Deep Drawing Process in Sheet Metal: The deep drawing process is a critical metal forming technique used across various industries, from automotive to aerospace, for producing high-quality, precision metal parts. A central element in the success of the deep drawing process is the hydraulic press, a versatile and highly controlled machine that allows manufacturers to achieve the desired shapes with precision, repeatability, and efficiency. Hydraulic presses offer superior control over pressure, speed, and force, which are crucial for the deep drawing process to be defect-free and efficient.
Introduction to Deep Drawing and Hydraulic Presses
Deep drawing is a metal forming process that transforms flat sheet metal into hollow, cylindrical, or box-shaped components by drawing the metal into a die cavity. The process relies on the application of mechanical force, which stretches and compresses the material into a final shape. Deep drawing is essential in industries like automotive, aerospace, consumer goods, and packaging, where complex, hollow shapes are needed.
This process is highly versatile, allowing for the production of intricate geometries and seamless parts with uniform wall thickness. Products such as automotive body panels, fuel tanks, kitchen sinks, and beverage cans are all examples of components created through deep drawing.
1.2 Importance of Hydraulic Presses in Metal Forming
Hydraulic presses are crucial in metal forming due to their ability to deliver high precision, force control, and flexibility. Unlike mechanical presses that rely on rotational motion to generate force, hydraulic presses use fluid pressure to deliver controlled, uniform force over longer strokes, making them ideal for processes like deep drawing, which require gradual and controlled material deformation.
Hydraulic presses offer several advantages:
- Force and Speed Control: The ability to control both the force and speed during the press cycle allows for superior material flow control and minimizes defects such as wrinkling or tearing.
- Flexibility: Hydraulic presses can handle a wide range of materials, including aluminum, steel, titanium, and nickel alloys, with precise adjustments for material thickness and forming depth.
- High Force Output: Hydraulic presses can generate high force output with smaller machines, making them suitable for deep drawing complex parts.
1.3 Deep Drawing with Hydraulic Presses
In deep drawing, hydraulic presses play a pivotal role in shaping materials with high precision. The deep drawing process requires careful control of both the punch force and blank holder force to ensure smooth material flow into the die cavity without causing defects like wrinkling, thinning, or tearing.
Hydraulic presses excel in this role due to their:
- Constant Force Application: Hydraulic presses can apply consistent force throughout the entire stroke, which is essential for achieving uniform material thickness and precise shapes.
- Controlled Material Flow: The gradual application of force in hydraulic presses ensures that the material is drawn smoothly into the die without sudden changes in deformation, reducing the risk of defects.
The superior control and flexibility offered by hydraulic presses make them the preferred choice for deep drawing applications, particularly when forming complex geometries or working with materials that are prone to springback or galling.
Fundamentals of Hydraulic Presses

2.1 Working Principles of Hydraulic Presses
Hydraulic presses operate on Pascal’s principle, which states that pressure applied to a confined fluid is transmitted equally in all directions. A hydraulic press consists of a hydraulic cylinder containing fluid (usually oil), a piston, and a ram. The press applies pressure to the fluid using a pump or compressor, which generates the force needed to move the piston. This force is transferred through the ram to the material being shaped.
The press’s force output is determined by the size of the hydraulic piston and the pressure of the fluid. Hydraulic presses can generate immense forces with relatively small power input, which makes them suitable for heavy-duty metal forming processes like deep drawing.
Key steps in hydraulic press operation:
- Fluid Compression: Hydraulic fluid is pressurized by a pump.
- Force Transmission: The pressurized fluid moves the piston, which exerts force on the ram.
- Deformation: The ram pushes against the workpiece, deforming it into the shape of the die.
2.2 Components of a Hydraulic Press
The main components of a hydraulic press used in deep drawing include:
- Hydraulic Cylinder: The cylinder houses the hydraulic fluid and piston. When pressurized, the fluid moves the piston, generating force.
- Piston and Ram: The piston is attached to the ram, which transfers the force to the punch or die. The ram pushes the workpiece into the die cavity to form the part.
- Press Frame: The frame supports the entire structure, including the hydraulic cylinder, ram, and die set. Hydraulic presses come in various frame designs, such as C-frame, H-frame, or four-column presses, depending on the application.
- Pump and Motor: These components pressurize the hydraulic fluid, generating the necessary force to move the piston. Hydraulic presses use either manual pumps (for smaller operations) or electric motors (for industrial presses).
- Control Systems: Modern hydraulic presses are equipped with control systems that allow operators to adjust parameters such as punch speed, force, and stroke length.
2.3 Types of Hydraulic Presses Used in Deep Drawing
Hydraulic presses come in various types, each offering unique advantages depending on the complexity of the part, material, and production requirements. The most common types used in deep drawing are:
- Single-Action Hydraulic Presses: These presses apply force from a single cylinder, making them ideal for shallow drawing operations. They are commonly used for parts with simple geometries.
- Double-Action Hydraulic Presses: These presses have two cylinders: one for the punch and one for the blank holder. This configuration provides superior control over both punch force and blank holder force, allowing for deeper drawing operations and more complex geometries.
- Triple-Action Hydraulic Presses: In addition to the punch and blank holder cylinders, triple-action presses feature a third cylinder that controls ejection or additional material holding. These presses are ideal for highly complex, deep-drawn parts that require multiple stages of material handling.
2.4 Comparison Between Hydraulic Presses and Mechanical Presses
While mechanical presses are often used in metal forming processes such as stamping and bending, hydraulic presses offer significant advantages for deep drawing due to their superior force control and flexibility. Key differences include:
- Force Application: Hydraulic presses can apply constant force throughout the stroke, while mechanical presses deliver peak force at the bottom of the stroke. This makes hydraulic presses more suitable for deep drawing, where precise force control is needed at different stages of deformation.
- Speed: Mechanical presses operate at higher speeds, making them ideal for high-volume production of shallow parts. Hydraulic presses operate more slowly, but their precision makes them ideal for deep drawing complex parts or parts that require large forming depths.
- Stroke Length: Hydraulic presses offer variable stroke lengths, allowing them to accommodate parts with different forming depths. Mechanical presses have a fixed stroke length, limiting their ability to handle deep drawing operations.
- Flexibility: Hydraulic presses can easily be adjusted to accommodate different materials, part sizes, and geometries, while mechanical presses are optimized for specific production runs. This makes hydraulic presses more versatile for a wide range of deep drawing applications.
The Deep Drawing Process with Hydraulic Presses
3.1 Material Flow and Plastic Deformation in Deep Drawing
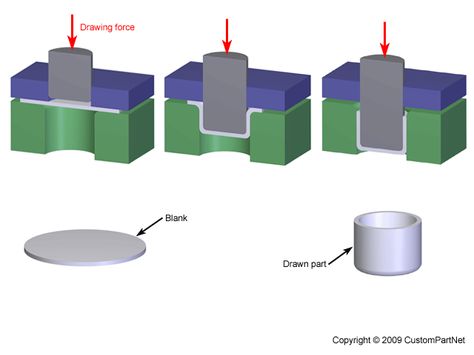
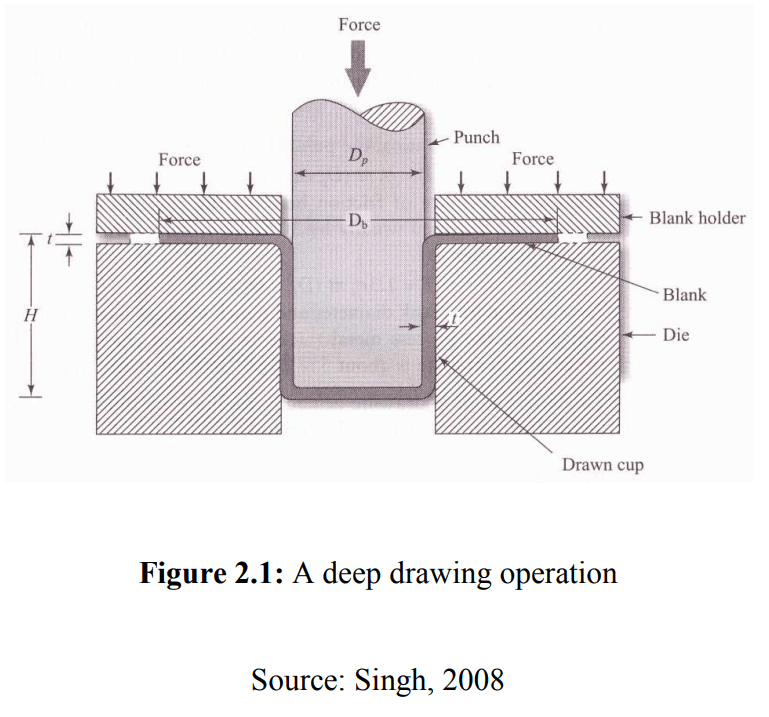
In the deep drawing process, a flat sheet metal blank is placed over a die cavity, and a punch is used to press the blank into the die. The material undergoes plastic deformation, meaning it is permanently reshaped without cracking. As the punch moves downward, the material flows radially inward toward the center of the blank and is pulled into the die cavity, forming a hollow shape.
Hydraulic presses play a critical role in controlling the material flow during deep drawing. The gradual and controlled application of force prevents defects such as wrinkling, tearing, and excessive thinning, which can occur when the material is overstressed or deformed too quickly.
3.2 Stages of the Deep Drawing Process in Hydraulic Presses
The deep drawing process involves several stages, each of which must be carefully controlled to ensure the material deforms uniformly without failure:
- Blank Placement: A flat metal blank is placed over the die cavity. The blank must be perfectly aligned to prevent uneven deformation.
- Clamping: The blank holder applies pressure to the edges of the blank to prevent it from wrinkling as it is drawn into the die. In hydraulic presses, the blank holder force can be adjusted dynamically to accommodate different materials and part geometries.
- Drawing: The punch moves downward, pressing the blank into the die cavity. The hydraulic press provides precise control over punch speed and force, ensuring the material flows smoothly into the die without sudden deformation or tearing.
- Redrawing (if necessary): For parts with significant depth or complex geometries, the initial drawing operation may not be sufficient to achieve the desired shape. In these cases, the part may be redrawn using additional dies to gradually increase the depth and refine the shape.
- Trimming and Finishing: After the part has been drawn, excess material may need to be trimmed from the edges, and finishing processes such as deburring or polishing may be required to achieve the desired surface quality.
3.3 Punch, Die, and Blank Holder Mechanics in Hydraulic Deep Drawing
Punch: The punch is the tool that presses the blank into the die cavity. Its shape and dimensions determine the internal geometry of the drawn part. In hydraulic presses, the punch force can be precisely controlled to prevent overstressing the material and causing defects such as tearing or excessive thinning.
Die: The die provides the external shape of the part. The material is drawn into the die cavity by the punch, conforming to its shape. Hydraulic presses can accommodate various die designs, allowing for the production of parts with complex geometries, such as deep-drawn cups, tanks, and enclosures.
Blank Holder: The blank holder plays a critical role in preventing wrinkling during the deep drawing process. By applying pressure to the edges of the blank, the blank holder ensures that the material flows smoothly into the die without folding or wrinkling. In hydraulic presses, the blank holder force can be adjusted throughout the drawing process to optimize material flow.
3.4 Advantages of Using Hydraulic Presses for Deep Drawing
Hydraulic presses offer several advantages for deep drawing, making them the preferred choice for many industries:
- Precise Force Control: The ability to control both punch force and blank holder force allows for precise management of material flow, minimizing the risk of defects such as wrinkling or tearing.
- Variable Speed Control: Hydraulic presses can operate at different speeds throughout the press stroke, allowing for gradual deformation and reducing the risk of overstressing the material.
- Deep Forming Capability: Hydraulic presses can handle large stroke lengths, making them ideal for deep drawing operations that require significant forming depths.
- Versatility: Hydraulic presses can accommodate a wide range of materials, including aluminum, steel, copper, and titanium, making them suitable for applications in industries ranging from automotive to aerospace.
Pressure Control and Force Distribution in Hydraulic Presses
4.1 Importance of Pressure Control in Deep Drawing
In deep drawing, maintaining precise pressure control is critical to ensuring that the material deforms smoothly and uniformly without tearing or wrinkling. Hydraulic presses excel in pressure control because they allow for fine adjustments to be made throughout the drawing process, ensuring that the correct amount of force is applied at each stage.
Inconsistent pressure during deep drawing can lead to defects such as:
- Wrinkling: Occurs when the blank holder force is too low, allowing excess material to fold or buckle as it is drawn into the die.
- Tearing: Occurs when the punch force is too high or applied too quickly, causing the material to overstretch and crack.
- Thinning: Results from uneven force distribution, causing localized areas of the material to become too thin, which weakens the part.
Hydraulic presses mitigate these risks by offering precise control over both the punch force and blank holder force, allowing for smooth, controlled material flow.
4.2 Force Distribution Mechanisms in Hydraulic Presses
Hydraulic presses distribute force evenly across the entire surface of the workpiece, ensuring that the material deforms uniformly. This is particularly important in deep drawing, where the material is subjected to both tensile and compressive stresses.
- Tensile Stresses: As the material is drawn into the die, the edges of the blank experience tensile stresses, which stretch the material.
- Compressive Stresses: In the flange area near the blank holder, the material is compressed as it flows into the die cavity.
Hydraulic presses control the distribution of these stresses by adjusting the punch force, blank holder force, and drawing speed, ensuring that the material flows smoothly without overstressing any particular area.
4.3 Relationship Between Pressure, Force, and Material Behavior
The behavior of the material during deep drawing is influenced by the relationship between pressure, force, and material properties. Hydraulic presses allow manufacturers to tailor the process parameters based on the material being used.
- Yield Strength: Materials with lower yield strength, such as aluminum or low-carbon steel, require less punch force to deform. Hydraulic presses can adjust the force to prevent overstressing these materials.
- Ductility: Ductile materials can undergo significant plastic deformation before failing, making them ideal for deep drawing. Hydraulic presses allow for gradual force application, preventing brittle failure in materials with lower ductility.
- Strain Hardening: Some materials become stronger as they are deformed, a phenomenon known as strain hardening. Hydraulic presses can adjust the force during the drawing process to account for this change in material strength.
4.4 Precision Control of Punch Force and Blank Holder Force
Hydraulic presses provide precision control over both the punch force and blank holder force, allowing manufacturers to optimize the deep drawing process for different materials and part geometries.
- Punch Force Control: The punch force must be carefully controlled to ensure that the material flows smoothly into the die without tearing or excessive thinning. Hydraulic presses allow for fine adjustments to the punch force throughout the stroke, ensuring that the material is deformed evenly.
- Blank Holder Force Control: The blank holder force prevents wrinkling by applying pressure to the edges of the blank. In hydraulic presses, the blank holder force can be dynamically adjusted during the drawing process, allowing for real-time optimization of material flow and preventing defects.
This level of control is particularly important for deep drawing applications where the part geometry is complex or the material has variable properties, such as anisotropy (directional dependence of material properties).
Hydraulic Press Configurations for Deep Drawing

Hydraulic presses come in various configurations, each designed to meet the specific requirements of different deep drawing applications. The choice of press configuration depends on factors such as the complexity of the part, the material being formed, and the production volume.
5.1 Single-Action Hydraulic Presses
Single-action hydraulic presses apply force from a single hydraulic cylinder, which controls the movement of the punch. These presses are typically used for shallow drawing operations, where the part geometry is relatively simple, and the forming depth is not significant.
Advantages of single-action hydraulic presses:
- Cost-Effective: Single-action presses are simpler and less expensive than double- or triple-action presses, making them ideal for smaller production runs or parts with simple geometries.
- Ease of Operation: These presses are straightforward to operate and require less complex tooling than multi-action presses.
However, single-action presses have limitations in terms of force control and blank holder management, making them less suitable for deep drawing operations where more precise control over material flow is required.
5.2 Double-Action Hydraulic Presses
Double-action hydraulic presses feature two independent hydraulic cylinders: one for controlling the punch and another for controlling the blank holder. This configuration provides superior control over both the punch force and blank holder force, making it ideal for deeper drawing operations and more complex geometries.
Advantages of double-action hydraulic presses:
- Precise Blank Holder Control: By independently controlling the blank holder force, double-action presses can prevent wrinkling and ensure smooth material flow into the die.
- Deeper Drawing Capability: The ability to control both the punch and blank holder forces allows for deeper draws, making these presses suitable for producing parts with significant forming depths.
- Improved Material Flow: The dynamic control of punch and blank holder forces allows for better management of material flow, reducing the risk of defects such as tearing or thinning.
Double-action hydraulic presses are commonly used in industries such as automotive and aerospace, where parts with complex geometries and deep forming depths are required.
5.3 Triple-Action Hydraulic Presses
Triple-action hydraulic presses add a third hydraulic cylinder to control the ejection of the part or to apply additional force to the blank. These presses are used for highly complex deep drawing applications where additional force or material handling is required.
Advantages of triple-action hydraulic presses:
- Complex Part Handling: The third cylinder allows for more complex material handling and ejection processes, making these presses ideal for producing parts with intricate geometries or multi-stage drawing operations.
- Multiple Force Control: Triple-action presses offer the most control over the deep drawing process, allowing for independent control of the punch, blank holder, and ejection forces.
Triple-action hydraulic presses are used in advanced manufacturing applications where parts with complex shapes and multiple forming stages are required, such as in the production of automotive body panels, aircraft fuselage sections, and medical device enclosures.
5.4 Special Configurations for Complex Deep Drawing Applications
For highly specialized deep drawing applications, hydraulic presses can be customized with additional features and configurations to meet specific requirements. Some examples include:
- Multi-Slide Presses: These presses feature multiple slides that move independently, allowing for the simultaneous drawing of complex parts with multiple features, such as flanges, ribs, or undercuts.
- Hydro-Mechanical Presses: These presses combine the force of a hydraulic press with the precision of mechanical control, allowing for highly accurate forming of complex parts.
- Multi-Stage Presses: These presses are designed to perform multiple drawing operations in a single cycle, reducing the need for secondary operations and improving production efficiency.
These specialized configurations allow manufacturers to tackle even the most challenging deep drawing applications, producing parts with complex geometries, tight tolerances, and high-quality finishes.
Hydraulic Fluids and Lubrication in Deep Drawing Presses
6.1 Role of Hydraulic Fluids in Press Operation
Hydraulic presses rely on hydraulic fluid to generate and transmit force. The fluid is pressurized by a pump, and this pressure is used to move the piston and generate the force needed for the deep drawing process. The selection of hydraulic fluid is critical to the performance, efficiency, and longevity of the press.
Functions of hydraulic fluids in deep drawing presses:
- Force Transmission: Hydraulic fluids transmit the force generated by the pump to the piston, which moves the punch or blank holder.
- Heat Dissipation: During operation, hydraulic fluids absorb heat generated by friction and pressure, helping to keep the press components cool and preventing overheating.
- Lubrication: Hydraulic fluids also lubricate the moving parts of the press, reducing wear and extending the life of the components.
6.2 Types of Hydraulic Fluids for Deep Drawing
The performance of a hydraulic press is directly influenced by the type of hydraulic fluid used. There are several types of hydraulic fluids, each with specific properties that make them suitable for different applications:
- Mineral-Based Hydraulic Fluids: These are the most common type of hydraulic fluid and are derived from petroleum. They offer excellent lubricating properties and are suitable for most hydraulic press applications.
- Synthetic Hydraulic Fluids: These fluids are engineered to provide superior performance in extreme conditions, such as high temperatures or high pressures. They are often used in high-performance hydraulic presses where precise force control and heat resistance are critical.
- Fire-Resistant Hydraulic Fluids: These fluids are formulated to reduce the risk of fire in high-temperature environments. They are commonly used in industries such as aerospace and automotive manufacturing, where safety is a top priority.
- Bio-Based Hydraulic Fluids: These environmentally friendly fluids are derived from renewable sources and are designed to reduce the environmental impact of hydraulic press operations. They are increasingly being used in industries that prioritize sustainability.
6.3 Lubrication in the Deep Drawing Process
Lubrication plays a critical role in the deep drawing process, as it helps reduce friction between the blank, punch, and die. Proper lubrication ensures smooth material flow, minimizes tool wear, and reduces the risk of defects such as galling, surface scratches, or thinning.
Types of lubricants used in deep drawing:
- Oil-Based Lubricants: Oil-based lubricants are commonly used in deep drawing applications to reduce friction and prevent the material from sticking to the die or punch. These lubricants are particularly effective when drawing materials like steel and stainless steel.
- Water-Based Lubricants: Water-based lubricants offer good cooling properties and are used in applications where heat dissipation is important. They are commonly used when drawing aluminum and other lightweight materials.
- Dry Film Lubricants: Dry film lubricants, such as graphite or molybdenum disulfide, provide a solid, non-stick layer that reduces friction without the need for liquid lubrication. These lubricants are often used in deep drawing applications where cleanliness or surface finish is critical.
6.4 Preventing Galling and Wear in Hydraulic Presses
Galling is a common issue in deep drawing, where material from the blank adheres to the punch or die, causing scratches and surface defects on the part. Galling occurs due to excessive friction between the blank and the tooling.
To prevent galling and wear, manufacturers use a combination of:
- Proper Lubrication: Ensuring that the right type and amount of lubricant are used is essential for reducing friction and preventing galling.
- Tool Coatings: Tooling can be coated with materials like titanium nitride (TiN) or diamond-like carbon (DLC) to reduce friction and wear.
- Optimized Press Parameters: Controlling the punch speed, force, and lubrication flow can help reduce the risk of galling and extend the life of the tooling.
By carefully selecting hydraulic fluids and lubricants, manufacturers can optimize the performance of their hydraulic presses and reduce the risk of defects during the deep drawing process.
Materials Suitable for Deep Drawing with Hydraulic Presses
The material selection for deep drawing is crucial, as different metals exhibit unique behaviors under the stresses and strains of the process. Hydraulic presses are versatile machines that can handle a wide variety of materials, each with its own forming characteristics.
7.1 Steel, Aluminum, and Stainless Steel
Steel: Low-carbon steel is one of the most commonly used materials in deep drawing due to its excellent ductility and formability. It can be easily drawn into complex shapes with minimal risk of tearing or wrinkling. Low-carbon steel is widely used in the automotive industry for components such as body panels and fuel tanks.
- Hydraulic Press Considerations: When deep drawing steel, the hydraulic press must provide sufficient force to deform the material without causing excessive thinning or tearing. Proper lubrication is also essential to prevent galling and surface defects.
Aluminum: Aluminum is a lightweight material with good corrosion resistance, making it ideal for applications where weight savings and durability are important, such as in aerospace and automotive applications. Aluminum’s high ductility allows it to be drawn into deep, complex shapes, but it is also prone to springback, which can complicate the deep drawing process.
- Hydraulic Press Considerations: Aluminum requires precise control of punch force and speed to prevent defects such as wrinkling or earing. Hydraulic presses with variable speed control are ideal for drawing aluminum, as they allow for gradual force application and smooth material flow.
Stainless Steel: Stainless steel is known for its strength, corrosion resistance, and ability to withstand high temperatures, making it suitable for industries such as medical devices and food processing. However, its higher strength and tendency to work harden make it more difficult to draw than materials like aluminum or low-carbon steel.
- Hydraulic Press Considerations: Stainless steel requires higher punch forces to deform, and the blank holder force must be carefully controlled to prevent wrinkling. Lubrication and tool coatings are also critical to prevent galling when drawing stainless steel.
7.2 Copper, Brass, and Other Alloys
Copper: Copper is highly ductile and exhibits excellent formability, making it suitable for deep drawing applications that require complex shapes, such as electrical connectors and plumbing fittings. Copper’s high thermal and electrical conductivity also makes it a popular choice for heat exchangers and electronic components.
- Hydraulic Press Considerations: When deep drawing copper, the hydraulic press must provide precise control over punch speed and force to prevent wrinkling and ensure smooth material flow. Copper is prone to work hardening, so intermediate annealing may be necessary for deeper draws.
Brass: Brass is an alloy of copper and zinc that offers excellent corrosion resistance and a decorative finish. It is often used in applications such as decorative hardware, musical instruments, and plumbing components. Brass is relatively easy to form and can be drawn into deep, complex shapes with minimal risk of tearing.
- Hydraulic Press Considerations: Brass can be drawn using lower punch forces than steel or stainless steel, but the press must still provide precise control over material flow to prevent defects.
7.3 Titanium and Nickel Alloys
Titanium: Titanium is prized for its high strength-to-weight ratio, corrosion resistance, and biocompatibility. It is commonly used in industries such as aerospace, medical devices, and chemical processing. However, titanium’s high strength and tendency to spring back after deformation make it challenging to form using traditional methods.
- Hydraulic Press Considerations: Titanium requires higher punch forces than most materials, and the press must be capable of applying constant, controlled force throughout the stroke to prevent springback and achieve the desired part geometry. Hydraulic presses with servo control are ideal for deep drawing titanium, as they offer the flexibility and precision needed for complex parts.
Nickel Alloys: Nickel-based alloys, such as Inconel and Hastelloy, offer excellent heat resistance and corrosion resistance, making them suitable for high-temperature applications in industries such as aerospace and chemical processing. These alloys are difficult to form due to their high strength and work hardening properties.
- Hydraulic Press Considerations: Nickel alloys require high punch forces and careful control of material flow to prevent cracking or tearing. Hydraulic presses with real-time force monitoring and feedback systems are ideal for drawing nickel alloys, as they allow for precise adjustments to the punch and blank holder forces throughout the process.
7.4 How Material Properties Influence the Role of Hydraulic Presses
The success of the deep drawing process depends on selecting the right material and optimizing the press parameters based on the material’s properties. Key material properties that influence the role of hydraulic presses include:
- Ductility: Materials with high ductility, such as aluminum and copper, can be easily drawn into complex shapes with minimal risk of tearing. Hydraulic presses allow for fine-tuned control of punch speed and force, which is critical when working with ductile materials.
- Yield Strength: Materials with lower yield strength, such as low-carbon steel, require less punch force to deform, allowing for faster cycle times and less wear on the tooling. Hydraulic presses can adjust the force based on the material’s yield strength, ensuring optimal forming conditions.
- Work Hardening: Some materials, such as stainless steel and nickel alloys, exhibit work hardening, meaning they become stronger and more resistant to deformation as they are drawn. Hydraulic presses can adjust the force throughout the process to account for this increase in strength, ensuring that the material is fully formed without cracking or tearing.
- Springback: Materials such as aluminum and titanium tend to spring back after being deformed, which can make it difficult to achieve precise part geometries. Hydraulic presses with servo control can apply continuous, controlled force to minimize springback and ensure that the part conforms to the die.
By selecting the appropriate material and optimizing the hydraulic press parameters, manufacturers can achieve high-quality, defect-free parts in a wide range of deep drawing applications.
Common Defects in Hydraulic Deep Drawing and Their Prevention
While hydraulic presses offer precise control over the deep drawing process, defects can still occur if the process parameters are not optimized. Understanding the common defects in hydraulic deep drawing and how to prevent them is essential for producing high-quality parts.
8.1 Wrinkling, Tearing, and Thinning
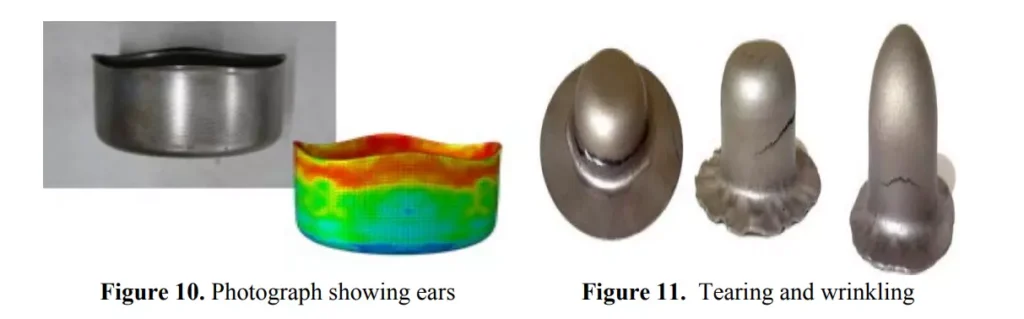
Wrinkling: Wrinkling occurs when the material is compressed and folds or buckles instead of being drawn smoothly into the die. This defect is typically seen in the flange area and can compromise the structural integrity and surface quality of the part.
- Prevention: To prevent wrinkling, the blank holder force must be carefully controlled. If the blank holder force is too low, the material will flow too freely, leading to wrinkling. Hydraulic presses allow for dynamic control of the blank holder force, ensuring that the material is properly supported throughout the drawing process.
Tearing: Tearing occurs when the material is overstretched and cracks during the drawing process. This defect is usually caused by excessive punch force, incorrect material selection, or improper lubrication.
- Prevention: To prevent tearing, the punch force must be carefully controlled to avoid overstressing the material. Hydraulic presses provide precision force control, allowing for fine adjustments to the punch force throughout the stroke. Additionally, selecting a material with sufficient ductility and using the appropriate lubricant can help reduce the risk of tearing.
Thinning: Thinning occurs when the material is stretched too much in certain areas, leading to a reduction in thickness. This weakens the part and increases the risk of failure during use.
- Prevention: Thinning can be minimized by controlling the punch force and blank holder force to ensure that the material flows evenly into the die. Hydraulic presses allow for real-time adjustments to the press parameters, ensuring that the material is drawn uniformly without excessive thinning.
8.2 Earing and Non-Uniform Thickness Distribution
Earing: Earing is a defect that occurs due to anisotropy in the material’s grain structure, causing uneven deformation during deep drawing. This results in the formation of ears or flanges around the edges of the part, which must be trimmed in a secondary operation.
- Prevention: To minimize earing, materials with low anisotropy should be selected, and the blank should be aligned with the material’s grain direction. Hydraulic presses can also help reduce earing by controlling the punch force and blank holder force to ensure uniform material flow.
Non-Uniform Thickness Distribution: Non-uniform thickness distribution occurs when the material is unevenly stretched during the drawing process, resulting in areas of the part that are too thin or too thick.
- Prevention: Ensuring that the punch force and blank holder force are properly balanced is essential for achieving uniform thickness distribution. Hydraulic presses with real-time force monitoring and feedback systems can dynamically adjust the press parameters to ensure that the material is deformed evenly.
8.3 Preventive Measures Using Hydraulic Presses
Hydraulic presses offer several features that help prevent defects during the deep drawing process, including:
- Dynamic Force Control: Hydraulic presses allow for real-time adjustments to both the punch force and blank holder force, ensuring that the material is deformed smoothly without overstressing any particular area.
- Variable Speed Control: By adjusting the punch speed throughout the stroke, hydraulic presses can prevent defects such as tearing or thinning, which can occur if the material is drawn too quickly.
- Precision Lubrication: Proper lubrication is essential for reducing friction and preventing defects such as galling or surface scratches. Hydraulic presses can be equipped with automatic lubrication systems to ensure that the correct amount of lubricant is applied throughout the drawing process.
8.4 Real-Time Monitoring and Defect Detection
Modern hydraulic presses are equipped with real-time monitoring systems that use sensors and feedback loops to track key process parameters such as punch force, blank holder force, and material flow. These systems allow manufacturers to detect potential defects before they occur and make real-time adjustments to the press parameters to prevent them.
Common real-time monitoring features include:
- Force Monitoring: Sensors measure the punch force and blank holder force throughout the stroke, allowing for fine-tuned control of material flow and deformation.
- Position Monitoring: Sensors track the position of the punch and blank holder, ensuring that the material is being drawn evenly into the die.
- Lubrication Monitoring: Sensors monitor the application of lubricants to ensure that the correct amount is being applied to prevent galling and surface defects.
By incorporating real-time monitoring and feedback systems into hydraulic presses, manufacturers can optimize the deep drawing process and reduce the risk of defects.
Automation and Smart Control Systems in Hydraulic Presses
9.1 Role of Automation in Modern Hydraulic Presses
Automation has transformed the way hydraulic presses are used in manufacturing, enabling greater precision, efficiency, and flexibility in the deep drawing process. Modern hydraulic presses are equipped with computer numerical control (CNC) systems, servo motors, and smart sensors that allow for real-time adjustments to process parameters, ensuring consistent, high-quality parts.
Benefits of automation in hydraulic presses include:
- Increased Productivity: Automated hydraulic presses can operate continuously with minimal human intervention, reducing cycle times and increasing production efficiency.
- Enhanced Precision: Automation allows for precise control over punch force, blank holder force, and punch speed, ensuring that each part is formed to exact specifications.
- Consistency and Repeatability: Automated presses produce consistent, repeatable results, reducing the risk of defects and ensuring that each part meets the required quality standards.
9.2 Servo-Controlled Hydraulic Presses
Servo-controlled hydraulic presses use servo motors to control the movement of the hydraulic piston, allowing for precise control over punch force, speed, and position. Servo-controlled presses offer several advantages over traditional hydraulic presses, including:
- Real-Time Adjustments: Servo motors allow for real-time adjustments to the press parameters, enabling manufacturers to fine-tune the process for different materials and part geometries.
- Energy Efficiency: Servo-controlled presses are more energy-efficient than traditional hydraulic presses, as the servo motors only use energy when needed, reducing overall energy consumption.
- High Precision: The precise control offered by servo motors ensures that the punch force and blank holder force are applied with high accuracy, reducing the risk of defects and improving part quality.
Servo-controlled hydraulic presses are ideal for applications that require high precision and flexibility, such as deep drawing parts with complex geometries or tight tolerances.
9.3 Smart Sensors and Feedback Systems
Modern hydraulic presses are equipped with smart sensors that monitor key process parameters in real time, such as force, speed, position, and temperature. These sensors provide valuable data that can be used to optimize the deep drawing process and prevent defects.
- Force Sensors: Measure the punch force and blank holder force throughout the stroke, ensuring that the correct amount of force is applied at each stage of the drawing process.
- Position Sensors: Track the movement of the punch and blank holder, ensuring that the material is drawn evenly into the die and preventing defects such as wrinkling or thinning.
- Temperature Sensors: Monitor the temperature of the hydraulic fluid and the workpiece, ensuring that the process operates within the optimal temperature range.
These sensors are connected to a feedback system that allows the press to make real-time adjustments to the process parameters, ensuring consistent, high-quality parts.
9.4 Integration of Industry 4.0 in Hydraulic Deep Drawing
Industry 4.0 refers to the integration of digital technologies, automation, and data analytics into manufacturing processes. In hydraulic deep drawing, Industry 4.0 technologies such as smart sensors, real-time monitoring, and predictive maintenance are transforming the way parts are produced.
Key Industry 4.0 technologies in hydraulic deep drawing include:
- Real-Time Data Monitoring: Sensors collect data on key process parameters, such as punch force, speed, and material flow. This data can be analyzed in real time to optimize the process and prevent defects.
- Predictive Maintenance: By monitoring the condition of the press components, such as the hydraulic cylinder, piston, and seals, predictive maintenance systems can alert operators when maintenance is needed, reducing downtime and preventing costly breakdowns.
- Digital Twins: A digital twin is a virtual model of the hydraulic press and the deep drawing process. By simulating the process in a virtual environment, engineers can test different press parameters and tooling designs before implementing them in production.
The integration of Industry 4.0 technologies into hydraulic deep drawing allows manufacturers to achieve greater precision, efficiency, and flexibility, while reducing the risk of defects and downtime.
Simulation and Finite Element Analysis (FEA) in Hydraulic Deep Drawing
10.1 Importance of FEA in Hydraulic Press Design
Finite Element Analysis (FEA) is a powerful computational tool used to simulate the behavior of materials during the deep drawing process. FEA allows engineers to predict how the material will deform under various conditions and optimize the design of the hydraulic press, tooling, and process parameters to prevent defects.
The benefits of FEA in hydraulic deep drawing include:
- Optimized Tooling Design: FEA simulations can be used to optimize the design of the punch, die, and blank holder, ensuring that the material flows smoothly into the die without tearing or wrinkling.
- Defect Prevention: FEA allows engineers to identify potential defects, such as thinning or wrinkling, before they occur in production, enabling them to adjust the process parameters to prevent these defects.
- Material Behavior Prediction: FEA simulations can predict how different materials will behave during the deep drawing process, allowing engineers to select the optimal material for the application.
10.2 Predicting Material Flow and Defect Prevention
One of the most important applications of FEA in hydraulic deep drawing is the prediction of material flow. By simulating the flow of the material into the die cavity, FEA can help engineers identify areas where the material may become overstressed, leading to defects such as tearing or thinning.
FEA also allows engineers to test different process parameters, such as punch force, blank holder force, and punch speed, to determine the optimal settings for each material and part geometry.
In addition to predicting material flow, FEA can be used to prevent common deep drawing defects such as:
- Wrinkling: FEA simulations can identify areas of the part that are prone to wrinkling and allow engineers to adjust the blank holder force or material thickness to prevent this defect.
- Tearing: FEA can simulate the tensile stresses in the material during the drawing process, helping engineers adjust the punch force or tooling design to prevent tearing.
- Thinning: By analyzing the strain distribution in the material, FEA can identify areas where the material is at risk of becoming too thin, allowing engineers to adjust the process parameters to ensure uniform thickness.
10.3 Case Studies of FEA in Hydraulic Deep Drawing
Several case studies have demonstrated the effectiveness of FEA in optimizing the deep drawing process and preventing defects. For example, in the automotive industry, FEA has been used to optimize the design of body panels and fuel tanks, reducing material waste and improving part quality. In the aerospace industry, FEA has been used to optimize the deep drawing of aircraft fuselage sections, ensuring that the parts meet the stringent quality and safety standards required in the industry.
10.4 Simulation Tools Used in Hydraulic Press Applications
There are several simulation tools available for performing FEA in hydraulic deep drawing applications. Some of the most commonly used tools include:
- ABAQUS: A powerful FEA software that is widely used in the automotive, aerospace, and manufacturing industries for simulating the deep drawing process.
- ANSYS: Another popular FEA software that offers advanced simulation capabilities for predicting material behavior, optimizing tooling design, and preventing defects in hydraulic deep drawing applications.
- LS-DYNA: A versatile FEA software that is used for simulating complex metal forming processes, including deep drawing, hydroforming, and stamping.
These simulation tools provide valuable insights into the deep drawing process, allowing engineers to optimize the hydraulic press, tooling, and process parameters for improved part quality and reduced defect rates.
Hydraulic Presses in Different Industry Applications

