
Flow Forming Machine: A Flow Forming Machine is a specialized metal-forming machine used to produce high-precision cylindrical components by plastically deforming a rotating metal preform (usually a tube or forged blank) over a mandrel using rollers. The process is often considered an advanced form of metal spinning and is widely used in industries that require high strength, excellent dimensional accuracy, and reduced material waste.
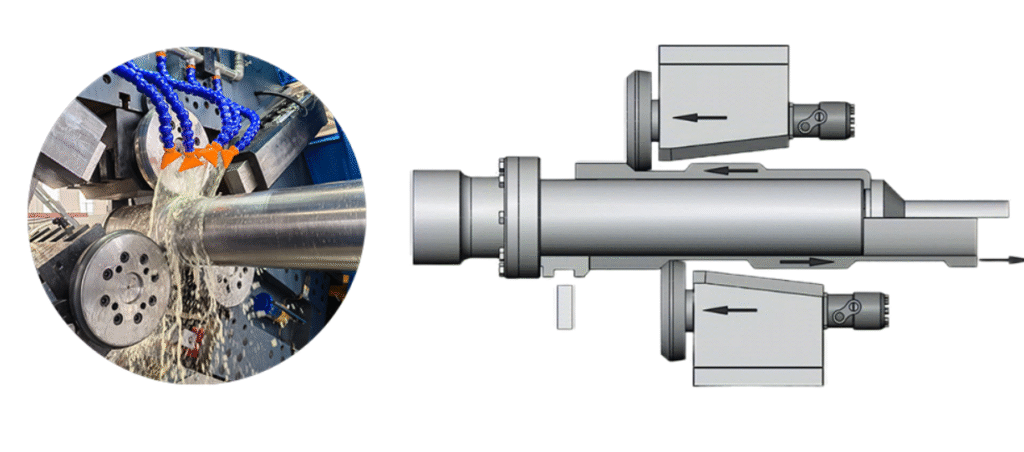
In a flow forming machine, the workpiece is mounted on a mandrel attached to a rotating spindle. As the spindle rotates, one, two, or three rollers move along the length of the workpiece while applying controlled pressure. This pressure gradually reduces the wall thickness and elongates the material, forcing it to conform to the mandrel shape. Unlike conventional machining, the process does not remove material, but instead redistributes it, which improves the grain structure and mechanical properties of the component.
The forming operation usually begins with a pre-form, which may be a forged, machined, or extruded blank. When the rollers engage with the rotating blank, the material begins to flow in the axial direction. The mandrel determines the internal geometry while the rollers control the external contour and thickness. Because the material undergoes cold working, the finished component often exhibits higher tensile strength and improved fatigue resistance compared to parts produced by casting or machining.
Flow forming machines can be configured in several ways depending on the complexity of the parts and the production requirements. Single-roller machines are typically used for simpler geometries and lower production volumes. Two-roller machines provide better force distribution and improved productivity, while three-roller machines offer the highest stability and are commonly used for large or thick components. Modern machines are frequently equipped with CNC or PLC control systems, allowing precise control of roller movement, feed rate, and forming pressure.
The process is widely used in sectors such as aerospace, defense, automotive, and energy because it can produce lightweight but extremely strong components. Typical products include rocket motor casings, missile bodies, pressure vessels, gas cylinders, automotive wheel rims, turbine components, and various tubular structural parts. Since the process maintains material continuity without cutting, it also results in minimal scrap and excellent material utilization.
Another important advantage of flow forming machines is their ability to achieve very tight dimensional tolerances and smooth surface finishes. This reduces or even eliminates the need for secondary machining operations, which lowers overall manufacturing costs. In addition, the machines can process a variety of materials such as aluminum alloys, stainless steel, titanium, copper alloys, and high-strength steels.
Modern flow forming machines are often integrated with robotic loading systems, automatic lubrication systems, and real-time monitoring sensors. These features enable fully automated production lines capable of producing complex cylindrical components with consistent quality and high efficiency.
Single Roller Flow Forming Machine
A Single Roller Flow Forming Machine is designed with one forming roller that gradually reduces the wall thickness of a rotating metal preform. The machine applies controlled pressure while the workpiece rotates on a mandrel, allowing the material to flow axially and take the desired cylindrical shape. This configuration is often used for relatively simple components where extreme forming forces are not required.
These machines are valued for their simplicity, lower cost, and ease of maintenance. They are widely used in small and medium production environments for manufacturing thin-walled cylindrical components such as sleeves, tubes, and small pressure vessels.
Double Roller Flow Forming Machine
A Double Roller Flow Forming Machine utilizes two synchronized rollers positioned opposite each other to distribute forming forces more evenly during the forming process. This configuration improves dimensional accuracy and reduces vibration during operation.
Because the forming load is shared between two rollers, the machine can process thicker materials and produce longer components. It is commonly used in automotive and industrial manufacturing applications where both precision and productivity are required.
Three Roller Flow Forming Machine
A Three Roller Flow Forming Machine features three equally spaced rollers that simultaneously apply pressure to the rotating workpiece. This arrangement ensures excellent balance during forming and allows for uniform material deformation.
These machines are particularly suitable for producing large-diameter cylindrical parts and components with tight tolerances. Industries such as aerospace and defense often use three-roller systems to manufacture high-strength structural components.
Horizontal Flow Forming Machine
A Horizontal Flow Forming Machine is designed with its spindle axis positioned horizontally. The workpiece rotates along the horizontal axis while rollers move longitudinally to perform the forming operation.
This configuration is ideal for long tubular components and heavy workpieces because the horizontal orientation provides better support and stability. Horizontal machines are frequently used in the production of industrial cylinders, pipelines, and structural tubes.
Vertical Flow Forming Machine
A Vertical Flow Forming Machine operates with a vertically oriented spindle. The workpiece rotates vertically while forming rollers move along the surface of the part.
Vertical configurations are useful for components that require gravity-assisted stability during forming. They are commonly used for large-diameter parts and components used in energy and heavy machinery industries.
CNC Flow Forming Machine
A CNC Flow Forming Machine uses computer numerical control systems to precisely regulate roller movement, spindle speed, and feed rate. This enables extremely accurate and repeatable forming operations.
CNC systems allow operators to program complex forming sequences and store multiple production recipes. These machines are widely used in industries where consistent high-precision components are required.
PLC Controlled Flow Forming Machine
A PLC Controlled Flow Forming Machine integrates programmable logic controllers to automate machine functions and monitor the forming process. Operators can control roller positioning, speed, and pressure through a digital interface.
These machines are known for reliability and ease of integration into automated production lines. They are commonly used in industrial manufacturing facilities where standardized processes are essential.
Hydraulic Flow Forming Machine
A Hydraulic Flow Forming Machine uses hydraulic actuators to generate the forming force required to deform the metal preform. Hydraulic systems provide powerful and smooth motion control.
These machines are capable of handling high-strength materials and thick-walled components. They are often used in heavy manufacturing sectors such as aerospace, defense, and energy equipment production.
Servo Controlled Flow Forming Machine
A Servo Controlled Flow Forming Machine uses servo motors instead of traditional hydraulic systems to control roller movement and forming pressure. Servo systems provide exceptional positioning accuracy.
The use of servo technology also improves energy efficiency and response time. These machines are often used for precision applications where tight dimensional tolerances are required.
Heavy Duty Flow Forming Machine
A Heavy Duty Flow Forming Machine is designed to handle large workpieces and materials with high strength. The machine structure is reinforced to withstand high forming forces.
Such machines are commonly used to produce large cylindrical structures such as pressure vessels, industrial cylinders, and aerospace components.
High Precision Flow Forming Machine
A High Precision Flow Forming Machine is designed to achieve extremely tight dimensional tolerances and high surface quality. The machine incorporates precision spindles, advanced control systems, and vibration-resistant structures.
These machines are widely used in aerospace and defense manufacturing where accuracy and reliability are critical. They are capable of producing components that require minimal post-processing.
Robotic Loading Flow Forming Machine
A Robotic Loading Flow Forming Machine integrates robotic systems to automatically load and unload workpieces. This significantly increases production efficiency and reduces manual labor.
The use of robotics ensures consistent positioning and allows the machine to operate continuously. These systems are often implemented in high-volume manufacturing environments.
Automatic Flow Forming Machine
An Automatic Flow Forming Machine performs most operational steps without manual intervention. From workpiece clamping to forming and part removal, the entire process is automated.
This type of machine is ideal for mass production because it reduces human error and improves cycle time consistency.
Semi-Automatic Flow Forming Machine
A Semi-Automatic Flow Forming Machine combines manual and automated operations. Operators load the workpiece while the forming cycle is automatically controlled.
These machines are widely used in workshops where production volume is moderate and flexibility is required.
Multi-Spindle Flow Forming Machine
A Multi-Spindle Flow Forming Machine features multiple spindles operating simultaneously, allowing several parts to be formed at once.
This configuration significantly increases production output and is commonly used in large manufacturing plants producing standardized components.
Tube Flow Forming Machine
A Tube Flow Forming Machine is specifically designed for forming cylindrical tubes with controlled wall thickness. The machine allows material to elongate while maintaining structural integrity.
It is widely used in industries such as oil and gas, automotive, and aerospace for manufacturing precision tubular components.
Wheel Rim Flow Forming Machine
A Wheel Rim Flow Forming Machine is used to manufacture lightweight and high-strength wheel rims. The process enhances material strength through cold working.
These machines are widely used in automotive manufacturing where strong yet lightweight wheels are required.
Pressure Vessel Flow Forming Machine
A Pressure Vessel Flow Forming Machine produces cylindrical shells used in high-pressure applications. The forming process ensures uniform wall thickness and improved mechanical strength.
Such machines are often used in energy and chemical industries where pressure containment reliability is essential.
Rocket Motor Casing Flow Forming Machine
A Rocket Motor Casing Flow Forming Machine is designed to produce cylindrical casings for rocket propulsion systems. These components require exceptional strength and precision.
The flow forming process enhances material grain structure, making the casing capable of withstanding extreme internal pressures.
Missile Body Flow Forming Machine
A Missile Body Flow Forming Machine manufactures cylindrical bodies for missile systems. The process ensures lightweight structures with high strength.
These machines are commonly used in defense manufacturing where precision and structural integrity are crucial.
Gas Cylinder Flow Forming Machine
A Gas Cylinder Flow Forming Machine produces cylinders used for storing compressed gases. The forming process ensures strong and seamless walls.
The resulting cylinders have excellent pressure resistance and durability, making them suitable for industrial and medical applications.
Aerospace Tube Flow Forming Machine
An Aerospace Tube Flow Forming Machine is designed to manufacture lightweight tubular components used in aircraft and spacecraft structures.
These machines provide high precision and excellent material properties required for aerospace applications.
Automotive Shaft Flow Forming Machine
An Automotive Shaft Flow Forming Machine produces high-strength shafts used in vehicles. The process improves fatigue resistance and dimensional accuracy.
Such machines help automotive manufacturers produce durable components while minimizing material waste.
Energy Sector Flow Forming Machine
An Energy Sector Flow Forming Machine is used to manufacture components for power generation equipment. These may include turbine housings and structural cylinders.
The machines are designed to process high-strength alloys commonly used in the energy industry.
Turbine Shell Flow Forming Machine
A Turbine Shell Flow Forming Machine produces cylindrical shells used in turbines. The forming process ensures structural integrity and uniform wall thickness.
These components are critical for power generation systems and require high reliability.
Large Diameter Flow Forming Machine
A Large Diameter Flow Forming Machine is built to handle oversized cylindrical components. The machine structure is reinforced to manage high loads.
These machines are commonly used in heavy industries such as shipbuilding and energy equipment manufacturing.
Small Component Flow Forming Machine
A Small Component Flow Forming Machine is optimized for producing small precision cylindrical parts.
These machines are commonly used in electronics, instrumentation, and specialized industrial equipment production.
High Speed Flow Forming Machine
A High Speed Flow Forming Machine is designed for rapid production cycles. Advanced control systems ensure stable forming even at high speeds.
This type of machine is ideal for mass production of standardized components.
Precision Tube Flow Forming Machine
A Precision Tube Flow Forming Machine focuses on producing tubes with extremely accurate dimensions.
It is widely used in industries where tight tolerances and high surface quality are essential.
Multi-Roller Flow Forming Machine
A Multi-Roller Flow Forming Machine incorporates several rollers to improve forming stability and efficiency.
The configuration enables uniform material distribution and higher productivity.
Aluminum Flow Forming Machine
An Aluminum Flow Forming Machine is optimized for forming aluminum alloys. Aluminum requires precise control to avoid cracking during deformation.
These machines are widely used in aerospace and automotive industries due to the lightweight properties of aluminum components.
Stainless Steel Flow Forming Machine
A Stainless Steel Flow Forming Machine is designed to handle the higher strength and hardness of stainless steel materials.
These machines are commonly used to manufacture corrosion-resistant cylindrical components.
Titanium Flow Forming Machine
A Titanium Flow Forming Machine processes titanium alloys, which are known for their high strength-to-weight ratio.
The machines are typically used in aerospace and defense applications where titanium components are required.
Copper Alloy Flow Forming Machine
A Copper Alloy Flow Forming Machine is specialized for forming copper and brass components.
These materials are commonly used in electrical and thermal systems due to their excellent conductivity.
Dual Mandrel Flow Forming Machine
A Dual Mandrel Flow Forming Machine uses two mandrels to produce components with varying internal geometries.
This design provides greater flexibility in producing complex cylindrical parts.
Long Tube Flow Forming Machine
A Long Tube Flow Forming Machine is designed for forming extended tubular components.
These machines provide stable support systems to prevent bending during the forming process.
Short Cylinder Flow Forming Machine
A Short Cylinder Flow Forming Machine specializes in forming compact cylindrical components.
The machines are widely used in manufacturing small industrial parts.
Integrated Production Line Flow Forming Machine
An Integrated Production Line Flow Forming Machine operates as part of a fully automated manufacturing line.
It often includes robotic handling, inspection systems, and automatic finishing operations.
Smart Flow Forming Machine
A Smart Flow Forming Machine incorporates sensors and digital monitoring systems to optimize the forming process.
Real-time data analysis allows manufacturers to maintain consistent quality.
Industry 4.0 Flow Forming Machine
An Industry 4.0 Flow Forming Machine connects with factory networks and digital control systems.
It enables predictive maintenance, remote monitoring, and production analytics.
Defense Industry Flow Forming Machine
A Defense Industry Flow Forming Machine is used to manufacture military components such as missile casings and artillery shells.
These machines meet strict quality and security standards.
Heavy Cylinder Flow Forming Machine
A Heavy Cylinder Flow Forming Machine produces thick-walled cylinders used in industrial machinery.
The machines are capable of generating extremely high forming forces.
Aerospace Shell Flow Forming Machine
An Aerospace Shell Flow Forming Machine manufactures cylindrical shells used in aircraft structures.
The machines provide exceptional dimensional accuracy.
Structural Tube Flow Forming Machine
A Structural Tube Flow Forming Machine produces tubes used in construction and industrial structures.
These components require high strength and durability.
High Strength Steel Flow Forming Machine
A High Strength Steel Flow Forming Machine is designed to form advanced high-strength steels.
These machines are used in demanding industrial applications.
Compact Flow Forming Machine
A Compact Flow Forming Machine is designed for smaller workshops where space is limited.
Despite its compact size, it can perform high-precision forming operations.
Laboratory Flow Forming Machine
A Laboratory Flow Forming Machine is used for research and development purposes.
It allows engineers to test new materials and forming techniques.
Prototype Flow Forming Machine
A Prototype Flow Forming Machine is used to produce prototype components before mass production.
These machines are commonly used in product development stages.
Custom Design Flow Forming Machine
A Custom Design Flow Forming Machine is tailored to meet specific manufacturing requirements.
Manufacturers can modify roller configurations, spindle sizes, and control systems.
Universal Flow Forming Machine
A Universal Flow Forming Machine is designed to handle a wide variety of materials and component geometries.
Its flexible configuration makes it suitable for multiple industries and applications.
A Flow Forming Machine for Rocket Motor Cases is a specialized metal forming system designed to manufacture cylindrical rocket motor casings with extremely high structural integrity and dimensional accuracy. In this process, a preform—typically produced through forging, extrusion, or deep drawing—is mounted onto a precision mandrel and rotated at controlled speeds. One or more forming rollers gradually apply pressure to the rotating preform, reducing its wall thickness while extending its length. The material flows plastically along the mandrel surface, forming a seamless cylindrical structure that precisely matches the required internal geometry of the rocket motor case.
The flow forming process is particularly advantageous for rocket motor casings because it improves the mechanical properties of the material through controlled cold working. During deformation, the grain structure of the metal becomes elongated and aligned in the direction of stress, significantly enhancing tensile strength, fatigue resistance, and pressure tolerance. Rocket motor casings must withstand extremely high internal pressures and thermal loads during propulsion, so achieving uniform wall thickness and structural consistency is critical. Flow forming allows manufacturers to produce these components with minimal material waste while maintaining exceptional strength-to-weight ratios.
Machines designed for rocket motor casing production are typically equipped with high-rigidity frames, precision mandrels, and multi-roller forming systems to ensure balanced forming forces. Many systems use three-roller configurations to distribute pressure evenly around the circumference of the casing. Advanced control systems—often CNC or servo-controlled—enable precise control over roller feed rates, spindle speeds, and forming pressure. This level of control ensures repeatable results and allows manufacturers to meet the stringent quality standards required for aerospace and defense applications.
Another key feature of these machines is their ability to process high-performance materials such as high-strength steel alloys, aluminum alloys, maraging steels, and titanium alloys. These materials are commonly used in rocket propulsion systems due to their excellent strength and heat resistance. The flow forming process preserves the material’s integrity while enhancing its mechanical properties, making it ideal for producing thin-walled yet extremely strong rocket motor cases.
Modern rocket motor case flow forming machines are often integrated into automated production environments. They may include robotic loading systems, automated lubrication units, temperature monitoring sensors, and advanced inspection technologies such as laser measurement systems. These features ensure consistent quality, reduce production time, and allow manufacturers to maintain strict process control throughout the forming cycle.
In the aerospace and defense industries, the use of flow forming machines for rocket motor cases has become increasingly important as manufacturers seek to produce lighter, stronger, and more efficient propulsion components. The combination of material strengthening, high dimensional precision, and efficient material usage makes flow forming one of the most effective manufacturing methods for rocket propulsion structures.
Flow Forming Machine for Missile Bodies

A Flow Forming Machine for Missile Bodies is engineered to produce the cylindrical structural sections used in guided missile systems. The machine forms a metal preform over a precision mandrel while rollers apply controlled radial pressure as the workpiece rotates at high speed. Through this process, the wall thickness of the missile body is gradually reduced while its length increases, creating a lightweight yet structurally strong cylindrical shell. The mandrel determines the internal geometry, while the rollers control the external contour and material flow.
Missile bodies must maintain high dimensional accuracy and structural integrity because they experience extreme aerodynamic forces, vibration, and thermal stresses during flight. Flow forming enhances the mechanical properties of the metal through cold working, improving tensile strength and fatigue resistance. Advanced machines used for missile body manufacturing typically include CNC-controlled roller positioning, servo-driven feed systems, and real-time monitoring sensors to ensure precise control of the forming process. These machines are widely used in the defense industry where consistent quality and repeatability are critical.
Flow Forming Machine for Gas Cylinders
A Flow Forming Machine for Gas Cylinders is designed to manufacture seamless high-pressure cylinders used for storing gases such as oxygen, nitrogen, hydrogen, and compressed air. In this machine, a thick cylindrical blank is mounted on a mandrel and rotated while forming rollers gradually compress and elongate the material. This controlled deformation produces a uniform cylindrical body with reduced wall thickness and improved structural strength.
The flow forming process significantly enhances the mechanical properties of the cylinder material by refining its grain structure. This improvement increases the cylinder’s ability to withstand high internal pressures and repeated filling cycles without failure. Modern gas cylinder flow forming machines are often fully automated, featuring CNC controls, hydraulic or servo roller drives, and automatic loading systems. These machines are widely used in industrial gas manufacturing, medical gas supply systems, and energy storage applications.
Flow Forming Machine for Automotive Wheel Rims
A Flow Forming Machine for Automotive Wheel Rims is specialized equipment used to manufacture lightweight yet strong wheel rims for passenger cars, trucks, and high-performance vehicles. In this process, a pre-cast or forged aluminum wheel blank is mounted on a rotating mandrel. High-pressure rollers gradually form the rim section by compressing and stretching the material along the circumference of the wheel.
This process improves the mechanical strength of the rim through controlled cold working while maintaining a lightweight structure. Flow-formed wheel rims have better fatigue resistance and impact strength compared to conventional cast wheels. Automotive manufacturers favor this technology because it produces wheels that combine the strength of forged wheels with the cost efficiency of casting. Modern wheel rim flow forming machines include CNC-controlled rollers, automated part handling systems, and high-speed production capabilities suitable for large-scale automotive manufacturing.
Flow Forming Machine for Aerospace Structural Tubes
A Flow Forming Machine for Aerospace Structural Tubes is used to produce high-precision tubular components that are commonly used in aircraft fuselages, landing gear structures, propulsion systems, and satellite assemblies. The machine forms cylindrical preforms over a mandrel while rollers apply progressive pressure to reduce wall thickness and extend the tube length. The resulting tubes exhibit exceptional dimensional accuracy and superior mechanical strength.
Aerospace components demand extremely high reliability, and the flow forming process is well suited to meet these requirements. The cold working effect improves the material’s grain alignment, increasing fatigue resistance and structural stability under cyclic loading conditions. Aerospace flow forming machines often incorporate advanced servo drives, CNC motion control systems, and vibration-damping machine frames to maintain accuracy during forming. These machines are capable of processing high-performance materials such as titanium alloys, aluminum-lithium alloys, and high-strength steels.
Flow Forming Machine for Hydrogen Storage Cylinders
A Flow Forming Machine for Hydrogen Storage Cylinders is designed to produce cylindrical containers used in hydrogen energy systems. These cylinders must be extremely strong because hydrogen storage requires high internal pressures, often exceeding hundreds of bars. The flow forming machine shapes a thick cylindrical preform into a thin-walled, high-strength cylinder by gradually compressing and elongating the material.
The process improves the structural performance of the cylinder by refining the grain structure and eliminating potential weak points found in welded constructions. As hydrogen energy technology continues to grow, the demand for high-quality storage cylinders is increasing rapidly. Modern hydrogen cylinder flow forming machines often include advanced automation features such as robotic loading, digital process monitoring, and laser-based thickness measurement systems to ensure precise and safe production.
Flow Forming Machine for Turbine Casings
A Flow Forming Machine for Turbine Casings is used to manufacture cylindrical casings that house rotating turbine components in power generation systems. The machine forms thick metal preforms into precise cylindrical shells by applying controlled pressure through rotating rollers while the workpiece spins around a mandrel.
Turbine casings must maintain structural stability under high temperatures, high rotational forces, and significant pressure differentials. Flow forming ensures uniform wall thickness and improves the mechanical strength of the casing through controlled deformation. These machines are commonly used in energy generation industries including steam turbines, gas turbines, and industrial power plants. Advanced systems include CNC control technology and heavy-duty frames designed to withstand the large forming forces required for thick turbine components.
Flow Forming Machine for Artillery Shell Bodies
A Flow Forming Machine for Artillery Shell Bodies is designed to manufacture the cylindrical bodies of artillery ammunition with extremely high precision and structural strength. In this process, a forged or pre-machined metal blank is mounted onto a hardened mandrel and rotated at controlled speeds. Multiple forming rollers gradually compress and elongate the material along the mandrel, reducing wall thickness while extending the length of the shell body. This controlled plastic deformation produces a seamless cylindrical structure that meets the strict dimensional requirements of artillery ammunition.
The flow forming process is particularly beneficial for artillery shells because it improves the mechanical properties of the material through cold working. As the metal is deformed, its grain structure becomes aligned along the axis of the shell, increasing tensile strength and resistance to internal pressures during firing. Machines used for this application often include heavy-duty frames, precision roller assemblies, and CNC or servo control systems that ensure consistent wall thickness and uniform material distribution throughout the shell body.
Flow Forming Machine for Submarine Pressure Hull Cylinders
A Flow Forming Machine for Submarine Pressure Hull Cylinders is specialized equipment used to manufacture thick-walled cylindrical structures that can withstand extreme underwater pressure. The machine forms large metal preforms by applying high radial forces through rotating rollers while the workpiece spins on a precision mandrel. This process allows the material to flow uniformly, producing a cylindrical shell with high structural integrity and minimal internal defects.
Submarine hull cylinders must maintain their strength under immense hydrostatic pressure and long-term fatigue conditions. Flow forming enhances the mechanical strength of the material by refining the grain structure and eliminating weak points that could occur in welded or cast structures. Machines used for submarine components are typically very large and rigid, capable of handling heavy steel alloys and large diameters while maintaining precise dimensional control.
Flow Forming Machine for Satellite Propellant Tanks
A Flow Forming Machine for Satellite Propellant Tanks is designed to produce lightweight cylindrical tanks used for storing propellants in spacecraft and satellite propulsion systems. These tanks must combine minimal weight with maximum structural strength, making flow forming an ideal manufacturing method. The process begins with a metal preform that is mounted on a mandrel and rotated while forming rollers gradually reduce wall thickness and shape the tank body.
Because satellites operate in extreme conditions, propellant tanks must maintain precise dimensions and high reliability. The flow forming process improves material properties such as fatigue resistance and pressure tolerance while maintaining a seamless internal structure. Machines used for this purpose often incorporate high-precision CNC controls, vibration-damping structures, and advanced monitoring systems to ensure that every tank meets strict aerospace standards.
Flow Forming Machine for Aircraft Landing Gear Tubes
A Flow Forming Machine for Aircraft Landing Gear Tubes is used to manufacture high-strength tubular components that form part of aircraft landing gear assemblies. Landing gear structures experience heavy loads during takeoff, landing, and taxiing operations, so the tubes must possess excellent fatigue resistance and structural strength. Flow forming machines shape these tubes by gradually compressing and elongating a rotating preform over a mandrel.
The process aligns the grain structure of the metal along the axis of the tube, improving its ability to withstand cyclic loads and mechanical stress. Flow formed landing gear tubes are typically lighter and stronger than those produced by conventional machining or welding methods. Advanced machines used in aerospace manufacturing often feature CNC-controlled roller movements, high-precision mandrels, and automated measurement systems to ensure consistent dimensional accuracy.
Flow Forming Machine for Nuclear Reactor Tubes
A Flow Forming Machine for Nuclear Reactor Tubes is specialized equipment used to manufacture cylindrical tubes and shells for nuclear energy systems. These components must meet extremely strict quality standards because they operate in high-temperature, high-radiation environments where structural reliability is essential. The flow forming machine shapes metal preforms into thin-walled tubes while maintaining uniform wall thickness and excellent surface finish.
The flow forming process improves the mechanical properties of the material by strengthening the grain structure and eliminating internal defects. This is particularly important for nuclear applications where even minor imperfections can lead to serious operational risks. Machines used for nuclear reactor components are typically equipped with advanced control systems, precision rollers, and strict process monitoring to ensure that every component meets regulatory and safety requirements.
Flow Forming Machine for Industrial Hydraulic Cylinders
A Flow Forming Machine for Industrial Hydraulic Cylinders is designed to produce cylindrical housings used in hydraulic systems. These cylinders are essential components in heavy machinery such as construction equipment, manufacturing machines, and industrial presses. During the forming process, a thick metal tube is mounted on a mandrel and rotated while forming rollers apply controlled pressure to achieve the desired wall thickness and length.
Flow forming enhances the durability of hydraulic cylinders by improving the grain structure of the material and reducing internal stresses. The resulting cylinders exhibit high strength, excellent fatigue resistance, and smooth internal surfaces that improve hydraulic performance. Modern hydraulic cylinder flow forming machines often incorporate automated controls, precision mandrels, and high-power forming systems capable of processing large steel components.
A Flow Forming Machine for Artillery Shells is a specialized metal forming system designed to manufacture the cylindrical bodies of artillery ammunition with high structural strength and precise dimensional accuracy. In this process, a metal preform—usually produced through forging or deep drawing—is mounted onto a hardened mandrel and rotated at controlled speeds. One or more forming rollers then apply radial pressure to the rotating blank, gradually reducing the wall thickness while extending the length of the shell body. As the material flows along the mandrel, it forms a seamless cylindrical structure that meets strict geometric and dimensional requirements.
The flow forming process is particularly suitable for artillery shell production because it improves the mechanical properties of the material through controlled cold deformation. During forming, the grain structure of the metal becomes elongated and aligned along the axis of the shell body. This alignment increases tensile strength, impact resistance, and the ability of the shell casing to withstand the intense forces generated during firing. Because the material is redistributed rather than removed, the process also minimizes scrap and ensures efficient use of high-grade metals.
Machines used for artillery shell flow forming are typically equipped with high-rigidity frames and precision roller assemblies capable of generating significant forming forces. Many systems use two or three synchronized rollers that distribute pressure evenly around the workpiece, ensuring uniform wall thickness and preventing distortion. Advanced machines often incorporate CNC or servo-controlled motion systems that allow operators to precisely regulate roller feed rate, forming pressure, and spindle speed. This level of control ensures consistent production quality and repeatable manufacturing cycles.
Another advantage of using flow forming technology for artillery shells is the ability to achieve excellent surface finish and dimensional accuracy without extensive secondary machining. The finished shell bodies typically require minimal post-processing, which reduces manufacturing time and production costs. Additionally, the process improves the overall structural integrity of the shell by eliminating weld seams or casting defects that could compromise performance.
Modern artillery shell flow forming machines may also include automated feeding systems, robotic part handling, and integrated inspection technologies such as laser measurement or ultrasonic testing. These features allow manufacturers to monitor the forming process in real time and maintain strict quality standards. As a result, flow forming has become one of the most efficient and reliable manufacturing methods for producing artillery shell bodies in modern defense manufacturing environments.
A Flow Forming Machine for Artillery Shells is also valued for its ability to produce large quantities of ammunition components with highly consistent quality. In defense manufacturing, maintaining strict tolerances and repeatability is essential because even minor dimensional deviations can affect ballistic performance and compatibility with weapon systems. Flow forming machines are therefore designed with highly rigid machine beds, precision mandrels, and advanced roller guidance systems that minimize vibration during the forming process. This stability ensures that every shell body maintains uniform geometry, concentricity, and wall thickness along its entire length.
The forming cycle typically begins with a heated or room-temperature metal blank depending on the material and production method. Once the blank is mounted onto the mandrel, the spindle rotates at a carefully controlled speed while the forming rollers progressively move along the axial direction of the shell. As pressure is applied, the material flows plastically along the mandrel surface, elongating the shell body and reducing its thickness to the desired specification. Multiple passes may be used to achieve the final dimensions, with each pass gradually refining the shape and mechanical properties of the shell.
Materials commonly used in artillery shell production include high-strength alloy steels that provide excellent toughness and resistance to impact. These steels must withstand extreme acceleration forces during firing and high stress during impact. Flow forming enhances these properties by work-hardening the material and refining its microstructure. The improved grain orientation created during the forming process increases the shell’s structural reliability and helps prevent cracking or deformation under extreme conditions.
Another important advantage of flow forming technology is its flexibility in producing shells of different calibers and lengths. By changing mandrels, roller programs, and tooling setups, manufacturers can quickly adapt the machine to produce various artillery ammunition types. This capability allows defense manufacturers to produce multiple shell variants using the same production equipment, improving manufacturing efficiency and reducing tooling costs.
Modern artillery shell flow forming machines are often integrated into fully automated production lines. Automated loading systems feed preforms into the machine, while robotic arms remove finished shell bodies and transfer them to inspection or heat treatment stations. Sensors and digital monitoring systems track forming pressure, roller position, spindle speed, and material behavior throughout the process. These technologies enable real-time quality control and ensure that each shell body meets strict military manufacturing standards.
In advanced production environments, the data generated by the machine can also be used for predictive maintenance and process optimization. By analyzing forming parameters and machine performance, manufacturers can identify potential issues before they lead to production downtime. This integration of automation, monitoring, and advanced forming technology makes flow forming machines one of the most efficient and reliable solutions for manufacturing artillery shell bodies at industrial scale.
Beyond the forming stage itself, a Flow Forming Machine for Artillery Shells is usually part of a broader manufacturing chain that includes preform preparation, heat treatment, machining, and inspection. The quality of the initial blank plays a major role in the success of the forming process. Preforms are typically produced through forging or extrusion to ensure a dense and uniform material structure before forming begins. Once the preform is mounted on the mandrel, the flow forming process refines its geometry and mechanical properties, transforming it into a near-net-shape shell body ready for further finishing operations.
During the forming cycle, lubrication is carefully applied between the rollers and the workpiece to reduce friction and control heat generation. Proper lubrication not only protects the tooling from wear but also improves surface quality on the finished shell body. Cooling systems may also be used to stabilize temperature conditions during high-volume production. Maintaining a stable thermal environment is essential because temperature variations can affect the dimensional accuracy and metallurgical properties of the formed shell.
Tooling design is another critical factor in artillery shell production. Mandrels must be extremely precise and durable because they determine the internal geometry of the shell body. These mandrels are typically made from hardened tool steels and engineered to withstand repeated forming cycles under high loads. Rollers are also designed with specific profiles to control how the material flows along the surface of the mandrel. The geometry of the rollers directly influences the final wall thickness, surface finish, and mechanical strength of the shell casing.
One of the key advantages of flow forming technology is the ability to achieve excellent material efficiency. Traditional machining processes remove large amounts of material to reach the desired dimensions, creating significant waste. In contrast, flow forming redistributes the existing material, minimizing scrap while maintaining structural integrity. This efficiency is particularly valuable when working with high-grade alloy steels used in military applications, where material costs can be substantial.
Quality assurance is an integral part of artillery shell manufacturing. After forming, the shell bodies typically undergo several inspection stages to verify dimensional accuracy, surface integrity, and internal structure. Non-destructive testing methods such as ultrasonic inspection, magnetic particle testing, or eddy current inspection may be used to detect any internal defects or inconsistencies. Dimensional measurements are often performed using laser scanning systems or coordinate measuring machines to ensure that each shell meets strict tolerance requirements.
As defense manufacturing continues to evolve, flow forming machines are increasingly being equipped with digital control systems and advanced monitoring technologies. Sensors embedded in the machine can measure forming forces, vibration levels, and tool wear in real time. These data streams allow operators to adjust process parameters instantly and maintain optimal production conditions. In highly automated facilities, these machines may also be connected to factory-wide digital manufacturing systems that coordinate production schedules, maintenance planning, and quality control.
The combination of advanced forming technology, automation, and precise process control has made flow forming one of the most effective manufacturing methods for artillery shell bodies. By producing strong, lightweight, and dimensionally accurate components with minimal material waste, these machines play a crucial role in modern ammunition production systems.
Flow Forming Machine for Hydrogen Storage Cylinders
A Flow Forming Machine for Hydrogen Storage Cylinders is a specialized metal forming system used to manufacture high-strength cylindrical containers designed to safely store hydrogen gas at very high pressures. Hydrogen storage cylinders are critical components in hydrogen energy infrastructure, fuel-cell vehicles, and industrial gas systems. In the flow forming process, a thick metal preform—typically produced by forging or extrusion—is mounted on a precision mandrel and rotated at controlled speeds. One or more forming rollers then apply gradual radial pressure to the rotating blank, reducing its wall thickness while elongating the cylinder body and shaping it precisely along the mandrel.
This forming method is especially valuable for hydrogen storage cylinders because it creates a seamless structure with uniform wall thickness. Unlike welded cylinders, seamless cylinders eliminate potential weak points that could fail under high internal pressure. As the material flows along the mandrel during forming, its grain structure becomes elongated and aligned in the direction of stress. This alignment significantly improves tensile strength, fatigue resistance, and burst pressure performance—key requirements for cylinders designed to store hydrogen at pressures that can exceed 350–700 bar.
Machines used for hydrogen cylinder production are typically equipped with high-rigidity frames, precision mandrels, and multi-roller forming systems. Many machines use two or three rollers to apply balanced forming forces around the circumference of the cylinder. Advanced control systems such as CNC or servo-driven motion control allow operators to precisely regulate roller feed rates, forming pressure, and spindle speed. This precise control ensures consistent wall thickness distribution and prevents defects that could compromise the safety of the finished cylinder.
Another important capability of these machines is their compatibility with various materials used in hydrogen storage technology. Common materials include high-strength alloy steels, aluminum alloys, and specialized hydrogen-resistant steels designed to reduce hydrogen embrittlement. The flow forming process improves the mechanical properties of these materials through cold working, resulting in cylinders that are both lighter and stronger than those produced through traditional manufacturing methods.
In modern hydrogen cylinder manufacturing facilities, flow forming machines are often integrated into automated production lines. Robotic loading systems position the preforms on the mandrel, while automated unloading systems transfer the formed cylinders to subsequent stages such as heat treatment, neck forming, machining, or composite wrapping. Sensors and digital monitoring systems track forming pressure, roller position, and spindle speed throughout the process to ensure consistent quality and repeatability.
Quality assurance is particularly critical for hydrogen storage cylinders because they operate under extreme pressure and must meet strict international safety standards. After forming, cylinders typically undergo several inspection processes, including ultrasonic testing, pressure testing, dimensional measurement, and surface inspection. These quality checks ensure that each cylinder meets regulatory requirements for hydrogen storage systems used in transportation, energy infrastructure, and industrial gas distribution.
As hydrogen energy continues to expand worldwide, the demand for reliable and high-performance storage cylinders is growing rapidly. Flow forming technology plays a vital role in meeting this demand by enabling manufacturers to produce strong, lightweight, and highly reliable pressure vessels with excellent material efficiency and repeatable quality. Consequently, flow forming machines designed for hydrogen storage cylinder production have become essential equipment in modern hydrogen energy manufacturing facilities.
go on
A Flow Forming Machine for Hydrogen Storage Cylinders also plays a major role in producing cylinders that meet the demanding safety and durability requirements of modern hydrogen energy systems. Hydrogen molecules are extremely small and can penetrate many materials over time, which may lead to a phenomenon known as hydrogen embrittlement. Because of this, the manufacturing process must ensure that the metal structure of the cylinder remains dense, uniform, and free from microcracks. Flow forming helps achieve this by compressing and elongating the metal under controlled pressure, refining its grain structure and improving its resistance to hydrogen diffusion and fatigue.
During the forming cycle, the cylindrical preform rotates on a precision mandrel while the forming rollers gradually move along the length of the workpiece. The rollers apply progressive radial pressure that forces the metal to flow axially, reducing wall thickness while increasing cylinder length. This process can be carefully programmed in multiple stages, allowing manufacturers to achieve the required wall profile and mechanical properties without overstressing the material. The ability to precisely control roller movement and forming pressure makes flow forming particularly suitable for high-pressure cylinder production.
Another important advantage of this technology is the excellent dimensional consistency it provides. Hydrogen storage cylinders must meet very strict tolerance requirements because even small variations in wall thickness can influence pressure distribution inside the vessel. Flow forming machines equipped with CNC or servo control systems can maintain extremely consistent forming conditions, ensuring that every cylinder produced meets the same structural standards. This repeatability is essential for large-scale production of cylinders used in hydrogen fueling stations and fuel-cell vehicles.
The design of the mandrel and roller tooling is also crucial in hydrogen cylinder production. The mandrel defines the internal diameter and geometry of the cylinder, while the roller profile controls how the material flows along the surface. Engineers carefully design these components to ensure uniform deformation throughout the forming process. In many machines, interchangeable mandrels allow manufacturers to produce cylinders with different diameters and lengths using the same equipment, providing flexibility for various hydrogen storage applications.
After the flow forming operation, the cylinders typically undergo several additional manufacturing steps. These may include heat treatment, which relieves internal stresses and optimizes mechanical properties, followed by neck forming, machining of valve threads, and surface finishing. Some hydrogen cylinders—especially those used in fuel cell vehicles—are later wrapped with composite carbon fiber layers to create lightweight Type III or Type IV pressure vessels. The flow formed metal liner provides the gas-tight barrier, while the composite layers supply additional structural strength.
Advanced flow forming machines used for hydrogen storage cylinders often incorporate digital monitoring systems that track forming parameters in real time. Sensors measure forming forces, spindle torque, roller position, and temperature conditions throughout the process. This data allows operators to detect irregularities early and adjust machine parameters immediately. In modern smart factories, the machine can even transmit process data to centralized production control systems for analysis and predictive maintenance.
As hydrogen energy technology expands in sectors such as transportation, renewable energy storage, and industrial power systems, the demand for high-quality pressure vessels continues to increase. Flow forming machines enable manufacturers to produce hydrogen storage cylinders with excellent structural reliability, efficient material utilization, and consistent production quality. Because of these advantages, flow forming has become one of the most widely adopted manufacturing technologies for high-pressure hydrogen storage solutions in modern energy infrastructure. ⚙️
Beyond the forming and immediate post-processing stages, Flow Forming Machines for Hydrogen Storage Cylinders are often integrated into fully automated production lines to maximize efficiency and ensure consistent quality at high production volumes. Automated loading and unloading systems position heavy metal preforms onto the mandrel and remove finished cylinders, reducing the need for manual labor and minimizing handling damage. This automation is particularly important for hydrogen cylinders because any surface defect, scratch, or dent could compromise the integrity of the pressure vessel during operation.
The integration of advanced sensors and digital monitoring systems allows manufacturers to achieve real-time quality assurance during the flow forming process. Parameters such as forming pressure, roller position, spindle speed, vibration levels, and temperature are continuously measured and recorded. If any deviation from the programmed tolerances is detected, the system can automatically adjust forming parameters or halt production to prevent defects. This kind of process control ensures that every cylinder meets strict safety and regulatory standards required for hydrogen storage applications, including ISO 11119 and DOT regulations.
Another key advantage of flow forming for hydrogen cylinders is material efficiency. Traditional machining methods remove large amounts of metal to achieve the required cylinder shape, producing significant scrap. In contrast, flow forming redistributes the existing material along the cylinder walls, resulting in minimal waste and better utilization of high-cost alloys such as high-strength steels and aluminum alloys. This efficiency is especially important when manufacturing cylinders at industrial scale, where material costs and environmental considerations are critical factors.
Flow forming also allows manufacturers to optimize cylinder weight while maintaining strength. The process produces thin, uniform walls with excellent mechanical properties, which is critical for applications like fuel-cell vehicles, portable hydrogen storage systems, and aerospace energy storage. Reducing cylinder weight improves fuel efficiency in transportation applications and allows for higher payload capacity in industrial and aerospace systems, without compromising safety.
After flow forming, the cylinders undergo rigorous inspection and testing to verify their structural integrity and performance under high pressure. Common tests include hydrostatic testing, ultrasonic inspection, dimensional measurement, and, in some cases, burst testing. Flow forming produces a seamless, work-hardened cylinder that performs reliably in these tests, reducing the likelihood of failure during operational use. For advanced hydrogen cylinders, the flow-formed metal liner may then be combined with composite fiber wrapping to create Type III or Type IV vessels, where the flow formed liner ensures gas-tight containment while the composite layers carry most of the structural load.
Finally, modern hydrogen cylinder flow forming machines are designed to support flexible production requirements. By using interchangeable mandrels and adjustable roller programs, manufacturers can produce cylinders of various diameters, lengths, and pressure ratings on the same machine platform. This flexibility allows hydrogen storage companies to adapt quickly to market demands, including stationary storage for hydrogen refueling stations, onboard vehicle cylinders, and industrial storage solutions.
In summary, flow forming machines for hydrogen storage cylinders combine high-strength material processing, dimensional precision, automation, and process monitoring to produce safe, lightweight, and reliable pressure vessels. This makes them an essential technology for the rapidly growing hydrogen energy industry, enabling large-scale, cost-effective production of cylinders that meet stringent regulatory and safety requirements.
Flow Forming Machine for Aerospace Fuel Tanks
A Flow Forming Machine for Aerospace Fuel Tanks is a highly specialized metal forming system designed to manufacture lightweight, high-strength cylindrical or conical fuel tanks used in aircraft, spacecraft, and satellite propulsion systems. These tanks must meet extremely stringent requirements for dimensional accuracy, structural integrity, and material performance, as they store fuel under high pressure in dynamic aerospace environments. In the flow forming process, a preform—typically forged or extruded from aluminum alloys, titanium alloys, or high-strength steels—is mounted on a precision mandrel. The workpiece rotates at controlled speeds while one or more rollers progressively apply radial pressure, reducing wall thickness and elongating the tank body to the desired shape.
The primary advantage of using flow forming for aerospace fuel tanks is the seamless construction it produces. Unlike welded or machined tanks, flow-formed tanks have no seams or joints that could weaken the structure under internal pressure. As the material flows along the mandrel during forming, the grain structure becomes aligned in the axial direction, enhancing tensile strength, fatigue resistance, and overall durability. This is critical for aerospace applications, where tanks are exposed to high vibration, thermal cycling, and internal pressure fluctuations during operation.
Flow forming machines designed for aerospace fuel tanks are typically CNC-controlled and servo-driven to allow precise regulation of roller position, feed rate, and forming pressure. Multi-roller configurations—commonly two or three rollers—distribute forming forces evenly around the circumference of the tank, ensuring uniform wall thickness and preventing distortion. Advanced machines also incorporate vibration-damping structures, high-precision spindles, and automated lubrication systems to maintain stable forming conditions for delicate aerospace materials.
Another significant benefit of flow forming technology is material efficiency and weight optimization. Aerospace fuel tanks must be as lightweight as possible without compromising strength. Flow forming allows manufacturers to produce thin, uniform walls while preserving the metal’s mechanical properties, resulting in high-strength, lightweight structures ideal for aircraft and spacecraft. Additionally, flow forming minimizes scrap compared to machining or casting methods, which is particularly important when working with costly aerospace alloys.
After forming, the aerospace fuel tanks typically undergo rigorous inspection and finishing processes, including hydrostatic testing, ultrasonic inspection, and dimensional verification using laser scanning or coordinate measuring systems. In some cases, composite materials may be overwrapped on the flow-formed metal liner to create hybrid tanks that combine the gas-tight properties of metal with the structural advantages of advanced composites. This approach is especially common in spacecraft applications where weight reduction is critical.
Modern aerospace fuel tank flow forming machines can also be integrated into fully automated production lines. Robotic loading and unloading systems, real-time process monitoring, and digital control systems ensure consistent quality and repeatable production cycles. Data from sensors embedded in the machine can be used for predictive maintenance, process optimization, and traceability—important for compliance with aerospace manufacturing standards such as AS9100 and FAA regulations.
In summary, flow forming machines for aerospace fuel tanks enable the production of seamless, lightweight, and structurally superior tanks that meet the demanding requirements of aviation and space applications. The combination of precise control, enhanced material properties, minimal waste, and automation makes flow forming an essential technology for the manufacturing of high-performance fuel storage systems in modern aerospace engineering.
Flow Forming Machine for Jet Engine Exhaust Cones
A Flow Forming Machine for Jet Engine Exhaust Cones is engineered to produce cylindrical or conical components that form the exhaust section of jet engines. These components must withstand extremely high temperatures, aerodynamic stresses, and rotational forces while maintaining precise dimensions and aerodynamic smoothness. In the flow forming process, a preform—usually made of high-temperature nickel alloys or titanium—is mounted on a precision mandrel. The workpiece rotates as forming rollers progressively apply radial and axial pressure, gradually shaping it into the exhaust cone profile with uniform wall thickness.
Flow forming is particularly suitable for jet engine exhaust cones because it enhances material strength through cold working while producing a seamless structure. The elongation and compression of the material align the grain structure along the axis of the cone, improving fatigue resistance and thermal performance. These mechanical enhancements are critical for aerospace components exposed to repeated thermal cycles and high-velocity exhaust gases. Advanced CNC-controlled machines allow for precise manipulation of roller paths, feed rates, and forming pressures to create the complex tapering profiles required for optimized exhaust flow.
Machines designed for this application typically feature multi-roller configurations and rigid frames to manage the high forming forces required for aerospace alloys. Automated systems may handle the loading and unloading of preforms, while sensors monitor forming forces, spindle speed, and roller position to maintain consistent quality. The finished exhaust cones are often followed by heat treatment or surface finishing to further enhance high-temperature performance and ensure dimensional accuracy within tight aerospace tolerances.
Flow Forming Machine for Rocket Propellant Tanks
A Flow Forming Machine for Rocket Propellant Tanks is specialized for manufacturing cylindrical or spherical tanks used to store liquid or solid rocket propellants. These tanks must combine lightweight construction with extremely high strength, as they are subject to intense internal pressures and dynamic forces during launch and flight. The flow forming process begins with a metal preform, typically aluminum-lithium alloys or high-strength steels, which is mounted on a precision mandrel. As the workpiece rotates, forming rollers progressively compress and elongate the material, producing a seamless, uniform tank wall.
The seamless construction produced by flow forming is critical for rocket propellant tanks because it eliminates weld seams, which could be potential points of failure under high-pressure conditions. Additionally, the process aligns the metal’s grain structure along the axis of the tank, enhancing tensile strength, fatigue resistance, and impact tolerance. CNC-controlled or servo-driven machines ensure precise control over roller movement, feed rate, and forming pressure, allowing engineers to produce complex tank geometries such as tapered ends or integrated nozzle attachments.
Modern flow forming machines for rocket propellant tanks are often integrated into automated production lines. Robotic systems handle preform loading, tank removal, and positioning for subsequent operations such as heat treatment, machining, or composite overwrapping. Digital sensors continuously monitor forming forces, spindle torque, and temperature to maintain consistent quality, while predictive analytics can optimize maintenance schedules and prevent defects during production. The combination of precision, material strengthening, and automation makes flow forming the preferred technology for aerospace-grade rocket propellant tanks.
Flow Forming Machine for Cryogenic Storage Tanks
A Flow Forming Machine for Cryogenic Storage Tanks is designed to manufacture cylindrical vessels used to store liquid gases at extremely low temperatures, such as liquid hydrogen, liquid oxygen, or liquid nitrogen. Cryogenic tanks must maintain structural integrity under large thermal gradients and internal pressures while minimizing heat transfer. In the flow forming process, a metal preform—commonly stainless steel, aluminum alloys, or specialized cryogenic-grade alloys—is mounted on a precision mandrel. Rotating the preform while progressively applying roller pressure elongates the material and reduces wall thickness, producing a seamless, uniform tank structure.
The flow forming process is particularly advantageous for cryogenic tanks because it produces seamless vessels with superior mechanical properties. The alignment of the metal’s grain structure increases tensile strength and resistance to embrittlement at low temperatures, which is critical for maintaining safety and performance. CNC-controlled roller systems allow precise shaping of complex tank geometries, including domed or tapered ends, while minimizing the risk of defects that could lead to leaks or catastrophic failure.
Cryogenic storage tank production often includes additional process controls to maintain dimensional stability and surface quality. Automated loading systems, continuous monitoring of forming forces and temperatures, and integrated inspection systems ensure that each tank meets strict industry standards. Flow forming reduces the need for welding or machining, preserving material integrity and improving the reliability of cryogenic vessels used in energy, aerospace, and industrial gas applications.
Flow Forming Machine for Armored Vehicle Gun Barrels
A Flow Forming Machine for Armored Vehicle Gun Barrels is designed to manufacture high-strength, seamless cylindrical barrels for tank cannons and self-propelled artillery systems. These components must withstand extreme internal pressures, high thermal loads, and repeated firing cycles while maintaining precise dimensional accuracy and barrel straightness. In the flow forming process, a metal preform—commonly high-strength alloy steel—is mounted on a hardened mandrel. The workpiece rotates at controlled speeds while forming rollers apply gradual radial pressure, elongating the barrel and reducing wall thickness to achieve the final geometry.
Flow forming enhances the mechanical properties of gun barrels by aligning the grain structure along the barrel axis, increasing tensile strength, fatigue resistance, and wear resistance. This is critical for artillery and armored vehicle applications, where repeated firing can generate extreme stresses. Modern machines for this application are CNC or servo-controlled, allowing precise adjustment of roller feed, forming pressure, and spindle speed. Multi-roller configurations help evenly distribute the forming forces, minimizing distortion and ensuring uniform barrel wall thickness.
Post-forming, the barrels often undergo heat treatment and precision machining to achieve exact internal diameters and surface finishes necessary for ballistic performance. Non-destructive testing, including ultrasonic and magnetic particle inspection, ensures the barrel is free from internal defects or micro-cracks. Automated handling systems are commonly integrated to move barrels between forming, inspection, and finishing stages efficiently while maintaining strict safety and quality standards.
Flow Forming Machine for Submarine Pressure Hulls
A Flow Forming Machine for Submarine Pressure Hulls is used to produce large, thick-walled cylindrical or spherical sections that must withstand extreme hydrostatic pressure at significant ocean depths. The process begins with a preform of high-strength steel or titanium, mounted on a precision mandrel. As the preform rotates, forming rollers gradually compress and elongate the material, creating a seamless, uniform-pressure hull with optimized wall thickness distribution.
Flow forming is particularly advantageous for submarine pressure hulls because it produces a seamless structure with superior mechanical strength. Grain alignment along the axis of the hull increases fatigue resistance, toughness, and ability to withstand repeated pressure cycles. CNC-controlled multi-roller machines ensure that large-diameter and thick-walled cylinders are formed evenly, reducing the risk of distortion or uneven stress distribution.
After forming, submarine hull sections typically undergo heat treatment, precision machining, and rigorous non-destructive testing, including ultrasonic and radiographic inspection. The seamless, flow-formed hull provides exceptional resistance to pressure and contributes to the overall safety and reliability of modern submarines. Automation in loading, unloading, and process monitoring helps ensure consistent quality in high-volume production for naval defense applications.
Flow Forming Machine for High-Pressure Industrial Cylinders
A Flow Forming Machine for High-Pressure Industrial Cylinders is specialized to manufacture cylinders used in industrial applications, such as compressed gas storage, hydraulic systems, and chemical processing. These cylinders must maintain uniform wall thickness and withstand very high internal pressures. The flow forming process begins with a preform mounted on a precision mandrel. The cylinder rotates while forming rollers progressively apply pressure, elongating the material and creating a seamless vessel with optimal strength-to-weight ratio.
Flow forming improves the mechanical properties of high-pressure cylinders by work-hardening the material and aligning the grain structure. This reduces the risk of failure under repeated pressurization cycles and ensures a longer service life. CNC and servo-controlled machines allow precise adjustment of roller pressure, feed rate, and spindle speed to meet stringent dimensional and structural tolerances. Multi-roller configurations are commonly employed to maintain uniform wall thickness and minimize distortion.
Following the forming process, high-pressure industrial cylinders undergo hydrostatic and non-destructive testing, dimensional verification, and sometimes surface treatment to enhance corrosion resistance. Automation in handling, monitoring, and inspection ensures efficient production and consistent quality, making flow forming the preferred technology for high-performance industrial pressure vessels.
Flow Forming Machine for Downhole Tool Bodies
A Flow Forming Machine for Downhole Tool Bodies is a specialized metal forming system used to manufacture cylindrical components for the oil and gas industry, particularly the robust bodies of downhole drilling and intervention tools. Downhole tools—including drill collars, stabilizers, and motor housings—must endure extreme mechanical loads, torsional stress, and high temperatures deep within oil and gas wells. In the flow forming process, a preform—typically a high-strength alloy steel—is mounted on a precision mandrel. The workpiece rotates while forming rollers progressively apply radial pressure, reducing wall thickness and elongating the body while maintaining precise dimensional tolerances.
Flow forming is particularly advantageous for downhole tool bodies because it produces seamless, high-strength components capable of withstanding repeated mechanical stresses and internal pressures. The process aligns the metal’s grain structure along the axis of the tool, enhancing tensile strength, fatigue resistance, and toughness—critical properties for components operating under torsional, axial, and impact loads in deep-well environments. By redistributing material rather than removing it, flow forming also minimizes defects and preserves the structural integrity of high-cost alloy steels.
Machines designed for downhole tool body production are typically equipped with multi-roller systems, CNC or servo-controlled spindles, and rigid machine frames to handle the high forming forces required for thick, heavy-walled preforms. Advanced systems allow precise control over roller speed, feed rate, and forming pressure, ensuring uniform wall thickness, concentricity, and dimensional accuracy across the entire length of the tool body. Some machines also feature automated loading and unloading systems to improve production efficiency and maintain strict quality standards.
After forming, downhole tool bodies generally undergo heat treatment, precision machining, and non-destructive inspection. Heat treatment relieves residual stresses introduced during flow forming and enhances material hardness and toughness. Non-destructive testing methods, such as ultrasonic inspection or magnetic particle testing, ensure the absence of internal defects or surface imperfections that could compromise the performance of the tool under extreme downhole conditions. Flow forming enables manufacturers to produce robust, lightweight, and reliable tool bodies that meet the demanding requirements of the oil and gas industry.
Flow Forming Machine for Offshore Pipeline Sections
A Flow Forming Machine for Offshore Pipeline Sections is designed to manufacture cylindrical sections of pipelines used in offshore oil and gas operations. These pipelines must withstand high internal pressures, corrosive seawater environments, and dynamic ocean conditions, including strong currents and wave-induced stress. In the flow forming process, a preform—typically high-strength carbon steel or corrosion-resistant alloy—is mounted on a precision mandrel. The workpiece rotates while forming rollers progressively compress and elongate the material, producing seamless, uniform-walled pipeline sections with precise diameter and wall thickness.
Flow forming is particularly effective for offshore pipelines because it enhances the mechanical strength of the material through cold working, while eliminating weld seams that could be potential points of failure under pressure and fatigue. The grain structure of the steel aligns along the pipe axis, increasing tensile strength, fatigue resistance, and burst pressure capacity. CNC-controlled machines allow precise regulation of roller position, feed rate, and forming pressure, ensuring uniform wall thickness and high dimensional accuracy across long pipeline sections.
Post-forming, offshore pipeline sections are typically subjected to hydrostatic testing, non-destructive inspection, and surface treatments such as coating or galvanization to improve corrosion resistance. Automated systems can handle heavy preforms and finished sections, improving production efficiency while maintaining consistent quality. Flow forming produces reliable, durable, and high-performance pipelines critical for offshore energy transportation systems.
Flow Forming Machine for High-Pressure Pump Cylinders
A Flow Forming Machine for High-Pressure Pump Cylinders is used to produce cylindrical housings for industrial pumps operating under extreme pressures, such as those used in oil and gas, chemical processing, or power generation. These cylinders must withstand internal pressure spikes, cyclic loads, and high-temperature environments. In the forming process, a preform of high-strength alloy steel or stainless steel is mounted on a mandrel. The rotating workpiece is gradually compressed and elongated by forming rollers, producing a seamless, high-strength cylinder with uniform wall thickness.
The flow forming process improves the mechanical properties and fatigue resistance of pump cylinders. Grain alignment along the cylinder axis strengthens the component, reducing the risk of failure under repeated pressure cycles. CNC or servo-controlled machines allow precise adjustment of forming parameters to meet tight dimensional tolerances, ensuring proper sealing and reliable operation within pump assemblies. Multi-roller configurations evenly distribute forming forces, preventing distortion of thick-walled preforms.
After flow forming, high-pressure pump cylinders undergo precision machining, heat treatment, and non-destructive testing to verify internal and external dimensions, wall uniformity, and structural integrity. Flow forming reduces material waste compared to traditional machining, preserving high-grade alloy steel while producing cylinders capable of long-term operation under high stress.
Flow Forming Machine for Deep-Sea Submersible Housings
A Flow Forming Machine for Deep-Sea Submersible Housings is engineered to produce cylindrical or spherical pressure housings for underwater vehicles and equipment. These housings must withstand extreme hydrostatic pressures at great depths while protecting sensitive electronics and mechanical systems. In the flow forming process, a thick metal preform—often high-strength steel, titanium, or aluminum alloy—is mounted on a precision mandrel. The workpiece rotates while forming rollers apply controlled pressure, gradually reducing wall thickness and shaping the housing into a seamless, high-strength structure.
Flow forming enhances the structural performance of submersible housings by aligning the material’s grain structure along the axis of the cylinder, improving fatigue resistance and toughness under extreme pressure. CNC-controlled machines allow precise control of roller feed rate, forming pressure, and spindle speed, ensuring uniform wall thickness and high dimensional accuracy. Automated handling systems enable safe positioning of heavy preforms and finished housings, increasing efficiency and reducing the risk of damage during production.
After forming, deep-sea submersible housings undergo rigorous inspection and testing, including hydrostatic pressure testing, ultrasonic inspection, and dimensional verification. Flow forming produces seamless housings with superior strength-to-weight ratios, making them ideal for high-performance underwater exploration and defense applications.
Flow Forming Machine for Pressure Vessels
A Flow Forming Machine for Pressure Vessels is engineered to manufacture seamless cylindrical or conical vessels used in industries such as chemical processing, energy generation, and petrochemicals. These vessels must withstand very high internal pressures, thermal cycling, and corrosive environments. In the flow forming process, a thick metal preform—commonly stainless steel, alloy steel, or high-strength aluminum—is mounted on a precision mandrel. The workpiece rotates while forming rollers gradually compress and elongate the material, producing a seamless, uniform vessel with precise wall thickness and dimensional accuracy.
Flow forming improves the mechanical properties of the vessel by cold working the material, which aligns the grain structure along the axis of the cylinder. This alignment increases tensile strength, fatigue resistance, and burst pressure capacity. CNC-controlled machines allow precise control of roller speed, feed rate, and forming pressure, ensuring consistent wall thickness and minimizing distortions. Multi-roller systems distribute forming forces evenly, critical for thick-walled and high-pressure vessels.
After forming, pressure vessels undergo heat treatment, non-destructive testing, and dimensional inspection. Hydrostatic testing and ultrasonic inspection ensure structural integrity, while precise machining finalizes connection points or flanges. Flow forming is particularly beneficial because it reduces material waste, produces seamless vessels, and ensures high-quality, reliable components suitable for demanding industrial applications.
Flow Forming Machine for Missile Motor Casings
A Flow Forming Machine for Missile Motor Casings produces seamless, high-strength cylindrical shells used in solid or liquid-propellant missiles. These casings must withstand extremely high internal pressures, thermal loads, and mechanical stresses during launch and flight. A preform of high-strength alloy steel or aluminum is mounted on a precision mandrel and rotated while forming rollers apply radial pressure, elongating the cylinder and reducing wall thickness with exceptional dimensional accuracy.
The flow forming process provides enhanced mechanical properties, including aligned grain structure for improved tensile strength, impact resistance, and fatigue performance. CNC-controlled rollers allow precise control of forming speed, feed, and pressure, ensuring uniformity along the length of the casing. Multi-roller configurations distribute forces evenly to prevent distortion and maintain concentricity.
After forming, missile motor casings undergo rigorous inspection and finishing, including ultrasonic or radiographic testing, heat treatment, and machining of nozzle interfaces. Flow forming ensures seamless, lightweight, and reliable casings critical for defense applications, allowing missile manufacturers to meet strict safety and performance standards.
Flow Forming Machine for Cryogenic Storage Tanks
A Flow Forming Machine for Cryogenic Storage Tanks is used to manufacture cylindrical vessels for storing liquids at extremely low temperatures, such as liquid nitrogen, oxygen, or hydrogen. These tanks must maintain structural integrity under thermal stress and pressure while minimizing heat transfer. Preforms made from stainless steel or specialized cryogenic alloys are mounted on mandrels and rotated while rollers progressively compress and elongate the material, forming a seamless tank with uniform wall thickness.
Flow forming produces seamless tanks with superior low-temperature mechanical properties, including improved tensile strength and resistance to embrittlement. CNC-controlled machines allow precise shaping, wall thickness control, and dimensional accuracy. Multi-roller systems ensure even material distribution along the tank length. Post-forming processes include precision machining, surface finishing, hydrostatic testing, and non-destructive evaluation to ensure safety and performance in cryogenic applications.
Flow Forming Machine for Nuclear Reactor Components
A Flow Forming Machine for Nuclear Reactor Components manufactures cylindrical or tubular parts such as pressure tubes, reactor vessel liners, and heat exchanger shells. Components must endure high temperatures, radiation exposure, and internal pressures while maintaining tight dimensional tolerances. In the flow forming process, a preform of high-strength, radiation-resistant alloy steel or zirconium alloy is mounted on a mandrel. As the preform rotates, forming rollers gradually compress and elongate the material, producing seamless, high-precision components.
Flow forming improves material properties by aligning grains, enhancing fatigue resistance, tensile strength, and structural integrity. CNC control ensures uniform wall thickness, concentricity, and adherence to strict nuclear industry standards. Post-forming processes include heat treatment, ultrasonic inspection, and dimensional verification, making these components suitable for use in nuclear reactors where reliability and safety are critical.
A Flow Forming Machine for Drilling Tool Housings is designed to manufacture cylindrical or tapered housings for oil and gas drilling equipment, including mud motors, rotary steerable systems, and downhole drilling tools. These housings must withstand extreme torsional, axial, and impact loads while operating in high-pressure, high-temperature downhole environments. In the flow forming process, a thick metal preform—commonly high-strength alloy steel—is mounted on a precision mandrel and rotated while forming rollers progressively compress and elongate the material. This produces a seamless, uniform-walled housing with precise internal and external dimensions.
Flow forming enhances the mechanical properties of drilling tool housings by aligning the grain structure of the metal along the axial direction, which improves tensile strength, fatigue resistance, and impact tolerance. The seamless construction eliminates potential weak points associated with welding or casting, making the housings highly durable under repetitive downhole stresses. CNC or servo-controlled machines allow precise adjustment of roller position, forming pressure, and feed rate, ensuring consistent wall thickness and concentricity along the entire length of the housing.
Modern drilling tool flow forming machines often incorporate multi-roller configurations, rigid frames, and automated handling systems. The multi-roller setup distributes forming forces evenly, preventing distortion, while automation enables safe loading and unloading of heavy preforms. Additionally, digital sensors monitor forming pressure, spindle speed, and roller position in real time, allowing operators to maintain optimal forming conditions and ensure repeatable quality for high-performance downhole equipment.
After flow forming, drilling tool housings typically undergo heat treatment, precision machining, and non-destructive inspection such as ultrasonic testing or magnetic particle inspection. Heat treatment relieves residual stresses and enhances hardness, while inspection ensures the absence of internal defects that could compromise operational reliability. The resulting seamless, high-strength housings are essential for modern drilling operations, providing durability, dimensional accuracy, and long-term performance in challenging downhole conditions.
Flow Forming Machine for Drill Collars
A Flow Forming Machine for Drill Collars is specifically engineered to produce heavy, cylindrical components used in the bottom-hole assembly of oil and gas drilling rigs. Drill collars provide the necessary weight on the drill bit to maintain directional control and drilling efficiency, and they must withstand extreme compressive, torsional, and bending stresses in deep wells. In the flow forming process, a preform of high-strength alloy steel is mounted on a precision mandrel and rotated while forming rollers gradually compress and elongate the material. This produces a seamless, uniform-walled drill collar with precise dimensional tolerances and superior mechanical properties.
Flow forming significantly enhances the strength and durability of drill collars. The process aligns the metal’s grain structure along the axis of the collar, increasing tensile strength, fatigue resistance, and impact tolerance. By redistributing the material rather than removing it, flow forming also ensures that the resulting component is seamless, reducing the risk of weak points that could fail under high downhole loads. CNC-controlled machines allow precise adjustment of roller feed, forming pressure, and spindle speed, ensuring uniform wall thickness and consistent quality across every drill collar.
Post-forming operations typically include heat treatment, precision machining, and non-destructive inspection. Heat treatment relieves residual stresses and optimizes hardness, while machining ensures that threads and critical interfaces meet exact specifications. Ultrasonic testing or magnetic particle inspection verifies that there are no internal or surface defects, ensuring reliable performance under harsh drilling conditions. Automated handling systems are often integrated to safely move the heavy preforms and finished collars, increasing efficiency and reducing the risk of damage.
Flow Forming Machine for Stabilizer Bodies
A Flow Forming Machine for Stabilizer Bodies manufactures the cylindrical bodies of stabilizers used in oil and gas drilling assemblies. Stabilizers maintain wellbore trajectory and reduce vibration during drilling. These components must endure cyclic loads, torque, and harsh downhole conditions. In the flow forming process, a high-strength steel preform is mounted on a precision mandrel and rotated while forming rollers progressively shape and elongate the material, producing seamless bodies with uniform wall thickness and precise dimensions.
Flow forming improves mechanical properties by cold working the material, aligning grains along the axis of the stabilizer body. This enhances fatigue resistance, torsional strength, and overall durability. CNC or servo-controlled machines allow precise control of roller feed, speed, and forming pressure, ensuring that every stabilizer body meets strict tolerances. Multi-roller setups evenly distribute forces around the circumference, reducing the likelihood of distortion or wall-thickness variation.
After forming, stabilizer bodies undergo heat treatment, precision machining, and non-destructive testing to ensure structural integrity and adherence to specifications. This includes dimensional verification, ultrasonic inspection, and sometimes coating or surface treatment to improve corrosion resistance in downhole environments. Flow forming enables manufacturers to produce robust, high-quality stabilizer bodies suitable for modern drilling operations, optimizing performance and extending tool life.
Flow Forming Machine for High-Pressure Pump Casings (Oil & Gas Applications)
A Flow Forming Machine for High-Pressure Pump Casings produces seamless, cylindrical housings for industrial pumps in oil and gas applications, including mud pumps, cementing pumps, and high-pressure injection systems. These casings must withstand extreme internal pressures, cyclic loading, and abrasive fluids. In the flow forming process, a preform of alloy steel or stainless steel is mounted on a mandrel and rotated while forming rollers gradually compress and elongate the material, producing uniform, high-strength walls.
Flow forming enhances the mechanical performance and durability of pump casings. The aligned grain structure increases tensile strength, fatigue resistance, and pressure tolerance. CNC-controlled machines enable precise adjustment of roller feed, forming pressure, and spindle speed, ensuring consistent wall thickness and dimensional accuracy. Multi-roller configurations prevent distortion during forming, especially for thick-walled and high-pressure components.
After forming, pump casings undergo heat treatment, precision machining, and rigorous inspection, including ultrasonic or hydrostatic testing. The seamless, flow-formed structure provides superior reliability and long-term service in demanding oil and gas applications, reducing maintenance requirements and enhancing operational safety.
Flow Forming Machine for Aerospace Structural Tubes

A Flow Forming Machine for Aerospace Structural Tubes is designed to manufacture lightweight, high-strength tubular components used in aircraft, spacecraft, and satellite structures. These tubes serve as critical elements in fuselages, landing gear assemblies, struts, and support frames, where weight reduction without compromising structural integrity is essential. In the flow forming process, a preform of high-strength aluminum, titanium, or alloy steel is mounted on a precision mandrel and rotated while forming rollers gradually reduce wall thickness and elongate the tube, producing a seamless, uniform structure.
Flow forming improves the mechanical properties of aerospace tubes by aligning the grain structure along the tube axis, enhancing tensile strength, fatigue resistance, and impact tolerance. CNC or servo-controlled machines enable precise regulation of roller feed rate, forming pressure, and spindle speed, ensuring dimensional accuracy, concentricity, and uniform wall thickness across the entire length. Multi-roller configurations help distribute forces evenly, preventing distortion and achieving tight aerospace tolerances.
