cookware pieces may also receive additional finishing touches, such as polishing or buffing. This is common for stainless steel cookware, which may be polished to achieve a smooth, shiny finish that is both aesthetically pleasing and easy to clean. The buffing process ensures that there are no sharp edges or rough spots that could affect the performance or safety of the cookware. After assembly and finishing, the cookware typically undergoes a final inspection and testing phase. This ensures that all the pieces meet the manufacturer’s standards for quality, durability, and functionality. The cookware is checked for consistency in shape, size, and finish, and any cosmetic defects are corrected.
The assembled cookware is then cleaned and prepared for packaging, ensuring that it is free from any oils, dust, or residues that may have accumulated during the manufacturing process. The assembly stage plays a significant role in determining the overall quality and durability of the cookware. Ensuring that the handles are securely attached, the lids fit properly, and all additional features are incorporated correctly is essential for producing high-performance cookware. A well-assembled piece will not only function effectively but also be safe, durable, and easy to use. The attention to detail in this stage is critical to ensuring that the final product meets both the manufacturer’s and the consumer’s expectations, providing a cookware item that performs consistently and lasts over time.
Surface treatment is an essential part of cookware manufacturing, as it enhances the performance, durability, and aesthetic appeal of the finished product. It involves a series of processes designed to improve the surface characteristics of the cookware, such as heat resistance, corrosion resistance, nonstick properties, and appearance. The specific surface treatment applied depends on the material of the cookware and the desired qualities of the final product. For many cookware items, particularly those made of stainless steel or aluminum, polishing and buffing are common surface treatments used to achieve a smooth, shiny finish. Polishing helps to remove any surface imperfections or scratches left from the forming and manufacturing processes, ensuring that the cookware looks attractive and is easy to clean.
This treatment is particularly important for cookware that is intended for high-end kitchens, where appearance plays a key role in product appeal. In addition to improving aesthetics, polishing stainless steel cookware also helps to make it more resistant to food particles sticking to the surface, making cleaning easier. Another vital surface treatment is the application of nonstick coatings, which are especially common in frying pans, skillets, and other cookware intended for low-fat cooking. Nonstick coatings, such as PTFE (polytetrafluoroethylene, commonly known as Teflon) or ceramic-based coatings, are applied to the cookware to create a smooth, slick surface that prevents food from sticking during cooking. This surface treatment reduces the need for oils and fats, promoting healthier cooking while making the cookware easier to clean. Nonstick coatings are applied by spraying or dipping the cookware in the coating material, which is then cured by baking it in an oven to form a durable, even layer.
While nonstick coatings improve performance, they can wear down over time, especially with excessive heat or the use of metal utensils, so it’s crucial to follow proper care instructions. For cookware made from aluminum or other metals, anodizing is another important surface treatment used to enhance durability and resistance to corrosion. Anodizing involves an electrochemical process that thickens the metal’s natural oxide layer, creating a harder, more durable surface. This treatment makes aluminum cookware more resistant to scratches, dents, and discoloration, while also improving its resistance to rust and corrosion. Anodized aluminum cookware is also less likely to react with acidic foods, which can cause discoloration or affect the flavor of the food being cooked. Anodizing also allows for the creation of colored cookware, as the process can incorporate dyes into the oxide layer, giving the cookware a range of attractive colors.
For cast iron cookware, seasoning is a critical surface treatment that not only prevents rust but also creates a natural nonstick surface. Seasoning involves coating the cookware with a thin layer of oil and then heating it to a high temperature, which causes the oil to polymerize and form a hard, nonstick coating on the surface of the cast iron. This process helps to prevent the cookware from rusting while improving its cooking performance by allowing for better heat retention and distribution. Over time, cast iron cookware develops a more seasoned surface with regular use, enhancing its nonstick qualities. Additionally, some cast iron cookware may be enameled, with a layer of vitreous enamel applied to the surface. This enamel coating prevents rust and provides a smooth, easy-to-clean surface, while also offering improved heat retention. Enamel-coated cast iron cookware combines the best of both worlds—durability and heat retention from cast iron, and the easy maintenance and protection of enamel.
For cookware that is exposed to high levels of heat and wear, such as cookware used on induction stoves or for heavy-duty cooking, heat treatment is often applied to further improve durability and performance. Heat treatment, which includes processes like tempering and hardening, strengthens the cookware, making it more resistant to damage from high temperatures or impacts. In some cases, cookware may also undergo additional surface treatments to improve its resistance to stains, discoloration, or abrasion. This is especially important for cookware used in commercial kitchens, where the demand for long-lasting, high-performance tools is critical. In addition to functional surface treatments, many cookware items undergo decorative or branding treatments, such as laser etching or screen printing. These treatments are used to add logos, markings, or other decorative elements to the surface of the cookware, enhancing its branding and appeal to consumers. Surface treatments can also play a role in enhancing the cookware’s ability to interact with specific cooking surfaces.
For example, cookware intended for use on induction stoves requires a ferrous material in the base to allow for magnetic interaction with the induction burner. In such cases, the base of the cookware may be treated with a special process to ensure the proper magnetic properties. Overall, surface treatment is a crucial aspect of cookware production that directly impacts the cookware’s performance, longevity, and ease of use. The right surface treatment not only makes the cookware more durable and effective at heat conduction but also improves its safety, ease of cleaning, and visual appeal. The application of nonstick coatings, anodizing, polishing, and seasoning, among other treatments, ensures that the cookware can withstand the rigors of daily cooking while providing a superior cooking experience.
Heat treatment is a critical process in cookware manufacturing, as it plays a vital role in enhancing the strength, durability, and performance of various cookware materials. This process involves controlled heating and cooling of the metal to alter its physical properties, making the cookware more resistant to wear, deformation, and thermal damage. Different types of cookware materials, such as cast iron, stainless steel, aluminum, and carbon steel, benefit from specific heat treatment techniques designed to optimize their characteristics for cooking. In the case of cast iron cookware, heat treatment begins with the casting process, where molten iron is poured into molds and allowed to solidify.
However, even after casting, the cookware often undergoes additional heat treatment to further improve its properties. One of the most common techniques is seasoning, which involves coating the cookware with a thin layer of oil or fat and then heating it to a high temperature. This causes the oil to polymerize, forming a durable, nonstick surface that also protects the cookware from rust. Seasoning enhances the cookware’s heat retention and distribution capabilities, making it ideal for slow-cooking and frying. For raw cast iron, heat treatment strengthens the metal, allowing it to withstand the rigors of high-heat cooking. Another type of heat treatment applied to cast iron is tempering, which involves reheating the cast iron to a lower temperature to relieve internal stresses and reduce brittleness. This process increases the toughness and resilience of the cookware, helping to prevent cracking or breaking under extreme conditions. Aluminum cookware, particularly when anodized, also benefits from heat treatment. Anodizing involves an electrochemical process where aluminum is submerged in an electrolyte solution and subjected to an electric current. This process thickens the natural oxide layer on the surface of the aluminum, creating a harder, more durable surface that is resistant to scratches, corrosion, and staining.