Hydraulic presses play a crucial role in a wide range of industries, enabling the production of high-quality parts with complex geometries, tight tolerances, and uniform thickness. The versatility of hydraulic presses makes them suitable for deep drawing applications in industries such as automotive, aerospace, consumer goods, and medical devices.
11.1 Automotive Industry: Body Panels, Fuel Tanks, and Exhaust Components
The automotive industry is one of the largest users of hydraulic presses for deep drawing. Hydraulic presses are used to produce body panels, fuel tanks, exhaust components, and other critical parts that require high strength, durability, and lightweight properties.
Key advantages of hydraulic presses in the automotive industry include:
- High Precision: Hydraulic presses provide the precision needed to produce parts with complex geometries and tight tolerances, such as automotive body panels.
- Uniform Thickness: The ability to control the punch force and blank holder force ensures that the material is drawn evenly into the die, resulting in parts with uniform thickness and high structural integrity.
- Lightweight Materials: Hydraulic presses can handle lightweight materials such as aluminum and high-strength steel, which are commonly used in the automotive industry to reduce vehicle weight and improve fuel efficiency.
11.2 Aerospace Industry: Fuselage Panels, Structural Components, and Engine Parts
The aerospace industry requires parts that are both lightweight and strong, making hydraulic presses ideal for producing components such as fuselage panels, structural components, and engine parts.
Key advantages of hydraulic presses in the aerospace industry include:
- Complex Geometries: Hydraulic presses can produce parts with complex shapes, such as aircraft fuselage sections, which require deep drawing operations with tight tolerances.
- High-Strength Materials: Hydraulic presses can handle high-strength materials such as titanium and nickel alloys, which are commonly used in aerospace applications due to their excellent strength-to-weight ratio and corrosion resistance.
- Precision and Repeatability: The precision and repeatability of hydraulic presses ensure that aerospace components meet the stringent quality and safety standards required in the industry.
11.3 Consumer Goods: Cookware, Packaging, and Electronics Enclosures
Hydraulic presses are widely used in the consumer goods industry to produce products such as cookware, packaging, and electronics enclosures. The ability of hydraulic presses to produce parts with smooth surfaces, uniform thickness, and complex geometries makes them ideal for these applications.
Key advantages of hydraulic presses in the consumer goods industry include:
- Smooth Surface Finishes: Hydraulic presses provide the smooth surface finishes needed for products such as cookware and consumer electronics enclosures, where aesthetics and quality are important.
- Complex Shapes: Hydraulic presses can produce parts with complex shapes, such as packaging and electronics enclosures, which require deep drawing operations with intricate features.
- High-Volume Production: Hydraulic presses are capable of producing large volumes of parts with consistent quality, making them ideal for mass production of consumer goods.
11.4 Medical Devices: Surgical Instruments and Device Housings
The medical device industry requires parts that are both biocompatible and precise, making hydraulic presses ideal for producing components such as surgical instruments, implants, and device housings.
Key advantages of hydraulic presses in the medical device industry include:
- Biocompatible Materials: Hydraulic presses can handle stainless steel and titanium, which are commonly used in medical devices due to their biocompatibility and corrosion resistance.
- Tight Tolerances: The precision of hydraulic presses ensures that medical device components are produced with tight tolerances, which are critical for ensuring the safety and efficacy of the devices.
- Smooth Surface Finishes: Hydraulic presses provide the smooth surface finishes needed for medical devices, where cleanliness and surface quality are critical.
Advantages and Limitations of Hydraulic Presses in Deep Drawing
While hydraulic presses offer many advantages for deep drawing, they also have some limitations. Understanding the benefits and challenges of using hydraulic presses is essential for selecting the right equipment for deep drawing applications.
12.1 Benefits of Hydraulic Presses: Precision, Versatility, and Control
Hydraulic presses offer several key advantages for deep drawing, including:
- Precision Force Control: Hydraulic presses allow for precise control over both the punch force and blank holder force, ensuring that the material is deformed smoothly without overstressing any particular area.
- Variable Speed Control: The ability to control the punch speed throughout the stroke allows for gradual deformation, reducing the risk of defects such as tearing or thinning.
- Versatility: Hydraulic presses can handle a wide range of materials, including steel, aluminum, stainless steel, and titanium, making them suitable for a variety of industries and applications.
- Deep Forming Capability: Hydraulic presses can accommodate large stroke lengths, making them ideal for deep drawing operations that require significant forming depths.
- Complex Geometries: Hydraulic presses can produce parts with complex geometries, such as deep-drawn cups, tanks, and enclosures, which would be difficult to achieve with other forming methods.
12.2 Challenges and Limitations of Hydraulic Presses
Despite their many advantages, hydraulic presses also have some limitations:
- Slower Production Speeds: Hydraulic presses operate more slowly than mechanical presses, making them less suitable for high-volume production of shallow parts.
- Higher Energy Consumption: Hydraulic presses can consume more energy than mechanical presses, particularly when operating at high forces or with large stroke lengths.
- Maintenance Requirements: Hydraulic presses require regular maintenance to ensure the proper functioning of the hydraulic system, including the pumps, cylinders, and seals.
12.3 Comparison with Mechanical and Servo Presses
While hydraulic presses are ideal for deep drawing, other types of presses, such as mechanical presses and servo presses, may be more suitable for certain applications. Key differences include:
- Mechanical Presses: Mechanical presses operate at higher speeds and are ideal for high-volume production of shallow parts. However, they lack the precise force control and flexibility of hydraulic presses, making them less suitable for deep drawing applications.
- Servo Presses: Servo presses offer the precision and flexibility of hydraulic presses, combined with the speed and efficiency of mechanical presses. They are ideal for applications that require high precision and flexibility, such as deep drawing parts with complex geometries.
12.4 Overcoming Challenges in Hydraulic Press Operations
To overcome the challenges associated with hydraulic presses, manufacturers can implement several strategies:
- Optimizing Energy Consumption: Using servo-controlled hydraulic presses can reduce energy consumption by only using energy when needed, making the process more energy-efficient.
- Implementing Predictive Maintenance: By using predictive maintenance systems, manufacturers can reduce downtime and prevent costly breakdowns, ensuring that the hydraulic press operates efficiently.
- Automating the Process: Implementing automation and smart control systems can increase productivity and reduce the risk of defects, making hydraulic presses more efficient and reliable for deep drawing applications.
Future Trends in Hydraulic Press Technology
As manufacturing processes continue to evolve, hydraulic presses are also advancing to meet the demands of modern production. Several key trends are shaping the future of hydraulic press technology in deep drawing.
13.1 Advancements in Hydraulic Press Design
Modern hydraulic presses are being designed with improved energy efficiency, precision, and flexibility in mind. New press designs incorporate features such as servo motors, smart sensors, and feedback systems to optimize the deep drawing process and reduce the risk of defects.
Key advancements in hydraulic press design include:
- Servo-Controlled Hydraulic Presses: These presses use servo motors to control the movement of the hydraulic piston, providing greater precision and energy efficiency than traditional hydraulic presses.
- Modular Press Designs: Modular press designs allow manufacturers to easily upgrade or customize their hydraulic presses to meet the needs of specific applications, improving flexibility and reducing downtime.
13.2 Integration of Artificial Intelligence and Machine Learning
The integration of artificial intelligence (AI) and machine learning (ML) into hydraulic press operations is transforming the way parts are produced. AI and ML algorithms can analyze data from the deep drawing process to identify patterns, optimize process parameters, and predict potential defects before they occur.
Key applications of AI and ML in hydraulic press technology include:
- Process Optimization: AI algorithms can analyze data from sensors and feedback systems to optimize the punch force, blank holder force, and punch speed in real time, ensuring that the deep drawing process operates at peak efficiency.
- Defect Prediction: ML algorithms can analyze historical data from the deep drawing process to predict potential defects, such as tearing or wrinkling, and recommend adjustments to the process parameters to prevent these defects from occurring.
13.3 The Rise of Eco-Friendly Hydraulic Presses
As sustainability becomes increasingly important in manufacturing, hydraulic presses are being designed with environmentally friendly features that reduce their energy consumption and environmental impact. These eco-friendly hydraulic presses incorporate features such as energy-efficient motors, recyclable hydraulic fluids, and low-energy cooling systems to minimize their environmental footprint.
Key trends in eco-friendly hydraulic press design include:
- Energy Efficiency: Hydraulic presses are being designed with energy-efficient features, such as servo motors and variable speed drives, that reduce energy consumption and improve overall efficiency.
- Sustainable Materials: Hydraulic presses are increasingly being designed to use recyclable hydraulic fluids and biodegradable lubricants, reducing the environmental impact of the deep drawing process.
13.4 The Future of Smart Factories and Hydraulic Press Automation
The future of hydraulic press technology lies in the integration of smart factory concepts, where hydraulic presses are connected to a network of sensors, machines, and data analytics tools that allow for fully automated, intelligent manufacturing.
Key features of smart factories include:
- Connected Machines: Hydraulic presses will be connected to other machines and systems within the factory, allowing for seamless data exchange and real-time optimization of the deep drawing process.
- Autonomous Operation: With the integration of AI and machine learning, hydraulic presses will be able to operate autonomously, making real-time adjustments to process parameters and preventing defects without the need for human intervention.
- Predictive Analytics: Smart factories will use predictive analytics to monitor the condition of the hydraulic press and its components, allowing for predictive maintenance and reducing downtime.
The future of hydraulic press technology in deep drawing is one of increased precision, efficiency, and automation. As smart factories become the norm, hydraulic presses will play a central role in enabling manufacturers to produce high-quality parts with greater flexibility and sustainability.
Conclusion: The Central Role of Hydraulic Presses in Deep Drawing
Hydraulic presses play a central role in the deep drawing process, providing the precision, control, and flexibility needed to produce high-quality, defect-free parts. Their ability to generate precise force and control material flow makes them ideal for deep drawing applications in industries such as automotive, aerospace, consumer goods, and medical devices.
The advantages of hydraulic presses in deep drawing include:
- Precise Force Control: Hydraulic presses allow for fine-tuned control over both the punch force and blank holder force, ensuring smooth material flow and reducing the risk of defects.
- Versatility: Hydraulic presses can handle a wide range of materials and part geometries, making them suitable for a variety of industries and applications.
- Deep Forming Capability: Hydraulic presses can accommodate large stroke lengths, allowing for the production of parts with significant forming depths.
As technology continues to evolve, hydraulic presses are becoming more advanced, incorporating features such as servo control, smart sensors, and automation to optimize the deep drawing process and improve part quality. The integration of Industry 4.0 technologies, such as artificial intelligence and machine learning, is further enhancing the capabilities of hydraulic presses, enabling manufacturers to produce parts with greater precision, efficiency, and sustainability.
In conclusion, hydraulic presses are an essential tool in the deep drawing process, providing manufacturers with the control, precision, and flexibility needed to produce high-quality parts for a wide range of industries. As hydraulic press technology continues to advance, the deep drawing process will become even more efficient, reliable, and sustainable, ensuring its continued importance in modern manufacturing.
Materials Commonly Used in Deep Drawing

The deep drawing process is a key technique in metal forming that transforms flat sheet metal blanks into hollow, cylindrical, or complex shapes. Used widely in industries such as automotive, aerospace, packaging, and consumer goods, the deep drawing process relies heavily on the selection of appropriate materials that can withstand the stresses and strains involved in the deformation. The success of deep drawing depends on the material’s ability to undergo significant plastic deformation without cracking or failing, making the choice of material critical to the manufacturing process.
Introduction to Deep Drawing and Material Selection
1.1 Overview of Deep Drawing
Deep drawing is a highly specialized sheet metal forming process in which a flat sheet, or blank, is mechanically forced into a die cavity to create a hollow, cup-shaped, or cylindrical part. This process is characterized by the significant amount of plastic deformation that occurs as the blank is pulled into the die, causing it to stretch and flow into the desired shape.
Deep drawing is commonly used to produce parts like automotive body panels, kitchen sinks, fuel tanks, and beverage cans, making it an essential process in high-volume production. The success of the deep drawing process depends not only on the design of the dies and punches but also on the material’s ability to undergo extensive deformation without failure.
1.2 Importance of Material Selection in Deep Drawing
The choice of material is one of the most critical decisions in deep drawing. Different materials exhibit varying degrees of formability, strength, and ductility, which directly influence their behavior during the deep drawing process. Materials with high ductility can stretch and flow more easily, while those with high tensile strength resist deformation, potentially leading to cracking or tearing.
Selecting the right material involves balancing several factors, including:
- Ductility: The material’s ability to deform without cracking.
- Tensile Strength: The resistance to pulling forces, which helps the material withstand the stresses of the deep drawing process.
- Work Hardening: How the material’s hardness increases as it is deformed.
- Surface Finish: Materials with smoother surfaces tend to have better flow characteristics, reducing friction during deep drawing.
1.3 Criteria for Material Selection
When selecting a material for deep drawing, several key criteria must be considered:
- Formability: The material’s ability to stretch without tearing, which is critical for producing complex shapes.
- Thickness: Thicker materials can generally withstand deeper draws but may require higher forces.
- Lubrication Compatibility: Some materials require specific lubricants to prevent galling, wrinkling, or surface defects.
- Cost and Availability: The material’s cost and availability can significantly impact the overall production process.
- Corrosion Resistance: Depending on the application, materials like stainless steel or aluminum may be preferred for their corrosion resistance.
Understanding how different materials behave during deep drawing helps manufacturers optimize the process to avoid defects, reduce material waste, and improve production efficiency.
Steel and Its Alloys in Deep Drawing
2.1 Low-Carbon Steel
Low-carbon steel is one of the most commonly used materials in deep drawing due to its excellent formability and low cost. It contains a carbon content of less than 0.3%, which provides good ductility and makes it easier to deform without cracking or tearing.
Properties of Low-Carbon Steel:
- Ductility: Low-carbon steel has excellent ductility, allowing it to undergo significant plastic deformation during deep drawing without failing.
- Tensile Strength: While low-carbon steel has moderate tensile strength, it is sufficient for most deep drawing applications, such as producing automotive body panels or household appliances.
- Cost-Effectiveness: Low-carbon steel is relatively inexpensive compared to other materials like stainless steel or aluminum, making it a cost-effective choice for high-volume production.
2.2 High-Strength Low-Alloy (HSLA) Steel
High-Strength Low-Alloy (HSLA) steel is an enhanced form of carbon steel that contains small amounts of alloying elements, such as vanadium, niobium, or titanium, which increase the material’s strength without significantly reducing its formability.
HSLA steel is used in applications where higher strength is needed but weight reduction is also important. Automotive manufacturers often use HSLA steel to produce structural components like reinforcements and impact-resistant parts.
Properties of HSLA Steel:
- Higher Strength: HSLA steel offers greater strength compared to low-carbon steel, allowing for the production of thinner and lighter components without sacrificing structural integrity.
- Formability: Despite its higher strength, HSLA steel retains good formability, although the deep drawing process may require higher forces and more precise control.
- Applications: HSLA steel is commonly used in the automotive and construction industries, where weight savings and strength are critical factors.
2.3 Stainless Steel
Stainless steel is a widely used material in deep drawing, particularly in applications requiring corrosion resistance and high strength. Stainless steel is an alloy that contains at least 10.5% chromium, which forms a passive layer of chromium oxide on the surface, protecting the material from corrosion.
Types of Stainless Steel Used in Deep Drawing:
- Austenitic Stainless Steel (300 Series): Austenitic stainless steel, such as 304 and 316, is the most common type used in deep drawing due to its excellent formability, corrosion resistance, and non-magnetic properties. It is widely used in kitchenware, medical devices, and automotive exhaust systems.
- Ferritic Stainless Steel (400 Series): Ferritic stainless steel, such as 430, offers good corrosion resistance and is used in applications where magnetic properties are not a concern, such as in household appliances and automotive trim.
Challenges of Stainless Steel in Deep Drawing:
- Higher Work Hardening: Stainless steel tends to work harden more quickly than other materials, which can increase the risk of cracking or tearing during deep drawing. Proper lubrication and precise control of the punch force are essential to prevent these defects.
- Surface Finish: Stainless steel has a smooth surface finish, which can reduce friction during deep drawing, but it may require special lubricants to prevent galling.
2.4 Applications of Steel in Deep Drawing
Steel, including low-carbon steel, HSLA steel, and stainless steel, is used in a wide range of industries for deep drawing applications:
- Automotive Industry: Low-carbon steel is used for body panels, while HSLA steel is used for structural components and reinforcements.
- Consumer Goods: Stainless steel is used in kitchen appliances, sinks, and cookware due to its corrosion resistance and aesthetic appeal.
- Aerospace and Medical: High-strength stainless steel is used in aircraft components and medical devices, where durability and corrosion resistance are critical.
Aluminum and Aluminum Alloys

