Buffing and Trimming System: Industrial metalworking machines are pivotal to the modern manufacturing landscape, transforming raw metal into precision-engineered parts through a variety of machining processes. These machines shape, cut, bend, and finish metal, and they form the backbone of industries ranging from automotive and aerospace to heavy machinery and consumer goods production. Metalworking machinery operates under strict tolerances, providing the high level of accuracy required for complex assemblies.
In today’s manufacturing environment, metalworking machines have evolved to include cutting-edge technology. Traditional manually-operated machines are now supplemented or replaced by computer numerical control (CNC) machines that offer increased efficiency and automation. This shift has led to significant improvements in production times, product quality, and overall cost-effectiveness.
Types of Metalworking Machines
Industrial Metalworking Machines
Metalworking machines come in various types, each suited to specific machining tasks. Below are the most common types, along with their typical functions in industrial settings:
Lathe Machines Lathes are one of the most versatile metalworking machines, used to rotate a workpiece on its axis to perform various operations, such as cutting, sanding, knurling, drilling, or deformation. They are essential for producing cylindrical parts. There are several kinds of lathes used in industrial metalworking:
Engine lathes: Typically used for simple turning operations.
Turret lathes: Designed for high-volume production.
CNC lathes: Controlled by computers, allowing for highly precise and complex operations.
Lathes are employed in industries ranging from automotive, where they create engine components, to aerospace, where precision is critical in manufacturing turbine blades and other high-performance parts.
Milling Machines A milling machine uses rotating cutting tools to remove material from a stationary workpiece. These machines are highly adaptable, capable of machining both flat and complex surfaces.
Vertical milling machines: The spindle axis is vertically oriented, offering easier visibility and control.
Horizontal milling machines: The spindle is oriented horizontally, better suited for heavy-duty work.
CNC milling machines: Advanced milling machines controlled by CNC programming, suitable for producing complex geometries with high precision.
Milling machines are commonly used in the production of gears, engine blocks, and molds for injection molding, particularly in automotive and manufacturing sectors.
Grinding Machines Grinding is a machining process that uses abrasive wheels to finish surfaces and achieve tight tolerances. Grinding machines remove small amounts of material and are often used for surface finishing.
Surface grinders: Used for flat surfaces.
Cylindrical grinders: Used for precision grinding of cylindrical parts.
CNC grinders: Provide high-precision grinding for complex parts, such as those used in aerospace.
Grinding machines are indispensable in achieving the final surface quality of machined components, particularly in high-performance industries.
Drilling Machines Drilling machines, or drill presses, are designed to cut holes into metal, wood, or other materials. Industrial drilling machines are often integrated with CNC systems for automatic and repetitive hole cutting in production lines.
Radial drilling machines: Provide high flexibility with a movable arm for drilling large and heavy parts.
CNC drilling machines: Precision-controlled drilling for mass production.
Drilling machines are fundamental in manufacturing processes where precise hole placement is critical, such as in metal fabrication and automotive part production.
CNC Machining Centers CNC machining centers combine various machining operations (such as milling, drilling, and tapping) into a single setup. These machines are capable of performing multiple processes without the need to move the workpiece, making them efficient for mass production.
Horizontal and vertical machining centers: Distinguished by the spindle orientation.
5-axis machining centers: Capable of moving a tool on five different axes, allowing for complex geometries and precision machining.
These machines are heavily utilized in industries that require high-volume, high-precision production, such as aerospace, automotive, and medical device manufacturing.
Role in Various Industries
Industrial metalworking machines are critical to a wide range of industries, enabling mass production and customization of metal parts. Here are some key industries where metalworking machines play a significant role:
Automotive Industry The automotive industry relies heavily on metalworking machines for the production of engine components, body panels, and suspension parts. Lathes, milling machines, and CNC machining centers are used to create precision parts, while grinding machines finish engine blocks, crankshafts, and gears.
Aerospace Industry Aerospace manufacturing demands extremely tight tolerances and high-quality finishes, and metalworking machines are at the core of this industry. CNC machines, in particular, are indispensable for producing high-precision turbine blades, airframe components, and landing gear.
Construction and Heavy Machinery Metalworking machines are used to produce large, durable components for construction machinery, cranes, and agricultural equipment. The production of these heavy-duty parts often requires robust and powerful machinery, such as CNC machining centers and large-scale lathes.
Consumer Electronics Precision metalworking machines are essential in producing the delicate and precise components found in smartphones, laptops, and other consumer electronics. CNC milling and turning machines are used to fabricate casings, internal frames, and other components with high precision.
Advancements in Metalworking Machinery
As industries evolve, so do the capabilities of metalworking machinery. Innovations in automation, material science, and digital technology have transformed traditional metalworking into a highly sophisticated and efficient process.
Automation Automation in metalworking has greatly enhanced productivity. Robots are now commonly integrated with metalworking machines to handle repetitive tasks such as material loading and unloading, which not only reduces manual labor but also increases safety in hazardous environments.
CNC Technology CNC machines represent a revolution in metalworking by allowing machines to be controlled through computer programming. This provides unparalleled precision and repeatability in the machining process. Modern CNC systems are capable of handling complex geometries and multi-axis machining, making them suitable for high-performance industries like aerospace and medical devices.
Additive Manufacturing 3D printing, or additive manufacturing, is increasingly being integrated with traditional metalworking machinery. While 3D printing can’t entirely replace traditional metalworking, it offers new possibilities for creating complex shapes that are difficult or impossible to achieve with conventional methods. Metal 3D printing is often combined with CNC machining to create hybrid manufacturing systems.
IoT and Industry 4.0 The integration of IoT (Internet of Things) in metalworking machines has led to the development of smart factories where machines communicate with each other to optimize production processes. Sensors can provide real-time data on machine performance, enabling predictive maintenance and reducing downtime.
Challenges and Solutions in Metalworking
While metalworking machines offer a host of benefits, they also present certain challenges that manufacturers need to address.
Tool Wear Continuous operation can lead to tool wear, which reduces precision and quality. This is especially problematic in high-volume production environments. Solutions include advanced materials for tooling (such as carbide or ceramic) and the implementation of tool wear monitoring systems.
Precision and Accuracy Achieving the necessary level of precision can be challenging, particularly in industries like aerospace, where even small deviations can lead to significant issues. CNC machines and advanced quality control systems have mitigated these concerns by providing real-time monitoring and feedback during the machining process.
Material Hardness Working with hard materials, such as titanium or hardened steel, can wear down tools quickly and slow the machining process. Advances in cutting tool materials, cooling systems, and machine design have made it possible to machine harder materials more efficiently.
Future Trends in Metalworking Machines
The future of metalworking machines is being shaped by several technological advancements that are poised to further increase efficiency and capability:
AI Integration Artificial intelligence is expected to play a larger role in the optimization of metalworking processes. AI can analyze data from IoT sensors, predict machine failures, and optimize tool paths for CNC machines, thus reducing downtime and improving overall efficiency.
Robotics and Automation Automation systems will continue to evolve, with robots taking on more complex tasks, including machine tending, part inspection, and tool changing. Fully autonomous factories may become a reality, with minimal human intervention needed.
Advanced Materials and Coatings As new materials are developed, metalworking machines will need to adapt. For instance, machines capable of working with carbon fiber composites or advanced alloys are already becoming necessary in industries like aerospace.
Green Manufacturing Sustainability is becoming an important factor in metalworking. Energy-efficient machines, better waste management, and the use of recyclable materials are increasingly being prioritized by manufacturers.
Metalworking Machinery Manufacturing
Sheet Metal Machinery
Metalworking machinery manufacturing is a key sector within the broader manufacturing industry. This segment is responsible for designing, producing, and assembling machines that shape and finish metal into usable products. The machines produced range from simple hand-operated tools to complex computer-controlled machinery (CNC). The demand for metalworking machinery is closely tied to the performance of key industries such as automotive, aerospace, construction, and industrial equipment production.
In this section, we’ll explore the processes involved in the manufacturing of metalworking machinery, key materials used, quality standards, challenges faced, and trends shaping the industry’s future.
Manufacturing Processes for Metalworking Machinery
The manufacturing process for metalworking machines involves several distinct phases, each critical to ensuring that the final product meets high standards of performance, durability, and precision. Here’s a detailed look at the steps involved:
Design and Engineering The first step in manufacturing metalworking machinery is the design phase, which involves mechanical and electrical engineers. Engineers must account for the machine’s intended use, size, weight, materials, power requirements, and tolerance levels.
Computer-Aided Design (CAD): Engineers rely on CAD software to create detailed models and simulations of the machinery.
Finite Element Analysis (FEA): Simulations help predict how a machine will react under stress, thermal loads, and other operating conditions, ensuring reliability and longevity.
Material Selection The choice of materials is a critical step, as metalworking machines often endure significant forces, high temperatures, and wear. Materials need to be robust enough to handle these conditions without compromising performance or longevity.Common materials used in metalworking machinery include:
Cast Iron: Excellent for absorbing vibrations, making it ideal for the machine base.
Steel: Widely used for components that require high strength and durability.
Aluminum: Utilized in lightweight parts to reduce overall machine weight without sacrificing strength.
Tungsten Carbide: Frequently used in cutting tools for its hardness and resistance to wear.
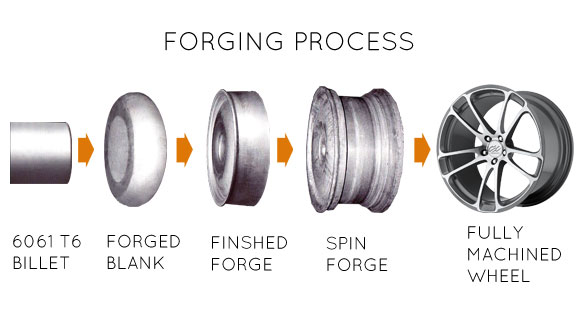
Casting and Forging Large, structural components of metalworking machines, such as frames or bases, are often made through casting or forging. These processes allow for the creation of strong, durable parts that can withstand the rigors of heavy machining operations.
Casting: Involves pouring molten metal into a mold to form the machine’s parts. Cast iron is commonly used for the structural components of machines due to its excellent vibration damping properties.
Forging: Involves shaping metal by applying compressive forces, which enhances the strength of the material. This process is often used for components like shafts and gears.
Machining and Fabrication After casting and forging, the components undergo precision machining. Metalworking machines, such as lathes and milling machines, are used to shape the parts to exact specifications.
CNC Machining: CNC machines are essential in this stage to achieve the precise dimensions and tolerances required. CNC lathes, milling machines, and grinders shape components like gearboxes, cutting tool holders, and spindles.
Welding and Assembly: Components are welded and assembled, especially in large machines where multiple parts must be joined together.
Heat Treatment Metal components often require heat treatment to enhance their properties, such as hardness, strength, and wear resistance. Processes such as annealing, quenching, and tempering are employed depending on the material and its final use within the machine.
Finishing The finishing process ensures the machine components have the necessary surface smoothness and aesthetic appeal. It also enhances the machine’s resistance to corrosion and wear. Finishing techniques include:
Grinding: Achieves high precision and smooth surface finishes.
Buffing and Polishing: Often used to enhance the appearance of exposed metal surfaces and improve resistance to wear.
Surface Coating: Protective coatings, such as powder coating or plating, provide additional protection against corrosion.
Assembly After the individual parts are machined and finished, the final assembly of the machine takes place. This stage includes the integration of the mechanical components with electrical systems, such as the control panel and sensors for CNC machines. Proper alignment and calibration are critical for ensuring the machine operates within the desired tolerances.
Testing and Quality Control Rigorous testing and quality control are essential to ensure that the machine meets the required specifications before it leaves the factory. Common tests include:
Dimensional accuracy checks: Ensures parts meet design tolerances.
Operational tests: Simulates real-world operating conditions to verify machine performance.
Vibration and noise testing: Ensures machines operate smoothly and do not produce excessive noise or vibrations, which could affect performance.
Key Materials in Metalworking Machinery
The materials used in manufacturing metalworking machinery need to meet stringent requirements to handle the high stresses and wear encountered during machining processes. The following materials are commonly used:
Cast Iron: Known for its excellent damping properties, cast iron is often used in the base and frame of machines to minimize vibrations and ensure stability during operation. It’s also resistant to deformation, making it suitable for long-term use in high-load applications.
Steel Alloys: Steel alloys are widely used for machine components that require high tensile strength, durability, and resistance to impact. Steel is also preferred for parts like gears, shafts, and spindles because of its ability to maintain strength under high temperatures and loads.
Aluminum: In cases where weight reduction is necessary, aluminum is used for non-load-bearing parts. While it’s lighter than steel, aluminum still offers significant strength and corrosion resistance, making it ideal for certain machine components and enclosures.
Carbides and Ceramics: Used primarily for cutting tools, carbides and ceramics provide extreme hardness and wear resistance, allowing them to maintain sharp edges even when machining hard materials like steel or titanium. Tungsten carbide tools, for example, are widely used in turning and milling operations.
Quality Standards in Metalworking Machinery Manufacturing
Manufacturers of metalworking machinery are held to high standards of precision, performance, and safety. Several international standards and certifications guide the production process to ensure the machinery meets industry requirements:
ISO 9001: The most widely recognized standard for quality management systems, ISO 9001 certification ensures that a manufacturer follows strict protocols for producing consistent, high-quality products.
CE Marking (European Conformity): CE certification is required for machinery sold in the European Union, signifying that the equipment meets the EU’s health, safety, and environmental protection standards.
ANSI/ASME Standards: In the United States, the American National Standards Institute (ANSI) and the American Society of Mechanical Engineers (ASME) establish guidelines for the design and manufacture of metalworking machinery. These standards cover everything from safety features to dimensional tolerances.
Industry-Specific Standards: Many industries, such as aerospace and medical device manufacturing, require specialized certifications for the machinery used in production. These standards ensure that equipment meets the stringent requirements for producing parts used in critical applications.
Challenges in Metalworking Machinery Manufacturing
The production of metalworking machinery comes with several challenges that manufacturers must overcome to maintain quality and efficiency.
High Material Costs The materials required for metalworking machinery, such as steel alloys and tungsten carbide, are often expensive. This challenge is compounded by fluctuations in the price of raw materials, which can significantly impact production costs.
Technological Advancements Keeping up with technological advancements, particularly in automation and digitalization, requires significant investment. Manufacturers must continuously upgrade their equipment and software to remain competitive, which can be a financial strain for smaller companies.
Global Competition The metalworking machinery manufacturing industry is highly competitive, with manufacturers from countries like Germany, Japan, and China dominating the global market. To remain competitive, companies must innovate while keeping costs low, which is a delicate balancing act.
Sustainability and Environmental Regulations As environmental concerns grow, metalworking machinery manufacturers are increasingly required to reduce their environmental footprint. This includes minimizing energy consumption, reducing waste, and adopting eco-friendly manufacturing processes. Compliance with these regulations often requires substantial investment in new technologies and processes.
Trends Shaping the Future of Metalworking Machinery Manufacturing
The metalworking machinery manufacturing industry is evolving rapidly, driven by advancements in technology and changing market demands. Here are some of the key trends shaping its future:
Automation and Smart Factories Automation is transforming the way metalworking machinery is manufactured. From robotic welding systems to automated assembly lines, manufacturers are increasingly relying on automation to increase production speed, reduce labor costs, and improve product consistency. Additionally, smart factories—where machines communicate with each other and provide real-time data to operators—are becoming more common. This connectivity is often achieved through the integration of IoT (Internet of Things) technology.
Additive Manufacturing (3D Printing) While additive manufacturing is often associated with producing metal parts, it also plays a role in the production of metalworking machines themselves. 3D printing is used to create complex components that would be difficult or impossible to manufacture using traditional methods. This not only reduces lead times but also opens up new possibilities for machine design.
Sustainability Initiatives As the global manufacturing industry becomes more environmentally conscious, metalworking machinery manufacturers are focusing on sustainability. This includes the development of energy-efficient machines, the use of recyclable materials, and the implementation of waste-reduction programs.
AI and Machine Learning Artificial intelligence (AI) and machine learning are playing an increasingly important role in the metalworking machinery manufacturing process. These technologies are used to optimize machine design, improve predictive maintenance, and enhance quality control. AI-powered systems can analyze data from IoT sensors to predict when a machine will need maintenance, helping to avoid costly downtime and extend the life of the equipment.
Customization and Flexibility Manufacturers are placing greater emphasis on creating flexible, customizable machines that can be easily adapted to a variety of production tasks. This is particularly important for companies that produce small batches of specialized parts. Modular machine designs and programmable CNC systems allow for greater flexibility in production, enabling manufacturers to meet the demands of a rapidly changing market.
Automation Systems for Production Lines and Forming and Cutting
Cutting and Beading Tools
Automation systems have become the cornerstone of modern manufacturing, enabling faster production times, higher accuracy, and increased efficiency. In metalworking and related industries, automation is essential for performing forming and cutting operations with minimal human intervention. From automotive manufacturing to aerospace engineering, these systems streamline processes, reduce costs, and improve the consistency of finished products.
Automation systems can range from basic programmable logic controllers (PLCs) that manage simple tasks to sophisticated robotic systems that perform complex operations across multiple stages of production. The integration of advanced technologies such as artificial intelligence (AI), machine learning, and the Internet of Things (IoT) into automation systems has further revolutionized production lines, driving industrial efficiency to new levels.
Key Components of Automation Systems
Automation systems for metalworking production lines typically consist of several integrated components that work together to perform forming and cutting operations. These components ensure that the production process is seamless and that the final product meets strict quality standards. Here are the key elements involved in an automated production line for metalworking:
Programmable Logic Controllers (PLCs) PLCs are industrial computers used to control manufacturing processes. In metalworking, they govern tasks such as starting and stopping machines, controlling the speed and direction of motors, and managing the sequence of operations. PLCs are highly reliable and can be programmed to handle both simple and complex processes.
Inputs and Outputs: PLCs receive input from various sensors and switches on the production line and then send output signals to actuators, motors, and other machinery to control the process.
Communication: Modern PLCs are often networked with other control systems and machinery to enable data sharing and remote monitoring.
Sensors and Actuators Sensors play a critical role in automation by providing real-time data about the production process. Common types of sensors used in metalworking automation include:
Proximity sensors: Detect the presence of metal parts to ensure proper alignment during cutting and forming.
Temperature sensors: Monitor the heat generated during forming operations.
Pressure sensors: Ensure the appropriate force is applied during processes such as stamping and pressing.
Actuators convert electrical signals into mechanical movement, driving the physical operations of machines. For example, actuators control the movement of robotic arms used for part handling, pressing, or cutting operations.
Robotic Systems Robots are increasingly being integrated into metalworking production lines to handle tasks that are repetitive, hazardous, or require high precision. Robotic systems can perform a variety of functions in forming and cutting processes, including:
Material handling: Robots move raw materials and finished parts between machines, reducing the need for manual labor and increasing efficiency.
Cutting operations: Robotic arms equipped with cutting tools can perform highly accurate cutting operations, reducing waste and ensuring consistent results.
Forming operations: Robots can also handle tasks such as bending, punching, and pressing with high repeatability.
Human-Machine Interface (HMI) The HMI is the interface through which operators interact with the automation system. Modern HMIs are often touch-screen displays that provide real-time data on machine performance, process status, and any errors or warnings. Operators can use the HMI to adjust parameters, start and stop machines, and monitor the overall production line.
Conveyors and Material Transport Systems Conveyors are a critical part of automated production lines, as they transport materials and components between different stages of production. Automated conveyors ensure that materials flow smoothly through the line, minimizing delays and reducing manual handling. In metalworking, conveyors are often used to move heavy sheets of metal or formed parts between cutting and forming machines.
Safety Systems Automation systems in metalworking must prioritize safety due to the high-risk nature of cutting and forming operations. Modern automation systems include a variety of safety features, such as:
Light curtains: Detect the presence of an object or person in a dangerous area and shut down the machine to prevent accidents.
Emergency stop buttons: Allow operators to quickly halt production in case of an emergency.
Interlocks: Ensure that machines cannot operate unless safety guards are in place, protecting operators from injury.
Forming and Cutting Processes in Automated Systems
Metal forming and cutting are two of the most critical operations in metalworking. These processes shape metal into its final form, either by removing material (cutting) or by deforming it (forming). In an automated production environment, these processes are tightly controlled to ensure precision and repeatability.
Forming Operations Forming involves deforming metal into a desired shape without removing material. Automated systems for forming are designed to ensure that the correct amount of force is applied and that the material is positioned accurately. Common forming operations in automated metalworking systems include:
Bending: Automated bending machines, such as press brakes, apply force to metal sheets, tubes, or bars, bending them into specific angles. Robotic systems can feed the material into the machine and adjust it for multiple bends, making the process highly efficient.
Stamping: In stamping operations, a punch and die are used to form the metal. Automation systems ensure the precise alignment of the punch and die, as well as the consistent application of force. Stamping is often used in high-volume production, such as automotive part manufacturing.
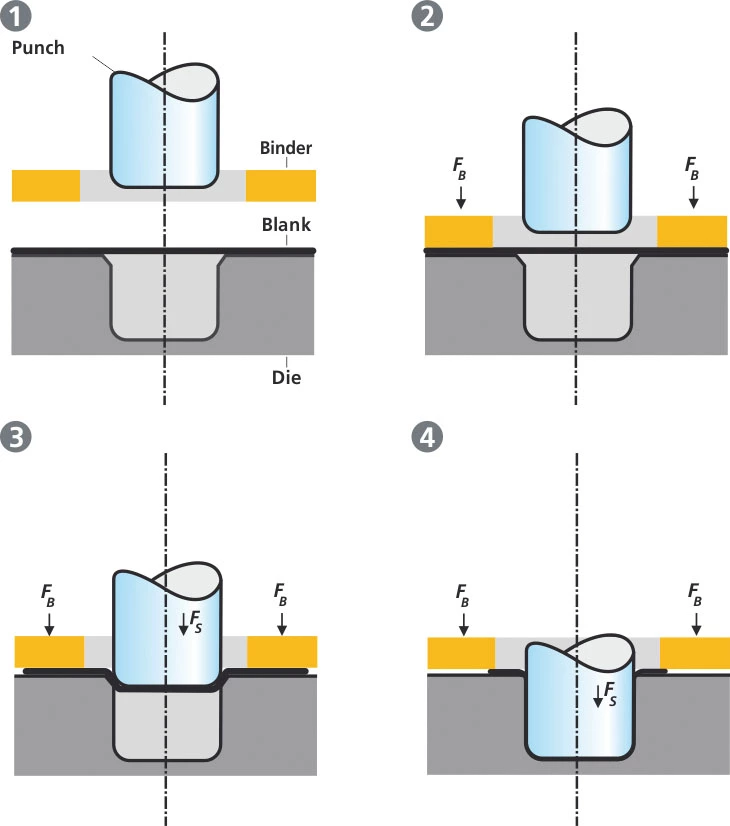
Deep Drawing: Deep drawing is a process where a sheet of metal is stretched into a desired shape, typically for components like metal cans or kitchen sinks. Automated systems handle the positioning of the blank and the control of the punch, ensuring repeatability and minimizing material waste.
Hydroforming: Hydroforming uses high-pressure fluids to form metal parts, particularly complex geometries. Automated hydroforming systems can accurately control the pressure applied, ensuring consistent part quality.
Cutting Operations Cutting operations involve removing material from a workpiece to create a specific shape or size. Automated cutting systems offer precise control over the cutting tool’s movement, speed, and depth, ensuring that parts are cut with tight tolerances. Common cutting processes in metalworking automation include:
Laser Cutting: Laser cutting is one of the most precise cutting methods available. Automated laser cutting machines use high-powered lasers to cut through metal sheets with incredible accuracy. The laser’s movement is controlled by CNC programming, allowing for intricate patterns and clean edges.
Plasma Cutting: Plasma cutting uses a jet of ionized gas (plasma) to cut through electrically conductive metals. Automated plasma cutters are used for cutting thick metal plates in industries like shipbuilding and construction.
Water Jet Cutting: Water jet cutting uses a high-pressure stream of water mixed with abrasive particles to cut metal. This process is suitable for cutting materials that are sensitive to heat, as it does not generate significant heat like laser or plasma cutting. Automated water jet systems can handle complex shapes and are widely used in aerospace and automotive manufacturing.
Shearing: Shearing is a mechanical cutting process where a sheet of metal is cut along a straight line. Automated shearing machines are common in production lines where large quantities of sheet metal need to be cut quickly and accurately.
Advantages of Automation in Forming and Cutting Processes
The integration of automation into forming and cutting processes brings several advantages to manufacturers, particularly in terms of efficiency, quality, and cost savings:
Increased Productivity Automation allows for faster production cycles, as machines can operate continuously with minimal human intervention. Robots and automated conveyors ensure that materials are moved efficiently between machines, reducing downtime and speeding up the overall process.
Improved Precision and Consistency Automated systems offer higher precision than manual processes, as they eliminate the variability introduced by human error. CNC-controlled machines can cut or form metal to exact specifications, ensuring that every part meets the required tolerances.
Cost Reduction While the initial investment in automation systems can be significant, the long-term cost savings are substantial. Automated systems reduce labor costs by minimizing the need for human operators, and they also reduce waste by improving material utilization. Additionally, automation helps reduce the cost of rework, as parts are more likely to meet quality standards on the first pass.
Enhanced Safety Automation removes workers from dangerous environments, such as those involving heavy machinery, cutting tools, or high temperatures. By using robots and other automated systems to perform hazardous tasks, manufacturers can significantly reduce the risk of workplace accidents and injuries.
Scalability and Flexibility Automated systems are highly scalable, making them ideal for both small-scale and large-scale production. Additionally, modern automation systems can be reprogrammed or reconfigured to handle different tasks, providing manufacturers with the flexibility to adapt to changing production needs.
Real-Time Monitoring and Optimization With the integration of IoT and AI technologies, automated production lines can provide real-time data on machine performance, process efficiency, and product quality. This data can be used to optimize the production process, identify potential issues before they cause downtime, and improve overall equipment effectiveness (OEE).
Challenges in Implementing Automation for Forming and Cutting
Despite the many benefits of automation in forming and cutting processes, there are also several challenges that manufacturers must overcome to implement these systems successfully:
High Initial Costs The upfront investment in automation systems, including robots, CNC machines, and control software, can be prohibitive for some manufacturers. However, many companies find that the long-term cost savings, increased productivity, and improved quality justify the initial expense.
Complex Integration Implementing automation requires careful planning and integration with existing production lines. Machines, sensors, and control systems must work together seamlessly to ensure efficient operation. This often involves custom engineering solutions, which can be time-consuming and costly.
Maintenance and Downtime While automation systems are highly reliable, they do require regular maintenance to keep them operating at peak performance. Downtime due to machine failures or maintenance can be costly, especially in high-volume production environments. Predictive maintenance systems, powered by AI and IoT, are becoming increasingly common to address this issue.
Skilled Labor Shortages While automation reduces the need for manual labor, it increases the demand for highly skilled workers who can design, operate, and maintain these advanced systems. Manufacturers must invest in training and education to ensure their workforce is equipped to handle the complexities of automation.
Future Trends in Automation for Forming and Cutting
The future of automation in forming and cutting processes is being shaped by several emerging trends that promise to further improve efficiency, flexibility, and precision:
AI-Driven Automation Artificial intelligence is playing an increasingly important role in automated production lines. AI systems can analyze large amounts of data in real-time, making adjustments to the production process to optimize efficiency and product quality. For example, AI can predict tool wear and automatically adjust cutting parameters to ensure consistent quality throughout a production run.
Collaborative Robots (Cobots) Cobots are designed to work alongside human operators, assisting with tasks such as material handling and machine tending. Unlike traditional industrial robots, cobots are equipped with advanced safety features that allow them to work safely in close proximity to humans. This opens up new possibilities for automating smaller production lines or tasks that require human oversight.
Additive Manufacturing Integration Additive manufacturing, or 3D printing, is increasingly being integrated with traditional forming and cutting processes to create hybrid production systems. In these systems, parts can be 3D-printed and then finished using automated cutting or forming machines, providing manufacturers with greater flexibility in part design and production.
Green Automation Sustainability is becoming a key consideration for manufacturers, and automation systems are evolving to support greener production methods. Energy-efficient machines, waste reduction strategies, and the use of recyclable materials are all becoming more common in automated production lines.
Introduction to Sheet Metal Edge Finishing
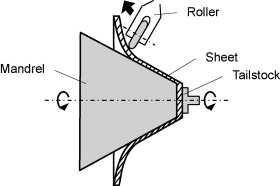
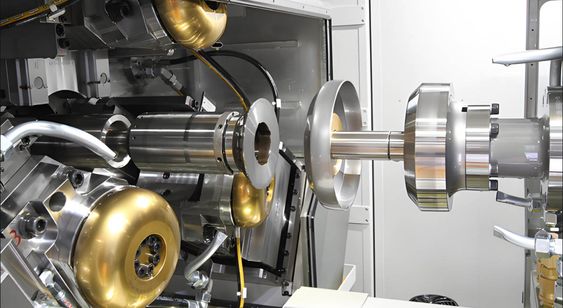
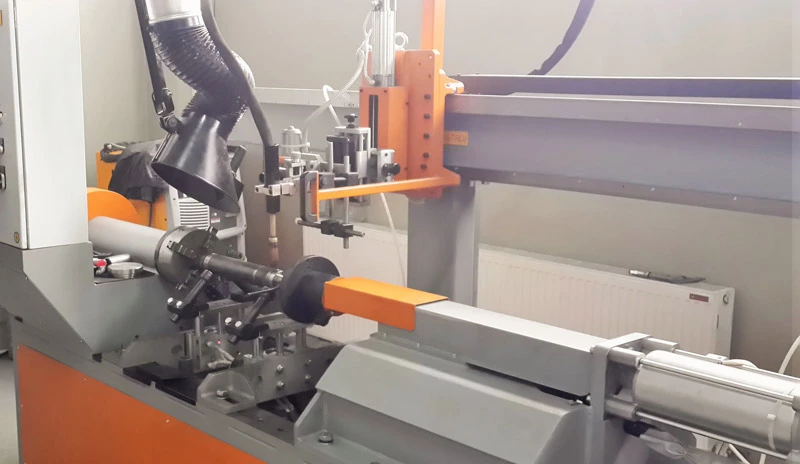
Forming Process with Sheet Metal Spinning Machine
In industrial metalworking, sheet metal edge finishing is a critical process that improves the quality, appearance, and functionality of metal parts. When sheet metal is cut, punched, or otherwise formed, the edges are often left rough, sharp, or with burrs. These imperfections can not only affect the appearance of the final product but also pose safety risks and interfere with the part’s fit and performance in an assembly. Edge finishing tools are designed to remove these imperfections and ensure that the sheet metal has smooth, precise edges.
Edge finishing processes, often referred to as deburring, can be automated or manual, depending on the scale of the operation and the complexity of the part being processed. This section explores the types of tools used for sheet metal edge finishing, the importance of edge treatment, various techniques, and advancements in automated edge finishing systems.
Types of Sheet Metal Edge Finishing Tools
Edge finishing tools vary widely based on the material of the sheet metal, the thickness of the material, and the precision required. Here are some of the most commonly used tools and techniques for edge finishing in metalworking:
Hand Deburring Tools Hand tools are commonly used for smaller-scale operations or for finishing complex geometries where automated systems might struggle. These tools typically have a blade or abrasive tip that is used to manually scrape away burrs and sharp edges.
Deburring blades: These handheld tools feature replaceable blades that can be guided along the edges of the metal to remove burrs. They are useful for irregular or complex shapes.
Abrasive files: Used for finer edge finishing, abrasive files are used to smooth rough edges on metal sheets, tubes, or bars. They come in various shapes and sizes, depending on the type of edge being finished.
Rotary burr tools: These tools feature a rotating head with an abrasive or cutting surface and are used for more aggressive burr removal in thicker metal sheets.
Power Deburring Tools For larger-scale operations or thicker sheet metals, power tools are used to remove burrs and finish edges more efficiently than manual tools. These tools are often powered by electric motors and provide consistent, high-speed removal of burrs.
Rotary deburring tools: These tools use rotating burrs or abrasive heads to remove metal more quickly and efficiently than hand tools. They are commonly used in industrial applications where large quantities of sheet metal need to be finished.
Edge routers: These are motorized tools that cut and smooth the edges of sheet metal in a single pass. They are often used in precision industries, such as aerospace or automotive manufacturing, where smooth, burr-free edges are critical.
Automatic Deburring Machines Automated deburring machines are widely used in industries that deal with high production volumes or large sheet metal parts. These machines can handle both internal and external edges and are often equipped with adjustable settings to accommodate different metal thicknesses and edge profiles.
Belt sanders: These machines use a continuous abrasive belt to sand down the edges of metal sheets. They are effective for large, flat surfaces and are commonly used in industries like shipbuilding or construction.
Rotary tumblers: In this process, metal parts are placed into a drum with abrasive media and rotated to remove burrs from all edges simultaneously. This method is often used for small or intricate parts that would be difficult to finish by hand.
CNC deburring machines: CNC-controlled deburring machines can perform precise edge finishing on complex parts. These machines are programmable, allowing for consistent results in large production runs.
Abrasive Brushes Abrasive brushes are commonly used to remove burrs and round the edges of sheet metal without removing too much material. These brushes can be mounted on automated machines or used in handheld tools, depending on the scale of the operation.
Wire brushes: Wire brushes are used for heavy-duty deburring, especially on thicker metals like steel. The brushes can be mounted on a bench grinder or attached to handheld deburring tools.
Nylon abrasive brushes: These brushes are embedded with abrasive particles, offering a softer deburring process that is suitable for thinner metals like aluminum or stainless steel.
Laser Edge Finishing Laser technology is increasingly being used in high-precision industries to achieve clean, burr-free edges during the cutting process. Laser edge finishing can significantly reduce the need for additional deburring, as the laser melts and seals the edge of the metal during the cutting process. While lasers are primarily used for cutting, their ability to leave a smooth edge makes them a valuable tool in the edge finishing process, especially for materials like stainless steel and titanium.
The Importance of Sheet Metal Edge Finishing
Edge finishing plays a critical role in the functionality, safety, and appearance of sheet metal components. Here are some of the key reasons why edge finishing is an essential part of the metalworking process:
Improved Safety Rough, sharp edges on sheet metal parts can pose significant safety risks to workers who handle the parts or to consumers who use the final products. By removing burrs and sharp edges, edge finishing tools help to create safer working environments and reduce the risk of cuts and injuries during handling and assembly.
Enhanced Product Quality Edge finishing improves the overall appearance and quality of metal parts. In industries like aerospace, automotive, and electronics, the final product’s aesthetic and functional quality is paramount. Burrs or rough edges can interfere with the assembly process or lead to functional issues, such as improper fits or the accumulation of debris between parts.
Improved Durability and Performance In some cases, burrs or rough edges can lead to premature wear or failure of metal parts. For example, burrs can create stress concentrations, which may cause cracking or failure under load. Smoothing the edges of sheet metal ensures that parts can withstand operational stresses and perform as intended over time.
Tighter Fit and Tolerances Sheet metal components often need to fit precisely within larger assemblies. Burrs and rough edges can affect the fit of the part, leading to gaps, misalignments, or poor sealing. By removing imperfections on the edges, edge finishing tools help manufacturers meet tight tolerances, ensuring that parts fit together seamlessly.
Corrosion Resistance Rough edges can make metal parts more susceptible to corrosion, especially in environments where moisture or corrosive chemicals are present. By smoothing and finishing the edges, manufacturers can improve the corrosion resistance of sheet metal parts, extending their lifespan and performance in harsh environments.
Common Techniques for Sheet Metal Edge Finishing
Different finishing techniques are used depending on the type of metal, the shape of the part, and the desired quality of the finish. Below are some common techniques:
Deburring The most basic form of edge finishing, deburring removes sharp burrs left from cutting or punching operations. This is often done using rotary tools, abrasive brushes, or specialized deburring machines. Hand deburring is common for small or intricate parts, while automated deburring is used for high-volume production.
Chamfering Chamfering is the process of cutting or grinding a bevel along the edge of a piece of sheet metal. This not only improves the appearance of the part but also allows for easier assembly, especially in situations where two parts need to fit together at an angle.
Rounding Edges In many applications, sharp corners are rounded to reduce the risk of injury or to prevent damage to other components during assembly or use. Edge rounding is often performed using abrasive belts, discs, or brushes, and the degree of rounding can be adjusted depending on the application.
Polishing and Buffing Polishing and buffing are used to achieve a high-quality surface finish on the edges of sheet metal parts. This process is especially important in industries where appearance matters, such as in consumer goods or architectural metalwork. Polishing removes surface imperfections, while buffing brings the metal to a shine.
Electropolishing Electropolishing is a finishing process that uses an electrolytic solution to remove material from the surface of a metal part. This process not only smooths rough edges but also improves corrosion resistance and creates a bright, reflective finish. Electropolishing is commonly used for stainless steel parts, especially in industries like food processing or pharmaceuticals, where cleanliness and corrosion resistance are critical.
Automation in Edge Finishing
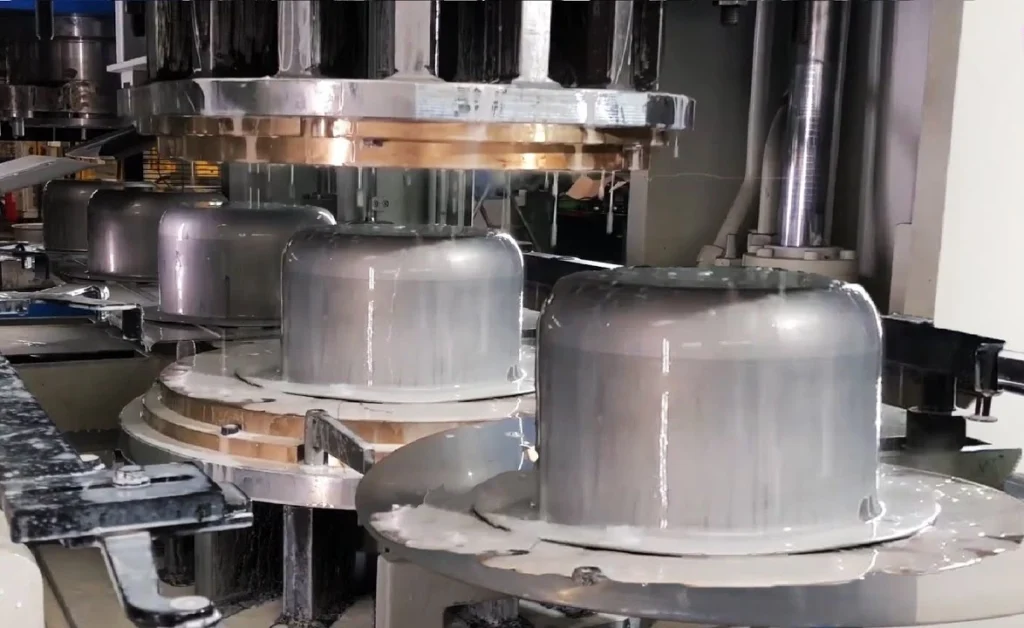
CNC Spinning Lathe
Automation has become increasingly prevalent in edge finishing, especially for industries that require high-volume production or parts with complex geometries. Automated systems provide consistent results, reduce labor costs, and improve overall efficiency.
CNC Edge Finishing Machines CNC (Computer Numerical Control) technology has revolutionized the edge finishing process by allowing machines to be programmed with precise specifications. CNC edge finishing machines can perform complex deburring, chamfering, and polishing operations with a high degree of accuracy and repeatability.
Robotic Deburring Systems Robotic systems are commonly used in edge finishing to automate tasks that are repetitive or require high precision. Robots can be equipped with deburring tools, abrasive brushes, or polishing heads, and programmed to finish the edges of parts in a consistent and efficient manner. These systems are particularly useful for parts with complex geometries, such as automotive body panels or aerospace components.
Automated Belt Sanders Automated belt sanders are widely used for edge finishing in industries like metal fabrication and construction. These machines use abrasive belts to smooth and round the edges of sheet metal parts. They are often equipped with sensors that adjust the pressure and speed of the sanding process based on the thickness and hardness of the metal.
Vision-Based Systems Advanced automation systems often incorporate vision-based inspection systems that check the quality of the edge finish in real-time. These systems use cameras and sensors to detect imperfections, such as burrs or rough spots, and can automatically adjust the finishing process to correct any issues. This level of automation ensures that parts meet strict quality standards without the need for manual inspection.
Challenges in Sheet Metal Edge Finishing
Despite the advancements in tools and automation, there are still several challenges associated with sheet metal edge finishing:
Complex Geometries Parts with intricate shapes, curves, or internal features can be difficult to finish using traditional deburring tools. Automated systems, such as robotic arms, help address this challenge, but achieving consistent results on complex parts remains difficult without custom tooling or programming.
Material-Specific Challenges Different metals respond to edge finishing in different ways. For example, aluminum is softer than steel and more prone to galling (material build-up on the cutting tool), which requires specialized tools and techniques. Harder metals, like titanium, are more resistant to wear but may require more aggressive finishing techniques that risk damaging the part.
Balancing Efficiency and Quality In high-volume production, manufacturers must balance the need for speed with the need for quality. Rushing the edge finishing process can lead to inconsistent results, but slowing down the process can reduce productivity. Automated systems that adjust parameters in real-time are helping to solve this issue, but it remains a challenge for many manufacturers.
Environmental Impact Some finishing processes, such as chemical deburring or electropolishing, can have negative environmental impacts due to the use of hazardous chemicals or the generation of waste materials. Manufacturers are increasingly adopting more eco-friendly processes, such as water-based polishing or mechanical deburring, to reduce their environmental footprint.
Future Trends in Edge Finishing Technology
As technology continues to advance, several trends are shaping the future of sheet metal edge finishing:
Laser Finishing Technology Laser-based finishing systems are gaining traction due to their ability to create smooth, precise edges without the need for mechanical tools. These systems can cut and finish the edges of sheet metal in a single operation, reducing the need for multiple machines and processes.
Adaptive Machining Systems Adaptive machining systems are equipped with sensors and AI algorithms that can adjust the finishing process in real-time based on the material, thickness, and shape of the part. These systems can optimize the finishing process for each individual part, improving both quality and efficiency.
3D Printing Integration 3D printing technology is increasingly being used in conjunction with traditional sheet metal forming processes. In the future, edge finishing tools may be integrated with additive manufacturing systems to finish parts immediately after they are printed, reducing the need for post-processing.
Eco-Friendly Finishing Solutions As environmental regulations become stricter, manufacturers are looking for ways to reduce the environmental impact of edge finishing. This includes developing new, eco-friendly abrasive materials, adopting water-based polishing techniques, and reducing the use of hazardous chemicals.
Square Tube Bending Machine
Pipe Profile Bending Machine
Square tube bending machines are specialized industrial machines designed to bend square or rectangular tubing into various shapes without compromising the integrity or structural properties of the material. Bending square tubes is a more challenging task compared to round tubes due to the risk of deformation, wrinkling, or collapsing of the sides. However, advances in technology and machine design have made it possible to achieve precise and repeatable bends in square tubing for a wide range of applications, including automotive, construction, furniture manufacturing, and architectural design.
These machines come in various configurations, including manual, hydraulic, and CNC-controlled versions, offering different levels of automation and flexibility depending on the complexity of the bend and the production volume required. This section will provide an in-depth look at how square tube bending machines operate, the types available, the processes involved, and the challenges and innovations within the industry.
Types of Square Tube Bending Machines
Square tube bending machines can be broadly classified into several categories based on their mode of operation and level of automation. Each type of machine is suited to different applications, materials, and production requirements.
Manual Tube Bending Machines Manual tube benders are simple, hand-operated machines used for bending smaller, lighter tubes. They are often used for one-off jobs, small production runs, or situations where complex automation is not required.
Simplicity: These machines are straightforward, relying on the operator to manually control the bending process.
Applications: Typically used in small workshops or for custom fabrication, where the flexibility to make small, precise adjustments is important.
Hydraulic Tube Bending Machines Hydraulic tube bending machines use hydraulic power to bend square tubing, offering more power and precision than manual benders. These machines are commonly used in industrial settings where larger, thicker tubes are being processed.
Advantages: Hydraulically powered machines can handle larger tube sizes and provide consistent bending pressure, reducing the risk of material deformation.
Applications: These machines are commonly used in construction, automotive production, and industries requiring heavy-duty bending of square tubing.
CNC Tube Bending Machines CNC (Computer Numerical Control) tube bending machines represent the highest level of automation and precision. These machines are programmable, allowing for highly accurate and repeatable bends in complex shapes. The CNC system controls multiple axes of movement, ensuring precision in the positioning and rotation of the tube during the bending process.
Automation: CNC machines can be pre-programmed to bend tubes to exact specifications, making them ideal for high-volume production.
Flexibility: These machines can handle a wide range of tube sizes, materials, and bend angles, making them suitable for industries such as aerospace, automotive, and structural metalwork.
Rotary Draw Bending Machines Rotary draw benders are a common type of tube bending machine used for making precise and tight radius bends in square tubing. This method is particularly useful when high-quality, consistent bends are required.
Precision: These machines maintain the tube’s cross-sectional shape during bending, reducing the risk of deformation.
Applications: Used in industries like automotive, where high-quality bends are required for exhaust systems, roll cages, and chassis components.
Roll Bending Machines Roll bending machines use a set of rollers to gradually bend the tube into the desired shape. This process is ideal for large-radius bends and is particularly useful for long sections of tubing.
Gentle Bends: Roll bending is a gradual process that minimizes the risk of tube distortion, making it suitable for bending longer sections of square tubing.
Applications: Common in architectural projects, construction, and large-scale manufacturing.
How Square Tube Bending Machines Work
The process of bending square tubes requires special considerations compared to round tubes, primarily due to the risk of the tube’s walls collapsing, wrinkling, or deforming during bending. The design of the bending machine and the process it employs help to mitigate these risks. Below is an overview of the key components and working principles of square tube bending machines.
Clamp and Die Setup The bending process starts by securing the tube in place using a clamp die, which holds the tube tightly against the bending die. The bending die is designed with a specific radius that matches the desired bend, ensuring that the tube is bent smoothly without kinking or deforming.
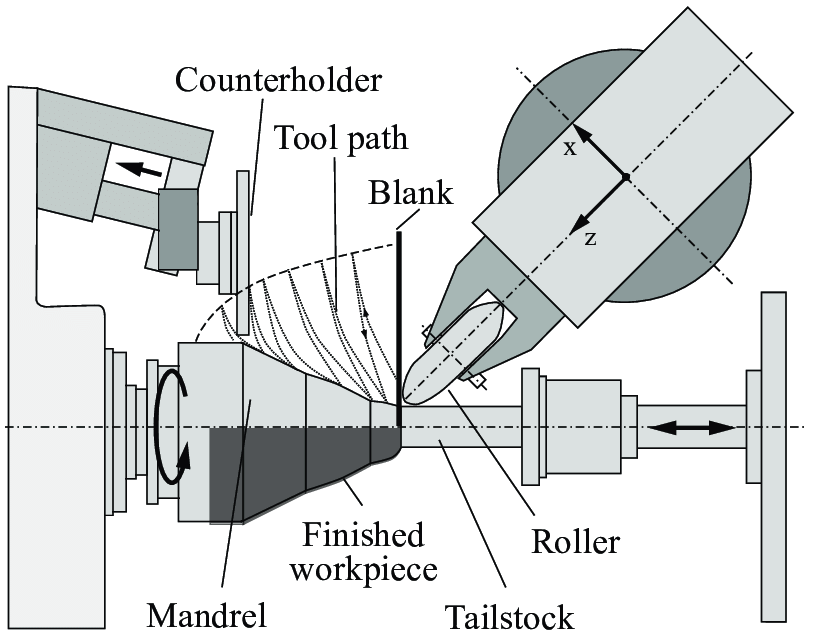
Mandrel Support For tight radius bends, a mandrel is often used to support the interior of the tube. The mandrel is inserted into the tube to prevent the walls from collapsing or wrinkling during the bending process. Mandrels are typically used in CNC and hydraulic bending machines when precision is required, and they are crucial for bending thin-walled or delicate materials.
Bend Radius and Angle Control Square tube bending machines can be adjusted to produce various bend radii and angles. The desired angle of the bend is programmed into the machine (in CNC models) or controlled manually or hydraulically in other models. For most applications, the bend radius must be carefully controlled to avoid flattening the sides of the square tube.
Pressure Die A pressure die is used to apply force to the tube during the bending process, guiding it along the desired path. This die works in conjunction with the bending die to ensure that the tube maintains its cross-sectional shape and does not deform.
Springback Compensation One of the challenges in tube bending is compensating for the natural “springback” of the material. When metal is bent, it tends to spring back slightly once the pressure is removed. CNC machines automatically compensate for springback by over-bending the tube slightly, ensuring that the final shape matches the specifications.
Bending Techniques for Square Tubes
Bending square tubing requires different techniques compared to round tubing, primarily due to the flat surfaces and sharp corners that must be maintained throughout the bend. Here are the most common techniques used in square tube bending:
Rotary Draw Bending Rotary draw bending is the most common method for bending square tubes with tight radii. The tube is clamped into place, and a rotating die draws the tube around a fixed bend die to create the desired shape. This method ensures that the tube’s cross-section is maintained throughout the bend, preventing deformation.
Mandrel Bending Mandrel bending is typically used for bending thin-walled square tubing or when a very tight radius is required. The mandrel is inserted into the tube to provide internal support during the bend, preventing the walls from collapsing. Mandrel bending is often used in industries that require high precision, such as aerospace or automotive manufacturing.
Compression Bending Compression bending involves pushing the tube into a bending die, compressing it to form the desired angle. This method is often used for simpler bends but is not ideal for tight-radius bends or for maintaining the tube’s structural integrity.
Roll Bending Roll bending is used for creating large, gradual bends in square tubing. The tube is passed through a series of rollers that apply pressure gradually, allowing the tube to bend without deforming. This method is ideal for applications requiring large radii, such as in structural or architectural metalwork.
Applications of Square Tube Bending
Square tubing is used across a wide range of industries, and the ability to bend it into precise shapes is crucial for many applications. Some of the most common applications of square tube bending include:
Automotive Industry Square tube bending machines are used extensively in the automotive industry to produce parts such as roll cages, exhaust systems, and structural components for vehicle frames. The ability to create precise, repeatable bends is critical for ensuring the safety and performance of these components.
Construction and Structural Fabrication In the construction industry, square tubing is often used in the framework of buildings, bridges, and other structures. Bending machines allow for the creation of complex, custom shapes that are used in everything from support columns to decorative architectural elements.
Furniture Manufacturing Square tubing is commonly used in the manufacture of metal furniture, such as chairs, tables, and shelving units. Tube bending machines are essential for creating the smooth, consistent bends needed for modern furniture designs.
Architectural Metalwork In architecture, square tubing is used for both structural and decorative purposes. Bending machines allow architects and builders to create custom designs for railings, staircases, and façades, giving buildings a unique and modern appearance.
Aerospace Industry The aerospace industry requires highly precise components made from lightweight but strong materials. Square tube bending machines are used to create structural components and frames that meet the stringent requirements of the aerospace sector.
Agricultural Equipment Square tubing is used in the manufacture of agricultural machinery and equipment, such as frames, support structures, and conveyors. Bending machines allow manufacturers to produce custom shapes and components that are essential for the proper functioning of farming equipment.
Challenges in Square Tube Bending
Despite advancements in technology, square tube bending presents several challenges that manufacturers must address to ensure high-quality results:
Deformation and Wall Collapse One of the biggest challenges in bending square tubing is maintaining the integrity of the tube’s shape during the bend. Without proper support, the walls of the tube can collapse or become deformed, resulting in a compromised product. The use of mandrels, internal supports, and precise machine settings is essential to avoid these issues.
Springback Metal has a natural tendency to spring back after being bent, which can cause inaccuracies in the final product. CNC bending machines are equipped with springback compensation features that adjust the bend angle to account for this effect, but manual and hydraulic machines require skilled operators to account for it.
Material Properties Different materials react differently to bending forces. Softer metals, such as aluminum, are prone to cracking or wrinkling if not bent correctly, while harder metals, like stainless steel, require more force and precision to bend without deformation. Each material requires specific settings on the bending machine, as well as the use of appropriate tooling, to achieve the desired results.
Tight Radius Bends Creating tight-radius bends in square tubing is particularly challenging, as the material is more likely to deform or collapse under the pressure. Mandrel bending and rotary draw bending are often used to mitigate these risks, but the complexity of the bend and the thickness of the tube can still make tight bends difficult to achieve.
Maintaining Consistency in Production In high-volume production environments, maintaining consistency between each bend is crucial. CNC machines offer a high degree of repeatability, but in manual or hydraulic systems, operator skill plays a significant role in ensuring that each part is identical.
Advancements in Square Tube Bending Technology
Recent innovations in tube bending technology have significantly improved the capabilities of square tube bending machines, making them more efficient, precise, and versatile. Some of the key advancements include:
CNC Automation and Software Integration CNC-controlled square tube bending machines have revolutionized the industry by allowing for precise, repeatable bends with minimal operator intervention. These machines are often integrated with advanced software systems that can simulate the bending process, detect potential issues such as springback, and automatically adjust machine settings to achieve the desired results.
Hybrid Machines Hybrid bending machines combine hydraulic and electric power to provide greater flexibility and precision. These machines are capable of handling both large and small tubes, offering manufacturers the ability to switch between different materials and bend specifications with ease.
Laser Measurement Systems Advanced bending machines are now equipped with laser measurement systems that provide real-time feedback on the angle and radius of each bend. This allows the machine to automatically adjust the bend parameters mid-process, ensuring that each bend meets exact specifications.
3D Bending Capabilities Newer machines offer 3D bending capabilities, allowing for complex shapes and multi-plane bends to be created in a single process. This is particularly useful for industries such as automotive and aerospace, where intricate part geometries are often required.
Energy Efficiency Modern bending machines are designed with energy efficiency in mind. Electric and hybrid machines use less energy than traditional hydraulic machines, reducing operating costs and minimizing the environmental impact of the bending process.
Future Trends in Square Tube Bending
The future of square tube bending is being shaped by several emerging trends and technologies, including:
Industry 4.0 and IoT Integration As Industry 4.0 and the Internet of Things (IoT) continue to transform manufacturing, square tube bending machines are increasingly being connected to larger production networks. IoT sensors provide real-time data on machine performance, maintenance needs, and production metrics, allowing for more efficient and predictive operations.
Artificial Intelligence (AI) in Bending Processes AI-powered systems are being integrated into tube bending machines to optimize the bending process. These systems can analyze vast amounts of data to predict material behavior, optimize bend sequences, and reduce the need for trial-and-error during setup.
Additive Manufacturing and Hybrid Fabrication Additive manufacturing (3D printing) is being explored as a complementary technology to traditional tube bending. In the future, manufacturers may be able to combine 3D-printed components with bent tubes in a single production process, reducing lead times and material waste.
Sustainability and Eco-Friendly Manufacturing As environmental concerns continue to grow, the tube bending industry is focusing on sustainability. This includes reducing material waste, improving energy efficiency, and adopting greener production methods. Manufacturers are also exploring the use of recyclable materials in tube production, which will require new bending techniques and equipment adjustments.
Joggling in Sheet Metal
Joggling Sheet Metal
Joggling is a specific metalworking technique that involves creating a series of bends or notches along the edge of a sheet metal part to facilitate interlocking, fit-up, or to allow for a tighter assembly in various applications. This process is crucial in industries where precision and tight tolerances are necessary, such as in automotive, aerospace, and construction sectors. Joggling not only enhances the functionality of metal components but also contributes to their structural integrity and overall aesthetic.
This section will delve into the jiggling process, its various applications, tools used, and the advancements in jiggling technology.
Understanding the Joggling Process
The jiggling process typically involves creating a series of alternating bends or notches along the edge of the sheet metal. This can be accomplished through various methods, including manual techniques and automated processes. The key steps involved in joggling are as follows:
Material Preparation Before jiggling, the sheet metal must be prepared by cutting it to the desired dimensions. This involves using shearing or laser cutting methods to ensure precise edges.
Marking and Layout Accurate marking of the sheet metal is critical for effective jiggling. This includes indicating where bends and notches will be created. Advanced CAD (Computer-Aided Design) software can help streamline this process, ensuring that measurements are precise.
Bending Techniques There are two primary bending techniques used in joggling:
Manual Bending: For small-scale production or custom work, manual jiggling can be performed using hand tools such as hammers and bending brakes.
Automated Bending: In high-volume production environments, CNC bending machines are used. These machines can perform complex jiggling operations with high precision and repeatability.
Inspection and Quality Control After the joggling process, it is essential to inspect the parts to ensure that the bends and notches meet the required specifications. This may involve visual inspections as well as dimensional checks using tools such as calipers and gauges.
Applications of Joggling in Metalworking
Joggling serves several important functions in metalworking and is employed in a variety of applications across different industries:
Structural Components In construction and structural applications, joggling is used to create interlocking joints in steel frames, enabling better load distribution and enhancing structural stability.
Automotive Manufacturing Joggling is frequently used in the automotive industry to create components that fit together tightly, such as brackets and panels. This technique helps reduce vibrations and improve the overall durability of automotive structures.
Aerospace Components In aerospace applications, joggling is employed to create lightweight yet strong connections in fuselage structures and wing assemblies. The precision offered by joggling ensures that components meet stringent safety and performance standards.
HVAC Ductwork Joggled seams are commonly used in HVAC (heating, ventilation, and air conditioning) ductwork to facilitate the assembly of ducts and ensure airtight connections.
Consumer Products In the manufacturing of consumer products, joggling can be seen in items like metal furniture and appliances, where aesthetic appeal and structural integrity are essential.
Tools and Equipment for Joggling
Several tools and machines are commonly used to perform joggling in sheet metal, ranging from manual tools to sophisticated automated systems:
Manual Joggling Tools
Bending Brakes: Used for making precise bends in sheet metal. They can be manual or powered and are essential for creating consistent joggles.
Hand Tools: Hammers, chisels, and pliers can be utilized for manual jiggling, especially in low-volume or custom jobs.
CNC Joggling Machines CNC machines can perform jiggling operations with high precision. They can be programmed to create specific joggle patterns, ensuring repeatability and accuracy in high-volume production.
Hydraulic Presses Hydraulic presses are often used in conjunction with dies to create joggles in thicker materials. The high force provided by hydraulic systems allows for the bending of robust materials with minimal risk of deformation.
Notching Machines Notching machines are specifically designed to create notches in sheet metal. They are valuable for preparing materials for jiggling, particularly in applications that require interlocking features.
Challenges in Joggling
While joggling is a valuable technique in metalworking, it comes with its own set of challenges that manufacturers must address:
Material Limitations Different metals respond differently to jiggling. Softer metals, like aluminum, may be more prone to deformation, while harder metals, like stainless steel, require more force and precision. Selecting the right material for the application is crucial.
Precision and Tolerances Achieving precise joggles is essential for ensuring proper fit-up and assembly. Tolerances must be strictly controlled, especially in industries like aerospace, where safety is paramount.
Production Speed In high-volume manufacturing, maintaining production speed while ensuring quality can be challenging. Automated jiggling processes help, but the initial setup and programming can be time-consuming.
Post-Processing Requirements After joggling, additional processes such as deburring or polishing may be necessary to achieve the desired finish. This adds time and complexity to the overall manufacturing process.
Innovations in Joggling Technology
Recent advancements in technology have improved the efficiency and effectiveness of joggling processes, making them more accessible and versatile:
Advanced Software Integration CAD and CAM (Computer-Aided Manufacturing) software allow manufacturers to design complex joggle patterns with precision. This integration streamlines the production process and reduces errors.
Automated Inspection Systems Automated inspection systems equipped with sensors and cameras can verify the quality of joggles in real-time, reducing the need for manual checks and ensuring high-quality output.
Robotic Joggling Systems Robotics are being integrated into jiggling operations to enhance flexibility and efficiency. Robotic arms can perform joggling tasks quickly and accurately, allowing for greater production speeds.
Sustainable Manufacturing Practices As environmental concerns grow, manufacturers are adopting eco-friendly practices, such as using recyclable materials and minimizing waste during the joggling process. Innovative techniques are being developed to reduce energy consumption and improve overall sustainability.
Future Trends in Joggling Technology
As the industry continues to evolve, several trends are shaping the future of joggling in metalworking:
Increased Automation The trend towards automation in manufacturing will likely continue, with more companies investing in robotic systems and CNC machines to perform joggling tasks efficiently and accurately.
Customization and Flexibility As customer demands for customized products increase, joggling processes will need to adapt to accommodate a wider range of shapes and designs. This may involve the development of more versatile jiggling machines capable of handling various materials and sizes.
Integration with Additive Manufacturing The integration of joggling techniques with additive manufacturing processes could allow for new product designs and innovative applications, enabling manufacturers to create complex geometries with ease.
Focus on Sustainability The metalworking industry is likely to continue its push toward sustainable practices, with a focus on reducing waste and environmental impact throughout the joggling process. This will include exploring new materials and processes that align with eco-friendly manufacturing standards.
Buffing Grinder Machines
Polishing and Grinding Machine Factories
Buffing grinder machines are essential tools in the metalworking and manufacturing industries, used primarily for the surface finishing of metals and other materials. These machines enhance the appearance of parts by polishing and smoothing surfaces to achieve a mirror-like finish. Buffing is a critical step in various processes, particularly in industries such as automotive, aerospace, and consumer goods, where the aesthetic and functional qualities of metal components are vital.
This section explores the workings of buffing grinder machines, their applications, advantages, challenges, and recent advancements in technology.
Understanding Buffing Grinder Machines
Buffing grinder machines utilize rotating abrasive wheels or pads to polish surfaces. The process involves applying a compound to the surface of the workpiece while the machine rotates, effectively removing imperfections and enhancing the overall finish. Key components of a buffing grinder machine include:
Abrasive Wheels Buffing wheels come in various materials, such as cotton, felt, and synthetic composites, each suited for different applications and finishes. The choice of abrasive affects the polishing efficiency and the final surface quality.
Drive Mechanism Buffing machines typically use electric motors to drive the rotation of the wheels. These motors can vary in power and speed, allowing for flexibility in operations based on the requirements of the job.
Compound Application Buffing compounds, which can be wax-based or chemical, are applied to the workpiece. These compounds contain abrasive particles that assist in smoothing the surface and removing any residual oxidation or tarnish.
Workpiece Fixtures Many buffing machines include fixtures or jigs to hold the workpieces securely in place during the buffing process. This ensures uniform application and helps prevent movement that could lead to inconsistent finishes.
Applications of Buffing Grinder Machines
Buffing grinder machines are utilized across a range of industries for various applications, including:
Metal Finishing Buffing is commonly employed to finish metal parts, such as automotive components, kitchen appliances, and decorative hardware. A smooth, shiny finish not only enhances aesthetics but also improves corrosion resistance.
Jewelry Making In the jewelry industry, buffing machines are vital for polishing precious metals and stones, ensuring that the final products meet high-quality standards for both appearance and durability.
Machinery Components Buffing grinder machines are used to polish and smooth critical machinery parts, including gears, shafts, and bearings, improving their performance and extending their service life.
Furniture and Fixtures Buffing is also used in the production of furniture and fixtures made from metal or metal-coated materials, providing a clean and polished finish that enhances their marketability.
Artistic Metalwork Artists and craftsmen use buffing machines to achieve fine finishes on sculptures, decorative items, and custom metalwork, where detail and quality are paramount.
Advantages of Buffing Grinder Machines
Buffing grinder machines offer several benefits that make them indispensable in various manufacturing processes:
Improved Surface Quality Buffing machines can significantly enhance the surface quality of workpieces, removing scratches, oxidation, and other imperfections to achieve a high-gloss finish.
Increased Efficiency The use of buffing machines can speed up the finishing process compared to manual polishing techniques, reducing labor costs and increasing overall productivity.
Versatility Buffing machines can be adapted for various materials, including metals, plastics, and composites. This versatility makes them suitable for a wide range of applications across different industries.
Reduced Manual Labor Automating the buffing process minimizes the need for manual intervention, reducing the risk of operator fatigue and ensuring consistent results.
Enhanced Product Lifespan By improving surface finishes and removing contaminants, buffing can contribute to the longevity of products, especially in corrosive environments.
Challenges in Buffing Processes
While buffing grinder machines provide numerous advantages, several challenges must be addressed to ensure optimal performance:
Heat Generation Excessive heat during the buffing process can damage both the workpiece and the buffing wheel. Effective cooling measures must be implemented to mitigate this risk.
Dust and Abrasive Particles Buffing generates dust and fine abrasive particles, which can pose health risks to operators. Proper ventilation and dust collection systems are essential for maintaining a safe working environment.
Consistent Quality Control Achieving uniform finishes across multiple workpieces can be challenging. Manufacturers must implement strict quality control measures to ensure that all products meet specified standards.
Material Compatibility Not all materials respond equally to buffing. Selecting the right combination of compounds and wheels for specific materials is crucial for achieving the desired finish without damaging the workpiece.
Innovations in Buffing Grinder Technology
Recent advancements in buffing grinder technology have improved efficiency, precision, and versatility:
Automated Buffing Systems Automated buffing systems equipped with robotic arms are becoming more common, enabling manufacturers to achieve consistent finishes while reducing labor costs.
Smart Buffing Machines Machines with integrated sensors can monitor the buffing process in real-time, adjusting parameters such as speed and pressure to optimize performance and enhance quality.
Environmentally Friendly Compounds The development of eco-friendly buffing compounds is helping reduce the environmental impact of the buffing process, aligning with sustainability goals in manufacturing.
Modular Buffing Stations Modern buffing stations are designed to be modular, allowing manufacturers to easily customize setups based on specific production needs and space constraints.
Training and Simulation Software Advanced training programs and simulation software are being used to educate operators on optimal buffing techniques, improving skills and reducing the learning curve associated with operating buffing machines.
Future Trends in Buffing Grinder Technology
The future of buffing grinder machines is being shaped by several trends and innovations, including:
Industry 4.0 Integration The integration of Industry 4.0 principles, such as IoT connectivity and data analytics, will allow buffing machines to become more intelligent, improving efficiency and monitoring performance in real-time.
Customization and Flexibility As demand for customized products grows, buffing machines will need to adapt to handle a wider variety of shapes, sizes, and materials, requiring more flexible machine designs.
Advanced Materials The development of new abrasive materials that provide enhanced performance and longer life will continue to evolve, allowing for better finishing capabilities.
Focus on Sustainability The trend toward sustainable manufacturing will likely drive further innovations in buffing processes, including reduced waste, energy-efficient machines, and the use of biodegradable compounds.
Enhanced Safety Features As workplace safety remains a priority, future buffing grinder machines will incorporate more advanced safety features, including automated shutdowns, improved guards, and enhanced ventilation systems to protect operators.
Pipe Forming Press
Tube Hydroforming
Introduction to Pipe Forming Presses
Pipe forming presses are specialized machines designed for shaping and forming pipe materials into various configurations for industrial applications. These presses are essential in industries such as construction, automotive, aerospace, and manufacturing, where precise pipe shapes and dimensions are critical for functionality and safety. This section delves into the workings of pipe forming presses, their applications, advantages, challenges, and the latest technological advancements.
Understanding Pipe Forming Presses
Pipe forming presses operate by applying high-pressure forces to pipe materials, enabling the formation of specific shapes and profiles. Key components and features of pipe forming presses include:
Hydraulic Systems Most pipe forming presses utilize hydraulic systems that provide the necessary force for shaping the material. These systems can be adjusted to accommodate different pipe sizes and materials.
Forming Dies The shaping process involves the use of specially designed forming dies that dictate the final shape of the pipe. These dies can be custom-made to achieve specific designs and are essential for maintaining dimensional accuracy.
Material Handling Systems Efficient material handling systems are integrated into pipe forming presses to facilitate the loading and unloading of pipes. This automation enhances productivity and minimizes manual labor.
Control Systems Advanced control systems allow operators to monitor and adjust the forming process in real-time, ensuring consistent quality and reducing the risk of defects.
Applications of Pipe Forming Presses
Pipe forming presses find application across a range of industries, including:
Construction In construction, pipe forming presses are used to produce structural pipes and tubing for buildings, bridges, and other infrastructure projects. These pipes must meet stringent quality and safety standards.
Automotive Industry The automotive sector relies on pipe forming presses to create exhaust systems, fuel lines, and other critical components. Precision is vital to ensure proper fit and performance.
Aerospace Applications Aerospace manufacturers utilize pipe forming presses to produce lightweight and durable pipe structures for aircraft and spacecraft, where material efficiency and strength are paramount.
Oil and Gas Industry In the oil and gas sector, pipe forming presses are essential for producing pipes used in drilling, transportation, and storage of petroleum products. These pipes must withstand extreme conditions and pressures.
Manufacturing Various manufacturing processes utilize pipe forming presses to create components for machinery and equipment, where precise shapes and durability are necessary.
Advantages of Pipe Forming Presses
The use of pipe forming presses offers numerous benefits, including:
Precision and Accuracy Pipe forming presses provide high levels of precision, ensuring that formed pipes meet exact specifications and tolerances. This is crucial for applications where fit and function are critical.
Increased Production Efficiency The automation of the forming process enhances productivity, allowing manufacturers to produce large quantities of pipes quickly and efficiently.
Material Versatility Pipe forming presses can accommodate a wide range of materials, including steel, aluminum, and composite materials, making them versatile tools for various applications.
Reduced Waste The forming process minimizes material waste compared to traditional machining methods, contributing to cost savings and sustainability efforts.
Enhanced Strength Pipes formed using hydraulic presses often exhibit improved mechanical properties, such as increased strength and resistance to deformation, compared to those produced through other methods.
Challenges in Pipe Forming Processes
Despite their advantages, pipe forming presses also face several challenges that manufacturers must address:
Material Limitations Certain materials may be difficult to form due to their thickness or hardness. Selecting the right material and press settings is essential to avoid defects during the forming process.
Tool Wear and Maintenance The forming dies and tools used in pipe forming presses are subject to wear over time. Regular maintenance and timely replacement of worn components are necessary to maintain performance and quality.
Heat Generation The forming process can generate significant heat, potentially affecting the material properties and leading to defects. Effective cooling systems must be in place to mitigate this issue.
Initial Setup Time Setting up a pipe forming press for a specific job can be time-consuming, requiring precise alignment and calibration. Efficient setup processes are essential for minimizing downtime.
Innovations in Pipe Forming Press Technology
Recent advancements in pipe forming press technology have significantly enhanced their efficiency and capabilities:
CNC Control Systems Modern pipe forming presses often feature CNC (Computer Numerical Control) systems that allow for precise programming and automation of the forming process, increasing accuracy and repeatability.
Smart Monitoring Systems Integration of IoT (Internet of Things) technology enables real-time monitoring of the forming process, allowing operators to detect issues and make adjustments promptly to maintain quality.
Hybrid Press Designs Hybrid pipe forming presses combine hydraulic and mechanical systems, providing flexibility in operation and allowing for a wider range of forming applications.
Energy Efficiency Improvements New designs focus on energy-efficient operations, reducing the overall energy consumption of pipe forming presses while maintaining performance.
Advanced Materials Research into new materials and forming techniques continues to evolve, allowing for the production of lighter, stronger pipes that meet the demands of modern applications.
Future Trends in Pipe Forming Press Technology
As the industry progresses, several trends are expected to shape the future of pipe forming presses:
Integration with Industry 4.0 The adoption of Industry 4.0 principles will continue to transform pipe forming operations, enabling greater automation, connectivity, and data-driven decision-making.
Customization and Flexibility As demand for customized products grows, pipe forming presses will need to adapt to accommodate unique shapes and sizes, requiring more versatile machine designs.
Sustainability Focus Environmental concerns will drive the development of more sustainable pipe forming practices, including the use of recycled materials and reduced waste during production.
Advanced Simulation Technologies The use of simulation software will become increasingly common, allowing manufacturers to model and optimize the forming process before actual production, reducing errors and material waste.
Emphasis on Worker Safety Future innovations will likely prioritize worker safety, with enhanced protective features and ergonomic designs to reduce the risk of accidents and injuries in the workplace.
Sheet Metal Edge Rolling Tools
Industries working with our machinery
Sheet metal edge rolling tools are specialized equipment designed for the precise bending and rolling of sheet metal edges. These tools are essential in various industries, including automotive, aerospace, and construction, where the integrity and aesthetics of metal components are crucial. This section will explore the functionalities of edge rolling tools, their applications, advantages, challenges, and the latest technological advancements.
Understanding Sheet Metal Edge Rolling Tools
Edge rolling tools are used to create smooth, rounded edges on sheet metal components, enhancing both their structural integrity and visual appeal. Key features and components of these tools include:
Rollers and Dies The primary components of edge rolling tools are rollers and forming dies. The rollers apply pressure to the edges of the sheet metal, gradually bending them to the desired angle while the dies provide shape and support.
Adjustable Settings Many edge rolling tools come with adjustable settings that allow operators to customize the bending radius and pressure based on material thickness and type.
Power Source Edge rolling tools can be powered manually or through electric or hydraulic systems. Hydraulic systems, in particular, offer greater force and precision for handling thicker materials.
Material Compatibility These tools are designed to work with a variety of sheet metals, including steel, aluminum, and stainless steel, making them versatile for different applications.
Applications of Sheet Metal Edge Rolling Tools
Sheet metal edge rolling tools are widely utilized in various sectors, including:
Automotive Manufacturing In the automotive industry, edge rolling tools are essential for shaping body panels and frames, ensuring structural strength and aesthetic appeal.
Aerospace Engineering Aerospace manufacturers use edge rolling tools to create parts that must withstand high stresses and provide a clean finish for both performance and aesthetics.
Construction In construction, edge rolling tools are used for fabricating gutters, downspouts, and other sheet metal components that require smooth edges for effective assembly and installation.
HVAC Systems These tools play a vital role in the HVAC industry for producing ductwork and fittings, where precise edge formation is crucial for sealing and airflow efficiency.
Consumer Goods Edge rolling tools are also used in the production of various consumer goods, such as metal furniture and decorative items, where appearance and safety are important.
Advantages of Sheet Metal Edge Rolling Tools
The use of sheet metal edge rolling tools offers several benefits:
Improved Safety Rounded edges reduce the risk of injury during handling and installation, enhancing workplace safety.