Post-forming processes for aerospace tubes typically include heat treatment, surface finishing, and precision machining, as well as non-destructive testing using ultrasonic or laser inspection systems. The seamless, flow-formed structure allows designers to minimize weight while maximizing structural performance, critical for fuel efficiency, safety, and payload optimization in aerospace applications. Automated loading and unloading systems further improve efficiency and reduce handling risks for delicate high-value alloys.
Flow Forming Machine for Hydraulic Cylinders
A Flow Forming Machine for Hydraulic Cylinders produces high-strength, seamless cylinders used in industrial and mobile hydraulic systems, including presses, excavators, and manufacturing machinery. Hydraulic cylinders must endure high pressures, repetitive loads, and cyclic stress while maintaining dimensional accuracy for proper sealing and smooth operation. In the flow forming process, a preform of alloy steel or stainless steel is mounted on a mandrel. The preform rotates as rollers progressively compress and elongate the material, creating a uniform, high-strength cylinder.
Flow forming enhances structural integrity and fatigue resistance by aligning the grain structure along the cylinder axis. This improves pressure tolerance and extends the operational life of the cylinder. CNC-controlled machines allow precise adjustment of roller position, feed rate, and forming pressure, ensuring uniform wall thickness, concentricity, and minimal surface irregularities. Multi-roller configurations evenly distribute forming forces, which is particularly important for thick-walled cylinders.
After forming, hydraulic cylinders typically undergo heat treatment, precision machining, and non-destructive testing, including ultrasonic and dimensional inspections. Flow forming reduces the need for welding and material removal, resulting in lighter, stronger, and more durable cylinders suitable for high-performance industrial and mobile hydraulic systems. Automated handling and inspection systems further increase efficiency and ensure consistent quality in mass production.
Flow Forming Machine for Specialized Defense Components
A Flow Forming Machine for Specialized Defense Components is used to manufacture critical military-grade parts, including armored vehicle barrels, missile motor casings, artillery shells, and naval pressure hull sections. These components require exceptional mechanical strength, fatigue resistance, and dimensional precision to withstand extreme operational conditions. Preforms made from high-strength alloy steels, titanium, or aluminum are mounted on precision mandrels, rotated, and gradually shaped by forming rollers to produce seamless, high-strength components.
Flow forming aligns the grain structure of the metal along the axis of the component, enhancing tensile strength, impact resistance, and fatigue performance. CNC or servo-controlled multi-roller machines allow precise control of forming parameters, ensuring uniform wall thickness, concentricity, and tight tolerances. This process minimizes material defects and eliminates weak points that could result from welding or machining, making it ideal for high-stakes defense applications.
Post-forming operations include heat treatment, machining, and rigorous non-destructive inspection, such as ultrasonic testing, magnetic particle inspection, or radiographic testing. Automated loading, unloading, and monitoring systems ensure production efficiency while maintaining high standards of safety and repeatability. Flow forming enables defense manufacturers to produce durable, high-performance components essential for modern military vehicles, artillery, and aerospace systems.
Flow Forming Machine for Rocket Motor Cases
A Flow Forming Machine for Rocket Motor Cases is engineered to manufacture seamless, high-strength cylindrical shells that house solid or liquid propellants in missiles and space launch vehicles. These motor cases must endure extremely high internal pressures, thermal loads, and vibration during ignition and flight. In the flow forming process, a preform made of high-strength alloy steel, aluminum, or titanium is mounted on a precision mandrel and rotated while forming rollers progressively compress and elongate the material, producing a seamless case with uniform wall thickness and high dimensional accuracy.
Flow forming improves the mechanical properties of rocket motor cases by aligning the metal’s grain structure along the case axis, enhancing tensile strength, fatigue resistance, and impact tolerance. CNC-controlled or servo-driven machines allow precise control of roller speed, feed rate, and forming pressure, ensuring consistent wall thickness, concentricity, and minimal distortion. Multi-roller configurations evenly distribute forming forces, which is critical for maintaining structural integrity in thick-walled or high-pressure cases.
After forming, rocket motor cases typically undergo heat treatment, precision machining, and rigorous non-destructive inspection, including ultrasonic testing, radiography, and dimensional verification. This ensures that the cases meet the strict performance and safety requirements of aerospace and defense applications. Flow forming enables manufacturers to produce lightweight, high-strength, and reliable motor cases suitable for modern missiles, rockets, and space launch vehicles.
Flow Forming Machine for Satellite Propellant Tanks
A Flow Forming Machine for Satellite Propellant Tanks produces lightweight, seamless tanks used to store liquid fuel or oxidizers in spacecraft. These tanks must maintain structural integrity under high internal pressure, extreme temperature variations, and microgravity conditions. In the flow forming process, preforms made from aluminum-lithium alloys, titanium, or high-strength steels are mounted on precision mandrels. The preforms rotate while forming rollers progressively reduce wall thickness and elongate the material, creating a seamless, high-precision tank.
Flow forming provides enhanced mechanical performance, including increased tensile strength, fatigue resistance, and structural reliability. The aligned grain structure along the axis of the tank improves pressure tolerance and resistance to cracking, which is critical in spacecraft applications. CNC or servo-controlled multi-roller machines allow exact control of forming parameters, producing uniform wall thickness and tight dimensional tolerances.
After flow forming, satellite propellant tanks undergo heat treatment, machining of valve interfaces, surface finishing, and non-destructive inspection. The seamless, flow-formed structure reduces weight while maintaining strength, making it ideal for satellites where mass reduction is essential for launch efficiency. Flow forming ensures that tanks are reliable, safe, and optimized for long-duration space missions.
Flow Forming Machine for Submarine Pressure Hulls
A Flow Forming Machine for Submarine Pressure Hulls manufactures thick-walled cylindrical or spherical sections that must withstand extreme hydrostatic pressures at great ocean depths. Preforms made from high-strength alloy steel or titanium are mounted on precision mandrels and rotated while forming rollers progressively compress and elongate the material, producing seamless hull sections with uniform wall thickness and precise dimensions.
Flow forming enhances structural integrity and fatigue resistance by aligning the grain structure along the hull axis. CNC-controlled multi-roller machines allow precise adjustment of forming speed, pressure, and roller feed, ensuring concentricity and minimizing distortion. The seamless structure eliminates potential weak points associated with welding, making it suitable for high-pressure underwater environments.
Post-forming operations include heat treatment, machining, and rigorous non-destructive inspection, such as ultrasonic or radiographic testing, to ensure structural reliability. Flow-formed submarine hull sections provide superior strength-to-weight ratios, essential for deep-sea operational safety and long-term durability.
Flow Forming Machine for Cryogenic Storage Tanks
A Flow Forming Machine for Cryogenic Storage Tanks produces seamless cylindrical vessels designed to store extremely low-temperature liquids like liquid hydrogen, nitrogen, or oxygen. These tanks must maintain mechanical integrity under thermal stress and internal pressure while minimizing heat transfer. Preforms made from stainless steel, aluminum, or cryogenic-specific alloys are mounted on precision mandrels. The preforms rotate while forming rollers gradually compress and elongate the material, producing a seamless, uniform-walled tank.
Flow forming enhances low-temperature performance and structural strength by aligning the metal grain structure along the axis of the cylinder. CNC-controlled systems regulate roller pressure, feed, and speed, ensuring uniform wall thickness and precise dimensions. Multi-roller setups evenly distribute forces, preventing distortion or localized thinning.
Post-forming, cryogenic tanks undergo hydrostatic testing, ultrasonic inspection, dimensional verification, and surface finishing. Flow forming provides seamless, durable, and lightweight tanks suitable for industrial, aerospace, and energy applications where cryogenic liquids are stored or transported.
Flow Forming Machine for Hydrogen Storage Cylinders
A Flow Forming Machine for Hydrogen Storage Cylinders manufactures high-pressure, seamless cylinders for safely storing hydrogen gas. Hydrogen cylinders must withstand internal pressures up to 700 bar, resist hydrogen embrittlement, and maintain leak-free integrity over repeated use. Preforms made of high-strength steel or aluminum alloys are mounted on precision mandrels. Rotating the preform while applying radial and axial pressure with rollers produces seamless cylinders with uniform wall thickness and optimized structural properties.
Flow forming improves tensile strength, fatigue resistance, and hydrogen compatibility by aligning the grain structure along the cylinder axis and work-hardening the material. CNC-controlled multi-roller machines allow precise control of forming parameters, ensuring consistent wall thickness and dimensional accuracy. Automation and sensor monitoring provide real-time quality assurance, making the process highly reliable for industrial-scale production.
After forming, hydrogen cylinders undergo heat treatment, machining of valve interfaces, and non-destructive testing, including ultrasonic or pressure testing. The seamless, flow-formed structure ensures high safety, structural integrity, and efficiency in hydrogen energy applications, including fuel-cell vehicles, refueling stations, and industrial storage.
A Flow Forming Machine for UAV Structural Tubes is a precision manufacturing system designed to produce lightweight, high-strength tubular components for unmanned aerial vehicles (UAVs) and drones. UAV structural tubes are critical for airframe integrity, supporting wings, fuselage sections, and payload mounts while minimizing overall weight. In the flow forming process, a preform made of aluminum, titanium, or advanced aerospace alloys is mounted on a precision mandrel. The workpiece rotates while forming rollers progressively compress and elongate the material, producing a seamless, uniform-walled tube with precise dimensions.
Flow forming enhances the mechanical performance of UAV structural tubes by aligning the metal’s grain structure along the tube axis, increasing tensile strength, fatigue resistance, and impact tolerance. This is especially important for UAVs, which require lightweight structures capable of withstanding aerodynamic loads, vibrations, and occasional impact stresses without failure. CNC-controlled or servo-driven machines allow precise regulation of roller position, forming speed, and feed rate, ensuring uniform wall thickness and high concentricity along the entire tube length.
Post-forming processes for UAV structural tubes often include heat treatment, surface finishing, and dimensional inspection. Non-destructive testing methods such as ultrasonic inspection or laser scanning verify the absence of internal defects or wall-thickness variations, ensuring reliability in flight. Flow forming produces tubes that are not only strong and lightweight but also highly consistent, enabling UAV manufacturers to optimize airframe performance, payload capacity, and endurance.
Modern flow forming machines for UAV applications may also include automated loading/unloading systems and real-time process monitoring, improving production efficiency and repeatability. These features are particularly valuable in large-scale UAV manufacturing, where uniform quality and structural integrity are essential for operational safety and performance.
Flow Forming Machine for Aerospace Landing Gear Struts
A Flow Forming Machine for Aerospace Landing Gear Struts is engineered to manufacture seamless, high-strength tubular components that form the primary support structure of aircraft landing gear. These struts must endure extreme compressive and bending loads during takeoff, landing, and taxiing, while also maintaining tight dimensional tolerances. In the flow forming process, a preform made of high-strength aluminum, titanium, or steel alloy is mounted on a precision mandrel. As the preform rotates, forming rollers progressively compress and elongate the material, creating a seamless, uniform-walled tube capable of withstanding high mechanical stresses.
Flow forming enhances the mechanical properties of landing gear struts by aligning the grain structure along the axis of the tube, improving tensile strength, fatigue resistance, and impact tolerance. CNC-controlled or servo-driven machines allow precise adjustment of roller position, feed rate, and forming pressure to ensure consistent wall thickness, concentricity, and straightness. Multi-roller configurations evenly distribute forming forces, preventing distortion and producing struts that meet rigorous aerospace standards.
Post-forming operations typically include heat treatment, surface finishing, and precision machining for attachment interfaces. Non-destructive inspection such as ultrasonic or laser scanning ensures the absence of internal defects or dimensional irregularities. Flow forming allows manufacturers to produce lightweight, high-strength landing gear components essential for the safety, performance, and durability of modern aircraft.
Flow Forming Machine for Drone Propulsion Housings
A Flow Forming Machine for Drone Propulsion Housings manufactures cylindrical or tapered housings that enclose electric motors, gear assemblies, or propellant systems in UAVs and drones. These housings must be lightweight yet rigid, able to withstand vibration, torque, and operational stresses during flight. In the flow forming process, a preform made from aluminum, titanium, or high-strength aerospace alloys is mounted on a precision mandrel. The preform rotates while forming rollers progressively compress and elongate the material, producing a seamless housing with uniform wall thickness and precise dimensions.
Flow forming improves structural performance and fatigue resistance by aligning the metal grain structure along the housing axis, reducing the risk of cracking or deformation under repeated operational stresses. CNC or servo-controlled machines allow accurate control of forming parameters such as roller feed rate, forming pressure, and spindle speed, ensuring consistent wall thickness and concentricity. Multi-roller setups distribute forces evenly, preventing distortion and producing reliable housings for high-performance drone motors.
After forming, housings typically undergo heat treatment, precision machining, and non-destructive inspection, including ultrasonic testing or dimensional scanning. The seamless, flow-formed structure ensures durability, vibration resistance, and tight tolerances for mounting motors and gear assemblies. Flow forming enables the production of lightweight, strong, and reliable propulsion housings, optimizing drone efficiency, payload capacity, and operational life.
Flow Forming Machine for Satellite Support Tubes
A Flow Forming Machine for Satellite Support Tubes produces lightweight, high-strength cylindrical or conical tubes that serve as structural elements in satellites and spacecraft. These tubes support payloads, antennas, solar arrays, and instrument platforms, where weight reduction and dimensional precision are critical. In the flow forming process, a preform made from aerospace-grade aluminum, titanium, or high-strength alloys is mounted on a precision mandrel. The workpiece rotates while forming rollers progressively reduce wall thickness and elongate the material, creating a seamless, uniform tube.
Flow forming enhances the mechanical properties of satellite support tubes by aligning the grain structure along the tube axis, increasing tensile strength, stiffness, and fatigue resistance. CNC or servo-controlled machines provide precise control of roller pressure, feed rate, and spindle speed, ensuring uniform wall thickness, concentricity, and tight dimensional tolerances required for spacecraft integration. Multi-roller configurations prevent deformation and achieve highly repeatable results.
Post-forming processes include heat treatment, surface finishing, and non-destructive inspection, such as ultrasonic or laser scanning, to verify structural integrity. Flow-formed satellite support tubes are seamless, lightweight, and durable, providing reliable structural support while minimizing mass for launch efficiency. Automation in handling and process monitoring further enhances production efficiency, critical for high-value aerospace components.
Flow Forming Machine for UAV Landing Gear Components
A Flow Forming Machine for UAV Landing Gear Components is designed to manufacture lightweight, high-strength structural parts for unmanned aerial vehicles, including struts, supports, and wheel mount tubes. These components must withstand repeated compressive loads, impacts during landing, and aerodynamic forces during flight. In the flow forming process, a preform made of aluminum, titanium, or high-strength aerospace alloys is mounted on a precision mandrel. The preform rotates while forming rollers progressively compress and elongate the material, creating seamless, uniform-walled components with precise dimensional tolerances.
Flow forming improves the mechanical strength and fatigue resistance of UAV landing gear components by aligning the metal grain structure along the axis of the formed part. CNC-controlled or servo-driven machines enable precise adjustment of roller feed rate, forming pressure, and spindle speed, ensuring uniform wall thickness, concentricity, and minimal distortion. Multi-roller configurations distribute forming forces evenly, producing high-quality, repeatable components suitable for UAVs of various sizes.
Post-forming operations include heat treatment, precision machining for attachment points, and non-destructive inspection, such as ultrasonic testing or laser scanning, to verify structural integrity. The seamless, flow-formed construction provides durable, lightweight components that improve UAV flight performance, landing stability, and operational lifespan. Automation in loading, unloading, and process monitoring ensures efficient production with consistent quality.
Flow Forming Machine for Rocket Propellant Feed Tubes
A Flow Forming Machine for Rocket Propellant Feed Tubes manufactures high-strength, seamless tubular components used to channel fuel or oxidizer from storage tanks to rocket engines. These tubes must endure high pressure, vibration, and thermal stress while maintaining precise dimensional tolerances to ensure proper engine operation. In the flow forming process, a preform made from high-strength alloy steel, aluminum, or titanium is mounted on a mandrel. Rotating the preform while applying controlled radial and axial pressure with forming rollers produces a uniform, seamless tube with optimized wall thickness.
Flow forming enhances the structural integrity and pressure tolerance of propellant feed tubes by aligning the metal’s grain structure along the tube axis. CNC-controlled machines allow precise regulation of roller feed, forming pressure, and spindle speed, ensuring consistent wall thickness, concentricity, and minimal distortion. Multi-roller configurations evenly distribute forces, which is critical for long, thin-walled tubes in high-pressure aerospace applications.
After forming, propellant feed tubes undergo heat treatment, precision machining of flanges and connectors, and non-destructive testing such as ultrasonic inspection. Flow forming produces lightweight, high-strength, and seamless tubes that meet the strict safety and performance requirements of modern rocket systems. Automation in material handling ensures repeatable quality, especially in high-volume aerospace production.
Flow Forming Machine for Aerospace Pressure Vessels
A Flow Forming Machine for Aerospace Pressure Vessels produces seamless, high-strength cylinders or spheres used for storing pressurized gases, fuels, or hydraulic fluids in aircraft and spacecraft. These vessels must withstand extreme internal pressures, temperature variations, and vibration while maintaining precise dimensional tolerances. In the flow forming process, a preform made from aluminum, titanium, or high-strength alloys is mounted on a precision mandrel. The preform rotates while forming rollers progressively compress and elongate the material, producing a seamless, uniform-walled vessel with superior structural properties.
Flow forming enhances the mechanical strength, fatigue resistance, and dimensional precision of aerospace pressure vessels. Grain alignment along the axis improves tensile strength and pressure tolerance, while CNC-controlled or servo-driven machines allow precise control of roller feed, pressure, and spindle speed to maintain uniform wall thickness. Multi-roller configurations distribute forming forces evenly, preventing distortion in thick-walled or complex geometries.
Post-forming processes include heat treatment, precision machining, surface finishing, and non-destructive inspection, such as ultrasonic testing or radiography. Flow-formed pressure vessels are lightweight, durable, and safe, meeting the stringent requirements of aerospace applications where reliability under pressure is critical.
Flow Forming Machine for Spacecraft Pressure Vessels
A Flow Forming Machine for Spacecraft Pressure Vessels is a precision manufacturing system designed to produce seamless, lightweight, and high-strength cylindrical or spherical vessels used in spacecraft to store pressurized gases, fuels, or life-support fluids. These vessels must withstand extreme internal pressures, thermal cycling in space, and mechanical stresses during launch, orbit, and maneuvering, all while minimizing mass for optimal payload efficiency. In the flow forming process, a preform made from high-strength aerospace alloys such as aluminum-lithium, titanium, or stainless steel is mounted on a precision mandrel. The preform rotates while forming rollers progressively compress and elongate the material, producing a seamless vessel with uniform wall thickness and high dimensional accuracy.
Flow forming enhances the mechanical properties and reliability of spacecraft pressure vessels by aligning the metal’s grain structure along the vessel axis, improving tensile strength, fatigue resistance, and fracture toughness. CNC-controlled or servo-driven machines allow precise control of roller feed rate, forming pressure, and spindle speed to ensure uniform wall thickness, minimal distortion, and tight tolerances required for aerospace applications. Multi-roller configurations distribute forming forces evenly, which is critical for producing thick-walled or large-diameter vessels without defects.
After flow forming, spacecraft pressure vessels undergo heat treatment, precision machining of connection ports, surface finishing, and rigorous non-destructive inspection, such as ultrasonic, radiographic, or laser scanning methods. The seamless, flow-formed structure reduces weight while maintaining structural integrity, ensuring safe containment of pressurized fluids under the extreme conditions of spaceflight. Automated loading, unloading, and process monitoring systems further enhance production efficiency and repeatability, making flow forming the preferred technology for high-performance spacecraft pressure vessels.
If you want, I can continue with Flow Forming Machines for Spacecraft Propellant Tanks, Satellite Fuel Lines, and Cryogenic Storage Vessels, completing the aerospace and defense portion of the catalog toward the full 50+ machine types.
go on
Flow Forming Machine for Spacecraft Propellant Tanks
A Flow Forming Machine for Spacecraft Propellant Tanks is engineered to produce seamless, lightweight tanks used to store liquid or gaseous propellants in satellites, rockets, and spacecraft. These tanks must maintain structural integrity under high internal pressures, extreme thermal fluctuations, and microgravity conditions while minimizing mass for launch efficiency. In the flow forming process, preforms made from aerospace-grade aluminum-lithium alloys, titanium, or stainless steel are mounted on precision mandrels. As the preform rotates, forming rollers progressively compress and elongate the material, producing seamless tanks with uniform wall thickness and tight dimensional tolerances.
Flow forming enhances the mechanical performance and reliability of propellant tanks by aligning the metal’s grain structure along the tank axis, increasing tensile strength, fatigue resistance, and pressure tolerance. CNC or servo-controlled machines allow precise regulation of roller feed, forming pressure, and spindle speed, ensuring consistent wall thickness, minimal distortion, and high concentricity. Multi-roller configurations evenly distribute forces during forming, which is essential for large-diameter or tapered tanks.
After flow forming, spacecraft propellant tanks undergo heat treatment, precision machining of valves and interfaces, surface finishing, and non-destructive inspection, including ultrasonic or radiographic testing. The seamless, flow-formed structure provides a high strength-to-weight ratio, reduces potential points of failure, and ensures safe storage and delivery of propellants for space missions. Automated handling and monitoring systems improve production efficiency and repeatable quality for aerospace-grade tanks.
Flow Forming Machine for Satellite Fuel Lines
A Flow Forming Machine for Satellite Fuel Lines produces seamless, high-strength tubing used to transport fuel, oxidizers, or cooling fluids within satellites and spacecraft propulsion systems. These tubes must endure internal pressure, vibration, thermal cycles, and microgravity stresses while maintaining precise dimensional tolerances. Preforms made from aluminum, titanium, or high-strength alloys are mounted on precision mandrels and rotated while forming rollers gradually compress and elongate the material, producing uniform, seamless fuel lines with optimized wall thickness.
Flow forming enhances the structural integrity and fatigue resistance of satellite fuel lines by aligning the grain structure along the tube axis, reducing the risk of cracking, leakage, or deformation under operational stresses. CNC or servo-controlled machines enable precise adjustment of roller feed rate, pressure, and spindle speed, ensuring consistent dimensions, wall thickness, and concentricity. Multi-roller systems evenly distribute forming forces, which is especially critical for thin-walled or long-length tubes.
Post-forming, satellite fuel lines undergo heat treatment, precision machining of connection points, and non-destructive testing, such as ultrasonic inspection. The seamless, flow-formed structure ensures reliability, lightweight construction, and safety in demanding space applications, supporting fuel delivery and thermal management for satellite propulsion and instrumentation systems.
Flow Forming Machine for Cryogenic Space Storage Vessels
A Flow Forming Machine for Cryogenic Space Storage Vessels is specialized for manufacturing seamless tanks and cylinders used to store extremely low-temperature fluids, such as liquid hydrogen or liquid oxygen, for spacecraft propulsion or energy systems. These vessels must maintain mechanical integrity under cryogenic temperatures, high internal pressure, and thermal cycling in space. Preforms made from cryogenic-grade stainless steel, aluminum, or titanium alloys are mounted on precision mandrels. As the preform rotates, forming rollers progressively compress and elongate the material, creating seamless, uniform-walled vessels.
Flow forming improves low-temperature mechanical properties by aligning the metal grain structure along the vessel axis, enhancing tensile strength, impact resistance, and resistance to embrittlement. CNC-controlled machines allow precise regulation of roller feed, forming pressure, and spindle speed, ensuring uniform wall thickness and tight dimensional tolerances. Multi-roller setups distribute forces evenly, preventing distortion and ensuring repeatable results for cryogenic applications.
After forming, cryogenic space storage vessels undergo heat treatment, surface finishing, and rigorous non-destructive inspection, including ultrasonic, radiographic, and hydrostatic testing. The seamless, flow-formed construction ensures durability, safety, and reliability in space environments where thermal extremes and high pressures are constant challenges.
Flow Forming Machine for Artillery Shells
A Flow Forming Machine for Artillery Shells is specialized to manufacture seamless, high-strength cylindrical or conical projectiles used in artillery systems. Artillery shells must withstand extreme internal pressures from explosive charges, aerodynamic forces in flight, and impact upon target while maintaining precise weight distribution and dimensional accuracy. In the flow forming process, a preform of high-strength alloy steel is mounted on a precision mandrel. The workpiece rotates as forming rollers gradually compress and elongate the material, producing a seamless shell with uniform wall thickness and optimal structural properties.
Flow forming enhances the mechanical properties of artillery shells by aligning the grain structure along the shell axis, increasing tensile strength, toughness, and fatigue resistance. CNC or servo-controlled machines allow precise control of roller feed, forming pressure, and spindle speed, ensuring consistent wall thickness, concentricity, and minimal distortion along the shell length. Multi-roller configurations evenly distribute forces, which is critical for achieving high-quality, defect-free shells.
After forming, artillery shells undergo heat treatment, precision machining, and non-destructive testing, including ultrasonic or radiographic inspection, to verify structural integrity. The seamless, flow-formed construction ensures reliability and performance under extreme operational conditions. Automation in material handling further improves production efficiency and repeatability, making flow forming the preferred method for modern artillery munitions.
Flow Forming Machine for Rocket Motor Casings (Defense Applications)
A Flow Forming Machine for Rocket Motor Casings produces seamless cylindrical shells for solid or liquid-propellant missiles. These casings must resist very high internal pressures, vibration, and thermal stresses during launch and flight while remaining lightweight and dimensionally precise. Preforms made from high-strength alloy steel, aluminum, or titanium are mounted on precision mandrels. Rotating the preform while applying controlled radial pressure with forming rollers elongates and thins the walls uniformly, producing a high-strength, seamless casing.
Flow forming enhances the tensile strength, fatigue resistance, and impact tolerance of rocket motor casings. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed, ensuring uniform wall thickness, concentricity, and minimal distortion. This process eliminates welds and reduces the likelihood of weak points, which is essential for high-pressure defense applications.
Post-forming processes include heat treatment, precision machining, and rigorous non-destructive inspection such as ultrasonic or radiographic testing. Flow-formed casings are lightweight, strong, and highly reliable, meeting stringent military standards for missiles and rocket systems. Automated handling and monitoring systems further enhance production efficiency and repeatable quality.
Flow Forming Machine for Submarine Pressure Hulls (Defense Applications)
A Flow Forming Machine for Submarine Pressure Hulls is designed to manufacture thick-walled cylindrical or spherical sections that must withstand extreme hydrostatic pressures at significant ocean depths. Preforms made from high-strength alloy steel or titanium are mounted on precision mandrels and rotated while forming rollers progressively compress and elongate the material, producing seamless hull sections with uniform wall thickness and precise dimensions.
Flow forming enhances structural integrity, fatigue resistance, and pressure tolerance by aligning the metal grain structure along the hull axis. CNC-controlled multi-roller machines allow precise adjustment of roller speed, pressure, and feed, ensuring concentricity and minimal distortion. Seamless construction eliminates potential weak points from welding, critical for submarine safety and long-term durability.
After forming, hull sections undergo heat treatment, machining, and non-destructive inspection, including ultrasonic or radiographic testing, to ensure structural integrity under extreme pressure. Flow-formed hull sections provide superior strength-to-weight ratios and reliability, essential for modern naval defense operations.
Flow Forming Machine for Hydrogen Storage Cylinders (Defense & Energy Applications)
A Flow Forming Machine for Hydrogen Storage Cylinders manufactures high-pressure, seamless cylinders for storing hydrogen gas in defense, energy, or industrial applications. These cylinders must withstand pressures up to 700 bar, resist hydrogen embrittlement, and maintain leak-free integrity under repeated use. Preforms of high-strength steel or aluminum alloys are mounted on precision mandrels. Rotating the preform while forming rollers apply controlled radial and axial pressure produces uniform, seamless cylinders optimized for structural strength.
Flow forming improves tensile strength, fatigue resistance, and hydrogen compatibility by aligning the metal grain structure along the cylinder axis and work-hardening the material. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed, ensuring consistent wall thickness, concentricity, and minimal distortion.
Post-forming, hydrogen cylinders undergo heat treatment, machining of valve interfaces, and non-destructive testing, including ultrasonic and pressure testing. Flow-formed cylinders are safe, durable, and lightweight, making them ideal for high-pressure hydrogen storage in fuel-cell vehicles, military energy systems, and industrial applications.
Flow Forming Machine for High-Pressure Pump Cylinders (Industrial Applications)
A Flow Forming Machine for High-Pressure Pump Cylinders produces seamless, cylindrical housings for industrial pumps used in oil and gas, chemical processing, and power generation. These cylinders must endure extreme internal pressures, cyclic loading, and abrasive fluids while maintaining dimensional accuracy for proper sealing and efficient operation. In the flow forming process, a preform made of high-strength alloy steel or stainless steel is mounted on a mandrel. As the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, high-strength walls.
Flow forming enhances mechanical performance and fatigue resistance by aligning the grain structure along the cylinder axis, increasing tensile strength, pressure tolerance, and operational lifespan. CNC-controlled machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure uniform wall thickness, concentricity, and minimal distortion. Multi-roller configurations evenly distribute forming forces, particularly for thick-walled, high-pressure components.
After forming, high-pressure pump cylinders undergo heat treatment, precision machining, and non-destructive testing, including ultrasonic and hydrostatic inspection. Flow forming produces lightweight, durable, and reliable cylinders capable of long-term operation under demanding industrial conditions, reducing maintenance and improving overall system efficiency.
Flow Forming Machine for Offshore Pipeline Sections
A Flow Forming Machine for Offshore Pipeline Sections manufactures cylindrical sections of pipelines designed for deepwater oil and gas applications. These pipelines must resist high internal pressures, corrosion from seawater, and mechanical stresses from ocean currents and seabed movement. In the flow forming process, a preform made of high-strength carbon steel or corrosion-resistant alloys is mounted on a precision mandrel. Rotating the preform while forming rollers apply radial pressure elongates and shapes the material, producing seamless, uniform-walled pipeline sections.
Flow forming improves the structural integrity and fatigue resistance of offshore pipelines by aligning the grain structure along the pipe axis. CNC or servo-controlled machines allow precise control of roller feed, speed, and forming pressure to ensure uniform wall thickness and dimensional accuracy. Multi-roller systems evenly distribute forming forces, preventing distortion and defects.
Post-forming, pipeline sections undergo hydrostatic testing, non-destructive inspection, and corrosion protection treatments such as coating or galvanization. The seamless, flow-formed structure provides high-performance, reliable pipelines for offshore oil and gas transport, reducing the risk of failure and maintenance costs over time.
Flow Forming Machine for Deep-Sea Submersible Housings
A Flow Forming Machine for Deep-Sea Submersible Housings is designed to manufacture cylindrical or spherical pressure housings for underwater vehicles and research equipment. These housings must endure extreme hydrostatic pressures at great depths while protecting sensitive instrumentation. Preforms made from high-strength steel, titanium, or aluminum alloys are mounted on precision mandrels. The workpiece rotates while forming rollers progressively compress and elongate the material, creating a seamless, high-strength structure with uniform wall thickness.
Flow forming enhances the structural performance and fatigue resistance of submersible housings by aligning the metal grain structure along the axis of the cylinder or sphere. CNC-controlled machines allow precise adjustment of roller speed, feed rate, and forming pressure to achieve consistent wall thickness, dimensional accuracy, and concentricity. Multi-roller configurations prevent distortion and ensure repeatable results.
After forming, housings undergo rigorous non-destructive inspection, hydrostatic testing, and precision machining. The seamless, flow-formed construction ensures high strength-to-weight ratios and long-term reliability for deep-sea exploration, military, and research applications.
Flow Forming Machine for Aircraft Landing Gear Cylinders
A Flow Forming Machine for Aircraft Landing Gear Cylinders is engineered to manufacture high-strength, seamless hydraulic and structural cylinders used in aircraft landing gear assemblies. These cylinders must withstand extremely high compressive and torsional loads during takeoff, landing, taxiing, and ground handling, while maintaining precise dimensional tolerances to ensure smooth operation and reliable load distribution. In the flow forming process, a preform made of high-strength aluminum, titanium, or steel alloy is mounted on a precision mandrel. The preform rotates as forming rollers gradually compress and elongate the material, producing a seamless cylinder with uniform wall thickness and excellent mechanical properties.
Flow forming enhances the strength, fatigue resistance, and durability of landing gear cylinders by aligning the metal grain structure along the axis of the cylinder. CNC-controlled or servo-driven machines allow precise control of roller feed, forming pressure, and spindle speed, ensuring consistent wall thickness, concentricity, and minimal distortion. Multi-roller configurations distribute forming forces evenly, which is critical for thick-walled or long cylinders used in commercial and military aircraft.
After forming, landing gear cylinders undergo heat treatment, precision machining for attachment interfaces, and non-destructive inspection, including ultrasonic or radiographic testing, to verify structural integrity. The seamless, flow-formed construction provides lightweight, strong, and highly reliable components that improve landing gear performance, operational safety, and service life. Automation in handling and monitoring ensures repeatable quality and efficiency for high-volume aerospace production.
Flow Forming Machine for Aerospace Hydraulic Actuators
A Flow Forming Machine for Aerospace Hydraulic Actuators manufactures seamless, high-strength cylindrical components that house pistons and hydraulic systems in aircraft and spacecraft. These actuators control critical functions such as flight control surfaces, landing gear operation, and thrust vectoring. They must withstand high internal pressures, cyclic loads, vibration, and temperature variations while maintaining precise dimensional tolerances. In the flow forming process, a preform made of high-strength aluminum, titanium, or steel alloy is mounted on a precision mandrel. The preform rotates as forming rollers gradually compress and elongate the material, producing a seamless, uniform-walled actuator cylinder.
Flow forming improves the mechanical properties of aerospace hydraulic actuators by aligning the metal grain structure along the axis of the cylinder. This enhances tensile strength, fatigue resistance, and impact tolerance. CNC-controlled or servo-driven machines provide precise control over roller feed rate, forming pressure, and spindle speed, ensuring uniform wall thickness, concentricity, and dimensional accuracy. Multi-roller configurations distribute forming forces evenly, preventing distortion and defects in critical components.
After flow forming, hydraulic actuator cylinders undergo heat treatment, precision machining for mounting and sealing interfaces, and non-destructive testing, such as ultrasonic or radiographic inspection. The seamless, flow-formed structure provides lightweight, strong, and highly reliable actuators, essential for safe and efficient aerospace hydraulic systems. Automation in loading, unloading, and process monitoring ensures repeatable quality and high production efficiency.
Flow Forming Machine for UAV Struts
A Flow Forming Machine for UAV Struts produces lightweight, high-strength structural tubes and supports used in unmanned aerial vehicles. UAV struts must resist bending, torsion, and vibration while supporting payloads, wings, or landing gear. In the flow forming process, a preform made of aluminum, titanium, or aerospace-grade alloy is mounted on a precision mandrel. The preform rotates while forming rollers progressively compress and elongate the material, creating seamless struts with uniform wall thickness and precise dimensions.
Flow forming enhances the structural integrity, fatigue resistance, and weight efficiency of UAV struts by aligning the metal grain structure along the axis of the component. CNC or servo-controlled machines allow exact regulation of roller feed, forming pressure, and spindle speed, ensuring concentricity, wall uniformity, and minimal distortion. Multi-roller configurations distribute forces evenly, providing consistent results for long or thin-walled struts.
Post-forming, UAV struts undergo heat treatment, surface finishing, and non-destructive testing, such as ultrasonic or laser inspection, to confirm dimensional accuracy and structural integrity. Flow-formed struts are lightweight, strong, and reliable, optimizing UAV performance, payload capacity, and operational lifespan. Automated handling systems further enhance production efficiency and quality consistency.
Flow Forming Machine for Rocket Motor Casings (Aerospace & Defense)
A Flow Forming Machine for Rocket Motor Casings manufactures seamless cylindrical shells used in solid and liquid propellant rockets. These casings must withstand extremely high internal pressures, thermal loads, and vibration during launch and flight, while maintaining dimensional precision. Preforms made from high-strength alloy steel, aluminum, or titanium are mounted on precision mandrels. The preform rotates while forming rollers progressively compress and elongate the material, producing a seamless, high-strength casing with uniform wall thickness.
Flow forming enhances tensile strength, fatigue resistance, and impact tolerance by aligning the metal grain structure along the casing axis. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed, ensuring uniform wall thickness, concentricity, and minimal distortion. Multi-roller configurations distribute forces evenly, reducing the risk of defects in thick-walled casings.
After forming, rocket motor casings undergo heat treatment, precision machining, and rigorous non-destructive inspection such as ultrasonic or radiographic testing. Flow-formed casings are lightweight, durable, and highly reliable, meeting strict aerospace and defense requirements. Automated process monitoring ensures consistent quality and high production efficiency.
Flow Forming Machine for Submarine Pressure Hulls (Advanced Defense Applications)
A Flow Forming Machine for Submarine Pressure Hulls manufactures thick-walled cylindrical or spherical sections that must withstand extreme hydrostatic pressures at ocean depths. These hulls protect the crew and sensitive systems within submarines while maintaining precise dimensional tolerances to ensure assembly and watertight integrity. In the flow forming process, preforms made of high-strength alloy steel or titanium are mounted on precision mandrels. As the preform rotates, forming rollers progressively compress and elongate the material, producing seamless hull sections with uniform wall thickness.
Flow forming improves the structural integrity, pressure resistance, and fatigue life of submarine hull sections by aligning the metal grain structure along the axis. CNC-controlled multi-roller machines provide precise control over roller feed, pressure, and spindle speed, ensuring concentricity and minimal distortion even in thick-walled components. Multi-roller configurations evenly distribute forming forces, which is critical for maintaining seamless quality and high strength in defense-grade applications.
After forming, hull sections undergo heat treatment, precision machining, and non-destructive inspection, including ultrasonic or radiographic testing. The flow-formed, seamless construction provides high-strength, reliable hull sections essential for safe, deep-sea naval operations and long-term structural durability.
Flow Forming Machine for Cryogenic Tanks (Industrial & Aerospace Applications)
A Flow Forming Machine for Cryogenic Tanks produces seamless, high-strength tanks used to store extremely low-temperature liquids such as liquid hydrogen, liquid nitrogen, or liquid oxygen. These tanks are critical in aerospace propulsion, industrial gas storage, and energy applications. Preforms made from stainless steel, aluminum, or cryogenic-specific alloys are mounted on precision mandrels. Rotating the preform while forming rollers progressively compress and elongate the material produces uniform-walled, seamless tanks with precise dimensions.
Flow forming enhances low-temperature mechanical performance, tensile strength, and resistance to thermal cycling by aligning the grain structure along the tank axis. CNC-controlled multi-roller machines allow precise adjustment of roller speed, feed rate, and forming pressure, ensuring uniform wall thickness and concentricity. Multi-roller setups prevent distortion in thick-walled or large-diameter cryogenic vessels.
After forming, tanks undergo hydrostatic testing, ultrasonic inspection, surface finishing, and heat treatment to ensure structural integrity at cryogenic temperatures. The seamless flow-formed construction minimizes weak points and enhances safety, durability, and reliability in both aerospace and industrial applications.
Flow Forming Machine for Hydrogen Storage Cylinders (Energy & Defense Applications)
A Flow Forming Machine for Hydrogen Storage Cylinders manufactures seamless, high-pressure cylinders used for storing hydrogen gas in fuel-cell vehicles, industrial systems, and military applications. These cylinders must withstand internal pressures up to 700 bar, resist hydrogen embrittlement, and maintain leak-free integrity. Preforms made of high-strength steel or aluminum alloys are mounted on precision mandrels. The preform rotates while forming rollers gradually compress and elongate the material, producing a uniform, seamless cylinder with optimized wall thickness.
Flow forming improves tensile strength, fatigue resistance, and hydrogen compatibility by aligning the metal grain structure along the cylinder axis and work-hardening the material. CNC-controlled multi-roller machines allow precise adjustment of roller feed, pressure, and spindle speed to ensure uniform wall thickness, concentricity, and minimal distortion. Automation and real-time sensor monitoring enhance process consistency and quality control.
Post-forming, hydrogen cylinders undergo heat treatment, machining of valve interfaces, and non-destructive inspection, including ultrasonic or pressure testing. The resulting seamless, flow-formed structure ensures safety, durability, and operational efficiency in high-pressure hydrogen storage applications.
Flow Forming Machine for Satellite Fuel Lines (Aerospace Applications)
A Flow Forming Machine for Satellite Fuel Lines produces high-strength, seamless tubes used to transport propellant or cooling fluids within satellites and spacecraft. These tubes must maintain precise dimensions while resisting vibration, thermal cycling, and internal pressure in microgravity environments. Preforms made from aluminum, titanium, or aerospace-grade alloys are mounted on precision mandrels. Rotating the preform while forming rollers progressively compress and elongate the material creates uniform-walled, seamless fuel lines.
Flow forming enhances structural integrity, fatigue resistance, and pressure tolerance by aligning the metal grain structure along the tube axis. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed, ensuring dimensional accuracy and consistent wall thickness. Multi-roller configurations prevent distortion, even in long or thin-walled tubes.
After forming, fuel lines undergo heat treatment, precision machining for connection points, and non-destructive inspection, such as ultrasonic or laser scanning, ensuring reliability and safety in satellite propulsion systems. The seamless, flow-formed structure provides lightweight, durable, and high-performance tubes critical for spacecraft operation.
Flow Forming Machine for Jet Engine Combustion Liners
A Flow Forming Machine for Jet Engine Combustion Liners is engineered to manufacture seamless, high-strength cylindrical or conical components used inside jet engines to contain and direct the combustion process. Combustion liners must endure extremely high temperatures, thermal cycling, and vibration while maintaining precise dimensional tolerances for efficient airflow and fuel combustion. In the flow forming process, a preform made from high-temperature alloys such as Inconel, titanium, or stainless steel is mounted on a precision mandrel. The preform rotates while forming rollers progressively compress and elongate the material, producing a seamless liner with uniform wall thickness and high structural integrity.
Flow forming enhances the mechanical properties, thermal resistance, and fatigue life of jet engine combustion liners by aligning the metal grain structure along the axis of the component. CNC-controlled or servo-driven machines allow precise adjustment of roller feed rate, forming pressure, and spindle speed to ensure uniform wall thickness, concentricity, and minimal distortion. Multi-roller configurations evenly distribute forming forces, preventing warping or thinning in critical high-temperature areas.
After forming, combustion liners undergo heat treatment, precision machining, and non-destructive testing, including ultrasonic, eddy-current, or radiographic inspection. The seamless, flow-formed construction ensures durability, dimensional accuracy, and consistent performance under extreme thermal and mechanical stresses, contributing to the efficiency and reliability of modern jet engines. Automated loading, unloading, and process monitoring enhance production efficiency and repeatable quality for high-volume aerospace manufacturing.
Flow Forming Machine for Rocket Nozzles
A Flow Forming Machine for Rocket Nozzles is designed to manufacture seamless, high-strength nozzles that channel exhaust gases from rocket engines efficiently, converting high-pressure combustion energy into thrust. Rocket nozzles must withstand extremely high temperatures, thermal gradients, and mechanical stresses while maintaining precise geometrical profiles for optimal engine performance. Preforms made of high-temperature alloys such as Inconel, titanium, or stainless steel are mounted on precision mandrels. The preform rotates while forming rollers gradually compress and elongate the material, producing a seamless nozzle with uniform wall thickness and accurate contours.
Flow forming enhances the structural integrity, thermal resistance, and fatigue life of rocket nozzles by aligning the metal grain structure along the axis. CNC-controlled or servo-driven machines allow precise regulation of roller feed, forming pressure, and spindle speed, ensuring uniform wall thickness, concentricity, and minimal distortion. Multi-roller setups distribute forming forces evenly, which is critical for maintaining the complex, tapered shapes of high-performance nozzles.
After forming, rocket nozzles undergo heat treatment, precision machining of interfaces, and non-destructive inspection, including ultrasonic or radiographic testing. The seamless, flow-formed construction provides high-strength, thermally resistant, and dimensionally precise components essential for reliable rocket engine operation in aerospace and defense applications.
Flow Forming Machine for Turbine Casings
A Flow Forming Machine for Turbine Casings produces seamless, high-strength cylindrical or conical casings that house gas turbine or jet engine components. Turbine casings must endure high temperatures, rotational forces, and pressure differentials while maintaining tight dimensional tolerances to ensure airflow efficiency and mechanical integrity. Preforms made from high-temperature alloys such as Inconel, stainless steel, or titanium are mounted on precision mandrels. The preform rotates as forming rollers progressively compress and elongate the material, producing a seamless casing with uniform wall thickness and high structural reliability.
Flow forming improves the mechanical performance, thermal resistance, and fatigue strength of turbine casings by aligning the grain structure along the casing axis. CNC or servo-controlled machines allow precise adjustment of roller feed rate, forming pressure, and spindle speed, ensuring uniform wall thickness, concentricity, and dimensional accuracy. Multi-roller configurations prevent distortion, which is critical for thick-walled casings exposed to high rotational and thermal stresses.
After forming, turbine casings undergo heat treatment, precision machining of attachment interfaces, and non-destructive inspection, such as ultrasonic, radiographic, or eddy-current testing. The seamless, flow-formed structure ensures durability, performance, and safety in high-temperature, high-stress turbine applications, making it ideal for aerospace, power generation, and defense sectors.
Flow Forming Machine for Aerospace Pressure Tubes
A Flow Forming Machine for Aerospace Pressure Tubes manufactures lightweight, seamless cylindrical tubes used in high-pressure fuel, hydraulic, or pneumatic systems within aircraft and spacecraft. These tubes must withstand internal pressures, thermal cycling, and vibration while maintaining precise wall thickness and dimensional tolerances. Preforms made from aluminum, titanium, or high-strength stainless steel alloys are mounted on precision mandrels. The preform rotates while forming rollers progressively compress and elongate the material, creating seamless, uniform-walled tubes.
Flow forming enhances the tensile strength, fatigue resistance, and pressure tolerance of aerospace pressure tubes by aligning the metal grain structure along the tube axis. CNC-controlled or servo-driven machines enable precise control of roller feed, forming pressure, and spindle speed, ensuring concentricity, minimal distortion, and tight dimensional tolerances. Multi-roller configurations distribute forces evenly, preventing thinning or ovality along long or thin-walled tubes.
Post-forming, aerospace pressure tubes undergo heat treatment, precision machining of connectors and interfaces, and non-destructive inspection, such as ultrasonic or laser scanning, to confirm structural integrity. The seamless, flow-formed construction produces high-strength, lightweight, and reliable tubes critical for fuel, hydraulic, and pneumatic systems in modern aircraft and spacecraft.
Flow Forming Machine for Defense Missiles
A Flow Forming Machine for Defense Missiles produces seamless, high-strength cylindrical or conical missile bodies that must withstand extreme internal pressures, vibration, and aerodynamic forces during launch and flight. Preforms made from high-strength alloy steel, aluminum, or titanium are mounted on precision mandrels. The preform rotates while forming rollers progressively compress and elongate the material, creating a seamless missile casing with uniform wall thickness and high dimensional accuracy.
Flow forming improves the tensile strength, fatigue resistance, and impact tolerance of missile bodies by aligning the metal grain structure along the axis. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed, ensuring minimal distortion and consistent wall thickness. Multi-roller configurations evenly distribute forming forces, which is critical for long or thick-walled missile sections.
After forming, missile casings undergo heat treatment, precision machining, and non-destructive inspection, including ultrasonic and radiographic testing. Flow-formed missile bodies are lightweight, durable, and highly reliable, meeting the rigorous safety and performance requirements of modern defense applications.
Flow Forming Machine for Rocket Motor Casings (Advanced Defense)
A Flow Forming Machine for Rocket Motor Casings manufactures seamless cylindrical shells for solid or liquid-propellant rockets used in defense or aerospace applications. These casings must resist extremely high internal pressures, vibration, and thermal stress during operation. Preforms of high-strength steel, aluminum, or titanium alloys are mounted on precision mandrels. The preform rotates as forming rollers compress and elongate the material, producing seamless casings with uniform wall thickness and optimized mechanical properties.
Flow forming enhances strength, fatigue resistance, and dimensional precision by aligning the metal grain along the casing axis. CNC-controlled multi-roller systems enable precise regulation of roller speed, feed, and forming pressure, ensuring consistent wall thickness and minimal distortion. Multi-roller setups reduce the risk of defects, critical for thick-walled casings in high-pressure applications.
Post-forming, casings undergo heat treatment, precision machining, and rigorous non-destructive inspection. The seamless, flow-formed construction ensures reliability, safety, and performance for modern missile systems and rockets.
Flow Forming Machine for UAV Structural Tubes
A Flow Forming Machine for UAV Structural Tubes produces seamless, lightweight tubes that form the primary structural elements of unmanned aerial vehicles. These tubes must withstand aerodynamic loads, vibration, and occasional impact while maintaining minimal weight for extended flight endurance. Preforms made from aluminum, titanium, or aerospace-grade alloys are mounted on precision mandrels. Rotating the preform while forming rollers gradually compress and elongate the material produces uniform, seamless structural tubes.
Flow forming improves the mechanical performance and fatigue resistance of UAV tubes by aligning the metal grain along the axis, increasing tensile strength and impact tolerance. CNC or servo-controlled machines allow precise adjustment of roller feed, forming pressure, and spindle speed, ensuring concentricity, uniform wall thickness, and minimal distortion. Multi-roller configurations distribute forces evenly, allowing repeatable high-quality results.
After forming, UAV structural tubes undergo heat treatment, surface finishing, and non-destructive inspection, such as ultrasonic or laser scanning. The seamless, flow-formed tubes are lightweight, strong, and reliable, optimizing UAV structural integrity, flight performance, and payload capacity.
Flow Forming Machine for Cryogenic Storage Tanks
A Flow Forming Machine for Cryogenic Storage Tanks produces seamless, high-strength tanks for storing extremely low-temperature liquids, such as liquid hydrogen, oxygen, or nitrogen, in aerospace, industrial, and energy applications. Tanks must maintain structural integrity under high internal pressure, extreme temperature swings, and repeated thermal cycling. Preforms made from stainless steel, aluminum, or cryogenic-specific alloys are mounted on precision mandrels. The preform rotates while forming rollers progressively compress and elongate the material, producing uniform-walled, seamless tanks.
Flow forming enhances low-temperature performance, tensile strength, and resistance to embrittlement by aligning the grain structure along the tank axis. CNC-controlled multi-roller machines ensure uniform wall thickness, tight dimensional tolerances, and minimal distortion. Multi-roller setups distribute forming forces evenly, preventing warping in large-diameter tanks.
After forming, cryogenic tanks undergo hydrostatic testing, ultrasonic inspection, heat treatment, and surface finishing. The seamless, flow-formed construction ensures safe, durable, and lightweight storage of cryogenic fluids for aerospace propulsion, energy, or industrial applications.
Pressure vessel flow forming machine
A Pressure Vessel Flow Forming Machine is a specialized system designed to manufacture seamless, high-strength cylindrical or spherical pressure vessels used in industrial, aerospace, and defense applications. These vessels store gases, liquids, or cryogenic fluids under high pressure, requiring uniform wall thickness, precise dimensions, and exceptional mechanical integrity. In the flow forming process, a preform made from high-strength steel, aluminum, or titanium alloys is mounted on a precision mandrel. The preform rotates while forming rollers progressively compress and elongate the material, creating a seamless vessel with optimal wall thickness and mechanical properties.
Flow forming enhances the structural performance, fatigue resistance, and pressure tolerance of pressure vessels by aligning the metal grain structure along the vessel axis. CNC-controlled or servo-driven machines allow precise adjustment of roller feed rate, forming pressure, and spindle speed, ensuring uniform wall thickness, high concentricity, and minimal distortion. Multi-roller configurations distribute forming forces evenly, which is critical for thick-walled or large-diameter vessels used in high-pressure applications.
After forming, pressure vessels typically undergo heat treatment, precision machining, and non-destructive testing, such as ultrasonic, radiographic, or hydrostatic inspection. The seamless, flow-formed construction ensures safety, durability, and high strength-to-weight ratio, making these vessels suitable for industrial gas storage, hydrogen fuel systems, cryogenic applications, and aerospace propulsion systems. Automated handling and real-time monitoring improve production efficiency and repeatable quality, which is essential for high-volume and critical-pressure applications.
Flow Forming Machine for Hydrogen Storage Cylinders
A Flow Forming Machine for Hydrogen Storage Cylinders is designed to produce seamless, high-pressure cylinders capable of safely storing hydrogen for energy, industrial, and defense applications. These cylinders must withstand extremely high pressures, resist hydrogen embrittlement, and maintain structural integrity under repeated filling and emptying cycles. Preforms made from high-strength steel or aluminum alloys are mounted on precision mandrels. The preform rotates while forming rollers progressively compress and elongate the material, producing uniform, seamless cylinders with precise wall thickness.
Flow forming enhances tensile strength, fatigue resistance, and leak-proof performance by aligning the metal grain structure along the cylinder axis. CNC-controlled or servo-driven machines allow precise control over roller feed, forming pressure, and spindle speed, ensuring concentricity, minimal distortion, and uniform wall thickness. Multi-roller configurations distribute forming forces evenly, which is essential for producing cylinders that meet stringent safety standards.
After forming, hydrogen storage cylinders undergo heat treatment, machining for valve interfaces, and non-destructive inspection, including ultrasonic and hydrostatic testing. The seamless, flow-formed construction ensures durability, lightweight design, and reliable performance for hydrogen storage in fuel-cell vehicles, industrial systems, and defense applications.
Flow Forming Machine for Cryogenic Tanks
A Flow Forming Machine for Cryogenic Tanks manufactures seamless, high-strength tanks used to store extremely low-temperature liquids such as liquid hydrogen, liquid oxygen, or liquid nitrogen in aerospace, industrial, or energy applications. Cryogenic tanks must maintain structural integrity under internal pressure, thermal cycling, and temperature extremes. Preforms made from stainless steel, aluminum, or cryogenic-specific alloys are mounted on precision mandrels. Rotating the preform while forming rollers gradually compress and elongate the material produces uniform-walled, seamless tanks.
Flow forming enhances low-temperature mechanical performance, fatigue resistance, and structural reliability by aligning the metal grain structure along the tank axis. CNC-controlled multi-roller machines ensure uniform wall thickness, concentricity, and minimal distortion. Multi-roller setups distribute forming forces evenly, particularly important for large-diameter tanks.
After forming, cryogenic tanks undergo hydrostatic testing, heat treatment, surface finishing, and non-destructive inspection, such as ultrasonic or radiographic testing. The seamless, flow-formed construction provides lightweight, strong, and durable tanks suitable for aerospace propulsion, industrial gas storage, and energy applications requiring cryogenic fluids.
Flow Forming Machine for Satellite Fuel Lines
A Flow Forming Machine for Satellite Fuel Lines produces seamless, high-strength tubes that transport fuel, oxidizers, or cooling fluids within satellites and spacecraft. These tubes must withstand internal pressure, vibration, and thermal cycling while maintaining tight dimensional tolerances. Preforms made from aluminum, titanium, or high-strength aerospace alloys are mounted on precision mandrels. Rotating the preform while forming rollers progressively compress and elongate the material produces uniform, seamless tubes.
Flow forming improves structural integrity, pressure tolerance, and fatigue resistance by aligning the metal grain structure along the tube axis. CNC-controlled machines allow precise control over roller feed, forming pressure, and spindle speed, ensuring uniform wall thickness, concentricity, and minimal distortion. Multi-roller configurations prevent deformation in long or thin-walled tubes.
Post-forming, satellite fuel lines undergo heat treatment, precision machining of connection points, and non-destructive inspection, such as ultrasonic or laser scanning. Flow-formed tubes are lightweight, durable, and reliable, ensuring consistent performance in spacecraft fuel delivery and thermal management systems.
Flow Forming Machine for Aerospace Pressure Tubes
A Flow Forming Machine for Aerospace Pressure Tubes manufactures lightweight, seamless cylindrical tubes used in high-pressure hydraulic, fuel, or pneumatic systems within aircraft and spacecraft. These tubes must resist internal pressure, vibration, and thermal fluctuations while maintaining precise dimensions and wall thickness. Preforms made from aluminum, titanium, or high-strength stainless steel alloys are mounted on precision mandrels. The preform rotates while forming rollers progressively compress and elongate the material, producing seamless, uniform-walled tubes.
Flow forming enhances mechanical strength, fatigue resistance, and pressure tolerance by aligning the metal grain structure along the tube axis. CNC-controlled machines allow precise adjustment of roller feed, forming pressure, and spindle speed, ensuring concentricity, uniform wall thickness, and minimal distortion. Multi-roller configurations distribute forces evenly to maintain accuracy and repeatability.
Post-forming, aerospace pressure tubes undergo heat treatment, machining for connectors, and non-destructive inspection, including ultrasonic or laser testing. The seamless, flow-formed tubes are lightweight, strong, and highly reliable, essential for high-pressure systems in modern aircraft and spacecraft.
Flow Forming Machine for Jet Engine Combustion Liners
A Flow Forming Machine for Jet Engine Combustion Liners is designed to produce seamless, high-temperature-resistant cylindrical or conical liners that contain and direct combustion gases within jet engines. These liners must withstand extreme thermal cycling, vibration, and internal pressure while maintaining precise wall thickness and dimensional tolerances. Preforms made of nickel-based superalloys, Inconel, or titanium are mounted on precision mandrels. The preform rotates while forming rollers progressively compress and elongate the material, creating a seamless, uniform-walled combustion liner.
Flow forming improves tensile strength, thermal resistance, and fatigue life by aligning the metal grain structure along the liner’s axis. CNC-controlled machines provide precise control of roller feed rate, forming pressure, and spindle speed, ensuring minimal distortion and consistent thickness. Multi-roller configurations distribute forces evenly, critical for complex shapes and thin-walled sections.
Post-forming, combustion liners undergo heat treatment, precision machining, and non-destructive testing, such as ultrasonic or radiographic inspection. The seamless, flow-formed structure ensures durability, dimensional accuracy, and reliable performance under extreme engine conditions, optimizing jet engine efficiency and longevity.
Flow Forming Machine for Rocket Nozzles
A Flow Forming Machine for Rocket Nozzles manufactures seamless, high-strength nozzles used to accelerate exhaust gases in rocket engines, converting chemical energy into thrust. Nozzles must endure extreme heat, vibration, and pressure while maintaining precise geometry for optimal performance. Preforms made from Inconel, titanium, or high-strength stainless steel are mounted on mandrels. As the preform rotates, forming rollers gradually compress and elongate the material, producing a seamless nozzle with uniform wall thickness.
Flow forming enhances structural integrity, thermal tolerance, and fatigue resistance by aligning the metal grain structure along the nozzle axis. CNC-controlled or servo-driven machines allow precise adjustment of roller speed, feed, and pressure to ensure concentricity, wall uniformity, and minimal distortion. Multi-roller setups evenly distribute forces, which is essential for maintaining complex tapered shapes.
After forming, rocket nozzles undergo heat treatment, precision machining, and non-destructive testing, including ultrasonic or radiographic inspection. Flow-formed nozzles offer high strength, thermal resistance, and dimensional precision required for reliable rocket engine operation.
Flow Forming Machine for Turbine Casings
A Flow Forming Machine for Turbine Casings produces seamless, cylindrical or conical housings for gas turbines and jet engines, which must withstand high rotational forces, thermal stress, and pressure while maintaining precise clearances. Preforms made of Inconel, titanium, or stainless steel alloys are mounted on mandrels. Rotating the preform while forming rollers progressively compress and elongate the material creates uniform-walled, seamless casings.
Flow forming improves fatigue resistance, thermal performance, and structural integrity by aligning the metal grain along the casing axis. CNC-controlled multi-roller machines ensure consistent wall thickness, concentricity, and minimal distortion. Multi-roller configurations prevent deformation, especially in thick-walled or large-diameter casings.
After forming, turbine casings undergo heat treatment, machining, and non-destructive inspection. The seamless, flow-formed structure ensures durability, safety, and high performance under extreme operational conditions.
Flow Forming Machine for Aerospace Pressure Tubes
A Flow Forming Machine for Aerospace Pressure Tubes manufactures seamless, lightweight tubes for high-pressure fuel, hydraulic, or pneumatic systems in aircraft and spacecraft. Tubes must maintain strength under internal pressure, vibration, and thermal cycling. Preforms made of aluminum, titanium, or stainless steel alloys are mounted on mandrels. Rotating the preform while forming rollers compress and elongate the material produces uniform, seamless tubes.
Flow forming enhances tensile strength, fatigue resistance, and dimensional accuracy by aligning the grain structure along the tube axis. CNC-controlled multi-roller machines allow precise control of roller feed, forming pressure, and spindle speed. Multi-roller setups ensure uniform wall thickness and concentricity.
After forming, aerospace pressure tubes undergo heat treatment, connector machining, and non-destructive testing. The seamless, flow-formed construction produces lightweight, strong, and reliable tubes suitable for high-pressure aerospace systems.
Flow Forming Machine for Spacecraft Pressure Vessels
A Flow Forming Machine for Spacecraft Pressure Vessels manufactures seamless, high-strength vessels used in satellites, spacecraft, and space stations to store pressurized gases, propellants, or life-support fluids. These vessels must withstand high internal pressures, thermal cycling, and mechanical stresses during launch and in orbit, while minimizing weight for optimal payload efficiency. Preforms made from aerospace-grade aluminum-lithium, titanium, or stainless steel alloys are mounted on precision mandrels. The preform rotates while forming rollers progressively compress and elongate the material, producing a seamless vessel with uniform wall thickness and tight dimensional tolerances.
Flow forming enhances the mechanical properties, reliability, and safety of spacecraft pressure vessels by aligning the grain structure along the vessel axis, improving tensile strength, fatigue resistance, and fracture toughness. CNC-controlled or servo-driven machines enable precise control of roller feed, forming pressure, and spindle speed, ensuring minimal distortion and uniform wall thickness. Multi-roller configurations distribute forming forces evenly, critical for large-diameter or thick-walled vessels.
After forming, spacecraft pressure vessels undergo heat treatment, precision machining of connection ports, and rigorous non-destructive inspection such as ultrasonic, radiographic, or laser scanning. The seamless, flow-formed structure reduces weight while maintaining structural integrity, providing reliable containment of pressurized fluids in extreme space conditions.
Flow Forming Machine for Spacecraft Propellant Tanks
A Flow Forming Machine for Spacecraft Propellant Tanks is designed to manufacture seamless, lightweight tanks used to store liquid or gaseous propellants in rockets, satellites, and spacecraft. These tanks must withstand high internal pressures, thermal fluctuations, and mechanical stresses during launch, orbital maneuvers, and operation, all while minimizing mass. Preforms made from high-strength aluminum-lithium, titanium, or stainless steel alloys are mounted on precision mandrels. The preform rotates while forming rollers gradually compress and elongate the material, producing a seamless tank with uniform wall thickness and precise dimensions.
Flow forming improves the strength, fatigue resistance, and reliability of propellant tanks by aligning the grain structure along the tank axis, enhancing pressure tolerance and structural integrity. CNC or servo-controlled machines allow precise adjustment of roller feed rate, forming pressure, and spindle speed to ensure uniform wall thickness, concentricity, and minimal distortion. Multi-roller setups distribute forces evenly, critical for thick-walled or large-diameter tanks.
After forming, spacecraft propellant tanks undergo heat treatment, precision machining of ports and interfaces, and non-destructive inspection, such as ultrasonic or radiographic testing. The seamless, flow-formed construction reduces potential weak points, ensuring safe storage and delivery of propellants for space missions while minimizing tank mass for maximum payload efficiency.
Flow Forming Machine for Satellite Fuel Lines
A Flow Forming Machine for Satellite Fuel Lines produces high-strength, seamless tubes used to transport fuel, oxidizers, or cooling fluids within satellites and spacecraft. These tubes must withstand internal pressures, vibration, thermal cycling, and microgravity conditions while maintaining precise wall thickness and dimensional tolerances. Preforms made from aluminum, titanium, or aerospace-grade alloys are mounted on precision mandrels. Rotating the preform while forming rollers progressively compress and elongate the material produces uniform, seamless fuel lines.
Flow forming enhances structural integrity, fatigue resistance, and pressure tolerance by aligning the grain structure along the tube axis. CNC-controlled machines allow precise control over roller feed, forming pressure, and spindle speed, ensuring concentricity and minimal distortion. Multi-roller configurations evenly distribute forming forces, preventing deformation in thin-walled or long tubes.
Post-forming, satellite fuel lines undergo heat treatment, machining for connectors, and non-destructive inspection, such as ultrasonic or laser scanning. The seamless, flow-formed construction ensures lightweight, durable, and reliable tubes for spacecraft fuel delivery and thermal management systems.
Flow Forming Machine for Cryogenic Storage Vessels
A Flow Forming Machine for Cryogenic Storage Vessels manufactures seamless tanks and cylinders designed to store extremely low-temperature liquids, such as liquid hydrogen or liquid oxygen, for aerospace, industrial, and energy applications. Cryogenic vessels must maintain mechanical integrity under low temperatures, high internal pressures, and thermal cycling. Preforms made of cryogenic-grade stainless steel, aluminum, or titanium alloys are mounted on precision mandrels. The preform rotates while forming rollers progressively compress and elongate the material, producing a seamless vessel with uniform wall thickness.
Flow forming enhances low-temperature mechanical properties, tensile strength, and fatigue resistance by aligning the grain structure along the vessel axis. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed, ensuring tight tolerances and minimal distortion. Multi-roller configurations distribute forces evenly, which is critical for large-diameter or thick-walled cryogenic vessels.
After forming, cryogenic vessels undergo heat treatment, surface finishing, and non-destructive testing, including ultrasonic, radiographic, or hydrostatic inspections. The seamless, flow-formed construction ensures safety, durability, and reliability in extreme cryogenic conditions, making them suitable for aerospace propulsion, energy storage, and industrial gas applications.
Flow Forming Machine for Radar System Housings
A Flow Forming Machine for Radar System Housings is designed to manufacture seamless, high-strength cylindrical or conical housings that protect sensitive radar and electronic systems in defense, aerospace, and marine applications. These housings must withstand vibration, shock, thermal fluctuations, and environmental exposure while maintaining precise dimensional tolerances for mounting and signal integrity. Preforms made from aluminum, titanium, or high-strength steel alloys are mounted on precision mandrels. The preform rotates while forming rollers gradually compress and elongate the material, producing a seamless housing with uniform wall thickness and excellent structural integrity.
Flow forming enhances the mechanical strength, fatigue resistance, and dimensional precision of radar housings by aligning the metal grain structure along the axis of the component. CNC-controlled or servo-driven machines provide precise control over roller feed, forming pressure, and spindle speed, ensuring concentricity, minimal distortion, and consistent wall thickness. Multi-roller configurations distribute forming forces evenly, which is especially important for long or thin-walled housings.
After forming, radar system housings undergo heat treatment, precision machining for mounting interfaces, and non-destructive inspection, such as ultrasonic or radiographic testing, to ensure reliability and protection of internal electronics. The seamless, flow-formed construction provides lightweight, strong, and durable housings capable of withstanding extreme operational environments, making them suitable for modern defense and aerospace radar systems.
Flow Forming Machine for Satellite Antenna Housings
A Flow Forming Machine for Satellite Antenna Housings produces seamless, lightweight, and high-strength cylindrical or conical structures that protect antennas and communication equipment on satellites. These housings must endure vibration, thermal cycling, and launch acceleration while maintaining precise dimensional tolerances for signal accuracy. Preforms made of aluminum, titanium, or aerospace-grade alloys are mounted on precision mandrels. The preform rotates while forming rollers progressively compress and elongate the material, creating seamless housings with uniform wall thickness.
Flow forming enhances structural integrity, fatigue resistance, and dimensional precision by aligning the grain structure along the axis of the housing. CNC or servo-controlled machines allow exact control of roller feed rate, forming pressure, and spindle speed to ensure minimal distortion and consistent wall thickness. Multi-roller configurations distribute forces evenly, preventing defects in thin-walled or long sections.
After forming, satellite antenna housings undergo heat treatment, precision machining for mounting interfaces, and non-destructive inspection, such as ultrasonic or radiographic testing. The seamless, flow-formed construction provides lightweight, strong, and durable protection, ensuring reliable operation of sensitive satellite communications in harsh space environments.
Flow Forming Machine for UAV Electronics Enclosures
A Flow Forming Machine for UAV Electronics Enclosures manufactures seamless, high-strength housings that protect avionics, sensors, and control systems in unmanned aerial vehicles. These enclosures must resist vibration, impact, and thermal cycling while keeping weight to a minimum. Preforms made of aluminum, titanium, or high-strength alloys are mounted on precision mandrels. The preform rotates while forming rollers progressively compress and elongate the material, producing uniform, seamless enclosures with precise wall thickness.
Flow forming improves mechanical durability, fatigue resistance, and dimensional accuracy by aligning the metal grain along the axis of the component. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed, ensuring concentricity and minimal distortion. Multi-roller setups evenly distribute forces, which is essential for maintaining structural integrity in thin-walled, lightweight UAV housings.
After forming, UAV electronics enclosures undergo heat treatment, machining for mounting interfaces, and non-destructive testing, including ultrasonic or radiographic inspection. The seamless, flow-formed structure ensures reliable protection of sensitive electronics while minimizing weight, enhancing UAV performance and operational reliability.
Flow Forming Machine for Missile Guidance Tubes
A Flow Forming Machine for Missile Guidance Tubes produces seamless, high-strength cylindrical tubes that house guidance systems, wiring, and sensors for missiles. These tubes must withstand vibration, shock, temperature variations, and aerodynamic loads while maintaining precise dimensions for alignment and operation of internal components. Preforms made from aluminum, titanium, or high-strength steel alloys are mounted on precision mandrels. The preform rotates while forming rollers gradually compress and elongate the material, creating uniform, seamless tubes with consistent wall thickness.
Flow forming enhances structural strength, fatigue resistance, and dimensional stability by aligning the metal grain along the tube axis. CNC-controlled or servo-driven machines allow precise adjustment of roller feed, forming pressure, and spindle speed, ensuring minimal distortion and high concentricity. Multi-roller configurations distribute forming forces evenly, preventing wall thinning and deformation.
After forming, missile guidance tubes undergo heat treatment, precision machining for interface fittings, and non-destructive inspection, such as ultrasonic or radiographic testing. The seamless, flow-formed construction ensures reliability, lightweight design, and protection of sensitive guidance systems in demanding defense environments.
Flow Forming Machine for Artillery Shells
A Flow Forming Machine for Artillery Shells manufactures seamless, high-strength cylindrical or conical shells used in modern artillery munitions. These shells must withstand extremely high internal pressures from propellant combustion and endure impact and aerodynamic forces during flight while maintaining precise dimensional tolerances. Preforms made of high-strength steel or alloy materials are mounted on precision mandrels. The preform rotates while forming rollers gradually compress and elongate the material, producing uniform, seamless shells with optimal wall thickness.
Flow forming enhances tensile strength, fatigue resistance, and structural integrity by aligning the metal grain structure along the shell axis. CNC-controlled multi-roller machines provide precise control over roller feed, forming pressure, and spindle speed, ensuring minimal distortion, uniform thickness, and high concentricity. Multi-roller setups distribute forces evenly, which is critical for thick-walled or long artillery shells.
After forming, artillery shells undergo heat treatment, precision machining, and non-destructive inspection, including ultrasonic or radiographic testing. The seamless, flow-formed construction ensures reliable performance under extreme firing conditions, improving safety, accuracy, and operational lifespan of the munitions.