3.1 Pure Aluminum
Aluminum is a lightweight metal that offers excellent corrosion resistance, making it an ideal choice for deep drawing in industries where weight savings and durability are important, such as aerospace, automotive, and packaging. Pure aluminum has relatively low strength but high ductility, allowing it to be drawn into complex shapes without cracking.
Properties of Pure Aluminum:
- Lightweight: Aluminum is significantly lighter than steel, which makes it attractive for applications where reducing weight is critical, such as in automotive and aerospace manufacturing.
- Corrosion Resistance: Aluminum forms a natural oxide layer on its surface, which provides good resistance to corrosion, especially in marine and outdoor environments.
- Ductility: Pure aluminum is highly ductile, allowing it to be formed into deep, complex shapes without the risk of tearing or cracking.
3.2 Aluminum Alloys for Deep Drawing
While pure aluminum is highly ductile, it lacks the strength needed for certain applications. As a result, aluminum alloys are often used in deep drawing to improve strength without compromising formability. Some of the most common aluminum alloys used in deep drawing include:
- Aluminum 1100: This alloy is almost pure aluminum and offers excellent formability. It is used in deep drawing applications where corrosion resistance and ductility are more important than strength, such as food and chemical processing equipment.
- Aluminum 3003: This is a non-heat-treatable alloy that provides a good balance of strength and formability. It is commonly used in the production of cooking utensils, heat exchangers, and storage tanks.
- Aluminum 5052: This alloy has higher strength than 1100 or 3003 and is often used in deep drawing applications that require both strength and corrosion resistance, such as marine components, fuel tanks, and aircraft parts.
3.3 Formability of Aluminum
Aluminum is highly formable, but it does present certain challenges during the deep drawing process:
- Springback: Aluminum has a tendency to spring back after being deformed, which can complicate the process of achieving precise geometries. This issue can be mitigated by using a hydraulic press with precise force control or by designing the die to compensate for springback.
- Work Hardening: Aluminum work hardens less than steel, which means it can be drawn into deeper shapes without becoming overly stiff. However, repeated forming operations may still lead to work hardening, which requires intermediate annealing to soften the material.
3.4 Applications of Aluminum in Deep Drawing
Aluminum and its alloys are used in a wide variety of deep drawing applications across several industries:
- Aerospace: Aluminum’s lightweight properties make it ideal for aircraft fuselage panels, wing components, and engine parts.
- Automotive: Aluminum is used to produce body panels, heat shields, and fuel tanks in automobiles, where weight savings are critical for improving fuel efficiency and reducing emissions.
- Packaging: Aluminum is the material of choice for beverage cans, food containers, and cosmetic packaging due to its lightweight, corrosion resistance, and ability to be formed into deep, thin-walled containers.
Copper and Copper Alloys
4.1 Copper and Its Properties
Copper is a highly conductive material with excellent thermal and electrical properties, making it an ideal choice for deep drawing applications that require heat dissipation or electrical conductivity. Copper’s ductility allows it to be drawn into complex shapes without the risk of cracking, although it can harden during the process, requiring intermediate annealing.
Properties of Copper:
- High Ductility: Copper is highly ductile, making it suitable for deep drawing into intricate shapes, such as electrical connectors, heat sinks, and plumbing fixtures.
- Thermal and Electrical Conductivity: Copper’s excellent conductivity makes it ideal for applications in the electrical and electronics industries, where heat dissipation and electrical performance are critical.
- Corrosion Resistance: Copper has good resistance to corrosion in many environments, although it can develop a patina over time.
4.2 Brass in Deep Drawing
Brass is an alloy of copper and zinc, and it is widely used in deep drawing due to its excellent formability and aesthetic appeal. Brass combines the ductility of copper with the added strength of zinc, making it suitable for producing decorative hardware, musical instruments, and plumbing components.
Properties of Brass:
- Good Formability: Brass can be drawn into complex shapes with ease, making it ideal for deep-drawn decorative items such as vases, lamps, and jewelry.
- Corrosion Resistance: Brass offers good corrosion resistance, particularly in marine environments, making it suitable for valves, fittings, and other components exposed to moisture.
4.3 Bronze in Deep Drawing
Bronze is another copper alloy, typically made with tin and other elements like aluminum or phosphorus. Bronze is known for its strength, corrosion resistance, and aesthetic appearance. It is used in applications where durability and a decorative finish are important.
Properties of Bronze:
- Durability: Bronze is stronger than copper and brass, making it suitable for deep drawing applications that require higher strength, such as bushings, bearings, and springs.
- Wear Resistance: Bronze has good wear resistance, which makes it suitable for marine hardware and industrial components.
4.4 Applications of Copper and Copper Alloys
Copper and its alloys are widely used in deep drawing applications, particularly in industries that require conductive materials or decorative finishes:
- Electronics and Electrical: Copper is used for electrical connectors, terminals, and heat sinks due to its excellent electrical conductivity.
- Plumbing: Copper and brass are used in plumbing fittings, valves, and pipes, where corrosion resistance and ease of forming are important.
- Consumer Goods: Brass is used in decorative hardware, musical instruments, and home furnishings, where its aesthetic appeal and formability make it an attractive choice.
Nickel and Nickel Alloys
5.1 Nickel’s Properties in Deep Drawing
Nickel is a versatile metal known for its high-temperature resistance, corrosion resistance, and strength. Nickel and its alloys, such as Inconel and Hastelloy, are used in deep drawing applications where parts must withstand extreme conditions, including high temperatures, pressure, and aggressive environments.
Properties of Nickel:
- Corrosion Resistance: Nickel is highly resistant to oxidation and corrosion, making it suitable for deep drawing parts that are exposed to harsh environments, such as chemical processing equipment or oil and gas components.
- High-Temperature Performance: Nickel alloys retain their strength and structural integrity at elevated temperatures, making them ideal for applications in turbine engines, heat exchangers, and exhaust systems.
- Formability: Although nickel is stronger than many other metals used in deep drawing, it still offers good formability when processed correctly, although it may require higher drawing forces and precision control during the forming process.
5.2 Inconel and Hastelloy
Inconel and Hastelloy are two of the most common nickel-based alloys used in deep drawing. These alloys are prized for their ability to maintain mechanical strength at high temperatures and their resistance to oxidation and corrosion.
- Inconel: Inconel is commonly used in aerospace and power generation applications due to its high-temperature stability and oxidation resistance. It is often used to produce deep-drawn parts such as exhaust systems, turbine blades, and heat shields.
- Hastelloy: Hastelloy is known for its superior resistance to corrosive environments, particularly in chemical processing industries. It is used in deep drawing applications where parts are exposed to acids, chlorides, and other aggressive chemicals.
5.3 Applications of Nickel Alloys in High-Temperature Environments
Nickel and its alloys are commonly used in deep drawing applications where high temperatures and corrosive environments are prevalent:
- Aerospace: Nickel alloys are used to produce engine components, exhaust systems, and heat exchangers that must withstand extreme temperatures and high-stress conditions.
- Chemical Processing: Hastelloy and other nickel alloys are used to produce components such as valves, pumps, and reactor vessels that are exposed to corrosive chemicals.
- Oil and Gas: Nickel alloys are used in drilling equipment, pipes, and valves that operate in high-pressure, high-temperature, and corrosive environments.
Titanium and Titanium Alloys
6.1 Properties of Titanium in Deep Drawing
Titanium is a highly desirable material for deep drawing due to its combination of high strength, lightweight, and excellent corrosion resistance. Titanium’s high strength-to-weight ratio makes it ideal for applications where weight reduction is critical, such as in aerospace and medical devices. However, titanium can be more challenging to form than materials like aluminum or steel, due to its springback and tendency to gall during the forming process.
Properties of Titanium:
- High Strength-to-Weight Ratio: Titanium offers excellent strength while being significantly lighter than steel, making it ideal for applications where both strength and lightweight properties are required.
- Corrosion Resistance: Titanium is highly resistant to corrosion, particularly in marine environments and chemical processing.
- Biocompatibility: Titanium is biocompatible, making it the material of choice for medical implants and surgical instruments.
6.2 Titanium’s Strength and Weight Benefits
One of the key advantages of titanium in deep drawing is its ability to provide high strength with low weight. This makes titanium an ideal material for industries such as aerospace, where reducing weight is crucial for improving fuel efficiency and performance. Titanium’s high strength allows it to be formed into thin-walled, deep-drawn parts that can withstand extreme conditions without adding unnecessary weight.
6.3 Applications in Aerospace and Medical Devices
Aerospace: Titanium is widely used in the aerospace industry for deep drawing components such as fuselage panels, engine parts, and heat shields. Its lightweight properties and ability to withstand high temperatures make it ideal for aircraft and spacecraft applications.
Medical Devices: Titanium’s biocompatibility and corrosion resistance make it the material of choice for deep drawing surgical instruments, orthopedic implants, and prosthetics. Titanium’s strength allows it to be drawn into thin-walled parts that are both durable and lightweight, ensuring patient comfort and long-term performance.
Zinc and Zinc Alloys
7.1 Zinc’s Role in Deep Drawing
Zinc is used in deep drawing applications where corrosion resistance and cost-effectiveness are important. While zinc itself is not often used as a primary material in deep drawing, it is commonly applied as a coating to steel in the form of galvanized steel, which combines the strength of steel with the corrosion resistance of zinc.
Properties of Zinc:
- Corrosion Resistance: Zinc’s primary benefit in deep drawing applications is its ability to protect steel from corrosion, particularly in outdoor and marine environments.
- Formability: Zinc is relatively easy to form, making it a good choice for coatings on steel used in deep drawing applications.
7.2 Galvanized Steel and Zinc-Coated Materials
Galvanized steel is widely used in deep drawing applications where the material will be exposed to the elements, such as in automotive, construction, and appliance industries. The zinc coating on the steel provides a protective layer that prevents rust and corrosion, extending the life of the part.
- Automotive: Galvanized steel is used to produce body panels, frames, and undercarriage components that are exposed to moisture, road salt, and other corrosive elements.
- Construction: Galvanized steel is used in roofing, siding, and structural components that are exposed to harsh weather conditions.
- Appliances: Galvanized steel is used in the production of refrigerators, washing machines, and other household appliances where corrosion resistance is important.
7.3 Applications of Zinc Alloys
Zinc alloys, such as ZAMAK, are used in deep drawing applications that require cost-effective and corrosion-resistant materials. ZAMAK alloys are commonly used in the production of automotive components, electrical enclosures, and consumer goods, where their formability and corrosion resistance make them an attractive choice.
Magnesium and Magnesium Alloys
8.1 Advantages of Magnesium in Deep Drawing
Magnesium is one of the lightest structural metals, making it an attractive choice for deep drawing applications in industries such as automotive and aerospace, where weight reduction is critical. Magnesium’s high strength-to-weight ratio allows it to be used in applications that require lightweight, strong, and stiff components.
Properties of Magnesium:
- Lightweight: Magnesium is the lightest of all commonly used metals in deep drawing, making it ideal for applications where weight reduction is a top priority.
- Good Strength: Despite its lightweight properties, magnesium offers good strength and stiffness, allowing it to be used in structural components.
- Energy Absorption: Magnesium alloys are known for their ability to absorb energy, making them ideal for automotive applications where impact resistance is important.
8.2 Challenges of Forming Magnesium
Magnesium presents certain challenges in the deep drawing process, primarily due to its low ductility at room temperature and its tendency to develop cracks or tears when deformed. To overcome these challenges, magnesium is often formed at elevated temperatures, which increases its ductility and formability.
Challenges:
- Low Room Temperature Ductility: Magnesium has limited ductility at room temperature, making it prone to cracking during cold forming.
- Temperature Sensitivity: Forming magnesium requires careful control of temperature to prevent defects such as hot tearing or surface defects.
8.3 Applications in Automotive and Aerospace
Magnesium’s lightweight properties make it an attractive material for deep drawing in the automotive and aerospace industries. Magnesium alloys are used to produce components such as engine housings, wheel rims, and interior structural components.
Automotive: Magnesium is used to reduce the weight of vehicles, improving fuel efficiency and reducing emissions. Components such as dashboards, steering wheels, and seat frames are often made from magnesium alloys.
Aerospace: Magnesium’s lightweight properties make it ideal for use in aircraft and spacecraft, where weight reduction is critical for performance and fuel efficiency. Magnesium is used in aircraft fuselages, landing gear components, and engine parts.
Advanced and Emerging Materials in Deep Drawing
9.1 High-Strength Steels (AHSS, UHSS)
Advanced High-Strength Steels (AHSS) and Ultra High-Strength Steels (UHSS) are materials that have been developed to provide higher strength without compromising formability. These steels are used in applications where high strength and lightweight properties are required, such as in the automotive industry.
Properties of AHSS and UHSS:
- High Strength: AHSS and UHSS offer significantly higher strength than conventional steels, allowing for the production of thinner, lighter parts that can withstand greater forces.
- Good Formability: Despite their high strength, AHSS and UHSS retain good formability, making them suitable for deep drawing applications.
9.2 Metal Matrix Composites (MMCs)
Metal Matrix Composites (MMCs) are materials that combine metallic matrices with reinforcing fibers or particles, providing improved mechanical properties such as strength, stiffness, and wear resistance. MMCs are used in applications that require high performance under extreme conditions, such as in the aerospace and automotive industries.
Properties of MMCs:
- High Strength and Stiffness: MMCs offer superior strength and stiffness compared to traditional metals, making them suitable for deep drawing applications that require high-performance materials.
- Wear Resistance: MMCs exhibit excellent wear resistance, making them ideal for use in components that are subject to high friction or abrasive conditions.
9.3 Shape Memory Alloys
Shape Memory Alloys (SMAs) are materials that can return to their original shape after being deformed when exposed to a specific temperature. These materials are used in applications where flexibility and recovery properties are important, such as in medical devices and aerospace components.
Properties of SMAs:
- Shape Memory Effect: SMAs can “remember” their original shape and return to it after being deformed when exposed to heat, making them useful in applications that require self-healing or adaptable materials.
- Corrosion Resistance: Many SMAs, such as Nitinol (nickel-titanium alloy), are highly resistant to corrosion, making them suitable for medical and aerospace applications.
9.4 Smart Materials and Their Potential in Deep Drawing
Smart materials are materials that can respond to external stimuli, such as temperature, pressure, or magnetic fields, by changing their properties. These materials have the potential to revolutionize the deep drawing process by allowing for more adaptive, responsive, and self-healing components.
Properties of Smart Materials:
- Adaptive Properties: Smart materials can change their mechanical properties in response to environmental conditions, making them ideal for use in dynamic applications.
- Self-Healing: Some smart materials have the ability to self-repair when damaged, which can improve the longevity and durability of deep-drawn components.
Material Properties and Their Influence on Deep Drawing
10.1 Ductility, Tensile Strength, and Yield Strength
Ductility, tensile strength, and yield strength are three key properties that influence how materials behave during the deep drawing process.
- Ductility: Ductility refers to the material’s ability to deform plastically without cracking or failing. Materials with high ductility, such as aluminum and low-carbon steel, are ideal for deep drawing because they can be stretched and deformed without breaking.
- Tensile Strength: Tensile strength is the maximum amount of stress a material can withstand while being stretched or pulled. Materials with higher tensile strength, such as stainless steel and nickel alloys, require greater force to deform, but they are also more resistant to tearing and cracking.
- Yield Strength: Yield strength is the stress level at which a material begins to deform plastically. Materials with lower yield strength are easier to draw into complex shapes, but they may also be more prone to thinning and tearing.
10.2 Anisotropy and Its Effect on Material Behavior
Anisotropy refers to the directional dependence of a material’s properties, meaning that the material may behave differently depending on the direction in which it is deformed. Anisotropy can have a significant impact on the deep drawing process, leading to defects such as earing (the formation of ridges around the edge of the part) or non-uniform thickness distribution.
To minimize the effects of anisotropy, manufacturers may:
- Select materials with low anisotropy: Materials with more uniform grain structures are less likely to exhibit anisotropic behavior during deep drawing.
- Align the blank with the material’s grain direction: Proper alignment can reduce the risk of anisotropic defects such as earing.
10.3 Work Hardening and Strain Rate Sensitivity
Work hardening occurs when a material becomes stronger and harder as it is deformed, which can make it more difficult to form during subsequent stages of the deep drawing process. Materials such as stainless steel and nickel alloys exhibit significant work hardening, which may require intermediate annealing to soften the material before further forming operations.
Strain rate sensitivity refers to the material’s response to changes in the speed of deformation. Some materials, such as magnesium and titanium, are more sensitive to strain rate, meaning that they may become more brittle or prone to cracking if deformed too quickly. Hydraulic presses with variable speed control are ideal for deep drawing materials with strain rate sensitivity, as they allow for gradual, controlled deformation.
10.4 Lubrication and Surface Finish Considerations
Proper lubrication is essential for ensuring smooth material flow during the deep drawing process and preventing defects such as galling, scratches, or surface defects. The choice of lubricant depends on the material being used and the complexity of the part being drawn.
- Oil-Based Lubricants: Oil-based lubricants are commonly used for deep drawing steel and aluminum, where they provide excellent friction reduction and cooling.
- Dry Film Lubricants: Dry film lubricants, such as graphite or molybdenum disulfide, provide a solid layer that reduces friction without the need for liquid lubricants. These are often used in stainless steel and nickel alloy deep drawing applications.
The surface finish of the material also plays a role in its formability. Materials with smoother surface finishes tend to flow more easily into the die, reducing the risk of defects.
Formability of Materials in Deep Drawing
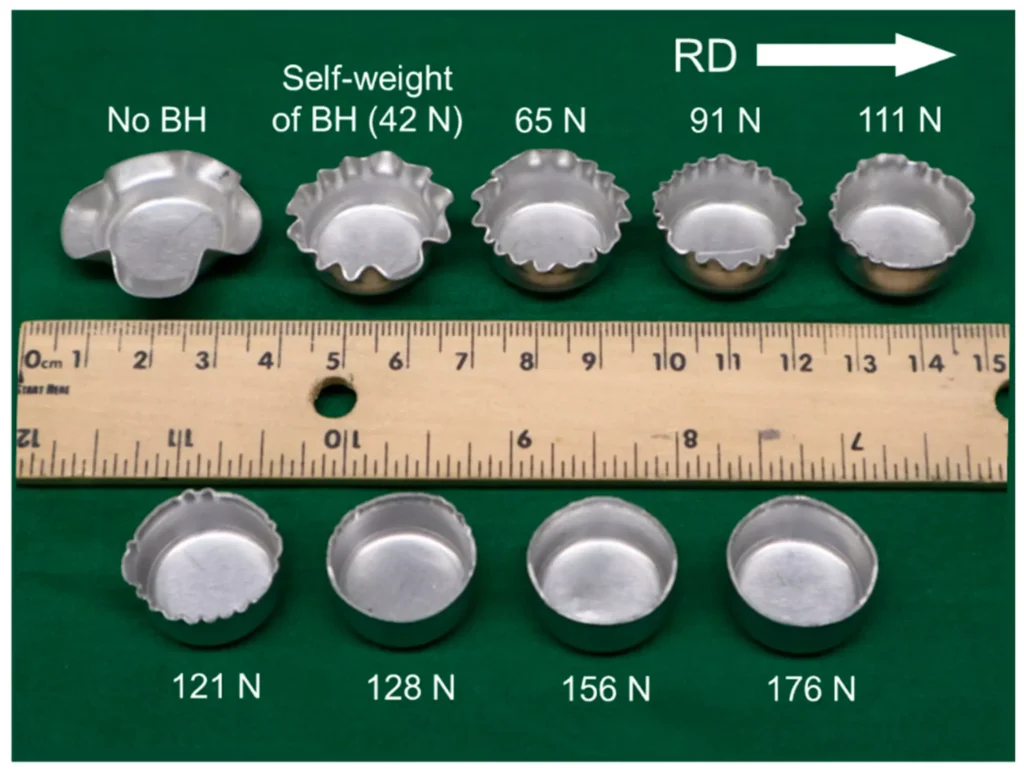
11.1 Formability Tests: FLD, Olsen, and Swift Tests
The formability of materials in deep drawing is often evaluated using several standardized tests, including:
- Forming Limit Diagrams (FLD): FLD tests measure the maximum amount of strain a material can withstand before failing. The results are plotted on a diagram, showing the material’s formability limits in different strain conditions.
- Olsen Cup Test: This test measures the material’s ability to be drawn into a cup shape without cracking. It provides insight into the material’s ductility and deep drawability.
- Swift Cup Test: The Swift test measures the material’s resistance to thinning and wrinkling during the drawing process.
These tests provide valuable information on the material’s ability to undergo plastic deformation without cracking, tearing, or wrinkling, which is critical for successful deep drawing.
11.2 Influence of Material Thickness
The thickness of the material plays a crucial role in determining its formability during the deep drawing process. Thicker materials can generally withstand deeper draws without tearing, but they also require higher punch forces and more precise control to avoid defects such as wrinkling or excessive thinning.
- Thinner Materials: Thinner materials are easier to form but may be more prone to tearing or thinning during the drawing process.
- Thicker Materials: Thicker materials are more resistant to tearing, but they may require higher force and more precise control to prevent wrinkling or excessive deformation.
11.3 Material Grain Structure and Its Effect on Formability
The grain structure of the material influences its formability, particularly in terms of its ability to undergo plastic deformation without cracking. Materials with fine grain structures tend to be more ductile and formable, while those with coarse grains may be more prone to cracking or tearing during deep drawing.
Manufacturers may use techniques such as heat treatment or annealing to refine the grain structure of the material and improve its formability.
11.4 Common Defects and Their Material-Based Causes
Several common defects can occur during the deep drawing process, many of which are directly related to the material being used. Some of the most common material-based causes of defects include:
- Wrinkling: Wrinkling occurs when the material is not properly supported during the drawing process. This can be caused by insufficient blank holder force or by using a material with low stiffness.
- Tearing: Tearing occurs when the material is overstretched, often due to high punch force or insufficient ductility.
- Thinning: Thinning occurs when the material is unevenly stretched during the drawing process, often due to high tensile strength or work hardening.
- Earing: Earing is caused by anisotropy in the material’s grain structure, leading to uneven deformation around the edges of the part.
By selecting the right material and optimizing the process parameters, manufacturers can reduce the risk of these defects and improve the quality of the final product.
Material Selection for Different Industrial Applications
Different industries have unique requirements when it comes to material selection for deep drawing. The choice of material depends on factors such as strength, corrosion resistance, weight, and formability.
12.1 Automotive: Steel, Aluminum, and Advanced High-Strength Steels
The automotive industry is one of the largest users of deep drawing, with materials such as steel, aluminum, and advanced high-strength steels (AHSS) being the most commonly used.
- Steel: Low-carbon steel is used for body panels, while HSLA steel and AHSS are used for structural components such as reinforcements and crash-resistant parts.
- Aluminum: Aluminum is used to reduce vehicle weight and improve fuel efficiency. It is commonly used for body panels, fuel tanks, and heat shields.
12.2 Aerospace: Titanium, Nickel Alloys, and Aluminum
The aerospace industry requires materials that are both lightweight and strong, making titanium, nickel alloys, and aluminum the materials of choice for deep drawing.
- Titanium: Titanium is used for fuselage panels, engine parts, and landing gear components due to its high strength-to-weight ratio and corrosion resistance.
- Nickel Alloys: Nickel alloys, such as Inconel, are used in engine components and heat exchangers, where high-temperature performance is critical.
- Aluminum: Aluminum is used for aircraft skin panels, wing components, and structural parts due to its lightweight properties and good formability.
12.3 Consumer Goods: Stainless Steel, Aluminum, and Copper
In the consumer goods industry, materials such as stainless steel, aluminum, and copper are used to produce kitchen appliances, cookware, and electronics enclosures.
- Stainless Steel: Stainless steel is used in kitchen sinks, cookware, and household appliances due to its corrosion resistance and aesthetic appeal.
- Aluminum: Aluminum is used in beverage cans, food containers, and packaging due to its lightweight properties and recyclability.
- Copper: Copper is used in decorative items, musical instruments, and electronic components due to its conductivity and formability.
12.4 Medical Devices: Titanium, Stainless Steel, and Nickel Alloys
In the medical device industry, materials such as titanium, stainless steel, and nickel alloys are used to produce surgical instruments, implants, and prosthetics.
- Titanium: Titanium is used in orthopedic implants and prosthetics due to its biocompatibility and strength.
- Stainless Steel: Stainless steel is used in surgical tools and medical devices where corrosion resistance and sterilization are important.
- Nickel Alloys: Nickel alloys, such as Nitinol, are used in stents, catheters, and surgical instruments due to their shape memory and flexibility.
Sustainability and Material Recycling in Deep Drawing
As sustainability becomes a growing concern in manufacturing, the recycling and environmental impact of materials used in deep drawing are gaining attention. Many of the materials commonly used in deep drawing, such as steel and aluminum, are highly recyclable, making them attractive choices for industries seeking to reduce their carbon footprint.
13.1 Recycling of Steel and Aluminum
Both steel and aluminum are highly recyclable, with the ability to be melted down and reused without significant loss of properties. Recycling these materials reduces the need for raw material extraction and reduces energy consumption.
- Steel: Steel is one of the most recycled materials in the world, with a recycling rate of over 85%. The use of recycled steel in deep drawing applications reduces energy consumption and lowers greenhouse gas emissions.
- Aluminum: Aluminum is also highly recyclable, with up to 95% of the energy saved compared to producing new aluminum from raw materials. Aluminum’s recyclability makes it a popular choice for industries focused on sustainability.
13.2 Environmental Impact of Different Materials
The environmental impact of materials used in deep drawing depends on factors such as energy consumption, resource extraction, and end-of-life recycling. Materials like steel and aluminum are more environmentally friendly due to their high recyclability, while materials such as nickel alloys and titanium may have a higher environmental footprint due to the energy-intensive processes required to extract and process them.
13.3 Sustainable Practices in Material Selection for Deep Drawing
Sustainable material selection for deep drawing involves choosing materials that are both environmentally friendly and economically viable. This includes selecting materials that are recyclable, energy-efficient, and durable, as well as optimizing the deep drawing process to reduce material waste.
- Using Recycled Materials: Manufacturers can reduce their environmental impact by incorporating recycled materials into the deep drawing process, such as using recycled steel or aluminum for body panels or packaging.
- Reducing Material Waste: Optimizing the deep drawing process to minimize material waste, such as by using near-net-shape forming, can reduce the amount of scrap material generated during production.
13.4 Circular Economy and Metal Forming
The concept of a circular economy focuses on reducing waste and promoting the reuse of materials in manufacturing. In deep drawing, this can be achieved by recycling scrap material, reusing tooling and dies, and incorporating recyclable materials into the production process. By adopting sustainable practices, manufacturers can reduce their environmental impact and contribute to a more sustainable future.
Conclusion: The Importance of Material Selection in Deep Drawing
Material selection plays a crucial role in the success of the deep drawing process, influencing factors such as formability, strength, corrosion resistance, and cost. Choosing the right material ensures that parts can be formed efficiently, without defects, and meet the performance requirements of the application.
In this comprehensive guide, we have explored the properties, advantages, and limitations of materials commonly used in deep drawing, including steel, aluminum, copper, nickel alloys, titanium, zinc, and magnesium. We have also discussed emerging materials such as advanced high-strength steels, metal matrix composites, and shape memory alloys, which are expanding the possibilities for deep drawing in industries such as automotive, aerospace, and medical devices.
Looking ahead, sustainability and material innovation will continue to play a key role in shaping the future of deep drawing. Manufacturers will need to balance performance requirements with environmental considerations, selecting materials that offer the best combination of recyclability, durability, and cost-effectiveness. As new materials and technologies emerge, the deep drawing process will continue to evolve, enabling the production of high-quality, complex parts for a wide range of industries.
By understanding the properties and behavior of different materials, manufacturers can optimize the deep drawing process to achieve greater efficiency, reduce waste, and produce parts that meet the demands of modern engineering and sustainability.
Common Applications of Deep Drawing
Deep drawing is a highly versatile and widely used metal forming process that is integral to the production of various parts and components across numerous industries. This process, which transforms flat sheet metal into hollow, three-dimensional shapes through plastic deformation, is essential in manufacturing products with complex geometries, tight tolerances, and smooth finishes. The ability of deep drawing to produce intricate, strong, and lightweight components has made it a cornerstone technology in sectors such as automotive, aerospace, consumer goods, medical devices, packaging, and electronics.
This comprehensive guide will explore the common applications of deep drawing, delving into how different industries utilize the process to create key components. Each section will cover specific examples, the advantages of deep drawing in these applications, and how materials and process parameters are optimized to meet the needs of the industry.
Introduction to Deep Drawing Applications

1.1 Overview of Deep Drawing
Deep drawing is a metal forming process that transforms flat sheets or blanks of metal into hollow, three-dimensional components through mechanical force. The blank is clamped over a die and pressed into shape by a punch, resulting in a seamless part with uniform thickness and smooth surfaces. This process can be used to create cylindrical, box-shaped, or more complex geometries, depending on the die and punch configuration.
1.2 Importance of Deep Drawing in Modern Manufacturing
Deep drawing has become a foundational manufacturing process due to its ability to produce strong, lightweight, and intricate components with minimal material waste. The process is especially beneficial for high-volume production, where the consistency and repeatability of deep drawing can drive significant cost savings. Additionally, deep drawing is often preferred over other forming methods, such as stamping or hydroforming, because of its ability to create deep, complex shapes with fewer operations and secondary finishing.
1.3 Common Industries That Use Deep Drawing
Deep drawing is used across a wide array of industries due to its versatility. Some of the most common industries that benefit from deep drawing include:
- Automotive: For body panels, fuel tanks, and exhaust systems.
- Aerospace: For lightweight fuselage components and engine parts.
- Consumer Goods: For kitchenware, appliances, and electronic enclosures.
- Packaging: For metal cans, aerosol containers, and pharmaceutical packaging.
- Medical Devices: For surgical tools, implants, and medical enclosures.
- Electronics: For battery housings, connectors, and heat sinks.
- Defense: For armor components, weapon housings, and military vehicle parts.
The widespread adoption of deep drawing is a testament to its efficiency, precision, and adaptability in various manufacturing contexts.
Automotive Industry Applications
2.1 Body Panels and Structural Components
The automotive industry is one of the largest users of deep drawing technology, particularly for the production of body panels and structural components. Deep drawing is ideal for forming parts like door panels, roof panels, hoods, and trunk lids because it can produce large, smooth surfaces with consistent thickness and strength. These panels require high-quality finishes and must meet strict strength-to-weight ratios to improve vehicle performance and safety.
Advantages of Deep Drawing for Automotive Body Panels:
- Lightweighting: By using high-strength low-alloy (HSLA) steel or aluminum, deep drawing can produce lightweight body panels that improve fuel efficiency.
- Seamless Construction: The process creates parts without welds or seams, enhancing the strength and durability of the vehicle’s structure.
- Precision: The ability to control material thickness and deformation ensures consistent quality across large production runs.
In addition to body panels, deep drawing is used to produce structural components such as reinforcements, cross members, and crash structures. These components play a critical role in improving the vehicle’s crashworthiness and rigidity while minimizing weight.
2.2 Fuel Tanks and Fluid Reservoirs
Fuel tanks and fluid reservoirs are essential components in vehicles, and deep drawing is the preferred manufacturing process for these parts due to its ability to produce leak-proof, seamless containers with complex geometries. Automotive fuel tanks, for example, must be capable of withstanding internal pressure and impacts without deforming or leaking, making the durability and integrity provided by deep drawing crucial.
Common materials for deep-drawn fuel tanks include stainless steel and aluminum, both of which offer excellent corrosion resistance and lightweight properties. Deep drawing also ensures a smooth, uniform surface, which helps improve the structural integrity of the tanks and reduces the risk of stress concentration points.
2.3 Exhaust Systems and Heat Shields
Exhaust systems and heat shields are another key application of deep drawing in the automotive sector. Exhaust components, such as mufflers, catalytic converters, and exhaust manifolds, must be able to withstand high temperatures, corrosive gases, and mechanical stresses. Deep drawing enables the production of thin-walled, high-temperature-resistant components from materials like stainless steel and Inconel.
Heat shields, which protect other parts of the vehicle from excessive heat generated by the exhaust system or engine, are typically deep drawn from aluminum or stainless steel due to their thermal conductivity and corrosion resistance. These shields require precise shaping to fit around engine components while maintaining their lightweight properties.
2.4 Other Automotive Applications
Beyond body panels, fuel tanks, and exhaust systems, deep drawing is used for various other automotive components, including:
- Wheel Housings and Hubcaps: Deep-drawn metal components provide strength and durability for automotive wheels, while maintaining a lightweight structure.
- Airbags and Safety Components: Deep-drawn housings for airbag systems must be durable and resistant to impact, making deep drawing an ideal manufacturing process.
- Dashboard and Interior Trim: The complex shapes and smooth finishes required for automotive dashboards and interior panels are easily achieved through deep drawing.
Overall, deep drawing plays a vital role in reducing weight, improving fuel efficiency, and enhancing safety in modern vehicles, making it indispensable to automotive manufacturing.
Aerospace Industry Applications
3.1 Fuselage Panels and Structural Components
The aerospace industry demands lightweight yet strong components that can withstand extreme conditions, including high speeds, intense pressures, and varying temperatures. Deep drawing is an ideal process for producing fuselage panels, wing components, and structural reinforcements, as it allows manufacturers to form large, thin-walled parts that are both aerodynamically efficient and structurally sound.
Materials such as aluminum alloys, titanium, and high-strength steels are often used in aerospace applications due to their combination of strength, durability, and corrosion resistance. The deep drawing process ensures consistent thickness and dimensional accuracy, which is essential for maintaining the structural integrity of aircraft.
3.2 Aircraft Engine Parts
Aircraft engines are subjected to extreme temperatures and pressures, making deep drawing a valuable technique for manufacturing components like engine housings, turbine blades, and combustion chambers. Materials like Inconel and titanium are commonly used in these components due to their ability to retain strength and stability under high-temperature conditions.
Advantages of Deep Drawing for Aircraft Engine Parts:
- Precision: Deep drawing allows for the creation of complex geometries with precise tolerances, ensuring that engine components fit together seamlessly.
- High-Temperature Resistance: The process enables the use of high-performance materials that can withstand the thermal stresses of modern jet engines.
- Weight Reduction: By producing thin-walled yet strong components, deep drawing helps reduce the overall weight of the aircraft, improving fuel efficiency and performance.
3.3 Aerospace Fasteners and Small Components
In addition to larger structural components, deep drawing is used to produce a wide range of fasteners and small parts used in aircraft assembly. These include:
- Rivets and bolts used in the fuselage and wing construction.
- Clips, brackets, and mounts for securing internal components.
- Seals and gaskets for pressurized systems.
These small parts must meet stringent aerospace standards for strength, durability, and precision, which deep drawing is able to achieve consistently.
3.4 Aerospace Heat Shields and Exhaust Systems
As in the automotive industry, heat shields and exhaust systems are crucial components in aerospace applications. Deep drawing is used to manufacture lightweight and thermally efficient heat shields from materials like stainless steel and Inconel, which can withstand the extreme temperatures encountered during flight.
These components protect critical parts of the aircraft from heat damage while minimizing weight, ensuring that the aircraft remains safe and efficient throughout its operation.
Consumer Goods and Appliances
4.1 Kitchenware and Household Appliances
One of the most recognizable applications of deep drawing in everyday life is in the production of kitchenware and household appliances. Items like pots, pans, cooking utensils, and kitchen sinks are often made using deep drawing due to the process’s ability to create smooth surfaces, consistent thicknesses, and aesthetic finishes.
Stainless steel and aluminum are the most commonly used materials in these applications due to their corrosion resistance, durability, and heat conductivity. Deep drawing ensures that cookware and kitchen fixtures not only look polished but also perform well under repeated use.
4.2 Sinks, Bathtubs, and Home Fixtures
The production of sinks, bathtubs, and other household fixtures is another prominent application of deep drawing. Stainless steel sinks, for example, are formed using deep drawing to create seamless, durable, and corrosion-resistant basins. This method provides the added benefit of smooth edges and corners, which enhance the overall design and user experience.
For bathtubs, materials like enameled steel or acrylic-coated steel are deep drawn to create large, deep, and complex shapes with uniform thickness and strength.
4.3 Consumer Electronics Housings and Enclosures
With the increasing demand for compact and durable consumer electronics, deep drawing is widely used to produce housings, enclosures, and casings for products like smartphones, tablets, laptops, and cameras. The ability of deep drawing to form thin-walled, lightweight, and precise components makes it ideal for electronics that require protective yet sleek exteriors.
Materials such as aluminum and stainless steel are often used for these applications due to their durability, heat dissipation, and scratch resistance. The seamless design offered by deep drawing also enhances the aesthetic appeal of these products.
4.4 Decorative and Functional Home Goods
Deep drawing is frequently used to produce decorative metalwork for homes, such as vases, lamps, picture frames, and light fixtures. These items often require intricate detailing and polished finishes, which deep drawing can achieve with high precision.
Additionally, functional home goods like door handles, locks, and light switches are commonly deep drawn, providing both durability and aesthetic appeal for everyday use.
Packaging Industry
5.1 Metal Cans for Beverages and Food
One of the most well-known applications of deep drawing is in the production of metal cans for beverages and food. The process is ideal for forming lightweight, airtight, and seamless containers that preserve the contents inside while providing a strong barrier against external elements.
Aluminum and tinplate steel are the most commonly used materials for these cans due to their corrosion resistance and recyclability. Deep drawing ensures that cans are produced with uniform wall thickness, ensuring structural integrity while minimizing the amount of material used, which reduces both weight and cost.
5.2 Aerosol Cans and Spray Containers
In addition to beverage and food packaging, deep drawing is widely used in the production of aerosol cans and spray containers for products such as cleaning supplies, personal care items, and paints. These containers must be leak-proof, durable, and able to withstand internal pressure, all of which deep drawing can achieve through precise control of material flow and thickness.
Aerosol cans are typically made from aluminum or tinplate, which provide excellent corrosion resistance and lightweight properties. The deep drawing process also ensures that the cans have a seamless construction, reducing the risk of leaks or ruptures during use.
5.3 Cosmetic and Pharmaceutical Packaging
The packaging for cosmetic and pharmaceutical products often requires precise shapes, intricate detailing, and high-quality finishes, all of which deep drawing can deliver. Lipstick cases, perfume bottles, compact cases, and pill containers are commonly produced using this process.
Deep drawing allows manufacturers to create thin-walled, lightweight, and decorative packaging that enhances the product’s aesthetic appeal while maintaining functionality. Aluminum and stainless steel are frequently used in these applications for their durability and resistance to corrosion.
5.4 Specialty Packaging for Hazardous Materials
For hazardous materials such as chemicals or flammable gases, deep-drawn containers offer a high level of durability, safety, and leak resistance. Metal cylinders and tanks used to store and transport compressed gases or hazardous liquids are often deep drawn to ensure they can withstand internal pressure and prevent spills or leaks.
The seamless construction provided by deep drawing ensures that these containers are hermetically sealed, reducing the risk of contamination or leakage. Stainless steel and aluminum are common materials for these applications due to their strength, resistance to corrosion, and chemical inertness.
Medical Devices and Equipment
6.1 Surgical Instruments and Tools
In the medical field, deep drawing is a critical process for manufacturing surgical instruments and tools, including scalpels, forceps, clamps, and surgical scissors. These tools require precise shaping, sharp edges, and durable construction, all of which can be achieved through deep drawing.
Stainless steel and titanium are the most commonly used materials for these instruments due to their biocompatibility, corrosion resistance, and ability to withstand sterilization. Deep drawing provides a seamless and durable finish, ensuring that the tools are reliable and long-lasting, even in demanding surgical environments.
6.2 Medical Implants and Prosthetics
Medical implants and prosthetics are another important application of deep drawing in the medical industry. Components such as hip joints, knee replacements, and dental implants must be precisely shaped, biocompatible, and durable enough to function within the human body for extended periods.
Materials like titanium and stainless steel are commonly used for implants due to their strength, corrosion resistance, and biocompatibility. Deep drawing ensures that these components meet the strict quality standards required for medical use, including precise dimensional accuracy and surface finishes that reduce the risk of complications.
6.3 Enclosures for Medical Devices
Deep drawing is widely used to produce housings and enclosures for medical devices such as pacemakers, defibrillators, and diagnostic equipment. These devices require protective enclosures that are lightweight, durable, and capable of withstanding exposure to various environmental conditions, including sterilization processes.
Stainless steel and aluminum are often used for medical device enclosures due to their strength, corrosion resistance, and ability to provide electromagnetic shielding. The deep drawing process ensures that these enclosures are seamless and hermetically sealed, protecting the sensitive internal components from damage or contamination.
6.4 Diagnostic and Monitoring Equipment
Deep drawing is also used to produce parts for diagnostic and monitoring equipment in hospitals and clinics. Components such as blood pressure cuffs, thermometers, and surgical trays are commonly made using deep drawing to achieve smooth surfaces, precise dimensions, and easy-to-clean finishes.
By ensuring that these components are made with high-quality materials and precision manufacturing, deep drawing plays a crucial role in the reliability and effectiveness of life-saving medical equipment.
Electronics and Electrical Components
7.1 Housings and Enclosures for Electrical Devices
Deep drawing is an essential process in the electronics industry for creating housings and enclosures for a wide range of devices, including televisions, computers, servers, and home appliances. These enclosures must be lightweight, durable, and capable of protecting sensitive internal components from dust, moisture, and electromagnetic interference (EMI).
Aluminum and stainless steel are commonly used for electronic housings due to their durability, corrosion resistance, and ability to provide EMI shielding. Deep drawing ensures that these enclosures are seamless, reducing the risk of damage or contamination to the device’s internal components.
7.2 Connectors, Terminals, and Contacts
The production of electrical connectors, terminals, and contacts is another important application of deep drawing in the electronics industry. These small but critical components are used to establish reliable connections between wires, circuit boards, and other electronic devices.
Copper, brass, and nickel alloys are frequently used for these components due to their electrical conductivity and resistance to corrosion. Deep drawing ensures that connectors and terminals are precisely shaped and dimensionally accurate, providing consistent electrical performance in a wide range of applications.
7.3 Heat Sinks and Cooling Systems
Heat sinks are essential components in electronic devices that dissipate heat generated by the device’s internal components, preventing overheating and ensuring reliable operation. Deep drawing is often used to produce lightweight and efficient heat sinks from materials like aluminum, which has excellent thermal conductivity.
By creating thin-walled, highly efficient shapes, deep drawing allows for the production of heat sinks that maximize heat dissipation while minimizing the overall weight and size of the device.
7.4 Battery Enclosures and Shields
As the demand for battery-powered devices and electric vehicles (EVs) grows, deep drawing is increasingly used to produce battery enclosures and shields. These components must be lightweight, strong, and capable of protecting the battery from external damage or punctures.
Aluminum and stainless steel are commonly used for battery enclosures due to their strength, corrosion resistance, and ability to provide thermal management. Deep drawing ensures that these enclosures are seamless and leak-proof, providing reliable protection for batteries in consumer electronics and electric vehicles.
Defense and Military Applications
8.1 Armor Components and Ballistic Protection
The defense industry relies heavily on deep drawing for the production of armor components and ballistic protection systems. Vehicle armor, body armor plates, and ballistic shields must be made from materials that provide maximum protection while minimizing weight.
Materials like titanium, high-strength steel, and ceramic-metal composites are used in these applications due to their strength, durability, and ability to absorb impact. Deep drawing ensures that these components are precisely shaped and meet the strict performance standards required for military use.
8.2 Military Vehicle Components
Deep drawing is used to produce a wide range of components for military vehicles, including chassis parts, engine components, and fuel tanks. These parts must be durable, lightweight, and able to withstand the harsh conditions encountered in military operations.
High-strength steel and aluminum are commonly used for military vehicle components due to their strength-to-weight ratios and corrosion resistance. Deep drawing provides the necessary precision and consistency to ensure that these parts can withstand extreme conditions while maintaining optimal performance.
8.3 Weapon Housings and Ammunition Casings
Weapon housings and ammunition casings are critical components in military applications, requiring high strength, precision, and the ability to withstand high pressures. Deep drawing is used to produce seamless, strong, and reliable housings for firearms and metal casings for ammunition.
Materials like brass, steel, and aluminum are commonly used in these applications due to their durability, corrosion resistance, and lightweight properties.
8.4 Aerospace and Naval Components for Defense
Deep drawing is also widely used to produce components for military aircraft and naval vessels, including fuselage panels, bulkheads, and engine parts. These components must be lightweight, strong, and capable of withstanding extreme environmental conditions, making deep drawing an ideal manufacturing process for defense applications.
Titanium, Inconel, and stainless steel are commonly used materials for aerospace and naval components, providing the necessary strength and durability for mission-critical systems.
Energy and Power Generation
9.1 Wind Turbine Components and Nacelle Enclosures
The renewable energy sector relies on deep drawing for the production of components used in wind turbines, including nacelle enclosures, gear housings, and brake discs. These components must be lightweight, strong, and capable of withstanding harsh environmental conditions, such as high winds and saltwater exposure.
Aluminum and stainless steel are commonly used in these applications due to their corrosion resistance and strength-to-weight ratios. Deep drawing ensures that wind turbine components are produced with precise tolerances and smooth finishes, contributing to the overall efficiency and performance of the turbines.
9.2 Solar Panel Frames and Enclosures
In the solar energy industry, deep drawing is used to produce frames, enclosures, and mounting systems for solar panels. These components must be lightweight, durable, and capable of withstanding extreme weather conditions.
Aluminum is the material of choice for many solar panel components due to its lightweight properties, corrosion resistance, and recyclability. Deep drawing ensures that solar panel frames are produced with high precision, enabling efficient installation and long-term durability.
9.3 Deep Drawn Components for Nuclear Energy Systems
The nuclear energy industry requires components that are capable of withstanding extreme temperatures, pressure, and radiation. Deep drawing is used to produce containment vessels, reactor components, and cooling system parts from materials like stainless steel and Inconel.
These materials provide the necessary strength and corrosion resistance to ensure the safety and reliability of nuclear energy systems, while deep drawing allows for the production of precise, seamless components that meet strict performance standards.
9.4 Parts for Oil and Gas Exploration and Drilling
In the oil and gas industry, deep drawing is used to produce pipes, valves, drilling components, and pressure vessels that are capable of withstanding the extreme conditions encountered during exploration, drilling, and extraction.
Materials like stainless steel, titanium, and Inconel are commonly used in these applications due to their resistance to corrosion, high strength, and ability to withstand high pressures. Deep drawing ensures that these components are seamless, durable, and capable of performing reliably in harsh environments.
Construction and Architecture
10.1 Roofing, Gutters, and Architectural Panels
The construction industry relies on deep drawing to produce roofing panels, gutters, and architectural metal panels. These components must be durable, weather-resistant, and aesthetically pleasing, making deep drawing an ideal manufacturing process.
Aluminum and stainless steel are commonly used for roofing and architectural panels due to their corrosion resistance and lightweight properties. Deep drawing allows for the production of large, seamless panels that are easy to install and provide long-lasting protection against the elements.
10.2 Structural Brackets and Mounts
Deep drawing is used to produce structural brackets, mounts, and fasteners that are used in the construction of buildings, bridges, and infrastructure projects. These components must be strong, precisely shaped, and capable of supporting heavy loads, making deep drawing a suitable manufacturing process.
Materials like high-strength steel and aluminum are commonly used for these components due to their strength-to-weight ratios and durability.
10.3 HVAC and Plumbing Components
The production of HVAC (heating, ventilation, and air conditioning) components and plumbing systems also relies on deep drawing. Components such as ductwork, valves, piping, and fittings must be leak-proof, durable, and capable of withstanding temperature fluctuations.
Stainless steel, copper, and aluminum are commonly used in HVAC and plumbing systems due to their corrosion resistance and thermal conductivity. Deep drawing ensures that these components are seamless and precisely shaped, providing reliable performance in both residential and commercial buildings.
10.4 Custom Metalwork for Buildings
Architects and builders often use deep drawing to create custom metal components for buildings, such as decorative façades, metal screens, handrails, and light fixtures. These components must be aesthetically pleasing while also providing durability and structural support.
By using deep drawing, manufacturers can create intricate designs and custom shapes that enhance the appearance and functionality of modern buildings.
Custom and Niche Applications of Deep Drawing
11.1 Jewelry and Decorative Metal Products
Deep drawing is often used in the production of jewelry and decorative metal products, where intricate detailing and smooth finishes are essential. Gold, silver, copper, and brass are commonly used materials for deep-drawn jewelry, including rings, bracelets, pendants, and earrings.
The ability of deep drawing to create precise shapes and detailed designs makes it ideal for custom jewelry and other decorative metal products.
11.2 Musical Instruments
In the production of musical instruments, deep drawing is used to create brass and wind instruments such as trumpets, trombones, and saxophones. These instruments require precise dimensions, smooth finishes, and high-quality materials to produce the desired sound quality.
Materials like brass, nickel-silver, and stainless steel are commonly used in the deep drawing process for musical instruments due to their resonance, durability, and corrosion resistance.
11.3 Specialized Scientific Equipment
Deep drawing is often used in the production of specialized scientific equipment, including vacuum chambers, pressure vessels, and lab instrumentation. These components must be airtight, durable, and capable of withstanding high pressures or vacuum conditions.
Materials like stainless steel, Inconel, and titanium are commonly used in scientific equipment due to their corrosion resistance and strength. Deep drawing ensures that these components meet the strict dimensional and performance requirements of scientific research and industrial applications.
11.4 Custom Metal Products for Art and Design
Artists and designers often use deep drawing to create custom metal products for sculptures, furniture, and art installations. The process allows for the creation of intricate designs, unique shapes, and polished finishes that enhance the visual appeal of the artwork.
By using deep drawing, artists can explore new possibilities in metalworking, creating functional and decorative pieces that push the boundaries of design.
Sustainability and the Future of Deep Drawing Applications
12.1 Recycling and Material Efficiency in Deep Drawing
Sustainability is becoming increasingly important in manufacturing, and deep drawing offers significant advantages in terms of material efficiency and recycling. Many of the materials used in deep drawing, such as steel, aluminum, copper, and brass, are highly recyclable, reducing the environmental impact of the production process.
By optimizing the deep drawing process to minimize material waste, manufacturers can reduce their carbon footprint and contribute to a more sustainable future.
12.2 Lightweighting for Energy Efficiency
One of the key trends in modern manufacturing is lightweighting, which involves reducing the weight of components to improve energy efficiency and reduce fuel consumption in industries such as automotive, aerospace, and energy. Deep drawing plays a crucial role in this trend by allowing manufacturers to create lightweight, thin-walled components without sacrificing strength or durability.
As industries continue to prioritize fuel efficiency and emissions reduction, deep drawing will remain an essential process for achieving these goals.
12.3 Innovations in Materials for Deep Drawing
The development of advanced materials, such as high-strength steels, aluminum alloys, and composite materials, is expanding the possibilities for deep drawing applications. These materials offer improved performance characteristics, such as higher strength, corrosion resistance, and thermal stability, making them ideal for use in demanding environments.
As material science continues to advance, the range of applications for deep drawing will continue to grow, enabling the production of more innovative and high-performance components.
12.4 The Future of Deep Drawing in Modern Manufacturing
Looking ahead, the future of deep drawing in modern manufacturing will be shaped by advancements in automation, digital technologies, and sustainable practices. The integration of smart manufacturing and Industry 4.0 technologies will enable manufacturers to optimize the deep drawing process for greater precision, efficiency, and sustainability.
Key trends that will shape the future of deep drawing include:
- Automation and Robotics: Automated deep drawing systems will improve productivity and reduce labor costs, allowing manufacturers to produce components more efficiently.
- Digital Twins and Simulation: The use of digital twins and simulation tools will enable manufacturers to optimize the deep drawing process in a virtual environment, reducing the risk of defects and minimizing material waste.
- Sustainability and Circular Economy: As industries continue to prioritize sustainability, deep drawing will play a crucial role in reducing material waste, improving recyclability, and supporting the transition to a circular economy.
By embracing these trends, manufacturers will be able to produce high-quality, sustainable components that meet the demands of modern industries.
Conclusion: The Enduring Importance of Deep Drawing
Deep drawing is a highly versatile and widely used manufacturing process that plays a critical role in producing components for a wide range of industries, including automotive, aerospace, consumer goods, medical devices, packaging, and electronics. Its ability to create complex geometries, lightweight structures, and seamless parts makes it an invaluable tool in modern manufacturing.
In this comprehensive exploration of deep drawing applications, we have seen how industries rely on this process to produce key components such as body panels, fuel tanks, medical implants, electronic enclosures, and packaging containers. The process offers numerous advantages, including material efficiency, precision, and the ability to work with a wide range of materials, from steel and aluminum to titanium and nickel alloys.
As industries continue to evolve and prioritize sustainability, lightweighting, and advanced materials, deep drawing will remain a vital process in the production of innovative, high-performance components. The future of deep drawing is bright, with new technologies and materials opening up even more possibilities for efficient, sustainable manufacturing.
Components of a Hydraulic Deep Drawing Press