Enhanced Aesthetics Smooth, rolled edges provide a more professional appearance to finished products, increasing their marketability.
Increased Structural Integrity Properly rolled edges can enhance the strength and durability of sheet metal components, contributing to the longevity of the finished products.
Efficiency in Production Edge rolling tools can streamline the production process, allowing for faster and more consistent edge finishing compared to manual methods.
Versatility These tools can accommodate various sheet metal thicknesses and types, making them adaptable to different manufacturing requirements.
Challenges in Edge Rolling Processes
While sheet metal edge rolling tools provide numerous advantages, several challenges must be addressed:
Material Limitations Some materials may be difficult to roll, particularly if they are too thick or hard. Choosing the right tool and settings is crucial for successful edge rolling.
Tool Wear and Maintenance Regular maintenance is essential to prevent wear and tear on rollers and dies, which can affect the quality of the finished edges.
Initial Setup Time Adjusting the tools for specific projects can be time-consuming, requiring careful calibration to ensure accuracy.
Quality Control Maintaining consistent quality across multiple parts can be challenging, necessitating strict quality control measures throughout the production process.
Innovations in Sheet Metal Edge Rolling Technology
Recent advancements in edge rolling technology have enhanced their capabilities and efficiency:
CNC Edge Rolling Machines The introduction of CNC technology in edge rolling tools allows for precise programming, resulting in high levels of accuracy and repeatability in edge formation.
Automation and Robotics Automated edge rolling systems can significantly increase production speed and efficiency, reducing the reliance on manual labor.
Advanced Materials Innovations in materials and coatings for rollers and dies have improved their durability and performance, allowing for longer service life and less frequent replacements.
Energy-Efficient Designs New designs focus on energy efficiency, reducing the overall power consumption of edge rolling machines while maintaining high performance.
Smart Monitoring Systems Integration of smart technologies allows for real-time monitoring of the edge rolling process, enabling operators to make immediate adjustments and maintain consistent quality.
Future Trends in Sheet Metal Edge Rolling Technology
The future of sheet metal edge rolling tools is likely to be influenced by several key trends:
Industry 4.0 Integration The incorporation of IoT and data analytics will enable greater automation and connectivity in edge rolling operations, improving overall efficiency.
Customization Demand As consumer preferences shift toward customized products, edge rolling tools will need to adapt to accommodate unique designs and specifications.
Sustainability Initiatives Environmental concerns will drive the development of more sustainable practices in sheet metal processing, including reduced waste and energy-efficient operations.
Enhanced Safety Features Future edge rolling tools will likely incorporate advanced safety features to protect operators and minimize risks in the workplace.
Continuous Learning Technologies Machine learning and AI technologies will be increasingly utilized to optimize edge rolling processes, improving efficiency and quality control through predictive analytics.
Draw Forming Machines for Sheet Metal
Punch and die Design
Draw forming machines are specialized equipment used to shape sheet metal into complex geometries through a process known as drawing. This technique is essential in manufacturing industries where precise, contoured parts are required, such as in the automotive, aerospace, and appliance sectors. This section explores the operation, applications, advantages, challenges, and recent technological advancements of draw forming machines.
Understanding Draw Forming Machines
Draw forming machines employ a combination of pressure and movement to deform sheet metal into desired shapes. Key components of these machines include:
Die Sets The heart of any draw forming operation is the die set, which includes a punch and a die. The punch pushes the metal sheet into the die cavity, creating the desired shape.
Hydraulic or Mechanical Press Draw forming machines can be powered by hydraulic or mechanical presses. Hydraulic presses provide greater force and are particularly effective for deeper draws, while mechanical presses are typically faster and better suited for shallow draws.
Material Feed Systems Automatic feeding systems help move the sheet metal into position, ensuring consistent alignment and reducing cycle times.
Control Systems Advanced control systems allow operators to monitor and adjust the drawing process in real-time, ensuring precision and quality.
Applications of Draw Forming Machines
Draw forming machines are employed in various applications across multiple industries, including:
Automotive Parts In the automotive industry, draw forming is used to create complex parts such as body panels, fuel tanks, and structural components, where weight reduction and strength are critical.
Aerospace Components Aerospace manufacturers utilize draw forming to produce lightweight and high-strength components that meet stringent safety and performance standards.
Home Appliances Draw forming machines are used to create parts for home appliances, such as refrigerator bodies and oven components, where precise shapes are essential for functionality.
Electronics Housing The electronics industry uses draw forming to create enclosures for various devices, requiring accuracy and smooth finishes to protect sensitive components.
Medical Devices In the medical field, draw forming is used to produce components for devices that require exact specifications and clean surfaces, ensuring safety and reliability.
Advantages of Draw Forming Machines
The use of draw forming machines offers several key benefits:
High Precision Draw forming provides excellent dimensional accuracy, allowing manufacturers to produce parts that meet tight tolerances.
Complex Geometries These machines can create intricate shapes and features that may be challenging or impossible to achieve with other manufacturing methods.
Material Efficiency Draw forming minimizes material waste, as the process often involves shaping a single piece of metal rather than assembling multiple components.
Improved Strength The drawing process can enhance the mechanical properties of the material, resulting in stronger and more durable parts.
Increased Production Speed Automated draw forming machines can operate at high speeds, significantly increasing production efficiency compared to manual methods.
Challenges in Draw Forming Processes
While draw forming machines offer many advantages, they also present several challenges that manufacturers must address:
Material Limitations Not all materials are suitable for draw forming. The thickness, ductility, and properties of the sheet metal must be considered to avoid cracking or tearing.
Tool Wear and Maintenance The dies used in draw forming can wear out over time, necessitating regular maintenance and replacement to ensure consistent quality.
Initial Setup Time Setting up a draw forming machine for specific jobs can be time-consuming, requiring careful calibration and alignment to ensure accuracy.
Defect Management Managing defects such as wrinkling or tearing during the drawing process is crucial. Manufacturers must implement quality control measures to minimize these issues.
Innovations in Draw Forming Technology
Recent advancements in draw forming technology have improved efficiency, precision, and versatility:
CNC Draw Forming Machines The introduction of CNC technology in draw forming machines allows for precise programming of complex shapes, enhancing accuracy and repeatability.
Adaptive Control Systems Modern draw forming machines may include adaptive control systems that adjust parameters in real-time, optimizing the drawing process based on material behavior.
Advanced Materials Research into new materials, including high-strength and lightweight alloys, continues to expand the possibilities of draw forming applications.
Simulation Software Advanced simulation software enables manufacturers to model the drawing process before production, reducing errors and optimizing die designs.
Energy-Efficient Designs New designs focus on reducing energy consumption during the draw forming process, contributing to more sustainable manufacturing practices.
Future Trends in Draw Forming Technology
The future of draw forming machines is likely to be shaped by several key trends:
Integration with Industry 4.0 The adoption of smart manufacturing practices will lead to greater automation, connectivity, and data-driven decision-making in draw forming operations.
Customization and Flexibility As demand for customized products increases, draw forming machines will need to adapt to handle a wider variety of shapes and sizes.
Sustainability Initiatives Environmental considerations will drive the development of more sustainable draw forming practices, including reduced waste and energy-efficient operations.
Enhanced Worker Safety Future draw forming machines will likely incorporate more advanced safety features, protecting operators and minimizing risks in the workplace.
Continuous Learning Technologies The integration of AI and machine learning will enable draw forming machines to learn from previous operations, optimizing processes and improving quality over time.
Curling Operations in Press Tools
Aluminium Cookware Manufacturing Process
Curling operations in press tools are critical processes used to create rolled or curled edges on sheet metal components. This technique is commonly employed in various manufacturing industries, including automotive, aerospace, and appliance production, where finished parts require smooth edges for both functionality and aesthetics. This section will delve into the mechanics, applications, advantages, challenges, and technological advancements related to curling operations in press tools.
Understanding Curling Operations
Curling involves the controlled deformation of sheet metal edges into a rolled or curved profile. The primary components involved in curling operations include:
Curling Dies Curling dies are specially designed tools that shape the edges of the sheet metal as it is pressed. These dies dictate the radius and profile of the curl.
Press Tool Systems Curling operations can be performed using hydraulic or mechanical presses. Hydraulic presses offer greater control and force, while mechanical presses are typically faster.
Material Feed Mechanisms Automated feed systems ensure consistent alignment and positioning of the sheet metal during the curling process, increasing efficiency and reducing manual handling.
Control Systems Advanced control systems allow operators to adjust parameters such as pressure and speed, optimizing the curling operation for different materials and thicknesses.
Applications of Curling Operations
Curling operations find extensive applications across multiple industries, including:
Automotive Industry In automotive manufacturing, curling is used to create finished edges on components like panels and frames, improving safety and aesthetics.
Aerospace Engineering Aerospace applications utilize curling to form edges on critical components, ensuring structural integrity and compliance with stringent safety standards.
Consumer Appliances Curling is essential in producing appliance housings, where smooth edges enhance both appearance and user safety.
HVAC Systems In the HVAC industry, curling operations are used to create ductwork and fittings, ensuring tight seals and effective airflow.
Metal Furniture Manufacturing Curling techniques are employed in the production of metal furniture, where rounded edges provide a modern aesthetic and improved safety for users.
Advantages of Curling Operations
The use of curling operations in press tools offers several significant benefits:
Improved Safety Rolled edges reduce the risk of cuts and injuries during handling and installation, enhancing workplace safety.
Enhanced Aesthetic Appeal Curling operations provide a clean and professional appearance to metal components, increasing their market value.
Increased Structural Strength Properly curled edges can enhance the strength of sheet metal components, contributing to their overall durability.
Material Efficiency Curling minimizes waste compared to other edge-finishing methods, making it a cost-effective choice for manufacturers.
High Precision Curling operations can achieve tight tolerances, ensuring that finished parts meet exact specifications and quality standards.
Challenges in Curling Operations
Despite their advantages, curling operations also present several challenges:
Material Limitations Certain materials may be difficult to curl, especially those that are too thick or brittle. Understanding material properties is crucial for successful curling.
Tool Wear and Maintenance Curling dies can experience wear over time, necessitating regular maintenance and replacement to maintain quality.
Initial Setup Time Setting up the curling operation can be time-consuming, requiring careful alignment and calibration of the dies and presses.
Quality Control Maintaining consistent quality across multiple parts can be challenging, necessitating robust quality control measures to detect defects early.
Innovations in Curling Technology
Recent advancements in curling operations have enhanced efficiency and precision:
CNC Curling Machines The introduction of CNC technology allows for precise programming of curling operations, enabling the production of complex shapes and profiles.
Adaptive Control Systems Modern curling machines may include adaptive control systems that adjust parameters in real-time, optimizing performance based on material behavior.
Advanced Materials Research into new materials and coatings has improved the durability and performance of curling dies, extending their service life.
Simulation and Modeling Advanced software tools enable manufacturers to simulate curling operations before production, reducing errors and improving die design.
Energy-Efficient Designs New curling machines focus on energy efficiency, reducing power consumption while maintaining high operational performance.
Future Trends in Curling Operations
The future of curling operations in press tools is likely to be influenced by several key trends:
Industry 4.0 Integration The adoption of smart manufacturing practices will lead to greater automation and connectivity in curling operations, improving overall efficiency.
Customization and Flexibility As demand for customized products increases, curling operations will need to adapt to handle a wider variety of shapes and materials.
Sustainability Initiatives Environmental considerations will drive the development of more sustainable curling practices, including reduced waste and energy-efficient operations.
Enhanced Worker Safety Future curling machines will likely incorporate advanced safety features to protect operators and minimize workplace risks.
Continuous Learning Technologies The integration of AI and machine learning will enable curling operations to optimize processes, enhancing efficiency and quality over time.
Metal Spinning Equipment
Metal Spinning Lathe for Sale
Introduction to Metal Spinning Equipment
Metal spinning is a manufacturing process that involves shaping metal into cylindrical or conical forms by rotating it against a forming tool. This technique is widely used in various industries, including aerospace, automotive, and consumer goods, due to its ability to create parts with high precision and excellent surface finishes. This section will explore the mechanics, applications, advantages, challenges, and recent advancements in metal spinning equipment.
Understanding Metal Spinning Equipment
Metal spinning equipment consists of several key components that facilitate the shaping of metal:
Spinning Lathe The core of any metal spinning operation, the spinning lathe, rotates the workpiece at high speeds while a tool forms it into the desired shape. These lathes can be manual or CNC-controlled.
Forming Tools Specially designed tools apply pressure to the metal as it spins, shaping it according to the desired specifications. Tool materials and designs can vary based on the metal being spun.
Workpiece Holders Holders secure the metal sheet or blank in place during spinning, ensuring that it remains stable and accurately aligned throughout the process.
Power Supply Metal spinning equipment can be powered by electric motors, hydraulic systems, or a combination, providing the necessary force to shape the metal effectively.
Applications of Metal Spinning Equipment
Metal spinning finds diverse applications across various industries, including:
Aerospace Components In aerospace, metal spinning is used to produce lightweight and durable components, such as fuel tanks, nose cones, and structural parts, where precision and strength are critical.
Automotive Parts The automotive industry employs metal spinning to create parts like wheel rims, exhaust components, and decorative trim, benefiting from its ability to produce complex geometries.
Consumer Goods Metal spinning is utilized in the production of various consumer products, including cookware, lighting fixtures, and decorative items, where aesthetic quality is essential.
Industrial Equipment Manufacturers use metal spinning to create housings and casings for machinery and equipment, ensuring that parts meet specific performance requirements.
Medical Devices The medical field employs metal spinning to produce components for devices that require exact specifications and high-quality finishes.
Advantages of Metal Spinning Equipment
The use of metal spinning equipment offers several key benefits:
High Precision Metal spinning allows for tight tolerances and precise dimensions, making it suitable for applications requiring exact specifications.
Excellent Surface Finish The process produces smooth surfaces, reducing the need for additional finishing operations and enhancing the aesthetic appeal of finished products.
Material Efficiency Metal spinning minimizes waste, as it involves reshaping a single piece of metal rather than cutting it from a larger sheet.
Versatility Metal spinning can accommodate a wide range of materials, including aluminum, steel, brass, and titanium, making it adaptable to different manufacturing needs.
Reduced Production Costs The efficiency of metal spinning often leads to lower production costs, especially for high-volume runs.
Challenges in Metal Spinning Operations
Despite its advantages, metal spinning also presents several challenges:
Material Limitations Certain materials may not be suitable for spinning, especially those with high strength or low ductility. Understanding material properties is crucial for success.
Tool Wear The tools used in metal spinning can experience wear over time, necessitating regular maintenance and replacement to ensure consistent quality.
Initial Setup Time Setting up metal spinning equipment can be time-consuming, requiring careful calibration and alignment to achieve desired results.
Operator Skill Skilled operators are necessary to ensure precision during the spinning process. Training and expertise are vital for achieving high-quality results.
Innovations in Metal Spinning Technology
Recent advancements in metal spinning technology have improved efficiency and capabilities:
CNC Metal Spinning Machines The introduction of CNC technology allows for precise programming of complex shapes, enhancing accuracy and repeatability.
Automated Processes Automation in metal spinning operations can significantly increase production speed and efficiency, reducing reliance on manual labor.
Advanced Tooling Innovations in tooling materials and designs have improved durability and performance, extending the lifespan of spinning tools.
Simulation Software Advanced simulation tools enable manufacturers to model the spinning process before production, reducing errors and optimizing tool designs.
Energy-Efficient Systems New metal spinning equipment designs focus on reducing energy consumption while maintaining high performance levels.
Future Trends in Metal Spinning Technology
The future of metal spinning equipment is likely to be shaped by several key trends:
Industry 4.0 Integration The adoption of smart manufacturing practices will lead to greater automation and data-driven decision-making in metal spinning operations.
Customization Demand As consumer preferences shift toward personalized products, metal spinning processes will need to adapt to accommodate unique designs and specifications.
Sustainability Initiatives Environmental concerns will drive the development of more sustainable metal spinning practices, including waste reduction and energy-efficient operations.
Enhanced Worker Safety Future metal spinning machines will likely incorporate advanced safety features to protect operators and minimize risks in the workplace.
Continuous Learning Technologies The integration of AI and machine learning will enable metal spinning processes to optimize operations, improving efficiency and quality over time.
Buffing Polish Machines
Steel Finishing Machine
Buffing polish machines are specialized equipment used to achieve a high-gloss finish on various materials, particularly metals. These machines play a crucial role in industries such as automotive, aerospace, jewelry, and manufacturing, where aesthetics and surface quality are paramount. This section explores the mechanics, applications, advantages, challenges, and advancements in buffing polish machines.
Understanding Buffing Polish Machines
Buffing polish machines typically consist of several key components that facilitate the polishing process:
Buffing Wheels These wheels, made from various materials such as cotton, felt, or synthetic fibers, are essential for the polishing action. They come in different grades to achieve varying levels of smoothness.
Drive Mechanism Buffing machines are powered by electric motors that rotate the buffing wheels at high speeds, allowing for effective polishing of the workpiece.
Workpiece Holders Devices to secure the workpiece during polishing, ensuring stability and precision throughout the process.
Control Systems Modern buffing machines may feature advanced control systems that allow operators to adjust speed, pressure, and polishing time for optimal results.
Applications of Buffing Polish Machines
Buffing polish machines find extensive use in various industries, including:
Automotive Industry Buffing machines are used to achieve a mirror-like finish on car bodies, wheels, and trim, enhancing the vehicle’s aesthetic appeal.
Aerospace Components In aerospace, buffing is crucial for finishing components that require a smooth surface to reduce drag and improve performance.
Jewelry Manufacturing Buffing polish machines are essential in the jewelry industry for achieving high gloss on precious metals and gemstones, enhancing their visual appeal.
Metal Fabrication In metal fabrication, these machines are used to finish parts and components, ensuring they meet quality and aesthetic standards.
Consumer Electronics Buffing is employed in the production of electronic housings and components, providing a polished appearance that enhances the product’s marketability.
Advantages of Buffing Polish Machines
The use of buffing polish machines offers several significant benefits:
High-Quality Finish Buffing machines can produce an exceptional mirror finish, enhancing the visual quality of the finished product.
Versatility These machines can be used on a wide range of materials, including metals, plastics, and composites, making them adaptable for various applications.
Reduced Labor Intensity Automated buffing machines significantly reduce the manual labor required for polishing, improving efficiency and consistency.
Time Efficiency Buffing processes are often quicker than manual polishing, enabling manufacturers to meet tight production deadlines.
Consistency Buffing polish machines provide uniform results, ensuring that each product meets the desired quality standards.
Challenges in Buffing Polish Operations
Despite their advantages, buffing polish machines also face several challenges:
Material Limitations Not all materials respond well to buffing; some may require specialized techniques or additional finishing processes.
Heat Generation Excessive friction during buffing can generate heat, potentially damaging the workpiece or affecting its properties.
Operator Skill Skilled operators are needed to set up and operate buffing machines effectively, ensuring optimal results and preventing defects.
Maintenance Requirements Buffing wheels and machines require regular maintenance to ensure they operate efficiently and deliver consistent results.
Innovations in Buffing Polish Technology
Recent advancements in buffing polish technology have improved efficiency and capabilities:
Automated Buffing Systems Automation in buffing operations allows for increased production speeds and reduced reliance on manual labor, enhancing overall efficiency.
CNC Buffing Machines The integration of CNC technology enables precise control over the polishing process, allowing for complex geometries and consistent results.
Advanced Buffing Materials Innovations in buffing wheel materials have improved durability and performance, leading to longer-lasting tools and better finishes.
Real-Time Monitoring Systems Modern buffing machines may include sensors and monitoring systems that track performance and adjust parameters in real time to optimize results.
Environmentally Friendly Solutions Advances in buffing technologies have led to the development of eco-friendly polishing compounds and processes, reducing environmental impact.
Future Trends in Buffing Polish Machines
The future of buffing polish machines is likely to be influenced by several key trends:
Integration with Industry 4.0 The rise of smart manufacturing will lead to increased automation and data-driven decision-making in buffing operations.
Customization and Flexibility As consumer demand for personalized products grows, buffing machines will need to adapt to accommodate unique designs and specifications.
Sustainability Initiatives Environmental considerations will drive the development of more sustainable buffing practices, including reduced waste and energy-efficient operations.
Enhanced Worker Safety Future buffing machines will likely incorporate advanced safety features to protect operators and minimize risks in the workplace.
Continuous Learning Technologies The integration of AI and machine learning will enable buffing processes to optimize operations, improving efficiency and quality over time.
Aluminum Deburring Machines
Aluminum Deburring Machines
Aluminum deburring machines are specialized equipment designed to remove burrs, sharp edges, and surface imperfections from aluminum components after machining processes. These machines are critical in ensuring the safety, functionality, and aesthetic quality of finished parts. This section will explore the mechanics, applications, advantages, challenges, and innovations related to aluminum deburring machines.
Understanding Aluminum Deburring Machines
Aluminum deburring machines consist of various components that work together to effectively remove unwanted material from workpieces:
Deburring Tools These tools are designed to eliminate burrs and sharp edges. Common types include brushes, grinding wheels, and abrasive belts, each chosen based on the desired finish and material characteristics.
Feed Mechanism Automated feed systems ensure that parts are processed consistently and efficiently, allowing for continuous operation without manual handling.
Control Systems Modern deburring machines are equipped with advanced control systems that allow operators to adjust parameters such as speed, pressure, and tool type, optimizing performance for different materials.
Dust Extraction Systems Integrated dust extraction systems help maintain a clean working environment by removing debris generated during the deburring process.
Applications of Aluminum Deburring Machines
Aluminum deburring machines are used across various industries, including:
Aerospace Industry In aerospace manufacturing, deburring is critical for components that must meet strict safety and performance standards, ensuring smooth edges that reduce the risk of stress concentrations.
Automotive Manufacturing Aluminum parts in automotive applications, such as engine components and chassis elements, require deburring to improve performance and safety.
Electronics Industry In electronics, deburring is essential for aluminum housings and components to ensure proper fit and function, as well as to prevent interference with electronic signals.
Consumer Products Many consumer products, such as kitchen appliances and furniture, utilize aluminum deburring machines to achieve clean, safe, and visually appealing finishes.
Industrial Equipment Deburring is used to prepare aluminum parts for assembly and operation in various industrial machines and equipment, ensuring they meet quality standards.
Advantages of Aluminum Deburring Machines
The use of aluminum deburring machines offers several significant benefits:
Enhanced Safety Removing burrs and sharp edges reduces the risk of injury during handling and assembly, improving workplace safety.
Improved Product Quality Deburring enhances the aesthetic appeal and functionality of aluminum parts, contributing to higher quality and customer satisfaction.
Increased Efficiency Automated deburring processes can significantly reduce production times compared to manual deburring, increasing overall efficiency.
Versatility Aluminum deburring machines can accommodate a wide range of part sizes and shapes, making them adaptable for various manufacturing needs.
Consistency and Precision These machines provide uniform results, ensuring that all parts meet the same high-quality standards.
Challenges in Aluminum Deburring Operations
Despite their advantages, aluminum deburring machines also face several challenges:
Material Variability Differences in aluminum alloys and thicknesses can affect deburring performance, requiring adjustments to machine settings.
Tool Wear Deburring tools can wear out over time, necessitating regular maintenance and replacement to ensure consistent quality.
Initial Setup Time Setting up aluminum deburring machines can be time-consuming, requiring careful calibration and alignment to achieve desired results.
Operator Training Skilled operators are needed to manage the deburring process effectively, ensuring optimal performance and quality.
Innovations in Aluminum Deburring Technology
Recent advancements in aluminum deburring technology have improved efficiency and capabilities:
Automated Deburring Systems Automation has become increasingly common in deburring operations, allowing for higher throughput and reduced labor costs.
CNC Deburring Machines The integration of CNC technology enables precise control over the deburring process, allowing for complex geometries and consistent results.
Advanced Abrasive Materials Innovations in abrasive technologies have improved the performance and lifespan of deburring tools, leading to better finishes and reduced downtime.
Real-Time Monitoring Systems Modern deburring machines may include sensors and monitoring systems that track performance and adjust parameters in real time to optimize results.
Eco-Friendly Solutions Advances in deburring processes have led to the development of environmentally friendly abrasives and fluids, reducing environmental impact.
Future Trends in Aluminum Deburring Technology
The future of aluminum deburring machines is likely to be influenced by several key trends:
Industry 4.0 Integration The rise of smart manufacturing will lead to increased automation and data-driven decision-making in deburring operations.
Customization Demand As consumer preferences shift toward personalized products, deburring machines will need to adapt to accommodate unique designs and specifications.
Sustainability Initiatives Environmental considerations will drive the development of more sustainable deburring practices, including reduced waste and energy-efficient operations.
Enhanced Worker Safety Future aluminum deburring machines will likely incorporate advanced safety features to protect operators and minimize risks in the workplace.
Continuous Learning Technologies The integration of AI and machine learning will enable deburring processes to optimize operations, improving efficiency and quality over time.
Hydraulic Bending Brakes
Hydraulic Bending Brake
Hydraulic bending brakes are essential machines in metalworking that enable precise bending of metal sheets into various angles and shapes. Utilizing hydraulic force, these machines provide the necessary power to achieve clean and accurate bends, making them indispensable in industries like construction, automotive, and manufacturing. This section delves into the mechanics, applications, advantages, challenges, and advancements in hydraulic bending brakes.
Understanding Hydraulic Bending Brakes
Hydraulic bending brakes consist of several key components that facilitate the bending process:
Hydraulic Cylinder The hydraulic cylinder generates the force required to bend the metal sheet. It converts hydraulic energy into mechanical force, allowing for heavy-duty bending capabilities.
Bending Beam The bending beam is the part that applies pressure to the workpiece. It can be adjusted to achieve different angles and bend radii, providing versatility in operations.
Die Set A die set consists of a punch and a matching die, which shapes the metal during bending. The choice of die is critical to achieving the desired bend quality.
Control System Modern hydraulic bending brakes feature advanced control systems, allowing for precise adjustments to pressure, speed, and bending angles, enhancing overall performance.
Safety Features Hydraulic bending brakes are often equipped with safety features such as emergency stop buttons, guards, and pressure sensors to ensure operator safety.
Applications of Hydraulic Bending Brakes
Hydraulic bending brakes find extensive use across various sectors, including:
Sheet Metal Fabrication These machines are widely used in sheet metal fabrication shops for producing components such as brackets, panels, and frames.
Automotive Manufacturing In the automotive industry, hydraulic bending brakes are employed to create structural components and body parts, ensuring precision and strength.
Construction Industry Hydraulic bending brakes are essential for fabricating metal elements in construction, including beams, columns, and custom architectural features.
Aerospace Industry The aerospace sector utilizes hydraulic bending brakes for creating complex parts that require high precision and strength-to-weight ratios.
HVAC Industry In heating, ventilation, and air conditioning (HVAC) applications, these machines are used to create ductwork and other metal components.
Advantages of Hydraulic Bending Brakes
The use of hydraulic bending brakes offers several significant benefits:
High Precision and Accuracy Hydraulic bending brakes can achieve tight tolerances and accurate angles, making them ideal for high-quality metal fabrication.
Power and Efficiency The hydraulic system provides substantial force, enabling the bending of thick and heavy materials that mechanical brakes might struggle with.
Ease of Use Many hydraulic bending brakes come with intuitive controls, making them user-friendly and reducing the learning curve for operators.
Versatility These machines can handle a variety of materials, including aluminum, steel, and other metals, allowing for diverse applications.
Reduced Labor Costs Automation features in hydraulic bending brakes can decrease the need for manual labor, improving efficiency and lowering production costs.
Challenges in Hydraulic Bending Brake Operations
Despite their advantages, hydraulic bending brakes also present challenges:
Maintenance Requirements Regular maintenance of hydraulic systems is crucial to ensure reliability. Neglecting maintenance can lead to downtime and increased repair costs.
Initial Setup Time Setting up hydraulic bending brakes can be time-consuming, requiring careful calibration and alignment for optimal performance.
Material Limitations Certain materials may present difficulties during bending, such as high-strength steels that may require special tooling or settings.
Operator Skill Skilled operators are necessary to ensure that bending processes are performed correctly, maintaining high-quality standards.
Innovations in Hydraulic Bending Brake Technology
Recent advancements in hydraulic bending brake technology have improved efficiency and capabilities:
CNC Hydraulic Bending Brakes The introduction of CNC technology allows for programmable bending sequences, enhancing precision and repeatability.
Automated Material Handling Advanced material handling systems integrated with hydraulic bending brakes improve productivity by reducing manual intervention.
Enhanced Safety Features New safety technologies, such as light curtains and pressure sensors, help protect operators from accidents and injuries.
Smart Monitoring Systems Real-time monitoring systems can track machine performance and alert operators to potential issues before they become problems.
Energy-Efficient Designs Modern hydraulic bending brakes are designed to be more energy-efficient, reducing operational costs and environmental impact.
Future Trends in Hydraulic Bending Brake Technology
The future of hydraulic bending brakes will likely be influenced by several key trends:
Integration with Industry 4.0 As manufacturers adopt smart technologies, hydraulic bending brakes will increasingly feature IoT capabilities for enhanced data analysis and process optimization.
Customization and Flexibility The demand for customized products will drive the development of more flexible bending solutions capable of handling diverse shapes and materials.
Sustainability Initiatives Environmental regulations will promote the development of more sustainable hydraulic systems that reduce energy consumption and waste.
Improved Operator Training Programs As technology evolves, manufacturers will invest in training programs that ensure operators are skilled in using advanced hydraulic systems effectively.
Continued Innovations in Safety Ongoing advancements in safety technologies will further protect operators and enhance the overall safety of bending operations.
Buffing and Trimming Systems
How Trimming Beading Machines Work
Buffing and trimming systems are advanced machines designed to enhance the finishing process in manufacturing. They combine buffing and trimming functions to ensure that products not only meet aesthetic standards but also conform to precise specifications. This section will explore the mechanics, applications, advantages, challenges, and innovations related to buffing and trimming systems.
Understanding Buffing and Trimming Systems
Buffing and trimming systems typically consist of several key components that facilitate efficient processing:
Buffing Units These units employ various types of buffing wheels or pads to achieve a smooth, polished finish on surfaces. The choice of material and speed is critical for achieving the desired gloss.
Trimming Tools Trimming tools are designed to remove excess material, ensuring that parts conform to specified dimensions. These can include blades, rotary cutters, or grinding wheels.
Control Systems Modern systems are equipped with computerized controls that allow operators to set parameters for speed, pressure, and duration, optimizing the finishing process for different materials and specifications.
Feed Mechanism Automated feed systems ensure consistent handling of parts throughout the buffing and trimming processes, improving efficiency and reducing manual intervention.
Safety Features Integrated safety systems, such as guards and emergency stop buttons, help protect operators during operation.
Applications of Buffing and Trimming Systems
Buffing and trimming systems are used across various industries, including:
Automotive Manufacturing In the automotive sector, these systems are essential for finishing components such as trim pieces, light housings, and structural elements, enhancing both performance and appearance.
Aerospace Industry Buffing and trimming systems are utilized to ensure that aerospace components meet stringent quality and safety standards, contributing to overall aircraft performance.
Consumer Goods Many consumer products, including appliances and electronics, utilize these systems to achieve high-quality finishes that enhance market appeal.
Metal Fabrication In metalworking, buffing and trimming systems are employed to finish parts and assemblies, ensuring they meet both functional and aesthetic requirements.
Medical Devices The medical device industry relies on these systems to produce smooth, safe surfaces on components that must adhere to strict hygiene and safety standards.
Advantages of Buffing and Trimming Systems
The integration of buffing and trimming in a single system offers several significant benefits:
Streamlined Processes Combining buffing and trimming into one system reduces handling time and increases throughput, leading to improved productivity.
Consistent Quality Automated systems ensure uniform results, maintaining high quality across all parts processed, which is essential for compliance and customer satisfaction.
Reduced Labor Costs Automation reduces the need for manual intervention, lowering labor costs and minimizing human error.
Versatility These systems can accommodate various materials and products, providing flexibility for manufacturers facing diverse demands.
Enhanced Safety Integrated safety features help protect operators, reducing the risk of accidents and injuries during the finishing process.
Challenges in Buffing and Trimming Operations
Despite their advantages, buffing and trimming systems also present challenges:
Initial Investment Costs The purchase and installation of advanced buffing and trimming systems can require significant upfront investment, which may be a barrier for some manufacturers.
Maintenance Requirements Regular maintenance is essential to keep systems running efficiently. Neglecting maintenance can lead to downtime and increased repair costs.
Operator Training Skilled operators are necessary to manage and troubleshoot automated systems effectively, which may require additional training.
Material Limitations Certain materials may require specialized tooling or processes, complicating operations for manufacturers dealing with diverse product lines.
Innovations in Buffing and Trimming Technology
Recent advancements in buffing and trimming technology have improved efficiency and capabilities:
CNC Buffing and Trimming Systems CNC technology allows for programmable operations, enabling complex geometries and consistent results across various products.
Automated Quality Control Integration of sensors and monitoring systems enables real-time quality control, allowing for immediate adjustments to maintain standards.
Eco-Friendly Solutions Advancements in materials and processes have led to the development of more sustainable buffing and trimming solutions, reducing environmental impact.
Smart Systems The integration of IoT technology enables manufacturers to collect data on system performance, leading to improved process optimization and predictive maintenance.
Enhanced Safety Technologies Ongoing innovations in safety equipment and protocols further protect operators and ensure compliance with industry standards.
Future Trends in Buffing and Trimming Systems
The future of buffing and trimming systems will likely be influenced by several key trends:
Integration with Industry 4.0 The shift toward smart manufacturing will drive the adoption of IoT-enabled buffing and trimming systems, allowing for enhanced data analysis and process improvement.
Customization Demand As consumer preferences shift toward personalized products, buffing and trimming systems will need to adapt to accommodate unique designs and specifications.
Sustainability Initiatives Environmental regulations will promote the development of more sustainable buffing and trimming practices, including reduced waste and energy-efficient operations.
Improved Operator Training Programs As technology evolves, manufacturers will invest in training programs that ensure operators are skilled in using advanced buffing and trimming systems effectively.
Continued Innovations in Safety Ongoing advancements in safety technologies will further protect operators and enhance the overall safety of buffing and trimming operations.
Machine Tools Used for Polishing
Fine Polishing Machine
Machine tools for polishing are specialized equipment designed to enhance the surface finish of various materials, ensuring they meet aesthetic and functional requirements. These tools are essential in industries where high-quality finishes are critical, such as automotive, aerospace, and consumer goods manufacturing. This section explores the types, applications, advantages, challenges, and innovations in machine tools used for polishing.
Understanding Machine Tools Used for Polishing
Machine tools for polishing can vary significantly in design and function, but they typically include the following components:
Polishing Wheels These are the primary tools used for polishing surfaces. Different materials and grits are used depending on the finish required, ranging from coarse to fine polishing wheels.
Spindles Spindles provide the rotational force necessary for the polishing wheels, allowing for efficient material removal and surface finishing.
Control Systems Modern polishing machines are equipped with advanced control systems that enable precise adjustments of speed, pressure, and polishing time, optimizing performance for different materials.
Workholding Fixtures Properly securing the workpiece is crucial during polishing. Workholding fixtures are designed to stabilize components while allowing for easy access to all surfaces.
Dust Collection Systems Effective dust collection systems are integrated to maintain a clean working environment by capturing debris generated during the polishing process.
Applications of Machine Tools Used for Polishing
Polishing machine tools are utilized across a range of industries, including:
Automotive Industry In automotive manufacturing, polishing is vital for achieving high-gloss finishes on body parts, trim, and interior components, enhancing aesthetic appeal and value.
Aerospace Industry Polishing tools are employed in the aerospace sector to finish components like turbine blades and housings, which require precise surface quality to optimize performance.
Consumer Electronics The consumer electronics industry uses polishing tools to achieve smooth surfaces on devices, improving appearance and user experience.
Jewelry Manufacturing Polishing is essential in jewelry production to enhance the shine and clarity of precious metals and gemstones.
Medical Devices In the medical field, polished surfaces on devices ensure hygiene and safety, as well as improve functionality.
Advantages of Machine Tools Used for Polishing
The use of machine tools for polishing offers several significant benefits:
Enhanced Surface Quality Machine polishing achieves superior finishes compared to manual methods, meeting stringent quality standards.
Consistency and Repeatability Machine tools provide uniform results across multiple parts, ensuring consistency in quality.
Versatility Polishing machines can accommodate a variety of materials, including metals, plastics, and composites, offering flexibility for diverse applications.
Reduced Labor Costs Automation minimizes the need for manual labor, reducing operational costs and the potential for human error.
Challenges in Polishing Operations
Despite their advantages, polishing machines also face challenges:
Initial Investment The purchase and installation of advanced polishing machines can require significant capital, which may be a barrier for some manufacturers.
Maintenance Needs Regular maintenance is essential to keep polishing machines in optimal condition. Neglecting maintenance can lead to equipment failures and increased downtime.
Operator Skill Requirements Skilled operators are necessary to manage complex polishing operations effectively, which may necessitate additional training.
Material-Specific Limitations Certain materials may require specialized tooling or techniques, complicating operations for manufacturers with diverse product lines.
Innovations in Polishing Technology
Recent advancements in polishing technology have improved efficiency and capabilities:
CNC Polishing Machines The integration of CNC technology enables programmable polishing processes, allowing for complex geometries and consistent results.
Automated Quality Control Smart polishing machines now include sensors that monitor surface quality in real time, allowing for immediate adjustments to maintain standards.
Eco-Friendly Solutions Advancements in polishing processes have led to the development of more sustainable materials and methods, reducing environmental impact.
Smart Systems The integration of IoT technology allows for data collection and analysis on machine performance, enhancing process optimization.
Advanced Abrasive Technologies Innovations in abrasive materials improve polishing efficiency and surface quality while extending tool life.
Future Trends in Polishing Technology
The future of machine tools used for polishing will likely be influenced by several key trends:
Integration with Industry 4.0 The adoption of smart technologies will drive the use of IoT-enabled polishing machines, allowing for enhanced data analysis and automated processes.
Customization Demand As consumer preferences shift toward personalized products, polishing machines will need to adapt to accommodate unique designs and specifications.
Sustainability Initiatives Environmental concerns will promote the development of more sustainable polishing practices, including reduced waste and energy-efficient operations.
Improved Operator Training Programs As technology evolves, manufacturers will invest in training programs that ensure operators are skilled in using advanced polishing systems effectively.
Continued Innovations in Safety Advancements in safety technologies will further protect operators and enhance the overall safety of polishing operations.
Which Hand Tool is Used for Circular Cuts in Sheet Metal Work
Automatic Circle Cutting Machine
Introduction to Hand Tools for Circular Cuts in Sheet Metal
In the realm of sheet metal work, achieving precise circular cuts is essential for various applications, including HVAC systems, automotive parts, and custom fabrication projects. This section explores the hand tools specifically designed for making circular cuts in sheet metal, discussing their types, applications, advantages, challenges, and innovations.
Types of Hand Tools for Circular Cuts
Several hand tools are commonly employed to create circular cuts in sheet metal:
Hole Saws Hole saws are cylindrical saw blades with teeth on the edge. They are attached to a drill and can cut precise circular holes of various diameters in sheet metal.
Circle Cutters Circle cutters consist of a pivot point and a cutting blade, allowing users to manually set the radius and make circular cuts by rotating the tool around the pivot.
Jig Saws With a fine-toothed blade, jig saws can make intricate circular cuts in sheet metal. While primarily used for straight cuts, they can achieve curves and circles with the right technique.
Rotary Tools Rotary tools equipped with metal-cutting attachments can be used to create circular cuts. They offer versatility and precision, making them suitable for detailed work.
Tin Snips Although tin snips are typically used for straight cuts, specialized models can be used to make gentle curves and circular shapes in thinner sheet metal.
Applications of Hand Tools for Circular Cuts
Hand tools for circular cuts in sheet metal are utilized across various industries:
HVAC Installation In HVAC systems, circular cuts are necessary for creating ductwork and ventilation openings, making these tools indispensable for installers.
Automotive Fabrication Automotive manufacturers often require circular cuts for components like air ducts and body parts, relying on precise tools to ensure a proper fit.
Electrical Enclosures Circular cutouts are commonly needed for mounting electrical outlets and switches in metal enclosures, necessitating the use of reliable cutting tools.
Artwork and Sculptures Artists and metal fabricators use hand tools for creating circular patterns and shapes in metalwork for decorative pieces.
Custom Fabrication In custom metal fabrication, these tools allow for the creation of bespoke components and assemblies that require circular features.
Advantages of Hand Tools for Circular Cuts
The use of hand tools for circular cuts in sheet metal offers several significant benefits:
Precision Hand tools, when used correctly, can achieve highly precise cuts, which is crucial for ensuring proper fit and function in assemblies.
Portability Hand tools are often lightweight and easy to transport, allowing for on-site work without the need for heavy machinery.
Cost-Effective Compared to powered tools, hand tools generally have a lower initial cost, making them accessible for small shops and individual fabricators.
Ease of Use Many hand tools require minimal setup and can be operated with basic skills, allowing for quick adaptation in various environments.
Versatility Hand tools can be used for a range of materials and applications, providing flexibility for metalworkers and fabricators.
Challenges in Using Hand Tools for Circular Cuts
Despite their advantages, hand tools for circular cuts also face challenges:
Physical Labor Manual cutting can be physically demanding, especially when working with thicker or tougher materials.
Skill Level Achieving precise circular cuts may require practice and skill, as improper technique can lead to mistakes or compromised work quality.
Limited Capacity Hand tools may have limitations regarding the thickness of the material they can cut, necessitating the use of powered tools for heavier gauge metals.
Time Consumption Manual cutting processes can be time-consuming compared to powered alternatives, particularly for large-scale projects.
Innovations in Hand Tools for Circular Cuts
Recent advancements have led to innovations in hand tools used for circular cuts:
Improved Materials Modern tools are often made from advanced materials that enhance durability and cutting efficiency, extending tool life.
Ergonomic Designs New hand tools feature ergonomic grips and designs that reduce user fatigue, improving comfort during extended use.
Integrated Measuring Systems Some tools now incorporate measuring systems that allow users to set and replicate cuts more accurately.
Hybrid Tools Innovations have led to hybrid tools that combine the benefits of manual and powered devices, offering flexibility in operation.
Smart Technologies Emerging smart technologies in hand tools provide real-time feedback and guidance, enhancing user precision and skill development.
Future Trends in Hand Tools for Circular Cuts
The future of hand tools for circular cuts in sheet metal is likely to be influenced by several key trends:
Integration with Smart Technologies The integration of IoT and smart technology will lead to more advanced tools that can provide feedback on cutting accuracy and technique.
Increased Focus on Sustainability As environmental awareness grows, there will be a trend toward developing hand tools made from sustainable materials and designed for minimal waste.
Customization Options The demand for customized solutions will drive manufacturers to offer more adaptable tools that can be tailored to specific applications and user preferences.
Advancements in Ergonomics Ongoing research into ergonomics will result in hand tools that further minimize strain on users while enhancing cutting efficiency.
Educational Resources and Training As tools become more advanced, there will be a greater emphasis on providing training and resources for users to maximize their effectiveness.
Joggling in Sheet Metal
Joggle Sheet Metal
Joggling is a specific metalworking technique used to create bends or offsets in sheet metal. This method is essential for ensuring proper fit and assembly in various applications, such as HVAC ducts, automotive components, and architectural elements. This section explores the techniques, applications, advantages, challenges, and innovations related to joggling in sheet metal.
Understanding Joggling in Sheet Metal
Joggling involves creating a series of small bends or “jogs” along the edge of a sheet metal piece. This technique allows for precise adjustments and can accommodate irregular shapes or complex assemblies. Key components of the joggle process include:
Joggle Tooling Specialized tools, such as joggle dies, are used to create the desired bends. These dies are designed to produce consistent and accurate joggles.
Bending Machines Machines like press brakes are often employed to execute joggling, allowing for precise control over the bending process and angles.
Measurement Equipment Accurate measurements are crucial for ensuring that the joggles fit together properly in the final assembly. Tools such as calipers and protractors are commonly used.
Material Selection The choice of material affects the joggle process. Factors such as thickness, type of metal, and intended application must be considered.
Applications of Joggling in Sheet Metal
Joggling is utilized across various industries, with applications including:
HVAC Ductwork In HVAC systems, joggling is used to create interlocking edges that facilitate the assembly of ducts and fittings, ensuring airtight connections.
Automotive Manufacturing In the automotive sector, joggling allows for precise fits of components such as body panels, brackets, and reinforcements, enhancing structural integrity.
Architectural Fabrication Joggling is commonly used in architectural metalwork, allowing for decorative elements and structural components to fit together seamlessly.
Sheet Metal Enclosures In electronic and electrical applications, joggling is employed to create panels and enclosures that require precise assembly for optimal performance.
Custom Fabrication Projects Metal fabricators often use joggling to create custom components that require specific dimensions and angles for unique projects.
Advantages of Joggling in Sheet Metal
The joggle process offers several significant benefits:
Enhanced Fit and Assembly Joggling allows for precise adjustments, ensuring that components fit together accurately and securely.
Improved Structural Integrity By creating interlocking joggles, the overall strength and stability of assemblies are enhanced, reducing the risk of failure.
Versatility Joggling can be applied to a wide range of materials and thicknesses, providing flexibility for different applications.
Cost-Effectiveness The joggle technique can reduce the need for additional fasteners or welding, lowering overall manufacturing costs.
Aesthetic Appeal Joggled edges can contribute to a cleaner and more polished appearance in finished products, enhancing visual appeal.
Challenges in Joggling Operations
Despite its advantages, joggling in sheet metal also presents challenges:
Skill Requirements Accurate joggling requires skilled operators who can control machines and tools effectively, which may necessitate additional training.
Material Limitations Not all materials respond well to joggling. Thicker or harder metals may pose difficulties, requiring specialized tools or processes.
Setup Time Preparing tooling and machines for joggle operations can be time-consuming, impacting overall production efficiency.
Precision Demands Achieving the desired precision in joggling is crucial. Any inaccuracies can lead to poor fits in assemblies and increased rework.
Innovations in Joggling Technology
Recent advancements have enhanced the joggle process and its capabilities:
Computer-Aided Design (CAD) The use of CAD software allows for precise design and planning of joggles, improving accuracy and reducing errors in production.
Advanced Tooling Innovations in tooling materials and designs have improved the efficiency and precision of joggle operations, extending tool life.
Automation Automated joggle machines can increase production speed and consistency, reducing the reliance on manual labor.
Real-Time Monitoring Smart technology in joggle machines enables real-time monitoring of the bending process, allowing for immediate adjustments to maintain accuracy.
Sustainable Practices New technologies promote eco-friendly manufacturing methods, reducing waste and energy consumption in joggle operations.
Future Trends in Joggling Techniques
The future of joggling in sheet metal will likely be shaped by several key trends:
Integration with Industry 4.0 The adoption of smart manufacturing technologies will enhance the efficiency and precision of joggle processes, driving greater automation.
Customization Demand As customization becomes more prevalent, joggling techniques will need to adapt to accommodate unique designs and specifications.
Focus on Sustainability The push for environmentally responsible manufacturing will lead to the development of more sustainable joggle processes and materials.
Enhanced Training Programs Manufacturers will invest in training programs to ensure operators are proficient in advanced joggle techniques and technologies.
Research and Development Ongoing research into new materials and methods will continue to improve joggle processes, expanding their applications and effectiveness.
Buffing Grinder Machine
Alloy Wheel Polishing Machine
Introduction to Buffing Grinder Machines
Buffing grinder machines are essential tools in the metalworking and finishing industries, designed to enhance the surface quality of materials through the buffing process. These machines are widely used to achieve a high-gloss finish on various products, including automotive parts, jewelry, and household items. This section delves into the features, applications, advantages, challenges, and innovations associated with buffing grinder machines.
Understanding Buffing Grinder Machines
Buffing grinder machines typically consist of several key components:
Buffing Wheels These are the primary tools used for buffing and are available in different materials, including cotton, felt, and synthetic materials. The choice of wheel affects the final surface finish.
Spindle and Motor The spindle holds the buffing wheel and is driven by a motor. The speed and power of the motor influence the buffing effectiveness and the types of materials that can be processed.
Frame and Base A sturdy frame ensures stability during operation, reducing vibrations that can affect the quality of the finish.
Dust Collection System Buffing processes generate debris and dust, so effective dust collection systems are crucial for maintaining a clean work environment and enhancing operator safety.
Control Systems Advanced buffing grinder machines may include electronic control systems for precise adjustments of speed, pressure, and duration, optimizing the buffing process.
Applications of Buffing Grinder Machines
Buffing grinder machines find applications in various industries:
Automotive Industry In automotive manufacturing, these machines are used to buff and polish parts such as bumpers, wheels, and trim to achieve a high-gloss finish.
Jewelry Making Jewelers use buffing grinders to enhance the shine of metal pieces, ensuring a professional finish on rings, necklaces, and other accessories.
Aerospace Components Buffing machines are employed to finish components in the aerospace industry, where surface quality is critical for both aesthetics and functionality.
Consumer Goods Many household products, such as cutlery and kitchen appliances, undergo buffing to improve their appearance and resistance to corrosion.
Manufacturing of Medical Devices Buffing is crucial in the production of medical instruments, where smooth surfaces are essential for hygiene and usability.
Advantages of Buffing Grinder Machines
The use of buffing grinder machines offers several advantages:
High-Quality Finish Buffing grinder machines can achieve superior surface finishes compared to manual polishing methods, significantly enhancing product appearance.
Increased Productivity These machines can process multiple parts simultaneously or quickly, improving overall manufacturing efficiency.
Consistency Automated buffing processes ensure uniformity across all pieces, reducing variability and improving quality control.
Versatility Buffing machines can handle various materials, including metals, plastics, and composites, making them adaptable for different applications.
Reduced Labor Costs Automation reduces the need for manual labor, leading to lower operational costs and minimizing the risk of human error.
Challenges in Buffing Grinder Operations
Despite their benefits, buffing grinder machines also face challenges:
Initial Investment The cost of purchasing and installing advanced buffing machines can be significant, which may deter some businesses.
Maintenance Requirements Regular maintenance is necessary to keep buffing machines in optimal working condition, which can incur additional costs.
Operator Skill Level While buffing machines can automate many processes, skilled operators are still required to ensure optimal setup and performance.
Material Limitations Certain materials may require specific buffing wheels or techniques, complicating operations for manufacturers with diverse product lines.
Dust and Debris Buffing generates dust and debris, which can pose health risks to operators if not properly managed with effective dust collection systems.
Innovations in Buffing Grinder Technology
Recent advancements have introduced several innovations in buffing grinder machines:
Smart Buffing Systems The integration of IoT technology allows for real-time monitoring and adjustments, optimizing buffing processes based on material and desired finish.
Eco-Friendly Solutions New buffing compounds and processes are being developed to reduce environmental impact and improve worker safety.
Advanced Materials for Buffing Wheels Innovations in the materials used for buffing wheels enhance durability and performance, extending the life of the wheels and improving finishes.
Enhanced Dust Collection Modern buffing machines come equipped with more efficient dust collection systems, ensuring cleaner work environments and better operator safety.
Automated Buffing Processes Automation in buffing operations is becoming more common, allowing for continuous processing and reducing the need for manual intervention.
Future Trends in Buffing Grinder Machines
The future of buffing grinder machines will likely be shaped by several key trends:
Integration with Advanced Manufacturing Technologies The move towards smart factories will lead to increased integration of buffing machines with other automated systems, enhancing overall efficiency.
Customization and Personalization As consumer preferences shift towards personalized products, buffing machines will need to adapt to accommodate unique finishes and designs.
Sustainability Focus There will be a growing emphasis on developing more sustainable buffing processes and materials, reducing waste and energy consumption.
Enhanced Operator Training Manufacturers will invest in training programs to ensure operators are proficient in using advanced buffing technologies effectively.
Research into New Techniques Ongoing research will continue to explore new buffing techniques and materials, further enhancing the capabilities and applications of buffing grinder machines.
Pipe Forming Press
Sheet Metal Hydroforming Machine
A pipe forming press is a specialized machine used in the manufacturing of pipes and tubing, primarily for the construction, automotive, and manufacturing industries. This equipment plays a critical role in shaping metal into various forms and sizes, allowing for precise and efficient production processes. This section explores the design, applications, advantages, challenges, and innovations associated with pipe forming presses.
Understanding Pipe Forming Presses
Pipe forming presses operate by applying high pressure to metal sheets or pipes to create specific shapes and sizes. Key components of these machines include:
Hydraulic System The hydraulic system generates the force necessary for the forming process, allowing for smooth and controlled operation.
Die Sets Custom-designed die sets are crucial for achieving the desired shape of the pipe. These dies are engineered to match the specifications of the end product.
Control Panel Modern pipe forming presses come equipped with advanced control panels that enable operators to monitor and adjust parameters such as pressure, speed, and cycle time.
Feed Mechanism The feed mechanism ensures accurate positioning of the material, allowing for consistent and repeatable forming operations.
Safety Features Safety mechanisms, including emergency stops and pressure relief valves, are integrated to protect operators during operation.
Applications of Pipe Forming Presses
Pipe forming presses are utilized across various industries, including:
Construction Industry These machines are essential for producing pipes used in structural applications, including scaffolding and support structures.
Automotive Manufacturing In the automotive sector, pipe forming presses create exhaust systems, chassis components, and other structural elements.
Oil and Gas Industry Pipe forming is critical for producing pipelines and fittings that transport oil, gas, and other fluids.
Manufacturing of HVAC Systems Pipe forming presses are used to produce ductwork and ventilation systems, ensuring proper airflow and efficiency.
Furniture Production In the furniture industry, these presses are employed to create metal frames and tubing for chairs, tables, and other products.
Advantages of Pipe Forming Presses
The benefits of using pipe forming presses include:
High Precision These machines provide precise control over the forming process, resulting in consistent product dimensions and shapes.
Efficiency Pipe forming presses can operate at high speeds, significantly increasing production rates compared to manual methods.
Versatility They can be configured to produce various pipe sizes and shapes, accommodating diverse manufacturing needs.
Reduced Material Waste The efficient design of forming dies minimizes material waste, contributing to cost savings and sustainability.
Strong Weld Joints The forming process enhances the integrity of weld joints, resulting in stronger and more durable pipes.
Challenges in Pipe Forming Press Operations
Despite their advantages, pipe forming presses also present challenges:
Initial Capital Investment The cost of acquiring and installing pipe forming presses can be significant, requiring careful financial planning.
Tooling Costs Custom dies for specific applications can be expensive and may require frequent changes, impacting overall production efficiency.
Skill Requirements Operating a pipe forming press requires skilled personnel who can manage complex controls and troubleshoot issues.
Maintenance Needs Regular maintenance is essential to ensure optimal performance, which can incur additional downtime and costs.
Material Limitations Certain materials may not respond well to forming processes, necessitating adjustments or alternative methods.
Innovations in Pipe Forming Press Technology
Recent advancements in pipe forming technology have introduced several innovations:
Computer Numerical Control (CNC) CNC technology enables precise control of the forming process, allowing for intricate designs and complex geometries.
Automation and Robotics Automation in pipe forming presses enhances efficiency and reduces reliance on manual labor, improving productivity.
Advanced Materials The development of new materials and coatings improves the performance and longevity of forming dies and machines.
Data Analytics Integrating data analytics allows manufacturers to monitor machine performance and optimize processes in real-time.
Sustainable Practices Innovations aimed at reducing energy consumption and waste during the forming process are becoming increasingly important.
Future Trends in Pipe Forming Presses
The future of pipe forming presses will likely be influenced by several key trends:
Smart Manufacturing Integration The continued integration of smart technologies will enhance machine connectivity and data sharing, leading to improved efficiency.
Customization Demand As the market shifts towards personalized products, pipe forming presses will need to adapt to accommodate unique specifications and designs.
Focus on Sustainability Increasing environmental awareness will drive innovations in sustainable practices and materials in pipe forming processes.
Enhanced Training and Education Manufacturers will invest in training programs to ensure that operators are skilled in using advanced pipe forming technologies.
Research into New Techniques Ongoing research will continue to explore new pipe forming methods and materials, expanding the capabilities and applications of forming presses.
Sheet Metal Edge Rolling Tool
Necking Machine
Sheet metal edge rolling tools are specialized devices designed to create smooth, rounded edges on sheet metal components. This process enhances both the aesthetics and functionality of the metal parts, making them safer to handle and more visually appealing. This section explores the features, applications, advantages, challenges, and innovations associated with sheet metal edge rolling tools.
Understanding Sheet Metal Edge Rolling Tools
Edge rolling tools operate by applying pressure to the edges of sheet metal, creating a consistent radius along the edges. Key components of these tools include:
Rollers The primary components, rollers, are designed to shape the edges of the metal. They can be configured in various ways to achieve different edge profiles.
Frame and Base A robust frame provides stability during operation, ensuring that the rolling process is smooth and accurate.
Adjustment Mechanisms These tools often include mechanisms to adjust the roller position, allowing for customization of the edge radius based on material thickness and desired finish.
Power Source Depending on the tool design, the power source can be manual, pneumatic, or hydraulic, influencing the efficiency and speed of the operation.
Safety Features Safety guards and emergency shut-off systems are integrated to protect operators during use.
Applications of Sheet Metal Edge Rolling Tools
Sheet metal edge rolling tools are widely used across various industries, including:
Automotive Manufacturing In automotive production, these tools are employed to round edges on components such as body panels and brackets, enhancing safety and fit.
HVAC Systems Edge rolling is crucial in creating ductwork and fittings, ensuring that edges are smooth to prevent air leakage and improve airflow.
Construction Industry In construction, sheet metal edge rolling tools are used to prepare metal roofing, siding, and structural elements, contributing to durability and aesthetics.
Appliance Manufacturing Appliances often feature metal components with rolled edges for safety and visual appeal, making these tools essential in their production.
Custom Fabrication Many metal fabricators utilize edge rolling tools to create custom products that require specific edge profiles and finishes.
Advantages of Sheet Metal Edge Rolling Tools
The use of edge rolling tools offers several benefits:
Improved Safety Rounded edges minimize sharpness, reducing the risk of injury during handling and installation.
Enhanced Aesthetics Rolled edges provide a polished look, improving the visual appeal of finished products.
Increased Strength Rolling edges can enhance the structural integrity of sheet metal components, preventing deformation under stress.
Versatility Edge rolling tools can accommodate various materials and thicknesses, allowing for flexible application across industries.
Reduced Deburring The rolling process minimizes the need for additional deburring operations, streamlining production.
Challenges in Edge Rolling Operations
Despite their advantages, sheet metal edge rolling tools also face challenges:
Initial Setup Time Configuring the tools for specific applications can take time, impacting overall efficiency.
Material Limitations Certain materials may not respond well to edge rolling, requiring adjustments or alternative methods.
Operator Skill Level Skilled operators are necessary to manage the edge rolling process effectively, which may require training.
Maintenance Needs Regular maintenance is essential to keep rolling tools in optimal condition, which can incur additional costs and downtime.
Precision Requirements Achieving consistent edge profiles requires precise adjustments and monitoring, complicating the operation.
Innovations in Sheet Metal Edge Rolling Technology
Recent advancements have introduced several innovations in edge rolling tools:
Automated Systems Automation in edge rolling processes enhances efficiency and consistency, reducing reliance on manual labor.
Advanced Roller Materials New materials for rollers improve durability and performance, extending tool life and enhancing finish quality.
Digital Control Systems Modern edge rolling tools often feature digital controls, allowing for precise adjustments and monitoring during operation.
Eco-Friendly Practices Innovations focused on reducing waste and energy consumption in edge rolling processes are becoming more prevalent.
Integration with CAD/CAM The use of computer-aided design and manufacturing systems allows for better planning and execution of edge rolling operations.
Future Trends in Sheet Metal Edge Rolling Tools
The future of sheet metal edge rolling tools will likely be shaped by several key trends:
Smart Manufacturing Integration The continued adoption of smart technologies will enhance machine connectivity and data sharing, leading to improved operational efficiency.
Customization Demand As consumer preferences shift towards personalized products, edge rolling tools will need to adapt to accommodate unique specifications.
Sustainability Focus Increasing environmental awareness will drive innovations in sustainable practices and materials in edge rolling processes.
Enhanced Operator Training Manufacturers will invest in training programs to ensure operators are proficient in using advanced edge rolling technologies.
Research into New Techniques Ongoing research will continue to explore new edge rolling methods and materials, expanding the capabilities and applications of these tools.
Draw Forming Machine for Sheet Metal
CNC Controller for Spinning Machine
Draw forming machines are essential equipment in the metalworking industry, specifically designed to shape sheet metal into complex forms. This process involves drawing the metal sheet into a die cavity, creating three-dimensional shapes that are critical for various applications. This section explores the design, applications, advantages, challenges, and innovations associated with draw forming machines.
Understanding Draw Forming Machines
Draw forming machines operate through a series of steps that convert flat sheets of metal into formed components. Key components include:
Die Sets Custom die sets are crucial for the draw forming process, allowing for precise shaping of the metal according to design specifications.
Punch and Ram The punch exerts force on the sheet metal, pulling it into the die cavity. The ram controls the movement and speed of the punch, influencing the forming process.
Hydraulic or Mechanical Power Source Draw forming machines can be powered hydraulically or mechanically, with hydraulic systems typically providing greater force for thicker materials.
Control Systems Advanced control systems allow operators to monitor and adjust parameters such as pressure, speed, and timing, optimizing the drawing process.
Safety Features Safety mechanisms, including emergency stops and guards, are integrated to protect operators during operation.
Applications of Draw Forming Machines
Draw forming machines are used in various industries, including:
Automotive Manufacturing These machines are crucial for producing body panels, hoods, and other components that require complex shapes.
Aerospace Industry In aerospace manufacturing, draw forming machines create parts such as aircraft skins and structural components, where precision and weight reduction are vital.
Consumer Products Many household items, like sinks, bathtubs, and metal containers, are formed using draw forming techniques.
Electronics Draw forming is employed to create housings and enclosures for electronic devices, ensuring a precise fit for components.
Medical Devices In the medical field, draw forming machines are used to manufacture specialized components that meet strict regulatory standards.
Advantages of Draw Forming Machines
The use of draw forming machines offers several advantages:
High Precision Draw forming processes yield highly accurate and consistent shapes, essential for complex components.
Material Efficiency The process minimizes waste by utilizing the entire sheet, reducing material costs and environmental impact.
Versatility These machines can handle a variety of materials, including metals, plastics, and composites, making them adaptable for different applications.
Reduced Need for Secondary Operations The draw forming process can often eliminate the need for additional machining or finishing processes, streamlining production.
Improved Structural Integrity Draw forming can enhance the strength and durability of the finished components, particularly in high-stress applications.
Challenges in Draw Forming Operations
Despite their benefits, draw forming machines also face challenges:
Initial Setup Costs The cost of custom dies and tooling can be high, requiring significant upfront investment.
Material Limitations Not all materials are suitable for draw forming; certain alloys may be too brittle or difficult to shape.
Operator Skill Requirements Skilled operators are necessary to manage the complexities of the draw forming process and troubleshoot issues.
Maintenance Needs Regular maintenance is essential to ensure optimal machine performance, which can lead to downtime and associated costs.
Potential for Defects If not properly managed, draw forming can lead to defects such as wrinkling, tearing, or thinning of the material.
Innovations in Draw Forming Technology
Recent advancements have introduced several innovations in draw forming machines:
Computer Numerical Control (CNC) CNC technology enhances precision and repeatability in the drawing process, allowing for complex designs to be easily produced.
Advanced Materials The development of new materials with enhanced formability properties expands the range of applications for draw forming.
Automation Automated systems are increasingly being integrated into draw forming processes, improving efficiency and reducing labor costs.
Real-Time Monitoring Advanced sensors and data analytics allow for real-time monitoring of the draw forming process, enabling proactive adjustments to prevent defects.
Sustainability Practices Innovations aimed at reducing energy consumption and material waste during the draw forming process are becoming more prevalent.
Future Trends in Draw Forming Machines
The future of draw forming machines will likely be shaped by several key trends:
Smart Manufacturing Integration The integration of smart technologies will enhance machine connectivity and data sharing, leading to improved operational efficiency.
Customization Demand As consumer preferences shift towards personalized products, draw forming machines will need to adapt to accommodate unique specifications.
Sustainability Focus Increasing environmental awareness will drive innovations in sustainable practices and materials in draw forming processes.
Enhanced Operator Training Manufacturers will invest in training programs to ensure operators are proficient in using advanced draw forming technologies.
Research into New Techniques Ongoing research will continue to explore new draw forming methods and materials, expanding the capabilities and applications of these machines.
Curling Operation in Press Tool
Rounding
Curling operations in press tools are critical processes used to create rounded edges or flanges on sheet metal components. This technique is particularly important in various manufacturing applications where a smooth finish and structural integrity are required. This section delves into the mechanics of curling, its applications, advantages, challenges, and innovations within the field.
Understanding Curling Operations
Curling involves deforming the edge of a sheet metal piece to form a rolled or flanged edge. This process can be achieved through various methods, including mechanical and hydraulic presses. Key components of curling operations include:
Press Tool Setup The setup consists of a punch and die system specifically designed for curling operations. The die has a cavity that shapes the edge of the metal, while the punch applies the necessary force.
Material Feed Mechanism A material feed mechanism ensures that the sheet metal is positioned accurately during the curling process, allowing for uniform results.
Control Systems Modern curling operations are often equipped with control systems that monitor parameters such as pressure and speed to ensure optimal performance.
Safety Features Safety mechanisms, including guards and emergency stop buttons, are integrated to protect operators during operation.
Applications of Curling Operations
Curling operations are used across various industries, including:
Automotive Manufacturing In the automotive sector, curling is used for creating flanged edges on parts like fenders and brackets, enhancing fit and aesthetics.
HVAC Systems Curling is essential for producing ductwork and fittings, ensuring that edges are properly formed to prevent air leaks.
Consumer Goods Many household items, such as cans and containers, utilize curling to create rounded edges that improve safety and functionality.
Electrical Enclosures Curling operations are used to form the edges of enclosures for electrical components, providing a protective and aesthetic finish.
Metal Furniture In furniture manufacturing, curling adds a refined look to metal components, enhancing both design and safety.
Advantages of Curling Operations
The benefits of curling operations include:
Improved Safety Rolled edges reduce sharpness, minimizing the risk of injury during handling and installation.
Enhanced Aesthetics Curling provides a polished and professional look to finished products, making them more appealing to consumers.
Increased Structural Integrity Curling can enhance the strength and rigidity of sheet metal components, making them more durable under stress.
Versatility Curling operations can accommodate a range of materials and thicknesses, allowing for broad application across industries.
Reduction in Secondary Operations The curling process often eliminates the need for additional finishing steps, streamlining manufacturing workflows.
Challenges in Curling Operations
Despite their advantages, curling operations present several challenges:
Setup Time Configuring the press tools for specific curling applications can require time and expertise, impacting production efficiency.
Material Limitations Certain materials may not be suitable for curling, requiring alternative methods or adjustments to the process.
Operator Skill Requirements Skilled personnel are necessary to manage the curling process effectively, necessitating training and experience.
Maintenance Requirements Regular maintenance is essential to keep curling tools in optimal condition, which can lead to increased operational costs.
Defect Potential Improperly managed curling can lead to defects such as wrinkles, cracks, or uneven edges, impacting product quality.
Innovations in Curling Technology
Recent advancements have led to several innovations in curling operations:
CNC Technology Computer Numerical Control (CNC) systems enhance precision and repeatability, allowing for complex curling designs to be executed accurately.
Advanced Materials The development of new materials with enhanced formability properties broadens the range of applications for curling operations.
Automated Systems Automation in curling processes improves efficiency, reduces labor costs, and enhances product consistency.
Real-Time Monitoring The integration of sensors and monitoring systems allows for real-time adjustments during the curling process, minimizing defects.
Eco-Friendly Practices Innovations aimed at reducing waste and energy consumption during curling operations are becoming increasingly important.
Future Trends in Curling Operations
The future of curling operations in press tools will likely be influenced by several trends:
Smart Manufacturing Integration The incorporation of smart technologies will enhance connectivity and data sharing, leading to improved operational efficiency.
Customization Demand As consumer preferences shift towards personalized products, curling operations will need to adapt to accommodate unique specifications.
Sustainability Focus Increased environmental awareness will drive innovations in sustainable practices and materials in curling operations.
Enhanced Training Programs Manufacturers will invest in training programs to ensure operators are well-versed in the latest curling technologies.
Research into New Techniques Ongoing research will continue to explore new curling methods and materials, expanding the capabilities and applications of these operations.
Metal Spinning Equipment
Metal Spinning Equipment
Introduction to Metal Spinning Equipment
Metal spinning is a manufacturing process that involves shaping a circular metal blank into a desired form by rotating it against a tool. This technique is widely used for producing parts with rotational symmetry and is valued for its efficiency and versatility. This section explores the components, applications, advantages, challenges, and innovations associated with metal spinning equipment.
Understanding Metal Spinning Equipment
Metal spinning equipment consists of various components that work together to shape the metal. Key elements include:
Spinning Lathe The heart of the metal spinning process, the spinning lathe holds the metal blank and rotates it at high speeds, allowing for precise shaping.
Tooling Tools used in metal spinning are typically made from hard materials and are designed to apply pressure to the metal blank to form it into the desired shape.
Power Source Metal spinning machines can be powered by hydraulic, pneumatic, or mechanical means, affecting the force and speed of operation.
Control Systems Advanced control systems allow operators to monitor and adjust spinning speeds, pressure, and tooling angles to ensure optimal results.
Safety Features Safety guards and emergency shut-off mechanisms are essential to protect operators during the spinning process.
Applications of Metal Spinning Equipment
Metal spinning is employed across various industries, including:
Aerospace Metal spinning is used to create lightweight, high-strength components such as housings and brackets for aircraft.
Automotive In the automotive industry, spinning is utilized for producing parts like wheel covers and exhaust components, where weight and strength are critical.
Consumer Products Many household items, such as bowls, lampshades, and decorative pieces, are manufactured using metal spinning techniques.
Medical Devices Metal spinning is applied in producing components for medical devices, ensuring high precision and reliability.
Industrial Equipment Spinning is used to create various industrial components, including valves, flanges, and fittings.
Advantages of Metal Spinning Equipment
The benefits of metal spinning include:
Cost-Effectiveness Metal spinning can be more economical than other forming methods, especially for low-volume production runs.
High Strength The process often enhances the strength of the material due to the work hardening effect, making it suitable for high-stress applications.
Material Efficiency Minimal waste is generated during the spinning process, making it a sustainable manufacturing option.
Design Flexibility Metal spinning allows for intricate shapes and designs, accommodating various product specifications.
Rapid Prototyping The setup for metal spinning can be relatively quick, facilitating rapid prototyping and product development.
Challenges in Metal Spinning Operations
Despite its advantages, metal spinning also presents several challenges:
Initial Setup Costs The cost of tooling and machine setup can be high, particularly for custom designs.
Material Limitations Not all materials are suitable for spinning; specific alloys and thicknesses may present difficulties.
Operator Skill Requirements Skilled operators are necessary to manage the complexities of the spinning process and ensure quality.
Maintenance Needs Regular maintenance is required to keep spinning equipment in optimal condition, leading to potential downtime.
Defect Potential If not properly managed, metal spinning can lead to defects such as uneven thickness or surface imperfections.
Innovations in Metal Spinning Technology
Recent advancements in metal spinning equipment have introduced several innovations:
CNC Technology Computer Numerical Control (CNC) systems enhance precision and repeatability, enabling complex designs to be produced accurately.
Advanced Tooling Materials The use of advanced materials for tooling improves durability and performance, extending the life of spinning tools.
Automated Systems Automation in metal spinning processes enhances efficiency and consistency, reducing reliance on manual labor.
Real-Time Monitoring Integrating sensors and monitoring systems allows for real-time adjustments during the spinning process, minimizing defects.
Eco-Friendly Practices Innovations aimed at reducing energy consumption and material waste in metal spinning operations are increasingly important.
Future Trends in Metal Spinning Equipment
The future of metal spinning equipment will likely be influenced by several key trends:
Smart Manufacturing Integration The integration of smart technologies will enhance machine connectivity and data sharing, leading to improved operational efficiency.
Customization Demand As consumer preferences shift towards personalized products, metal spinning equipment will need to adapt to accommodate unique specifications.
Sustainability Focus Increasing environmental awareness will drive innovations in sustainable practices and materials in metal spinning operations.
Enhanced Training Programs Manufacturers will invest in training programs to ensure operators are proficient in using advanced spinning technologies.
Research into New Techniques Ongoing research will continue to explore new spinning methods and materials, expanding the capabilities and applications of metal spinning equipment.
Buffing Polish Machine
What are Industrial Buffing and Polishing Machines?
Buffing polish machines are essential tools in the metalworking and manufacturing industries, designed to enhance the surface finish of various materials. This process involves the use of abrasive materials to smooth surfaces, remove imperfections, and impart a shiny appearance. This section will explore the mechanics of buffing polish machines, their applications, benefits, challenges, and innovations within the field.
Understanding Buffing Polish Machines
Buffing polish machines operate through a combination of mechanical motion and abrasive materials. The main components include:
Buffing Wheel The buffing wheel is the primary tool used in the polishing process. Made from materials such as cotton, felt, or synthetic fibers, the wheel can be treated with different abrasives depending on the desired finish.
Motor and Drive System Buffing machines are powered by electric motors that rotate the buffing wheels at high speeds, allowing for effective material removal and surface smoothing.
Workholding Devices Depending on the application, machines may feature clamps, jigs, or fixtures to hold the workpiece securely during the polishing process.
Control Systems Modern buffing machines are equipped with control systems that allow operators to adjust speed, pressure, and wheel angle, optimizing the polishing results.
Safety Features Buffing machines include safety guards and emergency shut-off switches to protect operators from hazards associated with high-speed operations.
Applications of Buffing Polish Machines
Buffing polish machines are utilized in a wide range of industries, including:
Metal Fabrication These machines are essential for achieving high-quality finishes on metal components, enhancing both aesthetics and corrosion resistance.