The aluminum is then heat-treated to further enhance its strength and to ensure that the anodized surface is firmly bonded to the metal. Heat treatment of anodized aluminum cookware also improves its resistance to warping, allowing it to maintain its shape and cooking performance over time. Stainless steel cookware, which is widely used for its durability and resistance to corrosion, can also benefit from heat treatment to improve its mechanical properties. In many cases, stainless steel cookware is subjected to a process called hardening, which involves heating the steel to a high temperature and then rapidly cooling it, typically by quenching it in water or oil. This process increases the hardness of the steel, making it more resistant to scratching and wear.
Additionally, stainless steel may be annealed, which involves heating the steel to a specific temperature and allowing it to cool slowly. Annealing relieves internal stresses in the metal, making it less prone to cracking or warping under heat. For cookware materials such as carbon steel, heat treatment is essential for developing the right balance between hardness and flexibility. Carbon steel cookware is often heat-treated through a process of hardening and tempering. Hardening involves heating the carbon steel to a high temperature and then rapidly cooling it, which increases its hardness. Tempering follows, where the steel is reheated to a lower temperature and cooled slowly to reduce brittleness and improve toughness. This combination of hardening and tempering gives carbon steel cookware its unique properties, such as excellent heat retention and a naturally nonstick surface that improves with use. Carbon steel cookware, like cast iron, requires seasoning to develop a protective, nonstick coating that enhances its cooking performance. Heat treatment is also used in the production of cookware designed for induction cooking.
Cookware that is compatible with induction cooktops must have a ferrous base to interact with the magnetic field created by the induction stove. To achieve this, certain cookware pieces may undergo a heat treatment process to ensure that the base is magnetically responsive. In some cases, a layer of magnetic steel is bonded to the base of the cookware, and heat treatment ensures the proper properties for effective induction cooking. The heat treatment process not only enhances the performance of cookware materials but also improves their longevity. By controlling the temperature and cooling rates during heat treatment, manufacturers can create cookware that is resistant to warping, cracking, and corrosion. This is especially important for high-performance cookware that must withstand frequent use, high heat, and the stresses of cooking.
Overall, heat treatment is an essential process in cookware manufacturing, enabling manufacturers to fine-tune the properties of the materials used and produce cookware that delivers superior cooking performance and longevity. Whether it’s through hardening, tempering, seasoning, or anodizing, heat treatment ensures that cookware is strong, durable, and capable of withstanding the demands of everyday cooking. The process not only improves the physical properties of the cookware but also contributes to its ease of use, safety, and long-term reliability.
Quality control is an essential aspect of cookware manufacturing, ensuring that each product meets the required standards for performance, safety, and durability. The goal of quality control is to maintain consistency and reliability across all units, so that consumers can trust the cookware to perform effectively and last over time. From the initial stages of production to the final inspection, quality control involves rigorous testing, inspection, and monitoring to identify and address any potential defects or inconsistencies in the cookware.
One of the first steps in quality control occurs during the selection of raw materials. Manufacturers carefully choose the metals, coatings, and other materials used to produce cookware, ensuring that they meet specific standards for strength, heat conductivity, and safety. For example, stainless steel must be of a certain grade to resist rust and corrosion, while aluminum must meet specific requirements for thickness and durability. Quality control in this stage often involves testing materials for their chemical composition and physical properties, such as tensile strength and resistance to high temperatures. Once the raw materials are chosen, the manufacturing process begins, and quality control is implemented throughout each phase of production.
During the forming and shaping stages, the cookware is carefully monitored to ensure that it is accurately molded, pressed, or spun into the desired shape. At this point, quality control checks are done to verify the dimensions of the cookware, ensuring that each piece meets the specifications and tolerances set for the design. Any deviations in shape or size are corrected before moving on to the next stage, as even small discrepancies can affect the functionality and aesthetics of the cookware. After the cookware has been formed, it often undergoes additional surface treatments such as polishing, anodizing, or applying nonstick coatings. Quality control at this stage involves inspecting the finish of the cookware, ensuring that it is smooth, uniform, and free from defects. For cookware with nonstick coatings, special attention is given to the adhesion of the coating to the surface, as an improperly applied coating can result in peeling, scratching, or reduced performance over time. In addition to visual inspection, the nonstick coating may also undergo tests for durability, such as abrasion resistance tests, to ensure that it will maintain its properties through regular use.
Another critical stage for quality control is during the assembly process. Handles, lids, and other components must be securely attached to the cookware body. During this stage, quality control checks ensure that the handles are properly welded, riveted, or screwed into place, with no loose or improperly fastened parts. The lids must fit securely, and any features such as pouring spouts or vents must function correctly. The cookware is tested for ease of use, safety, and comfort, ensuring that the handles do not overheat during cooking and are ergonomic for handling. After assembly, the cookware is subject to rigorous functional testing. This may include heat resistance tests to ensure that the cookware can withstand high temperatures without warping or deteriorating. For nonstick cookware, performance tests are conducted to verify that the coating provides the expected level of nonstick properties, allowing food to be easily removed and making the cookware easy to clean. Additionally, cookware is often subjected to stress tests, such as drop tests, to simulate the stresses it may endure in everyday use, ensuring that it can handle impacts without breaking or losing its integrity.
Quality control also involves monitoring for safety compliance. This includes ensuring that the cookware is free from harmful chemicals or materials, especially with regard to nonstick coatings, which may contain substances like PFOA in older formulations. Modern nonstick cookware is often tested for PFOA-free certifications to meet health and safety regulations. Similarly, cookware that is intended for induction cooking must be tested to ensure that it has the necessary magnetic properties to function properly with induction stoves. Additionally, cookware must be tested for proper heat distribution to ensure even cooking, preventing issues such as hot spots or uneven heating that could affect food preparation. Once the cookware passes all functional and safety tests, it undergoes final inspections before being packaged. This final inspection includes checking the overall appearance of the cookware for any cosmetic defects, such as scratches, dents, or discoloration. The cookware is also checked for consistency in weight and size to ensure that each unit matches the specifications.
Any defects identified at this stage result in the cookware being rejected or sent back for rework. If the cookware passes the final inspection, it is cleaned and prepared for packaging. Quality control at this stage ensures that the cookware is free from any residue or contaminants that may have accumulated during manufacturing, and it is packaged in a way that protects it from damage during shipping and handling. Throughout the entire cookware production process, quality control is crucial for maintaining high standards and ensuring that each unit performs well, is safe to use, and meets the expectations of the consumer. By implementing rigorous testing and inspection at every step of the manufacturing process, manufacturers can detect and address issues before the cookware reaches the market. Ultimately, quality control helps to maintain the brand’s reputation, reduce customer complaints, and ensure that the cookware will provide a satisfactory cooking experience for its users.