Flow Forming Machine for Rocket Motor Casings
A Flow Forming Machine for Rocket Motor Casings produces seamless cylindrical or conical casings for solid or liquid-fueled rockets. These casings must endure high internal pressures, vibration, and thermal stresses during ignition and flight. Preforms made from high-strength steel, aluminum, or titanium alloys are mounted on precision mandrels. Rotating the preform while forming rollers gradually compress and elongate the material produces seamless casings with uniform wall thickness and high structural integrity.
Flow forming improves strength, fatigue resistance, and dimensional accuracy by aligning the metal grain along the casing axis. CNC-controlled multi-roller systems allow precise adjustment of roller feed, forming pressure, and spindle speed, ensuring minimal distortion and uniform thickness. Multi-roller setups distribute forces evenly, essential for thick-walled, high-pressure rocket casings.
After forming, rocket motor casings undergo heat treatment, precision machining, and non-destructive testing, including ultrasonic or radiographic inspection. The seamless, flow-formed construction ensures reliability, lightweight performance, and safety in aerospace and defense rocket applications.
Flow Forming Machine for Submarine Pressure Hulls
A Flow Forming Machine for Submarine Pressure Hulls manufactures seamless, thick-walled cylindrical or spherical hull sections that withstand extreme hydrostatic pressures at ocean depths. These hulls protect crew and equipment while maintaining dimensional precision for assembly and watertight integrity. Preforms made from high-strength steel or titanium alloys are mounted on precision mandrels. The preform rotates while forming rollers progressively compress and elongate the material, creating seamless hull sections with uniform wall thickness and high strength.
Flow forming enhances structural integrity, pressure resistance, and fatigue life by aligning the metal grain along the hull axis. CNC-controlled multi-roller machines provide precise control over roller feed, forming pressure, and spindle speed, ensuring minimal distortion and high concentricity. Multi-roller configurations evenly distribute forming forces, critical for thick-walled submarine sections.
After forming, hull sections undergo heat treatment, precision machining, and non-destructive inspection, including ultrasonic or radiographic testing. The seamless, flow-formed hull provides safety, reliability, and durability in deep-sea naval operations.
Flow Forming Machine for Industrial Pressure Vessels
A Flow Forming Machine for Industrial Pressure Vessels produces seamless, high-strength cylindrical or spherical vessels used in chemical processing, oil and gas, and power generation. These vessels must withstand high internal pressures, corrosive materials, and cyclic loading while maintaining precise wall thickness and dimensional tolerances. Preforms made of high-strength steel, stainless steel, or aluminum alloys are mounted on precision mandrels. The preform rotates while forming rollers progressively compress and elongate the material, creating seamless vessels with uniform wall thickness.
Flow forming enhances tensile strength, fatigue resistance, and pressure tolerance by aligning the metal grain structure along the vessel axis. CNC-controlled machines allow precise adjustment of roller feed, forming pressure, and spindle speed, ensuring minimal distortion and high dimensional accuracy. Multi-roller configurations evenly distribute forming forces, critical for thick-walled or large-diameter vessels.
After forming, industrial pressure vessels undergo heat treatment, precision machining, and non-destructive testing, such as ultrasonic or hydrostatic inspection. The seamless, flow-formed construction provides safety, durability, and reliability for high-pressure industrial applications.
Flow Forming Machine for Ammunition Cartridge Cases
A Flow Forming Machine for Ammunition Cartridge Cases manufactures seamless, high-strength metallic cases for small arms, artillery, and specialized defense ammunition. Cartridge cases must withstand the extremely high internal pressures generated during firing while maintaining precise dimensional tolerances to ensure proper chambering, firing reliability, and extraction. Preforms made from brass, aluminum, or steel alloys are mounted on precision mandrels. The preform rotates while forming rollers progressively compress and elongate the material, producing uniform, seamless cartridge cases with consistent wall thickness.
Flow forming enhances tensile strength, fatigue resistance, and dimensional accuracy by aligning the metal grain structure along the axis of the cartridge case. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed, ensuring minimal distortion, high concentricity, and repeatable quality. Multi-roller setups evenly distribute forming forces, which is essential for maintaining thin-walled precision in small or medium-caliber cases.
After forming, ammunition cartridge cases undergo annealing, precision machining for primer and mouth dimensions, and quality inspection, including dimensional checks and non-destructive testing when required. The seamless, flow-formed construction ensures reliable performance, safety, and consistency in modern ammunition manufacturing for military, law enforcement, and sporting applications.
Flow Forming Machine for High-Pressure Gas Cylinders
A Flow Forming Machine for High-Pressure Gas Cylinders produces seamless, high-strength cylinders used to store compressed gases such as oxygen, nitrogen, hydrogen, and industrial gases. These cylinders must withstand extremely high internal pressures, resist fatigue, and maintain dimensional precision to ensure safety and reliable operation. Preforms made of high-strength steel, aluminum, or composite-reinforced alloys are mounted on precision mandrels. The preform rotates while forming rollers progressively compress and elongate the material, creating uniform, seamless cylinders with precise wall thickness.
Flow forming enhances mechanical strength, pressure resistance, and fatigue performance by aligning the metal grain structure along the cylinder axis. CNC-controlled or servo-driven machines allow exact adjustment of roller feed, forming pressure, and spindle speed to achieve consistent wall thickness, concentricity, and minimal distortion. Multi-roller configurations distribute forming forces evenly, which is critical for producing thick-walled, high-pressure cylinders.
After forming, high-pressure gas cylinders undergo heat treatment, machining for valve interfaces, and non-destructive inspection, including hydrostatic or ultrasonic testing. The seamless, flow-formed construction ensures safety, durability, and reliable performance for industrial, medical, energy, and defense applications.
Flow Forming Machine for UAV Structural Tubes
A Flow Forming Machine for UAV Structural Tubes manufactures seamless, lightweight tubes used in the airframe structures of unmanned aerial vehicles. These tubes must resist bending, torsion, and vibration while supporting payloads, landing gear, and control surfaces, all while minimizing weight. Preforms made from aluminum, titanium, or aerospace-grade alloys are mounted on precision mandrels. The preform rotates while forming rollers gradually compress and elongate the material, producing uniform, seamless tubes with precise wall thickness and dimensional accuracy.
Flow forming enhances tensile strength, fatigue resistance, and structural stability by aligning the metal grain along the tube axis. CNC-controlled multi-roller machines allow precise control over roller feed, forming pressure, and spindle speed, ensuring concentricity, minimal distortion, and repeatable quality. Multi-roller configurations distribute forces evenly, critical for thin-walled or long tubes used in UAV airframes.
After forming, UAV structural tubes undergo heat treatment, surface finishing, and non-destructive testing, including ultrasonic or laser inspection. The seamless, flow-formed construction provides lightweight, strong, and reliable structural components, optimizing UAV performance, payload capacity, and operational safety.
Flow Forming Machine for Hydrogen Storage Cylinders
A Flow Forming Machine for Hydrogen Storage Cylinders produces seamless, high-pressure cylinders for storing hydrogen in fuel-cell vehicles, industrial systems, and aerospace applications. These cylinders must withstand internal pressures up to 700 bar, resist hydrogen embrittlement, and maintain precise wall thickness and dimensional tolerances. Preforms made from high-strength steel or aluminum alloys are mounted on precision mandrels. The preform rotates while forming rollers gradually compress and elongate the material, producing uniform, seamless cylinders.
Flow forming enhances tensile strength, fatigue resistance, and safety under high pressure by aligning the metal grain structure along the cylinder axis. CNC-controlled multi-roller machines provide precise regulation of roller feed, forming pressure, and spindle speed, ensuring minimal distortion, uniform wall thickness, and high concentricity. Multi-roller setups evenly distribute forming forces, critical for producing reliable high-pressure hydrogen cylinders.
After forming, hydrogen storage cylinders undergo heat treatment, machining of valve interfaces, and non-destructive inspection, including ultrasonic and hydrostatic testing. The seamless, flow-formed construction ensures lightweight, strong, and safe cylinders suitable for energy, industrial, and aerospace applications.
Flow Forming Machine for Aerospace Fuel Tanks
A Flow Forming Machine for Aerospace Fuel Tanks manufactures seamless, high-strength tanks used to store liquid or gaseous fuel in aircraft and spacecraft. These tanks must withstand internal pressure, vibration, thermal cycling, and structural loads while minimizing weight. Preforms made from aluminum, titanium, or high-strength alloys are mounted on precision mandrels. The preform rotates while forming rollers progressively compress and elongate the material, creating seamless tanks with uniform wall thickness and precise dimensions.
Flow forming improves strength, fatigue resistance, and dimensional accuracy by aligning the metal grain structure along the tank axis. CNC-controlled multi-roller machines allow precise control over roller feed, forming pressure, and spindle speed, ensuring minimal distortion and consistent wall thickness. Multi-roller configurations distribute forces evenly, critical for large-diameter or thin-walled aerospace tanks.
After forming, aerospace fuel tanks undergo heat treatment, precision machining of mounting and connection interfaces, and non-destructive inspection, such as ultrasonic or radiographic testing. The seamless, flow-formed construction ensures lightweight, durable, and reliable tanks for aircraft and spacecraft fuel systems.
Flow Forming Machine for Satellite Structural Tubes
A Flow Forming Machine for Satellite Structural Tubes produces seamless, high-strength cylindrical tubes used as the backbone for satellite frames and payload supports. These tubes must withstand vibration during launch, thermal cycling in orbit, and the mechanical stresses of deployment, while remaining lightweight to maximize payload efficiency. Preforms made from aluminum, titanium, or high-strength aerospace alloys are mounted on precision mandrels. As the preform rotates, forming rollers progressively compress and elongate the material, producing seamless tubes with uniform wall thickness and precise dimensional tolerances.
Flow forming enhances tensile strength, fatigue resistance, and structural stability by aligning the metal grain structure along the tube axis. CNC-controlled multi-roller machines allow precise control over roller feed, forming pressure, and spindle speed, ensuring concentricity, minimal distortion, and repeatable results. Multi-roller configurations distribute forming forces evenly, which is essential for maintaining accuracy in thin-walled or long tubes.
After forming, satellite structural tubes undergo heat treatment, precision machining for interface connections, and non-destructive inspection, including ultrasonic or radiographic testing. The seamless, flow-formed construction ensures lightweight, durable, and reliable structural components for modern satellites.
Flow Forming Machine for UAV Fuel Tanks
A Flow Forming Machine for UAV Fuel Tanks manufactures seamless, high-strength tanks designed to store fuel for unmanned aerial vehicles. These tanks must resist vibration, internal pressure, and thermal variations while minimizing weight to maximize flight endurance. Preforms made from aluminum, titanium, or aerospace-grade alloys are mounted on precision mandrels. The preform rotates while forming rollers gradually compress and elongate the material, producing seamless tanks with uniform wall thickness.
Flow forming improves strength, fatigue resistance, and dimensional accuracy by aligning the metal grain structure along the tank axis. CNC or servo-controlled multi-roller machines allow precise control over roller feed rate, forming pressure, and spindle speed, ensuring concentricity, minimal distortion, and repeatable wall thickness. Multi-roller setups evenly distribute forming forces, critical for thin-walled UAV tanks.
After forming, UAV fuel tanks undergo heat treatment, machining of mounting points and connectors, and non-destructive inspection, including ultrasonic or radiographic testing. The seamless, flow-formed construction ensures lightweight, strong, and reliable tanks for unmanned aerial vehicles.
Flow Forming Machine for Submarine Pressure Tubes
A Flow Forming Machine for Submarine Pressure Tubes produces seamless, high-strength tubes used in submarines for hydraulic, propulsion, and life-support systems. These tubes must withstand high internal pressures, vibration, and corrosion while maintaining precise dimensional tolerances. Preforms made of high-strength steel or titanium alloys are mounted on precision mandrels. Rotating the preform while forming rollers progressively compress and elongate the material produces uniform, seamless tubes with excellent mechanical integrity.
Flow forming enhances structural strength, fatigue resistance, and pressure tolerance by aligning the grain structure along the tube axis. CNC-controlled multi-roller machines provide precise control of roller feed, forming pressure, and spindle speed, ensuring concentricity, uniform wall thickness, and minimal distortion. Multi-roller configurations distribute forces evenly, critical for thick-walled tubes in submarine systems.
After forming, submarine pressure tubes undergo heat treatment, precision machining, and non-destructive inspection, such as ultrasonic or radiographic testing. The seamless, flow-formed construction ensures reliable, durable, and corrosion-resistant tubes capable of operating under extreme underwater conditions.
Flow Forming Machine for Defense Rocket Motor Casings
A Flow Forming Machine for Defense Rocket Motor Casings manufactures seamless, thick-walled cylindrical or conical casings for military rocket systems. These casings must withstand extremely high internal pressures, vibration, and thermal stresses during ignition and flight, while maintaining dimensional precision. Preforms made from high-strength steel, aluminum, or titanium alloys are mounted on precision mandrels. The preform rotates while forming rollers gradually compress and elongate the material, producing uniform, seamless casings with optimal wall thickness.
Flow forming enhances tensile strength, fatigue resistance, and dimensional accuracy by aligning the metal grain along the casing axis. CNC-controlled multi-roller machines provide precise regulation of roller feed, forming pressure, and spindle speed to minimize distortion and maintain uniform wall thickness. Multi-roller setups evenly distribute forming forces, critical for thick-walled and high-pressure rocket motor casings.
After forming, rocket motor casings undergo heat treatment, precision machining, and non-destructive inspection, including ultrasonic and radiographic testing. The seamless, flow-formed construction ensures safety, reliability, and high performance in demanding defense rocket applications.
A Flow Forming Machine for Artillery Shell Casings produces seamless, high-strength cylindrical or conical shells used in modern artillery munitions. These casings must endure extremely high internal pressures from propellant combustion, withstand impact and aerodynamic forces during flight, and maintain precise dimensional tolerances for accuracy and safety. Preforms made from high-strength steel or alloy materials are mounted on precision mandrels. The preform rotates while forming rollers gradually compress and elongate the material, creating uniform, seamless shells with consistent wall thickness and optimized mechanical properties. Flow forming aligns the metal grain along the shell axis, enhancing tensile strength, fatigue resistance, and structural integrity. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed to ensure minimal distortion, high concentricity, and uniform thickness. After forming, artillery shell casings undergo heat treatment, precision machining, and non-destructive inspection, including ultrasonic and radiographic testing. The seamless, flow-formed construction ensures reliable performance under extreme firing conditions, improving operational safety, accuracy, and lifespan.
A Flow Forming Machine for Radar System Housings manufactures seamless, high-strength cylindrical or conical structures that protect sensitive radar and electronic systems in defense, aerospace, and marine applications. These housings must resist vibration, shock, and thermal fluctuations while maintaining precise dimensional tolerances to ensure mounting accuracy and signal integrity. Preforms made from aluminum, titanium, or high-strength steel alloys are mounted on precision mandrels. The preform rotates while forming rollers gradually compress and elongate the material, producing uniform, seamless housings. Flow forming aligns the metal grain along the axis, enhancing mechanical strength, fatigue resistance, and dimensional precision. CNC or servo-controlled machines allow exact adjustment of roller feed, forming pressure, and spindle speed, ensuring minimal distortion and repeatable quality. After forming, radar housings undergo heat treatment, precision machining for mounting interfaces, and non-destructive inspection. The seamless, flow-formed construction provides lightweight, strong, and durable protection for modern radar systems in harsh operational environments.
A Flow Forming Machine for UAV Structural Tubes produces seamless, lightweight cylindrical tubes used in unmanned aerial vehicles for structural frames, payload supports, and airframe reinforcement. These tubes must withstand bending, torsion, vibration, and aerodynamic forces while minimizing weight for extended flight performance. Preforms made from aluminum, titanium, or aerospace-grade alloys are mounted on precision mandrels. The preform rotates while forming rollers gradually compress and elongate the material, producing uniform tubes with precise wall thickness. Flow forming aligns the grain structure along the tube axis, enhancing tensile strength, fatigue resistance, and structural stability. CNC-controlled multi-roller machines allow precise control of roller feed, forming pressure, and spindle speed to ensure concentricity, minimal distortion, and repeatable results. Multi-roller configurations evenly distribute forces, critical for thin-walled or long UAV tubes. After forming, UAV structural tubes undergo heat treatment, surface finishing, and non-destructive inspection, providing lightweight, strong, and reliable airframe components.
A Flow Forming Machine for Hydrogen Storage Cylinders manufactures seamless, high-pressure cylinders for hydrogen fuel storage in industrial, automotive, and aerospace applications. These cylinders must withstand extremely high internal pressures, resist hydrogen embrittlement, and maintain precise dimensional tolerances. Preforms made from high-strength steel or aluminum alloys are mounted on precision mandrels. The preform rotates while forming rollers progressively compress and elongate the material, producing seamless cylinders with uniform wall thickness. Flow forming aligns the metal grain along the cylinder axis, enhancing tensile strength, fatigue resistance, and pressure safety. CNC-controlled multi-roller machines provide precise adjustment of roller feed, forming pressure, and spindle speed, ensuring minimal distortion and uniform thickness. Multi-roller setups distribute forces evenly, which is critical for high-pressure hydrogen storage. After forming, cylinders undergo heat treatment, machining of valve interfaces, and non-destructive inspection, including ultrasonic and hydrostatic testing, resulting in lightweight, strong, and safe storage vessels.
A Flow Forming Machine for Aerospace Fuel Tanks produces seamless, high-strength tanks used in aircraft and spacecraft to store liquid or gaseous fuels. These tanks must withstand internal pressure, vibration, and thermal cycling while minimizing weight for optimal payload efficiency. Preforms made from aluminum, titanium, or aerospace-grade alloys are mounted on precision mandrels. The preform rotates while forming rollers progressively compress and elongate the material, producing uniform, seamless tanks with precise wall thickness. Flow forming aligns the metal grain along the tank axis, enhancing strength, fatigue resistance, and dimensional accuracy. CNC-controlled multi-roller machines allow precise control over roller feed, forming pressure, and spindle speed, ensuring minimal distortion and repeatable wall thickness. Multi-roller setups distribute forming forces evenly, critical for large-diameter or thin-walled tanks. After forming, aerospace fuel tanks undergo heat treatment, precision machining of interfaces, and non-destructive inspection, resulting in lightweight, durable, and reliable fuel storage for aviation and space applications.
A Flow Forming Machine for Satellite Structural Tubes produces seamless, high-strength cylindrical tubes that form the structural backbone of satellites and payload supports. These tubes must endure vibration during launch, thermal cycling in orbit, and mechanical loads while remaining lightweight. Preforms made from aluminum, titanium, or aerospace-grade alloys are mounted on precision mandrels. Rotating the preform while forming rollers compresses and elongates the material, producing uniform, seamless tubes with precise wall thickness. Flow forming aligns the metal grain along the tube axis, improving tensile strength, fatigue resistance, and structural stability. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed to ensure concentricity, minimal distortion, and repeatable results. After forming, satellite structural tubes undergo heat treatment, machining for interface connections, and non-destructive inspection, resulting in lightweight, strong, and reliable satellite components.
A Flow Forming Machine for UAV Fuel Tanks manufactures seamless, lightweight fuel tanks for unmanned aerial vehicles, which must withstand vibration, internal pressure, and thermal fluctuations while minimizing weight. Preforms made from aluminum, titanium, or aerospace-grade alloys are mounted on precision mandrels. The preform rotates while forming rollers gradually compress and elongate the material, producing uniform, seamless tanks with precise wall thickness. Flow forming aligns the metal grain along the tank axis, enhancing strength, fatigue resistance, and dimensional accuracy. CNC-controlled multi-roller machines allow precise control of roller feed, forming pressure, and spindle speed, ensuring minimal distortion and uniform wall thickness. Multi-roller setups distribute forces evenly, essential for thin-walled UAV fuel tanks. After forming, tanks undergo heat treatment, precision machining, and non-destructive inspection, providing lightweight, strong, and reliable fuel storage for UAVs.
A Flow Forming Machine for Submarine Pressure Tubes produces seamless, high-strength tubes used in submarines for hydraulic, propulsion, and life-support systems. These tubes must resist high internal pressures, vibration, and corrosion while maintaining precise dimensions. Preforms made from high-strength steel or titanium alloys are mounted on precision mandrels. Rotating the preform while forming rollers compresses and elongates the material, producing uniform, seamless tubes. Flow forming aligns the metal grain along the tube axis, improving structural strength, fatigue resistance, and pressure tolerance. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure concentricity, uniform thickness, and minimal distortion. After forming, submarine pressure tubes undergo heat treatment, machining, and non-destructive inspection, resulting in durable, corrosion-resistant, and reliable tubes for underwater systems.
A Flow Forming Machine for Defense Rocket Motor Casings produces seamless, high-strength cylindrical or conical casings for military rockets, capable of withstanding extreme internal pressures, vibration, and thermal stress during launch and flight. Preforms made from high-strength steel, aluminum, or titanium alloys are mounted on precision mandrels. The preform rotates while forming rollers gradually compress and elongate the material, producing uniform, seamless casings. Flow forming aligns the metal grain along the casing axis, enhancing tensile strength, fatigue resistance, and dimensional accuracy. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed, ensuring minimal distortion and uniform wall thickness. After forming, rocket motor casings undergo heat treatment, precision machining, and non-destructive inspection, providing safe, reliable, and high-performance components for defense applications.
A Flow Forming Machine for Ammunition Cartridge Cases manufactures seamless, high-strength metallic cases for small arms and artillery ammunition. These cases must withstand high internal pressures during firing while maintaining precise dimensions for proper chambering, firing reliability, and extraction. Preforms made from brass, aluminum, or steel alloys are mounted on precision mandrels. Rotating the preform while forming rollers progressively compresses and elongates the material, producing uniform, seamless cartridge cases. Flow forming aligns the metal grain along the axis, improving tensile strength, fatigue resistance, and dimensional accuracy. CNC-controlled multi-roller machines provide precise control of roller feed, forming pressure, and spindle speed to ensure minimal distortion and high concentricity. After forming, cartridge cases undergo annealing, precision machining, and quality inspection, resulting in consistent, reliable, and safe ammunition for military, law enforcement, and sporting applications.
A Flow Forming Machine for High-Pressure Gas Cylinders produces seamless, high-strength cylinders for industrial, medical, and energy applications. These cylinders must withstand extremely high internal pressures, resist fatigue, and maintain precise dimensional tolerances. Preforms made from high-strength steel, aluminum, or composite-reinforced alloys are mounted on precision mandrels. The preform rotates while forming rollers gradually compress and elongate the material, producing uniform, seamless cylinders. Flow forming aligns the metal grain along the cylinder axis, enhancing mechanical strength, pressure resistance, and fatigue performance. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed, ensuring minimal distortion and uniform thickness. After forming, cylinders undergo heat treatment, machining for valve interfaces, and non-destructive inspection, providing safe, durable, and reliable storage for compressed gases.
A Flow Forming Machine for Cryogenic Storage Vessels manufactures seamless tanks for extremely low-temperature liquids such as liquid hydrogen or liquid oxygen. These vessels must maintain structural integrity under high internal pressure and extreme thermal fluctuations. Preforms made from cryogenic-grade stainless steel, aluminum, or titanium alloys are mounted on precision mandrels. The preform rotates while forming rollers progressively compress and elongate the material, producing uniform, seamless tanks. Flow forming aligns the metal grain along the vessel axis, improving low-temperature strength, fatigue resistance, and reliability. CNC-controlled multi-roller machines regulate roller feed, forming pressure, and spindle speed to ensure uniform wall thickness and minimal distortion. After forming, cryogenic vessels undergo heat treatment, surface finishing, and non-destructive inspection, producing lightweight, strong, and safe storage tanks for aerospace, energy, and industrial applications.
A Flow Forming Machine for Jet Engine Combustion Liners produces seamless, high-temperature-resistant liners for jet engines, designed to contain and direct combustion gases under extreme thermal and mechanical stress. Preforms made from nickel-based superalloys, Inconel, or titanium are mounted on precision mandrels. Rotating the preform while forming rollers compresses and elongates the material, producing uniform liners with precise wall thickness. Flow forming aligns the grain structure along the liner axis, enhancing thermal resistance, tensile strength, and fatigue life. CNC-controlled machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure minimal distortion and consistent wall thickness. After forming, combustion liners undergo heat treatment, precision machining, and non-destructive testing, providing reliable, durable components for jet engines.
A Flow Forming Machine for Rocket Nozzles produces seamless, high-strength nozzles that accelerate exhaust gases to generate thrust in rockets. These nozzles must endure extreme temperatures, vibration, and pressure while maintaining precise geometry. Preforms made from Inconel, titanium, or stainless steel alloys are mounted on precision mandrels. Rotating the preform while forming rollers gradually compresses and elongates the material, producing uniform, seamless nozzles. Flow forming aligns the grain structure along the nozzle axis, enhancing structural integrity, thermal tolerance, and fatigue resistance. CNC-controlled machines provide precise adjustment of roller feed, forming pressure, and spindle speed, ensuring concentricity, uniform wall thickness, and minimal distortion. After forming, rocket nozzles undergo heat treatment, precision machining, and non-destructive inspection for reliable aerospace performance.
A Flow Forming Machine for Turbine Casings produces seamless, cylindrical or conical casings for gas turbines and jet engines that must withstand high rotational forces, thermal stress, and internal pressure. Preforms made from Inconel, titanium, or stainless steel alloys are mounted on precision mandrels. The preform rotates while forming rollers progressively compress and elongate the material, creating uniform, seamless casings. Flow forming aligns the metal grain along the casing axis, improving fatigue resistance, thermal performance, and structural integrity. CNC-controlled multi-roller machines allow precise control of roller feed, forming pressure, and spindle speed to ensure uniform wall thickness, concentricity, and minimal distortion. After forming, turbine casings undergo heat treatment, precision machining, and non-destructive inspection for safe and durable operation under extreme conditions.
A Flow Forming Machine for Spacecraft Pressure Vessels manufactures seamless, high-strength vessels used in satellites and spacecraft to store pressurized gases, propellants, or life-support fluids. These vessels must withstand high internal pressure, thermal cycling, and mechanical loads while minimizing weight. Preforms made from aluminum-lithium alloys, titanium, or stainless steel are mounted on precision mandrels. The preform rotates while forming rollers compress and elongate the material, producing uniform, seamless pressure vessels. Flow forming aligns the grain structure along the vessel axis, enhancing mechanical properties, reliability, and safety. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure minimal distortion and uniform wall thickness. After forming, pressure vessels undergo heat treatment, precision machining, and non-destructive inspection, providing lightweight, strong, and reliable containment for aerospace applications.
A Flow Forming Machine for Spacecraft Propellant Tanks produces seamless, lightweight tanks to store liquid or gaseous propellants in rockets and satellites. These tanks must endure high internal pressures, thermal cycling, and structural loads while minimizing mass. Preforms made from aluminum-lithium alloys, titanium, or stainless steel are mounted on precision mandrels. The preform rotates while forming rollers gradually compress and elongate the material, producing uniform, seamless tanks. Flow forming aligns the grain structure along the tank axis, enhancing strength, fatigue resistance, and dimensional accuracy. CNC-controlled machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure uniform wall thickness and minimal distortion. After forming, propellant tanks undergo heat treatment, machining of ports, and non-destructive inspection, providing lightweight, strong, and reliable tanks for space missions.
A Flow Forming Machine for Satellite Fuel Lines manufactures seamless, high-strength tubes that transport fuel, oxidizers, or cooling fluids within satellites and spacecraft. These tubes must withstand internal pressure, vibration, and thermal cycling while maintaining precise dimensions. Preforms made from aluminum, titanium, or aerospace alloys are mounted on precision mandrels. Rotating the preform while forming rollers gradually compresses and elongates the material, producing uniform, seamless tubes. Flow forming aligns the grain structure along the tube axis, enhancing structural integrity, pressure tolerance, and fatigue resistance. CNC-controlled machines allow precise control of roller feed, forming pressure, and spindle speed, ensuring concentricity and minimal distortion. After forming, satellite fuel lines undergo heat treatment, machining for connectors, and non-destructive inspection, providing lightweight, reliable tubes for spacecraft fuel and thermal systems.
A Flow Forming Machine for Cryogenic Storage Vessels produces seamless tanks for extremely low-temperature liquids such as liquid hydrogen or liquid oxygen. These vessels must maintain structural integrity under high internal pressure, thermal cycling, and extreme low temperatures. Preforms made from cryogenic-grade stainless steel, aluminum, or titanium alloys are mounted on precision mandrels. The preform rotates while forming rollers progressively compress and elongate the material, producing uniform, seamless vessels. Flow forming aligns the metal grain along the vessel axis, enhancing low-temperature strength, fatigue resistance, and durability. CNC-controlled multi-roller machines provide precise adjustment of roller feed, forming pressure, and spindle speed to ensure uniform wall thickness and minimal distortion. After forming, cryogenic vessels undergo heat treatment, surface finishing, and non-destructive inspection, producing safe, strong, and lightweight tanks for aerospace, energy, and industrial applications.
A Flow Forming Machine for Aircraft Landing Gear Cylinders manufactures seamless, high-strength cylinders used in aircraft landing gear assemblies. These cylinders must endure extreme loads, repeated compression and extension cycles, vibration, and thermal variations while maintaining precise dimensional tolerances for reliable operation. Preforms made from high-strength steel, titanium, or aerospace-grade alloys are mounted on precision mandrels. The preform rotates while forming rollers gradually compress and elongate the material, producing uniform, seamless cylinders with precise wall thickness. Flow forming aligns the metal grain along the cylinder axis, enhancing tensile strength, fatigue resistance, and structural integrity. CNC-controlled multi-roller machines provide precise control of roller feed, forming pressure, and spindle speed, ensuring concentricity, minimal distortion, and repeatable quality. After forming, landing gear cylinders undergo heat treatment, precision machining of interface points, and non-destructive inspection, resulting in lightweight, durable, and reliable components that ensure safe aircraft operation.
A Flow Forming Machine for Jet Engine Combustion Liners produces seamless, high-temperature-resistant liners that contain and direct combustion gases in jet engines. These liners must withstand extreme thermal cycling, vibration, and high internal pressures while maintaining precise wall thickness and dimensional tolerances. Preforms made from nickel-based superalloys, Inconel, or titanium are mounted on precision mandrels. Rotating the preform while forming rollers gradually compresses and elongates the material, producing uniform, seamless liners. Flow forming aligns the metal grain along the liner axis, enhancing tensile strength, thermal resistance, and fatigue life. CNC-controlled machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure minimal distortion and consistent thickness. After forming, combustion liners undergo heat treatment, precision machining, and non-destructive testing, providing durable and reliable components for jet engines.
A Flow Forming Machine for Pressure Vessels manufactures seamless, high-strength vessels used in industrial, chemical, and aerospace applications. These vessels must withstand high internal pressures, thermal cycling, and mechanical loads while maintaining precise wall thickness and dimensional tolerances. Preforms made from high-strength steel, stainless steel, aluminum, or titanium alloys are mounted on precision mandrels. Rotating the preform while forming rollers progressively compresses and elongates the material, producing uniform, seamless vessels. Flow forming aligns the metal grain along the vessel axis, improving tensile strength, fatigue resistance, and pressure tolerance. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed, ensuring minimal distortion and uniform wall thickness. After forming, pressure vessels undergo heat treatment, precision machining, and non-destructive inspection, resulting in safe, durable, and reliable containment for high-pressure applications.
A Flow Forming Machine for Downhole Tool Bodies produces seamless, high-strength cylindrical or conical bodies used in oil and gas drilling applications. These components must withstand high pressures, torsional loads, vibration, and abrasive environments while maintaining precise dimensions. Preforms made from high-strength steel or alloy materials are mounted on precision mandrels. Rotating the preform while forming rollers compresses and elongates the material, producing uniform, seamless tool bodies. Flow forming aligns the metal grain along the component axis, enhancing tensile strength, fatigue resistance, and impact durability. CNC-controlled multi-roller machines provide precise control of roller feed, forming pressure, and spindle speed to ensure minimal distortion and uniform wall thickness. After forming, downhole tool bodies undergo heat treatment, machining for connections and interfaces, and non-destructive inspection, resulting in durable and reliable drilling components.
A Flow Forming Machine for Drilling Tool Housings manufactures seamless, high-strength housings that protect internal mechanisms in drilling equipment. These housings must resist high internal and external pressures, torsion, vibration, and abrasive conditions while maintaining dimensional accuracy. Preforms made from high-strength steel or alloys are mounted on precision mandrels. The preform rotates while forming rollers progressively compress and elongate the material, producing uniform, seamless housings. Flow forming aligns the metal grain along the housing axis, improving strength, fatigue resistance, and durability. CNC-controlled multi-roller machines allow precise control over roller feed, forming pressure, and spindle speed, ensuring concentricity, uniform wall thickness, and minimal distortion. After forming, drilling tool housings undergo heat treatment, precision machining, and non-destructive inspection to ensure reliability and long service life in demanding drilling environments.
A Flow Forming Machine for UAV Structural Tubes produces seamless, lightweight tubes for unmanned aerial vehicle frames and airframe components. These tubes must withstand vibration, torsion, bending, and aerodynamic loads while maintaining dimensional accuracy and minimizing weight. Preforms made from aluminum, titanium, or aerospace alloys are mounted on precision mandrels. Rotating the preform while forming rollers gradually compresses and elongates the material, producing uniform, seamless tubes with precise wall thickness. Flow forming aligns the metal grain along the tube axis, enhancing tensile strength, fatigue resistance, and structural stability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure concentricity and minimal distortion. After forming, UAV structural tubes undergo heat treatment, machining, and non-destructive inspection, providing lightweight, strong, and reliable airframe components.
A Flow Forming Machine for Spacecraft Pressure Vessels manufactures seamless vessels used to store pressurized fluids in satellites and spacecraft. These vessels must withstand internal pressures, thermal cycling, and mechanical loads while minimizing mass. Preforms made from aluminum-lithium alloys, titanium, or stainless steel are mounted on precision mandrels. Rotating the preform while forming rollers compresses and elongates the material, producing uniform, seamless pressure vessels. Flow forming aligns the grain structure along the vessel axis, improving strength, fatigue resistance, and safety. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed to ensure minimal distortion and uniform wall thickness. After forming, pressure vessels undergo heat treatment, machining of connection ports, and non-destructive inspection, resulting in lightweight, reliable, and durable vessels for space applications.
A Flow Forming Machine for Aircraft Landing Gear Cylinders produces seamless, high-strength cylinders designed to withstand extreme loads and repetitive cycles during aircraft landing and taxiing. Preforms made from high-strength steel or titanium are mounted on precision mandrels. Rotating the preform while forming rollers progressively compresses and elongates the material, producing uniform, seamless cylinders. Flow forming aligns the metal grain along the cylinder axis, enhancing tensile strength, fatigue resistance, and durability. CNC-controlled machines allow precise control of roller feed, forming pressure, and spindle speed to ensure concentricity and minimal distortion. After forming, landing gear cylinders undergo heat treatment, machining for attachment points, and non-destructive inspection to guarantee safe, long-lasting performance.
A Flow Forming Machine for Jet Engine Combustion Liners manufactures seamless liners capable of containing combustion gases under extreme temperature and pressure. Preforms made from nickel-based superalloys, Inconel, or titanium are mounted on precision mandrels. The preform rotates while forming rollers gradually compress and elongate the material, producing uniform liners with precise wall thickness. Flow forming aligns the grain structure along the liner axis, enhancing fatigue resistance, thermal performance, and structural integrity. CNC-controlled machines allow precise adjustment of roller feed, forming pressure, and spindle speed, ensuring minimal distortion. After forming, combustion liners undergo heat treatment, precision machining, and non-destructive inspection to deliver high-performance components for jet engines.
A Flow Forming Machine for Rocket Motor Casings produces seamless casings capable of withstanding extreme internal pressures, vibration, and thermal stresses during rocket propulsion. Preforms made from high-strength steel, aluminum, or titanium alloys are mounted on precision mandrels. Rotating the preform while forming rollers progressively compresses and elongates the material, producing uniform, seamless casings with optimal wall thickness. Flow forming aligns the metal grain along the casing axis, improving tensile strength, fatigue resistance, and dimensional accuracy. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure uniformity and minimal distortion. After forming, rocket motor casings undergo heat treatment, precision machining, and non-destructive inspection, providing safe, reliable, and high-performance components for defense and aerospace rockets.
A Flow Forming Machine for Ammunition Cartridge Cases manufactures seamless, high-strength metallic cases for small arms and artillery ammunition, capable of withstanding high firing pressures while maintaining precise dimensions. Preforms made from brass, aluminum, or steel alloys are mounted on precision mandrels. The preform rotates while forming rollers gradually compress and elongate the material, producing uniform, seamless cases. Flow forming aligns the metal grain along the case axis, enhancing tensile strength, fatigue resistance, and dimensional accuracy. CNC-controlled multi-roller machines ensure minimal distortion and high concentricity. After forming, cartridge cases undergo annealing, machining for primers and mouth dimensions, and quality inspection to deliver reliable and consistent ammunition.
A Flow Forming Machine for High-Pressure Gas Cylinders produces seamless, high-strength cylinders for industrial, medical, and energy applications. Preforms made from steel, aluminum, or composite alloys are mounted on precision mandrels. Rotating the preform while forming rollers progressively compresses and elongates the material, producing uniform, seamless cylinders with precise wall thickness. Flow forming aligns the metal grain along the cylinder axis, enhancing mechanical strength, fatigue resistance, and pressure tolerance. CNC-controlled multi-roller machines provide precise regulation of roller feed, forming pressure, and spindle speed. After forming, gas cylinders undergo heat treatment, machining for valve interfaces, and non-destructive inspection, providing safe, durable, and reliable high-pressure storage vessels.
A Flow Forming Machine for Cryogenic Storage Vessels manufactures seamless tanks for extremely low-temperature liquids such as liquid hydrogen or liquid oxygen. Preforms made from cryogenic-grade stainless steel, aluminum, or titanium alloys are mounted on precision mandrels. The preform rotates while forming rollers gradually compress and elongate the material, producing uniform, seamless vessels. Flow forming aligns the metal grain along the vessel axis, enhancing low-temperature strength, fatigue resistance, and durability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed. After forming, cryogenic vessels undergo heat treatment, surface finishing, and non-destructive inspection, resulting in lightweight, strong, and safe tanks for aerospace, industrial, and energy applications.
A Flow Forming Machine for Spacecraft Propellant Tanks produces seamless, lightweight tanks capable of storing liquid or gaseous propellants under high pressures in satellites and spacecraft. Preforms made from aluminum-lithium alloys, titanium, or stainless steel are mounted on precision mandrels. Rotating the preform while forming rollers gradually compresses and elongates the material, producing uniform, seamless tanks. Flow forming aligns the grain structure along the tank axis, enhancing tensile strength, fatigue resistance, and dimensional accuracy. CNC-controlled machines allow precise control of roller feed, forming pressure, and spindle speed to ensure uniform wall thickness and minimal distortion. After forming, propellant tanks undergo heat treatment, machining of ports, and non-destructive inspection, resulting in lightweight, strong, and reliable tanks for aerospace propulsion systems.
A Flow Forming Machine for Satellite Antenna Housings produces seamless, high-strength cylindrical or conical structures that protect sensitive antenna components from vibration, shock, and environmental exposure. Preforms made from aluminum, titanium, or aerospace-grade alloys are mounted on precision mandrels. The preform rotates while forming rollers gradually compress and elongate the material, producing uniform, seamless housings. Flow forming aligns the metal grain along the housing axis, enhancing mechanical strength, fatigue resistance, and dimensional precision. CNC-controlled machines allow precise adjustment of roller feed, forming pressure, and spindle speed. After forming, satellite antenna housings undergo heat treatment, precision machining, and non-destructive inspection, providing lightweight, strong, and durable protection for satellite communications systems.
A Flow Forming Machine for UAV Electronics Enclosures manufactures seamless, high-strength housings that protect avionics, sensors, and control systems in unmanned aerial vehicles. Preforms made from aluminum, titanium, or high-strength alloys are mounted on precision mandrels. Rotating the preform while forming rollers gradually compresses and elongates the material, producing uniform, seamless enclosures. Flow forming aligns the metal grain along the enclosure axis, enhancing durability, fatigue resistance, and dimensional accuracy. CNC-controlled multi-roller machines allow precise control of roller feed, forming pressure, and spindle speed. After forming, UAV electronics enclosures undergo heat treatment, machining for mounting interfaces, and non-destructive inspection, delivering lightweight, strong, and reliable protective housings for UAV avionics.
A Flow Forming Machine for Missile Guidance Tubes produces seamless, high-strength cylindrical tubes that house guidance systems, wiring, and sensors for missiles. Preforms made from aluminum, titanium, or high-strength steel alloys are mounted on precision mandrels. The preform rotates while forming rollers gradually compress and elongate the material, producing uniform, seamless tubes with precise wall thickness. Flow forming aligns the metal grain along the tube axis, enhancing structural strength, fatigue resistance, and dimensional stability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed, ensuring minimal distortion and high concentricity. After forming, missile guidance tubes undergo heat treatment, precision machining, and non-destructive inspection, providing lightweight, durable, and reliable tubes for missile guidance systems.
A Flow Forming Machine for Rocket Nozzles produces seamless, high-strength nozzles capable of withstanding extreme heat, vibration, and internal pressures in rocket engines. Preforms made from Inconel, titanium, or stainless steel alloys are mounted on precision mandrels. Rotating the preform while forming rollers gradually compresses and elongates the material, producing uniform, seamless nozzles with precise wall thickness. Flow forming aligns the metal grain along the nozzle axis, improving structural integrity, thermal resistance, and fatigue life. CNC-controlled machines allow precise adjustment of roller feed, forming pressure, and spindle speed, ensuring minimal distortion. After forming, rocket nozzles undergo heat treatment, precision machining, and non-destructive inspection to deliver reliable, high-performance components for aerospace propulsion.
A Flow Forming Machine for Turbine Casings manufactures seamless, cylindrical or conical housings for gas turbines and jet engines, capable of withstanding high rotational forces, thermal stress, and internal pressures. Preforms made from Inconel, titanium, or stainless steel alloys are mounted on precision mandrels. The preform rotates while forming rollers progressively compress and elongate the material, producing uniform, seamless casings. Flow forming aligns the metal grain along the casing axis, enhancing fatigue resistance, structural integrity, and thermal performance. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed, ensuring uniform wall thickness and minimal distortion. After forming, turbine casings undergo heat treatment, machining, and non-destructive inspection, delivering safe, durable, and high-performance turbine components.
A Flow Forming Machine for Spacecraft Pressure Vessels manufactures seamless, high-strength vessels for storing pressurized fluids, gases, or propellants in satellites and spacecraft. Preforms made from aluminum-lithium alloys, titanium, or stainless steel are mounted on precision mandrels. Rotating the preform while forming rollers gradually compresses and elongates the material, producing uniform, seamless vessels. Flow forming aligns the metal grain along the vessel axis, improving tensile strength, fatigue resistance, and reliability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure uniform wall thickness and minimal distortion. After forming, spacecraft pressure vessels undergo heat treatment, precision machining, and non-destructive inspection, delivering lightweight, strong, and reliable components for space applications.
A Flow Forming Machine for Hydrogen Storage Cylinders produces seamless, high-pressure cylinders for fuel-cell vehicles, industrial systems, and aerospace applications. Preforms made from high-strength steel or aluminum alloys are mounted on precision mandrels. Rotating the preform while forming rollers gradually compresses and elongates the material, producing uniform, seamless cylinders. Flow forming aligns the metal grain along the cylinder axis, enhancing tensile strength, fatigue resistance, and pressure safety. CNC-controlled multi-roller machines provide precise adjustment of roller feed, forming pressure, and spindle speed, ensuring minimal distortion and uniform thickness. After forming, hydrogen storage cylinders undergo heat treatment, machining of valve interfaces, and non-destructive inspection, resulting in lightweight, strong, and safe high-pressure cylinders.
A Flow Forming Machine for Aerospace Fuel Tanks manufactures seamless, lightweight tanks for storing liquid or gaseous fuels in aircraft and spacecraft. Preforms made from aluminum, titanium, or high-strength alloys are mounted on precision mandrels. Rotating the preform while forming rollers compresses and elongates the material, producing uniform, seamless tanks with precise wall thickness. Flow forming aligns the metal grain along the tank axis, enhancing strength, fatigue resistance, and dimensional accuracy. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed to ensure minimal distortion and uniformity. After forming, aerospace fuel tanks undergo heat treatment, precision machining of interfaces, and non-destructive inspection, delivering lightweight, durable, and reliable fuel storage systems.
A Flow Forming Machine for UAV Structural Tubes produces seamless, high-strength tubes used in unmanned aerial vehicle airframes. Preforms made from aluminum, titanium, or aerospace alloys are mounted on precision mandrels. Rotating the preform while forming rollers gradually compresses and elongates the material, producing uniform, seamless tubes with precise wall thickness. Flow forming aligns the metal grain along the tube axis, improving tensile strength, fatigue resistance, and structural stability. CNC-controlled multi-roller machines allow precise control of roller feed, forming pressure, and spindle speed, ensuring minimal distortion and concentricity. After forming, UAV structural tubes undergo heat treatment, machining, and non-destructive inspection, providing lightweight, strong, and reliable structural components.
A Flow Forming Machine for Spacecraft Pressure Vessels produces seamless vessels for storing pressurized fluids or gases in satellites and spacecraft. Preforms made from aluminum-lithium alloys, titanium, or stainless steel are mounted on precision mandrels. Rotating the preform while forming rollers compresses and elongates the material, producing uniform, seamless vessels. Flow forming aligns the metal grain along the vessel axis, enhancing strength, fatigue resistance, and reliability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure uniform wall thickness and minimal distortion. After forming, spacecraft pressure vessels undergo heat treatment, precision machining, and non-destructive inspection, delivering lightweight, strong, and reliable containment systems for space applications.
A Flow Forming Machine for Radar System Housings manufactures seamless, high-strength structures that protect sensitive radar and electronic components in defense and aerospace applications. Preforms made from aluminum, titanium, or high-strength alloys are mounted on precision mandrels. Rotating the preform while forming rollers gradually compresses and elongates the material, producing uniform, seamless housings. Flow forming aligns the metal grain along the housing axis, enhancing mechanical strength, fatigue resistance, and dimensional accuracy. CNC-controlled machines allow precise regulation of roller feed, forming pressure, and spindle speed. After forming, radar housings undergo heat treatment, precision machining, and non-destructive inspection, providing lightweight, strong, and durable protection for radar systems.
A Flow Forming Machine for Satellite Antenna Housings produces seamless, high-strength structures for satellites’ communication antennas. Preforms made from aluminum, titanium, or aerospace-grade alloys are mounted on precision mandrels. Rotating the preform while forming rollers compresses and elongates the material, producing uniform, seamless housings with precise wall thickness. Flow forming aligns the metal grain along the housing axis, improving fatigue resistance, structural integrity, and dimensional precision. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure uniformity and minimal
Flow Forming Machine for Artillery Shell Casings
A Flow Forming Machine for Artillery Shell Casings manufactures seamless, high-strength cylindrical or conical casings used in modern artillery munitions. These casings must withstand extremely high internal pressures generated by propellant ignition, resist deformation during handling and firing, and maintain precise dimensional tolerances to ensure accurate chambering and safe operation. Preforms made from high-strength steel or specialized alloy materials are mounted on precision mandrels. As the preform rotates, forming rollers progressively compress and elongate the material, producing uniform, seamless casings with consistent wall thickness and enhanced mechanical properties. Flow forming aligns the metal grain along the casing axis, increasing tensile strength, fatigue resistance, and structural integrity. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed, ensuring minimal distortion, high concentricity, and repeatable quality.
After forming, artillery shell casings undergo heat treatment, machining for primer and mouth dimensions, and rigorous non-destructive inspection, including ultrasonic or radiographic testing. The seamless, flow-formed construction ensures that casings can reliably handle extreme firing conditions while maintaining consistent performance. This process improves operational safety, extends service life, and guarantees the high dimensional precision required for modern artillery systems. Flow forming allows manufacturers to produce casings that meet strict military specifications with reduced material waste and superior mechanical properties compared to traditional forging or machining methods.
A Flow Forming Machine for Artillery Shell Casings produces seamless, high-strength shells designed to withstand extreme internal pressures from propellant combustion, impact forces during firing, and aerodynamic stresses in flight. Preforms made from high-strength steel or alloy materials are mounted on precision mandrels, and as the preform rotates, forming rollers progressively compress and elongate the material, producing uniform, seamless casings with precise wall thickness. Flow forming aligns the metal grain along the casing axis, enhancing tensile strength, fatigue resistance, and structural integrity. CNC-controlled multi-roller machines provide precise regulation of roller feed, forming pressure, and spindle speed to ensure minimal distortion, concentricity, and repeatable results.
After forming, artillery shell casings undergo heat treatment to optimize mechanical properties, precision machining to achieve exact dimensions for primers and mouth geometry, and rigorous non-destructive inspection, including ultrasonic or radiographic testing. The seamless, flow-formed construction ensures that each casing can reliably handle extreme firing conditions while maintaining consistent performance and safety. Flow forming also minimizes material waste, improves dimensional accuracy, and produces casings with superior mechanical strength compared to traditional forging or machining, making it a preferred method for modern defense ammunition manufacturing.
A Flow Forming Machine for Rocket Motor Casings produces seamless cylindrical or conical casings capable of withstanding extreme pressures, thermal stresses, and vibrations during rocket launch and propulsion. Preforms made from high-strength steel, aluminum, or titanium alloys are mounted on precision mandrels, and as the preform rotates, forming rollers progressively compress and elongate the material, creating uniform, seamless casings with precise wall thickness. Flow forming aligns the grain structure along the casing axis, enhancing tensile strength, fatigue resistance, and dimensional accuracy. CNC-controlled multi-roller machines ensure precise regulation of roller feed, forming pressure, and spindle speed, minimizing distortion and maintaining concentricity.
After forming, rocket motor casings undergo heat treatment, precision machining for interfaces and attachments, and non-destructive inspection such as ultrasonic or radiographic testing. The seamless, flow-formed construction produces casings that are strong, lightweight, and reliable under the demanding conditions of military and aerospace rockets. This method allows consistent production of high-quality casings that meet strict specifications for strength, durability, and safety, while optimizing material usage and mechanical performance.
A Flow Forming Machine for Hydrogen Storage Cylinders manufactures seamless, high-pressure cylinders for fuel-cell vehicles, industrial storage, and aerospace applications. Preforms made from high-strength steel or aluminum alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless cylinders with precise wall thickness. Flow forming aligns the metal grain along the cylinder axis, improving tensile strength, fatigue resistance, and pressure tolerance. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure minimal distortion and high concentricity.
After forming, hydrogen storage cylinders undergo heat treatment to optimize strength, machining for valve interfaces and connection points, and rigorous non-destructive testing, including hydrostatic and ultrasonic inspection. The seamless construction ensures safe and reliable containment of hydrogen under extremely high pressures while maintaining lightweight and durable characteristics. Flow forming provides superior mechanical performance compared to conventional welding or forging, making it ideal for critical energy storage and aerospace applications.
A Flow Forming Machine for UAV Structural Tubes produces seamless, lightweight tubes used in unmanned aerial vehicles for airframes, payload supports, and control structures. Preforms made from aluminum, titanium, or aerospace-grade alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tubes with precise wall thickness. Flow forming aligns the metal grain along the tube axis, enhancing tensile strength, fatigue resistance, and structural stability. CNC-controlled multi-roller machines ensure precise regulation of roller feed, forming pressure, and spindle speed to achieve minimal distortion and high concentricity.
After forming, UAV structural tubes undergo heat treatment to optimize mechanical properties, surface finishing for corrosion resistance, and non-destructive inspection such as ultrasonic testing. The seamless, flow-formed tubes are lightweight, strong, and durable, providing reliable structural components for UAVs that can withstand vibration, torsion, bending, and aerodynamic forces. Flow forming allows consistent production of high-quality tubes while minimizing material waste and improving mechanical performance over conventional manufacturing methods.
A Flow Forming Machine for Aerospace Fuel Tanks manufactures seamless tanks designed to store liquid or gaseous fuels in aircraft and spacecraft. Preforms made from aluminum, titanium, or high-strength alloys are mounted on precision mandrels, and as the preform rotates, forming rollers compress and elongate the material, producing uniform, seamless tanks with precise wall thickness. Flow forming aligns the metal grain along the tank axis, improving tensile strength, fatigue resistance, and dimensional accuracy. CNC-controlled multi-roller machines provide precise control of roller feed, forming pressure, and spindle speed, ensuring uniform wall thickness and minimal distortion.
After forming, aerospace fuel tanks undergo heat treatment, precision machining of mounting interfaces and connectors, and non-destructive inspection such as ultrasonic or radiographic testing. The seamless construction ensures lightweight, strong, and reliable tanks that withstand high internal pressures, vibration, and thermal cycling. Flow forming enhances structural integrity and fatigue resistance, making it an ideal method for aerospace fuel storage components where safety, performance, and weight optimization are critical.
A Flow Forming Machine for Submarine Pressure Tubes produces seamless, high-strength tubes used in hydraulic, propulsion, and life-support systems for submarines. Preforms made from high-strength steel or titanium alloys are mounted on precision mandrels, and as the preform rotates, forming rollers progressively compress and elongate the material, producing uniform, seamless tubes. Flow forming aligns the grain structure along the tube axis, improving pressure tolerance, fatigue resistance, and structural strength. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure minimal distortion, concentricity, and uniform wall thickness.
After forming, submarine pressure tubes undergo heat treatment, precision machining for connection interfaces, and non-destructive inspection to ensure reliability and corrosion resistance under extreme underwater conditions. The seamless, flow-formed tubes provide superior strength, durability, and dimensional accuracy compared to welded or machined alternatives, ensuring safe and long-lasting operation in critical submarine systems.
A Flow Forming Machine for Radar System Housings manufactures seamless, high-strength cylindrical or conical structures to protect sensitive radar and electronic equipment in defense and aerospace applications. Preforms made from aluminum, titanium, or high-strength steel alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless housings. Flow forming aligns the metal grain along the housing axis, enhancing mechanical strength, fatigue resistance, and dimensional precision. CNC-controlled machines allow precise regulation of roller feed, forming pressure, and spindle speed to minimize distortion and ensure repeatable quality.
After forming, radar housings undergo heat treatment, machining for mounting points, and non-destructive inspection, providing lightweight, durable, and reliable protection for radar systems in harsh operational environments. The seamless construction improves structural integrity and vibration resistance, making flow-formed housings ideal for aerospace, defense, and marine radar applications.
A Flow Forming Machine for Jet Engine Combustion Liners produces seamless liners capable of containing combustion gases at extreme temperatures and pressures in jet engines. Preforms made from nickel-based superalloys, Inconel, or titanium are mounted on precision mandrels, and as the preform rotates, forming rollers progressively compress and elongate the material, producing uniform, seamless liners with precise wall thickness. Flow forming aligns the grain structure along the liner axis, enhancing thermal resistance, fatigue life, and structural integrity. CNC-controlled machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure minimal distortion and repeatable accuracy.
After forming, combustion liners undergo heat treatment, precision machining, and non-destructive inspection. The seamless, flow-formed construction provides durable, high-performance components capable of withstanding extreme thermal and mechanical stresses in modern jet engines.
A Flow Forming Machine for Cryogenic Storage Vessels produces seamless tanks for storing extremely low-temperature liquids such as liquid hydrogen or liquid oxygen. Preforms made from cryogenic-grade stainless steel, aluminum, or titanium alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless vessels with precise wall thickness. Flow forming aligns the metal grain along the vessel axis, enhancing low-temperature strength, fatigue resistance, and structural integrity. CNC-controlled multi-roller machines provide precise control of roller feed, forming pressure, and spindle speed to minimize distortion and ensure concentricity.
After forming, cryogenic vessels undergo heat treatment, surface finishing, and non-destructive inspection, resulting in lightweight, strong, and safe tanks for aerospace, energy, and industrial applications. Flow forming ensures superior mechanical performance compared to traditional welding or casting, producing reliable vessels capable of withstanding extreme thermal and pressure conditions.
A Flow Forming Machine for Spacecraft Propellant Tanks manufactures seamless, high-strength tanks for storing liquid or gaseous propellants in satellites and spacecraft. Preforms made from aluminum-lithium alloys, titanium, or stainless steel are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tanks. Flow forming aligns the grain structure along the tank axis, enhancing tensile strength, fatigue resistance, and dimensional accuracy. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure uniform wall thickness and minimal distortion.
After forming, propellant tanks undergo heat treatment, machining of connection ports, and non-destructive inspection. The seamless, flow-formed tanks are lightweight, strong, and reliable, providing safe and efficient propellant containment for aerospace propulsion systems, where structural integrity and minimal weight are critical.
A Flow Forming Machine for Ammunition Cartridge Cases produces seamless, high-strength cases for small arms and artillery ammunition. Preforms made from brass, aluminum, or steel alloys are mounted on precision mandrels, and as the preform rotates, forming rollers progressively compress and elongate the material, producing uniform, seamless cases. Flow forming aligns the metal grain along the case axis, enhancing tensile strength, fatigue resistance, and dimensional accuracy. CNC-controlled machines ensure minimal distortion, high concentricity, and repeatable quality.
After forming, cartridge cases undergo annealing, precision machining for primer pockets and case mouth dimensions, and rigorous non-destructive inspection. The seamless construction ensures consistent, reliable, and safe ammunition capable of withstanding high firing pressures and delivering precise performance in military, law enforcement, and sporting applications.
A Flow Forming Machine for High-Pressure Gas Cylinders manufactures seamless, high-strength cylinders for industrial, medical, and energy applications. Preforms made from steel, aluminum, or composite alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless cylinders with precise wall thickness. Flow forming aligns the metal grain along the cylinder axis, improving mechanical strength, fatigue resistance, and pressure tolerance. CNC-controlled multi-roller machines provide precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion.
After forming, high-pressure gas cylinders undergo heat treatment, machining for valve interfaces, and non-destructive inspection, resulting in safe, durable, and reliable high-pressure storage vessels. Flow forming ensures superior structural integrity and dimensional accuracy compared to conventional manufacturing methods, making it ideal for critical industrial, medical, and aerospace applications.
A Flow Forming Machine for UAV Electronics Enclosures produces seamless, high-strength housings that protect avionics, sensors, and control systems in unmanned aerial vehicles. Preforms made from aluminum, titanium, or high-strength alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless enclosures. Flow forming aligns the metal grain along the enclosure axis, enhancing durability, fatigue resistance, and dimensional precision. CNC-controlled machines allow precise adjustment of roller feed, forming pressure, and spindle speed, ensuring minimal distortion and repeatable quality.
After forming, UAV electronics enclosures undergo heat treatment, precision machining for mounting interfaces, and non-destructive inspection, delivering lightweight, strong, and reliable housings for avionics and electronic systems in UAV applications.
A Flow Forming Machine for Missile Guidance Tubes manufactures seamless, high-strength cylindrical tubes that house guidance systems, wiring, and sensors for missiles. Preforms made from aluminum, titanium, or high-strength steel alloys are mounted on precision mandrels, and as the preform rotates, forming rollers progressively compress and elongate the material, producing uniform, seamless tubes with precise wall thickness. Flow forming aligns the metal grain along the tube axis, enhancing tensile strength, fatigue resistance, and dimensional stability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure minimal distortion and high concentricity.
After forming, missile guidance tubes undergo heat treatment, precision machining, and non-destructive inspection, providing lightweight, durable, and reliable housings for missile guidance and sensor systems.
A Flow Forming Machine for Rocket Nozzles produces seamless, high-strength nozzles capable of withstanding extreme heat, vibration, and internal pressure in rocket engines. Preforms made from Inconel, titanium, or stainless steel alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless nozzles. Flow forming aligns the metal grain along the nozzle axis, improving structural integrity, thermal resistance, and fatigue life. CNC-controlled machines allow precise regulation of roller feed, forming pressure, and spindle speed to ensure uniform wall thickness and minimal distortion.
After forming, rocket nozzles undergo heat treatment, precision machining, and non-destructive inspection to deliver high-performance, reliable components for aerospace propulsion systems.
A Flow Forming Machine for Turbine Casings manufactures seamless casings for gas turbines and jet engines, capable of withstanding high rotational forces, thermal stress, and internal pressure. Preforms made from Inconel, titanium, or stainless steel alloys are mounted on precision mandrels, and as the preform rotates, forming rollers progressively compress and elongate the material, producing uniform, seamless casings. Flow forming aligns the metal grain along the casing axis, enhancing fatigue resistance, structural integrity, and thermal performance. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed to ensure uniform wall thickness and minimal distortion.
After forming, turbine casings undergo heat treatment, precision machining, and non-destructive inspection, producing durable, high-performance components for turbines and jet engines.
A Flow Forming Machine for Spacecraft Pressure Vessels produces seamless vessels for pressurized fluids, gases, or propellants in satellites and spacecraft. Preforms made from aluminum-lithium alloys, titanium, or stainless steel are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless vessels. Flow forming aligns the metal grain along the vessel axis, enhancing tensile strength, fatigue resistance, and reliability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure minimal distortion and uniform wall thickness.
After forming, spacecraft pressure vessels undergo heat treatment, precision machining, and non-destructive inspection, delivering lightweight, strong, and reliable containment systems for space applications.
A Flow Forming Machine for Hydrogen Storage Cylinders produces seamless, high-pressure cylinders for fuel-cell vehicles, industrial storage, and aerospace applications. Preforms made from high-strength steel or aluminum alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless cylinders with precise wall thickness. Flow forming aligns the metal grain along the cylinder axis, enhancing tensile strength, fatigue resistance, and pressure tolerance. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure minimal distortion and high concentricity.
After forming, hydrogen storage cylinders undergo heat treatment, machining for valve interfaces, and non-destructive inspection, resulting in safe, lightweight, and durable high-pressure cylinders suitable for critical energy, industrial, and aerospace applications.
A Flow Forming Machine for Aerospace Fuel Tanks produces seamless, lightweight tanks for storing liquid or gaseous fuels in aircraft and spacecraft. Preforms made from aluminum, titanium, or high-strength alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tanks. Flow forming aligns the metal grain along the tank axis, improving tensile strength, fatigue resistance, and dimensional accuracy. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed to achieve minimal distortion and uniform wall thickness.
After forming, aerospace fuel tanks undergo heat treatment, precision machining of interfaces and connections, and non-destructive inspection, delivering lightweight, durable, and reliable fuel storage systems for aerospace applications.
A Flow Forming Machine for UAV Structural Tubes produces seamless, high-strength tubes for unmanned aerial vehicle airframes, payload supports, and control structures. Preforms made from aluminum, titanium, or aerospace-grade alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tubes with precise wall thickness. Flow forming aligns the metal grain along the tube axis, enhancing tensile strength, fatigue resistance, and structural stability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure minimal distortion and concentricity.
After forming, UAV structural tubes undergo heat treatment, machining, and non-destructive inspection, resulting in lightweight, strong, and reliable airframe components capable of withstanding torsion, bending, vibration, and aerodynamic forces.
A Flow Forming Machine for Spacecraft Pressure Vessels produces seamless vessels for pressurized fluids, gases, or propellants in satellites and spacecraft. Preforms made from aluminum-lithium alloys, titanium, or stainless steel are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless vessels. Flow forming aligns the metal grain along the vessel axis, improving tensile strength, fatigue resistance, and reliability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure uniform wall thickness and minimal distortion.
After forming, spacecraft pressure vessels undergo heat treatment, precision machining, and non-destructive inspection, delivering lightweight, durable, and reliable components for space applications.
A Flow Forming Machine for Radar System Housings produces seamless, high-strength structures that protect sensitive radar and electronic systems in defense and aerospace applications. Preforms made from aluminum, titanium, or high-strength alloys are mounted on precision mandrels, and as the preform rotates, forming rollers progressively compress and elongate the material, producing uniform, seamless housings. Flow forming aligns the metal grain along the housing axis, enhancing mechanical strength, fatigue resistance, and dimensional accuracy. CNC-controlled machines allow precise regulation of roller feed, forming pressure, and spindle speed to minimize distortion.
After forming, radar housings undergo heat treatment, precision machining for mounting interfaces, and non-destructive inspection, providing lightweight, strong, and durable protection for radar and electronic systems in harsh operational environments.
A Flow Forming Machine for Satellite Antenna Housings manufactures seamless, high-strength structures for satellites’ communication antennas. Preforms made from aluminum, titanium, or aerospace alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless housings with precise wall thickness. Flow forming aligns the metal grain along the housing axis, improving fatigue resistance, structural
go on on the same topic without sections
A Flow Forming Machine for Artillery Shell Casings manufactures seamless, high-strength casings designed to withstand extreme internal pressures from propellant ignition and the mechanical forces of firing while maintaining precise dimensional tolerances. Preforms made from high-strength steel or specialized alloys are mounted on precision mandrels, and as the preform rotates, forming rollers progressively compress and elongate the material, producing uniform, seamless casings with consistent wall thickness. Flow forming aligns the metal grain along the casing axis, enhancing tensile strength, fatigue resistance, and overall structural integrity. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed, ensuring minimal distortion, high concentricity, and repeatable quality.
After forming, artillery shell casings undergo heat treatment to optimize mechanical properties, precision machining for primer pockets and mouth dimensions, and rigorous non-destructive inspection, including ultrasonic or radiographic testing. The seamless, flow-formed construction ensures that each casing can reliably handle extreme firing conditions, maintaining performance and safety. This method also reduces material waste, improves dimensional accuracy, and produces superior mechanical properties compared to traditional forging or machining processes, making flow-formed casings essential for modern defense ammunition.
A Flow Forming Machine for Rocket Motor Casings produces seamless, high-strength casings that withstand extreme internal pressures, thermal stresses, and vibration during rocket propulsion. Preforms made from steel, aluminum, or titanium alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless casings with precise wall thickness. Flow forming aligns the grain along the casing axis, enhancing tensile strength, fatigue resistance, and dimensional stability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed, ensuring minimal distortion and high concentricity.
After forming, rocket motor casings undergo heat treatment, precision machining for attachments and interfaces, and non-destructive inspection such as ultrasonic or radiographic testing. The seamless, flow-formed construction produces strong, lightweight, and reliable casings capable of withstanding the demanding conditions of aerospace and defense applications. Flow forming ensures consistent production of high-quality casings that meet strict performance and safety standards while optimizing material use and mechanical properties.
A Flow Forming Machine for Hydrogen Storage Cylinders produces seamless, high-pressure cylinders for fuel-cell vehicles, industrial storage, and aerospace applications. Preforms made from high-strength steel or aluminum alloys are mounted on precision mandrels, and as the preform rotates, forming rollers progressively compress and elongate the material, producing uniform, seamless cylinders with precise wall thickness. Flow forming aligns the metal grain along the cylinder axis, improving tensile strength, fatigue resistance, and pressure tolerance. CNC-controlled multi-roller machines allow precise control of roller feed, forming pressure, and spindle speed to achieve minimal distortion and high concentricity.
After forming, hydrogen storage cylinders undergo heat treatment, machining for valve interfaces, and rigorous non-destructive testing, including hydrostatic and ultrasonic inspection. The seamless construction ensures safe and reliable containment of hydrogen under extremely high pressures while maintaining lightweight and durable characteristics. Flow forming provides superior mechanical performance compared to conventional welding or forging, making it ideal for critical energy storage and aerospace applications.
A Flow Forming Machine for UAV Structural Tubes manufactures seamless, lightweight tubes used in unmanned aerial vehicle airframes, payload supports, and control structures. Preforms made from aluminum, titanium, or aerospace alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tubes with precise wall thickness. Flow forming aligns the metal grain along the tube axis, enhancing tensile strength, fatigue resistance, and structural stability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure minimal distortion and concentricity.
After forming, UAV structural tubes undergo heat treatment, surface finishing, and non-destructive inspection, resulting in lightweight, strong, and reliable airframe components that withstand vibration, torsion, bending, and aerodynamic loads. Flow forming ensures consistent quality while minimizing material waste and enhancing mechanical performance compared to conventional manufacturing methods.
A Flow Forming Machine for Aerospace Fuel Tanks produces seamless, high-strength, and lightweight tanks for storing liquid or gaseous fuels in aircraft and spacecraft. Preforms made from aluminum, titanium, or high-strength alloys are mounted on precision mandrels, and as the preform rotates, forming rollers compress and elongate the material, producing uniform, seamless tanks with precise wall thickness. Flow forming aligns the metal grain along the tank axis, improving tensile strength, fatigue resistance, and dimensional accuracy. CNC-controlled multi-roller machines provide precise control of roller feed, forming pressure, and spindle speed, ensuring minimal distortion and uniform wall thickness.
After forming, aerospace fuel tanks undergo heat treatment, precision machining of connections and interfaces, and non-destructive inspection. The seamless construction ensures lightweight, strong, and reliable tanks that withstand internal pressures, vibration, and thermal cycling, making them essential for aerospace fuel storage where performance, safety, and weight optimization are critical.
A Flow Forming Machine for Submarine Pressure Tubes manufactures seamless, high-strength tubes for hydraulic, propulsion, and life-support systems in submarines. Preforms made from high-strength steel or titanium alloys are mounted on precision mandrels, and as the preform rotates, forming rollers progressively compress and elongate the material, producing uniform, seamless tubes with precise wall thickness. Flow forming aligns the metal grain along the tube axis, enhancing pressure tolerance, fatigue resistance, and structural strength. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure minimal distortion, concentricity, and uniformity.
After forming, submarine pressure tubes undergo heat treatment, precision machining for connection interfaces, and non-destructive inspection to ensure durability, corrosion resistance, and reliability under extreme underwater conditions. The seamless, flow-formed tubes provide superior strength and dimensional accuracy compared to welded or machined alternatives, making them ideal for critical submarine systems.
A Flow Forming Machine for Radar System Housings produces seamless, high-strength structures that protect sensitive radar and electronic systems in defense and aerospace applications. Preforms made from aluminum, titanium, or high-strength alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless housings. Flow forming aligns the metal grain along the housing axis, enhancing mechanical strength, fatigue resistance, and dimensional precision. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed, minimizing distortion and ensuring repeatable quality.
After forming, radar housings undergo heat treatment, precision machining, and non-destructive inspection, providing lightweight, strong, and durable protection for radar systems in harsh operational environments. The seamless construction improves structural integrity and vibration resistance, making flow-formed housings ideal for defense and aerospace applications.
A Flow Forming Machine for Jet Engine Combustion Liners produces seamless liners capable of withstanding extreme temperatures and internal pressures in jet engines. Preforms made from nickel-based superalloys, Inconel, or titanium are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless liners with precise wall thickness. Flow forming aligns the grain structure along the liner axis, improving thermal resistance, fatigue life, and structural integrity. CNC-controlled machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure minimal distortion and repeatable accuracy.
After forming, combustion liners undergo heat treatment, precision machining, and non-destructive inspection. The seamless, flow-formed construction provides high-performance components capable of withstanding extreme thermal and mechanical stresses in modern jet engines.
A Flow Forming Machine for Cryogenic Storage Vessels produces seamless tanks for storing extremely low-temperature liquids such as liquid hydrogen or oxygen. Preforms made from cryogenic-grade stainless steel, aluminum, or titanium alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless vessels with precise wall thickness. Flow forming aligns the metal grain along the vessel axis, enhancing low-temperature strength, fatigue resistance, and structural integrity. CNC-controlled multi-roller machines provide precise control of roller feed, forming pressure, and spindle speed to minimize distortion and maintain concentricity.