Automotive Industry Buffing is used to polish various automotive parts, including chrome trims, aluminum wheels, and other exterior components.
Jewelry Manufacturing In jewelry making, buffing machines provide a polished finish to precious metals, enhancing their appearance and value.
Electronics Buffing is crucial for preparing surfaces of electronic components, ensuring optimal performance and durability.
Furniture and Fixtures Buffing machines are used to achieve smooth, glossy finishes on metal furniture, fixtures, and hardware, enhancing their visual appeal.
Advantages of Buffing Polish Machines
The use of buffing polish machines offers several advantages:
Enhanced Surface Finish Buffing significantly improves the appearance of materials, providing a smooth and shiny surface that is often desirable in finished products.
Versatility Buffing machines can be used on various materials, including metals, plastics, and composites, making them adaptable for different applications.
Efficiency The high-speed operation of buffing machines allows for quick processing times, reducing overall production time.
Cost-Effectiveness Buffing can eliminate the need for additional finishing processes, such as painting or coating, resulting in cost savings.
Improved Material Properties Buffing can enhance material properties, such as corrosion resistance, by creating a smooth surface that minimizes surface defects.
Challenges in Buffing Polish Operations
Despite their advantages, buffing operations also face challenges:
Operator Skill Requirements Effective buffing requires skilled operators who understand the nuances of different materials and the appropriate buffing techniques.
Potential for Damage Improper buffing can lead to surface damage, such as scratches or burns, which can ruin the finished product.
Maintenance Needs Regular maintenance of buffing wheels and machines is necessary to ensure optimal performance and prevent wear.
Dust and Debris Buffing operations can generate dust and debris, necessitating proper ventilation and cleanup measures to maintain a safe work environment.
Material Limitations Not all materials respond well to buffing; some may be too soft or brittle, requiring alternative finishing methods.
Innovations in Buffing Polish Technology
Recent advancements in buffing technology have led to several innovations:
Automated Buffing Systems Automation is becoming more prevalent in buffing operations, allowing for consistent results and reduced labor costs.
Advanced Abrasive Materials The development of new abrasives improves buffing efficiency and surface finish, expanding the capabilities of buffing machines.
Digital Control Systems Modern buffing machines often feature digital control systems that allow for precise adjustments and monitoring of the polishing process.
Dust Extraction Systems Innovations in dust extraction technology help minimize airborne particles, improving workplace safety and cleanliness.
Eco-Friendly Practices The use of environmentally friendly materials and processes in buffing operations is gaining importance in response to sustainability concerns.
Future Trends in Buffing Polish Machines
The future of buffing polish machines will likely be influenced by several key trends:
Smart Manufacturing Integration The integration of smart technologies will enhance machine connectivity and data sharing, leading to improved operational efficiency.
Customization Demand As consumer preferences shift towards personalized products, buffing polish machines will need to adapt to accommodate unique specifications.
Sustainability Focus Increasing environmental awareness will drive innovations in sustainable practices and materials in buffing operations.
Enhanced Training Programs Manufacturers will invest in training programs to ensure operators are proficient in using advanced buffing technologies.Research into New Techniques Ongoing research will continue to explore new buffing methods and materials, expanding the capabilities and applications of buffing polish machines.
Aluminum Deburring Machines
Aluminum Deburring Machines
Aluminum deburring machines are specialized tools designed to remove burrs, sharp edges, and surface imperfections from aluminum parts and components. Burrs can occur during the machining process, and their removal is essential for ensuring product quality, safety, and performance. This section explores the mechanics of aluminum deburring machines, their applications, benefits, challenges, and innovations in the field.
Understanding Aluminum Deburring Machines
Aluminum deburring machines utilize various techniques to smooth out rough edges and surfaces on aluminum workpieces. Key components include:
Deburring Tools These tools can vary widely, including rotary brushes, sanding belts, and abrasive wheels, each suited for specific types of deburring tasks.
Feed Mechanism Most deburring machines feature a feed mechanism that allows for continuous or batch processing of parts, ensuring consistent results.
Motor and Drive System The motor powers the deburring tools, and the drive system controls the speed and force applied during the deburring process.
Control Systems Advanced control systems enable operators to adjust parameters such as speed, pressure, and tool type to optimize the deburring process.
Safety Features Safety guards, emergency stops, and protective enclosures are essential to prevent accidents during operation.
Applications of Aluminum Deburring Machines
Aluminum deburring machines find applications across various industries, including:
Aerospace In aerospace manufacturing, deburring is crucial for aluminum components to ensure safety and performance in flight.
Automotive Aluminum parts in vehicles require precise deburring to meet strict quality standards and enhance performance.
Electronics Deburring is essential for aluminum housings and components in electronic devices, ensuring a clean and safe finish.
Medical Devices In the medical field, aluminum parts must be deburred to eliminate any sharp edges that could pose safety risks.
Consumer Goods Various consumer products, from appliances to tools, utilize aluminum components that require effective deburring for optimal function and appearance.
Advantages of Aluminum Deburring Machines
The use of aluminum deburring machines offers several advantages:
Improved Safety By removing sharp edges and burrs, deburring machines reduce the risk of injury during handling and assembly.
Enhanced Aesthetics Deburred aluminum parts have a smoother, more polished appearance, which is often critical for consumer products.
Increased Performance Smooth surfaces can lead to better fitting and functioning parts, improving the overall performance of assembled products.
Material Efficiency Effective deburring minimizes material waste and reduces the need for additional finishing processes.
Rapid Processing Deburring machines allow for quick processing times, enhancing overall production efficiency.
Challenges in Aluminum Deburring Operations
Despite their benefits, aluminum deburring machines face several challenges:
Material Limitations Different aluminum alloys may respond differently to deburring processes, requiring careful selection of tools and techniques.
Operator Skill Requirements Skilled operators are needed to manage the complexities of deburring and ensure high-quality results.
Maintenance Needs Regular maintenance of deburring tools and machines is necessary to maintain optimal performance and prevent breakdowns.
Defect Potential Improper deburring can lead to surface damage or failure to remove all burrs, affecting product quality.
Dust and Debris Deburring operations can generate metal dust and debris, necessitating proper ventilation and cleanup measures to maintain a safe working environment.
Innovations in Aluminum Deburring Technology
Recent advancements in aluminum deburring technology have introduced several innovations:
Automated Deburring Systems Automation is becoming more prevalent in deburring operations, allowing for consistent results and reduced labor costs.
Advanced Abrasive Materials The development of new abrasives improves deburring efficiency and surface finish, expanding the capabilities of deburring machines.
Digital Control Systems Modern aluminum deburring machines often feature digital control systems that allow for precise adjustments and monitoring of the deburring process.
Dust Extraction Systems Innovations in dust extraction technology help minimize airborne particles, improving workplace safety and cleanliness.
Eco-Friendly Practices The use of environmentally friendly materials and processes in deburring operations is gaining importance in response to sustainability concerns.
Future Trends in Aluminum Deburring Machines
The future of aluminum deburring machines will likely be influenced by several key trends:
Smart Manufacturing Integration The integration of smart technologies will enhance machine connectivity and data sharing, leading to improved operational efficiency.
Customization Demand As consumer preferences shift towards personalized products, aluminum deburring machines will need to adapt to accommodate unique specifications.
Sustainability Focus Increasing environmental awareness will drive innovations in sustainable practices and materials in deburring operations.
Enhanced Training Programs Manufacturers will invest in training programs to ensure operators are proficient in using advanced deburring technologies.
Research into New Techniques Ongoing research will continue to explore new deburring methods and materials, expanding the capabilities and applications of aluminum deburring machines.
Hydraulic Bending Brake
Hydraulic Bending Brake
Hydraulic bending brakes are specialized machines used in the metalworking industry to bend and shape sheet metal with high precision. Utilizing hydraulic power, these machines can exert significant force, allowing for accurate and consistent bends. This section delves into the mechanics of hydraulic bending brakes, their applications, benefits, challenges, and technological advancements in the field.
Understanding Hydraulic Bending Brakes
Hydraulic bending brakes consist of several key components that work together to achieve precise bending of metal sheets:
Hydraulic System The hydraulic system provides the necessary force to bend the metal. This includes a hydraulic pump, cylinders, and fluid reservoirs that work together to convert fluid pressure into mechanical force.
Bending Die and Punch The bending die is the stationary part of the machine, while the punch is the moving component that applies force to the metal sheet. Together, they create the desired bend angle.
Control System Modern hydraulic bending brakes feature advanced control systems that allow operators to set parameters such as bend angle, speed, and force.
Workholding Devices These machines often include clamps and fixtures to secure the metal sheet during the bending process, ensuring accuracy and safety.
Safety Features Safety mechanisms such as emergency stop buttons and protective guards are crucial to prevent accidents during operation.
Applications of Hydraulic Bending Brakes
Hydraulic bending brakes are employed across various industries, including:
Sheet Metal Fabrication These machines are essential for fabricating components used in HVAC systems, automotive parts, and appliances.
Aerospace Hydraulic bending brakes are used to create intricate components that require precise bends and shapes for aircraft and spacecraft.
Construction In construction, hydraulic bending brakes are utilized to bend metal sheets for structural components and architectural features.
Furniture Manufacturing Many metal furniture items, including frames and legs, are produced using hydraulic bending techniques for both functional and aesthetic purposes.
Signage Production Hydraulic bending brakes are used to shape metal sheets for creating signs, ensuring durability and visual appeal.
Advantages of Hydraulic Bending Brakes
The use of hydraulic bending brakes offers several advantages:
High Precision Hydraulic bending brakes can achieve precise bends with minimal deviation, essential for high-quality metal fabrication.
Greater Force Capacity Hydraulic systems can exert significantly more force than mechanical systems, enabling the bending of thicker materials.
Versatility These machines can handle a variety of materials and thicknesses, making them suitable for diverse applications.
Enhanced Productivity Hydraulic bending brakes allow for faster cycle times compared to manual or mechanical alternatives, increasing overall production efficiency.
Reduced Operator Fatigue The hydraulic operation minimizes the physical effort required from operators, leading to a safer and more comfortable working environment.
Challenges in Hydraulic Bending Brake Operations
Despite their benefits, hydraulic bending brakes face several challenges:
Maintenance Needs Regular maintenance is essential to keep hydraulic systems in optimal condition, which can lead to downtime and increased costs.
Skill Requirements Operators need specialized training to understand the complexities of hydraulic systems and achieve the desired bending results.
Initial Setup Costs The investment in hydraulic bending brake technology can be significant, particularly for high-capacity machines.
Potential for Defects Improper setup or operation can lead to defects such as wrinkles or overbending, affecting the quality of the finished product.
Fluid Management Hydraulic systems require careful management of fluids, including monitoring for leaks and maintaining appropriate levels.
Innovations in Hydraulic Bending Brake Technology
Recent advancements in hydraulic bending brake technology have introduced several innovations:
CNC Integration Computer Numerical Control (CNC) technology enhances precision and allows for complex bends and shapes to be programmed directly into the machine.
Advanced Control Systems New control systems provide real-time feedback, allowing for adjustments during the bending process to ensure accuracy.
Energy-Efficient Designs Modern hydraulic bending brakes are designed to consume less energy, making them more environmentally friendly.
Improved Safety Features Enhanced safety mechanisms, such as automatic shut-offs and sensors, increase operator safety during operation.
User-Friendly Interfaces The development of intuitive control panels and touchscreen interfaces simplifies operation, reducing the learning curve for new operators.
Future Trends in Hydraulic Bending Brakes
The future of hydraulic bending brakes will likely be influenced by several key trends:
Smart Manufacturing Integration As the industry shifts toward smart manufacturing, hydraulic bending brakes will increasingly incorporate IoT technologies for enhanced monitoring and control.
Customization Demand The trend toward customized products will drive innovations in bending technologies, allowing for greater flexibility in design and production.
Sustainability Focus The push for sustainable practices will lead to further advancements in energy-efficient hydraulic systems and eco-friendly materials.
Enhanced Training Programs Manufacturers will invest in comprehensive training programs to ensure operators are skilled in using advanced hydraulic bending technologies.
Research into New Materials Ongoing research will explore new materials and techniques that can be effectively processed with hydraulic bending technology, expanding its applications.
Buffing and Trimming System
Buffing Automation Machine
Buffing and trimming systems are essential in the metalworking and manufacturing sectors, combining processes to enhance the appearance and functionality of various components. These systems are designed to buff surfaces for a polished finish while simultaneously trimming excess material to achieve precise dimensions. This section explores the mechanics, applications, benefits, challenges, and innovations related to buffing and trimming systems.
Understanding Buffing and Trimming Systems
A buffing and trimming system integrates several components and technologies to achieve optimal results:
Buffing Wheels and Brushes These are key elements used for polishing surfaces. They can be made from different materials and are selected based on the specific finish required.
Trimming Tools Various cutting tools are employed to trim excess material from workpieces, including rotary cutters, blades, and laser cutting systems.
Drive Mechanism The system is powered by motors that control the speed and force applied during both the buffing and trimming processes.
Control Systems Advanced control panels allow operators to adjust settings for buffing speed, trimming depth, and material feed rates.
Workholding Devices Fixtures and clamps secure the workpiece in place, ensuring consistency and safety during processing.
Applications of Buffing and Trimming Systems
Buffing and trimming systems are utilized across various industries, including:
Automotive Manufacturing These systems are employed to achieve smooth, shiny finishes on automotive parts while trimming excess material for precise fits.
Aerospace Components In aerospace, buffing and trimming ensure that components meet strict safety and aesthetic standards.
Electronics Buffing and trimming systems are used for enclosures and housings, enhancing appearance and ensuring proper fit and functionality.
Furniture and Fixtures Metal furniture and fixtures often require both trimming and polishing to achieve a high-quality finish that is visually appealing.
Consumer Products Buffing and trimming processes are crucial for various consumer products, from appliances to tools, ensuring quality and usability.
Advantages of Buffing and Trimming Systems
The integration of buffing and trimming offers several advantages:
Enhanced Surface Quality The combination of buffing and trimming results in superior surface finishes, increasing the aesthetic appeal of products.
Increased Efficiency Performing both operations in one system reduces production time and labor costs, streamlining the manufacturing process.
Precision and Accuracy Buffing and trimming systems allow for tight tolerances, ensuring that parts fit together seamlessly.
Versatility These systems can handle a variety of materials and thicknesses, making them adaptable for multiple applications.
Improved Safety Automated systems reduce the risk of injury associated with manual polishing and trimming processes.
Challenges in Buffing and Trimming Operations
Despite their advantages, buffing and trimming systems face challenges:
Material Limitations Different materials may require specific buffing and trimming approaches, necessitating careful selection of tools and techniques.
Maintenance Requirements Regular maintenance is crucial to ensure optimal performance and longevity of the machinery involved.
Operator Training Skilled operators are needed to manage the complexities of both processes, ensuring high-quality results.
Potential for Defects Improper setup or operation can lead to defects, such as uneven trimming or inadequate polishing, affecting product quality.
Dust and Debris Buffing and trimming can generate significant dust and debris, necessitating proper ventilation and cleanup measures.
Innovations in Buffing and Trimming Technology
Recent advancements have led to several innovations in buffing and trimming systems:
Automated Solutions Automation is becoming more prevalent, allowing for consistent and efficient processing without extensive manual intervention.
CNC Integration CNC technology enhances precision and enables complex trimming and buffing tasks to be programmed directly into the system.
Energy-Efficient Designs Modern systems are designed to consume less energy, improving sustainability in manufacturing processes.
Advanced Abrasive Materials Innovations in abrasives lead to faster, more efficient buffing, reducing production times while maintaining quality.
User-Friendly Interfaces Improved control interfaces simplify operation, making it easier for operators to manage settings and adjustments.
Future Trends in Buffing and Trimming Systems
The future of buffing and trimming systems is likely to be influenced by several key trends:
Smart Manufacturing Integration As the industry embraces smart manufacturing, buffing and trimming systems will increasingly incorporate IoT technologies for enhanced monitoring and control.
Customization Demand The shift towards customized products will drive innovations in buffing and trimming technologies, allowing for greater flexibility in design and production.
Sustainability Focus Increasing environmental awareness will lead to innovations in energy-efficient systems and eco-friendly materials in buffing and trimming operations.
Enhanced Training Programs Manufacturers will invest in training programs to ensure operators are skilled in using advanced buffing and trimming technologies.
Research into New Techniques Ongoing research will continue to explore new buffing and trimming methods, expanding the capabilities and applications of these systems.
Machine Tool Used for Polishing
Fine Polishing Machine
Machine tools designed for polishing play a critical role in the finishing process across various manufacturing industries. These tools enhance the surface quality of materials, removing imperfections and preparing components for final use. This section provides an in-depth examination of the types, applications, advantages, challenges, and innovations related to machine tools used for polishing.
Understanding Machine Tools for Polishing
Machine tools for polishing typically include several components that facilitate effective surface treatment:
Polishing Wheels and Pads These components are made from various materials, such as cloth, foam, or synthetic materials, and are used to apply abrasives to the workpiece.
Drive Mechanism Polishing machines are equipped with motors that drive the polishing wheels or pads at varying speeds, depending on the required finish.
Control Systems Modern polishing machines feature advanced control systems that allow operators to adjust speed, pressure, and polishing techniques for optimal results.
Workholding Devices Fixtures and clamps secure the workpiece during polishing, ensuring stability and uniformity in the finishing process.
Dust Collection Systems Effective dust collection is essential in polishing operations to maintain a clean working environment and improve air quality.
Applications of Polishing Machine Tools
Polishing machine tools are utilized in various industries, including:
Metalworking In metal fabrication, polishing machines are used to achieve a high-gloss finish on metals such as stainless steel, aluminum, and brass.
Aerospace Aerospace components often require polishing to meet stringent safety and aesthetic standards.
Automotive Polishing is crucial for achieving the desired appearance of automotive parts, including exterior finishes and interior components.
Jewelry Manufacturing In jewelry production, polishing machines enhance the shine and brilliance of precious metals and stones.
Consumer Electronics Polishing is applied to electronic enclosures to improve surface quality and aesthetic appeal.
Advantages of Machine Tools for Polishing
The use of machine tools for polishing offers numerous advantages:
Enhanced Surface Finish Polishing machines can achieve superior surface finishes that are difficult to replicate with manual methods.
Increased Efficiency Automated polishing processes significantly reduce the time required to achieve desired finishes compared to manual polishing.
Consistency Machine tools provide consistent results across multiple parts, ensuring uniformity in surface quality.
Versatility These machines can be adapted to polish a wide range of materials and shapes, making them suitable for various applications.
Improved Safety Automating the polishing process reduces the risk of operator injury associated with manual polishing techniques.
Challenges in Polishing Operations
Despite their benefits, machine tools for polishing face several challenges:
Material Compatibility Different materials may require specific polishing techniques and abrasives, necessitating careful selection of tools.
Skill Requirements Operators need specialized training to understand machine operation and optimize polishing parameters for different materials.
Wear and Tear Polishing wheels and pads can wear out quickly, requiring regular replacement and maintenance to ensure effective performance.
Potential for Defects Improper setup or operation can lead to defects, such as swirl marks or uneven finishes, negatively impacting product quality.
Dust and Debris Management Polishing generates dust and debris, requiring effective dust collection systems to maintain a safe working environment.
Innovations in Polishing Machine Technology
Recent advancements in polishing technology have led to several innovations:
Automated Polishing Systems Automation is increasingly being integrated into polishing processes, allowing for consistent and high-quality finishes.
CNC Polishing Machines CNC technology enables precise control over polishing parameters, allowing for complex geometries and intricate designs.
Advanced Abrasives Innovations in abrasive materials have improved polishing efficiency and surface quality, reducing processing times.
Real-Time Monitoring Modern polishing machines often incorporate real-time monitoring systems to track performance and ensure optimal operation.
Eco-Friendly Solutions The development of environmentally friendly polishing compounds and processes is becoming more common, aligning with sustainability initiatives.
Future Trends in Polishing Machine Tools
The future of polishing machine tools will likely be influenced by several key trends:
Smart Manufacturing Integration As the industry moves towards smart manufacturing, polishing machines will increasingly incorporate IoT technologies for enhanced monitoring and control.
Customization Demand The shift towards customized products will drive innovations in polishing technologies, allowing for greater flexibility in design and production.
Sustainability Focus Growing environmental awareness will lead to advancements in energy-efficient machines and eco-friendly polishing processes.
Enhanced Training Programs Manufacturers will invest in comprehensive training programs to ensure operators are skilled in using advanced polishing technologies.
Research into New Techniques Ongoing research will continue to explore new polishing methods and materials, expanding the capabilities and applications of polishing machine tools.
EMS Metalworking Machinery: Your Trusted Partner in Precision Metalworking
EMS Metalworking Machinery
EMS Metalworking Machinery is a leading manufacturer of high-quality metalworking equipment, dedicated to providing innovative solutions that meet the evolving needs of industries worldwide. With a rich history of excellence and a commitment to technological advancement, we have earned a reputation for delivering cutting-edge machinery that ensures precision, efficiency, and durability.
Our Product Range:
CNC SpinningLathes: From precision bench lathes to heavy-duty industrial models, our lathes offer unmatched accuracy and performance for a wide range of applications, including machining shafts, gears, and other cylindrical components.
Milling Machines: Our milling machines are designed to provide exceptional cutting capabilities and versatility, enabling you to create complex shapes and intricate details with ease. Whether you need a horizontal or vertical milling machine, we have the perfect solution for your needs.
Drilling Machines: Our drilling machines are built to deliver precise and powerful drilling operations, ensuring clean holes and exceptional surface finishes. From sensitive bench drills to heavy-duty radial drills, we offer a comprehensive range to suit various applications.
Grinding Machines: Our grinding machines are engineered for precision and efficiency, allowing you to achieve the highest levels of surface finish and dimensional accuracy. Whether you need a surface grinder, cylindrical grinder, or tool grinder, we have the equipment to meet your specific requirements.
Sawing Machines: Our sawing machines are designed for fast and accurate cutting of metals, providing clean cuts and minimal burrs. From band saws to circular saws, we offer a variety of options to suit different materials and cutting needs.
Custom Machinery: In addition to our standard product line, we also specialize in custom machinery fabrication. Our experienced engineers can work with you to design and build tailored solutions that meet your unique requirements and optimize your production processes.
Why Choose EMS Metalworking Machinery:
Quality: Our machines are crafted with the highest quality materials and components, ensuring long-lasting performance and reliability.
Precision: We are committed to delivering machinery that meets the most stringent tolerances and standards, ensuring exceptional accuracy in your metalworking operations.
Innovation: We continuously invest in research and development to stay at the forefront of technological advancements, offering innovative solutions that enhance your productivity and efficiency.
Customer Support: Our dedicated team of experts is always available to provide comprehensive support, from machine selection and installation to maintenance and troubleshooting.
Customization: We understand that every business has unique needs, and we offer flexible customization options to tailor our machines to your specific requirements.
At EMS Metalworking Machinery, we are more than just a supplier of equipment; we are your trusted partner in metalworking success. By choosing EMS, you can be confident in the quality, reliability, and performance of your machinery, enabling you to achieve your business goals and stay ahead of the competition.
CNC Flowforming: Sheet metal forming refers to a broad set of manufacturing processes used to convert flat metal sheets into desired shapes and geometries. It is an essential part of the metalworking industry, widely used in the automotive, aerospace, construction, and electronics industries. This process involves applying force to deform the metal sheet plastically, meaning the sheet undergoes permanent change in shape without breaking or cracking. Sheet metal forming methods can range from simple manual bending to highly automated, computer-controlled processes for mass production.
Sheet metal forming processes are classified into three major categories: bending, drawing, and shearing. Each of these techniques has its specific applications depending on the desired end product and the metal being worked with.
Types of Sheet Metal Forming:
Bending: Bending involves deforming the metal sheet along a straight axis to create angular shapes such as “V,” “U,” or channels. Press brakes or die presses are commonly used to bend the sheet metal, either manually or through automated processes. Bending is commonly used in automotive body panels, appliance housings, and structural frameworks.
Deep Drawing: Deep drawing is a process in which a flat sheet of metal is radially drawn into a forming die by the action of a mechanical punch. This process is used to create cup-shaped parts and is commonly applied in manufacturing cans, containers, and automotive fuel tanks. Deep drawing allows the formation of complex, hollow shapes from a single sheet of metal.
Stretch Forming: In stretch forming, a metal sheet is clamped at its edges and stretched over a die to form large, smooth, and curved surfaces. This method is often used in the aerospace industry for manufacturing aircraft fuselage panels and structural parts.
Roll Forming: Roll forming is a continuous process in which a metal sheet is passed through a series of rollers that progressively shape it into the desired cross-sectional profile. This method is highly efficient and is used to produce items like metal roofing panels, door frames, and highway guardrails.
Punching and Blanking: Punching involves the removal of material from the sheet by placing it between a punch and a die. Blanking is a similar process but focuses on cutting out parts of the sheet. Both techniques are commonly used in mass production, such as in the manufacturing of metal parts for electronics, appliances, and cars.
Spinning: Spinning is a process where a metal disk or tube is rotated at high speed and formed into an axially symmetric part by a roller. This method is typically used for producing conical or cylindrical components, such as pots, pans, and decorative metal objects.
Applications of Sheet Metal Forming:
Automotive Industry: Sheet metal forming is integral to the production of automotive body panels, chassis, and structural components. Manufacturers use advanced techniques like deep drawing, hydroforming, and stamping to produce high-quality, lightweight vehicle parts.
Aerospace Industry: Aerospace companies rely on sheet metal forming to create lightweight yet strong components, such as fuselage panels, wings, and support structures, all of which must meet stringent performance and safety standards.
Construction and Architecture: In construction, sheet metal forming is used for roofing, cladding, framing, and decorative purposes. Metals such as steel, aluminum, and copper are shaped into durable structures that withstand environmental stresses.
Electronics and Appliances: Manufacturers of consumer electronics and household appliances use sheet metal forming to create enclosures, panels, and internal structures for products like washing machines, refrigerators, and electronic devices.
Advantages of Sheet Metal Forming:
Efficiency: Sheet metal forming can produce large quantities of parts at relatively low cost, making it ideal for mass production in industries like automotive and consumer goods.
Precision: Modern forming techniques, especially those utilizing CNC-controlled machinery, provide high precision and repeatability, ensuring consistent product quality.
Material Conservation: Because sheet metal forming reshapes rather than removes material, there is minimal waste, making it an environmentally friendly and cost-effective process.
Versatility: Sheet metal forming can be applied to a variety of metals, including steel, aluminum, brass, and copper, allowing manufacturers to produce parts for a wide range of applications.
Hydraulic Metal Forming
Sheet Metal Rounded Corners
Hydraulic metal forming is a process where hydraulic pressure is used to shape metal workpieces. This process is ideal for producing complex, high-strength components and is often employed in industries where precision and durability are essential, such as aerospace, automotive, and heavy machinery manufacturing. Hydraulic forming uses hydraulic fluid under extreme pressure to force the metal into a die or mold, allowing for intricate shapes to be formed with high precision.
The main advantage of hydraulic metal forming is its ability to distribute pressure uniformly over the entire surface of the metal, resulting in less localized stress and higher-quality parts. The force applied by hydraulic presses can be finely controlled, making it suitable for delicate operations as well as heavy-duty applications.
Types of Hydraulic Metal Forming:
Hydroforming: Hydroforming is a popular hydraulic forming technique used to create hollow parts, such as automotive exhaust components and structural tubes. The process involves placing a metal sheet or tube inside a mold and using hydraulic fluid to press it against the mold walls, forming the desired shape. Hydroforming is highly effective for producing lightweight, high-strength components with complex geometries.
Hydraulic Stamping: Hydraulic stamping involves placing a flat metal sheet between a punch and die, then using hydraulic pressure to form the metal into the desired shape. This method is commonly used in the production of automotive body panels, appliances, and machinery parts. Hydraulic stamping offers precise control over the applied force, ensuring that the final product is accurate and consistent.
Hydraulic Drawing: Similar to deep drawing, hydraulic drawing uses hydraulic presses to pull a metal blank into a die, forming cylindrical, cup-shaped, or box-like components. The hydraulic press ensures that the force is evenly distributed, reducing the risk of tearing or wrinkling the metal.
Bulge Forming: Bulge forming is another hydraulic process where hydraulic fluid is used to press a metal sheet or tube against a die, causing it to bulge outward and take the shape of the mold. This method is often used to create domed or spherical components.
Rubber Pad Forming: In this process, a metal sheet is placed over a mold, and a flexible rubber pad is pressed against it using hydraulic pressure. The rubber pad deforms around the sheet, forming it to the mold’s shape. Rubber pad forming is used in applications where a smooth, scratch-free finish is essential, such as in the aerospace and medical device industries.
Applications of Hydraulic Metal Forming:
Automotive Industry: Hydraulic forming is widely used to create components such as engine mounts, chassis parts, suspension systems, and exhaust systems. The process allows for the production of lightweight yet strong parts, which contribute to improved fuel efficiency and vehicle performance.
Aerospace Industry: Hydraulic metal forming is used to produce complex, high-strength parts for aircraft and spacecraft. The precise control offered by hydraulic presses ensures that these critical components meet the industry’s stringent safety and performance requirements.
Heavy Machinery: Hydraulic forming is employed in the production of large, high-strength components used in heavy machinery and industrial equipment. Hydraulic presses can generate the immense force required to shape thick metal plates and components.
Medical Devices: In the medical field, hydraulic metal forming is used to manufacture surgical instruments, prosthetic devices, and other precision medical components. The ability to form metal with high accuracy and minimal defects is crucial in this industry.
Advantages of Hydraulic Metal Forming:
Uniform Force Application: Hydraulic presses distribute force evenly over the entire surface of the metal, reducing the risk of defects such as warping, cracking, or uneven thickness.
Precision: The finely controlled hydraulic pressure allows for high precision in forming complex geometries, ensuring that the final product meets exact specifications.
Material Efficiency: Hydraulic metal forming reduces material waste by forming the metal into the desired shape without removing material. This makes it a cost-effective and environmentally friendly process.
Versatility: Hydraulic forming can be used on a wide range of metals, including steel, aluminum, copper, and titanium, making it suitable for various industries and applications.
Hydraulic metal forming is a key process in modern manufacturing, offering the ability to create high-quality, durable metal parts for critical industries such as aerospace, automotive, and medical device production.
Sheet Metal Rounded Corners
Industries working with our machinery
Sheet metal rounded corners refer to the technique of rounding the sharp edges of sheet metal components to improve safety, aesthetics, and structural integrity. This is an important aspect of metalworking, especially in industries where sharp corners can pose a hazard or lead to stress concentration, which could compromise the strength of the component.
Rounding the corners of sheet metal is typically done after the cutting or punching process, which leaves sharp edges. These sharp edges can be dangerous during handling, assembly, or during the product’s use. Additionally, rounded corners help prevent the metal from cracking or tearing under stress, especially during bending or forming operations.
Methods for Creating Rounded Corners:
Bending: Bending is one of the simplest methods used to create rounded corners. Instead of making a sharp bend at a 90-degree angle, the metal is bent into a smooth curve, reducing stress concentrations at the corners. Bending machines, such as press brakes, are commonly used for this purpose.
Edge Rolling: Edge rolling is a technique where the edges of the sheet metal are rolled over to form a smooth, rounded corner. This process is often used in the production of metal enclosures, containers, or other parts where the edges need to be safe and aesthetically pleasing.
Chamfering: Chamfering is the process of removing the sharp edges of metal by cutting a beveled edge along the corner. Although this does not create a fully rounded corner, it softens the sharp edge and reduces the risk of injury or damage. Chamfering is commonly used in applications where a completely rounded corner is not necessary but where the sharp edge must be eliminated.
Grinding and Filing: Manual or automated grinding and filing can be used to round off sharp edges after cutting or punching. Abrasive tools are used to smooth out the edges, creating a safe and visually appealing corner. This method is often used in custom or small-scale metal fabrication projects.
Laser Cutting: Modern laser cutting machines can be programmed to cut metal sheets with pre-rounded corners. This allows for high precision and eliminates the need for additional edge rounding steps. Laser cutting is especially useful for complex shapes or high-volume production runs where precision and consistency are important.
Applications of Rounded Corners in Sheet Metal:
Safety: Rounded corners are crucial in industries where workers frequently handle metal parts, such as in construction, automotive assembly, or manufacturing. By rounding the edges, the risk of cuts and injuries is significantly reduced.
Aesthetics: In consumer products like electronics, appliances, and furniture, rounded corners provide a sleek, modern look. They also help improve the ergonomics of the product by making it more comfortable to handle.
Structural Integrity: Rounded corners reduce the likelihood of cracks or fractures developing in metal components during use. Sharp corners tend to concentrate stress, which can lead to failure over time. By rounding the corners, the stress is distributed more evenly, improving the durability of the part.
Electronics Enclosures: In the electronics industry, rounded corners are commonly used in the design of metal enclosures for devices like computers, smartphones, and appliances. Rounded corners not only improve the appearance of the product but also protect internal components by reducing sharp edges that could cause damage during assembly or use.
Advantages of Rounded Corners in Sheet Metal:
Improved Safety: Sharp edges pose a safety risk during manufacturing, handling, and use. Rounded corners minimize the chance of injury and improve the usability of metal products.
Enhanced Durability: By eliminating sharp corners, stress concentrations are reduced, which helps prevent cracks, warping, or other types of failure. Rounded corners enhance the overall durability of the component.
Better Coating and Finishing: Rounded corners are easier to coat with paint, powder coatings, or anodized finishes. Sharp edges can cause uneven coating thickness, leading to weak spots where corrosion or wear can occur. Rounded corners allow for more uniform coating, extending the lifespan of the product.
Rounded corners in sheet metal are a critical design feature that improves both the safety and durability of metal products while also enhancing their aesthetic appeal.
Sheet Metal Edge Rounding
Producing Cylindrical Parts with CNC Metal Spinning Machines
Sheet metal edge rounding is the process of smoothing and shaping the edges of a metal sheet after it has been cut, punched, or machined. This process is essential for improving safety, product quality, and durability. Sharp, unfinished edges on metal parts can pose hazards to workers, cause damage to other components during assembly, and lead to stress concentrations that can weaken the material. By rounding the edges, these risks are mitigated.
Edge rounding is commonly used in industries such as automotive, aerospace, electronics, and metal fabrication, where parts need to be safe to handle and durable enough to withstand long-term use.
Methods of Sheet Metal Edge Rounding:
Deburring Machines: Deburring machines are specifically designed to remove sharp burrs and round the edges of metal sheets. These machines use abrasive belts, brushes, or discs to grind down the sharp edges and create a smooth, rounded profile. Deburring is an essential step in many manufacturing processes to ensure that the edges are safe to handle and that the final product meets quality standards.
Grinding and Sanding: Manual or automated grinding and sanding tools are often used to round the edges of metal sheets. Abrasive materials are used to wear down the sharp edges, leaving a smooth, rounded finish. This method is especially useful for custom or low-volume production where precise control over the rounding process is needed.
Laser Cutting with Edge Rounding: Advanced laser cutting machines can be programmed to cut metal sheets with pre-rounded edges. This eliminates the need for additional edge rounding steps and provides a high level of precision. Laser cutting with edge rounding is commonly used in the production of parts that require tight tolerances and clean, smooth edges.
Tumbling: Tumbling is a process where metal parts are placed in a rotating drum along with abrasive media. As the drum rotates, the media polishes and rounds the edges of the metal parts, creating a smooth finish. Tumbling is an effective method for rounding the edges of small parts or components with complex geometries.
Electropolishing: In some applications, electropolishing is used to round and smooth the edges of metal parts. This chemical process removes a thin layer of material from the surface of the metal, leaving a smooth, rounded finish. Electropolishing is commonly used for stainless steel parts in the medical, food, and pharmaceutical industries.
Applications of Sheet Metal Edge Rounding:
Automotive Industry: In automotive manufacturing, edge rounding is critical for ensuring that parts like body panels, brackets, and supports are safe to handle and free from sharp edges that could cause injuries or damage other components.
Electronics and Appliances: Metal enclosures and components used in electronics and appliances often undergo edge rounding to improve their appearance and make them safer for consumers to handle. Rounded edges also help prevent the metal from cutting into wires or other sensitive components inside the device.
Aerospace Industry: In aerospace applications, edge rounding helps reduce stress concentrations at the edges of metal parts, improving their fatigue resistance and overall structural integrity. This is essential for components that must endure extreme conditions and long service life.
Construction and Metal Fabrication: In construction and metal fabrication, rounded edges make metal parts easier to work with and safer for workers to handle during installation. They also improve the overall aesthetics of the finished product.
Advantages of Sheet Metal Edge Rounding:
Safety: Sharp edges on metal parts can cause injuries to workers during handling and assembly. Edge rounding eliminates these hazards, making the parts safer to work with and reducing the risk of accidents.
Improved Durability: Rounding the edges of metal parts reduces stress concentrations, which can lead to cracks, fractures, or other types of failure. Edge rounding helps extend the lifespan of metal components, especially those subjected to mechanical or thermal stress.
Enhanced Aesthetics: Rounded edges give metal parts a more polished, professional appearance. This is especially important for consumer-facing products like electronics, appliances, and furniture, where visual appeal is a key factor.
Better Coating Adherence: Rounded edges provide a smoother surface for applying coatings like paint, powder coating, or anodizing. This ensures more even coverage and improves the part’s resistance to corrosion, wear, and damage.
Sheet metal edge rounding is a vital process in modern metalworking, contributing to the safety, quality, and durability of metal products across a wide range of industries.
Special Finishing Machines
Metal Surface Finishing Machine
Special finishing machines are used in metalworking and manufacturing to refine the surface of metal parts after they have been formed, machined, or welded. These machines provide the final touches to ensure the metal components meet the desired specifications in terms of smoothness, texture, and appearance. Special finishing machines are crucial for enhancing the performance, longevity, and aesthetic appeal of metal products across industries such as automotive, aerospace, construction, and consumer goods.
Finishing processes can range from deburring rough edges to applying polished finishes that give parts a high-gloss or mirror-like appearance. These machines come in various types, each designed for specific finishing tasks such as polishing, grinding, buffing, or coating.
Types of Special Finishing Machines:
Polishing Machines: Polishing machines use abrasives to create smooth, reflective surfaces on metal parts. These machines can range from simple handheld polishers to advanced automated systems that can handle large-scale production. Polishing is often used for stainless steel, aluminum, and other metals where a high-gloss finish is required, such as in cookware, automotive parts, and architectural elements.
Rotary Polishers: Rotary polishing machines use spinning wheels and abrasive compounds to smooth and polish metal surfaces.
Vibratory Polishers: These machines are designed for polishing smaller metal components in bulk. They use vibration to rub the metal parts against an abrasive medium, resulting in a smooth finish.
Buffing Machines: Buffing machines are similar to polishing machines but focus on achieving a higher level of shine and smoothness. Buffing is typically the final step in the finishing process and is used to remove fine scratches or imperfections that remain after polishing. Buffing machines are essential in industries such as automotive, where a high-quality surface finish is necessary for body panels and other visible components.
Sanding Machines: Sanding machines use abrasive belts or discs to smooth out rough surfaces or remove small amounts of material from the surface of metal parts. Sanding is often the first step in the finishing process, especially after metal parts have been cut, welded, or machined. It is commonly used in industries such as furniture manufacturing, construction, and metal fabrication.
Shot Blasting Machines: Shot blasting machines use high-velocity streams of abrasive material, such as steel shots or sand, to clean and smooth metal surfaces. This process is particularly useful for removing rust, paint, or other surface contaminants from metal parts. Shot blasting also helps prepare metal surfaces for painting, coating, or welding by creating a uniform surface texture.
Air Blasting: Uses compressed air to propel the abrasive material onto the metal surface.
Centrifugal Blasting: Uses a mechanical wheel to throw the abrasive material at high speed, making it suitable for larger surfaces or more aggressive cleaning tasks.
Electropolishing Machines: Electropolishing is an electrochemical process used to smooth and polish metal surfaces. It removes a thin layer of material, leaving a shiny, reflective finish. Electropolishing is especially important for stainless steel and medical-grade materials, where hygiene, corrosion resistance, and surface finish are critical.
Applications of Special Finishing Machines:
Automotive Industry: Special finishing machines are used to create smooth, aesthetically pleasing surfaces on car body panels, trim, and engine components. Polishing and buffing are particularly important for enhancing the visual appeal of vehicles, while sanding and shot blasting are used to prepare surfaces for painting or coating.
Aerospace Industry: In aerospace, surface finishing is essential for components that must withstand high stress and harsh environmental conditions. Polishing, buffing, and electropolishing are commonly used to improve corrosion resistance and reduce surface friction on aircraft parts.
Medical Devices and Instruments: In the medical field, electropolishing is used to create ultra-smooth surfaces on surgical instruments, implants, and other medical devices. A smooth surface reduces the risk of contamination and makes the parts easier to clean and sterilize.
Consumer Goods: Special finishing machines are used to improve the appearance and durability of consumer products such as kitchen appliances, furniture, and electronics. Polishing and buffing are crucial for achieving a high-quality surface finish that appeals to consumers.
Advantages of Special Finishing Machines:
Improved Durability: By removing surface defects and imperfections, finishing machines help improve the strength and durability of metal parts. Smooth surfaces are less prone to corrosion, wear, and fatigue.
Enhanced Aesthetic Appeal: Polishing and buffing create visually attractive surfaces, making finished metal products more appealing to consumers. This is especially important in industries like automotive, architecture, and consumer goods.
Better Coating Adhesion: Finishing processes such as sanding and shot blasting help prepare metal surfaces for painting or coating. A smooth, uniform surface ensures better adhesion and coverage, resulting in a longer-lasting finish.
Hygiene and Cleanliness: In industries such as medical devices and food processing, smooth, polished surfaces are essential for maintaining hygiene and reducing the risk of contamination.
Special finishing machines play a crucial role in modern manufacturing, ensuring that metal parts meet the highest standards of quality, performance, and appearance.
Burr Cleaning Machine
Burr Cleaning Machine
A burr cleaning machine is used to remove burrs, which are small, unwanted projections or rough edges left on metal parts after cutting, machining, or drilling. Burrs can interfere with the functionality and safety of metal components, leading to problems such as improper assembly, increased wear, and safety hazards. Burr cleaning is a crucial step in the metalworking process, ensuring that parts meet quality standards and are safe to handle and use.
Burrs are formed during processes such as stamping, milling, or shearing when the metal is deformed or displaced. Burr cleaning machines use a variety of methods to smooth out these rough edges, depending on the type of metal, the part’s geometry, and the required surface finish.
Types of Burr Cleaning Machines:
Brush Deburring Machines: Brush deburring machines use rotating wire or abrasive brushes to clean burrs from the edges and surfaces of metal parts. These machines are often used for deburring sheet metal, stamped parts, or machined components where a light, non-invasive cleaning process is required.
Vibratory Deburring Machines: Vibratory deburring involves placing metal parts in a vibrating container filled with abrasive media. As the machine vibrates, the media rubs against the parts, removing burrs and smoothing the edges. This process is particularly useful for deburring small or intricate parts that are difficult to clean manually.
Electrochemical Deburring: Electrochemical deburring uses a chemical process to remove burrs from hard-to-reach areas, such as holes, grooves, or internal features. A mild electrical current is applied to the metal part, causing a controlled reaction that dissolves the burrs. This method is ideal for precision parts used in industries like aerospace, automotive, and medical devices.
Thermal Deburring Machines: Thermal deburring, also known as explosive deburring, is a process where a gas mixture is ignited in a chamber containing the metal parts. The resulting explosion vaporizes the burrs, leaving the part clean and free from sharp edges. Thermal deburring is highly effective for removing burrs from internal features and complex geometries.
Water Jet Deburring Machines: Water jet deburring uses high-pressure streams of water to clean burrs from the surface of metal parts. This method is particularly effective for soft metals such as aluminum or copper, where other deburring methods may be too aggressive.
Applications of Burr Cleaning Machines:
Automotive Industry: Burr cleaning machines are used to remove burrs from engine components, gears, and other metal parts used in automotive manufacturing. Clean, burr-free parts are essential for ensuring proper fit and function, as well as preventing excessive wear or damage during assembly.
Aerospace Industry: In aerospace, burr cleaning is critical for ensuring the safety and reliability of components used in aircraft, satellites, and space exploration vehicles. Burrs can cause stress concentrations or interfere with precision tolerances, leading to potential failures.
Medical Devices: Burr cleaning is essential in the production of medical devices, surgical instruments, and implants. Burr-free parts are easier to clean and sterilize, reducing the risk of infection or contamination during use.
Precision Engineering: In precision engineering applications, such as electronics, robotics, and optics, even the smallest burrs can affect performance and assembly. Burr cleaning machines ensure that parts meet tight tolerances and are free from imperfections.
Advantages of Burr Cleaning Machines:
Improved Safety: Burrs can create sharp edges that pose a risk to workers handling the parts. By removing these burrs, burr cleaning machines improve workplace safety and reduce the risk of injury during assembly or use.
Enhanced Product Quality: Burr cleaning ensures that metal parts have smooth edges and surfaces, improving their functionality, performance, and appearance. Parts with burrs may not fit together properly, leading to assembly issues or premature wear.
Precision and Consistency: Automated burr cleaning machines provide consistent results across large production runs, ensuring that all parts meet the required quality standards. This is especially important in industries like automotive and aerospace, where reliability is critical.
Reduced Wear and Tear: Burrs can cause friction, leading to excessive wear on moving parts or machinery. By removing burrs, burr cleaning machines help extend the life of metal components and reduce maintenance costs.
Burr cleaning machines are indispensable in the manufacturing process, ensuring that metal parts are safe, functional, and of high quality. These machines play a key role in industries where precision, performance, and safety are paramount.
Longitudinal Groove Weld
Longitudinal Welding Machine
A longitudinal groove weld is a type of welding technique used to join two pieces of metal along their length, typically in cylindrical or tubular structures such as pipes, tanks, or pressure vessels. In this process, a groove is prepared between the edges of the metal parts to be welded, and the weld is deposited into the groove, filling it and creating a strong, continuous bond.
Longitudinal groove welds are commonly used in industries such as oil and gas, chemical processing, shipbuilding, and construction, where high-strength, leak-proof joints are required. The weld must be of high quality to ensure that the joined components can withstand pressure, temperature fluctuations, and mechanical stresses.
Types of Longitudinal Groove Welds:
Single-V Groove Weld: In a single-V groove weld, the edges of the metal parts are beveled at an angle to form a “V” shape. The welder fills the groove with molten metal, creating a strong bond between the two pieces. Single-V groove welds are commonly used for thicker materials where a single pass is not sufficient to achieve full penetration.
Double-V Groove Weld: For thicker materials, a double-V groove weld is often used. This involves beveling both sides of the joint to create a V-shaped groove on each side. The welder deposits metal into both grooves, ensuring full penetration and strength throughout the joint.
U-Groove Weld: In a U-groove weld, the edges of the metal parts are shaped into a U-configuration. This type of weld is typically used for thicker materials because it requires less filler material compared to a V-groove, making it more efficient for heavy-duty applications.
J-Groove Weld: A J-groove weld involves beveling one side of the joint into a J-shape, while the other side remains straight. This weld type is commonly used in situations where one side of the joint is more accessible than the other, allowing for easier welding in tight spaces.
Applications of Longitudinal Groove Welds:
Pipe Welding: Longitudinal groove welds are essential in pipe welding, where two sections of pipe must be joined together to form long pipelines for transporting liquids or gases. The weld ensures that the joint is leak-proof and strong enough to withstand high internal pressures.
Pressure Vessels: Pressure vessels, such as boilers, tanks, and reactors, rely on longitudinal groove welds to join sections of metal and maintain structural integrity. The welds must be able to endure high pressures and temperatures without failing.
Shipbuilding: In shipbuilding, longitudinal groove welds are used to join large metal plates that form the hull, deck, and other structural components of ships. These welds are crucial for ensuring the ship’s strength and durability in harsh marine environments.
Structural Components: Longitudinal groove welds are used in the construction of large metal structures, such as bridges, cranes, and towers, where strong, continuous joints are required to bear heavy loads and resist environmental stresses.
Advantages of Longitudinal Groove Welds:
High Strength: Longitudinal groove welds create strong, continuous joints that can withstand significant mechanical stresses. This makes them ideal for critical applications such as pipelines, pressure vessels, and structural components.
Leak-Proof Joints: In applications such as piping and pressure vessels, it is essential that the joints are leak-proof to prevent the escape of fluids or gases. Longitudinal groove welds create tight, secure seals that prevent leaks, even under high pressure.
Full Penetration: Longitudinal groove welds ensure full penetration of the weld material into the joint, providing maximum strength and durability. This is especially important for thick materials where incomplete penetration could lead to weak spots or joint failure.
Versatility: Longitudinal groove welds can be applied to a wide range of materials and thicknesses, making them suitable for various industries and applications. Whether working with thin-walled pipes or thick structural components, the groove weld can be tailored to meet specific requirements.
Longitudinal groove welding is a critical process in industries that require high-strength, durable joints. It ensures the integrity and performance of structures and components under demanding conditions.
Cookware Production Machine
Stainless Steel Pot Polishing Machine
A cookware production machine is specialized equipment designed for the manufacturing of pots, pans, and other types of cookware. These machines handle various stages of the production process, from shaping and forming the metal to applying coatings and performing finishing touches. Cookware production machines are used by manufacturers to produce high-quality, durable kitchenware at scale, meeting the demands of both consumers and professional kitchens.
The manufacturing of cookware typically involves working with metals like aluminum, stainless steel, and copper, which provide excellent heat conductivity and durability. Each material has unique properties that require specific machinery and processes to shape, finish, and coat the final product.
Types of Cookware Production Machines:
Press Machines: Press machines are used to shape flat metal sheets into the desired cookware form, such as pots, pans, or lids. The metal sheets are placed in a mold or die, and the press applies significant force to shape the sheet into the required form. Hydraulic or mechanical presses are commonly used, depending on the thickness and type of metal.
Spinning Machines: Spinning machines are used to create round, symmetrical cookware items such as bowls, pans, or lids. In the spinning process, a flat metal disk is rotated at high speed while a forming tool presses it against a mold to shape the metal into the desired shape. This process is particularly useful for creating deep, rounded cookware items like stockpots or mixing bowls.
Polishing Machines: After the cookware has been formed, polishing machines are used to smooth the surface and give it a shiny, reflective finish. Polishing is important not only for aesthetic reasons but also for improving the non-stick properties of the cookware and preventing food from sticking to the surface during use.
Coating Machines: Many cookware items, especially non-stick pans, require the application of a specialized coating. Coating machines are used to apply layers of non-stick material (such as Teflon or ceramic) to the surface of the cookware. These machines ensure even coverage and proper adhesion of the coating, which is essential for both performance and durability.
Edge Rolling Machines: Edge rolling machines are used to round the edges of the cookware, giving it a smooth, safe edge that is comfortable to handle. This process is important for both safety and durability, as sharp edges can be dangerous and more prone to damage.
Applications of Cookware Production Machines:
Consumer Cookware: Cookware production machines are primarily used to manufacture pots, pans, and other kitchen tools for home use. High-quality cookware is essential for efficient and enjoyable cooking, and consumers expect durable, easy-to-clean products that distribute heat evenly.
Professional Cookware: Professional-grade cookware, used in commercial kitchens, requires a higher level of durability and heat performance. Cookware production machines are used to manufacture heavy-duty products that can withstand the demands of professional chefs.
Specialty Cookware: Specialty cookware, such as cast iron skillets or copper pans, may require additional or specific production processes. For example, copper cookware often undergoes a tinning process to coat the inside surface with a layer of tin, preventing the copper from reacting with food.
Advantages of Cookware Production Machines:
High Efficiency: Cookware production machines allow manufacturers to produce large quantities of cookware quickly and efficiently. Automation and precision machinery ensure consistent quality across all products.
Customizability: These machines can be adjusted to produce a wide variety of cookware shapes, sizes, and designs. Whether manufacturing frying pans, saucepans, or stockpots, cookware production machines provide the flexibility to meet diverse market demands.
Durability: The machines used in cookware production are designed to handle heavy-duty materials like stainless steel and aluminum, ensuring that the final products are durable and long-lasting.
Precision: Precision is crucial in cookware manufacturing to ensure that the pots and pans have the correct dimensions, thickness, and heat conductivity. Cookware production machines provide the necessary control to achieve consistent results.
Cookware production machines are essential tools in the kitchenware industry, enabling manufacturers to produce high-quality, reliable products that meet the needs of both home cooks and professional chefs.
Brake Pads Machine
Brake Pads Machine
A brake pads machine is a specialized piece of equipment used in the manufacturing of brake pads, a critical component of the braking systems in automobiles, motorcycles, and other vehicles. Brake pads play a key role in ensuring the safe operation of vehicles by converting kinetic energy into heat during braking, which slows the vehicle down. Manufacturing brake pads requires precision, quality control, and specialized machinery to ensure that they meet safety and performance standards.
Brake pads are typically made from a combination of materials, including metal shavings, ceramics, and organic compounds. The manufacturing process involves molding these materials under high pressure and heat to create durable, reliable brake pads.
Types of Brake Pads Machines:
Molding Machines: Molding machines are used to shape the brake pad material into its final form. In this process, the brake pad compound is placed into a mold, and high pressure and heat are applied to compress the material into the desired shape. The molded brake pads are then cooled and removed from the mold for further processing.
Curing Ovens: After molding, brake pads are placed in curing ovens to harden and strengthen the material. The curing process is critical for ensuring that the brake pads can withstand the high temperatures generated during braking. Curing ovens are designed to maintain consistent temperatures and ensure uniform hardening across all pads.
Grinding Machines: Grinding machines are used to shape and finish the brake pads after molding and curing. These machines grind the brake pad to its final thickness and smooth out any rough surfaces. Precision grinding is essential for ensuring that the brake pads fit properly in the brake caliper and perform effectively during braking.
Coating Machines: Many brake pads are coated with specialized materials to reduce noise, prevent corrosion, or improve performance in extreme conditions. Coating machines apply these materials evenly across the surface of the brake pad, ensuring that they adhere properly and provide the desired benefits.
Testing Machines: Brake pads must undergo rigorous testing to ensure that they meet safety standards and perform well under various conditions. Testing machines simulate real-world braking scenarios to measure the pad’s performance, wear resistance, and heat tolerance. This testing ensures that the brake pads will perform reliably in the field.
Applications of Brake Pads Machines:
Automotive Industry: The automotive industry relies heavily on brake pads machines for the production of brake components for cars, trucks, and motorcycles. High-quality brake pads are essential for vehicle safety, and manufacturers use specialized machines to ensure that the pads meet strict regulatory standards.
Heavy-Duty Vehicles: Brake pads for heavy-duty vehicles, such as trucks, buses, and industrial machinery, must be able to withstand higher loads and more extreme conditions than those used in passenger vehicles. Brake pads machines used in this sector are designed to produce durable, high-performance pads that can handle heavy braking forces.
Motorcycle Manufacturing: Motorcycle brake pads are typically smaller and lighter than those used in cars, but they still require high levels of precision and performance. Brake pads machines in this sector are calibrated to produce pads that provide reliable stopping power for motorcycles.
Advantages of Brake Pads Machines:
Precision Manufacturing: Brake pads machines are designed to ensure precise control over the molding, curing, and finishing processes. This precision is critical for producing brake pads that perform consistently and safely in real-world driving conditions.
High Efficiency: Automated brake pads machines allow manufacturers to produce large quantities of brake pads quickly and efficiently, meeting the demands of the automotive industry while maintaining high quality.
Customization: Brake pads machines can be adjusted to produce brake pads of different sizes, materials, and specifications, allowing manufacturers to cater to a wide range of vehicles and performance requirements.
Quality Control: These machines are equipped with advanced quality control systems that ensure every brake pad meets safety and performance standards. Automated testing and inspection processes help identify defects and ensure that only high-quality pads reach the market.
Brake pads machines are vital in the production of high-performance, reliable brake pads that ensure the safety and effectiveness of vehicle braking systems.
How to Make Aluminum Pots
Stainless Steel Pot Polishing Machine
Making aluminum pots is a manufacturing process that involves several key steps to transform raw aluminum into durable, lightweight cookware. Aluminum is a popular material for pots and pans because of its excellent heat conductivity, corrosion resistance, and lightweight properties. It is commonly used in both household and commercial cookware due to its affordability and performance in the kitchen.
The process of making aluminum pots requires precision machinery and careful attention to detail to ensure that the final product meets quality standards in terms of heat distribution, durability, and safety.
Steps to Make Aluminum Pots:
Aluminum Sheet Selection: The first step in making aluminum pots is selecting high-quality aluminum sheets or blanks. The thickness and grade of the aluminum are chosen based on the desired characteristics of the final product, such as weight, heat conductivity, and durability. Thicker sheets are typically used for professional-grade pots, while thinner sheets may be used for consumer cookware.
Blanking: Blanking is the process of cutting the aluminum sheet into circular blanks, which will form the base of the pot. A blanking press is used to punch out these circular shapes from the larger sheet of aluminum. The size of the blank is determined by the size of the pot being manufactured.
Deep Drawing: Deep drawing is the process of shaping the flat aluminum blank into a cylindrical or round form, which becomes the body of the pot. This is done by placing the aluminum blank into a die and using a punch to draw the metal into the desired shape. The deep drawing process is critical for creating the smooth, rounded sides of the pot without causing wrinkles or tears in the material.
Trimming and Edge Rolling: After deep drawing, the excess material around the rim of the pot is trimmed off to achieve the desired height and diameter. Edge rolling is then used to round off the rim of the pot, creating a smooth, safe edge. This step is important for both the safety of the user and the aesthetic appearance of the pot.
Annealing: In some cases, the aluminum pots may undergo an annealing process, which involves heating the metal to a specific temperature and then allowing it to cool slowly. Annealing helps relieve internal stresses in the metal, making it more malleable and easier to work with during further forming processes.
Polishing and Finishing: Once the pot has been formed, it undergoes a polishing process to smooth the surface and give it a shiny, attractive finish. Polishing is typically done using buffing machines with abrasive compounds that remove surface imperfections and create a reflective surface.
Non-Stick Coating Application (Optional): Many aluminum pots are coated with a non-stick material, such as Teflon or ceramic, to improve their cooking performance and make them easier to clean. Coating machines are used to apply these materials evenly to the interior surface of the pot. The coating is then cured in a high-temperature oven to ensure proper adhesion and durability.
Handle Attachment: Handles are attached to the pot either by riveting, welding, or screwing them in place. Aluminum pots often feature plastic or stainless steel handles for safe and comfortable handling during cooking.
Quality Inspection: Before the pots are packaged and shipped, they undergo a final inspection to ensure that they meet quality standards. This includes checking for surface imperfections, coating adhesion, and proper handle attachment. Any defective pots are rejected and either reworked or recycled.
Advantages of Aluminum Pots:
Lightweight: Aluminum is much lighter than other metals like cast iron or stainless steel, making aluminum pots easier to handle, especially in commercial kitchens where large pots are frequently used.
Excellent Heat Conductivity: Aluminum is one of the best conductors of heat, allowing for even heat distribution during cooking. This helps prevent hot spots and ensures that food cooks uniformly.
Corrosion Resistance: Aluminum naturally forms a thin oxide layer on its surface, which protects it from corrosion. This makes aluminum pots long-lasting and suitable for use in humid or acidic environments.
Affordability: Aluminum is a relatively inexpensive material, making aluminum pots a cost-effective option for both home cooks and professional chefs.
Versatility: Aluminum pots come in various shapes and sizes, from small saucepans to large stockpots, and can be used for a wide range of cooking applications, including boiling, frying, simmering, and sautéing.
The process of making aluminum pots combines precision engineering, high-quality materials, and advanced manufacturing techniques to produce cookware that is both functional and affordable. Whether for home use or in a professional kitchen, aluminum pots are a staple in kitchens around the world.
Sheet Metal Forming
Production of Axisymmetric Parts with Metal Spinning Machine
Sheet metal forming encompasses a wide array of manufacturing processes used to manipulate flat metal sheets into desired geometries. It is a critical process across industries such as automotive, aerospace, construction, electronics, and household goods manufacturing. Sheet metal forming involves the application of force to plastically deform a metal sheet, permanently changing its shape without removing material. The goal is to produce parts with precise dimensions and properties suitable for end-use applications.
The forming process can range from simple operations like bending and shearing to more complex techniques like deep drawing and hydroforming. The versatility of sheet metal forming allows manufacturers to produce everything from intricate components with fine details to large-scale structural elements.
Key Techniques in Sheet Metal Forming
Bending: Bending is one of the most basic and widely used methods in sheet metal forming. It involves deforming the sheet along a straight axis to form an angular shape, such as a V, U, or channel. Bending can be achieved using tools like press brakes, roll benders, and folding machines. Press brakes are highly accurate and can create precise bends with controlled angles and radii, making them indispensable in the production of parts like enclosures, panels, brackets, and frames. Roll bending, on the other hand, is used to form larger cylindrical shapes such as tubes or pipes.
Stamping and Punching: Stamping is the process of using a press to force a sheet metal blank into a die, creating various shapes and patterns. Punching, on the other hand, involves removing material by shearing through the metal with a punch and die. Both methods are highly efficient for mass production, allowing manufacturers to produce hundreds or thousands of parts in a short period. Common applications include automotive body panels, appliance casings, and electronic housings.
Deep Drawing: Deep drawing is the process of pulling a sheet of metal into a die cavity using a punch to form a hollow or cup-like shape. This technique is particularly useful for producing complex parts such as fuel tanks, kitchen sinks, and cookware, where seamless construction and uniform thickness are crucial. Deep drawing requires precise control over material flow to prevent defects like wrinkling, tearing, or thinning.
Roll Forming: Roll forming is a continuous bending process in which a long strip of sheet metal is passed through a series of rollers to gradually form it into the desired profile. This method is especially suited for producing long parts with consistent cross-sections, such as metal roofing, gutters, and structural beams. Roll forming is highly efficient, especially for high-volume production runs, and it allows for the creation of complex shapes without requiring significant secondary operations.
Hydroforming: Hydroforming is an advanced sheet metal forming technique that uses high-pressure hydraulic fluid to shape the sheet into a die. This process is highly effective for creating lightweight, high-strength parts with complex geometries, such as automotive chassis components, aerospace structural parts, and exhaust systems. Hydroforming allows for precise control of material thickness and results in parts with improved structural integrity due to the uniform application of force.
Spinning: Metal spinning is a process in which a metal disc or tube is rotated at high speed and pressed against a mandrel to form axially symmetric parts. This technique is often used to produce conical or cylindrical components, such as lampshades, cookware, and decorative items. Spinning is particularly useful for creating large, smooth surfaces without the need for welding or seams.
Laser Cutting: Laser cutting is a non-contact process that uses a high-energy laser beam to cut or engrave precise shapes into the sheet metal. It offers unparalleled accuracy and is used for intricate designs or when complex shapes are needed. Laser cutting is often combined with other forming processes to create parts with both functional and aesthetic qualities, such as perforated metal sheets, intricate enclosures, and decorative elements.
Applications of Sheet Metal Forming
Automotive Industry: In automotive manufacturing, sheet metal forming is used to produce body panels, structural components, chassis parts, and engine components. The ability to form lightweight yet strong parts is critical for improving vehicle performance, fuel efficiency, and safety. Techniques like stamping, hydroforming, and deep drawing allow automakers to produce complex geometries with precision and repeatability.
Aerospace Industry: Aerospace companies rely heavily on sheet metal forming to manufacture lightweight components that can withstand the stresses of flight. Parts such as fuselage panels, wing ribs, and turbine housings are formed from high-strength aluminum, titanium, and stainless steel. Advanced forming techniques like hydroforming and stretch forming are often used to achieve the intricate shapes required for aerodynamic efficiency.
Construction and Architecture: In construction, sheet metal is used for roofing, cladding, framing, and architectural elements like facades and decorative panels. Sheet metal forming allows for the production of components that are both functional and aesthetically pleasing. Roll forming is often used to produce long structural elements, while stamping and punching are employed to create custom designs in metal sheets for decorative purposes.
Consumer Goods: Many everyday household items, from kitchen appliances to furniture, are made using sheet metal forming processes. Cookware, sinks, storage cabinets, and electronic enclosures are all examples of products manufactured through deep drawing, stamping, and bending techniques. The versatility of sheet metal forming allows for the mass production of durable, affordable goods with consistent quality.
Advantages of Sheet Metal Forming
High Efficiency: Sheet metal forming is ideal for mass production due to its ability to produce large quantities of parts with consistent quality. Automated forming machines, such as stamping presses and roll formers, can run continuously, maximizing output and minimizing downtime.
Material Efficiency: Forming processes shape the metal without removing material, which reduces waste compared to subtractive methods like machining. This makes sheet metal forming an environmentally friendly and cost-effective option for manufacturing.
Precision and Versatility: Modern sheet metal forming techniques, especially those using CNC-controlled machines, offer high precision and repeatability, ensuring that parts meet strict tolerances. Additionally, forming processes can be applied to a wide range of metals, including steel, aluminum, copper, and alloys, making it suitable for diverse applications.
Cost-Effectiveness: Once the tooling is set up, sheet metal forming is highly cost-effective, especially for high-volume production. The process minimizes material waste, reduces the need for secondary operations, and allows for rapid production cycles, all of which contribute to lower overall manufacturing costs.
Sheet metal forming is a cornerstone of modern manufacturing, providing the flexibility, precision, and efficiency needed to produce high-quality metal parts for a variety of industries.
Hydraulic Metal Forming
Steel Utensils Making Machine
Hydraulic metal forming is a specialized process that utilizes hydraulic pressure to shape metal components. This technique is primarily used for forming large, thick, or complex metal parts that require significant force to deform. Hydraulic metal forming is versatile and is widely used across industries such as automotive, aerospace, heavy machinery, and construction. The key advantage of hydraulic metal forming is the ability to apply uniform pressure over large areas of material, allowing for precise control and the production of high-strength parts.
Hydraulic forming processes rely on hydraulic presses, which use a hydraulic cylinder to generate force by compressing a fluid (usually oil) within a sealed chamber. The force generated is transmitted to a ram or punch, which deforms the metal blank into the desired shape. Hydraulic presses are highly adaptable, capable of performing various forming operations such as deep drawing, punching, bending, and embossing.
Key Techniques in Hydraulic Metal Forming
Hydroforming: Hydroforming is a popular hydraulic forming technique used to create hollow parts, such as automotive exhaust components, structural tubes, and chassis members. In this process, a metal sheet or tube is placed inside a mold, and hydraulic fluid is used to press the material against the mold walls, forming the desired shape. Hydroforming allows for the creation of lightweight, high-strength parts with minimal material waste. It is particularly effective for producing complex geometries that would be difficult to achieve with traditional stamping or bending methods.
Deep Drawing with Hydraulic Presses: Deep drawing is a process where a flat metal blank is drawn into a die using a hydraulic press, forming a deep, cup-like shape. This process is widely used to produce components like fuel tanks, pressure vessels, and kitchen sinks. Hydraulic presses are ideal for deep drawing because they can apply consistent force, ensuring uniform material flow and preventing defects like wrinkling or tearing.
Hydraulic Stamping: Hydraulic stamping involves placing a metal blank between a punch and die, and using hydraulic pressure to shape the metal into the desired form. This process is used for producing parts with complex shapes, such as automotive body panels, appliance casings, and industrial machinery components. Hydraulic presses are favored in stamping applications because they offer precise control over the force applied, ensuring high-quality, defect-free parts.
Bulge Forming: Bulge forming is a hydraulic process where a metal sheet or tube is placed in a die, and hydraulic pressure is applied to cause the material to bulge outward, taking the shape of the die. This technique is often used to produce domed, spherical, or cylindrical components. Bulge forming is particularly useful in the production of pressure vessels, lighting fixtures, and decorative metal items.
Rubber Pad Forming: In rubber pad forming, a metal sheet is placed over a die, and a flexible rubber pad is pressed against it using hydraulic pressure. The rubber pad conforms to the shape of the die, forming the metal into the desired shape without damaging the surface. This process is commonly used in aerospace and automotive applications, where surface quality is critical. Rubber pad forming is especially beneficial when producing small batches or custom parts, as it reduces the need for complex tooling.
Hydraulic Coining: Coining is a precision forming process where a metal blank is pressed between two dies under high pressure, resulting in the material flowing into intricate die cavities. This process is often used for minting coins, producing decorative metal parts, or creating high-precision components with fine details. Hydraulic presses are ideal for coining because they provide the consistent, high-pressure force needed to ensure sharp, accurate details.
Applications of Hydraulic Metal Forming
Automotive Industry: Hydraulic metal forming is widely used in automotive manufacturing to produce chassis components, body panels, exhaust systems, and suspension parts. The ability to form lightweight yet strong parts is essential for improving vehicle fuel efficiency and performance. Hydroforming, in particular, is extensively used to create hollow structural components that reduce vehicle weight without sacrificing strength.
Aerospace Industry: In aerospace, hydraulic forming is used to produce high-strength, lightweight components such as fuselage panels, wing spars, and engine housings. The precision offered by hydraulic presses ensures that these critical parts meet the stringent performance and safety requirements of the aerospace industry. Rubber pad forming is often used to produce smooth, defect-free surfaces on aircraft parts, while deep drawing and hydroforming are employed for structural components.
Heavy Machinery and Industrial Equipment: Hydraulic forming is essential in the production of large, thick metal parts used in heavy machinery, construction equipment, and industrial tools. The high force generated by hydraulic presses allows for the forming of thick steel plates and heavy-duty components, such as gears, housings, and frames, which must withstand extreme stress and harsh operating conditions.
Medical Devices and Instruments: Hydraulic metal forming is used in the production of precision medical devices and instruments, such as surgical tools, prosthetics, and implantable devices. The ability to form intricate shapes with high precision and repeatability is crucial in the medical field, where quality and reliability are paramount.
Energy Sector: In the energy sector, hydraulic metal forming is used to produce components for power plants, wind turbines, and oil and gas pipelines. These components must withstand high pressures, temperatures, and corrosive environments, making hydraulic forming an ideal solution for creating durable, high-performance parts.
Advantages of Hydraulic Metal Forming
Uniform Force Application: One of the primary advantages of hydraulic metal forming is the ability to apply uniform pressure over the entire surface of the material. This ensures that the metal is formed evenly, reducing the risk of defects such as warping, thinning, or cracking. The consistent force application also allows for better control over material flow, resulting in parts with uniform thickness and strength.
Versatility: Hydraulic presses can be used for a wide range of forming operations, including deep drawing, stamping, bending, and coining. They can handle various types of metals, including steel, aluminum, copper, and titanium, making hydraulic forming suitable for diverse applications across multiple industries.
Precision and Control: Hydraulic presses offer precise control over the amount of force applied, allowing manufacturers to achieve tight tolerances and fine details. This level of precision is especially important in industries like aerospace, automotive, and medical devices, where high-quality, defect-free parts are essential.
High Strength Parts: Hydraulic forming processes, such as hydroforming and deep drawing, produce parts with excellent structural integrity and strength-to-weight ratios. These parts are often stronger than those produced by traditional stamping or bending methods because the hydraulic pressure distributes evenly, reducing stress concentrations and improving overall material performance.
Material Efficiency: Hydraulic forming reduces material waste by shaping the metal without removing material. This makes it a cost-effective and environmentally friendly manufacturing process, particularly for high-volume production runs.
Hydraulic metal forming is a versatile and powerful process that provides manufacturers with the ability to produce complex, high-strength parts with precision and efficiency. Whether used in automotive, aerospace, or industrial applications, hydraulic forming is a critical component of modern metalworking.
Sheet Metal Rounded Corners
Lunch Box Polishing
Sheet metal rounded corners refer to the process of softening or rounding off the sharp edges of a sheet metal part to improve its functionality, safety, and appearance. In many manufacturing applications, sharp corners can be problematic for several reasons: they pose a safety hazard to workers, they can cause stress concentrations in the material, and they can detract from the aesthetic quality of the final product. By rounding the corners, manufacturers can address these issues while enhancing the durability and usability of the metal component.
Rounded corners are especially important in industries such as automotive, electronics, aerospace, and consumer goods, where safety, appearance, and functionality are critical factors. In addition to improving the physical properties of the metal, rounded corners can also make parts easier to handle during assembly and reduce the risk of injury during use.
Methods for Creating Sheet Metal Rounded Corners
Bending with a Press Brake: One of the most common methods for creating rounded corners in sheet metal is bending. By using a press brake, manufacturers can bend the metal into a radius instead of a sharp 90-degree angle. The size of the radius can be controlled by adjusting the tooling and the bending force applied. Press brakes are ideal for producing consistent, smooth bends on metal sheets, making them a go-to solution for creating rounded corners on parts such as enclosures, panels, and brackets.
Edge Rolling: Edge rolling is a process in which the edges of a metal sheet are rolled over or rounded off using specialized rolling machines. This technique is often used to create smooth, rounded edges on metal parts like containers, enclosures, and trays, where sharp edges would pose a risk of injury or damage. Rolling the edges also adds strength to the part by eliminating weak points at the corners.
Chamfering and Grinding: Chamfering involves cutting a beveled edge along the corner of the metal to reduce its sharpness. This can be done manually using grinders or chamfering machines, or automatically using CNC-controlled equipment. While chamfering does not produce a fully rounded corner, it softens the edge and reduces the risk of injury. For parts requiring a more refined finish, grinding can be used to smooth out the chamfered edges and create a more rounded profile.
Laser Cutting with Rounded Corners: Modern laser cutting machines can be programmed to cut metal sheets with pre-rounded corners, eliminating the need for additional edge rounding processes. Laser cutting offers high precision and is ideal for producing parts with complex shapes or intricate designs. By incorporating rounded corners into the initial cutting process, manufacturers can save time and improve the quality of the final product.
Waterjet Cutting: Waterjet cutting is another method used to create rounded corners in sheet metal. This process uses high-pressure water mixed with abrasive materials to cut through metal, allowing for smooth, precise edges. Waterjet cutting is particularly useful for metals that are sensitive to heat, as the process does not generate heat-affected zones that could compromise the material’s properties.