Edge Cutting Machine for Sheet Metal Pots
An edge cutting machine for sheet metal pots is a specialized piece of equipment used in the cookware manufacturing industry to cut and shape the edges of metal sheets, specifically designed for the production of pots and similar cookware items. These machines are crucial in ensuring the precise and clean cutting of metal sheets, which will later be formed into pot bodies. The edge cutting process ensures that the metal sheets are trimmed to the correct dimensions, while the edges are shaped for further processing, such as curling, crimping, or welding. The machine is designed to handle a variety of metal materials, including aluminum, stainless steel, and carbon steel, which are commonly used in cookware manufacturing.
The operation of an edge cutting machine involves the use of sharp, durable blades or shearing tools that are powered by hydraulic, mechanical, or pneumatic systems. These machines are capable of cutting through metal sheets of varying thickness and can perform multiple cuts in a single operation, ensuring that the edges are clean, smooth, and consistent across all units. The cutting process can be done in different styles depending on the final design of the cookware, such as straight cuts, curved cuts, or more intricate shapes required for specific designs.
Once the metal sheets are cut, the edges are often prepared for the next stage in the production process. For pots, this often involves curling or crimping the edges to create a smooth, rounded rim that enhances both the safety and aesthetic appeal of the finished product. This process not only prepares the sheets for further shaping but also strengthens the structure of the cookware, allowing for better handling during cooking and reducing the likelihood of sharp edges that could be dangerous.
In addition to ensuring precise cuts, modern edge cutting machines often include features like automated measurements, sensors for detecting sheet alignment, and adjustable cutting speed to optimize productivity and precision. Automation in edge cutting machines allows for high-speed, high-volume production, making them ideal for large-scale cookware manufacturing operations. It also minimizes human error, improves consistency in the final product, and ensures that the cookware meets quality standards before moving to the next stages of production.
In some cases, the edge cutting machine may also be integrated into a larger manufacturing system, which includes additional machines for forming, shaping, and assembling the cookware. This integration streamlines the production process, allowing for continuous, efficient production lines with minimal downtime. The overall goal is to ensure that every pot produced has uniform, high-quality edges, which contributes to the overall quality, functionality, and durability of the final product.
Overall, the edge cutting machine plays a crucial role in the cookware manufacturing process, as it ensures that the metal sheets are prepared with precision for further forming and finishing steps. This enhances the overall efficiency of the manufacturing process and results in cookware that is functional, safe, and aesthetically appealing.
After the edge cutting process, the sheet metal undergoes additional steps to ensure the final product meets the necessary specifications for both performance and appearance. These steps typically involve further shaping, joining, and finishing processes, where the edge cutting machine plays a pivotal role in preparing the raw material for subsequent stages.
One of the next key stages after edge cutting is the shaping process, where the cut metal sheets are formed into the shape of a pot. This could include spinning, stamping, or deep drawing, depending on the design of the cookware. The edge of the metal sheet that has been cut will often be further manipulated by machines that roll, curl, or crimp the edges to provide a smooth, rounded rim. This is important not only for aesthetic purposes but also to prevent the possibility of sharp edges that could pose a risk to the end-user. In some cases, the edges may also be reinforced for additional strength or to allow for the attachment of handles and lids in later stages.
The next process typically involves welding or joining various parts of the cookware. For example, if the pot is designed with a separate base and body, the edge of the cut sheet metal will be welded or soldered to form the base of the pot. Additionally, in cases where the cookware features handles, the edges of the body may need to be specially prepped for handle attachment, often requiring smooth, consistent edges for a secure fit.
The surface treatment process, which can include polishing, anodizing, or applying nonstick coatings, may also involve specific preparation of the edges. Properly cut and shaped edges ensure that surface treatments are evenly applied and that any coatings or finishes adhere correctly. For example, a well-cut edge allows for more even distribution of nonstick coatings, which is especially important for performance cookware like frying pans and pots. If the edges are not smooth or properly prepared, it may result in uneven application, reducing the cookware’s effectiveness and longevity.
Additionally, quality control procedures remain crucial after edge cutting to ensure that the edges meet specific standards. The machine may be calibrated and adjusted to handle variations in metal thickness or ensure consistency in the cut dimensions, so each unit conforms to the same specifications. After cutting, the metal edges are inspected to ensure there are no burrs, jagged sections, or other imperfections. Often, deburring or edge finishing is performed using a grinding or brushing process to ensure smooth, safe edges.
As with many manufacturing processes, automation and advanced technologies have improved the efficiency and precision of edge cutting machines. Modern machines can incorporate features like automatic feeding systems, which allow for continuous production without the need for manual intervention. Additionally, with the inclusion of sensors, edge cutting machines can detect irregularities in the material, such as warping or misalignment, ensuring that only high-quality pieces proceed to the next stage of production. This reduces waste and minimizes the likelihood of defects in the final cookware product.
Another significant benefit of edge cutting machines is their ability to handle various sheet metal materials that are commonly used in cookware production. Different metals, such as stainless steel, aluminum, and copper, each have unique properties, and the cutting machine needs to be versatile enough to accommodate these variations. The machine’s cutting tools must be durable enough to handle the hardness and thickness of different metals, and adjustments may be required depending on the material to ensure clean, precise cuts.
In larger manufacturing operations, edge cutting machines are typically integrated into automated production lines, allowing for high-speed and large-volume production with minimal human oversight. This not only improves productivity but also helps reduce manufacturing costs by optimizing time and material use. Automated systems can monitor production rates, track material usage, and adjust settings in real-time to maximize efficiency and quality.
Ultimately, the edge cutting machine serves as the foundational equipment in the cookware manufacturing process, preparing the sheet metal for the complex steps that follow. Whether the cookware is made from stainless steel, aluminum, or other materials, the precision provided by the edge cutting machine ensures that the final product meets the required specifications for strength, safety, and appearance. Through advanced technology, improved automation, and precise controls, these machines help ensure that the cookware production process is both efficient and effective, resulting in high-quality pots and pans ready for consumer use.
Milk Can Manufacturing Line
A milk can manufacturing line is a production system designed to efficiently produce metal milk cans used for storing and transporting milk in both commercial and industrial settings. The line consists of a series of interconnected machines and processes that take raw materials, such as stainless steel or aluminum sheets, and convert them into finished milk cans. These cans are then used primarily in dairy farms, food processing plants, and dairy product storage facilities. The design and operation of a milk can manufacturing line focus on high precision, durability, and hygiene, as milk cans need to withstand harsh conditions and be easy to clean to prevent contamination.
The manufacturing process typically involves several stages, each with specific equipment dedicated to one or more tasks. Below is an outline of the key stages involved in a milk can manufacturing line:
1. Material Preparation: The process begins with the procurement of raw materials, typically stainless steel sheets or aluminum, which are chosen for their resistance to corrosion, ease of cleaning, and ability to withstand the rigors of milk storage. The material is typically in the form of coils or sheets, which are unrolled and fed into the production line. At this stage, the material may be cut to specific sizes or shapes as required for the next steps.