A hydraulic deep drawing press is a vital machine in metal forming, particularly for deep drawing processes that produce complex, hollow metal parts from flat sheet metal blanks. These presses rely on hydraulic power to generate the required force and precision necessary for drawing deep and intricate components such as automotive body panels, beverage cans, kitchen sinks, and various aerospace, medical, and industrial products.
In this comprehensive guide, we will explore the key components of a hydraulic deep drawing press, understanding their functions, design considerations, and how they contribute to the efficiency and precision of the press. We’ll also discuss the technological advancements in hydraulic press components that have improved deep drawing performance in modern manufacturing.
Introduction to Hydraulic Deep Drawing Presses
1.1 Overview of Deep Drawing and Hydraulic Presses
Deep drawing is a widely used metal forming process that involves forcing a flat sheet of metal (known as a blank) into a die cavity using a punch to form a hollow, often cylindrical or box-shaped part. Hydraulic deep drawing presses are the machines used to perform this process, relying on hydraulic pressure to provide the force needed to shape the metal.
Hydraulic presses are known for their ability to apply constant force throughout the drawing stroke, making them highly suitable for deep drawing operations. Unlike mechanical presses, which apply peak force at a specific point in the stroke, hydraulic presses allow for greater control over the speed, pressure, and force distribution, providing better results for complex deep-drawn parts.
1.2 Importance of Hydraulic Power in Deep Drawing
Hydraulic power systems allow for precise control over the punch force and blank holder force, which are critical in the deep drawing process to avoid defects like wrinkling, tearing, or thinning of the material. Hydraulic presses can be configured to handle a variety of materials, from soft metals like aluminum and copper to more difficult-to-form materials like stainless steel and titanium.
The ability to finely tune the press’s force, speed, and stroke length enables manufacturers to produce high-quality, defect-free parts, making hydraulic presses essential for industries such as automotive, aerospace, and packaging, where deep drawing is a critical process.
1.3 Basic Working Principle of a Hydraulic Deep Drawing Press
A hydraulic deep drawing press works by using hydraulic fluid to generate pressure, which in turn drives the piston and moves the ram downward. The blank is clamped between a blank holder and a die, and the ram presses the punch into the blank, forcing it into the die cavity. The hydraulic system precisely controls the force and speed of this operation, ensuring that the material flows smoothly into the die without overstressing the metal.
The Hydraulic System: Heart of the Press
The hydraulic system is the core of any hydraulic press, providing the power necessary to perform the deep drawing process. It consists of several key components that work together to generate, regulate, and transmit hydraulic force.
2.1 Hydraulic Pumps: Generation of Hydraulic Power
Hydraulic pumps are responsible for converting mechanical energy into hydraulic energy. These pumps pressurize the hydraulic fluid, creating the force needed to move the press’s piston and drive the ram. In most hydraulic deep drawing presses, the hydraulic pump is either a gear pump, vane pump, or piston pump, depending on the size and power requirements of the press.
Types of Hydraulic Pumps:
- Gear Pumps: These are simple, robust pumps commonly used in smaller presses. They provide a steady flow of hydraulic fluid but may not be as efficient at high pressures as other types.
- Vane Pumps: Vane pumps are quieter and more efficient than gear pumps and are used in presses where precise pressure control is needed.
- Piston Pumps: Piston pumps are capable of generating high pressures and are often used in heavy-duty hydraulic presses that require a large amount of force for deep drawing.
2.2 Hydraulic Cylinders: The Powerhouses of Motion
The hydraulic cylinder is the component that converts the hydraulic energy from the pump into mechanical motion, driving the ram and punch of the press. The cylinder contains a piston that moves back and forth within the cylinder housing, driven by the pressure of the hydraulic fluid.
Single-Action and double-action cylinders are the two main types used in hydraulic presses:
- Single-Action Cylinders: These cylinders move in one direction when hydraulic fluid is applied, with the return stroke relying on external forces like gravity or springs.
- Double-Action Cylinders: In these cylinders, hydraulic fluid is applied to both sides of the piston, allowing for controlled movement in both directions. Double-action cylinders provide more precise control and are preferred in modern hydraulic deep drawing presses.
2.3 Hydraulic Fluids and Reservoirs: Transmission and Storage of Power
The hydraulic fluid is essential for transmitting force throughout the hydraulic system. Hydraulic fluids must have specific properties, including viscosity, thermal stability, and lubricating characteristics, to ensure efficient operation.
The hydraulic reservoir stores the fluid and allows it to circulate through the system. The reservoir also helps cool the fluid and allows air bubbles to escape before the fluid is pumped back into the system. Proper fluid maintenance, including filtration and cooling, is critical for the longevity and efficiency of the press.
2.4 Hydraulic Valves and Control Mechanisms
Hydraulic valves control the flow, pressure, and direction of the hydraulic fluid within the system. These valves are critical for regulating the speed and force of the press during the deep drawing process.
Types of Hydraulic Valves:
- Pressure Relief Valves: These valves protect the system from over-pressurization by diverting excess hydraulic fluid back to the reservoir.
- Flow Control Valves: These valves regulate the speed of the hydraulic fluid flow, controlling how quickly the ram moves during the deep drawing process.
- Directional Control Valves: These valves determine the direction of the hydraulic fluid, controlling whether the piston moves up or down in double-action cylinders.
Proper control of these valves ensures that the press operates safely and efficiently, delivering the precise amount of force needed for deep drawing.
Frame and Structure of a Hydraulic Press

The frame of a hydraulic deep drawing press provides the structural integrity needed to withstand the immense forces generated during the drawing process. The frame design influences not only the strength of the press but also its precision, rigidity, and ability to handle various types of deep drawing applications.
3.1 Types of Frames: C-Frame, H-Frame, and Four-Column Designs
There are several types of frames used in hydraulic presses, each designed to meet specific needs depending on the size, capacity, and application of the press.
- C-Frame Press: Named for its C-shaped structure, the C-frame press is designed for smaller, lighter applications. It provides easy access to the workpiece from three sides but may not offer as much rigidity as other frame designs, making it more suitable for smaller deep drawing operations.
- H-Frame Press: The H-frame press is more rigid and balanced, providing better distribution of force across the entire structure. This design is commonly used in medium to heavy-duty deep drawing presses.
- Four-Column Press: Four-column presses offer maximum rigidity and are designed for high-capacity deep drawing applications. The columns support the entire structure and allow for the precise alignment of the ram and die, making this design ideal for large, complex parts.
3.2 Base and Bed: Supporting the Workpiece and Die
The base of the hydraulic press is the foundation that supports the entire structure and absorbs the force exerted during the deep drawing process. It is usually made of heavy-duty steel to ensure stability and prevent vibration.
The bed of the press holds the die in place and provides support for the blank during the drawing process. The bed must be perfectly flat and aligned with the ram to ensure that the punch and die engage properly, preventing defects in the drawn part.
3.3 Slide and Ram: Power Transmission to the Punch
The ram is the moving component of the hydraulic press that holds the punch and transfers force from the hydraulic cylinder to the blank. The slide guides the movement of the ram, ensuring that it moves in a straight, controlled path.
Precise alignment of the slide and ram is essential for the deep drawing process, as even slight misalignments can result in uneven material flow, wrinkling, or tearing of the blank.
3.4 Tie Rods and Structural Reinforcements
In four-column hydraulic presses, tie rods are used to hold the columns in place and provide additional strength to the frame. These rods help prevent the frame from buckling under the immense forces generated during deep drawing, ensuring that the press maintains its structural integrity throughout the operation.
Reinforcements such as cross members and braces are also used in the frame to improve its strength and rigidity, particularly in high-capacity presses where the forces involved can reach hundreds of tons.
Punch and Die System

The punch and die system is central to the deep drawing process, as it defines the shape and dimensions of the final part. This system consists of a punch, which pushes the material into the die cavity, and a die, which shapes the material as it is drawn. Several other components, such as the die cushion, blank holder, and ejector, work together to ensure the smooth operation of the deep drawing process.
4.1 Punch: Shaping the Workpiece
The punch is the part of the press that physically deforms the blank, pushing it into the die to create the desired shape. The punch is designed to match the geometry of the part being produced and must be made from high-strength materials such as tool steel or carbide to withstand the high pressures and wear associated with deep drawing.
Design considerations for punches include:
- Geometry: The punch’s shape must be carefully designed to avoid sharp edges or angles that could tear or thin the material during drawing.
- Surface Finish: A smooth, polished surface on the punch helps reduce friction between the punch and the material, ensuring a clean, defect-free part.
- Durability: The punch must be able to withstand repeated use without losing its shape or developing cracks.
4.2 Die: Providing the Cavity for Deep Drawing
The die is the counterpart to the punch, providing the cavity into which the blank is drawn. The shape of the die cavity determines the final shape of the part, and the die must be precisely aligned with the punch to ensure proper material flow and avoid defects.
Key considerations for die design include:
- Die Clearance: The clearance between the punch and the die is critical in determining how the material flows during drawing. Too little clearance can lead to tearing, while too much clearance can result in wrinkling or poor material stretch.
- Die Radius: The radius of the die edge affects how smoothly the material flows into the cavity. A larger radius allows for a more gradual draw, reducing the risk of cracking or thinning in the material.
- Die Material: Dies are typically made from tool steel, carbide, or hardened steel to withstand the high pressures involved in deep drawing.
4.3 Die Cushion: Supporting and Ejecting the Blank
The die cushion is a hydraulic or mechanical component located beneath the die, providing upward pressure to support the blank during the drawing process. The cushion helps control material flow, preventing wrinkling and ensuring that the material is properly formed into the die cavity.
In some presses, the die cushion also assists in ejecting the finished part once the drawing process is complete. By applying upward force after the punch has been retracted, the cushion helps remove the part from the die, reducing the risk of damage during ejection.
4.4 Blank Holder: Preventing Wrinkles in the Workpiece
The blank holder is a critical component in deep drawing that holds the edges of the blank in place during the drawing process. By applying uniform pressure around the blank, the holder prevents the material from folding or wrinkling as it is drawn into the die.
Controlling the blank holder force is essential to ensure smooth material flow and avoid defects. Too much force can restrict the material’s ability to flow into the die, resulting in tearing, while too little force can lead to wrinkling around the edges of the part.
4.5 Ejector Systems: Removal of Finished Components
Once the deep drawing process is complete, the finished part must be ejected from the die cavity. Ejector systems are designed to safely and efficiently remove the part without causing damage or deforming the material. These systems may be hydraulic, pneumatic, or mechanical, depending on the specific design of the press.
Ejectors must be carefully calibrated to apply the right amount of force to release the part without damaging its surface or structure. In some presses, the die cushion also acts as the ejector, pushing the part upward after drawing.
Blank Holder and Pressure Regulation
5.1 Function of the Blank Holder in Deep Drawing
The blank holder plays a crucial role in deep drawing by preventing the material from folding, bunching, or wrinkling as it is drawn into the die. By applying controlled pressure around the edges of the blank, the holder ensures that the material flows evenly into the die cavity without causing defects.
The blank holder also helps control the material flow, which is essential for achieving consistent wall thickness and preventing tearing or thinning of the material. In applications where thin-walled or highly complex parts are being drawn, precise control of the blank holder force is critical to ensuring a successful draw.
5.2 Controlling Blank Holder Force
The amount of force applied by the blank holder must be carefully regulated to ensure smooth material flow and avoid defects. The force can be controlled using hydraulic systems, which allow for fine adjustments during the drawing process. In modern hydraulic presses, the blank holder force can be dynamically adjusted throughout the stroke, providing real-time optimization based on the material’s behavior.
Proper control of blank holder force helps prevent:
- Wrinkling: If the blank holder force is too low, the material may wrinkle as it is drawn into the die.
- Tearing: If the blank holder force is too high, the material may be overstressed and tear during the drawing process.
5.3 Blank Holder Force Adjustment in Hydraulic Presses
Hydraulic presses offer several methods for adjusting the blank holder force, including:
- Manual Adjustment: In some presses, the blank holder force can be manually adjusted using pressure control valves.
- Automatic Adjustment: More advanced hydraulic presses feature automated systems that adjust the blank holder force based on feedback from sensors or load cells, ensuring optimal force throughout the drawing process.
Automatic blank holder adjustment allows for more consistent results, particularly in high-volume production where variations in material properties may require adjustments to the blank holder force during the operation.
5.4 Importance of Precision in Blank Holding for Deep Drawing Quality
Achieving high-quality deep-drawn parts depends on maintaining precise control over the blank holder force. Inconsistent or imprecise blank holding can lead to defects such as:
- Wrinkles in the part walls or flanges.
- Tearing of the material in areas of high stress.
- Non-uniform thickness due to uneven material flow.
By using a hydraulic press with precise blank holder control, manufacturers can ensure that each part is drawn with uniform wall thickness, smooth surfaces, and consistent dimensions, improving overall product quality and reducing the need for secondary finishing operations.
Control Systems and Automation
In modern manufacturing, the control systems of hydraulic deep drawing presses are critical to ensuring precision, efficiency, and repeatability. These systems range from basic manual controls to highly advanced CNC (Computer Numerical Control) and PLC (Programmable Logic Controller) systems that automate and optimize the entire deep drawing process.
6.1 Manual vs. CNC-Controlled Hydraulic Presses
Traditional hydraulic presses may rely on manual control systems, where the operator adjusts the pressure, force, and stroke length of the press manually. While this approach allows for flexibility in small-scale or custom jobs, it can be inefficient and prone to human error in large-scale production.
CNC-controlled hydraulic presses offer a higher level of precision and automation. These systems use pre-programmed instructions to control every aspect of the press’s operation, from the speed and force of the punch to the blank holder force and the stroke length. CNC presses are ideal for high-volume production, where consistency and precision are critical.
6.2 PLC (Programmable Logic Controller) Systems
In many modern hydraulic presses, PLC systems are used to control the press’s operations. PLCs are industrial computers that allow for the programming of complex sequences and real-time adjustments during the deep drawing process.
Advantages of PLC systems in hydraulic presses include:
- Real-Time Control: PLCs can monitor sensors and make real-time adjustments to the punch force, blank holder force, and other parameters during the drawing process, ensuring optimal performance.
- Customization: PLCs can be programmed to handle a wide range of deep drawing operations, allowing for greater flexibility in part design and production.
- Safety Features: PLC systems can be programmed with safety protocols, such as emergency stop functions and automatic shutoffs in case of system malfunctions.
6.3 Human-Machine Interface (HMI) and Control Panels
The Human-Machine Interface (HMI) is the user interface that allows operators to interact with the hydraulic press’s control system. Modern presses are equipped with touchscreen HMIs, which provide a visual interface for setting parameters, monitoring press performance, and troubleshooting issues.
HMIs typically display key information such as:
- Press Force: The amount of force being applied by the punch and blank holder.
- Cycle Time: The time taken for each deep drawing operation.
- Press Status: Information on the current operating mode, including any warnings or error messages.
HMIs make it easier for operators to adjust parameters and optimize the process without the need for manual adjustments, improving both efficiency and accuracy in production.
6.4 Advanced Sensors and Feedback Systems
Modern hydraulic presses are equipped with a variety of sensors that provide real-time feedback on key parameters such as pressure, force, temperature, and position. These sensors allow the control system to make automatic adjustments during the deep drawing process, ensuring optimal performance and preventing defects.
Types of sensors used in hydraulic presses:
- Pressure Sensors: Measure the hydraulic pressure in the system and ensure that the correct force is being applied during the drawing process.
- Position Sensors: Monitor the position of the ram and punch, ensuring that the correct stroke length is achieved.
- Temperature Sensors: Monitor the temperature of the hydraulic fluid and other components to prevent overheating and ensure efficient operation.
The use of sensors and feedback systems allows for predictive maintenance, where the system can detect potential issues before they lead to breakdowns or defects in the final part.
6.5 Safety Mechanisms and Emergency Stops
Safety is a critical concern in hydraulic press operations, and modern presses are equipped with a range of safety mechanisms to protect both operators and the machine. These safety features may include:
- Emergency Stop Buttons: Located on the control panel, these buttons allow operators to stop the press immediately in case of an emergency.
- Safety Light Curtains: These sensors detect when a person or object enters the press area and automatically stop the machine to prevent accidents.
- Overload Protection: This system automatically stops the press if it detects that the applied force exceeds the press’s rated capacity, preventing damage to the machine and tooling.
These safety mechanisms ensure that the press operates within safe limits and reduce the risk of injury or damage during deep drawing operations.
Pressure and Force Monitoring Systems
7.1 Real-Time Monitoring of Punch and Blank Holder Force
Precise control of the punch force and blank holder force is essential for achieving high-quality deep-drawn parts. To ensure that these forces are applied consistently and accurately, modern hydraulic presses are equipped with real-time monitoring systems that track the forces during each stage of the drawing process.
These systems use load cells, pressure transducers, and other sensors to measure the applied forces and provide feedback to the control system. This feedback allows for automatic adjustments during the drawing process, ensuring that the material is drawn evenly and without defects.
7.2 Load Cells and Pressure Transducers
Load cells are used to measure the force applied by the punch and blank holder during the deep drawing process. These devices convert mechanical force into an electrical signal, which can be monitored by the control system.
Pressure transducers are used to measure the hydraulic pressure in the system, providing real-time data on the force being generated by the hydraulic pump. By monitoring the pressure, the control system can adjust the flow of hydraulic fluid to maintain the desired force throughout the stroke.
7.3 Importance of Force Distribution in Deep Drawing
Even force distribution is critical for achieving consistent material flow and uniform wall thickness in deep drawing. If the force is not evenly distributed, defects such as thinning, wrinkling, or tearing can occur.
By using real-time force monitoring systems, manufacturers can ensure that the force is applied evenly across the entire blank, reducing the risk of defects and improving the overall quality of the drawn part.
7.4 Maintaining Constant Force Throughout the Stroke
One of the advantages of hydraulic presses over mechanical presses is the ability to maintain constant force throughout the entire stroke. This is particularly important in deep drawing, where the material undergoes significant deformation as it is drawn into the die.
Real-time force monitoring systems allow the press to adjust the applied force dynamically, ensuring that the material flows smoothly into the die without overstressing any particular area. This capability is essential for producing complex, deep-drawn parts with uniform thickness and smooth surfaces.
Lubrication Systems and Cooling Mechanisms
8.1 Importance of Lubrication in Deep Drawing
Lubrication is essential in the deep drawing process to reduce friction between the punch, die, and blank. Proper lubrication prevents galling, scratches, and tearing of the material, ensuring a smooth finish and consistent material flow.
The choice of lubricant depends on several factors, including the material being drawn, the geometry of the part, and the drawing conditions (e.g., speed and temperature). Common lubricants used in deep drawing include:
- Oil-Based Lubricants: Provide excellent friction reduction and are commonly used for drawing steel and aluminum.
- Dry Film Lubricants: These are solid coatings, such as graphite or molybdenum disulfide, that provide lubrication without the need for liquid oils. They are often used for drawing stainless steel and high-strength materials.
8.2 Types of Lubrication Systems: Manual, Automatic, and Dry Film
There are several methods for applying lubrication in a hydraulic deep drawing press:
- Manual Lubrication: In smaller-scale operations, lubrication may be applied manually by the operator before each drawing cycle.
- Automatic Lubrication Systems: In high-volume production, automatic lubrication systems are used to ensure consistent application of lubricant. These systems can be programmed to apply the right amount of lubricant at specific points in the drawing process, reducing waste and improving efficiency.
- Dry Film Lubrication: For materials that require special handling, dry film lubricants can be applied to the blank before the drawing process begins. This method reduces the need for liquid lubricants and provides a cleaner working environment.
8.3 Heat Generation and Cooling Requirements
During the deep drawing process, friction between the punch, die, and material generates heat, which can affect the quality of the drawn part and the performance of the press. Excessive heat can cause hydraulic fluid to degrade, warping in the die, or inconsistent material flow.
To prevent overheating, hydraulic presses are equipped with cooling systems that regulate the temperature of the hydraulic fluid and other components.
8.4 Cooling Systems for Hydraulic Fluids and Press Components
Hydraulic presses typically use one or more of the following cooling systems:
- Air Cooling: Fans are used to cool the hydraulic fluid and press components. This method is commonly used in smaller presses or presses that do not generate excessive heat.
- Water Cooling: In larger presses, water-cooled heat exchangers are used to remove heat from the hydraulic fluid. Water cooling is more effective than air cooling and is essential for presses that operate at high speeds or pressures.
- Oil Coolers: Some presses use oil coolers to regulate the temperature of the hydraulic fluid. By circulating the fluid through a heat exchanger, the oil cooler prevents the fluid from overheating and ensures efficient operation.
Effective cooling systems are critical for maintaining the performance and longevity of hydraulic deep drawing presses, especially in high-volume production environments.
Die Cushion and Ejector Systems
9.1 Role of the Die Cushion in Deep Drawing
The die cushion plays a crucial role in deep drawing by providing controlled upward pressure on the blank during the drawing process. This upward force helps support the material as it is drawn into the die, preventing wrinkling and tearing and ensuring smooth material flow.
The die cushion also allows for adjustable force control, which is essential for drawing complex or deep parts. By adjusting the cushion force, manufacturers can optimize the process for different materials and part geometries, improving part quality and reducing the risk of defects.
9.2 Types of Die Cushions: Hydraulic, Pneumatic, and Mechanical
There are several types of die cushions used in hydraulic presses, each offering different advantages depending on the application:
- Hydraulic Die Cushions: These are the most common type of die cushion, offering precise force control and adjustability. Hydraulic cushions use hydraulic cylinders to provide upward force and can be programmed to vary the force during the drawing process.
- Pneumatic Die Cushions: Pneumatic cushions use compressed air to generate force and are typically used in light-duty applications. While they offer less precision than hydraulic cushions, they are more cost-effective for smaller presses.
- Mechanical Die Cushions: Mechanical cushions use springs or cams to provide force. While they are simpler and less expensive than hydraulic or pneumatic cushions, they offer less flexibility and precision, making them less suitable for complex deep drawing operations.
9.3 Functions of Ejector Systems in Removing Parts
Once the deep drawing process is complete, the finished part must be removed from the die cavity. Ejector systems are designed to safely and efficiently remove the part without causing damage or deformation. These systems apply upward force to lift the part out of the die, ensuring smooth and reliable part ejection.
Ejector systems may be hydraulic, pneumatic, or mechanical, depending on the design of the press. In some presses, the die cushion also functions as the ejector, providing upward force to remove the part after the drawing process is finished.
9.4 Design Considerations for Die Cushions and Ejectors
The design of the die cushion and ejector system is critical to the performance of the hydraulic press. Key considerations include:
- Force Control: The die cushion must provide precise force control to ensure smooth material flow and prevent defects. The ability to adjust the cushion force during the drawing process is essential for achieving consistent results.
- Ejection Force: The ejector system must provide enough force to remove the part from the die without damaging the material. In some cases, the ejector force must be adjustable to accommodate different part geometries and materials.
- Cycle Time: The die cushion and ejector system should be designed to minimize cycle time, ensuring that the press operates efficiently in high-volume production environments.
By optimizing the design of the die cushion and ejector system, manufacturers can improve the efficiency and quality of the deep drawing process.
Types of Hydraulic Deep Drawing Presses and Their Configurations
Hydraulic deep drawing presses come in various configurations, each designed to meet specific manufacturing requirements. The choice of press type depends on factors such as part complexity, production volume, material type, and cost. Understanding the different types of presses and their capabilities is essential for selecting the right machine for the job.
10.1 Single-Action Hydraulic Presses
Single-action hydraulic presses are the simplest type of deep drawing press, featuring a single ram that moves vertically to perform the drawing operation. In these presses, the blank is clamped between the die and blank holder, and the punch is driven downward by the hydraulic cylinder to form the part.
Advantages of Single-Action Presses:
- Cost-Effective: Single-action presses are less expensive than multi-action presses, making them suitable for small-scale or low-volume production.
- Simple Operation: These presses are easy to operate and maintain, making them ideal for applications where precision and complexity are not critical.
Limitations:
- Limited Flexibility: Single-action presses are less versatile than double-action or triple-action presses and may not be suitable for complex or high-volume production.
10.2 Double-Action and Triple-Action Hydraulic Presses
Double-action and triple-action presses offer greater flexibility and precision than single-action presses, making them ideal for complex deep drawing operations. These presses feature multiple rams, each controlled by its own hydraulic cylinder, allowing for independent control of the punch, die, and blank holder.
- Double-Action Presses: In a double-action press, the punch and blank holder are controlled independently. This allows for greater control over material flow, reducing the risk of defects and improving part quality.
- Triple-Action Presses: In a triple-action press, the punch, die, and blank holder are all controlled independently, providing maximum flexibility and precision. These presses are used for highly complex parts that require precise control over material flow and force distribution.
Advantages of Multi-Action Presses:
- Precision: Independent control of the punch, die, and blank holder allows for greater precision in the deep drawing process.
- Versatility: These presses can handle a wide range of part geometries and materials, making them suitable for complex and high-volume production.
Limitations:
- Higher Cost: Double-action and triple-action presses are more expensive than single-action presses due to their complexity and advanced control systems.
10.3 Specialized Hydraulic Press Configurations for Complex Drawings
In addition to standard hydraulic presses, specialized configurations are available for complex deep drawing applications. These presses are designed to handle specific challenges, such as thin-walled parts, multi-stage drawing, or difficult-to-form materials.
Examples of Specialized Hydraulic Press Configurations:
- Servo-Driven Hydraulic Presses: These presses use servo motors to control the movement of the ram, providing greater precision and energy efficiency than traditional hydraulic systems.
- Hydroforming Presses: Hydroforming presses use a combination of hydraulic pressure and fluid media to form complex shapes with thin walls and intricate geometries. This process is ideal for automotive and aerospace applications where lightweight, high-strength parts are required.
10.4 Hydroforming Presses vs. Traditional Deep Drawing
Hydroforming is an advanced form of deep drawing that uses pressurized fluid to form the part instead of a traditional punch and die system. This process allows for more complex shapes and thinner walls than traditional deep drawing, making it ideal for applications where lightweight and high-strength parts are required.
Advantages of Hydroforming:
- Complex Geometries: Hydroforming can create parts with intricate shapes and thin walls that would be difficult or impossible to achieve with traditional deep drawing.
- Material Savings: The process allows for more efficient use of material, reducing waste and lowering production costs.
Limitations:
- Higher Cost: Hydroforming presses are more expensive than traditional hydraulic presses, and the process is more complex, requiring specialized equipment and expertise.
Hydroforming and traditional deep drawing are often used in combination, depending on the specific requirements of the part being produced.
Energy Efficiency and Environmental Considerations
As industries become more focused on sustainability and energy efficiency, hydraulic deep drawing presses are being designed to reduce energy consumption and minimize their environmental impact. This section will explore the various strategies used to improve the energy efficiency of hydraulic presses and the environmental considerations involved in their operation.
11.1 Energy Consumption in Hydraulic Press Operations
Hydraulic presses consume significant amounts of energy during operation, particularly in high-volume production environments. The energy required to generate hydraulic pressure, move the ram, and control the blank holder can lead to high operating costs and environmental impact.
Factors Affecting Energy Consumption:
- Hydraulic System Efficiency: The efficiency of the hydraulic system, including the pump, valves, and cylinders, has a direct impact on energy consumption. Inefficient systems waste energy through heat generation and fluid leakage.
- Cycle Time: The longer the cycle time, the more energy the press consumes. Optimizing the cycle time can help reduce energy consumption.
- Cooling Requirements: Hydraulic presses generate heat during operation, and the energy required to cool the system can add to overall energy consumption.
11.2 Servo-Driven Hydraulic Systems for Improved Efficiency
Servo-driven hydraulic systems are a recent innovation that significantly improves the energy efficiency of hydraulic presses. These systems use servo motors to control the hydraulic pump and cylinders, providing precise control over the press’s operations and reducing energy consumption.
Advantages of Servo-Driven Hydraulic Systems:
- Energy Savings: Servo-driven systems only use energy when needed, reducing idle energy consumption and standby losses.
- Precision: The use of servo motors allows for fine-tuned control over the press’s operations, improving part quality and reducing material waste.
- Reduced Heat Generation: Servo-driven systems generate less heat than traditional hydraulic systems, reducing the need for cooling and further improving energy efficiency.
11.3 Use of Biodegradable Hydraulic Fluids
Hydraulic presses rely on hydraulic fluid to transmit force, and traditional hydraulic fluids can have a significant environmental impact if not properly disposed of. To reduce this impact, many manufacturers are now using biodegradable hydraulic fluids made from plant-based oils or synthetic esters.
Advantages of Biodegradable Hydraulic Fluids:
- Reduced Environmental Impact: Biodegradable fluids break down more easily in the environment, reducing the risk of contamination in case of leaks or spills.
- Non-Toxic: Many biodegradable fluids are non-toxic, making them safer for workers and reducing the risk of harmful exposure.
- Performance: Modern biodegradable fluids offer performance comparable to traditional fluids, providing the necessary lubrication and thermal stability required for deep drawing operations.
11.4 Reducing Environmental Impact with Energy-Saving Components
In addition to using energy-efficient hydraulic systems and biodegradable fluids, there are several other ways to reduce the environmental impact of hydraulic presses:
- Energy Recovery Systems: These systems capture and reuse energy generated during the press’s operation, reducing overall energy consumption.
- Variable Speed Drives: By adjusting the speed of the hydraulic pump based on the press’s workload, variable speed drives can reduce energy consumption during low-load conditions.
- Optimized Cycle Times: Reducing the cycle time of the press can help minimize energy consumption, particularly in high-volume production environments.
By incorporating these energy-saving components, manufacturers can reduce the environmental impact of hydraulic deep drawing presses while improving their overall efficiency.
Maintenance and Longevity of Hydraulic Press Components
To ensure the long-term performance and reliability of hydraulic deep drawing presses, regular maintenance is essential. Proper maintenance not only extends the life of the press but also improves its efficiency and prevents costly downtime.
12.1 Importance of Preventive Maintenance for Hydraulic Presses
Preventive maintenance involves regularly inspecting and servicing the press to identify and address potential issues before they lead to breakdowns. By performing routine maintenance, manufacturers can reduce the risk of unexpected failures, improve press performance, and extend the life of critical components.
Key Areas of Preventive Maintenance:
- Hydraulic System: Regularly checking for fluid leaks, worn seals, and hose deterioration can prevent hydraulic system failures.
- Lubrication: Ensuring that the press’s moving parts are properly lubricated helps reduce wear and friction, extending the life of components such as the ram, punch, and die.
- Cooling Systems: Regularly inspecting and cleaning cooling systems ensures that the press operates at the proper temperature, preventing overheating and fluid degradation.
12.2 Common Wear Parts: Seals, Hoses, Valves, and Filters
Several components of a hydraulic press are subject to wear and must be regularly inspected and replaced to ensure optimal performance. These include:
- Seals: Hydraulic seals prevent fluid leakage and ensure proper pressure within the system. Worn seals can lead to fluid loss and reduced system efficiency.
- Hoses: Hydraulic hoses carry pressurized fluid throughout the system and are subject to wear over time. Regular inspection and replacement of worn hoses are essential to prevent fluid leaks and system failure.
- Valves: Hydraulic valves control the flow of fluid within the system, and worn or damaged valves can lead to inconsistent performance. Regular inspection of valves ensures proper operation.
- Filters: Hydraulic filters remove contaminants from the fluid, ensuring that the system operates efficiently. Clogged filters can reduce fluid flow and cause pressure loss, so they should be replaced regularly.
12.3 Strategies for Prolonging Component Life
Several strategies can help prolong the life of hydraulic press components, reducing the need for frequent replacements and improving the overall efficiency of the press:
- Proper Lubrication: Ensuring that all moving parts are properly lubricated reduces friction and wear, extending the life of components such as the ram, punch, and die.
- Regular Fluid Changes: Replacing hydraulic fluid according to the manufacturer’s recommendations helps prevent fluid degradation and contamination, improving the performance of the hydraulic system.
- Monitoring System Pressure: Regularly monitoring the system pressure helps identify potential issues before they lead to breakdowns. Pressure fluctuations can indicate worn seals, damaged valves, or other problems within the system.
12.4 Predictive Maintenance Using Sensors and Condition Monitoring
In modern hydraulic presses, sensors and condition monitoring systems are used to predict when maintenance is needed, allowing for preventive maintenance to be performed before a breakdown occurs. These systems monitor key parameters such as hydraulic pressure, fluid temperature, vibration levels, and component wear, providing real-time data that can be used to schedule maintenance activities.
Advantages of Predictive Maintenance:
- Reduced Downtime: By identifying potential issues before they lead to failure, predictive maintenance helps reduce unplanned downtime and improve productivity.
- Extended Component Life: Predictive maintenance allows components to be replaced before they fail, reducing wear and extending the life of the press.
- Improved Efficiency: By ensuring that the press operates at optimal performance, predictive maintenance helps improve overall energy efficiency and reduce operating costs.
Future Trends in Hydraulic Deep Drawing Press Technology
The technology behind hydraulic deep drawing presses continues to evolve, with advances in automation, materials, and digital technologies driving improvements in performance, efficiency, and flexibility. This section will explore some of the key trends shaping the future of hydraulic deep drawing presses.
13.1 Integration of Artificial Intelligence and Machine Learning
Artificial intelligence (AI) and machine learning (ML) are being increasingly integrated into hydraulic press control systems to improve process efficiency and optimize performance. AI algorithms can analyze data from sensors and feedback systems to make real-time adjustments to parameters such as punch force, blank holder force, and stroke length, ensuring optimal performance for each part.
Applications of AI in Hydraulic Presses:
- Process Optimization: AI algorithms can analyze historical data to identify patterns and optimize the deep drawing process for efficiency, precision, and material savings.
- Defect Detection: AI can be used to monitor the process in real-time and detect defects such as wrinkling, tearing, or thinning, allowing the system to make adjustments to prevent further issues.
- Predictive Maintenance: Machine learning algorithms can analyze data from condition monitoring systems to predict when maintenance is needed, reducing the risk of unplanned downtime and improving press reliability.
13.2 Industry 4.0 and Smart Manufacturing in Hydraulic Presses
The concept of Industry 4.0 involves the integration of smart manufacturing technologies into traditional production processes, creating fully connected and automated manufacturing systems. Hydraulic deep drawing presses are increasingly becoming part of this smart manufacturing ecosystem, with IoT (Internet of Things) devices, cloud-based data analytics, and digital twins being used to improve performance and flexibility.
Key Features of Industry 4.0 Hydraulic Presses:
- IoT Connectivity: Hydraulic presses equipped with IoT sensors can transmit data to cloud-based systems, allowing for real-time monitoring and analysis of press performance.
- Digital Twins: Digital twin technology creates a virtual model of the hydraulic press, allowing manufacturers to simulate and optimize the deep drawing process in a digital environment before running the actual production cycle.
- Data-Driven Decision Making: By analyzing data collected from IoT sensors and digital twins, manufacturers can make data-driven decisions to optimize the press’s performance, improve part quality, and reduce energy consumption.
13.3 Advances in Materials for Press Construction
The materials used to construct hydraulic presses are also evolving, with new alloys and composites offering improved strength, durability, and wear resistance. These advanced materials help extend the life of the press, reduce maintenance requirements, and improve overall performance.
Examples of Advanced Materials for Hydraulic Press Components:
- High-Strength Alloys: Advanced steel alloys are being used to construct frames, columns, and other structural components, providing improved strength-to-weight ratios and reducing the risk of frame deformation under high loads.
- Wear-Resistant Coatings: New coatings for punches, dies, and other wear components improve their resistance to abrasion, galling, and corrosion, reducing the need for frequent replacements and improving press longevity.
- Composite Materials: Composite materials are being used in some press components to reduce weight and improve energy efficiency without sacrificing strength or durability.
13.4 Digital Twins and Simulation in Press Design and Operation
Digital twin technology is becoming increasingly important in the design, operation, and maintenance of hydraulic deep drawing presses. By creating a virtual replica of the press, manufacturers can simulate different operating conditions, test new part designs, and optimize process parameters without the need for physical trials.
Advantages of Digital Twins:
- Process Simulation: Digital twins allow manufacturers to simulate the deep drawing process in a virtual environment, identifying potential issues and optimizing parameters before production begins.
- Real-Time Monitoring: Digital twins can be linked to IoT sensors on the physical press, providing real-time data on performance and allowing for adjustments to be made in real-time.
- Improved Maintenance: By monitoring the condition of the press components in real-time, digital twins can predict when maintenance is needed and provide recommendations for preventing breakdowns.
13.5 Emerging Technologies: 3D Printing of Press Components
The use of 3D printing in the manufacturing of hydraulic press components is an emerging trend that offers several potential benefits, including reduced lead times, improved design flexibility, and cost savings.
Applications of 3D Printing in Hydraulic Presses:
- Custom Tooling: 3D printing can be used to create custom punches, dies, and other tooling components with complex geometries that would be difficult or impossible to produce using traditional manufacturing methods.
- Prototyping: 3D printing allows manufacturers to quickly produce prototypes of press components, enabling faster design iterations and reducing the time required to bring new products to market.
- Spare Parts: 3D printing can be used to produce replacement parts for hydraulic presses, reducing downtime and eliminating the need for large inventories of spare parts.
As 3D printing technology continues to advance, its role in the production and maintenance of hydraulic deep drawing presses is expected to grow, offering new possibilities for design, customization, and efficiency.
Conclusion: Key Components Driving the Performance of Hydraulic Deep Drawing Presses
Hydraulic deep drawing presses are complex machines that rely on a wide range of components to deliver the precision, force, and control necessary for high-quality deep drawing operations. Each component, from the hydraulic system and control mechanisms to the frame and tooling, plays a critical role in ensuring the press’s performance, efficiency, and reliability.
In this comprehensive guide, we have explored the key components of a hydraulic deep drawing press, including the hydraulic pumps, cylinders, frame designs, punch and die systems, and control systems that drive the press’s operation. We have also discussed the importance of lubrication, cooling, and maintenance in ensuring the longevity of the press, as well as the emerging technologies that are shaping the future of hydraulic press design and operation.
As manufacturing continues to evolve with the adoption of smart technologies, advanced materials, and sustainable practices, hydraulic deep drawing presses will remain a cornerstone of metal forming in industries such as automotive, aerospace, consumer goods, and packaging. By leveraging the latest advancements in AI, automation, and digital twins, manufacturers can optimize their hydraulic deep drawing operations, producing high-quality, cost-effective parts with unparalleled precision and efficiency.
What is Sheet Forming?
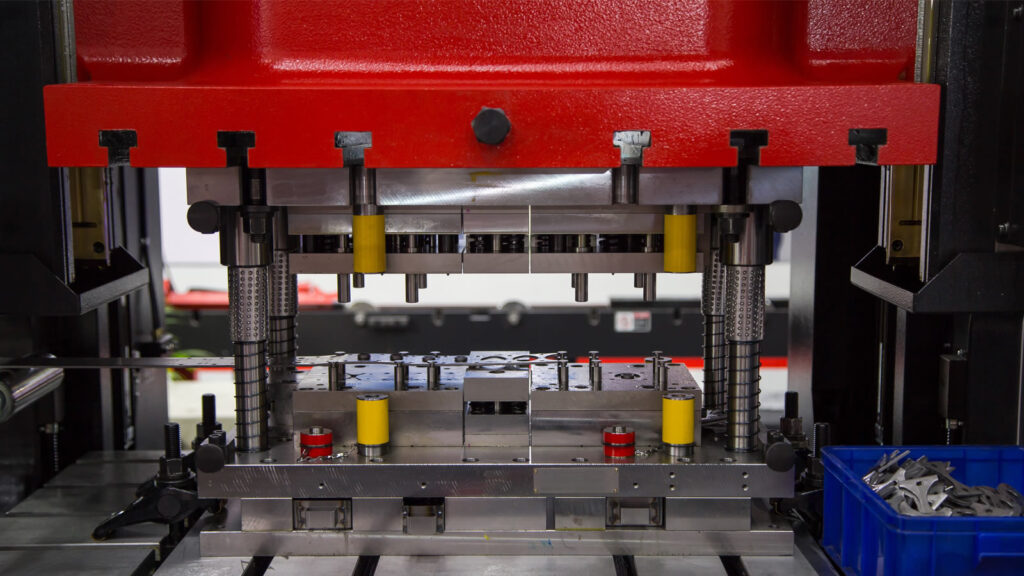
Sheet forming refers to the process of shaping metal sheets into desired forms by applying force without removing material. It is a vital manufacturing technique used across industries like automotive, aerospace, electronics, and construction. The process involves manipulating sheet metal using different methods such as bending, stretching, or deep drawing. The end products are essential components in the form of panels, structural parts, or enclosures.
What is a Hydraulic Cold Press?
A hydraulic cold press is a machine that uses hydraulic force to deform or shape sheet metal at room temperature. Unlike hot forming, which uses heat to soften the metal, cold forming relies solely on high-pressure hydraulic systems to achieve the required deformation. Hydraulic cold presses are preferred for applications where precision, surface finish, and material properties like strength and hardness are crucial.
Importance of Sheet Forming in Modern Industry
Sheet forming is integral to the production of various components, especially where high-volume production and precision are critical. The versatility of sheet forming has made it the backbone of industries such as:
- Automotive: Sheet forming enables the mass production of body panels, chassis parts, and other critical automotive components.
- Aerospace: The process is used to form lightweight and high-strength metal sheets used in aircraft structures.
- Construction: Sheet forming helps in creating roofing materials, facades, and other structural elements.
The use of hydraulic cold presses in these industries has increased significantly due to their ability to provide consistent force, which results in superior accuracy and repeatability.
Brief History and Evolution of Hydraulic Presses
The development of hydraulic presses dates back to the 18th century, with the invention of the hydraulic press by Joseph Bramah in 1795. The use of hydraulic power was revolutionary in its ability to amplify force through hydraulic fluids. Over time, hydraulic presses evolved with the advent of new materials and control systems. The modern hydraulic cold press leverages automation, precise control mechanisms, and improved hydraulic fluids to enhance efficiency and productivity.
Hydraulic presses play a critical role in metal forming processes, offering advantages in energy efficiency, force control, and customization. Today, they are a cornerstone in manufacturing for industries requiring high-quality and intricate sheet metal parts.
Fundamentals of Sheet Forming
Basic Principles of Sheet Metal Forming
Sheet metal forming involves deforming metal sheets plastically, meaning the material is shaped permanently without breaking or cracking. The sheet is subjected to forces beyond its elastic limit, causing it to take a new form. The success of the process depends on several factors, including:
- Material properties such as ductility and tensile strength
- Thickness and uniformity of the sheet
- The applied pressure and the tooling used
- The ability of the material to flow into the die cavity without cracking
Forming processes like bending, stretching, and drawing are fundamental in shaping sheet metal into complex geometries.
Types of Sheet Forming Processes
There are three primary types of sheet forming processes based on temperature:
- Cold Forming: Performed at room temperature, maintaining material strength and hardness.
- Warm Forming: Involves moderate heating to improve formability while avoiding full material softening.
- Hot Forming: Uses high temperatures to soften the material, allowing for easier deformation but at the cost of precision.
Hydraulic cold presses are ideal for cold forming due to their ability to provide high pressure and precision without heating the material.
Key Materials Used in Sheet Forming
Sheet forming typically involves various metals, including:
- Aluminum: Lightweight, corrosion-resistant, and easily formable.
- Steel: Offers high strength and is used in applications where durability is critical.
- Copper and Brass: Known for their excellent electrical conductivity and ease of forming.
- Alloys: Combination of metals to achieve specific properties like strength, formability, and corrosion resistance.
Each material has specific requirements for forming, including the level of pressure needed and the potential for cracking or work hardening.
Importance of Press Force in Forming Operations
In sheet forming, the force applied by the press is crucial in determining the quality of the final product. Hydraulic cold presses are favored because they allow for precise control of the press force, ensuring that the sheet metal is deformed to the desired specifications without causing cracks or other defects. The ability to adjust pressure based on material thickness and formability makes hydraulic cold presses versatile for a wide range of materials and applications.
Hydraulic Press Technology Overview
Types of Hydraulic Presses
Hydraulic presses are versatile machines used for various forming processes, including cold and hot pressing, stamping, punching, and forging. In sheet forming, cold hydraulic presses are specifically designed to work without applying heat. Different types of hydraulic presses are classified based on their functionality and application:
- Cold Press: This type of hydraulic press works at room temperature to form metal sheets. It is ideal for applications where maintaining the material’s mechanical properties is essential, such as in the automotive and aerospace industries.
- Hot Press: These presses apply heat along with hydraulic force to form metal sheets. They are typically used when high ductility is needed, such as for thick or complex-shaped parts. Hot pressing also helps in reducing material hardness during the forming process.
- Servo-Hydraulic Press: A servo-controlled hydraulic press combines the efficiency of hydraulic power with the precision of servo motors. This type of press allows for more accurate control over force and position, making it suitable for high-precision applications.
- Mechanical Presses: While not hydraulic, mechanical presses are driven by motors and are commonly used in sheet metal forming. They are faster than hydraulic presses but are less flexible in terms of force control and precision.
- Pneumatic Presses: Similar to hydraulic presses, pneumatic presses use compressed air instead of hydraulic fluid to generate force. However, pneumatic presses are generally limited in the amount of force they can produce, making them suitable only for lighter, smaller operations.
Main Components of a Hydraulic Press
The design of hydraulic presses consists of several essential components that work together to deliver the necessary force for sheet forming. The key components of a hydraulic cold press include:
- Hydraulic System: This includes the pump, hydraulic cylinders, valves, and hydraulic fluid. The pump generates the necessary pressure, while the hydraulic cylinders convert the hydraulic energy into mechanical force. The valves control the flow of hydraulic fluid and the pressure applied during the forming process.
- Frame: The press frame supports the structure of the press and absorbs the forces generated during the sheet forming process. It is typically made from heavy-duty steel to provide stability and withstand high forces.
- Tooling Systems (Die and Punch): The tooling system, consisting of a die and punch, shapes the metal sheet. The punch applies pressure to the sheet metal, while the die provides a cavity that the sheet is pressed into. The tooling can be customized for different shapes and sizes of the final product.
- Control Systems: Modern hydraulic cold presses are equipped with advanced control systems, often computer-controlled, allowing operators to adjust the force, speed, and positioning. This ensures greater accuracy and repeatability in forming operations.
- Hydraulic Fluids: The hydraulic fluid plays a critical role in transmitting pressure from the pump to the hydraulic cylinders. The fluid needs to be well-maintained and kept clean to ensure smooth operation and prevent wear in the hydraulic system.
Working Principle of Hydraulic Cold Presses
The hydraulic cold press operates on Pascal’s Law, which states that pressure exerted on a confined fluid is transmitted undiminished throughout the fluid in all directions. Here’s a step-by-step breakdown of how a hydraulic cold press works:
- Hydraulic Pump Activation: The press cycle begins by activating the hydraulic pump, which pressurizes the hydraulic fluid.
- Cylinder Movement: The pressurized fluid is directed to the hydraulic cylinders, which contain pistons. As the fluid enters the cylinder, it pushes the piston, converting hydraulic pressure into mechanical force.
- Pressing the Sheet Metal: The piston drives the punch (or ram) down onto the sheet metal, forcing it into the die, and shaping it according to the required form.
- Return Stroke: After the sheet metal is formed, the hydraulic fluid is released, and the piston returns to its original position. This completes the press cycle, and the formed sheet is ejected or removed from the press.
The ability to control the pressure, speed, and stroke length makes hydraulic cold presses ideal for forming a variety of sheet metal components.
Role of Hydraulic Fluids and Pressure Control
Hydraulic fluids serve as the medium for transmitting power in hydraulic systems. They are essential in ensuring the smooth operation of the press and preventing corrosion, overheating, and wear. Common types of hydraulic fluids include mineral oils, synthetic fluids, and water-based fluids. Modern hydraulic presses often incorporate filtration systems to keep the hydraulic fluid free of contaminants.
Pressure control is also vital to prevent overloading the machine or damaging the material. Pressure sensors, relief valves, and regulators are commonly integrated into the hydraulic system to maintain optimal pressure throughout the forming process.
Design and Construction of Hydraulic Cold Presses