Applications of Rounded Corners in Sheet Metal
Safety: One of the primary reasons for rounding the corners of sheet metal parts is to improve safety. Sharp edges can cause cuts or injuries during handling, assembly, or use. Rounded corners eliminate these hazards, making the parts safer to work with and reducing the risk of injury to workers or end-users.
Stress Reduction: Sharp corners are more likely to concentrate stress, which can lead to cracks, fractures, or failure under load. Rounding the corners distributes stress more evenly across the part, improving its durability and resistance to fatigue. This is especially important in structural components, automotive parts, and aerospace applications, where parts are subjected to significant mechanical loads.
Aesthetic Appeal: Rounded corners enhance the visual appeal of sheet metal products by creating a smoother, more polished appearance. This is particularly important in consumer goods, such as electronic enclosures, appliances, and furniture, where aesthetics play a key role in the product’s marketability. Rounded corners give the product a modern, professional look and can improve its ergonomics by making it more comfortable to handle.
Improved Coating and Finishing: Rounded corners provide a better surface for applying coatings, such as paint, powder coating, or anodizing. Sharp corners can cause uneven coating thickness, leading to weak spots that are prone to corrosion or wear. Rounded corners allow for more uniform coverage, resulting in a longer-lasting finish and improved protection against environmental factors.
Assembly and Handling: Parts with rounded corners are easier to handle during assembly, especially in automated manufacturing environments where robotic systems may be used. Rounded edges reduce the risk of snagging, jamming, or damage to other components during assembly. In addition, parts with rounded corners are often easier to fit together, improving the overall efficiency of the assembly process.
Advantages of Sheet Metal Rounded Corners
Enhanced Durability: By reducing stress concentrations, rounded corners help improve the overall durability of the metal part. This makes the part more resistant to mechanical stress, vibrations, and impact, extending its lifespan and reducing the likelihood of failure.
Improved Safety: Rounding the corners of sheet metal parts eliminates sharp edges, making the parts safer to handle during manufacturing, assembly, and use. This reduces the risk of workplace injuries and ensures that the final product is safe for consumers.
Aesthetic and Ergonomic Benefits: Rounded corners give sheet metal parts a more refined, professional appearance, which is especially important in consumer-facing products. Additionally, rounded edges make the product more ergonomic, improving comfort for the user and reducing strain during handling.
Better Coating Adhesion: Rounded corners provide a more consistent surface for applying coatings, resulting in better adhesion and more even coverage. This improves the product’s resistance to corrosion, wear, and environmental damage, ensuring a longer-lasting finish.
Sheet metal rounded corners are a critical design feature that improves the safety, functionality, and appearance of metal parts across a wide range of industries. By employing techniques such as bending, edge rolling, and laser cutting, manufacturers can produce high-quality, durable products with rounded corners that meet the demands of modern applications.
Sheet Metal Edge Rounding
Aluminium Cookware Manufacturing Process
Sheet metal edge rounding is a finishing process that involves smoothing or rounding the sharp edges of metal components after cutting, punching, or machining. This process plays a critical role in improving the safety, functionality, and aesthetics of metal parts. Sharp edges left after cutting operations can pose safety hazards, cause damage to other components during assembly, and lead to premature wear or failure. By rounding the edges, manufacturers can enhance both the structural integrity and appearance of metal parts.
Edge rounding is commonly used in industries such as automotive, aerospace, electronics, and consumer goods, where high-quality finishes and safety are paramount. The process is typically employed in conjunction with other metalworking techniques, such as bending, forming, and coating, to produce a complete, ready-to-use part.
Methods of Sheet Metal Edge Rounding
Mechanical Deburring and Edge Rounding: Mechanical deburring machines are among the most commonly used tools for rounding the edges of sheet metal. These machines employ abrasive belts, brushes, or discs to remove burrs and sharp edges from the metal surface. The result is a smooth, rounded edge that is safe to handle and enhances the performance of the part.
Brush Deburring Machines: These machines use rotating wire or abrasive brushes to smooth the edges of metal parts. They are particularly effective for rounding off fine edges after processes such as laser cutting or punching. Brush deburring is widely used in industries where safety and surface finish are critical, such as automotive manufacturing and electronics production.
Disc or Belt Sanding Machines: Disc or belt sanders are used to grind down rough or sharp edges. These machines are highly efficient and can process large quantities of metal parts in a relatively short time. Sanding is often used as a preliminary step in preparation for further finishing operations, such as coating or polishing.
Vibratory Tumbling: Vibratory tumbling is a popular method for edge rounding, especially for small parts or components with intricate geometries. In this process, metal parts are placed in a vibrating container filled with abrasive media. As the container vibrates, the abrasive material rubs against the edges of the parts, rounding them off and creating a smooth finish. Vibratory tumbling is a batch process, making it highly efficient for producing large quantities of parts simultaneously.
Advantages of Tumbling: This method is ideal for small parts or components with complex shapes that are difficult to deburr manually. Vibratory tumbling also provides a uniform finish, ensuring that all edges are consistently rounded without requiring manual intervention.
Electropolishing: Electropolishing is an electrochemical process used to smooth and round the edges of metal parts by selectively removing a thin layer of material. The process involves submerging the metal part in an electrolyte solution and applying a direct current, which dissolves the high points on the surface and edges. Electropolishing is commonly used for stainless steel parts and is especially important in industries such as medical device manufacturing, where hygiene and precision are critical.
Applications in Medical Devices: Electropolishing is often used to remove sharp edges on surgical instruments, implants, and other medical devices, ensuring that the parts are safe to handle and sterilize. The process also improves the corrosion resistance and surface finish of the part, making it more durable and suitable for use in sterile environments.
Laser and Waterjet Edge Rounding: Modern cutting technologies, such as laser and waterjet cutting, can be programmed to produce rounded edges directly during the cutting process. This eliminates the need for secondary edge rounding operations and results in a highly precise and consistent finish. Laser and waterjet cutting are particularly effective for producing parts with complex shapes or tight tolerances, where manual edge rounding would be difficult or time-consuming.
Precision Edge Rounding with Laser Cutting: Laser cutting offers extremely precise control over the cut and edge quality, allowing manufacturers to achieve smooth, rounded edges with minimal post-processing. This is particularly useful for high-end applications such as aerospace components, electronics enclosures, and decorative metalwork.
Applications of Sheet Metal Edge Rounding
Automotive Industry: In the automotive industry, edge rounding is essential for ensuring that metal parts such as body panels, structural components, and brackets are safe to handle during assembly. Sharp edges can cause injuries to workers or damage to other parts during installation. Additionally, rounded edges improve the durability of components by reducing stress concentrations, which can lead to cracks or failure over time.
Edge Rounding for Car Body Panels: Automotive manufacturers often use edge rounding on body panels to enhance both the safety and aesthetics of the vehicle. Rounded edges help prevent damage to painted surfaces and ensure a smooth, professional appearance.
Aerospace Industry: In aerospace manufacturing, edge rounding is critical for improving the structural integrity of components. Sharp edges can act as stress concentrators, leading to premature failure under high loads or vibration. By rounding the edges, manufacturers can ensure that parts meet the stringent safety and performance requirements of the aerospace industry.
Edge Rounding for Aircraft Components: Aerospace components, such as wing panels, fuselage sections, and engine parts, often undergo edge rounding to prevent fatigue and cracking. This is especially important in high-stress areas where sharp edges could compromise the structural integrity of the part.
Electronics and Electrical Enclosures: Sheet metal is widely used to create enclosures for electronic devices and electrical systems. These enclosures often require edge rounding to ensure that the sharp edges do not damage internal components or wiring. Additionally, edge rounding improves the safety of the enclosure by reducing the risk of injury to users during assembly or maintenance.
Edge Rounding for Electronics: In consumer electronics, such as smartphones, computers, and appliances, edge rounding is used to create sleek, modern designs while ensuring that the device is safe to handle. This process is particularly important for handheld devices, where sharp edges could pose a safety hazard or detract from the product’s ergonomics.
Architectural and Decorative Metalwork: In architectural and decorative applications, edge rounding is used to enhance the visual appeal of metal components such as handrails, staircases, metal cladding, and sculptures. Rounded edges provide a smoother, more refined look that is aesthetically pleasing while also improving safety in high-traffic areas.
Edge Rounding for Handrails: Metal handrails and stair components often undergo edge rounding to prevent sharp edges from causing injury. Rounded edges also improve the tactile experience for users, making the handrails more comfortable to grip.
Advantages of Sheet Metal Edge Rounding
Improved Safety: Rounding the edges of metal parts significantly reduces the risk of injury to workers during handling and assembly. It also ensures that the final product is safe for consumers to use. This is particularly important in industries like automotive, electronics, and construction, where sharp edges could pose serious safety hazards.
Enhanced Durability: Sharp edges tend to concentrate stress, which can lead to cracking, fatigue, or failure over time. Rounding the edges helps distribute stress more evenly across the part, improving its overall durability and resistance to wear.
Aesthetic Improvement: Edge rounding gives metal parts a smoother, more polished appearance, making them visually appealing for consumer products, architectural elements, and decorative items. The rounded edges create a sense of refinement and professionalism in the final product.
Better Coating Adherence: When applying coatings such as paint, powder coating, or anodizing, sharp edges can cause uneven coverage and lead to weak spots where corrosion can start. Rounded edges allow for more uniform coating coverage, ensuring better adhesion and longer-lasting protection.
Sheet metal edge rounding is a crucial process in modern metalworking, contributing to the safety, functionality, and appearance of metal parts across a wide range of industries. Whether through mechanical deburring, electropolishing, or laser cutting, edge rounding ensures that metal parts are ready for use in demanding applications.
Special Finishing Machines
CNC Buffing Machine
Special finishing machines play a vital role in the metalworking industry by providing the final surface treatments to metal parts after they have been formed, machined, or welded. These machines are designed to enhance the surface quality of the metal by smoothing, polishing, or applying specific textures or coatings. Special finishing processes are essential for improving the durability, appearance, and functionality of metal components across a wide range of industries, including automotive, aerospace, construction, and consumer goods manufacturing.
Finishing machines can perform a variety of tasks, such as removing burrs, polishing surfaces to a high gloss, applying protective coatings, or adding decorative patterns. The choice of finishing technique depends on the material being worked with, the desired surface finish, and the intended application of the final product.
Types of Special Finishing Machines
Polishing and Buffing Machines: Polishing and buffing machines are used to smooth and shine metal surfaces, typically as a final step in the finishing process. Polishing involves removing minor surface imperfections to create a smooth, matte, or shiny finish, while buffing uses softer abrasives to achieve a high-gloss or mirror-like surface. These machines are commonly used in the production of automotive parts, kitchenware, jewelry, and decorative metal objects.
Rotary Buffing Machines: Rotary buffing machines use spinning wheels with abrasive compounds to polish metal surfaces. These machines are often used to produce high-gloss finishes on parts like car bumpers, stainless steel cookware, and decorative metalwork.
Vibratory Polishing Machines: Vibratory polishing is a batch process in which parts are placed in a vibrating container filled with polishing media. The vibration causes the media to rub against the parts, gradually polishing them to a smooth finish. This method is particularly effective for polishing small or intricate components, such as jewelry, screws, or electronics housings.
Grinding Machines: Grinding machines are used to remove material from the surface of a metal part by using abrasive wheels or belts. Grinding is often the first step in surface finishing, especially when dealing with rough or uneven surfaces that need to be smoothed out. Grinding machines are essential for removing weld seams, flattening surfaces, and preparing parts for further finishing.
Belt Grinders: Belt grinders use abrasive belts to smooth and shape flat or curved surfaces. They are commonly used for deburring, surface preparation, and light material removal. Belt grinding is particularly useful in the production of sheet metal parts, where precision and consistency are important.
Disc Grinders: Disc grinders use rotating abrasive discs to grind down surfaces and edges. These machines are versatile and can be used for a wide range of finishing tasks, from removing welds to polishing flat metal surfaces.
Shot Blasting Machines: Shot blasting machines use high-speed streams of abrasive materials (such as steel shots, sand, or glass beads) to clean and texture metal surfaces. This process is commonly used to remove rust, paint, and other surface contaminants from metal parts. Shot blasting is also used to prepare surfaces for coating or painting by creating a rough texture that improves adhesion.
Air Blasting Machines: Air blasting machines use compressed air to propel the abrasive material onto the metal surface. This method is ideal for cleaning large metal structures, such as bridges, ships, and industrial machinery, where rust and paint removal are essential for maintenance or repair.
Centrifugal Blasting Machines: Centrifugal blasting machines use rotating wheels to throw abrasive material at high speeds onto the metal surface. This process is commonly used in the production of cast metal parts, such as engine blocks and machinery components, to remove surface imperfections and prepare the parts for coating or assembly.
Electropolishing Machines: Electropolishing is an electrochemical process used to smooth and polish metal surfaces by removing a thin layer of material. The process involves submerging the metal part in an electrolyte solution and applying an electrical current, which selectively dissolves the high points on the surface, leaving behind a smooth, shiny finish. Electropolishing is commonly used for stainless steel parts in industries such as medical devices, food processing, and pharmaceuticals.
Applications in Medical Devices: Electropolishing is essential for creating ultra-smooth, corrosion-resistant surfaces on surgical instruments, implants, and other medical devices. The process removes microscopic burrs and imperfections, making the parts easier to clean and sterilize.
Thermal Deburring Machines: Thermal deburring, also known as explosive deburring, is a process used to remove burrs from metal parts by igniting a gas mixture in a chamber containing the parts. The explosion vaporizes the burrs, leaving the surface clean and smooth. Thermal deburring is highly effective for removing burrs from complex internal features, such as holes, grooves, and threads.
Applications in Precision Parts: Thermal deburring is often used in the production of precision-engineered components, such as gears, valves, and hydraulic parts, where internal burrs could interfere with the functionality of the part.
Super Surface Finishing Machines: Super surface finishing machines are designed to achieve extremely smooth surfaces with tight tolerances. These machines use a combination of abrasives, lubricants, and high-pressure polishing techniques to create surfaces with minimal roughness. Super surface finishing is commonly used in industries such as aerospace, electronics, and precision engineering, where surface quality is critical for performance and reliability.
Applications in Aerospace: Super surface finishing is essential for producing high-performance components such as turbine blades, aircraft skin panels, and engine parts, where even minor surface imperfections can impact aerodynamic performance or mechanical efficiency.
Applications of Special Finishing Machines
Automotive Industry: Special finishing machines are widely used in the automotive industry to enhance the surface quality of parts such as body panels, bumpers, wheels, and engine components. Polishing, buffing, and grinding are commonly used to create smooth, shiny surfaces on visible components, while shot blasting and electropolishing are employed to clean and prepare parts for assembly or coating.
Polishing Car Body Panels: Automotive manufacturers use polishing and buffing machines to create high-gloss finishes on car body panels and trim. These processes improve the aesthetic appeal of the vehicle and protect the metal from corrosion.
Aerospace Industry: In the aerospace industry, special finishing machines are used to produce parts with precise surface finishes and high-performance characteristics. Grinding, electropolishing, and super surface finishing are essential for ensuring that critical components meet the stringent requirements for aerospace applications.
Surface Finishing for Turbine Blades: Aerospace manufacturers use super surface finishing machines to achieve extremely smooth surfaces on turbine blades, which improves aerodynamic performance and reduces drag.
Medical Devices and Instruments: In the medical field, finishing machines are used to create smooth, sterile surfaces on surgical instruments, implants, and medical devices. Electropolishing is particularly important for creating corrosion-resistant, biocompatible surfaces that can withstand repeated sterilization and use.
Finishing Surgical Instruments: Electropolishing is commonly used to remove surface imperfections and burrs from surgical instruments, ensuring that they are safe to use and easy to clean.
Consumer Goods: Special finishing machines are used to produce high-quality consumer products such as kitchen appliances, furniture, and electronics. Polishing and buffing machines are commonly used to create shiny, attractive finishes on metal surfaces, while shot blasting is used to clean and texture metal parts before coating or painting.
Finishing Stainless Steel Cookware: Polishing machines are used to create smooth, reflective surfaces on stainless steel cookware, improving both the appearance and functionality of the product.
Advantages of Special Finishing Machines
Improved Aesthetics: Special finishing machines enhance the visual appeal of metal parts by creating smooth, shiny, or textured surfaces. Polishing and buffing are particularly important for consumer products, where appearance is a key factor in marketability.
Enhanced Durability: Finishing processes such as grinding, shot blasting, and electropolishing improve the durability of metal parts by removing surface imperfections that could lead to corrosion, wear, or mechanical failure. These processes help extend the lifespan of the parts and improve their performance in demanding environments.
Better Coating Adhesion: Many finishing machines, such as shot blasting and sanding machines, are used to prepare metal surfaces for coating or painting. By creating a rough texture, these processes improve the adhesion of coatings, ensuring that they bond securely to the surface and provide long-lasting protection.
Increased Surface Cleanliness: Finishing processes like electropolishing and thermal deburring remove contaminants, burrs, and surface defects that could interfere with the functionality of the part. Clean, smooth surfaces are essential for medical devices, food processing equipment, and other applications where hygiene and cleanliness are critical.
Special finishing machines are essential in modern manufacturing, providing the surface treatments necessary to ensure that metal parts meet the highest standards of quality, durability, and appearance.
Burr Cleaning Machine
Aluminum Polishing Machine
A burr cleaning machine is a specialized tool used in metalworking to remove burrs—unwanted raised edges or small pieces of material—that are left on metal parts after cutting, drilling, machining, or stamping processes. Burrs can significantly impact the quality, safety, and functionality of the final product, as they may lead to sharp edges, uneven surfaces, or potential weak spots in the material. By using burr cleaning machines, manufacturers can ensure that metal parts are smooth, safe to handle, and meet the required standards for further processing or assembly.
Burr removal is critical across industries such as automotive, aerospace, medical devices, electronics, and precision engineering, where even the slightest imperfection can affect performance, safety, and aesthetics. Various burr cleaning machines are available depending on the size, shape, and material of the parts, as well as the level of precision required.
Types of Burr Cleaning Machines
Brush Deburring Machines: Brush deburring machines use rotating wire or nylon brushes to remove burrs from the surface of metal parts. These machines are highly effective for cleaning edges and surfaces without damaging the material. The brushes can reach into small gaps and corners, making them ideal for parts with complex geometries or intricate designs.
Advantages of Brush Deburring: Brush deburring provides a fine surface finish and is particularly useful for removing light burrs on delicate parts, such as electronic components, precision gears, or thin metal sheets. The flexibility of the brush allows it to conform to different part shapes, ensuring thorough deburring.
Vibratory Deburring Machines: Vibratory deburring machines are widely used in the mass finishing of small to medium-sized parts. In this process, metal parts are placed in a vibrating tub or chamber filled with abrasive media. The vibrations cause the media to move against the parts, gradually smoothing out rough edges and removing burrs.
Batch Processing Efficiency: Vibratory deburring is highly efficient for cleaning large batches of parts simultaneously. It is commonly used in industries where high-volume production requires fast, consistent deburring, such as in the production of fasteners, small gears, or metal hardware. The process can also be combined with polishing to achieve a smoother surface finish.
Electrochemical Deburring (ECD): Electrochemical deburring is a precision method used to remove burrs from hard-to-reach areas, such as the internal edges of holes, slots, and threads. This process involves the use of an electrolyte solution and a mild electrical current to dissolve the burrs without affecting the surrounding material. The metal at the burr’s location is selectively dissolved, leaving a clean, smooth edge.
Applications in Precision Engineering: Electrochemical deburring is particularly valuable in industries like aerospace, medical devices, and automotive, where tight tolerances and burr-free parts are critical for functionality. The process is ideal for removing burrs from complex components such as fuel injectors, turbine blades, and medical implants.
Thermal Deburring (Explosive Deburring): Thermal deburring, also known as explosive deburring, uses controlled explosions of gas in a closed chamber to remove burrs from metal parts. In this process, a mixture of oxygen and fuel gas is ignited, creating an intense burst of heat that vaporizes the burrs on the part’s surface. The process is extremely fast and can clean multiple parts in seconds.
Effectiveness for Internal Burrs: Thermal deburring is highly effective for removing burrs from internal features, such as holes, cavities, and threads, which are difficult to access with mechanical tools. It is commonly used in industries that require burr-free parts with complex internal geometries, such as automotive and hydraulic systems.
CNC Deburring Machines: CNC deburring machines are automated systems that use computer numerical control (CNC) technology to precisely remove burrs from metal parts. These machines can be equipped with various deburring tools, such as brushes, cutting heads, or abrasive wheels, and can be programmed to follow exact paths for deburring specific areas of the part.
Precision and Automation: CNC deburring machines are ideal for high-precision applications where manual deburring may be inconsistent or time-consuming. The automation provided by CNC technology ensures consistent results across large production runs, making it ideal for industries such as electronics, precision engineering, and automotive manufacturing.
Manual Deburring Tools: For small-scale or low-volume operations, manual deburring tools such as files, scrapers, and handheld rotary tools can be used to remove burrs from metal parts. While this method requires more labor, it is effective for custom parts, prototypes, or when deburring intricate areas that automated machines may not reach.
Flexibility for Custom Work: Manual deburring tools offer flexibility and control for small production runs or custom parts. They are often used in industries like metal fabrication, where each part may have unique requirements that cannot be easily automated.
Applications of Burr Cleaning Machines
Automotive Industry: Burr cleaning is essential in the automotive industry for ensuring that engine components, brake parts, gears, and other critical metal parts are smooth and free from defects. Burrs can interfere with the assembly process, reduce the efficiency of moving parts, and cause premature wear or failure. Burr cleaning machines ensure that metal parts are ready for assembly and function reliably under extreme conditions.
Deburring for Engine Components: In automotive manufacturing, burrs on internal engine components such as pistons, camshafts, and valves must be removed to prevent friction, heat buildup, and wear. Burr cleaning machines ensure that these parts are burr-free, improving engine performance and longevity.
Aerospace Industry: In aerospace manufacturing, the removal of burrs is critical to ensuring the structural integrity and performance of aircraft components. Burrs can create weak points in metal parts, leading to stress concentrations, fatigue, or failure under load. Aerospace manufacturers use burr cleaning machines to remove burrs from precision components such as turbine blades, fuel injectors, and landing gear parts.
Deburring for Turbine Blades: Turbine blades used in jet engines and power generation must be free of burrs to ensure smooth airflow and reduce the risk of stress fractures. Burr cleaning machines ensure that these high-performance components meet stringent aerospace quality standards.
Medical Devices: Burr cleaning is a crucial step in the production of medical devices, implants, and surgical instruments. Burrs can create sharp edges that pose safety risks or hinder the sterilization process. Burr cleaning machines remove these imperfections, ensuring that the final product is safe for use in medical applications.
Deburring for Surgical Instruments: Medical devices such as scalpels, forceps, and orthopedic implants must be burr-free to prevent injury during surgery. Burr cleaning machines provide the precise surface finish needed to meet medical standards.
Precision Engineering: In industries like robotics, electronics, and precision manufacturing, burrs can cause parts to malfunction or fail to fit together properly. Burr cleaning machines are used to ensure that parts meet tight tolerances and function smoothly in complex assemblies.
Deburring for Precision Parts: Small, intricate parts such as gears, springs, and connectors must be burr-free to ensure proper fit and function in precision engineering applications. Burr cleaning machines provide the accuracy needed for high-performance products.
Advantages of Burr Cleaning Machines
Improved Safety: Burrs create sharp edges that pose a risk of injury during handling and assembly. Burr cleaning machines remove these sharp edges, ensuring that the parts are safe for workers and end-users to handle.
Enhanced Product Quality: By removing burrs, these machines improve the overall quality of metal parts, ensuring smooth surfaces and proper fit. This is critical for industries such as aerospace, automotive, and medical devices, where precision and reliability are essential.
Increased Durability: Burrs can act as stress concentrators, weakening the material and increasing the likelihood of cracks or fractures. Burr cleaning machines eliminate these imperfections, improving the durability and lifespan of metal parts.
Time and Cost Efficiency: Automated burr cleaning machines can process large volumes of parts quickly and consistently, reducing labor costs and production time. This is especially beneficial for industries with high production demands, such as automotive and electronics manufacturing.
Consistency and Precision: Modern burr cleaning machines provide consistent results across large production runs, ensuring that all parts meet the same quality standards. This is particularly important in industries where even small defects can lead to significant problems.
Burr cleaning machines are a vital component of modern manufacturing, ensuring that metal parts are free from imperfections and ready for assembly or further processing. Whether through mechanical deburring, electrochemical processes, or automated systems, burr removal enhances the safety, quality, and functionality of metal products across various industries.
Longitudinal Groove Weld
Longitudinal Groove Weld
A longitudinal groove weld is a specific welding technique used to join two metal pieces along their length, typically in cylindrical or tubular structures. The weld is made in a groove prepared between the edges of the metal components, and it is filled with molten metal to create a strong, continuous joint. Longitudinal groove welds are commonly used in applications where structural integrity and the ability to withstand pressure, weight, or mechanical stress are critical. This welding method is particularly prevalent in industries such as oil and gas, shipbuilding, construction, and heavy machinery manufacturing.
Longitudinal groove welds ensure a high level of strength and durability in the final product. This type of weld is essential for fabricating large, long structures such as pipelines, pressure vessels, storage tanks, and structural columns. The quality of the weld is crucial in these applications, as any defects could compromise the safety and functionality of the structure.
Types of Longitudinal Groove Welds
Single-V Groove Weld: In a single-V groove weld, the edges of the two metal pieces are beveled to form a V-shaped groove. The groove is then filled with molten metal, which fuses the two pieces together. This type of weld is commonly used for thicker materials, as the beveling allows for deeper penetration of the weld and ensures a strong joint.
Applications in Pipe Welding: Single-V groove welds are frequently used in the welding of large-diameter pipes, where the weld must be able to withstand high internal pressures. The V-groove ensures that the weld fully penetrates the thickness of the pipe wall, creating a reliable, leak-proof seal.
Double-V Groove Weld: For thicker materials, a double-V groove weld may be used. In this technique, both sides of the joint are beveled, creating a V-shaped groove on both the top and bottom surfaces. The welder fills both grooves with molten metal, ensuring full penetration and strength throughout the joint. This method is often used when the material thickness exceeds the capacity of a single-V groove weld.
Advantages for Thick Materials: Double-V groove welds provide excellent strength and are ideal for applications where the material thickness requires welding from both sides. This method is commonly used in the fabrication of pressure vessels, structural columns, and heavy machinery.
U-Groove Weld: In a U-groove weld, the edges of the metal pieces are beveled to form a U-shaped groove. This type of weld is typically used for thicker materials, as the U-groove requires less filler material than a V-groove while still providing strong joint penetration. U-groove welds are often used in applications where minimizing the amount of filler metal is important for cost efficiency or material integrity.
Applications in Structural Welding: U-groove welds are commonly used in the construction of large structural components such as bridges, cranes, and towers, where high-strength joints are required, but material efficiency is also a concern.
J-Groove Weld: A J-groove weld involves beveling one side of the joint to create a J-shaped groove, while the other side remains flat. This type of weld is used when access to one side of the joint is limited, or when it is more practical to weld from a single side. J-groove welds provide good strength and are often used in applications where space or accessibility is constrained.
Applications in Pipe and Tube Welding: J-groove welds are often used in the welding of pipes and tubes, especially in situations where access to one side of the joint is restricted, such as in confined spaces or tight installation environments.
Applications of Longitudinal Groove Welds
Pipeline Welding: Longitudinal groove welds are essential in pipeline construction, where sections of pipe must be joined together to form long, continuous pipelines for transporting oil, gas, water, or other fluids. The strength and integrity of the weld are critical, as pipelines must withstand high internal pressures, environmental stresses, and potential corrosion. Longitudinal groove welds provide the necessary strength to ensure leak-proof, durable connections.
Weld Integrity for High-Pressure Pipelines: In oil and gas pipelines, the quality of the longitudinal groove weld is paramount. Any defects in the weld could lead to catastrophic failures, such as leaks, ruptures, or explosions. Welders use advanced techniques and inspection methods to ensure that the welds meet the highest safety and performance standards.
Pressure Vessels and Storage Tanks: Longitudinal groove welds are used to fabricate pressure vessels, storage tanks, and other large cylindrical structures. These welds ensure that the components can withstand the internal pressures and mechanical stresses they will encounter during operation. In industries such as chemical processing, power generation, and wastewater treatment, pressure vessels and tanks must be built to withstand extreme conditions, and the welds must be flawless to prevent leaks or structural failure.
Welding for Industrial Storage Tanks: Storage tanks used for chemicals, petroleum products, and other hazardous materials require strong, reliable welds to ensure the safe containment of these substances. Longitudinal groove welds provide the necessary structural integrity to prevent leaks and withstand external pressures.
Shipbuilding and Marine Applications: In shipbuilding, longitudinal groove welds are used to join the large steel plates that make up the hull, deck, and superstructure of ships. The welds must be able to withstand the stresses of rough seas, heavy loads, and potential impacts. Longitudinal groove welds provide the strength and durability needed for ships to operate safely and reliably in challenging marine environments.
Welding for Ship Hulls: The hull of a ship must be strong enough to withstand the pressure of the water, as well as the dynamic forces encountered during navigation. Longitudinal groove welds are used to join the steel plates that form the hull, ensuring a watertight, durable structure.
Structural Welding: Longitudinal groove welds are commonly used in the construction of large structural components, such as beams, columns, and supports for buildings, bridges, and industrial facilities. These welds ensure that the structure can bear heavy loads and resist deformation, fatigue, and environmental stresses. Longitudinal groove welds are critical in ensuring the safety and stability of these structures.
Welding for High-Rise Buildings: In high-rise buildings and skyscrapers, longitudinal groove welds are used to join the steel beams and columns that form the framework of the structure. The welds must be strong enough to support the weight of the building and withstand wind, seismic activity, and other forces.
Advantages of Longitudinal Groove Welds
High Strength: Longitudinal groove welds provide strong, continuous joints that can withstand significant mechanical stresses. This makes them ideal for critical applications such as pipelines, pressure vessels, and structural components, where the integrity of the weld is essential for safety and performance.
Full Penetration: Groove welds ensure full penetration of the weld material into the joint, creating a strong bond between the two pieces. This is especially important for thick materials, where incomplete penetration could lead to weak points or failure.
Leak-Proof Joints: In applications such as pipeline welding and pressure vessel fabrication, the ability to create leak-proof joints is critical. Longitudinal groove welds provide a tight, secure seal that prevents leaks, even under high pressure or in harsh environments.
Versatility: Longitudinal groove welds can be applied to a wide range of materials, including steel, stainless steel, aluminum, and titanium. This versatility makes them suitable for various industries and applications, from shipbuilding to aerospace.
Durability: The strength and durability of longitudinal groove welds make them well-suited for structures and components that will be subjected to heavy loads, dynamic forces, or extreme environmental conditions. These welds are designed to last, ensuring the long-term safety and reliability of the final product.
Longitudinal groove welds are a cornerstone of modern welding techniques, providing the strength, durability, and integrity needed for large-scale industrial applications. Whether used in pipelines, pressure vessels, or structural components, these welds play a critical role in ensuring the safety and performance of essential infrastructure.
Cookware Production Machine
Deep Drawing
A cookware production machine is specialized equipment designed for the high-volume manufacturing of cookware items such as pots, pans, skillets, and baking trays. These machines are part of an automated system that handles various stages of production, including forming, finishing, and coating. Cookware production requires precision and efficiency, as the products must meet high standards for durability, heat conduction, and non-stick properties. These machines are widely used in the manufacturing of aluminum, stainless steel, copper, and cast iron cookware, both for consumer and professional markets.
The cookware industry has seen significant advancements in automation and manufacturing techniques, with production machines now capable of producing high-quality, durable cookware at scale. The equipment is designed to handle different materials and shapes, while maintaining consistency and precision in the production process.
Key Processes in Cookware Production
Sheet Metal Forming: The process of cookware production begins with the selection of raw materials, usually in the form of metal sheets or blanks, typically made of aluminum or stainless steel. These sheets are cut into circular blanks that will be used to form the base of the cookware. Sheet metal forming is the process by which these blanks are shaped into the desired cookware form, such as a pot or a pan.
Deep Drawing: One of the primary methods used in cookware production is deep drawing, a metal forming process that shapes a flat metal sheet into a cylindrical or box-like shape. The metal is drawn into a die cavity using a punch, forming the cookware body. Deep drawing is particularly effective for producing seamless cookware, such as stockpots and deep pans, where structural integrity and even material thickness are crucial.
Spinning: Spinning is another process used in the production of rounded cookware items like bowls, woks, and saucepans. In this process, a metal disc is spun at high speeds while pressure is applied by a roller or tool to form the metal around a mold. This method is ideal for creating smooth, symmetric cookware with consistent thickness and shape.
Edge Trimming and Rolling: After the cookware has been formed, excess material is trimmed from the edges to ensure that the cookware meets the desired dimensions. In many cases, the edges are also rolled to create a smooth, rounded rim, improving the durability and safety of the cookware. Rolled edges are less prone to cracking and provide a safer, more comfortable surface for handling the cookware.
Edge Rolling: The rolling process strengthens the rim of the cookware and helps prevent warping, which can occur when the cookware is subjected to high heat. This step is essential for products that will undergo frequent use, as it enhances the durability and lifespan of the cookware.
Surface Finishing: Cookware must have a smooth, polished surface to ensure even cooking and ease of cleaning. Surface finishing machines, such as polishing and buffing machines, are used to smooth out the interior and exterior surfaces of the cookware. These machines remove any rough spots, scratches, or imperfections left over from the forming process.
Polishing Machines: High-speed polishing machines use rotating brushes or abrasive wheels to create a reflective, smooth surface on the cookware. This step is particularly important for stainless steel cookware, which must have a polished finish to prevent food from sticking and to provide a visually appealing appearance.
Shot Blasting: For some cookware, shot blasting is used to create a textured surface. This process involves blasting the metal surface with high-velocity particles to clean and roughen it slightly, which improves the adhesion of coatings such as enamel or non-stick finishes.
Coating Application: Many cookware items, especially non-stick pans, require the application of specialized coatings to improve their cooking performance and make them easier to clean. Coating machines are used to apply these materials, such as polytetrafluoroethylene (PTFE) (commonly known as Teflon) or ceramic coatings, in an even layer across the surface of the cookware.
Non-Stick Coating: Non-stick coatings are applied using a spray system, which ensures an even distribution of the coating over the cookware’s surface. After application, the coating is cured in a high-temperature oven to create a durable, long-lasting non-stick layer. Non-stick cookware is popular for its convenience, as it reduces the need for cooking oils and makes cleaning easier.
Anodizing for Aluminum Cookware: For aluminum cookware, an anodizing process is often used to enhance the durability and corrosion resistance of the metal. Anodizing involves immersing the cookware in an acid bath and passing an electric current through the material, which creates a hard, protective oxide layer on the surface.
Handle Attachment: Once the body of the cookware has been formed and finished, handles are attached. This can be done through several methods, including riveting, welding, or screwing the handles into place. Cookware handles are typically made from materials that remain cool to the touch, such as plastic, silicone, or heat-resistant metal.
Riveting: Riveting is a common method used to attach metal handles to cookware. Rivets provide a strong, secure connection that can withstand repeated use and high temperatures. Riveted handles are often found on professional-grade cookware and are favored for their durability and resistance to loosening over time.
Welded Handles: Some cookware, especially high-end stainless steel products, may have handles that are welded directly to the body of the cookware. This method creates a seamless connection that is both aesthetically pleasing and easy to clean.
Final Inspection and Packaging: After the cookware is assembled, it undergoes a final inspection to ensure that it meets quality standards. This includes checking for surface imperfections, ensuring the coating is evenly applied, and verifying that the handles are securely attached. Once the cookware passes inspection, it is packaged and prepared for distribution.
Quality Control: Modern cookware production machines are equipped with automated inspection systems that use cameras and sensors to detect defects or inconsistencies in the product. This ensures that each piece of cookware meets the same high-quality standards before reaching consumers.
Applications of Cookware Production Machines
Consumer Cookware: The majority of cookware production machines are used to produce household cookware, such as frying pans, saucepans, stockpots, and baking trays. These products must be durable, affordable, and designed for everyday use in home kitchens. Automated cookware production machines allow manufacturers to produce large quantities of cookware efficiently, ensuring that consumers receive high-quality products at reasonable prices.
Professional-Grade Cookware: Professional-grade cookware, used in commercial kitchens, restaurants, and catering services, requires more durable materials and construction techniques. Cookware production machines designed for professional cookware often use thicker metal sheets, more robust handles, and advanced non-stick coatings to meet the demands of professional chefs.
Specialty Cookware: Cookware production machines are also used to manufacture specialty items, such as cast iron skillets, copper pots, and ceramic-coated pans. Each material requires specific handling and processing techniques, and the machines must be capable of adapting to different materials and finishes.
Advantages of Cookware Production Machines
High Efficiency: Cookware production machines enable manufacturers to produce large quantities of cookware in a short period, increasing overall efficiency and reducing production costs. Automation reduces the need for manual labor, allowing companies to meet the growing demand for cookware in both consumer and professional markets.
Consistency and Precision: Automated machines ensure consistent quality across all cookware products. This is particularly important for non-stick coatings, which must be applied evenly to ensure optimal performance. Precision forming techniques, such as deep drawing and spinning, ensure that the cookware meets exact specifications for size, shape, and thickness.
Durability and Strength: Modern cookware production machines are designed to work with a variety of materials, including aluminum, stainless steel, and copper. These materials are known for their strength and durability, and the production machines ensure that the final product can withstand the rigors of everyday use.
Versatility: Cookware production machines can be adapted to produce a wide range of products, from basic frying pans to complex multi-piece cookware sets. Manufacturers can easily switch between different designs and materials, allowing them to meet the diverse needs of consumers.
Cost-Effectiveness: The automation provided by cookware production machines helps reduce labor costs and material waste, making the production process more cost-effective. This allows manufacturers to offer high-quality cookware at competitive prices, benefiting both the company and the consumer.
Cookware production machines are the backbone of the modern cookware industry, providing the precision, efficiency, and versatility needed to produce high-quality products at scale. Whether for home use or professional kitchens, these machines ensure that cookware meets the highest standards of performance, durability, and safety.
Brake Pads Machine
A brake pads machine is specialized equipment used in the production of brake pads, which are critical components in the braking systems of vehicles. Brake pads play a key role in ensuring that vehicles can stop safely and efficiently by converting kinetic energy into heat through friction. The manufacturing of brake pads requires precise control over the material composition, shape, and durability to meet the stringent safety and performance standards of the automotive industry.
Brake pads machines are designed to automate the complex manufacturing processes involved in producing brake pads, from mixing the raw materials to molding, curing, and finishing the final product. These machines are essential for ensuring that brake pads are produced consistently and meet the rigorous demands of modern vehicles.
Key Processes in Brake Pads Manufacturing
Raw Material Mixing: The production of brake pads begins with the preparation of the raw materials that make up the friction material. Brake pads are typically made from a combination of materials, including metal shavings, ceramics, carbon fibers, and synthetic compounds. These materials are mixed together to create a friction compound that is durable, heat-resistant, and provides the necessary stopping power.
Automated Mixing Machines: Mixing machines are used to blend the raw materials in precise proportions. The mixture must be homogeneous to ensure consistent performance across all brake pads. Automated machines ensure that the materials are mixed thoroughly and efficiently, reducing the risk of defects.
Molding and Pressing: Once the friction material is prepared, it is molded into the shape of the brake pad using a pressing machine. In this process, the material is placed into a mold and subjected to high pressure, which compacts the material into the desired shape. The molding process also includes the formation of the metal backing plate, which is an integral part of the brake pad’s structure.
Hydraulic Presses: Hydraulic presses are commonly used in the molding process to apply the necessary pressure to form the brake pads. The press ensures that the friction material is evenly distributed across the surface of the backing plate, creating a strong bond between the two components.
Curing: After the brake pads are molded, they must be cured to harden the friction material and improve its durability. Curing is typically done in a high-temperature oven, where the brake pads are heated to a specific temperature for a set period. This process helps to remove any residual moisture and solidify the friction material, ensuring that the brake pads can withstand the heat generated during braking.
Curing Ovens: Automated curing ovens are used to maintain precise temperature and timing control during the curing process. These ovens are designed to handle large batches of brake pads, ensuring consistent curing across all parts.
Grinding and Finishing: Once the brake pads have been cured, they undergo grinding to achieve the final thickness and surface smoothness required for proper fit and function. Grinding machines are used to remove any excess material and ensure that the brake pads are flat and uniform.
Surface Grinding Machines: Surface grinding machines are used to grind the friction material to the correct thickness and smooth the surface of the brake pad. This step is essential for ensuring that the brake pads fit correctly in the brake caliper and provide consistent braking performance.
Coating and Surface Treatment: Many brake pads undergo additional surface treatments, such as coating with a layer of anti-corrosion material or applying a thermal barrier to improve heat resistance. These coatings help extend the life of the brake pads and protect them from environmental factors such as moisture and road salt.
Coating Machines: Coating machines are used to apply these protective layers evenly across the surface of the brake pads. The coating process is automated to ensure consistent application and optimal coverage.
Quality Control and Testing: The final step in brake pad manufacturing is quality control and testing. Brake pads must meet strict safety standards, and any defects can lead to catastrophic failures in the braking system. Testing machines simulate real-world braking conditions to measure the performance, wear resistance, and heat tolerance of the brake pads.
Testing for Friction and Durability: Testing machines are used to evaluate the friction coefficient, wear rate, and heat dissipation of the brake pads. These tests ensure that the brake pads will perform reliably in various driving conditions, from city traffic to high-speed highway driving.
Applications of Brake Pads Machines
Automotive Manufacturing: Brake pads machines are primarily used in the automotive industry to produce brake pads for cars, trucks, motorcycles, and other vehicles. High-quality brake pads are essential for vehicle safety, and manufacturers use these machines to ensure that the pads meet industry standards for performance and durability.
Brake Pads for Passenger Vehicles: The majority of brake pads produced are for passenger vehicles, where safety and comfort are critical. Brake pads machines produce millions of units annually, providing the consistent quality needed to meet the demands of the automotive market.
Heavy-Duty Vehicles: Brake pads machines are also used to produce brake pads for heavy-duty vehicles, such as commercial trucks, buses, and construction machinery. These vehicles require brake pads that can withstand extreme loads and high temperatures, and the production process must be adapted to meet these specific requirements.
Brake Pads for Trucks and Buses: Heavy-duty vehicles rely on larger, more robust brake pads to stop safely under heavy loads. Brake pads machines used in this sector must be capable of producing pads with higher friction materials and greater wear resistance.
Motorcycles and Performance Vehicles: Brake pads machines are used to manufacture high-performance brake pads for motorcycles, sports cars, and racing vehicles. These brake pads must offer superior stopping power and heat dissipation to handle the demands of high-speed driving and racing.
Brake Pads for Motorcycles: Motorcycles require brake pads with precise control over friction and heat management, as braking performance is critical for rider safety. Brake pads machines
used for motorcycle brake pads must ensure consistent quality, high friction, and durability to meet the high-performance demands of two-wheeled vehicles.
Rail and Industrial Applications: In addition to automotive and motorcycle manufacturing, brake pads machines are also used to produce brake pads for rail vehicles, such as trains, trams, and subways, as well as industrial machinery. These brake pads must be designed to handle the unique stresses and environmental factors present in rail systems and heavy machinery.
Brake Pads for Trains: Rail systems rely on large, durable brake pads to stop and slow down trains under heavy loads. Brake pads machines used for these applications must produce parts that offer excellent heat resistance and long service life, ensuring that trains can stop safely and efficiently even under intense conditions.
Advantages of Brake Pads Machines
Precision Manufacturing: Brake pads machines are designed to ensure precise control over the entire manufacturing process, from mixing the raw materials to molding, curing, and finishing. This level of precision is essential for producing brake pads that meet the stringent safety and performance standards required in the automotive industry.
High Efficiency and Productivity: Modern brake pads machines are highly automated, allowing manufacturers to produce large quantities of brake pads in a relatively short period. This automation reduces labor costs and increases production efficiency, making it possible to meet the growing demand for brake pads in the global automotive market.
Consistency and Quality Control: Brake pads machines are equipped with advanced quality control systems that ensure each brake pad meets strict performance and safety standards. Automated inspection systems, combined with rigorous testing, help manufacturers identify and eliminate defects, ensuring that only high-quality brake pads reach the market.
Durability and Performance: The materials and processes used in brake pads manufacturing are designed to create durable, high-performance products. Brake pads produced by these machines are engineered to withstand high temperatures, resist wear, and provide consistent stopping power, ensuring the safety and reliability of the vehicle’s braking system.
Adaptability to Different Markets: Brake pads machines are versatile and can be adapted to produce a wide range of brake pads for various markets, including passenger vehicles, heavy-duty trucks, motorcycles, and rail systems. This adaptability allows manufacturers to meet the specific needs of different sectors and ensure that their products are suitable for various driving conditions and vehicle types.
Brake pads machines play a crucial role in the automotive and transportation industries, providing the technology needed to produce high-quality, reliable brake pads at scale. These machines ensure that vehicles can stop safely and effectively, contributing to the overall safety and performance of modern transportation systems.
How to Make Aluminum Pots
Pressure Cooker Manufacturing Process
The process of making aluminum pots involves several key steps that transform raw aluminum into durable, lightweight, and highly functional cookware. Aluminum is widely used in cookware manufacturing due to its excellent thermal conductivity, corrosion resistance, and relatively low cost. Aluminum pots are especially popular in both home and professional kitchens because they heat quickly and evenly, making them ideal for a variety of cooking tasks.
The production of aluminum pots involves specialized machinery and a series of steps, including metal forming, surface finishing, and handle attachment. The process is designed to produce high-quality pots that can withstand the rigors of daily cooking while maintaining excellent performance and longevity.
Key Steps in Making Aluminum Pots
Material Selection and Preparation: The process begins with the selection of high-quality aluminum sheets or blanks. Aluminum used in cookware production is typically alloyed with other metals, such as magnesium or silicon, to improve its strength and durability. The aluminum blanks are cut into circular shapes, which will form the base of the pots.
Aluminum Alloys: Pure aluminum is relatively soft and not suitable for cookware that will be exposed to high heat and mechanical stress. By using aluminum alloys, manufacturers can create pots that are strong, heat-resistant, and corrosion-resistant.
Deep Drawing and Metal Forming: The aluminum blanks are then formed into the shape of the pot using a process known as deep drawing. In deep drawing, the aluminum blank is placed over a die and forced into the desired shape using a punch. This process forms the pot’s walls and base in a single step, creating a seamless, durable structure.
Deep Drawing Process: The deep drawing process is highly efficient and allows for the production of aluminum pots with consistent thickness and shape. The process can be adjusted to create pots of different sizes, from small saucepans to large stockpots.
Seamless Construction: One of the advantages of deep drawing is that it creates a seamless pot, which improves the pot’s strength and durability. Seamless pots are less likely to develop weak points or leaks over time, making them ideal for long-term use.
Trimming and Edge Rolling: After the pot has been formed, any excess material around the rim is trimmed to achieve the desired height and dimensions. In many cases, the edges of the pot are also rolled to create a smooth, rounded rim. This step not only enhances the pot’s appearance but also improves its durability by reinforcing the edge.
Edge Rolling for Durability: Rolling the edges of the pot strengthens the rim, making it more resistant to warping or cracking. This is especially important for pots that will be used frequently or exposed to high heat.
Surface Finishing: The next step is surface finishing, which involves smoothing and polishing the interior and exterior of the pot. Aluminum cookware must have a smooth surface to ensure even cooking and to prevent food from sticking. Surface finishing machines, such as polishing machines and buffing wheels, are used to achieve the desired surface quality.
Polishing for a Smooth Surface: Polishing machines use abrasive compounds to remove any imperfections from the surface of the aluminum, creating a smooth, reflective finish. This is important for both the aesthetic appeal of the pot and its cooking performance.
Anodizing for Durability: In some cases, aluminum pots undergo an anodizing process, which creates a protective oxide layer on the surface of the metal. Anodizing improves the pot’s resistance to corrosion and wear, making it more durable and long-lasting. Anodized aluminum pots are also non-reactive, meaning they won’t affect the flavor of acidic foods.
Non-Stick Coating Application (Optional): Many aluminum pots are coated with a non-stick material, such as Teflon or ceramic, to improve their cooking performance. Non-stick coatings make it easier to cook with less oil and reduce the likelihood of food sticking to the pot. The coating is applied using a spray system and then cured in a high-temperature oven to ensure proper adhesion.
Non-Stick Coating Benefits: Non-stick coatings enhance the convenience of using aluminum pots by making them easier to clean and allowing for healthier cooking with less oil. The coatings are typically applied in multiple layers to ensure durability and long-lasting performance.
Handle Attachment: Once the body of the pot has been formed and finished, handles are attached. Handles are typically made from heat-resistant materials, such as plastic, silicone, or stainless steel, to ensure they remain cool to the touch during cooking. The handles can be attached using a variety of methods, including riveting, welding, or screwing them into place.
Riveted Handles for Strength: Riveted handles provide a strong, secure attachment that can withstand repeated use. Rivets are often used in professional-grade cookware because they are highly durable and resist loosening over time.
Ergonomic Handle Design: The design of the handles is important for both comfort and safety. Handles are often shaped to provide a comfortable grip, reducing strain during use, and are positioned to ensure that they stay cool while cooking.
Final Inspection and Packaging: The final step in the production of aluminum pots is inspection and packaging. Each pot is inspected for defects, such as surface imperfections, coating issues, or loose handles. Once the pots pass inspection, they are packaged and prepared for shipment to retailers or consumers.
Quality Control: Automated inspection systems are often used to check the surface finish, coating adhesion, and handle attachment of each pot. This ensures that only high-quality products reach the market, meeting the expectations of both consumers and professional chefs.
Advantages of Aluminum Pots
Lightweight: Aluminum pots are much lighter than other types of cookware, such as cast iron or stainless steel, making them easier to handle and move around the kitchen. This is especially important for larger pots, which can be cumbersome when filled with food.
Excellent Heat Conductivity: Aluminum is one of the best conductors of heat, meaning that aluminum pots heat up quickly and evenly. This ensures that food cooks evenly without hot spots, which can lead to burning or uneven cooking. The excellent heat conductivity of aluminum also makes it energy-efficient, as it requires less heat to reach cooking temperatures.
Affordability: Aluminum is relatively inexpensive compared to other cookware materials, making aluminum pots an affordable option for both home cooks and professional chefs. Despite their low cost, aluminum pots offer excellent performance and durability, providing great value for the money.
Corrosion Resistance: Aluminum naturally forms a thin oxide layer on its surface, which protects it from corrosion. This makes aluminum pots ideal for use in humid or acidic environments, such as in cooking with tomatoes or citrus fruits, without the risk of rust or corrosion.
Versatility: Aluminum pots come in a wide variety of shapes and sizes, making them suitable for a wide range of cooking tasks, from boiling and frying to simmering and sautéing. Whether used for everyday cooking or more specialized applications, aluminum pots offer the versatility needed in a busy kitchen.
Applications of Aluminum Pots
Home Cooking: Aluminum pots are a staple in many home kitchens due to their lightweight, affordability, and excellent cooking performance. They are used for a wide range of cooking tasks, from boiling pasta and simmering soups to frying and sautéing vegetables and meats.
Professional Kitchens: In professional kitchens, where speed and efficiency are critical, aluminum pots are favored for their rapid heat conduction and ease of handling. Professional chefs use aluminum pots for tasks that require precise temperature control, such as making sauces, soups, and delicate dishes.
Camping and Outdoor Cooking: Aluminum pots are also popular for camping and outdoor cooking because they are lightweight and easy to transport. Campers and outdoor enthusiasts appreciate aluminum cookware for its durability and versatility in various cooking environments.
Aluminum pots are a versatile and essential tool in both home and professional kitchens, offering excellent performance, durability, and ease of use. The production process ensures that each pot is carefully crafted to meet the demands of everyday cooking, making aluminum pots a reliable choice for chefs and home cooks alike.
Steel Utensils Making Machine
Stainless Steel Pot Polishing Machine
A steel utensils making machine refers to the range of equipment used in manufacturing household and commercial steel utensils like plates, bowls, cups, cutlery, and kitchen tools. Steel utensils are popular due to their durability, heat resistance, and resistance to corrosion, making them an essential part of kitchens worldwide. The production of steel utensils involves several stages, from cutting and forming the raw stainless steel sheets to finishing and polishing the final product.
Steel utensils are primarily made from stainless steel, an alloy of iron, carbon, and chromium, with some other elements like nickel. The chromium content is what gives stainless steel its corrosion resistance, making it ideal for utensils that come into contact with food and liquids. Machines used in steel utensil production range from high-powered presses to finishing tools that polish and give a smooth surface to the finished products.
Key Processes in Steel Utensil Manufacturing
Raw Material Preparation: The production of steel utensils begins with the preparation of raw stainless steel sheets or coils. The material is selected based on the grade of stainless steel required for the specific utensils being produced. Different grades of stainless steel offer varying levels of corrosion resistance, toughness, and polishability, with 304-grade stainless steel being one of the most common choices for kitchen utensils due to its excellent resistance to rust and its food-safe properties.
Stainless Steel Selection: The selected stainless steel is usually cold-rolled, which improves its strength and surface finish. Cold-rolled steel sheets are easier to form and provide a smooth, even surface that requires minimal finishing.
Cutting and Blanking: Once the raw material is prepared, it is cut into the appropriate shapes and sizes for each utensil. The cutting process involves precision blanking machines that cut the steel sheets into circular, square, or custom-shaped blanks based on the design of the utensil.
Blanking Process: Blanking presses use dies to punch out the blanks from large stainless steel sheets. The blank size is determined by the specific utensil being produced, such as plates, bowls, or cups. This process ensures that there is minimal material waste and that each blank is uniform in size and shape.
Deep Drawing and Stamping: After cutting, the blanks are formed into their final utensil shapes through a process known as deep drawing. In deep drawing, the flat blanks are placed in a die and drawn into a hollow form using a punch. This method is particularly effective for producing utensils like bowls, cups, and plates, where a seamless, uniform shape is essential.
Hydraulic Presses for Deep Drawing: Hydraulic presses are commonly used for the deep drawing process. These machines apply consistent pressure, drawing the stainless steel into the desired shape without causing tears or imperfections in the material. This ensures that the utensil is strong, smooth, and free of seams or welds that could weaken the product.
Stamping for Detail: For utensils that require intricate designs or logos, stamping presses are used to emboss or engrave patterns onto the metal surface. This adds both aesthetic appeal and brand recognition, especially for high-end or custom-made utensils.
Edge Trimming and Smoothing: After the utensils have been formed, the edges may have excess material or sharp edges that need to be trimmed and smoothed. Edge trimming machines remove the excess material around the rims of the utensils, ensuring that each piece is of the correct dimensions and free from rough edges.
Edge Rolling for Durability: Some utensils, particularly those used frequently, undergo edge rolling to strengthen the rims and prevent deformation over time. Rolled edges provide extra reinforcement and create a safer, more comfortable edge for handling.
Polishing and Finishing: One of the most important steps in steel utensil production is the polishing and finishing process. Stainless steel utensils require a smooth, shiny surface that is not only aesthetically pleasing but also functional. Polishing machines are used to buff and smooth the surface of the utensils, removing any scratches or imperfections left by the forming process.
Electropolishing for a High Shine: In some cases, especially for high-end or premium utensils, electropolishing is used to achieve a bright, mirror-like finish. Electropolishing is a chemical process that removes a thin layer of metal from the surface, leaving behind a highly reflective finish that is resistant to corrosion and easy to clean.
Handle Attachment (if applicable): For utensils like ladles, serving spoons, and spatulas, handles must be attached after the main body of the utensil has been formed. Handles are typically made from stainless steel, plastic, or wood, depending on the type of utensil and its intended use. The attachment process varies depending on the material used for the handle.
Welding or Riveting for Steel Handles: Stainless steel handles are usually welded or riveted onto the main body of the utensil. These attachment methods provide strong, durable connections that can withstand frequent use and high heat.
Quality Control and Packaging: After the utensils are manufactured, they undergo a final inspection to ensure that they meet quality standards. This includes checking for defects in the surface finish, proper attachment of handles, and ensuring that the utensils are the correct size and shape. Once inspected, the utensils are cleaned, dried, and packaged for shipment.
Quality Assurance for Food Safety: Stainless steel utensils must meet food safety standards, ensuring that they are non-reactive, corrosion-resistant, and free of contaminants. Manufacturers use strict quality control measures to ensure that each utensil is safe for food contact.
Applications of Steel Utensils Making Machines
Household Utensils: The majority of steel utensils making machines are used to produce common household kitchen items such as plates, bowls, serving spoons, ladles, and cutlery. These items must be durable enough to withstand daily use, exposure to heat, and frequent washing.
Commercial Kitchen Utensils: Professional chefs and commercial kitchens require heavy-duty utensils that can endure constant use in high-heat environments. Steel utensils making machines for commercial products focus on producing thicker, more robust utensils that can handle more rigorous conditions.
Catering and Hospitality Industry: The catering and hospitality sectors often use custom-branded or highly polished utensils for serving food. Steel utensils making machines used in this industry are typically geared toward producing utensils with fine finishes, intricate designs, or engraved logos for branding purposes.
Advantages of Steel Utensils Making Machines
High Efficiency: These machines are designed for high-volume production, allowing manufacturers to produce large quantities of utensils in a short period. This efficiency is especially important for meeting the demands of mass markets such as household goods and commercial kitchens.
Consistency in Quality: Automated steel utensils making machines ensure uniformity and precision across all products, reducing the likelihood of defects. Consistent quality is essential for utensils that must meet strict food safety and durability standards.
Durability and Strength: The use of hydraulic presses for deep drawing ensures that each utensil is strong and durable, capable of withstanding frequent use and exposure to high temperatures. The strength of stainless steel, combined with the seamless construction achieved through deep drawing, makes these utensils long-lasting.
Versatility: Steel utensils making machines are capable of producing a wide range of products, from simple kitchen tools to intricately designed serving utensils. This versatility allows manufacturers to cater to various markets, from budget-friendly household items to high-end, luxury utensils.
Cost-Effectiveness: Automated production reduces labor costs and material waste, making the manufacturing process more cost-effective. This allows manufacturers to produce high-quality utensils at competitive prices, benefiting both consumers and businesses.
Steel utensils making machines are vital in the production of kitchen tools and cutlery, providing the technology and precision needed to meet the diverse demands of consumers and professionals alike. The versatility and efficiency of these machines ensure that steel utensils remain a staple in kitchens worldwide.
Cold Press Moulding Process
Applications of CNC Metal Spinning
The cold press moulding process is a manufacturing technique used to form complex shapes from materials such as metal powders, plastics, rubbers, or composite materials without the application of heat. This process is widely used in industries that require high precision, strength, and durability in the final product. Cold pressing involves placing the material into a mold and applying pressure to shape it into the desired form. Since no heat is used, this process preserves the material’s intrinsic properties, such as hardness, elasticity, or chemical resistance.
Cold press moulding is used in various applications, including metal forming, rubber component production, and the creation of composite materials for automotive, aerospace, and consumer goods industries. The process is highly versatile and can be used to create a wide range of products with complex geometries and tight tolerances.
Key Steps in Cold Press Moulding
Material Preparation: The first step in cold press moulding is the preparation of the raw material. For metal components, this may involve mixing metal powders with binders or lubricants to create a uniform mixture that can be pressed into a mold. In the case of rubbers or composites, the raw materials may be pre-mixed or combined with other additives to achieve the desired properties.
Powder Metallurgy for Metal Parts: In powder metallurgy, metal powders such as iron, aluminum, or titanium are mixed with a binder to help the particles adhere together during the pressing process. The mixture must be uniform to ensure consistent material properties throughout the final product.
Filling the Mold: The prepared material is then placed into a precision-engineered mold. The mold is designed to match the exact dimensions and shape of the final product, ensuring that the material fills the mold evenly. This step is critical for achieving the desired shape and ensuring that there are no voids or inconsistencies in the material.
Mold Design for Complex Shapes: Cold press moulding is particularly useful for creating parts with complex geometries, intricate details, or thin walls. The mold must be designed with precision to ensure that the material flows into every part of the mold and that the final product meets dimensional specifications.
Pressing and Compaction: Once the material is in the mold, a high-pressure press is used to compact the material into the desired shape. The pressure forces the material to conform to the shape of the mold, creating a dense, solid part. This step is critical for ensuring the strength and structural integrity of the final product.
Hydraulic Presses for Cold Moulding: Hydraulic presses are commonly used in cold press moulding due to their ability to apply consistent, high pressure. These presses ensure that the material is compacted evenly throughout the mold, preventing weak spots or imperfections.
Demolding: After the material has been pressed and compacted, the mold is opened, and the finished part is removed. Depending on the material used, the part may require additional finishing or curing steps to achieve the desired mechanical properties.
Careful Demolding to Prevent Damage: The demolding process must be done carefully to avoid damaging the part, especially if the material is fragile or brittle. Precision molds and careful handling are essential to ensure that the part retains its shape and structural integrity.
Finishing and Inspection: Once the part has been demolded, it may undergo additional finishing steps, such as trimming, sanding, or polishing, to achieve the desired surface finish and remove any excess material. The part is then inspected for defects, such as cracks, voids, or dimensional inconsistencies, before it is approved for use.
Quality Control: Cold press moulding requires strict quality control to ensure that each part meets the required specifications. Automated inspection systems are often used to check the dimensions, surface finish, and material properties of the finished parts.
Applications of Cold Press Moulding
Automotive Industry: Cold press moulding is widely used in the automotive industry to produce parts that require high strength, durability, and precision. Metal components such as gears, bearings, and structural parts are often manufactured using cold pressing techniques to achieve the necessary performance characteristics.
Powder Metallurgy for Automotive Parts: In powder metallurgy, metal powders are compacted and formed into parts such as brake pads, gears, and camshafts. Cold pressing allows for the precise shaping of these components, ensuring high strength and wear resistance.
Aerospace Industry: The aerospace industry relies on cold press moulding to create lightweight, high-strength components for aircraft and spacecraft. Composite materials, which combine different materials to achieve specific properties, are often formed using cold pressing techniques.
Cold Pressing for Composite Materials: Cold press moulding is used to form composite materials such as carbon fiber reinforced polymers (CFRP), which are used in aircraft structures, wings, and fuselage components. These materials offer excellent strength-to-weight ratios, making them ideal for aerospace applications.
Consumer Goods Manufacturing: Cold press moulding is also used in the production of consumer goods, such as electronic housings, kitchen appliances, and furniture components. The process allows for the efficient production of durable, high-quality parts with complex shapes.
Cold Press Moulding for Electronics: In the electronics industry, cold pressing is used to produce metal and plastic housings for devices such as smartphones, laptops, and televisions. The process ensures precise dimensions and smooth finishes, which are critical for the aesthetics and functionality of consumer electronics.
Advantages of the Cold Press Moulding Process
Material Integrity: Since no heat is used in the cold press moulding process, the material’s properties remain intact, preserving its strength, hardness, or elasticity. This makes cold press moulding ideal for materials that are sensitive to high temperatures or that would lose their desired properties if exposed to heat.
Precision: Cold press moulding allows for the production of parts with tight tolerances and intricate details. The pressure applied during the process ensures that the material fills the mold completely, creating precise, uniform parts.
Efficiency: The cold press moulding process is highly efficient, especially for high-volume production. Once the mold and material are prepared, the process can be repeated quickly and consistently, making it ideal for mass production.
Cost-Effective: Cold press moulding is often more cost-effective than other forming methods, as it requires less energy (no heating) and minimal post-processing. The reduced need for energy consumption and the elimination of additional curing steps can lower manufacturing costs.
Versatility: Cold press moulding is a versatile process that can be used with a wide range of materials, from metals and ceramics to rubbers and plastics. This versatility makes it useful in various industries, from automotive and aerospace to consumer goods and electronics.
The cold press moulding process is a vital manufacturing technique that offers numerous benefits, including high precision, material integrity, and efficiency. It is widely used across industries to produce parts and components with complex shapes, tight tolerances, and excellent mechanical properties.
Beading Machine
Beading Machine Price
A beading machine is a versatile tool used in metalworking to form beads, or raised ridges, on the surface of sheet metal. Beading adds strength, stiffness, and durability to the metal, preventing it from warping or bending under stress. It is a crucial process in the production of metal parts for various industries, including automotive, aerospace, HVAC, and construction. The beading machine is often used to create decorative or functional ridges in materials like aluminum, steel, or copper.
Beading machines come in both manual and powered versions, and they are designed to handle various gauges of sheet metal. The machine typically consists of two rollers—an upper and lower roller—through which the sheet metal is passed. The pressure between these rollers creates a bead along the edge or surface of the sheet metal.
Key Uses of Beading Machines
Strengthening Metal Panels: One of the primary uses of beading machines is to add strength to sheet metal panels. The bead stiffens the material, allowing it to withstand greater forces without buckling or bending. This is particularly important for large, flat panels used in the automotive and aerospace industries, where weight reduction is crucial, but strength cannot be compromised.
Automotive Applications: Beading machines are commonly used to create stiffening beads in automotive body panels, including floor pans, roofs, and doors. These beads reinforce the panels, allowing them to maintain structural integrity while reducing material thickness to save weight.
HVAC Ductwork: Beading is also widely used in the fabrication of HVAC ductwork. The beads help to reinforce the sheet metal used in ducts, making them more resistant to pressure changes and airflow stresses. This ensures that the ductwork remains rigid and maintains its shape during operation.
Forming Decorative Beads: In addition to strengthening sheet metal, beading machines can also be used to create decorative patterns. Beads can be formed in various shapes and sizes, adding an aesthetic element to metal parts. This is common in metal furniture, lighting fixtures, and architectural elements where both form and function are important.
Decorative Metalwork: Metalworkers often use beading machines to create intricate patterns on metal for use in decorative applications. These patterns can be purely aesthetic or serve a dual purpose by adding strength while enhancing the visual appeal of the part.
Edge Beading for Seamless Joining: Beading machines are also used to form beads along the edges of metal sheets, which helps in joining them together. In applications like automotive or aircraft manufacturing, beaded edges are often used to create interlocking seams between two metal panels. This ensures a stronger, more seamless joint, which is essential for maintaining structural integrity.
Aircraft Skin Panels: In the aerospace industry, beaded edges are used to join lightweight aluminum panels to create the aircraft’s skin. The beads ensure a tight fit between the panels, reducing the need for additional fasteners and maintaining the aerodynamic integrity of the aircraft.
Pipe and Tube Beading: Beading machines are often used in the production of pipes and tubes, where beads are formed around the ends of the pipe. These beads help secure hoses or fittings when they are clamped onto the pipe, preventing slippage and creating a tight seal.
Exhaust Systems: Beading is commonly applied to the ends of exhaust pipes in automotive and industrial applications. The bead creates a secure connection between the exhaust pipe and other components, such as mufflers or catalytic converters, ensuring that the system remains leak-free.
Types of Beading Machines
Manual Beading Machines: Manual beading machines are operated by hand and are commonly used in small-scale or custom metalworking shops. These machines are simple to operate and offer precise control over the beading process, making them ideal for projects where detailed work or small production runs are required.
Flexibility for Custom Work: Manual beading machines are popular among metal fabricators who need to create custom pieces, as they allow for easy adjustments and offer flexibility in creating different bead patterns.
Electric and Pneumatic Beading Machines: For larger-scale production, powered beading machines, such as electric or pneumatic models, are commonly used. These machines provide higher efficiency and speed, allowing manufacturers to create beads on large sheets of metal quickly and consistently. Powered beading machines are used in industries such as automotive manufacturing, where speed and consistency are critical.
Automated Beading for Mass Production: In high-volume production settings, electric or pneumatic beading machines are often integrated into automated assembly lines. These machines allow for continuous operation, ensuring that beads are formed quickly and consistently on every part, improving efficiency.
Rotary Beading Machines: Rotary beading machines are designed for forming beads around the circumference of tubes, pipes, or circular objects. These machines are typically used in applications where the bead needs to be formed along a curved surface, such as in exhaust pipes, ventilation tubes, or decorative metal rings.
Beading for Pipe Manufacturing: Rotary beading machines are essential in the production of pipes and tubing used in industries like plumbing, automotive, and HVAC. The beaded ends of the pipes ensure a secure fit when attached to connectors, fittings, or hoses.
Advantages of Beading Machines
Enhanced Strength: By adding beads to sheet metal, beading machines significantly increase the strength and stiffness of the material without adding extra weight. This is especially important in industries like automotive and aerospace, where reducing weight while maintaining strength is critical to performance.
Improved Aesthetics: Beads can be both functional and decorative, allowing manufacturers to create visually appealing metal parts that also offer increased structural integrity. This makes beading machines versatile for both industrial and artistic applications.
Versatility: Beading machines can be used on a wide variety of materials, including steel, aluminum, copper, and stainless steel. This makes them highly versatile, as they can be applied across different industries, from construction to decorative metalwork.
Cost Efficiency: By adding strength to thinner sheets of metal, beading machines allow manufacturers to reduce material usage without compromising on the structural performance of the part. This leads to cost savings on raw materials and overall production.
Applications of Beading Machines
Automotive Industry: Beading machines are extensively used in the automotive sector to reinforce panels, create decorative features, and secure parts like exhaust systems. Beaded panels are stronger and lighter, contributing to better fuel efficiency and overall vehicle performance.
HVAC and Ductwork: Beads are commonly formed in HVAC ductwork to stiffen the thin metal used in air ducts. This helps prevent warping under pressure and ensures the ducts maintain their shape over time, which is critical for efficient air flow and energy consumption.
Aerospace Industry: In aerospace manufacturing, beading is used to strengthen lightweight aluminum panels that form the skin of aircraft. Beading ensures that the panels can withstand the stresses of flight while keeping the overall weight of the aircraft to a minimum.
Decorative Metalwork: Metalworkers use beading machines to create decorative patterns on various metal products, including furniture, lighting fixtures, and architectural features. Beading adds both texture and visual interest to the finished product while enhancing its structural integrity.
Beading machines are indispensable tools in metalworking, offering the ability to enhance both the strength and appearance of sheet metal parts. Whether used for industrial or decorative applications, these machines provide versatility, efficiency, and precision in metal fabrication.
Mini Hydraulic Press Brake
Components of a Press Brake Machine
A mini hydraulic press brake is a compact version of a traditional press brake, designed to bend and form smaller pieces of sheet metal using hydraulic pressure. These machines are typically used in small workshops, prototyping labs, or specialized manufacturing facilities where space is limited, and smaller-scale production is required. Despite their compact size, mini hydraulic press brakes offer the same precision and versatility as larger press brakes, making them an ideal choice for fabricators working on smaller parts or short production runs.
The primary function of a press brake, whether mini or full-sized, is to bend sheet metal into predetermined shapes. The hydraulic system in these machines provides the force needed to press the metal into a die, creating bends at precise angles. The “mini” version is especially suitable for intricate work where precision is paramount, such as in custom metal fabrication, jewelry making, and electronics enclosures.
Features of Mini Hydraulic Press Brakes
Compact Design: Mini hydraulic press brakes are designed to occupy minimal floor space while still providing the functionality of a full-sized press brake. This compact design makes them ideal for small workshops, mobile operations, or facilities with space constraints. They are often bench-mounted or stand-alone units that can be easily moved or adjusted as needed.
Portability for Small Workshops: Due to their compact size, mini press brakes can be transported between different workstations or job sites, offering flexibility for metalworkers who need a versatile bending solution without the need for large machinery.
Hydraulic Power System: Like larger press brakes, mini hydraulic press brakes use a hydraulic system to generate the force required to bend metal. Hydraulic systems offer smooth, controlled movement, which allows for precise bends and consistent performance. The hydraulic power ensures that even though the machine is smaller, it can still handle significant bending forces.
Consistent Force Application: The hydraulic system provides consistent pressure throughout the bending process, ensuring that each bend is accurate and repeatable. This is particularly important in industries where precision is critical, such as electronics or medical device manufacturing.
Adjustable Bending Angle and Back Gauge: Mini hydraulic press brakes are equipped with adjustable bending angles, allowing operators to create custom bends at specific angles. Additionally, most machines feature a back gauge that can be set to control the depth of the bend, ensuring that each piece of metal is formed to the correct dimensions.
Precision Bending for Complex Parts: The adjustable features of a mini hydraulic press brake allow metalworkers to create intricate parts with high levels of precision. This makes them ideal for applications like prototype development, custom metalwork, or small-batch production runs.
Foot Pedal Operation: Many mini hydraulic press brakes come with foot pedal controls, allowing operators to keep both hands free for positioning the workpiece. The foot pedal controls the movement of the hydraulic ram, providing precise control over the bending process.
Hands-Free Operation for Safety: Foot pedal operation improves safety and efficiency, as it allows the operator to focus on properly positioning the metal sheet while controlling the bending process with their foot. This reduces the risk of errors or accidents during operation.
Applications of Mini Hydraulic Press Brakes
Prototyping and Small-Batch Production: Mini hydraulic press brakes are widely used in prototyping and small-batch production, where precision and flexibility are essential. These machines are ideal for fabricators who need to create custom parts or small runs of products with unique designs or tight tolerances.
Prototyping for Electronics Enclosures: Mini press brakes are often used to create metal enclosures for electronic devices, where precise bends are required to ensure the enclosure fits the internal components correctly. The compact size of the machine allows for detailed work on smaller sheets of metal.
Custom Metal Fabrication: Small workshops and custom metal fabricators use mini hydraulic press brakes to create specialized parts and components for various industries. The machines are ideal for producing small, intricate pieces that require high levels of precision, such as custom brackets, fixtures, and metal art.
Jewelry Making and Artistic Metalwork: Mini hydraulic press brakes are also used in the creation of custom jewelry and artistic metal pieces, where precise bending and shaping are necessary to achieve the desired aesthetic and functional results.
Automotive and Aerospace Components: In the automotive and aerospace industries, mini hydraulic press brakes are used to create small, precision components such as brackets, clips, and mounting hardware. These machines are particularly useful in the production of prototypes or specialized parts for high-performance applications.
Precision Bending for Lightweight Components: The ability to precisely bend small parts makes mini hydraulic press brakes valuable in the automotive and aerospace sectors, where lightweight components with tight tolerances are essential for performance and safety.