2. Shaping and Forming: The next step in the process involves shaping the material into the desired form of the milk can. A series of machines, such as press machines, hydraulic presses, and rolling machines, are used to form the body of the milk can. The first step is typically to cut the material into a blank (a flat, circular piece of metal) and then use a deep-drawing process or stamping process to form the cylindrical shape of the can. This stage ensures that the metal is uniformly shaped, and any imperfections or wrinkles are removed.
3. Bottom and Top Formation: Once the cylindrical body is formed, the next step is to attach the bottom and top lids of the milk can. For the bottom, a separate circular metal sheet is often used, which is either welded or rolled onto the cylindrical body. In some cases, the bottom may be pre-formed with a concave shape to allow for easier stacking or better durability when the can is in use. Similarly, the top part of the can may include an opening or nozzle for pouring milk, which is formed through stamping or cutting.
4. Welding and Joining: In many cases, the edges of the cylindrical body and the bottom and top parts are welded together using automated welding machines. This ensures a strong and secure connection, providing the necessary sealing properties for the can. The welding process is often done using techniques like TIG (Tungsten Inert Gas) welding, which is ideal for materials like stainless steel or aluminum. After welding, any excess material or seams are ground or polished to create a smooth surface.
5. Handle Attachment: Milk cans are typically designed with sturdy handles for easy transportation. These handles are attached to the body of the can using rivets or welding. In the case of large cans, additional reinforcement may be added to ensure that the handles can support the weight of the filled can. This process requires precision to ensure that the handles are securely fastened and evenly aligned on both sides of the can.
6. Surface Treatment and Cleaning: To ensure hygiene and extend the lifespan of the milk can, surface treatment is an essential step in the manufacturing process. The cans are typically cleaned and degreased to remove any oil, dirt, or contaminants that may have been introduced during the manufacturing process. Surface treatments such as passivation or coating are applied to improve corrosion resistance and make the cans easier to clean. In some cases, food-grade coatings or linings are applied to the interior of the cans to protect the milk from interacting with the metal, which could lead to contamination or degradation of the milk’s quality.
7. Inspection and Testing: Once the cans have been formed, welded, and treated, they undergo a series of quality control inspections to ensure they meet the required standards. This may include dimensional checks to verify that the cans are the correct size and shape, as well as testing for structural integrity to ensure that the welding and handle attachments are secure. Pressure tests may also be conducted to ensure that the cans do not leak when filled with milk.
8. Printing and Branding: In many cases, milk cans are branded with the company’s logo, product details, or other markings for identification purposes. This is often done using automated printing or labeling machines. Depending on the design, the cans may be decorated with a screen printing or laser marking process to apply logos or batch information.
9. Packaging: After inspection and branding, the finished milk cans are carefully packaged and prepared for shipment. The cans may be grouped into bundles, stacked, and placed into cartons or pallets for easier transportation and storage. Packaging also ensures that the cans are protected from potential damage during transit.
10. Final Quality Control: Before the cans leave the manufacturing facility, a final quality control check is conducted. This includes checking the packaging, ensuring that the cans are free from defects, and verifying that they meet the specific requirements for use in food-grade applications. Some manufacturers also conduct random spot checks on the cans for performance, such as conducting leak tests and checking the durability of handles and lids.
Automation and Efficiency: Modern milk can manufacturing lines are highly automated, with robots and automated conveyors used throughout the production process to reduce manual labor, increase precision, and improve efficiency. Automation allows for higher production rates while minimizing the risk of human error, ensuring that each can meets the necessary safety and quality standards. Automated systems also allow for continuous monitoring of the production process, enabling real-time adjustments to optimize performance and reduce waste.
Conclusion: The milk can manufacturing line is a complex and highly efficient system that converts raw metal materials into durable, high-quality milk cans. Each stage of the process, from material preparation and forming to surface treatment, welding, and final inspection, ensures that the finished product meets the necessary safety, hygiene, and functional standards. Advances in automation, precision machining, and quality control have significantly improved the speed, efficiency, and reliability of milk can production, allowing manufacturers to meet the demands of the dairy industry and ensure that milk is stored and transported safely.
The milk can manufacturing process continues with high emphasis on automation, precision, and safety. As the production line progresses, the cans are subjected to various checks and tests to ensure they meet the highest standards of quality. After the welding and handle attachment stages, the cans undergo detailed cleaning processes. Cleaning is essential to remove any residual oils, lubricants, or dust that may have accumulated during the manufacturing process. This is typically achieved using automated washing systems that subject the cans to high-pressure water and cleaning agents, followed by drying to ensure they are free from any moisture that could affect the final product.
Once cleaned, the cans are typically subjected to surface treatment processes that enhance their corrosion resistance, durability, and ease of cleaning. Stainless steel and aluminum milk cans are often passivated, a process that treats the metal to enhance its resistance to rust and oxidation. In some cases, food-safe coatings or linings are applied to the interior of the cans to prevent the metal from reacting with the milk, thereby maintaining its taste and quality. This also ensures that the milk remains fresh during storage and transportation. These coatings are designed to be non-toxic, non-reactive, and easy to clean, which is essential in maintaining hygienic standards.
Quality control remains a critical part of the process, ensuring that each milk can meets rigorous standards. The cans undergo dimensional inspections, which verify that the cans are within the specified size and shape parameters. Structural integrity is also tested to ensure that the welding and seam areas are secure and there are no weak points that could result in leaks or failure during use. This may involve pressure testing, where the cans are filled with air or water and sealed to check for leaks. For the handle attachments, additional checks are performed to verify that they are secure, well-placed, and capable of withstanding the weight and pressure that the filled can will exert.
Following the inspection, many milk cans are branded, often through an automated printing or labeling system. This stage allows the manufacturer to apply logos, batch numbers, or product information to the surface of the cans, which is essential for traceability and marketing purposes. The printing process is highly accurate, ensuring that the logos and text are clear, sharp, and properly aligned. Laser etching can also be used for more permanent branding.
Once the cans pass the quality inspection and branding stages, they are carefully packaged. The packaging is designed to protect the cans during transportation and handling, ensuring they arrive at their destination in pristine condition. The cans are typically stacked in bundles and placed in protective cartons or on pallets, ready for shipping. Packaging also makes handling more efficient, allowing for easier movement of the cans through logistics channels.
Before the cans are shipped, a final quality control check is done to ensure the entire production lot meets the necessary safety, quality, and hygiene standards. This is especially important in food-grade production, where even minor imperfections could affect the safety of the product. A combination of visual inspection and physical testing ensures that every can is ready for use in the dairy industry.