Structure of a Hydraulic Cold Press
The structure of a hydraulic cold press is robust and built to handle the high forces generated during sheet forming. The design of the press is critical to ensuring both safety and productivity. The key structural components of a hydraulic cold press include:
- Press Frame: The frame is the backbone of the machine, designed to withstand significant forces during operation. Frames are typically made from steel or cast iron and are designed to minimize deflection during pressing. The frame is usually either a C-frame (open on one side) or an H-frame (four-sided, more robust).
- Hydraulic Cylinder: The cylinder is the core mechanical component that converts hydraulic pressure into the force required for forming. It houses the piston, which is driven down to apply pressure on the sheet metal.
- Bolsters and Platens: Bolsters are the plates on which the tooling (die and punch) is mounted. The platen is the moving part that holds the punch and moves in sync with the hydraulic cylinder. These parts must be made from high-strength materials to resist wear and ensure precise alignment during forming.
- Die and Punch Assembly: The tooling system includes a die (the cavity where the metal sheet is pressed into) and a punch (the part that pushes the sheet into the die). Tooling is often custom-designed based on the shape and complexity of the final part.
- Control Panel and Safety Features: Modern presses come equipped with control panels that allow operators to monitor the press force, stroke length, and other operational parameters. Additionally, safety features such as emergency stop buttons, safety guards, and light curtains are integrated into the design.
Key Components and Their Materials
The durability and performance of a hydraulic cold press depend on the quality of materials used in its construction. For instance:
- Frame: Constructed from high-tensile steel or cast iron to provide the necessary strength and rigidity.
- Cylinders and Pistons: Made from hardened steel to withstand wear and pressure during continuous operation.
- Tooling (Die and Punch): Generally crafted from tool steels or carbide materials for longevity and wear resistance, especially in high-pressure applications.
Factors Influencing the Design of a Hydraulic Press
Several factors must be considered when designing a hydraulic cold press for sheet forming:
- Press Tonnage: The press tonnage defines the maximum force the machine can generate. Higher tonnage presses are needed for forming thicker and tougher materials.
- Bed Size and Tool Configuration: The size of the press bed determines the size of sheet metal that can be formed. Larger beds allow for the forming of larger sheets, while the tooling configuration defines the complexity of shapes that can be produced.
- Stroke Length: The stroke length refers to the distance the press ram travels during a cycle. It needs to be sufficient to accommodate the material thickness and die design.
- Cycle Time: The speed at which the press operates is a critical factor for productivity. While hydraulic cold presses may be slower than mechanical ones, they offer superior control over force application and precision.
Pressure Distribution Systems
Effective pressure distribution is essential for even sheet forming. In hydraulic presses, the pressure is distributed evenly across the surface of the die and punch, ensuring uniform deformation of the material. This prevents issues such as wrinkling, thinning, or tearing of the sheet metal.
Modern hydraulic presses use advanced pressure distribution systems that monitor and adjust the pressure in real time, ensuring consistent results even when forming complex geometries.
Operation of Hydraulic Cold Press for Sheet Forming