After forming, cryogenic vessels undergo heat treatment, surface finishing, and non-destructive inspection, resulting in lightweight, strong, and safe tanks for aerospace, industrial, and energy applications. Flow forming ensures superior mechanical performance compared to traditional methods, producing reliable vessels capable of withstanding extreme thermal and pressure conditions.
A Flow Forming Machine for Spacecraft Propellant Tanks manufactures seamless, high-strength tanks for storing liquid or gaseous propellants in satellites and spacecraft. Preforms made from aluminum-lithium alloys, titanium, or stainless steel are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tanks. Flow forming aligns the metal grain along the tank axis, improving tensile strength, fatigue resistance, and dimensional accuracy. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure uniform wall thickness and minimal distortion.
After forming, propellant tanks undergo heat treatment, machining of ports and interfaces, and non-destructive inspection. The seamless, flow-formed tanks are lightweight, strong, and reliable, providing safe and efficient propellant containment for aerospace propulsion systems where structural integrity and minimal weight are critical.
A Flow Forming Machine for Ammunition Cartridge Cases produces seamless, high-strength metallic cases for small arms and artillery ammunition. Preforms made from brass, aluminum, or steel alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless cases. Flow forming aligns the metal grain along the case axis, enhancing tensile strength, fatigue resistance, and dimensional accuracy. CNC-controlled machines ensure minimal distortion, high concentricity, and repeatable quality.
After forming, cartridge cases undergo annealing, precision machining, and non-destructive inspection. The seamless construction ensures consistent, reliable, and safe ammunition capable of withstanding high firing pressures and delivering precise performance for military, law enforcement, and sporting applications.
A Flow Forming Machine for High-Pressure Gas Cylinders manufactures seamless, high-strength cylinders for industrial, medical, and energy applications. Preforms made from steel, aluminum, or composite alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless cylinders with precise wall thickness. Flow forming aligns the metal grain along the cylinder axis, improving mechanical strength, fatigue resistance, and pressure tolerance. CNC-controlled multi-roller machines provide precise regulation of roller feed, forming pressure, and spindle speed to minimize distortion and ensure concentricity.
After forming, high-pressure gas cylinders undergo heat treatment, machining for valve interfaces, and non-destructive inspection to guarantee safe, durable, and reliable performance under extreme pressures. The seamless, flow-formed construction enhances structural integrity and dimensional accuracy compared to conventional welded or machined cylinders, making them ideal for critical industrial, aerospace, and medical applications where safety and reliability are paramount.
A Flow Forming Machine for UAV Electronics Enclosures produces seamless, high-strength housings that protect avionics, sensors, and control systems in unmanned aerial vehicles. Preforms made from aluminum, titanium, or high-strength alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless enclosures. Flow forming aligns the metal grain along the enclosure axis, enhancing fatigue resistance, durability, and dimensional precision. CNC-controlled machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure minimal distortion and repeatable quality.
After forming, UAV electronics enclosures undergo heat treatment, precision machining for mounting interfaces, and non-destructive inspection, delivering lightweight, strong, and reliable housings for critical avionics and electronic systems in unmanned aerial vehicles. The seamless construction ensures protection against vibration, shock, and environmental exposure, making these components ideal for demanding aerospace and defense applications.
A Flow Forming Machine for Missile Guidance Tubes manufactures seamless, high-strength cylindrical tubes used to house guidance systems, wiring, and sensors in missiles. Preforms made from aluminum, titanium, or high-strength steel alloys are mounted on precision mandrels, and as the preform rotates, forming rollers progressively compress and elongate the material, producing uniform, seamless tubes with precise wall thickness. Flow forming aligns the metal grain along the tube axis, enhancing tensile strength, fatigue resistance, and dimensional stability. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed to ensure minimal distortion and high concentricity.
After forming, missile guidance tubes undergo heat treatment, precision machining, and non-destructive inspection to ensure reliability and durability under extreme launch, flight, and environmental conditions. The seamless, flow-formed construction provides lightweight, structurally stable tubes capable of protecting sensitive guidance components in demanding missile systems.
A Flow Forming Machine for Rocket Nozzles produces seamless, high-strength nozzles capable of withstanding extreme heat, vibration, and internal pressures during rocket propulsion. Preforms made from Inconel, titanium, or stainless steel alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless nozzles with precise wall thickness. Flow forming aligns the metal grain along the nozzle axis, improving structural integrity, thermal resistance, and fatigue life. CNC-controlled machines allow precise control of roller feed, forming pressure, and spindle speed to minimize distortion and ensure uniformity.
After forming, rocket nozzles undergo heat treatment, precision machining, and non-destructive inspection to deliver high-performance, reliable components for aerospace propulsion systems. The seamless construction ensures that the nozzles maintain dimensional stability, structural strength, and thermal resistance under the extreme conditions of rocket operation.
A Flow Forming Machine for Turbine Casings manufactures seamless, high-strength casings for gas turbines and jet engines capable of withstanding high rotational forces, thermal stress, and internal pressure. Preforms made from Inconel, titanium, or stainless steel alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless casings with precise wall thickness. Flow forming aligns the metal grain along the casing axis, enhancing fatigue resistance, structural integrity, and thermal performance. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion and maintain concentricity.
After forming, turbine casings undergo heat treatment, precision machining, and non-destructive inspection to produce durable, high-performance components capable of withstanding extreme operational conditions. The seamless, flow-formed construction ensures superior mechanical performance and dimensional accuracy compared to conventional welded or machined casings.
A Flow Forming Machine for Spacecraft Pressure Vessels produces seamless, high-strength vessels for storing pressurized fluids, gases, or propellants in satellites and spacecraft. Preforms made from aluminum-lithium alloys, titanium, or stainless steel are mounted on precision mandrels, and as the preform rotates, forming rollers progressively compress and elongate the material, producing uniform, seamless vessels. Flow forming aligns the metal grain along the vessel axis, enhancing tensile strength, fatigue resistance, and reliability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure minimal distortion and uniform wall thickness.
After forming, spacecraft pressure vessels undergo heat treatment, precision machining, and non-destructive inspection, producing lightweight, durable, and reliable components for critical space applications. The seamless, flow-formed construction ensures optimal safety, structural integrity, and performance under the extreme pressures and thermal conditions encountered in space.
A Flow Forming Machine for Hydrogen Storage Cylinders produces seamless, high-pressure cylinders for fuel-cell vehicles, industrial storage, and aerospace applications. Preforms made from high-strength steel or aluminum alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless cylinders with precise wall thickness. Flow forming aligns the metal grain along the cylinder axis, enhancing tensile strength, fatigue resistance, and pressure tolerance. CNC-controlled multi-roller machines provide precise regulation of roller feed, forming pressure, and spindle speed to minimize distortion and ensure concentricity.
After forming, hydrogen storage cylinders undergo heat treatment, precision machining for valve interfaces, and rigorous non-destructive inspection to guarantee safe, reliable, and lightweight high-pressure storage. The seamless, flow-formed construction provides superior mechanical properties and dimensional accuracy compared to welded or machined alternatives, making these cylinders ideal for aerospace, industrial, and energy applications.
A Flow Forming Machine for Aerospace Fuel Tanks produces seamless, lightweight tanks for storing liquid or gaseous fuels in aircraft and spacecraft. Preforms made from aluminum, titanium, or high-strength alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tanks with precise wall thickness. Flow forming aligns the metal grain along the tank axis, improving tensile strength, fatigue resistance, and dimensional accuracy. CNC-controlled multi-roller machines allow precise control of roller feed, forming pressure, and spindle speed, ensuring minimal distortion and uniform wall thickness.
After forming, aerospace fuel tanks undergo heat treatment, precision machining of interfaces and connectors, and non-destructive inspection to deliver lightweight, durable, and reliable fuel storage systems. The seamless, flow-formed construction ensures structural integrity, pressure tolerance, and performance in demanding aerospace environments.
A Flow Forming Machine for UAV Structural Tubes produces seamless, high-strength tubes for unmanned aerial vehicle airframes, payload supports, and control structures. Preforms made from aluminum, titanium, or aerospace-grade alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tubes with precise wall thickness. Flow forming aligns the metal grain along the tube axis, enhancing tensile strength, fatigue resistance, and structural stability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure minimal distortion and concentricity.
After forming, UAV structural tubes undergo heat treatment, surface finishing, and non-destructive inspection, producing lightweight, strong, and reliable components capable of withstanding torsion, bending, vibration, and aerodynamic loads. Flow forming ensures high repeatability, superior mechanical performance, and efficient material usage compared to traditional manufacturing methods.
A Flow Forming Machine for Spacecraft Pressure Vessels produces seamless, high-strength vessels for storing pressurized fluids, gases, or propellants in satellites and spacecraft. Preforms made from aluminum-lithium alloys, titanium, or stainless steel are mounted on precision mandrels, and as the preform rotates, forming rollers progressively compress and elongate the material, producing uniform, seamless vessels with precise wall thickness. Flow forming aligns the metal grain along the vessel axis, enhancing tensile strength, fatigue resistance, and structural integrity. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed, ensuring minimal distortion and high concentricity.
After forming, spacecraft pressure vessels undergo heat treatment, precision machining, and non-destructive inspection to deliver lightweight, durable, and reliable components for critical space applications. The seamless construction ensures optimal performance under extreme pressures, thermal cycling, and mechanical stress, providing dependable containment of propellants and pressurized systems in spacecraft.
A Flow Forming Machine for Radar System Housings produces seamless, high-strength cylindrical and conical structures that protect sensitive radar and electronic systems in aerospace and defense applications. Preforms made from aluminum, titanium, or high-strength alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless housings with precise wall thickness. Flow forming aligns the metal grain along the housing axis, improving structural strength, fatigue resistance, and dimensional precision. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed, minimizing distortion and ensuring consistent quality.
After forming, radar housings undergo heat treatment, precision machining for mounting interfaces, and non-destructive inspection, producing lightweight, strong, and durable enclosures that protect radar systems from vibration, shock, and environmental exposure. The seamless construction enhances structural integrity and performance in demanding operational environments, making flow-formed housings ideal for aerospace, defense, and marine radar applications.
A Flow Forming Machine for Ammunition Cartridge Cases manufactures seamless, high-strength cases for small arms and artillery ammunition. Preforms made from brass, aluminum, or steel alloys are mounted on precision mandrels, and as the preform rotates, forming rollers progressively compress and elongate the material, producing uniform, seamless cases with precise wall thickness. Flow forming aligns the metal grain along the case axis, enhancing tensile strength, fatigue resistance, and dimensional accuracy. CNC-controlled machines allow precise regulation of roller feed, forming pressure, and spindle speed to ensure minimal distortion and high concentricity.
After forming, cartridge cases undergo annealing, precision machining for primer pockets and case mouth dimensions, and rigorous non-destructive inspection. The seamless, flow-formed construction ensures consistent, reliable, and safe ammunition capable of withstanding high firing pressures, providing precise performance and operational safety for military, law enforcement, and sporting applications.
A Flow Forming Machine for High-Pressure Gas Cylinders produces seamless cylinders designed to store industrial, medical, and energy gases at extremely high pressures. Preforms made from steel, aluminum, or composite alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless cylinders with precise wall thickness. Flow forming aligns the metal grain along the cylinder axis, enhancing mechanical strength, fatigue resistance, and pressure tolerance. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure minimal distortion and consistent concentricity.
After forming, high-pressure gas cylinders undergo heat treatment, machining for valve interfaces, and non-destructive inspection, resulting in lightweight, durable, and reliable storage vessels capable of safely containing high-pressure gases. The seamless, flow-formed construction provides superior mechanical performance and dimensional accuracy compared to welded or machined alternatives, making these cylinders ideal for critical industrial, aerospace, and medical applications.
A Flow Forming Machine for UAV Electronics Enclosures manufactures seamless, high-strength housings that protect avionics, sensors, and control systems in unmanned aerial vehicles. Preforms made from aluminum, titanium, or high-strength alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless enclosures. Flow forming aligns the metal grain along the enclosure axis, improving structural strength, fatigue resistance, and dimensional accuracy. CNC-controlled machines allow precise regulation of roller feed, forming pressure, and spindle speed to minimize distortion and ensure repeatable quality.
After forming, UAV electronics enclosures undergo heat treatment, precision machining for mounting interfaces, and non-destructive inspection. The seamless construction produces lightweight, strong, and reliable housings that protect critical avionics and electronic systems from vibration, shock, and environmental exposure, making them ideal for UAVs used in aerospace, defense, and industrial applications.
A Flow Forming Machine for Missile Guidance Tubes produces seamless, high-strength cylindrical tubes that house guidance systems, wiring, and sensors in missiles. Preforms made from aluminum, titanium, or high-strength steel alloys are mounted on precision mandrels, and as the preform rotates, forming rollers progressively compress and elongate the material, producing uniform, seamless tubes with precise wall thickness. Flow forming aligns the metal grain along the tube axis, enhancing tensile strength, fatigue resistance, and dimensional stability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure minimal distortion and high concentricity.
After forming, missile guidance tubes undergo heat treatment, precision machining, and non-destructive inspection to ensure durability and reliability under extreme launch, flight, and environmental conditions. The seamless, flow-formed construction provides lightweight, structurally stable tubes capable of protecting sensitive guidance components in advanced missile systems.
A Flow Forming Machine for Rocket Nozzles manufactures seamless, high-strength nozzles capable of withstanding extreme heat, vibration, and internal pressures during rocket propulsion. Preforms made from Inconel, titanium, or stainless steel alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless nozzles with precise wall thickness. Flow forming aligns the metal grain along the nozzle axis, improving structural integrity, thermal resistance, and fatigue life. CNC-controlled machines allow precise control of roller feed, forming pressure, and spindle speed, ensuring minimal distortion and uniformity.
After forming, rocket nozzles undergo heat treatment, precision machining, and non-destructive inspection to provide high-performance, reliable components for aerospace propulsion systems. The seamless, flow-formed construction ensures dimensional stability, structural strength, and thermal resilience under extreme operating conditions.
A Flow Forming Machine for Turbine Casings produces seamless, high-strength casings for gas turbines and jet engines capable of withstanding extreme rotational forces, thermal stress, and internal pressure. Preforms made from Inconel, titanium, or stainless steel alloys are mounted on precision mandrels, and as the preform rotates, forming rollers progressively compress and elongate the material, producing uniform, seamless casings with precise wall thickness. Flow forming aligns the metal grain along the casing axis, enhancing fatigue resistance, structural integrity, and thermal performance. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure minimal distortion and consistent concentricity.
After forming, turbine casings undergo heat treatment, precision machining, and non-destructive inspection to produce durable, high-performance components capable of withstanding the extreme operating conditions of turbines and jet engines. The seamless, flow-formed construction provides superior mechanical performance and dimensional accuracy compared to conventional welded or machined casings.
A Flow Forming Machine for Spacecraft Propellant Tanks manufactures seamless, high-strength tanks for storing liquid or gaseous propellants in satellites and spacecraft. Preforms made from aluminum-lithium alloys, titanium, or stainless steel are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tanks with precise wall thickness. Flow forming aligns the metal grain along the tank axis, improving tensile strength, fatigue resistance, and dimensional accuracy. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure minimal distortion and uniform wall thickness.
After forming, propellant tanks undergo heat treatment, precision machining of ports and interfaces, and non-destructive inspection. The seamless, flow-formed construction ensures lightweight, strong, and reliable tanks capable of safely storing propellants for aerospace propulsion systems, providing optimal structural integrity under extreme conditions.
A Flow Forming Machine for Artillery Shell Casings manufactures seamless, high-strength casings capable of withstanding extreme internal pressures and mechanical stresses during firing. Preforms made from high-strength steel or alloy materials are mounted on precision mandrels, and as the preform rotates, forming rollers progressively compress and elongate the material, producing uniform, seamless casings with precise wall thickness. Flow forming aligns the metal grain along the casing axis, enhancing tensile strength, fatigue resistance, and structural integrity. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed, ensuring minimal distortion, high concentricity, and repeatable quality.
After forming, artillery shell casings undergo heat treatment to optimize mechanical properties, precision machining for primer pockets and mouth dimensions, and non-destructive inspection such as ultrasonic or radiographic testing. The seamless construction provides superior strength, safety, and reliability under high-pressure firing conditions while minimizing material waste and improving dimensional accuracy compared to traditional manufacturing methods.
A Flow Forming Machine for Rocket Motor Casings produces seamless, high-strength cylindrical or conical casings that can withstand extreme pressures, thermal stresses, and vibration during rocket propulsion. Preforms made from steel, aluminum, or titanium alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless casings with precise wall thickness. Flow forming aligns the grain structure along the casing axis, enhancing tensile strength, fatigue resistance, and dimensional stability. CNC-controlled multi-roller machines provide precise regulation of roller feed, forming pressure, and spindle speed to ensure minimal distortion and consistent quality.
After forming, rocket motor casings undergo heat treatment, precision machining for attachment interfaces, and non-destructive inspection. The seamless, flow-formed construction ensures that casings are lightweight, strong, and capable of withstanding the demanding conditions of aerospace and defense applications, providing reliable and repeatable performance.
A Flow Forming Machine for Hydrogen Storage Cylinders manufactures seamless, high-pressure cylinders for industrial, aerospace, and fuel-cell vehicle applications. Preforms made from high-strength steel or aluminum alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless cylinders with precise wall thickness. Flow forming aligns the metal grain along the cylinder axis, improving tensile strength, fatigue resistance, and pressure tolerance. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure minimal distortion and high concentricity.
After forming, hydrogen storage cylinders undergo heat treatment, precision machining for valve interfaces, and rigorous non-destructive inspection, including hydrostatic and ultrasonic testing. The seamless, flow-formed construction ensures safe, lightweight, and durable high-pressure cylinders capable of reliably storing hydrogen under extreme conditions, providing superior performance compared to welded or machined alternatives.
A Flow Forming Machine for UAV Structural Tubes produces seamless, high-strength tubes used in unmanned aerial vehicle airframes, payload supports, and control structures. Preforms made from aluminum, titanium, or aerospace-grade alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tubes with precise wall thickness. Flow forming aligns the metal grain along the tube axis, enhancing tensile strength, fatigue resistance, and structural stability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion and ensure concentricity.
After forming, UAV structural tubes undergo heat treatment, surface finishing, and non-destructive inspection. The seamless construction results in lightweight, strong, and reliable airframe components that withstand torsion, bending, vibration, and aerodynamic forces, making flow-formed tubes essential for high-performance UAV designs.
A Flow Forming Machine for Aerospace Fuel Tanks manufactures seamless, high-strength, lightweight tanks for storing liquid or gaseous fuels in aircraft and spacecraft. Preforms made from aluminum, titanium, or high-strength alloys are mounted on precision mandrels, and as the preform rotates, forming rollers progressively compress and elongate the material, producing uniform, seamless tanks with precise wall thickness. Flow forming aligns the metal grain along the tank axis, improving tensile strength, fatigue resistance, and dimensional accuracy. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed to minimize distortion and ensure uniform wall thickness.
After forming, aerospace fuel tanks undergo heat treatment, precision machining of connection points and interfaces, and non-destructive inspection. The seamless, flow-formed construction ensures that tanks are lightweight, structurally robust, and capable of withstanding internal pressures, thermal cycling, and vibration, making them ideal for critical aerospace fuel storage applications.
A Flow Forming Machine for Submarine Pressure Tubes produces seamless, high-strength tubes for hydraulic, propulsion, and life-support systems in submarines. Preforms made from high-strength steel or titanium alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tubes with precise wall thickness. Flow forming aligns the metal grain along the tube axis, improving pressure tolerance, fatigue resistance, and structural strength. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure minimal distortion and high concentricity.
After forming, submarine pressure tubes undergo heat treatment, precision machining for connection interfaces, and non-destructive inspection. The seamless, flow-formed construction provides superior strength, corrosion resistance, and dimensional accuracy compared to welded or machined alternatives, ensuring reliable performance in extreme underwater environments.
A Flow Forming Machine for Radar System Housings produces seamless, high-strength structures that protect sensitive radar and electronic systems in aerospace and defense applications. Preforms made from aluminum, titanium, or high-strength alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless housings with precise wall thickness. Flow forming aligns the metal grain along the housing axis, enhancing structural integrity, fatigue resistance, and dimensional precision. CNC-controlled multi-roller machines allow precise control of roller feed, forming pressure, and spindle speed to minimize distortion and ensure consistent quality.
After forming, radar housings undergo heat treatment, precision machining for mounting interfaces, and non-destructive inspection. The seamless, flow-formed construction ensures that housings are lightweight, strong, and durable, providing reliable protection for radar systems against vibration, shock, and environmental exposure in critical defense and aerospace applications.
A Flow Forming Machine for Jet Engine Combustion Liners manufactures seamless liners capable of withstanding extreme temperatures, pressures, and vibration in jet engines. Preforms made from nickel-based superalloys, Inconel, or titanium are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless liners with precise wall thickness. Flow forming aligns the metal grain along the liner axis, enhancing thermal resistance, fatigue life, and structural integrity. CNC-controlled machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure minimal distortion and repeatable quality.
After forming, combustion liners undergo heat treatment, precision machining, and non-destructive inspection. The seamless, flow-formed construction provides durable, high-performance components capable of withstanding extreme operational stresses in modern jet engines, improving reliability and service life.
A Flow Forming Machine for Cryogenic Storage Vessels produces seamless tanks for storing extremely low-temperature liquids such as liquid hydrogen or oxygen. Preforms made from cryogenic-grade stainless steel, aluminum, or titanium alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless vessels with precise wall thickness. Flow forming aligns the metal grain along the vessel axis, improving low-temperature strength, fatigue resistance, and structural stability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure minimal distortion and high concentricity.
After forming, cryogenic vessels undergo heat treatment, surface finishing, and non-destructive inspection. The seamless, flow-formed construction ensures safe, lightweight, and durable vessels capable of storing cryogenic liquids under extreme conditions, providing reliable performance for aerospace, industrial, and energy applications.
A Flow Forming Machine for Industrial Drums produces seamless, high-strength cylindrical drums used for storing chemicals, oils, powders, and other industrial materials. Preforms made from steel, aluminum, or stainless steel are mounted on precision mandrels, and as the preform rotates, forming rollers progressively compress and elongate the material, producing uniform, seamless drums with precise wall thickness. Flow forming aligns the metal grain along the drum axis, enhancing tensile strength, impact resistance, and structural integrity. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion, ensure concentricity, and achieve repeatable quality.
After forming, industrial drums undergo heat treatment to improve mechanical properties, surface finishing for corrosion resistance, and quality inspection, including dimensional checks and non-destructive testing if required. The seamless, flow-formed construction ensures that the drums are strong, durable, and capable of withstanding heavy loads, internal pressures, or handling stresses, providing reliable containment for industrial liquids and solids while reducing material waste and improving consistency compared to traditional welding or stamping processes.
go on on the same topic without sections
A Flow Forming Machine for Industrial Drums produces seamless, high-strength cylindrical drums used for storing chemicals, oils, powders, and other industrial materials. Preforms made from steel, aluminum, or stainless steel are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless drums with precise wall thickness. Flow forming aligns the metal grain along the drum axis, enhancing tensile strength, impact resistance, and overall structural integrity. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed, ensuring minimal distortion, high concentricity, and repeatable quality.
After forming, industrial drums undergo heat treatment to improve mechanical properties, surface finishing for corrosion resistance, and dimensional inspection. Non-destructive testing may be performed to guarantee reliability and durability under heavy loads, handling stresses, or internal pressures. The seamless, flow-formed construction ensures that the drums provide safe and dependable containment, reduce material waste compared to welded or stamped alternatives, and deliver consistent performance across high-volume industrial applications.
A Flow Forming Machine for Pressure Vessels manufactures seamless, high-strength vessels designed to contain gases or liquids under high pressure for industrial, aerospace, and energy applications. Preforms made from steel, aluminum, titanium, or high-strength alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless vessels with precise wall thickness. Flow forming aligns the metal grain along the vessel axis, enhancing tensile strength, fatigue resistance, and dimensional stability. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed, minimizing distortion and ensuring repeatable quality.
After forming, pressure vessels undergo heat treatment, machining for connection interfaces, and rigorous non-destructive inspection, including hydrostatic or ultrasonic testing. The seamless, flow-formed construction ensures lightweight, structurally robust, and safe vessels capable of withstanding high internal pressures, extreme temperatures, and dynamic stresses, providing superior performance compared to conventional welded or machined pressure vessels.
A Flow Forming Machine for Rocket Motor Casings produces seamless, high-strength cylindrical or tapered casings for solid or liquid propellant rockets. Preforms made from steel, aluminum, or titanium alloys are mounted on precision mandrels, and as the preform rotates, forming rollers progressively compress and elongate the material, producing uniform, seamless casings with precise wall thickness. Flow forming aligns the metal grain along the casing axis, improving tensile strength, fatigue resistance, and pressure tolerance. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed, ensuring minimal distortion and high concentricity.
After forming, rocket motor casings undergo heat treatment, precision machining for attachment and ignition interfaces, and non-destructive inspection to verify structural integrity and dimensional accuracy. The seamless construction provides lightweight, strong, and reliable casings capable of withstanding extreme internal pressures, thermal stresses, and vibration, ensuring safe and predictable performance in aerospace and defense applications.
A Flow Forming Machine for Hydrogen Storage Cylinders manufactures seamless, high-pressure cylinders used in fuel-cell vehicles, aerospace, and industrial hydrogen storage. Preforms made from high-strength steel or aluminum alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless cylinders with precise wall thickness. Flow forming aligns the metal grain along the cylinder axis, enhancing tensile strength, fatigue resistance, and pressure tolerance. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion and ensure high concentricity.
After forming, hydrogen storage cylinders undergo heat treatment, machining for valve and fitting interfaces, and rigorous non-destructive testing such as ultrasonic or hydrostatic inspection. The seamless, flow-formed construction ensures lightweight, durable, and safe cylinders capable of containing hydrogen at very high pressures, providing superior performance, reliability, and lifespan compared to welded or conventional machined cylinders.
A Flow Forming Machine for Aerospace Fuel Tanks produces seamless, lightweight tanks for storing liquid or gaseous fuels in aircraft and spacecraft. Preforms made from aluminum, titanium, or high-strength alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tanks with precise wall thickness. Flow forming aligns the metal grain along the tank axis, enhancing tensile strength, fatigue resistance, and dimensional accuracy. CNC-controlled multi-roller machines allow precise control of roller feed, forming pressure, and spindle speed to minimize distortion and maintain uniform wall thickness.
After forming, aerospace fuel tanks undergo heat treatment, machining for interface connections, and non-destructive inspection. The seamless construction ensures that tanks are strong, lightweight, and capable of withstanding internal pressures, vibration, and thermal cycling, providing reliable fuel containment for critical aerospace operations.
A Flow Forming Machine for UAV Structural Tubes produces seamless, high-strength tubes used in unmanned aerial vehicle airframes, payload supports, and control structures. Preforms made from aluminum, titanium, or aerospace-grade alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tubes with precise wall thickness. Flow forming aligns the metal grain along the tube axis, enhancing tensile strength, fatigue resistance, and structural stability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed, ensuring minimal distortion and consistent concentricity.
After forming, UAV structural tubes undergo heat treatment, surface finishing, and non-destructive inspection. The seamless, flow-formed construction results in lightweight, strong, and reliable components capable of withstanding torsion, bending, vibration, and aerodynamic forces, making them essential for high-performance UAV airframes.
A Flow Forming Machine for Jet Engine Combustion Liners manufactures seamless liners capable of withstanding extreme temperatures, internal pressures, and vibration in jet engines. Preforms made from nickel-based superalloys, Inconel, or titanium alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless liners with precise wall thickness. Flow forming aligns the metal grain along the liner axis, improving thermal resistance, fatigue life, and structural integrity. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed to minimize distortion and ensure repeatable quality.
After forming, combustion liners undergo heat treatment, precision machining, and non-destructive inspection. The seamless construction ensures that the liners can withstand extreme thermal and mechanical stresses in modern jet engines, delivering reliable performance and extended service life.
A Flow Forming Machine for Radar System Housings produces seamless, high-strength enclosures that protect sensitive radar and electronic equipment in defense and aerospace applications. Preforms made from aluminum, titanium, or high-strength alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless housings with precise wall thickness. Flow forming aligns the metal grain along the housing axis, improving structural strength, fatigue resistance, and dimensional accuracy. CNC-controlled multi-roller machines allow precise control of roller feed, forming pressure, and spindle speed to minimize distortion and maintain consistent quality.
After forming, radar housings undergo heat treatment, precision machining, and non-destructive inspection. The seamless, flow-formed construction produces lightweight, durable, and strong housings that protect radar systems from vibration, shock, and environmental exposure, ensuring reliable performance in critical aerospace and defense applications.
A Flow Forming Machine for Spacecraft Pressure Vessels produces seamless, high-strength vessels for containing pressurized gases, liquids, or propellants in satellites and spacecraft. Preforms made from aluminum-lithium alloys, titanium, or stainless steel are mounted on precision mandrels, and as the preform rotates, forming rollers progressively compress and elongate the material, producing uniform, seamless vessels with precise wall thickness. Flow forming aligns the metal grain along the vessel axis, enhancing tensile strength, fatigue resistance, and structural integrity. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed, ensuring minimal distortion, high concentricity, and repeatable quality.
After forming, spacecraft pressure vessels undergo heat treatment, precision machining for port and attachment interfaces, and non-destructive inspection. The seamless construction delivers lightweight, strong, and reliable components capable of safely withstanding extreme internal pressures, thermal cycling, and mechanical stresses encountered in space, providing critical containment for propellants, compressed gases, and fluid systems in advanced aerospace applications.
A Flow Forming Machine for Artillery Shell Casings manufactures seamless, high-strength casings capable of withstanding extreme internal pressures and mechanical stresses during firing. Preforms made from high-strength steel or alloy materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless casings with precise wall thickness. Flow forming aligns the metal grain along the casing axis, improving tensile strength, fatigue resistance, and structural durability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion and maintain concentricity, ensuring repeatable quality.
After forming, artillery shell casings undergo heat treatment, precision machining for primer pockets and case mouths, and non-destructive inspection. The seamless, flow-formed construction provides superior strength, safety, and performance under high-pressure firing conditions while reducing material waste and improving dimensional accuracy compared to traditional forging or welded casings.
A Flow Forming Machine for Missile Guidance Tubes produces seamless, high-strength cylindrical tubes that house guidance systems, wiring, and sensors in missiles. Preforms made from aluminum, titanium, or high-strength steel alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tubes with precise wall thickness. Flow forming aligns the metal grain along the tube axis, enhancing tensile strength, fatigue resistance, and dimensional stability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion and ensure high concentricity.
After forming, missile guidance tubes undergo heat treatment, precision machining, and non-destructive inspection. The seamless, flow-formed construction provides lightweight, structurally stable tubes capable of protecting sensitive guidance components under extreme launch, flight, and environmental conditions, ensuring reliability in high-performance missile systems.
A Flow Forming Machine for Rocket Nozzles manufactures seamless, high-strength nozzles capable of withstanding extreme heat, vibration, and internal pressures during rocket propulsion. Preforms made from Inconel, titanium, or stainless steel alloys are mounted on precision mandrels, and as the preform rotates, forming rollers progressively compress and elongate the material, producing uniform, seamless nozzles with precise wall thickness. Flow forming aligns the metal grain along the nozzle axis, improving thermal resistance, structural integrity, and fatigue life. CNC-controlled machines allow precise regulation of roller feed, forming pressure, and spindle speed to minimize distortion and maintain uniformity.
After forming, rocket nozzles undergo heat treatment, precision machining, and non-destructive inspection. The seamless construction ensures that nozzles retain dimensional stability, structural strength, and thermal resilience under the extreme operating conditions of rocket propulsion, providing high-performance, reliable components for aerospace systems.
A Flow Forming Machine for Turbine Casings produces seamless, high-strength casings for gas turbines and jet engines that can withstand extreme rotational forces, thermal stress, and internal pressure. Preforms made from Inconel, titanium, or stainless steel alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless casings with precise wall thickness. Flow forming aligns the metal grain along the casing axis, enhancing fatigue resistance, structural integrity, and thermal performance. CNC-controlled multi-roller machines allow precise control of roller feed, forming pressure, and spindle speed to minimize distortion and maintain concentricity.
After forming, turbine casings undergo heat treatment, precision machining, and non-destructive inspection. The seamless, flow-formed construction ensures durable, high-performance components capable of withstanding extreme operational stresses, providing superior mechanical performance and dimensional accuracy compared to conventional machined or welded casings.
A Flow Forming Machine for Cryogenic Storage Vessels manufactures seamless tanks for extremely low-temperature liquids such as liquid hydrogen, oxygen, or nitrogen. Preforms made from cryogenic-grade stainless steel, aluminum, or titanium alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless vessels with precise wall thickness. Flow forming aligns the metal grain along the vessel axis, improving low-temperature strength, fatigue resistance, and structural stability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure minimal distortion and high concentricity.
After forming, cryogenic vessels undergo heat treatment, surface finishing, and non-destructive inspection. The seamless, flow-formed construction ensures lightweight, durable, and safe tanks capable of containing cryogenic liquids under extreme conditions, delivering reliable performance for aerospace, industrial, and energy storage applications.
A Flow Forming Machine for Industrial Drums produces seamless, high-strength cylindrical drums for storing chemicals, oils, powders, and other industrial materials. Preforms made from steel, aluminum, or stainless steel are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless drums with precise wall thickness. Flow forming aligns the metal grain along the drum axis, enhancing tensile strength, impact resistance, and overall structural integrity. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion, maintain concentricity, and achieve repeatable quality.
After forming, industrial drums undergo heat treatment, surface finishing for corrosion resistance, and dimensional inspection. Non-destructive testing may be performed to ensure reliability under heavy loads, internal pressures, and handling stresses. The seamless, flow-formed construction provides strong, durable, and consistent drums that reduce material waste and deliver reliable performance in high-volume industrial applications.
A Flow Forming Machine for High-Pressure Gas Cylinders manufactures seamless cylinders designed for industrial, medical, and energy applications requiring extremely high-pressure containment. Preforms made from steel, aluminum, or composite alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless cylinders with precise wall thickness. Flow forming aligns the metal grain along the cylinder axis, enhancing mechanical strength, fatigue resistance, and pressure tolerance. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed to minimize distortion and ensure concentricity.
After forming, high-pressure gas cylinders undergo heat treatment, machining for valve interfaces, and non-destructive inspection such as hydrostatic or ultrasonic testing. The seamless, flow-formed construction ensures that the cylinders are lightweight, durable, and capable of safely containing gases at very high pressures, providing superior performance and reliability compared to welded or conventional machined alternatives.
A Flow Forming Machine for Downhole Tool Bodies produces seamless, high-strength cylindrical and conical components used in oil, gas, and geothermal drilling applications. Preforms made from high-strength steel or alloy materials are mounted on precision mandrels, and as the preform rotates, forming rollers progressively compress and elongate the material, producing uniform, seamless bodies with precise wall thickness. Flow forming aligns the metal grain along the tool axis, enhancing tensile strength, fatigue resistance, and structural integrity under high torque, axial loads, and pressure conditions. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion and ensure consistent quality.
After forming, downhole tool bodies undergo heat treatment, precision machining for threaded connections, and non-destructive inspection such as ultrasonic or magnetic particle testing. The seamless, flow-formed construction ensures reliable performance in extreme subsurface environments, providing high strength, dimensional accuracy, and durability that surpass conventional welded or machined components.
A Flow Forming Machine for Drilling Tool Housings manufactures seamless, high-strength housings that protect internal components such as bearings, gears, and electronics in drilling tools. Preforms made from steel, titanium, or high-strength alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless housings with precise wall thickness. Flow forming aligns the metal grain along the housing axis, improving fatigue resistance, impact strength, and dimensional stability. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed, ensuring minimal distortion and repeatable quality.
After forming, drilling tool housings undergo heat treatment, precision machining for internal component interfaces, and non-destructive inspection. The seamless, flow-formed construction provides lightweight, durable, and reliable housings capable of withstanding high pressures, vibration, and torsional loads, ensuring optimal performance in demanding drilling operations.
A Flow Forming Machine for UAV Structural Tubes produces seamless, high-strength tubes used in unmanned aerial vehicles for airframes, payload supports, and control structures. Preforms made from aluminum, titanium, or aerospace-grade alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tubes with precise wall thickness. Flow forming aligns the metal grain along the tube axis, enhancing tensile strength, fatigue resistance, and structural stability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure minimal distortion and concentricity.
After forming, UAV structural tubes undergo heat treatment, surface finishing, and non-destructive inspection. The seamless, flow-formed construction results in lightweight, strong, and reliable components capable of withstanding torsion, bending, vibration, and aerodynamic loads, making them essential for high-performance UAV airframes.
A Flow Forming Machine for Spacecraft Pressure Vessels produces seamless, high-strength vessels for storing pressurized fluids, gases, or propellants in spacecraft. Preforms made from aluminum-lithium alloys, titanium, or stainless steel are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless vessels with precise wall thickness. Flow forming aligns the metal grain along the vessel axis, enhancing tensile strength, fatigue resistance, and dimensional stability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed, ensuring minimal distortion and high concentricity.
After forming, spacecraft pressure vessels undergo heat treatment, precision machining for mounting and port interfaces, and non-destructive inspection. The seamless, flow-formed construction ensures lightweight, durable, and reliable vessels capable of withstanding extreme pressures, thermal cycling, and mechanical stresses encountered in space applications, providing safe and dependable containment for critical systems.
A Flow Forming Machine for Aircraft Landing Gear Cylinders manufactures seamless, high-strength hydraulic and structural cylinders used in aircraft landing gear systems. Preforms made from high-strength steel or titanium alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless cylinders with precise wall thickness. Flow forming aligns the metal grain along the cylinder axis, improving tensile strength, fatigue resistance, and load-bearing capacity. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed, ensuring minimal distortion and consistent quality.
After forming, landing gear cylinders undergo heat treatment, precision machining for attachment and hydraulic interfaces, and non-destructive inspection. The seamless, flow-formed construction provides lightweight, structurally robust, and reliable cylinders capable of withstanding high dynamic loads, impact forces, and repeated cycles in demanding aviation environments.
A Flow Forming Machine for Jet Engine Combustion Liners produces seamless, high-strength liners designed to withstand extreme temperatures, internal pressures, and vibration in jet engines. Preforms made from nickel-based superalloys, Inconel, or titanium alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless liners with precise wall thickness. Flow forming aligns the metal grain along the liner axis, improving thermal resistance, fatigue strength, and dimensional accuracy. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed to minimize distortion and ensure repeatable quality.
After forming, combustion liners undergo heat treatment, precision machining, and non-destructive inspection. The seamless construction ensures that liners maintain structural integrity and thermal stability under extreme operational conditions, providing reliable performance and extended service life in modern jet engines.
A Flow Forming Machine for Pressure Vessels produces seamless, high-strength containers designed to hold gases or liquids at high pressures for industrial, aerospace, and energy applications. Preforms made from steel, aluminum, titanium, or high-strength alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless vessels with precise wall thickness. Flow forming aligns the metal grain along the vessel axis, enhancing tensile strength, fatigue resistance, and dimensional stability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure minimal distortion and consistent quality.
After forming, pressure vessels undergo heat treatment, machining for connection interfaces, and rigorous non-destructive inspection, including hydrostatic or ultrasonic testing. The seamless, flow-formed construction provides lightweight, strong, and safe vessels capable of withstanding high internal pressures, extreme temperatures, and mechanical stresses, offering superior performance compared to conventional welded or machined alternatives.
A Flow Forming Machine for Radar System Housings manufactures seamless, high-strength enclosures that protect sensitive radar and electronic equipment in aerospace and defense applications. Preforms made from aluminum, titanium, or high-strength alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless housings with precise wall thickness. Flow forming aligns the metal grain along the housing axis, enhancing tensile strength, fatigue resistance, and dimensional accuracy. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed to minimize distortion and ensure consistent quality.
After forming, radar housings undergo heat treatment, precision machining, and non-destructive inspection. The seamless, flow-formed construction provides lightweight, strong, and durable housings that protect radar systems from vibration, shock, and environmental exposure, ensuring reliable performance in demanding aerospace and defense applications.
A Flow Forming Machine for Ammunition Cartridge Cases produces seamless, high-strength cases for small arms and artillery ammunition. Preforms made from brass, aluminum, or steel alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless cases with precise wall thickness. Flow forming aligns the metal grain along the case axis, improving tensile strength, fatigue resistance, and dimensional accuracy. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed, minimizing distortion and ensuring repeatable quality.
After forming, cartridge cases undergo annealing, precision machining for primer pockets and case mouth dimensions, and non-destructive inspection. The seamless, flow-formed construction ensures consistent, reliable, and safe ammunition capable of withstanding high firing pressures while delivering precise performance for military, law enforcement, and sporting applications.
A Flow Forming Machine for Artillery Shell Casings manufactures seamless, high-strength casings capable of withstanding extreme internal pressures and mechanical stresses during firing. Preforms made from high-strength steel or alloy materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless casings with precise wall thickness. Flow forming aligns the metal grain along the casing axis, improving tensile strength, fatigue resistance, and overall structural integrity. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed, ensuring minimal distortion and high concentricity.
After forming, artillery shell casings undergo heat treatment, precision machining for primer pockets and case mouth dimensions, and non-destructive inspection. The seamless construction provides superior strength, reliability, and safety under high-pressure firing conditions, reducing material waste and improving dimensional accuracy compared to traditional forging or welded casings.
A Flow Forming Machine for High-Pressure Gas Cylinders produces seamless cylinders designed for industrial, medical, and energy applications requiring extremely high-pressure containment. Preforms made from steel, aluminum, or composite alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless cylinders with precise wall thickness. Flow forming aligns the metal grain along the cylinder axis, enhancing tensile strength, fatigue resistance, and pressure tolerance. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed to minimize distortion and ensure high concentricity.
After forming, high-pressure gas cylinders undergo heat treatment, machining for valve interfaces, and non-destructive inspection, such as hydrostatic or ultrasonic testing. The seamless, flow-formed construction ensures that the cylinders are lightweight, durable, and capable of safely containing gases at very high pressures, delivering superior performance and reliability compared to welded or conventional machined alternatives.
A Flow Forming Machine for Rocket Motor Casings produces seamless, high-strength cylindrical or tapered casings for solid or liquid propellant rockets. Preforms made from steel, aluminum, or titanium alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless casings with precise wall thickness. Flow forming aligns the metal grain along the casing axis, enhancing tensile strength, fatigue resistance, and pressure tolerance. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure minimal distortion and consistent quality.
After forming, rocket motor casings undergo heat treatment, precision machining for attachment and ignition interfaces, and non-destructive inspection. The seamless, flow-formed construction produces lightweight, strong, and reliable casings capable of withstanding extreme internal pressures, thermal stresses, and vibration, ensuring predictable and safe performance in aerospace and defense applications.
A Flow Forming Machine for UAV Structural Tubes produces seamless, high-strength tubes used in unmanned aerial vehicles for airframes, payload supports, and control structures. Preforms made from aluminum, titanium, or aerospace-grade alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tubes with precise wall thickness. Flow forming aligns the metal grain along the tube axis, enhancing tensile strength, fatigue resistance, and structural stability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure minimal distortion and high concentricity.
After forming, UAV structural tubes undergo heat treatment, surface finishing, and non-destructive inspection. The seamless, flow-formed construction results in lightweight, strong, and reliable components capable of withstanding torsion, bending, vibration, and aerodynamic loads, making them essential for high-performance UAV airframes.
A Flow Forming Machine for Aerospace Fuel Tanks produces seamless, lightweight tanks for storing liquid or gaseous fuels in aircraft and spacecraft. Preforms made from aluminum, titanium, or high-strength alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tanks with precise wall thickness. Flow forming aligns the metal grain along the tank axis, improving tensile strength, fatigue resistance, and dimensional accuracy. CNC-controlled multi-roller machines allow precise control of roller feed, forming pressure, and spindle speed, minimizing distortion and ensuring uniform wall thickness.
After forming, aerospace fuel tanks undergo heat treatment, precision machining of connection points and interfaces, and non-destructive inspection. The seamless construction ensures that tanks are strong, lightweight, and capable of withstanding internal pressures, vibration, and thermal cycling, providing reliable fuel containment for critical aerospace operations.
A Flow Forming Machine for Downhole Tool Bodies produces seamless, high-strength cylindrical and conical components used in oil, gas, and geothermal drilling. Preforms made from high-strength steel or alloy materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless bodies with precise wall thickness. Flow forming aligns the metal grain along the tool axis, enhancing tensile strength, fatigue resistance, and structural integrity under high torque, axial loads, and pressure conditions. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed, minimizing distortion and ensuring repeatable quality.
After forming, downhole tool bodies undergo heat treatment, precision machining for threaded connections, and non-destructive inspection. The seamless, flow-formed construction ensures reliable performance in extreme subsurface environments, providing high strength, dimensional accuracy, and durability beyond conventional welded or machined components.
Flow Forming Machine for Pneumatic Cylinder Tubes
A Flow Forming Machine for Pneumatic Cylinder Tubes produces seamless, high-strength tubes used in pneumatic actuators and industrial automation systems. Preforms made from high-strength steel, aluminum, or alloy materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tubes with precise wall thickness. Flow forming aligns the metal grain along the tube axis, enhancing tensile strength, fatigue resistance, and pressure tolerance. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed, ensuring minimal distortion, high concentricity, and consistent quality.
After forming, pneumatic cylinder tubes undergo heat treatment, precision machining for bore dimensions, and surface finishing to achieve optimal smoothness for piston operation. Non-destructive inspection is performed to verify wall uniformity and structural integrity. The seamless, flow-formed construction ensures lightweight, durable, and reliable tubes capable of withstanding high-pressure air cycles, vibration, and repeated actuation, providing long-lasting performance in industrial automation, robotics, and pneumatic systems.
A Flow Forming Machine for Pneumatic Cylinder Tubes produces seamless, high-strength tubes used in pneumatic actuators, industrial automation systems, and robotics. Preforms made from high-strength steel, aluminum, or alloy materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tubes with precise wall thickness. Flow forming aligns the metal grain along the tube axis, enhancing tensile strength, fatigue resistance, and pressure tolerance. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed, ensuring minimal distortion, high concentricity, and consistent quality.
After forming, pneumatic cylinder tubes undergo heat treatment, precision machining for bore dimensions, and surface finishing to achieve smooth internal surfaces for optimal piston movement. Non-destructive inspection ensures wall uniformity, dimensional accuracy, and structural integrity. The seamless, flow-formed construction provides lightweight, durable, and reliable tubes capable of withstanding high-pressure air cycles, repeated actuation, vibration, and mechanical loads, delivering long-lasting performance in industrial automation, robotic systems, and heavy-duty pneumatic applications.
A Flow Forming Machine for Industrial Drums produces seamless, high-strength cylindrical drums used for storage and transport of chemicals, oils, powders, and other industrial materials. Preforms made from steel, aluminum, or stainless steel are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless drums with precise wall thickness. Flow forming aligns the metal grain along the drum axis, enhancing tensile strength, impact resistance, and structural durability. CNC-controlled multi-roller machines allow precise control of roller feed, forming pressure, and spindle speed, ensuring minimal distortion and repeatable quality.
After forming, industrial drums undergo heat treatment to improve mechanical properties, surface finishing for corrosion resistance, and non-destructive inspection to verify dimensional accuracy. The seamless, flow-formed construction ensures drums are robust, durable, and capable of handling heavy loads, internal pressures, and handling stresses, providing reliable containment while reducing material waste compared to welded or stamped drums.
A Flow Forming Machine for Hydraulic Cylinder Tubes manufactures seamless, high-strength tubes used in hydraulic actuators and heavy machinery. Preforms made from high-strength steel or alloy materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tubes with precise wall thickness. Flow forming aligns the metal grain along the tube axis, improving tensile strength, fatigue resistance, and pressure-bearing capacity. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed, minimizing distortion and ensuring consistent quality.
After forming, hydraulic cylinder tubes undergo heat treatment, precision machining for bore dimensions, and surface finishing to achieve optimal smoothness for piston operation. Non-destructive inspection confirms wall uniformity and structural integrity. The seamless, flow-formed construction delivers durable, lightweight, and reliable tubes capable of withstanding high hydraulic pressures, repeated cycles, and mechanical loads, providing long-lasting performance in industrial, mobile, and heavy-duty hydraulic applications.
A Flow Forming Machine for Aerospace Fuel Tanks produces seamless, high-strength, lightweight tanks for storing liquid or gaseous fuels in aircraft and spacecraft. Preforms made from aluminum, titanium, or high-strength alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tanks with precise wall thickness. Flow forming aligns the metal grain along the tank axis, enhancing tensile strength, fatigue resistance, and dimensional accuracy. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed to minimize distortion and maintain uniform wall thickness.
After forming, aerospace fuel tanks undergo heat treatment, precision machining of port and connection interfaces, and non-destructive inspection. The seamless, flow-formed construction ensures tanks are lightweight, durable, and capable of withstanding internal pressures, vibration, and thermal cycling, delivering reliable fuel containment for critical aerospace operations.
A Flow Forming Machine for Spacecraft Pressure Vessels manufactures seamless, high-strength vessels for storing pressurized gases, liquids, or propellants in satellites and spacecraft. Preforms made from aluminum-lithium alloys, titanium, or stainless steel are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless vessels with precise wall thickness. Flow forming aligns the metal grain along the vessel axis, improving tensile strength, fatigue resistance, and structural integrity. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure minimal distortion and high concentricity.
After forming, spacecraft pressure vessels undergo heat treatment, precision machining, and non-destructive inspection. The seamless, flow-formed construction provides lightweight, strong, and reliable vessels capable of withstanding extreme pressures, thermal cycling, and mechanical stresses in space, ensuring safe and dependable containment for propellants, compressed gases, and other critical spacecraft fluids.
A Flow Forming Machine for Aircraft Landing Gear Cylinders produces seamless, high-strength hydraulic and structural cylinders for aircraft landing gear systems. Preforms made from high-strength steel or titanium alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless cylinders with precise wall thickness. Flow forming aligns the metal grain along the cylinder axis, enhancing tensile strength, fatigue resistance, and load-bearing capacity. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed, minimizing distortion and maintaining consistent quality.
After forming, landing gear cylinders undergo heat treatment, precision machining for attachment and hydraulic interfaces, and non-destructive inspection. The seamless, flow-formed construction provides lightweight, robust, and reliable cylinders capable of withstanding high dynamic loads, impact forces, and repeated operational cycles, ensuring safe and dependable performance in demanding aviation environments.
A Flow Forming Machine for Radar System Housings manufactures seamless, high-strength enclosures that protect sensitive radar and electronic equipment in aerospace and defense applications. Preforms made from aluminum, titanium, or high-strength alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless housings with precise wall thickness. Flow forming aligns the metal grain along the housing axis, improving tensile strength, fatigue resistance, and dimensional accuracy. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion and maintain consistent quality.
After forming, radar housings undergo heat treatment, precision machining for mounting and interface connections, and non-destructive inspection. The seamless, flow-formed construction ensures lightweight, strong, and durable housings that protect radar systems from vibration, shock, and environmental exposure, providing reliable performance in critical aerospace and defense applications.
A Flow Forming Machine for Artillery Shell Casings produces seamless, high-strength casings capable of withstanding extreme internal pressures and mechanical stresses during firing. Preforms made from high-strength steel or alloy materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless casings with precise wall thickness. Flow forming aligns the metal grain along the casing axis, enhancing tensile strength, fatigue resistance, and structural integrity. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion and ensure high concentricity.
After forming, artillery shell casings undergo heat treatment, precision machining for primer pockets and mouth dimensions, and non-destructive inspection. The seamless, flow-formed construction provides superior strength, reliability, and safety under high-pressure firing conditions, reducing material waste and improving dimensional accuracy compared to traditional forging or welded casings.
A Flow Forming Machine for Rocket Motor Casings produces seamless, high-strength cylindrical or conical casings for solid or liquid propellant rockets. Preforms made from steel, aluminum, or titanium alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless casings with precise wall thickness. Flow forming aligns the metal grain along the casing axis, improving tensile strength, fatigue resistance, and pressure tolerance. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure minimal distortion and consistent quality.
After forming, rocket motor casings undergo heat treatment, precision machining for attachment and ignition interfaces, and non-destructive inspection. The seamless construction provides lightweight, strong, and reliable casings capable of withstanding extreme internal pressures, thermal stresses, and vibration, ensuring predictable and safe performance in aerospace and defense applications.
A Flow Forming Machine for Hydrogen Storage Cylinders manufactures seamless, high-pressure cylinders for fuel-cell vehicles, aerospace, and industrial hydrogen storage. Preforms made from high-strength steel or aluminum alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless cylinders with precise wall thickness. Flow forming aligns the metal grain along the cylinder axis, improving tensile strength, fatigue resistance, and pressure tolerance. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed, minimizing distortion and ensuring high concentricity.
After forming, hydrogen storage cylinders undergo heat treatment, precision machining for valve interfaces, and rigorous non-destructive inspection, including hydrostatic and ultrasonic testing. The seamless, flow-formed construction provides lightweight, durable, and safe cylinders capable of containing hydrogen at very high pressures, delivering superior performance, reliability, and lifespan compared to welded or machined alternatives.
A Flow Forming Machine for Aerospace Fuel Tanks produces seamless, high-strength, lightweight tanks for storing liquid or gaseous fuels in aircraft and spacecraft. Preforms made from aluminum, titanium, or high-strength alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tanks with precise wall thickness. Flow forming aligns the metal grain along the tank axis, enhancing tensile strength, fatigue resistance, and dimensional stability. CNC-controlled multi-roller machines allow precise control of roller feed, forming pressure, and spindle speed to minimize distortion and maintain uniform wall thickness.
After forming, aerospace fuel tanks undergo heat treatment, precision machining for connection interfaces, and non-destructive inspection. The seamless construction ensures tanks are lightweight, durable, and capable of withstanding internal pressures, vibration, and thermal cycling, providing reliable fuel containment for critical aerospace operations.
A Flow Forming Machine for Downhole Tool Bodies manufactures seamless, high-strength cylindrical and conical components used in oil, gas, and geothermal drilling. Preforms made from high-strength steel or alloy materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless bodies with precise wall thickness. Flow forming aligns the metal grain along the tool axis, improving tensile strength, fatigue resistance, and structural integrity under high torque, axial loads, and pressure conditions. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed to minimize distortion and ensure repeatable quality.
After forming, downhole tool bodies undergo heat treatment, precision machining for threaded connections, and non-destructive inspection. The seamless, flow-formed construction ensures reliable performance in extreme subsurface environments, providing high strength, dimensional accuracy, and durability beyond conventional welded or machined components.
A Flow Forming Machine for Drilling Tool Housings produces seamless, high-strength housings that protect internal components such as bearings, gears, and electronics in drilling tools. Preforms made from steel, titanium, or high-strength alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless housings with precise wall thickness. Flow forming aligns the metal grain along the housing axis, enhancing fatigue resistance, impact strength, and dimensional accuracy. CNC-controlled multi-roller machines allow precise control of roller feed, forming pressure, and spindle speed to minimize distortion and ensure repeatable quality.
After forming, drilling tool housings undergo heat treatment, precision machining for internal component interfaces, and non-destructive inspection. The seamless, flow-formed construction provides lightweight, durable, and reliable housings capable of withstanding high pressures, vibration, and torsional loads, ensuring optimal performance in demanding drilling operations.
A Flow Forming Machine for Pneumatic Cylinder Tubes produces seamless, high-strength tubes used in pneumatic actuators, automation systems, and robotics. Preforms made from high-strength steel, aluminum, or alloy materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tubes with precise wall thickness. Flow forming aligns the metal grain along the tube axis, enhancing tensile strength, fatigue resistance, and pressure tolerance. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion and ensure high concentricity.
After forming, pneumatic cylinder tubes undergo heat treatment, precision machining for bore dimensions, and surface finishing to achieve smooth internal surfaces for optimal piston operation. Non-destructive inspection ensures wall uniformity and structural integrity. The seamless, flow-formed construction delivers lightweight, durable, and reliable tubes capable of withstanding high-pressure air cycles, repeated actuation, vibration, and mechanical loads, providing long-lasting performance in industrial automation and pneumatic systems.
Flow Forming Machine for Hydraulic Cylinder Barrels
A Flow Forming Machine for Hydraulic Cylinder Barrels produces seamless, high-strength barrels used in hydraulic actuators, construction machinery, and industrial equipment. Preforms made from high-strength steel or alloy materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless barrels with precise wall thickness. Flow forming aligns the metal grain along the barrel axis, enhancing tensile strength, fatigue resistance, and pressure-bearing capacity. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed, minimizing distortion and ensuring concentricity for reliable performance.
After forming, hydraulic cylinder barrels undergo heat treatment, precision machining for bore dimensions, and surface finishing to achieve optimal smoothness for piston operation. Non-destructive inspection verifies wall uniformity, dimensional accuracy, and structural integrity. The seamless, flow-formed construction delivers durable, lightweight, and reliable barrels capable of withstanding high hydraulic pressures, repeated cycles, and mechanical loads, ensuring long-lasting performance in heavy-duty hydraulic applications across industrial, mobile, and construction machinery.
A Flow Forming Machine for Pressure Vessels produces seamless, high-strength containers for holding gases or liquids at elevated pressures in industrial, aerospace, and energy applications. Preforms made from steel, aluminum, titanium, or high-strength alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless vessels with precise wall thickness. Flow forming aligns the metal grain along the vessel axis, enhancing tensile strength, fatigue resistance, and structural stability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion and maintain consistent quality.
After forming, pressure vessels undergo heat treatment, precision machining for connection and interface points, and rigorous non-destructive inspection, including hydrostatic and ultrasonic testing. The seamless, flow-formed construction provides lightweight, strong, and reliable vessels capable of withstanding high internal pressures, extreme temperatures, and dynamic stresses, offering superior performance and safety compared to conventional welded or machined pressure containers.
A Flow Forming Machine for Aerospace Fuel Tanks manufactures seamless, high-strength tanks for storing liquid or gaseous fuels in aircraft and spacecraft. Preforms made from aluminum, titanium, or high-strength alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tanks with precise wall thickness. Flow forming aligns the metal grain along the tank axis, enhancing tensile strength, fatigue resistance, and dimensional accuracy. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed, minimizing distortion and ensuring uniform wall thickness.
After forming, aerospace fuel tanks undergo heat treatment, precision machining for port and connection interfaces, and non-destructive inspection. The seamless, flow-formed construction ensures lightweight, strong, and reliable tanks capable of withstanding internal pressures, vibration, and thermal cycling, providing secure and efficient fuel containment in critical aerospace applications.
A Flow Forming Machine for UAV Structural Tubes produces seamless, high-strength tubes used in unmanned aerial vehicles for airframes, payload supports, and control structures. Preforms made from aluminum, titanium, or aerospace-grade alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tubes with precise wall thickness. Flow forming aligns the metal grain along the tube axis, improving tensile strength, fatigue resistance, and structural stability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed, minimizing distortion and ensuring high concentricity.
After forming, UAV structural tubes undergo heat treatment, surface finishing, and non-destructive inspection. The seamless, flow-formed construction delivers lightweight, durable, and reliable tubes capable of withstanding torsion, bending, vibration, and aerodynamic forces, making them essential for high-performance UAV airframes and payload systems.
A Flow Forming Machine for Jet Engine Combustion Liners manufactures seamless liners capable of withstanding extreme temperatures, internal pressures, and vibration in jet engines. Preforms made from nickel-based superalloys, Inconel, or titanium alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless liners with precise wall thickness. Flow forming aligns the metal grain along the liner axis, improving thermal resistance, fatigue life, and structural integrity. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed to minimize distortion and maintain repeatable quality.
After forming, combustion liners undergo heat treatment, precision machining, and non-destructive inspection. The seamless, flow-formed construction ensures liners retain structural strength and thermal stability under extreme operational conditions, delivering reliable performance and extended service life in advanced jet engines.
A Flow Forming Machine for Downhole Tool Bodies produces seamless, high-strength cylindrical and conical components used in oil, gas, and geothermal drilling operations. Preforms made from high-strength steel or alloy materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless bodies with precise wall thickness. Flow forming aligns the metal grain along the tool axis, improving tensile strength, fatigue resistance, and durability under high torque, axial loads, and subsurface pressure conditions. CNC-controlled multi-roller machines allow precise control of roller feed, forming pressure, and spindle speed, minimizing distortion and ensuring repeatable quality.
After forming, downhole tool bodies undergo heat treatment, precision machining for threaded connections, and non-destructive inspection. The seamless, flow-formed construction ensures high strength, dimensional accuracy, and long-term reliability in extreme subsurface environments, outperforming conventional welded or machined components.
A Flow Forming Machine for Pneumatic Cylinder Tubes manufactures seamless, high-strength tubes used in pneumatic actuators, industrial automation, and robotic systems. Preforms made from high-strength steel, aluminum, or alloy materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tubes with precise wall thickness. Flow forming aligns the metal grain along the tube axis, enhancing tensile strength, fatigue resistance, and pressure tolerance. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion and maintain concentricity.
After forming, pneumatic cylinder tubes undergo heat treatment, precision machining for bore dimensions, and surface finishing to achieve optimal smoothness for piston operation. Non-destructive inspection ensures wall uniformity and structural integrity. The seamless, flow-formed construction delivers lightweight, durable, and reliable tubes capable of withstanding high-pressure air cycles, repeated actuation, vibration, and mechanical loads, ensuring long-lasting performance in pneumatic and automation systems.
A Flow Forming Machine for Hydraulic Cylinder Barrels produces seamless, high-strength barrels for hydraulic cylinders used in industrial machinery, construction equipment, and mobile hydraulics. Preforms made from high-strength steel or alloy materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless barrels with precise wall thickness. Flow forming aligns the metal grain along the barrel axis, improving tensile strength, fatigue resistance, and pressure-bearing capability. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed, ensuring minimal distortion, high concentricity, and repeatable quality.
After forming, hydraulic cylinder barrels undergo heat treatment, precision machining for bore dimensions, and surface finishing to achieve smooth internal surfaces for piston operation. Non-destructive inspection ensures wall uniformity, structural integrity, and dimensional accuracy. The seamless, flow-formed construction delivers lightweight, durable, and reliable barrels capable of withstanding high hydraulic pressures, repeated actuation cycles, and mechanical stresses, ensuring long-lasting performance in heavy-duty hydraulic systems.
A Flow Forming Machine for Rocket Motor Cases manufactures seamless, high-strength cylindrical or conical casings for solid or liquid propellant rockets. Preforms made from steel, aluminum, or titanium alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless casings with precise wall thickness. Flow forming aligns the metal grain along the casing axis, enhancing tensile strength, fatigue resistance, and structural integrity under extreme internal pressures and thermal loads. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion and maintain concentricity.
After forming, rocket motor cases undergo heat treatment, precision machining for attachment and ignition interfaces, and non-destructive inspection. The seamless construction ensures lightweight, durable, and safe casings capable of withstanding the extreme pressures, thermal stress, and vibration of rocket propulsion, delivering reliable performance for aerospace and defense applications.
A Flow Forming Machine for Artillery Shell Casings produces seamless, high-strength casings capable of withstanding extreme pressures during firing. Preforms made from high-strength steel or alloy materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless casings with precise wall thickness. Flow forming aligns the metal grain along the casing axis, enhancing tensile strength, fatigue resistance, and dimensional accuracy. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure minimal distortion and repeatable quality.
After forming, artillery shell casings undergo heat treatment, precision machining for primer pockets and mouth dimensions, and non-destructive inspection. The seamless, flow-formed construction ensures superior strength, reliability, and safety under high-pressure firing conditions, providing consistent performance compared to traditional forged or welded casings.
A Flow Forming Machine for Aerospace Fuel Tanks manufactures seamless, lightweight tanks for storing liquid or gaseous fuels in aircraft and spacecraft. Preforms made from aluminum, titanium, or high-strength alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tanks with precise wall thickness. Flow forming aligns the metal grain along the tank axis, improving tensile strength, fatigue resistance, and dimensional stability. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed, minimizing distortion and ensuring high-quality, uniform wall thickness.
After forming, aerospace fuel tanks undergo heat treatment, precision machining of port and connection interfaces, and non-destructive inspection. The seamless construction ensures tanks are lightweight, strong, and durable, capable of withstanding internal pressures, vibration, and thermal cycling, providing reliable fuel containment for critical aerospace applications.
A Flow Forming Machine for UAV Structural Tubes produces seamless, high-strength tubes used in unmanned aerial vehicles for airframes, payload supports, and control structures. Preforms made from aluminum, titanium, or aerospace-grade alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tubes with precise wall thickness. Flow forming aligns the metal grain along the tube axis, enhancing tensile strength, fatigue resistance, and structural stability. CNC-controlled multi-roller machines allow precise control of roller feed, forming pressure, and spindle speed to minimize distortion and maintain concentricity.
After forming, UAV structural tubes undergo heat treatment, surface finishing, and non-destructive inspection. The seamless, flow-formed construction provides lightweight, durable, and reliable tubes capable of withstanding torsion, bending, vibration, and aerodynamic forces, ensuring structural integrity and performance in high-performance UAVs.
A Flow Forming Machine for Spacecraft Pressure Vessels produces seamless, high-strength vessels for storing pressurized gases, liquids, or propellants in satellites and spacecraft. Preforms made from aluminum-lithium alloys, titanium, or stainless steel are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless vessels with precise wall thickness. Flow forming aligns the metal grain along the vessel axis, enhancing tensile strength, fatigue resistance, and dimensional stability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to ensure minimal distortion and high concentricity.
After forming, spacecraft pressure vessels undergo heat treatment, precision machining for mounting and port interfaces, and non-destructive inspection. The seamless, flow-formed construction ensures lightweight, durable, and reliable vessels capable of withstanding extreme pressures, thermal cycling, and mechanical stresses, providing safe and dependable containment for critical fluids in space applications.
A Flow Forming Machine for Downhole Tool Bodies manufactures seamless, high-strength cylindrical and conical components for oil, gas, and geothermal drilling operations. Preforms made from high-strength steel or alloy materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless bodies with precise wall thickness. Flow forming aligns the metal grain along the tool axis, improving tensile strength, fatigue resistance, and structural integrity under high torque, axial loads, and pressure conditions. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed to minimize distortion and ensure consistent quality.
After forming, downhole tool bodies undergo heat treatment, precision machining for threaded connections, and non-destructive inspection. The seamless, flow-formed construction provides high strength, dimensional accuracy, and reliability in extreme subsurface environments, outperforming conventional welded or machined components.
A Flow Forming Machine for Pneumatic Cylinder Tubes produces seamless, high-strength tubes used in pneumatic actuators, industrial automation, and robotic systems. Preforms made from high-strength steel, aluminum, or alloy materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tubes with precise wall thickness. Flow forming aligns the metal grain along the tube axis, enhancing tensile strength, fatigue resistance, and pressure tolerance. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion and maintain high concentricity.
After forming, pneumatic cylinder tubes undergo heat treatment, precision machining for bore dimensions, and surface finishing to achieve optimal smoothness for piston operation. Non-destructive inspection ensures wall uniformity and structural integrity. The seamless, flow-formed construction provides durable, lightweight, and reliable tubes capable of withstanding high-pressure air cycles, repeated actuation, vibration, and mechanical loads, ensuring long-term performance in industrial automation and pneumatic systems.
A Flow Forming Machine for High-Pressure Filter Housings produces seamless, high-strength housings designed to contain filters used in high-pressure fluid systems, including hydraulic, oil, chemical, and industrial applications. Preforms made from stainless steel, alloy steel, or corrosion-resistant materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless housings with precise wall thickness. Flow forming aligns the metal grain along the housing axis, enhancing tensile strength, fatigue resistance, pressure tolerance, and dimensional stability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion and maintain high concentricity.
After forming, high-pressure filter housings undergo heat treatment, precision machining for inlet/outlet ports and sealing surfaces, and non-destructive inspection. The seamless, flow-formed construction ensures lightweight, durable, and reliable housings capable of withstanding high internal pressures, vibration, and repeated operational cycles. These housings provide secure containment for high-pressure filtration systems, ensuring safety, long service life, and consistent performance in critical industrial, chemical, and energy applications.
A Flow Forming Machine for Industrial Drums manufactures seamless, high-strength cylindrical containers used for storage and transport of chemicals, oils, powders, and bulk materials. Preforms made from steel, aluminum, or stainless steel alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless drums with precise wall thickness. Flow forming aligns the metal grain along the drum axis, enhancing tensile strength, impact resistance, and structural durability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion and maintain repeatable quality.
After forming, industrial drums undergo heat treatment, surface finishing for corrosion resistance, and non-destructive inspection to verify dimensional accuracy and structural integrity. The seamless, flow-formed construction ensures robust, durable, and safe containers capable of handling heavy loads, internal pressures, and handling stresses, providing long-lasting performance and reliability compared to welded or stamped drums.
A Flow Forming Machine for Rocket Motor Casings produces seamless, high-strength cylindrical or conical casings for solid or liquid propellant rockets. Preforms made from steel, aluminum, or titanium alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless casings with precise wall thickness. Flow forming aligns the metal grain along the casing axis, enhancing tensile strength, fatigue resistance, and structural integrity under extreme internal pressures and thermal stresses. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed to minimize distortion and ensure consistent quality.
After forming, rocket motor casings undergo heat treatment, precision machining for attachment and ignition interfaces, and non-destructive inspection. The seamless construction ensures lightweight, strong, and reliable casings capable of withstanding high-pressure propulsion conditions, thermal stress, and vibration, delivering predictable and safe performance for aerospace and defense applications.
A Flow Forming Machine for Hydraulic Cylinder Barrels produces seamless, high-strength barrels for hydraulic cylinders used in industrial machinery, construction equipment, and mobile hydraulics. Preforms made from high-strength steel or alloy materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless barrels with precise wall thickness. Flow forming aligns the metal grain along the barrel axis, improving tensile strength, fatigue resistance, and pressure-bearing capability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed, ensuring minimal distortion, high concentricity, and repeatable quality.
After forming, hydraulic cylinder barrels undergo heat treatment, precision machining for bore dimensions, and surface finishing to achieve optimal smoothness for piston operation. Non-destructive inspection verifies wall uniformity, dimensional accuracy, and structural integrity. The seamless, flow-formed construction delivers durable, lightweight, and reliable barrels capable of withstanding high hydraulic pressures, repeated cycles, and mechanical stresses, providing long-lasting performance in heavy-duty hydraulic systems.
A Flow Forming Machine for Aerospace Fuel Tanks produces seamless, high-strength, lightweight tanks for storing liquid or gaseous fuels in aircraft and spacecraft. Preforms made from aluminum, titanium, or high-strength alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tanks with precise wall thickness. Flow forming aligns the metal grain along the tank axis, improving tensile strength, fatigue resistance, and dimensional stability. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed to minimize distortion and maintain uniform wall thickness.
After forming, aerospace fuel tanks undergo heat treatment, precision machining for connection interfaces, and non-destructive inspection. The seamless, flow-formed construction ensures lightweight, strong, and durable tanks capable of withstanding internal pressures, vibration, and thermal cycling, providing reliable fuel containment for critical aerospace operations.