Throughout the entire manufacturing process, automation plays a significant role in improving speed, reducing human error, and ensuring consistency. Automated systems monitor production parameters, track material usage, and even adjust production speeds based on real-time data, maximizing efficiency. Robots and automated conveyors transport the cans from one stage of production to another, allowing for continuous operation and minimal downtime. The use of advanced robotics and machine learning systems in quality control further enhances the accuracy of inspections, reducing defects and improving overall production quality.
Overall, the milk can manufacturing line combines advanced machinery, automated systems, and stringent quality control procedures to produce reliable, high-quality milk cans that meet the specific needs of the dairy industry. From material preparation to the final packaging, each step in the production line ensures that the milk cans are durable, hygienic, and capable of storing milk safely and efficiently for transportation and distribution. With continual advancements in technology, milk can manufacturing is becoming more efficient, environmentally friendly, and responsive to the evolving demands of the food industry.
Edge Cutting Trimming and Forming Machine
An edge cutting, trimming, and forming machine is a specialized piece of equipment used in various industries, particularly in the production of cookware, metal containers, and other metal-based products, to ensure that the edges of metal sheets or components are cut, trimmed, and formed with precision. These machines are essential for shaping and finishing the edges of sheet metal, removing excess material, and preparing the metal for further processing, such as welding, coating, or assembly. They are designed to enhance productivity, reduce manual labor, and ensure the final product meets high-quality standards for both appearance and functionality.
The operation of an edge cutting, trimming, and forming machine typically involves several interconnected processes:
Edge Cutting: The first function of the machine is to cut the metal sheets to the required size. This process involves cutting the edges of the sheets or removing excess material from the edges. The machine uses high-precision cutting tools, such as rotary blades, shearing blades, or lasers, to ensure that the edges are clean and even. This step is crucial because it ensures that the metal pieces are uniform in size and shape, allowing for further operations like forming or welding to proceed smoothly.
Trimming: After the metal sheets are cut, the trimming process is used to remove any small, unwanted portions from the edges. Trimming helps remove burrs, rough edges, or other imperfections that can occur during the cutting process. This is particularly important when manufacturing products like cookware, where sharp or uneven edges can compromise both the aesthetics and safety of the product. Trimming is usually done using rotary or oscillating blades that gently remove excess material while keeping the overall size and shape intact.
Forming: After cutting and trimming, the metal edges need to be shaped or formed into a desired profile or contour. The forming process is used to bend, curl, or press the edges into specific shapes needed for the product. For example, in cookware production, the edges of metal sheets are often curled or crimped to create smooth rims, preventing sharp edges that could harm users. Forming machines may use hydraulic presses, rollers, or pneumatic tools to apply controlled pressure and bend the metal into the desired shape.
The edge cutting, trimming, and forming machine can operate with different configurations depending on the specific needs of the production process. It may be part of an integrated production line that handles multiple stages of metal processing or may be a standalone piece of equipment. Modern machines typically feature automated systems that control cutting speeds, blade positioning, and forming pressure, ensuring precise and consistent results across high volumes of production.
The machines are typically equipped with adjustable settings, allowing operators to modify the cutting, trimming, and forming processes to accommodate different material types, thicknesses, and product sizes. The ability to fine-tune settings ensures that the machine can handle a wide range of tasks and adapt to various manufacturing requirements. Some machines may even incorporate sensors or cameras to detect material alignment, ensuring that cuts and trims are made at the correct locations and that the metal sheets are correctly positioned for forming.
Edge cutting, trimming, and forming machines are particularly important for industries that require high levels of precision and consistency. In cookware production, for instance, the machine ensures that the edges of metal pots, pans, or lids are uniformly shaped, with smooth and rounded edges that enhance both the safety and aesthetic appeal of the products. Similarly, in the automotive, aerospace, and packaging industries, the precision offered by these machines allows manufacturers to create components that fit together seamlessly, ensuring the integrity and functionality of the final products.
In addition to improving production speed and efficiency, these machines also contribute to overall safety. By automating the cutting and trimming processes, the risk of manual errors and injury is minimized, as operators are less likely to come into direct contact with sharp edges or rotating blades. Moreover, the precise forming of metal edges ensures that products are free from sharp, dangerous areas that could pose a risk during handling or use.
Overall, the edge cutting, trimming, and forming machine is a crucial tool in modern manufacturing, offering significant improvements in precision, safety, and efficiency. Whether used in cookware production, metal fabrication, or other industries, these machines ensure that metal components are cut, trimmed, and formed with the highest standards of quality, ready for further processing or final assembly.
The edge cutting, trimming, and forming machine plays a vital role in enhancing the overall efficiency and quality of metalworking processes. By automating the edge processing tasks, it minimizes human error and ensures uniformity across large volumes of production. The ability to adjust the machine’s settings allows manufacturers to work with various materials, including stainless steel, aluminum, copper, and others, accommodating different thicknesses and properties for diverse applications. The precision provided by these machines not only improves the quality of the edges but also optimizes the overall functionality of the final product.
The cutting and trimming processes performed by these machines are essential for preparing metal sheets for further operations, such as welding, assembling, or finishing. After trimming the rough edges and removing burrs or sharp parts, the metal becomes much easier to handle and work with in subsequent stages. In the case of cookware manufacturing, for instance, the smooth and well-defined edges created by these machines not only improve the product’s appearance but also contribute to the safety of the user. Similarly, in other industries, the proper shaping of edges ensures that components fit together properly during assembly and that any final products meet the required tolerances.
With the integration of advanced technologies such as CNC (computer numerical control) programming, these machines are able to perform complex edge shaping and trimming tasks with a high degree of accuracy and repeatability. This is particularly beneficial in high-volume manufacturing environments, where consistent results are crucial to maintaining product standards and meeting production quotas. Additionally, the automation reduces the need for manual labor and cuts down on the time spent on each piece, leading to faster turnaround times and reduced production costs.
Edge cutting, trimming, and forming machines are also adaptable to various end products. Whether it is cookware, automotive components, or packaging materials, the machine can be reconfigured to handle the specific requirements of each product, ensuring that the metal sheets are processed according to the correct dimensions and specifications. As industries evolve and demand increases for higher-quality, more precisely crafted products, these machines have become indispensable in meeting these needs while maintaining cost-effectiveness.
In addition to their precision and versatility, these machines are often designed with user-friendly interfaces, allowing operators to control and monitor the process with ease. The automation not only improves operational efficiency but also reduces human intervention, allowing workers to focus on overseeing the process rather than handling manual tasks. With advanced monitoring systems, operators can quickly identify and address any issues that may arise during production, further improving the reliability and continuity of the manufacturing line.
Moreover, as sustainability becomes increasingly important, these machines also contribute to minimizing material waste. By making precise cuts and trims, they ensure that the maximum usable material is extracted from the initial sheets, reducing excess scrap material. Additionally, these machines are designed to work efficiently, consuming minimal energy while delivering high productivity. In industries where environmental concerns are paramount, these benefits are crucial for meeting both operational and sustainability goals.