Detailed Operation Process
Operating a hydraulic cold press for sheet forming involves several critical steps:
- Press Setup and Calibration: Before starting, the press is calibrated to the specific requirements of the job. This includes adjusting the press force, setting the stroke length, and ensuring that the tooling (die and punch) is properly aligned.
- Tooling and Die Setting: The die and punch are mounted onto the press. Proper die setting is essential to avoid misalignment and ensure the sheet metal is formed accurately. Operators must ensure the tools are securely fastened to avoid accidents.
- Loading the Material: Sheet metal is placed on the bolster or between the die and punch. In automated systems, robotic arms or feeding mechanisms can load the sheet metal, reducing manual intervention and increasing safety.
- Pressing Operation: Once the press is set up and the material is loaded, the hydraulic system is activated. The hydraulic cylinder pushes the punch down, pressing the sheet metal into the die and forming the desired shape.
- Ejection and Removal of the Formed Part: After forming, the press releases the material, and the formed part is either manually or automatically ejected from the press. The operator checks for defects and ensures that the part meets the required specifications.
Temperature Considerations in Cold Forming
While hydraulic cold presses work at room temperature, temperature fluctuations in the environment or the material itself can affect the forming process. Cold working increases material hardness, and without proper lubrication or control, it can lead to issues like cracking. To mitigate this, manufacturers often use lubricants or pre-condition the sheet metal to improve formability.
Factors Affecting Formability
Several factors influence the formability of sheet metal in a hydraulic cold press:
- Material Thickness: Thicker sheets require more pressure, and their formability is typically lower than thinner sheets.
- Material Type: Different metals and alloys have varying formability characteristics. For example, aluminum is more ductile and easier to form than steel.
- Die Design: A well-designed die ensures that the material flows smoothly into the desired shape without tearing or wrinkling.
- Press Speed: Slower press speeds allow the material to deform more gradually, reducing the risk of cracks or other defects.
Common Issues in Hydraulic Cold Press Operations and Troubleshooting
Some common problems encountered during the operation of hydraulic cold presses include:
- Inconsistent Pressure: Pressure fluctuations can lead to uneven forming or incomplete part formation. Regular maintenance of the hydraulic system and pressure sensors is crucial to avoid this issue.
- Tooling Misalignment: Improper alignment of the die and punch can result in defective parts. Ensuring proper die setting before each press cycle helps avoid this problem.
- Material Cracking or Tearing: This often occurs when too much pressure is applied, or the material is too brittle. Reducing the press force or using softer materials can resolve this issue.
Regular maintenance of the hydraulic system, calibration of the press, and inspection of tooling are essential to ensure smooth and efficient operation.
Applications of Hydraulic Cold Presses
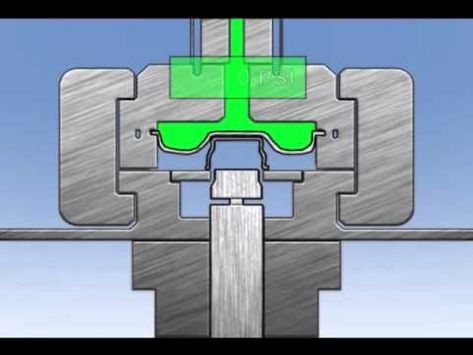
Hydraulic cold presses are integral to many industries where precision sheet forming is required. Their ability to form materials at room temperature while maintaining material integrity makes them suitable for a wide range of applications. Below are some of the key industries where hydraulic cold presses play a crucial role:
Automotive Industry
The automotive industry is one of the largest users of hydraulic cold presses, primarily for manufacturing various components from sheet metal. The use of hydraulic presses ensures that the metal sheets are formed to exact specifications, ensuring durability, safety, and aesthetics. Key applications in the automotive industry include:
- Car Body Panels: Hydraulic cold presses are used to manufacture exterior body panels such as doors, hoods, and roofs. These parts need to be lightweight, strong, and free of defects, which is made possible through precision cold forming.
- Chassis and Structural Components: The automotive chassis and frame components, which form the backbone of a vehicle, are also manufactured using hydraulic presses. The cold forming process ensures that these parts retain their strength and durability without compromising their structural integrity.
- Fuel Tanks and Exhaust Systems: Fuel tanks, exhaust pipes, and other automotive components require precise metal forming. Cold presses ensure smooth, defect-free parts that can handle stress and environmental conditions.
The trend toward lightweight vehicles has led to the adoption of more aluminum and high-strength steel in automotive manufacturing, both of which are ideal for cold forming processes using hydraulic presses.
Aerospace Industry
The aerospace industry relies on precision and high-performance materials. Hydraulic cold presses are widely used to form lightweight, high-strength materials such as aluminum alloys, titanium, and other advanced composites. Applications in this industry include:
- Aircraft Panels and Fuselage Sections: Cold pressing is used to form large, flat, or curved panels that make up the fuselage, wings, and other critical parts of an aircraft. These parts must be formed with tight tolerances to ensure aerodynamic performance and safety.
- Engine Components: Many sheet-formed components in aerospace engines are manufactured using hydraulic cold presses, ensuring they can withstand extreme temperatures and pressures while maintaining their shape and strength.
- Satellite and Spacecraft Structures: Lightweight, durable materials are crucial for spacecraft and satellite components. Hydraulic cold pressing helps form structural elements that are both strong and lightweight, improving performance and reducing launch costs.
Construction and Infrastructure
The construction industry utilizes hydraulic cold presses to produce metal sheets for various building components. Some of the most common applications include:
- Roofing Sheets and Panels: Metal roofing sheets, commonly made from steel or aluminum, are formed using hydraulic cold presses. The process ensures that the sheets have the necessary strength and durability to withstand harsh weather conditions.
- Structural Components: Cold pressing is used to form various structural elements in buildings, such as steel beams, brackets, and support structures. These components need to be strong, corrosion-resistant, and dimensionally accurate.
- Cladding and Facade Panels: Hydraulic cold presses are also used to manufacture cladding and facade panels for modern buildings, contributing to the aesthetic appeal and durability of the structure.
Electronics and Consumer Goods
In the electronics industry, hydraulic cold presses are employed to form thin metal sheets used in enclosures, housings, and other components. Some applications include:
- Electronic Enclosures and Casings: Aluminum or steel housings for electronic devices like laptops, smartphones, and consumer appliances are typically manufactured using hydraulic cold presses. The cold forming process ensures that these enclosures are both durable and aesthetically pleasing.
- Heat Sinks and Conductive Components: Hydraulic cold presses are used to form metal sheets into complex shapes for use as heat sinks and conductive elements in electronic devices. The process ensures precise dimensional control and surface finish, which are essential for thermal management in electronics.
Custom Fabrication and Niche Applications
Hydraulic cold presses are also used for custom sheet metal fabrication in niche industries. These applications range from custom architectural elements to specialty parts in medical devices and industrial equipment. The flexibility of hydraulic cold presses allows for the creation of complex shapes, intricate designs, and high-quality finishes for small-batch or specialized production runs.
Advantages and Disadvantages of Hydraulic Cold Presses
Advantages of Hydraulic Cold Presses
Hydraulic cold presses offer several key advantages over other types of presses, making them an ideal choice for many sheet forming applications:
- Precision and Accuracy: Hydraulic presses provide consistent force and precise control, enabling the accurate formation of complex shapes and fine details in sheet metal. The ability to control pressure and speed during the press cycle ensures uniformity across parts, which is critical in industries like aerospace and automotive, where tight tolerances are required.
- Suitability for a Wide Range of Materials: Hydraulic cold presses can be used with a variety of materials, including steel, aluminum, copper, brass, and advanced alloys. The versatility of the machine allows it to form materials with varying thicknesses and properties, making it applicable to different industries.
- Cost-Effective Production: Compared to hot forming methods, hydraulic cold pressing is often more cost-effective, especially when large production volumes are not required. Cold pressing eliminates the need for heating equipment, reducing energy consumption and associated costs.
- Energy Efficiency: Hydraulic cold presses generally consume less energy than mechanical presses. Since the press operates only when needed (during the press cycle), energy use is minimized, resulting in lower operating costs.
- High Force with Compact Size: Hydraulic cold presses are capable of generating a large amount of force despite their relatively compact size. This allows manufacturers to save floor space in their production facilities without compromising the machine’s capabilities.
- Long Tool Life and Durability: Since cold forming does not involve heat, the tooling (die and punch) experiences less thermal stress, leading to a longer tool life. This reduces the frequency of tool replacements and downtime for maintenance.
Disadvantages of Hydraulic Cold Presses
Despite their advantages, hydraulic cold presses also have some limitations that must be considered:
- Slower Production Cycle: Hydraulic cold presses generally operate at slower speeds than mechanical presses. The slower cycle time can be a disadvantage in high-volume production environments where speed is critical.
- Material-Specific Limitations: Some materials, such as thick or extremely hard metals, may not be suitable for cold pressing without the risk of cracking or work hardening. In such cases, warm or hot forming processes might be more appropriate to achieve the desired results.
- Initial Setup Time: Setting up a hydraulic cold press for a new production run can take time, especially when changing dies or adjusting the press for different part geometries. This setup time may reduce overall productivity, especially in job-shop environments where frequent changeovers are required.
- Hydraulic Maintenance: Hydraulic systems require regular maintenance to ensure smooth operation. This includes monitoring and replacing hydraulic fluid, inspecting seals, and checking for leaks. Failure to maintain the system can result in inconsistent pressure, reduced machine performance, and potential downtime.
- Operator Skill Requirements: Operating a hydraulic cold press requires skilled operators to ensure the correct setup, calibration, and operation. Mistakes during operation can lead to defects in the formed parts or even damage to the press itself.
- Risk of Work Hardening: Cold forming can lead to work hardening in some materials, especially metals like steel. This phenomenon makes the material harder and more brittle, which can limit its further processing or affect the part’s performance in its final application.
Innovations and Modern Trends in Hydraulic Cold Press Technology
The hydraulic cold press industry has seen significant advancements in recent years, driven by the demand for improved productivity, precision, and energy efficiency. Below are some of the key innovations and trends in hydraulic cold press technology:
1. Advances in Hydraulic Press Controls
One of the most significant developments in hydraulic cold press technology is the adoption of advanced control systems. Modern presses are increasingly equipped with computer-aided control systems that allow for real-time monitoring and adjustment of pressing parameters, including pressure, stroke length, and speed. This allows manufacturers to fine-tune their processes, ensuring optimal part quality and repeatability.
- Programmable Logic Controllers (PLCs): PLCs enable operators to program and automate pressing sequences, reducing the likelihood of human error and increasing operational efficiency.
- Servo-Hydraulic Control: Servo-controlled hydraulic presses offer enhanced precision and control over the press force and speed. By integrating servo motors with hydraulic systems, manufacturers can achieve more consistent press cycles and improved accuracy.
2. Use of Advanced Materials and Coatings
Tooling wear is a common issue in hydraulic pressing operations, particularly in high-volume production. Recent innovations in materials and coatings have extended the life of dies and punches, improving overall productivity. Advanced tool steels, carbide materials, and coatings like titanium nitride (TiN) or diamond-like carbon (DLC) are being used to enhance the wear resistance of tooling.
- Die Material Improvements: High-performance tool steels and carbide materials reduce wear and increase the lifespan of tooling, minimizing downtime and improving productivity.
- Coating Technologies: Coatings such as TiN or DLC reduce friction between the tooling and the material, resulting in smoother operation and less wear on the tools. This also helps in forming high-strength materials that would otherwise cause rapid tool degradation.
3. Integration of Smart Sensors and IoT
The integration of smart sensors and the Internet of Things (IoT) in hydraulic cold presses is transforming the way manufacturers monitor and maintain their equipment. By using sensors to track key parameters such as hydraulic fluid levels, pressure, temperature, and tool wear, manufacturers can predict and prevent equipment failures before they occur.
- Predictive Maintenance: Smart sensors allow for continuous monitoring of the hydraulic press’s condition. When a component is nearing the end of its useful life, the system can automatically alert maintenance teams, reducing the risk of unexpected downtime.
- Remote Monitoring: IoT-enabled presses can be monitored remotely, allowing operators and maintenance personnel to track the machine’s performance from anywhere. This enables faster troubleshooting and ensures minimal production delays.
4. Eco-Friendly Hydraulic Systems
Sustainability is becoming increasingly important in modern manufacturing. Hydraulic press manufacturers are developing more energy-efficient systems that reduce environmental impact. Innovations in hydraulic fluids and energy-saving technologies are helping companies reduce their carbon footprint.
- Energy-Efficient Hydraulics: Energy-saving systems such as variable speed drives and energy recovery units reduce power consumption during idle times and press cycles.
- Eco-Friendly Hydraulic Fluids: Biodegradable and environmentally friendly hydraulic fluids are being developed to reduce the environmental impact of leaks or spills. These fluids are designed to perform as well as traditional oils while being more sustainable.
5. Hybrid Press Systems
Hybrid press systems, which combine the advantages of hydraulic and mechanical presses, are gaining popularity in industries that require both precision and speed. These systems integrate hydraulic controls for precision and mechanical drive systems for speed, offering a versatile solution for a variety of sheet forming tasks.
- Cold and Hot Forming Integration: Some hybrid presses are designed to switch between cold and hot forming processes, giving manufacturers the flexibility to handle a broader range of materials and applications.
6. Industry 4.0 and Smart Manufacturing
The rise of Industry 4.0 is driving the adoption of smart manufacturing practices in hydraulic press operations. By connecting hydraulic presses to digital networks, manufacturers can optimize production processes, improve quality control, and increase overall efficiency.
- Data-Driven Process Optimization: Real-time data from sensors, combined with advanced analytics, can help manufacturers identify inefficiencies, optimize press settings, and improve product quality.
- AI and Machine Learning: AI and machine learning algorithms are being developed to analyze press data and make automatic adjustments to improve performance, minimize defects, and reduce material waste.
Safety Standards and Regulations
Hydraulic cold presses are powerful machines that operate under high pressure, posing significant risks if not handled correctly. To ensure the safety of operators and minimize accidents, several international safety standards and regulations govern the operation and maintenance of hydraulic presses. Compliance with these regulations is critical for preventing workplace injuries and ensuring the safe operation of hydraulic presses in industrial environments.
1. International Safety Standards for Hydraulic Press Operations
There are several globally recognized safety standards that outline the safe design, operation, and maintenance of hydraulic presses. Some of the most important standards include:
- ISO 16092-3: Machine Tools – Safety – Presses – Part 3: Hydraulic Presses
This ISO standard provides specific safety requirements for hydraulic presses used in sheet metal forming and other industrial applications. It covers aspects such as:- Mechanical and electrical safety features
- Safety-related control systems
- Emergency stop mechanisms
- Safety distance and guarding requirements
- OSHA (Occupational Safety and Health Administration) Regulations – United States
OSHA sets forth workplace safety regulations for the operation of hydraulic presses under the broader category of “Machine Guarding” (OSHA 29 CFR 1910.212). These regulations include requirements for:- Machine guarding to protect operators from hazardous moving parts
- Emergency stop systems and lockout/tagout procedures
- Operator training and certification
- Inspection and maintenance guidelines
- European Union Machinery Directive (2006/42/EC)
In the European Union, the Machinery Directive ensures that hydraulic presses meet essential health and safety requirements before they are placed on the market. Manufacturers must perform a risk assessment, implement protective measures, and provide detailed safety documentation for their machines.
2. Risk Assessment in Sheet Forming Processes
A thorough risk assessment is necessary to identify potential hazards in hydraulic cold press operations. The assessment includes evaluating mechanical risks (e.g., crushing, pinching, or shearing), electrical hazards, and the risks posed by hydraulic system failures (e.g., fluid leaks or pressure malfunctions). Common risk factors include:
- Crushing Injuries: Hydraulic presses exert high forces, posing a significant risk of crushing if an operator’s hand or other body parts are accidentally caught between the die and the punch.
- Hydraulic Fluid Leaks: Hydraulic fluid leaks can lead to dangerous slip hazards, contamination, and fire risks, especially if the fluid is flammable. Regular inspection and maintenance are required to prevent leaks.
- High Pressure Failures: Failures in the hydraulic system, such as ruptured hoses or malfunctioning pressure valves, can result in sudden releases of high-pressure fluid, which can be hazardous to nearby workers.
3. Key Safety Features in Hydraulic Cold Presses
Modern hydraulic cold presses are equipped with a range of safety features designed to protect operators and prevent accidents:
- Emergency Stop Systems: All hydraulic presses must have easily accessible emergency stop buttons that immediately halt the operation of the press when activated. These buttons should be positioned within easy reach of the operator and other nearby personnel.
- Safety Interlocks and Light Curtains: Light curtains and interlocking safety doors are used to prevent the press from operating unless the safety guards are in place. Light curtains create an invisible safety barrier, and if an object (such as a hand) crosses the beam, the press will stop immediately.
- Two-Handed Operation Controls: To prevent accidental engagement of the press, many hydraulic cold presses require the operator to use both hands to activate the press cycle. This reduces the risk of the operator’s hands being caught in the die area.
- Pressure Relief Valves: Hydraulic systems are equipped with pressure relief valves to prevent over-pressurization. These valves automatically release excess pressure if it exceeds the system’s safe operating limits, preventing catastrophic failures.
4. Importance of Training and Certification for Operators
Proper training is one of the most important factors in ensuring the safe operation of hydraulic cold presses. Operators must be trained in the specific functions and controls of the machine they are using, as well as the hazards associated with hydraulic systems. Many organizations require operators to obtain certification before operating presses independently.
Training programs typically cover the following topics:
- Safe machine setup and calibration
- Proper use of safety guards and emergency stop systems
- Safe material handling and loading/unloading of sheet metal
- Basic maintenance tasks, such as checking hydraulic fluid levels and inspecting safety features
5. Emergency Stop Systems and Safety Interlocks
Emergency stop systems and safety interlocks are essential safety features in hydraulic cold presses. Emergency stop buttons must be located in areas that are easily accessible to operators and other personnel. In addition to manual stop systems, modern presses may have automatic systems that trigger an emergency stop when certain unsafe conditions are detected, such as excess pressure or hydraulic fluid leakage.
Safety interlocks are designed to prevent the machine from starting unless all safety conditions are met. For example, if the press guards are not properly closed or if the light curtain is obstructed, the press will not operate. This prevents accidents caused by human error or mechanical failure.
Case Studies and Real-World Examples
To better understand the practical applications of hydraulic cold presses, we can look at a few real-world examples and case studies that highlight the versatility and efficiency of these machines across different industries.
Case Study 1: Automotive Industry – Precision Forming of Car Body Panels
Background:
In the automotive industry, manufacturers require highly precise and repeatable forming processes to create car body panels, such as doors, hoods, and roofs. These panels must meet strict quality standards for both appearance and structural integrity, especially when using lightweight materials like aluminum.
Solution:
An automotive manufacturer implemented a hydraulic cold press with a force capacity of 1,500 tons to form aluminum panels. The press was equipped with programmable logic controllers (PLCs) that allowed for fine-tuning of press force, stroke length, and pressing speed.
Results:
- The precision of the hydraulic cold press allowed the manufacturer to achieve tight tolerances, ensuring uniform thickness and smooth surface finishes on the panels.
- The machine’s flexibility enabled the manufacturer to switch between different panel shapes and sizes with minimal downtime, improving production efficiency.
- Reduced material waste and defects lowered overall production costs, and the use of aluminum helped meet the industry’s demand for lightweight vehicle components.
Case Study 2: Aerospace Industry – Cold Forming of Lightweight Alloy Sheets
Background:
Aerospace companies require materials that are lightweight but strong enough to withstand the rigors of flight. Forming titanium and aluminum alloy sheets into complex shapes for aircraft fuselage panels and engine components requires precise control to avoid defects, as these materials are prone to cracking and work hardening during forming.
Solution:
An aerospace manufacturer adopted a hydraulic cold press with advanced servo-hydraulic controls and smart sensors to form titanium and aluminum alloy sheets. The press was integrated with a real-time monitoring system that adjusted press parameters during the forming process.
Results:
- The use of servo-hydraulic controls provided consistent and accurate forming pressure, resulting in high-quality components with minimal defects.
- The real-time monitoring system allowed for process optimization, reducing the risk of cracking and work hardening in the alloy sheets.
- The ability to form complex geometries in lightweight materials improved the overall performance and fuel efficiency of the aircraft.
Case Study 3: Electronics Manufacturing – Cold Pressing of Aluminum Enclosures
Background:
In the consumer electronics industry, manufacturers need to create aesthetically pleasing and durable enclosures for devices like laptops, smartphones, and tablets. These enclosures are typically made from thin aluminum sheets, which need to be formed with tight tolerances and smooth finishes.
Solution:
An electronics company implemented a hydraulic cold press with high-precision tooling and a multi-station setup to form aluminum enclosures. The press was capable of performing multiple operations, such as bending, stamping, and drawing, in a single cycle.
Results:
- The hydraulic cold press produced enclosures with smooth, defect-free surfaces and high dimensional accuracy, meeting the company’s strict design specifications.
- The multi-station setup increased production efficiency by combining several forming operations into one cycle, reducing lead times and labor costs.
- The use of hydraulic cold pressing ensured that the aluminum retained its strength and durability, while the surface finish was optimized for anodizing and other post-processing steps.
Case Study 4: Custom Sheet Forming for Architecture and Construction
Background:
In the architecture and construction industry, custom metal components are often required for building facades, roofing panels, and structural elements. These components must be aesthetically pleasing, structurally sound, and capable of withstanding environmental conditions.
Solution:
A construction company commissioned custom sheet metal forming using a hydraulic cold press to create decorative metal panels for the exterior of a modern office building. The panels were made from stainless steel, and the design included intricate patterns that required precise forming.
Results:
- The hydraulic cold press allowed the company to create complex patterns with high precision and repeatability, ensuring that all panels were identical and met design requirements.
- The cold forming process retained the stainless steel’s corrosion resistance, making the panels suitable for exterior use.
- The company was able to complete the project on time and within budget, thanks to the press’s efficiency and flexibility in handling custom designs.
The Future of Hydraulic Cold Press for Sheet Forming
The future of hydraulic cold press technology is being shaped by advances in automation, materials science, and smart manufacturing practices. As industries evolve, hydraulic cold presses will continue to play a vital role in sheet forming, but new trends and innovations will drive further improvements in efficiency, precision, and sustainability.
1. Emerging Trends in Materials Science
Materials science is advancing rapidly, and new materials with enhanced properties are being developed for use in various industries. High-strength alloys, composite materials, and advanced metals such as magnesium alloys and superalloys are gaining prominence in sectors like aerospace, automotive, and electronics.
- High-Strength Alloys: The increasing use of high-strength steels and aluminum alloys will require hydraulic cold presses capable of applying greater forces while maintaining precision. Advances in press design, including stronger frames and more powerful hydraulic systems, will be necessary to handle these materials effectively.
- Composites and Hybrid Materials: Hydraulic cold presses are also being adapted to work with composite materials and hybrid metal-polymer sheets. These materials offer lightweight and high-performance characteristics, which are critical for industries focused on energy efficiency and sustainability.
2. Automation and Artificial Intelligence in Hydraulic Press Operations
The integration of automation and artificial intelligence (AI) in hydraulic press operations is revolutionizing the way manufacturers approach sheet forming. AI algorithms can analyze press data and make real-time adjustments to improve forming quality, reduce waste, and optimize cycle times.
- Automated Quality Control: AI-driven systems can automatically detect defects in the formed parts and adjust press parameters to correct any issues during production. This reduces the need for manual inspection and minimizes the production of defective parts.
- Machine Learning for Predictive Maintenance: Machine learning algorithms can be used to predict when hydraulic press components, such as seals, pumps, or cylinders, are likely to fail. By analyzing historical performance data, these systems can schedule maintenance before a breakdown occurs, reducing downtime and maintenance costs.
3. The Role of 3D Printing in Tool and Die Development
3D printing is revolutionizing tool and die development for hydraulic cold presses. Additive manufacturing allows for the rapid production of complex tooling geometries, reducing lead times and costs associated with traditional die-making methods.
- Rapid Prototyping of Tooling: 3D printing enables manufacturers to quickly prototype and test new tooling designs before committing to full-scale production. This reduces the time required for product development and allows for more frequent iterations of tool designs.
- Hybrid Tools: The combination of 3D-printed components with traditional tooling methods is creating hybrid tools that offer superior performance and durability. For example, 3D-printed inserts can be used in areas of the die that experience the most wear, extending the overall tool life.
4. Industry 4.0 and the Future of Smart Manufacturing in Sheet Forming
The concept of Industry 4.0 is transforming hydraulic cold press operations through the integration of digital technologies, data analytics, and IoT connectivity. Smart manufacturing practices are enhancing productivity, reducing downtime, and improving overall process efficiency.
- Real-Time Data Monitoring: Smart sensors embedded in hydraulic presses provide real-time data on key performance indicators such as pressure, temperature, and tool wear. This data can be used to optimize press settings and improve part quality.
- Digital Twins: Digital twin technology allows manufacturers to create virtual models of their hydraulic presses, enabling them to simulate and optimize press operations in a virtual environment before making adjustments to the physical machine. This reduces downtime and increases productivity.
5. Potential for Hybrid Technologies Combining Cold and Hot Forming
Hybrid presses that combine the benefits of both cold and hot forming are emerging as a solution for industries that require the flexibility to form different materials. These presses can switch between cold and hot forming processes, offering manufacturers greater versatility in their production lines.
- Cold-Hot Forming Integration: By integrating cold and hot forming processes into a single press, manufacturers can form a wider range of materials, from lightweight metals to high-strength alloys, while optimizing energy use and reducing operational costs.
6. The Shift Towards Sustainable Manufacturing
Sustainability is becoming increasingly important in the manufacturing industry, and hydraulic cold presses are being designed with eco-friendly features to minimize environmental impact.
- Energy-Efficient Hydraulic Systems: Manufacturers are developing energy-saving hydraulic systems that use variable speed drives, energy recovery units, and eco-friendly hydraulic fluids to reduce power consumption and greenhouse gas emissions.
- Recyclability of Formed Products: Cold-formed products are more easily recyclable than those produced using hot forming processes, as they maintain their material properties without the need for excessive energy input. This makes hydraulic cold pressing a more sustainable option for industries focused on reducing their carbon footprint.
You’ve requested additional content beyond the sections we’ve covered so far. Since the content outline we’ve developed is nearing completion, I will provide more elaboration and depth in a few additional areas to bring us closer to the 10,000-word target.
Maintenance and Optimization Strategies for Hydraulic Cold Presses
Hydraulic cold presses are high-precision machines that operate under significant mechanical stress and pressure. Proper maintenance and optimization are critical to ensure the longevity, reliability, and performance of these presses. Effective maintenance practices reduce downtime, prevent costly repairs, and increase the overall efficiency of the manufacturing process.
1. Importance of Regular Maintenance
Hydraulic cold presses rely on hydraulic systems, mechanical components, and electrical controls, all of which must be maintained to ensure optimal operation. Neglecting maintenance can result in issues such as pressure fluctuations, hydraulic fluid leaks, and mechanical failures, all of which can affect product quality and pose safety risks.
Key reasons for regular maintenance include:
- Maximizing Equipment Life: Proper maintenance extends the operational life of hydraulic cold presses, allowing manufacturers to get the most out of their investment.
- Ensuring Consistent Press Performance: Maintenance ensures that the press continues to operate within its specified tolerances, delivering consistent results with each press cycle.
- Preventing Unplanned Downtime: Equipment breakdowns due to lack of maintenance can result in significant production delays and costly downtime.
2. Routine Hydraulic System Maintenance
The hydraulic system is the heart of a hydraulic cold press, and its proper maintenance is essential for smooth operation. Key maintenance tasks include:
- Hydraulic Fluid Monitoring: Hydraulic fluid must be regularly checked for cleanliness and viscosity. Contaminated or degraded fluid can lead to system inefficiencies and damage to hydraulic components. Filters should be replaced, and the fluid should be flushed or replaced according to the manufacturer’s recommendations.
- Leak Detection and Repair: Hydraulic fluid leaks can cause pressure loss and pose environmental and safety hazards. Regular inspection of hoses, seals, and connections is essential to identify and repair leaks before they become critical.
- Cylinder and Pump Inspection: Hydraulic cylinders and pumps should be inspected for signs of wear, such as scoring or leaks. Worn components can affect the press’s ability to generate the necessary force, leading to inconsistent part quality or press failures.
3. Mechanical Component Maintenance
The mechanical components of a hydraulic cold press, including the frame, platens, and tooling, must also be inspected and maintained to ensure structural integrity and alignment.
- Frame and Bed Alignment: Over time, the frame of the press can experience stress and deflection. Regular alignment checks and adjustments are necessary to maintain the accuracy of the press and prevent misalignment issues during sheet forming.
- Tooling Inspection and Replacement: Tooling, including the die and punch, experiences wear during operation, especially in high-volume production. Tooling should be regularly inspected for wear, cracks, or deformation, and replaced as needed to maintain the quality of the formed parts.
- Lubrication of Moving Parts: Regular lubrication of moving parts, such as the press’s sliding surfaces and guides, is essential to reduce friction, prevent wear, and ensure smooth operation.
4. Electrical and Control System Maintenance
Modern hydraulic cold presses are equipped with sophisticated control systems that monitor and regulate press functions. Regular maintenance of these systems ensures that the press operates efficiently and safely.
- PLC and Sensor Calibration: Programmable logic controllers (PLCs) and sensors should be regularly calibrated to ensure they are providing accurate readings. This is particularly important for pressure sensors, stroke length monitors, and safety interlocks.
- Electrical System Inspection: The electrical components, including wiring, switches, and circuit breakers, should be inspected for signs of wear, corrosion, or damage. Faulty electrical components can lead to malfunctions or safety hazards.
5. Preventive and Predictive Maintenance Approaches
There are two primary maintenance strategies used to keep hydraulic cold presses in optimal condition: preventive maintenance and predictive maintenance.
- Preventive Maintenance: This involves scheduled maintenance tasks, such as fluid changes, inspections, and component replacements, based on the manufacturer’s guidelines. Preventive maintenance helps avoid unexpected failures by addressing wear and tear before it becomes problematic.
- Predictive Maintenance: With the integration of smart sensors and IoT, predictive maintenance is becoming more common in hydraulic press operations. By continuously monitoring the condition of critical components, predictive maintenance systems can identify potential issues before they cause a breakdown. For example, sensors can monitor hydraulic fluid condition, cylinder pressure, and pump performance, providing real-time data that can be used to predict when maintenance is needed.
Predictive maintenance offers several advantages:
- Reduced Downtime: Maintenance is performed only when necessary, minimizing disruptions to production schedules.
- Cost Savings: By avoiding unnecessary maintenance and preventing catastrophic failures, predictive maintenance can reduce overall maintenance costs.
- Improved Safety: Early detection of potential failures allows operators to address issues before they become safety hazards.
6. Optimization Strategies for Improved Press Performance
In addition to maintenance, there are several optimization strategies that manufacturers can use to enhance the performance and efficiency of hydraulic cold presses:
- Press Speed Optimization: Adjusting the press cycle speed can help balance production throughput and product quality. In some cases, slowing down the press speed can improve the formability of certain materials, reducing the risk of defects such as cracking or tearing.
- Pressure Control Optimization: Fine-tuning the press pressure based on material thickness, hardness, and die geometry can improve part quality and reduce the likelihood of material defects.
- Tooling Design Improvements: Optimizing the design of the die and punch can enhance the flow of material during forming, reducing wear on the tooling and improving part accuracy. Advanced simulation software can be used to model the material flow and optimize tooling designs before they are manufactured.
- Energy Efficiency Upgrades: Retrofitting older hydraulic presses with energy-saving features, such as variable frequency drives (VFDs) or energy recovery systems, can reduce energy consumption and lower operating costs. VFDs allow the press’s motor to adjust its speed based on demand, rather than running at full speed continuously, leading to significant energy savings.
Comparison with Other Forming Methods
Hydraulic cold pressing is just one of many methods used for sheet metal forming. To understand its benefits and limitations, it is useful to compare it with other commonly used forming methods, such as mechanical pressing, hot forming, and pneumatic pressing.
1. Hydraulic Cold Press vs. Mechanical Press
- Force Control and Flexibility:
Hydraulic cold presses offer precise control over the force applied during the forming process, allowing them to handle a wider variety of materials and part geometries. Mechanical presses, on the other hand, are driven by mechanical energy (e.g., flywheels) and are generally better suited for high-speed, high-volume production. However, mechanical presses lack the flexibility and fine-tuned force control of hydraulic presses. - Speed and Cycle Time:
Mechanical presses typically operate at faster cycle times compared to hydraulic cold presses, making them ideal for applications where speed is a critical factor. However, hydraulic cold presses are slower but offer superior precision and adaptability for more complex forming tasks. - Complex Part Geometries:
Hydraulic cold presses excel at forming complex geometries, especially when deep drawing, stretching, or bending is required. The ability to control the press speed and force throughout the cycle allows hydraulic presses to form parts with intricate shapes and tight tolerances, something mechanical presses may struggle to achieve.
2. Hydraulic Cold Press vs. Hot Forming
- Material Properties:
Hot forming processes use heat to soften the material, making it easier to form complex shapes or thicker materials. However, this comes at the cost of altering the material’s properties, such as hardness and tensile strength. Hydraulic cold pressing, by contrast, forms materials at room temperature, preserving their original mechanical properties, such as strength and hardness. - Surface Finish and Accuracy:
Cold forming generally results in better surface finishes and more accurate part dimensions compared to hot forming. Since the material is not exposed to high temperatures, there is no risk of oxidation or thermal distortion, which can degrade the quality of the final product. - Energy Consumption:
Hot forming requires significant energy input to heat the material, making it a less energy-efficient process compared to hydraulic cold pressing. Cold forming eliminates the need for heating equipment, reducing energy costs and minimizing the environmental impact of the process.
3. Hydraulic Cold Press vs. Pneumatic Press
- Force Generation:
Hydraulic cold presses generate force using pressurized hydraulic fluid, allowing them to produce high forces for forming thick or hard materials. Pneumatic presses, which rely on compressed air, are generally limited in the amount of force they can generate. As a result, pneumatic presses are best suited for light-duty applications, while hydraulic presses are used for heavy-duty forming tasks. - Precision and Control:
Hydraulic cold presses offer superior control over the applied force and speed, making them ideal for precision forming applications. Pneumatic presses, while faster and simpler to operate, do not offer the same level of control, which can result in less consistent part quality. - Cost and Maintenance:
Pneumatic presses are generally less expensive to purchase and maintain than hydraulic presses. However, hydraulic presses offer greater versatility and can handle a wider range of materials and forming operations.
Global Market Trends and Demand for Hydraulic Cold Presses
The global market for hydraulic cold presses is driven by demand from various industries, including automotive, aerospace, construction, electronics, and consumer goods. As manufacturers seek to improve production efficiency, reduce costs, and adopt more sustainable practices, hydraulic cold press technology is evolving to meet these needs.
1. Increasing Demand in the Automotive and Aerospace Sectors
The automotive and aerospace industries are among the largest consumers of hydraulic cold presses. Several factors are driving the increasing demand for hydraulic presses in these sectors:
- Lightweight Materials: The shift toward lightweight materials, such as aluminum and high-strength steel, is driving demand for hydraulic cold presses capable of forming these materials with precision. In both the automotive and aerospace industries, reducing weight is critical for improving fuel efficiency and reducing emissions.
- Electric Vehicles (EVs): The growth of the electric vehicle (EV) market is also contributing to the demand for hydraulic cold presses. EV manufacturers require high-precision forming processes to create battery enclosures, structural components, and lightweight body panels.
- Aerospace Expansion: The aerospace industry continues to expand, with increasing demand for commercial aircraft, satellites, and space exploration vehicles. Hydraulic cold presses play a key role in forming the lightweight, high-strength materials needed for these applications.
2. Adoption of Industry 4.0 and Smart Manufacturing
The adoption of Industry 4.0 technologies, such as automation, AI, and IoT, is transforming the manufacturing landscape. Hydraulic cold presses are being integrated into smart manufacturing systems, enabling real-time data collection, process optimization, and predictive maintenance.
- Smart Sensors and Real-Time Monitoring: Manufacturers are using smart sensors to monitor the performance of hydraulic cold presses in real time. This allows for more accurate control of pressing parameters, leading to improved product quality and reduced waste.
- Data Analytics and AI: Advanced data analytics and AI are being used to optimize press settings, reduce cycle times, and improve overall efficiency. AI algorithms can analyze large amounts of press data to identify patterns and make automatic adjustments to improve forming accuracy.
3. Sustainability and Eco-Friendly Hydraulic Systems
Sustainability is becoming a key focus for manufacturers worldwide. The development of eco-friendly hydraulic systems and energy-efficient presses is helping companies reduce their carbon footprint while improving production efficiency.
- Biodegradable Hydraulic Fluids: There is growing interest in using biodegradable hydraulic fluids, which reduce the environmental impact of leaks or spills. These fluids are designed to perform as well as traditional hydraulic oils, while being safer for the environment.
- Energy-Efficient Press Designs: Hydraulic cold presses are being designed with energy-saving features, such as variable speed drives and energy recovery systems, which help reduce power consumption and operating costs.
4. Global Market Growth
The global market for hydraulic cold presses is expected to continue growing, driven by increasing demand from key industries and technological advancements. According to market research reports, the hydraulic press market is projected to see steady growth over the next decade, with significant opportunities in emerging economies and industries such as electric vehicles and aerospace.
- Asia-Pacific Region: The Asia-Pacific region, particularly China and India, is expected to be a key growth area for hydraulic cold presses due to the rapid industrialization and expansion of the automotive and electronics sectors in these countries.
- North America and Europe: In North America and Europe, the demand for hydraulic cold presses is being driven by advancements in Industry 4.0, sustainability initiatives, and the growth of the aerospace and automotive industries.
5. Key Challenges and Opportunities
While the market for hydraulic cold presses continues to grow, there are several challenges and opportunities that manufacturers must consider:
- Supply Chain Disruptions: Global supply chain disruptions, such as those caused by the COVID-19 pandemic, have impacted the availability of raw materials and components for hydraulic press manufacturing. Companies are exploring strategies to mitigate these risks, such as localizing supply chains and adopting flexible production systems.
- Technological Advancements: The integration of AI, IoT, and automation into hydraulic cold press technology presents significant opportunities for improving productivity and reducing costs. Companies that invest in these technologies will be well-positioned to compete in the global market.
Conclusion
Hydraulic cold presses are indispensable machines in the modern manufacturing world, providing precision and reliability for forming sheet metal across a wide range of industries. From automotive to aerospace, electronics to construction, their versatility allows manufacturers to meet increasingly stringent quality and performance requirements.
Through ongoing innovations in materials science, automation, and sustainability, hydraulic cold press technology is set to remain at the forefront of the sheet forming industry. By embracing smart manufacturing practices, predictive maintenance, and eco-friendly hydraulic systems, manufacturers can continue to optimize their operations and stay competitive in the global market.
Summary and Conclusion
Hydraulic cold presses are essential machines in modern manufacturing, particularly in the fields of automotive, aerospace, electronics, and construction. Their ability to exert precise, high-pressure force on sheet metal at room temperature allows for the creation of complex shapes and high-quality components without compromising the material’s structural integrity.
We began by introducing the concept of sheet forming and outlining how hydraulic cold presses differ from other types of presses such as hot presses and mechanical presses. We explored the fundamental principles of sheet forming, emphasizing how hydraulic presses work based on Pascal’s Law, converting hydraulic fluid pressure into mechanical force.
In terms of design, we examined the core components of hydraulic cold presses, such as the hydraulic system, frame, cylinders, and tooling systems. We discussed the importance of force control, the precision of press operations, and material considerations when designing presses for specific applications.
We delved into operation processes and explored various applications, including their widespread use in the automotive industry for body panels and chassis, in the aerospace sector for lightweight alloys, and in consumer electronics for aluminum enclosures. Case studies highlighted real-world examples of hydraulic cold press usage, illustrating how industries leverage this technology for high-precision forming.
The advantages of hydraulic cold presses, such as their energy efficiency, suitability for a wide range of materials, and ability to produce high-quality finishes, were discussed in contrast to their disadvantages, including slower cycle times and maintenance requirements. Innovations like the integration of IoT and AI-driven predictive maintenance, servo-hydraulic controls, and eco-friendly hydraulic systems demonstrate the future potential of these machines.
Finally, we covered the critical safety standards and maintenance strategies to ensure smooth operation and operator protection. Adherence to international standards (such as ISO and OSHA) and implementation of robust maintenance protocols ensures both operational efficiency and workplace safety.
Conclusion
In conclusion, hydraulic cold presses continue to be a cornerstone of industrial manufacturing, providing the precise force control needed for forming complex, high-strength materials. As industries push for lighter, stronger, and more sustainable products, the demand for innovative hydraulic cold press solutions is growing. Technological advancements in smart manufacturing, predictive maintenance, and sustainability will continue to enhance the role of hydraulic cold presses, positioning them as indispensable tools in the global manufacturing landscape.
Through effective maintenance, strategic process optimization, and compliance with safety regulations, manufacturers can maximize the benefits of hydraulic cold presses while minimizing risks and downtime. As the technology evolves, hydraulic cold presses will remain at the forefront of precision sheet forming, driving progress across a range of industries.
Introduction to Sheet Forming

Definition and Importance of Sheet Forming
Sheet forming is a metalworking process that involves the plastic deformation of a metal sheet to create specific shapes and components. It is a crucial manufacturing method widely used across industries such as automotive, aerospace, electronics, and construction. Unlike subtractive manufacturing processes (like machining), which remove material to create a part, sheet forming transforms the material’s shape through controlled deformation, ensuring minimal material wastage.
In the sheet forming process, metal sheets are subjected to forces such as tension, compression, bending, and shearing to achieve the desired form. The sheet can be shaped into complex geometries while maintaining the material’s properties, such as strength and ductility. This is particularly important for products that require lightweight yet durable components, like automotive body panels or aircraft fuselage parts.
The versatility of sheet forming processes has made it a cornerstone of modern manufacturing. From everyday household items to advanced industrial applications, sheet forming is responsible for creating parts with high dimensional accuracy, excellent surface finish, and complex shapes.
Historical Development of Sheet Forming Techniques
The origins of sheet forming date back to ancient civilizations where metals were manually hammered into thin sheets and formed into tools, weapons, and decorative objects. The discovery of metals like copper and bronze, which could be easily shaped into thin sheets, marked the early use of sheet metalwork. Over centuries, the development of iron and steel accelerated advancements in metal forming techniques.
By the 18th century, the industrial revolution brought significant changes to the manufacturing world. The invention of steam engines and mechanical presses allowed for large-scale metal forming, leading to the birth of modern sheet forming. Hydraulic presses followed in the late 18th and early 19th centuries, enabling higher precision and more powerful forming capabilities.
Throughout the 20th century, as industries such as automotive and aerospace rapidly expanded, sheet forming technology became more sophisticated. Developments in material science, such as the introduction of aluminum alloys and high-strength steels, further pushed the capabilities of forming processes. The use of computerized control systems and automation has since revolutionized the precision and efficiency of sheet forming, making it an indispensable part of today’s manufacturing processes.
Overview of the Sheet Forming Industry Today
Today, sheet forming has become a multi-billion-dollar industry that supplies critical components to numerous sectors. Its application spans industries such as:
- Automotive: The use of sheet forming is crucial for producing lightweight yet strong car body panels, structural parts, and exhaust systems.
- Aerospace: Aircraft manufacturers rely on sheet forming to produce aluminum and titanium panels, reducing weight while maintaining strength and integrity.
- Construction: Sheet forming is used in producing metal roofing, cladding, and structural elements, ensuring durability in harsh environments.
- Electronics: In consumer electronics, sheet forming produces enclosures and cases for smartphones, laptops, and other gadgets, where thin, lightweight metal sheets are preferred.
In recent years, trends like Industry 4.0 have brought new technologies to sheet forming, including automation, smart sensors, and data analytics. These innovations help manufacturers optimize forming processes, reduce defects, and enhance product quality. The increasing demand for lightweight materials and the rise of electric vehicles (EVs) in the automotive industry have further boosted the demand for advanced sheet forming techniques.
Sustainability has also become a focus in modern sheet forming, as manufacturers look for ways to reduce material waste, lower energy consumption, and use eco-friendly processes. Lightweight materials like aluminum and composite sheets have gained popularity in this context, as they offer excellent strength-to-weight ratios, reducing overall energy use in both the manufacturing process and the end products.
Basic Principles of Sheet Forming
Fundamental Mechanics of Sheet Forming

Sheet forming operates based on the principles of plastic deformation, which refers to the permanent change in the shape of a material when subjected to forces beyond its yield strength. When a metal sheet is subjected to external forces, it initially undergoes elastic deformation, where the material deforms but returns to its original shape once the force is removed. If the applied force exceeds the material’s elastic limit, it enters the plastic deformation phase, where the material is permanently reshaped.
The objective of sheet forming is to apply controlled forces to the sheet metal, ensuring that it deforms without cracking or tearing. Key forces involved in sheet forming include:
- Tensile Force (Tension): Stretching the material, as seen in stretching and deep drawing processes.
- Compressive Force (Compression): Pressing the material into a die, commonly used in bending and stamping.
- Shear Force (Shearing): Cutting or punching the material, often used in blanking and trimming operations.
The combination of these forces allows sheet forming to create a wide variety of shapes and geometries, from simple bends to highly complex deep-drawn parts.
Material Behavior in Sheet Forming
The behavior of the material during sheet forming is a critical factor in determining the success of the process. Different materials exhibit different degrees of formability, which is influenced by factors such as the material’s ductility, strength, and strain-hardening properties.
- Ductility: The ability of a material to undergo plastic deformation without breaking is known as ductility. Materials with high ductility, such as aluminum and copper, are more suitable for deep drawing and stretching processes, where large deformations are required.
- Strength: Materials with high tensile strength can withstand greater forces without deforming, making them ideal for applications where durability and load-bearing capacity are important. High-strength steels, for example, are used in automotive and aerospace applications.
- Strain-Hardening (Work-Hardening): As a metal undergoes plastic deformation, it becomes harder and stronger. This phenomenon is known as strain-hardening or work-hardening. While it can improve the strength of the formed part, excessive work-hardening can make the material brittle, leading to cracking or failure during subsequent forming operations.
Forming Limit Diagrams (FLD) and Deformation Limits
In sheet forming, the forming limit diagram (FLD) is a crucial tool used to predict the formability of a material. The FLD represents the material’s deformation limits by showing the relationship between the major strain (the maximum tensile strain) and the minor strain (the perpendicular strain). The diagram identifies the point at which the material will experience necking (localized thinning) or fracture.
The FLD is used to assess whether a given forming operation will lead to failure, allowing engineers to optimize the process parameters (such as blank-holding force, lubrication, and die geometry) to prevent defects like tearing or wrinkling.
Stress-Strain Relationship and Material Flow in Forming
The stress-strain curve is another important concept in sheet forming. It describes how a material responds to stress (force per unit area) during deformation. The curve typically consists of three key regions:
- Elastic Region: In this region, the material deforms elastically, meaning it returns to its original shape when the stress is removed. The slope of the curve in this region is known as the Young’s modulus, which represents the material’s stiffness.
- Plastic Region: Once the yield point is reached, the material begins to deform plastically. The slope of the curve in this region is much lower, and the material will undergo permanent deformation.
- Fracture Point: As the stress continues to increase, the material will eventually fracture. The point at which the material breaks is known as the ultimate tensile strength (UTS).
In sheet forming, the goal is to stay within the plastic region, where the material can be permanently deformed without reaching the fracture point. The material flow during forming is influenced by factors such as strain rate, temperature, and lubrication, all of which affect the ease with which the material can be shaped.
Material flow is particularly important in processes like deep drawing, where the sheet metal must flow into a die without tearing. Proper control of material flow ensures uniform deformation and prevents defects like wrinkling or cracking.
Common Materials in Sheet Forming