A Flow Forming Machine for Pneumatic Cylinder Tubes manufactures seamless, high-strength tubes used in pneumatic actuators, industrial automation, and robotic systems. Preforms made from high-strength steel, aluminum, or alloy materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tubes with precise wall thickness. Flow forming aligns the metal grain along the tube axis, enhancing tensile strength, fatigue resistance, and pressure tolerance. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion and maintain high concentricity.
After forming, pneumatic cylinder tubes undergo heat treatment, precision machining for bore dimensions, and surface finishing to achieve smooth internal surfaces for optimal piston operation. Non-destructive inspection ensures wall uniformity and structural integrity. The seamless, flow-formed construction delivers lightweight, durable, and reliable tubes capable of withstanding high-pressure air cycles, repeated actuation, vibration, and mechanical loads, providing long-lasting performance in pneumatic and automation systems.
A Flow Forming Machine for UAV Structural Tubes produces seamless, high-strength tubes used in unmanned aerial vehicles for airframes, payload supports, and control structures. Preforms made from aluminum, titanium, or aerospace-grade alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tubes with precise wall thickness. Flow forming aligns the metal grain along the tube axis, improving tensile strength, fatigue resistance, and structural stability. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed to minimize distortion and maintain concentricity.
After forming, UAV structural tubes undergo heat treatment, surface finishing, and non-destructive inspection. The seamless, flow-formed construction ensures lightweight, strong, and reliable components capable of withstanding torsion, bending, vibration, and aerodynamic loads, providing high-performance structural integrity for UAV airframes.
A Flow Forming Machine for High-Pressure Filter Housings produces seamless, high-strength enclosures for filters used in hydraulic, oil, chemical, and industrial systems. Preforms made from stainless steel, alloy steel, or corrosion-resistant materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless housings with precise wall thickness. Flow forming aligns the metal grain along the housing axis, improving tensile strength, fatigue resistance, pressure tolerance, and dimensional stability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion and ensure high concentricity.
After forming, high-pressure filter housings undergo heat treatment, precision machining for inlet/outlet ports, and sealing surfaces, along with non-destructive inspection to ensure structural integrity. The seamless, flow-formed construction provides lightweight, durable, and reliable housings capable of withstanding high internal pressures, vibration, and repeated operational cycles. These housings deliver safe and long-lasting performance in critical industrial, chemical, and energy filtration applications.
A Flow Forming Machine for Hydraulic Cylinder Barrels produces seamless, high-strength barrels for hydraulic cylinders used in heavy machinery, industrial automation, and mobile hydraulics. Preforms made from high-strength steel or alloy materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless barrels with precise wall thickness. Flow forming aligns the metal grain along the barrel axis, enhancing tensile strength, fatigue resistance, and pressure-bearing capacity. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed, minimizing distortion and ensuring consistent concentricity.
After forming, hydraulic cylinder barrels undergo heat treatment, precision machining for bore dimensions, and surface finishing to achieve optimal smoothness for piston operation. Non-destructive inspection ensures wall uniformity, dimensional accuracy, and structural integrity. The seamless, flow-formed construction provides lightweight, durable, and reliable barrels capable of withstanding high hydraulic pressures, repeated cycles, and mechanical loads, delivering long-term performance in demanding hydraulic systems.
A Flow Forming Machine for Pneumatic Cylinder Tubes produces seamless, high-strength tubes used in pneumatic actuators, industrial automation, and robotics. Preforms made from high-strength steel, aluminum, or alloy materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tubes with precise wall thickness. Flow forming aligns the metal grain along the tube axis, enhancing tensile strength, fatigue resistance, and pressure tolerance. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion and maintain high concentricity.
After forming, pneumatic cylinder tubes undergo heat treatment, precision machining for bore dimensions, and surface finishing to ensure smooth internal surfaces for optimal piston operation. Non-destructive inspection confirms wall uniformity and structural integrity. The seamless, flow-formed construction delivers lightweight, durable, and reliable tubes capable of withstanding high-pressure air cycles, repeated actuation, vibration, and mechanical stresses, providing long-lasting performance in industrial automation and pneumatic systems.
A Flow Forming Machine for Aerospace Fuel Tanks produces seamless, high-strength tanks for storing liquid or gaseous fuels in aircraft and spacecraft. Preforms made from aluminum, titanium, or high-strength alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tanks with precise wall thickness. Flow forming aligns the metal grain along the tank axis, improving tensile strength, fatigue resistance, and dimensional stability. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed to minimize distortion and ensure uniform wall thickness.
After forming, aerospace fuel tanks undergo heat treatment, precision machining for port and connection interfaces, and non-destructive inspection. The seamless, flow-formed construction ensures lightweight, strong, and durable tanks capable of withstanding internal pressures, vibration, and thermal cycling, delivering reliable fuel containment in critical aerospace applications.
A Flow Forming Machine for UAV Structural Tubes manufactures seamless, high-strength tubes used in unmanned aerial vehicles for airframes, payload supports, and control systems. Preforms made from aluminum, titanium, or aerospace-grade alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tubes with precise wall thickness. Flow forming aligns the metal grain along the tube axis, enhancing tensile strength, fatigue resistance, and structural stability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion and maintain concentricity.
After forming, UAV structural tubes undergo heat treatment, surface finishing, and non-destructive inspection. The seamless, flow-formed construction provides lightweight, durable, and reliable tubes capable of withstanding torsion, bending, vibration, and aerodynamic loads, delivering high-performance structural integrity for UAV airframes.
A Flow Forming Machine for Jet Engine Combustion Liners produces seamless liners capable of withstanding extreme temperatures, pressures, and vibration in jet engines. Preforms made from nickel-based superalloys, Inconel, or titanium alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless liners with precise wall thickness. Flow forming aligns the metal grain along the liner axis, enhancing thermal resistance, fatigue life, and structural integrity. CNC-controlled multi-roller machines allow precise control of roller feed, forming pressure, and spindle speed, minimizing distortion and ensuring repeatable quality.
After forming, combustion liners undergo heat treatment, precision machining, and non-destructive inspection. The seamless, flow-formed construction ensures liners maintain structural strength and thermal stability under extreme operational conditions, delivering reliable performance and extended service life in advanced jet engines.
A Flow Forming Machine for Downhole Tool Bodies manufactures seamless, high-strength cylindrical and conical components used in oil, gas, and geothermal drilling operations. Preforms made from high-strength steel or alloy materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless bodies with precise wall thickness. Flow forming aligns the metal grain along the tool axis, enhancing tensile strength, fatigue resistance, and durability under high torque, axial loads, and downhole pressure conditions. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed, minimizing distortion and ensuring repeatable quality.
After forming, downhole tool bodies undergo heat treatment, precision machining for threaded connections, and non-destructive inspection. The seamless, flow-formed construction ensures high strength, dimensional accuracy, and reliable performance in extreme subsurface environments, providing long-term durability superior to welded or machined alternatives.
A Flow Forming Machine for High-Pressure Filter Housings produces seamless, high-strength enclosures for industrial, hydraulic, chemical, and oil filtration systems. Preforms made from stainless steel, alloy steel, or corrosion-resistant materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless housings with precise wall thickness. Flow forming aligns the metal grain along the housing axis, improving tensile strength, fatigue resistance, pressure tolerance, and dimensional stability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed, minimizing distortion and maintaining high concentricity for repeatable quality.
After forming, high-pressure filter housings undergo heat treatment, precision machining for inlet and outlet ports, sealing surfaces, and non-destructive inspection. The seamless, flow-formed construction ensures lightweight, durable, and reliable housings capable of withstanding high internal pressures, vibration, and repeated operational cycles. These housings provide safe, long-lasting performance in critical filtration applications in industrial, chemical, and energy sectors.
A Flow Forming Machine for Hydraulic Cylinder Barrels produces seamless, high-strength barrels for hydraulic cylinders used in industrial machinery, construction equipment, and mobile hydraulics. Preforms made from high-strength steel or alloy materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless barrels with precise wall thickness. Flow forming aligns the metal grain along the barrel axis, enhancing tensile strength, fatigue resistance, and pressure-bearing capacity. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed, minimizing distortion and maintaining consistent concentricity.
After forming, hydraulic cylinder barrels undergo heat treatment, precision machining for bore dimensions, and surface finishing to achieve optimal smoothness for piston operation. Non-destructive inspection ensures wall uniformity, structural integrity, and dimensional accuracy. The seamless, flow-formed construction delivers lightweight, durable, and reliable barrels capable of withstanding high hydraulic pressures, repeated cycles, and mechanical loads, ensuring long-term performance in demanding hydraulic systems.
A Flow Forming Machine for Pneumatic Cylinder Tubes manufactures seamless, high-strength tubes for pneumatic actuators, industrial automation, and robotic systems. Preforms made from high-strength steel, aluminum, or alloy materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tubes with precise wall thickness. Flow forming aligns the metal grain along the tube axis, improving tensile strength, fatigue resistance, and pressure tolerance. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion and ensure high concentricity.
After forming, pneumatic cylinder tubes undergo heat treatment, precision machining for bore dimensions, and surface finishing to achieve smooth internal surfaces for optimal piston movement. Non-destructive inspection ensures wall uniformity and structural integrity. The seamless, flow-formed construction provides lightweight, durable, and reliable tubes capable of withstanding high-pressure air cycles, repeated actuation, vibration, and mechanical loads, delivering long-lasting performance in automation and pneumatic systems.
A Flow Forming Machine for Aerospace Fuel Tanks produces seamless, high-strength tanks for storing liquid or gaseous fuels in aircraft and spacecraft. Preforms made from aluminum, titanium, or high-strength alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tanks with precise wall thickness. Flow forming aligns the metal grain along the tank axis, improving tensile strength, fatigue resistance, and dimensional stability. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed to minimize distortion and maintain uniform wall thickness.
After forming, aerospace fuel tanks undergo heat treatment, precision machining for port and connection interfaces, and non-destructive inspection. The seamless, flow-formed construction ensures lightweight, strong, and durable tanks capable of withstanding internal pressures, vibration, and thermal cycling, providing reliable fuel containment in critical aerospace operations.
A Flow Forming Machine for UAV Structural Tubes manufactures seamless, high-strength tubes used in unmanned aerial vehicles for airframes, payload supports, and control structures. Preforms made from aluminum, titanium, or aerospace-grade alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tubes with precise wall thickness. Flow forming aligns the metal grain along the tube axis, enhancing tensile strength, fatigue resistance, and structural stability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion and maintain concentricity.
After forming, UAV structural tubes undergo heat treatment, surface finishing, and non-destructive inspection. The seamless, flow-formed construction ensures lightweight, durable, and reliable tubes capable of withstanding torsion, bending, vibration, and aerodynamic loads, providing high-performance structural integrity for UAV airframes.
A Flow Forming Machine for Jet Engine Combustion Liners produces seamless liners capable of withstanding extreme temperatures, pressures, and vibration in jet engines. Preforms made from nickel-based superalloys, Inconel, or titanium alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless liners with precise wall thickness. Flow forming aligns the metal grain along the liner axis, improving thermal resistance, fatigue life, and structural integrity. CNC-controlled multi-roller machines allow precise control of roller feed, forming pressure, and spindle speed, minimizing distortion and ensuring repeatable quality.
After forming, combustion liners undergo heat treatment, precision machining, and non-destructive inspection. The seamless, flow-formed construction ensures liners maintain structural strength and thermal stability under extreme operational conditions, providing reliable performance and extended service life in advanced jet engines.
A Flow Forming Machine for Downhole Tool Bodies produces seamless, high-strength cylindrical and conical components for oil, gas, and geothermal drilling operations. Preforms made from high-strength steel or alloy materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless bodies with precise wall thickness. Flow forming aligns the metal grain along the tool axis, enhancing tensile strength, fatigue resistance, and durability under high torque, axial loads, and downhole pressure conditions. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed, minimizing distortion and ensuring repeatable quality.
After forming, downhole tool bodies undergo heat treatment, precision machining for threaded connections, and non-destructive inspection. The seamless, flow-formed construction ensures high strength, dimensional accuracy, and reliable performance in extreme subsurface environments, providing long-term durability superior to welded or machined alternatives.
A Flow Forming Machine for Industrial Drums manufactures seamless, high-strength cylindrical containers used for storage and transport of chemicals, oils, powders, and bulk materials. Preforms made from steel, aluminum, or stainless steel alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless drums with precise wall thickness. Flow forming aligns the metal grain along the drum axis, improving tensile strength, impact resistance, and structural durability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion and maintain repeatable quality.
After forming, industrial drums undergo heat treatment, surface finishing for corrosion resistance, and non-destructive inspection to verify dimensional accuracy and structural integrity. The seamless, flow-formed construction ensures robust, durable, and safe containers capable of handling heavy loads, internal pressures, and handling stresses, delivering long-lasting performance in industrial storage and transport applications.
Flow Forming Machine for Gas Storage Cylinders
A Flow Forming Machine for Gas Storage Cylinders produces seamless, high-strength cylinders designed to store compressed gases such as oxygen, nitrogen, hydrogen, or industrial gases under high pressure. Preforms made from high-strength steel, aluminum alloys, or composite materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless cylinders with precise wall thickness. Flow forming aligns the metal grain along the cylinder axis, enhancing tensile strength, fatigue resistance, and pressure tolerance. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion and maintain high concentricity, ensuring the cylinder’s structural integrity under extreme pressure conditions.
After forming, gas storage cylinders undergo heat treatment, precision machining for valve interfaces, and rigorous non-destructive inspection, including hydrostatic and ultrasonic testing. The seamless, flow-formed construction ensures lightweight, durable, and reliable cylinders capable of withstanding very high pressures, thermal stress, and repeated filling and discharge cycles. These cylinders provide safe, long-lasting, and efficient storage solutions for industrial, medical, and aerospace applications where safety and performance are critical.
A Flow Forming Machine for Aerospace Pressure Vessels manufactures seamless, high-strength vessels used to store pressurized fluids or gases in satellites, spacecraft, and high-altitude aircraft. Preforms made from aluminum-lithium alloys, titanium, or stainless steel are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless vessels with precise wall thickness. Flow forming aligns the metal grain along the vessel axis, enhancing tensile strength, fatigue resistance, and dimensional stability. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed to ensure minimal distortion and consistent wall thickness throughout the vessel.
After forming, aerospace pressure vessels undergo heat treatment, precision machining for mounting and port interfaces, and thorough non-destructive inspection. The seamless, flow-formed construction delivers lightweight, durable, and highly reliable vessels capable of withstanding extreme pressures, thermal cycling, and mechanical loads. These vessels provide critical, long-lasting containment solutions for pressurized fluids in aerospace applications, ensuring mission safety and efficiency.
A Flow Forming Machine for High-Pressure Hydraulic Accumulator Cylinders produces seamless, high-strength cylinders used in hydraulic systems for energy storage, pressure stabilization, and load balancing. Preforms made from alloy steel or high-strength aluminum are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless cylinders with precise wall thickness. Flow forming aligns the metal grain along the cylinder axis, improving tensile strength, fatigue resistance, and internal pressure handling. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to maintain concentricity and minimize distortion, critical for high-pressure applications.
After forming, hydraulic accumulator cylinders undergo heat treatment, precision machining for port and valve interfaces, and non-destructive inspection. The seamless, flow-formed construction ensures lightweight, durable, and reliable cylinders capable of withstanding high-pressure hydraulic loads, repeated cycles, and dynamic stress, delivering long-term performance and safety in industrial, mobile, and energy sector hydraulic systems.
A Flow Forming Machine for Industrial Gas Cylinders manufactures seamless, high-strength cylinders for storing compressed gases used in welding, laboratory, and medical applications. Preforms made from high-strength steel, aluminum, or stainless steel are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless cylinders with precise wall thickness. Flow forming aligns the metal grain along the cylinder axis, improving tensile strength, fatigue resistance, and pressure-bearing capability. CNC-controlled multi-roller machines allow precise control of roller feed, forming pressure, and spindle speed, minimizing distortion and maintaining concentricity.
After forming, industrial gas cylinders undergo heat treatment, precision machining for valve interfaces, and rigorous non-destructive inspection. The seamless, flow-formed construction delivers lightweight, durable, and safe cylinders capable of withstanding high-pressure gas storage, repeated filling cycles, and operational stresses, providing reliable performance and long service life for industrial and commercial applications.
A Flow Forming Machine for Hydrogen Storage Cylinders produces seamless, high-pressure cylinders optimized for hydrogen fuel storage in automotive, aerospace, and industrial applications. Preforms made from high-strength steel, aluminum alloys, or composite materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless cylinders with precise wall thickness. Flow forming aligns the metal grain along the cylinder axis, enhancing tensile strength, fatigue resistance, and pressure tolerance. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed, ensuring minimal distortion and maintaining high concentricity for safe hydrogen containment.
After forming, hydrogen storage cylinders undergo heat treatment, precision machining for valve fittings, and non-destructive inspection, including hydrostatic and ultrasonic testing. The seamless, flow-formed construction provides lightweight, durable, and reliable cylinders capable of withstanding very high pressures, repeated filling and discharge cycles, and extreme operating conditions, making them suitable for safe hydrogen storage and distribution in energy, industrial, and aerospace sectors.
A Flow Forming Machine for Aerospace Propellant Tanks produces seamless, high-strength tanks for storing liquid or gaseous propellants in rockets and spacecraft. Preforms made from aluminum, titanium, or high-strength alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tanks with precise wall thickness. Flow forming aligns the metal grain along the tank axis, enhancing tensile strength, fatigue resistance, and dimensional stability under extreme conditions. CNC-controlled multi-roller machines allow precise control of roller feed, forming pressure, and spindle speed to minimize distortion and maintain consistent wall thickness.
After forming, aerospace propellant tanks undergo heat treatment, precision machining for connection ports, and rigorous non-destructive inspection. The seamless, flow-formed construction ensures lightweight, durable, and highly reliable tanks capable of withstanding high internal pressures, thermal cycling, and mechanical stresses, delivering safe and efficient propellant containment for space missions.
A Flow Forming Machine for Gas Storage Cylinders produces seamless, high-strength cylinders for storing compressed gases such as oxygen, nitrogen, hydrogen, or industrial gases at very high pressures. Preforms made from high-strength steel, aluminum alloys, or composite materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless cylinders with precise wall thickness. Flow forming aligns the metal grain along the cylinder axis, improving tensile strength, fatigue resistance, and pressure tolerance. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed to minimize distortion and maintain high concentricity, ensuring the cylinder can safely contain high-pressure gases.
After forming, gas storage cylinders undergo heat treatment, precision machining for valve connections, and rigorous non-destructive inspection, including hydrostatic and ultrasonic testing. The seamless, flow-formed construction ensures lightweight, durable, and reliable cylinders capable of withstanding very high pressures, repeated filling and discharge cycles, and thermal fluctuations. These cylinders provide safe and long-lasting solutions for industrial, medical, energy, and aerospace applications where high-pressure gas containment is critical.
A Flow Forming Machine for Hydrogen Storage Cylinders manufactures seamless, high-strength cylinders specifically designed for hydrogen fuel storage in automotive, aerospace, and industrial applications. Preforms made from high-strength steel, aluminum alloys, or composite materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless cylinders with precise wall thickness. Flow forming aligns the metal grain along the cylinder axis, improving tensile strength, fatigue resistance, and pressure-handling capability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion and maintain consistent concentricity, ensuring safe hydrogen containment under extreme pressure.
After forming, hydrogen storage cylinders undergo heat treatment, precision machining for valve fittings, and thorough non-destructive inspection. The seamless, flow-formed construction provides lightweight, durable, and highly reliable cylinders capable of withstanding very high pressures, repeated filling and discharge cycles, and environmental stresses, delivering long-term safety and performance for hydrogen energy applications.
A Flow Forming Machine for Aerospace Propellant Tanks produces seamless, high-strength tanks for storing liquid or gaseous propellants in rockets, satellites, and spacecraft. Preforms made from aluminum, titanium, or high-strength alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tanks with precise wall thickness. Flow forming aligns the metal grain along the tank axis, enhancing tensile strength, fatigue resistance, and dimensional stability under extreme thermal and mechanical conditions. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion and maintain wall uniformity.
After forming, aerospace propellant tanks undergo heat treatment, precision machining for port and mounting interfaces, and non-destructive inspection to verify structural integrity. The seamless, flow-formed construction ensures lightweight, strong, and durable tanks capable of withstanding high pressures, thermal cycling, and vibration, providing safe and efficient propellant containment for critical aerospace operations.
A Flow Forming Machine for High-Pressure Industrial Cylinders produces seamless, high-strength cylinders used in chemical, oil, and manufacturing industries for compressed gases and liquids. Preforms made from high-strength steel, aluminum, or stainless steel are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless cylinders with precise wall thickness. Flow forming aligns the metal grain along the cylinder axis, improving tensile strength, fatigue resistance, and pressure-handling capability. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed to ensure minimal distortion and high concentricity.
After forming, industrial cylinders undergo heat treatment, precision machining for valve and connection fittings, and rigorous non-destructive inspection. The seamless, flow-formed construction ensures safe, durable, and reliable cylinders capable of handling high-pressure gases and liquids, repeated cycles, and mechanical stresses, providing long-term performance in demanding industrial applications.
A Flow Forming Machine for Aerospace High-Pressure Tanks manufactures seamless, high-strength tanks used in satellites, spacecraft, and high-altitude aircraft for storage of pressurized gases or fluids. Preforms made from aluminum-lithium alloys, titanium, or stainless steel are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tanks with precise wall thickness. Flow forming aligns the metal grain along the tank axis, enhancing tensile strength, fatigue resistance, and dimensional stability under extreme pressure, temperature, and vibration. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion and maintain uniform wall thickness.
After forming, aerospace high-pressure tanks undergo heat treatment, precision machining for port connections, and non-destructive inspection to ensure structural integrity. The seamless, flow-formed construction ensures lightweight, durable, and highly reliable tanks capable of withstanding extreme pressures, thermal cycling, and dynamic mechanical loads, providing safe and dependable containment in critical aerospace systems.
A Flow Forming Machine for Industrial Hydraulic Accumulator Cylinders produces seamless, high-strength cylinders used for energy storage, pressure regulation, and load balancing in hydraulic systems. Preforms made from alloy steel or aluminum are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless cylinders with precise wall thickness. Flow forming aligns the metal grain along the cylinder axis, improving tensile strength, fatigue resistance, and pressure-handling capability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed, ensuring minimal distortion and high concentricity for high-pressure applications.
After forming, hydraulic accumulator cylinders undergo heat treatment, precision machining for port and valve interfaces, and non-destructive inspection. The seamless, flow-formed construction delivers lightweight, durable, and reliable cylinders capable of withstanding repeated high-pressure cycles, dynamic hydraulic loads, and operational stresses, providing long-term performance and safety in industrial, mobile, and energy hydraulic systems.
A Flow Forming Machine for Pump Cylinders produces seamless, high-strength cylinders used in hydraulic, pneumatic, and industrial pumps. Preforms made from high-strength steel, alloy steel, or corrosion-resistant materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless cylinders with precise wall thickness. Flow forming aligns the metal grain along the cylinder axis, improving tensile strength, fatigue resistance, wear resistance, and pressure tolerance. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion, maintain high concentricity, and ensure consistent quality.
After forming, pump cylinders undergo heat treatment, precision machining for bore dimensions and port interfaces, and non-destructive inspection. The seamless, flow-formed construction ensures lightweight, durable, and reliable cylinders capable of withstanding high pressures, repetitive pump cycles, and mechanical stresses. This results in longer service life, reduced maintenance, and improved operational efficiency in industrial, hydraulic, and pneumatic pumping systems.
A Flow Forming Machine for Industrial Pressure Housings manufactures seamless, high-strength cylindrical or conical housings used to contain high-pressure fluids, gases, or mechanical components in industrial applications. Preforms made from alloy steel, stainless steel, or corrosion-resistant materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless housings with precise wall thickness. Flow forming aligns the metal grain along the housing axis, enhancing tensile strength, fatigue resistance, and structural stability under high-pressure conditions. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed to minimize distortion and maintain concentricity.
After forming, industrial pressure housings undergo heat treatment, precision machining for connection ports, and non-destructive inspection. The seamless, flow-formed construction provides lightweight, durable, and reliable housings capable of withstanding high internal pressures, vibration, and repeated operational cycles, delivering safe and long-lasting performance in chemical, hydraulic, and energy applications.
A Flow Forming Machine for Hydraulic Cylinder Barrels produces seamless, high-strength barrels used in industrial machinery, construction equipment, and mobile hydraulics. Preforms made from high-strength steel or alloy materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless barrels with precise wall thickness. Flow forming aligns the metal grain along the barrel axis, improving tensile strength, fatigue resistance, and pressure-handling capacity. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion and maintain concentricity.
After forming, hydraulic cylinder barrels undergo heat treatment, precision machining for bore dimensions, and surface finishing. Non-destructive inspection ensures wall uniformity, structural integrity, and dimensional accuracy. The seamless, flow-formed construction provides lightweight, durable, and reliable barrels capable of withstanding high hydraulic pressures, repeated cycles, and mechanical loads, ensuring long-term performance in demanding hydraulic applications.
A Flow Forming Machine for Gas Storage Cylinders produces seamless, high-strength cylinders designed to store compressed gases such as oxygen, nitrogen, hydrogen, or industrial gases. Preforms made from high-strength steel, aluminum alloys, or composite materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless cylinders with precise wall thickness. Flow forming aligns the metal grain along the cylinder axis, improving tensile strength, fatigue resistance, and pressure tolerance. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion and maintain high concentricity.
After forming, gas storage cylinders undergo heat treatment, precision machining for valve connections, and rigorous non-destructive inspection. The seamless, flow-formed construction ensures lightweight, durable, and reliable cylinders capable of withstanding very high pressures, repeated filling and discharge cycles, and thermal fluctuations, providing safe and long-lasting containment for industrial, medical, and aerospace applications.
A Flow Forming Machine for Hydrogen Storage Cylinders produces seamless, high-pressure cylinders optimized for hydrogen fuel storage in automotive, aerospace, and industrial sectors. Preforms made from high-strength steel, aluminum alloys, or composite materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless cylinders with precise wall thickness. Flow forming aligns the metal grain along the cylinder axis, improving tensile strength, fatigue resistance, and pressure-handling capability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to maintain minimal distortion and high concentricity, ensuring safe hydrogen storage.
After forming, hydrogen storage cylinders undergo heat treatment, precision machining for valve fittings, and non-destructive inspection including hydrostatic and ultrasonic testing. The seamless, flow-formed construction provides lightweight, durable, and reliable cylinders capable of withstanding very high pressures, repeated filling cycles, and extreme operating conditions, delivering safe and long-lasting performance in hydrogen storage and distribution.
A Flow Forming Machine for Aerospace Propellant Tanks manufactures seamless, high-strength tanks for storing liquid or gaseous propellants in rockets, satellites, and spacecraft. Preforms made from aluminum, titanium, or high-strength alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tanks with precise wall thickness. Flow forming aligns the metal grain along the tank axis, enhancing tensile strength, fatigue resistance, and dimensional stability under extreme thermal and mechanical conditions. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed to minimize distortion and maintain uniform wall thickness.
After forming, aerospace propellant tanks undergo heat treatment, precision machining for port and mounting interfaces, and non-destructive inspection. The seamless, flow-formed construction ensures lightweight, durable, and highly reliable tanks capable of withstanding high pressures, thermal cycling, and mechanical stresses, providing safe and efficient propellant containment for critical aerospace operations.
A Flow Forming Machine for Pump Cylinders produces seamless, high-strength cylinders used in hydraulic, pneumatic, and industrial pumps for fluid transfer and pressure generation. Preforms made from high-strength steel, alloy steel, or corrosion-resistant materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless cylinders with precise wall thickness. Flow forming aligns the metal grain along the cylinder axis, improving tensile strength, fatigue resistance, wear resistance, and pressure-handling capability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion, maintain concentricity, and ensure consistent quality.
After forming, pump cylinders undergo heat treatment, precision machining for bore dimensions, and port interfaces, followed by non-destructive inspection to verify wall uniformity and structural integrity. The seamless, flow-formed construction delivers lightweight, durable, and reliable cylinders capable of withstanding high pressures, repetitive pump cycles, and mechanical loads, extending service life and reducing maintenance in industrial, hydraulic, and pneumatic pumping systems.
A Flow Forming Machine for High-Pressure Industrial Cylinders manufactures seamless, high-strength cylinders for chemical, oil, and manufacturing industries where compressed gases or liquids are stored. Preforms made from high-strength steel, aluminum, or stainless steel are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless cylinders with precise wall thickness. Flow forming aligns the metal grain along the cylinder axis, improving tensile strength, fatigue resistance, and internal pressure tolerance. CNC-controlled multi-roller machines allow precise regulation of roller feed, forming pressure, and spindle speed to minimize distortion and maintain high concentricity.
After forming, high-pressure industrial cylinders undergo heat treatment, precision machining for valve and connection fittings, and rigorous non-destructive inspection. The seamless, flow-formed construction provides lightweight, durable, and reliable cylinders capable of handling high pressures, repeated filling cycles, and mechanical stresses, ensuring safe and long-lasting performance in demanding industrial applications.
A Flow Forming Machine for Aerospace Pressure Vessels produces seamless, high-strength vessels for storing pressurized gases or fluids in satellites, spacecraft, and high-altitude aircraft. Preforms made from aluminum-lithium alloys, titanium, or stainless steel are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless vessels with precise wall thickness. Flow forming aligns the metal grain along the vessel axis, enhancing tensile strength, fatigue resistance, and dimensional stability under extreme pressure, thermal, and mechanical conditions. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion and maintain uniform wall thickness.
After forming, aerospace pressure vessels undergo heat treatment, precision machining for port and mounting interfaces, and non-destructive inspection to ensure structural integrity. The seamless, flow-formed construction ensures lightweight, durable, and highly reliable vessels capable of withstanding extreme pressures, thermal cycling, and vibration, delivering safe containment for critical aerospace applications.
A Flow Forming Machine for Hydrogen Storage Cylinders manufactures seamless, high-pressure cylinders optimized for hydrogen fuel storage in automotive, aerospace, and industrial applications. Preforms made from high-strength steel, aluminum alloys, or composite materials are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless cylinders with precise wall thickness. Flow forming aligns the metal grain along the cylinder axis, enhancing tensile strength, fatigue resistance, and pressure-handling capability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion and maintain high concentricity for safe hydrogen storage.
After forming, hydrogen storage cylinders undergo heat treatment, precision machining for valve interfaces, and non-destructive inspection including hydrostatic and ultrasonic testing. The seamless, flow-formed construction delivers lightweight, durable, and reliable cylinders capable of withstanding very high pressures, repeated filling cycles, and extreme operating conditions, ensuring safe and long-lasting performance for hydrogen energy systems.
A Flow Forming Machine for Industrial Hydraulic Accumulator Cylinders produces seamless, high-strength cylinders used for energy storage, pressure regulation, and load balancing in hydraulic systems. Preforms made from alloy steel or aluminum are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless cylinders with precise wall thickness. Flow forming aligns the metal grain along the cylinder axis, improving tensile strength, fatigue resistance, and internal pressure tolerance. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion and maintain concentricity for reliable high-pressure operation.
After forming, hydraulic accumulator cylinders undergo heat treatment, precision machining for port and valve fittings, and non-destructive inspection. The seamless, flow-formed construction provides lightweight, durable, and reliable cylinders capable of withstanding repeated high-pressure cycles, dynamic hydraulic loads, and operational stresses, delivering long-term performance and safety in industrial and mobile hydraulic systems.
A Flow Forming Machine for Aerospace Propellant Tanks produces seamless, high-strength tanks for storing liquid or gaseous propellants in rockets, satellites, and spacecraft. Preforms made from aluminum, titanium, or high-strength alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless tanks with precise wall thickness. Flow forming aligns the metal grain along the tank axis, enhancing tensile strength, fatigue resistance, and dimensional stability under extreme conditions. CNC-controlled multi-roller machines allow precise control of roller feed, forming pressure, and spindle speed to maintain uniform wall thickness and minimal distortion.
After forming, aerospace propellant tanks undergo heat treatment, precision machining for ports and mounting interfaces, and non-destructive inspection. The seamless, flow-formed construction ensures lightweight, durable, and reliable tanks capable of withstanding high pressures, thermal cycling, and mechanical loads, providing safe and efficient propellant containment for critical aerospace missions.
Flow Forming Machine for Subsea Pressure Housings
A Flow Forming Machine for Subsea Pressure Housings produces seamless, high-strength housings designed to withstand extreme pressures and harsh environments in underwater applications such as subsea valves, sensors, and instrumentation. Preforms made from high-strength steel, titanium, or corrosion-resistant alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless housings with precise wall thickness. Flow forming aligns the metal grain along the housing axis, enhancing tensile strength, fatigue resistance, and pressure tolerance. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion, maintain concentricity, and achieve repeatable quality under strict tolerances.
After forming, subsea pressure housings undergo heat treatment, precision machining for port interfaces and attachment features, and rigorous non-destructive inspection including ultrasonic and hydrostatic testing. The seamless, flow-formed construction ensures lightweight, durable, and reliable housings capable of withstanding extreme underwater pressures, corrosive environments, and dynamic loads from waves and currents. These housings provide safe, long-lasting performance for deepwater exploration, oil and gas production, and subsea instrumentation where structural integrity is critical.
A Flow Forming Machine for Offshore Pipeline Components produces seamless, high-strength cylindrical and conical components for subsea pipelines, risers, and connectors. Preforms made from high-strength steel or corrosion-resistant alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless components with precise wall thickness. Flow forming aligns the metal grain along the component axis, improving tensile strength, fatigue resistance, and structural stability under high external pressures and dynamic loads. CNC-controlled multi-roller machines allow precise control of roller feed, forming pressure, and spindle speed to minimize distortion and maintain concentricity.
After forming, offshore pipeline components undergo heat treatment, precision machining for flange and connector interfaces, and non-destructive inspection. The seamless, flow-formed construction ensures components can withstand high-pressure subsea environments, corrosion, and mechanical stresses, providing long-term reliability and safety for offshore oil, gas, and energy transportation infrastructure.
A Flow Forming Machine for Subsea Valve Bodies manufactures seamless, high-strength housings for underwater valves used in subsea oil and gas systems. Preforms made from high-strength steel, titanium, or corrosion-resistant alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless valve bodies with precise wall thickness. Flow forming aligns the metal grain along the housing axis, enhancing pressure tolerance, fatigue resistance, and mechanical durability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion and maintain concentricity.
After forming, subsea valve bodies undergo heat treatment, precision machining for sealing surfaces and port interfaces, and rigorous non-destructive inspection including hydrostatic and ultrasonic testing. The seamless, flow-formed construction delivers lightweight, durable, and reliable valve bodies capable of withstanding high-pressure, corrosive subsea environments, ensuring safe and long-lasting operation in deepwater oil and gas production systems.
A Flow Forming Machine for Subsea Sensor Housings produces seamless, high-strength enclosures for sensitive underwater instruments and monitoring equipment. Preforms made from titanium, stainless steel, or corrosion-resistant alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless housings with precise wall thickness. Flow forming aligns the metal grain along the housing axis, improving tensile strength, fatigue resistance, and environmental durability. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to maintain concentricity and minimize distortion.
After forming, subsea sensor housings undergo heat treatment, precision machining for cable and connector interfaces, and non-destructive inspection to verify structural integrity. The seamless, flow-formed construction ensures lightweight, durable, and reliable housings capable of withstanding extreme subsea pressures, corrosion, and mechanical loads, providing secure protection for instrumentation used in deepwater oil, gas, and research applications.
A Flow Forming Machine for Deepwater Pressure Vessels manufactures seamless, high-strength vessels for storing fluids, gases, or electronics in extreme subsea conditions. Preforms made from high-strength steel, titanium, or corrosion-resistant alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless vessels with precise wall thickness. Flow forming aligns the metal grain along the vessel axis, improving tensile strength, fatigue resistance, and pressure tolerance. CNC-controlled multi-roller machines allow precise adjustment of roller feed, forming pressure, and spindle speed to minimize distortion and ensure concentricity for high-pressure performance.
After forming, deepwater pressure vessels undergo heat treatment, precision machining for access ports and mounting features, and rigorous non-destructive inspection including hydrostatic testing. The seamless, flow-formed construction ensures vessels are lightweight, robust, and reliable, capable of withstanding extreme subsea pressures, corrosion, and dynamic environmental loads, providing long-term performance for deepwater exploration, production, and instrumentation systems.
A Flow Forming Machine for Subsea Riser Housings produces seamless, high-strength cylindrical components used in riser systems for transporting fluids from subsea wells to surface platforms. Preforms made from high-strength steel or corrosion-resistant alloys are mounted on precision mandrels, and as the preform rotates, forming rollers gradually compress and elongate the material, producing uniform, seamless housings with precise wall thickness. Flow forming aligns the metal grain along the housing axis, enhancing tensile strength, fatigue resistance, and structural stability under dynamic subsea conditions. CNC-controlled multi-roller machines allow precise control of roller feed, forming pressure, and spindle speed to minimize distortion and maintain concentricity.
After forming, subsea riser housings undergo heat treatment, precision machining for connector interfaces, and non-destructive inspection. The seamless, flow-formed construction ensures lightweight, durable, and reliable housings capable of withstanding extreme subsea pressures, corrosion, and operational stresses, providing safe and long-lasting performance in deepwater oil and gas extraction systems.
Flow Forming Machine for Gas Pipeline Sections
A Flow Forming Machine for Gas Pipeline Sections is designed to manufacture seamless, high-strength cylindrical sections used in natural gas, hydrogen, and industrial gas transmission systems. In this process, a thick-walled metal preform—typically made from high-strength carbon steel, alloy steel, or corrosion-resistant stainless steel—is mounted onto a precision mandrel. As the workpiece rotates at high speed, hardened forming rollers gradually apply pressure and elongate the material along the axis of the mandrel. This controlled deformation reduces wall thickness while increasing the length of the component, producing seamless pipeline sections with extremely uniform wall thickness and excellent dimensional accuracy. The flow forming process also aligns the grain structure of the metal in the longitudinal direction, significantly improving tensile strength, fatigue resistance, and pressure-handling capability compared with conventional welded pipe sections.
Following the flow forming stage, gas pipeline sections typically undergo heat treatment, precision end machining for flange or coupling connections, and strict quality control procedures such as ultrasonic inspection and hydrostatic pressure testing. The seamless structure produced by flow forming eliminates weld seams, which are often the weakest points in traditional pipelines, thereby improving reliability and safety in high-pressure gas transport systems. As a result, flow-formed pipeline sections are widely used in long-distance gas transmission networks, offshore pipeline systems, and high-pressure industrial gas distribution lines where structural integrity, durability, and leak prevention are critical.
A Flow Forming Machine for High-Pressure Pipeline Connectors manufactures seamless cylindrical connectors and couplings used to join pipeline sections in high-pressure gas transport systems. Preforms made from alloy steel or stainless steel are mounted on precision mandrels and rotated at controlled speeds while forming rollers progressively compress and elongate the material. This process creates connectors with highly uniform wall thickness, excellent roundness, and superior mechanical properties. The flow forming process enhances the grain structure of the material along the axial direction, improving resistance to internal pressure, mechanical stress, and fatigue caused by pressure fluctuations within the pipeline system.
After forming, pipeline connectors undergo heat treatment, precision machining for threaded or flanged connections, and comprehensive non-destructive inspection to ensure structural integrity. The seamless construction provided by flow forming ensures connectors can withstand extreme pressure loads, vibration, and environmental stresses encountered in large-scale gas transmission networks. These high-precision components play a critical role in maintaining leak-free, safe, and efficient operation of gas pipeline infrastructure across industrial, energy, and petrochemical sectors.
A Flow Forming Machine for Gas Distribution Manifolds is used to manufacture seamless cylindrical bodies that form the structural core of high-pressure gas distribution systems in industrial plants, refineries, and large energy facilities. In this process, a thick preform made from alloy steel or stainless steel is mounted on a hardened mandrel and rotated at controlled speeds while precision rollers gradually compress and elongate the material along the axis of rotation. The progressive deformation refines the microstructure of the metal and aligns the grain flow in the axial direction, which significantly improves tensile strength, fatigue resistance, and pressure containment capability. Because the flow forming process reduces wall thickness while extending the length of the component, it produces manifolds with highly consistent wall geometry and excellent concentricity, ensuring balanced pressure distribution across the system. CNC-controlled machines regulate spindle speed, roller pressure, and feed rate with extreme precision so that the forming process can achieve strict dimensional tolerances required for high-pressure gas systems.
Following the forming process, gas distribution manifold bodies typically undergo heat treatment to relieve forming stresses and enhance mechanical properties. Precision machining is then performed to create ports, valve interfaces, and threaded connections that allow the manifold to distribute gas evenly to multiple pipelines or process units. Non-destructive inspection methods such as ultrasonic testing, radiographic inspection, and hydrostatic pressure testing verify the integrity of the formed component. The seamless structure created by flow forming eliminates weld seams and structural discontinuities that could become potential failure points under high pressure. As a result, flow-formed gas distribution manifolds offer exceptional durability, improved safety margins, and extended service life in demanding industrial gas handling environments where reliability and leak prevention are essential.
A Flow Forming Machine for Compressor Cylinder Bodies manufactures seamless cylindrical components used in industrial gas compressors that compress and transport gases through pipelines and processing systems. The manufacturing process begins with a forged or machined preform made from high-strength alloy steel, which is mounted onto a precision mandrel and rotated at controlled speeds. Hardened forming rollers gradually press against the rotating preform, plastically deforming the material and elongating it along the axis of the mandrel. This controlled metal flow produces cylinders with uniform wall thickness and superior roundness. During the forming process, the metal’s grain structure becomes elongated in the axial direction, significantly increasing fatigue resistance and structural stability under cyclic pressure loads. Modern flow forming machines employ CNC control systems to maintain precise synchronization between spindle speed, roller pressure, and feed rate, ensuring repeatable and accurate production results.
After the flow forming stage, compressor cylinder bodies undergo stress relieving heat treatment followed by precision internal boring and honing to achieve the exact surface finish required for piston movement. Additional machining operations create mounting flanges, valve seats, and lubrication channels necessary for compressor operation. Comprehensive non-destructive testing procedures confirm that the component can safely withstand high mechanical stresses and repeated compression cycles. The seamless structure achieved through flow forming eliminates weld lines that could weaken the cylinder under cyclic loading conditions. Consequently, flow-formed compressor cylinders provide improved durability, enhanced pressure resistance, and longer operational life in gas compression systems used in natural gas transport, petrochemical processing, and industrial gas production facilities.
A Flow Forming Machine for LNG Storage Cylinders produces seamless cylindrical vessels designed to store liquefied natural gas under cryogenic conditions. These vessels must maintain structural integrity at extremely low temperatures while also resisting internal pressure and thermal cycling. The flow forming process begins with a thick preform typically manufactured from specialized cryogenic steel or nickel-alloy materials. The preform is mounted onto a rigid mandrel and rotated at high speed while forming rollers progressively apply radial pressure. This action plastically deforms the metal, reducing wall thickness and increasing the length of the vessel while maintaining exceptional dimensional accuracy. The deformation process aligns the grain structure of the metal along the length of the cylinder, which significantly improves toughness and fracture resistance at cryogenic temperatures.
Once the flow forming operation is completed, LNG cylinders undergo a series of post-processing steps including heat treatment, precision machining of connection ports, and extensive quality inspections. Cryogenic testing procedures ensure that the material maintains its strength and ductility under extremely low temperatures typical of LNG storage conditions. The seamless construction achieved through flow forming is especially important for cryogenic vessels because weld joints can become vulnerable to cracking during thermal contraction. By eliminating weld seams and producing a continuous grain structure, flow forming enhances the structural reliability of LNG storage cylinders. These high-performance vessels are widely used in LNG transport systems, energy storage facilities, and industrial gas supply chains where safety, durability, and thermal stability are critical.
A Flow Forming Machine for Industrial Filter Housings manufactures seamless cylindrical housings used in high-pressure filtration systems that remove contaminants from gases and liquids in industrial processes. The production process begins with a cylindrical preform made from stainless steel or corrosion-resistant alloys, which is mounted on a precision mandrel and rotated while forming rollers progressively compress and elongate the material. The controlled deformation produced by the rollers results in a uniform wall thickness and highly accurate cylindrical geometry. Because the flow forming process refines the grain structure and aligns it along the length of the component, the finished housing exhibits improved tensile strength, resistance to internal pressure, and enhanced fatigue performance. Advanced CNC control systems regulate roller movement and spindle rotation to ensure consistent forming conditions and repeatable production quality.
Following the forming stage, the filter housing body undergoes heat treatment and precision machining operations to create threaded ports, mounting flanges, and sealing interfaces required for filtration assemblies. Surface finishing processes may also be applied to enhance corrosion resistance and improve cleanliness for applications involving sensitive fluids or gases. Non-destructive testing techniques verify the structural integrity of the housing and confirm that it meets pressure vessel standards. The seamless construction produced by flow forming eliminates potential leak paths associated with welded joints and ensures a strong, continuous structure capable of withstanding high operating pressures. As a result, flow-formed industrial filter housings offer improved durability, enhanced safety, and long service life in chemical processing plants, gas purification systems, and industrial filtration installations.
A Flow Forming Machine for Gas Turbine Combustion Chambers is designed to manufacture seamless cylindrical and conical combustion chamber bodies used in industrial gas turbines for power generation and mechanical drive systems. In this process, a thick-walled preform made from high-temperature resistant alloys such as nickel-based superalloys or stainless steel is mounted on a precision mandrel and rotated at controlled speeds. Hardened rollers progressively apply radial pressure while feeding along the axis of the rotating preform, plastically deforming the metal and elongating it into a thin-walled structure with uniform thickness. The flow forming process improves the metallurgical structure by aligning the grain flow along the longitudinal axis of the component, increasing resistance to thermal fatigue, mechanical stress, and high-pressure combustion forces. CNC-controlled forming machines precisely regulate spindle speed, roller feed rate, and forming pressure to ensure dimensional accuracy and repeatable results, which are essential for components operating in extreme temperature environments.
After the forming stage, combustion chamber bodies undergo heat treatment to stabilize the material structure and enhance high-temperature strength. Precision machining operations create mounting interfaces, fuel injector ports, and cooling channels that allow the chamber to function efficiently within the turbine system. Non-destructive testing methods such as ultrasonic inspection, dye penetrant examination, and dimensional analysis verify the integrity and precision of the formed component. Because the flow forming process produces a seamless structure without welds, the resulting combustion chambers offer superior structural reliability and improved resistance to thermal expansion and cyclic stresses. These advantages make flow-formed combustion chamber bodies ideal for gas turbines used in power plants, industrial energy systems, and large-scale mechanical drives.
A Flow Forming Machine for Industrial Boiler Drums produces seamless cylindrical pressure vessels that serve as steam drums or water drums in high-pressure boiler systems. The manufacturing process begins with a heavy steel preform mounted onto a hardened mandrel and rotated at controlled speeds while forming rollers gradually compress and extend the material along the axis of rotation. This deformation reduces wall thickness while increasing the overall length of the drum, creating a uniform cylindrical structure with excellent dimensional precision. The process also refines the grain structure of the steel and aligns it longitudinally, significantly improving mechanical strength and resistance to pressure-induced fatigue. Modern flow forming machines utilize computer numerical control to coordinate spindle rotation, roller positioning, and feed movement, allowing the formation of large pressure vessels with extremely consistent wall thickness and minimal material waste.
Once the forming operation is completed, boiler drums undergo heat treatment to relieve residual stresses and enhance pressure resistance. Additional machining operations create openings for steam outlets, water inlets, safety valves, and inspection ports required for boiler operation. Non-destructive testing methods such as radiographic inspection, ultrasonic testing, and hydrostatic pressure testing confirm that the drum meets strict safety standards for pressure vessel operation. The seamless construction produced by flow forming eliminates weld seams that can act as stress concentration points in traditional fabricated drums. As a result, flow-formed boiler drums provide superior reliability, longer service life, and improved safety in high-pressure steam generation systems used in power plants, industrial heating facilities, and large-scale manufacturing operations.
A Flow Forming Machine for Oil and Gas Wellhead Housings manufactures seamless cylindrical housings used in wellhead assemblies that control the flow of oil and gas from underground reservoirs. The production process begins with a forged preform made from high-strength alloy steel, which is mounted on a mandrel and rotated while hardened rollers apply controlled pressure along the surface. As the rollers move along the rotating preform, the material plastically deforms and elongates, forming a precise cylindrical housing with uniform wall thickness. This process significantly enhances the mechanical properties of the metal by refining its microstructure and aligning the grain flow along the axis of the component. The improved grain orientation increases resistance to internal pressure, corrosion, and fatigue caused by fluctuating production conditions. CNC-controlled flow forming machines provide precise control over roller movement, ensuring the final housing meets strict dimensional tolerances required for oilfield equipment.
Following the forming process, wellhead housings undergo heat treatment, machining, and surface finishing operations. Machining creates threaded connections, sealing surfaces, and mounting interfaces needed to integrate the housing into the wellhead assembly. Non-destructive testing procedures such as ultrasonic inspection and pressure testing ensure that the component can withstand the extreme mechanical stresses and corrosive environments typical of oil and gas wells. Because flow forming creates a seamless structure without weld joints, the resulting housings offer enhanced structural integrity and resistance to leakage. This makes flow-formed wellhead housings highly suitable for use in offshore drilling platforms, deep well extraction systems, and high-pressure hydrocarbon production facilities.
A Flow Forming Machine for Industrial Reactor Vessels manufactures seamless cylindrical bodies used in chemical reactors and high-pressure processing equipment. The process begins with a thick metal preform made from stainless steel or specialized corrosion-resistant alloys. The preform is mounted on a mandrel and rotated while forming rollers gradually compress and elongate the material. As the rollers advance along the axis of the rotating workpiece, the wall thickness decreases and the overall length increases, producing a precise cylindrical vessel with uniform geometry. During this plastic deformation process, the metal’s grain structure becomes elongated along the axis of the vessel, enhancing tensile strength, resistance to internal pressure, and long-term structural stability. CNC control systems regulate forming parameters to ensure that the final vessel meets strict dimensional and mechanical requirements necessary for chemical processing applications.
After forming, reactor vessel bodies undergo heat treatment, internal surface finishing, and precision machining to create connection ports, mounting flanges, and instrumentation interfaces. Because these vessels often operate under high pressure and in corrosive chemical environments, rigorous inspection procedures are conducted to confirm material integrity and dimensional accuracy. Non-destructive testing techniques such as radiography, ultrasonic examination, and pressure testing verify that the vessel can safely operate under demanding process conditions. The seamless construction achieved through flow forming eliminates weld seams that could become weak points when exposed to chemical corrosion or high thermal loads. Consequently, flow-formed reactor vessels provide improved durability, enhanced pressure resistance, and extended service life in chemical plants, pharmaceutical production facilities, and industrial processing systems.
A Flow Forming Machine for Oil Pipeline Tubes is used to manufacture seamless, high-strength tubular sections designed for transporting crude oil, refined petroleum products, and other hydrocarbons across long-distance pipeline networks. In this process, a thick cylindrical preform made from high-strength carbon steel, alloy steel, or corrosion-resistant steel is mounted onto a precision mandrel and rotated at controlled speeds. Hardened forming rollers gradually apply radial pressure while advancing along the axis of the rotating preform, plastically deforming the material and elongating it into a thinner, longer tube with highly uniform wall thickness. The flow forming process refines the metal microstructure and aligns the grain flow along the axial direction of the tube, significantly improving tensile strength, fatigue resistance, and pressure tolerance. CNC-controlled flow forming machines precisely regulate spindle speed, roller pressure, and feed rate to ensure consistent dimensional accuracy, roundness, and structural uniformity throughout the entire tube length.
After the flow forming process is completed, oil pipeline tubes typically undergo stress-relief heat treatment to stabilize the material structure and improve mechanical performance. Precision machining operations are then performed on the tube ends to create beveled edges, threaded interfaces, or flange connections required for pipeline assembly. Extensive non-destructive inspection procedures such as ultrasonic testing, magnetic particle inspection, and hydrostatic pressure testing are carried out to verify the structural integrity of each tube and ensure compliance with pipeline safety standards. Because flow forming produces seamless tubes without welded joints, the resulting pipeline sections exhibit superior resistance to internal pressure, corrosion, and mechanical fatigue caused by fluctuating operating conditions. This makes flow-formed oil pipeline tubes highly suitable for use in high-pressure oil transmission systems, offshore pipelines, and critical energy infrastructure where reliability, leak prevention, and long service life are essential.
A Flow Forming Machine for Offshore Oil Riser Pipes is designed to manufacture seamless tubular structures that transport oil and gas between subsea wells and offshore platforms. The process begins with a thick cylindrical preform made from high-strength alloy steel or corrosion-resistant steel that is mounted onto a hardened mandrel. As the mandrel rotates at controlled speeds, precision rollers gradually apply pressure to the surface of the preform while moving along its axis. This progressive deformation reduces the wall thickness and elongates the pipe while maintaining exceptional dimensional accuracy and uniformity. The plastic deformation also refines the grain structure of the metal and aligns it in the axial direction, significantly improving tensile strength, fatigue resistance, and resistance to pressure fluctuations. Advanced CNC-controlled flow forming machines precisely coordinate spindle rotation, roller positioning, and feed rates to ensure consistent material deformation and repeatable manufacturing results, which is essential for critical offshore energy infrastructure.
After the forming operation, offshore riser pipes undergo heat treatment to relieve internal stresses generated during the forming process and to enhance their mechanical performance. Precision machining may be performed on the pipe ends to create specialized connectors that allow secure integration with other riser segments and subsea equipment. Comprehensive non-destructive inspection methods such as ultrasonic testing, radiographic examination, and hydrostatic pressure testing are conducted to confirm the structural integrity and pressure resistance of the pipes. Because flow forming produces seamless pipes without welded joints, the resulting structures have superior reliability and resistance to fatigue cracking caused by ocean currents, vibration, and pressure variations. These advantages make flow-formed riser pipes highly suitable for deepwater drilling operations and offshore oil production systems where safety and durability are critical.
A Flow Forming Machine for Petrochemical Processing Tubes manufactures seamless cylindrical tubes used in refineries and chemical processing facilities where high-pressure fluids and aggressive chemicals are transported through complex piping systems. The production process starts with a thick metal preform typically made from stainless steel, nickel-based alloys, or other corrosion-resistant materials capable of withstanding harsh chemical environments. The preform is mounted on a mandrel and rotated while hardened forming rollers progressively compress and elongate the metal along the axis of rotation. This controlled plastic deformation results in tubes with uniform wall thickness, excellent roundness, and improved metallurgical properties. The flow forming process aligns the grain structure in the longitudinal direction, which significantly increases resistance to internal pressure, thermal stress, and corrosion-induced fatigue. CNC-controlled forming machines regulate the entire process with high precision, allowing manufacturers to produce long, thin-walled tubes with strict dimensional tolerances.
Following the forming stage, petrochemical processing tubes undergo heat treatment and surface finishing operations to further enhance their mechanical and corrosion-resistant properties. Precision machining is used to prepare connection points and sealing surfaces required for integration into industrial piping networks. Non-destructive testing techniques such as eddy current inspection, ultrasonic examination, and pressure testing verify that the tubes meet industry safety standards and performance requirements. The seamless structure achieved through flow forming eliminates weld seams that can act as weak points when exposed to high temperatures and corrosive chemicals. As a result, flow-formed petrochemical processing tubes provide improved reliability, longer service life, and enhanced safety in refinery operations, chemical production plants, and high-pressure fluid processing systems.
A Flow Forming Machine for Subsea Oilfield Pressure Tubes produces high-strength seamless tubes used in subsea oilfield equipment such as control lines, pressure conduits, and hydraulic distribution systems. In the manufacturing process, a cylindrical preform made from alloy steel or specialized corrosion-resistant materials is mounted on a rotating mandrel. Forming rollers progressively apply radial pressure while moving along the surface of the rotating preform, plastically deforming the metal and elongating it into a precisely dimensioned tube. This process improves the internal grain structure of the metal and aligns it along the axis of the tube, significantly enhancing tensile strength, fatigue resistance, and resistance to external pressure from deepwater environments. Modern CNC-controlled flow forming machines ensure precise coordination between spindle speed, roller movement, and feed rate, allowing the production of subsea tubes with extremely consistent wall thickness and high dimensional accuracy.
After forming, subsea pressure tubes undergo specialized heat treatment to optimize their strength and corrosion resistance. Machining operations create precise interfaces for hydraulic fittings, connectors, and sealing systems used in subsea control equipment. Rigorous inspection procedures such as ultrasonic testing, pressure testing, and dimensional analysis confirm that each tube meets strict offshore safety standards. The seamless construction produced by flow forming eliminates weld joints that could become potential leak paths or structural weaknesses under high pressure. Consequently, flow-formed subsea pressure tubes provide exceptional durability and reliability in underwater oil and gas extraction systems where equipment must operate continuously under extreme environmental conditions.
A Flow Forming Machine for Crude Oil Transport Cylinders manufactures seamless cylindrical containers and pipeline modules designed for the safe transport of crude oil in industrial storage and transfer systems. The production process begins with a thick preform made from high-strength carbon steel or alloy steel that is mounted on a mandrel and rotated at controlled speeds. Forming rollers gradually compress and stretch the material along the axis of rotation, reducing wall thickness while increasing the length of the cylinder. This controlled deformation produces a highly uniform cylindrical structure with excellent concentricity and mechanical strength. The grain structure of the metal becomes aligned in the axial direction, which significantly enhances the cylinder’s ability to withstand internal pressure, mechanical stress, and repeated loading cycles.
Once the forming operation is complete, crude oil transport cylinders undergo heat treatment and precision machining to prepare connection ports, mounting flanges, and sealing surfaces. Non-destructive testing methods including ultrasonic inspection and hydrostatic pressure testing verify that the cylinders can safely handle high-pressure oil transport conditions. The seamless structure created by flow forming eliminates weld seams that could potentially fail under pressure or corrosion. This results in stronger, more reliable transport cylinders capable of operating safely in demanding oil transport and storage applications across the global energy industry.
A Flow Forming Machine for Oilfield Drill Collar Tubes is designed to manufacture seamless, high-strength cylindrical components used in drilling assemblies within oil and gas exploration operations. The production process begins with a thick preform typically made from high-strength alloy steel that is mounted on a precision mandrel and rotated at controlled speeds. Hardened forming rollers progressively apply pressure while feeding along the axis of the rotating preform, plastically deforming the metal and elongating it into a long cylindrical tube with uniform wall thickness and excellent dimensional accuracy. During the flow forming process, the grain structure of the metal becomes elongated and aligned along the longitudinal axis of the tube, which significantly enhances mechanical strength, fatigue resistance, and resistance to torsional stresses experienced during drilling operations. Advanced CNC-controlled forming machines carefully regulate spindle speed, roller feed rate, and forming pressure to ensure stable deformation conditions and consistent product quality across large production batches.
After the flow forming stage is completed, drill collar tubes undergo heat treatment processes to relieve internal stresses and optimize the metallurgical structure of the material. Precision machining operations are then carried out to produce threaded connections, tool joints, and internal bore dimensions required for integration into drilling systems. Non-destructive testing techniques such as ultrasonic inspection, magnetic particle testing, and dimensional verification confirm the structural integrity and performance reliability of each tube. Because the flow forming process produces seamless components without weld seams, the resulting drill collar tubes exhibit superior durability and resistance to fatigue cracking caused by continuous rotational loads and extreme downhole pressures. These properties make flow-formed drill collar tubes highly suitable for demanding drilling environments where equipment reliability and operational safety are essential.
A Flow Forming Machine for Petroleum Storage Vessel Shells is used to produce seamless cylindrical shells that form the main body of pressure vessels used for storing crude oil and refined petroleum products. In this process, a heavy steel preform is mounted onto a rigid mandrel and rotated at high speed while forming rollers progressively compress and elongate the metal along its axis. The deformation reduces the wall thickness while increasing the length of the shell, producing a cylindrical structure with exceptional roundness and uniform thickness distribution. The flow forming process improves the microstructure of the steel by aligning its grain flow in the longitudinal direction, which increases resistance to internal pressure, structural fatigue, and mechanical stress. Computer numerical control systems coordinate roller movement and spindle rotation to maintain precise forming parameters, enabling the production of large vessel shells with consistent dimensional tolerances and excellent surface quality.
Following the forming operation, petroleum storage vessel shells typically undergo stress relief heat treatment to stabilize the material and reduce residual stresses generated during deformation. Machining operations are performed to create flange surfaces, nozzle openings, and mounting interfaces that allow the vessel to integrate with piping systems and storage infrastructure. Extensive inspection procedures such as ultrasonic testing, radiographic analysis, and hydrostatic pressure testing verify that the vessel shells meet strict safety and performance standards required for oil storage applications. The seamless structure created through flow forming eliminates welded joints that can become potential failure points in conventional fabricated vessels. As a result, flow-formed petroleum storage vessel shells provide enhanced structural reliability, improved leak resistance, and longer service life in large-scale oil storage facilities and petrochemical processing plants.
A Flow Forming Machine for Pipeline Valve Housings manufactures seamless cylindrical housings that serve as the structural body of high-pressure valves used in oil and gas pipeline systems. The manufacturing process begins with a forged or machined metal preform made from alloy steel or corrosion-resistant stainless steel. The preform is mounted on a mandrel and rotated while hardened forming rollers gradually compress and elongate the material along the axis of rotation. This progressive deformation produces a precisely dimensioned cylindrical housing with uniform wall thickness and improved metallurgical properties. The flow forming process refines the grain structure of the material and aligns it along the longitudinal axis of the housing, significantly improving resistance to internal pressure, mechanical stress, and fatigue caused by repeated valve actuation. Modern CNC-controlled machines ensure accurate control of roller pressure, feed rate, and spindle speed to produce valve housings with extremely tight tolerances.
After forming, pipeline valve housings undergo heat treatment and precision machining to create internal cavities, sealing surfaces, and connection ports required for valve mechanisms. Surface finishing and corrosion protection treatments may also be applied to ensure long-term durability in harsh pipeline environments. Comprehensive inspection procedures including ultrasonic testing, dimensional analysis, and pressure testing confirm that the housing can withstand the demanding operating conditions of high-pressure pipeline systems. Because the flow forming process produces a seamless structure without weld seams, the resulting valve housings exhibit superior structural integrity and reduced risk of leakage or cracking. This makes flow-formed valve housings particularly suitable for critical oil and gas transportation infrastructure where reliability and operational safety are essential.
A Flow Forming Machine for Petrochemical Reactor Tubes produces seamless cylindrical tubes used inside high-temperature reactors and catalytic processing equipment in petrochemical plants. The production process begins with a thick preform made from specialized high-temperature alloys or corrosion-resistant stainless steels capable of operating in aggressive chemical environments. The preform is mounted on a rotating mandrel and subjected to progressive compression by hardened rollers that move along the axis of the workpiece. As the metal deforms plastically, the tube becomes longer and thinner while maintaining highly consistent wall thickness and excellent circularity. The flow forming process enhances the microstructure of the alloy by elongating and aligning the grain flow along the tube axis, which improves resistance to thermal stress, internal pressure, and chemical corrosion encountered in reactor environments.
Once the forming stage is complete, reactor tubes undergo heat treatment and surface finishing processes to optimize their mechanical properties and corrosion resistance. Precision machining may be carried out to prepare connection interfaces and mounting points required for reactor assembly. Extensive inspection procedures ensure that the tubes meet strict industry standards for high-temperature chemical processing equipment. Non-destructive testing methods such as ultrasonic examination and dimensional verification confirm the integrity of the formed components. The seamless structure created through flow forming eliminates weld seams that could degrade under extreme heat and chemical exposure, resulting in reactor tubes that offer superior reliability, longer service life, and improved performance in petrochemical refining and chemical manufacturing operations.
Flow Forming Machine for Spacecraft Pressure Vessels
A Flow Forming Machine for Spacecraft Pressure Vessels is designed to manufacture seamless, lightweight, and extremely high-strength cylindrical vessels used in satellites, launch vehicles, and deep-space spacecraft systems. These pressure vessels are typically used to store pressurized gases such as helium, nitrogen, or propellants that support propulsion, attitude control, and life-support systems. The manufacturing process begins with a precision preform made from aerospace-grade materials such as aluminum-lithium alloys, titanium alloys, or high-strength stainless steels. The preform is mounted onto a hardened mandrel and rotated at controlled high speeds while precision forming rollers progressively compress and elongate the material along the axis of rotation. This plastic deformation reduces wall thickness while extending the length of the vessel, producing a highly uniform cylindrical structure with excellent dimensional accuracy. The flow forming process also refines the metal microstructure and aligns the grain flow along the longitudinal axis of the vessel, which significantly improves tensile strength, fatigue resistance, and pressure containment capability under extreme operational conditions.
After the flow forming stage is completed, spacecraft pressure vessels undergo specialized heat treatment processes to stabilize the metallurgical structure and optimize strength-to-weight performance. Precision machining operations are then carried out to create interface ports, mounting flanges, valve connections, and sensor interfaces required for integration into spacecraft systems. Because these vessels operate in extreme environments that include vacuum conditions, rapid thermal cycling, and high internal pressures, rigorous inspection procedures are applied to ensure structural integrity. Non-destructive testing techniques such as ultrasonic inspection, radiographic examination, and hydrostatic pressure testing verify that the vessel can safely withstand the demanding conditions of space missions. The seamless construction produced by flow forming eliminates weld seams that could become potential failure points during launch vibrations or pressure cycling in orbit. As a result, flow-formed spacecraft pressure vessels offer superior reliability, reduced structural weight, and exceptional durability, making them critical components in modern satellite platforms, interplanetary spacecraft, and advanced space exploration systems.
A Flow Forming Machine for Satellite Propellant Tanks is designed to manufacture seamless cylindrical tanks used for storing liquid or gaseous propellants in satellites and orbital spacecraft. The process begins with a thick-walled preform produced from aerospace-grade aluminum alloys, titanium alloys, or high-performance stainless steels known for their strength-to-weight ratio and resistance to thermal cycling. The preform is mounted on a precision mandrel and rotated at controlled speeds while hardened forming rollers progressively apply radial pressure along the surface. As the rollers advance along the axis of the rotating preform, the material plastically deforms, reducing wall thickness and extending the length of the tank. This controlled deformation results in a uniform cylindrical structure with exceptional roundness and dimensional precision. During the forming process the grain structure of the metal becomes aligned along the longitudinal axis, which significantly increases tensile strength, fatigue resistance, and structural stability under internal pressure and launch vibrations.
Following the forming stage, satellite propellant tanks undergo specialized heat treatment to stabilize the microstructure and optimize the mechanical properties of the material. Precision machining operations are then performed to create fuel ports, valve interfaces, mounting brackets, and sensor connections required for integration into satellite propulsion systems. Because these tanks operate in vacuum environments and experience extreme thermal fluctuations during orbital operation, they are subjected to extensive inspection and testing procedures including ultrasonic examination, leak detection tests, and hydrostatic pressure testing. The seamless structure produced by flow forming eliminates weld seams that could weaken the tank or become potential leak paths during long-duration space missions. As a result, flow-formed propellant tanks offer superior reliability, reduced structural mass, and exceptional resistance to fatigue caused by repeated pressurization cycles in spacecraft propulsion systems.
A Flow Forming Machine for Rocket Oxidizer Tanks is used to manufacture high-strength cylindrical tanks designed to store oxidizing agents such as liquid oxygen or nitrogen tetroxide in launch vehicles and rocket propulsion systems. The manufacturing process begins with a carefully prepared preform made from high-strength aluminum-lithium alloys or advanced aerospace materials capable of withstanding cryogenic temperatures and high pressure. The preform is mounted on a rotating mandrel and subjected to controlled deformation by forming rollers that gradually compress and elongate the metal along the axis of rotation. As the material flows plastically under the pressure of the rollers, the wall thickness decreases while the overall length of the tank increases. This process produces a highly uniform cylindrical shell with consistent thickness and superior structural integrity. The alignment of the metal grain along the tank axis significantly enhances its resistance to internal pressure, vibration, and mechanical stresses encountered during rocket launch and propulsion cycles.
Once forming is complete, oxidizer tanks undergo heat treatment and precision machining to prepare connection ports, structural reinforcement areas, and mounting interfaces required for integration into the rocket stage. Advanced inspection procedures such as ultrasonic scanning, dimensional verification, and pressure testing confirm the structural reliability of the tank. Because oxidizer tanks are exposed to extreme cryogenic temperatures and intense vibration during launch, the elimination of welded seams is particularly important for maintaining structural safety. Flow forming produces a continuous grain structure that improves fracture resistance and fatigue life. This results in lightweight yet extremely durable tanks capable of performing reliably in demanding rocket propulsion environments.
A Flow Forming Machine for Spacecraft Structural Cylinders manufactures seamless cylindrical components that serve as load-bearing structures within spacecraft and satellite assemblies. These cylinders may function as structural frames, instrument housings, or protective enclosures for sensitive onboard systems. The manufacturing process begins with a thick metal preform typically produced from aerospace-grade aluminum, titanium, or high-strength alloys selected for their strength and low weight. The preform is mounted on a mandrel and rotated while forming rollers gradually compress and elongate the material. This deformation process reduces the wall thickness and increases the length of the cylinder while maintaining precise dimensional tolerances and excellent circularity. The plastic deformation also improves the metallurgical properties of the metal by refining its microstructure and aligning the grain flow in the longitudinal direction, which enhances load-bearing capacity and resistance to fatigue.
After forming, spacecraft structural cylinders undergo heat treatment and precision machining to create mounting interfaces, internal support structures, and connection points required for integration with other spacecraft components. Because these cylinders often support critical equipment such as propulsion systems, communication instruments, or navigation devices, strict inspection procedures are carried out to ensure dimensional accuracy and structural integrity. Non-destructive testing methods verify that the components meet the rigorous standards required for aerospace hardware. The seamless construction created by flow forming eliminates weld joints that could introduce structural weaknesses or stress concentration points. As a result, flow-formed structural cylinders provide lightweight yet extremely strong components capable of withstanding the mechanical stresses of launch, orbital operation, and long-duration space missions.
A Flow Forming Machine for Deep Space Probe Pressure Housings produces seamless cylindrical housings designed to protect sensitive scientific instruments and electronic systems inside deep space probes. The manufacturing process starts with a preform made from high-performance aerospace alloys capable of withstanding vacuum conditions, radiation exposure, and large temperature variations encountered during interplanetary missions. The preform is mounted on a precision mandrel and rotated while hardened rollers progressively compress and elongate the metal along its axis. This forming process produces a highly accurate cylindrical housing with uniform wall thickness and excellent structural symmetry. As the metal flows plastically under roller pressure, its grain structure becomes aligned along the axis of the component, which improves mechanical strength and resistance to fatigue caused by repeated thermal expansion and contraction.
After the flow forming stage, deep space probe housings undergo heat treatment and precision machining to create mounting flanges, access ports, and attachment points required for instrument integration. Extensive inspection procedures ensure that the housing can protect delicate scientific equipment from mechanical stresses during launch and maintain structural integrity during long-term exposure to space environments. Non-destructive testing verifies material quality and confirms that the housing meets strict aerospace standards. Because flow forming creates a seamless structure with continuous grain flow, the resulting housings offer superior durability and reduced structural weight compared with welded alternatives. These advantages make flow-formed pressure housings highly suitable for use in deep space exploration missions where reliability, structural strength, and mass efficiency are critical factors.