HVAC and Ductwork Fabrication: HVAC technicians and fabricators often use mini hydraulic press brakes to create small duct components or custom fittings for ventilation systems. The precision and flexibility of these machines allow for the creation of specialized parts that fit perfectly into existing ductwork systems.
Custom Ductwork Fittings: Mini press brakes can be used to create custom elbows, joints, and other fittings needed for HVAC installations. The compact size of the machine allows it to be used in smaller workshops or even on-site for quick adjustments.
Advantages of Mini Hydraulic Press Brakes
Space Efficiency: Mini hydraulic press brakes are designed for workshops with limited space, providing full bending capabilities in a compact footprint. This allows metalworkers to perform precision bends without the need for large, bulky equipment.
Precision and Versatility: Despite their smaller size, mini hydraulic press brakes offer the same level of precision as their larger counterparts. The adjustable bending angles and back gauge provide versatility, allowing for custom bends on various materials, including steel, aluminum, and copper.
Cost-Effective Solution: Mini hydraulic press brakes are typically more affordable than full-sized machines, making them an attractive option for small businesses, startups, or workshops that need professional-grade bending capabilities without the high cost of larger equipment.
Ease of Use: Mini hydraulic press brakes are easy to set up and operate, with user-friendly controls that allow operators to quickly adjust the machine for different bending tasks. The foot pedal operation adds convenience and improves safety during the bending process.
Portability: Many mini hydraulic press brakes are designed to be portable, allowing them to be moved between workstations or job sites as needed. This mobility makes them ideal for small-scale operations or workshops that require flexibility in their manufacturing process.
Materials Handled by Mini Hydraulic Press Brakes
Steel and Stainless Steel: Mini hydraulic press brakes are capable of bending various gauges of steel and stainless steel, making them suitable for industries where corrosion resistance and strength are critical.
Aluminum: Aluminum is a commonly used material in aerospace, automotive, and electronics industries. Mini hydraulic press brakes provide the precision required to bend aluminum sheets without causing cracks or distortions.
Copper and Brass: These softer metals are often used in decorative metalwork, electrical components, and plumbing fixtures. Mini hydraulic press brakes can handle these materials with ease, ensuring precise bends without damaging the material.
Mini hydraulic press brakes offer a versatile and space-efficient solution for fabricators who require precise bending capabilities in a compact form. These machines are ideal for small workshops, prototyping, and custom metal fabrication, providing the accuracy and flexibility needed to create high-quality metal components.
Grinding and Buffing
Buffing Wheels
Grinding and buffing are two essential processes in metalworking and manufacturing that improve the surface finish, remove material, and prepare metal parts for further processing or final use. Both processes involve the use of abrasive materials, but they serve different purposes. Grinding is typically a more aggressive material removal process used to shape metal parts, remove rough edges, or correct imperfections. Buffing, on the other hand, is used for polishing and smoothing the surface to achieve a shiny, aesthetically pleasing finish.
These processes are commonly used in industries such as automotive, aerospace, manufacturing, and metal fabrication. They play a crucial role in improving the functionality, appearance, and durability of metal products, from large structural components to intricate decorative items.
Grinding: Material Removal and Surface Preparation
Basics of Grinding: Grinding is a mechanical process in which an abrasive wheel or belt is used to wear down and remove material from a metal surface. The abrasive particles on the grinding wheel or belt cut into the metal, removing small chips to achieve the desired shape, size, or finish. Grinding is often used to remove excess material after casting, cutting, or welding operations.
Abrasive Wheels: Grinding wheels are made from materials such as aluminum oxide, silicon carbide, or diamond, and they come in various shapes and sizes depending on the application. The hardness and grain size of the wheel determine how much material can be removed and how smooth the surface will be after grinding.
Types of Grinding:
Surface Grinding: Surface grinding is used to create a smooth, flat surface on metal parts. A rotating abrasive wheel grinds down the surface, removing material to achieve a uniform finish. Surface grinding is commonly used for flat components like machine bases, blades, and sheet metal parts.
Cylindrical Grinding: In cylindrical grinding, a rotating workpiece is ground by a rotating abrasive wheel. This process is used for round or cylindrical objects, such as shafts, rollers, and pipes, to achieve high precision and smooth surfaces.
Centerless Grinding: Centerless grinding is a method used to grind cylindrical parts without the need for a central axis or spindle. The part is supported between two rotating wheels, and the grinding is done by the abrasive wheel. This method is efficient for mass production of small, precise cylindrical parts, such as fasteners, rods, or pins.
Applications of Grinding:
Automotive Industry: Grinding is widely used in the automotive industry to finish engine components, transmission parts, and brake rotors. Grinding ensures that these parts meet tight tolerances and have the smooth surfaces necessary for proper functioning and longevity.
Tool and Die Manufacturing: Grinding is an essential process in the tool and die industry for sharpening cutting tools, shaping dies, and creating molds. Precision grinding allows for the creation of complex geometries with exact tolerances.
Construction and Fabrication: In construction, grinding is used to smooth welded joints, remove burrs from cut metal edges, and prepare surfaces for painting or coating. This improves both the structural integrity and appearance of metal components.
Buffing: Polishing and Surface Enhancement
Basics of Buffing: Buffing is the process of polishing a metal surface to a high shine or smooth finish. It uses softer abrasive materials, such as cloth or felt wheels combined with polishing compounds. Buffing removes fine scratches, imperfections, or oxidation and is often the final step in metal finishing processes to achieve a reflective or satin finish.
Buffing Compounds: Buffing compounds, such as rouge or tripoli, are applied to the buffing wheel to enhance the polishing effect. These compounds are available in various levels of abrasiveness, allowing for different levels of polishing, from light touch-ups to deep shine.
Types of Buffing:
Cut Buffing: Cut buffing is a more aggressive form of buffing used to remove scratches, weld marks, or surface oxidation from metal. It involves using a coarse buffing compound and a firm buffing wheel to remove material and smooth the surface.
Color Buffing: Color buffing is a finishing process that gives the metal a bright, shiny appearance. This is the final stage of buffing, where a soft wheel and fine polishing compound are used to bring out the luster of the metal. It is often used for decorative or high-visibility components.
Applications of Buffing:
Jewelry Making: Buffing is essential in jewelry manufacturing to achieve the smooth, polished surfaces that are characteristic of high-quality jewelry. It removes fine scratches and enhances the shine of metals like gold, silver, and platinum.
Automotive Detailing: Buffing is widely used in automotive detailing to polish and restore the shine to metal trim, chrome parts, and painted surfaces. It is also used to remove minor scratches and oxidation from vehicle surfaces, making cars look newer and more visually appealing.
Consumer Products: Many consumer products, such as kitchen appliances, metal furniture, and electronic enclosures, are buffed to give them a polished, professional appearance. Buffing ensures that these items have a smooth finish, free from imperfections, which enhances both their look and feel.
Advantages of Grinding and Buffing
Precision and Accuracy: Grinding provides high levels of precision, allowing manufacturers to achieve tight tolerances and specific dimensions. This is crucial in industries like aerospace and automotive, where small deviations can lead to performance issues.
Surface Quality: Both grinding and buffing improve surface quality by removing imperfections and creating smooth, consistent finishes. This enhances the aesthetic appeal of metal parts and prepares them for further processing, such as painting or coating.
Increased Durability: By removing surface defects and imperfections, grinding and buffing help improve the strength and durability of metal parts. Smooth surfaces are less prone to wear, corrosion, and fatigue, ensuring longer-lasting components.
Improved Functionality: Grinding ensures that parts meet exact specifications, allowing them to function correctly in their intended applications. For example, smooth and precise surfaces on engine components ensure better performance, while polished surfaces on consumer products improve user experience.
Differences Between Grinding and Buffing
Material Removal: Grinding is primarily a material removal process used to shape and refine metal parts. It removes a significant amount of material to correct surface irregularities or achieve specific dimensions. Buffing, on the other hand, is a polishing process that removes very little material, focusing on improving surface appearance rather than altering the shape.
Abrasiveness: Grinding uses hard abrasive materials such as silicon carbide or diamond, making it suitable for removing tough materials and shaping parts. Buffing uses softer abrasives combined with polishing compounds, making it ideal for finishing and smoothing metal surfaces.
Finish: Grinding leaves a relatively rough surface compared to buffing. While grinding is used for shaping and preparing the metal, buffing creates a smooth, polished finish, giving the part its final appearance.
Grinding and buffing are complementary processes that play a crucial role in metalworking. Grinding provides the precision and material removal necessary to shape and prepare metal parts, while buffing enhances the surface finish and gives the metal a polished, professional look. Together, these processes ensure that metal components meet the highest standards of quality, durability, and functionality.
How to Smooth Metal
Forming Process with Sheet Metal Spinning Machine
Smoothing metal involves a variety of techniques and processes aimed at achieving a polished, even surface that is free from imperfections like scratches, burrs, and rough spots. Smoothing is a critical step in metalworking, often used in the final stages of production to prepare the metal for finishing processes such as painting, coating, or plating. Whether the goal is aesthetic appeal or functional performance, smoothing metal ensures that the surface is uniform and free of defects.
The techniques used to smooth metal depend on the type of material, the level of finish required, and the size and shape of the part. Common processes include filing, sanding, grinding, buffing, and polishing, each offering different levels of surface refinement.
Key Techniques for Smoothing Metal
Filing: Filing is one of the simplest methods for smoothing metal, using hand tools to manually remove rough spots, burrs, and other imperfections from the surface. Files are made from hardened steel and come in various shapes and sizes, allowing for precise control over material removal. This technique is often used for small-scale or detailed work, such as smoothing the edges of cut metal sheets or finishing intricate metal components.
Hand Files: Hand files are available in different grades of coarseness, from coarse to fine. Coarse files remove larger amounts of material quickly, while fine files are used for detailed finishing work.
Precision Filing: In industries like jewelry making or fine metalwork, precision filing is used to achieve smooth, uniform edges and surfaces on small, delicate parts. Files can be used to remove burrs, shape metal, and refine the surface before final polishing.
Sanding: Sanding is a common technique for smoothing metal, using abrasive materials such as sandpaper or sanding discs to gradually wear down the surface. Sanding is often used to prepare metal parts for painting, coating, or further finishing processes. It can be done manually or with power tools, depending on the size of the part and the level of finish required.
Manual Sanding: For smaller parts or detailed work, sandpaper is used by hand to smooth the metal surface. Starting with a coarse grit and gradually moving to finer grits allows for effective smoothing without damaging the surface.
Power Sanding: Electric sanders, such as belt sanders or orbital sanders, are used for larger parts or when more material needs to be removed quickly. These machines use rotating sanding pads or belts to evenly smooth the metal surface.
Grinding: Grinding is a more aggressive method of smoothing metal, using abrasive wheels or belts to remove material and eliminate surface imperfections. It is commonly used for parts that require significant material removal, such as welded joints or cast metal components. Grinding is also used to create flat, even surfaces on large metal sheets or structural components.
Surface Grinding: Surface grinding is used to achieve a smooth, flat surface on metal parts. A rotating abrasive wheel grinds down the surface, removing material to create a uniform finish. This technique is widely used in the fabrication of flat metal parts or plates.
Edge Grinding: Grinding is also used to smooth the edges of metal parts after cutting or welding. By removing burrs and rough spots, grinding ensures that the edges are smooth and safe to handle.
Buffing and Polishing: Buffing and polishing are finishing processes used to achieve a high-gloss, smooth surface on metal. Buffing involves the use of soft cloth wheels combined with polishing compounds to remove fine scratches and imperfections. Polishing is the final step, using finer abrasives to achieve a mirror-like finish.
Buffing Compounds: Buffing compounds, such as rouge or tripoli, are applied to the buffing wheel to enhance the polishing effect. These compounds come in varying levels of abrasiveness, allowing for different degrees of polishing.
Polishing for Aesthetic Finish: Polishing is commonly used for decorative metalwork, jewelry, and consumer products where a smooth, reflective surface is desired. It is the final step in smoothing, giving the metal a professional, finished appearance.
Deburring: Deburring is the process of removing small, sharp protrusions or burrs from the surface of metal parts. These burrs are often created during cutting, drilling, or machining operations and must be removed to ensure a smooth, safe surface. Deburring can be done manually with files or abrasive pads, or with specialized deburring machines that automate the process.
Mechanical Deburring: Mechanical deburring machines use rotating brushes or abrasive media to remove burrs and smooth the edges of metal parts. This process is highly efficient for mass production of small to medium-sized metal components.
Thermal Deburring: In some cases, thermal deburring is used to remove burrs from complex or internal surfaces. This process involves using a controlled explosion to vaporize the burrs, leaving behind a smooth surface.
Electropolishing: Electropolishing is an electrochemical process that smooths and polishes metal surfaces by removing a thin layer of material. This technique is often used for stainless steel and other corrosion-resistant metals to create a smooth, shiny surface that is free from burrs and micro-defects. Electropolishing is commonly used in industries where hygiene and precision are critical, such as medical device manufacturing and food processing.
Applications in Stainless Steel Finishing: Electropolishing is frequently used for stainless steel kitchen appliances, surgical instruments, and pharmaceutical equipment to achieve a smooth, non-porous surface that is easy to clean and resistant to corrosion.
Applications of Metal Smoothing
Automotive Industry: Smoothing metal is essential in the automotive industry, where metal parts must meet precise tolerances and have smooth surfaces to function correctly. Smoothing is used on components such as engine blocks, transmission parts, and body panels to ensure they fit together seamlessly and perform reliably.
Aerospace Industry: In aerospace manufacturing, smooth surfaces are critical for reducing drag and ensuring the structural integrity of aircraft components. Smoothing processes are used on parts such as turbine blades, fuselage panels, and landing gear to ensure that they meet the high standards of performance and safety required in aviation.
Jewelry and Decorative Metalwork: Smoothing metal is a crucial step in the production of jewelry and decorative metal items. Fine filing, sanding, and polishing techniques are used to create smooth, shiny surfaces that enhance the aesthetic appeal of the finished product.
Manufacturing and Fabrication: Smoothing metal is a standard process in manufacturing and fabrication, used to prepare metal parts for assembly, painting, or coating. Smoothing ensures that parts fit together correctly, look professional, and meet quality standards.
Benefits of Smoothing Metal
Improved Aesthetics: Smoothing processes enhance the appearance of metal parts by removing imperfections, scratches, and burrs. A smooth, polished surface looks more professional and appealing, especially for consumer products, decorative items, or automotive body parts.
Increased Durability: Smoothing metal removes sharp edges, rough spots, and surface defects that can weaken the material and lead to wear or corrosion. Smooth surfaces are less prone to damage, increasing the durability and longevity of metal parts.
Enhanced Functionality: Smoothing metal ensures that parts fit together properly during assembly, improving the functionality and performance of the final product. Smooth surfaces also reduce friction and wear in moving parts, leading to better efficiency and longer operational life.
Safety: Removing burrs and sharp edges from metal parts ensures that they are safe to handle and use, reducing the risk of injury during assembly or operation. This is particularly important for consumer products, medical devices, and industrial equipment.
Smoothing metal is an essential part of the metalworking process, ensuring that metal parts are functional, durable, and visually appealing. Whether for industrial applications, consumer products, or decorative items, smoothing techniques like filing, sanding, grinding, and polishing play a crucial role in achieving high-quality metal finishes.
Wheel Manufacturing Equipment
Wheel Manufacturing Machines
Wheel manufacturing equipment encompasses the machinery and tools used to produce wheels for various applications, including automotive, aerospace, industrial, and commercial uses. The manufacturing process for wheels involves several key stages, from material preparation and forming to finishing and quality control. Modern wheel production relies heavily on automated equipment to ensure precision, consistency, and efficiency in the manufacturing process.
Wheels are typically made from materials such as steel, aluminum, magnesium alloys, and composites, each requiring specialized equipment to produce durable, lightweight, and high-performance wheels. The type of equipment used depends on the material, the size of the wheels, and the intended application, but the goal is always to produce wheels that meet stringent safety, performance, and durability standards.
Key Types of Wheel Manufacturing Equipment
Casting Machines for Alloy Wheels: For alloy wheels, especially aluminum or magnesium wheels, casting is a common method of production. Casting machines are used to form the basic shape of the wheel by pouring molten metal into a mold. There are different casting methods, including gravity casting, low-pressure casting, and high-pressure casting, each offering specific advantages depending on the design and performance requirements.
Gravity Casting: In gravity casting, molten metal is poured into a mold and allowed to cool and solidify. This process is relatively simple and cost-effective, making it suitable for producing standard alloy wheels. However, gravity-cast wheels tend to be heavier and less strong than wheels produced using more advanced methods.
Low-Pressure Casting: Low-pressure casting involves forcing molten metal into the mold under low pressure. This method results in a more uniform and denser material, improving the strength and durability of the wheel. Low-pressure casting is commonly used for producing high-quality alloy wheels that offer better performance and weight reduction.
High-Pressure Casting (Die Casting): High-pressure casting uses significant pressure to inject molten metal into the mold, creating a denser, stronger wheel. This method is often used for manufacturing wheels that require high strength-to-weight ratios, such as those used in performance vehicles or aerospace applications.
Forging Machines for High-Performance Wheels: Forging is a manufacturing process that uses heat and pressure to form metal into the desired shape. Forged wheels are made by heating a billet of metal, typically aluminum or magnesium, and pressing it into a wheel mold using high-pressure forging machines. The forging process aligns the metal’s grain structure, resulting in a wheel that is significantly stronger, lighter, and more durable than cast wheels.
Hydraulic Press Forging Machines: Hydraulic presses are used to apply immense pressure to the heated metal billet, forcing it into the shape of the wheel. This process produces forged wheels that are lightweight yet extremely strong, making them ideal for high-performance vehicles and racing applications.
Rotary Forging Machines: Rotary forging is a specialized forging technique where the metal is rotated as it is forged into shape. This process allows for more precise control over the wheel’s thickness and weight distribution, resulting in wheels with optimized strength and performance characteristics.
CNC Machining for Wheel Finishing: After casting or forging, wheels often undergo CNC (Computer Numerical Control) machining to refine their shape and add design elements. CNC machines use computer-controlled cutting tools to precisely mill, drill, or engrave details into the wheel. This process is essential for creating intricate designs, reducing weight, and ensuring that the wheel meets exact specifications.
CNC Lathe Machines: CNC lathe machines are used to turn the wheel and remove excess material, ensuring that the wheel has a smooth, uniform surface. This step is crucial for achieving a high-quality finish and ensuring that the wheel is perfectly balanced.
CNC Milling Machines: CNC milling machines are used to add features such as spokes, holes for lug nuts, and other design elements. The precision of CNC milling allows manufacturers to create complex wheel designs while maintaining structural integrity and weight reduction.
Heat Treatment and Strengthening: Heat treatment is a critical step in the wheel manufacturing process, especially for aluminum and steel wheels. Heat treatment improves the material’s strength, hardness, and resistance to fatigue, making the wheel more durable and capable of withstanding the stresses of driving. The process involves heating the wheel to a specific temperature and then rapidly cooling it to alter the metal’s microstructure.
T6 Heat Treatment for Aluminum Wheels: Aluminum wheels often undergo a T6 heat treatment, which involves heating the wheel to a high temperature and then quenching it in water or air. This process increases the wheel’s tensile strength and makes it more resistant to cracking or deformation under load.
Painting and Coating Equipment: Once the wheel has been machined and heat-treated, it is coated with protective finishes to enhance its appearance and protect it from corrosion, UV damage, and wear. Wheel painting and coating equipment is used to apply finishes such as powder coating, clear coats, or anodized finishes. These coatings not only improve the aesthetics of the wheel but also provide a protective barrier against the elements.
Powder Coating Machines: Powder coating involves applying a dry powder to the wheel’s surface and then baking it in an oven to cure the coating. This process results in a durable, uniform finish that is resistant to chipping, scratching, and corrosion.
Anodizing Equipment: Anodizing is used to create a corrosion-resistant oxide layer on aluminum wheels. The anodizing process involves immersing the wheel in an acid bath and applying an electrical current to create a protective layer that enhances the wheel’s durability and aesthetic appeal.
Balancing and Testing Equipment: After the wheels are manufactured, they must be tested and balanced to ensure they meet safety and performance standards. Wheel balancing equipment is used to detect any imbalances in the wheel that could cause vibration or uneven wear during use. Additionally, testing machines are used to simulate real-world driving conditions and measure the wheel’s strength, durability, and resistance to impact.
Wheel Balancing Machines: These machines spin the wheel at high speeds to detect any imbalances in weight distribution. Weights are then added to the wheel to ensure it rotates evenly, preventing vibrations that could affect vehicle performance.
Impact Testing Machines: Impact testing machines simulate collisions or heavy impacts to ensure that the wheels can withstand extreme conditions without cracking or deforming. This testing is especially important for performance wheels used in racing or off-road applications.
Applications of Wheel Manufacturing Equipment
Automotive Industry: The automotive industry is one of the largest users of wheel manufacturing equipment, with millions of wheels produced annually for cars, trucks, and motorcycles. The equipment is used to produce a wide range of wheels, from budget-friendly steel wheels to high-performance forged alloy wheels for sports cars.
Alloy Wheels for Performance Vehicles: High-performance vehicles, such as sports cars and luxury sedans, often use alloy wheels that are lighter and stronger than standard steel wheels. Wheel manufacturing equipment is used to produce these lightweight wheels, improving the vehicle’s handling, acceleration, and fuel efficiency.
Aerospace Industry: In the aerospace industry, lightweight and high-strength wheels are critical for aircraft performance. Wheel manufacturing equipment is used to produce wheels for landing gear, which must withstand the enormous forces generated during takeoff and landing. Forging and CNC machining are commonly used to create the high-performance wheels required in this industry.
Landing Gear Wheels: Aircraft wheels are subjected to extreme stress during takeoff and landing, and they must be able to withstand high temperatures and heavy loads. Wheel manufacturing equipment used in the aerospace industry is designed to produce wheels with exceptional strength and durability.
Industrial and Heavy Machinery: Wheel manufacturing equipment is also used to produce wheels for industrial applications, such as heavy machinery, forklifts, and construction vehicles. These wheels must be highly durable to withstand the harsh conditions of industrial environments.
Heavy-Duty Steel Wheels: Industrial machinery often uses steel wheels due to their strength and resistance to wear. Wheel manufacturing equipment is used to form, machine, and heat-treat these wheels to ensure they can handle the heavy loads and rough conditions encountered in industrial settings.
Motorcycles and Bicycles: Wheels for motorcycles and bicycles are typically made from lightweight materials such as aluminum or carbon fiber. Wheel manufacturing equipment is used to produce wheels that offer a balance of strength, durability, and performance, while minimizing weight.
Carbon Fiber Bicycle Wheels: In the bicycle industry, carbon fiber wheels are prized for their light weight and aerodynamic properties. Specialized manufacturing equipment is used to produce these high-performance wheels, which are commonly used in racing and competitive cycling.
Advantages of Modern Wheel Manufacturing Equipment
Precision and Consistency: Modern wheel manufacturing equipment, especially CNC machining and forging machines, provides high levels of precision and consistency, ensuring that each wheel meets exact specifications. This is critical for performance, safety, and aesthetic appeal.
Material Efficiency: Advanced casting, forging, and machining techniques allow manufacturers to optimize material usage, reducing waste while maintaining the strength and durability of the wheels. This improves cost efficiency and sustainability in wheel production.
Customization and Flexibility: Wheel manufacturing equipment allows for the production of a wide variety of wheel designs, from standard steel wheels to custom alloy wheels with intricate patterns. This flexibility enables manufacturers to meet the diverse needs of the automotive, aerospace, and industrial markets.
Improved Performance and Durability: The combination of forging, CNC machining, and heat treatment ensures that modern wheels are lighter, stronger, and more durable than ever before. This results in improved vehicle performance, fuel efficiency, and safety.
Cost-Effectiveness: Automated wheel manufacturing equipment allows for high-volume production while maintaining consistent quality, reducing labor costs and production time. This makes it possible to produce high-quality wheels at competitive prices.
Wheel manufacturing equipment plays a crucial role in producing the high-performance, durable wheels used in various industries. Whether for cars, aircraft, or heavy machinery, the precision and efficiency of modern equipment ensure that wheels meet the highest standards of safety, performance, and aesthetics.
Wheel Manufacturing Machines
Wheel Manufacturing Machines
Wheel manufacturing machines refer to the specialized equipment used throughout the entire production process of wheels, from forming the raw materials to finishing and testing the final product. These machines are crucial in creating wheels that meet precise specifications for size, weight, strength, and performance. The manufacturing process varies depending on the type of wheel—whether for automotive, aerospace, or industrial use—and the material, such as steel, aluminum, or composite.
Wheel manufacturing involves multiple stages, including casting or forging, CNC machining, heat treatment, surface finishing, and quality control testing. Each stage requires specific machines designed to handle the intricacies of shaping, strengthening, and finishing the wheels to meet industry standards.
Key Types of Wheel Manufacturing Machines
Casting Machines: Casting is one of the primary methods used to produce alloy wheels, especially those made from aluminum or magnesium. Casting machines pour molten metal into molds to form the wheel’s basic shape. Depending on the specific casting method, the machines may use gravity, low pressure, or high pressure to fill the mold and create the wheel.
Low-Pressure Casting Machines: These machines use a low-pressure system to inject molten metal into the wheel mold. Low-pressure casting creates denser, more uniform wheels with fewer air pockets or defects, resulting in higher-quality wheels.
High-Pressure Die Casting Machines: In high-pressure casting, the molten metal is forced into the mold under significant pressure, creating a very strong and precise wheel. This method is ideal for high-performance alloy wheels that require strength and lightweight properties.
Forging Machines: Forging machines are used to create wheels from solid billets of metal. The forging process involves heating the metal and then pressing it into shape using high-pressure hydraulic presses. Forged wheels are known for their superior strength and lightweight properties, making them ideal for high-performance vehicles and racing applications.
Hydraulic Forging Presses: Hydraulic presses apply thousands of tons of pressure to the heated metal, shaping it into the wheel. The high-pressure forging process aligns the metal’s grain structure, making the wheel stronger and more durable than cast alternatives.
CNC Machines: CNC (Computer Numerical Control) machines are essential in wheel manufacturing, particularly for refining the shape, drilling holes for lug nuts, and adding design elements. CNC machines use computer-controlled cutting tools to precisely machine the wheel, ensuring accuracy and consistency across large production runs.
CNC Lathes: CNC lathe machines are used to turn the wheel and remove excess material from the outer edges, ensuring that the wheel is perfectly round and smooth. This process is critical for achieving a balanced wheel that performs well at high speeds.
CNC Milling Machines: These machines are used to add intricate details, such as spoke designs, logos, and other aesthetic features. CNC milling also ensures that the wheel’s weight is optimized, improving its overall performance and handling characteristics.
Heat Treatment Furnaces: Heat treatment is a crucial step in the manufacturing process for alloy wheels. Heat treatment machines, such as furnaces or ovens, are used to heat the wheel to a specific temperature and then cool it rapidly. This process improves the wheel’s strength, hardness, and resistance to fatigue, making it more durable and capable of withstanding the stresses of driving.
T6 Heat Treatment Furnaces: Aluminum wheels often undergo T6 heat treatment, which involves heating the wheel to a high temperature and then rapidly cooling it. This process increases the wheel’s tensile strength and improves its resistance to cracking and deformation.
Finishing Machines: Finishing machines are used to apply protective coatings and finishes to the wheel, enhancing its appearance and protecting it from corrosion, wear, and environmental damage. These machines can apply various types of finishes, including powder coatings, clear coats, and anodized finishes.
Powder Coating Machines: Powder coating machines apply a dry powder finish to the wheel, which is then baked in an oven to create a durable, protective coating. Powder coating is highly resistant to chipping, scratching, and corrosion, making it a popular choice for both aesthetic and functional finishes.
Anodizing Equipment: Anodizing is a process used to enhance the corrosion resistance and durability of aluminum wheels. Anodizing machines apply an oxide layer to the surface of the wheel, improving its resistance to environmental factors like moisture and UV exposure.
Balancing and Testing Machines: After the wheel has been cast, forged, machined, and finished, it must undergo rigorous testing to ensure it meets safety and performance standards. Wheel balancing and testing machines are used to evaluate the wheel’s structural integrity, balance, and durability.
Wheel Balancing Machines: These machines spin the wheel to detect any weight imbalances that could cause vibration or uneven wear during use. Balancing ensures that the wheel rotates smoothly and evenly, which is essential for vehicle performance and safety.
Impact Testing Machines: Impact testing machines simulate real-world driving conditions, such as potholes or collisions, to ensure that the wheel can withstand extreme forces without cracking or deforming. This testing is critical for high-performance wheels used in racing, off-road driving, or other demanding applications.
Applications of Wheel Manufacturing Machines
Automotive Wheel Production: The automotive industry relies heavily on wheel manufacturing machines to produce wheels for cars, trucks, and motorcycles. Machines like casting machines, forging presses, and CNC lathes are used to create wheels that meet the specific performance and aesthetic requirements of different vehicles.
Alloy Wheels for Sports Cars: High-performance sports cars often require lightweight, strong wheels that can withstand the stresses of high-speed driving. Forged wheels, produced using advanced wheel manufacturing machines, offer the strength-to-weight ratio needed for these vehicles.
Aerospace Wheels: Wheel manufacturing machines are also used in the aerospace industry to produce wheels for aircraft landing gear. These wheels must be strong enough to handle the extreme forces encountered during takeoff and landing, while also being lightweight to improve fuel efficiency.
Forged Aluminum Aircraft Wheels: Forged aluminum wheels are commonly used in aircraft landing gear due to their combination of strength, durability, and light weight. Wheel manufacturing machines are used to produce these wheels with the precision required for aerospace applications.
Industrial and Heavy Machinery Wheels: Wheels for industrial and heavy machinery, such as forklifts, cranes, and construction equipment, are produced using wheel manufacturing machines. These wheels must be highly durable to withstand the tough conditions of industrial environments, including heavy loads, rough terrain, and constant use.
Steel Wheels for Heavy Machinery: Steel wheels, known for their strength and durability, are produced using specialized forging and machining equipment to ensure they can handle the intense stresses of industrial applications.
Advantages of Wheel Manufacturing Machines
High Precision and Consistency: Wheel manufacturing machines, especially CNC machining and forging equipment, provide high levels of precision and consistency. This ensures that every wheel produced meets exact specifications, which is critical for performance, safety, and longevity.
Efficiency and Speed: Modern wheel manufacturing machines are highly automated, allowing for the efficient production of large quantities of wheels. This reduces production time and costs, while maintaining consistent quality across all wheels.
Customization Capabilities: CNC machines and other advanced equipment allow manufacturers to customize wheel designs, creating intricate spoke patterns, logos, or unique finishes. This flexibility enables the production of both standard and custom wheels for different markets and applications.
Enhanced Durability and Performance: Forging, heat treatment, and finishing processes enhance the durability and performance of wheels, ensuring they can withstand the stresses of driving, environmental conditions, and impact. This results in longer-lasting, higher-performing wheels.
Cost-Effectiveness: Automated wheel manufacturing machines reduce the need for manual labor and improve material efficiency, resulting in lower production costs. This allows manufacturers to produce high-quality wheels at competitive prices.
Wheel manufacturing machines are integral to the production of high-quality, durable wheels for various industries. Whether for automotive, aerospace, or industrial applications, these machines ensure that wheels meet the highest standards of performance, safety, and durability.
Sheet Metal Hydroforming Machine
Hydroforming Process
A sheet metal hydroforming machine is a specialized piece of equipment used in the process of hydroforming, a metal forming technique that uses high-pressure hydraulic fluid to shape sheet metal into complex and intricate geometries. Hydroforming is widely used in industries like automotive, aerospace, and consumer products because it allows for the creation of lightweight, strong, and structurally sound components with minimal material waste. Sheet metal hydroforming is particularly effective for producing parts with deep, complex shapes, which would be difficult or impossible to achieve using traditional stamping or mechanical forming techniques.
Hydroforming machines apply pressure to a metal blank, which is placed over a die and forced into the desired shape by hydraulic fluid. This process allows manufacturers to create seamless, lightweight parts that are both strong and aesthetically pleasing. Sheet metal hydroforming machines are known for their ability to produce parts with high precision, consistent wall thickness, and excellent surface finish.
Key Components of a Sheet Metal Hydroforming Machine
Hydraulic Press: The hydraulic press is the core of the hydroforming machine, responsible for applying the necessary pressure to form the sheet metal into the desired shape. The press uses hydraulic fluid to generate immense force, which is evenly distributed across the surface of the metal blank. This ensures that the metal flows uniformly into the die, creating a part with consistent thickness and dimensions.
High Pressure for Precision Forming: Hydroforming machines typically operate at pressures ranging from 10,000 to 60,000 psi (pounds per square inch), depending on the material and the complexity of the part being formed. The high pressure allows the metal to conform precisely to the shape of the die, resulting in a finished part with tight tolerances and high structural integrity.
Forming Die: The forming die is a critical component in the hydroforming process. It provides the negative shape that the metal blank will be formed into. The die is usually made from high-strength steel or other durable materials that can withstand the high pressures involved in hydroforming. The die design is highly specialized, as it must account for factors such as material flow, thickness distribution, and the desired final shape of the part.
Die Design for Complex Shapes: One of the major advantages of hydroforming is its ability to create complex, multi-dimensional shapes in a single forming operation. The die is designed to form intricate curves, deep recesses, and sharp details, which would be difficult to achieve using traditional metal forming techniques.
Bladder System: In some hydroforming machines, a rubber or elastomer bladder is used to distribute the hydraulic pressure evenly across the surface of the metal blank. The bladder conforms to the shape of the die and the metal, ensuring that the pressure is applied uniformly. This helps prevent wrinkling, tearing, or uneven material distribution during the forming process.
Uniform Pressure Distribution: The bladder system plays a crucial role in maintaining consistent pressure across the entire surface of the metal blank, ensuring that the part is formed uniformly and without defects. This is particularly important when forming thin or lightweight materials that are prone to wrinkling or distortion.
Control System: Modern hydroforming machines are equipped with advanced control systems that allow operators to precisely control the pressure, timing, and other parameters of the forming process. These systems ensure that the hydroforming process is highly repeatable, allowing for consistent production of parts with minimal variation.
CNC and Automated Control: Many hydroforming machines are equipped with CNC (Computer Numerical Control) systems, which automate the forming process and allow for precise control over the pressure, timing, and position of the hydraulic press. This ensures that each part is formed exactly according to specifications, improving efficiency and reducing waste.
Applications of Sheet Metal Hydroforming Machines
Automotive Industry: The automotive industry is one of the largest users of sheet metal hydroforming technology. Hydroforming is used to produce a wide range of automotive components, including exhaust systems, chassis components, and body panels. The process allows manufacturers to create lightweight parts with high structural integrity, which improves vehicle performance, fuel efficiency, and safety.
Hydroformed Body Panels: Hydroforming is used to create large, complex body panels for cars, such as fenders, hoods, and doors. These panels are often formed in a single operation, reducing the number of welds and seams, which improves the overall strength and appearance of the vehicle.
Exhaust Systems: In automotive exhaust systems, hydroforming is used to produce complex tubing with smooth bends and uniform wall thickness. This improves the flow of exhaust gases and reduces back pressure, leading to better engine performance and lower emissions.
Aerospace Industry: Hydroforming is widely used in the aerospace industry to produce lightweight, high-strength components for aircraft and spacecraft. The ability to create complex shapes with consistent wall thickness and minimal material waste is crucial in aerospace manufacturing, where weight reduction and structural integrity are critical.
Hydroformed Structural Components: Aerospace manufacturers use hydroforming to produce structural components such as bulkheads, fuselage panels, and wing spars. These parts must be lightweight yet capable of withstanding extreme forces and environmental conditions, making hydroforming an ideal manufacturing process.
Consumer Products: Hydroforming is also used to produce high-end consumer products, such as kitchen appliances, lighting fixtures, and furniture. The process allows manufacturers to create aesthetically pleasing, seamless metal parts with intricate shapes and smooth surfaces, enhancing the appearance and durability of the final product.
Seamless Metal Furniture: In the production of modern metal furniture, hydroforming is used to create sleek, curved designs with seamless joints. This not only improves the aesthetics of the furniture but also enhances its structural strength and durability.
Medical Devices: In the medical industry, hydroforming is used to produce components for medical devices and surgical instruments. The process allows for the creation of lightweight, precise parts that meet the strict quality and safety standards required in medical applications.
Hydroformed Surgical Instruments: Hydroforming is used to create stainless steel and titanium surgical instruments with smooth surfaces and intricate shapes. The seamless construction of hydroformed instruments reduces the risk of contamination and makes them easier to clean and sterilize.
Advantages of Sheet Metal Hydroforming Machines
Complex Shapes with High Precision: One of the biggest advantages of hydroforming is its ability to create complex, three-dimensional shapes in a single forming operation. This reduces the need for additional manufacturing steps, such as welding or assembly, and allows for the production of parts with tight tolerances and high structural integrity.
Lightweight and Strong Parts: Hydroforming allows manufacturers to create parts with consistent wall thickness, even in areas with complex curves or deep recesses. This results in parts that are both lightweight and strong, making them ideal for applications where weight reduction and durability are critical, such as in the automotive and aerospace industries.
Reduced Material Waste: Unlike traditional stamping or mechanical forming processes, hydroforming uses high-pressure hydraulic fluid to shape the metal, which minimizes material waste. The metal is stretched uniformly into the desired shape, reducing the amount of scrap generated during the manufacturing process.
Improved Surface Finish: Hydroformed parts often have a smooth surface finish with minimal defects, such as wrinkles or tool marks. This reduces the need for additional finishing processes, such as polishing or sanding, and improves the overall appearance of the final product.
Cost-Effective for Low- to Medium-Volume Production: Hydroforming is particularly cost-effective for low- to medium-volume production runs, as it requires fewer dies and tooling changes compared to traditional metal forming processes. This makes it an attractive option for manufacturers who need to produce small batches of custom or highly specialized parts.
Challenges of Hydroforming
High Initial Setup Costs: The equipment and tooling required for hydroforming can be expensive, making it less cost-effective for very low-volume production runs. However, for medium- to high-volume production, the long-term savings in material costs and reduced manufacturing steps often outweigh the initial setup costs.
Material Limitations: While hydroforming is effective for a wide range of metals, such as aluminum, steel, and titanium, it may not be suitable for certain materials that are too brittle or have limited formability. Careful consideration of the material’s properties is required to ensure successful hydroforming.
Sheet metal hydroforming machines play a crucial role in modern manufacturing, offering the ability to produce complex, lightweight, and high-strength parts with minimal material waste. Whether used in the automotive, aerospace, or consumer goods industries, hydroforming provides manufacturers with a versatile and efficient method for creating high-quality metal components.
Flowforming Sheet Metal
Advantages and Limitations of CNC Metal Spinning
Flowforming sheet metal is a highly specialized manufacturing process used to produce cylindrical or conical parts with precise dimensions, thin walls, and complex geometries. Flowforming is a cold-forming process in which a pre-formed metal blank, typically in the shape of a tube or cup, is stretched and compressed against a rotating mandrel using a series of rollers. The process results in a part that is both lightweight and strong, with excellent dimensional accuracy and surface finish.
Flowforming is widely used in industries such as aerospace, automotive, military, and industrial manufacturing, where high-performance parts with thin walls and complex shapes are required. The process allows for significant material savings and improved mechanical properties compared to traditional manufacturing techniques, making it an ideal choice for producing high-precision components.
The Flowforming Process
Material Selection: The first step in flowforming is selecting the appropriate material for the part. Flowforming is typically used with metals that have good ductility and formability, such as aluminum, titanium, steel, and nickel-based alloys. The material must be able to withstand the forces applied during the forming process without cracking or losing its structural integrity.
Common Materials for Flowforming: Aluminum and titanium are commonly used in aerospace and automotive applications due to their high strength-to-weight ratios. Steel and nickel-based alloys are used for parts that require excellent wear resistance, such as military or industrial components.
Preforming the Blank: Before the flowforming process begins, the metal blank is pre-formed into a basic cylindrical or conical shape, known as a preform. The preform is typically created using processes such as deep drawing, spinning, or forging. This preform will then be stretched and shaped into the final part during the flowforming process.
Preform Shape and Size: The size and shape of the preform are critical to the success of the flowforming process. The preform must be designed to accommodate the stretching and thinning that will occur during forming, ensuring that the final part has the correct dimensions and wall thickness.
Mounting the Preform on the Mandrel: Once the preform is created, it is mounted onto a rotating mandrel, which acts as the forming tool. The mandrel is designed to match the inner shape of the final part, providing support and guiding the material as it is stretched and compressed by the flowforming rollers.
Mandrel Design for Precision: The mandrel is a critical component of the flowforming process, as it determines the final shape and dimensions of the part. The mandrel must be precisely machined to match the required tolerances, ensuring that the finished part meets the specified dimensions.
Roller Forming: During the flowforming process, a series of rollers apply pressure to the preform, gradually stretching and thinning the material as it rotates on the mandrel. The rollers move along the length of the preform, compressing the metal against the mandrel and reducing the wall thickness while increasing the length of the part.
Controlled Material Flow: Flowforming requires precise control over the material flow, ensuring that the metal is stretched uniformly along the length of the part. This control allows manufacturers to achieve extremely thin walls with high precision, even in parts with complex geometries.
Final Part Removal and Heat Treatment: After the flowforming process is complete, the finished part is removed from the mandrel. Depending on the material and the application, the part may undergo additional heat treatment to improve its mechanical properties, such as hardness, strength, and fatigue resistance.
Heat Treatment for Strength: Many flowformed parts, especially those made from steel or titanium, undergo heat treatment to increase their strength and durability. This ensures that the part can withstand the stresses and conditions it will encounter in its final application.
Applications of Flowforming Sheet Metal
Aerospace Industry: Flowforming is widely used in the aerospace industry to produce lightweight, high-strength components for aircraft and spacecraft. The process is particularly well-suited for creating thin-walled, cylindrical parts such as rocket motor casings, fuselage sections, and exhaust cones.
Rocket Motor Casings: Flowforming is used to produce rocket motor casings due to its ability to create thin, lightweight parts with excellent dimensional accuracy. The process ensures that the casings can withstand the extreme pressures and temperatures encountered during flight.
Automotive Industry: In the automotive industry, flowforming is used to create lightweight, high-performance components such as wheel rims, drive shafts, and suspension components. The process allows manufacturers to reduce the weight of these parts without compromising their strength or durability.
Lightweight Wheel Rims: Flowforming is used to create lightweight alloy wheels for high-performance vehicles. The process ensures that the wheels have the strength needed to handle the stresses of driving, while minimizing weight to improve fuel efficiency and handling.
Military Applications: Flowforming is used to produce a wide range of military components, including artillery shells, missile casings, and armor-piercing projectiles. The process allows for the creation of thin-walled, high-strength parts that can withstand the extreme forces encountered in military applications.
Artillery Shell Casings: Flowforming is used to produce artillery shell casings with thin walls and high strength. The process ensures that the shells can withstand the high pressures generated during firing while remaining lightweight for improved accuracy and range.
Industrial and Energy Sectors: Flowforming is also used in the production of components for industrial machinery, energy production, and oil and gas exploration. The process allows for the creation of durable, high-strength parts that can withstand harsh operating conditions.
Turbine Housings: In the energy sector, flowforming is used to produce turbine housings and other components for power generation. These parts must be able to withstand high temperatures and pressures, making flowforming an ideal manufacturing process.
Advantages of Flowforming Sheet Metal
High Strength-to-Weight Ratio: Flowforming allows manufacturers to produce parts with extremely thin walls while maintaining high strength and structural integrity. This results in lightweight components that are ideal for applications where weight reduction is critical, such as in aerospace and automotive manufacturing.
Material Efficiency: Flowforming uses a cold-forming process that minimizes material waste. The material is stretched and thinned, allowing manufacturers to produce parts with consistent wall thickness and minimal scrap. This improves cost efficiency and reduces the environmental impact of production.
Dimensional Accuracy: Flowforming provides excellent control over the final dimensions of the part, ensuring that each component meets precise tolerances. This is particularly important in industries such as aerospace and military manufacturing, where even small deviations in part dimensions can lead to performance issues.
Improved Mechanical Properties: The cold-forming process used in flowforming improves the mechanical properties of the metal, such as its hardness, tensile strength, and fatigue resistance. This makes flowformed parts more durable and capable of withstanding extreme conditions, such as high temperatures and pressures.
Versatility: Flowforming can be used with a wide range of metals, including aluminum, steel, titanium, and nickel-based alloys. This makes the process highly versatile, allowing manufacturers to produce components for a variety of industries and applications.
Challenges of Flowforming
Complex Tooling Requirements: Flowforming requires highly specialized tooling, including precision mandrels and rollers. The cost of designing and manufacturing these tools can be high, especially for custom parts with complex geometries.
Material Limitations: While flowforming is suitable for many ductile metals, it may not be effective for materials that are brittle or have limited formability. Manufacturers must carefully select materials that can withstand the stretching and compressing forces applied during the flowforming process.
Flowforming sheet metal is a highly efficient and versatile process used to produce lightweight, high-precision components with complex geometries. Whether in aerospace, automotive, or military applications, flowforming provides manufacturers with a cost-effective solution for creating parts that meet the highest standards of performance and durability.
Can End Curler Tooling
Can End Curling Machines
Can end curler tooling refers to the specialized tools and equipment used to create the curled edges of metal can ends, such as those found on beverage cans, food cans, and other types of containers. The curling process is crucial in the can manufacturing industry because it ensures a secure and smooth connection between the can body and the can lid. The curl provides both structural integrity and a safe, rounded edge, preventing sharp metal edges that could cause injury.
Can end curler tooling is typically part of a larger can-making process, where the can lid is formed, curled, and prepared for seaming (joining the can lid to the body). This equipment is designed to handle high-speed production, enabling manufacturers to produce millions of can ends efficiently while maintaining consistent quality and safety standards.
Key Components of Can End Curler Tooling
Curling Rollers: Curling rollers are a crucial component of can end curler tooling. These rollers are designed to apply pressure and form the edges of the can end into a smooth, rounded curl. As the can end passes through the machine, the rollers gradually bend the metal, forming a uniform curl around the entire circumference of the lid.
Precision in Curl Formation: Curling rollers must apply consistent pressure to ensure that the curl is formed evenly around the can end. Any variations in pressure can result in a weak or uneven curl, which may lead to sealing issues during the canning process.
Die and Punch System: The die and punch system is responsible for holding the can end in place and guiding it through the curling process. The die provides a form or template that the can end is shaped around, while the punch presses the can end into the die. This ensures that the curl is formed to precise specifications, with the correct dimensions and profile.
Die Design for Different Can Sizes: Can end curler tooling must be adaptable to accommodate different can sizes, from small beverage cans to larger food cans. The die and punch system is typically designed to be adjustable or interchangeable, allowing manufacturers to switch between different can sizes quickly and efficiently.
Lubrication System: To ensure smooth operation and prevent damage to the can end or the tooling, a lubrication system is often integrated into can end curler machines. This system applies a thin layer of lubricant to the can end as it passes through the rollers and die, reducing friction and wear on both the can and the tooling.
Lubricant for Consistent Curling: The type and amount of lubricant used in the curling process are carefully controlled to ensure that the can end is formed smoothly without defects. Too much or too little lubrication can lead to problems such as tearing, wrinkling, or uneven curling.
Control System: Modern can end curler tooling is often equipped with an advanced control system that monitors the speed, pressure, and alignment of the tooling. This ensures that each can end is curled to the correct specifications, even at high production speeds.
Automated Adjustment for High-Speed Production: Automated control systems allow for real-time adjustments during the production process, ensuring that the curling operation remains consistent and efficient. This is particularly important in large-scale canning operations, where thousands of can ends may be produced per minute.
The Curling Process in Can Manufacturing
Initial Cutting and Stamping: The can end starts as a flat metal blank, typically made from aluminum or tinplate. The first step in the process is cutting the metal into circular blanks and stamping them into the basic shape of the can end. This includes forming features like the panel (the flat center area of the lid) and the chuck wall (the area that will eventually be curled).
Curling the Edges: After the can end has been stamped, it is passed through the curler tooling, where the edges are gradually formed into a smooth, rounded curl. The curl provides a strong, secure edge that will later be used to join the lid to the can body during the seaming process.
Multi-Stage Curling Process: In some cases, the curling process may be completed in multiple stages. The can end may pass through several sets of rollers, with each set applying a different amount of pressure to gradually form the curl. This ensures that the metal is not overstressed or damaged during the curling process.
Inspection and Quality Control: Once the curling process is complete, the can ends are inspected to ensure that they meet the required specifications. This includes checking the dimensions of the curl, the smoothness of the edge, and the overall integrity of the can end. Any defects, such as uneven curls or sharp edges, are flagged for rejection.
Automated Inspection Systems: Many can manufacturing operations use automated inspection systems to check the quality of each can end as it comes off the production line. These systems use cameras and sensors to measure the curl and detect any defects, ensuring that only high-quality can ends proceed to the next stage of production.
Applications of Can End Curler Tooling
Beverage Industry: The beverage industry is the largest user of can end curler tooling, with billions of cans produced each year for products like soda, beer, energy drinks, and sparkling water. The curling process is critical for ensuring that beverage cans are sealed securely and can withstand the pressures of carbonation.
Curling for Beverage Cans: In beverage cans, the curled edge provides a secure connection between the can lid and body, which is critical for maintaining the internal pressure of carbonated drinks. The curl also creates a smooth edge for consumer safety when the can is opened.
Food Packaging: Can end curler tooling is also widely used in the food packaging industry, where it is used to produce can ends for products like soups, vegetables, fruits, and pet food. The curling process ensures that the can ends are strong enough to withstand the sealing process and maintain a tight, hermetic seal.
Sealing Food Cans: The curled edge of the can end is crucial for the seaming process, where the lid is joined to the body of the can. A strong, uniform curl ensures that the can remains sealed and protects the contents from contamination or spoilage.
Aerosol Cans: Can end curler tooling is also used in the production of aerosol cans, such as those used for deodorant, hairspray, and cleaning products. These cans require a strong, secure seal to contain pressurized gases, making the curling process an essential step in manufacturing.
Aerosol Can Ends: The curled edges of aerosol can ends are designed to withstand the internal pressure of the can while providing a smooth, safe edge for handling.
Specialty Cans: Can end curler tooling is also used to produce specialty cans for products like paints, solvents, and chemicals. These cans often require thicker metal and more robust curling processes to ensure that they can safely contain potentially hazardous materials.
Industrial Cans: In the production of industrial cans, the curling process must be precise to ensure that the can end is strong enough to handle heavy-duty sealing and storage conditions.
Advantages of Can End Curler Tooling
Increased Production Efficiency: Can end curler tooling is designed for high-speed production, allowing manufacturers to produce large quantities of can ends quickly and efficiently. This is especially important in industries like beverage and food packaging, where millions of cans are produced daily.
Consistent Quality: Can end curler tooling ensures that each can end is formed with consistent quality, providing uniform curls that are free from defects. This reduces the risk of leaks or contamination during the canning process, ensuring that the final product is safe for consumers.
Improved Safety: The curling process creates a smooth, rounded edge on the can end, reducing the risk of injury to consumers when opening or handling the can. This is particularly important in the beverage industry, where sharp edges could pose a safety hazard.
Enhanced Durability: The curled edge of the can end provides added strength and durability, allowing the can to withstand the pressures of sealing, transportation, and storage. This is especially important for cans that contain carbonated beverages or pressurized products like aerosols.
Adaptability to Different Can Sizes: Can end curler tooling is highly adaptable, allowing manufacturers to produce can ends for a wide range of container sizes and types. This flexibility makes it an essential tool in the production of cans for various industries, from food and beverages to industrial chemicals and household products.
Challenges in Can End Curling
Tool Wear and Maintenance: Can end curler tooling is subject to significant wear and tear due to the high-speed nature of the production process and the constant contact with metal. Regular maintenance and tool replacement are necessary to ensure that the tooling remains in good condition and continues to produce high-quality can ends.
Precision Requirements: The curling process requires a high degree of precision to ensure that the curl is formed correctly and uniformly around the entire circumference of the can end. Even small variations in the curling process can lead to defects, such as uneven curls or weak seams.
Can end curler tooling is a critical component in the can manufacturing process, providing the precision and consistency needed to produce high-quality, safe, and durable can ends for a wide range of products. Whether used in the beverage, food, or industrial packaging industries, this tooling ensures that cans are sealed securely and ready for consumer use.
Can End Curling Machines
Drum End Manufacturing
Can end curling machines are specialized machines designed to create the curled edges of metal can ends, which are used to seal cans in the beverage, food, and aerosol industries. The curling process is a critical step in the can manufacturing process, as it forms a smooth, rounded edge on the can lid, ensuring that the can end can be securely seamed to the can body. Curling machines are essential for producing safe, durable can ends that meet industry standards for quality, strength, and safety.
Curling machines are typically used in high-volume can manufacturing operations, where speed and precision are paramount. These machines are capable of producing thousands of can ends per hour, ensuring that manufacturers can meet the demands of large-scale production while maintaining consistent quality. The curling process helps prevent sharp edges on the can end and ensures that the lid can be securely joined to the can body during the seaming process.
Key Features of Can End Curling Machines
High-Speed Production: Can end curling machines are designed for high-speed production, with the ability to curl thousands of can ends per hour. This makes them essential for large-scale can manufacturing operations, such as those found in the beverage and food industries. The machines operate continuously, with can ends fed into the machine, curled, and then automatically ejected for further processing.
Efficiency in High-Volume Production: The high-speed capabilities of curling machines ensure that manufacturers can meet the demands of mass production while maintaining consistent quality and precision in each can end.
Multi-Stage Curling Process: Can end curling machines often use a multi-stage curling process to gradually form the curl on the can end. In the first stage, the edges of the can end are pre-curled, and in subsequent stages, the curl is completed, ensuring that the metal is formed smoothly and uniformly without wrinkling or cracking.
Step-by-Step Curl Formation: The multi-stage process allows the metal to be curled gradually, which reduces the risk of damaging the can end or causing defects. Each stage applies a different amount of pressure to the metal, ensuring a precise, smooth curl.
Automated Control System: Modern can end curling machines are equipped with automated control systems that monitor and adjust the curling process in real-time. These systems ensure that the pressure, speed, and alignment of the curling rollers are optimized for each can end, preventing defects and ensuring consistent quality.
CNC Control for Precision Curling: Many curling machines use CNC (Computer Numerical Control) systems to automate the curling process and ensure precise control over the machine’s movements. This allows for accurate, repeatable results across large production runs.
Adjustable Tooling for Different Can Sizes: Can end curling machines are designed to accommodate different can sizes, allowing manufacturers to switch between various can end diameters quickly and efficiently. The tooling on the machine can be adjusted or changed to curl can ends of different sizes, from small beverage cans to larger food cans.
Flexibility in Can Production: The ability to switch between different can sizes makes curling machines versatile, enabling manufacturers to produce a wide range of products without the need for multiple machines.
Integrated Lubrication System: Curling machines often feature an integrated lubrication system that applies a thin layer of lubricant to the can end as it passes through the curling rollers. This reduces friction and wear on both the can end and the machine, ensuring smooth operation and extending the life of the tooling.
Reducing Wear and Tear: Proper lubrication helps prevent damage to the curling rollers and other machine components, ensuring that the machine operates efficiently and with minimal downtime for maintenance.
The Curling Process in Can Manufacturing
Feeding the Can Ends: The can ends are fed into the curling machine either manually or through an automated system. The machine grabs each can end and positions it for the curling process. The can ends are usually cut and stamped from a flat sheet of metal, such as aluminum or steel, before being passed to the curling machine.
Automated Feeding Systems: In high-volume production, can end curling machines are typically integrated into a larger production line with automated feeding systems that continuously supply the machine with can ends. This ensures a smooth, uninterrupted production process.
Curling the Can End: Once the can end is positioned in the machine, it passes through a series of curling rollers that gradually form the edge into a smooth, rounded curl. The rollers apply pressure to the edges of the can end, bending the metal around a forming die to create the desired curl shape.
Controlled Curling for Uniform Results: The pressure applied by the rollers is carefully controlled to ensure that the curl is formed uniformly around the entire circumference of the can end. This is essential for ensuring that the can end can be securely seamed to the can body later in the production process.
Final Inspection and Ejection: After the curling process is complete, the can ends are inspected to ensure that they meet quality standards. Automated inspection systems are often used to check for defects such as uneven curls, cracks, or sharp edges. Once the can end passes inspection, it is ejected from the machine and moved to the next stage of production, such as sealing or seaming.
Quality Control Systems: Curling machines are often equipped with advanced inspection systems that use cameras and sensors to measure the dimensions and quality of each can end. Any defective can ends are automatically rejected, ensuring that only high-quality products proceed to the next stage of manufacturing.
Applications of Can End Curling Machines
Beverage Can Production: The beverage industry relies heavily on can end curling machines to produce high-quality can ends for soda, beer, and other drinks. The curling process is critical for creating the smooth, rounded edges that are essential for consumer safety and for sealing the can during the packaging process.
Curling for Carbonated Beverage Cans: For carbonated beverages, the curled edge of the can end provides a secure seal that can withstand the internal pressure of carbonation. This ensures that the beverage remains fresh and properly sealed until it is opened by the consumer.
Food Can Manufacturing: Can end curling machines are also widely used in the food packaging industry to produce can ends for products like soups, vegetables, sauces, and pet food. The curling process ensures that the can ends are strong and durable, allowing them to be securely seamed to the can body and maintain a hermetic seal.
Sealing Food Products: The curled edges of food can ends are essential for the seaming process, which creates a tight, airtight seal that preserves the freshness of the food and prevents contamination.
Aerosol Can Production: Aerosol cans, such as those used for deodorant, hairspray, and household cleaners, require strong, secure can ends that can withstand the internal pressure of the product. Curling machines are used to produce can ends with the strength and durability needed for aerosol cans.
Pressure-Resistant Can Ends: The curling process ensures that aerosol can ends are strong enough to handle the internal pressure of the product while providing a smooth edge for consumer safety.
Paint and Chemical Cans: Curling machines are also used to produce can ends for paint, solvent, and chemical cans. These cans require strong, secure seals to prevent leaks and ensure the safe storage and transportation of potentially hazardous materials.
Durability for Industrial Cans: In the production of industrial cans, the curling process ensures that the can end is strong enough to withstand heavy-duty use and storage conditions.
Advantages of Can End Curling Machines
High Production Speed: Can end curling machines are designed for high-speed production, allowing manufacturers to produce large quantities of can ends efficiently. This is essential for industries like beverage and food packaging, where millions of cans are produced daily.
Consistent Quality: Curling machines ensure that each can end is curled with consistent quality, reducing the risk of defects such as sharp edges, cracks, or uneven curls. This is critical for maintaining the safety and integrity of the final product.
Flexibility for Different Can Sizes: Can end curling machines are highly adaptable, allowing manufacturers to produce can ends for a wide range of container sizes. This flexibility is essential for manufacturers that produce cans for different industries and products.
Safety and Consumer Protection: The curling process ensures that the edges of the can end are smooth and safe to handle, reducing the risk of injury to consumers when opening or handling the can. This is particularly important in the beverage industry, where cans are often opened by hand.
Reduced Material Waste: Curling machines are designed to minimize material waste by precisely forming the curl without over-stressing or damaging the metal. This results in more efficient use of materials and reduces the overall cost of production.
Challenges of Can End Curling Machines
Tooling Wear and Maintenance: The high-speed nature of can end curling machines can lead to wear and tear on the tooling, requiring regular maintenance and replacement to ensure consistent quality. Proper maintenance is essential to prevent downtime and ensure the machine operates efficiently.
High Initial Investment: Can end curling machines represent a significant capital investment, particularly for smaller manufacturers. However, the long-term benefits in terms of production efficiency, quality, and safety often justify the initial cost.
Can end curling machines are an essential part of the can manufacturing process, providing the precision and efficiency needed to produce high-quality can ends for a wide range of industries. Whether used for beverage cans, food packaging, or aerosol products, these machines ensure that can ends are safe, durable, and ready for sealing and shipping.
Hydraulic Press Forming Machine
Manufacturing Process of Hydraulic Presses
A hydraulic press forming machine is a powerful machine used in metal forming processes to shape and mold materials using high-pressure hydraulic fluid. Hydraulic press forming is one of the most versatile metalworking processes, used to produce a wide range of parts and components in industries such as automotive, aerospace, construction, and manufacturing. Hydraulic presses are known for their ability to apply consistent, controlled force, making them ideal for forming materials that require high precision and uniform pressure distribution.
Hydraulic press forming machines use hydraulic cylinders to generate the pressing force, which is transmitted to the material through a die or punch. These machines are highly flexible, allowing manufacturers to perform various forming processes such as stamping, bending, drawing, and punching. Hydraulic presses can handle different types of materials, including metals, plastics, rubber, and composites, and are capable of forming parts with complex geometries and tight tolerances.
Key Components of a Hydraulic Press Forming Machine
Hydraulic Cylinder: The hydraulic cylinder is the core component of the press, responsible for generating the force required to form the material. Hydraulic fluid is pumped into the cylinder, pushing the piston downward and applying pressure to the material. The amount of force applied depends on the size of the cylinder, the pressure of the hydraulic fluid, and the material being formed.
High Pressure for Heavy-Duty Forming: Hydraulic press forming machines can generate pressures ranging from a few tons to several thousand tons, depending on the machine’s capacity. This makes them suitable for a wide range of forming operations, from small precision parts to large structural components.
Press Frame: The press frame is the structural support that holds the hydraulic cylinder and other components in place. It must be strong enough to withstand the immense forces generated during the forming process. Press frames come in various designs, including C-frame, H-frame, and four-post configurations, each offering different advantages in terms of space, stability, and accessibility.
C-Frame Presses: C-frame presses are open on three sides, allowing easy access to the work area and facilitating manual loading and unloading of parts. This makes them ideal for small to medium-sized parts that require frequent tool changes or adjustments.
Four-Post Presses: Four-post presses provide excellent stability and are used for forming larger, heavier parts. The four-post design distributes the force evenly across the press, reducing the risk of deflection and ensuring precise, repeatable results.
Die and Punch System: The die and punch system is responsible for shaping the material during the forming process. The die is a negative mold that holds the material in place, while the punch applies pressure to the material, forcing it into the shape of the die. Hydraulic presses can accommodate a wide variety of dies, allowing for different types of forming operations.
Interchangeable Dies for Flexibility: Hydraulic press forming machines are often equipped with interchangeable dies, allowing manufacturers to switch between different forming operations quickly and efficiently. This flexibility is essential for producing parts with varying shapes, sizes, and materials.
Hydraulic Pump and Control System: The hydraulic pump is responsible for generating the pressure needed to operate the press. Modern hydraulic presses are equipped with advanced control systems that allow operators to precisely adjust the pressure, speed, and stroke length of the press. These systems ensure that the forming process is highly repeatable and that each part meets the required specifications.
Automated Control for Precision: Many hydraulic press forming machines use CNC (Computer Numerical Control) or PLC (Programmable Logic Controller) systems to automate the press operation. This ensures that each part is formed with consistent quality and reduces the risk of errors or defects during production.
Common Hydraulic Press Forming Processes
Stamping: Stamping is one of the most common processes performed using hydraulic press forming machines. In stamping, a sheet of metal is placed between a die and a punch, and the press applies pressure to create a specific shape. Stamping is widely used in industries such as automotive, aerospace, and appliance manufacturing to produce parts like brackets, panels, and enclosures.
Deep Drawing for Complex Shapes: Deep drawing is a type of stamping used to create parts with deep, hollow shapes, such as automotive body panels, fuel tanks, and cookware. The hydraulic press applies gradual, controlled pressure, allowing the material to be drawn into the die without tearing or wrinkling.
Bending: Bending is another common process performed on hydraulic presses. The press applies pressure to a metal sheet or tube, forcing it to bend at a precise angle. Bending is used to create parts like brackets, frames, and structural components. Hydraulic presses are ideal for bending operations because they provide smooth, consistent force, ensuring that the material bends uniformly.
V-Bending and U-Bending: Hydraulic presses can perform various types of bending, including V-bending, where the material is bent into a V-shape, and U-bending, where the material is bent into a U-shape. These bending operations are essential for creating structural components and frames used in industries like construction and manufacturing.
Punching and Piercing: Punching involves using a punch and die to cut holes or shapes in a sheet of metal. Hydraulic press forming machines are commonly used for punching operations, as they can apply the necessary force to cut through thick or hard materials. Punching is used to create holes for fasteners, ventilation, or other functional features in metal parts.
Precision Punching for High Tolerances: Hydraulic presses provide the precise control needed for punching operations that require tight tolerances, such as creating bolt holes, slots, or cutouts in metal parts.
Embossing: Embossing is a forming process that creates raised or recessed designs on the surface of a material. Hydraulic presses are used for embossing operations in industries like automotive, aerospace, and consumer goods manufacturing. Embossed designs can add strength, rigidity, or aesthetic appeal to metal parts.
Textured Metal Panels: In the automotive industry, embossing is used to create textured metal panels for car interiors, trim pieces, and other components. The hydraulic press ensures that the embossed patterns are consistent and uniform across all parts.
Applications of Hydraulic Press Forming Machines
Automotive Manufacturing: Hydraulic press forming machines are widely used in the automotive industry to produce a variety of components, including body panels, chassis parts, brackets, and structural reinforcements. The high precision and force of hydraulic presses make them ideal for forming parts that require complex shapes and tight tolerances.
Body Panels and Frames: Hydraulic presses are used to form large automotive body panels, such as doors, hoods, and fenders. The deep drawing capabilities of hydraulic presses ensure that these parts are formed with smooth, uniform surfaces and without defects.
Aerospace Industry: The aerospace industry uses hydraulic press forming machines to produce lightweight, high-strength components for aircraft and spacecraft. Hydraulic presses are used for forming parts like fuselage panels, wing spars, and structural supports, where precision and strength are critical.
Precision Forming for Aerospace Parts: The ability to apply consistent force and control the forming process makes hydraulic presses ideal for producing parts with tight tolerances and complex geometries, which are essential for aerospace applications.
Construction and Heavy Machinery: Hydraulic press forming machines are used to produce structural components for construction equipment, heavy machinery, and industrial applications. These presses can handle thick, heavy materials like steel and iron, forming them into parts that are strong, durable, and capable of withstanding heavy loads.
Steel Frames and Beams: Hydraulic presses are used to form steel beams, frames, and other structural components used in construction and heavy machinery. The high pressing force of hydraulic machines ensures that these parts are formed with the strength and durability required for demanding applications.
Consumer Goods and Appliances: In the consumer goods industry, hydraulic press forming machines are used to produce a wide range of metal products, including kitchen appliances, cookware, electronics enclosures, and furniture components. The forming process allows manufacturers to create lightweight, aesthetically pleasing products with complex shapes and smooth surfaces.
Stamped and Embossed Metal Panels: Hydraulic presses are used to create stamped and embossed metal panels for products like refrigerators, ovens, and washing machines. These panels provide both structural strength and a high-quality finish.
Advantages of Hydraulic Press Forming Machines
High Precision and Control: Hydraulic press forming machines offer precise control over the pressure, speed, and stroke length, allowing manufacturers to produce parts with tight tolerances and consistent quality. This makes hydraulic presses ideal for applications where precision is critical, such as automotive and aerospace manufacturing.
Versatility: Hydraulic presses are versatile machines that can perform a wide range of metal forming processes, including stamping, bending, punching, deep drawing, and embossing. This flexibility makes them suitable for a variety of industries and applications, from small precision parts to large structural components.
Smooth, Consistent Force: Unlike mechanical presses, which deliver force in a rapid, single stroke, hydraulic presses apply smooth, continuous pressure, allowing for more controlled and uniform forming. This reduces the risk of defects like wrinkling, tearing, or uneven material distribution.
Adaptability to Different Materials: Hydraulic press forming machines can handle a wide variety of materials, including metals, plastics, rubber, and composites. This adaptability allows manufacturers to produce parts with different materials and properties, making hydraulic presses a valuable tool for diverse manufacturing operations.
Cost-Effectiveness for Small- and Medium-Batch Production: Hydraulic presses are particularly cost-effective for small- to medium-batch production runs, as they require less tooling and setup compared to mechanical presses. This makes them ideal for manufacturers that need to produce custom or specialized parts in smaller quantities.
Challenges of Hydraulic Press Forming Machines
Slower Cycle Times: Hydraulic presses typically have slower cycle times compared to mechanical presses, as the hydraulic system must build pressure before each stroke. This can be a disadvantage in high-volume production environments where speed is a priority.
Higher Energy Consumption: Hydraulic press forming machines tend to consume more energy than mechanical presses, especially for large, high-tonnage applications. However, advancements in hydraulic technology have led to more energy-efficient designs in modern presses.
Hydraulic press forming machines are essential tools in modern manufacturing, providing the precision, force, and versatility needed to produce high-quality metal parts for a wide range of industries. Whether used in automotive, aerospace, construction, or consumer goods production, these machines ensure that parts are formed with consistent quality, strength, and durability.
Metal Buffing and Polishing Machines
Metal Surface Finishing Machine
Metal buffing and polishing machines are specialized tools used to smooth, shine, and enhance the surface finish of metal components. These machines are essential in various industries, such as automotive, aerospace, jewelry making, and manufacturing, where high-quality surface finishes are required for both aesthetic and functional purposes. Buffing and polishing improve the appearance of metal parts and enhance their corrosion resistance, durability, and smoothness, making them easier to clean and maintain.
Buffing and polishing machines use abrasive materials, such as polishing compounds and cloth or felt wheels, to remove fine scratches, oxidation, and other surface imperfections. The process can be automated or performed manually, depending on the size and complexity of the part being polished. These machines are widely used to finish products made from materials like stainless steel, aluminum, brass, copper, and other metals.
Key Components of Metal Buffing and Polishing Machines
Buffing and Polishing Wheels: Buffing and polishing machines use rotating wheels made from soft materials like cloth, felt, or foam to apply polishing compounds to the metal surface. The wheels are designed to rotate at high speeds, allowing the polishing compound to remove fine scratches and imperfections while creating a smooth, shiny finish.
Cloth and Felt Wheels: Cloth and felt wheels are the most common types of buffing wheels, and they come in various levels of hardness and coarseness. Soft cloth wheels are used for fine polishing, while harder felt wheels are used for more aggressive buffing operations.
Polishing Compounds: Polishing compounds are abrasive materials applied to the buffing wheel to aid in the polishing process. These compounds come in various grades, from coarse to fine, depending on the level of finish required. Common polishing compounds include rouge (a fine red abrasive used for high-gloss finishes) and tripoli (a coarser abrasive used for initial polishing).
Compounds for Different Metals: Different metals require different polishing compounds to achieve the desired finish. For example, stainless steel may require a more aggressive compound to remove oxidation and surface imperfections, while softer metals like brass or aluminum may need a finer compound for a mirror-like finish.
Motor and Speed Controls: Buffing and polishing machines are equipped with motors that drive the rotating buffing wheels. These motors are typically adjustable, allowing the operator to control the speed of the wheels depending on the material and the desired finish. Slower speeds are used for fine polishing, while higher speeds are used for more aggressive buffing operations.
Variable Speed Control for Precision: Many buffing and polishing machines feature variable speed controls, allowing operators to adjust the rotation speed of the wheels for different stages of the polishing process. This ensures that the polishing is done consistently without damaging the metal surface.
Workpiece Holders and Clamps: Larger buffing and polishing machines often include workpiece holders or clamps that secure the metal part in place during the polishing process. This ensures that the part remains steady and allows the operator to focus on achieving an even, consistent finish across the entire surface.
Secure Workholding for Consistent Results: Workholding devices are particularly important when polishing large or heavy metal parts, as they help prevent movement or vibration during the process, resulting in a smoother finish.
Dust Collection System: Buffing and polishing can generate significant amounts of dust and debris from the polishing compounds and metal being processed. Many machines are equipped with dust collection systems to capture this dust and keep the work area clean and safe for operators.
Dust Control for Clean Operation: A dust collection system helps maintain a clean workspace and reduces the risk of airborne particles affecting the quality of the finish. It also improves operator safety by reducing exposure to harmful dust and fumes.
Buffing and Polishing Process
Surface Preparation: Before buffing or polishing, the metal surface must be properly prepared. This may involve grinding, sanding, or filing to remove any deep scratches, weld marks, or surface imperfections. Surface preparation ensures that the metal is smooth and ready for the polishing process, allowing for a more even finish.
Sanding for Smoother Surface: Sanding is often used to smooth out rough spots or deep scratches before polishing. Starting with a coarse grit and gradually moving to finer grits ensures that the metal is ready for the buffing and polishing stages.
Initial Buffing: The first step in the polishing process is usually a more aggressive buffing operation, where a coarse polishing compound is applied to the buffing wheel. This step removes any remaining surface imperfections, such as oxidation or light scratches, and begins the process of smoothing the metal surface.
Cut Buffing for Material Removal: Cut buffing involves using a coarse polishing compound and a firm buffing wheel to remove material and smooth the surface. This step is often used for stainless steel and other metals that require a high level of surface refinement.
Polishing and Finishing: After the initial buffing, a finer polishing compound is applied to the wheel, and the metal is polished to achieve a high-gloss or mirror-like finish. This step involves using a softer buffing wheel and finer abrasive compounds to remove any remaining scratches and create a smooth, reflective surface.
Final Polishing for High Shine: Final polishing involves using the finest polishing compounds, such as rouge, to create a high-shine finish. This step is particularly important for decorative metalwork, jewelry, and consumer products where aesthetics are critical.
Inspection and Cleaning: Once the polishing process is complete, the metal part is inspected for defects, such as scratches, streaks, or uneven surfaces. Any imperfections are corrected, and the part is cleaned to remove any polishing compound residue. The finished part is then ready for packaging or further processing.
Final Cleaning for a Flawless Finish: After polishing, the metal part is typically cleaned with solvents or cleaners to remove any residue from the polishing compounds. This ensures that the part is free from contaminants and ready for use.
Applications of Metal Buffing and Polishing Machines
Automotive Industry: Buffing and polishing machines are widely used in the automotive industry to finish metal parts such as body panels, trim, and wheels. The machines are used to create smooth, high-gloss finishes on parts that require both aesthetic appeal and functional durability.