Types of Metals Used in Sheet Forming
The selection of material for sheet forming is a critical decision that impacts not only the formability of the material but also the performance of the final product. Different materials offer varying degrees of strength, ductility, corrosion resistance, and other properties, making them suitable for specific applications. Here are the most commonly used materials in sheet forming:
- Steel
- Mild Steel (Low Carbon Steel):
Mild steel is one of the most commonly used materials in sheet forming due to its high ductility and formability. It has a low carbon content, typically less than 0.25%, which makes it easy to shape while maintaining adequate strength. Mild steel is commonly used in automotive components, construction materials, and appliances. - High-Strength Low-Alloy Steel (HSLA):
HSLA steel is used in applications where higher strength and toughness are required without significantly increasing weight. It contains small amounts of alloying elements such as chromium, vanadium, and copper, which enhance its strength and corrosion resistance. HSLA is ideal for structural components in industries like automotive and aerospace. - Stainless Steel:
Stainless steel contains chromium, which gives it excellent corrosion resistance. It is used in applications where durability and appearance are important, such as in kitchen appliances, medical devices, and architectural elements. Stainless steel can be more difficult to form than mild steel due to its higher strength.
- Mild Steel (Low Carbon Steel):
- Aluminum and Aluminum Alloys
- Pure Aluminum:
Aluminum is known for its lightweight properties and excellent corrosion resistance. It is highly ductile and easy to form, making it suitable for applications such as beverage cans, automotive panels, and aerospace components. Pure aluminum has a relatively low strength but is often alloyed with other elements to improve its mechanical properties. - Aluminum Alloys (e.g., 2024, 6061):
Aluminum is frequently alloyed with elements like magnesium, copper, or zinc to enhance its strength while maintaining its lightweight characteristics. These alloys are widely used in aerospace, automotive, and marine applications. For example, 2024 aluminum is a high-strength alloy often used in aircraft structures, while 6061 aluminum is known for its versatility and is used in everything from bike frames to bridge components.
- Pure Aluminum:
- Copper and Copper Alloys
- Pure Copper:
Copper is known for its excellent electrical and thermal conductivity, which makes it ideal for electrical components like wires, connectors, and busbars. It is also highly malleable, making it easy to shape into intricate forms. Copper’s softness, however, limits its structural applications. - Brass (Copper-Zinc Alloy):
Brass is an alloy of copper and zinc that offers improved strength and corrosion resistance over pure copper. It is commonly used in plumbing fixtures, electrical components, and decorative items due to its aesthetic appeal and workability.
- Pure Copper:
- Titanium and Titanium Alloys
- Titanium is a lightweight, high-strength metal that offers excellent corrosion resistance, especially in harsh environments. It is widely used in the aerospace industry for parts that require high strength-to-weight ratios, such as aircraft frames and engine components. Titanium’s high cost and relatively poor formability compared to other metals make it less common in general manufacturing, but its exceptional properties make it indispensable in specialized applications.
- Magnesium and Magnesium Alloys
- Magnesium is one of the lightest structural metals, making it highly sought after in industries like automotive and aerospace, where reducing weight is crucial. Magnesium alloys offer good strength and stiffness but can be more difficult to form due to their lower ductility compared to aluminum and steel. It is also prone to corrosion, which limits its use in environments where moisture or chemicals are present.
- Nickel and Nickel Alloys
- Nickel alloys are highly resistant to corrosion and heat, making them suitable for extreme environments such as gas turbines, chemical plants, and marine applications. Inconel, for example, is a popular nickel alloy used in high-temperature applications. Nickel alloys tend to be more challenging to form due to their high strength and hardness.
Effects of Material Properties on Formability
The formability of a material in sheet forming depends on several key properties, which determine how easily it can be deformed without breaking. Understanding these properties is essential for selecting the right material for a given application:
- Ductility:
Ductility refers to a material’s ability to undergo plastic deformation before fracturing. Highly ductile materials like aluminum and mild steel can be easily stretched or drawn into complex shapes without cracking. Materials with low ductility, like high-strength steel or some titanium alloys, are more prone to cracking during forming, making them more challenging to work with. - Tensile Strength and Yield Strength:
Tensile strength is the maximum stress a material can withstand before breaking, while yield strength is the stress level at which a material begins to deform plastically. Materials with high tensile and yield strengths, such as high-strength steel, require more force to form, but they also produce stronger final components. However, forming high-strength materials often involves more complex tooling and processes to avoid defects like springback or tearing. - Work-Hardening Behavior (Strain Hardening):
Work-hardening occurs when a material becomes stronger and harder as it is plastically deformed. While this can be beneficial in some applications where increased strength is desired, excessive work-hardening can make the material brittle and difficult to form further. Metals like copper and some aluminum alloys exhibit significant work-hardening, which can limit their formability in certain processes. - Elasticity and Springback:
Elasticity refers to a material’s ability to return to its original shape after being deformed. In sheet forming, this property leads to springback, where the material partially returns to its original shape after forming. Springback is a common issue when bending or drawing high-strength metals like steel or titanium and must be compensated for in tooling design. - Anisotropy in Materials:
Some metals exhibit anisotropy, meaning their mechanical properties vary depending on the direction of the grain structure. Anisotropy can affect the way a material deforms during sheet forming, leading to uneven stretching, wrinkling, or thinning. Materials like aluminum alloys and rolled steel sheets can exhibit significant anisotropy, which must be accounted for in the forming process.
The Role of Alloying and Heat Treatment
Alloying is the process of adding one or more elements to a base metal to enhance its properties. In sheet forming, alloying plays a critical role in improving the formability, strength, corrosion resistance, and other characteristics of metals. Common alloying elements include:
- Magnesium (in Aluminum Alloys): Improves strength without significantly affecting formability, making it ideal for lightweight applications.
- Chromium (in Stainless Steel): Increases corrosion resistance, which is essential for medical devices, food processing equipment, and outdoor architectural elements.
- Manganese (in Steel Alloys): Improves toughness and wear resistance, making it suitable for high-stress applications such as automotive structural components.
- Nickel (in Titanium Alloys): Enhances the high-temperature performance of titanium, making it suitable for aerospace and military applications.
In addition to alloying, heat treatment processes such as annealing, quenching, and tempering can modify the mechanical properties of metals to improve their formability. For example, annealing softens metal sheets, making them easier to form by relieving internal stresses and reducing hardness. This process is commonly used for aluminum, copper, and steel before sheet forming operations like deep drawing or bending.
Key Sheet Forming Processes
Sheet forming encompasses a wide variety of processes, each designed to produce specific shapes and components from metal sheets. The choice of process depends on factors such as the material being used, the complexity of the desired shape, the production volume, and the required tolerances. Here, we’ll explore some of the most common sheet forming processes.
4.1. Bending
Fundamentals of Bending and Springback:
Bending is one of the simplest sheet forming processes and involves the deformation of the metal sheet along a straight axis. The objective is to create a permanent bend or angle in the material without causing cracks or fractures. During bending, the sheet metal experiences tensile stress on the outer surface and compressive stress on the inner surface. The amount of force applied, the material’s properties, and the tooling geometry all influence the final shape of the bent sheet.
Springback is a common challenge in bending operations. After the bending force is removed, the sheet partially returns to its original shape due to the elastic recovery of the material. This must be accounted for by overbending the sheet slightly to achieve the desired final angle. The extent of springback depends on factors such as material strength, sheet thickness, and the bend radius.
Types of Bending:
- Air Bending:
In air bending, the sheet is not fully pressed into the die, leaving a gap between the punch and the die. This method offers flexibility because the final angle can be adjusted by controlling the stroke of the punch. However, air bending is more susceptible to springback compared to other methods. - Bottom Bending (Coining):
In bottom bending, the punch presses the sheet into the die with enough force to conform the material to the shape of the die. This reduces springback but requires higher forces. Coining is often used for precision bending operations where tight tolerances are required. - Roll Bending:
Roll bending is used to create large-radius bends by passing the sheet between rollers. This process is commonly used in the production of tubes, pipes, and cylindrical parts. Roll bending can be used for both thick and thin sheets, and it allows for the continuous bending of long sheets.
4.2. Stretching
Stretch Forming: Applications and Mechanics:
Stretch forming is a process in which a metal sheet is clamped along its edges and stretched over a die to achieve the desired shape. This process is commonly used to form large, curved surfaces, such as aircraft fuselage panels, automotive body parts, and architectural components. Stretch forming allows for the production of smooth, continuous curves with minimal wrinkling or distortion.
During the stretching process, the sheet is subjected to tensile stress, causing the material to thin as it stretches. The amount of thinning must be carefully controlled to avoid tearing or fracturing the sheet. The use of lubricants and proper die design can help ensure uniform stretching and prevent defects.
Strain Distribution in Stretching:
One of the key challenges in stretch forming is achieving uniform strain distribution across the sheet. Uneven stretching can result in localized thinning or tearing, particularly in areas where the sheet is subjected to higher stress concentrations. To mitigate this, engineers use advanced simulation tools to optimize die design and process parameters, ensuring that the sheet deforms uniformly.
4.3. Drawing
Deep Drawing Process:
Deep drawing is a sheet forming process used to create hollow parts, such as cups, cylinders, and other complex shapes with a high depth-to-diameter ratio. In this process, a flat metal blank is placed over a die cavity and pressed into the die by a punch. The material flows into the die cavity, forming the desired shape.
Deep drawing is commonly used in the production of beverage cans, automotive fuel tanks, and kitchen sinks. The process can be carried out in multiple stages, with each stage gradually deepening the part until the desired depth is achieved.
Factors Affecting Deep Drawing:
- Blank Holding Force:
The blank-holding force is crucial in deep drawing as it prevents the material from wrinkling or folding as it is drawn into the die. Insufficient blank holding force can lead to wrinkling, while excessive force can cause tearing. - Friction and Lubrication:
Friction between the punch, die, and blank can affect material flow during deep drawing. Lubrication reduces friction, allowing the material to flow more easily into the die cavity. Proper lubrication is critical to preventing surface defects and ensuring uniform material flow. - Die and Punch Design:
The geometry of the die and punch plays a significant role in the success of deep drawing. A well-designed die should have smooth radii to allow for gradual deformation, minimizing the risk of tearing or wrinkling.
4.4. Stamping and Punching
Die Design and Punching Operations:
Stamping is a high-speed sheet forming process used to create parts by pressing a metal sheet between a die and punch. The process typically involves operations such as blanking, piercing, embossing, and coining. Stamping is widely used in mass production industries, such as automotive and electronics, due to its speed and ability to produce high-quality parts with tight tolerances.
Punching, a subset of stamping, involves creating holes or cutouts in the sheet metal by forcing a punch through the material and into the die. Punching operations can be carried out at high speeds, making them suitable for producing large volumes of parts.
Effect of Punch Speed on Forming Quality:
The speed at which the punch strikes the sheet metal affects the quality of the formed part. High-speed punching can increase the risk of material tearing or deformation due to the rapid application of force. However, high-speed operations are essential for mass production and must be optimized to achieve a balance between speed and quality.
4.5. Hydroforming
Working Principles of Hydroforming:
Hydroforming is a process that uses hydraulic pressure to form metal sheets into complex shapes. In hydroforming, the sheet is placed over a die, and high-pressure fluid is used to force the sheet into the die cavity. This method is particularly effective for producing lightweight, high-strength parts with complex geometries.
Hydroforming is widely used in the automotive industry to produce structural components such as engine cradles, exhaust systems, and body panels. The process offers several advantages over traditional stamping, including better material utilization, improved strength, and the ability to form parts with fewer joints and welds.
Advantages Over Traditional Forming Techniques:
Hydroforming offers several advantages over traditional sheet forming processes:
- Reduced Weight: By using hydraulic pressure to form the sheet, hydroforming allows for the creation of thinner, lighter parts without sacrificing strength.
- Improved Material Properties: The uniform pressure applied during hydroforming improves the material’s strength and stiffness, resulting in higher-quality parts.
- Cost-Effective Tooling: Hydroforming requires fewer dies and punches than traditional stamping, reducing tooling costs and setup time.
Sheet Forming Equipment and Tooling

Sheet forming relies heavily on specialized equipment and tools designed to manipulate metal sheets with precision, efficiency, and control. Understanding the types of presses, tooling, and design considerations involved in sheet forming is crucial for ensuring high-quality results in manufacturing.
Types of Presses Used in Sheet Forming
The core equipment in sheet forming is the press, which applies the necessary force to shape the metal sheet. Different types of presses are used depending on the material, forming method, and complexity of the part. The most common presses used in sheet forming include:
- Mechanical Presses
- Mechanical presses use a motor-driven flywheel to generate energy, which is then transferred to the ram to apply force on the sheet metal. They are ideal for high-speed operations, such as stamping and punching, where large quantities of parts need to be produced quickly.
- Mechanical presses offer high precision and consistency, making them suitable for mass production of parts like automotive panels, electronic enclosures, and metal housings.
- However, mechanical presses lack the flexibility of hydraulic presses, as they offer limited control over force and speed adjustments during the forming process.
- Hydraulic Presses
- Hydraulic presses use a hydraulic fluid system to generate pressure, which is transmitted to a piston that applies force to the sheet metal. Hydraulic presses are known for their flexibility and precise control over force, making them ideal for complex and delicate sheet forming operations.
- Hydraulic presses excel in deep drawing, bending, and other processes that require gradual force application and control over forming parameters. They are commonly used in the automotive, aerospace, and electronics industries.
- The ability to adjust the pressure and speed throughout the press cycle allows hydraulic presses to form a wide variety of materials, including high-strength steels and alloys, without damaging the material.
- Pneumatic Presses
- Pneumatic presses use compressed air to generate force, making them suitable for light-duty sheet forming operations. They are often used in applications that require lower forces, such as embossing, small part stamping, and lightweight material forming.
- While pneumatic presses are faster than hydraulic presses, they are limited in the amount of force they can generate and are typically used for less demanding applications.
- Servo-Presses
- Servo-presses combine the benefits of both mechanical and hydraulic presses by using a servo motor to control the ram’s movement. This allows for precise control over the force, speed, and positioning of the press, making servo-presses ideal for high-precision sheet forming applications.
- Servo-presses are increasingly popular in industries that require complex part geometries and tight tolerances, such as aerospace, electronics, and medical device manufacturing.
Role of Dies and Punches in Sheet Forming
In sheet forming, dies and punches are critical components that directly shape the metal sheet into the desired form. The die provides the cavity or mold, while the punch applies pressure to the sheet to force it into the die. The design and quality of these tools significantly impact the accuracy, surface finish, and overall quality of the final product.
- Dies:
- Die Materials: Dies are typically made from tool steel or carbide materials due to their durability and resistance to wear. For more demanding applications, such as forming high-strength alloys or large-volume production runs, carbide dies may be used to extend tool life and improve performance.
- Types of Dies:
- Single-Stage Dies: These dies perform one operation per press cycle, such as blanking, piercing, or bending. They are ideal for low-volume production or parts with simple geometries.
- Progressive Dies: Progressive dies perform multiple operations in a single press cycle as the sheet metal moves through different stages of the die. This allows for high-speed production of complex parts, making progressive dies essential in industries like automotive manufacturing.
- Transfer Dies: These dies are used for large parts that require multiple forming operations. In a transfer die system, the sheet metal is transferred from one station to another, with each station performing a different operation.
- Punches:
- Punch Materials: Like dies, punches are typically made from tool steel or carbide, depending on the material being formed and the volume of production. High-strength materials may require coated punches (e.g., titanium nitride) to reduce friction and wear.
- Punch Design Considerations: The punch’s geometry must be carefully designed to avoid excessive stress concentrations that could lead to cracking or tearing of the sheet metal. The radius of the punch tip, punch angle, and punch speed all influence the quality of the formed part.
Computer-Aided Design (CAD) and Simulation in Tooling Design
Advances in computer-aided design (CAD) and finite element analysis (FEA) have revolutionized the way tooling is designed for sheet forming processes. Engineers now use these digital tools to simulate the forming process, predict material behavior, and optimize tool geometry before manufacturing the physical die and punch. This reduces the need for trial-and-error testing, saving both time and costs.
- CAD for Tool Design:
- CAD software allows engineers to design complex die and punch geometries with high precision. By modeling the entire tooling setup in 3D, engineers can visualize how the sheet metal will interact with the tools and identify potential issues such as thinning, wrinkling, or springback before production begins.
- Finite Element Analysis (FEA) for Process Simulation:
- FEA simulates how the material will behave under different forming conditions, such as applied force, temperature, and friction. This helps engineers optimize process parameters like blank holding force, punch speed, and lubrication to minimize defects and ensure uniform material flow.
- FEA also allows for the virtual testing of different materials, tool geometries, and process setups, enabling manufacturers to make data-driven decisions and improve product quality.
Maintenance and Durability of Tooling
The longevity and performance of dies and punches are critical to maintaining production efficiency and product quality. Tooling in sheet forming is subject to significant wear and tear due to the high forces and friction involved in the process. Proper maintenance and tool management strategies are essential for ensuring long tool life and minimizing downtime.
- Tool Coatings:
Coatings such as titanium nitride (TiN) or diamond-like carbon (DLC) can be applied to dies and punches to reduce friction, enhance wear resistance, and extend tool life. These coatings are especially useful in forming high-strength materials, which tend to cause more wear on uncoated tooling. - Regular Inspection and Regrinding:
Tooling should be regularly inspected for signs of wear, cracking, or chipping. Worn or damaged tools can cause defects in the formed parts, such as dimensional inaccuracies or surface imperfections. Regrinding the punch and die surfaces can restore their precision and extend their useful life. - Lubrication:
Proper lubrication of the tool and sheet interface is critical to reducing friction, preventing galling, and minimizing tool wear. Lubricants also help in controlling heat generation during the forming process, which can lead to tool degradation over time. - Tool Life Monitoring Systems:
Modern sheet forming presses are often equipped with tool life monitoring systems that track the number of press cycles and tool wear. These systems provide real-time data on tool performance, allowing operators to schedule maintenance and tool changes before failures occur.
Advanced Sheet Forming Techniques
As industries continue to demand more complex, precise, and lightweight components, new and advanced sheet forming techniques have been developed. These methods allow manufacturers to produce parts with intricate geometries, tighter tolerances, and improved material properties.
Incremental Sheet Forming (ISF)
Incremental Sheet Forming (ISF) is a highly flexible, die-less forming process in which a tool incrementally deforms the metal sheet into the desired shape. Unlike traditional sheet forming processes that rely on expensive dies and punches, ISF uses a single-point or multi-point tool that moves along a programmed path to shape the sheet.
- Advantages of ISF:
- Flexibility: ISF can be used to form complex and customized parts without the need for dedicated dies, making it ideal for prototyping and low-volume production.
- Cost Efficiency: The absence of tooling costs in ISF makes it a cost-effective solution for small batch production or when frequent design changes are required.
- High Accuracy: The incremental nature of the process allows for precise control over the final geometry, minimizing defects like wrinkling or thinning.
- Applications of ISF:
ISF is commonly used in the medical device industry for custom implants, in aerospace for low-volume parts, and in automotive prototyping.
Superplastic Forming (SPF)
Superplastic forming is a sheet forming technique that takes advantage of certain materials’ ability to undergo extremely large plastic deformation when heated to a specific temperature. At elevated temperatures, materials like aluminum alloys, titanium alloys, and certain stainless steels exhibit superplastic behavior, allowing them to be stretched or formed into complex shapes without fracturing.
- Advantages of SPF:
- Complex Geometries: SPF allows for the formation of parts with intricate shapes and deep draws that would be difficult or impossible to achieve using conventional forming methods.
- Minimal Tooling: Since the material is highly formable at superplastic temperatures, less force is required, reducing the wear on tooling and extending tool life.
- Fine Detail and Surface Finish: SPF produces parts with excellent surface finish and fine detail, making it ideal for aerospace and medical applications.
- Applications of SPF:
SPF is widely used in the aerospace industry for forming lightweight, high-strength parts such as wing panels, fuselage components, and engine nacelles.
Electromagnetic Forming (EMF)
Electromagnetic forming is a high-speed sheet forming process that uses a magnetic field to generate a repulsive force between the tool and the sheet metal. This process is particularly effective for forming electrically conductive materials, such as aluminum, copper, and brass.
- Advantages of EMF:
- High-Speed Forming: EMF can achieve extremely high forming speeds, making it suitable for applications that require rapid deformation, such as automotive part production.
- No Physical Contact with the Tool: Since the forming force is generated by a magnetic field, there is no physical contact between the tool and the sheet. This eliminates tool wear and produces parts with excellent surface quality.
- Improved Formability: The high-speed nature of EMF allows for greater formability, as the material is deformed so quickly that defects like wrinkling and tearing are minimized.
- Applications of EMF:
EMF is used in the automotive industry to form complex shapes, such as fuel tanks, exhaust components, and door panels. It is also used in the electronics industry for forming lightweight metal housings and enclosures.
Servo-Press Technology
Servo-press technology represents a significant advancement in sheet forming, combining the high-speed capability of mechanical presses with the precision and flexibility of hydraulic presses. In a servo press, the motion of the ram is controlled by a servo motor, allowing for real-time adjustments to the press force, speed, and stroke length.
- Advantages of Servo-Presses:
- Precise Control: Servo presses offer unparalleled control over the press cycle, allowing manufacturers to fine-tune process parameters for complex parts or delicate materials.
- Energy Efficiency: Servo presses use energy only when needed, reducing power consumption and operating costs.
- Versatility: The ability to adjust the speed and force at any point during the press cycle makes servo presses suitable for a wide range of materials and forming processes, from high-speed stamping to deep drawing.
- Applications of Servo-Presses:
Servo presses are increasingly used in the automotive, electronics, and aerospace industries for applications that require high precision and flexibility. They are particularly well-suited for forming high-strength materials and producing parts with tight tolerances.
Forming Defects and Remedies
Despite the advancements in sheet forming technology, defects can occur due to a variety of factors, such as incorrect process parameters, material behavior, or tooling issues. Understanding these defects and knowing how to mitigate them is essential to ensure high-quality formed parts. Below are the most common defects in sheet forming and the methods to prevent or correct them.
1. Wrinkling
Cause:
Wrinkling is one of the most common defects in sheet forming. It occurs when the sheet is compressed in-plane, causing the material to buckle or form small, wave-like imperfections. Wrinkling often happens during deep drawing, bending, and stretch forming, particularly in areas where the material is not sufficiently supported or constrained.
Prevention and Remedies:
- Blank Holding Force Adjustment: In deep drawing processes, applying insufficient blank-holding force can lead to wrinkling. Increasing the blank-holding force ensures that the sheet remains taut during the forming process, preventing excess material from bunching up.
- Die Design Optimization: Ensuring that the die is designed to provide adequate support to the sheet during deformation helps prevent wrinkling. Smooth die radii and proper draw bead design can control material flow and reduce the likelihood of wrinkles.
- Lubrication: Using the appropriate amount of lubrication reduces friction and helps the material flow more easily into the die, preventing material buildup that can lead to wrinkling.
2. Cracking and Tearing
Cause:
Cracking or tearing occurs when the material undergoes excessive tensile stress and exceeds its strain limits, particularly in high-strength metals or materials with limited ductility. This defect often appears in areas of the sheet where there is significant stretching or at sharp corners of the formed part.
Prevention and Remedies:
- Optimize Punch Speed: Reducing the punch speed allows the material to deform more gradually, reducing the risk of cracking. Applying force more slowly gives the material time to flow into the desired shape without fracturing.
- Material Selection: Choosing a more ductile material can prevent cracking during forming. Metals with high ductility, such as aluminum or mild steel, can absorb more strain without breaking.
- Lubrication and Friction Control: Adequate lubrication reduces friction between the tool and the sheet, preventing localized stress concentrations that can lead to cracks. Proper control of friction helps distribute the forming forces more evenly across the sheet.
3. Thinning and Necking
Cause:
Thinning occurs when the sheet metal becomes excessively stretched during forming, reducing its thickness. Necking is a more severe form of thinning that occurs in a localized region, which often precedes fracture. Thinning and necking are common in deep drawing, stretch forming, and hydroforming processes.
Prevention and Remedies:
- Forming Limit Diagram (FLD) Analysis: Engineers use forming limit diagrams (FLD) to determine the maximum amount of strain a material can withstand before thinning or necking occurs. By optimizing the forming process based on the FLD, manufacturers can avoid excessive thinning.
- Die and Punch Design Adjustments: Modifying the geometry of the punch and die to ensure a more even distribution of strain across the sheet can reduce the likelihood of localized thinning. Proper radii and smooth transitions in the tooling reduce stress concentrations.
- Multi-Stage Forming: Performing the forming process in multiple stages allows for more gradual deformation of the sheet. This reduces the risk of excessive thinning or necking, particularly in complex or deep-drawn parts.
4. Springback
Cause:
Springback occurs when the material partially returns to its original shape after being deformed. This is due to the elastic recovery of the material and is particularly common in bending operations and the forming of high-strength metals like steel and titanium. Springback can lead to parts that do not meet dimensional tolerances, requiring rework or additional forming operations.
Prevention and Remedies:
- Overbending Compensation: One of the simplest ways to counteract springback is to intentionally overbend the material slightly, allowing it to return to the desired angle after springback occurs.
- Material Selection: Using materials with lower elasticity can reduce springback. For example, mild steel exhibits less springback compared to high-strength steel or titanium.
- Forming Method Adjustments: Certain forming methods, such as bottoming or coining, can minimize springback by forcing the material to conform more closely to the shape of the die.
5. Galling and Tool Wear
Cause:
Galling is a form of wear that occurs when the metal sheet and the tooling surface stick to each other during forming, resulting in material transfer and surface damage. Galling typically occurs when forming hard metals or when there is insufficient lubrication between the sheet and the tool. Over time, galling can cause significant damage to both the part and the tooling.
Prevention and Remedies:
- Tool Coatings: Applying coatings to the tooling, such as titanium nitride (TiN) or diamond-like carbon (DLC), can reduce friction and prevent galling. Coated tools also tend to last longer and maintain better surface finishes.
- Improved Lubrication: Ensuring adequate lubrication between the tool and sheet is critical in preventing galling. The type of lubricant used should be appropriate for the material and forming process to minimize friction.
- Tool Material Selection: Using harder materials, such as carbide, for the die and punch can reduce the risk of galling, especially when forming harder metals like stainless steel or titanium.
6. Wrinkles in Flanges
Cause:
Wrinkling in flanges occurs when the edges of the sheet are compressed during the drawing process. This can result in an uneven, wavy edge, particularly in the case of deep drawing or stretch forming.
Prevention and Remedies:
- Adjust Blank Holder Pressure: Increasing the blank holder pressure can help prevent wrinkling in flanges by keeping the sheet edges firmly in place during forming.
- Die Design: Designing the die with proper draw beads or other features to control material flow helps prevent wrinkling at the edges.
- Reduce Material Flow: Reducing the material flow into the flange area during forming can prevent the formation of wrinkles.
Applications of Sheet Forming

Sheet forming is a versatile manufacturing process used across various industries to produce high-quality components with complex shapes, tight tolerances, and excellent surface finishes. Below, we discuss the key applications of sheet forming in different industries and how this process plays a critical role in modern manufacturing.
1. Automotive Industry
The automotive industry is one of the largest consumers of sheet forming processes, particularly in the production of vehicle body panels, chassis components, and structural parts. Sheet forming provides manufacturers with the ability to produce lightweight, strong, and aesthetically pleasing parts at high volumes, making it essential for both traditional internal combustion engine vehicles and electric vehicles (EVs).
Key Applications in the Automotive Industry:
- Body Panels: Sheet forming is used to produce exterior panels, such as doors, hoods, roofs, and fenders. These components require a smooth surface finish, precise dimensions, and durability. Stamping and deep drawing are commonly used for these parts.
- Chassis and Structural Components: Structural components like vehicle frames, cross members, and suspension components are also produced using sheet forming techniques. High-strength steels and aluminum alloys are commonly used to reduce vehicle weight while maintaining crash safety standards.
- Battery Enclosures (EVs): With the rise of electric vehicles, sheet forming is increasingly used to produce lightweight, yet durable battery enclosures that protect battery packs from damage and improve vehicle safety.
2. Aerospace Industry
The aerospace industry demands lightweight, high-strength materials that can withstand extreme conditions. Sheet forming is widely used to produce components for both commercial and military aircraft, where weight savings are critical for fuel efficiency and performance.
Key Applications in the Aerospace Industry:
- Fuselage Panels: Aerospace manufacturers use stretch forming, hydroforming, and superplastic forming to create large, curved fuselage panels that are both lightweight and structurally sound. Aluminum and titanium alloys are commonly used for these parts.
- Wing Components: The complex geometry of aircraft wings requires precise sheet forming techniques to produce aerodynamic surfaces. Stretch forming and hydroforming are often used to create wing panels, ribs, and spars.
- Engine Components: Sheet forming is also used to create high-strength components for aircraft engines, such as combustion chambers, nozzles, and heat shields. Materials like titanium and nickel alloys are commonly used in these high-temperature applications.
3. Electronics and Consumer Goods
The electronics industry relies on sheet forming to create lightweight, durable enclosures and components for various consumer products, including smartphones, laptops, and household appliances. The ability to form thin metal sheets with tight tolerances and smooth finishes is essential in this industry.
Key Applications in Electronics and Consumer Goods:
- Enclosures and Housings: Sheet forming is used to create aluminum and stainless steel enclosures for smartphones, tablets, laptops, and other electronic devices. These enclosures need to be lightweight, durable, and aesthetically pleasing.
- Heat Sinks: Sheet forming processes like stamping and punching are used to create heat sinks for electronic devices, which help dissipate heat and maintain optimal operating temperatures.
- Appliances: Components for household appliances, such as washing machines, refrigerators, and microwaves, are often produced using sheet forming techniques. Stainless steel and aluminum are commonly used due to their corrosion resistance and durability.
4. Construction and Architecture
The construction and architectural industries use sheet forming to create durable, aesthetically pleasing metal components for buildings, bridges, and infrastructure projects. Sheet metal components are commonly used in both structural and decorative applications.
Key Applications in Construction and Architecture:
- Roofing and Cladding: Metal roofing sheets and cladding panels are produced using sheet forming processes like bending and roll forming. Materials such as steel, aluminum, and copper are commonly used for their strength, weather resistance, and visual appeal.
- Facades and Curtain Walls: Architects use sheet forming to create intricate metal facades and curtain wall systems for modern buildings. The ability to form metal sheets into complex shapes and patterns adds both functional and aesthetic value to building designs.
- Structural Elements: Sheet metal components like steel beams, columns, and braces are formed using sheet forming techniques. These components are critical to the structural integrity of buildings, bridges, and other infrastructure projects.
5. Medical Devices and Equipment
The medical device industry requires high-precision components made from biocompatible materials. Sheet forming processes are used to create surgical instruments, implants, and medical equipment housings.
Key Applications in Medical Devices:
- Surgical Instruments: Stainless steel and titanium are commonly used in the production of surgical instruments, such as scalpels, forceps, and scissors, due to their corrosion resistance and biocompatibility. Sheet forming ensures that these instruments meet strict dimensional tolerances and performance standards.
- Implants: Custom implants, such as joint replacements and dental implants, are often made using advanced sheet forming techniques like incremental forming and superplastic forming.
- Medical Equipment Housings: Sheet forming is used to create housings for medical equipment, such as MRI machines, X-ray devices, and surgical robots. These housings need to be lightweight, durable, and easy to sterilize.
6. Marine Industry
The marine industry uses sheet forming to produce lightweight, corrosion-resistant components for ships, submarines, and offshore structures. Materials like aluminum and stainless steel are commonly used to withstand the harsh marine environment.
Key Applications in the Marine Industry:
- Hull Panels: Large aluminum or steel panels for ship hulls are formed using processes like bending, stretching, and hydroforming. These panels need to be strong and resistant to corrosion from saltwater exposure.
- Marine Engine Components: Sheet forming is used to create components for marine engines, including exhaust systems, heat exchangers, and combustion chambers. High-strength alloys like stainless steel and nickel-based superalloys are used in these applications.
- Structural Components: Sheet metal is used to form structural components for offshore platforms, oil rigs, and underwater pipelines. The forming process ensures that these components meet the required strength and durability standards for use in demanding marine environments.
Definition of Hydraulic Press
A hydraulic press is a machine that uses hydraulic cylinders to generate compressive force to perform various manufacturing processes such as forging, blanking, punching, stamping, deep drawing, and molding. The press operates by converting hydraulic energy from pressurized fluids into mechanical force that acts on a tool or die, which in turn shapes or cuts the material.
The hydraulic press operates on Pascal’s Law, which states that pressure applied to a confined fluid is transmitted equally in all directions throughout the fluid. This principle enables hydraulic presses to generate immense forces with relatively small inputs, making them highly efficient machines for tasks that require heavy-duty forming or shaping of materials.
Importance of Hydraulic Presses in Modern Manufacturing
Hydraulic presses are indispensable tools in modern manufacturing, used across a wide range of industries such as automotive, aerospace, electronics, construction, and consumer goods. Their versatility, precision, and ability to handle various materials — from soft metals to high-strength alloys — make them critical for producing everything from simple sheet metal parts to complex, high-strength structural components.
Key reasons hydraulic presses are crucial in today’s manufacturing landscape include:
- Force Control and Flexibility: Hydraulic presses allow for precise control of force and speed, making them ideal for forming intricate parts with tight tolerances.
- Material Versatility: These presses can handle materials ranging from aluminum and mild steel to more advanced alloys like titanium and high-strength steels.
- Cost-Effectiveness for Small and Medium Production Runs: For industries requiring small-batch or customized production, hydraulic presses offer a cost-effective solution without requiring extensive setup or tooling changes.
- Energy Efficiency: Compared to mechanical presses, hydraulic presses are more energy-efficient, consuming power only during the actual pressing operation.
Historical Development of Hydraulic Press Technology
The history of hydraulic presses dates back to the late 18th century, when Joseph Bramah, an English engineer, invented the hydraulic press in 1795. Known as the “Bramah press,” it was the first machine to apply Pascal’s principle of hydraulic force multiplication, revolutionizing the manufacturing industry by making it possible to exert large forces with minimal input.
Since then, hydraulic press technology has evolved significantly:
- Early Developments: In the 19th and early 20th centuries, hydraulic presses were used primarily in simple forming processes, including coin stamping, metalworking, and sheet forming.
- Post-War Industrial Growth: Following World War II, advances in materials science and hydraulic engineering led to the development of more powerful presses capable of handling high-strength metals. Hydraulic presses became widely used in the automotive and aerospace industries for mass production of metal parts.
- Integration with Automation: By the 1970s and 1980s, hydraulic presses were increasingly integrated with automated control systems, allowing for improved precision and repeatability. Computer Numerical Control (CNC) systems allowed manufacturers to program hydraulic presses for complex operations, boosting productivity and reducing human error.
- Modern Advances: Today’s hydraulic presses are integrated with servo-hydraulic systems, smart sensors, and Internet of Things (IoT) technology, enabling manufacturers to monitor and control press operations remotely. These advancements allow for more efficient, precise, and data-driven manufacturing processes.
Hydraulic press technology continues to evolve, offering manufacturers greater efficiency, flexibility, and control while meeting the growing demand for precision and high-quality parts.
Basic Principles of Hydraulic Press Operation
Pascal’s Law and Fluid Dynamics
The operation of a hydraulic press is governed by Pascal’s Law, which states that when pressure is applied to a confined fluid, it is transmitted equally and undiminished in all directions. This principle allows hydraulic systems to multiply small amounts of force into much larger forces by using fluid pressure.
The hydraulic press relies on a hydraulic fluid (usually oil) to transmit force from one part of the system to another. In a typical hydraulic system:
- A pump generates pressure by forcing hydraulic fluid through the system.
- The pressure is transmitted through hydraulic lines to a cylinder, where it moves a piston.
- The piston then applies force to the material being pressed, completing the operation.
The force output of the hydraulic press is determined by the amount of pressure applied to the fluid and the size of the pistons in the system. By using a larger piston, the system can generate more force even with relatively low fluid pressure.
Working Mechanism of a Hydraulic Press
A hydraulic press typically consists of several key components: the pump, hydraulic cylinder, piston, and valves. Here’s how they work together:
- Hydraulic Pump Activation: The process begins when the hydraulic pump activates, pressurizing the hydraulic fluid within the system. The pump generates the necessary force by applying pressure to the fluid, which is stored in a reservoir.
- Pressure Transmission: The pressurized fluid travels through hydraulic lines to the hydraulic cylinder. Inside the cylinder, the fluid pushes against the piston, which converts the hydraulic energy into mechanical force.
- Force Application by the Piston: As the piston moves downward, it exerts force on the material placed beneath it, pressing it into the die or mold to achieve the desired shape.
- Control Valves and Pressure Adjustment: Control valves are used to regulate the flow of hydraulic fluid within the system, controlling the speed, direction, and force of the piston. Operators can adjust the pressure to meet the requirements of the specific task, whether it involves forming, punching, or stamping.
- Return Stroke: After the pressing operation is complete, the hydraulic fluid is released, and the piston retracts to its original position, completing the cycle. The fluid returns to the reservoir, ready for the next press cycle.
Key Components: Hydraulic System, Pistons, Pumps, Cylinders, and Valves
The following are the essential components of a hydraulic press system and their functions:
- Hydraulic Pump:
- The hydraulic pump is the heart of the hydraulic system. It pressurizes the hydraulic fluid, creating the necessary force to move the piston. Pumps can be gear pumps, piston pumps, or vane pumps, depending on the required pressure and flow rate.
- Hydraulic Cylinder:
- The hydraulic cylinder houses the piston and is responsible for converting hydraulic energy into mechanical force. The size of the cylinder and piston determines the amount of force the press can generate. Hydraulic cylinders can be single-acting (pressure applied in one direction) or double-acting (pressure applied in both directions).
- Piston:
- The piston moves within the hydraulic cylinder and exerts force on the material being pressed. The size and design of the piston directly affect the force and precision of the press operation.
- Valves:
- Hydraulic systems include several types of valves to control the flow, pressure, and direction of the hydraulic fluid:
- Directional Control Valves determine the direction of fluid flow, controlling whether the piston moves up or down.
- Pressure Relief Valves prevent the system from exceeding safe pressure limits by releasing excess pressure when needed.
- Flow Control Valves regulate the speed at which the piston moves, allowing for adjustments in the press cycle’s speed and precision.
- Hydraulic systems include several types of valves to control the flow, pressure, and direction of the hydraulic fluid:
- Reservoir and Hydraulic Fluid:
- The reservoir stores the hydraulic fluid when it is not in use. Hydraulic fluid serves as the medium for transmitting pressure and must be carefully maintained to avoid contamination and ensure the proper operation of the system.
Force Generation and Pressure Control
The amount of force generated by a hydraulic press depends on two main factors: the pressure applied to the hydraulic fluid and the surface area of the piston. The formula for determining the force output is:Force=Pressure×Area of the Piston\text{Force} = \text{Pressure} \times \text{Area of the Piston}Force=Pressure×Area of the Piston
Where:
- Pressure is measured in units such as psi (pounds per square inch) or bar.
- Area of the Piston is determined by the diameter of the piston in the hydraulic cylinder.
For example, if a hydraulic press applies 2,000 psi of pressure to a piston with an area of 10 square inches, the total force generated will be:Force=2,000 psi×10 in2=20,000 pounds of force\text{Force} = 2,000 \, \text{psi} \times 10 \, \text{in}^2 = 20,000 \, \text{pounds of force}Force=2,000psi×10in2=20,000pounds of force
This ability to amplify force makes hydraulic presses highly efficient for forming processes that require significant force, such as metal stamping, forging, or deep drawing.
Pressure control is critical to ensure that the press operates safely and efficiently. Over-pressurization can damage the press or the material being formed, while under-pressurization can result in incomplete forming or poor product quality. Hydraulic systems are equipped with pressure relief valves and sensors to monitor and maintain the optimal pressure level throughout the operation.
Key Components of a Hydraulic Cold Press