A Flow Forming Machine for Satellite Tank Housings is engineered to produce seamless cylindrical and slightly conical vessels that serve as the primary containers for propellant, pressurized gases, or life-support fluids in satellites and small spacecraft. The process starts with a high-strength aerospace preform, typically made from aluminum-lithium alloys, titanium alloys, or advanced stainless steels selected for their combination of light weight and high tensile strength. The preform is mounted on a precision mandrel and rotated while hardened forming rollers progressively apply controlled pressure along its surface. As the rollers traverse the length of the preform, the material undergoes plastic deformation, elongating the cylinder and reducing wall thickness uniformly. This not only ensures tight dimensional tolerances but also aligns the metal grain in the longitudinal direction, which enhances fatigue resistance, tensile strength, and internal pressure capacity—qualities essential for withstanding launch stresses and vacuum conditions in orbit. CNC-controlled machines synchronize spindle speed, roller feed rate, and forming pressure to produce highly consistent, repeatable components for aerospace applications where reliability is critical.
Once the flow forming process is complete, satellite tank housings undergo heat treatment to relieve internal stresses and optimize mechanical properties. Precision machining is performed to create ports, valve seats, sensor interfaces, and structural attachment points required for integration into the satellite’s propulsion, control, or life-support systems. Non-destructive inspections, including ultrasonic testing, radiographic imaging, and hydrostatic testing, ensure that the vessels can withstand both internal pressurization and external forces encountered during launch and space operation. Because the flow forming process produces a seamless structure without welds, the risk of stress concentration or leak paths is minimized, allowing for lightweight, durable components that maintain integrity under extreme environmental conditions. Flow-formed satellite tank housings provide the ideal combination of reduced mass, superior strength, and long-term reliability necessary for modern spacecraft, interplanetary missions, and advanced orbital platforms.
A Flow Forming Machine for Launch Vehicle Propellant Tanks manufactures seamless high-pressure cylinders and spherical segments used to contain liquid or gaseous propellants in rockets and launch vehicles. The manufacturing process begins with a thick preform made from aerospace-grade aluminum, titanium, or stainless steel alloys capable of withstanding cryogenic temperatures and high internal pressures. The preform is mounted on a hardened mandrel and rotated while precision rollers apply radial pressure and move along the length of the preform. As the material plastically deforms, it elongates and thins, forming a cylindrical vessel with highly uniform wall thickness and superior dimensional accuracy. The grain structure of the metal aligns along the longitudinal axis, improving strength, fatigue resistance, and fracture toughness, which are essential to survive the intense dynamic loads during liftoff and ascent. CNC systems precisely control roller pressure, feed rate, and spindle speed to ensure consistent results, minimizing distortion and maintaining concentricity throughout the tank.
After flow forming, launch vehicle propellant tanks undergo specialized heat treatment, stress-relief procedures, and precision machining to create valve connections, mounting flanges, inspection ports, and instrumentation interfaces. The tanks are then subjected to rigorous testing including hydrostatic pressure testing, leak detection, and ultrasonic inspection to ensure reliability under high-pressure, cryogenic, and vibration conditions. The seamless construction eliminates welds that could act as failure points under repeated stress, making these flow-formed tanks highly suited for demanding aerospace applications. The combination of lightweight design, high structural integrity, and resistance to extreme pressures and temperatures makes flow-formed propellant tanks indispensable for rockets, orbital insertion stages, and interplanetary spacecraft, where both safety and performance are paramount.
A Flow Forming Machine for Orbital Spacecraft Pressure Housings produces seamless, lightweight cylinders that protect critical instruments, electronics, and fluid storage systems aboard satellites and manned spacecraft. Preforms are typically made from high-strength aluminum-lithium alloys or titanium alloys that provide an optimal balance of strength, fatigue resistance, and low weight. The preform is mounted on a precision mandrel and rotated while hardened rollers progressively deform the material, compressing and elongating it into a cylinder with uniform wall thickness and excellent roundness. The flow forming process aligns the metal’s grain structure along the cylinder axis, which enhances resistance to internal pressure, launch vibrations, and thermal cycling. CNC-controlled flow forming machines ensure highly precise forming parameters are maintained throughout the process, producing consistent components suitable for critical aerospace applications.
After forming, orbital spacecraft pressure housings are heat-treated to relieve residual stresses and enhance mechanical performance. Precision machining is used to create interfaces for valves, sensors, and mounting brackets required for integration into the spacecraft structure. Non-destructive testing, including ultrasonic inspection, radiography, and hydrostatic tests, verifies that the housings can withstand the rigors of launch, space environment, and operational pressure loads. The seamless structure produced by flow forming eliminates welds that could otherwise compromise strength or create potential leak paths, ensuring lightweight yet extremely durable housings. These properties make flow-formed pressure housings ideal for orbital satellites, deep-space probes, and spacecraft components where reliability, structural integrity, and long-term service in extreme conditions are essential.
A Flow Forming Machine for Space Station Life-Support Cylinders manufactures seamless vessels used to contain and regulate gases and fluids in spacecraft life-support systems. Thick preforms made from corrosion-resistant, high-strength aluminum or titanium alloys are mounted on a hardened mandrel and rotated while precision rollers apply controlled pressure along the axis. The metal plastically deforms as the rollers move, producing cylinders with uniform wall thickness and highly consistent roundness. The axial grain alignment achieved during flow forming enhances strength, fatigue resistance, and pressure tolerance, allowing the cylinders to safely contain oxygen, nitrogen, or other critical life-support gases under repeated pressurization cycles. CNC-controlled machines synchronize roller feed, spindle speed, and forming pressure to produce repeatable results with minimal distortion, essential for life-support components where failure is not an option.
After the flow forming process, space station life-support cylinders undergo heat treatment, precision machining for ports, valve interfaces, and mounting points, and rigorous non-destructive inspections including hydrostatic and ultrasonic testing. The seamless structure ensures there are no weld joints or stress concentration points that could compromise integrity, while the refined grain alignment provides superior fatigue and pressure resistance. Flow-formed life-support cylinders are lightweight, structurally robust, and capable of performing reliably in the extreme conditions of space habitats, ensuring both crew safety and operational continuity in manned orbital missions and deep-space platforms.
A Flow Forming Machine for Interplanetary Spacecraft Pressure Tanks is designed to produce seamless, lightweight, and extremely high-strength vessels capable of containing pressurized gases or liquids on deep-space missions. The manufacturing process begins with a cylindrical preform made from aerospace-grade materials such as titanium alloys, aluminum-lithium alloys, or high-strength stainless steel. The preform is mounted on a hardened mandrel and rotated at precise speeds while hardened rollers progressively compress and elongate the material along its axis. This controlled plastic deformation reduces wall thickness and increases the length of the vessel while maintaining uniformity and dimensional precision. The flow forming process also aligns the grain structure of the metal in the longitudinal direction, improving tensile strength, fatigue resistance, and pressure tolerance. CNC-controlled machines carefully regulate roller feed rate, spindle speed, and forming pressure to achieve repeatable results with minimal distortion, which is critical for components destined for the extreme environmental conditions of space travel.
After flow forming, interplanetary spacecraft pressure tanks undergo heat treatment to relieve residual stresses and optimize mechanical properties, followed by precision machining to create ports, mounting flanges, sensor interfaces, and valve connections necessary for integration into spacecraft systems. Non-destructive testing methods, including ultrasonic inspection, radiographic examination, and hydrostatic pressure testing, verify structural integrity and ensure that the tanks can withstand the combined stresses of launch, space travel, and repeated pressurization cycles. The seamless construction eliminates weld joints that could act as weak points, while the aligned grain structure enhances durability and resistance to fatigue. Flow-formed interplanetary pressure tanks are therefore lightweight, structurally robust, and capable of reliably performing in vacuum, extreme temperature variations, and high-radiation conditions, making them essential components for long-duration missions, orbital satellites, planetary landers, and crewed spacecraft.
A Flow Forming Machine for Cryogenic Space Propellant Tanks manufactures seamless cylindrical or spherical vessels used to store cryogenic propellants such as liquid hydrogen, liquid oxygen, or liquefied natural gas for spacecraft propulsion systems. The process starts with a thick-walled preform made from materials specifically selected for low-temperature toughness and high strength, such as aluminum-lithium alloys, titanium alloys, or stainless steel variants suitable for cryogenic conditions. The preform is mounted on a precision mandrel and rotated while forming rollers apply gradual and uniform pressure along its surface. The metal plastically deforms under the rollers, elongating the preform and reducing wall thickness while maintaining precise dimensional tolerances. The flow forming process produces a seamless structure with highly uniform wall thickness and aligns the metal’s grain structure in the axial direction, improving fatigue resistance, fracture toughness, and pressure containment under extreme cryogenic temperatures and operational loads. CNC-controlled systems ensure accurate coordination of roller feed, spindle speed, and forming pressure to achieve consistent high-quality results across production batches.
Following the flow forming stage, cryogenic propellant tanks undergo stress-relief heat treatment and precision machining to create filling ports, vent lines, valve seats, and structural mounting interfaces required for integration into spacecraft stages. Rigorous inspection procedures such as ultrasonic testing, hydrostatic pressure testing, and leak detection are conducted to confirm structural integrity and safety. Because flow forming produces a seamless vessel, there are no weld joints that could act as stress concentration points under thermal contraction, internal pressure, or vibration during launch. The combination of seamless construction, refined grain alignment, and precise dimensional control ensures that flow-formed cryogenic tanks are lightweight, highly durable, and capable of performing reliably in the harsh conditions of space, making them critical for rockets, orbital platforms, interplanetary missions, and long-duration spacecraft operations.
A Flow Forming Machine for Satellite Attitude Control Gas Tanks produces seamless cylindrical vessels used to store pressurized gases for reaction control systems in satellites and spacecraft. These tanks must maintain precise internal pressure while remaining extremely lightweight to meet strict spacecraft mass requirements. The manufacturing process begins with a preform made from high-strength aerospace-grade aluminum, titanium, or stainless steel alloys. The preform is mounted on a hardened mandrel and rotated while hardened forming rollers progressively compress and elongate the metal along its axis. This controlled deformation reduces wall thickness, produces a uniform cylindrical geometry, and aligns the grain structure along the cylinder’s length, which enhances pressure resistance, fatigue life, and structural stability. CNC-controlled flow forming machines precisely regulate spindle speed, roller feed, and forming pressure to achieve tight tolerances, uniform wall thickness, and repeatable production quality suitable for critical satellite components.
After forming, satellite attitude control gas tanks undergo heat treatment to relieve residual stresses and optimize mechanical properties. Precision machining is carried out to prepare valve interfaces, sensor mounting points, and structural brackets necessary for integration into the satellite’s control systems. Non-destructive inspections, including ultrasonic testing and hydrostatic testing, ensure that each tank can withstand the operational pressures and repeated pressurization cycles of in-orbit operation. The seamless construction produced by flow forming eliminates welds and structural discontinuities that could compromise integrity, resulting in lightweight, durable, and highly reliable tanks. These tanks play a critical role in maintaining satellite orientation and maneuverability, and flow-formed construction ensures maximum safety, longevity, and performance in the harsh environment of space.
A Flow Forming Machine for Spacecraft Reaction Control Thruster Housings manufactures seamless cylindrical components that enclose and support small reaction control thrusters used for spacecraft attitude adjustment and orbital maneuvers. Thick preforms made from high-strength titanium, aluminum-lithium, or stainless steel alloys are mounted on precision mandrels and rotated while forming rollers progressively compress and elongate the material along the axis. The flow forming process produces cylinders with uniform wall thickness, highly accurate dimensional tolerances, and aligned metal grain structure, enhancing strength, fatigue resistance, and pressure tolerance. CNC control ensures that spindle speed, roller pressure, and feed rate are precisely coordinated to maintain consistency and repeatability, which is critical for components subjected to high thermal and mechanical loads during operation.
After the flow forming stage, thruster housings undergo heat treatment and precision machining to create mounting points, fuel or oxidizer lines, and sensor interfaces. Non-destructive testing methods, including ultrasonic scanning and hydrostatic pressure testing, ensure structural integrity and safety. The seamless construction eliminates potential weak points from welds, while the aligned grain structure improves durability under repeated pressurization and thermal cycling. Flow-formed spacecraft thruster housings are lightweight, structurally robust, and highly reliable, making them ideal for small satellite platforms, orbital maneuvering systems, and deep-space exploration vehicles.
A Flow Forming Machine for Aerospace Fuel Tanks is designed to produce seamless, high-strength cylindrical or slightly conical tanks used to store aviation or spacecraft fuel under high pressure and extreme temperature conditions. The process begins with a thick-walled preform made from aerospace-grade aluminum alloys, titanium alloys, or high-strength stainless steels selected for their combination of light weight, corrosion resistance, and mechanical strength. The preform is mounted on a hardened mandrel and rotated at precisely controlled speeds while hardened forming rollers progressively apply radial pressure along the axis of the preform. As the rollers advance, the metal plastically deforms, reducing wall thickness and elongating the cylinder while maintaining exceptional roundness and dimensional accuracy. The flow forming process also aligns the grain structure of the metal along the longitudinal axis, significantly improving tensile strength, fatigue resistance, and the ability to withstand internal pressure and mechanical loads during flight or space operation. CNC-controlled flow forming machines carefully synchronize roller feed rate, spindle speed, and forming pressure to ensure consistent, repeatable, and defect-free production suitable for aerospace applications where safety and reliability are critical.
After the forming process, aerospace fuel tanks undergo heat treatment to relieve residual stresses and optimize the mechanical and metallurgical properties of the material. Precision machining operations create ports, valve interfaces, mounting flanges, and sensor attachment points necessary for integration into aircraft or spacecraft fuel systems. Rigorous non-destructive inspections, including ultrasonic testing, hydrostatic pressure testing, and leak detection, confirm the structural integrity and operational safety of the tanks. Because the flow forming process produces a seamless structure without welds, the risk of failure due to stress concentration or leaks is minimized, while the aligned grain structure provides superior resistance to fatigue, vibration, and thermal cycling. Flow-formed aerospace fuel tanks are therefore lightweight, structurally robust, and highly reliable, making them indispensable components in modern aircraft, satellites, launch vehicles, and advanced space exploration systems.
A Flow Forming Machine for Satellite and Space Launch Vehicle Fuel Tanks manufactures seamless, high-precision cylindrical or slightly tapered tanks designed to store liquid fuels and oxidizers under the demanding conditions of spaceflight. The production process begins with a thick-walled preform made from aerospace-grade aluminum-lithium alloys, titanium alloys, or high-strength stainless steels chosen for their combination of lightweight, high tensile strength, and corrosion resistance. The preform is mounted onto a hardened mandrel and rotated while hardened rollers progressively apply radial pressure along its surface. As the rollers travel along the axis of the preform, the material plastically deforms, elongating the tank and reducing wall thickness uniformly. This flow forming process not only ensures precise dimensional tolerances and concentricity but also aligns the metal grain along the longitudinal axis of the tank, enhancing tensile strength, fatigue resistance, and pressure tolerance necessary to withstand both internal fuel pressure and the dynamic loads experienced during launch, orbit insertion, and space operation. CNC-controlled systems precisely coordinate spindle rotation, roller feed rate, and forming pressure to achieve consistent, repeatable production of high-quality components suitable for critical aerospace applications.
Once the flow forming operation is complete, the fuel tanks undergo stress-relief heat treatment to stabilize the metallurgical structure and optimize mechanical properties. Precision machining is then carried out to create fuel inlet and outlet ports, valve seats, structural mounting interfaces, sensor integration points, and other connections required for assembly into aerospace fuel systems. Extensive non-destructive inspection procedures, including ultrasonic testing, hydrostatic pressure testing, and leak detection, verify that the tanks meet stringent aerospace standards for strength, leak-tightness, and reliability. The seamless construction achieved through flow forming eliminates welds and potential stress concentration points, reducing the risk of structural failure under high pressure, vibration, or thermal cycling conditions. As a result, flow-formed aerospace fuel tanks are lightweight, highly durable, and capable of performing reliably in the extreme environmental conditions of high-altitude flight, orbital operation, and deep-space missions, making them essential components for launch vehicles, satellites, and interplanetary spacecraft that demand both safety and performance.
A Flow Forming Machine for Cryogenic Aerospace Fuel Tanks produces seamless cylindrical vessels designed to contain cryogenic fuels such as liquid hydrogen, liquid oxygen, or liquefied methane for rockets and spacecraft. The process begins with a preform made from high-strength aluminum-lithium or titanium alloys that retain toughness and structural integrity at extremely low temperatures. The preform is mounted on a precision mandrel and rotated while hardened rollers progressively apply pressure along its length. The metal flows plastically under the rollers, reducing wall thickness and extending the length of the tank while maintaining exceptional concentricity and roundness. The flow forming process aligns the metal grain along the longitudinal axis of the tank, improving fatigue resistance, fracture toughness, and pressure tolerance, which are critical when handling cryogenic fuels that generate thermal stresses during filling, storage, and flight. CNC-controlled machines regulate roller speed, spindle rotation, and feed rate to ensure precise and repeatable forming of these high-performance tanks.
Following flow forming, cryogenic fuel tanks undergo stress-relief heat treatment to reduce residual stresses and enhance low-temperature performance. Precision machining creates connection ports, valve interfaces, structural flanges, and sensor mounting points necessary for integration into rocket stages or spacecraft propulsion systems. The tanks are then subjected to rigorous inspection and testing, including ultrasonic examination, hydrostatic pressure testing, and cryogenic leak tests, to ensure they can safely withstand both the extreme pressures of propellant storage and the thermal cycling inherent in space missions. Because flow forming produces seamless structures without welds, the tanks exhibit superior resistance to fatigue, cracking, and leakage, making them ideal for high-pressure, low-temperature aerospace applications. Flow-formed cryogenic aerospace fuel tanks are lightweight, structurally robust, and capable of delivering the reliability and durability required for modern space launch vehicles, interplanetary spacecraft, and long-duration orbital missions.
A Flow Forming Machine for High-Pressure Aerospace Fuel Cylinders manufactures seamless cylindrical tanks that store high-energy propellants for spacecraft maneuvering, orbital correction, and launch vehicle stages. Preforms made from high-strength aluminum alloys or titanium alloys are mounted on precision mandrels and rotated while hardened rollers gradually compress and elongate the metal along its axis. The flow forming process reduces wall thickness while producing a uniform cylindrical geometry with excellent dimensional accuracy. As the metal plastically deforms, its grain structure aligns along the cylinder axis, improving tensile strength, fatigue resistance, and the ability to withstand repeated pressurization cycles and dynamic loads during launch and orbital operations. CNC-controlled systems synchronize roller feed, spindle rotation, and forming pressure to maintain consistent wall thickness and roundness over the entire length of the cylinder, ensuring high-quality, repeatable components for aerospace applications.
After forming, high-pressure aerospace fuel cylinders undergo heat treatment, precision machining, and surface finishing to create inlet and outlet ports, valve interfaces, mounting brackets, and instrumentation connections. Extensive non-destructive testing including hydrostatic pressure testing, ultrasonic inspection, and leak detection confirms the structural integrity and performance of the cylinders. The seamless construction produced by flow forming eliminates weld seams and potential weak points, increasing durability and reducing the risk of failure under the demanding mechanical, thermal, and pressure conditions of aerospace operation. Flow-formed high-pressure fuel cylinders are therefore lightweight, highly reliable, and suitable for integration into satellites, spacecraft, and launch vehicles, providing critical propellant storage with maximum structural efficiency and safety.
A Flow Forming Machine for Space Launch Vehicle Fuel Tanks is engineered to produce seamless, high-strength cylindrical or slightly conical tanks used for storing liquid propellants such as liquid hydrogen, liquid oxygen, kerosene, or hypergolic fuels in rockets and spacecraft. The manufacturing process starts with a thick-walled preform composed of aerospace-grade materials, such as aluminum-lithium alloys, titanium alloys, or high-strength stainless steels, chosen for their combination of low weight, high tensile strength, and resistance to thermal cycling. The preform is mounted on a precision mandrel and rotated at controlled speeds while hardened forming rollers progressively apply radial pressure along its surface. As the rollers move along the axis of the preform, the metal plastically deforms, elongating the tank and reducing wall thickness uniformly. This flow forming process produces a seamless cylinder with highly consistent wall thickness, excellent roundness, and precise dimensional tolerances, while aligning the metal grain along the longitudinal axis to enhance tensile strength, fatigue resistance, and pressure containment under the extreme conditions of launch, acceleration, and propellant storage.
After flow forming, the fuel tanks undergo stress-relief heat treatment to stabilize the metallurgical structure and improve mechanical properties. Precision machining is performed to create inlet and outlet ports, valve seats, mounting flanges, sensor interfaces, and other necessary connection points for integration into rocket stages or spacecraft systems. Comprehensive non-destructive inspections, including ultrasonic testing, hydrostatic pressure testing, and leak detection, verify structural integrity and operational safety. Because the flow forming process produces a seamless structure without welds, the risk of fatigue cracking, leaks, or structural failure is minimized, making these tanks highly reliable under dynamic launch loads, internal pressurization, and thermal cycling. Flow-formed space launch vehicle fuel tanks are therefore lightweight, structurally robust, and capable of safely storing high-energy propellants while maintaining performance and durability in the demanding conditions of aerospace and space exploration applications.
A Flow Forming Machine for Cryogenic Propellant Tanks in spacecraft produces seamless vessels capable of storing extremely low-temperature fuels such as liquid hydrogen and liquid oxygen. The process begins with a preform made from materials specifically engineered to retain toughness and structural integrity at cryogenic temperatures, including aluminum-lithium and titanium alloys. The preform is mounted on a mandrel and rotated while precision rollers gradually compress and elongate the material along its axis. As the preform deforms plastically under controlled pressure, the cylinder becomes longer and thinner while maintaining uniform wall thickness, exceptional roundness, and dimensional precision. The flow forming process also aligns the grain structure of the material along the tank’s longitudinal axis, increasing fatigue resistance, fracture toughness, and pressure containment ability, all of which are critical when handling cryogenic propellants subject to thermal contraction and expansion during filling, storage, and flight operations. CNC-controlled systems synchronize roller speed, spindle rotation, and feed rate to achieve consistent and repeatable production of high-quality aerospace tanks.
Following the forming stage, cryogenic propellant tanks are subjected to stress-relief heat treatment, precision machining for valve ports, fill lines, structural mounting flanges, and sensor integration points. They undergo rigorous non-destructive inspections, including ultrasonic testing, hydrostatic pressure testing, and cryogenic leak detection, to verify their safety and reliability. The seamless construction achieved by flow forming eliminates weld seams and potential stress concentration points, improving durability under repeated pressurization cycles, vibration during launch, and thermal cycling in space. Flow-formed cryogenic aerospace fuel tanks are therefore lightweight, structurally robust, and capable of delivering the reliability and performance required for spacecraft propulsion systems, orbital missions, interplanetary spacecraft, and long-duration space operations. These tanks combine maximum safety, structural efficiency, and longevity, making them indispensable for advanced aerospace and space exploration applications.
A Flow Forming Machine for High-Performance Aerospace Fuel Tanks produces seamless, precision-engineered cylindrical and slightly conical vessels used in modern aircraft, rockets, and spacecraft to store fuel and oxidizers under demanding conditions. The manufacturing process begins with a thick-walled preform made from aerospace-grade aluminum-lithium alloys, titanium alloys, or high-strength stainless steels selected for their combination of low weight, high tensile strength, and resistance to thermal cycling and corrosion. The preform is mounted on a hardened mandrel and rotated at precisely controlled speeds while hardened rollers apply progressive radial pressure along the preform’s surface. As the rollers advance along the axis, the metal plastically deforms, elongating the cylinder and uniformly reducing wall thickness. This flow forming process produces a seamless tank with exceptional roundness, uniform wall thickness, and tight dimensional tolerances while aligning the metal’s grain structure along the longitudinal axis. This alignment enhances tensile strength, fatigue resistance, and internal pressure capacity, making the tanks capable of withstanding launch stresses, vibration, thermal cycling, and high-pressure propellant storage.
After flow forming, aerospace fuel tanks undergo stress-relief heat treatment to optimize metallurgical properties and relieve residual stresses induced during deformation. Precision machining operations are then carried out to create fuel inlets and outlets, valve seats, mounting flanges, sensor ports, and other necessary interfaces for integration into aircraft or spacecraft fuel systems. Extensive non-destructive inspections, including ultrasonic testing, hydrostatic pressure testing, and leak detection, ensure structural integrity and operational safety. Because flow forming produces a seamless structure without welds, the tanks eliminate potential weak points that could compromise performance under dynamic loads, internal pressure, or thermal stress. The combination of seamless construction, refined grain alignment, and precise dimensional control produces aerospace fuel tanks that are lightweight, highly durable, and capable of operating reliably in the extreme conditions of high-altitude flight, orbital missions, and deep-space exploration. Flow-formed tanks deliver the performance, reliability, and structural efficiency required for modern aerospace propulsion systems, ensuring safe and efficient fuel storage for both short-duration and long-duration missions.
A Flow Forming Machine for Spacecraft High-Pressure Fuel Cylinders manufactures seamless, robust cylindrical vessels designed to store pressurized propellants used for spacecraft maneuvering, attitude control, and propulsion systems. Preforms made from high-strength titanium or aluminum alloys are mounted on precision mandrels and rotated while hardened rollers gradually apply radial pressure along the axis of the preform. As the material plastically deforms, the cylinder elongates, wall thickness decreases uniformly, and the grain structure aligns along the longitudinal axis. This produces seamless, lightweight cylinders with excellent dimensional accuracy, superior fatigue resistance, and high pressure tolerance, essential for spacecraft that endure repeated pressurization cycles and dynamic mechanical loads during launch and orbital operation. CNC-controlled flow forming machines ensure precise synchronization of roller feed, spindle rotation, and forming pressure, achieving consistent and repeatable high-quality production suitable for aerospace applications.
After forming, high-pressure fuel cylinders undergo stress-relief heat treatment and precision machining to create valve connections, ports, structural mounting points, and sensor interfaces. Non-destructive inspection procedures, including hydrostatic testing, ultrasonic scanning, and leak detection, verify that each cylinder meets rigorous aerospace standards for strength and integrity. Because flow forming produces a seamless structure, the risk of weld-related fatigue or leaks is eliminated, improving long-term reliability under cyclic pressurization and vibration. These flow-formed cylinders are lightweight, structurally robust, and capable of safe operation in both orbital spacecraft systems and launch vehicles, providing critical fuel storage with high safety margins, extended service life, and performance consistency essential for modern space missions.
A Flow Forming Machine for Cryogenic Aerospace Fuel Vessels produces seamless tanks capable of storing extremely low-temperature propellants such as liquid hydrogen or liquid oxygen. The manufacturing process begins with a preform made from aerospace-grade aluminum-lithium or titanium alloys engineered to maintain toughness and dimensional stability at cryogenic temperatures. The preform is mounted on a precision mandrel and rotated while hardened rollers progressively compress and elongate the material along its axis. The plastic deformation reduces wall thickness and produces a uniform cylinder with precise roundness, dimensional tolerances, and aligned grain structure, which enhances fatigue resistance, fracture toughness, and pressure containment. CNC-controlled machines precisely regulate roller feed, spindle speed, and forming pressure to ensure repeatable high-quality production, which is critical for components used in cryogenic propulsion systems in spacecraft and launch vehicles.
Following flow forming, cryogenic fuel vessels undergo stress-relief heat treatment to reduce residual stresses and enhance low-temperature mechanical properties. Precision machining creates inlet and outlet ports, valve connections, mounting brackets, and sensor interfaces necessary for integration into aerospace propulsion systems. Rigorous non-destructive inspections, including hydrostatic pressure tests, ultrasonic examination, and cryogenic leak detection, ensure that the tanks meet the demanding requirements of aerospace applications. The seamless construction eliminates welds, preventing potential weak points under thermal contraction, internal pressure, or vibration. Flow-formed cryogenic fuel vessels are lightweight, durable, and capable of reliable operation under extreme pressures and temperatures, making them essential components for advanced launch vehicles, interplanetary spacecraft, orbital platforms, and long-duration missions that require maximum safety, structural efficiency, and performance.
Flow Forming Machine for Jet Engine Combustion Liners
A Flow Forming Machine for Jet Engine Combustion Liners is designed to produce seamless, high-precision cylindrical components that serve as the structural and thermal housing for fuel combustion in aircraft engines. The process begins with a thick-walled preform made from high-temperature nickel-based superalloys, stainless steels, or titanium alloys capable of withstanding extreme thermal and mechanical stresses within the combustion chamber. The preform is mounted on a precision mandrel and rotated while hardened forming rollers progressively apply radial pressure along its surface. As the rollers traverse the length of the preform, the material plastically deforms, elongating the cylinder and reducing wall thickness uniformly while maintaining exceptional dimensional accuracy, roundness, and concentricity. The flow forming process also aligns the metal’s grain structure along the longitudinal axis, improving fatigue resistance, high-temperature strength, and resistance to thermal creep and cyclic loading—critical properties for components exposed to combustion temperatures often exceeding 1,500°C during jet engine operation. CNC-controlled machines precisely regulate roller feed, spindle rotation, and forming pressure to ensure consistent production of high-quality liners capable of meeting stringent aerospace standards.
After the flow forming stage, jet engine combustion liners undergo heat treatment and solution annealing to optimize the metallurgical structure and relieve residual stresses induced by the forming process. Precision machining operations create features such as cooling holes, mounting flanges, and interfaces for integration into the combustor assembly. Non-destructive inspection techniques, including ultrasonic testing, dimensional verification, and x-ray radiography, are applied to ensure structural integrity and performance reliability. Because flow forming produces a seamless structure, there are no welds or joints that could act as stress concentrators or weaken the liner under repeated thermal cycling, vibration, and high-pressure combustion loads. The seamless construction, combined with refined grain alignment and precise dimensional control, results in lightweight, highly durable, and thermally resilient combustion liners capable of withstanding the demanding environment inside modern jet engines. These flow-formed liners enhance engine performance, fuel efficiency, and operational safety, making them critical components in high-performance aircraft and turbine engines.
A Flow Forming Machine for High-Performance Jet Engine Combustion Liners manufactures seamless, precision-engineered cylindrical components designed to withstand extreme temperatures, pressures, and mechanical stresses inside modern aircraft engines. The process begins with a thick preform made from high-temperature nickel-based superalloys, titanium alloys, or stainless steels selected for their ability to maintain structural integrity under repeated thermal cycling and combustion loads. The preform is mounted on a hardened precision mandrel and rotated while hardened rollers progressively apply controlled radial pressure along its surface. As the rollers traverse the preform, the metal plastically deforms, elongating the cylinder and reducing wall thickness uniformly while maintaining exceptional roundness, concentricity, and dimensional accuracy. This flow forming process also aligns the metal grain structure in the longitudinal direction, enhancing fatigue resistance, high-temperature tensile strength, and creep resistance, which are critical for components that operate at temperatures exceeding 1,500°C and experience rapid heating and cooling cycles during engine operation. CNC-controlled flow forming machines precisely coordinate spindle speed, roller feed rate, and forming pressure to ensure repeatable, high-quality production capable of meeting the rigorous demands of aerospace engineering standards.
After forming, jet engine combustion liners undergo heat treatment and solution annealing to relieve residual stresses and optimize metallurgical properties. Precision machining is performed to create mounting flanges, interfaces for cooling passages, and attachment points required for integration into the combustor assembly. Advanced non-destructive inspections, including ultrasonic testing, radiographic imaging, and dimensional verification, are carried out to confirm structural integrity, wall thickness uniformity, and the absence of defects such as cracks or voids. Because flow forming produces a seamless structure, there are no welds or joints that could act as stress concentrators or failure points under cyclic thermal and mechanical loads. The seamless, grain-aligned construction enhances durability, reduces the risk of fatigue cracking, and allows the liner to withstand high internal pressures and vibration during engine operation. Flow-formed combustion liners are therefore lightweight, thermally resilient, and capable of maintaining structural integrity under the harshest conditions, improving jet engine performance, efficiency, and safety. These components are essential for modern turbine engines, military aircraft, commercial jets, and advanced aerospace propulsion systems, where reliability and material performance are critical for safe and efficient operation.
Flow-formed jet engine combustion liners offer superior mechanical and thermal properties compared with traditionally manufactured components because the process produces a continuous grain structure that resists deformation, creep, and fatigue over long service cycles. The precision and control afforded by CNC flow forming machines allow manufacturers to produce liners with highly consistent wall thickness, tight tolerances, and excellent surface finish, minimizing the need for secondary finishing operations. The seamless nature of the component also facilitates the incorporation of cooling channels, fuel injection passages, and other complex features required in modern combustor designs without compromising structural integrity. During operation, these liners experience rapid temperature fluctuations, intense vibration, and high-pressure combustion gases; the enhanced material properties imparted by flow forming enable them to maintain stability, resist thermal distortion, and provide uniform combustion chamber geometry, which is crucial for optimizing fuel efficiency, reducing emissions, and prolonging engine life.
In addition, flow-formed combustion liners allow aerospace engineers to design engines that are lighter, more compact, and more efficient because the process produces components with higher strength-to-weight ratios than conventionally fabricated parts. The uniform wall thickness and seamless construction reduce stress concentrations that typically arise at welds or joints, minimizing the likelihood of failure under operational loads. This ensures greater reliability during both takeoff and sustained high-speed flight, particularly for military, commercial, and experimental aircraft where performance margins are critical. Flow forming also enables the production of high-temperature alloy components that can incorporate intricate geometries for improved airflow and combustion efficiency, which are increasingly demanded in modern high-bypass turbofan engines, afterburning military engines, and advanced space propulsion systems. Overall, the use of flow forming machines for jet engine combustion liners represents a significant advancement in aerospace manufacturing, providing components that combine strength, durability, thermal resilience, and precision essential for high-performance engine operation.
A Flow Forming Machine for Advanced Jet Engine Combustion Liners produces seamless, precision-engineered cylindrical or slightly tapered components that serve as the critical containment for fuel-air mixtures in high-performance turbine engines. The manufacturing process begins with a thick-walled preform made from heat-resistant superalloys such as nickel-based Inconel, titanium alloys, or high-strength stainless steels capable of withstanding the extreme thermal, pressure, and vibration loads within a combustion chamber. The preform is mounted on a hardened mandrel and rotated while precision rollers progressively apply controlled radial and axial pressure. As the rollers traverse the surface of the preform, the material plastically deforms, elongating the cylinder, reducing wall thickness uniformly, and producing highly precise dimensions with excellent roundness and concentricity. This flow forming process also aligns the metal grain along the longitudinal axis, which significantly improves fatigue resistance, high-temperature tensile strength, creep resistance, and the ability to withstand repeated thermal cycling without distortion. CNC-controlled flow forming machines ensure consistent synchronization of roller speed, feed rate, and forming pressure, allowing for the repeatable production of high-quality combustion liners suitable for the most demanding aerospace engine applications.
After the flow forming stage, the combustion liners undergo heat treatment, including solution annealing and aging processes, to stabilize the metallurgical structure and optimize high-temperature mechanical properties. Precision machining operations are then carried out to produce features such as mounting flanges, cooling holes, fuel injector ports, and attachment points necessary for integration into the engine combustor assembly. Extensive non-destructive inspections, including ultrasonic testing, radiographic imaging, and dimensional verification, confirm that the liners meet rigorous aerospace standards for structural integrity, wall thickness uniformity, and defect-free surfaces. Because the flow forming process produces a seamless cylinder, there are no welds or joints that could act as stress concentrators or weaken the component under cyclic thermal and mechanical loads. The combination of seamless construction, aligned grain structure, and precise dimensional control results in combustion liners that are lightweight, thermally resilient, and capable of withstanding the high pressures, vibration, and extreme temperatures encountered during both takeoff and sustained high-speed flight.
Flow-formed jet engine combustion liners provide superior mechanical and thermal performance compared with conventionally fabricated parts due to their continuous grain structure and uniform wall thickness. This enhances durability, reduces susceptibility to fatigue cracking, and improves resistance to creep under high-temperature operation. The seamless design allows for the integration of complex features such as cooling channels, baffles, and fuel injector ports without compromising structural integrity, which is essential for optimizing combustion efficiency and engine performance. During operation, these liners maintain precise chamber geometry, ensuring uniform fuel-air mixing, stable flame propagation, and efficient energy conversion while minimizing thermal distortion and stress concentrations. By producing components with high strength-to-weight ratios and exceptional thermal resistance, flow-formed combustion liners contribute to overall engine efficiency, extended service life, reduced maintenance requirements, and enhanced operational safety.
The use of flow forming machines for jet engine combustion liners represents a critical advancement in aerospace manufacturing technology, enabling the production of high-performance, lightweight, and structurally robust components that meet the rigorous demands of modern turbine engines. This manufacturing method allows aerospace engineers to design engines with higher efficiency, increased thrust-to-weight ratios, and improved durability under extreme operating conditions. The precision and repeatability of CNC-controlled flow forming ensure that every liner produced maintains consistent mechanical properties and dimensional tolerances, which is vital for the reliability and safety of aircraft propulsion systems. Flow-formed combustion liners are therefore indispensable in the production of modern commercial, military, and experimental aircraft engines, providing the necessary strength, thermal resilience, and precision required for cutting-edge aerospace performance.
A Flow Forming Machine for Aircraft Engine Casings is designed to manufacture seamless, high-precision cylindrical or slightly conical components that serve as the structural housings for aircraft jet engines, including fan cases, intermediate casings, and turbine sections. The process begins with a thick-walled preform made from aerospace-grade titanium alloys, aluminum alloys, or high-strength stainless steels selected for their exceptional strength-to-weight ratios, corrosion resistance, and fatigue performance. The preform is mounted on a hardened precision mandrel and rotated while hardened forming rollers apply carefully controlled radial and axial pressure. As the rollers move along the axis of the preform, the material plastically deforms, elongating the cylinder and reducing wall thickness uniformly while maintaining precise roundness, concentricity, and dimensional tolerances. The flow forming process aligns the grain structure of the metal along the longitudinal axis, which enhances tensile strength, fatigue resistance, and the ability to withstand high dynamic loads, vibration, and thermal cycling encountered during aircraft engine operation. CNC-controlled flow forming machines ensure precise synchronization of spindle speed, roller feed rate, and forming pressure, producing consistent, defect-free components suitable for critical aerospace applications.
After the flow forming stage, aircraft engine casings undergo stress-relief heat treatment to stabilize the metallurgical structure and optimize mechanical properties, followed by precision machining to create mounting flanges, bolt holes, attachment interfaces, and integration points for other engine components. Non-destructive inspection techniques, including ultrasonic testing, radiographic examination, and dimensional verification, ensure structural integrity, wall thickness uniformity, and defect-free surfaces. Because flow forming produces seamless components, there are no welds or joints that could act as stress concentrators or weak points under cyclic mechanical loads and thermal expansion. The seamless construction, combined with aligned grain structure, provides lightweight, highly durable casings capable of maintaining structural integrity under extreme operational stresses while minimizing weight to improve aircraft fuel efficiency and performance.
Flow-formed aircraft engine casings offer superior mechanical and thermal properties compared with conventionally fabricated parts due to their continuous grain structure and uniform wall thickness. This allows the casings to resist fatigue cracking, creep, and deformation during high-speed rotation and thermal cycling. The seamless design also enables the incorporation of complex geometries, such as integrated cooling passages, attachment points, and aerodynamic fairings, without compromising structural strength. During operation, flow-formed casings maintain precise alignment and dimensional stability, ensuring efficient load transfer, minimal vibration, and optimal performance of the rotating and stationary engine components. The combination of lightweight design, high strength, and thermal resilience improves engine reliability, operational safety, and service life, making flow-formed casings indispensable for modern commercial, military, and experimental aircraft engines.
Additionally, the use of flow forming machines for aircraft engine casings allows manufacturers to achieve tighter tolerances, improved concentricity, and higher repeatability than traditional forging or welding methods. This precision enhances the overall performance of the engine by reducing imbalance, vibration, and mechanical stress on critical rotating parts. The seamless, grain-aligned structure also improves the resistance of the casing to crack initiation and propagation under high centrifugal forces and thermal gradients experienced during flight. Flow-formed casings therefore contribute to lighter, more efficient, and more durable engines, enabling advanced propulsion system designs, higher thrust-to-weight ratios, and extended maintenance intervals. By combining structural integrity, dimensional precision, and reduced weight, flow-formed aircraft engine casings represent a critical component in achieving the reliability, performance, and efficiency demanded by modern aviation and aerospace engineering.
A Flow Forming Machine for High-Performance Aircraft Engine Casings produces seamless, precision-engineered cylindrical and conical housings that serve as the structural backbone of jet engines, including fan cases, intermediate casings, and turbine sections. The manufacturing process begins with a thick-walled preform made from high-strength aerospace alloys such as titanium, aluminum-lithium, or stainless steel, selected for their combination of low weight, high tensile strength, fatigue resistance, and corrosion resistance. The preform is mounted on a hardened precision mandrel and rotated while hardened rollers progressively apply radial and axial pressure. As the rollers traverse the preform, the material plastically deforms, elongating the cylinder and reducing wall thickness uniformly while maintaining exceptional roundness, concentricity, and dimensional precision. The flow forming process aligns the grain structure along the longitudinal axis of the casing, which significantly enhances fatigue resistance, tensile strength, and the ability to withstand high dynamic loads, vibration, and thermal cycling encountered during high-speed engine operation. CNC-controlled flow forming machines precisely synchronize spindle speed, roller feed rate, and forming pressure to ensure repeatable production of seamless, defect-free casings that meet the stringent standards of modern aerospace engineering.
Once flow forming is complete, aircraft engine casings undergo stress-relief heat treatment to stabilize the metallurgical structure and optimize mechanical properties. Precision machining is then carried out to create mounting flanges, bolt holes, attachment interfaces, and integration points for other engine components, including stator assemblies, rotor bearings, and aerodynamic fairings. Non-destructive inspection techniques, such as ultrasonic testing, radiography, and dimensional verification, are employed to ensure structural integrity, uniform wall thickness, and the absence of defects that could compromise performance. The seamless construction produced by flow forming eliminates welds and joints, which are potential points of failure under cyclic thermal, centrifugal, and vibrational loads. The combination of seamless structure, aligned grain orientation, and precise dimensions produces lightweight, robust engine casings that maintain stability under extreme conditions, contributing to higher thrust efficiency, reduced vibration, and improved operational safety.
Flow-formed aircraft engine casings provide superior performance over conventional fabrication methods because the continuous grain structure and uniform wall thickness reduce susceptibility to fatigue cracking, creep, and thermal deformation. This allows manufacturers to design more complex geometries, including integrated cooling passages, attachment points, and aerodynamic features, without compromising structural strength. During operation, these casings maintain precise concentricity and dimensional stability, ensuring optimal load transfer between rotating and stationary components while minimizing imbalance and vibration. The enhanced structural integrity and reduced weight also contribute to higher engine efficiency, lower fuel consumption, and extended service life, making them ideal for commercial airliners, military aircraft, and experimental high-performance engines.
The use of flow forming machines for aircraft engine casings enables aerospace engineers to achieve tighter tolerances, greater repeatability, and higher material utilization compared with forging or welding processes. This precision ensures that each casing meets the demanding requirements for high-speed rotation, extreme thermal gradients, and mechanical stresses experienced during takeoff, cruise, and landing. Seamless, grain-aligned flow-formed casings resist crack initiation and propagation under dynamic loads and thermal expansion, providing exceptional reliability and durability. By combining high strength, dimensional accuracy, thermal resilience, and reduced mass, flow-formed aircraft engine casings are critical to achieving the performance, safety, and efficiency required in modern aerospace propulsion systems, allowing aircraft designers to push the limits of engine technology while maintaining strict safety and operational standards.
A Flow Forming Machine for Advanced Aircraft Engine Casings is engineered to produce seamless, high-strength, and precision cylindrical or slightly tapered components that form the structural housing for modern jet engines, including fan, compressor, and turbine sections. The process begins with a thick-walled preform made from aerospace-grade titanium alloys, aluminum-lithium alloys, or high-strength stainless steels, selected for their combination of low weight, superior tensile strength, fatigue resistance, and thermal stability under extreme operating conditions. The preform is mounted on a hardened precision mandrel and rotated while hardened rollers progressively apply radial and axial pressure along the preform’s surface. As the rollers traverse the length of the preform, the metal plastically deforms, elongating the cylinder and reducing wall thickness uniformly while maintaining exceptional roundness, concentricity, and tight dimensional tolerances. The flow forming process also aligns the metal grain structure along the longitudinal axis, which significantly improves fatigue resistance, creep strength, tensile performance, and the ability to withstand high rotational speeds, vibrational loads, and thermal cycling experienced during engine operation. CNC-controlled flow forming machines allow precise coordination of roller feed rate, spindle rotation, and forming pressure, ensuring consistent, repeatable, and defect-free production of casings that meet the demanding requirements of modern aerospace propulsion systems.
Following the flow forming stage, aircraft engine casings undergo stress-relief heat treatment to relieve residual stresses induced during plastic deformation and to optimize mechanical and metallurgical properties. Precision machining operations then create mounting flanges, bolt holes, structural interfaces, and integration points for engine components such as stator assemblies, rotor bearings, fuel systems, and aerodynamic fairings. Non-destructive inspection methods, including ultrasonic testing, radiographic imaging, and dimensional verification, confirm the structural integrity, uniform wall thickness, and absence of defects. The seamless construction eliminates welds or joints, which are potential points of stress concentration or failure under cyclic loading, thermal expansion, and centrifugal forces. As a result, flow-formed engine casings exhibit exceptional durability, dimensional stability, and high strength-to-weight ratios, allowing for optimized engine performance, reduced vibration, and extended operational life while minimizing weight penalties critical for fuel efficiency and overall aircraft performance.
Flow-formed aircraft engine casings provide superior mechanical, thermal, and fatigue performance compared with traditional forging, casting, or welded fabrication methods. The continuous grain alignment and uniform wall thickness reduce the likelihood of crack initiation, creep, or deformation under repeated thermal and mechanical stresses, enabling the design of more complex geometries such as integrated cooling channels, fuel and oil passages, attachment points, and aerodynamic structures without compromising strength. During operation, these casings maintain precise concentricity and dimensional stability, ensuring accurate alignment of rotor and stator assemblies, optimal load transfer, and minimal vibration, which contributes to engine efficiency, reliability, and safety. Additionally, the seamless, high-strength construction allows for higher rotational speeds, improved thrust-to-weight ratios, and better thermal management, which are critical in high-performance military, commercial, and experimental aircraft engines.
The use of flow forming machines for aircraft engine casings also enhances production efficiency and repeatability. CNC-controlled machines enable tight tolerances, consistent material properties, and minimal variation between components, which is essential for engines that must operate under extreme environmental and mechanical conditions. Seamless, flow-formed casings resist fatigue, thermal cycling, and stress-related failure, ensuring long-term reliability and reducing maintenance requirements. By combining lightweight design, high strength, thermal resilience, and precise dimensional control, flow-formed aircraft engine casings are essential for achieving the performance, durability, and efficiency standards required in modern aerospace engineering, supporting the development of advanced propulsion systems capable of delivering higher thrust, better fuel economy, and extended operational life in both civilian and military aircraft applications.
Pressure vessel flow forming machine
A Pressure Vessel Flow Forming Machine is a highly specialized piece of industrial equipment designed to produce seamless, high-strength cylindrical or spherical pressure vessels capable of containing gases or liquids under extremely high pressures. The process begins with a thick-walled preform, typically made from carbon steel, stainless steel, aluminum alloys, or high-strength titanium, depending on the application requirements. The preform is mounted on a precision-hardened mandrel and rotated while multiple hardened rollers progressively apply controlled radial and axial pressure. As the rollers move along the surface, the material plastically deforms, elongating and thinning the walls of the vessel uniformly while maintaining precise dimensional tolerances, roundness, and concentricity. Flow forming aligns the metal’s grain structure along the longitudinal axis, enhancing tensile strength, fatigue resistance, and the ability to withstand internal pressure and mechanical loads. CNC-controlled systems allow precise regulation of roller feed, spindle speed, and forming pressure, ensuring repeatable production of high-quality vessels capable of meeting strict industrial, petrochemical, or aerospace standards.
After flow forming, the pressure vessels typically undergo stress-relief heat treatment to relieve residual stresses and optimize mechanical properties. Precision machining is carried out to create flanges, ports, valve interfaces, and mounting points required for integration into piping systems or storage networks. Non-destructive testing techniques, including ultrasonic inspection, radiography, hydrostatic pressure testing, and leak detection, are used to verify wall uniformity, structural integrity, and safety. Because flow forming produces a seamless vessel without welds, potential stress concentration points are eliminated, significantly reducing the risk of failure under cyclic or dynamic loading. The combination of seamless construction, aligned grain structure, and uniform wall thickness allows these vessels to safely contain high-pressure fluids or gases, making flow-formed pressure vessels ideal for chemical processing plants, power generation, oil and gas storage, aerospace fuel systems, and other critical industrial applications where reliability, strength, and safety are paramount.
Flow-formed pressure vessels offer significant advantages over traditionally fabricated components because the seamless design minimizes stress points and improves fatigue performance under repeated pressurization and thermal cycling. The uniform wall thickness and controlled grain orientation increase resistance to cracking, deformation, and burst failure. The process allows manufacturers to produce vessels of varying sizes, wall thicknesses, and geometries, including large-scale industrial tanks, compact high-pressure cylinders, and specialized aerospace vessels. During operation, these vessels maintain structural integrity under high internal pressures, vibration, and temperature fluctuations, providing long-term reliability and operational safety. By combining precise dimensional control, superior mechanical properties, and repeatable manufacturing quality, flow-formed pressure vessels meet the stringent requirements of industrial, aerospace, and defense applications, ensuring safe and efficient containment of critical fluids and gases under demanding operating conditions.
A Pressure Vessel Flow Forming Machine is engineered to produce seamless, high-strength vessels capable of safely containing gases or liquids under extreme pressures and demanding operating conditions. The manufacturing process begins with a thick-walled preform made from high-strength carbon steel, stainless steel, aluminum alloys, or specialized titanium alloys, selected based on the vessel’s intended pressure rating, temperature range, and chemical compatibility. The preform is mounted on a precision-hardened mandrel and rotated at controlled speeds while hardened rollers progressively apply radial and axial pressure along the surface. As the rollers move along the axis of the preform, the metal plastically deforms, elongating the cylinder or spherical section and reducing wall thickness uniformly while maintaining precise dimensional tolerances, concentricity, and roundness. The flow forming process aligns the metal’s grain structure along the longitudinal axis, which improves tensile strength, fatigue resistance, and the ability to withstand internal pressure, dynamic mechanical loads, and cyclic thermal expansion. CNC-controlled systems coordinate spindle speed, roller feed rate, and forming pressure, ensuring consistent, repeatable, and high-quality production suitable for critical industrial, aerospace, and petrochemical applications.
After flow forming, the pressure vessels undergo stress-relief heat treatment to relieve residual stresses introduced during plastic deformation and to optimize the metallurgical properties for maximum strength and toughness. Precision machining is then carried out to create flanges, valve interfaces, ports, mounting brackets, and other integration features required for assembly into pipelines, storage systems, or aerospace structures. Non-destructive inspection techniques such as ultrasonic testing, radiography, hydrostatic pressure testing, and leak detection verify wall uniformity, structural integrity, and defect-free construction. Because flow forming produces seamless vessels, welds and joints are eliminated, which reduces stress concentration points and minimizes the risk of fatigue cracking or catastrophic failure during high-pressure operation. The combination of seamless construction, aligned grain orientation, and uniform wall thickness allows these vessels to safely contain high-pressure fluids or gases over prolonged service life while withstanding dynamic loads, vibration, and temperature fluctuations.
Flow-formed pressure vessels offer significant advantages over conventional fabrication methods like welding, casting, or forging. The seamless design provides superior resistance to fatigue, creep, and deformation, while the aligned grain structure ensures maximum mechanical performance under repeated pressurization and thermal cycling. Flow forming also allows the production of vessels in a wide range of sizes, wall thicknesses, and geometries, from compact high-pressure cylinders to large-scale industrial tanks and specialized aerospace fuel or oxidizer tanks. During operation, these vessels maintain dimensional stability, uniform stress distribution, and high structural integrity, providing reliability and safety critical for industrial processes, chemical storage, power generation, oil and gas transport, and aerospace propulsion systems. By combining precise dimensional control, enhanced mechanical properties, and repeatable production quality, flow-formed pressure vessels deliver high performance, long-term durability, and operational safety in the most demanding environments, making them indispensable components across multiple high-stakes industries.
Flow-formed pressure vessels are also optimized for efficiency in both material usage and weight. The controlled wall thickness and seamless construction reduce excess material while maintaining strength, enabling lighter tanks and cylinders without sacrificing safety or performance. This is particularly important in aerospace and transport applications, where weight reduction directly impacts fuel efficiency, payload capacity, and overall operational costs. Additionally, flow forming allows manufacturers to incorporate complex geometries, such as integrated stiffeners, baffles, or mounting flanges, without weakening the vessel structure. The combination of seamless construction, optimized grain structure, and precise engineering makes flow-formed pressure vessels ideal for modern applications where reliability, safety, and performance are critical, providing a manufacturing solution that meets the rigorous demands of industries ranging from petrochemical plants to aerospace propulsion systems, power generation, and defense applications.
A Pressure Vessel Flow Forming Machine is specifically designed to manufacture seamless, high-strength cylindrical, conical, or spherical vessels that can safely contain gases or liquids under extremely high pressures and demanding environmental conditions. The process begins with a thick-walled preform fabricated from materials such as carbon steel, stainless steel, aluminum alloys, or titanium alloys selected for their tensile strength, corrosion resistance, and ability to withstand cyclic loading and high temperatures. The preform is mounted onto a precision-hardened mandrel and rotated while hardened rollers progressively apply radial and axial pressure along its surface. As the rollers traverse the preform, the metal plastically deforms, elongating and thinning the vessel walls while maintaining uniform wall thickness, precise roundness, and dimensional tolerances. The flow forming process aligns the metal grain structure along the longitudinal axis, which significantly enhances tensile strength, fatigue resistance, creep resistance, and the vessel’s ability to endure repeated pressurization cycles, dynamic mechanical loads, and thermal expansion. CNC-controlled flow forming machines ensure precise synchronization of roller feed, spindle rotation, and forming pressure, enabling repeatable production of high-quality vessels suitable for critical industrial, aerospace, petrochemical, and defense applications.
Once the flow forming stage is complete, pressure vessels typically undergo stress-relief heat treatment to relieve residual stresses and optimize metallurgical properties, improving toughness, ductility, and high-pressure performance. Precision machining operations create flanges, ports, valve interfaces, mounting brackets, and integration points required for assembly into pipelines, storage systems, or aerospace structures. Non-destructive inspection procedures—including ultrasonic testing, radiography, hydrostatic pressure testing, and leak detection—ensure wall uniformity, structural integrity, and defect-free construction. The seamless nature of flow-formed vessels eliminates welds and joints, which are potential points of stress concentration and failure under high-pressure conditions, cyclic loads, or thermal cycling. This construction method produces lightweight, robust vessels with superior strength-to-weight ratios, capable of withstanding vibration, dynamic loads, and temperature fluctuations while maintaining precise dimensional stability and operational safety over extended service life.
Flow-formed pressure vessels provide substantial advantages compared with conventional fabrication methods such as welding, casting, or forging. The seamless construction reduces the risk of fatigue cracking, stress-induced deformation, and burst failure while the uniform wall thickness and aligned grain structure maximize mechanical performance under high-pressure, high-temperature, and cyclic loading conditions. Flow forming allows the production of vessels in a wide variety of sizes and geometries, from compact high-pressure cylinders to large industrial storage tanks and specialized aerospace or chemical vessels. During operation, these vessels maintain dimensional stability, uniform stress distribution, and high structural integrity, ensuring reliability, safety, and long-term performance for critical applications in industrial processing, chemical storage, oil and gas transport, power generation, and aerospace propulsion. The combination of precise dimensional control, enhanced material properties, and repeatable manufacturing quality makes flow-formed pressure vessels indispensable in applications where structural failure is not an option.
Flow-formed pressure vessels are also optimized for material efficiency and weight reduction without compromising strength or durability. Controlled wall thickness and seamless construction reduce unnecessary material usage while maintaining high-pressure capacity, which is particularly critical in aerospace, transport, and mobile industrial applications where weight directly impacts efficiency, payload, and operational cost. Flow forming also allows the integration of complex geometries, including stiffeners, baffles, mounting flanges, and ports, without weakening the vessel structure. The grain-aligned, seamless design provides superior resistance to cracking, fatigue, and creep under extreme mechanical, thermal, and pressure conditions. These characteristics make flow-formed pressure vessels highly reliable and durable for industrial, petrochemical, aerospace, and defense applications, delivering consistent performance, safety, and longevity even in the harshest operating environments.
Flow Forming Machine for Defense Pressure Containers
A Flow Forming Machine for Defense Pressure Containers is specifically designed to produce seamless, high-strength cylindrical or spherical vessels used in military and defense applications to safely store compressed gases, propellants, and other high-pressure materials. These containers are subjected to extreme operational demands, including high internal pressures, rapid temperature fluctuations, and dynamic mechanical loads during transport, deployment, or combat scenarios. The manufacturing process begins with a thick-walled preform made from high-strength materials such as carbon steel, stainless steel, aluminum alloys, or titanium alloys chosen for their combination of tensile strength, impact resistance, fatigue performance, and corrosion resistance. The preform is mounted on a hardened precision mandrel and rotated while hardened rollers progressively apply controlled radial and axial pressure along the surface. As the rollers traverse the preform, the material plastically deforms, elongating and thinning the vessel walls while maintaining precise dimensional tolerances, roundness, and concentricity. The flow forming process aligns the metal grain structure along the longitudinal axis, significantly enhancing tensile strength, fatigue resistance, and the container’s ability to withstand repeated pressurization cycles, shock loading, and vibration. CNC-controlled machines allow precise synchronization of spindle rotation, roller feed rate, and forming pressure, producing consistent, defect-free pressure containers suitable for critical defense applications.
After flow forming, the defense pressure containers undergo stress-relief heat treatment to stabilize the metallurgical structure and improve mechanical properties, including toughness and resistance to fracture or creep under extreme loads. Precision machining is carried out to create connection ports, valve interfaces, mounting flanges, and integration features required for deployment in military equipment, missile systems, aircraft, or armored vehicles. Rigorous non-destructive inspection techniques, including ultrasonic testing, radiography, hydrostatic pressure testing, and leak detection, verify structural integrity, wall uniformity, and defect-free construction. The seamless nature of the flow-formed containers eliminates welds or joints that could serve as stress concentration points or weak spots under high-pressure or dynamic conditions. This produces lightweight yet exceptionally strong pressure containers capable of withstanding mechanical shocks, thermal cycling, and rapid pressure changes common in defense applications, ensuring operational reliability and safety.
Flow-formed defense pressure containers provide significant advantages over conventional fabrication methods such as welding, forging, or casting. The seamless construction combined with uniform wall thickness and aligned grain structure improves resistance to fatigue, stress corrosion cracking, and burst failure. The process allows production of vessels in a wide range of sizes, wall thicknesses, and geometries, including compact high-pressure cylinders, propellant storage tanks, and specialized containers for chemical or explosive materials. During operation, these containers maintain dimensional stability, uniform stress distribution, and mechanical integrity, providing reliable containment under extreme conditions of pressure, vibration, impact, and thermal fluctuation. By combining seamless construction, grain alignment, precise dimensional control, and repeatable production quality, flow-formed defense pressure containers deliver the durability, strength, and safety required for military and defense applications, making them essential for the storage and deployment of critical high-pressure systems, propellants, and gases in aerospace, armored vehicles, missile systems, and other defense platforms.
Flow-formed defense pressure containers are also optimized for weight efficiency, which is critical for mobility, transport, and deployment in tactical and strategic operations. Controlled wall thickness, seamless construction, and high-strength alloys ensure maximum pressure containment with minimum material usage, enhancing portability and performance without compromising safety. The manufacturing process allows integration of complex features such as mounting brackets, baffles, valve interfaces, and protective reinforcements without weakening the vessel. The combination of seamless construction, aligned grain structure, and precise dimensional tolerances ensures long-term durability, resistance to fatigue and impact, and reliable performance under harsh operational conditions. Flow-formed pressure containers thus provide military engineers with high-performance storage solutions capable of meeting the rigorous demands of modern defense systems while maximizing safety, operational readiness, and efficiency in critical applications.
A Flow Forming Machine for Defense Pressure Containers is engineered to manufacture seamless, high-strength vessels that serve as critical components for military and defense applications, including the storage and transport of compressed gases, propellants, reactive chemicals, and other high-pressure materials. These containers are subjected to extremely harsh operational conditions, such as rapid pressure fluctuations, mechanical shocks, vibration, and thermal cycling, which demand precise engineering, superior material strength, and consistent manufacturing quality. The process begins with a thick-walled preform made from high-performance alloys such as carbon steel, stainless steel, aluminum alloys, or titanium, selected for their combination of high tensile strength, impact resistance, corrosion resistance, and fatigue performance. The preform is mounted on a hardened precision mandrel and rotated while hardened rollers apply controlled radial and axial pressure along the surface. As the rollers traverse the length of the preform, the metal plastically deforms, elongating the cylinder or sphere and thinning the walls uniformly while maintaining tight dimensional tolerances, concentricity, and roundness. The flow forming process aligns the metal’s grain structure along the longitudinal axis, which significantly enhances tensile strength, fatigue resistance, creep resistance, and the container’s ability to withstand repeated pressurization cycles and extreme dynamic loads. CNC-controlled systems precisely regulate roller feed, spindle rotation, and forming pressure, ensuring repeatable, high-quality production of seamless defense pressure containers that meet stringent military specifications and operational standards.
Following the flow forming stage, the defense pressure containers undergo stress-relief heat treatment to eliminate residual stresses and optimize mechanical properties such as toughness, ductility, and resistance to thermal deformation and fracture. Precision machining operations then create necessary features such as valve ports, mounting flanges, connection interfaces, and integration points for deployment in missiles, armored vehicles, aircraft systems, or mobile defense platforms. Non-destructive testing techniques, including ultrasonic inspection, radiography, hydrostatic pressure testing, and leak detection, verify structural integrity, uniform wall thickness, and the absence of defects such as cracks, voids, or inclusions. Because flow forming produces seamless vessels without welds or joints, the risk of stress concentration points and potential failure under high-pressure, shock, or thermal cycling conditions is significantly reduced. The combination of seamless construction, grain alignment, and precise dimensional control ensures that these containers are lightweight yet extremely robust, capable of maintaining their integrity and operational performance in the most demanding military and defense environments.
Flow-formed defense pressure containers provide substantial advantages over conventional fabrication methods such as welding, forging, or casting. The seamless design and uniform wall thickness reduce the likelihood of fatigue failure, creep, or stress-induced deformation, while the longitudinal grain alignment enhances resistance to mechanical shock, vibration, and high-pressure loading. The flow forming process allows for a wide range of sizes and geometries, from compact high-pressure cylinders for handheld systems to large propellant storage tanks for missiles, rockets, and aerospace vehicles. During operation, these containers maintain dimensional stability, uniform stress distribution, and mechanical integrity, ensuring safe and reliable storage and transport of critical high-pressure materials under extreme environmental conditions. By combining repeatable precision, enhanced mechanical properties, and defect-free seamless construction, flow-formed defense pressure containers meet the rigorous demands of modern military and defense applications, providing reliable, long-lasting, and high-performance solutions for tactical and strategic systems.
Additionally, flow-formed defense pressure containers are optimized for weight efficiency and material utilization, which is vital for mobility, transport, and operational readiness. The controlled wall thickness, seamless construction, and use of high-strength alloys allow maximum pressure containment while minimizing weight, enhancing portability and overall system performance without compromising safety. The flow forming process also enables the incorporation of complex design features such as internal stiffeners, mounting brackets, baffles, and valve interfaces without weakening the vessel structure. The seamless, grain-aligned, and dimensionally precise design ensures long-term durability, resistance to fatigue, and reliable operation under extreme pressure, thermal, and mechanical conditions. These characteristics make flow-formed defense pressure containers indispensable in modern military systems, delivering high performance, structural integrity, and operational safety in critical applications ranging from aerospace and missile technology to armored vehicles and tactical field equipment.
A Flow Forming Machine for Defense Pressure Containers is a highly specialized industrial system designed to manufacture seamless, high-strength vessels that can safely store and transport compressed gases, propellants, reactive chemicals, and other high-pressure materials under the most extreme military and defense conditions. These containers must endure rapid pressure fluctuations, mechanical shocks, high vibration, and wide thermal cycles, making precision manufacturing and material integrity essential. The process begins with a thick-walled preform made from high-performance alloys, including carbon steel, stainless steel, aluminum alloys, or titanium alloys, selected for their combination of tensile strength, impact resistance, corrosion resistance, and fatigue endurance. The preform is mounted on a hardened precision mandrel and rotated while hardened rollers apply controlled radial and axial pressure along the preform’s surface. As the rollers progress along the length, the metal plastically deforms, elongating and thinning the walls while maintaining tight tolerances, roundness, and concentricity. The flow forming process also aligns the metal grain structure along the longitudinal axis, enhancing fatigue resistance, tensile strength, creep resistance, and the vessel’s ability to withstand repeated pressurization cycles, dynamic mechanical loads, and thermal cycling. CNC-controlled systems regulate roller feed, spindle rotation, and forming pressure with high precision, ensuring consistent, repeatable, and defect-free production of defense-grade pressure containers that meet strict military specifications and operational standards.
After flow forming, defense pressure containers undergo stress-relief heat treatment to relieve residual stresses and optimize mechanical properties such as toughness, ductility, and resistance to fracture under extreme loads. Precision machining operations produce connection ports, valve interfaces, mounting flanges, and integration features necessary for deployment in missiles, armored vehicles, aircraft systems, or tactical storage and transport units. Non-destructive inspection methods, including ultrasonic testing, radiography, hydrostatic pressure testing, and leak detection, verify structural integrity, wall uniformity, and the absence of defects such as cracks, voids, or inclusions. The seamless construction produced by flow forming eliminates welds or joints, which are potential points of failure under high-pressure, thermal, or shock loads, producing containers that are lightweight yet highly robust and capable of maintaining operational performance under harsh military conditions. The combination of seamless structure, aligned grain orientation, and precise dimensional control ensures superior resistance to fatigue, high-pressure bursts, and mechanical impact, delivering reliable, long-lasting performance for defense applications.
Flow-formed defense pressure containers offer significant advantages over traditional fabrication methods such as welding, forging, or casting. The seamless design, uniform wall thickness, and aligned grain structure reduce stress concentrations and increase resistance to fatigue, creep, and deformation under repeated pressurization cycles and extreme thermal gradients. The process allows the production of a wide variety of sizes and geometries, from compact high-pressure cylinders to large propellant storage tanks for missiles, rockets, and aerospace vehicles. These containers maintain dimensional stability, uniform stress distribution, and mechanical integrity even under high-impact, high-vibration, and high-pressure operating conditions, ensuring safe containment and operational reliability of critical materials. The precise and repeatable manufacturing capabilities of flow forming machines also allow for the incorporation of complex features such as internal stiffeners, baffles, mounting brackets, and valve interfaces without compromising structural strength or safety. By producing lightweight, seamless, and defect-free pressure containers, flow forming machines deliver essential performance, safety, and durability required for modern military and defense systems, enabling tactical and strategic applications where failure is not an option.
Additionally, the flow forming process optimizes material efficiency and weight, which is critical for mobility, transport, and deployment in defense operations. The controlled wall thickness, high-strength seamless construction, and precise dimensional tolerances ensure maximum pressure containment with minimal material use, enhancing portability, performance, and operational effectiveness. The resulting containers are capable of withstanding rapid depressurization, repeated shock loading, high vibration, and thermal extremes while maintaining structural integrity and operational safety. The seamless, grain-aligned design also allows for superior fatigue resistance, long-term durability, and reliable service life, making these containers indispensable for applications in aerospace propulsion systems, armored vehicles, missile systems, tactical storage units, and other high-performance military platforms. Flow-formed defense pressure containers therefore represent a critical advancement in manufacturing technology, combining precision engineering, material science, and structural integrity to deliver components that meet the extreme demands of modern defense operations.
Flow Forming Machine for Fire Extinguisher Cylinders
A Flow Forming Machine for Fire Extinguisher Cylinders is engineered to manufacture seamless, high-strength, and lightweight cylindrical containers capable of safely storing pressurized extinguishing agents such as carbon dioxide, dry chemical powders, or water-based solutions. Fire extinguisher cylinders must withstand internal pressures ranging from moderate to extremely high levels depending on the application, as well as repeated handling, thermal variations, and potential impacts during transportation or emergency deployment. The process begins with a thick-walled preform made from high-strength carbon steel, stainless steel, or aluminum alloys, chosen for their combination of tensile strength, corrosion resistance, ductility, and fatigue performance. The preform is mounted on a hardened precision mandrel and rotated while hardened rollers apply controlled radial and axial pressure along the surface. As the rollers traverse the preform, the material plastically deforms, elongating the cylinder and reducing wall thickness uniformly while maintaining precise dimensional tolerances, concentricity, and roundness. The flow forming process aligns the metal’s grain structure along the longitudinal axis, enhancing tensile strength, fatigue resistance, and the cylinder’s ability to withstand internal pressure, impact loads, and thermal cycling. CNC-controlled systems regulate roller feed, spindle rotation, and forming pressure, ensuring repeatable, high-quality production of seamless fire extinguisher cylinders capable of meeting stringent safety standards.
After flow forming, fire extinguisher cylinders undergo stress-relief heat treatment to stabilize the metallurgical structure and optimize mechanical properties, including toughness, ductility, and resistance to crack initiation under cyclic pressurization. Precision machining is performed to create threaded valve interfaces, mounting points, and attachment features required for integration with discharge valves, hoses, and safety mechanisms. Non-destructive inspection methods, including ultrasonic testing, hydrostatic pressure testing, and leak detection, are used to verify wall uniformity, structural integrity, and absence of defects. The seamless construction eliminates welds or joints, which are potential stress concentration points that could lead to failure under high internal pressure or mechanical impact. The combination of seamless design, aligned grain structure, and uniform wall thickness results in lightweight, highly durable cylinders that maintain dimensional stability and performance under repeated use, rough handling, or extreme temperature conditions, ensuring safety and reliability in emergency situations.
Flow-formed fire extinguisher cylinders offer substantial advantages over traditionally fabricated vessels such as welded or drawn containers. The seamless construction provides superior resistance to fatigue, deformation, and stress corrosion cracking, while the aligned grain structure enhances tensile strength and creep resistance under continuous internal pressure. The process allows for precise control of wall thickness and dimensional tolerances, enabling the production of cylinders in a wide range of capacities and pressure ratings, from small portable extinguishers to large industrial or vehicle-mounted systems. During operation, these cylinders maintain uniform stress distribution, high structural integrity, and consistent performance, providing reliable containment of extinguishing agents when rapid and safe discharge is critical. Flow-formed cylinders are also lightweight, improving portability and ease of deployment, which is essential in firefighting scenarios where quick handling and maneuverability can impact effectiveness.