In summary, edge cutting, trimming, and forming machines are critical components in modern manufacturing, providing a level of precision, consistency, and efficiency that traditional manual methods cannot match. By improving the quality of metal components and reducing production costs, these machines play an essential role in producing high-quality products across a wide range of industries. As technological advancements continue to enhance their capabilities, these machines will remain indispensable for manufacturers seeking to stay competitive and meet the evolving demands of the market.
Edge cutting trimming and beading machine for fire extinguisher production

An edge cutting, trimming, and beading machine for fire extinguisher production is a specialized piece of equipment used in the manufacturing of metal fire extinguishers, particularly the cylindrical bodies that house the extinguishing agent. These machines are critical in shaping and preparing the metal parts, ensuring precision, safety, and structural integrity of the final product. Fire extinguishers must meet stringent safety standards, and the components must be perfectly fabricated to withstand high-pressure conditions, mechanical stress, and harsh environments.
The edge cutting, trimming, and beading machine is designed to perform several functions that are integral to the production process of fire extinguisher bodies. First, the metal sheets, usually made of steel or aluminum, are fed into the machine. The machine cuts the edges of the sheets to the precise dimensions required, ensuring that the material is the right size for forming the cylindrical body. The cutting process also eliminates any rough or uneven edges from the material, which could interfere with subsequent steps or compromise the product’s structural integrity.
Once the metal sheets are cut to the correct size, the machine moves on to the trimming process. During this stage, any excess material, such as burrs or irregularities around the edges, is removed. Trimming ensures that the edges are smooth and free from any imperfections that could cause issues during the forming or welding stages. This step is crucial to the overall quality of the fire extinguisher body, as any sharp or uneven edges could lead to defects in the finished product, affecting both its appearance and strength.
The beading process follows trimming and involves the creation of a raised bead or lip along the edges of the sheet metal. Beading is particularly important in fire extinguisher production because it strengthens the cylindrical body and improves its ability to withstand internal pressure. The beaded edge also makes it easier to weld the body, providing a strong, consistent seal. Beading is typically done using rollers or dies that press the edges of the metal into a raised pattern, forming a smooth, continuous bead around the circumference of the sheet.
After the beading process, the edges of the metal are typically prepared for welding, which is the next step in the production process. The beaded edges provide additional strength and are essential for ensuring that the two halves of the cylindrical body are securely welded together, preventing any leaks or structural weaknesses in the finished fire extinguisher.
In the case of fire extinguisher production, these machines are designed with high precision to ensure that the cuts, trims, and beads are uniform across all units. Precision is critical because fire extinguishers must meet strict industry standards for performance, reliability, and safety. Any deviation from the required measurements or imperfections in the metal can lead to product failure, which is especially dangerous given the role fire extinguishers play in emergency situations.
Modern edge cutting, trimming, and beading machines for fire extinguisher production are often automated, allowing for continuous, high-speed production. These machines are equipped with computer numerical control (CNC) systems that control the cutting, trimming, and beading processes with a high degree of accuracy. The automation not only improves the speed of production but also reduces the risk of human error and ensures that each fire extinguisher body is fabricated to the exact specifications needed.
Another important feature of these machines is their ability to handle a variety of materials and thicknesses. Fire extinguisher bodies are typically made from steel or aluminum, and these machines are designed to handle different metals with ease. The ability to adjust machine settings for different material types and thicknesses ensures that the final product maintains the strength and durability required to safely contain pressurized contents.
In addition to increasing production efficiency, these machines also contribute to safety and quality control in the fire extinguisher manufacturing process. Since fire extinguishers must be capable of withstanding high pressure without failing, the precise shaping and strengthening of the metal during the edge cutting, trimming, and beading stages ensures that the final product is safe for use. Any inconsistencies in these stages could lead to weak points in the body, compromising the safety of the fire extinguisher.
Overall, an edge cutting, trimming, and beading machine for fire extinguisher production plays a crucial role in ensuring that the metal parts of the extinguisher are accurately shaped, trimmed, and reinforced for strength. By automating these processes, manufacturers can produce fire extinguishers at a faster rate while maintaining consistent quality. This machine helps improve the efficiency of the manufacturing line, ensures safety standards are met, and ultimately contributes to the reliability and effectiveness of fire extinguishers in emergency situations.
The edge cutting, trimming, and beading machine for fire extinguisher production is crucial in ensuring the metal components are accurately shaped, precisely trimmed, and reinforced for strength and durability. These machines improve the efficiency and consistency of manufacturing while minimizing human error, contributing significantly to the safety and functionality of the final product. The cutting and trimming processes ensure that the raw metal sheets, which are typically steel or aluminum, are properly sized and free from any imperfections or irregularities that could affect later processes or the structural integrity of the fire extinguisher body.
The beading process adds an important structural element, strengthening the edges of the metal body, which is vital for ensuring the fire extinguisher can withstand high internal pressure. This added strength is particularly important for preventing leaks or deformations when the fire extinguisher is subjected to the pressure of the pressurized extinguishing agent inside. Beading also facilitates the welding process, as the raised edges help create a more secure bond when the body of the fire extinguisher is welded together. This step is especially crucial for the fire extinguisher to maintain its pressure-resistance and ensure its long-term reliability.
The automation of these processes is another key advantage, as it allows for high-speed production without sacrificing precision. Modern machines use CNC (Computer Numerical Control) systems to guide the cutting, trimming, and beading processes. This level of automation ensures that every fire extinguisher body is produced to the same exacting standards, with minimal variations. This uniformity is critical for safety, as even minor discrepancies in the metal’s dimensions or strength could compromise the performance of the fire extinguisher.
By using a combination of advanced machinery, automated processes, and precise control systems, fire extinguisher manufacturers can meet the strict regulatory standards required for such safety-critical products. The edge cutting, trimming, and beading machine helps manufacturers reduce costs by improving productivity and eliminating the need for manual labor, while also ensuring that the final product meets the high standards expected of fire safety equipment.
The ability to work with a range of materials and metal thicknesses ensures that the machine is versatile enough to handle the diverse requirements of fire extinguisher production. Adjusting settings on the machine allows for fine-tuning of the cutting and beading processes depending on the specific material being used. This flexibility is essential in producing fire extinguishers of varying sizes and designs, which may be used for different applications, from small portable extinguishers to large industrial units.
In terms of safety, the machine contributes to ensuring the fire extinguisher’s structural integrity by reducing the potential for defects. A properly beaded edge strengthens the body, while a smooth, clean trim eliminates any possibility of sharp, irregular edges that could cause issues during handling or when assembling other components, such as valves or handles. The result is a fire extinguisher that is both reliable and safe to use, capable of performing optimally when it is needed most.