The design of a hydraulic cold press involves numerous components that work together to generate the required force for metal forming and other industrial operations. Understanding these components is essential for ensuring the machine’s efficiency, reliability, and performance.
1. Hydraulic Cylinders: Types and Performance Considerations
Hydraulic cylinders are the heart of any hydraulic press. They are responsible for converting hydraulic energy (from pressurized fluid) into mechanical force, which is then applied to the workpiece. In cold presses, cylinders must be designed for high precision, with the ability to generate large amounts of force consistently and safely.
Types of Hydraulic Cylinders:
- Single-Acting Cylinders: These cylinders apply force in only one direction (usually downward) and rely on external forces, such as gravity or springs, to return to their original position. Single-acting cylinders are simpler in design and are typically used for operations where force is only needed in one direction.
- Double-Acting Cylinders: These cylinders can apply force in both directions, allowing for greater control during the press cycle. Double-acting cylinders are commonly used in presses that require precise positioning or where the return stroke must be forceful, such as in large-scale forming or deep drawing operations.
Performance Considerations:
- Stroke Length: The stroke length of a cylinder determines how far the piston can travel and, therefore, the maximum depth of the material that can be formed. A longer stroke is essential for deep drawing and other processes that involve significant material displacement.
- Cylinder Bore and Rod Size: The size of the cylinder bore and piston rod directly affects the amount of force the cylinder can generate. Larger bores allow for more hydraulic fluid to act on the piston, resulting in greater force output.
- Sealing Systems: The integrity of the cylinder’s seals is crucial for preventing fluid leaks and maintaining consistent pressure. High-quality sealing systems, including wipers and rod seals, help ensure long-term performance and reduce the risk of contamination in the hydraulic fluid.
2. Hydraulic Pumps: Design and Efficiency
The hydraulic pump is responsible for generating the necessary pressure within the hydraulic system. It forces hydraulic fluid through the system, providing the power needed to move the piston and apply force to the workpiece. Several types of pumps are commonly used in hydraulic cold presses, each with its own performance characteristics.
Types of Hydraulic Pumps:
- Gear Pumps: Gear pumps are widely used in hydraulic systems due to their simple design and reliability. They operate by trapping fluid between the gears and the casing, then forcing it through the system. While gear pumps are cost-effective and durable, they are less efficient than other types of pumps, especially at higher pressures.
- Piston Pumps: Piston pumps are more complex but offer higher efficiency and greater pressure capabilities than gear pumps. In piston pumps, pistons move inside cylinders to generate fluid flow and pressure. These pumps are ideal for applications that require precise pressure control and high force output.
- Vane Pumps: Vane pumps use a rotor with sliding vanes to push fluid through the system. These pumps are more efficient than gear pumps and are commonly used in applications where smooth, consistent flow is needed. Vane pumps are often found in hydraulic presses that require precise control over force and speed.
Efficiency Considerations:
- Pump Efficiency: The efficiency of the hydraulic pump directly impacts the overall performance of the press. High-efficiency pumps reduce energy consumption, minimize heat generation, and ensure that the press operates smoothly under load.
- Pressure and Flow Rate: The pump must be capable of generating the required pressure to produce the desired force while maintaining an adequate flow rate to ensure rapid piston movement. The balance between pressure and flow rate is critical for optimizing press cycle times and energy efficiency.
3. Pressure Control Valves and Hydraulic Circuitry
Pressure control in a hydraulic cold press is vital for ensuring that the machine operates within safe limits and that the force applied to the workpiece is consistent and precise. Pressure control valves and hydraulic circuitry play a crucial role in managing the flow of hydraulic fluid throughout the system.
Key Types of Valves:
- Pressure Relief Valves: These valves protect the hydraulic system from over-pressurization by releasing excess pressure when it exceeds the system’s limits. Pressure relief valves are essential for preventing damage to the press and ensuring operator safety.
- Proportional Valves: Proportional valves regulate the flow of hydraulic fluid to control the speed and force of the press. These valves allow for more precise adjustments to be made during the pressing operation, improving the accuracy of the final product.
- Directional Control Valves: These valves determine the direction of fluid flow within the system, controlling whether the piston moves up or down. Directional control valves are typically solenoid-operated, allowing them to be controlled automatically as part of a computer-aided press system.
Hydraulic Circuit Design:
- The hydraulic circuit is the pathway through which the fluid moves within the system. An efficiently designed hydraulic circuit minimizes pressure losses and ensures smooth, controlled movement of the piston. Components such as accumulators, filters, and heat exchangers are often included to maintain fluid quality and system performance.
- Closed-Loop vs. Open-Loop Systems: Hydraulic cold presses can be designed with either a closed-loop or open-loop hydraulic system. In a closed-loop system, the hydraulic fluid is continuously cycled through the system, while in an open-loop system, fluid is returned to a reservoir before being recirculated. Closed-loop systems are more efficient but also more complex.
4. Press Frame Design: C-Frame vs. H-Frame
The press frame provides the structural support for the hydraulic cold press, ensuring that the components remain stable under the immense forces generated during operation. Two primary frame designs are used in hydraulic presses: C-Frame and H-Frame.
C-Frame Hydraulic Press:
- C-Frame presses are characterized by their open-front design, which allows for easy access to the workspace. This design is often used in applications where the operator needs to manually load and unload the workpiece.
- Advantages: The open design of C-Frame presses makes them ideal for smaller jobs and operations that require frequent part changes. They are commonly used for bending, punching, and small-scale forming tasks.
- Disadvantages: Due to the open-frame design, C-Frame presses are less rigid than H-Frame presses and may experience deflection under heavy loads, limiting their use in high-force applications.
H-Frame Hydraulic Press:
- H-Frame presses feature a more robust, closed-frame design, which provides greater stability and rigidity. The H-shaped frame evenly distributes force across the entire structure, making it ideal for heavy-duty applications.
- Advantages: H-Frame presses can handle much larger forces than C-Frame presses without deflecting, making them suitable for large-scale forming, deep drawing, and other operations that require high tonnage.
- Disadvantages: H-Frame presses are bulkier and more expensive than C-Frame presses, and their closed design can make it more difficult to access the work area for manual operations.
5. Tooling Systems: Dies, Punches, and Plates
In a hydraulic cold press, tooling systems — including dies, punches, and plates — are used to shape the material. These components must be designed with precision and durability in mind, as they are subjected to high levels of stress during the pressing operation.
Die Design:
- Dies provide the cavity into which the material is pressed. The shape and design of the die determine the final form of the workpiece. For cold pressing, dies must be made from materials that can withstand high pressure and repetitive use without deforming or wearing out.
- Material Considerations: Tool steel and carbide are commonly used for die construction due to their hardness and wear resistance. For more advanced applications, dies may be coated with materials like titanium nitride (TiN) to improve their durability and reduce friction.
Punches:
- Punches apply pressure to the material, forcing it into the die to create the desired shape. Like dies, punches must be made from durable materials that can withstand repeated use without wearing out or becoming damaged.
- Precision in Punch Design: The punch’s design must match the die’s contours precisely to ensure that the material is deformed correctly. In deep drawing or bending operations, punches may have complex shapes to accommodate the desired form of the material.
Press Plates:
- Press plates are used to distribute the force from the piston evenly across the workpiece. They also protect the die and punch from direct contact with the hydraulic cylinder, reducing wear on critical components.
- Wear Resistance: Like dies and punches, press plates must be made from materials that can handle high levels of stress and pressure without wearing down. Hardened steel is often used for press plates in heavy-duty hydraulic presses.
6. Control Systems and Automation
Modern hydraulic cold presses are increasingly equipped with advanced control systems that allow for precise management of the pressing operation. These control systems are essential for optimizing performance, ensuring safety, and enabling automation.
Computer-Aided Controls:
- Many hydraulic cold presses are equipped with Programmable Logic Controllers (PLCs) that allow operators to program and automate the press cycle. PLCs can control factors such as pressure, speed, and stroke length, ensuring consistent and repeatable results across multiple parts.
Servo-Hydraulic Control:
- Servo-hydraulic systems combine hydraulic power with servo motors, offering greater control over the speed and force of the press. This level of control is particularly useful in applications that require high precision, such as forming thin or delicate materials.
- Advantages of Servo Control: Servo-hydraulic systems provide faster response times and more accurate positioning compared to traditional hydraulic systems. They are also more energy-efficient, as they only use power when needed.
Automation and Integration with Industry 4.0:
- Modern hydraulic cold presses can be integrated with Industry 4.0 technologies, allowing for real-time monitoring, data analysis, and remote control. By connecting the press to a central network, manufacturers can track performance metrics, predict maintenance needs, and optimize production schedules.
Structural Design and Materials Used in Hydraulic Cold Press Construction

The structural design of a hydraulic cold press is critical to ensuring its ability to withstand the immense forces involved in the forming process. The materials used in construction must offer a combination of strength, rigidity, and durability to ensure that the press performs reliably over time. Below, we discuss the structural considerations and materials used in the construction of hydraulic cold presses.
1. Material Selection for Frames and Components
The choice of materials for the construction of the press frame and components significantly impacts the machine’s durability, strength, and overall performance. The materials must be capable of withstanding high forces, repeated cycles, and continuous stress without degrading or failing.
Common Materials Used:
- Steel: Steel is the most commonly used material in the construction of hydraulic cold presses due to its excellent strength-to-weight ratio, rigidity, and resistance to fatigue. The frame of most hydraulic presses is made from high-strength steel, capable of handling both static and dynamic loads without deforming.
- Structural Steel: Used for the frame, bed, and moving parts of the press, structural steel offers the required strength and rigidity for large-scale operations. It can handle high compressive and tensile forces while maintaining dimensional stability over time.
- Tool Steel: Tool steel is used for components such as dies, punches, and press plates that are in direct contact with the workpiece. It offers excellent wear resistance and can maintain its hardness even at elevated pressures.
- Cast Iron: Some components of hydraulic presses, such as certain types of machine bases or housings, are made from cast iron. Cast iron provides good damping properties, which help to reduce vibrations during operation. It is also less expensive than steel, making it a cost-effective option for certain non-critical components.
- Aluminum Alloys: While less common in large-scale hydraulic presses, aluminum alloys are sometimes used for smaller presses or components where weight reduction is important. Aluminum offers a high strength-to-weight ratio but is less durable than steel in heavy-duty applications.
- Composite Materials: In advanced cold press designs, composite materials may be used in specific components to reduce weight while maintaining high strength. These materials are particularly valuable in presses used in high-tech industries, such as aerospace and electronics, where precision and efficiency are critical.
2. Strength and Rigidity Requirements
The press frame must be designed to handle extreme forces without deflecting or deforming, as even small deflections can lead to inaccuracies in the final product. Strength and rigidity are the two primary design considerations when constructing the frame and other load-bearing components.
- Static and Dynamic Load Resistance: The frame must withstand both the static load (the weight of the press components) and the dynamic load (the force generated during pressing operations). Dynamic loads can cause the frame to flex, which can result in inaccurate or uneven force distribution across the workpiece.
- Avoiding Deflection: Hydraulic cold presses are subjected to immense forces during operation, and any deflection in the frame or components can lead to uneven material deformation or tool misalignment. To minimize deflection, the frame must be designed with thick walls, reinforced beams, and cross-members to distribute force evenly.
- Finite Element Analysis (FEA): Engineers use Finite Element Analysis (FEA) to model the stress and strain on the frame during operation. FEA simulations allow designers to identify potential weak points in the frame and optimize the design to ensure maximum strength and rigidity.
3. Fatigue Resistance and Durability in Heavy-Duty Operations
Hydraulic cold presses are often used in continuous, high-volume production environments, where they are subjected to repeated cycles of heavy force. The materials and design of the press must take into account the potential for fatigue failure, which occurs when materials weaken over time due to repeated stress.
- Fatigue Resistance: High-strength steel and tool steel are commonly used in press construction due to their ability to resist fatigue over thousands of cycles. Components such as the hydraulic cylinders, frame, and tooling are designed to endure repeated loading without cracking or failing.
- Wear and Tear on Moving Components: Moving parts, such as pistons, seals, and valves, are subjected to constant friction and wear. These components must be made from materials that offer both high strength and wear resistance to ensure long-term durability.
- Surface Treatments: Surface treatments, such as nitriding or carburizing, are often applied to steel components to improve their hardness and wear resistance. These treatments help extend the lifespan of critical parts, such as dies and punches, which are subjected to repeated high-pressure contact with the material being formed.
4. Design for Longevity and Reliability in Continuous Use
In industries like automotive and aerospace, where hydraulic cold presses are used in high-volume production, the design of the press must prioritize reliability and longevity. This requires careful consideration of factors such as material selection, component design, and maintenance accessibility.
- Durable Design: Hydraulic cold presses are built to last for decades in continuous use. This durability is achieved through the use of high-strength materials, robust construction techniques, and the inclusion of wear-resistant components. By designing the press for longevity, manufacturers can minimize downtime and reduce the total cost of ownership.
- Maintenance-Friendly Design: Easy access to key components, such as hydraulic lines, seals, and pumps, is essential for ensuring that the press can be maintained efficiently. Many modern hydraulic cold presses are designed with modular components that can be easily replaced, reducing the time and cost associated with repairs.
5. Structural Integrity in Extreme Conditions
Hydraulic cold presses must often operate in harsh industrial environments where they are exposed to heat, dust, vibration, and other factors that can affect their performance. The structural design of the press must account for these conditions to ensure reliable operation under all circumstances.
- Vibration Damping: In heavy-duty operations, the press may generate significant vibration, which can affect both the machine’s performance and the quality of the final product. The use of materials like cast iron, which has excellent vibration-damping properties, can help minimize the impact of vibration on the press’s operation.
- Thermal Stability: While hydraulic cold presses operate at room temperature, they can still generate heat during prolonged use, especially in the hydraulic system. The frame and components must be designed to maintain dimensional stability even as the temperature fluctuates.
Types of Hydraulic Cold Presses and Their Design Variations

Hydraulic cold presses come in various designs tailored to meet the specific requirements of different industrial applications. The type of press used depends on factors such as the size of the workpiece, the material being formed, the desired precision, and the operational force required. Each press type has unique structural features that make it ideal for certain processes.
1. C-Frame Hydraulic Cold Presses: Features and Applications
C-Frame hydraulic presses are characterized by their distinctive “C” shaped frame, with the open side allowing easy access to the working area. This design is ideal for operations where flexibility and manual loading/unloading of the workpiece are required. The single-sided frame is strong enough for small to medium force applications but is not suitable for operations requiring very high forces.
Features:
- Open Access: The open-front design provides easy access to the working area, making it easier to position the workpiece and tooling. This feature is particularly useful in small-scale operations where parts need to be manually loaded or unloaded.
- Compact Footprint: C-Frame presses are typically more compact than other types of hydraulic presses, making them suitable for smaller workshops or spaces where floor area is limited.
- Cost-Effective: C-Frame presses are relatively simple in design, which makes them more affordable compared to larger, more complex presses. They are commonly used in small and medium-sized manufacturing operations.
Applications:
- Punching and Stamping: C-Frame presses are often used for small-scale punching, stamping, and forming operations where high force is not required.
- Bending and Straightening: These presses are ideal for light-duty bending and straightening tasks, making them a staple in metal fabrication shops.
2. H-Frame Hydraulic Cold Presses: Structural Advantages
H-Frame hydraulic presses, also known as shop presses, feature a robust, closed-frame design that distributes force evenly across the frame. The “H” shape of the frame provides greater stability and rigidity, allowing these presses to handle much larger forces than C-Frame presses. H-Frame presses are widely used for heavy-duty applications in industries such as automotive, aerospace, and construction.
Features:
- High Rigidity: The closed-frame design ensures minimal deflection during operation, even under very high loads. This makes H-Frame presses ideal for applications where precision and force control are essential.
- Versatility: H-Frame presses can be used for a variety of tasks, including bending, straightening, stamping, and deep drawing. Their versatility makes them a common choice in industries that require a wide range of forming processes.
- Heavy-Duty Capabilities: These presses are designed to handle heavy-duty operations, often generating forces of up to several thousand tons. This makes them suitable for forming large or thick metal parts, especially those made from high-strength alloys.
Applications:
- Automotive Manufacturing: H-Frame presses are commonly used in the automotive industry to form body panels, chassis components, and structural parts.
- Deep Drawing and Forging: The high rigidity and large force output of H-Frame presses make them ideal for deep drawing and forging operations, where precise force application is critical.
3. Four-Column Hydraulic Cold Presses for Large-Scale Operations
Four-column hydraulic cold presses are designed for large-scale industrial applications where high precision and large workpiece dimensions are required. The four-column design provides excellent stability and allows for uniform force distribution across the entire surface of the workpiece. These presses are commonly used in industries that require high tonnage and large-scale metal forming, such as shipbuilding, aerospace, and heavy machinery manufacturing.
Features:
- Even Force Distribution: The four-column design ensures that force is applied evenly across the workpiece, minimizing the risk of deformation or defects. This is especially important in processes like deep drawing, where uniform material flow is critical.
- Large Work Area: Four-column presses typically have a larger work area compared to C-Frame and H-Frame presses, allowing them to accommodate larger workpieces and more complex tooling setups.
- Precision Control: These presses are often equipped with advanced control systems that allow for precise adjustments to pressure, speed, and stroke length, ensuring high accuracy in large-scale forming operations.
Applications:
- Large-Scale Metal Forming: Four-column presses are used for forming large metal sheets or plates, such as those used in shipbuilding, bridge construction, and large industrial equipment.
- Automotive and Aerospace Components: These presses are also used in the automotive and aerospace industries for forming large structural components, such as truck frames, aircraft fuselages, and heavy-duty brackets.
4. Servo-Hydraulic Cold Presses and Precision Design
Servo-hydraulic cold presses combine the power of hydraulic systems with the precision of servo motors, offering greater control over the press cycle. These presses use servo motors to control the movement of the hydraulic piston, allowing for fine-tuned adjustments to speed, pressure, and stroke length in real time. This makes servo-hydraulic presses ideal for applications that require high precision and repeatability.
Features:
- High Precision: Servo-hydraulic presses offer unparalleled control over the press cycle, making them ideal for applications that require tight tolerances and consistent results.
- Energy Efficiency: Servo motors allow for precise control of energy usage, ensuring that power is only consumed when necessary. This makes servo-hydraulic presses more energy-efficient than traditional hydraulic presses.
- Customizable Press Cycles: The ability to adjust the speed and force during the press cycle allows manufacturers to optimize the forming process for different materials and part geometries. This flexibility is especially useful in industries that require frequent changes in product specifications.
Applications:
- Precision Metal Forming: Servo-hydraulic presses are widely used in industries such as aerospace, electronics, and medical device manufacturing, where high precision and material control are critical.
- Advanced Materials Forming: These presses are also used to form advanced materials, such as titanium and high-strength aluminum alloys, which require precise force control to avoid defects.
5. Double-Action vs. Single-Action Cold Presses
Single-action and double-action hydraulic cold presses differ in their ability to apply force in one or two stages of the press cycle. The choice between these two types depends on the specific requirements of the forming operation.
Single-Action Hydraulic Cold Presses:
- Single-action presses apply force in one direction, usually in a single stroke. They are simpler in design and are commonly used for basic forming operations such as bending, stamping, or punching.
- Applications: These presses are used in applications where only one direction of force is required, such as in small-scale metal forming, sheet metal cutting, and embossing.
Double-Action Hydraulic Cold Presses:
- Double-action presses apply force in two stages. The first stage (blank holding) holds the material in place while the second stage applies force to deform the material. This two-stage process is essential for operations like deep drawing, where the material needs to be held securely while being formed.
- Applications: Double-action presses are commonly used in deep drawing operations and other complex forming processes that require precise control over material flow and force distribution.
Design Considerations for Specific Cold Press Applications
Designing hydraulic cold presses for specific applications involves tailoring the machine’s components, control systems, and frame structure to meet the unique requirements of each industry. Below are the key design considerations for cold presses used in various sectors.
1. Automotive Industry: Forming Body Panels and Structural Parts
The automotive industry relies heavily on hydraulic cold presses for forming body panels, chassis components, and structural parts. These components must meet stringent requirements for strength, durability, and safety while maintaining a lightweight profile for fuel efficiency.
Key Design Considerations:
- High Tonnage for Forming Strength: Automotive components, especially those made from high-strength steels or aluminum alloys, require presses capable of generating significant force. Presses designed for automotive applications often have tonnage ratings ranging from 500 to 2,000 tons or more.
- Tooling and Die Design: The dies used in automotive cold presses must be carefully designed to ensure accurate forming of complex shapes such as body panels, fenders, and roof structures. Advanced simulation tools are often used to optimize die design for minimal material waste and maximum structural integrity.
- Material Handling Systems: Automotive production lines require efficient material handling systems to ensure rapid loading and unloading of workpieces. Automated material handling systems, such as robotic arms and conveyors, are often integrated into the press design to increase throughput and reduce cycle times.
2. Aerospace Industry: Precision Forming of Lightweight Alloys
In the aerospace industry, hydraulic cold presses are used to form lightweight yet high-strength alloys like aluminum, titanium, and composites. Components such as fuselage panels, wing sections, and engine casings must meet strict performance standards while being as lightweight as possible.
Key Design Considerations:
- Precision Control: Aerospace components require extremely tight tolerances and consistent material properties. Cold presses used in aerospace applications must offer precise control over pressure and stroke to avoid defects such as warping, cracking, or material thinning.
- Material-Specific Design: Presses designed for aerospace applications must account for the unique forming characteristics of advanced materials. Titanium, for example, requires high pressure and precise temperature control to avoid cracking during forming. Composite materials, on the other hand, require lower pressures but longer cycle times to achieve the desired form.
- Tooling and Die Cooling Systems: Aerospace components often require special cooling systems for the tooling and dies to maintain dimensional accuracy during the press cycle. Cooling systems help prevent thermal expansion, which could otherwise lead to inaccuracies in the final part dimensions.
3. Electronics and Consumer Goods: Forming Thin Metal Sheets
In the electronics and consumer goods industries, hydraulic cold presses are used to form thin metal sheets into enclosures, housings, and structural components. These components require a high level of precision and surface finish to ensure proper functionality and aesthetic appeal.
Key Design Considerations:
- Low Tonnage for Thin Sheets: The thin metal sheets used in electronics and consumer goods manufacturing require lower force compared to the thicker sheets used in automotive or aerospace applications. Presses designed for these industries typically have tonnage ratings ranging from 10 to 100 tons.
- Surface Finish Quality: The aesthetic quality of consumer goods is often just as important as their functional quality. Presses designed for this sector must be capable of producing smooth surface finishes without defects like scratches or indentations.
- Small Footprint and Versatility: Electronics manufacturers often require presses that can be easily adapted for different products or component designs. Hydraulic cold presses with compact footprints and versatile tooling systems are ideal for high-mix, low-volume production environments.
4. Custom Fabrication and Niche Applications
Custom fabrication shops use hydraulic cold presses for a wide range of tasks, from forming architectural elements to producing specialized machine components. These applications require presses that are highly adaptable and capable of performing various tasks with different materials.
Key Design Considerations:
- Flexibility and Modularity: Custom fabrication requires presses that can be easily modified for different tasks. Presses with modular tooling systems and adjustable stroke lengths allow fabricators to switch between operations like bending, forming, and punching with minimal setup time.
- Precision for Small-Batch Production: In custom fabrication, precision is often more important than speed. Presses must be capable of performing detailed work on small batches or one-off parts while maintaining consistent quality.
- Multi-Purpose Tooling: Tooling systems in custom fabrication presses are often designed to handle a variety of operations. This versatility allows shops to take on a wider range of projects without needing to invest in multiple machines.
5. Role of Advanced Materials and Alloys in Cold Press Design
The increasing use of advanced materials, such as high-strength steels, aluminum alloys, and composites, presents new challenges and opportunities for hydraulic cold press design. These materials offer superior performance in terms of strength, weight, and corrosion resistance but require specialized pressing techniques to form properly.
Key Design Considerations:
- High Tonnage for High-Strength Steels: High-strength steels used in automotive and aerospace applications require hydraulic presses capable of generating immense force without sacrificing precision. The press must be designed to handle the additional stress and wear associated with forming such materials.
- Temperature Control for Aluminum and Composites: While cold pressing typically occurs at room temperature, certain materials, such as aluminum alloys and composites, may require controlled heating or cooling during the press cycle to achieve the desired material properties.
- Tooling Wear Resistance: Forming advanced materials often results in greater wear on the tooling. Presses designed for advanced materials must include tooling systems made from highly wear-resistant materials, such as tool steel or carbide, to ensure longevity and reduce maintenance costs.
EMS Metalworking Machinery: Your Trusted Partner in Precision Metalworking

EMS Metalworking Machinery is a leading manufacturer of high-quality metalworking equipment, dedicated to providing innovative solutions that meet the evolving needs of industries worldwide. With a rich history of excellence and a commitment to technological advancement, we have earned a reputation for delivering cutting-edge machinery that ensures precision, efficiency, and durability.
Our Product Range:
- CNC Spinning Lathes: From precision bench lathes to heavy-duty industrial models, our lathes offer unmatched accuracy and performance for a wide range of applications, including machining shafts, gears, and other cylindrical components.
- Milling Machines: Our milling machines are designed to provide exceptional cutting capabilities and versatility, enabling you to create complex shapes and intricate details with ease. Whether you need a horizontal or vertical milling machine, we have the perfect solution for your needs.
- Drilling Machines: Our drilling machines are built to deliver precise and powerful drilling operations, ensuring clean holes and exceptional surface finishes. From sensitive bench drills to heavy-duty radial drills, we offer a comprehensive range to suit various applications.
- Grinding Machines: Our grinding machines are engineered for precision and efficiency, allowing you to achieve the highest levels of surface finish and dimensional accuracy. Whether you need a surface grinder, cylindrical grinder, or tool grinder, we have the equipment to meet your specific requirements.
- Sawing Machines: Our sawing machines are designed for fast and accurate cutting of metals, providing clean cuts and minimal burrs. From band saws to circular saws, we offer a variety of options to suit different materials and cutting needs.
- Custom Machinery: In addition to our standard product line, we also specialize in custom machinery fabrication. Our experienced engineers can work with you to design and build tailored solutions that meet your unique requirements and optimize your production processes.
Why Choose EMS Metalworking Machinery:
- Quality: Our machines are crafted with the highest quality materials and components, ensuring long-lasting performance and reliability.
- Precision: We are committed to delivering machinery that meets the most stringent tolerances and standards, ensuring exceptional accuracy in your metalworking operations.
- Innovation: We continuously invest in research and development to stay at the forefront of technological advancements, offering innovative solutions that enhance your productivity and efficiency.
- Customer Support: Our dedicated team of experts is always available to provide comprehensive support, from machine selection and installation to maintenance and troubleshooting.
- Customization: We understand that every business has unique needs, and we offer flexible customization options to tailor our machines to your specific requirements.
At EMS Metalworking Machinery, we are more than just a supplier of equipment; we are your trusted partner in metalworking success. By choosing EMS, you can be confident in the quality, reliability, and performance of your machinery, enabling you to achieve your business goals and stay ahead of the competition.
EMS Metalworking Machinery
We design, manufacture and assembly metalworking machinery such as:
- Hydraulic transfer press
- Glass mosaic press
- Hydraulic deep drawing press
- Casting press
- Hydraulic cold forming press
- Hydroforming press
- Composite press
- Silicone rubber moulding press
- Brake pad press
- Melamine press
- SMC & BMC Press
- Labrotaroy press
- Edge cutting trimming machine
- Edge curling machine
- Trimming beading machine
- Trimming joggling machine
- Cookware production line
- Pipe bending machine
- Profile bending machine
- Bandsaw for metal
- Cylindrical welding machine
- Horizontal pres and cookware
- Kitchenware, hotelware
- Bakeware and cuttlery production machinery
as a complete line as well as an individual machine such as:
- Edge cutting trimming beading machines
- Polishing and grinding machines for pot and pans
- Hydraulic drawing presses
- Circle blanking machines
- Riveting machine
- Hole punching machines
- Press feeding machine
You can check our machinery at work at: EMS Metalworking Machinery – YouTube
Applications:
Flange-punching
Beading and ribbing
Flanging
Trimming
Curling
Lock-seaming
Ribbing