Polishing Car Wheels and Trim: Buffing and polishing machines are used to achieve a shiny, reflective finish on alloy wheels, chrome trim, and other metal parts. This enhances the visual appeal of the vehicle while providing a protective layer against corrosion.
Jewelry Making: In the jewelry industry, buffing and polishing machines are essential for creating high-quality, polished surfaces on precious metals like gold, silver, and platinum. Jewelry polishing requires precision and care to ensure that each piece has a flawless, mirror-like finish.
Mirror-Finish for Precious Metals: Polishing machines are used to create a bright, reflective finish on jewelry, enhancing the appearance and value of the final product. This is especially important for rings, necklaces, and bracelets that must be visually appealing.
Aerospace and Defense: The aerospace and defense industries use buffing and polishing machines to finish metal components that require smooth surfaces and precise dimensions. Polishing improves the aerodynamic performance of parts such as turbine blades, fuselage panels, and structural components.
Polishing for Aerospace Components: Metal components in aircraft must have smooth, polished surfaces to reduce drag and improve performance. Buffing and polishing machines ensure that these components meet the high standards of quality and precision required in the aerospace industry.
Consumer Goods and Electronics: Buffing and polishing machines are used to finish metal parts in consumer goods such as kitchen appliances, electronics enclosures, and decorative metal items. The machines ensure that these products have a high-quality, polished finish that enhances both their appearance and functionality.
Finishing Stainless Steel Appliances: Polishing machines are used to create smooth, shiny surfaces on stainless steel kitchen appliances, such as refrigerators, ovens, and dishwashers. This improves the aesthetic appeal of the products while making them easier to clean and maintain.
Advantages of Metal Buffing and Polishing Machines
High-Quality Surface Finish: Buffing and polishing machines are capable of producing smooth, high-gloss finishes that enhance the appearance and durability of metal parts. This is particularly important for parts that require a high level of aesthetic appeal, such as jewelry or automotive trim.
Improved Corrosion Resistance: Polishing metal surfaces reduces the number of surface imperfections, which can act as points for corrosion to start. By smoothing the surface, polishing improves the metal’s resistance to rust, oxidation, and other forms of corrosion, extending the life of the part.
Enhanced Durability: The buffing and polishing process strengthens the metal surface by removing imperfections and reducing the likelihood of cracks or weak spots. This improves the overall durability of the part, making it more resistant to wear and tear in demanding environments.
Precision and Consistency: Modern buffing and polishing machines provide precise control over the speed and pressure applied to the metal surface, ensuring consistent, repeatable results across large production runs. This is essential for industries that require high-quality, uniform finishes on all parts.
Versatility for Different Metals: Buffing and polishing machines can be used with a wide range of metals, including stainless steel, aluminum, brass, copper, and precious metals like gold and silver. This versatility makes them suitable for a variety of industries and applications.
Challenges of Buffing and Polishing Machines
Tool Wear and Maintenance: Buffing wheels and polishing compounds wear down over time, requiring regular maintenance and replacement to ensure consistent quality. Operators must regularly check and replace worn-out tools to prevent defects or inconsistent finishes.
Operator Skill: Achieving a high-quality polish requires skilled operators who understand the nuances of different materials and polishing techniques. Improper use of the machine or polishing compounds can result in scratches, uneven finishes, or damage to the part.
Metal buffing and polishing machines are essential tools in industries that require high-quality, smooth finishes on metal parts. Whether used in automotive, aerospace, jewelry making, or consumer goods manufacturing, these machines ensure that metal components are polished to perfection, enhancing both their appearance and performance.
Burr Removal Methods
Burr removal methods are essential processes used to eliminate burrs—small, rough edges or protrusions left on metal parts after machining, cutting, drilling, or welding. Burrs can compromise the quality, appearance, and functionality of a part, and in some cases, they can pose safety risks. Effective burr removal ensures that metal parts have smooth edges and surfaces, improving their performance, durability, and aesthetic appeal.
There are various methods for burr removal, depending on the material, size, and complexity of the part. Burr removal can be done manually, mechanically, or through advanced techniques like thermal deburring and chemical deburring. Each method has its advantages and is chosen based on factors such as production volume, part complexity, and the desired finish.
Key Burr Removal Methods
Manual Deburring: Manual deburring is one of the simplest and most common methods used to remove burrs from metal parts. It involves using hand tools, such as files, scrapers, or rotary tools, to smooth rough edges and remove burrs. Manual deburring is suitable for small-scale production, custom parts, or parts with intricate details that require precise deburring.
Hand Files and Scrapers: Hand files and scrapers are used to remove burrs by rubbing them against the rough edges of the part. This method is highly effective for small burrs or for parts with hard-to-reach areas where other methods might not be suitable.
Rotary Tools: Rotary tools, such as Dremel tools or pneumatic grinders, are often used for more efficient manual deburring. These tools use abrasive bits or discs to remove burrs quickly and precisely.
Advantages: Manual deburring allows for a high degree of control, making it ideal for delicate or intricate parts that require careful finishing. It is also cost-effective for small-batch or custom work.
Disadvantages: Manual deburring can be time-consuming and labor-intensive, making it less suitable for large-scale production. It also requires skilled operators to achieve consistent results.
Mechanical Deburring (Tumbling and Vibratory Deburring): Mechanical deburring is a more automated process that uses machines to remove burrs from multiple parts simultaneously. Tumbling and vibratory deburring are common methods, in which parts are placed in a chamber with abrasive media and agitated to remove burrs and smooth surfaces.
Tumbling: Tumbling machines use a rotating barrel filled with abrasive media and the parts to be deburred. As the barrel rotates, the abrasive media rubs against the parts, smoothing rough edges and removing burrs.
Vibratory Deburring: In vibratory deburring, the parts and abrasive media are placed in a vibrating bowl. The vibrations cause the media to continuously move against the parts, gradually removing burrs and polishing the surface.
Advantages: Mechanical deburring is highly efficient for processing large quantities of parts at once. It is ideal for bulk production and parts with simple geometries.
Disadvantages: Mechanical deburring may not be suitable for parts with delicate or intricate features, as the abrasive action can wear away fine details. It is also less precise than manual deburring, making it less suitable for parts with tight tolerances.
Thermal Deburring (Explosive Deburring): Thermal deburring is an advanced method that uses controlled explosions to remove burrs from metal parts. In this process, parts are placed in a sealed chamber filled with a combustible gas mixture. The gas is ignited, creating a high-temperature flame that burns away burrs without affecting the main part.
How It Works: The high-temperature explosion targets the thin, unwanted material of the burrs, vaporizing them instantly. The controlled nature of the process ensures that only the burrs are removed, while the rest of the part remains unaffected.
Advantages: Thermal deburring is highly effective for removing burrs from complex, internal surfaces or areas that are difficult to reach using traditional methods. It is also fast and efficient, making it ideal for large-scale production.
Disadvantages: Thermal deburring can be expensive due to the specialized equipment and safety precautions required. It is also not suitable for parts that cannot withstand high temperatures, such as those made from heat-sensitive materials.
Electrochemical Deburring (ECD): Electrochemical deburring (ECD) is a precise method that uses an electrochemical process to dissolve burrs from metal parts. In this process, the part is submerged in an electrolyte solution, and an electrical current is applied to selectively remove the burrs while leaving the rest of the part intact.
How It Works: The electrical current causes the burr material to dissolve into the electrolyte, allowing for controlled and localized burr removal. The process is highly precise and can be used to deburr complex shapes and internal passages.
Advantages: ECD is ideal for parts that require precise deburring, such as those with tight tolerances or intricate geometries. It is also effective for removing burrs from hard-to-reach areas and internal passages.
Disadvantages: Electrochemical deburring requires specialized equipment and is more costly than manual or mechanical methods. It is also limited to conductive materials, such as metals, and cannot be used on non-metallic parts.
Cryogenic Deburring: Cryogenic deburring is a method that uses extremely low temperatures to remove burrs from plastic, rubber, and metal parts. In this process, the parts are cooled to cryogenic temperatures using liquid nitrogen, making the burrs brittle. The parts are then subjected to a mechanical process, such as tumbling, which causes the brittle burrs to break off cleanly.
How It Works: The parts are cooled to temperatures as low as -196°C (-320°F), which causes the burrs to become brittle and fragile. As the parts are agitated in a chamber, the burrs easily break away without damaging the main part.
Advantages: Cryogenic deburring is highly effective for removing burrs from parts made of soft materials, such as plastics and rubbers. It is also a clean process that does not require abrasive media or chemicals.
Disadvantages: Cryogenic deburring requires specialized equipment and is typically more expensive than traditional deburring methods. It is also less effective for parts made from very hard metals, where other deburring methods may be more suitable.
Laser Deburring: Laser deburring is a high-precision method that uses a focused laser beam to remove burrs from metal parts. The laser vaporizes the burrs without physically touching the part, making it a non-contact process. Laser deburring is ideal for delicate parts that require precise finishing or parts made from hard materials.
How It Works: The laser beam is directed at the burrs, where it melts or vaporizes the excess material, leaving a smooth, clean edge. The process can be controlled with high precision, ensuring that only the burrs are removed.
Advantages: Laser deburring is highly precise and can be used on parts with complex geometries or fine details. It is a non-contact process, meaning there is no risk of damaging the part’s surface during deburring.
Disadvantages: Laser deburring requires expensive equipment and may not be cost-effective for low-volume production. It is also not suitable for parts made from heat-sensitive materials, as the laser can cause localized heating.
Applications of Burr Removal
Automotive Industry: Burr removal is essential in the automotive industry to ensure that parts such as engine components, transmission parts, and brake systems function correctly. Burrs on automotive parts can lead to poor fit, premature wear, and even mechanical failure, making deburring a critical step in the manufacturing process.
Deburring Engine Components: Precision deburring ensures that engine components fit together correctly, preventing issues like leaks, friction, and premature wear. It also improves the overall performance and longevity of the vehicle.
Aerospace and Defense: In the aerospace and defense industries, burr removal is crucial for parts that require high precision and reliability, such as turbine blades, structural components, and military hardware. Burrs can compromise the performance and safety of these parts, making precise deburring essential.
Turbine Blade Deburring: Burrs on turbine blades can disrupt airflow, reduce efficiency, and lead to performance issues. Deburring ensures that the blades are smooth and free from defects, improving their performance and reliability.
Medical Devices: Burr removal is critical in the production of medical devices and surgical instruments, where precision and cleanliness are paramount. Burrs on medical components can cause discomfort, infection, or malfunction, making deburring an essential step in the manufacturing process.
Deburring Surgical Instruments: Precision deburring ensures that surgical instruments are smooth and safe to use, reducing the risk of tissue damage or contamination during medical procedures.
Machinery and Equipment: Burrs on machinery and equipment components can cause misalignment, poor performance, and increased wear. Deburring ensures that parts fit together correctly and function smoothly, improving the overall performance and lifespan of the equipment.
Deburring Gears and Bearings: Burr removal from gears, bearings, and other moving parts ensures smooth operation and reduces friction, preventing premature wear and mechanical failure.
Advantages of Effective Burr Removal
Improved Performance and Fit: Burr removal ensures that parts fit together correctly and operate smoothly, improving the overall performance of the assembly. This is particularly important for precision components, such as gears, bearings, and engine parts, where even small burrs can cause misalignment or increased friction.
Enhanced Durability and Longevity: Removing burrs prevents premature wear and tear on parts, increasing their durability and lifespan. Burrs can act as stress concentrators, leading to cracks or fractures over time. Deburring eliminates these weak points, improving the long-term reliability of the part.
Improved Aesthetics and Surface Finish: Burrs can detract from the appearance of a part, especially in consumer products or decorative applications. Deburring improves the surface finish, giving the part a clean, smooth appearance that enhances its visual appeal.
Increased Safety: Burrs can pose a safety hazard, especially in products that are handled by consumers or used in medical applications. Sharp edges can cause cuts or injuries, making burr removal essential for ensuring the safety of the final product.
Reduced Risk of Contamination: In industries such as medical devices and food processing, burrs can create crevices where contaminants can accumulate. Deburring eliminates these crevices, reducing the risk of contamination and improving the cleanliness and hygiene of the part.
Challenges in Burr Removal
Time-Consuming Process: Depending on the method used, burr removal can be time-consuming, especially for parts with complex geometries or fine details. Manual deburring, in particular, requires skilled operators and can slow down production.
Cost Considerations: Advanced deburring methods, such as thermal deburring or laser deburring, require specialized equipment and can be costly to implement. Manufacturers must weigh the cost of deburring against the potential benefits in terms of improved part quality and performance.
Burr removal is a critical step in the manufacturing process, ensuring that metal parts are smooth, safe, and ready for use in a wide range of applications. Whether done manually, mechanically, or through advanced methods like thermal or laser deburring, the goal is to produce high-quality parts that meet the exacting standards of industries such as automotive, aerospace, medical, and consumer goods.
Aluminum Polishing Machine
Working Principle of Hydroforming Press
An aluminum polishing machine is a specialized piece of equipment designed to polish and finish aluminum surfaces, giving them a smooth, shiny, and reflective appearance. Aluminum is widely used in various industries, including automotive, aerospace, electronics, and construction, due to its lightweight properties, corrosion resistance, and strength. However, aluminum surfaces often need to be polished to remove imperfections such as scratches, oxidation, and dullness. Polishing not only enhances the aesthetic appeal of aluminum parts but also improves their corrosion resistance and overall performance.
Aluminum polishing machines come in different types, including manual, semi-automatic, and fully automated models. They use abrasive materials, such as polishing compounds and rotating wheels, to smooth and shine aluminum surfaces. These machines can handle a variety of aluminum parts, from small components like aluminum fittings to large sheets and automotive parts.
Key Components of an Aluminum Polishing Machine
Polishing Wheel or Belt: The polishing wheel or belt is the primary tool used to smooth and shine the aluminum surface. Polishing wheels are made from materials like cloth, felt, or foam, while polishing belts are typically coated with abrasive particles. The wheel or belt rotates at high speeds, applying pressure to the aluminum surface and gradually smoothing out imperfections.
Cloth and Felt Wheels for Finishing: Cloth and felt wheels are commonly used in aluminum polishing machines for fine polishing and achieving a high-gloss finish. These wheels work with polishing compounds to buff the surface, removing minor scratches and oxidation.
Abrasive Polishing Compounds: Polishing compounds are applied to the wheel or belt to enhance the polishing process. These compounds contain fine abrasive particles that help remove surface imperfections and create a smooth, reflective finish. Different polishing compounds are used depending on the level of finish required, ranging from coarse abrasives for initial polishing to fine compounds for final finishing.
Coarse and Fine Polishing Compounds: Coarse compounds, such as emery or tripoli, are used for initial polishing to remove deeper scratches or oxidation. Fine compounds, such as rouge, are applied during the final stages to achieve a mirror-like finish.
Motor and Speed Controls: Aluminum polishing machines are equipped with motors that power the rotating polishing wheels or belts. Speed controls allow operators to adjust the speed of the machine depending on the part being polished and the desired level of finish. Slower speeds are used for delicate finishing, while higher speeds are ideal for more aggressive polishing.
Variable Speed Settings for Precision Polishing: Modern aluminum polishing machines often come with variable speed settings, enabling the operator to adjust the speed based on the size, shape, and condition of the aluminum part. This ensures optimal polishing without damaging the surface.
Workpiece Holders and Fixtures: For larger or more complex aluminum parts, polishing machines are equipped with workpiece holders or fixtures that securely hold the part in place during the polishing process. This ensures that the part remains stable, allowing for consistent and even polishing.
Fixtures for Complex Shapes: Polishing fixtures are particularly useful for aluminum parts with complex geometries, such as automotive components or aerospace parts, where it is essential to maintain consistent pressure and positioning throughout the process.
Dust and Fume Collection System: Polishing aluminum can generate dust and fumes from the polishing compounds and the aluminum material itself. Many polishing machines are equipped with dust and fume collection systems to keep the work area clean and safe. These systems help capture airborne particles and reduce the risk of contamination or health hazards for operators.
Dust Collection for Clean Operation: A dust collection system helps prevent the buildup of polishing residue in the work area, ensuring a cleaner environment and reducing the risk of defects caused by dust settling on the polished surface.
Aluminum Polishing Process
Surface Preparation: Before the polishing process begins, the aluminum surface must be prepared by cleaning and removing any dirt, grease, or heavy oxidation. In some cases, the aluminum part may need to be sanded or ground to remove deep scratches or surface imperfections. Surface preparation ensures that the aluminum is ready for polishing, allowing for a smoother and more even finish.
Sanding for Deep Scratches: For aluminum parts with significant surface damage, sanding with coarse grit sandpaper may be necessary to remove deep scratches before moving on to finer polishing techniques.
Initial Polishing: The first stage of aluminum polishing involves using a coarse polishing compound and a firm polishing wheel or belt. The initial polishing removes oxidation, minor scratches, and surface imperfections. This stage lays the foundation for further polishing by creating a smoother surface.
Cut Buffing for Oxidation Removal: Cut buffing uses a coarse polishing compound and a stiff wheel to remove oxidation and restore the base shine of the aluminum surface. This stage is essential for preparing the surface for finer polishing.
Intermediate Polishing: After the initial polishing, an intermediate stage involves using a medium polishing compound to further refine the surface. The goal of this stage is to smooth out any remaining imperfections and prepare the aluminum for the final polishing.
Medium Compounds for Surface Refinement: Intermediate polishing compounds are less abrasive than those used in the initial stage and are designed to smooth out the surface without removing too much material.
Final Polishing: The final stage of aluminum polishing uses a fine polishing compound and a soft polishing wheel to achieve a high-gloss, mirror-like finish. This stage focuses on removing any remaining fine scratches and creating a reflective, smooth surface.
Rouge for Mirror Finish: Fine polishing compounds, such as rouge, are used during the final stage to produce a bright, shiny finish. This step is crucial for aluminum parts that need to look aesthetically appealing, such as automotive trim or decorative pieces.
Inspection and Cleaning: After the polishing process is complete, the aluminum part is inspected for defects such as scratches, streaks, or uneven finishes. Any imperfections are corrected through additional polishing, and the part is cleaned to remove any polishing compound residue.
Final Cleaning for a Flawless Finish: Once polished, the aluminum part is cleaned with solvents or specialized cleaners to remove any residue, ensuring a clean and flawless surface that is ready for use or further processing.
Applications of Aluminum Polishing Machines
Automotive Industry: Aluminum polishing machines are widely used in the automotive industry to polish aluminum components such as wheels, trim, and engine parts. Polished aluminum enhances the appearance of the vehicle, giving it a sleek, reflective finish while also improving corrosion resistance.
Polishing Alloy Wheels: Alloy wheels are often polished to achieve a high-gloss, reflective finish that enhances the visual appeal of the vehicle. Polishing machines are used to remove oxidation and restore the shine of the aluminum surface.
Aerospace Industry: In the aerospace industry, aluminum polishing machines are used to finish components such as aircraft panels, fuselage sections, and structural elements. Polished aluminum not only looks better but also improves the aerodynamic performance of aircraft parts by reducing surface drag.
Polishing for Improved Aerodynamics: Polished aluminum components on aircraft reduce air resistance, improving fuel efficiency and overall performance. Polishing also helps protect the surface from corrosion, which is critical for parts exposed to harsh environmental conditions.
Consumer Electronics and Appliances: Aluminum is widely used in consumer electronics and appliances, such as laptops, smartphones, kitchen appliances, and furniture. Polishing machines are used to create smooth, shiny surfaces that enhance the appearance and durability of aluminum parts in these products.
Polished Aluminum for Electronics Enclosures: Aluminum enclosures for electronics are often polished to a high-gloss finish to give them a premium appearance. Polishing also helps protect the surface from fingerprints, scratches, and wear.
Construction and Architecture: In the construction and architectural industries, aluminum polishing machines are used to finish aluminum panels, railings, and decorative elements. Polished aluminum is often used in building exteriors, interior fixtures, and furniture for its modern, sleek appearance.
Polishing for Architectural Aluminum Panels: Polished aluminum panels are commonly used in modern architecture to create a reflective, clean look for building facades. Polishing ensures that the panels are free from imperfections and maintain their shine over time.
Jewelry and Decorative Metalwork: Aluminum polishing machines are also used in the production of jewelry and decorative metalwork. Polishing enhances the visual appeal of aluminum jewelry by creating a bright, shiny finish. It also helps protect the surface from tarnishing and wear.
Polished Aluminum Jewelry: Jewelry makers use polishing machines to achieve a mirror-like finish on aluminum pieces, making them look more attractive and luxurious.
Advantages of Aluminum Polishing Machines
Improved Aesthetic Appeal: Polished aluminum has a smooth, shiny, and reflective finish that enhances the appearance of the part. This is particularly important in industries like automotive, aerospace, and consumer electronics, where the visual appeal of the product is a key selling point.
Increased Corrosion Resistance: Polishing aluminum removes surface imperfections and creates a smooth, protective layer that enhances the metal’s corrosion resistance. This is especially important for aluminum parts used in harsh environments, such as aircraft, automotive parts, or outdoor architectural elements.
Enhanced Durability: Polishing removes surface defects, such as scratches and oxidation, that can weaken aluminum over time. A polished aluminum surface is more resistant to wear, making it more durable and extending the life of the part.
Ease of Cleaning and Maintenance: Polished aluminum is easier to clean and maintain than unpolished surfaces. The smooth finish resists the buildup of dirt, grease, and grime, and polished aluminum is less prone to fingerprints and smudges.
Versatility in Different Applications: Aluminum polishing machines can be used in a wide range of industries and applications, from automotive and aerospace components to consumer goods and decorative items. The versatility of these machines makes them valuable tools in many manufacturing environments.
Challenges of Aluminum Polishing Machines
Tool Wear and Maintenance: Polishing wheels and belts wear out over time and need to be replaced regularly to ensure consistent polishing quality. Regular maintenance is required to keep the machine in optimal condition and prevent defects in the finished product.
Operator Skill: Achieving a high-quality polish requires skilled operators who understand the nuances of different polishing compounds and techniques. Improper use of the machine can lead to scratches, uneven finishes, or damage to the aluminum surface.
Aluminum polishing machines play a critical role in ensuring that aluminum components meet high aesthetic and performance standards. Whether used in the automotive, aerospace, consumer goods, or construction industries, these machines provide the precision and efficiency needed to create smooth, polished aluminum surfaces that are visually appealing, durable, and corrosion-resistant.
Stainless Steel Polish Machine
Stainless Steel Pot Polishing Machine
A stainless steel polish machine is a specialized machine designed to polish and finish stainless steel surfaces, giving them a smooth, reflective, and polished appearance. Stainless steel is a popular material in industries such as automotive, construction, medical devices, food processing, and consumer goods due to its corrosion resistance, strength, and hygienic properties. However, to maintain its appearance and performance, stainless steel often needs to be polished to remove scratches, tarnish, and surface imperfections.
Stainless steel polish machines are used to restore or enhance the finish of stainless steel parts, from large panels to small components like fittings and fixtures. These machines use abrasive materials, polishing compounds, and rotating wheels or belts to smooth and shine the surface, ensuring that the stainless steel retains its corrosion resistance and visual appeal.
Key Components of a Stainless Steel Polish Machine
Polishing Wheels or Belts: The polishing wheels or belts are the main tools used to smooth and polish the stainless steel surface. They rotate at high speeds and are coated with abrasive materials to remove surface imperfections and create a polished finish. Polishing wheels are typically made from cloth, felt, or foam, while belts may be coated with abrasive particles like aluminum oxide or silicon carbide.
Cloth Wheels for Final Polishing: Cloth wheels are commonly used for the final polishing stages to create a high-gloss, mirror-like finish on stainless steel surfaces. These wheels work with fine polishing compounds to buff the surface, removing minor scratches and oxidation.
Polishing Compounds: Polishing compounds are applied to the polishing wheels or belts to aid in the polishing process. These compounds contain fine abrasive particles that help remove surface imperfections and create a smooth, shiny finish. The choice of polishing compound depends on the desired finish and the condition of the stainless steel surface.
Rouge for High-Gloss Finishing: Fine polishing compounds, such as rouge, are used in the final stages of stainless steel polishing to achieve a bright, reflective finish. Coarser compounds may be used in the initial stages to remove scratches or oxidation.
Motor and Speed Controls: The motor powers the polishing wheels or belts, allowing them to rotate at high speeds. Speed controls enable operators to adjust the rotation speed based on the type of stainless steel part being polished and the level of finish required. Slower speeds are used for delicate polishing, while higher speeds are used for more aggressive polishing operations.
Variable Speed Control for Precision Polishing: Stainless steel polish machines often feature variable speed controls, allowing the operator to adjust the machine’s speed for different polishing tasks. This ensures optimal results without damaging the surface of the stainless steel.
Workpiece Holders and Clamps: Workpiece holders or clamps are used to secure the stainless steel part in place during the polishing process. This ensures that the part remains stable and allows the operator to achieve an even, consistent finish across the entire surface.
Secure Workholding for Consistency: Workholding devices are particularly important when polishing large or complex stainless steel parts, as they help prevent movement or vibration during the process.
Dust and Fume Collection System: Polishing stainless steel can generate dust and fumes from the polishing compounds and the metal itself. Stainless steel polish machines often come equipped with dust and fume collection systems to keep the work area clean and safe. These systems help capture airborne particles, reducing contamination and improving operator safety.
Dust Collection for Clean Operation: The dust collection system helps maintain a clean workspace and reduces the risk of defects caused by dust settling on the polished surface.
Stainless Steel Polishing Process
Surface Preparation: Before polishing stainless steel, the surface must be cleaned and prepared by removing any dirt, grease, or heavy oxidation. For surfaces with deep scratches or significant imperfections, sanding or grinding may be necessary before the polishing process begins. Surface preparation is crucial to achieving a smooth, even finish during polishing.
Sanding for Deep Scratches: For stainless steel surfaces with significant surface damage, sanding with coarse grit sandpaper may be required to remove deep scratches and prepare the metal for polishing.
Initial Polishing: The first stage of stainless steel polishing involves using a coarse polishing compound and a firm polishing wheel or belt. This step removes oxidation, minor scratches, and surface imperfections. It smooths the surface in preparation for finer polishing.
Cut Buffing for Surface Refinement: Cut buffing uses a coarse polishing compound and a firm wheel to remove oxidation and restore the surface’s smoothness. This stage lays the foundation for further polishing by creating a uniform surface.
Intermediate Polishing: After the initial polishing, a medium polishing compound is used to further refine the surface. This step removes any remaining imperfections and prepares the stainless steel for the final polishing stage.
Medium Compounds for Surface Smoothing: Intermediate polishing compounds are less abrasive than those used in the initial stages and are designed to smooth out the surface without removing too much material.
Final Polishing: The final stage of stainless steel polishing uses a fine polishing compound and a soft polishing wheel to achieve a high-gloss, mirror-like finish. This step focuses on removing any remaining fine scratches and creating a reflective, polished surface.
Rouge for Mirror Finish: Fine polishing compounds, such as rouge, are used in the final stage to produce a bright, shiny finish. This is crucial for parts that need to look aesthetically appealing, such as architectural fixtures or consumer products.
Inspection and Cleaning: After the polishing process is complete, the stainless steel part is inspected for defects, such as scratches, streaks, or uneven finishes. Any imperfections are corrected through additional polishing, and the part is cleaned to remove any polishing compound residue.
Final Cleaning for a Flawless Finish: Once polished, the stainless steel part is cleaned with solvents or specialized cleaners to remove any residue, ensuring a clean and flawless surface that is ready for use or further processing.
Applications of Stainless Steel Polish Machines
Food Processing Equipment: Stainless steel is widely used in the food processing industry due to its corrosion resistance and hygienic properties. Polishing machines are used to create smooth, polished surfaces on stainless steel equipment, such as mixing tanks, conveyor belts, and cutting tools, ensuring that they meet cleanliness and sanitation standards.
Polished Surfaces for Hygiene: Polished stainless steel surfaces are easier to clean and less likely to harbor bacteria, making them essential for food processing equipment that must meet strict health and safety regulations.
Medical Devices and Equipment: Stainless steel is commonly used in medical devices and surgical instruments due to its strength, corrosion resistance, and biocompatibility. Polishing machines are used to achieve smooth, sterile surfaces on surgical tools, implants, and medical equipment, ensuring that they are safe for use in healthcare settings.
Polished Surgical Instruments: Surgical instruments made from stainless steel require precise polishing to create smooth, clean surfaces that reduce the risk of infection and contamination.
Automotive and Aerospace Industries: Stainless steel polish machines are used in the automotive and aerospace industries to finish components such as exhaust systems, structural elements, and decorative trim. Polished stainless steel enhances the appearance of vehicles and aircraft while providing durability and resistance to corrosion.
Polished Stainless Steel Exhaust Systems: Polished stainless steel exhaust systems are often used in high-performance vehicles for their sleek appearance and resistance to corrosion and heat.
Architecture and Construction: Polished stainless steel is commonly used in architecture and construction for decorative and functional purposes, such as railings, facades, and interior fixtures. Polishing machines are used to create smooth, reflective surfaces that enhance the visual appeal of stainless steel in modern architectural designs.
Polished Railings and Fixtures: In construction, polished stainless steel is often used for railings, handrails, and fixtures in public spaces. The polished finish adds a modern, sleek look while ensuring durability and ease of maintenance.
Consumer Goods and Appliances: Stainless steel polish machines are used to finish a variety of consumer goods, such as kitchen appliances, cookware, and furniture. Polishing enhances the appearance and durability of stainless steel products, giving them a high-quality, reflective finish that appeals to consumers.
Polished Stainless Steel Appliances: Stainless steel kitchen appliances, such as refrigerators, dishwashers, and ovens, are often polished to a high-gloss finish that enhances their aesthetic appeal and makes them easier to clean.
Advantages of Stainless Steel Polish Machines
Improved Aesthetic Appeal: Polished stainless steel has a smooth, shiny, and reflective finish that enhances the appearance of the part. This is particularly important in industries like architecture, consumer goods, and automotive manufacturing, where visual appeal is a key consideration.
Increased Corrosion Resistance: Polishing stainless steel removes surface imperfections and creates a smooth finish that enhances the metal’s corrosion resistance. This is especially important for stainless steel parts used in harsh environments, such as marine applications, medical devices, and food processing equipment.
Enhanced Durability: Polishing removes surface defects, such as scratches and tarnish, that can weaken stainless steel over time. A polished stainless steel surface is more resistant to wear and tear, making it more durable and extending the life of the part.
Improved Hygiene and Cleanliness: Polished stainless steel surfaces are easier to clean and maintain than unpolished surfaces. This is particularly important in industries such as food processing and healthcare, where cleanliness and hygiene are critical.
Versatility for Different Applications: Stainless steel polish machines can be used in a wide range of industries and applications, from food processing and medical devices to automotive and construction. The versatility of these machines makes them valuable tools in many manufacturing environments.
Challenges of Stainless Steel Polish Machines
Tool Wear and Maintenance: Polishing wheels and belts wear out over time and need to be replaced regularly to ensure consistent polishing quality. Regular maintenance is required to keep the machine in optimal condition and prevent defects in the finished product.
Operator Skill: Achieving a high-quality polish requires skilled operators who understand the nuances of different polishing compounds and techniques. Improper use of the machine can lead to scratches, uneven finishes, or damage to the stainless steel surface.
Stainless steel polish machines play a vital role in maintaining the aesthetic, hygienic, and functional properties of stainless steel parts. Whether used in the food processing, medical, automotive, or architectural industries, these machines ensure that stainless steel surfaces are polished to perfection, enhancing both their appearance and performance.
Rubber Moulding Machine
Rubber Moulding Machine
A rubber moulding machine is a piece of equipment designed to shape rubber materials into specific forms by applying heat and pressure. Rubber moulding is a widely used process in industries such as automotive, aerospace, medical, and consumer goods manufacturing, where rubber parts like seals, gaskets, tires, and various components are essential. Rubber moulding machines help create consistent, high-quality rubber products by ensuring precise control over the moulding parameters, such as temperature, pressure, and cycle time.
There are several types of rubber moulding machines, including compression moulding, transfer moulding, and injection moulding machines, each designed to handle different types of rubber and moulding applications. The choice of machine depends on factors such as the complexity of the part, the type of rubber being used, and the required production volume.
Types of Rubber Moulding Machines
Compression Moulding Machines: Compression moulding is one of the oldest and most commonly used methods for rubber moulding. In compression moulding, a pre-measured amount of rubber material is placed into a heated mould cavity. The mould is then closed, and pressure is applied to force the rubber into the shape of the mould. Heat and pressure are maintained until the rubber cures, after which the mould is opened, and the finished part is removed.
Simplicity and Cost-Effectiveness: Compression moulding is a relatively simple and cost-effective process, making it suitable for low to medium production volumes. It is commonly used to produce parts like gaskets, seals, and O-rings.
Disadvantages: Compression moulding may result in longer cycle times compared to other methods, and it is less suitable for highly complex or intricate parts due to limitations in material flow.
Transfer Moulding Machines: Transfer moulding is similar to compression moulding but with the added step of transferring the rubber material into the mould cavity through a transfer chamber. In this process, the rubber is placed in a transfer pot, and a plunger forces the material into the mould cavity through runners and gates. The mould is then closed, and the rubber cures under heat and pressure.
Advantages for Complex Parts: Transfer moulding is ideal for parts with intricate geometries or those that require inserts, such as metal parts embedded in rubber. It provides better material flow and more precise control over the moulding process compared to compression moulding.
Disadvantages: Transfer moulding requires more complex tooling and is generally more expensive than compression moulding, making it better suited for higher-volume production runs.
Injection Moulding Machines: Rubber injection moulding is a highly efficient and automated process that involves injecting liquid rubber or rubber compounds into a closed mould under high pressure. In this process, the rubber material is preheated in an injection chamber, then injected into the mould cavity through a nozzle. The rubber cures in the mould, and the finished part is ejected after the mould opens.
High Efficiency and Precision: Injection moulding is ideal for high-volume production and complex parts with tight tolerances. It offers faster cycle times and better control over the moulding process compared to compression or transfer moulding.
Disadvantages: Injection moulding machines are more expensive to operate and require more advanced tooling. They are best suited for large-scale production or parts that require high precision and consistency.
Key Components of a Rubber Moulding Machine
Mould Cavity and Core: The mould cavity is the space where the rubber material is shaped into the final part. The mould core, typically made from high-strength materials like steel, creates the internal shape of the part, while the cavity forms the external dimensions. In multi-cavity moulds, multiple parts can be produced simultaneously, improving production efficiency.
High Precision Moulds: Moulds used in rubber moulding must be designed with high precision to ensure that the finished parts meet tight tolerances. The mould material must also withstand high temperatures and pressures without deforming.
Heating System: Rubber moulding machines use heating systems to maintain the mould at the proper temperature for curing the rubber. Electric heaters or steam heating systems are commonly used to ensure consistent temperature control throughout the moulding process. Proper temperature control is critical for achieving optimal rubber properties, such as flexibility, strength, and elasticity.
Curing Temperature Control: The heating system allows for precise control of the curing temperature, ensuring that the rubber material cures uniformly and achieves the desired physical properties.
Hydraulic or Mechanical Press: The press applies the necessary pressure to the mould during the rubber moulding process. Hydraulic presses are commonly used for rubber moulding due to their ability to generate high, consistent pressure. The press ensures that the rubber material is fully compressed into the mould cavity and cures evenly.
High-Pressure Forming: Hydraulic presses offer the advantage of high force with precise control, making them ideal for moulding rubber parts with complex geometries or tight tolerances.
Ejection System: After the rubber has cured and the mould is opened, the finished part must be ejected from the mould. Ejector pins or plates are typically used to push the part out of the mould cavity without damaging the part. In injection moulding machines, the ejection system is fully automated to improve production efficiency.
Automatic Ejection for Efficiency: Automated ejection systems reduce cycle times and minimize the risk of damaging parts during removal. They are especially important in high-volume production environments.
Control Panel: Modern rubber moulding machines are equipped with control panels that allow operators to set and monitor parameters such as temperature, pressure, cycle time, and moulding speed. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the moulding process and ensure repeatable, high-quality results.
Precision Control for Consistency: The control panel ensures that the moulding process remains consistent, reducing the risk of defects or variations in the finished parts. This is especially important for parts that require precise dimensional accuracy.
Rubber Moulding Process
Material Preparation: The rubber material is first prepared for moulding. In the case of compression or transfer moulding, raw rubber compounds or pre-forms are used. For injection moulding, the rubber is often in the form of pellets or liquid rubber compounds that are heated and injected into the mould.
Pre-Forms for Compression and Transfer Moulding: Pre-forms are used to control the amount of material placed into the mould cavity, ensuring that the part is formed correctly without excess material.
Loading the Mould: In compression and transfer moulding, the rubber material is placed directly into the mould cavity. For injection moulding, the rubber material is pre-heated in the injection chamber before being injected into the mould. The mould is then closed, and pressure is applied to shape the rubber into the desired part.
High-Pressure Injection for Complex Parts: Injection moulding machines apply high pressure to inject the rubber into the mould cavity, ensuring that the material flows into all areas of the mould and fills intricate details.
Curing: The rubber material is cured under heat and pressure, which causes it to harden and take on its final properties. The curing time and temperature vary depending on the type of rubber being used and the desired properties of the finished part.
Precise Curing for Optimal Properties: The curing process must be carefully controlled to ensure that the rubber achieves the correct level of flexibility, strength, and durability. Over-curing can lead to brittle parts, while under-curing can result in weak, under-formed parts.
Part Ejection: Once the rubber has cured, the mould is opened, and the finished part is ejected from the mould. In injection moulding, this step is automated, while in compression and transfer moulding, the part may need to be manually removed.
Automated Ejection for High-Volume Production: Automatic ejection systems improve production efficiency and reduce the risk of damaging parts during removal.
Finishing and Inspection: After the part is ejected, any excess material, known as flash, is trimmed from the edges of the part. The part is then inspected for defects, such as incomplete moulding or surface imperfections. Any defective parts are discarded or reworked.
Flash Trimming for Clean Edges: Excess material, or flash, is typically removed by hand or with the help of trimming machines, ensuring that the finished part has clean, smooth edges.
Applications of Rubber Moulding Machines
Automotive Industry: Rubber moulding machines are widely used in the automotive industry to produce parts such as seals, gaskets, bushings, and tires. These parts are essential for ensuring proper sealing, noise reduction, and vibration control in vehicles.
Moulded Rubber Seals and Gaskets: Moulded rubber seals are used in engine components, doors, windows, and various other parts of vehicles to prevent leaks and reduce noise. Rubber moulding machines ensure that these parts are produced with precision and consistency.
Aerospace Industry: In the aerospace industry, rubber moulding machines are used to produce high-performance parts such as O-rings, seals, and vibration dampers. These components must meet stringent safety and performance standards, as they are critical to the operation of aircraft and spacecraft.
High-Performance O-Rings for Aerospace Applications: Moulded rubber O-rings are used in fuel systems, hydraulic systems, and other critical areas of aircraft. Rubber moulding machines ensure that these parts meet the exacting standards of the aerospace industry.
Medical Devices and Equipment: Rubber moulding machines are used to produce a variety of medical components, such as seals, gaskets, diaphragms, and tubing. Medical-grade rubber must meet strict quality and safety standards, as it is used in life-saving devices and equipment.
Medical-Grade Rubber Components: Rubber moulding machines are used to produce medical parts that are biocompatible, sterilizable, and resistant to harsh chemicals. These parts are essential in medical devices such as respirators, pumps, and diagnostic equipment.
Consumer Goods: Rubber moulding machines are used to produce a wide range of consumer products, including rubber footwear, kitchen tools, and household seals. These machines allow manufacturers to produce durable, flexible rubber products that meet the needs of everyday consumers.
Rubber Moulded Footwear: Rubber moulding machines are commonly used to produce soles and components for shoes, boots, and sandals. Moulded rubber provides the comfort, durability, and flexibility needed for high-quality footwear.
Industrial Equipment: Rubber moulding machines are used to produce rubber parts for industrial machinery, including seals, grommets, vibration dampers, and hoses. These parts are essential for maintaining the performance and reliability of industrial equipment in demanding environments.
Moulded Rubber for Industrial Applications: Rubber parts are used in heavy machinery to reduce vibration, protect equipment from damage, and ensure proper sealing in harsh conditions.
Advantages of Rubber Moulding Machines
Precision and Consistency: Rubber moulding machines ensure that parts are produced with high precision and consistency, meeting exact specifications for dimensions, strength, and performance. This is critical for industries such as automotive and aerospace, where quality and reliability are paramount.
Efficiency for High-Volume Production: Injection and transfer moulding machines are highly efficient, allowing manufacturers to produce large quantities of rubber parts quickly and with minimal waste. This makes them ideal for high-volume production runs in industries like automotive and consumer goods.
Versatility for Different Rubber Types: Rubber moulding machines can handle a wide variety of rubber materials, including natural rubber, synthetic rubber, and silicone. This versatility allows manufacturers to produce parts with specific properties, such as heat resistance, chemical resistance, or flexibility.
Cost-Effectiveness for Mass Production: Rubber moulding machines are cost-effective for producing large batches of parts, especially in injection and transfer moulding. The automated nature of these processes reduces labor costs and improves production efficiency.
Challenges of Rubber Moulding Machines
High Initial Tooling Costs: Mould tooling for rubber moulding machines can be expensive, particularly for complex parts or multi-cavity moulds. Manufacturers must consider these costs when deciding on the most suitable moulding process for their production needs.
Material Waste in Compression Moulding: Compression moulding can result in more material waste compared to other methods, especially if excess rubber material is used to ensure that the mould is completely filled. Proper material management is essential to minimize waste and reduce costs.
Rubber moulding machines play a vital role in producing high-quality rubber parts for a wide range of industries, from automotive and aerospace to medical devices and consumer goods. These machines offer the precision, efficiency, and versatility needed to meet the demands of modern manufacturing, ensuring that rubber parts are produced with consistent quality and performance.
CNC Flowforming
Advanced Metalworking Technics with CNC Metal Spinning Machine
CNC flowforming is a precision metal forming process that uses CNC (Computer Numerical Control) technology to control the shaping of metal components by gradually deforming a metal blank over a rotating mandrel using rollers. Flowforming is often used to produce cylindrical or conical parts with precise dimensions, thin walls, and excellent strength. CNC flowforming is widely used in industries such as aerospace, automotive, defense, and industrial manufacturing, where high-performance parts with complex geometries are required.
CNC flowforming offers significant advantages over traditional forming methods, including greater material efficiency, improved mechanical properties, and the ability to produce parts with tight tolerances. The CNC technology ensures that the forming process is highly repeatable and precise, making it ideal for producing complex, high-quality parts in medium to large production volumes.
Key Components of a CNC Flowforming Machine
Mandrel: The mandrel is the shaping tool over which the metal blank is formed. It provides the internal shape of the part, while the CNC-controlled rollers apply pressure to the blank to gradually form it into the desired shape. The mandrel must be precisely machined to match the exact dimensions of the final part.
Mandrel Design for Complex Parts: The mandrel is a critical component in CNC flowforming, as it determines the internal shape and dimensions of the part. The mandrel must be designed to withstand the high forces applied during the forming process while maintaining tight tolerances.
CNC-Controlled Rollers: CNC flowforming machines use multiple rollers to apply pressure to the metal blank as it rotates on the mandrel. The rollers gradually deform the metal, thinning it and shaping it into the final part. The CNC system controls the position, pressure, and speed of the rollers to ensure precise forming.
Precise Control for Uniform Wall Thickness: CNC-controlled rollers allow for precise control over the material flow, ensuring that the part has uniform wall thickness and meets exact dimensional specifications.
Rotating Spindle: The spindle holds the mandrel and rotates it during the flowforming process. The rotation of the mandrel, combined with the pressure from the rollers, gradually shapes the metal blank into the desired form. The spindle must be capable of rotating at precise speeds to ensure consistent forming.
High-Speed Rotation for Efficient Forming: The spindle must rotate at the correct speed to allow the rollers to apply even pressure and gradually form the part without over-stressing the material.
Hydraulic or Servo Actuation System: CNC flowforming machines use hydraulic or servo-actuated systems to control the movement and pressure of the rollers. These systems provide the force needed to deform the metal and ensure that the forming process is smooth and controlled.
Hydraulic Pressure for High-Strength Parts: The hydraulic system provides the necessary pressure to form high-strength materials, such as steel and titanium, into precise shapes without causing defects.
CNC Control Panel: The CNC control panel is the interface through which operators set and monitor the forming parameters, such as roller pressure, spindle speed, and material feed rate. The CNC system ensures that the forming process is highly repeatable and that each part is produced to the exact same specifications.
Automation for Precision and Repeatability: CNC technology automates the flowforming process, allowing for precise control over every aspect of the operation. This ensures that each part is formed consistently, even in high-volume production.
CNC Flowforming Process
Material Preparation: The process begins with the preparation of a metal blank, typically in the form of a pre-formed tube or disc. The blank is made from materials such as aluminum, steel, or titanium, which have good ductility and can be deformed without cracking. The blank is mounted onto the mandrel in the flowforming machine.
Pre-Forms for Consistent Shaping: The initial shape of the blank is critical to the success of the flowforming process. Pre-forms must be designed to accommodate the thinning and stretching that occurs during forming.
Forming the Metal Blank: As the mandrel rotates, the CNC-controlled rollers apply pressure to the metal blank. The rollers move along the length of the blank, gradually thinning and stretching the material to form the final part. The pressure applied by the rollers is carefully controlled to ensure that the material is deformed uniformly.
Controlled Thinning for Precise Wall Thickness: Flowforming allows manufacturers to create parts with very thin walls while maintaining excellent strength and structural integrity. The CNC system ensures that the wall thickness is consistent along the entire length of the part.
Multiple Passes for Complex Shapes: For parts with complex geometries, the flowforming process may require multiple passes with the rollers. Each pass further deforms the metal, gradually bringing it closer to the final shape. The CNC system ensures that each pass is executed with precision, preventing defects such as wrinkles or uneven wall thickness.
Complex Shapes with Tight Tolerances: CNC flowforming is ideal for producing parts with intricate shapes or features, such as flanges, tapers, or internal threads. The CNC system ensures that these features are formed with tight tolerances and repeatable accuracy.
Part Removal and Inspection: Once the flowforming process is complete, the finished part is removed from the mandrel and inspected for defects. The part is typically subjected to dimensional checks and surface quality inspections to ensure that it meets the required specifications.
Quality Control for High-Precision Parts: CNC flowforming produces parts with excellent surface finishes and dimensional accuracy, reducing the need for additional machining or finishing processes.
Applications of CNC Flowforming
Aerospace Industry: CNC flowforming is widely used in the aerospace industry to produce lightweight, high-strength components such as rocket motor casings, fuselage sections, and structural supports. The ability to create thin-walled parts with precise dimensions makes flowforming ideal for aerospace applications.
Rocket Motor Casings: Flowforming is used to produce thin-walled rocket motor casings with excellent strength and durability. These parts must withstand extreme pressures and temperatures, making flowforming a critical process for aerospace manufacturers.
Automotive Industry: In the automotive industry, CNC flowforming is used to create lightweight components such as wheel rims, drive shafts, and suspension components. Flowformed parts are strong, lightweight, and capable of withstanding the stresses of high-performance vehicles.
Lightweight Alloy Wheels: CNC flowforming is used to produce lightweight alloy wheels for high-performance vehicles. The process ensures that the wheels have the strength needed to handle the stresses of driving while minimizing weight.
Defense and Military Applications: CNC flowforming is used to produce parts for defense and military applications, such as artillery shells, missile casings, and armor-piercing projectiles. These parts require high strength, durability, and precision, making flowforming an ideal manufacturing process.
Artillery Shells: Flowforming is used to produce artillery shells with thin walls and high strength, ensuring that they can withstand the pressures generated during firing while remaining lightweight.
Industrial Manufacturing: CNC flowforming is also used in the production of industrial components such as pressure vessels, heat exchanger tubes, and hydraulic cylinders. These parts require high strength and precision, making flowforming a valuable process for industrial manufacturers.
Heat Exchanger Tubes: Flowforming is used to produce thin-walled heat exchanger tubes with precise dimensions, ensuring efficient heat transfer and durability in demanding industrial applications.
Advantages of CNC Flowforming
High Precision and Repeatability: CNC flowforming ensures that parts are produced with tight tolerances and consistent quality, making it ideal for applications where precision is critical, such as aerospace and defense manufacturing.
Material Efficiency: Flowforming uses a cold-forming process that minimizes material waste, allowing manufacturers to produce parts with consistent wall thickness and minimal scrap. This improves cost efficiency and reduces the environmental impact of production.
Enhanced Mechanical Properties: The cold-forming process used in CNC flowforming improves the mechanical properties of the metal, such as its hardness, tensile strength, and fatigue resistance. This makes flowformed parts more durable and capable of withstanding extreme conditions.
Cost-Effective for Medium- to High-Volume Production: CNC flowforming is particularly cost-effective for medium- to high-volume production runs, as it requires fewer tooling changes and offers shorter cycle times compared to other forming processes.
Challenges of CNC Flowforming
High Initial Setup Costs: The equipment and tooling required for CNC flowforming can be expensive, making it less cost-effective for low-volume production runs. However, the long-term savings in material costs and reduced machining requirements often justify the initial investment.
Material Limitations: While CNC flowforming is effective for a wide range of metals, such as aluminum, steel, and titanium, it may not be suitable for certain materials that are too brittle or have limited formability.
CNC flowforming is a highly efficient and versatile process used to produce lightweight, high-precision components with complex geometries. Whether used in aerospace, automotive, defense, or industrial applications, CNC flowforming offers manufacturers a cost-effective solution for creating parts that meet the highest standards of performance and durability.
Round Cutter for Sheet Metal
Circle Shear Machine
A round cutter for sheet metal is a specialized tool used to cut circular shapes or holes in sheet metal materials. These tools are essential in industries like automotive, aerospace, HVAC, construction, and manufacturing, where precise circular cuts are often required for components such as flanges, ducts, gaskets, and panels. Round cutters are designed to handle various types of sheet metal, including steel, aluminum, copper, and brass, making them versatile and valuable tools in metalworking.
Round cutters come in different designs and sizes, depending on the specific cutting application. Some are manual tools used for smaller jobs, while others are integrated into automated cutting machines for high-volume production. These cutters ensure precision and efficiency, allowing manufacturers to produce consistent, high-quality round cuts in sheet metal with minimal waste.
Types of Round Cutters for Sheet Metal
Manual Circle Cutters: Manual circle cutters are handheld tools used for cutting small to medium-sized circular shapes in sheet metal. These cutters are often adjustable, allowing the operator to set the desired diameter for the cut. Manual circle cutters are commonly used in HVAC work, where they are used to cut holes for ducts, vents, and pipes.
Handheld and Adjustable: Manual circle cutters typically feature a rotating cutting head with adjustable arms that allow the user to set the diameter of the cut. The cutting head is rotated around a central pivot point, creating a clean, circular cut in the sheet metal.
Advantages: Manual circle cutters are easy to use and affordable, making them ideal for smaller jobs or projects that require occasional cutting of circular shapes. They are lightweight and portable, allowing operators to use them on-site.
Disadvantages: Manual circle cutters are limited in their capacity and are not suitable for cutting thick or hard metals. They also require more physical effort and precision from the operator, making them less efficient for high-volume or repetitive cutting tasks.
Rotary Cutters for Sheet Metal: Rotary cutters are powered tools that use rotating blades to cut circular shapes in sheet metal. These cutters can be either handheld or mounted on a bench or stand. Rotary cutters are ideal for cutting larger or thicker sheets of metal, as they provide more power and precision than manual tools.
Powered Cutting for Efficiency: Rotary cutters use a motor to drive the cutting blade, allowing for faster and more precise cuts. Some rotary cutters are equipped with adjustable cutting heads that allow the operator to set the desired diameter for the cut.
Advantages: Rotary cutters are more efficient than manual tools and can handle thicker or harder materials. They are ideal for repetitive cutting tasks and are commonly used in workshops and fabrication shops.
Disadvantages: Rotary cutters are more expensive than manual tools and may require a power source. They are also larger and less portable, making them better suited for stationary work environments.
Punch and Die Circle Cutters: Punch and die circle cutters use a punch press to create circular holes or shapes in sheet metal. In this process, a punch is driven through the sheet metal, cutting out a circular shape that matches the size and shape of the die. Punch and die cutters are used for high-precision, high-volume cutting and are commonly integrated into automated production lines.
Precision Cutting for High-Volume Production: Punch and die circle cutters are highly accurate and capable of cutting multiple holes or shapes in a single operation. The punch and die are machined to exact specifications, ensuring consistent, precise cuts.
Advantages: Punch and die cutters are ideal for high-volume production, as they can cut large numbers of holes quickly and with minimal material waste. They are commonly used in industries that require precise, repeatable cuts, such as automotive and aerospace manufacturing.
Disadvantages: Punch and die cutters are expensive to set up, as they require custom tooling for each specific cut. They are best suited for high-volume production, where the cost of tooling can be justified by the large number of parts being produced.
CNC Plasma and Laser Cutters: CNC (Computer Numerical Control) plasma and laser cutters are advanced cutting machines that use high-energy beams or plasma arcs to cut precise shapes, including circles, in sheet metal. These machines are highly automated, allowing operators to program the desired cut into the CNC system, which then controls the cutting head to execute the cut with precision.
Advanced Cutting for Complex Shapes: CNC plasma and laser cutters are capable of cutting extremely precise and complex shapes in sheet metal, including intricate circular patterns. These machines are ideal for high-precision applications in industries such as aerospace, automotive, and electronics.
Advantages: CNC plasma and laser cutters provide unmatched precision and efficiency, making them ideal for cutting complex shapes with tight tolerances. They are also highly versatile, capable of cutting a wide range of materials and thicknesses.
Disadvantages: CNC plasma and laser cutters are expensive to purchase and operate, making them best suited for large-scale manufacturing operations. They also require skilled operators to program and maintain the machines.
The Cutting Process with Round Cutters
Marking the Cutting Area: Before cutting, the operator marks the desired location and diameter of the circle on the sheet metal. This ensures that the cut is made in the correct position and to the correct size. For manual cutters, the center point of the circle is often marked, and a pivot is set to guide the cutting tool.
Accuracy in Marking: Marking the cutting area accurately is essential for ensuring that the final cut meets the required specifications. In automated systems, the cutting pattern is programmed into the CNC machine, eliminating the need for manual marking.
Positioning the Cutter: The round cutter is positioned on the sheet metal, with the cutting blade or punch aligned with the marked area. For manual cutters, the operator positions the pivot point in the center of the marked circle and adjusts the cutter to the desired diameter.
Precision in Positioning: Proper alignment of the cutter is crucial for achieving a clean, precise cut. In punch and die systems, the punch and die must be perfectly aligned to ensure that the cut is made cleanly and without distortion.
Executing the Cut: Once the cutter is positioned, the cutting operation is performed. In manual and rotary cutters, the operator manually rotates the cutter around the pivot point or guides the powered cutter along the marked path. In punch and die systems, the punch is driven through the sheet metal to create the hole. In CNC plasma or laser systems, the cutting head is guided automatically by the CNC system to execute the cut.
Smooth Cutting for Clean Edges: The goal of the cutting process is to create a clean, smooth edge without distortion or burrs. Proper control of the cutter’s speed and pressure is essential for achieving high-quality cuts.
Finishing and Inspection: After the cut is made, the edges of the cut circle are inspected for any burrs or rough edges. In some cases, deburring or smoothing may be required to achieve a clean, finished edge. The final part is then inspected for dimensional accuracy to ensure that it meets the required specifications.
Deburring for Clean Edges: Burrs or rough edges are common after cutting, especially in thicker or harder metals. These imperfections can be removed using deburring tools or machines to create a smooth, finished edge.
Applications of Round Cutters for Sheet Metal
HVAC and Ductwork Fabrication: Round cutters are widely used in the HVAC industry to create circular holes and shapes in sheet metal for ducts, vents, and other ventilation components. The ability to cut precise circles is essential for ensuring proper fit and function in ductwork systems.
Cutting for Air Vents and Ducts: HVAC technicians use round cutters to create holes for air vents, flanges, and pipes in ductwork systems. The precision of the cut ensures that the components fit together correctly, improving airflow and system performance.
Automotive Industry: In the automotive industry, round cutters are used to cut circular holes and shapes in sheet metal for components such as flanges, gaskets, and panels. The ability to cut precise circles is essential for ensuring that parts fit together correctly and function as intended.
Cutting for Flanges and Gaskets: Round cutters are used to create precise holes for flanges and gaskets, ensuring proper sealing and alignment in automotive components such as engines, exhaust systems, and fuel tanks.
Aerospace Industry: In the aerospace industry, round cutters are used to cut precise circular holes and shapes in sheet metal for aircraft components, such as bulkheads, fuselage panels, and structural supports. The high precision of the cut is critical for ensuring that parts meet the strict safety and performance standards required in aerospace manufacturing.
Precision Cutting for Structural Components: Round cutters are used to create holes and circular shapes in structural components that must withstand extreme forces and environmental conditions.
Metal Fabrication and Construction: Round cutters are commonly used in metal fabrication shops and construction projects to create circular holes and shapes in sheet metal for architectural elements, structural supports, and decorative features. These cutters allow fabricators to create custom parts with precise circular cuts.
Cutting for Architectural Panels: Round cutters are used to create custom circular designs in metal panels for architectural applications, such as building facades, interior walls, and decorative features.
Advantages of Round Cutters for Sheet Metal
Precision Cutting for Circular Shapes: Round cutters are specifically designed for cutting precise circular shapes in sheet metal, ensuring clean, accurate cuts with minimal material waste. This precision is essential for industries such as automotive, aerospace, and HVAC, where components must fit together precisely.
Versatility for Different Metals: Round cutters can be used to cut a wide range of sheet metal materials, including steel, aluminum, copper, and brass. This versatility makes them valuable tools for metal fabricators working with different types of materials.
Efficiency for High-Volume Production: Punch and die systems and CNC cutting machines are highly efficient for high-volume production, allowing manufacturers to produce large numbers of parts with consistent quality and minimal downtime.
Clean, Smooth Edges: Round cutters are designed to create clean, smooth edges, reducing the need for additional finishing operations such as deburring or grinding. This improves the overall quality of the finished part and reduces production time.
Challenges of Round Cutters for Sheet Metal
Tool Wear and Maintenance: The cutting blades or punches used in round cutters wear out over time and need to be replaced regularly to maintain cutting precision. Proper maintenance is essential to ensure that the cutters continue to produce high-quality cuts.
Initial Setup Costs for CNC Systems: CNC plasma and laser cutting systems are expensive to purchase and operate, making them a significant investment for manufacturers. However, the high precision and efficiency of these systems often justify the initial setup costs for large-scale production.
Round cutters for sheet metal are essential tools in industries that require precise circular cuts, such as automotive, aerospace, HVAC, and metal fabrication. Whether used in manual, powered, or automated systems, these cutters provide the accuracy, efficiency, and versatility needed to produce high-quality round cuts in a variety of sheet metal materials.
Flange Machine
Sheet Metal Rounded Corners
A flange machine is a specialized piece of equipment used to form or attach flanges to metal pipes, tubes, and ducts. Flanges are integral components in many piping and ductwork systems, serving as the connecting points between pipes or other components. They provide a secure, leak-proof connection, allowing for easy assembly, disassembly, and maintenance. Flange machines are used in industries such as HVAC, construction, plumbing, and industrial manufacturing, where precision and strength are required for flange connections.
Flange machines come in various designs, depending on the specific application, such as roll-forming flange machines, hydraulic flange forming machines, and automated CNC flange machines. These machines help manufacturers create consistent, high-quality flanges that meet industry standards for strength, durability, and performance.
Types of Flange Machines
Roll-Forming Flange Machines: Roll-forming flange machines are used to create flanges by gradually shaping the edge of a metal pipe, tube, or duct using a series of rollers. The rollers apply pressure to the material as it passes through the machine, forming the flange without cutting or removing material. Roll-forming flange machines are commonly used in the HVAC industry to create flanges for ductwork.
Precision Forming for Ductwork: Roll-forming machines create consistent, smooth flanges that are used to connect sections of ductwork in HVAC systems. The process is efficient and suitable for high-volume production.
Advantages: Roll-forming machines are highly efficient and capable of producing flanges with tight tolerances. They are ideal for forming flanges on long sections of metal pipe or ductwork.
Disadvantages: Roll-forming machines are limited in their ability to create complex flange shapes and are best suited for simple, straight flanges.
Hydraulic Flange Forming Machines: Hydraulic flange forming machines use hydraulic pressure to form flanges by pressing or bending the metal material into the desired shape. These machines are used to form flanges on thicker or more rigid materials, such as steel or stainless steel pipes, where roll-forming machines may not be suitable.
High Pressure for Heavy-Duty Flanges: Hydraulic flange machines are capable of forming strong, durable flanges on thick-walled pipes and tubes. The hydraulic system provides the force needed to shape the metal without causing cracks or deformation.
Advantages: Hydraulic flange machines are ideal for heavy-duty applications where thick or hard metals are used. They provide precise control over the forming process, ensuring that the flanges meet the required specifications.
Disadvantages: Hydraulic flange machines are slower than roll-forming machines and may require more setup time. They are also more expensive to operate due to the hydraulic system.
CNC Flange Machines: CNC flange machines use computer numerical control (CNC) technology to automate the flange forming process. These machines are highly precise and capable of producing complex flange shapes with tight tolerances. CNC flange machines are used in industries that require high levels of accuracy, such as aerospace, automotive, and industrial manufacturing.
Automated Precision for Complex Flanges: CNC flange machines are programmed to perform the flange forming process with high precision, ensuring that each flange is formed to the exact specifications. These machines are ideal for producing custom flanges or parts with intricate shapes.
Advantages: CNC flange machines offer unmatched precision and repeatability, making them ideal for high-volume production or parts that require tight tolerances. The automation reduces the need for manual labor and minimizes the risk of errors.
Disadvantages: CNC flange machines are expensive to purchase and operate, making them more suitable for large-scale production or applications that require high precision.
Flange Welding Machines: Flange welding machines are used to attach flanges to metal pipes or tubes by welding. These machines ensure that the flange is securely bonded to the pipe, providing a strong, leak-proof connection. Flange welding machines are commonly used in industries such as plumbing, oil and gas, and industrial piping systems.
Welding for Strong Connections: Flange welding machines ensure that the flange is securely welded to the pipe, creating a durable connection that can withstand high pressure and temperature.
Advantages: Welding provides a strong, permanent connection between the flange and the pipe. Flange welding machines are ideal for applications where a leak-proof connection is essential, such as in oil and gas pipelines.
Disadvantages: Welding machines require skilled operators and regular maintenance to ensure that the welds are strong and free from defects.
The Flange Forming Process
Material Preparation: Before the flange is formed, the material must be prepared by cutting the pipe, tube, or duct to the required length. The edges of the material are often smoothed or deburred to ensure that the flange can be formed cleanly without defects.
Cutting and Deburring for Clean Edges: Proper preparation of the material is essential for achieving a high-quality flange. Any burrs or rough edges can affect the forming process and lead to defects in the final flange.
Forming the Flange: The flange forming process varies depending on the type of machine being used. In roll-forming machines, the material is fed through a series of rollers that gradually shape the edge into a flange. In hydraulic or CNC machines, the material is pressed or bent into the desired shape. In welding machines, the flange is welded to the pipe after it has been formed.
Consistent Forming for Precision Flanges: The goal of the forming process is to create a flange with precise dimensions and a smooth finish. Proper control of the forming pressure and speed is essential for achieving high-quality results.
Finishing and Inspection: After the flange is formed, it is inspected for defects such as cracks, uneven edges, or dimensional inaccuracies. Any excess material, such as burrs or rough edges, is removed to ensure that the flange is smooth and ready for use.
Quality Control for Reliable Flanges: Flanges must meet strict quality standards to ensure that they provide a secure, leak-proof connection. Inspection and finishing are critical steps in the flange forming process to ensure that the final product meets these standards.
Applications of Flange Machines
HVAC Systems: Flange machines are widely used in the HVAC industry to create flanges for ductwork and ventilation systems. Flanges are essential for connecting sections of ductwork and ensuring that the system operates efficiently and without leaks.
Forming Flanges for Ductwork: Roll-forming flange machines are commonly used to create flanges on large sections of ductwork, providing a secure connection point for joining ducts and vents.
Industrial Piping Systems: In industrial piping systems, flanges are used to connect pipes, valves, and other components. Flange machines are used to form or attach flanges to pipes in applications such as oil and gas pipelines, chemical processing plants, and power generation facilities.
Flanges for High-Pressure Pipes: Hydraulic flange machines are often used to form flanges on thick-walled pipes used in high-pressure or high-temperature environments, such as oil refineries or power plants.
Automotive and Aerospace Industries: Flange machines are used in the automotive and aerospace industries to create flanges for exhaust systems, fuel lines, and other components. The precision offered by CNC flange machines is essential for ensuring that flanges meet the tight tolerances required in these industries.
Precision Flanges for Exhaust Systems: CNC flange machines are used to create custom flanges for exhaust systems, ensuring that they fit precisely and provide a leak-proof connection.
Plumbing and Construction: Flange machines are used in plumbing and construction to form or attach flanges to pipes used in water supply, drainage, and other systems. Flanges provide a secure connection point for assembling plumbing systems and allow for easy maintenance and repairs.
Flanges for Water Supply Lines: Flange machines are used to create flanges for water supply lines in residential and commercial buildings, ensuring that the pipes can be connected securely and leak-free.
Advantages of Flange Machines
Precision and Consistency: Flange machines ensure that flanges are formed with high precision and consistency, meeting exact specifications for dimensions and strength. This is essential for applications where leak-proof connections are critical, such as in HVAC systems or industrial pipelines.
Efficiency for High-Volume Production: Flange machines, especially roll-forming and CNC machines, are highly efficient and capable of producing large quantities of flanges quickly and with minimal waste. This makes them ideal for high-volume production in industries such as construction and manufacturing.
Versatility for Different Materials: Flange machines can handle a wide range of materials, including steel, aluminum, copper, and stainless steel. This versatility makes them valuable tools for manufacturers working with different types of pipes and tubing.
Strong, Leak-Proof Connections: Flanges formed by flange machines provide strong, durable connections that can withstand high pressure and temperature. This is particularly important in industrial applications where the reliability of the connection is critical for safety and performance.
Challenges of Flange Machines
Tooling and Setup Costs: Flange machines, particularly CNC and hydraulic machines, can be expensive to purchase and set up. The cost of tooling and maintenance must be considered, especially for custom or complex flange designs.
Skilled Operation for Precision: Operating flange machines, especially CNC and welding machines, requires skilled operators to ensure that the flanges are formed correctly and meet the required specifications. Improper operation can lead to defects and compromised flange connections.
Flange machines are essential tools for forming and attaching flanges to pipes, tubes, and ducts in a wide range of industries. Whether used in HVAC systems, industrial piping, or automotive and aerospace applications, these machines provide the precision, strength, and efficiency needed to create reliable, high-quality flanges that meet the demands of modern manufacturing and construction.
Metal Flowforming
CNC Controller for Spinning Machine
Metal flowforming is an advanced metal forming process used to shape cylindrical or conical metal parts by applying controlled pressure through rotating rollers. The process starts with a pre-formed metal blank, typically a tube, which is placed over a mandrel and rotated at high speeds. Rollers apply pressure to the metal, gradually thinning and stretching it into the desired shape. Flowforming offers precise control over wall thickness and part geometry, making it ideal for producing lightweight, high-strength components with complex geometries.
Flowforming is used in industries such as aerospace, automotive, defense, and industrial manufacturing, where precision, strength, and material efficiency are critical. The process enhances the mechanical properties of the metal, making it stronger and more durable, while also reducing material waste.
Types of Metal Flowforming
Forward Flowforming: In forward flowforming, the rollers move along the length of the metal blank in the same direction as the rotation of the mandrel. The material is thinned and stretched forward as it conforms to the shape of the mandrel. Forward flowforming is commonly used to produce cylindrical parts, such as tubes, pipes, and pressure vessels.
Precise Control of Wall Thickness: Forward flowforming allows manufacturers to create parts with precise, consistent wall thickness, which is critical for applications where uniform strength and weight are essential, such as in aerospace and automotive components.
Advantages: Forward flowforming is ideal for producing parts with long, uniform lengths, such as tubes and pipes. It offers excellent control over the material flow, ensuring consistent wall thickness and dimensional accuracy.
Disadvantages: Forward flowforming may not be suitable for parts with highly complex geometries or varying wall thicknesses, as the material flows primarily in one direction.
Backward Flowforming: In backward flowforming, the rollers move in the opposite direction of the mandrel’s rotation. This causes the material to be pushed backward while it is thinned and stretched into shape. Backward flowforming is commonly used for parts with more complex geometries or varying wall thicknesses, such as conical parts or components with flanges.
Complex Shapes with Variable Thickness: Backward flowforming allows for more control over the material flow, making it possible to create parts with varying wall thicknesses or complex features, such as tapers or flanges.
Advantages: Backward flowforming is ideal for producing parts with complex geometries, such as cones or components with varying wall thickness. It offers greater flexibility in shaping the material compared to forward flowforming.
Disadvantages: Backward flowforming is typically slower than forward flowforming and may require more precise control to prevent defects, such as wrinkling or uneven material distribution.
Combined Flowforming: Combined flowforming uses both forward and backward flowforming techniques to create parts with complex geometries and varying wall thicknesses. This method is often used for high-precision components in industries like aerospace and defense, where intricate shapes and tight tolerances are required.
Precision for Complex Components: Combined flowforming allows for precise control over material flow in both directions, enabling manufacturers to produce parts with complex shapes and varying thicknesses, such as aerospace structural components or high-performance automotive parts.
Advantages: Combined flowforming provides maximum flexibility for creating parts with complex geometries, varying wall thicknesses, and tight tolerances. It is ideal for high-performance applications where precision is critical.
Disadvantages: Combined flowforming requires advanced equipment and highly skilled operators, making it more expensive and time-consuming than single-direction flowforming.
Key Components of a Metal Flowforming Machine
Mandrel: The mandrel is the shaping tool around which the metal blank is formed. The mandrel provides the internal shape of the part, while the rollers apply pressure to the blank, stretching and thinning it into the desired external shape. Mandrels are typically made from high-strength materials, such as hardened steel, to withstand the high forces involved in flowforming.
Precision Mandrels for Tight Tolerances: The mandrel must be precisely machined to match the internal dimensions of the final part. Any deviations in the mandrel’s shape can result in defects or dimensional inaccuracies in the finished part.
Rollers: Flowforming machines use multiple rollers to apply pressure to the metal blank as it rotates on the mandrel. The rollers gradually deform the metal, thinning and shaping it into the final part. The position, pressure, and speed of the rollers are carefully controlled to ensure precise forming.
Controlled Pressure for Uniform Thickness: The rollers must apply consistent pressure to ensure that the material flows uniformly, creating a part with consistent wall thickness and smooth surfaces.
Rotating Spindle: The spindle holds the mandrel and rotates it during the flowforming process. The rotation of the mandrel, combined with the pressure from the rollers, shapes the metal blank into the desired form. The spindle’s speed must be carefully controlled to ensure that the material is deformed evenly.
High-Speed Rotation for Efficient Forming: The spindle must rotate at the correct speed to allow the rollers to apply even pressure and gradually form the part without over-stressing the material.
Hydraulic or Servo Actuation System: Flowforming machines use hydraulic or servo-actuated systems to control the movement and pressure of the rollers. These systems provide the force needed to deform the metal and ensure that the forming process is smooth and controlled.
Hydraulic Pressure for High-Strength Parts: The hydraulic system provides the necessary pressure to form high-strength materials, such as steel and titanium, into precise shapes without causing defects.
CNC Control System: Many modern flowforming machines are equipped with CNC (Computer Numerical Control) systems that allow for precise control over the forming process. The CNC system automates the movement of the rollers, ensuring that the material is formed with consistent accuracy and repeatability.
Automation for Precision and Repeatability: CNC control systems ensure that each part is formed to the exact same specifications, improving efficiency and reducing the risk of defects.
The Flowforming Process
Material Preparation: The process begins with the preparation of a metal blank, typically in the form of a tube or disc. The blank is made from materials such as aluminum, steel, or titanium, which have good ductility and can be deformed without cracking. The blank is mounted onto the mandrel in the flowforming machine.
Pre-Forms for Consistent Shaping: The initial shape of the blank is critical to the success of the flowforming process. Pre-forms must be designed to accommodate the thinning and stretching that occurs during forming.
Forming the Metal Blank: As the mandrel rotates, the rollers apply controlled pressure to the metal blank. The pressure from the rollers gradually thins and stretches the material, shaping it into the desired form. The flow of the material is carefully controlled to ensure that the part has uniform wall thickness and smooth surfaces.
Precision Thinning for Uniform Parts: The flowforming process allows for precise control over the material flow, ensuring that the part is formed with consistent wall thickness and meets tight dimensional tolerances.
Multiple Passes for Complex Shapes: For parts with complex geometries, the flowforming process may require multiple passes with the rollers. Each pass further deforms the metal, gradually bringing it closer to the final shape. The CNC system ensures that each pass is executed with precision, preventing defects such as wrinkles or uneven material distribution.
Complex Shapes with Tight Tolerances: Flowforming is ideal for producing parts with intricate shapes or features, such as flanges, tapers, or internal threads. The CNC system ensures that these features are formed with tight tolerances and repeatable accuracy.
Part Removal and Inspection: Once the flowforming process is complete, the finished part is removed from the mandrel and inspected for defects. The part is typically subjected to dimensional checks and surface quality inspections to ensure that it meets the required specifications.
Quality Control for High-Precision Parts: Flowforming produces parts with excellent surface finishes and dimensional accuracy, reducing the need for additional machining or finishing processes.
Applications of Metal Flowforming
Aerospace Industry: Flowforming is widely used in the aerospace industry to produce lightweight, high-strength components such as rocket motor casings, fuselage sections, and structural supports. The ability to create thin-walled parts with precise dimensions makes flowforming ideal for aerospace applications.