Overall, an edge cutting, trimming, and beading machine is an integral part of the fire extinguisher manufacturing process. Its automation, precision, and ability to handle various materials and thicknesses make it an essential tool for modern manufacturers. The machine helps improve production efficiency, ensures safety, and maintains high-quality standards in the final product, ensuring that fire extinguishers are made to withstand the rigorous demands of emergency situations and provide effective fire suppression.
Edge Cutting Trimming Machine for Hot Water Boiler Production

An edge cutting and trimming machine for hot water boiler production is a crucial piece of equipment used in the manufacturing process of hot water boilers, specifically for cutting and trimming the edges of the metal sheets that form the outer casing or other components of the boiler. These machines play an essential role in ensuring that the metal components are precisely cut and free from sharp or rough edges, which are necessary for the safety, durability, and overall performance of the final product. Boilers are subject to high pressures and temperatures, so every component, including the casing, pipes, and seams, must be fabricated with the utmost precision.
The edge cutting and trimming process begins with feeding large metal sheets, often made of steel or stainless steel, into the machine. These sheets typically have rough, uneven, or burr-ridden edges that need to be precisely cut or trimmed to meet the required dimensions for further processing. The machine’s cutting tools, which can include rotary blades, shearing tools, or lasers, are used to slice through the metal, ensuring that the material is the correct size for shaping and assembly. The edge cutting process must be done with great care to avoid any deformation or loss of material that could affect the boiler’s final fit and function.
Following the edge cutting, the trimming process begins. Trimming is necessary to remove any excess material, such as burrs, sharp edges, or irregularities left behind from the cutting process. These rough edges can cause issues later on in the assembly process, where they may interfere with welding or other joining techniques. By trimming the edges, the machine ensures that the metal sheets are clean and smooth, making them easier to handle and further process. In hot water boiler production, this step is critical, as sharp or uneven edges could pose safety risks during manufacturing or in the use of the final product.
These machines typically feature adjustable settings, allowing the operator to modify cutting speeds and trimming parameters to suit different materials or thicknesses. This flexibility is especially important in boiler production, as various types of metal may be used, such as carbon steel, stainless steel, or alloys, each with unique properties. The ability to adjust the machine’s settings ensures that all components of the boiler are cut and trimmed to precise specifications, regardless of the material used.
One of the key advantages of an edge cutting and trimming machine is its ability to automate these tasks. This reduces the need for manual labor, speeds up production, and minimizes human error. Automation ensures that the cuts are consistently precise, which is critical in boiler production, where even slight discrepancies can affect the efficiency and safety of the system. The machine’s automation capabilities also help improve production speed, reducing the time required to manufacture each component and increasing overall output.
Another important feature of these machines is their ability to work with high-pressure materials. Hot water boilers are subjected to high temperatures and pressure, so the materials used in their construction must be free from any defects or weaknesses that could compromise their integrity. The edge cutting and trimming machine ensures that the metal sheets are prepared for further forming and welding, providing clean, smooth edges that facilitate the next steps in the production process. The precise cutting and trimming contribute to the structural integrity of the boiler, reducing the likelihood of leaks, cracks, or failures in the final product.
In the hot water boiler manufacturing process, after edge cutting and trimming, the metal sheets are often subjected to further processing, such as forming, welding, or heat treatment. The precision provided by the edge cutting and trimming machine ensures that the components fit together perfectly, making the assembly process much easier and more efficient. For example, when the sheets are welded to form the boiler casing or other parts, the smooth edges created by the cutting and trimming machine help ensure that the welds are strong and secure, contributing to the overall durability and performance of the boiler.
Furthermore, these machines contribute to the safety of the production process. By eliminating sharp edges and reducing the need for manual intervention, operators are less likely to come into contact with dangerous, jagged metal. This improves workplace safety and helps maintain a smooth, efficient manufacturing environment.
Overall, an edge cutting and trimming machine for hot water boiler production plays a vital role in ensuring that the metal components are fabricated with high precision, safety, and efficiency. The machine’s ability to cut and trim metal sheets to exact specifications is essential for creating the various parts of the boiler, from the outer casing to the internal components. The automation and precision of these machines enhance the overall quality of the final product, ensuring that the hot water boiler performs reliably under high pressure and temperature conditions, and meets all safety standards for use in homes, businesses, and industrial settings.
The edge cutting and trimming machine for hot water boiler production is integral to achieving the precise fabrication of metal components that make up the boiler system. As these systems are designed to operate under high pressure and temperature, the components must be crafted with utmost precision to ensure they function safely and efficiently over time. The machine plays a crucial role in preparing the metal sheets, typically made from durable materials like carbon steel or stainless steel, by trimming and cutting them to the required dimensions and removing any burrs or sharp edges. This ensures that the material is smooth, uniform, and ready for further processing such as forming or welding.
The ability to fine-tune cutting speeds, trimming pressures, and other parameters allows the machine to handle different metal thicknesses and types, which is important because hot water boilers are often constructed using materials that need to withstand high internal pressure and thermal stresses. By adjusting these settings, manufacturers can ensure that each metal part, whether it’s a casing, valve, or piping component, is precisely prepared to fit together during assembly.
This process not only prepares the material for further forming but also eliminates potential problems that could arise later in the production line. For instance, rough or uneven edges could lead to poor welds, weak joints, or leaks, which would compromise the integrity of the boiler. By ensuring smooth and consistent edges, the edge cutting and trimming machine directly contributes to the overall reliability of the finished product.
Automation in these machines is key to their effectiveness. By automating the edge cutting and trimming processes, manufacturers can significantly increase production speed while reducing the likelihood of human error. Automation ensures that every cut is precise and consistent across all parts, making it easier to meet stringent quality control standards and reducing the likelihood of defects that could lead to costly repairs or product failures. The precision achieved also helps streamline subsequent steps in the production process, such as welding and heat treatment, by ensuring the parts are correctly aligned and ready for those operations.
Moreover, the edge cutting and trimming machine enhances safety in the production environment. By removing sharp edges and minimizing the need for manual handling, the machine reduces the risks posed by sharp metal and minimizes operator exposure to hazards. This not only protects workers but also helps maintain a more efficient and uninterrupted production process, as safety concerns are addressed proactively.
As hot water boilers are designed for long-term use under rigorous conditions, the precision achieved in the edge cutting and trimming process is vital for ensuring that each component performs as expected throughout the lifespan of the product. The machine ensures that metal sheets are properly prepared for further steps, which is essential for the high-quality welding, forming, and assembly processes that follow. The result is a well-made, durable, and reliable boiler that performs efficiently and safely, meeting the highest industry standards.
Edge Cutting Trimming Machine for the Cookware Industry
An edge cutting and trimming machine for the cookware industry is an essential piece of equipment used in the production of various cookware items, such as pots, pans, lids, and other metal-based kitchen products. The machine is specifically designed to cut, trim, and prepare the edges of metal sheets that are used in manufacturing cookware components. These machines are crucial for ensuring that the final cookware products have smooth, precise edges, free from burrs or sharp points, which is essential for both safety and aesthetics.