Additionally, flow forming allows the integration of functional features such as reinforced valve seats, internal baffles, and attachment flanges without compromising the structural integrity of the cylinder. The process ensures that the cylinders are capable of withstanding repeated pressurization cycles, impact loads, and thermal extremes while maintaining operational safety. The combination of precision manufacturing, seamless construction, and optimized material properties makes flow-formed fire extinguisher cylinders highly reliable, durable, and safe for use in residential, commercial, industrial, and emergency response applications. By providing a balance of strength, lightweight design, and consistent performance, flow-formed cylinders enhance the overall effectiveness, safety, and longevity of firefighting equipment, making them essential components in modern fire suppression systems.
A Flow Forming Machine for Fire Extinguisher Cylinders is specifically designed to produce seamless, high-strength, and dimensionally precise containers that can safely store pressurized extinguishing agents under a variety of operating conditions. The manufacturing process begins with a thick-walled preform made from materials such as carbon steel, stainless steel, or aluminum alloys, selected for their combination of tensile strength, corrosion resistance, ductility, and fatigue performance. The preform is mounted on a hardened precision mandrel and rotated while hardened rollers apply carefully controlled radial and axial pressure. As the rollers move along the length of the preform, the metal plastically deforms, elongating the cylinder and reducing wall thickness uniformly while maintaining tight dimensional tolerances, roundness, and concentricity. The flow forming process also aligns the metal grain structure along the longitudinal axis, which enhances tensile strength, fatigue resistance, and the ability of the cylinder to withstand repeated pressurization cycles, impact loads, and thermal fluctuations. CNC-controlled flow forming machines ensure precise synchronization of roller feed, spindle rotation, and forming pressure, producing seamless cylinders with consistent mechanical properties and structural integrity suitable for both portable and industrial firefighting applications.
Once the flow forming process is complete, fire extinguisher cylinders typically undergo stress-relief heat treatment to stabilize the metallurgical structure, relieve residual stresses, and optimize toughness and ductility. Precision machining is then performed to create threaded valve interfaces, attachment points, mounting flanges, and integration features for hoses, nozzles, and safety mechanisms. Non-destructive testing procedures, including ultrasonic inspection, hydrostatic pressure testing, and leak detection, are used to verify wall thickness uniformity, structural integrity, and the absence of internal defects. Because the flow forming process produces a seamless structure, welds and joints are eliminated, which significantly reduces stress concentration points and the risk of failure under high internal pressure or mechanical impact. The combination of seamless construction, uniform wall thickness, and aligned grain structure results in lightweight, robust cylinders capable of maintaining dimensional stability and reliable performance under repeated pressurization, rough handling, and extreme temperature variations. This ensures that the cylinders are safe and dependable when rapid discharge of extinguishing agents is required during emergency situations.
Flow-formed fire extinguisher cylinders offer considerable advantages over traditionally fabricated containers, such as welded or drawn vessels. The seamless construction improves resistance to fatigue, creep, stress corrosion cracking, and deformation, while the aligned grain structure increases tensile strength and mechanical durability. The process allows for precise control over wall thickness and dimensional tolerances, enabling the manufacture of cylinders in a wide range of capacities, pressure ratings, and geometries—from compact handheld units to large industrial or vehicle-mounted extinguishers. During operation, flow-formed cylinders maintain uniform stress distribution and structural integrity, providing reliable containment of extinguishing agents under sudden pressurization or impact. Their lightweight construction also enhances portability, ease of handling, and rapid deployment, which is critical in firefighting scenarios where maneuverability can directly affect operational effectiveness.
Furthermore, flow forming enables the integration of functional features such as reinforced valve seats, internal baffles, mounting flanges, and attachment interfaces without compromising structural integrity. The process ensures that the cylinders can withstand repeated high-pressure cycles, mechanical shocks, and thermal extremes while maintaining safety and operational reliability. By combining seamless construction, precise dimensional control, optimized material properties, and enhanced mechanical performance, flow-formed fire extinguisher cylinders provide a high level of reliability, durability, and safety, making them essential for modern fire suppression systems in residential, commercial, industrial, and emergency response environments. These flow-formed cylinders support efficient, safe, and effective firefighting operations by ensuring that extinguishing agents are contained and deployed reliably when needed, and they offer long service life with minimal risk of failure under challenging operating conditions.
A Flow Forming Machine for Fire Extinguisher Cylinders is a highly specialized manufacturing system designed to produce seamless, high-strength, and dimensionally precise vessels that can safely store pressurized extinguishing agents under the demanding conditions of emergency response, industrial use, or mobile deployment. The process begins with a thick-walled preform made from high-strength carbon steel, stainless steel, or aluminum alloys, chosen for their combination of tensile strength, corrosion resistance, ductility, and fatigue performance. The preform is mounted on a hardened precision mandrel and rotated while hardened rollers apply controlled radial and axial pressure along its surface. As the rollers move along the preform, the metal plastically deforms, elongating the cylinder and reducing wall thickness uniformly while maintaining tight dimensional tolerances, concentricity, and roundness. The flow forming process aligns the metal’s grain structure along the longitudinal axis, which enhances tensile strength, fatigue resistance, impact resistance, and the ability of the cylinder to withstand repeated pressurization cycles, mechanical shocks, and thermal variations. CNC-controlled machines regulate roller feed, spindle rotation, and forming pressure with high precision, ensuring repeatable production of seamless fire extinguisher cylinders that meet strict safety and regulatory standards.
After the flow forming stage, the cylinders typically undergo stress-relief heat treatment to stabilize the metallurgical structure and optimize mechanical properties such as toughness, ductility, and resistance to crack initiation. Precision machining operations create valve threads, attachment interfaces, mounting flanges, and connection ports necessary for integration with hoses, nozzles, and safety mechanisms. Non-destructive testing, including ultrasonic inspection, hydrostatic pressure testing, and leak detection, is performed to verify wall uniformity, structural integrity, and the absence of defects such as voids or micro-cracks. The seamless construction eliminates welds or joints, which are common points of stress concentration and potential failure in traditional fabrication methods. This results in cylinders that are lightweight yet robust, capable of maintaining performance and dimensional stability under repeated pressurization, rough handling, or extreme environmental conditions, ensuring operational safety and reliability in critical firefighting situations.
Flow-formed fire extinguisher cylinders provide significant advantages over welded, drawn, or cast vessels. The seamless structure reduces the likelihood of fatigue cracking, stress corrosion, or deformation under high pressure, while the longitudinally aligned grain structure maximizes tensile strength and mechanical durability. The process allows precise control of wall thickness and dimensional tolerances, enabling production of cylinders in a wide range of capacities and pressure ratings, from small portable extinguishers to large industrial or vehicle-mounted units. These cylinders maintain uniform stress distribution, high structural integrity, and reliable containment of extinguishing agents during rapid pressurization and discharge. Their lightweight construction improves portability, ease of handling, and quick deployment, which is essential in emergency scenarios where rapid response can save lives and property.
Flow forming also enables the integration of complex features, including internal baffles, reinforced valve seats, mounting flanges, and attachment brackets, without compromising the structural integrity of the cylinder. The seamless, grain-aligned construction ensures superior resistance to fatigue, mechanical impact, and repeated pressurization cycles, providing long-term durability and reliable operation even under extreme thermal or mechanical stress. By combining precision engineering, seamless construction, optimized material properties, and repeatable manufacturing quality, flow-formed fire extinguisher cylinders deliver superior performance, operational safety, and longevity. They are therefore indispensable in modern firefighting systems, ensuring that pressurized extinguishing agents are safely contained, readily deployable, and effective in critical situations across residential, commercial, industrial, and emergency response environments.
Flow Forming Machine for LPG Gas Cylinders
A Flow Forming Machine for LPG Gas Cylinders is a highly specialized industrial system designed to manufacture seamless, high-strength pressure vessels capable of safely storing liquefied petroleum gas (LPG) under high pressure for domestic, commercial, and industrial use. These cylinders are subjected to continuous internal pressure, mechanical impact, vibration during transportation, and extreme temperature variations, which require precise engineering and superior material performance. The process begins with a thick-walled preform made from high-strength carbon steel, stainless steel, or specialized aluminum alloys, chosen for their tensile strength, corrosion resistance, ductility, and ability to withstand repeated pressurization cycles. The preform is mounted on a hardened precision mandrel and rotated while hardened rollers apply controlled radial and axial pressure along its surface. As the rollers traverse the preform, the metal plastically deforms, elongating and thinning the walls uniformly while maintaining tight dimensional tolerances, concentricity, and roundness. The flow forming process aligns the metal grain structure along the longitudinal axis, enhancing tensile strength, fatigue resistance, and the ability of the cylinder to withstand cyclic loading, thermal expansion, and mechanical shocks. CNC-controlled flow forming machines precisely regulate roller feed, spindle rotation, and forming pressure, ensuring consistent, repeatable, and defect-free production of LPG gas cylinders that meet stringent international safety standards such as ISO 4706 and EN 1442.
After the flow forming stage, LPG cylinders typically undergo stress-relief heat treatment to relieve residual stresses and optimize the metallurgical properties, increasing toughness, ductility, and resistance to crack initiation under high-pressure conditions. Precision machining operations create valve threads, safety relief device interfaces, and mounting flanges for integration with gas regulators, hoses, and connectors. Non-destructive testing techniques, including ultrasonic testing, hydrostatic pressure testing, and leak detection, verify wall uniformity, structural integrity, and absence of defects. The seamless construction eliminates welds or joints, which are potential points of failure under internal pressure or mechanical impact, providing lightweight yet robust cylinders capable of enduring repeated pressurization cycles, transportation shocks, and extreme environmental conditions while maintaining dimensional stability and operational safety. The combination of seamless design, aligned grain structure, and precise wall thickness ensures that LPG cylinders are reliable and durable throughout their service life, enhancing safety and efficiency in both domestic and industrial applications.
Flow-formed LPG cylinders offer substantial advantages over traditionally fabricated vessels, such as welded or drawn containers. The seamless construction reduces the likelihood of fatigue cracking, stress corrosion, or wall deformation, while the aligned grain structure improves tensile strength and long-term mechanical durability. The process allows precise control of wall thickness, enabling production of cylinders in a variety of sizes and pressure ratings, from small domestic bottles to large industrial and commercial tanks. During operation, these cylinders maintain uniform stress distribution, structural integrity, and safe containment of highly flammable LPG, providing reliability in storage, transport, and usage. The lightweight yet robust construction also improves handling, portability, and rapid deployment, which is essential for domestic use, industrial operations, or mobile refueling applications.
Additionally, flow forming allows integration of functional features such as reinforced valve seats, mounting brackets, baffles, and pressure relief attachments without compromising structural integrity. The seamless, grain-aligned construction ensures superior resistance to fatigue, repeated pressurization, mechanical impact, and thermal extremes, resulting in long service life and enhanced operational safety. By combining precision engineering, repeatable manufacturing quality, optimized material properties, and defect-free seamless construction, flow-formed LPG cylinders provide a high-performance solution for safe and reliable containment of liquefied petroleum gas. These cylinders are critical for ensuring safe operation across residential, commercial, industrial, and transportation applications, delivering durability, safety, and compliance with international standards for high-pressure gas containment.
A Flow Forming Machine for LPG Gas Cylinders is a precision-engineered industrial system designed to produce seamless, high-strength pressure vessels capable of safely storing liquefied petroleum gas under high pressure for domestic, commercial, and industrial applications. The manufacturing process begins with a thick-walled preform made from high-strength carbon steel, stainless steel, or specialized aluminum alloys selected for their tensile strength, corrosion resistance, ductility, and ability to endure repeated pressurization cycles, mechanical shocks, and extreme temperature variations. The preform is mounted on a hardened precision mandrel and rotated while hardened rollers apply controlled radial and axial pressure along its surface. As the rollers traverse the preform, the metal plastically deforms, elongating and thinning the cylinder walls uniformly while maintaining precise dimensional tolerances, concentricity, and roundness. The flow forming process also aligns the metal grain structure along the longitudinal axis, enhancing tensile strength, fatigue resistance, creep resistance, and the vessel’s ability to withstand repeated pressure fluctuations, mechanical impact during transportation, and thermal cycling. CNC-controlled flow forming machines regulate spindle speed, roller feed, and forming pressure with high precision, producing consistent, repeatable, and defect-free LPG cylinders that meet strict safety standards and regulatory requirements, including ISO and EN specifications for gas containment.
Following the flow forming operation, LPG cylinders undergo stress-relief heat treatment to relieve residual stresses and optimize the metallurgical structure, increasing toughness, ductility, and resistance to crack initiation or deformation under high internal pressures. Precision machining is then carried out to produce valve threads, safety relief device interfaces, mounting flanges, and attachment points necessary for integration with regulators, hoses, and connectors. Non-destructive testing techniques, including ultrasonic inspection, hydrostatic pressure testing, and leak detection, are employed to verify wall uniformity, structural integrity, and the absence of defects such as voids, cracks, or inclusions. The seamless construction eliminates welds or joints, which are common failure points in traditionally fabricated vessels, providing lightweight yet robust cylinders capable of enduring repeated pressurization, rough handling, and environmental extremes while maintaining dimensional stability and operational safety. The combination of seamless design, aligned grain structure, and uniform wall thickness ensures that LPG cylinders deliver long-term reliability, operational durability, and safe containment of highly flammable gas, whether used in residential, commercial, or industrial applications.
Flow-formed LPG cylinders offer significant advantages over conventional fabrication methods such as welding, forging, or drawing. The seamless construction reduces stress concentrations, improving resistance to fatigue, stress corrosion cracking, and mechanical deformation under cyclic loading. The longitudinally aligned grain structure maximizes tensile strength and overall mechanical performance, enabling cylinders to maintain integrity even under extreme operating conditions. Flow forming allows precise control of wall thickness and geometry, making it possible to produce cylinders in a wide range of capacities, from small portable domestic bottles to large industrial or transportable gas cylinders. During operation, these cylinders maintain uniform stress distribution, high structural integrity, and reliable containment of LPG, ensuring safety in storage, transport, and end-use. Their lightweight yet strong construction also facilitates handling, portability, and rapid deployment, which is essential in applications such as home use, industrial gas supply, or emergency response scenarios where quick access and safe operation are critical.
Additionally, the flow forming process allows integration of functional design features such as reinforced valve seats, internal baffles, mounting flanges, and pressure relief attachments without compromising structural integrity. The seamless, grain-aligned construction provides superior resistance to repeated pressurization cycles, mechanical shocks, vibration, and thermal extremes, ensuring a long service life and maintaining operational safety throughout the cylinder’s lifespan. By combining precision manufacturing, seamless construction, repeatable quality, and optimized material properties, flow-formed LPG cylinders provide high-performance, reliable, and safe containment solutions for liquefied petroleum gas. These cylinders are critical components in modern gas storage and distribution systems, delivering the durability, strength, and safety necessary for residential, commercial, industrial, and transportation applications while meeting rigorous international standards and operational requirements.
A Flow Forming Machine for LPG Gas Cylinders is a highly specialized industrial system designed to produce seamless, high-strength vessels that safely store liquefied petroleum gas under high pressure for residential, commercial, industrial, and transportation applications. These cylinders are subjected to continuous internal pressure, repeated pressurization cycles, mechanical shocks during handling and transport, vibration, and wide temperature variations, all of which require precise engineering, high-quality materials, and defect-free manufacturing. The process begins with a thick-walled preform made from carbon steel, stainless steel, or aluminum alloys chosen for their tensile strength, ductility, corrosion resistance, and fatigue endurance. The preform is mounted on a hardened precision mandrel and rotated while hardened rollers apply radial and axial pressure along its surface. As the rollers traverse the preform, the metal plastically deforms, elongating and thinning the walls uniformly while maintaining precise dimensional tolerances, concentricity, and roundness. The flow forming process also aligns the metal grain structure longitudinally, improving tensile strength, fatigue resistance, creep resistance, and the ability of the cylinder to withstand repeated high-pressure cycles, mechanical impacts, and thermal stresses. CNC-controlled systems precisely coordinate spindle rotation, roller feed rate, and forming pressure, enabling the production of consistent, repeatable, and defect-free cylinders that meet strict safety standards such as ISO 4706, EN 1442, and other regional LPG containment regulations.
After flow forming, the LPG cylinders undergo stress-relief heat treatment to eliminate residual stresses and optimize metallurgical properties, increasing toughness, ductility, and resistance to cracking under high-pressure conditions. Precision machining operations produce valve threads, safety relief device interfaces, mounting flanges, and attachment points for regulators, hoses, and connectors. Non-destructive testing techniques such as ultrasonic inspection, hydrostatic pressure testing, and leak detection ensure wall uniformity, structural integrity, and the absence of defects including cracks, voids, or inclusions. Because the flow forming process produces a seamless structure, welds and joints are eliminated, which removes common stress concentration points and significantly reduces the risk of failure under internal pressure, thermal cycling, or mechanical impact. The result is a lightweight yet extremely strong cylinder capable of maintaining dimensional stability, safety, and reliable performance over its service life, whether in domestic kitchens, industrial gas supply, or mobile refueling systems.
Flow-formed LPG cylinders offer major advantages over traditionally fabricated cylinders produced by welding, forging, or drawing. The seamless construction provides superior resistance to fatigue, stress corrosion, and mechanical deformation while the longitudinal grain alignment maximizes tensile strength and durability. The process allows precise control of wall thickness and geometry, making it possible to produce cylinders in a wide range of capacities, from small portable domestic bottles to large industrial or transportable tanks. During operation, these cylinders maintain uniform stress distribution, structural integrity, and safe containment of highly flammable LPG, ensuring reliable performance under repeated pressurization and environmental challenges. The lightweight construction facilitates handling, portability, and rapid deployment, which is critical for emergency scenarios, industrial operations, and domestic use, where both safety and ease of use are essential.
Flow forming also enables the integration of functional features such as reinforced valve seats, internal baffles, mounting flanges, and pressure relief attachments without compromising structural strength. The seamless, grain-aligned construction provides exceptional resistance to mechanical shocks, vibration, repeated pressurization cycles, and thermal extremes, ensuring a long service life and operational reliability. By combining precision engineering, seamless construction, optimized material properties, and repeatable production quality, flow-formed LPG cylinders provide high-performance, durable, and safe solutions for the storage and transport of liquefied petroleum gas. These cylinders are indispensable components in modern gas distribution and storage systems, delivering reliability, strength, and safety for residential, commercial, industrial, and mobile applications while meeting stringent international safety standards and regulatory requirements.
Flow Forming Machine for Stainless Steel Storage Containers
A Flow Forming Machine for Stainless Steel Storage Containers is a highly specialized industrial system designed to manufacture seamless, corrosion-resistant, and structurally robust containers for storing liquids, gases, chemicals, and other sensitive or reactive materials under a wide range of conditions. Stainless steel storage containers are widely used in industries such as chemical processing, food and beverage, pharmaceuticals, petrochemicals, and industrial gas storage, where material purity, corrosion resistance, and mechanical strength are critical. The process begins with a thick-walled preform made from high-quality stainless steel alloys selected for their tensile strength, corrosion resistance, ductility, and resistance to thermal and mechanical stresses. The preform is mounted on a hardened precision mandrel and rotated while hardened rollers apply controlled radial and axial pressure along the surface. As the rollers traverse the preform, the metal plastically deforms, elongating and thinning the container walls uniformly while maintaining precise dimensional tolerances, roundness, and concentricity. The flow forming process aligns the metal grain structure along the longitudinal axis, improving tensile strength, fatigue resistance, and the ability of the container to withstand internal pressure, mechanical loads, and thermal cycling. CNC-controlled machines ensure precise regulation of roller feed, spindle rotation, and forming pressure, producing consistent, defect-free stainless steel storage containers with uniform wall thickness and high structural integrity suitable for industrial, chemical, or food-grade applications.
Following flow forming, stainless steel storage containers undergo stress-relief heat treatment to stabilize the metallurgical structure, relieve residual stresses, and enhance mechanical properties such as toughness, ductility, and resistance to cracking or deformation under operational loads. Precision machining is performed to create ports, flanges, mounting points, valve connections, and other integration features required for filling, discharging, or connecting to piping and processing systems. Non-destructive testing methods, including ultrasonic inspection, hydrostatic pressure testing, radiography, and leak detection, verify wall uniformity, structural integrity, and the absence of defects such as inclusions, voids, or microcracks. The seamless construction eliminates welds or joints, which are common stress concentration points in traditional fabrication methods, ensuring superior durability, safety, and operational reliability. The combination of seamless design, aligned grain structure, and uniform wall thickness produces containers that can safely handle corrosive liquids, high pressures, and repeated loading cycles without compromising performance or safety, making them ideal for sensitive or hazardous material storage.
Flow-formed stainless steel storage containers offer substantial advantages over welded, cast, or drawn containers. The seamless construction reduces the risk of stress-related cracking, fatigue failure, and localized corrosion while the grain-aligned structure enhances tensile strength and mechanical performance. Flow forming allows precise control of wall thickness and container geometry, enabling the production of containers in a wide range of sizes, from small laboratory-scale vessels to large industrial storage tanks. During operation, these containers maintain uniform stress distribution, structural integrity, and dimensional stability, providing reliable storage of liquids, gases, or chemicals under various environmental conditions. The lightweight yet strong construction facilitates handling, installation, and integration into processing systems, while ensuring operational safety and compliance with industrial or regulatory standards.
The flow forming process also allows for the incorporation of functional design features such as reinforced flanges, internal stiffeners, baffles, mounting brackets, and valve interfaces without compromising structural integrity. The seamless, grain-aligned construction provides exceptional resistance to fatigue, repeated loading, mechanical impact, and thermal fluctuations, resulting in long service life and minimal maintenance requirements. By combining precision engineering, repeatable manufacturing quality, optimized metallurgical properties, and seamless construction, flow-formed stainless steel storage containers deliver high-performance, corrosion-resistant, and safe solutions for chemical, industrial, food-grade, and gas storage applications. These containers ensure reliable containment, long-term durability, and operational safety, making them critical components in industries where material integrity and resistance to corrosive, pressurized, or reactive substances are essential.
A Flow Forming Machine for Stainless Steel Storage Containers is engineered to produce seamless, high-strength, and corrosion-resistant vessels capable of safely storing liquids, gases, chemicals, and other sensitive or reactive materials under demanding industrial, commercial, or laboratory conditions. These containers are widely used in chemical processing, pharmaceutical production, food and beverage storage, industrial gas containment, and petrochemical operations, where resistance to corrosion, mechanical strength, and precise dimensional tolerances are critical. The manufacturing process begins with a thick-walled stainless steel preform selected for its combination of tensile strength, ductility, corrosion resistance, and resistance to thermal and mechanical stresses. The preform is mounted on a hardened precision mandrel and rotated while hardened rollers apply carefully controlled radial and axial pressure along its surface. As the rollers traverse the preform, the material plastically deforms, elongating and thinning the walls uniformly while maintaining concentricity, roundness, and tight dimensional tolerances. The flow forming process aligns the metal grain structure along the longitudinal axis, enhancing tensile strength, fatigue resistance, creep resistance, and the container’s ability to withstand internal pressures, mechanical loads, vibration, and temperature variations. CNC-controlled machines precisely regulate spindle rotation, roller feed, and forming pressure, ensuring consistent, defect-free production of stainless steel containers with uniform wall thickness and high structural integrity suitable for high-performance industrial applications.
After flow forming, stainless steel storage containers undergo stress-relief heat treatment to relieve residual stresses and optimize the metallurgical structure, improving toughness, ductility, and resistance to cracking or deformation under operational pressures or mechanical loads. Precision machining is performed to create flanges, ports, valve interfaces, mounting brackets, and other functional features required for integration into piping systems, processing equipment, or transport assemblies. Non-destructive testing, including ultrasonic inspection, hydrostatic pressure testing, radiography, and leak detection, is conducted to verify wall uniformity, structural integrity, and the absence of defects such as voids, inclusions, or microcracks. The seamless construction eliminates welds or joints, which are potential points of stress concentration or corrosion in traditionally fabricated vessels, producing containers that are lightweight yet highly robust, capable of maintaining dimensional stability, structural strength, and operational safety over prolonged service life. The combination of seamless construction, uniform wall thickness, and aligned grain structure ensures that stainless steel storage containers are able to safely handle corrosive liquids, pressurized gases, and reactive chemicals while withstanding mechanical impact, thermal cycling, and repeated loading conditions.
Flow-formed stainless steel containers provide significant advantages over welded, cast, or drawn vessels. The seamless design reduces the risk of fatigue failure, localized corrosion, and stress-induced deformation, while the grain-aligned structure maximizes tensile strength, durability, and resistance to creep and thermal stress. Flow forming allows precise control of wall thickness and geometry, enabling production of containers in a wide range of sizes and capacities, from small laboratory-scale vessels to large industrial storage tanks. During operation, these containers maintain uniform stress distribution, high structural integrity, and dimensional stability, ensuring reliable storage and containment of liquids, gases, or chemicals under a variety of environmental and operational conditions. The lightweight yet strong construction facilitates handling, installation, and integration into processing or transport systems while meeting strict safety and regulatory standards.
Additionally, flow forming allows for the integration of functional features such as reinforced flanges, internal stiffeners, baffles, valve interfaces, and mounting brackets without compromising structural integrity. The seamless, grain-aligned construction provides superior resistance to fatigue, repeated mechanical loading, thermal expansion, and impact, resulting in long service life and minimal maintenance requirements. By combining precision engineering, repeatable manufacturing quality, optimized metallurgical properties, and defect-free seamless construction, flow-formed stainless steel storage containers deliver high-performance, corrosion-resistant, and safe solutions for chemical, food-grade, gas, and industrial liquid storage applications. These containers ensure operational reliability, long-term durability, and safety in demanding environments, making them indispensable for industries where material integrity, pressure containment, and resistance to corrosive or reactive substances are critical.
A Flow Forming Machine for Stainless Steel Storage Containers is designed to manufacture seamless, high-strength, and corrosion-resistant vessels capable of reliably storing liquids, gases, chemicals, and other sensitive or reactive materials under demanding industrial, commercial, and laboratory conditions. The manufacturing process begins with a thick-walled stainless steel preform selected for its combination of tensile strength, ductility, corrosion resistance, and resistance to thermal and mechanical stresses. The preform is mounted on a hardened precision mandrel and rotated while hardened rollers apply controlled radial and axial pressure along the surface. As the rollers traverse the preform, the metal plastically deforms, elongating and thinning the walls uniformly while maintaining precise dimensional tolerances, concentricity, and roundness. This flow forming process aligns the metal grain structure along the longitudinal axis, enhancing tensile strength, fatigue resistance, creep resistance, and the vessel’s ability to withstand internal pressures, mechanical loads, vibration, and thermal cycling. CNC-controlled systems precisely regulate spindle speed, roller feed, and forming pressure to ensure consistent, defect-free production of stainless steel containers with uniform wall thickness and high structural integrity suitable for industrial, chemical, food, and gas storage applications.
Following the flow forming process, stainless steel storage containers undergo stress-relief heat treatment to eliminate residual stresses and optimize the metallurgical structure, improving toughness, ductility, and resistance to cracking, deformation, or fatigue under operational loads. Precision machining operations create ports, flanges, valve connections, mounting brackets, and other functional features required for integration into piping systems, storage frameworks, or transport assemblies. Non-destructive testing, including ultrasonic inspection, hydrostatic pressure testing, radiography, and leak detection, is performed to verify wall uniformity, structural integrity, and the absence of defects such as inclusions, voids, or microcracks. The seamless construction eliminates welds and joints, which are potential points of stress concentration and corrosion in traditional fabrication methods, producing containers that are lightweight yet highly robust, maintaining dimensional stability and operational reliability over long service life. The combination of seamless design, uniform wall thickness, and aligned grain structure ensures stainless steel storage containers can safely handle corrosive liquids, pressurized gases, or reactive chemicals while withstanding mechanical impact, thermal variations, and repeated loading cycles.
Flow-formed stainless steel containers offer significant advantages over traditionally fabricated vessels such as welded, drawn, or cast containers. The seamless design reduces fatigue failure, stress corrosion, and localized deformation, while the longitudinally aligned grain structure maximizes tensile strength, mechanical durability, and resistance to creep or thermal stress. Flow forming allows precise control of wall thickness and geometry, enabling the production of containers in a wide range of sizes and capacities, from small laboratory-scale vessels to large industrial storage tanks. During operation, these containers maintain uniform stress distribution, dimensional stability, and structural integrity, ensuring reliable containment of liquids, gases, or chemicals under variable environmental and operational conditions. Their lightweight yet robust construction facilitates handling, installation, and integration into processing, storage, or transport systems while maintaining compliance with industrial safety standards.
The flow forming process also allows the incorporation of functional design features such as reinforced flanges, internal stiffeners, baffles, valve interfaces, and mounting brackets without compromising structural integrity. The seamless, grain-aligned construction provides superior resistance to mechanical shocks, repeated pressurization, thermal cycling, and fatigue, resulting in long service life, minimal maintenance, and high operational reliability. By combining precision engineering, repeatable manufacturing quality, optimized metallurgical properties, and defect-free seamless construction, flow-formed stainless steel storage containers provide high-performance, corrosion-resistant, and safe solutions for chemical, food-grade, industrial liquid, and gas storage applications. These containers ensure durability, operational safety, and reliability in environments where containment of corrosive, reactive, or pressurized substances is critical, making them essential components in modern industrial, commercial, and laboratory storage systems.
Flow Forming Machine for Artillery Shell Casings
A Flow Forming Machine for Artillery Shell Casings is designed to manufacture high‑precision, seamless cylindrical casings that serve as the structural body for large‑caliber ammunition used in artillery systems. These casings must withstand extremely demanding mechanical conditions including rapid acceleration during firing, intense internal pressures generated by propellant combustion, and high thermal stresses. The flow forming process begins with a thick‑walled metal preform, typically produced from high‑strength alloy steel or brass alloys depending on the ammunition design and military specification requirements. The preform is mounted onto a hardened mandrel and rotated at controlled speeds while multiple hardened rollers apply radial and axial pressure along the surface. As the rollers move along the preform, the material plastically deforms and flows along the mandrel profile, gradually elongating the casing while reducing wall thickness in a highly controlled manner. This cold forming operation maintains exceptional dimensional accuracy and roundness while simultaneously aligning the grain structure of the metal along the length of the casing, significantly improving tensile strength, fatigue resistance, and structural integrity.
The use of CNC‑controlled flow forming machines ensures precise control over roller feed rates, forming pressure, and spindle speed, allowing manufacturers to achieve extremely tight tolerances required for artillery ammunition. Uniform wall thickness is critical for ensuring predictable internal ballistics when the shell is fired, as even small dimensional variations can affect pressure distribution and projectile performance. The flow forming process produces a seamless casing without welds or joints, eliminating potential weak points that could fail under the intense pressure generated by propellant gases. Because the material undergoes controlled plastic deformation rather than removal through machining, the final structure benefits from work hardening and grain refinement, resulting in a casing with higher strength and durability compared with traditionally machined components.
After the forming process is completed, artillery shell casings typically undergo heat treatment to relieve residual stresses and optimize mechanical properties such as hardness, toughness, and impact resistance. Precision machining operations are then performed to produce the base geometry, primer pocket, driving band seat, and interface features required for integration with projectile components. Surface finishing operations such as polishing or protective coating may also be applied to improve corrosion resistance and ensure smooth interaction with the gun chamber during loading and firing. Non‑destructive testing methods including ultrasonic inspection, dimensional verification, and material integrity analysis are used to confirm that each casing meets strict quality and safety standards required for military ammunition manufacturing.
Flow forming offers significant advantages for producing artillery shell casings compared with conventional forging or deep‑drawing processes. The seamless construction and aligned grain structure enhance the casing’s resistance to fatigue, high‑pressure expansion, and mechanical shock during firing. The process also improves material utilization and reduces manufacturing waste because the metal is redistributed rather than removed. Additionally, flow forming enables manufacturers to produce casings with consistent dimensions and mechanical properties across large production batches, which is essential for maintaining uniform ballistic performance and reliability in military applications.
Another important benefit of using flow forming machines in artillery casing production is the ability to manufacture complex geometries with controlled wall thickness profiles. Engineers can design casings with reinforced base sections, optimized sidewall thickness, and carefully balanced mass distribution to improve firing performance and structural reliability. The flow forming process allows these features to be produced efficiently while maintaining the integrity of the material structure. The resulting shell casings are capable of withstanding the extreme pressures, rapid acceleration forces, and intense vibrations generated during artillery firing operations.
Because artillery ammunition must operate reliably in harsh environments including extreme temperatures, high humidity, and mechanical stress during transport and storage, the structural reliability of the casing is critically important. Flow‑formed casings provide exceptional durability and resistance to cracking or deformation, ensuring that the ammunition maintains safety and performance throughout its service life. The improved grain structure and work‑hardened material also contribute to better resistance against stress corrosion and long‑term material fatigue.
Modern flow forming machines used for artillery shell casing production are typically equipped with advanced CNC control systems, automated loading mechanisms, and real‑time monitoring sensors that track forming forces, roller position, and dimensional accuracy during production. These systems allow manufacturers to achieve high production efficiency while maintaining strict quality control standards. Automation also reduces manual handling and improves repeatability, enabling large‑scale manufacturing of artillery casings with consistent mechanical properties and dimensional precision.
By combining high material strength, seamless construction, precise dimensional control, and efficient production capability, flow forming technology has become an important manufacturing solution for artillery shell casings. The process allows defense manufacturers to produce lightweight yet extremely strong casings capable of safely containing propellant pressures and delivering reliable ballistic performance. As artillery systems continue to evolve toward higher firing pressures, improved range, and greater reliability, flow forming machines remain a critical technology for producing the structural components that make modern artillery ammunition safe, durable, and effective.
A Flow Forming Machine for Artillery Shell Casings is a precision manufacturing system designed to produce seamless, high-strength casings capable of withstanding the extreme mechanical, thermal, and pressure conditions experienced during firing. Artillery shell casings must endure rapid acceleration, high internal pressures generated by propellant combustion, and intense vibrations while maintaining dimensional accuracy and consistent ballistic performance. The process begins with a thick-walled preform made from high-strength alloy steel or brass alloys, selected for their tensile strength, toughness, ductility, and resistance to fatigue and thermal stress. The preform is mounted onto a hardened precision mandrel and rotated while hardened rollers apply carefully controlled radial and axial pressure along the surface. As the rollers traverse the preform, the material plastically deforms, elongating the casing and reducing wall thickness in a precise, uniform manner. The flow forming process aligns the metal’s grain structure longitudinally, increasing tensile strength, work-hardening the material, and enhancing fatigue resistance, impact resistance, and structural integrity under extreme pressures. CNC-controlled machines regulate roller feed, spindle rotation, and forming pressure with high precision, ensuring repeatable, defect-free production of casings with uniform wall thickness, roundness, and concentricity, critical for artillery performance and safety.
After flow forming, artillery shell casings undergo heat treatment to relieve residual stresses and optimize hardness, toughness, and ductility. Precision machining creates the base geometry, primer pocket, driving band seat, and interfaces for projectiles, while surface finishing operations, including polishing or protective coatings, enhance corrosion resistance and reduce friction during chambering and firing. Non-destructive testing, such as ultrasonic inspection, dimensional verification, and material integrity analysis, ensures that each casing meets stringent military quality standards, confirming uniform wall thickness, absence of microcracks, and structural reliability. The seamless construction eliminates welds and joints, which are potential failure points under the extreme pressures and mechanical shocks encountered during firing, providing lightweight yet robust casings capable of maintaining integrity under repeated loading and extreme environmental conditions.
Flow forming offers significant advantages over traditional forging, deep drawing, or machining. The seamless, grain-aligned construction enhances resistance to high-pressure expansion, fatigue, and mechanical shocks. Material is redistributed rather than removed, improving material utilization and reducing waste. The process allows for controlled variation of wall thickness along the casing, enabling engineers to optimize base reinforcement, sidewall strength, and mass distribution for better ballistic performance. Uniform dimensional control ensures consistency across large production batches, which is critical for maintaining predictable internal ballistics and reliable ammunition performance. The combination of high-strength material, precise wall thickness, and seamless grain-aligned construction results in casings capable of withstanding extreme internal pressures, rapid acceleration, and mechanical impacts during transport, storage, and firing.
Modern flow forming machines used in artillery casing production are typically equipped with CNC controls, automated loading systems, and real-time monitoring sensors that track forming forces, roller position, and dimensional accuracy. These features enable high-volume production while maintaining strict quality control, reducing manual handling, and improving repeatability. The resulting casings are lightweight yet extremely strong, durable, and capable of reliable operation under harsh environmental conditions, including temperature extremes, humidity, and high mechanical stresses. Flow-formed artillery casings provide superior resistance to stress corrosion, fatigue, and cracking over long service life, ensuring safety, reliability, and operational effectiveness for modern artillery systems. By combining precision engineering, seamless construction, optimized metallurgical properties, and defect-free production, flow forming technology delivers artillery shell casings that meet the demanding requirements of contemporary defense applications, offering consistent ballistic performance, enhanced durability, and maximum operational safety.
A Flow Forming Machine for Artillery Shell Casings is engineered to produce seamless, high-strength, and dimensionally precise casings capable of withstanding the extreme conditions of modern artillery operations. Artillery shell casings must endure high internal pressures generated by propellant combustion, rapid acceleration forces during firing, intense vibration, and thermal stresses, all while maintaining tight tolerances for reliable ballistic performance. The process begins with a thick-walled preform made from high-strength alloy steel or brass alloys, chosen for their combination of tensile strength, toughness, ductility, and resistance to fatigue and thermal effects. The preform is mounted on a hardened precision mandrel and rotated while hardened rollers apply controlled radial and axial pressure along its surface. As the rollers progress, the metal plastically deforms, elongating the casing and reducing wall thickness uniformly while maintaining roundness, concentricity, and precise dimensions. The flow forming process aligns the grain structure longitudinally, improving tensile strength, work-hardening the material, and enhancing fatigue resistance, impact resistance, and overall structural integrity. CNC-controlled systems precisely regulate roller feed, spindle rotation, and forming pressure, ensuring repeatable, defect-free production with consistent wall thickness and high dimensional accuracy, which is essential for predictable internal ballistics and safe firing.
After forming, artillery casings typically undergo heat treatment to relieve residual stresses and optimize mechanical properties such as hardness, toughness, and ductility. Precision machining creates the base geometry, primer pocket, driving band seating, and integration features required for projectile assembly, while surface finishing or protective coatings enhance corrosion resistance and reduce friction during chambering and firing. Non-destructive testing, including ultrasonic inspection, dimensional verification, and material integrity evaluation, confirms wall uniformity, absence of voids or microcracks, and compliance with stringent military quality standards. The seamless construction eliminates welds or joints, which are potential points of failure under high-pressure and mechanical stress, producing lightweight yet extremely robust casings capable of withstanding repeated firing cycles, transportation shocks, and environmental extremes without compromising performance or safety.
Flow forming provides significant advantages over traditional forging, deep drawing, or machining processes. The seamless, grain-aligned construction increases resistance to high-pressure expansion, fatigue, and mechanical shock while redistributing material efficiently, reducing waste. The process allows controlled variation in wall thickness to reinforce the base and sidewalls or optimize mass distribution, improving firing performance, structural reliability, and energy absorption. Consistent dimensional control ensures uniformity across production batches, which is critical for artillery systems where small deviations can affect projectile trajectory, muzzle velocity, and chamber pressure. The combination of high-strength alloys, seamless construction, and aligned grain structure produces casings capable of resisting extreme internal pressures, rapid acceleration, and mechanical impact during handling, storage, and firing.
Modern CNC-controlled flow forming machines feature automated loading, real-time monitoring of forming forces, roller positions, and dimensional accuracy, allowing high-volume production while maintaining stringent quality control. These systems reduce manual handling, improve repeatability, and ensure that every casing meets exact specifications for military use. Flow-formed artillery shell casings provide enhanced resistance to stress corrosion, fatigue, thermal cycling, and mechanical impact, delivering reliable performance, long service life, and operational safety. By combining precision engineering, defect-free seamless construction, optimized metallurgical properties, and high repeatability, flow forming machines produce artillery casings that meet the demanding requirements of modern defense applications, offering consistent ballistic performance, superior durability, and maximum safety during storage, transport, and firing operations.
Flow Forming Machine for Ammunition Cartridge Cases
A Flow Forming Machine for Ammunition Cartridge Cases is designed to manufacture seamless, high‑precision cylindrical cases that contain the propellant charge and primer in small‑arms ammunition. These cartridge cases must maintain extremely tight dimensional tolerances while withstanding internal pressures generated during firing that can exceed tens of thousands of PSI. The manufacturing process begins with a metal preform typically made from cartridge brass, although certain military or specialized applications may use steel or other alloy materials. The preform is mounted onto a hardened mandrel and rotated at controlled speeds while forming rollers apply radial pressure along the surface. As the rollers move along the rotating workpiece, the metal plastically deforms and flows along the mandrel, elongating the case while gradually reducing wall thickness in a highly controlled manner. This process produces a seamless structure with excellent dimensional consistency, smooth surface finish, and uniform wall thickness throughout the cartridge body.
The flow forming operation refines and aligns the grain structure of the metal along the longitudinal axis of the cartridge case. This grain alignment significantly improves tensile strength, ductility, and fatigue resistance, allowing the case to expand slightly during firing to seal the chamber while still retaining enough elasticity to contract afterward for safe extraction. The work hardening that occurs during the forming process enhances the structural strength of the case without requiring excessive material thickness, which helps reduce weight while maintaining durability. CNC‑controlled flow forming machines precisely regulate spindle speed, roller pressure, and feed rate to achieve extremely tight dimensional tolerances and repeatable production quality. Consistency in cartridge dimensions is essential because even minor variations can affect chamber pressure, feeding reliability, and overall ballistic performance.
After the flow forming stage, cartridge cases typically undergo additional forming and finishing operations to complete the geometry required for ammunition assembly. These operations may include trimming the case to its final length, forming the neck and shoulder geometry, machining the extractor groove and rim, and creating the primer pocket. Heat treatment or annealing processes may be applied at specific stages to restore ductility to areas that have become work hardened during forming. Surface cleaning, polishing, and sometimes protective coatings are used to ensure reliable feeding, corrosion resistance, and long storage life. Non‑destructive inspection methods and dimensional verification systems are used throughout the manufacturing process to ensure that each case meets strict quality standards required for safe and consistent ammunition performance.
Flow forming offers several advantages compared with traditional deep drawing or machining techniques used in cartridge case production. Because the metal is plastically deformed rather than removed, the process maintains the integrity of the material structure while improving mechanical properties through grain refinement. The seamless construction eliminates potential weak points that could occur with joined or welded components. Flow forming also improves material utilization, reduces manufacturing waste, and enables high production efficiency when integrated with automated loading systems and CNC process control. The resulting cartridge cases exhibit superior strength, consistent wall thickness, and excellent dimensional accuracy, all of which contribute to reliable chamber sealing, predictable internal ballistics, and safe firearm operation.
Modern flow forming machines used for ammunition cartridge case production are often integrated into automated manufacturing lines that include robotic handling systems, in‑line inspection equipment, and precision measurement tools. Sensors monitor forming forces, roller positions, and dimensional parameters in real time to maintain process stability and detect any deviations during production. This level of automation ensures that large quantities of cartridge cases can be produced with extremely consistent quality, which is critical for military, law enforcement, and commercial ammunition manufacturers. The combination of precision control, high throughput, and repeatable quality makes flow forming technology an effective solution for manufacturing cartridge cases used in rifles, pistols, and other small‑arms systems.
In addition to improving mechanical strength and dimensional accuracy, flow forming allows manufacturers to optimize case wall thickness and weight distribution along the cartridge body. Engineers can design cases with reinforced base sections that handle peak chamber pressures while maintaining thinner walls toward the neck to reduce overall weight and improve material efficiency. This capability contributes to improved ballistic performance and more efficient use of raw materials. Because cartridge cases must perform reliably under extreme conditions including rapid firing, high temperatures, and long storage periods, the durability and structural integrity provided by the flow forming process are essential.
By combining seamless construction, aligned grain structure, precise dimensional control, and efficient material utilization, a Flow Forming Machine for Ammunition Cartridge Cases provides a highly reliable manufacturing solution for modern ammunition production. The technology supports high‑volume manufacturing while maintaining strict quality and safety standards required in defense and commercial applications. As ammunition performance requirements continue to evolve with new firearm designs and higher operating pressures, flow forming remains an important process for producing cartridge cases that deliver consistent ballistic performance, structural strength, and long‑term reliability.
A Flow Forming Machine for Ammunition Cartridge Cases is a precision manufacturing system engineered to produce seamless, high-strength cases capable of withstanding the extreme internal pressures and mechanical stresses generated during firearm discharge. Cartridge cases must maintain extremely tight dimensional tolerances to ensure proper chambering, consistent internal ballistics, reliable extraction, and safe operation across a wide range of small-arms calibers. The process begins with a cylindrical metal preform, typically made from cartridge brass for its combination of ductility, tensile strength, corrosion resistance, and workability, although specialized cases may use steel or other alloy materials depending on ballistic requirements. The preform is mounted on a hardened mandrel and rotated while hardened rollers apply carefully controlled radial and axial pressure along its surface. As the rollers traverse the rotating preform, the metal plastically deforms and flows along the mandrel, elongating the case while gradually reducing wall thickness in a highly uniform manner. This seamless flow forming process produces cases with precise wall thickness, excellent concentricity, and smooth surface finishes, all of which are critical for feeding reliability and predictable ballistic performance. The longitudinal alignment of the metal grain structure resulting from flow forming enhances tensile strength, fatigue resistance, and ductility, allowing the case to expand slightly during firing to seal the chamber and contract afterward for safe extraction, while work hardening increases durability without excessive material thickness.
After forming, cartridge cases undergo secondary operations to complete the functional geometry. These include trimming to precise case length, forming the neck and shoulder, machining the primer pocket and extractor groove, and in some instances, annealing to restore ductility to areas hardened during the forming process. Surface finishing and cleaning ensure smooth feeding, corrosion resistance, and long-term storage stability. Quality control is maintained through non-destructive inspection techniques, dimensional verification, and automated monitoring to detect any defects, cracks, or deviations from strict specifications. The seamless nature of flow-formed cases eliminates welds or joints that could act as failure points under high-pressure firing, providing a reliable, lightweight, and structurally robust solution. CNC-controlled systems precisely regulate roller position, spindle rotation, and forming force, allowing repeatable, high-precision production and consistent mechanical properties across large manufacturing batches.
Flow forming offers multiple advantages over traditional deep drawing, forging, or machining methods. Because the metal is plastically deformed rather than removed, the grain structure is refined and aligned, improving tensile strength, fatigue resistance, and dimensional stability. The seamless construction reduces stress concentrations, enhances performance under repeated firing cycles, and eliminates the risk of localized weaknesses present in welded or joined cases. The process also improves material utilization, reducing waste, and enables tight control over wall thickness distribution along the cartridge, allowing design optimizations such as thicker bases for peak chamber pressure handling and thinner necks for weight reduction. These optimizations contribute to predictable internal ballistics, reliable ignition, and overall ammunition performance.
Modern flow forming machines for cartridge case production are often integrated into fully automated lines with robotic loading, in-line dimensional measurement, and real-time monitoring of forming forces and roller positions. This ensures that every case produced meets the stringent tolerances and mechanical specifications required for military, law enforcement, and commercial ammunition. High-volume production is achieved without sacrificing quality, with each case exhibiting uniform wall thickness, smooth surfaces, structural integrity, and resistance to fatigue or cracking. Flow forming also enables consistent performance under extreme conditions, including rapid firing sequences, temperature variations, and long-term storage, which are critical for reliability in operational and combat scenarios.
By combining seamless construction, optimized grain alignment, precise dimensional control, repeatable mechanical properties, and efficient material use, a Flow Forming Machine for Ammunition Cartridge Cases delivers a highly reliable and scalable solution for modern ammunition manufacturing. The resulting cases provide superior strength, consistency, and durability, ensuring safe operation and predictable ballistic behavior for rifles, pistols, and other small-arms systems. Flow forming technology supports high throughput, rigorous quality standards, and long-term reliability, making it an essential process for producing small-arms ammunition that meets evolving performance, safety, and operational requirements in both military and civilian applications.
Flow Forming Machine for Rocket Motor Casings
A Flow Forming Machine for Rocket Motor Casings is engineered to manufacture seamless, high‑strength cylindrical structures that serve as the pressure containment body for solid or hybrid rocket propulsion systems. Rocket motor casings must withstand extremely high internal pressures generated during propellant combustion, intense thermal loads, and significant axial and radial stresses during ignition and sustained thrust. The manufacturing process begins with a thick‑walled metal preform typically made from high‑strength alloy steels, maraging steels, nickel‑based alloys, or aerospace‑grade aluminum alloys depending on the specific propulsion system requirements. The preform is mounted on a hardened mandrel and rotated at controlled speeds while hardened forming rollers apply progressive radial and axial pressure along the surface. As the rollers advance along the length of the rotating preform, the material plastically deforms and flows along the mandrel profile, elongating the structure and reducing wall thickness in a highly controlled manner. This forming operation produces a seamless cylindrical casing with precise dimensional accuracy, excellent roundness, and uniform wall thickness, all of which are critical for maintaining structural integrity under the extreme conditions encountered during rocket operation.
The flow forming process refines and aligns the grain structure of the metal along the longitudinal axis of the rocket motor casing. This grain alignment significantly improves tensile strength, fatigue resistance, and the ability of the casing to withstand cyclic mechanical loads and high internal pressure during propulsion events. Because the material undergoes controlled plastic deformation, the structure also benefits from work hardening and grain refinement, which further enhances mechanical performance without requiring excessive material thickness. CNC‑controlled flow forming machines precisely regulate spindle speed, roller pressure, and feed rate to achieve tight dimensional tolerances and consistent mechanical properties across the entire casing. Maintaining uniform wall thickness is especially important for rocket motor casings because variations in thickness can lead to uneven stress distribution, reduced structural efficiency, or localized failure under high pressure.
Following the flow forming stage, rocket motor casings typically undergo specialized heat treatment processes designed to relieve residual stresses and optimize metallurgical properties such as strength, toughness, and resistance to thermal fatigue. Precision machining operations are then performed to create attachment interfaces, nozzle mounting sections, closure threads, and integration features required for assembly with the propulsion system. Surface treatments or protective coatings may also be applied to improve corrosion resistance, thermal protection, and compatibility with insulation materials used inside the motor casing. Non‑destructive testing methods such as ultrasonic inspection, radiographic analysis, and dimensional verification are used to confirm structural integrity, detect any internal defects, and ensure that the casing meets the strict safety and performance standards required in aerospace and defense applications.
Flow forming offers several important advantages compared with traditional forging or machining techniques used in rocket motor casing production. The seamless construction eliminates welds or joints that could act as stress concentration points under extreme pressure and temperature conditions. The aligned grain structure improves strength‑to‑weight ratio, enabling the production of lightweight yet extremely durable casings capable of withstanding the intense loads generated during rocket operation. Additionally, the process allows engineers to control wall thickness distribution along the casing length, enabling reinforced sections where stresses are highest while minimizing unnecessary mass in lower‑stress regions. This capability is particularly valuable in aerospace engineering, where reducing structural weight directly improves payload capacity and propulsion efficiency.
Modern flow forming machines used for rocket motor casing production often incorporate advanced CNC control systems, automated loading mechanisms, and real‑time monitoring sensors that track forming forces, roller position, temperature conditions, and dimensional parameters during production. These monitoring systems help maintain consistent process stability and ensure that each casing meets the demanding quality requirements of aerospace manufacturing. Automated production also improves repeatability and reduces the likelihood of human error, enabling efficient manufacturing of complex propulsion components with highly consistent mechanical performance.
Because rocket motor casings must operate reliably under extreme pressure, high temperature, vibration, and dynamic loads, the structural reliability of the casing is one of the most critical aspects of rocket propulsion system design. Flow‑formed casings offer exceptional durability and resistance to fatigue, crack propagation, and thermal stress, ensuring safe operation during ignition, sustained burn, and shutdown phases of rocket flight. The improved grain structure and work‑hardened material also enhance resistance to stress corrosion and long‑term material degradation, which is essential for rockets that may be stored for extended periods before use.
By combining seamless construction, aligned grain structure, high dimensional precision, and efficient material utilization, a Flow Forming Machine for Rocket Motor Casings provides an advanced manufacturing solution for producing critical aerospace propulsion components. The process enables the production of lightweight yet extremely strong casings capable of safely containing high‑pressure combustion gases while maintaining structural stability under extreme operating conditions. As rocket propulsion systems continue to evolve toward higher performance and greater efficiency, flow forming technology remains an essential manufacturing method for producing reliable rocket motor casings used in launch vehicles, missiles, and space propulsion systems.
A Flow Forming Machine for Rocket Motor Casings is a precision-engineered system designed to produce seamless, high-strength cylindrical structures capable of containing the extreme pressures, thermal loads, and mechanical stresses generated by solid or hybrid rocket motors during ignition, sustained burn, and shutdown phases. Rocket motor casings must endure rapid pressurization, high axial and radial loads, vibration, and thermal cycling, all while maintaining precise dimensional tolerances to ensure reliable integration with nozzles, insulation, and payload components. The manufacturing process starts with a thick-walled preform made from high-strength alloy steel, maraging steel, aerospace-grade aluminum alloys, or nickel-based superalloys depending on the required mechanical properties and operating conditions. The preform is mounted on a hardened precision mandrel and rotated while hardened rollers apply controlled radial and axial pressure along its surface. As the rollers traverse the length of the rotating preform, the metal plastically deforms and elongates along the mandrel, reducing wall thickness in a highly uniform manner. This seamless flow forming process produces a casing with exact roundness, concentricity, and wall thickness, while the longitudinal alignment of the grain structure enhances tensile strength, fatigue resistance, and the material’s ability to withstand cyclic loads and extreme internal pressures. CNC-controlled systems precisely regulate roller feed, spindle rotation, and forming force to maintain repeatable, defect-free production and high dimensional accuracy along the entire length of the casing.
Following flow forming, rocket motor casings typically undergo stress-relief heat treatment to eliminate residual stresses and optimize metallurgical properties such as hardness, toughness, and thermal fatigue resistance. Precision machining creates functional features including nozzle interfaces, closure threads, mounting points for instrumentation or propellant charges, and attachment sections for integration with the motor’s insulation or payload components. Surface treatments or coatings may be applied to enhance corrosion resistance, thermal protection, and compatibility with propellant liners or insulation materials. Non-destructive inspection techniques such as ultrasonic testing, radiography, and dimensional verification ensure structural integrity, wall uniformity, and the absence of internal defects like voids, cracks, or inclusions. The seamless construction eliminates welds or joints, which are potential weak points under high-pressure and thermal cycling conditions, producing lightweight yet extremely robust casings capable of withstanding repeated dynamic loading during transport, storage, and flight operations.
Flow forming provides significant advantages over traditional forging, casting, or machining methods. The seamless, grain-aligned structure maximizes strength-to-weight ratio, allowing engineers to reinforce high-stress areas such as the base while reducing material in low-stress regions to optimize performance and minimize weight. The process also improves material utilization by redistributing the metal rather than removing it, reducing waste and manufacturing costs. Consistent wall thickness and precise geometric control ensure predictable stress distribution, structural reliability, and safe containment of high-pressure combustion gases, which is critical for the operational performance of rockets and missiles. The ability to produce uniform, defect-free casings across large production runs ensures that each motor performs consistently under demanding conditions, which is essential for aerospace and defense applications.
Modern flow forming machines for rocket motor casing production often integrate advanced CNC controls, automated loading and unloading systems, and real-time monitoring sensors that track forming forces, roller positions, spindle speed, and dimensional parameters. This level of automation enhances repeatability, reduces human error, and allows high-volume production of complex aerospace components while maintaining strict quality and safety standards. The resulting casings are lightweight, structurally strong, and highly resistant to fatigue, crack propagation, and thermal stress, providing reliable performance in extreme environments such as launch, high-speed flight, and storage under varying temperature and humidity conditions. Flow-formed rocket motor casings deliver optimal structural integrity, weight efficiency, and safety, making them indispensable for modern launch vehicles, tactical missile systems, and space propulsion applications. By combining seamless construction, precise dimensional control, optimized grain structure, and high material performance, flow forming technology enables the production of rocket motor casings that meet the rigorous demands of aerospace engineering, ensuring durability, reliability, and safe operation under extreme propulsion conditions.
Flow Forming Machine for Missile Bodies
A Flow Forming Machine for Missile Bodies is designed to manufacture seamless cylindrical structures that form the primary load‑bearing shell of missile systems. Missile bodies must endure a combination of aerodynamic forces, structural loads during launch, vibration, rapid acceleration, and temperature variations encountered during high‑speed flight. These structures must maintain extremely tight dimensional tolerances while providing high strength, stiffness, and resistance to fatigue. The manufacturing process typically begins with a thick‑walled metallic preform produced from materials such as high‑strength alloy steel, aluminum alloys, titanium alloys, or specialized aerospace materials depending on the missile’s structural and performance requirements. The preform is mounted on a hardened mandrel and rotated while forming rollers apply carefully controlled radial pressure along the surface. As the rollers move along the rotating workpiece, the metal plastically deforms and flows along the mandrel profile, gradually elongating the structure and reducing wall thickness in a controlled manner. This process produces a seamless cylindrical body with excellent roundness, concentricity, and dimensional accuracy.
The flow forming process refines and aligns the grain structure of the metal along the longitudinal axis of the missile body. This alignment improves tensile strength, fatigue resistance, and structural integrity while also enhancing the material’s ability to withstand cyclic loading and dynamic stresses experienced during launch and flight. Because the material undergoes controlled plastic deformation, the structure also benefits from work hardening, which further increases strength without requiring additional weight. Maintaining a high strength‑to‑weight ratio is essential in missile design because reducing structural mass allows more payload capacity and improves overall flight performance. CNC‑controlled flow forming machines precisely regulate spindle speed, roller feed rate, and forming pressure to achieve tight tolerances and uniform wall thickness along the entire length of the missile body.
After the flow forming stage, missile body components typically undergo heat treatment processes designed to relieve residual stresses and optimize mechanical properties such as toughness, hardness, and resistance to fatigue or crack propagation. Precision machining operations are then performed to produce mounting interfaces, guidance system housings, fin attachment points, and other structural features required for integration with propulsion systems and onboard equipment. Surface finishing processes such as polishing, chemical treatments, or protective coatings may also be applied to enhance corrosion resistance and improve aerodynamic performance. Non‑destructive inspection techniques including ultrasonic testing, radiographic examination, and dimensional measurement systems are used to ensure structural integrity and verify that each component meets strict aerospace and defense manufacturing standards.
Flow forming provides several advantages compared with traditional fabrication methods such as welding, forging, or extensive machining. The seamless construction eliminates weld joints that could become potential stress concentration points under aerodynamic loads or high‑frequency vibration. The aligned grain structure improves fatigue life and resistance to structural deformation, ensuring that the missile body maintains its integrity throughout storage, transportation, launch, and flight operations. Additionally, the flow forming process allows engineers to optimize wall thickness distribution along the body, reinforcing sections that experience higher stress while reducing unnecessary weight in lower‑load regions. This capability contributes to improved structural efficiency and overall system performance.
Modern flow forming machines used for missile body production often incorporate advanced CNC control systems, automated material handling, and real‑time monitoring technologies that track forming forces, roller position, temperature conditions, and dimensional parameters during the manufacturing process. These monitoring systems help maintain consistent production quality and allow manufacturers to detect deviations immediately, ensuring that every missile body meets strict safety and performance specifications. Automation also increases production efficiency and repeatability while reducing manual handling and potential human error.
Because missile bodies must remain structurally stable under extreme operational conditions including high acceleration during launch, supersonic or hypersonic flight speeds, and exposure to aerodynamic heating, the integrity of the outer structure is critical for mission success. Flow‑formed missile bodies exhibit exceptional resistance to fatigue, vibration, and structural distortion while maintaining precise aerodynamic geometry. The improved grain structure also enhances resistance to stress corrosion and long‑term material degradation, which is important for missiles that may remain in storage for extended periods before deployment.
By combining seamless construction, optimized grain alignment, high dimensional precision, and efficient material utilization, a Flow Forming Machine for Missile Bodies provides an advanced manufacturing solution for producing lightweight yet extremely strong aerospace structures. The process enables the production of high‑performance missile bodies capable of withstanding demanding mechanical and environmental conditions while maintaining reliability and structural integrity. As modern missile systems continue to evolve with greater performance requirements and higher operational stresses, flow forming technology remains an important manufacturing method for producing the structural components that support advanced propulsion, guidance, and payload systems.
A Flow Forming Machine for Missile Bodies is a highly specialized manufacturing system designed to produce seamless, high-strength cylindrical structures that serve as the primary load-bearing shell of modern missile systems. Missile bodies must withstand a combination of extreme aerodynamic forces, high acceleration during launch, vibration, rapid structural loading, and thermal stresses encountered during supersonic or hypersonic flight, all while maintaining precise dimensional tolerances to ensure integration with propulsion systems, guidance electronics, warheads, and aerodynamic surfaces. The manufacturing process begins with a thick-walled preform made from high-strength materials such as aerospace-grade aluminum alloys, titanium alloys, maraging steel, or other specialized high-performance alloys chosen for their combination of tensile strength, ductility, fatigue resistance, and corrosion resistance. The preform is mounted on a hardened precision mandrel and rotated at controlled speeds while hardened rollers apply progressive radial and axial pressure along the surface. As the rollers traverse the length of the rotating preform, the material plastically deforms and elongates along the mandrel, reducing wall thickness in a controlled and uniform manner. This seamless flow forming process produces missile bodies with precise roundness, concentricity, and dimensional accuracy, while the longitudinal alignment of the grain structure enhances tensile strength, fatigue resistance, and structural integrity under the extreme mechanical loads experienced during launch and flight. CNC-controlled flow forming machines precisely regulate roller feed, spindle speed, and forming pressure to achieve highly repeatable production with uniform wall thickness and tight tolerances across the entire length of the body.
Following the flow forming operation, missile bodies typically undergo heat treatment or stress-relief processes to remove residual stresses and optimize mechanical properties such as hardness, toughness, and resistance to crack propagation or fatigue. Precision machining operations create functional features including attachment points for fins, guidance and control housings, propulsion integration interfaces, warhead mounting sections, and other structural elements required for assembly. Surface treatments, chemical coatings, or anodization processes may be applied to improve corrosion resistance, reduce surface friction, or provide thermal protection, ensuring durability during storage, handling, and operation. Non-destructive testing, such as ultrasonic inspection, radiography, and dimensional verification, is used to confirm structural integrity, detect any internal defects, and ensure compliance with aerospace and defense manufacturing standards. The seamless construction eliminates welds or joints, which are potential points of stress concentration or failure under extreme operational conditions, producing lightweight yet highly robust missile bodies capable of withstanding repeated high-G launches, vibration, and aerodynamic loading throughout the flight envelope.
Flow forming provides critical advantages over traditional fabrication methods such as forging, casting, or machining. The seamless, grain-aligned construction maximizes strength-to-weight ratio, reduces the risk of fatigue and structural deformation, and allows engineers to optimize wall thickness distribution along the body. Sections of the missile exposed to higher stresses can be reinforced, while lower-load areas can be thinned to reduce overall weight, improving performance and payload capacity. The process also improves material utilization by redistributing metal rather than removing it, reducing waste, and ensuring consistent mechanical properties throughout the structure. Maintaining uniform wall thickness and dimensional precision ensures predictable stress distribution, structural reliability, and safe containment of internal and external loads during launch, flight, and storage.
Modern flow forming machines used for missile body production incorporate advanced CNC control systems, automated material handling, and real-time monitoring of roller positions, forming forces, spindle speeds, and dimensional parameters. These features allow high-volume production with extremely consistent quality, reduce manual handling and human error, and ensure that every missile body meets stringent performance, safety, and reliability standards. The combination of seamless construction, optimized grain alignment, and precision-controlled forming produces missile bodies that are resistant to fatigue, vibration, thermal cycling, and stress corrosion, maintaining structural integrity over long storage periods and during extreme operational conditions. Flow-formed missile bodies offer lightweight yet exceptionally strong structures, capable of withstanding the mechanical and thermal demands of modern aerospace and defense applications, providing a reliable, high-performance foundation for propulsion systems, guidance electronics, warheads, and aerodynamic control surfaces. By combining defect-free construction, repeatable mechanical properties, high dimensional precision, and material efficiency, flow forming technology ensures that missile bodies meet the rigorous requirements of modern military and aerospace programs, delivering consistent structural integrity, safety, and operational reliability under the most demanding conditions.
A Flow Forming Machine for Missile Bodies is a precision-engineered manufacturing system designed to produce seamless, high-strength, and dimensionally precise cylindrical or conical structures that serve as the main load-bearing shell of modern missile systems. Missile bodies must withstand extreme aerodynamic loads, rapid acceleration during launch, high-frequency vibration, thermal stresses from both environmental exposure and aerodynamic heating, and dynamic forces experienced during maneuvering while maintaining tight dimensional tolerances for integration with propulsion systems, guidance electronics, payloads, and control surfaces. The process begins with a thick-walled preform fabricated from aerospace-grade materials such as high-strength aluminum alloys, titanium alloys, maraging steels, or specialized nickel-based superalloys, selected for a combination of tensile strength, toughness, fatigue resistance, and corrosion resistance. The preform is mounted on a hardened precision mandrel and rotated at carefully controlled speeds while hardened rollers apply progressive radial and axial pressure. As the rollers traverse the length of the rotating preform, the metal plastically deforms and elongates along the mandrel profile, gradually reducing wall thickness while maintaining uniformity and concentricity. This seamless flow forming operation aligns the metal’s grain structure along the longitudinal axis, increasing tensile strength, fatigue resistance, and structural integrity while providing a lightweight yet highly durable shell capable of withstanding extreme mechanical and thermal loads. CNC-controlled flow forming machines regulate roller feed, spindle speed, and forming pressure with high precision, enabling repeatable production of missile bodies with uniform wall thickness, precise dimensional tolerances, and defect-free surfaces critical for aerodynamic stability and structural reliability.
After the flow forming stage, missile bodies typically undergo stress-relief heat treatment to eliminate residual stresses and optimize mechanical properties such as hardness, toughness, and crack propagation resistance. Precision machining operations produce attachment points for fins, guidance and control housings, propulsion interfaces, and warhead mounts, as well as other integration features. Surface treatments, including anodizing, chemical passivation, or protective coatings, enhance corrosion resistance, thermal stability, and compatibility with insulation or lining materials. Non-destructive testing methods such as ultrasonic inspection, radiography, and laser-based dimensional verification are employed to ensure the absence of internal defects, voids, cracks, or deformations and to verify that the body meets rigorous aerospace and defense manufacturing standards. The seamless construction eliminates welds and joints, which are potential weak points under high-pressure, vibration, and thermal cycling, producing missile bodies that are lightweight, robust, and capable of sustaining repeated dynamic loading, launch stresses, and extreme aerodynamic forces while maintaining structural integrity and precise geometric form.
Flow forming technology provides critical advantages over traditional manufacturing methods such as forging, casting, or deep drawing. The process ensures a seamless, grain-aligned structure that maximizes strength-to-weight ratio, increases resistance to fatigue and stress-induced deformation, and allows controlled variation of wall thickness along the missile body to reinforce high-stress areas while reducing mass in low-stress regions. This capability is essential for optimizing missile performance, improving payload efficiency, and maintaining predictable stress distribution under dynamic operational loads. The plastic deformation inherent in flow forming also work-hardens the material, enhancing mechanical strength without adding unnecessary weight and improving long-term durability. Material utilization is highly efficient, as metal is redistributed rather than removed, minimizing waste and allowing consistent mechanical properties along the entire structure.
Modern CNC-controlled flow forming machines for missile body production often incorporate automated loading and unloading systems, real-time monitoring of forming forces, roller positions, spindle speeds, and dimensional parameters, as well as integrated quality control systems. This enables high-volume production of structurally consistent missile bodies with minimal human intervention while ensuring strict adherence to design specifications, aerospace standards, and safety requirements. The resulting missile bodies demonstrate superior resistance to vibration, thermal cycling, aerodynamic loading, and fatigue while maintaining precise aerodynamic geometry and integration capabilities for propulsion, guidance, and payload systems. Flow-formed missile bodies combine lightweight construction, high structural integrity, and exceptional durability, providing a reliable foundation for modern defense and aerospace applications where operational reliability, long-term storage stability, and high-performance requirements are critical. By integrating seamless construction, optimized grain structure, precise dimensional control, and efficient material utilization, flow forming technology ensures that missile bodies meet the demanding operational, structural, and safety standards of contemporary aerospace and defense programs.
Flow Forming Machine for Mortar Shell Bodies
A Flow Forming Machine for Mortar Shell Bodies is designed to manufacture seamless, high‑strength cylindrical bodies used in mortar ammunition systems. Mortar shells must withstand rapid acceleration during launch, high internal pressures from propellant charges, and intense mechanical shocks while maintaining precise dimensional tolerances for stable flight and reliable ballistic performance. The manufacturing process begins with a thick‑walled metallic preform typically produced from high‑strength alloy steel selected for its toughness, ductility, and resistance to fatigue. The preform is mounted on a hardened mandrel and rotated while hardened forming rollers apply controlled radial pressure along its surface. As the rollers move progressively along the rotating preform, the metal plastically deforms and flows along the mandrel profile, elongating the shell body and gradually reducing wall thickness in a controlled manner. This forming operation produces a seamless cylindrical structure with excellent roundness, concentricity, and dimensional accuracy, which are critical factors for maintaining aerodynamic stability and predictable ballistic behavior during flight.
During the flow forming process, the metal’s grain structure becomes aligned along the longitudinal axis of the mortar shell body. This alignment improves tensile strength, fatigue resistance, and overall structural integrity while also enhancing the ability of the shell body to withstand the stresses generated during launch and impact. Because the process involves controlled plastic deformation rather than material removal, the structure benefits from work hardening and grain refinement, increasing strength without adding unnecessary weight. Maintaining an optimal strength‑to‑weight ratio is particularly important in ammunition design, as it ensures that the projectile remains structurally robust while preserving its ballistic efficiency. CNC‑controlled flow forming machines precisely regulate spindle rotation, roller feed rate, and forming pressure, enabling manufacturers to achieve extremely tight dimensional tolerances and consistent wall thickness throughout the shell body.
Following the flow forming stage, mortar shell bodies typically undergo heat treatment processes to relieve residual stresses and optimize mechanical properties such as hardness, toughness, and resistance to fracture. Precision machining operations are then carried out to create threaded sections, fuse interfaces, tail assembly connections, and other structural features required for final assembly. Surface finishing processes such as polishing, phosphating, or protective coating may be applied to enhance corrosion resistance and ensure long‑term durability during storage and transportation. Non‑destructive inspection methods including ultrasonic testing, dimensional verification, and metallurgical analysis are used to confirm the structural integrity of each shell body and ensure compliance with strict quality standards required for ammunition manufacturing.
Flow forming offers significant advantages compared with traditional manufacturing methods such as forging or machining. The seamless construction eliminates welds and joints that could act as potential stress concentration points during firing or impact. The aligned grain structure improves resistance to fatigue, mechanical shock, and pressure loading while also enhancing durability during repeated handling and transport. Additionally, the process allows precise control of wall thickness distribution along the shell body, enabling engineers to reinforce areas exposed to higher stress while minimizing weight in lower‑load sections. This capability improves both structural efficiency and ballistic performance.