Rocket Motor Casings: Flowforming is used to produce thin-walled rocket motor casings with excellent strength and durability. These parts must withstand extreme pressures and temperatures, making flowforming a critical process for aerospace manufacturers.
Automotive Industry: In the automotive industry, flowforming is used to create lightweight components such as wheel rims, drive shafts, and suspension components. Flowformed parts are strong, lightweight, and capable of withstanding the stresses of high-performance vehicles.
Lightweight Alloy Wheels: Flowforming is used to produce lightweight alloy wheels for high-performance vehicles. The process ensures that the wheels have the strength needed to handle the stresses of driving while minimizing weight.
Defense and Military Applications: Flowforming is used to produce parts for defense and military applications, such as artillery shells, missile casings, and armor-piercing projectiles. These parts require high strength, durability, and precision, making flowforming an ideal manufacturing process.
Artillery Shells: Flowforming is used to produce artillery shells with thin walls and high strength, ensuring that they can withstand the pressures generated during firing while remaining lightweight.
Industrial Manufacturing: Flowforming is also used in the production of industrial components such as pressure vessels, heat exchanger tubes, and hydraulic cylinders. These parts require high strength and precision, making flowforming a valuable process for industrial manufacturers.
Heat Exchanger Tubes: Flowforming is used to produce thin-walled heat exchanger tubes with precise dimensions, ensuring efficient heat transfer and durability in demanding industrial applications.
Advantages of Metal Flowforming
High Precision and Repeatability: Flowforming ensures that parts are produced with tight tolerances and consistent quality, making it ideal for applications where precision is critical, such as aerospace and defense manufacturing.
Material Efficiency: Flowforming uses a cold-forming process that minimizes material waste, allowing manufacturers to produce parts with consistent wall thickness and minimal scrap. This improves cost efficiency and reduces the environmental impact of production.
Enhanced Mechanical Properties: The cold-forming process used in flowforming improves the mechanical properties of the metal, such as its hardness, tensile strength, and fatigue resistance. This makes flowformed parts more durable and capable of withstanding extreme conditions.
Cost-Effective for Medium- to High-Volume Production: Flowforming is particularly cost-effective for medium- to high-volume production runs, as it requires fewer tooling changes and offers shorter cycle times compared to other forming processes.
Challenges of Metal Flowforming
High Initial Setup Costs: The equipment and tooling required for flowforming can be expensive, making it less cost-effective for low-volume production runs. However, the long-term savings in material costs and reduced machining requirements often justify the initial investment.
Material Limitations: While flowforming is effective for a wide range of metals, such as aluminum, steel, and titanium, it may not be suitable for certain materials that are too brittle or have limited formability.
Metal flowforming is a highly efficient and versatile process used to produce lightweight, high-precision components with complex geometries. Whether used in aerospace, automotive, defense, or industrial applications, flowforming offers manufacturers a cost-effective solution for creating parts that meet the highest standards of performance and durability.
Circle Shear Machine
Circle Shear Machine
A circle shear machine, also known as a rotary shear or circular shearing machine, is a specialized cutting tool used to cut circular blanks or discs from sheet metal. These machines are designed to cut precise circular shapes in materials like steel, aluminum, copper, and brass, making them essential tools in industries such as automotive, aerospace, manufacturing, and metal fabrication. Circle shear machines are commonly used to produce metal discs for applications like cookware, automotive components, and industrial machinery.
Circle shear machines provide fast, efficient, and accurate cutting of circular blanks, with the ability to handle a wide range of materials and thicknesses. These machines are used for both high-volume production and custom manufacturing, ensuring that each circular blank is cut with precision and minimal waste.
Types of Circle Shear Machines
Manual Circle Shear Machines: Manual circle shear machines are operated by hand, making them suitable for small-scale production or custom jobs. These machines feature adjustable cutting blades and guides, allowing the operator to set the desired diameter of the cut. The operator manually rotates the sheet metal through the cutting blades to produce the circular blank.
Adjustable for Custom Cuts: Manual circle shear machines are highly versatile, allowing operators to adjust the cutting diameter for different-sized blanks. They are commonly used in workshops or fabrication shops for smaller jobs.
Advantages: Manual circle shear machines are affordable, easy to operate, and ideal for custom jobs or small production runs. They offer precise control over the cutting process, making them suitable for a wide range of materials.
Disadvantages: Manual circle shear machines are labor-intensive and not suitable for high-volume production. They also require skilled operators to ensure accurate cutting.
Motorized Circle Shear Machines: Motorized circle shear machines use electric motors to automate the cutting process. These machines are more powerful than manual models and are capable of cutting thicker or harder materials. Motorized circle shear machines are commonly used in metal fabrication shops and manufacturing facilities for medium- to large-scale production.
Powered Cutting for Efficiency: The motorized operation allows for faster and more efficient cutting, making these machines ideal for repetitive cutting tasks. Motorized circle shear machines often feature adjustable cutting settings, allowing operators to easily change the diameter of the cut.
Advantages: Motorized circle shear machines offer greater cutting power and efficiency compared to manual models. They are ideal for cutting thicker materials or handling higher production volumes.
Disadvantages: Motorized circle shear machines are more expensive and require a power source, making them less portable than manual machines. They also require regular maintenance to ensure proper operation.
CNC Circle Shear Machines: CNC (Computer Numerical Control) circle shear machines are fully automated machines that use CNC technology to control the cutting process. These machines are highly precise and capable of producing complex circular blanks with tight tolerances. CNC circle shear machines are commonly used in industries such as aerospace, automotive, and industrial manufacturing, where high precision is required.
Automated Precision for High-Volume Production: CNC circle shear machines allow operators to program the desired cutting parameters into the CNC system, which then controls the cutting blades to execute the cut with precision. These machines are ideal for high-volume production and applications that require consistent, repeatable results.
Advantages: CNC circle shear machines offer unmatched precision, efficiency, and repeatability. They are ideal for high-volume production or parts that require tight tolerances. The automation reduces the need for manual labor and minimizes the risk of errors.
Disadvantages: CNC circle shear machines are expensive to purchase and operate, making them best suited for large-scale production or applications that require high precision.
The Circle Shearing Process
Material Loading: The circle shearing process begins by loading the sheet metal onto the machine. For manual machines, the operator positions the sheet metal by hand, while motorized and CNC machines often have automated feeding systems that load the material into the cutting area.
Accurate Positioning for Precision Cuts: Proper positioning of the sheet metal is essential for ensuring that the circular blank is cut with precision. In CNC machines, the material is automatically positioned based on the programmed cutting parameters.
Adjusting the Cutting Diameter: The cutting diameter is set by adjusting the cutting blades and guides on the machine. In manual and motorized machines, the operator adjusts the settings to achieve the desired diameter. In CNC machines, the cutting diameter is programmed into the CNC system, which automatically adjusts the blades to the correct position.
Customizable Settings for Versatile Cutting: Circle shear machines offer adjustable cutting settings, allowing operators to produce circular blanks in a variety of sizes. This versatility is particularly important for manufacturers that produce custom or varied parts.
Cutting the Circular Blank: Once the machine is set up, the cutting process begins. The cutting blades rotate around the sheet metal, shearing out a precise circular blank. In manual machines, the operator manually turns the sheet metal through the blades, while motorized and CNC machines automate the cutting process.
Clean, Precise Cuts for Smooth Edges: The goal of the cutting process is to produce a clean, smooth-edged circular blank with minimal waste. Proper control of the cutting speed and pressure is essential for achieving high-quality cuts.
Finishing and Inspection: After the circular blank is cut, it is inspected for defects, such as rough edges, burrs, or dimensional inaccuracies. Any excess material or imperfections are removed to ensure that the blank is smooth and ready for use in further manufacturing processes.
Deburring for Clean Edges: Burrs or rough edges are common after cutting, especially in thicker or harder metals. These imperfections can be removed using deburring tools or machines to create a smooth, finished edge.
Applications of Circle Shear Machines
Cookware Manufacturing: Circle shear machines are widely used in the cookware industry to produce circular blanks for pots, pans, lids, and other kitchen utensils. The ability to cut precise, smooth-edged circles is essential for ensuring that the finished cookware pieces meet quality and performance standards.
Cutting Blanks for Pots and Pans: Circle shear machines are used to cut the circular blanks that are then formed into the final shape of pots, pans, and lids. The precision of the cut ensures that the cookware pieces are consistent in size and fit together properly.
Automotive Industry: In the automotive industry, circle shear machines are used to produce circular blanks for components such as gaskets, seals, and discs. These parts must be cut with high precision to ensure proper fit and function in automotive assemblies.
Cutting for Gaskets and Seals: Circular blanks are used to create gaskets and seals for engines, transmissions, and other automotive components. The precision of the cut is critical for ensuring that these parts provide a proper seal and prevent leaks.
Aerospace Industry: In the aerospace industry, circle shear machines are used to cut circular blanks for components such as bulkheads, panels, and structural supports. The high precision of CNC circle shear machines ensures that these parts meet the stringent safety and performance standards required in aerospace manufacturing.
Precision Cutting for Structural Components: Circle shear machines are used to create precise circular blanks for aerospace structural components that must withstand extreme forces and environmental conditions.
Metal Fabrication and Industrial Manufacturing: Circle shear machines are commonly used in metal fabrication shops and industrial manufacturing facilities to cut circular blanks for a wide range of applications, including machinery components, industrial equipment, and decorative metalwork.
Custom Cutting for Industrial Applications: Circle shear machines allow manufacturers to produce custom circular blanks for industrial machinery and equipment, ensuring that each part meets the exact specifications required for the application.
Advantages of Circle Shear Machines
Precision Cutting for Circular Blanks: Circle shear machines are specifically designed for cutting precise circular shapes in sheet metal, ensuring clean, accurate cuts with minimal material waste. This precision is essential for industries such as automotive, aerospace, and cookware manufacturing.
Efficiency for High-Volume Production: Motorized and CNC circle shear machines are highly efficient and capable of producing large quantities of circular blanks quickly and with consistent quality. This makes them ideal for high-volume production in industries such as manufacturing and metal fabrication.
Versatility for Different Metals: Circle shear machines can handle a wide range of sheet metal materials, including steel, aluminum, copper, and brass. This versatility makes them valuable tools for manufacturers working with different types of materials.
Clean, Smooth Edges: Circle shear machines are designed to create clean, smooth edges, reducing the need for additional finishing operations such as deburring or grinding. This improves the overall quality of the finished part and reduces production time.
Challenges of Circle Shear Machines
Tool Wear and Maintenance: The cutting blades on circle shear machines wear out over time and need to be replaced regularly to maintain cutting precision. Proper maintenance is essential to ensure that the machines continue to produce high-quality cuts.
High Initial Setup Costs for CNC Machines: CNC circle shear machines are expensive to purchase and operate, making them a significant investment for manufacturers. However, the high precision and efficiency of these machines often justify the initial setup costs for large-scale production.
Circle shear machines are essential tools for cutting precise circular blanks in sheet metal. Whether used in cookware manufacturing, automotive, aerospace, or industrial applications, these machines provide the accuracy, efficiency, and versatility needed to produce high-quality circular blanks with consistent precision.
Sheet Metal Flange Forming
Sheet Metal Rounded Corners
Sheet metal flange forming is a process used to create flanges—raised rims or edges—on sheet metal components. These flanges are essential for connecting parts, adding strength, and providing structural support in various applications. Flange forming is a key technique in industries such as automotive, aerospace, construction, HVAC, and metal fabrication, where sheet metal components must be securely joined or reinforced. Flanges help ensure a tight, secure fit between parts, especially in systems that handle fluids, air, or structural loads.
There are several methods for forming flanges on sheet metal, including roll forming, press brake bending, and stamping. Each method is chosen based on factors like the material, thickness, shape, and the specific requirements of the application. Proper flange forming ensures that the metal retains its strength and integrity, even after being bent or formed into complex shapes.
Methods of Sheet Metal Flange Forming
Roll Forming: Roll forming is a continuous process used to create flanges by passing sheet metal through a series of rollers that gradually bend the edges into the desired shape. This method is ideal for producing long, uniform flanges in high-volume production settings. Roll forming is commonly used in the production of components like metal roofing, siding, and structural panels.
High Efficiency for Long Parts: Roll forming is highly efficient and suitable for forming flanges on long pieces of sheet metal, such as beams, channels, and ducts. The process is continuous, allowing manufacturers to produce large quantities of flange-formed parts with minimal material waste.
Advantages: Roll forming is ideal for high-volume production and produces consistent, high-quality flanges with minimal deformation. It is also suitable for thin and thick sheet metals.
Disadvantages: Roll forming is less flexible than other methods, making it less suitable for producing short, custom, or complex flange shapes.
Press Brake Bending: Press brake bending is a common method for forming flanges on smaller or custom-shaped sheet metal parts. A press brake uses a punch and die to bend the edges of the sheet metal to form a flange. This method is highly versatile and allows for precise control over the angle, length, and shape of the flange. Press brakes are often used in low- to medium-volume production runs or for custom fabrication jobs.
Precision Bending for Custom Parts: Press brake bending allows manufacturers to create flanges with precise angles and lengths, making it ideal for custom parts and prototypes. The process is highly flexible, allowing for the formation of complex flange shapes.
Advantages: Press brake bending offers excellent precision and versatility, making it ideal for small batches or custom parts. It is suitable for a wide range of sheet metal thicknesses.
Disadvantages: Press brake bending can be slower than roll forming for high-volume production and may require more setup time, especially for complex or custom parts.
Stamping: Stamping is a high-speed method for forming flanges on sheet metal parts. In the stamping process, a press forces the sheet metal into a die, which shapes the material and forms the flange in a single operation. Stamping is ideal for producing large quantities of parts quickly and with consistent quality. It is commonly used in automotive and appliance manufacturing, where components like brackets, panels, and enclosures require flanged edges.
High-Speed Production for Large Volumes: Stamping is highly efficient and capable of producing flanges in large quantities with consistent quality. The process is well-suited for parts with simple, uniform flange shapes.
Advantages: Stamping offers fast production speeds, making it ideal for high-volume manufacturing. It also ensures consistent flange dimensions and high repeatability.
Disadvantages: Stamping requires expensive tooling and is less flexible than other methods, making it better suited for high-volume production rather than custom or low-volume runs.
Hydroforming: Hydroforming is a specialized forming process that uses high-pressure hydraulic fluid to shape sheet metal into complex forms, including flanged edges. Hydroforming is commonly used for parts that require intricate shapes or tight tolerances, such as automotive body panels, aerospace components, and structural parts. This process is ideal for forming flanges on lightweight materials, such as aluminum and stainless steel, without compromising the material’s strength or surface quality.
Complex Shapes with High Precision: Hydroforming allows manufacturers to form flanges on parts with complex geometries and tight tolerances. The process is particularly useful for producing lightweight components with strong, durable flanges.
Advantages: Hydroforming provides excellent precision and allows for the formation of flanges on complex shapes and lightweight materials. It also minimizes material thinning and surface defects.
Disadvantages: Hydroforming is more expensive than traditional forming methods and is best suited for high-value, precision parts rather than mass production.
Key Components of a Sheet Metal Flange Forming Machine
Rollers (Roll Forming): In roll forming machines, rollers are the primary tools used to bend and shape the edges of the sheet metal into flanges. The sheet metal passes through multiple rollers, each progressively bending the metal until the desired flange shape is achieved. The rollers must be precisely aligned and adjusted to ensure consistent, high-quality flange formation.
Gradual Bending for Uniform Flanges: The rollers are designed to gradually bend the metal, ensuring that the flange is formed smoothly and without distortion. Proper roller alignment is critical for maintaining consistent flange dimensions.
Punch and Die (Press Brake and Stamping): In press brake and stamping machines, the punch and die are the tools used to shape the flange. The punch presses the sheet metal into the die, bending or forming the edges into a flange. The punch and die must be designed to match the exact flange dimensions and angles required for the part.
Precision Tools for Accurate Flanges: The punch and die must be carefully designed and maintained to ensure that the flange is formed with accurate dimensions and angles. Any wear or misalignment in the tools can lead to defects in the flange.
Hydraulic System (Hydroforming): In hydroforming machines, a hydraulic system is used to apply high pressure to the sheet metal, forcing it into a die and forming the flange. The hydraulic system must provide precise control over the pressure and timing of the forming process to ensure that the flange is formed without damaging the material.
High Pressure for Complex Flanges: The hydraulic system provides the force needed to shape the sheet metal into complex forms, including flanges, without causing cracks or material failure.
Control System: Modern flange forming machines are often equipped with computer numerical control (CNC) systems that allow operators to program the flange dimensions, angles, and forming parameters. The control system ensures that the forming process is consistent and repeatable, reducing the risk of defects and improving production efficiency.
CNC Control for Precision and Consistency: CNC systems automate the flange forming process, allowing for precise control over the forming parameters. This ensures that each flange is formed to the exact same specifications, improving quality and reducing material waste.
The Flange Forming Process
Material Preparation: The sheet metal must be properly prepared before the flange forming process begins. This typically involves cutting the sheet metal to the required size and shape, deburring the edges, and cleaning the surface to remove any dirt, grease, or contaminants. Proper material preparation ensures that the flange is formed cleanly and without defects.
Deburring for Clean Edges: Any rough edges or burrs must be removed from the sheet metal to ensure that the flange is formed with smooth, clean edges. This is especially important in applications where the flange will be exposed to high pressure or stress.
Forming the Flange: The flange forming process depends on the method being used. In roll forming, the sheet metal is passed through a series of rollers that gradually bend the edges into a flange. In press brake bending, the sheet metal is placed between a punch and die, and pressure is applied to form the flange. In stamping, the flange is formed in a single press operation, while in hydroforming, the sheet metal is shaped by hydraulic pressure.
Consistent Pressure for Smooth Flanges: Proper control of the forming pressure is essential for creating a smooth, uniform flange without defects such as cracks, wrinkles, or thinning.
Finishing and Inspection: After the flange is formed, the part is inspected for defects such as cracks, uneven edges, or dimensional inaccuracies. Any excess material, such as burrs or rough edges, is removed to ensure that the flange is smooth and ready for use. The part is also measured to ensure that the flange meets the required dimensions and tolerances.
Quality Control for Reliable Flanges: Flanges must meet strict quality standards to ensure that they provide a secure, leak-proof connection. Inspection and finishing are critical steps in the flange forming process to ensure that the final product meets these standards.
Applications of Sheet Metal Flange Forming
Automotive Industry: Sheet metal flange forming is widely used in the automotive industry to create flanges on components such as exhaust systems, body panels, and structural parts. Flanges are essential for connecting parts and providing strength and rigidity to automotive assemblies.
Flanges for Exhaust Systems and Body Panels: Flanges are commonly formed on exhaust pipes and body panels to provide a secure connection between parts. Flange forming ensures that these components are strong, durable, and resistant to vibration and stress.
Aerospace Industry: In the aerospace industry, flange forming is used to create flanges on lightweight materials such as aluminum and titanium. These flanges are used to connect structural components, fuel tanks, and engine parts, where precision and strength are critical.
Flanges for Lightweight Aerospace Components: Flange forming is used to create flanges on thin, lightweight sheet metal components used in aircraft. The precision of the flange is critical for ensuring that the parts meet the strict safety and performance standards required in aerospace manufacturing.
HVAC Systems: In the HVAC industry, flange forming is used to create flanges on ductwork and ventilation systems. These flanges provide a secure connection between sections of ductwork, ensuring that the system operates efficiently and without leaks.
Forming Flanges for Ductwork: Flanges are commonly formed on HVAC ducts to provide a secure connection point for joining sections of ductwork. The flanges must be strong enough to withstand the pressure and airflow in the system.
Construction and Metal Fabrication: Flange forming is used in the construction and metal fabrication industries to create flanges on beams, columns, and other structural components. These flanges provide additional strength and stability to the structure, ensuring that it can withstand loads and stresses.
Flanges for Structural Components: Flange forming is used to create flanges on structural components such as beams and columns, adding strength and rigidity to the structure.
Advantages of Sheet Metal Flange Forming
Improved Strength and Structural Integrity: Forming flanges on sheet metal components increases their strength and rigidity, making them more durable and capable of withstanding stress. This is especially important in applications where the parts are exposed to high pressure, vibration, or loads.
Secure Connections for Joining Parts: Flanges provide a secure, leak-proof connection between parts, ensuring that they are properly aligned and sealed. This is essential in systems that handle fluids, air, or structural loads, such as exhaust systems, HVAC ducts, and piping.
Versatility for Different Materials and Applications: Flange forming can be used on a wide range of sheet metal materials, including steel, aluminum, copper, and stainless steel. This versatility makes flange forming a valuable process in industries ranging from automotive and aerospace to construction and HVAC.
Precision for Complex Shapes: Modern flange forming machines, especially those equipped with CNC systems, offer precise control over the forming process, allowing manufacturers to create flanges with tight tolerances and complex shapes.
Challenges of Sheet Metal Flange Forming
Tool Wear and Maintenance: The tools used in flange forming, such as rollers, punches, and dies, wear out over time and need to be replaced regularly to maintain forming precision. Proper maintenance is essential to ensure consistent, high-quality flange formation.
Material Limitations: Certain materials, especially brittle or high-strength metals, can be challenging to flange without causing cracks or defects. Proper material selection and forming techniques are essential to avoid these issues.
Sheet metal flange forming is a critical process in many industries, providing strength, durability, and secure connections for components ranging from automotive exhaust systems to aerospace structural parts. Whether done through roll forming, press brake bending, stamping, or hydroforming, flange forming ensures that sheet metal parts meet the demands of modern manufacturing and engineering.
Super Surface Finishing
Metal Buffing and Polishing Machines
Super surface finishing refers to advanced techniques used to achieve extremely smooth and polished surfaces on metal parts, often with a mirror-like finish. These techniques are critical in industries where surface quality is essential for performance, aesthetics, or functionality. Super surface finishing processes are used to remove surface imperfections, improve surface smoothness, reduce friction, and enhance the overall appearance of metal parts. This type of finishing is commonly applied to parts in industries such as aerospace, automotive, medical devices, precision engineering, and consumer electronics.
Super surface finishing goes beyond traditional polishing or grinding, utilizing highly specialized methods such as electropolishing, chemical polishing, and advanced mechanical processes like lapping and superfinishing. These techniques achieve surface finishes with very low roughness values, measured in microns, often below Ra 0.1 µm.
Types of Super Surface Finishing Processes
Electropolishing: Electropolishing is an electrochemical process that removes a thin layer of metal from the surface of a part, smoothing out micro-level roughness and imperfections. The process involves immersing the part in an electrolytic bath and applying an electric current. Electropolishing is commonly used for stainless steel, aluminum, and other metals that require a high level of surface smoothness and corrosion resistance.
Smoothing at the Microscopic Level: Electropolishing removes high points on the surface of the metal, leaving a smooth, polished finish. It also improves the part’s corrosion resistance by removing surface contaminants and creating a passive oxide layer.
Advantages: Electropolishing provides a uniform, smooth finish with minimal material removal. It is ideal for complex shapes and internal surfaces that are difficult to reach with mechanical polishing methods.
Disadvantages: Electropolishing is limited to conductive materials and may not be suitable for all types of metals or parts that require tight dimensional tolerances.
Chemical Polishing: Chemical polishing involves immersing a metal part in a chemical solution that selectively dissolves surface imperfections, leaving behind a smooth, polished surface. Unlike electropolishing, chemical polishing does not require an electric current. This process is commonly used for metals like aluminum, copper, and brass, as well as non-conductive materials.
Non-Electrical Smoothing for Complex Parts: Chemical polishing is especially useful for parts with complex shapes or internal passages, where mechanical polishing is impractical. The chemical solution uniformly polishes the surface without the need for physical contact.
Advantages: Chemical polishing is fast and efficient, providing a smooth, polished finish without the need for mechanical force. It is suitable for a wide range of materials, including non-metals.
Disadvantages: Chemical polishing can be less precise than electropolishing or mechanical finishing, and the chemicals used can be hazardous if not handled properly.
Superfinishing (Microfinishing): Superfinishing is a mechanical process that uses fine abrasives to achieve an ultra-smooth surface finish with extremely low roughness values. This process involves the oscillating movement of an abrasive tool or film against the surface of the part. Superfinishing is commonly used on cylindrical or spherical parts, such as crankshafts, bearings, and precision components, where surface smoothness is critical for reducing friction and wear.
Reducing Friction for High-Performance Parts: Superfinishing creates an extremely smooth surface that reduces friction and wear, improving the performance and longevity of precision components such as bearings and gears.
Advantages: Superfinishing provides a highly controlled surface finish, making it ideal for parts that require precise surface characteristics. It reduces friction and improves the part’s resistance to wear and corrosion.
Disadvantages: Superfinishing can be time-consuming and may require specialized equipment and skilled operators. It is also limited to parts with relatively simple geometries.
Lapping: Lapping is a precision surface finishing process that involves rubbing two surfaces together with an abrasive slurry between them. This process is used to achieve extremely flat and smooth surfaces with tight tolerances. Lapping is commonly used for parts like valves, bearings, and optical components, where flatness and surface quality are critical.
Ultra-Flat Surfaces for Precision Parts: Lapping achieves surfaces that are both flat and smooth, making it ideal for parts that require a high degree of accuracy and tight tolerances.
Advantages: Lapping provides a highly precise and uniform surface finish, making it suitable for parts that require extremely low surface roughness and high flatness.
Disadvantages: Lapping is a slow process and is not suitable for large production runs. It also requires careful control of the abrasive slurry to avoid over-polishing or damaging the part.
Polishing and Buffing: Polishing and buffing are traditional mechanical finishing processes used to achieve smooth, shiny surfaces on metal parts. These processes involve using abrasive compounds and rotating wheels or pads to remove surface imperfections and create a reflective finish. While polishing is more aggressive and used for initial surface smoothing, buffing is used to achieve a high-gloss finish.
Creating a High-Gloss Finish: Polishing and buffing are widely used in industries such as automotive, aerospace, and consumer goods to create aesthetically pleasing finishes on parts like wheels, body panels, and appliances.
Advantages: Polishing and buffing provide a high-quality, reflective finish, making them ideal for parts that require an attractive appearance. These processes are also relatively fast and cost-effective.
Disadvantages: Polishing and buffing can be labor-intensive, especially for complex parts, and may not achieve the same level of surface smoothness as advanced processes like electropolishing or superfinishing.
Applications of Super Surface Finishing
Aerospace Industry: Super surface finishing is critical in the aerospace industry, where parts like turbine blades, landing gear, and structural components must meet strict surface quality standards. Superfinishing and electropolishing are commonly used to reduce friction and improve the performance and longevity of critical components.
Smooth Surfaces for Reduced Friction: Super surface finishing reduces friction on aerospace components like turbine blades, improving their efficiency and reducing wear over time.
Medical Devices and Implants: Super surface finishing is essential for medical devices and implants, where surface smoothness is critical for biocompatibility, hygiene, and performance. Electropolishing is commonly used to finish stainless steel and titanium implants, ensuring that they are smooth, corrosion-resistant, and safe for use in the human body.
Smooth, Biocompatible Surfaces for Implants: Super surface finishing ensures that medical implants have smooth, corrosion-resistant surfaces that are safe for long-term use in the body.
Automotive Industry: In the automotive industry, super surface finishing is used to enhance the performance of components like engine parts, transmission gears, and crankshafts. Superfinishing reduces friction and wear, improving the efficiency and durability of these parts.
Enhanced Performance for Engine Components: Super surface finishing reduces friction on engine components like crankshafts and gears, improving performance and fuel efficiency.
Precision Engineering: Super surface finishing is used in precision engineering applications, such as the manufacture of bearings, valves, and precision instruments. These parts require extremely smooth surfaces to ensure proper function, reduce friction, and improve performance.
Smooth Surfaces for High-Precision Components: Superfinishing and lapping are used to achieve ultra-smooth surfaces on precision parts, ensuring that they meet tight tolerances and perform reliably.
Consumer Electronics and Optics: Super surface finishing is used in the production of consumer electronics and optical components, where smooth, reflective surfaces are critical for both performance and aesthetics. Polishing and buffing are commonly used to create shiny, mirror-like finishes on smartphones, tablets, and cameras.
Polished Surfaces for High-End Electronics: Polishing and superfinishing techniques are used to create sleek, reflective surfaces on consumer electronics, enhancing their appearance and durability.
Advantages of Super Surface Finishing
Enhanced Aesthetics: Super surface finishing techniques, such as polishing and buffing, create visually appealing surfaces with a high-gloss, mirror-like finish. This is particularly important for consumer goods, automotive components, and decorative metalwork.
Improved Performance and Efficiency: Superfinishing and electropolishing reduce surface roughness, minimizing friction and wear on moving parts. This improves the efficiency and longevity of components such as bearings, gears, and turbine blades.
Corrosion Resistance: Electropolishing and chemical polishing improve the corrosion resistance of metal parts by removing surface contaminants and creating a smooth, passive oxide layer. This is especially important for stainless steel and other metals used in harsh environments.
Biocompatibility for Medical Devices: Super surface finishing ensures that medical devices and implants have smooth, non-reactive surfaces, improving their biocompatibility and safety for use in the human body.
Precision and Accuracy: Super surface finishing processes, such as lapping and superfinishing, achieve extremely low surface roughness and tight tolerances, making them ideal for precision components that require high accuracy and smoothness.
Challenges of Super Surface Finishing
High Costs for Advanced Processes: Advanced super surface finishing techniques, such as electropolishing and lapping, can be expensive due to the specialized equipment and skilled operators required. These processes may not be cost-effective for low-volume production or parts with less stringent surface requirements.
Time-Consuming Processes: Super surface finishing processes like superfinishing and lapping can be time-consuming, especially for parts with complex geometries or tight tolerances. Manufacturers must balance the need for high-quality finishes with production efficiency.
Super surface finishing is essential for achieving the smooth, high-quality surfaces required in industries such as aerospace, automotive, medical devices, and precision engineering. Whether used to reduce friction, improve corrosion resistance, or enhance aesthetics, these advanced finishing techniques ensure that metal parts meet the highest standards of performance, durability, and appearance.
Dished End Making Machine
Beading Machine Price
A dished end making machine is a specialized piece of equipment used to manufacture dished ends, which are concave, rounded caps or closures often found on the ends of pressure vessels, boilers, storage tanks, and other cylindrical containers. Dished ends are essential components in industries such as oil and gas, petrochemicals, chemical processing, food processing, and water treatment, where pressure-tight and structurally strong end closures are required for safety and functionality.
The process of making dished ends involves forming flat metal plates into curved, dome-like shapes through various forming methods, including spinning, pressing, or flanging. These machines allow manufacturers to produce dished ends of different sizes, thicknesses, and materials, including carbon steel, stainless steel, and aluminum.
Types of Dished End Making Machines
Hydraulic Pressing Machines: Hydraulic pressing machines are commonly used for forming dished ends by applying high-pressure force to a flat metal plate. The plate is pressed into a concave die, gradually taking on the desired dished shape. This method is highly efficient and ideal for producing dished ends with large diameters and thick materials.
High Pressure for Large, Thick Dished Ends: Hydraulic pressing machines are capable of forming large dished ends with thick walls, ensuring that they can withstand high pressure and stress in applications such as pressure vessels and boilers.
Advantages: Hydraulic pressing offers excellent control over the forming process, allowing manufacturers to create dished ends with precise dimensions and smooth surfaces. It is ideal for producing high-strength dished ends for demanding applications.
Disadvantages: Hydraulic pressing machines are expensive and require significant setup time, making them more suitable for large-scale production rather than small or custom jobs.
Spinning Machines: Spinning is another method used to form dished ends by rotating a flat metal blank on a lathe-like machine. As the blank rotates, forming rollers apply pressure to gradually bend the metal into a dished shape. Spinning is typically used for producing dished ends with smaller diameters or thinner materials.
Gradual Forming for Thin or Small Dished Ends: Spinning allows for precise control over the forming process, making it suitable for producing dished ends with intricate shapes or thin walls. The process is highly flexible and can be used for small-batch production or custom parts.
Advantages: Spinning is cost-effective for small-batch or custom production and offers excellent flexibility for forming dished ends with various sizes and shapes. The process is also suitable for thinner materials, such as stainless steel or aluminum.
Disadvantages: Spinning is slower than hydraulic pressing and may not be suitable for forming large or thick-walled dished ends. It also requires skilled operators to ensure precise forming.
Flanging Machines: Flanging machines are used to form the edges of dished ends, creating a flange or raised rim that can be used to attach the dished end to a cylindrical vessel or pipe. The machine bends the edges of the dished end outward, creating a flange that matches the diameter of the vessel. Flanging is often used in conjunction with pressing or spinning to complete the dished end.
Forming Flanges for Secure Attachment: Flanging is essential for ensuring that the dished end can be securely attached to the vessel, creating a leak-proof seal and providing structural strength. Flanging machines allow for precise control over the flange dimensions and angles.
Advantages: Flanging machines provide consistent, precise flanges that ensure a secure connection between the dished end and the vessel. The process is highly efficient and can be integrated into automated production lines.
Disadvantages: Flanging machines are specialized tools that may not be suitable for small or custom production runs. They are best suited for high-volume production of dished ends with standard flange dimensions.
Deep Drawing Machines: Deep drawing is a forming method used to create dished ends by stretching a flat metal plate into a concave shape using a punch and die. The metal is drawn into the die cavity while maintaining its thickness, creating a deep, dished end with uniform wall thickness. Deep drawing is often used for producing dished ends with complex geometries or deep curvatures.
Deep Forming for Complex Dished Ends: Deep drawing allows manufacturers to create dished ends with complex shapes and deep curvatures, making it suitable for parts that require intricate designs or tight tolerances.
Advantages: Deep drawing offers precise control over the wall thickness and shape of the dished end, ensuring consistent quality and structural integrity. It is ideal for producing parts with deep, complex curvatures.
Disadvantages: Deep drawing requires specialized tooling and is more expensive than other forming methods. It is best suited for high-value parts or applications where precise control over wall thickness is critical.
Key Components of a Dished End Making Machine
Press or Punch: In pressing and deep drawing machines, the press or punch applies force to the metal plate, shaping it into the dished form. The press must be capable of generating high pressure to deform the metal without causing cracks or thinning.
High Pressure for Thick Materials: The press must provide enough force to shape thick metal plates into dished ends without compromising the material’s structural integrity. Proper pressure control is essential for achieving consistent results.
Rotating Mandrel or Die: In spinning and pressing machines, the mandrel or die provides the internal shape of the dished end. As the metal is pressed or spun around the mandrel, it gradually takes on the desired curvature. The mandrel or die must be precisely machined to ensure that the final part meets the required dimensions.
Precision Shaping for Consistent Results: The mandrel or die must be carefully designed and aligned to ensure that the dished end is formed with consistent dimensions and a smooth surface.
Forming Rollers (Spinning): In spinning machines, forming rollers apply pressure to the rotating metal blank, gradually shaping it into a dished end. The rollers must be precisely controlled to ensure that the metal is formed smoothly and without defects.
Controlled Pressure for Smooth Surfaces: The forming rollers must apply consistent pressure to prevent wrinkling, cracking, or uneven thickness in the final part.
Hydraulic System: In hydraulic pressing machines, the hydraulic system provides the force needed to press the metal into the die. The hydraulic system must provide precise control over the pressure and speed of the forming process to ensure that the metal is deformed uniformly.
Hydraulic Force for Large Dished Ends: The hydraulic system provides the necessary force to form large or thick-walled dished ends, ensuring that the material flows smoothly into the die.
Control Panel: Modern dished end making machines are often equipped with computer numerical control (CNC) systems that allow operators to program the forming parameters, such as pressure, speed, and curvature. The control panel ensures that the forming process is consistent and repeatable, reducing the risk of defects and improving production efficiency.
Automation for Precision and Consistency: CNC control systems automate the forming process, allowing for precise control over the dimensions and shape of the dished end. This ensures that each part is formed to the exact same specifications.
The Dished End Making Process
Material Preparation: The process begins with preparing a flat metal plate, which is typically cut to the desired size and thickness. The edges of the plate may be deburred or smoothed to ensure a clean, defect-free surface for forming.
Cutting and Deburring for Clean Edges: Proper preparation of the metal plate ensures that the dished end can be formed without defects such as cracks or wrinkles.
Forming the Dished End: The metal plate is placed in the dished end making machine, where it is pressed, spun, or drawn into the desired shape. The forming process depends on the type of machine being used—hydraulic pressing machines use a press to shape the metal into a concave form, while spinning machines gradually shape the metal using forming rollers.
Consistent Forming for Smooth Curves: The goal of the forming process is to create a smooth, uniform curvature with consistent wall thickness. Proper control of the forming pressure and speed is essential for achieving high-quality results.
Flanging (If Required): If the dished end requires a flange, the edges of the part are formed using a flanging machine. The flange provides a raised rim that allows the dished end to be securely attached to a cylindrical vessel or pipe. Flanging ensures that the part can be bolted or welded in place, creating a secure, leak-proof connection.
Forming Flanges for Attachment: The flanging process creates a secure attachment point for the dished end, ensuring that it can be easily connected to other components in a pressure vessel or tank.
Finishing and Inspection: After the dished end is formed, it is inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by removing any excess material or smoothing the edges. Quality control checks ensure that the dished end meets the required specifications for strength, curvature, and dimensional accuracy.
Quality Control for High-Strength Parts: Dished ends must meet strict quality standards to ensure that they can withstand the pressure and stress of the application. Inspection and finishing are critical steps in the process to ensure that the final part is free from defects.
Applications of Dished Ends
Pressure Vessels and Boilers: Dished ends are commonly used in the construction of pressure vessels and boilers, where they serve as end closures that can withstand high internal pressures. The dished shape distributes pressure evenly across the surface, reducing the risk of failure and ensuring the safety and performance of the vessel.
High-Pressure Applications for Safety: Dished ends are essential for pressure vessels that operate under high pressure, such as steam boilers, gas storage tanks, and chemical reactors. The shape of the dished end ensures that it can handle the pressure without failing.
Storage Tanks: Dished ends are used as closures for storage tanks, particularly those used for storing liquids or gases. The dished shape helps prevent the buildup of internal pressure and provides structural strength to the tank.
Strong, Leak-Proof Closures for Tanks: Dished ends provide a secure, leak-proof closure for storage tanks, ensuring that the contents are safely contained and that the tank can withstand internal pressure.
Food and Beverage Processing: Dished ends are commonly used in the food and beverage industry for pressure vessels and tanks used in processing, storage, and transportation. The smooth, rounded surface of the dished end helps maintain hygiene by preventing the buildup of contaminants or residue.
Hygienic Surfaces for Food Processing Tanks: In food and beverage processing, dished ends provide smooth, clean surfaces that are easy to sanitize, ensuring that the products remain safe and uncontaminated.
Water Treatment and Chemical Processing: Dished ends are used in water treatment and chemical processing tanks, where they must withstand corrosive materials and high pressures. The dished shape provides strength and durability, ensuring that the tanks can operate safely under demanding conditions.
Durable Closures for Chemical Tanks: Dished ends are essential for chemical processing tanks, where they provide a strong, corrosion-resistant closure that can handle harsh chemicals and high pressure.
Advantages of Dished End Making Machines
High Precision and Consistency: Dished end making machines provide precise control over the forming process, ensuring that each part is produced with consistent dimensions and smooth surfaces. This is essential for applications where dished ends must meet strict safety and performance standards.
Versatility for Different Materials and Sizes: Dished end making machines can handle a wide range of materials, including carbon steel, stainless steel, aluminum, and other metals. They are also capable of producing dished ends in various sizes and thicknesses, making them versatile tools for manufacturers.
Improved Structural Integrity: Dished ends formed using specialized machines have superior structural integrity, ensuring that they can withstand high pressure, temperature, and stress. The smooth, curved shape of the dished end helps distribute pressure evenly, reducing the risk of failure.
Efficiency for High-Volume Production: Dished end making machines, especially hydraulic presses and automated spinning machines, are highly efficient and capable of producing large quantities of parts quickly and with minimal waste. This makes them ideal for high-volume production in industries like pressure vessel manufacturing and tank fabrication.
Challenges of Dished End Making Machines
High Initial Setup Costs: Dished end making machines, particularly hydraulic presses and spinning machines, require significant initial investment in equipment and tooling. These costs can be prohibitive for small manufacturers or custom production runs.
Skilled Operation Required: Operating dished end making machines, especially spinning and flanging machines, requires skilled operators to ensure precise forming and avoid defects such as cracks or uneven thickness. Improper operation can result in defects that compromise the strength and safety of the dished end.
Dished end making machines are essential tools in industries that require high-strength, pressure-resistant closures for tanks, vessels, and other cylindrical containers. These machines provide the precision, efficiency, and versatility needed to produce dished ends that meet the strict safety and performance standards required in applications such as pressure vessels, boilers, storage tanks, and chemical processing equipment.
Thermal Deburring Machines
Thermal Deburring Machines for Sale
Thermal deburring machines are specialized tools used to remove burrs from metal and plastic parts through a controlled thermal process. Burrs are unwanted protrusions or sharp edges that often form during machining, cutting, drilling, or other manufacturing processes. These imperfections can affect the quality, performance, and safety of the final product. Thermal deburring machines offer a fast and efficient way to remove burrs, particularly from complex parts or internal passages that are difficult to access with traditional deburring methods.
The thermal deburring process, also known as explosive deburring or thermal energy method (TEM), involves placing the parts in a sealed chamber and exposing them to a controlled explosion of combustible gas. The high temperature generated by the explosion burns off the burrs, leaving the rest of the part intact. This method is highly effective for removing burrs from hard-to-reach areas and is widely used in industries such as automotive, aerospace, medical devices, and precision engineering.
Key Components of Thermal Deburring Machines
Sealed Chamber: The thermal deburring process takes place inside a sealed chamber, where the parts are placed during the deburring operation. The chamber must be able to withstand high temperatures and pressures generated by the controlled explosion.
Pressure-Resistant Chamber for Safety: The chamber is designed to contain the explosion safely while ensuring that the parts inside are properly exposed to the thermal energy. It is made from heat-resistant materials to withstand repeated use.
Gas Injection System: The gas injection system introduces a mixture of combustible gases, typically hydrogen or methane, into the chamber. The gas mixture is carefully controlled to ensure that the explosion is effective at removing the burrs without damaging the parts.
Precise Gas Control for Consistent Results: The gas injection system must deliver the correct mixture of gases at the right pressure and volume to ensure that the explosion is powerful enough to remove the burrs but not so intense that it damages the parts.
Ignition System: The ignition system is responsible for triggering the explosion inside the chamber. It ignites the gas mixture, causing a rapid combustion that generates high heat and pressure. The ignition system must be reliable and safe, ensuring that the explosion occurs only when the chamber is sealed and the gas mixture is correctly set.
Controlled Ignition for Safe Operation: The ignition system is carefully timed to ensure that the explosion occurs at the right moment, providing consistent deburring results while minimizing the risk of damage to the parts or the machine.
Cooling and Ventilation System: After the explosion, the chamber must be cooled down before the parts can be removed. The cooling and ventilation system helps dissipate the heat and remove any residual gases from the chamber. This system ensures that the parts are safe to handle after the deburring process and that the machine is ready for the next cycle.
Efficient Cooling for Fast Turnaround: The cooling system ensures that the chamber returns to a safe temperature quickly, allowing for efficient operation and minimizing downtime between deburring cycles.
Control Panel: Thermal deburring machines are equipped with a control panel that allows operators to set and monitor the deburring parameters, such as gas mixture, pressure, ignition timing, and cycle duration. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the process and ensure repeatable, high-quality results.
Automation for Precision and Consistency: The control panel allows operators to program the machine for specific parts and materials, ensuring that the deburring process is consistent and tailored to the requirements of each job.
The Thermal Deburring Process
Part Preparation: Before the thermal deburring process begins, the parts are loaded into the sealed chamber. The parts must be properly cleaned and free from any oils, grease, or contaminants that could interfere with the deburring process. The size, shape, and material of the parts are considered when setting the deburring parameters.
Cleaning for Optimal Results: Ensuring that the parts are clean and free from contaminants helps improve the effectiveness of the thermal deburring process and prevents any unintended reactions during the explosion.
Gas Injection and Ignition: Once the parts are loaded, the chamber is sealed, and the combustible gas mixture is injected into the chamber. The ignition system is then triggered, causing the gas to explode. The explosion generates a rapid burst of heat, typically reaching temperatures of 2,500 to 3,500 degrees Celsius (4,500 to 6,300 degrees Fahrenheit), which burns off the burrs on the surface of the parts.
High-Temperature Explosion for Burr Removal: The heat from the explosion is concentrated on the burrs, which are typically much thinner than the rest of the part. The burrs burn away almost instantly, leaving the rest of the part unaffected.
Cooling and Ventilation: After the explosion, the chamber is cooled down, and any remaining gases are vented. The cooling process ensures that the parts are safe to handle and that the machine is ready for the next deburring cycle.
Rapid Cooling for Efficient Operation: The cooling and ventilation system ensures that the chamber is quickly returned to a safe temperature, allowing for faster cycle times and increased productivity.
Part Removal and Inspection: Once the chamber has cooled, the parts are removed and inspected for any remaining burrs or defects. In most cases, the thermal deburring process removes all burrs from the parts, even in hard-to-reach areas or internal passages. Any remaining burrs can be removed through additional deburring methods if necessary.
Inspection for Quality Assurance: The parts are carefully inspected to ensure that the deburring process has been effective and that the parts meet the required specifications for surface finish and dimensional accuracy.
Applications of Thermal Deburring Machines
Automotive Industry: Thermal deburring is widely used in the automotive industry to remove burrs from precision components such as engine parts, fuel injectors, and transmission gears. These parts often have complex geometries with internal passages that are difficult to deburr using traditional methods.
Deburring for Engine Components and Fuel Systems: Thermal deburring ensures that engine components, such as fuel injectors and valves, are free from burrs that could interfere with their performance or cause premature wear.
Aerospace Industry: In the aerospace industry, thermal deburring is used to remove burrs from parts such as turbine blades, hydraulic components, and structural elements. The high precision of the thermal deburring process ensures that these critical components meet the stringent quality and safety standards required in aerospace manufacturing.
Deburring for Turbine Blades and Hydraulic Systems: Thermal deburring is ideal for removing burrs from the intricate surfaces and internal passages of aerospace components, ensuring that they perform reliably in demanding environments.
Medical Devices and Instruments: Thermal deburring is commonly used in the production of medical devices and surgical instruments, where burrs can compromise the safety and functionality of the part. The process is particularly useful for deburring complex, multi-part assemblies, such as implants, surgical tools, and diagnostic equipment.
Burr-Free Surfaces for Medical Instruments: Thermal deburring ensures that medical devices have smooth, burr-free surfaces that are safe for use in the human body and easy to sterilize.
Precision Engineering and Electronics: In precision engineering and electronics manufacturing, thermal deburring is used to remove burrs from small, intricate components such as connectors, switches, and housings. The process ensures that these parts fit together precisely and function correctly without interference from burrs.
Deburring for Small, Intricate Parts: Thermal deburring is ideal for precision-engineered parts with complex shapes and tight tolerances, ensuring that they meet the high standards required in electronics and precision equipment.
Hydraulic and Pneumatic Systems: Thermal deburring is used to remove burrs from hydraulic and pneumatic components, such as valves, fittings, and cylinders. Burrs in these components can cause leaks, blockages, or malfunctions, so it is essential to remove them completely.
Ensuring Smooth Function in Hydraulic Systems: Thermal deburring ensures that hydraulic and pneumatic components are free from burrs that could interfere with fluid flow or cause system failures.
Advantages of Thermal Deburring Machines
Effective Deburring of Complex Parts: Thermal deburring is highly effective at removing burrs from parts with complex geometries, internal passages, and hard-to-reach areas. This makes it ideal for deburring parts that cannot be easily deburred using mechanical methods.
Fast and Efficient Process: The thermal deburring process is extremely fast, often taking just a few seconds to complete. This makes it ideal for high-volume production environments where speed and efficiency are critical.
No Contact with Parts: Since the thermal deburring process is non-contact, there is no risk of damaging or deforming the parts during the deburring operation. This is particularly important for delicate or precision-engineered parts.
Consistency and Repeatability: Thermal deburring machines provide consistent, repeatable results, ensuring that every part is deburred to the same high standard. This reduces the risk of defects and improves overall product quality.
Minimal Material Removal: Thermal deburring removes only the burrs, leaving the rest of the part intact. This ensures that the dimensional accuracy and surface finish of the part are preserved, making the process ideal for precision components.
Challenges of Thermal Deburring Machines
Initial Setup Costs: Thermal deburring machines are expensive to purchase and install, making them a significant investment for manufacturers. However, the efficiency and effectiveness of the process often justify the initial cost, especially in high-volume production environments.
Material Limitations: Thermal deburring is primarily effective for materials that can withstand the high temperatures generated by the explosion, such as metals and certain plastics. It may not be suitable for materials that are heat-sensitive or prone to melting.
Hazardous Gases: The gases used in the thermal deburring process, such as hydrogen and methane, are highly flammable and must be handled with care. Proper safety precautions must be in place to prevent accidents or explosions.
Thermal deburring machines provide a fast, efficient, and highly effective way to remove burrs from complex metal and plastic parts. Whether used in automotive, aerospace, medical devices, or precision engineering, thermal deburring ensures that parts meet the highest standards of quality, performance, and safety.
Superior Metal Spinning
CNC Buffing Machine
Superior metal spinning is a highly specialized metal forming process that uses rotational force and precision tools to shape metal sheets or discs into complex, symmetrical shapes such as cones, cylinders, domes, and hemispheres. Unlike traditional stamping or deep drawing processes, metal spinning uses a combination of manual or CNC-controlled pressure and rotational speed to gradually shape the metal over a spinning mandrel. This method is particularly effective for producing hollow, seamless metal parts with smooth surfaces and consistent thickness.
Superior metal spinning is used in industries that require high-quality, precision-formed parts, such as aerospace, automotive, lighting, cookware, and decorative metalwork. The process is highly versatile, allowing for the production of parts in a wide range of sizes, shapes, and materials, including aluminum, stainless steel, copper, and brass.
Types of Metal Spinning
Manual Metal Spinning: Manual metal spinning is a traditional technique that relies on the skill of the operator to shape the metal using hand tools. The operator applies pressure to the metal disc as it spins on a lathe, gradually forming it into the desired shape. Manual spinning is often used for small-batch production, custom parts, and decorative items.
Craftsmanship for Custom Parts: Manual spinning requires a high level of skill and precision, making it ideal for producing custom or one-of-a-kind parts with unique designs or intricate details.
Advantages: Manual spinning offers excellent flexibility and is suitable for producing small quantities of custom or complex parts. It is also cost-effective for prototypes or low-volume production.
Disadvantages: Manual spinning is labor-intensive and requires skilled operators, making it less efficient for high-volume production. The process is also slower than automated methods.
CNC Metal Spinning: CNC (Computer Numerical Control) metal spinning automates the spinning process using precision CNC machines that control the speed, pressure, and movement of the forming tools. CNC spinning allows for precise, repeatable results and is ideal for high-volume production or parts that require tight tolerances.
Precision and Consistency for High-Volume Production: CNC spinning offers unparalleled precision and consistency, making it ideal for producing large quantities of parts with identical dimensions and surface finishes.
Advantages: CNC spinning provides fast, efficient production with consistent quality and tight tolerances. It is suitable for producing complex shapes and high-volume runs, reducing the need for manual labor.
Disadvantages: CNC spinning machines are expensive to purchase and set up, making them more suitable for large-scale production. The process also requires skilled programmers and operators to ensure optimal performance.
Shear Spinning: Shear spinning is a variation of metal spinning in which the metal is thinned as it is spun over the mandrel, resulting in parts with reduced wall thickness. This process is commonly used to produce lightweight components with high strength-to-weight ratios, such as aerospace parts and automotive components.
Thinning for Lightweight Parts: Shear spinning is ideal for applications where weight reduction is critical, such as aerospace and automotive manufacturing. The process creates thin-walled parts without compromising their structural integrity.
Advantages: Shear spinning allows for precise control over wall thickness, making it ideal for producing lightweight, high-strength parts. The process is highly efficient and suitable for high-performance applications.
Disadvantages: Shear spinning requires specialized equipment and skilled operators to ensure consistent results. It is best suited for parts with simple geometries, such as cones and cylinders.
Flow Forming (Flow Spinning): Flow forming is a more advanced form of metal spinning used to produce long, hollow, cylindrical parts with uniform wall thickness. The process involves stretching the metal as it spins, gradually reducing its thickness and forming the desired shape. Flow forming is commonly used for parts such as rocket motor casings, gas cylinders, and pressure vessels.
Precision Forming for Cylindrical Parts: Flow forming allows manufacturers to produce long, seamless cylindrical parts with precise wall thickness, making it ideal for applications that require high strength and durability.
Advantages: Flow forming offers excellent precision and material efficiency, reducing waste while producing parts with consistent wall thickness and high strength. It is ideal for high-performance applications in aerospace and defense.
Disadvantages: Flow forming requires advanced equipment and is more expensive than traditional metal spinning methods. It is best suited for large, cylindrical parts and may not be suitable for complex shapes or small-batch production.
Key Components of a Metal Spinning Machine
Mandrel: The mandrel is the shaping tool around which the metal is spun. It provides the internal shape of the part, while the forming tools apply pressure to the metal as it rotates. Mandrels must be precisely machined to ensure that the final part meets the required dimensions and surface quality.
Precision Mandrels for Consistent Results: The mandrel must be carefully designed and aligned to ensure that the part is formed with consistent dimensions and a smooth surface.
Forming Rollers or Tools: In CNC and manual metal spinning, forming rollers or tools apply pressure to the metal as it spins over the mandrel. The tools gradually shape the metal into the desired form, ensuring that the part has uniform wall thickness and a smooth surface finish.
Controlled Pressure for Smooth Surfaces: The forming tools must apply consistent pressure to prevent wrinkles, cracks, or uneven thickness in the final part.
Lathe or Spinning Chuck: The lathe or spinning chuck holds the mandrel and rotates it at high speeds during the spinning process. The rotational speed must be carefully controlled to ensure that the metal flows smoothly over the mandrel without overstressing the material.
High-Speed Rotation for Efficient Forming: The lathe or chuck must rotate at the correct speed to allow the forming tools to shape the metal without causing defects such as cracking or warping.
CNC Control System (CNC Spinning): CNC spinning machines are equipped with a CNC control system that automates the spinning process. The CNC system controls the speed, pressure, and movement of the forming tools, ensuring precise, repeatable results. The system allows operators to program the machine for specific parts and materials, ensuring optimal performance.
Automation for Precision and Efficiency: CNC systems provide precise control over the spinning process, ensuring that each part is formed to the exact same specifications. This improves efficiency and reduces the risk of defects.
The Metal Spinning Process
Material Preparation: The metal spinning process begins with a flat metal disc or sheet, which is typically cut to size and thickness. The edges of the metal may be deburred or smoothed to ensure a clean, defect-free surface for spinning.
Cutting and Deburring for Clean Edges: Proper preparation of the metal ensures that the spinning process can proceed smoothly and without defects such as cracks or wrinkles.
Spinning the Metal: The metal disc is placed on the mandrel, which is mounted on the spinning machine. As the mandrel rotates, the forming tools apply pressure to the metal, gradually shaping it into the desired form. In CNC spinning, the process is automated, with the CNC system controlling the movement of the tools and the speed of the rotation.
Controlled Forming for Smooth, Symmetrical Parts: The goal of the spinning process is to create a smooth, symmetrical part with consistent wall thickness. Proper control of the pressure and speed is essential for achieving high-quality results.
Multiple Passes for Complex Shapes: For parts with complex shapes or tight tolerances, the spinning process may require multiple passes with the forming tools. Each pass gradually deforms the metal, bringing it closer to the final shape. In CNC spinning, the process is carefully programmed to ensure that each pass is executed with precision.
Complex Shapes with Tight Tolerances: Metal spinning is ideal for producing parts with intricate shapes or features, such as cones, domes, and cylinders, with precise dimensions and surface finishes.
Finishing and Inspection: After the part is spun, it is removed from the mandrel and inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the part meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Parts: Metal spinning produces parts with smooth surfaces and consistent dimensions, reducing the need for additional machining or finishing processes.
Applications of Superior Metal Spinning
Aerospace Industry: Metal spinning is widely used in the aerospace industry to produce lightweight, high-strength components such as rocket motor casings, aircraft nose cones, and fuel tanks. The ability to create seamless, symmetrical parts with precise dimensions makes metal spinning ideal for aerospace applications.
Rocket Motor Casings and Nose Cones: Metal spinning is used to produce thin-walled rocket motor casings and nose cones that must withstand extreme pressures and temperatures while maintaining their structural integrity.
Automotive Industry: In the automotive industry, metal spinning is used to create components such as wheel rims, exhaust systems, and structural supports. The process ensures that these parts are lightweight, strong, and capable of withstanding the stresses of high-performance vehicles.
Lightweight Wheel Rims and Exhaust Systems: Metal spinning is used to produce lightweight, high-strength wheel rims and exhaust components for high-performance vehicles. The process ensures that these parts have consistent thickness and strength.
Cookware and Lighting Fixtures: Metal spinning is commonly used to produce seamless, symmetrical cookware items such as pots, pans, and lids. It is also used to create lighting fixtures, such as lampshades and reflectors, that require smooth, symmetrical shapes and polished surfaces.
Smooth, Seamless Cookware: Metal spinning is used to create high-quality cookware with smooth, seamless surfaces that are easy to clean and resistant to corrosion.
Architectural and Decorative Metalwork: Metal spinning is used to create architectural and decorative metalwork, such as domes, sculptures, and ornamental features. The process allows for the production of intricate, symmetrical shapes with smooth surfaces, making it ideal for high-end architectural projects.
Decorative Domes and Sculptures: Metal spinning is used to create large, decorative domes and sculptures for architectural projects, ensuring that the parts are smooth, symmetrical, and visually appealing.
Pressure Vessels and Industrial Components: Metal spinning is used to produce pressure vessels, gas cylinders, and industrial components that require high strength and durability. The process ensures that these parts are seamless, with consistent wall thickness and excellent structural integrity.
Seamless Pressure Vessels: Metal spinning is ideal for producing pressure vessels and gas cylinders that must withstand high internal pressures without risk of failure.
Advantages of Superior Metal Spinning
Precision and Consistency: Metal spinning provides excellent control over the shape, dimensions, and surface quality of the part, ensuring consistent, high-precision results. CNC spinning, in particular, offers repeatable accuracy, making it ideal for high-volume production.
Material Efficiency: Metal spinning is a highly efficient process that minimizes material waste. The metal is deformed without cutting or removing material, reducing the need for additional machining or finishing.
Strength and Durability: Metal spinning produces parts with excellent mechanical properties, including high strength, durability, and resistance to stress. The process creates seamless, symmetrical parts with consistent wall thickness, making them ideal for demanding applications.
Versatility for Different Materials and Shapes: Metal spinning can be used with a wide range of materials, including aluminum, stainless steel, copper, and brass. The process is also highly versatile, allowing for the production of parts in various sizes, shapes, and thicknesses.
Cost-Effective for Prototypes and Custom Parts: Metal spinning is cost-effective for producing prototypes, custom parts, and small-batch production runs. Manual spinning, in particular, is well-suited for creating one-of-a-kind parts or decorative items.
Challenges of Superior Metal Spinning
Skilled Operation Required: Manual metal spinning requires highly skilled operators to ensure that the parts are formed with precision and without defects. CNC spinning, while automated, still requires skilled programmers and operators to ensure optimal performance.
High Initial Setup Costs for CNC Machines: CNC metal spinning machines are expensive to purchase and set up, making them a significant investment for manufacturers. However, the precision and efficiency of the process often justify the initial cost, especially in high-volume production environments.
Superior metal spinning is a highly efficient and versatile process used to produce seamless, high-precision metal parts for a wide range of industries. Whether used in aerospace, automotive, cookware, or decorative metalwork, metal spinning ensures that parts are formed with consistent quality, smooth surfaces, and excellent mechanical properties.
Curling Process in Sheet Metal
Sheet Metal Edge Rounding
The curling process in sheet metal refers to the technique of forming a circular or rolled edge along the perimeter of a metal sheet. Curling is commonly used in applications where the sharp edges of sheet metal must be rolled over for safety, aesthetics, or functional reasons. This process is widely applied in industries such as automotive, aerospace, HVAC, and appliance manufacturing, where curled edges are needed to provide strength, reduce the risk of injury, or create a finished, decorative appearance.
Curling improves the overall durability of the part by increasing edge strength and reducing the likelihood of cracking or deformation under load. It is often used in the production of parts like metal enclosures, cylindrical tubes, or ducts, where a smooth, rounded edge is necessary for assembly or handling.
Types of Curling in Sheet Metal
Straight Curling: Straight curling involves rolling the edge of the sheet metal into a circular or semi-circular shape, creating a smooth, continuous edge around the part. This type of curling is commonly used in the fabrication of ducts, pipes, and other cylindrical structures, where the rolled edge provides a strong, durable finish.
Simple Curled Edges for Durability: Straight curling is ideal for reinforcing the edges of parts like tubes or ducts, where the curled edge adds strength and prevents the sheet metal from fraying or deforming over time.
Advantages: Straight curling provides a clean, smooth edge that improves the safety, durability, and appearance of the part. It is also relatively easy to achieve using specialized curling machines or roll forming equipment.
Disadvantages: Straight curling may not be suitable for parts with complex shapes or tight radii, as the metal can become stretched or deformed during the curling process.
Wire-Edge Curling: In wire-edge curling, a metal wire is inserted into the curled edge of the sheet metal, creating a reinforced edge that is stronger and more rigid than a standard curl. This type of curling is often used in the fabrication of containers, tanks, and pipes, where the reinforced edge helps improve the part’s structural integrity and resistance to deformation.
Reinforced Edges for Added Strength: Wire-edge curling is ideal for parts that require extra strength or rigidity, such as containers or ducts that must withstand pressure or impact. The wire provides additional support to the curled edge, reducing the risk of deformation.
Advantages: Wire-edge curling provides a stronger, more durable edge than standard curling, making it ideal for heavy-duty applications. It also improves the part’s resistance to wear and impact, extending its service life.
Disadvantages: Wire-edge curling requires additional tooling and setup, making it more time-consuming and expensive than straight curling. The wire must be properly inserted and secured to ensure that the curl remains strong and uniform.
Hem Curling: Hem curling, or hemming, is a variation of the curling process in which the edge of the sheet metal is folded over itself, creating a double-thickness edge that is stronger and more rigid than a single-layer curl. Hem curling is commonly used in automotive panels, appliance housings, and architectural components, where the reinforced edge improves strength and provides a smooth, finished appearance.
Double-Layer Edges for Increased Rigidity: Hem curling is ideal for applications where the sheet metal must withstand stress or impact, such as automotive panels or appliance housings. The folded edge provides extra strength and durability.
Advantages: Hem curling provides a strong, reinforced edge that improves the part’s structural integrity and resistance to damage. It also creates a clean, finished appearance, making it ideal for visible parts.
Disadvantages: Hem curling requires more material and tooling than standard curling, increasing production costs. It may also be more challenging to achieve on thick or hard metals.
Seam Curling: Seam curling is a method used to join two pieces of sheet metal by curling their edges together. This technique is commonly used in the fabrication of cylindrical structures such as pipes, tanks, and containers, where the curled seam provides a strong, leak-proof connection between the parts. Seam curling is widely used in industries such as HVAC, automotive, and metal fabrication.
Strong, Leak-Proof Connections: Seam curling is ideal for joining two metal parts in a way that ensures a strong, durable, and leak-proof connection. It is commonly used in the production of ducts, pipes, and containers that must withstand pressure or fluids.
Advantages: Seam curling provides a secure, long-lasting connection between metal parts, reducing the need for additional welding or fasteners. It is also highly efficient, allowing manufacturers to produce leak-proof joints quickly and consistently.
Disadvantages: Seam curling requires precise alignment of the parts and specialized tooling to ensure that the seam is formed correctly. Improper curling can result in weak or leaky joints.
Key Components of a Curling Machine
Rollers or Forming Dies: In most curling machines, rollers or forming dies are used to gradually curl the edges of the sheet metal. The rollers apply pressure to the metal as it passes through the machine, bending it into a circular or semi-circular shape. Forming dies are often used for more complex or precise curls, ensuring that the edge is formed uniformly.
Controlled Pressure for Uniform Curls: The rollers or forming dies must apply consistent pressure to the sheet metal to ensure that the curl is smooth and uniform. Proper alignment of the rollers is essential for achieving high-quality results.
Mandrel or Support: In many curling machines, a mandrel or support is used to hold the sheet metal in place as it is curled. The mandrel ensures that the metal is properly aligned and supported throughout the curling process, preventing deformation or misalignment.
Support for Consistent Curling: The mandrel provides support to the metal as it is curled, ensuring that the edge is formed smoothly and without distortion. This is especially important for thin or flexible sheet metals.
Hydraulic or Pneumatic System: Many curling machines use hydraulic or pneumatic systems to apply the necessary pressure for curling the sheet metal. These systems provide precise control over the pressure and speed of the curling process, ensuring that the metal is curled evenly and without defects.
Precise Pressure Control for High-Quality Curls: The hydraulic or pneumatic system ensures that the pressure is applied evenly throughout the curling process, preventing defects such as cracking, wrinkling, or uneven curls.
Control Panel: Modern curling machines are often equipped with a control panel that allows operators to set and monitor the curling parameters, such as pressure, speed, and curl radius. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the curling process and ensure repeatable, high-quality results.
Automation for Precision and Efficiency: The control panel allows operators to program the machine for specific parts and materials, ensuring that the curling process is consistent and tailored to the requirements of each job.
The Curling Process
Material Preparation: Before the curling process begins, the sheet metal must be properly prepared. This typically involves cutting the metal to the required size and shape, deburring the edges, and cleaning the surface to remove any dirt, grease, or contaminants. Proper preparation ensures that the metal curls smoothly and without defects.
Cutting and Deburring for Clean Edges: Proper preparation of the metal ensures that the curling process proceeds smoothly and without defects, such as cracking or wrinkling.
Curling the Edge: The curling process begins by feeding the sheet metal into the curling machine, where it is gradually bent into the desired shape by the rollers or forming dies. The machine applies controlled pressure to the edge of the metal, curling it into a circular or rolled shape. The radius of the curl is determined by the settings on the machine, which can be adjusted to achieve different curl sizes.
Controlled Bending for Smooth, Consistent Curls: The goal of the curling process is to create a smooth, uniform curl with consistent dimensions. Proper control of the pressure and speed is essential for achieving high-quality results.
Finishing and Inspection: After the curl is formed, the part is inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the part meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Parts: Curling machines produce parts with smooth, rounded edges that improve the safety, durability, and appearance of the final product. Proper inspection ensures that the curled edges are free from defects and meet the required standards.
Applications of Curling in Sheet Metal
Automotive Industry: The curling process is widely used in the automotive industry to create rolled edges on body panels, exhaust systems, and structural components. Curled edges help improve the strength and durability of these parts, while also reducing the risk of injury during handling or assembly.
Curled Edges for Automotive Body Panels: Curling is used to create rolled edges on automotive body panels, improving their strength and resistance to impact. The curled edges also provide a smooth, finished appearance, enhancing the overall look of the vehicle.
HVAC Systems: Curling is commonly used in the HVAC industry to create rolled edges on ducts, pipes, and other ventilation components. Curled edges provide a strong, durable connection point for joining sections of ductwork, ensuring that the system operates efficiently and without leaks.
Curling for Strong Duct Connections: Curled edges on HVAC ducts provide a secure, leak-proof connection between sections, ensuring that the system maintains proper airflow and pressure.
3. Aerospace Industry: The aerospace industry uses the curling process in the fabrication of lightweight components, such as ducts, tubes, and panels. Curled edges enhance the strength and durability of these parts without adding significant weight, making them ideal for applications where weight reduction is critical, such as in aircraft structures.
Reinforced Edges for Aircraft Components: Curling provides reinforced edges on aerospace components, ensuring they withstand high stress, pressure, and vibration. The smooth edges also reduce the risk of damage during assembly and maintenance.
Appliance Manufacturing: Curling is widely applied in the manufacturing of appliances, where it is used to form safe, smooth edges on components like washers, dryers, refrigerators, and ovens. Curled edges prevent injuries during handling and assembly and provide a finished appearance to the products.
Safety Edges for Home Appliances: Curling creates rounded, burr-free edges on appliance panels, ensuring that the final product is both safe to handle and aesthetically pleasing.
Metal Enclosures and Electrical Boxes: Curling is often used in the production of metal enclosures, electrical boxes, and cabinets. The curled edges enhance the strength of these structures and eliminate sharp edges that could pose a risk during installation or use.
Smooth Edges for Electrical Enclosures: Curling ensures that electrical enclosures and metal cabinets have strong, smooth edges that prevent cuts or abrasions during installation and maintenance.
Architectural Components and Metal Furniture: In the architectural and furniture industries, curling is used to create decorative, smooth-edged metal components for applications such as railings, frames, and structural elements. The curled edges provide a sleek, modern look while also enhancing the strength and safety of the part.
Decorative and Functional Curled Edges: Curling adds a polished, professional finish to architectural elements and metal furniture, improving both their appearance and structural integrity.
Advantages of Curling in Sheet Metal
Enhanced Strength and Durability: Curling strengthens the edges of sheet metal parts, making them more resistant to deformation, cracking, or damage. The rolled edges distribute stress more evenly, reducing the likelihood of failure under load.
Improved Safety: Curling eliminates sharp edges on sheet metal parts, reducing the risk of injury during handling, assembly, or use. This is particularly important in industries like automotive, HVAC, and appliance manufacturing, where sharp edges can pose significant hazards.
Aesthetic and Functional Finishing: Curling provides a smooth, finished appearance to sheet metal parts, enhancing their overall aesthetic appeal. The rounded edges also improve functionality by allowing parts to fit together more easily and securely during assembly.
Increased Edge Stability: Curling stabilizes the edges of sheet metal parts, preventing warping or bending during use. This is particularly important for thin or flexible sheet metals, which are prone to deformation under stress.
Versatility for Various Applications: Curling can be used on a wide range of sheet metal materials, including aluminum, steel, stainless steel, and copper. This versatility makes it a valuable process in industries ranging from automotive and aerospace to appliances and construction.
Challenges of Curling in Sheet Metal
Tooling and Setup Costs: Curling machines, especially those equipped with CNC or hydraulic systems, require significant initial investment in equipment and tooling. These costs can be prohibitive for small manufacturers or custom production runs.
Material Limitations: Curling may be challenging for very thick or hard metals, as the process can cause cracking or deformation if not properly controlled. Certain materials, such as brittle metals, may not be suitable for curling without special treatment or preparation.
Skilled Operation Required: Properly curling sheet metal requires skilled operators, particularly for complex or high-precision curls. Incorrect pressure or alignment can result in defects such as cracks, uneven edges, or misshapen curls.
Curling is a highly effective process for improving the strength, safety, and appearance of sheet metal components across a wide range of industries. Whether used to create reinforced edges, smooth out sharp surfaces, or enhance the aesthetic quality of a part, curling plays a vital role in modern metal fabrication and manufacturing.
Crimping Process in Sheet Metal
Edge crimping
The crimping process in sheet metal is a mechanical technique used to join two metal parts by deforming one or both of them to create a secure, interlocking connection. Crimping is often used as an alternative to welding, soldering, or fasteners in applications where a strong, durable bond is required without the use of additional materials. This process is widely used in industries such as HVAC, automotive, aerospace, and electrical manufacturing to create reliable joints in ducts, pipes, electrical connectors, and other sheet metal components.
Crimping is valued for its efficiency, ease of use, and ability to create high-strength connections without heat or adhesives. It is especially useful in assembling lightweight components, where the addition of fasteners or welding could compromise the integrity of the material.
Types of Crimping in Sheet Metal
Standard Crimping: Standard crimping involves deforming the edges of two metal parts so that they fit tightly together, forming a secure mechanical connection. This type of crimping is commonly used in the HVAC industry to join sections of ductwork, ensuring an airtight seal without the need for additional fasteners or adhesives.
Simple Crimps for Reliable Joints: Standard crimping is ideal for creating strong, reliable joints in sheet metal parts such as pipes, ducts, and enclosures. The crimped edges lock together securely, preventing separation or leakage.
Advantages: Standard crimping provides a fast, efficient way to join metal parts without welding or fasteners. It is also easy to automate, making it suitable for high-volume production.
Disadvantages: Standard crimping may not be suitable for parts that require very high strength or precision, as the crimped joint may be weaker than a welded or fastened connection.
Bead Crimping: Bead crimping involves creating a series of small, evenly spaced crimps or beads along the edge of the sheet metal. This type of crimping is often used to add rigidity and strength to the part, as well as to create a secure connection between two components. Bead crimping is commonly used in automotive and aerospace applications to join body panels, structural components, and other sheet metal parts.
Reinforced Joints for Strength and Stability: Bead crimping adds strength and stability to sheet metal parts, making it ideal for applications that require a rigid, durable joint. The beaded crimps distribute stress evenly along the joint, reducing the risk of deformation.
Advantages: Bead crimping improves the structural integrity of the joint, making it more resistant to stress and vibration. It is also highly effective for lightweight components that need to maintain strength without adding extra weight.
Disadvantages: Bead crimping requires specialized tooling and may be more time-consuming than standard crimping. It may also be less effective for joining thick or hard metals.
Seam Crimping: Seam crimping is used to join two pieces of sheet metal along a seam, creating a continuous, interlocking joint. This type of crimping is commonly used in the fabrication of pipes, tubes, and containers, where a leak-proof connection is essential. Seam crimping is widely applied in industries such as HVAC, plumbing, and metal fabrication.
Leak-Proof Seams for Pipes and Containers: Seam crimping provides a strong, leak-proof joint that is ideal for pipes, ducts, and containers that must withstand pressure or fluids. The continuous crimp ensures a secure connection that prevents separation or leakage.
Advantages: Seam crimping creates a strong, durable joint that is resistant to leaks and pressure. It is also highly efficient, allowing manufacturers to produce secure, continuous joints quickly and consistently.