In cookware production, the metal sheets, typically made from stainless steel, aluminum, or other heat-resistant alloys, are often pre-cut to size but need further processing to refine their edges. The edge cutting function of the machine ensures that the metal sheets are cut to the precise dimensions required for the specific cookware item. This is important for creating uniform shapes and ensuring that the parts fit together correctly during the assembly process. Any discrepancies in the size of the metal sheets can result in difficulties during forming or welding and can negatively affect the final product’s functionality.
After the initial cut, the trimming process is performed to remove any excess material or imperfections that remain along the edges of the sheets. This could include removing rough edges, burrs, or any irregularities that might have resulted from the cutting process. Trimming is crucial in cookware manufacturing because sharp, uneven edges can pose safety hazards to the user and can also hinder further processing, such as welding or coating. The trimming machine ensures that the edges of the cookware parts are smooth and free from dangerous burrs, making them easier and safer to handle during assembly and use.
In addition to cutting and trimming, the machine may also be equipped to perform other tasks, such as rounding or curling the edges of the cookware. In many cases, cookware items such as pots and pans require a rounded or curled edge to prevent sharp corners and to facilitate easier handling by users. The curling or beading of edges also adds structural strength to the cookware, making it more durable and capable of withstanding repeated use in cooking environments. This process is often accomplished through specialized rollers or dies, which mold the metal into a smooth, curved shape.
Automation in edge cutting and trimming machines for the cookware industry allows for faster production speeds and higher consistency. Modern machines are typically controlled through computer numerical control (CNC) systems, which allow for precise adjustments in cutting speeds, trimming pressures, and edge formations. This level of automation reduces the risk of human error and ensures that every piece of cookware is made to the exact specifications required for quality and safety. The machine’s ability to adjust to different materials and thicknesses also makes it versatile and able to handle a range of cookware products.
These machines are designed to increase production efficiency while maintaining high safety standards. With automated trimming and cutting, manufacturers can produce large quantities of cookware with uniform edges that meet strict industry standards. The consistency of the edges is critical for both the appearance and functionality of the cookware. Smooth, well-defined edges not only improve the aesthetic appeal of the product but also ensure that the cookware is comfortable to handle and free from any sharp or jagged areas that could cause injury.
By streamlining the production process, edge cutting and trimming machines also contribute to cost reduction. Automation reduces labor costs, speeds up production, and minimizes material waste, ensuring that every piece of metal is used efficiently. These machines are also built for durability and reliability, capable of operating for long hours in high-volume manufacturing environments. Their efficiency in cutting, trimming, and shaping the metal ensures that the cookware is ready for subsequent processes such as welding, coating, or further finishing, ensuring the final product meets the high standards required for commercial and consumer use.
In summary, an edge cutting and trimming machine for the cookware industry plays a vital role in ensuring that metal cookware parts are accurately cut, trimmed, and shaped to the highest standards. The machine enhances safety, improves production efficiency, and ensures that the final products are of superior quality, both in terms of function and appearance. With the ability to handle different materials, thicknesses, and design requirements, these machines are indispensable for manufacturers who produce cookware that is both safe and durable.
An edge cutting and trimming machine for the cookware industry is integral to the production of high-quality kitchen items. The metal sheets, typically made from materials like stainless steel, aluminum, or other durable alloys, undergo precision cutting and trimming to ensure they meet the required specifications for further processing. The cutting function of the machine ensures that the metal sheets are sized correctly, which is essential for the consistent production of various cookware items such as pots, pans, and lids. Accurate sizing ensures that components fit together seamlessly during subsequent assembly stages, helping to reduce defects and maintain uniformity across the production line.
After the initial cut, the trimming process removes any imperfections left behind, such as rough edges or burrs, that could pose safety risks or hinder further operations like welding or coating. In cookware manufacturing, these sharp or uneven edges could be a potential source of injury for consumers, so trimming is essential to ensure that the final products are safe to use. The smooth edges also make the products more aesthetically pleasing, which is important for consumer appeal, especially in the competitive cookware market. Furthermore, well-trimmed edges help streamline other manufacturing processes, such as joining or welding, ensuring that components fit properly and that welds are strong and consistent.
In some cases, the machine may also be designed to curl or round the edges of the cookware parts. This additional process is often necessary for ensuring that the cookware has rounded edges, which not only improves its handling but also reinforces its structural integrity. Rounded or curled edges provide added strength, preventing the metal from becoming weak or prone to damage over time. Additionally, this feature contributes to the overall user experience, as it makes cookware easier to handle and reduces the risk of injury from sharp corners. The ability to adjust the machine for different edge shapes and profiles enhances its versatility, allowing manufacturers to produce a wide variety of cookware items with varying edge requirements.
Automated systems, particularly those controlled by CNC (computer numerical control), allow for precise and repeatable cuts and trims, ensuring consistency across large production runs. These automated machines can handle complex tasks with high speed, making them essential for maintaining a steady, efficient production line. The precision provided by CNC-controlled edge cutting and trimming machines helps manufacturers meet tight quality control standards, reducing the likelihood of errors or defects in the finished product. As cookware is often subjected to heat and pressure, such precision is crucial for ensuring the product’s longevity and performance. Consistently smooth and accurately shaped edges improve the cookware’s safety, function, and durability.
The edge cutting and trimming machine is adaptable, allowing for various material types and thicknesses to be processed. This flexibility is particularly important for the cookware industry, as different products require different material specifications, depending on their design, usage, and performance requirements. Whether working with thin-gauge aluminum for lightweight frying pans or thicker stainless steel for heavy-duty pots, the machine can be adjusted to accommodate different metals and thicknesses, ensuring that the final product meets the specific needs of the cookware.
Additionally, the efficiency of edge cutting and trimming machines helps reduce material waste. By ensuring that only the necessary amount of material is used for each product, the machines contribute to more sustainable manufacturing practices. The ability to maximize material utilization reduces costs and helps manufacturers meet environmental goals by minimizing waste and energy consumption. The automation of these machines further reduces labor costs and speeds up production times, helping manufacturers meet market demand more effectively while keeping operational costs low.
These machines are built to handle high volumes of production, ensuring that they can operate continuously in demanding manufacturing environments. Their reliability is essential for maintaining smooth production workflows and meeting deadlines for both small and large production runs. In high-volume production, the precision and speed of edge cutting and trimming machines allow manufacturers to increase output while maintaining consistent quality, ultimately helping them meet consumer expectations and industry standards.
In conclusion, edge cutting and trimming machines are indispensable for the cookware industry, as they ensure that the metal components used in cookware are precisely cut, smooth, and ready for further processing. These machines help improve safety, enhance product quality, and streamline the production process, all while maintaining high efficiency and reducing waste. By using automated systems to control cutting, trimming, and edge shaping, manufacturers can produce cookware that is durable, functional, and safe, meeting both consumer demand and industry standards.