Modern flow forming machines used in mortar shell body production often incorporate advanced CNC control systems, automated loading mechanisms, and real‑time monitoring technologies that track forming forces, roller position, and dimensional parameters throughout the manufacturing process. These monitoring systems ensure consistent production quality and allow manufacturers to detect any deviations immediately, maintaining strict quality control standards. Automation also improves production efficiency and repeatability, allowing large quantities of mortar shell bodies to be manufactured with uniform mechanical properties and dimensional accuracy.
Mortar ammunition must remain reliable under a wide range of operational conditions including long‑term storage, transportation in harsh environments, and rapid deployment in the field. Flow‑formed shell bodies offer excellent resistance to fatigue, stress corrosion, and structural deformation, ensuring safe and reliable performance throughout their service life. The improved grain structure and seamless construction provide the strength and durability necessary to withstand both the launch forces and the impact forces encountered during operation.
By combining seamless construction, optimized grain alignment, high dimensional precision, and efficient material utilization, a Flow Forming Machine for Mortar Shell Bodies provides an effective manufacturing solution for producing durable and structurally reliable projectile bodies. The process enables the production of lightweight yet extremely strong shell structures capable of withstanding demanding mechanical conditions while maintaining consistent ballistic performance and safety standards. As ammunition systems continue to evolve with higher performance requirements and stricter quality standards, flow forming technology remains a valuable method for producing mortar shell bodies with the strength, precision, and reliability required for modern defense applications.
A Flow Forming Machine for Mortar Shell Bodies is a precision manufacturing system engineered to produce seamless, high-strength cylindrical projectiles capable of withstanding the extreme mechanical stresses and internal pressures experienced during launch and flight. Mortar shells must endure rapid acceleration in the tube, high-impact forces upon landing, vibration, and thermal stresses while maintaining precise dimensional tolerances to ensure stable flight, predictable ballistics, and safe operation. The process begins with a thick-walled metallic preform, typically fabricated from high-strength alloy steel chosen for its combination of toughness, ductility, fatigue resistance, and structural reliability. The preform is mounted on a hardened precision mandrel and rotated while hardened rollers apply controlled radial and axial pressures. As the rollers move along the rotating workpiece, the metal plastically deforms and flows along the mandrel, elongating the shell body and reducing wall thickness in a highly uniform and controlled manner. This flow forming operation produces a seamless, round, and concentric shell body with precise dimensional accuracy. The longitudinal alignment of the metal grain structure during the process enhances tensile strength, fatigue resistance, and the ability of the shell to withstand both launch and impact forces without deformation or cracking. CNC-controlled machines regulate roller feed rates, spindle speed, and forming pressure to achieve highly repeatable production with consistent wall thickness and surface quality along the entire length of the shell body.
Following flow forming, mortar shell bodies typically undergo heat treatment or stress-relief processes to eliminate residual stresses and optimize mechanical properties such as hardness, toughness, and fracture resistance. Precision machining is then performed to create functional features including fuse mounting threads, tail assembly interfaces, and any attachment points required for deployment or guidance components. Surface finishing processes, such as polishing, chemical passivation, or protective coatings, are applied to enhance corrosion resistance, durability, and smooth handling during assembly, transport, and firing. Non-destructive testing methods, including ultrasonic inspection, radiography, and laser-based dimensional verification, ensure that each shell body is free from internal defects, voids, or cracks and meets strict quality standards required for ammunition reliability. The seamless construction eliminates welds or joints that could act as potential stress concentration points, resulting in a lightweight yet robust shell body capable of withstanding repeated mechanical shocks and high-pressure loads during firing and impact.
Flow forming provides distinct advantages over conventional manufacturing methods such as forging, deep drawing, or machining. By plastically deforming the material rather than removing it, the process maintains the integrity of the metal’s grain structure, improving strength, fatigue resistance, and dimensional stability. The seamless construction reduces the likelihood of localized stress failures and enhances the shell’s ability to absorb high dynamic loads. Engineers can also precisely control wall thickness distribution along the shell body, reinforcing areas subject to higher stress while minimizing material in low-stress regions, which improves strength-to-weight ratio and optimizes ballistic performance. The process also maximizes material utilization, reduces waste, and allows consistent mechanical properties across large production batches, which is critical for reliable mortar operation.
Modern CNC-controlled flow forming machines for mortar shell production are equipped with automated material handling systems, real-time monitoring of forming forces, roller positions, spindle speeds, and dimensional parameters, ensuring high precision and repeatability. These machines allow large-scale production of structurally consistent shells while minimizing human error and maintaining strict quality control standards. Flow-formed mortar shell bodies exhibit superior resistance to vibration, cyclic loading, thermal stress, and environmental degradation, making them reliable for long-term storage, transportation in harsh conditions, and rapid deployment in the field. The combination of seamless construction, optimized grain alignment, precise dimensional control, and high material performance results in mortar shells that deliver predictable ballistic performance, structural durability, and safety.
By integrating flow forming technology, manufacturers are able to produce mortar shell bodies that are lightweight, structurally robust, and capable of withstanding demanding operational conditions without compromising safety or performance. The seamless, grain-aligned construction enhances strength, fatigue resistance, and long-term reliability, while CNC-controlled precision ensures consistent wall thickness, dimensional accuracy, and defect-free surfaces across all production batches. Flow forming allows engineers to design shells with reinforced high-stress areas and optimized material distribution, maximizing operational efficiency and ensuring that each shell performs reliably during launch, flight, and impact. As mortar systems evolve with higher performance requirements, longer ranges, and stricter safety standards, flow forming machines remain a critical manufacturing solution for producing shell bodies that combine durability, precision, and operational reliability in modern defense applications.
A Flow Forming Machine for Mortar Shell Bodies is a highly advanced manufacturing system designed to produce seamless, high-strength cylindrical or slightly tapered structures that serve as the main load-bearing body of mortar projectiles. Mortar shells are subjected to extreme stresses during firing, including rapid acceleration in the barrel, high internal pressures from propellant ignition, vibration, and impact forces upon landing, all while maintaining precise aerodynamic and dimensional characteristics necessary for consistent ballistic performance. The process begins with a thick-walled metallic preform, typically made from high-strength alloy steel chosen for its combination of toughness, ductility, resistance to fatigue, and ability to withstand repeated mechanical shocks. The preform is mounted on a hardened precision mandrel and rotated at controlled speeds while hardened rollers apply carefully managed radial and axial pressures along the preform surface. As the rollers traverse the length of the rotating preform, the material plastically deforms and elongates along the mandrel, gradually reducing wall thickness while maintaining uniformity, concentricity, and precise dimensional tolerances. This seamless flow forming operation not only ensures a structurally robust shell body but also aligns the metal grain along the longitudinal axis, improving tensile strength, fatigue resistance, and the ability of the shell to withstand launch, flight, and impact stresses without cracking or deforming. CNC-controlled flow forming machines regulate spindle speed, roller feed rate, and forming force with high precision, providing repeatable production of mortar shell bodies with consistent wall thickness and smooth surface finishes critical for feeding, chambering, and flight stability.
After flow forming, mortar shell bodies typically undergo stress-relief heat treatments to remove residual stresses and optimize mechanical properties such as hardness, toughness, and fracture resistance. Precision machining operations then create functional features, including fuse attachment threads, tail assembly interfaces, and any structural modifications needed to integrate fins, guidance components, or payloads. Surface finishing, including polishing, protective coatings, or chemical treatments, enhances corrosion resistance, durability, and handling safety during assembly, storage, and operational use. Non-destructive inspection techniques such as ultrasonic testing, radiography, and dimensional verification are employed to ensure that each shell body is free from internal defects, cracks, or voids and that strict quality standards are met for military-grade ammunition. The seamless construction eliminates joints or welds that could become points of structural weakness, resulting in lightweight yet highly resilient shells capable of surviving repeated handling, transport, and firing cycles.
Flow forming offers significant advantages compared with traditional forging, deep drawing, or machining methods. By plastically deforming the material rather than removing it, the process maintains and refines the metal’s grain structure, enhancing strength, fatigue resistance, and dimensional stability. Engineers can also precisely control wall thickness distribution along the shell body, reinforcing high-stress areas, such as the base or fuse interface, while minimizing material in lower-stress regions to reduce overall weight and optimize ballistic performance. Material utilization is highly efficient, with minimal waste, while the uniformity of mechanical properties and dimensional accuracy ensures predictable performance across large production batches. The work-hardening effect inherent to flow forming further strengthens the shell body, allowing it to withstand extreme launch accelerations and impact forces without failure.
Modern CNC-controlled flow forming machines for mortar shell body production incorporate automated loading and unloading systems, real-time monitoring of forming forces, roller positions, spindle speeds, and dimensional measurements. These integrated controls ensure consistent high-quality production, reduce human error, and enable scalable manufacturing of shells with uniform mechanical performance. The resulting mortar shell bodies demonstrate exceptional resistance to vibration, cyclic loading, thermal stress, and environmental degradation, ensuring reliable performance during storage, transport, rapid deployment, and firing operations. The combination of seamless construction, optimized grain alignment, dimensional precision, and material efficiency produces mortar shells that consistently perform to strict military standards, providing safety, durability, and predictable ballistic behavior.
By utilizing flow forming technology, manufacturers produce mortar shell bodies that are both lightweight and structurally robust, capable of withstanding the demanding mechanical, thermal, and operational stresses of modern warfare. Seamless construction enhances strength and fatigue resistance, while CNC-controlled precision ensures repeatable wall thickness, geometric accuracy, and defect-free surfaces across all production batches. Flow forming also allows for optimized material distribution, reinforcing critical areas and reducing unnecessary mass, which improves overall operational efficiency and shell performance. As mortar systems evolve to meet higher range, payload, and precision requirements, flow forming machines remain a critical solution for producing structurally reliable, high-performance shell bodies capable of consistent performance, long-term durability, and safe operation under the most demanding conditions.
Flow Forming Machine for Torpedo Housings
A Flow Forming Machine for Torpedo Housings is designed to manufacture seamless cylindrical structures that form the main pressure-resistant body of underwater torpedoes used in naval defense systems. Torpedo housings must endure significant hydrostatic pressure at depth, hydrodynamic forces during high‑speed underwater travel, and vibration generated by propulsion systems, while also maintaining extremely precise dimensional tolerances to ensure proper integration of propulsion units, guidance systems, fuel tanks, and warheads. The manufacturing process begins with a thick‑walled metallic preform typically made from high‑strength alloy steel, corrosion‑resistant stainless steel, titanium alloys, or specialized marine‑grade alloys selected for their combination of strength, toughness, fatigue resistance, and resistance to seawater corrosion. The preform is mounted on a hardened precision mandrel and rotated at controlled speeds while hardened rollers apply progressive radial pressure along its surface. As the rollers traverse the length of the rotating preform, the material plastically deforms and elongates along the mandrel profile, reducing wall thickness in a highly controlled and uniform manner. This process produces a seamless cylindrical housing with excellent roundness, concentricity, and dimensional accuracy, ensuring optimal hydrodynamic performance and structural stability during underwater operation.
During the flow forming process, the metal grain structure becomes aligned along the longitudinal axis of the torpedo housing. This grain alignment significantly improves tensile strength, fatigue resistance, and the ability of the structure to withstand cyclic stresses generated by propulsion forces and underwater pressure variations. Because the material undergoes controlled plastic deformation rather than material removal, the structure also benefits from work hardening and grain refinement, increasing its overall strength and durability while maintaining an efficient strength‑to‑weight ratio. Maintaining this ratio is important in torpedo design because it directly affects buoyancy, maneuverability, and operational range. CNC‑controlled flow forming machines precisely regulate spindle speed, roller feed rate, and forming pressure to ensure consistent wall thickness and dimensional accuracy along the entire length of the housing, which is essential for maintaining internal component alignment and hydrodynamic symmetry.
Following the flow forming stage, torpedo housings typically undergo heat treatment processes designed to relieve residual stresses and optimize mechanical properties such as toughness, hardness, and resistance to fatigue or crack propagation. Precision machining operations are then performed to produce mounting interfaces for propulsion units, guidance electronics compartments, control surfaces, and payload sections. Additional structural features such as sealing surfaces, threaded connections, and reinforcement sections may also be machined to facilitate assembly and maintenance. Surface finishing operations, including polishing, marine protective coatings, or specialized anti‑corrosion treatments, are applied to enhance durability and resistance to seawater corrosion, which is critical for naval equipment that may operate in harsh marine environments for extended periods.
Non‑destructive testing methods such as ultrasonic inspection, radiographic examination, and dimensional verification are employed to ensure that the torpedo housing is free from internal defects, voids, or cracks and meets strict naval engineering standards. The seamless construction produced by flow forming eliminates welds or joints that could become potential points of structural weakness or corrosion under high pressure and continuous exposure to seawater. As a result, flow‑formed housings provide improved structural reliability and longer service life compared with housings manufactured using welded or assembled sections.
Flow forming offers several advantages over traditional manufacturing methods such as forging, casting, or extensive machining. The seamless structure provides superior resistance to hydrostatic pressure and cyclic loading, while the aligned grain structure enhances fatigue life and structural stability. Engineers can also optimize the wall thickness distribution along the housing, reinforcing areas subjected to higher stresses while reducing material in lower‑load sections to maintain optimal weight and buoyancy characteristics. Additionally, the process improves material utilization by redistributing metal rather than removing it, reducing waste and allowing more efficient production.
Modern flow forming machines used for torpedo housing production are often equipped with advanced CNC control systems, automated loading mechanisms, and real‑time monitoring technologies that track forming forces, roller position, and dimensional parameters during manufacturing. These monitoring systems help maintain consistent quality and ensure that each housing meets stringent performance and safety requirements. Automation also enhances production efficiency and repeatability, enabling the reliable manufacture of complex underwater weapon system components.
Because torpedo housings must operate under extreme underwater conditions, including high pressure, temperature variations, and prolonged exposure to corrosive marine environments, structural integrity and durability are essential. Flow‑formed housings provide exceptional resistance to fatigue, stress corrosion, and mechanical deformation, ensuring reliable operation throughout the torpedo’s service life. The improved grain structure and seamless construction also contribute to better long‑term stability and resistance to crack initiation under cyclic loading conditions.
By combining seamless construction, optimized grain alignment, high dimensional precision, and efficient material utilization, a Flow Forming Machine for Torpedo Housings provides an advanced manufacturing solution for producing durable, lightweight, and structurally reliable underwater weapon system components. The process enables the production of torpedo housings capable of maintaining structural integrity and hydrodynamic efficiency under demanding operational conditions, ensuring consistent performance, safety, and reliability in modern naval defense applications.
A Flow Forming Machine for Torpedo Housings is a precision-engineered manufacturing system designed to produce seamless, high-strength cylindrical or slightly tapered structures that serve as the main structural body of modern underwater torpedoes. Torpedo housings must withstand extreme hydrostatic pressures at operational depths, high hydrodynamic forces generated during high-speed underwater travel, vibration and shock from propulsion systems, and repeated mechanical stresses during handling, launch, and recovery, all while maintaining precise dimensional tolerances for proper alignment of internal propulsion units, guidance electronics, control surfaces, and warheads. The manufacturing process begins with a thick-walled preform, typically fabricated from high-strength alloy steel, corrosion-resistant stainless steel, titanium alloys, or marine-grade specialty alloys selected for their combination of tensile strength, toughness, fatigue resistance, and resistance to seawater corrosion. The preform is mounted on a hardened precision mandrel and rotated while hardened rollers apply controlled radial and axial pressure along the surface. As the rollers traverse the rotating preform, the metal plastically deforms and elongates along the mandrel profile, gradually reducing wall thickness in a controlled and uniform manner. This seamless flow forming process produces torpedo housings with excellent roundness, concentricity, and dimensional accuracy, which are critical for hydrodynamic efficiency, stable propulsion, and internal component alignment. During forming, the metal grain structure becomes aligned along the longitudinal axis of the housing, improving tensile strength, fatigue resistance, and structural integrity while allowing for a lightweight yet durable construction that can withstand extreme underwater pressures and dynamic operational loads. CNC-controlled flow forming machines regulate spindle rotation, roller feed rate, and forming force with high precision, enabling consistent production of housings with uniform wall thickness and smooth surface finishes along the entire length of the component.
Following flow forming, torpedo housings typically undergo heat treatment or stress-relief processes to eliminate residual stresses and optimize mechanical properties such as hardness, toughness, and resistance to fatigue or crack propagation. Precision machining operations are performed to create functional features including attachment interfaces for propulsion units, guidance electronics compartments, tail fins, payload sections, sealing surfaces, and threaded connections for assembly. Additional surface finishing operations, such as polishing, anti-corrosion coatings, chemical passivation, or specialized marine treatments, are applied to enhance durability, resistance to seawater corrosion, and operational longevity under extreme conditions. Non-destructive testing techniques, including ultrasonic inspection, radiography, and laser-based dimensional verification, are employed to ensure that each torpedo housing is free of internal defects, voids, or cracks and that it meets strict naval engineering standards. The seamless construction eliminates welds or joints that could act as stress concentration points, ensuring improved structural reliability and longer service life compared with housings manufactured using welded or assembled sections.
Flow forming provides multiple advantages over traditional manufacturing techniques such as forging, casting, or extensive machining. The seamless, grain-aligned structure maximizes strength-to-weight ratio, improves resistance to hydrostatic and dynamic loading, and reduces the risk of fatigue or deformation under repeated mechanical stresses. Wall thickness distribution along the housing can be precisely controlled, reinforcing areas subjected to higher loads while minimizing material in less-stressed regions to maintain optimal buoyancy, hydrodynamic efficiency, and weight characteristics. The plastic deformation inherent in flow forming also induces work hardening, increasing overall material strength without adding unnecessary weight, and enhances long-term durability. Material utilization is efficient because metal is redistributed rather than removed, reducing waste and allowing consistent mechanical properties across multiple production batches. This ensures that each torpedo housing performs predictably during launch, underwater travel, and operational deployment.
Modern CNC-controlled flow forming machines used for torpedo housing production are often integrated with automated loading and unloading systems, real-time monitoring of forming forces, roller positions, spindle speed, and dimensional measurements. These features allow for high-volume production of complex torpedo housings while maintaining extremely consistent structural and dimensional quality, reducing human error, and meeting strict naval defense standards. The combination of seamless construction, grain-aligned material, dimensional precision, and optimized wall thickness produces torpedo housings that are lightweight yet structurally robust, capable of withstanding hydrostatic pressure, high-speed maneuvering loads, vibration, thermal variations, and long-term exposure to corrosive environments. Flow-formed housings maintain the structural integrity necessary for safe operation, reliable propulsion performance, and protection of internal guidance and warhead systems throughout the torpedo’s operational life. By integrating seamless construction, precise dimensional control, and high material performance, a Flow Forming Machine for Torpedo Housings enables the production of advanced naval defense components that provide durability, reliability, and operational efficiency under the demanding conditions of modern maritime warfare.
A Flow Forming Machine for Torpedo Housings is a sophisticated manufacturing system specifically designed to produce seamless, high-strength cylindrical or slightly conical structures that serve as the primary pressure-resistant and load-bearing body of modern torpedoes. These housings must endure extreme hydrostatic pressures at operational depths, high hydrodynamic forces during rapid underwater travel, vibrations from propulsion systems, thermal stresses from environmental exposure, and mechanical shocks during handling, transport, and launch, all while maintaining precise dimensional tolerances to ensure proper alignment of internal propulsion systems, guidance electronics, control mechanisms, and warheads. The process begins with a thick-walled metallic preform made from high-strength, corrosion-resistant alloys such as marine-grade stainless steel, titanium alloys, or high-performance nickel-based steels chosen for their combination of tensile strength, ductility, toughness, fatigue resistance, and corrosion resistance in harsh underwater environments. The preform is mounted on a hardened precision mandrel and rotated at controlled speeds while hardened rollers apply progressive radial and axial pressure along the preform surface. As the rollers traverse the rotating workpiece, the metal plastically deforms and elongates along the mandrel profile, gradually reducing wall thickness while maintaining uniformity, concentricity, and precise dimensions. This seamless flow forming process aligns the metal grain structure along the longitudinal axis of the housing, enhancing tensile strength, fatigue resistance, and overall structural integrity while maintaining a lightweight design that supports optimal buoyancy and hydrodynamic efficiency. CNC-controlled flow forming machines precisely regulate spindle rotation, roller feed rate, and forming pressure to ensure repeatable production with uniform wall thickness, smooth surface finishes, and high dimensional accuracy along the full length of the housing.
After the flow forming stage, torpedo housings typically undergo stress-relief heat treatments to eliminate residual stresses and optimize mechanical properties such as hardness, toughness, and resistance to crack propagation. Precision machining operations follow, producing functional features including mounting interfaces for propulsion systems, guidance electronics compartments, tail fin attachments, payload integration sections, sealing surfaces, and threaded connections required for assembly and maintenance. Additional surface finishing processes, including polishing, chemical passivation, and specialized marine anti-corrosion coatings, enhance durability and long-term resistance to seawater exposure. Non-destructive inspection techniques, such as ultrasonic testing, radiography, and laser-based dimensional verification, are employed to confirm structural integrity, ensure absence of internal defects, and guarantee compliance with stringent naval and defense standards. The seamless construction eliminates welds or joints that could act as stress concentration points, resulting in a lightweight yet exceptionally strong housing capable of withstanding repeated mechanical shocks, hydrostatic pressure, and operational stresses during launch, underwater travel, and deployment.
Flow forming technology provides distinct advantages over conventional manufacturing methods such as forging, casting, or heavy machining. By plastically deforming the material rather than removing it, flow forming preserves and aligns the metal’s grain structure, improving strength, fatigue resistance, and dimensional stability. Wall thickness distribution can be precisely controlled along the length of the housing, reinforcing high-stress areas such as the nose, tail, or mid-section, while reducing material in less-stressed areas to optimize weight, buoyancy, and hydrodynamic performance. The work-hardening effect of flow forming further enhances material strength without increasing mass, while efficient material utilization reduces waste and ensures consistent mechanical properties across large production batches. The resulting seamless housing exhibits superior resistance to hydrostatic pressure, dynamic loading, vibration, and cyclic stresses, ensuring reliable operation under demanding underwater conditions.
Modern CNC-controlled flow forming machines for torpedo housings often feature automated loading and unloading systems, real-time monitoring of forming forces, roller positions, spindle speeds, and dimensional parameters, which together enable high-volume production with extremely consistent quality. Automation reduces human error, enhances repeatability, and ensures that each housing meets strict naval defense performance and safety requirements. The combination of seamless construction, grain-aligned material, optimized wall thickness, and high dimensional accuracy produces housings that are lightweight yet structurally robust, capable of withstanding hydrostatic pressure, high-speed maneuvering loads, vibration, thermal variations, and prolonged exposure to corrosive marine environments. Flow-formed torpedo housings maintain the integrity necessary for safe operation, reliable propulsion performance, and protection of internal guidance and payload systems throughout their operational life. By integrating precise control, seamless construction, optimized material properties, and repeatable production processes, a Flow Forming Machine for Torpedo Housings enables the manufacture of advanced naval defense components that deliver strength, durability, hydrodynamic efficiency, and operational reliability required in modern underwater warfare.
Flow Forming Machine for Rocket Launcher Tubes
A Flow Forming Machine for Rocket Launcher Tubes is designed to manufacture seamless, high‑strength cylindrical tubes that serve as the structural launch guide for rockets in military or aerospace systems. Rocket launcher tubes must withstand significant mechanical stresses generated during rocket ignition and launch, including high thermal loads from exhaust gases, vibration, rapid pressure fluctuations, and structural shock as the rocket accelerates out of the tube. At the same time, the launcher tube must maintain precise internal geometry and dimensional stability to ensure accurate rocket alignment and predictable launch trajectory. The manufacturing process begins with a thick‑walled metallic preform typically made from high‑strength alloy steel, heat‑resistant stainless steel, or advanced aerospace alloys selected for their strength, toughness, and resistance to thermal stress and mechanical fatigue. The preform is mounted on a hardened mandrel and rotated while hardened forming rollers apply controlled radial pressure along the outer surface. As the rollers move progressively along the rotating preform, the metal plastically deforms and flows along the mandrel profile, elongating the tube and reducing wall thickness in a precise and controlled manner.
This flow forming process produces a seamless tube with excellent roundness, uniform wall thickness, and high dimensional accuracy, which are critical for ensuring proper rocket guidance during launch. Because the material undergoes controlled plastic deformation, the grain structure becomes aligned along the longitudinal axis of the launcher tube. This alignment significantly improves tensile strength, fatigue resistance, and structural durability while also enhancing the tube’s ability to withstand repeated launch cycles. The work hardening that occurs during the forming process further increases strength without requiring excessive material thickness, helping to maintain an optimal strength‑to‑weight ratio. Maintaining this ratio is important in launcher system design because it affects mobility, structural stability, and system efficiency. CNC‑controlled flow forming machines precisely regulate spindle speed, roller feed rate, and forming pressure, ensuring consistent production quality and tight tolerances along the entire length of the launcher tube.
After the flow forming stage, rocket launcher tubes typically undergo heat treatment processes to relieve residual stresses and optimize metallurgical properties such as hardness, toughness, and resistance to thermal fatigue. Precision machining operations are then performed to create mounting interfaces, attachment points for launcher structures, guidance rail features, and other integration components required for installation in launch systems. Surface finishing treatments such as polishing, thermal protective coatings, or corrosion‑resistant coatings may be applied to improve durability and protect the tube from high‑temperature exhaust gases and environmental exposure. Non‑destructive testing methods including ultrasonic inspection, dimensional verification, and structural integrity analysis are used to ensure that the launcher tube is free from internal defects and meets strict aerospace and defense manufacturing standards.
Flow forming offers significant advantages over traditional manufacturing techniques such as welding, forging, or extensive machining. The seamless construction eliminates welded joints that could act as potential failure points under thermal and mechanical stress. The aligned grain structure enhances resistance to fatigue, thermal cycling, and vibration, ensuring reliable performance even after repeated rocket launches. Additionally, the process allows engineers to optimize wall thickness distribution along the tube length, reinforcing sections exposed to higher thermal or mechanical loads while minimizing weight in lower‑stress areas. This capability contributes to improved structural efficiency and overall launcher system performance.
Modern flow forming machines used for rocket launcher tube production often incorporate advanced CNC control systems, automated loading mechanisms, and real‑time monitoring technologies that track forming forces, roller positions, and dimensional parameters during manufacturing. These monitoring systems help maintain consistent quality and ensure that each launcher tube meets strict design and safety requirements. Automation also improves production efficiency and repeatability while reducing manual handling and the potential for manufacturing errors.
Rocket launcher tubes must remain reliable under demanding operational conditions, including rapid firing sequences, exposure to high temperatures, and mechanical vibration during transport and deployment. Flow‑formed tubes provide exceptional resistance to fatigue, structural deformation, and thermal stress, ensuring long service life and consistent performance. The improved grain structure and seamless construction also enhance resistance to stress corrosion and long‑term material degradation, which is important for equipment that may remain in storage for extended periods before use.
By combining seamless construction, optimized grain alignment, high dimensional precision, and efficient material utilization, a Flow Forming Machine for Rocket Launcher Tubes provides an advanced manufacturing solution for producing durable and structurally reliable launch tubes. The process enables the production of lightweight yet extremely strong tubes capable of maintaining precise rocket alignment and structural stability under demanding launch conditions. As rocket systems continue to evolve with higher performance requirements and greater operational demands, flow forming technology remains an important manufacturing method for producing launcher tubes that deliver reliability, precision, and durability in modern aerospace and defense applications.
A Flow Forming Machine for Rocket Launcher Tubes operates as a high‑precision metal forming system capable of producing seamless tubular structures that guide rockets during launch while maintaining strict dimensional accuracy and structural integrity under demanding operating conditions. Rocket launcher tubes must withstand intense thermal exposure from rocket exhaust gases, rapid pressure fluctuations during ignition, vibration and recoil forces from launch systems, and repeated operational cycles without structural deformation or misalignment. To achieve these requirements, the manufacturing process begins with a thick-walled cylindrical metal preform made from high‑strength alloy steel, heat‑resistant stainless steel, or other aerospace-grade alloys selected for their mechanical strength, toughness, and resistance to high-temperature environments. The preform is securely mounted on a hardened precision mandrel and rotated at controlled speeds while hardened forming rollers apply progressive radial pressure along the outer surface. As the rollers move along the rotating workpiece, the material undergoes controlled plastic deformation and flows along the mandrel profile, elongating the tube while gradually reducing wall thickness in a uniform and controlled manner. This flow forming process produces a seamless launcher tube with excellent roundness, concentricity, and uniform wall thickness, all of which are critical for maintaining precise rocket alignment and ensuring stable launch trajectories.
During the forming process, the metal grain structure becomes aligned along the longitudinal axis of the tube, significantly improving tensile strength, fatigue resistance, and resistance to cyclic mechanical stresses. This grain alignment enhances the tube’s ability to withstand repeated rocket launches and prolonged operational use without developing structural fatigue or cracks. Because the material is plastically deformed rather than machined away, the process also induces work hardening that increases material strength without significantly increasing weight. Maintaining a favorable strength‑to‑weight ratio is particularly important for launcher systems that must remain mobile or be integrated into vehicle-mounted or portable platforms. CNC-controlled flow forming machines regulate spindle rotation, roller feed rate, and forming pressure with high precision, allowing manufacturers to achieve consistent dimensional tolerances along the entire length of the launcher tube while ensuring repeatable production quality across large manufacturing batches.
After the flow forming stage, launcher tubes typically undergo controlled heat treatment processes designed to relieve internal stresses and optimize metallurgical properties such as toughness, hardness, and thermal fatigue resistance. Precision machining operations then produce mounting interfaces, support brackets, locking mechanisms, and other structural features required for integration into launcher assemblies. In many cases, the internal surface of the tube may undergo additional finishing operations such as honing or polishing to ensure smooth rocket travel during launch. Protective surface treatments and coatings are also applied to improve resistance to corrosion, oxidation, and thermal degradation caused by repeated exposure to high-temperature exhaust gases. These coatings may include high-temperature ceramic layers, specialized anti-corrosion finishes, or military-grade protective coatings designed for long-term durability in harsh environments.
Comprehensive quality control procedures are essential throughout the manufacturing process. Non-destructive inspection methods such as ultrasonic testing, radiographic examination, and laser-based dimensional measurement systems are used to verify structural integrity, detect potential internal defects, and ensure that each launcher tube meets strict aerospace and defense standards. The seamless construction created by flow forming eliminates weld seams or mechanical joints that could become points of structural weakness under repeated thermal and mechanical loading. As a result, flow‑formed launcher tubes provide improved reliability, longer service life, and greater resistance to fatigue and structural failure compared with tubes produced through welded or assembled construction methods.
Flow forming also provides significant material and performance advantages over traditional manufacturing methods such as forging or extensive machining. Because the material is redistributed rather than removed, the process ensures efficient use of raw material and reduces manufacturing waste. Engineers can precisely control wall thickness along different sections of the tube, reinforcing areas that experience higher thermal or mechanical stress while minimizing weight in areas that experience lower loads. This design flexibility improves structural efficiency and allows launcher tubes to meet specific operational requirements for different rocket systems. The improved grain structure created during flow forming enhances resistance to vibration, shock, and thermal cycling, which are critical factors in military launcher systems that must remain operational under extreme field conditions.
Modern flow forming machines designed for rocket launcher tube production often incorporate advanced automation features including robotic loading and unloading systems, digital process monitoring, and real-time control of forming forces and dimensional parameters. These technologies enable high-volume production while maintaining extremely consistent product quality. Automated monitoring systems continuously track roller position, forming pressure, spindle speed, and temperature conditions, ensuring stable forming conditions and allowing immediate correction of any deviations during production. This level of control ensures that every launcher tube meets the stringent dimensional and structural requirements necessary for safe and reliable rocket launch operations.
Rocket launcher tubes manufactured through flow forming demonstrate exceptional structural durability, dimensional stability, and resistance to thermal fatigue. The seamless construction and optimized grain structure allow the tubes to maintain their shape and alignment even after repeated launch cycles and exposure to high-temperature exhaust gases. This reliability is essential for both fixed and mobile launcher platforms where consistent launch accuracy and long-term operational readiness are critical. Flow-formed tubes also offer improved resistance to environmental degradation such as corrosion, humidity exposure, and temperature fluctuations, ensuring long-term storage stability and readiness for deployment.
By combining seamless construction, precise dimensional control, optimized grain alignment, and efficient material utilization, a Flow Forming Machine for Rocket Launcher Tubes provides an advanced manufacturing solution for producing highly durable and structurally reliable launcher components. The process enables the production of lightweight yet extremely strong tubes capable of maintaining accurate rocket guidance and structural integrity under demanding operational conditions. As rocket propulsion systems continue to evolve and launch platforms require greater reliability and durability, flow forming technology remains an essential manufacturing method for producing launcher tubes that meet the rigorous performance and safety standards of modern aerospace and defense systems.
A Flow Forming Machine for Rocket Launcher Tubes is a highly specialized metal forming system engineered to produce seamless, high-strength cylindrical tubes that serve as the structural backbone of rocket launching systems in military and aerospace applications. These launcher tubes must endure extreme thermal, mechanical, and dynamic stresses, including high-temperature exposure from rocket exhaust gases, intense pressure fluctuations during ignition, vibration and shock from both launch forces and environmental handling, as well as repeated operational cycles without deforming or losing dimensional accuracy. The manufacturing process begins with a thick-walled cylindrical preform made from high-strength alloy steel, stainless steel, titanium alloys, or other aerospace-grade materials selected for their combination of tensile strength, toughness, fatigue resistance, and thermal stability. The preform is mounted onto a precision-hardened mandrel and rotated at controlled speeds while hardened forming rollers apply progressive radial and axial pressure along the surface. As the rollers traverse the rotating workpiece, the metal plastically deforms and elongates along the mandrel profile, gradually reducing wall thickness in a controlled and uniform manner. This seamless flow forming operation produces a tube with excellent roundness, concentricity, and consistent wall thickness, which is critical for maintaining accurate rocket alignment and predictable launch trajectories. During the forming process, the metal grain structure aligns along the longitudinal axis of the tube, enhancing tensile strength, fatigue resistance, and overall structural durability while maintaining a lightweight construction that supports mobility and operational efficiency. CNC-controlled flow forming machines precisely regulate roller feed rate, spindle rotation, and forming force, enabling highly repeatable production with tight tolerances and uniform surface quality throughout the tube length.
After the flow forming stage, launcher tubes typically undergo heat treatment and stress-relief processes to eliminate residual stresses and optimize mechanical properties such as hardness, toughness, and resistance to thermal fatigue or crack propagation. Precision machining operations are then performed to create mounting interfaces, locking mechanisms, support brackets, guidance rails, and other features required for proper integration with the launcher system. Internal surfaces may be honed or polished to ensure smooth passage of rockets during launch, while protective coatings or specialized high-temperature finishes are applied to enhance resistance to corrosion, oxidation, and wear from repeated exposure to rocket exhaust gases. Non-destructive testing methods, including ultrasonic inspection, radiography, and dimensional verification, ensure that each tube is free from internal defects, voids, or cracks, and meets stringent defense and aerospace quality standards. The seamless nature of flow-formed tubes eliminates welded joints or mechanical seams, which are potential weak points under repeated thermal, mechanical, and vibrational stresses, resulting in lightweight yet highly resilient structures capable of maintaining performance across repeated launch cycles.
Flow forming technology offers substantial advantages compared with traditional manufacturing methods such as forging, casting, or extensive machining. By plastically deforming the material rather than removing it, the process preserves and refines the metal’s grain structure, improving fatigue resistance, structural stability, and strength-to-weight ratio. Engineers can precisely control wall thickness along different sections of the tube, reinforcing high-stress areas exposed to exhaust heat or mechanical loading while minimizing material in lower-stress regions to reduce weight and improve launcher efficiency. The process also maximizes material utilization, reduces manufacturing waste, and ensures uniform mechanical properties along the full length of each tube. The work-hardening effect generated during flow forming further increases structural strength, enhancing durability under repeated thermal and mechanical loading conditions.
Modern CNC-controlled flow forming machines for rocket launcher tube production integrate advanced automation systems, real-time monitoring of roller position, forming pressure, spindle speed, and dimensional parameters, allowing for highly consistent, high-volume production. Automated loading and unloading systems reduce human error and improve repeatability, ensuring that every launcher tube meets strict operational and safety specifications. The resulting tubes exhibit exceptional resistance to thermal fatigue, vibration, mechanical shock, and environmental degradation, maintaining dimensional stability and structural integrity during storage, transport, and repeated launch operations. Flow-formed tubes combine seamless construction, optimized grain alignment, and precise dimensional control to provide lightweight, durable, and reliable launcher components capable of sustaining the demanding operational conditions of modern military and aerospace systems. By integrating precision-controlled forming, heat treatment, surface finishing, and stringent quality assurance, a Flow Forming Machine for Rocket Launcher Tubes enables the production of launcher components that deliver consistent structural performance, long service life, and operational reliability in complex and demanding launch environments, ensuring safe, accurate, and efficient deployment of rockets across a wide range of applications.
Flow Forming Machine for Gun Barrel Liners
A Flow Forming Machine for Gun Barrel Liners is engineered to produce seamless, high‑precision cylindrical liners that serve as the internal structural component of firearm and artillery barrels. Barrel liners must withstand extremely high pressures generated by propellant combustion, intense thermal loads during firing, rapid cyclic stresses from repeated shots, and friction caused by projectile movement through the bore. Maintaining precise dimensional accuracy and structural integrity is critical for ensuring ballistic performance, firing safety, and long service life. The manufacturing process begins with a thick‑walled metallic preform typically made from high‑strength alloy steel selected for its hardness potential, toughness, and resistance to thermal fatigue and wear. The preform is mounted on a hardened precision mandrel and rotated at carefully controlled speeds while hardened forming rollers apply radial pressure along the outer surface. As the rollers progress along the rotating workpiece, the metal plastically deforms and elongates along the mandrel profile, gradually reducing wall thickness and increasing length while maintaining precise roundness and concentricity.
The flow forming process produces a seamless liner with extremely uniform wall thickness and excellent dimensional accuracy, which are essential for achieving consistent bore geometry and maintaining projectile stability during firing. During the forming operation, the grain structure of the steel becomes aligned along the longitudinal axis of the liner, significantly improving tensile strength, fatigue resistance, and resistance to crack propagation. The plastic deformation involved in the process also results in work hardening, increasing the material’s strength without excessive material thickness. CNC-controlled flow forming machines regulate spindle speed, roller feed rate, and forming pressure with high precision, allowing manufacturers to produce liners with consistent mechanical properties and tight tolerances across the entire length of the component.
After flow forming, gun barrel liners undergo a series of heat treatment processes designed to optimize metallurgical characteristics such as hardness, toughness, and resistance to thermal and mechanical fatigue. These treatments may include quenching, tempering, and stress-relief operations that prepare the liner for the extreme operating conditions encountered during firing. Precision machining and finishing operations follow, including deep-hole drilling, honing, and in some cases rifling or preparation for rifling insertion depending on the specific barrel design. The internal surface of the liner must achieve extremely smooth finishes and precise geometry to ensure minimal friction, consistent projectile spin, and reliable ballistic performance.
Surface treatments and protective processes may also be applied to further enhance durability and wear resistance. These treatments can include chrome plating, nitriding, or other advanced surface hardening techniques that improve resistance to erosion and thermal damage caused by repeated firing cycles. Non-destructive testing methods such as ultrasonic inspection, magnetic particle testing, and dimensional verification are used to confirm structural integrity, detect internal defects, and ensure that each liner meets strict military or industrial quality standards.
Flow forming provides significant advantages compared with traditional manufacturing methods such as forging or extensive machining from solid stock. Because the material is plastically deformed rather than removed, the process maintains and enhances the internal grain structure of the metal, resulting in improved strength and fatigue resistance. The seamless construction eliminates welds or joints that could become points of weakness under extreme pressure or thermal cycling. Additionally, the ability to precisely control wall thickness and material distribution allows engineers to optimize the liner’s structural efficiency and overall barrel performance.
Modern flow forming machines used for gun barrel liner production incorporate advanced CNC control systems, automated material handling, and real-time monitoring of forming parameters such as roller pressure, spindle rotation, and dimensional measurements. These systems ensure repeatable manufacturing conditions and allow high-volume production while maintaining strict precision and quality requirements. Automated monitoring also allows immediate detection of deviations in the forming process, improving overall reliability and reducing the risk of defective components.
Gun barrel liners produced using flow forming technology exhibit excellent resistance to thermal fatigue, pressure-induced stress, and wear caused by high-velocity projectiles. The improved grain structure and seamless design provide enhanced durability and longer operational life, particularly in applications involving rapid firing sequences or high-energy ammunition. The liners maintain structural stability and dimensional accuracy even after repeated firing cycles, ensuring consistent ballistic performance and operational safety.
By combining seamless construction, optimized grain alignment, high dimensional precision, and efficient material utilization, a Flow Forming Machine for Gun Barrel Liners provides a highly effective manufacturing solution for producing critical firearm and artillery components. The process enables the creation of liners that are lightweight yet extremely strong, capable of enduring the intense pressures and thermal conditions associated with modern ballistic systems. As firearm and artillery technologies continue to evolve with higher performance requirements, flow forming remains an essential manufacturing technique for producing barrel liners that deliver durability, precision, and long-term operational reliability.
A Flow Forming Machine for Gun Barrel Liners is a highly specialized metal forming system designed to produce seamless, high-strength cylindrical liners that form the critical internal structure of modern firearms, artillery barrels, and precision weapon systems. Gun barrel liners must withstand extremely high internal pressures generated by propellant ignition, intense thermal loads from rapid successive firing, cyclic mechanical stresses from recoil and vibration, and frictional wear from projectile travel, all while maintaining precise bore geometry and dimensional stability for accurate and consistent ballistic performance. The process begins with a thick-walled cylindrical preform made from high-strength alloy steels, maraging steels, or other specialized firearm-grade alloys chosen for their combination of hardness potential, toughness, fatigue resistance, and thermal stability. The preform is mounted on a hardened precision mandrel and rotated at controlled speeds while hardened rollers apply progressive radial and axial pressure. As the rollers move along the rotating workpiece, the material plastically deforms and elongates along the mandrel profile, gradually reducing wall thickness and shaping the liner to precise tolerances. This seamless flow forming operation produces a liner with uniform wall thickness, excellent roundness, concentricity, and smooth surface quality, which are critical for ensuring consistent projectile guidance and minimizing barrel wear.
During the flow forming process, the longitudinal alignment of the metal grain structure enhances tensile strength, fatigue resistance, and the liner’s ability to withstand repeated high-pressure firing cycles without cracking or deforming. Work hardening occurs naturally as the metal plastically deforms, further increasing strength and durability without requiring excessive material thickness. CNC-controlled flow forming machines precisely regulate roller feed rates, spindle speed, and forming pressure to produce liners with consistent mechanical properties and tight tolerances along their entire length, ensuring that each component meets exacting performance standards required for modern weapons systems.
After flow forming, gun barrel liners undergo heat treatment processes designed to relieve residual stresses, optimize hardness, and improve toughness and thermal fatigue resistance. These processes may include quenching, tempering, and stress-relief annealing, depending on the material and design requirements. Precision machining operations follow, including deep-hole drilling, honing, and sometimes rifling or preparation for rifling insertion. The internal surface of the liner must achieve extremely smooth finishes and precise dimensions to ensure minimal friction, consistent projectile spin, and reliable accuracy. Additional surface treatments such as chrome plating, nitriding, or advanced thermal coatings may be applied to improve wear resistance, reduce barrel erosion, and extend service life. Non-destructive inspection methods, including ultrasonic testing, magnetic particle inspection, and laser-based dimensional verification, are employed to ensure structural integrity and verify that each liner is free of internal defects or irregularities that could compromise performance or safety.
Flow forming technology offers substantial advantages over traditional manufacturing techniques such as forging, casting, or machining from solid billets. The process preserves and enhances the internal grain structure of the metal, creating superior strength, fatigue resistance, and dimensional stability while eliminating welds or joints that could act as points of weakness. Engineers can precisely control wall thickness along the liner, reinforcing high-stress areas such as the breech section while reducing material in lower-stress regions, optimizing the strength-to-weight ratio and improving ballistic performance. Material utilization is highly efficient because the process redistributes metal rather than removing it, minimizing waste while ensuring consistent properties throughout the component. The resulting liners exhibit superior resistance to thermal cycling, high-pressure stress, and wear caused by high-velocity projectiles, maintaining structural integrity and dimensional accuracy even under rapid or repeated firing conditions.
Modern CNC-controlled flow forming machines for gun barrel liners incorporate advanced automation and monitoring systems, including automated loading and unloading, real-time measurement of roller position, forming forces, spindle speed, and wall thickness. These systems ensure repeatable precision, high-volume production capability, and immediate detection of any deviations during the forming process. Automation improves efficiency and reduces the risk of defective parts, enabling manufacturers to meet stringent military, law enforcement, and sporting firearm standards consistently. Flow-formed liners maintain exceptional structural durability, thermal resistance, and wear resistance over their service life, ensuring that barrels can deliver reliable, accurate, and safe performance in all operational conditions.
By integrating seamless construction, grain-aligned material properties, precise dimensional control, and optimized wall thickness, a Flow Forming Machine for Gun Barrel Liners enables the production of components that are both lightweight and structurally robust, capable of withstanding extreme pressure, thermal, and mechanical stresses. The process ensures reliable barrel performance, consistent accuracy, long operational life, and reduced maintenance requirements. As firearms, artillery, and precision weapons systems continue to evolve with higher performance and durability requirements, flow forming technology remains a critical manufacturing solution for producing gun barrel liners that meet rigorous standards for strength, precision, and operational reliability.
Flow Forming Machine for Military Fuel Tank Cylinders
A Flow Forming Machine for Military Fuel Tank Cylinders is a precision-engineered metal forming system designed to produce seamless, high-strength cylindrical structures that serve as the primary containment vessels for fuel in military vehicles, aircraft, and naval vessels. These fuel tank cylinders must withstand internal pressures from stored fuels, thermal expansion and contraction, vibration and mechanical shocks from vehicle or aircraft operation, and external impacts, all while maintaining precise dimensional accuracy and structural integrity to prevent leaks and ensure safe operation under combat or extreme environmental conditions. The manufacturing process begins with a thick-walled metallic preform, typically made from high-strength alloy steels, aluminum alloys, or corrosion-resistant stainless steel selected for their combination of tensile strength, toughness, ductility, and chemical resistance to fuel types used in military applications. The preform is mounted onto a hardened precision mandrel and rotated while hardened rollers apply controlled radial and axial pressure along the surface. As the rollers traverse the rotating preform, the metal plastically deforms and elongates along the mandrel profile, gradually reducing wall thickness and creating a uniform, seamless cylinder with excellent roundness, concentricity, and dimensional precision.
During the flow forming operation, the metal’s grain structure aligns along the longitudinal axis of the cylinder, enhancing tensile strength, fatigue resistance, and structural durability while allowing the cylinder to resist internal pressures, vibration, and repeated operational stresses. The plastic deformation inherent in flow forming induces work hardening, increasing overall material strength without adding unnecessary weight, which is essential for military fuel tanks where weight optimization affects vehicle performance, mobility, and fuel efficiency. CNC-controlled flow forming machines regulate spindle speed, roller feed rate, and forming pressure with high precision to ensure repeatable production of cylinders with uniform wall thickness and surface quality, maintaining the strict tolerances required for fuel sealing interfaces, mounting brackets, and integration with vehicle or aircraft fuel systems.
After flow forming, military fuel tank cylinders typically undergo heat treatment or stress-relief operations to eliminate residual stresses, optimize hardness, and improve ductility and resistance to fatigue or crack propagation. Precision machining follows to produce attachment points, mounting flanges, threaded ports, and interfaces for fuel lines, sensors, and valves. Surface finishing processes may include polishing, protective coatings, anodizing for aluminum alloys, or chemical treatments to enhance corrosion resistance and improve durability under long-term storage and operational exposure. Non-destructive testing techniques, such as ultrasonic inspection, radiography, and dimensional verification, ensure that each cylinder is free of internal defects, cracks, or voids and that it meets strict military standards for safety, pressure containment, and operational reliability.
Flow forming offers significant advantages over traditional manufacturing methods such as welding, deep drawing, or casting. By plastically deforming the material rather than removing it, the process produces a seamless cylinder with superior strength, uniform material properties, and excellent fatigue resistance. Engineers can precisely control wall thickness along the length of the cylinder, reinforcing high-stress areas such as connection points or mounting interfaces while minimizing weight in less-critical sections. Seamless construction eliminates welds or joints that could become failure points under internal pressure or impact, while the aligned grain structure provides enhanced resistance to cyclic loading and mechanical shocks. Material utilization is highly efficient, reducing waste and producing fuel tanks that are both lightweight and robust.
Modern CNC-controlled flow forming machines for military fuel tank cylinders often incorporate automated loading and unloading systems, real-time monitoring of forming forces, roller positions, spindle speeds, and dimensional parameters. These integrated control systems allow for high-volume production with consistent quality, tight tolerances, and reduced risk of human error. Flow-formed cylinders exhibit exceptional resistance to pressure fluctuations, vibration, impact, thermal cycling, and corrosion, ensuring long-term operational reliability in extreme conditions. By combining seamless construction, optimized grain alignment, precise dimensional control, and material efficiency, a Flow Forming Machine for Military Fuel Tank Cylinders enables the production of durable, lightweight, and safe fuel containment systems capable of maintaining structural integrity, operational safety, and performance in the demanding environments encountered by military vehicles, aircraft, and naval platforms.
A Flow Forming Machine for Military Fuel Tank Cylinders is a highly specialized manufacturing system engineered to produce seamless, high-strength cylindrical tanks that serve as the primary fuel containment vessels for military vehicles, aircraft, helicopters, naval vessels, and tactical fuel systems. These fuel tank cylinders must withstand internal pressures from liquid fuel, thermal expansion and contraction caused by temperature fluctuations, mechanical vibrations and shocks from movement or launch, and occasional external impacts, all while maintaining precise dimensional accuracy, structural integrity, and leak-free performance under extreme operational conditions. The manufacturing process begins with a thick-walled cylindrical metal preform, often made from high-strength alloy steels, aluminum alloys, or corrosion-resistant stainless steel chosen for their tensile strength, toughness, ductility, and chemical resistance to various fuels including kerosene, diesel, or aviation-grade fuels. The preform is mounted on a hardened precision mandrel and rotated at carefully controlled speeds while hardened forming rollers apply progressive radial and axial pressure along the surface. As the rollers traverse the rotating workpiece, the metal plastically deforms and elongates along the mandrel, gradually reducing wall thickness and producing a seamless cylinder with uniform wall thickness, excellent roundness, concentricity, and precise dimensional control. This seamless construction is critical for ensuring structural stability, proper integration with mounting brackets, fuel lines, and valves, and maintaining operational safety under pressure and thermal variations.
During the flow forming process, the longitudinal alignment of the metal grain structure significantly improves tensile strength, fatigue resistance, and structural durability, allowing the cylinder to resist cyclic stresses, vibration, and mechanical shocks experienced during tactical operations. The plastic deformation also induces work hardening in the metal, increasing its strength without unnecessary added mass, which is vital for military applications where weight affects vehicle performance, mobility, and fuel efficiency. CNC-controlled flow forming machines precisely regulate spindle rotation, roller feed rate, and forming pressure, ensuring repeatable production of cylinders with consistent mechanical properties, smooth surfaces, and tight dimensional tolerances essential for sealing interfaces, mounting points, and assembly integration.
After the flow forming operation, military fuel tank cylinders typically undergo heat treatment or stress-relief operations to eliminate residual stresses, optimize hardness, toughness, and resistance to fatigue, and improve ductility for safe operational use. Precision machining follows to produce attachment flanges, threaded ports, sensor and valve interfaces, mounting brackets, and other functional features required for integration into vehicle, aircraft, or naval fuel systems. Surface finishing processes, such as polishing, anodizing for aluminum alloys, application of corrosion-resistant coatings, or chemical passivation treatments, enhance resistance to environmental degradation, extend service life, and maintain leak-free operation under thermal cycling, vibration, and exposure to fuel and humidity. Non-destructive testing methods such as ultrasonic inspection, radiographic examination, and laser-based dimensional verification are used to ensure structural integrity, detect internal defects, and guarantee that each cylinder meets strict military safety and quality standards.
Flow forming technology provides significant advantages compared with traditional manufacturing methods such as welding, forging, casting, or deep drawing. The seamless, grain-aligned construction produces superior tensile strength, uniform mechanical properties, and excellent fatigue resistance, while eliminating welds or joints that could be potential failure points under pressure or impact. Engineers can precisely control wall thickness along the cylinder, reinforcing high-stress areas such as connection points, mounting interfaces, or nozzle sections while minimizing weight in low-stress regions, which optimizes structural efficiency, buoyancy, and vehicle performance. Material is redistributed rather than removed, reducing waste and ensuring consistent quality across production batches. The work-hardening effect inherent to flow forming further strengthens the cylinder, enhancing resistance to cyclic loading, vibration, and pressure fluctuations experienced during military operations.
Modern CNC-controlled flow forming machines for military fuel tank cylinders often incorporate automated loading and unloading systems, real-time monitoring of roller positions, spindle speeds, forming pressures, and dimensional measurements to maintain repeatable production quality. These systems reduce human error, improve efficiency, and allow high-volume manufacturing while ensuring tight tolerances, uniform wall thickness, and consistent material properties. The resulting flow-formed fuel tank cylinders exhibit exceptional resistance to internal pressure, vibration, mechanical shock, thermal cycling, and corrosion, maintaining dimensional stability and structural integrity throughout their service life. By combining seamless construction, optimized grain alignment, precise dimensional control, work-hardened strength, and efficient material utilization, a Flow Forming Machine for Military Fuel Tank Cylinders produces durable, lightweight, and reliable fuel containment systems capable of safe operation in the demanding environments of modern military vehicles, aircraft, and naval platforms, ensuring operational readiness, performance, and long-term service life under extreme conditions.
Flow Forming Machine for Defense Pressure Vessels
A Flow Forming Machine for Defense Pressure Vessels is a highly specialized manufacturing system designed to produce seamless, high-strength cylindrical or slightly tapered vessels used for storing and transporting pressurized gases or liquids in military and defense applications. Defense pressure vessels must endure extreme internal pressures, rapid pressure fluctuations, mechanical shocks, vibration, thermal cycling, and potential impact loads, all while maintaining precise dimensional tolerances, structural integrity, and leak-free performance under harsh operational conditions. The process begins with a thick-walled metallic preform, typically fabricated from high-strength alloy steels, corrosion-resistant stainless steels, or advanced titanium or nickel-based alloys chosen for their combination of tensile strength, toughness, fatigue resistance, and corrosion resistance. The preform is mounted on a hardened precision mandrel and rotated while hardened rollers apply controlled radial and axial pressure along the surface. As the rollers traverse the rotating workpiece, the metal plastically deforms and elongates along the mandrel profile, gradually reducing wall thickness and forming a seamless vessel with uniform wall thickness, excellent roundness, concentricity, and high dimensional precision.
During the flow forming process, the metal grain structure aligns along the longitudinal axis of the pressure vessel, enhancing tensile strength, fatigue resistance, and the ability to withstand repeated pressure cycles, vibration, and mechanical stresses without cracking or deformation. The plastic deformation also induces work hardening, increasing material strength without adding excessive weight, which is critical in defense applications where mobility, payload efficiency, and operational reliability are essential. CNC-controlled flow forming machines precisely regulate spindle speed, roller feed rate, and forming pressure, ensuring consistent production of vessels with uniform wall thickness, smooth surface finishes, and tight dimensional tolerances required for secure sealing, mounting, and integration with other defense systems.
After flow forming, defense pressure vessels typically undergo heat treatment or stress-relief processes to optimize mechanical properties, reduce residual stresses, and improve toughness, hardness, and resistance to fatigue or crack propagation. Precision machining operations follow, creating attachment points, threaded interfaces, mounting flanges, and access ports for valves, sensors, and control systems. Surface finishing treatments such as polishing, passivation, anodizing, or specialized corrosion-resistant coatings are applied to enhance durability and ensure operational safety under exposure to high-pressure gases, temperature extremes, and environmental conditions. Non-destructive testing methods including ultrasonic inspection, radiography, and dimensional verification are employed to ensure the vessels are free from internal defects, cracks, or voids and comply with stringent defense quality standards.
Flow forming technology provides significant advantages over traditional manufacturing methods such as forging, casting, or welded construction. The seamless construction and longitudinal grain alignment enhance strength, fatigue resistance, and pressure-holding capacity, while eliminating welds or joints that could act as failure points under extreme loads. Engineers can precisely control wall thickness along the vessel, reinforcing high-stress areas such as end caps, nozzles, or mounting regions while reducing material in less-critical sections to optimize weight and efficiency. The process also maximizes material utilization, reduces waste, and produces vessels that are lightweight yet highly durable. The improved grain structure and work-hardened material provide superior resistance to cyclic pressure loads, vibration, impact, and corrosion, ensuring long-term reliability and safety in defense operations.
Modern CNC-controlled flow forming machines for defense pressure vessels often incorporate automated loading and unloading systems, real-time monitoring of forming forces, roller positions, spindle speed, and dimensional parameters to maintain high-quality, repeatable production. These integrated control systems ensure that every pressure vessel meets stringent military specifications and operational safety standards while reducing human error and production variability. Flow-formed defense pressure vessels demonstrate exceptional structural integrity, dimensional stability, and resistance to internal pressure, vibration, impact, and thermal cycling, providing safe, reliable containment for critical gases, liquids, and energy storage systems. By combining seamless construction, optimized grain alignment, precise dimensional control, and efficient material utilization, a Flow Forming Machine for Defense Pressure Vessels enables the production of robust, lightweight, and highly reliable vessels capable of performing under extreme conditions, meeting the demanding requirements of modern military and defense applications.
A Flow Forming Machine for Defense Pressure Vessels is a precision-engineered metal forming system designed to manufacture seamless, high-strength cylindrical or slightly tapered vessels that serve as critical containment units for pressurized gases, liquids, or energy storage in military and defense applications. These vessels must withstand extreme internal pressures, rapid pressure fluctuations, mechanical shocks, vibrations, thermal cycling, and occasional impact loads while maintaining tight dimensional tolerances, structural integrity, and leak-free performance in harsh operational environments. The process begins with a thick-walled metallic preform, usually fabricated from high-strength alloy steels, corrosion-resistant stainless steels, titanium alloys, or nickel-based specialty alloys selected for their combination of tensile strength, toughness, fatigue resistance, and chemical and environmental durability. The preform is mounted on a hardened precision mandrel and rotated while hardened forming rollers apply carefully controlled radial and axial pressure along the surface. As the rollers traverse the rotating preform, the metal plastically deforms and flows along the mandrel profile, gradually elongating the material and reducing wall thickness in a uniform and controlled manner to produce a seamless vessel with excellent roundness, concentricity, smooth surface finish, and precise dimensional control, which are critical for maintaining sealing integrity and structural reliability under pressure.
During the flow forming operation, the metal grain structure becomes aligned along the longitudinal axis of the vessel, enhancing tensile strength, fatigue resistance, and the vessel’s ability to endure repeated pressurization cycles, vibration, and external mechanical loads without cracking or deformation. The plastic deformation also induces work hardening, increasing material strength without adding excessive mass, which is vital for defense applications where weight optimization affects mobility, vehicle integration, and operational efficiency. CNC-controlled flow forming machines regulate spindle rotation, roller feed rate, and forming force with high precision to ensure repeatable production of vessels with consistent wall thickness, material properties, and dimensional tolerances. The seamless construction eliminates welds or joints that could act as stress concentration points, enhancing the vessel’s ability to withstand extreme internal and external loads.
After the flow forming process, defense pressure vessels typically undergo heat treatment and stress-relief operations to optimize mechanical properties such as hardness, toughness, ductility, and resistance to fatigue or crack propagation. Precision machining operations follow, producing attachment points, mounting flanges, threaded ports, and interfaces for valves, sensors, control systems, or integration with other defense equipment. Surface finishing treatments such as polishing, anodizing, chemical passivation, or specialized corrosion-resistant coatings improve durability, resistance to environmental degradation, and long-term operational reliability under exposure to temperature extremes, humidity, or corrosive substances. Non-destructive testing methods, including ultrasonic inspection, radiographic examination, and laser-based dimensional verification, ensure structural integrity, detect potential internal defects, and confirm that each vessel meets strict military quality, safety, and operational standards.
Flow forming technology offers significant advantages over conventional manufacturing techniques such as forging, casting, or welded construction. By plastically deforming the material rather than removing it, the process produces a seamless vessel with superior strength, fatigue resistance, and uniform material properties along its length. Engineers can precisely control wall thickness, reinforcing high-stress regions such as end caps, nozzle sections, or mounting interfaces while minimizing material in lower-stress areas to reduce weight and optimize performance. The process also maximizes material utilization, reduces manufacturing waste, and ensures consistent mechanical properties across production batches. The combination of seamless construction, longitudinal grain alignment, and work-hardened metal provides exceptional resistance to cyclic pressure loads, mechanical vibration, shock, and corrosion, ensuring that defense pressure vessels remain reliable, structurally sound, and safe throughout their operational lifetime.
Modern CNC-controlled flow forming machines for defense pressure vessels often incorporate advanced automation, including robotic loading and unloading systems, real-time monitoring of roller positions, spindle speed, forming pressures, and dimensional parameters, which together enable high-volume production with consistent quality and repeatable performance. Automated monitoring systems reduce human error, maintain tight tolerances, and ensure that every vessel produced meets stringent military specifications and operational safety requirements. Flow-formed defense pressure vessels demonstrate outstanding structural integrity, dimensional stability, and resistance to internal pressure, mechanical impact, vibration, and thermal cycling, providing a safe and reliable containment solution for high-pressure gases, liquids, and energy systems in critical military and defense applications. By combining seamless construction, optimized grain alignment, precise dimensional control, work-hardened strength, and efficient material utilization, a Flow Forming Machine for Defense Pressure Vessels produces robust, lightweight, and highly reliable components capable of performing under extreme conditions, supporting operational readiness, long service life, and mission-critical performance in modern defense environments.
Flow Forming Machine for Missile Warhead Casings
A Flow Forming Machine for Missile Warhead Casings is a highly specialized manufacturing system designed to produce seamless, high-strength cylindrical or slightly conical casings that serve as the structural containment for missile warheads, providing both mechanical protection and precise integration with guidance, propulsion, and detonation systems. Missile warhead casings must endure extreme operational stresses, including high acceleration during launch, vibration and shock during flight, aerodynamic forces, thermal fluctuations from high-speed atmospheric travel, and mechanical stresses during handling, transport, and storage. The manufacturing process begins with a thick-walled metallic preform, typically fabricated from high-strength alloy steels, titanium alloys, or advanced aerospace-grade aluminum or nickel-based alloys selected for their tensile strength, toughness, fatigue resistance, corrosion resistance, and ability to withstand thermal and mechanical shock. The preform is mounted on a hardened precision mandrel and rotated while hardened rollers apply controlled radial and axial pressure along the outer surface. As the rollers move progressively along the rotating workpiece, the metal plastically deforms and elongates along the mandrel profile, gradually reducing wall thickness and producing a seamless casing with uniform wall thickness, precise concentricity, excellent roundness, and high dimensional accuracy critical for proper warhead assembly and performance.
During the flow forming process, the metal grain structure aligns along the longitudinal axis of the casing, significantly improving tensile strength, fatigue resistance, and the ability to withstand repeated mechanical loading and shock without cracking or deformation. Work hardening occurs naturally during plastic deformation, further increasing the strength-to-weight ratio, which is essential for missile systems that require minimal mass for optimal flight dynamics while maintaining structural integrity. CNC-controlled flow forming machines regulate spindle speed, roller feed rate, and forming pressure with high precision, ensuring consistent mechanical properties, uniform wall thickness, and tight dimensional tolerances along the entire casing length. Seamless construction eliminates welds or joints that could act as stress concentrators, providing maximum structural reliability under extreme operational conditions.
After flow forming, missile warhead casings typically undergo heat treatment or stress-relief operations to optimize hardness, toughness, and fatigue resistance, while relieving residual stresses induced during plastic deformation. Precision machining is then performed to produce attachment points for guidance electronics, explosive payloads, fuzing mechanisms, and interface surfaces for missile integration. The internal and external surfaces may receive finishing treatments such as polishing, chemical passivation, or protective coatings to enhance corrosion resistance, reduce surface defects, and ensure long-term stability under environmental exposure. Non-destructive testing methods, including ultrasonic inspection, radiography, and laser-based dimensional measurement, are used to verify structural integrity, detect internal defects, and ensure each casing meets stringent defense and aerospace quality standards for operational safety, reliability, and durability.
Flow forming provides significant advantages over traditional manufacturing methods such as forging, casting, or welded assembly. By plastically deforming the metal rather than removing it, the process maintains and aligns the grain structure, enhancing strength, fatigue resistance, and dimensional stability. Engineers can precisely control wall thickness distribution, reinforcing high-stress areas such as nose and tail sections while minimizing material in low-stress regions to reduce weight and improve missile performance. The seamless, grain-aligned construction provides superior resistance to mechanical shock, vibration, thermal cycling, and fatigue, ensuring warhead integrity throughout transport, launch, and flight. Material utilization is highly efficient, producing high-quality components with minimal waste while maintaining uniform mechanical properties across production batches.
Modern CNC-controlled flow forming machines for missile warhead casings often feature automated loading and unloading systems, real-time monitoring of roller positions, forming pressures, spindle speeds, and dimensional parameters, ensuring consistent production quality, repeatability, and compliance with strict defense standards. Automation reduces human error and increases efficiency while allowing high-volume manufacturing of precision components. Flow-formed missile warhead casings exhibit exceptional structural integrity, dimensional stability, and resistance to thermal, mechanical, and vibrational stresses, providing a lightweight yet extremely robust solution for safely containing explosive payloads and supporting the operational reliability of advanced missile systems. By integrating seamless construction, optimized grain alignment, precise dimensional control, work-hardened strength, and efficient material use, a Flow Forming Machine for Missile Warhead Casings produces high-performance, durable, and reliable casings capable of withstanding the most demanding conditions encountered in modern defense and aerospace applications, ensuring mission readiness and safe operation throughout the system’s life cycle.
A Flow Forming Machine for Missile Warhead Casings operates as a precision metal forming system capable of producing seamless, structurally optimized casings designed to endure the complex mechanical and environmental stresses encountered in modern missile systems. In this manufacturing method, a cylindrical or near-cylindrical metal preform is mounted onto a hardened rotating mandrel that replicates the internal geometry of the final casing. As the spindle rotates at controlled speeds, multiple hardened rollers progressively press against the outer surface of the workpiece, applying carefully regulated radial and axial forces. The metal undergoes controlled plastic deformation and gradually flows along the mandrel surface, extending in length while reducing wall thickness in a precisely controlled manner. Through this process, the casing develops a uniform wall structure with excellent concentricity, surface finish, and dimensional accuracy. The ability to maintain extremely tight tolerances is essential because missile warhead casings must align precisely with internal components such as fuzing mechanisms, structural bulkheads, guidance electronics housings, and payload assemblies.
During deformation, the metal’s internal grain structure elongates and aligns along the axis of the casing, creating a directional grain pattern that significantly improves tensile strength, fatigue resistance, and resistance to crack propagation. This metallurgical transformation is one of the main advantages of flow forming compared with conventional machining or welded fabrication. Instead of cutting material away, the metal is redistributed while maintaining structural continuity, resulting in a seamless casing that contains no weld seams or joints that could act as structural weaknesses. The process also introduces beneficial work hardening, which increases the strength of the material while preserving ductility. For missile warhead applications where weight efficiency is critical, this combination of higher strength and reduced wall thickness allows engineers to achieve optimal structural performance without adding unnecessary mass. Materials commonly used for these casings include high-strength alloy steels, maraging steels, titanium alloys, and advanced aerospace aluminum alloys, all selected for their ability to maintain structural integrity under acceleration loads, aerodynamic heating, and vibration.
After the flow forming stage is completed, the casing normally undergoes heat treatment procedures such as quenching, tempering, or stress relief to stabilize the microstructure and remove internal stresses generated during forming. Heat treatment ensures the material reaches the required balance of hardness, toughness, and fatigue resistance needed for long-term operational reliability. Subsequent precision machining processes refine critical features such as internal threads, mounting flanges, sensor interfaces, or attachment points required for integration into the complete missile assembly. Surface finishing operations may include polishing, shot peening, chemical passivation, or application of specialized protective coatings designed to improve corrosion resistance, surface hardness, and environmental durability. These treatments help protect the casing from moisture, salt exposure, temperature variations, and other environmental factors that may occur during storage, transport, or deployment.
Strict quality control procedures are implemented throughout the manufacturing cycle to ensure every casing meets demanding aerospace and defense specifications. Non-destructive testing techniques such as ultrasonic inspection, radiographic imaging, magnetic particle inspection, and dimensional laser scanning are commonly used to detect internal imperfections, micro-cracks, or wall thickness variations. Hydrostatic pressure testing and mechanical integrity checks may also be performed depending on the design requirements. Because missile components operate under extreme conditions involving high acceleration forces, rapid vibration, and intense thermal loads, even small structural inconsistencies could affect system reliability. Flow forming technology helps minimize these risks by producing highly consistent material properties and structural uniformity across the entire casing.
Modern flow forming machines designed for missile warhead casings often incorporate advanced CNC control systems that precisely coordinate spindle speed, roller pressure, axial feed rate, and forming path geometry. Sensors and real-time monitoring systems track forming forces, temperature variations, and dimensional accuracy throughout the forming cycle. Automated loading and unloading systems can also be integrated to increase production efficiency while maintaining strict repeatability. By combining automation with precision forming technology, manufacturers are able to produce high-performance casings that meet rigorous defense standards while maintaining efficient production throughput. The resulting flow-formed missile warhead casings exhibit superior strength-to-weight ratios, improved fatigue resistance, and excellent dimensional stability, enabling them to perform reliably under the demanding mechanical and environmental conditions associated with modern aerospace and defense operations.
EMS Metalworking Machines
We design, manufacture and assembly metalworking machinery such as:
- Hydraulic transfer press
- Glass mosaic press
- Hydraulic deep drawing press
- Casting press
- Hydraulic cold forming press
- Hydroforming press
- Composite press
- Silicone rubber moulding press
- Brake pad press
- Melamine press
- SMC & BMC Press
- Labrotaroy press
- Edge cutting trimming machine
- Edge curling machine
- Trimming beading machine
- Trimming joggling machine
- Cookware production line
- Pipe bending machine
- Profile bending machine
- Bandsaw for metal
- Cylindrical welding machine
- Horizontal pres and cookware
- Kitchenware, hotelware
- Bakeware and cuttlery production machinery
as a complete line as well as an individual machine such as:
- Edge cutting trimming beading machines
- Polishing and grinding machines for pot and pans
- Hydraulic drawing presses
- Circle blanking machines
- Riveting machine
- Hole punching machines
- Press feeding machine
You can check our machinery at work at: EMS Metalworking Machinery – YouTube
Applications:
- Beading and ribbing
- Flanging
- Trimming
- Curling
- Lock-seaming
- Ribbing
- Flange-punching