Disadvantages: Seam crimping requires precise alignment of the parts and specialized tooling to ensure that the seam is crimped uniformly. Improper crimping can result in weak or leaky joints.
**Electrical Crimping
:** Electrical crimping is the process of joining electrical connectors or terminals to wires by deforming the metal of the connector around the wire. This creates a strong, conductive bond without the need for soldering. Electrical crimping is widely used in the electronics, automotive, and aerospace industries, where it provides a reliable, efficient way to assemble wiring harnesses, connectors, and terminals.
Strong, Conductive Connections for Electrical Components: Electrical crimping ensures that wires and connectors are securely joined, providing a low-resistance connection that is resistant to vibration and environmental factors. The crimped connection also minimizes the risk of loose connections or electrical failures.
Advantages: Electrical crimping provides fast, consistent connections with excellent electrical conductivity. It eliminates the need for heat or adhesives, making it suitable for high-volume production of wiring assemblies.
Disadvantages: Improper crimping can result in weak or unreliable connections, which may lead to electrical failures. Skilled operators or automated equipment are required to ensure that the crimps are properly formed.
Key Components of a Crimping Machine
Crimping Dies: Crimping machines use dies to deform the metal parts and create the crimped joint. The dies are typically shaped to match the specific geometry of the parts being crimped, ensuring a secure and uniform connection. Crimping dies must be precisely aligned to avoid damaging the material or producing weak joints.
Precision Dies for Consistent Crimps: The crimping dies must be accurately designed and maintained to ensure that the crimps are formed with consistent quality and strength.
Hydraulic or Pneumatic Press: Many crimping machines use hydraulic or pneumatic presses to apply the force needed to deform the metal and create the crimp. These systems provide precise control over the pressure and speed of the crimping process, ensuring that the crimps are formed uniformly and without defects.
Controlled Pressure for High-Quality Joints: The hydraulic or pneumatic press ensures that the crimping process is consistent, applying the correct amount of force to create strong, reliable joints.
Automated Feeding System: In high-volume production environments, crimping machines may be equipped with an automated feeding system that positions the parts for crimping. This ensures that the parts are aligned correctly and improves production efficiency by reducing the need for manual handling.
Automation for Fast, Efficient Production: Automated feeding systems allow crimping machines to operate continuously, increasing throughput and reducing downtime.
Control Panel: Crimping machines are often equipped with a control panel that allows operators to set and monitor the crimping parameters, such as pressure, speed, and die alignment. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the crimping process and ensure repeatable, high-quality results.
Precision Control for Reliable Crimps: The control panel allows operators to program the machine for specific parts and materials, ensuring that the crimping process is consistent and tailored to the requirements of each job.
The Crimping Process
Material Preparation: Before the crimping process begins, the metal parts must be properly prepared. This typically involves cutting the sheet metal or wires to the required size and shape, cleaning the surfaces, and aligning the parts for crimping. Proper preparation ensures that the crimping process proceeds smoothly and without defects.
Cutting and Cleaning for Optimal Results: Proper preparation of the parts ensures that the crimped joint is strong, secure, and free from defects such as gaps or misalignment.
Crimping the Joint: The crimping process begins by placing the parts in the crimping machine, where they are deformed by the dies or forming tools to create the crimped joint. The machine applies controlled pressure to the parts, deforming the metal and locking the components together. The crimping pressure and speed are carefully controlled to ensure that the joint is strong and uniform.
Controlled Deformation for Secure Joints: The goal of the crimping process is to create a tight, interlocking joint that is strong, durable, and resistant to separation or leakage. Proper control of the pressure and alignment is essential for achieving high-quality results.
Finishing and Inspection: After the crimp is formed, the part is inspected for defects such as cracks, gaps, or misalignment. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the crimped joint meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Joints: Crimping machines produce strong, durable joints that improve the functionality and safety of the final product. Proper inspection ensures that the crimped joints are free from defects and meet industry standards.
Applications of Crimping in Sheet Metal
HVAC Industry: Crimping is widely used in the HVAC industry to join sections of ductwork, pipes, and ventilation components. The crimped joints provide a secure, leak-proof connection that is resistant to air or fluid leakage, ensuring that the HVAC system operates efficiently.
Crimped Joints for Ductwork and Ventilation: Crimping is ideal for joining HVAC ducts and pipes, providing a strong, airtight seal without the need for additional fasteners or adhesives.
Automotive Industry: In the automotive industry, crimping is used to join body panels, structural components, and electrical connectors. The crimped joints provide strength and durability, ensuring that the vehicle’s body and electrical systems perform reliably under stress and vibration.
Crimped Electrical Connectors and Body Panels: Crimping is commonly used to create secure connections in automotive wiring harnesses, as well as to join body panels and structural components.
Aerospace Industry: The aerospace industry uses crimping to join lightweight components, such as fuselage panels, structural parts, and electrical connectors. The crimped joints provide strength without adding unnecessary weight, making them ideal for high-performance aerospace applications.
Lightweight Crimped Joints for Aircraft Components: Crimping is ideal for assembling lightweight aircraft components that must withstand stress and vibration without adding excessive weight.
Electrical and Electronics Industry: Crimping is essential in the electrical and electronics industry, where it is used to create strong, conductive connections between wires, terminals, and connectors. The crimped joints provide reliable electrical conductivity and resistance to corrosion and vibration.
Crimped Terminals for Electrical Wiring: Electrical crimping ensures that wiring harnesses and connectors are securely joined, providing a low-resistance connection that is essential for electrical performance.
Plumbing and Metal Fabrication: Crimping is used in the plumbing industry to join pipes and fittings, providing leak-proof connections for water and gas systems. It is also widely used in metal fabrication to assemble enclosures, containers, and structural components.
Leak-Proof Crimped Joints for Plumbing Systems: Crimping provides strong, leak-proof connections in plumbing pipes and fittings, ensuring that the system operates reliably under pressure.
Advantages of Crimping in Sheet Metal
Fast and Efficient Joining: Crimping is a fast, efficient process that can be easily automated for high-volume production. It eliminates the need for welding, soldering, or fasteners, reducing assembly time and labor costs.
Strong, Durable Joints: Crimping creates strong, interlocking joints that are resistant to separation, leakage, or vibration. This makes it ideal for applications where the parts must withstand stress, pressure, or environmental factors.
No Heat or Adhesives Required: Crimping does not require heat, adhesives, or additional materials to create a secure joint, making it a cost-effective and environmentally friendly alternative to welding or soldering.
Improved Safety and Aesthetics: Crimped joints provide a smooth, finished appearance, improving the aesthetic quality of the part. The process also reduces the risk of sharp edges, burrs, or other hazards that could pose a safety risk during handling or assembly.
Challenges of Crimping in Sheet Metal
Skilled Operation Required: Proper crimping requires skilled operators, especially for high-precision crimps or complex joints. Incorrect pressure or alignment can result in weak or unreliable connections, which may lead to part failure.
Tooling and Setup Costs: Crimping machines and dies can be expensive to purchase and maintain, especially for custom or complex crimping operations. The initial setup costs may be prohibitive for small manufacturers or low-volume production.
Material Limitations: Crimping may not be suitable for certain materials, such as very thick or brittle metals, which can crack or deform during the crimping process. Proper material selection and preparation are essential to avoid defects.
Crimping is a highly effective, efficient process for joining sheet metal parts in a wide range of industries, from automotive and aerospace to HVAC and electrical manufacturing. Whether used to create leak-proof seams, strong mechanical joints, or reliable electrical connections, crimping provides the strength, durability, and versatility needed for modern manufacturing.
Sheet Metal Curling
Aluminium Cookware Manufacturing Process
Sheet metal curling is a metal forming process used to shape the edges of a metal sheet into a rolled, curved form. This process is used to eliminate sharp edges, improve the overall appearance of the product, and increase the structural integrity of the part by providing additional rigidity. Curling is widely applied in industries such as automotive, HVAC, aerospace, appliance manufacturing, and metal fabrication, where smooth, safe edges are required for parts like ducts, enclosures, panels, and other metal components.
Curling can be done manually, using basic tools for small-scale jobs, or automatically using curling machines for large-scale production. The process involves rolling the edge of the sheet metal over itself or around another object, creating a continuous, smooth edge that can withstand impact or pressure without deformation.
Types of Sheet Metal Curling
Simple Curling: Simple curling is the basic process of rolling the edge of a sheet metal part into a curved or circular shape. This is often done to create a safe, smooth edge that prevents injury during handling or use. Simple curling is commonly used in the manufacturing of ducts, metal containers, and appliance housings.
Smooth Edges for Safety and Strength: Simple curling eliminates sharp edges, making the part safer to handle and improving its structural integrity. The rolled edge adds rigidity to the part, helping it resist deformation under stress.
Advantages: Simple curling is a straightforward process that is easy to automate, making it ideal for high-volume production. It also improves the durability and safety of the part by reinforcing the edge.
Disadvantages: Simple curling may not be suitable for parts that require very tight radii or complex shapes, as the process can cause the metal to stretch or deform.
Wire-Inserted Curling: In wire-inserted curling, a metal wire is inserted into the curl, reinforcing the edge and providing additional strength. This method is commonly used for parts that require extra durability, such as metal containers, ducts, or tanks that must withstand pressure or impact.
Reinforced Edges for High-Stress Applications: The wire strengthens the curled edge, making the part more resistant to deformation and wear. Wire-inserted curling is ideal for parts that must handle heavy loads or endure frequent handling.
Advantages: Wire-inserted curling provides a much stronger edge than simple curling, making it ideal for heavy-duty applications. It also improves the part’s resistance to bending or breaking under stress.
Disadvantages: The process is more complex and time-consuming than simple curling, requiring additional tooling and setup to insert the wire correctly.
Hemming: Hemming is a process in which the edge of the sheet metal is folded back on itself to create a double-thickness edge. This technique is used to increase the strength of the edge, improve its appearance, and eliminate sharp corners. Hemming is commonly used in the automotive industry for body panels, doors, and hoods, as well as in appliance manufacturing.
Folded Edges for Increased Strength: Hemming adds strength and rigidity to the edge by doubling the thickness of the metal. This makes the part more durable and resistant to bending, while also providing a smooth, finished edge.
Advantages: Hemming provides a strong, smooth edge that improves the structural integrity of the part. It is ideal for parts that require both strength and aesthetics, such as automotive panels or appliance housings.
Disadvantages: Hemming requires additional material and tooling, making it more expensive than simple curling. It may also be more difficult to achieve on thick or hard metals.
Flange Curling: Flange curling is the process of curling the edge of a flange to create a rolled edge. This technique is used in the fabrication of pipes, ducts, and other cylindrical parts that require a smooth, rounded edge for safety, appearance, or sealing purposes. Flange curling is common in HVAC systems and fluid handling applications.
Rolled Edges for Pipes and Ducts: Flange curling creates a smooth, rounded edge on the flange of a pipe or duct, providing a secure connection point that is resistant to leaks and pressure.
Advantages: Flange curling improves the safety and appearance of the part, while also providing a strong, leak-proof edge. It is particularly useful in applications where the curled edge will be exposed to pressure or fluid flow.
Disadvantages: Flange curling requires precise control of the forming process to ensure that the curl is uniform and free from defects. Improper curling can result in leaks or weak connections.
Key Components of a Sheet Metal Curling Machine
Curling Dies: Curling machines use specially shaped dies to bend and roll the edges of the sheet metal. The dies must be carefully designed to match the specific curvature and dimensions of the curl, ensuring a smooth, consistent edge.
Precision Dies for Uniform Curls: The curling dies must apply even pressure to the sheet metal to create a uniform, high-quality curl. Proper alignment of the dies is critical to achieving consistent results.
Rollers: In many curling machines, rollers are used to gradually bend the sheet metal into the desired shape. The rollers apply controlled pressure to the metal as it is fed through the machine, ensuring that the edge is curled smoothly and without distortion.
Controlled Pressure for Smooth Edges: The rollers must apply consistent pressure to the sheet metal to prevent defects such as cracking, wrinkling, or uneven curls.
Hydraulic or Pneumatic Systems: Many curling machines use hydraulic or pneumatic systems to control the pressure and speed of the curling process. These systems provide precise control over the forming process, ensuring that the curl is uniform and free from defects.
Precise Pressure Control for High-Quality Curls: The hydraulic or pneumatic system ensures that the curling pressure is applied evenly, preventing defects and ensuring a smooth, consistent curl.
Control Panel: Modern curling machines are equipped with control panels that allow operators to set and monitor the curling parameters, such as curl radius, pressure, and speed. Many machines are also equipped with programmable logic controllers (PLCs) or CNC systems to automate the curling process and ensure repeatable, high-quality results.
Automation for Precision and Efficiency: The control panel allows operators to program the machine for specific parts and materials, ensuring that the curling process is consistent and tailored to the requirements of each job.
The Curling Process
Material Preparation: Before curling begins, the sheet metal must be properly prepared. This typically involves cutting the sheet metal to the required size and shape, deburring the edges, and cleaning the surface to remove any dirt, grease, or contaminants. Proper preparation ensures that the metal curls smoothly and without defects.
Cutting and Deburring for Clean Edges: Proper preparation of the sheet metal ensures that the curling process proceeds smoothly and without defects, such as cracking or wrinkling.
Curling the Edge: The curling process begins by feeding the sheet metal into the curling machine, where it is gradually bent into the desired shape by the rollers or dies. The machine applies controlled pressure to the edge of the metal, curling it into a circular or rolled shape. The radius of the curl is determined by the settings on the machine, which can be adjusted to achieve different curl sizes.
Controlled Bending for Smooth, Consistent Curls: The goal of the curling process is to create a smooth, uniform curl with consistent dimensions. Proper control of the pressure and speed is essential for achieving high-quality results.
Finishing and Inspection: After the curl is formed, the part is inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the part meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Parts: Curling machines produce parts with smooth, rounded edges that improve the safety, durability, and appearance of the final product. Proper inspection ensures that the curled edges are free from defects and meet the required standards.
Applications of Sheet Metal Curling
Automotive Industry: Curling is widely used in the automotive industry to create safe, rounded edges on body panels, doors, and other structural components. Curled edges improve the strength and durability of these parts, while also providing a smooth, finished appearance.
Curled Edges for Automotive Panels: Curling is used to create rolled edges on automotive body panels, doors, and hoods, improving their strength and resistance to impact. The curled edges also provide a sleek, finished look that enhances the overall appearance of the vehicle.
HVAC Systems: Curling is commonly used in the HVAC industry to create rolled edges on ducts, pipes, and other ventilation components. Curled edges provide a strong, durable connection point for joining sections of ductwork, ensuring that the system operates efficiently and without leaks.
Curling for Strong Duct Connections: Curling provides smooth, safe edges on HVAC ducts and pipes, ensuring that the system is free from sharp edges that could pose a hazard during installation or maintenance.
Appliance Manufacturing: In appliance manufacturing, curling is used to create smooth, rounded edges on panels, doors, and enclosures. Curled edges improve the strength and appearance of the appliance, while also reducing the risk of injury during handling or use.
Curled Edges for Safe, Durable Appliances: Curling creates safe, burr-free edges on appliance panels and enclosures, improving both the safety and durability of the final product.
Architectural Components: Curling is often used in the production of architectural components, such as metal railings, panels, and decorative elements. The curled edges provide a smooth, finished appearance while also adding strength and rigidity to the part.
Decorative and Functional Curled Edges: Curling enhances the appearance and strength of architectural elements, providing a professional, finished look that is both attractive and durable.
Metal Containers and Enclosures: Curling is widely used in the fabrication of metal containers, enclosures, and tanks, where it provides a smooth, rolled edge that improves the strength and durability of the part. The curled edge also reduces the risk of injury during handling and assembly.
Strong, Safe Edges for Metal Containers: Curling provides a smooth, reinforced edge on metal containers and enclosures, ensuring that they are safe to handle and resistant to impact or deformation.
Advantages of Sheet Metal Curling
Improved Safety and Aesthetics: Curling eliminates sharp edges on sheet metal parts, making them safer to handle and improving their overall appearance. The smooth, rounded edges reduce the risk of injury and provide a professional, finished look.
Increased Strength and Durability: Curling adds strength and rigidity to the edges of sheet metal parts, making them more resistant to deformation, cracking, or damage. The rolled edge distributes stress more evenly, reducing the likelihood of failure under load.
Versatility for Various Applications: Curling can be used on a wide range of sheet metal materials, including steel, aluminum, copper, and stainless steel. This versatility makes curling a valuable process in industries ranging from automotive and HVAC to appliance manufacturing and metal fabrication.
Cost-Effective and Efficient: Curling is a fast, efficient process that can be easily automated for high-volume production. It reduces the need for additional finishing processes, such as deburring or grinding, making it cost-effective for manufacturers.
Challenges of Sheet Metal Curling
Tooling and Setup Costs: Curling machines, especially those equipped with CNC or hydraulic systems, require significant initial investment in equipment and tooling. These costs can be prohibitive for small manufacturers or custom production runs.
Material Limitations: Curling may be challenging for very thick or hard metals, as the process can cause cracking or deformation if not properly controlled. Certain materials, such as brittle metals, may not be suitable for curling without special treatment or preparation.
Skilled Operation Required: Properly curling sheet metal requires skilled operators, particularly for complex or high-precision curls. Incorrect pressure or alignment can result in defects such as cracks, uneven edges, or misshapen curls.
Sheet metal curling is an essential process in metal fabrication, providing strong, safe, and aesthetically pleasing edges for a wide range of applications. Whether used in automotive panels, HVAC ducts, appliance housings, or architectural components, curling ensures that sheet metal parts meet the highest standards of strength, durability, and safety.
Brake Pads Making Machine
Brake pads
A brake pads making machine is a specialized piece of equipment used in the production of automotive brake pads. Brake pads are critical components of a vehicle’s braking system, responsible for applying friction to the brake rotors to slow or stop the vehicle. These machines are designed to manufacture brake pads from raw materials such as metal fibers, resins, and friction materials, ensuring that the finished pads meet the required standards for performance, durability, and safety.
The process of making brake pads involves several steps, including material mixing, pressing, curing, and finishing. Brake pads making machines are equipped with various functions to handle these tasks efficiently, allowing manufacturers to produce high-quality brake pads in large quantities. These machines are used primarily in the automotive industry but are also applicable for producing brake components for motorcycles, trucks, and industrial machinery.
Types of Brake Pads Making Machines
Mixing and Kneading Machines: These machines are used to blend the raw materials that make up the brake pads, including metal fibers, friction materials, binders, and resins. The materials are mixed and kneaded into a homogeneous compound, ensuring that the brake pads have consistent friction properties and wear resistance.
Homogeneous Mixing for Consistent Performance: Proper mixing ensures that the brake pads have uniform friction properties, which are essential for reliable braking performance. The compound must be thoroughly mixed to prevent defects such as weak spots or uneven wear.
Advantages: Mixing and kneading machines provide precise control over the blending of raw materials, ensuring consistent quality in the final product. They are also highly efficient, reducing mixing times and improving production throughput.
Disadvantages: Improper mixing can lead to defects in the brake pads, such as uneven friction properties or weak areas that may cause the pads to fail prematurely.
Pressing Machines: Pressing machines are used to compress the mixed materials into the shape of a brake pad. The material is placed in a mold, and the machine applies high pressure to compact the material into a solid form. Pressing is a critical step in ensuring that the brake pads have the required density and strength.
High Pressure for Dense, Strong Brake Pads: Pressing ensures that the brake pad material is tightly compacted, giving the pads the density and strength needed to withstand the high pressures and temperatures generated during braking.
Advantages: Pressing machines provide consistent pressure and control over the shape of the brake pads, ensuring that each pad is produced to the correct specifications. They are ideal for high-volume production, as they can produce large quantities of pads quickly and efficiently.
Disadvantages: The molds used in pressing machines must be precisely designed and maintained to prevent defects such as cracks, voids, or uneven compression.
Curing Ovens: After the brake pads are pressed, they are cured in ovens to harden the material and set the binder. The curing process involves heating the pads at controlled temperatures for a specific duration, which allows the resins and binders to harden and bond the materials together.
Controlled Heating for Durable Brake Pads: Curing is essential for hardening the brake pad material and ensuring that it can withstand the extreme conditions of braking. Proper control of temperature and curing time is critical for achieving optimal hardness and strength.
Advantages: Curing ovens provide precise temperature control, ensuring that the brake pads are evenly cured and free from defects such as cracks or weak areas. This improves the durability and performance of the final product.
Disadvantages: Improper curing can result in brake pads that are too soft or brittle, leading to premature wear or failure.
Finishing Machines: Once the brake pads are cured, they are finished using grinding and cutting machines to achieve the final shape and dimensions. These machines remove any excess material, smooth the surfaces, and ensure that the brake pads meet the required tolerances for thickness and flatness.
Precision Finishing for Consistent Fit and Performance: Finishing ensures that the brake pads are shaped and sized accurately, allowing them to fit properly in the braking system and perform reliably. Any defects in the
brake pad’s shape or surface can lead to performance issues, such as uneven wear, squealing, or reduced braking efficiency.
Advantages: Finishing machines provide high precision in shaping and smoothing the brake pads, ensuring that they meet strict specifications for thickness, flatness, and surface quality. This step is essential for ensuring consistent braking performance and reducing noise.
Disadvantages: Finishing machines must be carefully calibrated and maintained to prevent defects such as over-grinding or surface imperfections, which can negatively impact the brake pad’s performance.
Friction Testing Machines: To ensure the quality and performance of the brake pads, manufacturers often use friction testing machines to measure the friction coefficient and wear resistance of the pads. These machines simulate real-world braking conditions by applying pressure and heat to the brake pads while measuring their friction properties.
Testing for Reliable Braking Performance: Friction testing ensures that the brake pads meet industry standards for stopping power, durability, and heat resistance. It helps identify any defects or inconsistencies in the material that could affect the brake pad’s performance.
Advantages: Friction testing machines provide valuable data on the performance characteristics of the brake pads, allowing manufacturers to ensure that each batch meets safety and quality standards. This testing is crucial for automotive applications, where brake performance is critical for vehicle safety.
Disadvantages: Friction testing can be time-consuming and requires specialized equipment and expertise, adding to the overall production costs.
The Brake Pads Manufacturing Process
Raw Material Preparation: The first step in making brake pads is to prepare the raw materials, including metal fibers, friction materials (such as ceramic or organic compounds), resins, and binders. These materials are carefully measured and blended in mixing machines to create a homogeneous compound that will be pressed into brake pads.
Precise Mixing for Consistent Properties: The correct ratio of materials is essential for achieving the desired friction and wear resistance in the finished brake pads. Inconsistent mixing can lead to uneven performance or premature wear.
Pressing and Molding: Once the materials are mixed, they are loaded into molds, where pressing machines apply high pressure to form the brake pads. The molds are designed to give the brake pads their final shape, while the pressure compacts the material into a dense, solid form.
High Pressure for Strong, Durable Brake Pads: The pressing process ensures that the brake pads are dense enough to withstand the stresses of braking without cracking or wearing down prematurely.
Curing: After pressing, the brake pads are transferred to curing ovens, where they are heated at controlled temperatures to harden the material and set the binders. The curing process is crucial for developing the brake pad’s strength, heat resistance, and durability.
Even Curing for Long-Lasting Performance: Proper curing ensures that the brake pads can endure the high temperatures generated during braking without losing their effectiveness or breaking down.
Finishing: Once the brake pads are cured, they are finished using grinding, cutting, and sanding machines to remove any excess material and ensure that the pads meet the required dimensions and surface quality. This step ensures that the brake pads fit correctly in the braking system and provide consistent performance.
Precision Grinding for Smooth, Accurate Pads: The finishing process ensures that the brake pads have a smooth, even surface and the correct thickness, which is essential for proper fit and function in the braking system.
Friction Testing and Quality Control: After the brake pads are finished, they undergo friction testing to ensure that they meet the required standards for performance, safety, and durability. This testing simulates real-world braking conditions and measures the friction coefficient, wear resistance, and heat tolerance of the pads.
Testing for Safety and Reliability: Friction testing helps manufacturers ensure that the brake pads will provide reliable, consistent performance under a variety of conditions, such as heavy braking, high speeds, or extreme temperatures.
Applications of Brake Pads Making Machines
Automotive Industry: Brake pads making machines are primarily used in the automotive industry to produce brake pads for passenger vehicles, trucks, motorcycles, and buses. High-quality brake pads are essential for ensuring vehicle safety, as they provide the friction needed to stop the vehicle effectively.
Brake Pads for Cars, Trucks, and Motorcycles: Brake pads making machines are used to produce a wide range of brake pads for different types of vehicles, including standard cars, high-performance sports cars, heavy-duty trucks, and motorcycles.
Industrial Machinery: Brake pads are also used in industrial machinery, where they provide the stopping power needed for large, heavy equipment. Machines such as cranes, forklifts, and construction equipment rely on durable brake pads to ensure safe operation in industrial environments.
Brake Pads for Heavy-Duty Machinery: Brake pads making machines are used to produce pads for industrial equipment, where reliable stopping power is critical for operator safety and machinery control.
Railway and Aerospace Applications: Brake pads are used in railway and aerospace applications, where they must withstand extreme conditions, including high speeds, heavy loads, and intense heat. The brake pads used in trains, planes, and other transportation systems must meet stringent safety and performance standards.
High-Performance Brake Pads for Trains and Aircraft: Brake pads making machines are used to manufacture specialized brake pads for rail and aerospace applications, where safety and reliability are paramount.
Motorcycles and Bicycles: In addition to automotive and industrial applications, brake pads making machines are used to produce pads for motorcycles and bicycles. These pads must provide consistent stopping power while being lightweight and durable.
Brake Pads for Two-Wheeled Vehicles: Brake pads making machines produce lightweight, high-performance pads for motorcycles and bicycles, ensuring that riders can stop safely and effectively.
Advantages of Brake Pads Making Machines
High Efficiency for Large-Scale Production: Brake pads making machines are highly efficient and capable of producing large quantities of brake pads quickly and with consistent quality. This makes them ideal for high-volume production in the automotive and industrial sectors.
Precision Control for Consistent Quality: These machines provide precise control over the manufacturing process, ensuring that each brake pad meets the required specifications for size, shape, and performance. This consistency is essential for ensuring reliable braking performance in vehicles and machinery.
Versatility for Different Materials and Applications: Brake pads making machines can be used to produce pads from a variety of materials, including organic, semi-metallic, and ceramic compounds. This versatility makes them suitable for a wide range of applications, from standard passenger cars to high-performance sports vehicles and industrial equipment.
Improved Safety and Durability: By using advanced manufacturing processes such as pressing, curing, and friction testing, brake pads making machines ensure that the finished pads are strong, durable, and capable of withstanding the extreme conditions of braking.
Challenges of Brake Pads Making Machines
High Initial Investment Costs: Brake pads making machines, especially those equipped with advanced features such as friction testing and precision molding, can be expensive to purchase and maintain. This high initial investment may be a barrier for smaller manufacturers.
Skilled Operation Required: Operating brake pads making machines requires skilled technicians to ensure that the machines are properly set up and maintained. Incorrect operation or improper calibration can lead to defects in the brake pads, such as uneven friction properties or weak areas.
Brake pads making machines are essential for the production of high-quality brake pads used in automotive, industrial, and transportation applications. These machines provide the efficiency, precision, and control needed to produce reliable, durable brake pads that meet the highest standards of safety and performance.
Drum End Manufacturing
Drum End Manufacturing
Drum end manufacturing involves producing the top and bottom ends of metal or plastic drums, which are commonly used for the storage and transportation of liquids, chemicals, oils, and other materials. The ends of drums play a critical role in ensuring that the contents are securely contained, providing structural integrity and leak-proof sealing. Drum ends are typically manufactured using processes such as stamping, deep drawing, curling, and welding to achieve the necessary strength, durability, and precision.
The top end of a drum often includes features such as flanges, bungs, or other openings to facilitate filling, emptying, and sealing, while the bottom end is typically designed to provide stability and withstand the weight of the drum’s contents. Drum end manufacturing is a crucial part of the overall drum production process and is widely used in industries such as chemical processing, oil and gas, food and beverage, and industrial packaging.
Types of Drum End Manufacturing Processes
Stamping: Stamping is one of the most common processes used to manufacture drum ends. In this process, a flat metal or plastic sheet is placed in a stamping press, where a die is used to shape the material into the desired form. Stamping is highly efficient and allows for the production of large quantities of drum ends with consistent quality.
High-Speed Production for Large Volumes: Stamping is ideal for producing drum ends in high volumes, making it suitable for mass production in industries such as chemical packaging and oil transportation.
Advantages: Stamping provides fast, efficient production with precise control over the shape and dimensions of the drum ends. It is suitable for both metal and plastic materials.
Disadvantages: Stamping requires expensive tooling, and the initial setup costs can be high, making it less suitable for small production runs or custom designs.
Deep Drawing: Deep drawing is a metal forming process used to manufacture drum ends by pulling a flat sheet of metal into a die to create a deep, cup-shaped structure. This process is particularly useful for producing the bottom ends of drums, as it allows for the creation of a seamless, strong end that can withstand heavy loads and pressure.
Seamless Drum Ends for High Strength: Deep drawing produces seamless drum ends that are highly resistant to leaks and deformation, making them ideal for drums that will be used to transport liquids or chemicals.
Advantages: Deep drawing provides excellent structural integrity and is suitable for producing drum ends that need to withstand high pressure or heavy loads.
Disadvantages: The deep drawing process can be complex and requires specialized equipment, making it more expensive and time-consuming than stamping for large-scale production.
Curling: Curling is a process used to form the edges of drum ends, creating a rolled edge that can be securely attached to the body of the drum. This technique is used to ensure that the drum ends are securely sealed and can be joined to the drum body without leaks. Curling is particularly important for metal drums, where the edges must be strong and resistant to deformation.
Rolled Edges for Leak-Proof Sealing: Curling provides a smooth, rolled edge that allows for a tight, leak-proof seal between the drum ends and the drum body. This is essential for ensuring the safe transportation of liquids and chemicals.
Advantages: Curling improves the strength and durability of the drum ends, providing a secure connection to the drum body and preventing leaks.
Disadvantages: Curling requires precise control to ensure that the edges are rolled uniformly and without defects. Improper curling can result in weak or leaky joints.
Flanging: Flanging is a process used to create a raised rim or flange around the edge of the drum end. This flange is used to connect the drum end to the body of the drum, providing a strong, durable joint that can withstand pressure and impact. Flanging is commonly used in both metal and plastic drum manufacturing.
Raised Rims for Secure Connections: Flanging creates a strong, raised rim that allows the drum end to be securely attached to the drum body. The flange provides additional strength and helps distribute pressure evenly across the joint.
Advantages: Flanging ensures that the drum end is securely attached to the drum body, preventing leaks and improving the overall strength of the drum. It is suitable for both large and small drums.
Disadvantages: Flanging requires precise tooling and alignment to ensure that the flange is formed correctly and without defects. Improper flanging can result in weak joints or leaks.
Welding: Welding is often used to join the drum ends to the body of the drum, creating a strong, leak-proof connection. In metal drums, welding is used to fuse the edges of the drum ends to the body, ensuring that the joint is strong and resistant to pressure. For plastic drums, heat welding or ultrasonic welding is used to join the drum components.
Strong, Leak-Proof Welds for Secure Joints: Welding provides a strong, durable connection between the drum ends and the drum body, ensuring that the drum can safely contain liquids, chemicals, or other materials.
Advantages: Welding provides a permanent, leak-proof connection that is highly resistant to pressure, impact, and environmental factors. It is particularly useful for drums used in hazardous or corrosive environments.
Disadvantages: Welding can be time-consuming and requires skilled operators or automated systems to ensure that the welds are consistent and free from defects.
Key Components of a Drum End Manufacturing Machine
Press or Die: The press or die is the main component used in stamping and deep drawing machines to shape the drum ends. The die is designed to match the specific shape and dimensions of the drum end, while the press applies the necessary force to form the material into the desired shape.
Precision Dies for Accurate Shaping: The press or die must be carefully designed to ensure that the drum ends are formed with the correct dimensions and shape. Proper alignment and pressure control are essential for achieving consistent results.
Forming Rollers or Mandrels: In curling and flanging machines, forming rollers or mandrels are used to bend and shape the edges of the drum ends. These tools apply controlled pressure to the material, ensuring that the edges are formed smoothly and without defects.
Controlled Pressure for Smooth, Uniform Edges: The forming rollers or mandrels must apply consistent pressure to the material to ensure that the edges are curled or flanged evenly and without distortion.
Welding Torch or Ultrasonic Welder: In welding machines, a welding torch or ultrasonic welder is used to fuse the drum ends to the body of the drum. The welder must be precisely controlled to ensure that the welds are strong, uniform, and free from defects.
Precision Welding for Leak-Proof Joints: The welding system must provide precise control over the heat and pressure applied to the joint, ensuring that the weld is strong, durable, and resistant to leaks.
Control Panel: Modern drum end manufacturing machines are equipped with control panels that allow operators to set and monitor the manufacturing parameters, such as pressure, speed, and temperature. Many machines are equipped with programmable logic controllers (PLCs) or CNC systems to automate the manufacturing process and ensure repeatable, high-quality results.
Automation for Consistency and Efficiency: The control panel allows operators to program the machine for specific drum end designs and materials, ensuring that the manufacturing process is consistent and efficient.
The Drum End Manufacturing Process
Material Preparation: The process begins with the preparation of the raw material, which is typically metal or plastic sheets. The material is cut to size and prepared for forming, ensuring that it is clean, flat, and free from defects. Proper material preparation is essential for ensuring that the drum ends are formed accurately and without defects.
Cutting and Cleaning for Quality Production: The material must be properly cut and cleaned to ensure that the forming process proceeds smoothly and without defects such as cracks, wrinkles, or misalignment.
Forming the Drum Ends: The drum ends are formed using processes such as stamping, deep drawing, curling, or flanging, depending on the design and specifications of the drum. The forming process shapes the drum ends into the desired form, ensuring that they meet the required dimensions and structural integrity.
Controlled Forming for Smooth, Strong Drum Ends: The goal of the forming process is to create drum ends that are strong, durable, and free from defects. Proper control of the forming pressure and alignment is essential for achieving high-quality results.
Welding or Sealing: Once the drum ends are formed, they are welded or sealed to the body of the drum. This process creates a strong, leak-proof connection between the drum ends and the drum body, ensuring that the contents of the drum are securely contained.
Strong Welds for Leak-Proof Sealing: Welding or sealing ensures that the drum ends are securely attached to the body of the drum, preventing leaks or separation during transportation or use.
Finishing and Inspection: After the drum ends are attached, the drum is inspected for defects such as cracks, leaks, or misalignment. The drum may also be finished by trimming any excess material, smoothing the edges, or applying surface coatings to improve corrosion resistance.
Quality Control for Durable, Leak-Proof Drums: Proper inspection ensures that the drum ends are securely attached and that the drum meets the required standards for strength, durability, and leak resistance.
Applications of Drum Ends
Chemical and Hazardous Material Storage: Drums with strong, leak-proof ends are essential for safely storing and transporting chemicals, hazardous materials, and other liquids.
Sheet Metal Forming Hydraulic Press: Sheet metal forming refers to a broad set of manufacturing processes used to convert flat metal sheets into desired shapes and geometries. It is an essential part of the metalworking industry, widely used in the automotive, aerospace, construction, and electronics industries. This process involves applying force to deform the metal sheet plastically, meaning the sheet undergoes permanent change in shape without breaking or cracking. Sheet metal forming methods can range from simple manual bending to highly automated, computer-controlled processes for mass production.
Sheet metal forming processes are classified into three major categories: bending, drawing, and shearing. Each of these techniques has its specific applications depending on the desired end product and the metal being worked with.
Types of Sheet Metal Forming:
Bending: Bending involves deforming the metal sheet along a straight axis to create angular shapes such as “V,” “U,” or channels. Press brakes or die presses are commonly used to bend the sheet metal, either manually or through automated processes. Bending is commonly used in automotive body panels, appliance housings, and structural frameworks.
Deep Drawing: Deep drawing is a process in which a flat sheet of metal is radially drawn into a forming die by the action of a mechanical punch. This process is used to create cup-shaped parts and is commonly applied in manufacturing cans, containers, and automotive fuel tanks. Deep drawing allows the formation of complex, hollow shapes from a single sheet of metal.
Stretch Forming: In stretch forming, a metal sheet is clamped at its edges and stretched over a die to form large, smooth, and curved surfaces. This method is often used in the aerospace industry for manufacturing aircraft fuselage panels and structural parts.
Roll Forming: Roll forming is a continuous process in which a metal sheet is passed through a series of rollers that progressively shape it into the desired cross-sectional profile. This method is highly efficient and is used to produce items like metal roofing panels, door frames, and highway guardrails.
Punching and Blanking: Punching involves the removal of material from the sheet by placing it between a punch and a die. Blanking is a similar process but focuses on cutting out parts of the sheet. Both techniques are commonly used in mass production, such as in the manufacturing of metal parts for electronics, appliances, and cars.
Spinning: Spinning is a process where a metal disk or tube is rotated at high speed and formed into an axially symmetric part by a roller. This method is typically used for producing conical or cylindrical components, such as pots, pans, and decorative metal objects.
Applications of Sheet Metal Forming:
Automotive Industry: Sheet metal forming is integral to the production of automotive body panels, chassis, and structural components. Manufacturers use advanced techniques like deep drawing, hydroforming, and stamping to produce high-quality, lightweight vehicle parts.
Aerospace Industry: Aerospace companies rely on sheet metal forming to create lightweight yet strong components, such as fuselage panels, wings, and support structures, all of which must meet stringent performance and safety standards.
Construction and Architecture: In construction, sheet metal forming is used for roofing, cladding, framing, and decorative purposes. Metals such as steel, aluminum, and copper are shaped into durable structures that withstand environmental stresses.
Electronics and Appliances: Manufacturers of consumer electronics and household appliances use sheet metal forming to create enclosures, panels, and internal structures for products like washing machines, refrigerators, and electronic devices.
Advantages of Sheet Metal Forming:
Efficiency: Sheet metal forming can produce large quantities of parts at relatively low cost, making it ideal for mass production in industries like automotive and consumer goods.
Precision: Modern forming techniques, especially those utilizing CNC-controlled machinery, provide high precision and repeatability, ensuring consistent product quality.
Material Conservation: Because sheet metal forming reshapes rather than removes material, there is minimal waste, making it an environmentally friendly and cost-effective process.
Versatility: Sheet metal forming can be applied to a variety of metals, including steel, aluminum, brass, and copper, allowing manufacturers to produce parts for a wide range of applications.
Hydraulic Metal Forming
Sheet Metal Rounded Corners
Hydraulic metal forming is a process where hydraulic pressure is used to shape metal workpieces. This process is ideal for producing complex, high-strength components and is often employed in industries where precision and durability are essential, such as aerospace, automotive, and heavy machinery manufacturing. Hydraulic forming uses hydraulic fluid under extreme pressure to force the metal into a die or mold, allowing for intricate shapes to be formed with high precision.
The main advantage of hydraulic metal forming is its ability to distribute pressure uniformly over the entire surface of the metal, resulting in less localized stress and higher-quality parts. The force applied by hydraulic presses can be finely controlled, making it suitable for delicate operations as well as heavy-duty applications.
Types of Hydraulic Metal Forming:
Hydroforming: Hydroforming is a popular hydraulic forming technique used to create hollow parts, such as automotive exhaust components and structural tubes. The process involves placing a metal sheet or tube inside a mold and using hydraulic fluid to press it against the mold walls, forming the desired shape. Hydroforming is highly effective for producing lightweight, high-strength components with complex geometries.
Hydraulic Stamping: Hydraulic stamping involves placing a flat metal sheet between a punch and die, then using hydraulic pressure to form the metal into the desired shape. This method is commonly used in the production of automotive body panels, appliances, and machinery parts. Hydraulic stamping offers precise control over the applied force, ensuring that the final product is accurate and consistent.
Hydraulic Drawing: Similar to deep drawing, hydraulic drawing uses hydraulic presses to pull a metal blank into a die, forming cylindrical, cup-shaped, or box-like components. The hydraulic press ensures that the force is evenly distributed, reducing the risk of tearing or wrinkling the metal.
Bulge Forming: Bulge forming is another hydraulic process where hydraulic fluid is used to press a metal sheet or tube against a die, causing it to bulge outward and take the shape of the mold. This method is often used to create domed or spherical components.
Rubber Pad Forming: In this process, a metal sheet is placed over a mold, and a flexible rubber pad is pressed against it using hydraulic pressure. The rubber pad deforms around the sheet, forming it to the mold’s shape. Rubber pad forming is used in applications where a smooth, scratch-free finish is essential, such as in the aerospace and medical device industries.
Applications of Hydraulic Metal Forming:
Automotive Industry: Hydraulic forming is widely used to create components such as engine mounts, chassis parts, suspension systems, and exhaust systems. The process allows for the production of lightweight yet strong parts, which contribute to improved fuel efficiency and vehicle performance.
Aerospace Industry: Hydraulic metal forming is used to produce complex, high-strength parts for aircraft and spacecraft. The precise control offered by hydraulic presses ensures that these critical components meet the industry’s stringent safety and performance requirements.
Heavy Machinery: Hydraulic forming is employed in the production of large, high-strength components used in heavy machinery and industrial equipment. Hydraulic presses can generate the immense force required to shape thick metal plates and components.
Medical Devices: In the medical field, hydraulic metal forming is used to manufacture surgical instruments, prosthetic devices, and other precision medical components. The ability to form metal with high accuracy and minimal defects is crucial in this industry.
Advantages of Hydraulic Metal Forming:
Uniform Force Application: Hydraulic presses distribute force evenly over the entire surface of the metal, reducing the risk of defects such as warping, cracking, or uneven thickness.
Precision: The finely controlled hydraulic pressure allows for high precision in forming complex geometries, ensuring that the final product meets exact specifications.
Material Efficiency: Hydraulic metal forming reduces material waste by forming the metal into the desired shape without removing material. This makes it a cost-effective and environmentally friendly process.
Versatility: Hydraulic forming can be used on a wide range of metals, including steel, aluminum, copper, and titanium, making it suitable for various industries and applications.
Hydraulic metal forming is a key process in modern manufacturing, offering the ability to create high-quality, durable metal parts for critical industries such as aerospace, automotive, and medical device production.
Sheet Metal Rounded Corners
Industries working with our machinery
Sheet metal rounded corners refer to the technique of rounding the sharp edges of sheet metal components to improve safety, aesthetics, and structural integrity. This is an important aspect of metalworking, especially in industries where sharp corners can pose a hazard or lead to stress concentration, which could compromise the strength of the component.
Rounding the corners of sheet metal is typically done after the cutting or punching process, which leaves sharp edges. These sharp edges can be dangerous during handling, assembly, or during the product’s use. Additionally, rounded corners help prevent the metal from cracking or tearing under stress, especially during bending or forming operations.
Methods for Creating Rounded Corners:
Bending: Bending is one of the simplest methods used to create rounded corners. Instead of making a sharp bend at a 90-degree angle, the metal is bent into a smooth curve, reducing stress concentrations at the corners. Bending machines, such as press brakes, are commonly used for this purpose.
Edge Rolling: Edge rolling is a technique where the edges of the sheet metal are rolled over to form a smooth, rounded corner. This process is often used in the production of metal enclosures, containers, or other parts where the edges need to be safe and aesthetically pleasing.
Chamfering: Chamfering is the process of removing the sharp edges of metal by cutting a beveled edge along the corner. Although this does not create a fully rounded corner, it softens the sharp edge and reduces the risk of injury or damage. Chamfering is commonly used in applications where a completely rounded corner is not necessary but where the sharp edge must be eliminated.
Grinding and Filing: Manual or automated grinding and filing can be used to round off sharp edges after cutting or punching. Abrasive tools are used to smooth out the edges, creating a safe and visually appealing corner. This method is often used in custom or small-scale metal fabrication projects.
Laser Cutting: Modern laser cutting machines can be programmed to cut metal sheets with pre-rounded corners. This allows for high precision and eliminates the need for additional edge rounding steps. Laser cutting is especially useful for complex shapes or high-volume production runs where precision and consistency are important.
Applications of Rounded Corners in Sheet Metal:
Safety: Rounded corners are crucial in industries where workers frequently handle metal parts, such as in construction, automotive assembly, or manufacturing. By rounding the edges, the risk of cuts and injuries is significantly reduced.
Aesthetics: In consumer products like electronics, appliances, and furniture, rounded corners provide a sleek, modern look. They also help improve the ergonomics of the product by making it more comfortable to handle.
Structural Integrity: Rounded corners reduce the likelihood of cracks or fractures developing in metal components during use. Sharp corners tend to concentrate stress, which can lead to failure over time. By rounding the corners, the stress is distributed more evenly, improving the durability of the part.
Electronics Enclosures: In the electronics industry, rounded corners are commonly used in the design of metal enclosures for devices like computers, smartphones, and appliances. Rounded corners not only improve the appearance of the product but also protect internal components by reducing sharp edges that could cause damage during assembly or use.
Advantages of Rounded Corners in Sheet Metal:
Improved Safety: Sharp edges pose a safety risk during manufacturing, handling, and use. Rounded corners minimize the chance of injury and improve the usability of metal products.
Enhanced Durability: By eliminating sharp corners, stress concentrations are reduced, which helps prevent cracks, warping, or other types of failure. Rounded corners enhance the overall durability of the component.
Better Coating and Finishing: Rounded corners are easier to coat with paint, powder coatings, or anodized finishes. Sharp edges can cause uneven coating thickness, leading to weak spots where corrosion or wear can occur. Rounded corners allow for more uniform coating, extending the lifespan of the product.
Rounded corners in sheet metal are a critical design feature that improves both the safety and durability of metal products while also enhancing their aesthetic appeal.
Sheet Metal Edge Rounding
Producing Cylindrical Parts with CNC Metal Spinning Machines
Sheet metal edge rounding is the process of smoothing and shaping the edges of a metal sheet after it has been cut, punched, or machined. This process is essential for improving safety, product quality, and durability. Sharp, unfinished edges on metal parts can pose hazards to workers, cause damage to other components during assembly, and lead to stress concentrations that can weaken the material. By rounding the edges, these risks are mitigated.
Edge rounding is commonly used in industries such as automotive, aerospace, electronics, and metal fabrication, where parts need to be safe to handle and durable enough to withstand long-term use.
Methods of Sheet Metal Edge Rounding:
Deburring Machines: Deburring machines are specifically designed to remove sharp burrs and round the edges of metal sheets. These machines use abrasive belts, brushes, or discs to grind down the sharp edges and create a smooth, rounded profile. Deburring is an essential step in many manufacturing processes to ensure that the edges are safe to handle and that the final product meets quality standards.
Grinding and Sanding: Manual or automated grinding and sanding tools are often used to round the edges of metal sheets. Abrasive materials are used to wear down the sharp edges, leaving a smooth, rounded finish. This method is especially useful for custom or low-volume production where precise control over the rounding process is needed.
Laser Cutting with Edge Rounding: Advanced laser cutting machines can be programmed to cut metal sheets with pre-rounded edges. This eliminates the need for additional edge rounding steps and provides a high level of precision. Laser cutting with edge rounding is commonly used in the production of parts that require tight tolerances and clean, smooth edges.
Tumbling: Tumbling is a process where metal parts are placed in a rotating drum along with abrasive media. As the drum rotates, the media polishes and rounds the edges of the metal parts, creating a smooth finish. Tumbling is an effective method for rounding the edges of small parts or components with complex geometries.
Electropolishing: In some applications, electropolishing is used to round and smooth the edges of metal parts. This chemical process removes a thin layer of material from the surface of the metal, leaving a smooth, rounded finish. Electropolishing is commonly used for stainless steel parts in the medical, food, and pharmaceutical industries.
Applications of Sheet Metal Edge Rounding:
Automotive Industry: In automotive manufacturing, edge rounding is critical for ensuring that parts like body panels, brackets, and supports are safe to handle and free from sharp edges that could cause injuries or damage other components.
Electronics and Appliances: Metal enclosures and components used in electronics and appliances often undergo edge rounding to improve their appearance and make them safer for consumers to handle. Rounded edges also help prevent the metal from cutting into wires or other sensitive components inside the device.
Aerospace Industry: In aerospace applications, edge rounding helps reduce stress concentrations at the edges of metal parts, improving their fatigue resistance and overall structural integrity. This is essential for components that must endure extreme conditions and long service life.
Construction and Metal Fabrication: In construction and metal fabrication, rounded edges make metal parts easier to work with and safer for workers to handle during installation. They also improve the overall aesthetics of the finished product.
Advantages of Sheet Metal Edge Rounding:
Safety: Sharp edges on metal parts can cause injuries to workers during handling and assembly. Edge rounding eliminates these hazards, making the parts safer to work with and reducing the risk of accidents.
Improved Durability: Rounding the edges of metal parts reduces stress concentrations, which can lead to cracks, fractures, or other types of failure. Edge rounding helps extend the lifespan of metal components, especially those subjected to mechanical or thermal stress.
Enhanced Aesthetics: Rounded edges give metal parts a more polished, professional appearance. This is especially important for consumer-facing products like electronics, appliances, and furniture, where visual appeal is a key factor.
Better Coating Adherence: Rounded edges provide a smoother surface for applying coatings like paint, powder coating, or anodizing. This ensures more even coverage and improves the part’s resistance to corrosion, wear, and damage.
Sheet metal edge rounding is a vital process in modern metalworking, contributing to the safety, quality, and durability of metal products across a wide range of industries.
Special Finishing Machines
Metal Surface Finishing Machine
Special finishing machines are used in metalworking and manufacturing to refine the surface of metal parts after they have been formed, machined, or welded. These machines provide the final touches to ensure the metal components meet the desired specifications in terms of smoothness, texture, and appearance. Special finishing machines are crucial for enhancing the performance, longevity, and aesthetic appeal of metal products across industries such as automotive, aerospace, construction, and consumer goods.
Finishing processes can range from deburring rough edges to applying polished finishes that give parts a high-gloss or mirror-like appearance. These machines come in various types, each designed for specific finishing tasks such as polishing, grinding, buffing, or coating.
Types of Special Finishing Machines:
Polishing Machines: Polishing machines use abrasives to create smooth, reflective surfaces on metal parts. These machines can range from simple handheld polishers to advanced automated systems that can handle large-scale production. Polishing is often used for stainless steel, aluminum, and other metals where a high-gloss finish is required, such as in cookware, automotive parts, and architectural elements.
Rotary Polishers: Rotary polishing machines use spinning wheels and abrasive compounds to smooth and polish metal surfaces.
Vibratory Polishers: These machines are designed for polishing smaller metal components in bulk. They use vibration to rub the metal parts against an abrasive medium, resulting in a smooth finish.
Buffing Machines: Buffing machines are similar to polishing machines but focus on achieving a higher level of shine and smoothness. Buffing is typically the final step in the finishing process and is used to remove fine scratches or imperfections that remain after polishing. Buffing machines are essential in industries such as automotive, where a high-quality surface finish is necessary for body panels and other visible components.
Sanding Machines: Sanding machines use abrasive belts or discs to smooth out rough surfaces or remove small amounts of material from the surface of metal parts. Sanding is often the first step in the finishing process, especially after metal parts have been cut, welded, or machined. It is commonly used in industries such as furniture manufacturing, construction, and metal fabrication.
Shot Blasting Machines: Shot blasting machines use high-velocity streams of abrasive material, such as steel shots or sand, to clean and smooth metal surfaces. This process is particularly useful for removing rust, paint, or other surface contaminants from metal parts. Shot blasting also helps prepare metal surfaces for painting, coating, or welding by creating a uniform surface texture.
Air Blasting: Uses compressed air to propel the abrasive material onto the metal surface.
Centrifugal Blasting: Uses a mechanical wheel to throw the abrasive material at high speed, making it suitable for larger surfaces or more aggressive cleaning tasks.
Electropolishing Machines: Electropolishing is an electrochemical process used to smooth and polish metal surfaces. It removes a thin layer of material, leaving a shiny, reflective finish. Electropolishing is especially important for stainless steel and medical-grade materials, where hygiene, corrosion resistance, and surface finish are critical.
Applications of Special Finishing Machines:
Automotive Industry: Special finishing machines are used to create smooth, aesthetically pleasing surfaces on car body panels, trim, and engine components. Polishing and buffing are particularly important for enhancing the visual appeal of vehicles, while sanding and shot blasting are used to prepare surfaces for painting or coating.
Aerospace Industry: In aerospace, surface finishing is essential for components that must withstand high stress and harsh environmental conditions. Polishing, buffing, and electropolishing are commonly used to improve corrosion resistance and reduce surface friction on aircraft parts.
Medical Devices and Instruments: In the medical field, electropolishing is used to create ultra-smooth surfaces on surgical instruments, implants, and other medical devices. A smooth surface reduces the risk of contamination and makes the parts easier to clean and sterilize.
Consumer Goods: Special finishing machines are used to improve the appearance and durability of consumer products such as kitchen appliances, furniture, and electronics. Polishing and buffing are crucial for achieving a high-quality surface finish that appeals to consumers.
Advantages of Special Finishing Machines:
Improved Durability: By removing surface defects and imperfections, finishing machines help improve the strength and durability of metal parts. Smooth surfaces are less prone to corrosion, wear, and fatigue.
Enhanced Aesthetic Appeal: Polishing and buffing create visually attractive surfaces, making finished metal products more appealing to consumers. This is especially important in industries like automotive, architecture, and consumer goods.
Better Coating Adhesion: Finishing processes such as sanding and shot blasting help prepare metal surfaces for painting or coating. A smooth, uniform surface ensures better adhesion and coverage, resulting in a longer-lasting finish.
Hygiene and Cleanliness: In industries such as medical devices and food processing, smooth, polished surfaces are essential for maintaining hygiene and reducing the risk of contamination.
Special finishing machines play a crucial role in modern manufacturing, ensuring that metal parts meet the highest standards of quality, performance, and appearance.
Burr Cleaning Machine
Burr Cleaning Machine
A burr cleaning machine is used to remove burrs, which are small, unwanted projections or rough edges left on metal parts after cutting, machining, or drilling. Burrs can interfere with the functionality and safety of metal components, leading to problems such as improper assembly, increased wear, and safety hazards. Burr cleaning is a crucial step in the metalworking process, ensuring that parts meet quality standards and are safe to handle and use.
Burrs are formed during processes such as stamping, milling, or shearing when the metal is deformed or displaced. Burr cleaning machines use a variety of methods to smooth out these rough edges, depending on the type of metal, the part’s geometry, and the required surface finish.
Types of Burr Cleaning Machines:
Brush Deburring Machines: Brush deburring machines use rotating wire or abrasive brushes to clean burrs from the edges and surfaces of metal parts. These machines are often used for deburring sheet metal, stamped parts, or machined components where a light, non-invasive cleaning process is required.
Vibratory Deburring Machines: Vibratory deburring involves placing metal parts in a vibrating container filled with abrasive media. As the machine vibrates, the media rubs against the parts, removing burrs and smoothing the edges. This process is particularly useful for deburring small or intricate parts that are difficult to clean manually.
Electrochemical Deburring: Electrochemical deburring uses a chemical process to remove burrs from hard-to-reach areas, such as holes, grooves, or internal features. A mild electrical current is applied to the metal part, causing a controlled reaction that dissolves the burrs. This method is ideal for precision parts used in industries like aerospace, automotive, and medical devices.
Thermal Deburring Machines: Thermal deburring, also known as explosive deburring, is a process where a gas mixture is ignited in a chamber containing the metal parts. The resulting explosion vaporizes the burrs, leaving the part clean and free from sharp edges. Thermal deburring is highly effective for removing burrs from internal features and complex geometries.
Water Jet Deburring Machines: Water jet deburring uses high-pressure streams of water to clean burrs from the surface of metal parts. This method is particularly effective for soft metals such as aluminum or copper, where other deburring methods may be too aggressive.
Applications of Burr Cleaning Machines:
Automotive Industry: Burr cleaning machines are used to remove burrs from engine components, gears, and other metal parts used in automotive manufacturing. Clean, burr-free parts are essential for ensuring proper fit and function, as well as preventing excessive wear or damage during assembly.
Aerospace Industry: In aerospace, burr cleaning is critical for ensuring the safety and reliability of components used in aircraft, satellites, and space exploration vehicles. Burrs can cause stress concentrations or interfere with precision tolerances, leading to potential failures.
Medical Devices: Burr cleaning is essential in the production of medical devices, surgical instruments, and implants. Burr-free parts are easier to clean and sterilize, reducing the risk of infection or contamination during use.
Precision Engineering: In precision engineering applications, such as electronics, robotics, and optics, even the smallest burrs can affect performance and assembly. Burr cleaning machines ensure that parts meet tight tolerances and are free from imperfections.
Advantages of Burr Cleaning Machines:
Improved Safety: Burrs can create sharp edges that pose a risk to workers handling the parts. By removing these burrs, burr cleaning machines improve workplace safety and reduce the risk of injury during assembly or use.
Enhanced Product Quality: Burr cleaning ensures that metal parts have smooth edges and surfaces, improving their functionality, performance, and appearance. Parts with burrs may not fit together properly, leading to assembly issues or premature wear.
Precision and Consistency: Automated burr cleaning machines provide consistent results across large production runs, ensuring that all parts meet the required quality standards. This is especially important in industries like automotive and aerospace, where reliability is critical.
Reduced Wear and Tear: Burrs can cause friction, leading to excessive wear on moving parts or machinery. By removing burrs, burr cleaning machines help extend the life of metal components and reduce maintenance costs.
Burr cleaning machines are indispensable in the manufacturing process, ensuring that metal parts are safe, functional, and of high quality. These machines play a key role in industries where precision, performance, and safety are paramount.
Longitudinal Groove Weld
Longitudinal Welding Machine
A longitudinal groove weld is a type of welding technique used to join two pieces of metal along their length, typically in cylindrical or tubular structures such as pipes, tanks, or pressure vessels. In this process, a groove is prepared between the edges of the metal parts to be welded, and the weld is deposited into the groove, filling it and creating a strong, continuous bond.
Longitudinal groove welds are commonly used in industries such as oil and gas, chemical processing, shipbuilding, and construction, where high-strength, leak-proof joints are required. The weld must be of high quality to ensure that the joined components can withstand pressure, temperature fluctuations, and mechanical stresses.
Types of Longitudinal Groove Welds:
Single-V Groove Weld: In a single-V groove weld, the edges of the metal parts are beveled at an angle to form a “V” shape. The welder fills the groove with molten metal, creating a strong bond between the two pieces. Single-V groove welds are commonly used for thicker materials where a single pass is not sufficient to achieve full penetration.
Double-V Groove Weld: For thicker materials, a double-V groove weld is often used. This involves beveling both sides of the joint to create a V-shaped groove on each side. The welder deposits metal into both grooves, ensuring full penetration and strength throughout the joint.
U-Groove Weld: In a U-groove weld, the edges of the metal parts are shaped into a U-configuration. This type of weld is typically used for thicker materials because it requires less filler material compared to a V-groove, making it more efficient for heavy-duty applications.
J-Groove Weld: A J-groove weld involves beveling one side of the joint into a J-shape, while the other side remains straight. This weld type is commonly used in situations where one side of the joint is more accessible than the other, allowing for easier welding in tight spaces.
Applications of Longitudinal Groove Welds:
Pipe Welding: Longitudinal groove welds are essential in pipe welding, where two sections of pipe must be joined together to form long pipelines for transporting liquids or gases. The weld ensures that the joint is leak-proof and strong enough to withstand high internal pressures.
Pressure Vessels: Pressure vessels, such as boilers, tanks, and reactors, rely on longitudinal groove welds to join sections of metal and maintain structural integrity. The welds must be able to endure high pressures and temperatures without failing.
Shipbuilding: In shipbuilding, longitudinal groove welds are used to join large metal plates that form the hull, deck, and other structural components of ships. These welds are crucial for ensuring the ship’s strength and durability in harsh marine environments.
Structural Components: Longitudinal groove welds are used in the construction of large metal structures, such as bridges, cranes, and towers, where strong, continuous joints are required to bear heavy loads and resist environmental stresses.
Advantages of Longitudinal Groove Welds:
High Strength: Longitudinal groove welds create strong, continuous joints that can withstand significant mechanical stresses. This makes them ideal for critical applications such as pipelines, pressure vessels, and structural components.
Leak-Proof Joints: In applications such as piping and pressure vessels, it is essential that the joints are leak-proof to prevent the escape of fluids or gases. Longitudinal groove welds create tight, secure seals that prevent leaks, even under high pressure.
Full Penetration: Longitudinal groove welds ensure full penetration of the weld material into the joint, providing maximum strength and durability. This is especially important for thick materials where incomplete penetration could lead to weak spots or joint failure.
Versatility: Longitudinal groove welds can be applied to a wide range of materials and thicknesses, making them suitable for various industries and applications. Whether working with thin-walled pipes or thick structural components, the groove weld can be tailored to meet specific requirements.
Longitudinal groove welding is a critical process in industries that require high-strength, durable joints. It ensures the integrity and performance of structures and components under demanding conditions.
Cookware Production Machine
Stainless Steel Pot Polishing Machine
A cookware production machine is specialized equipment designed for the manufacturing of pots, pans, and other types of cookware. These machines handle various stages of the production process, from shaping and forming the metal to applying coatings and performing finishing touches. Cookware production machines are used by manufacturers to produce high-quality, durable kitchenware at scale, meeting the demands of both consumers and professional kitchens.
The manufacturing of cookware typically involves working with metals like aluminum, stainless steel, and copper, which provide excellent heat conductivity and durability. Each material has unique properties that require specific machinery and processes to shape, finish, and coat the final product.
Types of Cookware Production Machines:
Press Machines: Press machines are used to shape flat metal sheets into the desired cookware form, such as pots, pans, or lids. The metal sheets are placed in a mold or die, and the press applies significant force to shape the sheet into the required form. Hydraulic or mechanical presses are commonly used, depending on the thickness and type of metal.
Spinning Machines: Spinning machines are used to create round, symmetrical cookware items such as bowls, pans, or lids. In the spinning process, a flat metal disk is rotated at high speed while a forming tool presses it against a mold to shape the metal into the desired shape. This process is particularly useful for creating deep, rounded cookware items like stockpots or mixing bowls.
Polishing Machines: After the cookware has been formed, polishing machines are used to smooth the surface and give it a shiny, reflective finish. Polishing is important not only for aesthetic reasons but also for improving the non-stick properties of the cookware and preventing food from sticking to the surface during use.
Coating Machines: Many cookware items, especially non-stick pans, require the application of a specialized coating. Coating machines are used to apply layers of non-stick material (such as Teflon or ceramic) to the surface of the cookware. These machines ensure even coverage and proper adhesion of the coating, which is essential for both performance and durability.
Edge Rolling Machines: Edge rolling machines are used to round the edges of the cookware, giving it a smooth, safe edge that is comfortable to handle. This process is important for both safety and durability, as sharp edges can be dangerous and more prone to damage.
Applications of Cookware Production Machines:
Consumer Cookware: Cookware production machines are primarily used to manufacture pots, pans, and other kitchen tools for home use. High-quality cookware is essential for efficient and enjoyable cooking, and consumers expect durable, easy-to-clean products that distribute heat evenly.
Professional Cookware: Professional-grade cookware, used in commercial kitchens, requires a higher level of durability and heat performance. Cookware production machines are used to manufacture heavy-duty products that can withstand the demands of professional chefs.
Specialty Cookware: Specialty cookware, such as cast iron skillets or copper pans, may require additional or specific production processes. For example, copper cookware often undergoes a tinning process to coat the inside surface with a layer of tin, preventing the copper from reacting with food.
Advantages of Cookware Production Machines:
High Efficiency: Cookware production machines allow manufacturers to produce large quantities of cookware quickly and efficiently. Automation and precision machinery ensure consistent quality across all products.
Customizability: These machines can be adjusted to produce a wide variety of cookware shapes, sizes, and designs. Whether manufacturing frying pans, saucepans, or stockpots, cookware production machines provide the flexibility to meet diverse market demands.
Durability: The machines used in cookware production are designed to handle heavy-duty materials like stainless steel and aluminum, ensuring that the final products are durable and long-lasting.
Precision: Precision is crucial in cookware manufacturing to ensure that the pots and pans have the correct dimensions, thickness, and heat conductivity. Cookware production machines provide the necessary control to achieve consistent results.
Cookware production machines are essential tools in the kitchenware industry, enabling manufacturers to produce high-quality, reliable products that meet the needs of both home cooks and professional chefs.
Brake Pads Machine
Brake Pads Machine
A brake pads machine is a specialized piece of equipment used in the manufacturing of brake pads, a critical component of the braking systems in automobiles, motorcycles, and other vehicles. Brake pads play a key role in ensuring the safe operation of vehicles by converting kinetic energy into heat during braking, which slows the vehicle down. Manufacturing brake pads requires precision, quality control, and specialized machinery to ensure that they meet safety and performance standards.
Brake pads are typically made from a combination of materials, including metal shavings, ceramics, and organic compounds. The manufacturing process involves molding these materials under high pressure and heat to create durable, reliable brake pads.
Types of Brake Pads Machines:
Molding Machines: Molding machines are used to shape the brake pad material into its final form. In this process, the brake pad compound is placed into a mold, and high pressure and heat are applied to compress the material into the desired shape. The molded brake pads are then cooled and removed from the mold for further processing.
Curing Ovens: After molding, brake pads are placed in curing ovens to harden and strengthen the material. The curing process is critical for ensuring that the brake pads can withstand the high temperatures generated during braking. Curing ovens are designed to maintain consistent temperatures and ensure uniform hardening across all pads.
Grinding Machines: Grinding machines are used to shape and finish the brake pads after molding and curing. These machines grind the brake pad to its final thickness and smooth out any rough surfaces. Precision grinding is essential for ensuring that the brake pads fit properly in the brake caliper and perform effectively during braking.
Coating Machines: Many brake pads are coated with specialized materials to reduce noise, prevent corrosion, or improve performance in extreme conditions. Coating machines apply these materials evenly across the surface of the brake pad, ensuring that they adhere properly and provide the desired benefits.
Testing Machines: Brake pads must undergo rigorous testing to ensure that they meet safety standards and perform well under various conditions. Testing machines simulate real-world braking scenarios to measure the pad’s performance, wear resistance, and heat tolerance. This testing ensures that the brake pads will perform reliably in the field.
Applications of Brake Pads Machines:
Automotive Industry: The automotive industry relies heavily on brake pads machines for the production of brake components for cars, trucks, and motorcycles. High-quality brake pads are essential for vehicle safety, and manufacturers use specialized machines to ensure that the pads meet strict regulatory standards.
Heavy-Duty Vehicles: Brake pads for heavy-duty vehicles, such as trucks, buses, and industrial machinery, must be able to withstand higher loads and more extreme conditions than those used in passenger vehicles. Brake pads machines used in this sector are designed to produce durable, high-performance pads that can handle heavy braking forces.
Motorcycle Manufacturing: Motorcycle brake pads are typically smaller and lighter than those used in cars, but they still require high levels of precision and performance. Brake pads machines in this sector are calibrated to produce pads that provide reliable stopping power for motorcycles.
Advantages of Brake Pads Machines:
Precision Manufacturing: Brake pads machines are designed to ensure precise control over the molding, curing, and finishing processes. This precision is critical for producing brake pads that perform consistently and safely in real-world driving conditions.
High Efficiency: Automated brake pads machines allow manufacturers to produce large quantities of brake pads quickly and efficiently, meeting the demands of the automotive industry while maintaining high quality.
Customization: Brake pads machines can be adjusted to produce brake pads of different sizes, materials, and specifications, allowing manufacturers to cater to a wide range of vehicles and performance requirements.
Quality Control: These machines are equipped with advanced quality control systems that ensure every brake pad meets safety and performance standards. Automated testing and inspection processes help identify defects and ensure that only high-quality pads reach the market.
Brake pads machines are vital in the production of high-performance, reliable brake pads that ensure the safety and effectiveness of vehicle braking systems.
How to Make Aluminum Pots
Stainless Steel Pot Polishing Machine
Making aluminum pots is a manufacturing process that involves several key steps to transform raw aluminum into durable, lightweight cookware. Aluminum is a popular material for pots and pans because of its excellent heat conductivity, corrosion resistance, and lightweight properties. It is commonly used in both household and commercial cookware due to its affordability and performance in the kitchen.
The process of making aluminum pots requires precision machinery and careful attention to detail to ensure that the final product meets quality standards in terms of heat distribution, durability, and safety.
Steps to Make Aluminum Pots:
Aluminum Sheet Selection: The first step in making aluminum pots is selecting high-quality aluminum sheets or blanks. The thickness and grade of the aluminum are chosen based on the desired characteristics of the final product, such as weight, heat conductivity, and durability. Thicker sheets are typically used for professional-grade pots, while thinner sheets may be used for consumer cookware.
Blanking: Blanking is the process of cutting the aluminum sheet into circular blanks, which will form the base of the pot. A blanking press is used to punch out these circular shapes from the larger sheet of aluminum. The size of the blank is determined by the size of the pot being manufactured.
Deep Drawing: Deep drawing is the process of shaping the flat aluminum blank into a cylindrical or round form, which becomes the body of the pot. This is done by placing the aluminum blank into a die and using a punch to draw the metal into the desired shape. The deep drawing process is critical for creating the smooth, rounded sides of the pot without causing wrinkles or tears in the material.
Trimming and Edge Rolling: After deep drawing, the excess material around the rim of the pot is trimmed off to achieve the desired height and diameter. Edge rolling is then used to round off the rim of the pot, creating a smooth, safe edge. This step is important for both the safety of the user and the aesthetic appearance of the pot.
Annealing: In some cases, the aluminum pots may undergo an annealing process, which involves heating the metal to a specific temperature and then allowing it to cool slowly. Annealing helps relieve internal stresses in the metal, making it more malleable and easier to work with during further forming processes.
Polishing and Finishing: Once the pot has been formed, it undergoes a polishing process to smooth the surface and give it a shiny, attractive finish. Polishing is typically done using buffing machines with abrasive compounds that remove surface imperfections and create a reflective surface.
Non-Stick Coating Application (Optional): Many aluminum pots are coated with a non-stick material, such as Teflon or ceramic, to improve their cooking performance and make them easier to clean. Coating machines are used to apply these materials evenly to the interior surface of the pot. The coating is then cured in a high-temperature oven to ensure proper adhesion and durability.
Handle Attachment: Handles are attached to the pot either by riveting, welding, or screwing them in place. Aluminum pots often feature plastic or stainless steel handles for safe and comfortable handling during cooking.
Quality Inspection: Before the pots are packaged and shipped, they undergo a final inspection to ensure that they meet quality standards. This includes checking for surface imperfections, coating adhesion, and proper handle attachment. Any defective pots are rejected and either reworked or recycled.
Advantages of Aluminum Pots:
Lightweight: Aluminum is much lighter than other metals like cast iron or stainless steel, making aluminum pots easier to handle, especially in commercial kitchens where large pots are frequently used.
Excellent Heat Conductivity: Aluminum is one of the best conductors of heat, allowing for even heat distribution during cooking. This helps prevent hot spots and ensures that food cooks uniformly.
Corrosion Resistance: Aluminum naturally forms a thin oxide layer on its surface, which protects it from corrosion. This makes aluminum pots long-lasting and suitable for use in humid or acidic environments.
Affordability: Aluminum is a relatively inexpensive material, making aluminum pots a cost-effective option for both home cooks and professional chefs.
Versatility: Aluminum pots come in various shapes and sizes, from small saucepans to large stockpots, and can be used for a wide range of cooking applications, including boiling, frying, simmering, and sautéing.
The process of making aluminum pots combines precision engineering, high-quality materials, and advanced manufacturing techniques to produce cookware that is both functional and affordable. Whether for home use or in a professional kitchen, aluminum pots are a staple in kitchens around the world.
Sheet Metal Forming
Production of Axisymmetric Parts with Metal Spinning Machine
Sheet metal forming encompasses a wide array of manufacturing processes used to manipulate flat metal sheets into desired geometries. It is a critical process across industries such as automotive, aerospace, construction, electronics, and household goods manufacturing. Sheet metal forming involves the application of force to plastically deform a metal sheet, permanently changing its shape without removing material. The goal is to produce parts with precise dimensions and properties suitable for end-use applications.
The forming process can range from simple operations like bending and shearing to more complex techniques like deep drawing and hydroforming. The versatility of sheet metal forming allows manufacturers to produce everything from intricate components with fine details to large-scale structural elements.
Key Techniques in Sheet Metal Forming
Bending: Bending is one of the most basic and widely used methods in sheet metal forming. It involves deforming the sheet along a straight axis to form an angular shape, such as a V, U, or channel. Bending can be achieved using tools like press brakes, roll benders, and folding machines. Press brakes are highly accurate and can create precise bends with controlled angles and radii, making them indispensable in the production of parts like enclosures, panels, brackets, and frames. Roll bending, on the other hand, is used to form larger cylindrical shapes such as tubes or pipes.
Stamping and Punching: Stamping is the process of using a press to force a sheet metal blank into a die, creating various shapes and patterns. Punching, on the other hand, involves removing material by shearing through the metal with a punch and die. Both methods are highly efficient for mass production, allowing manufacturers to produce hundreds or thousands of parts in a short period. Common applications include automotive body panels, appliance casings, and electronic housings.
Deep Drawing: Deep drawing is the process of pulling a sheet of metal into a die cavity using a punch to form a hollow or cup-like shape. This technique is particularly useful for producing complex parts such as fuel tanks, kitchen sinks, and cookware, where seamless construction and uniform thickness are crucial. Deep drawing requires precise control over material flow to prevent defects like wrinkling, tearing, or thinning.
Roll Forming: Roll forming is a continuous bending process in which a long strip of sheet metal is passed through a series of rollers to gradually form it into the desired profile. This method is especially suited for producing long parts with consistent cross-sections, such as metal roofing, gutters, and structural beams. Roll forming is highly efficient, especially for high-volume production runs, and it allows for the creation of complex shapes without requiring significant secondary operations.
Hydroforming: Hydroforming is an advanced sheet metal forming technique that uses high-pressure hydraulic fluid to shape the sheet into a die. This process is highly effective for creating lightweight, high-strength parts with complex geometries, such as automotive chassis components, aerospace structural parts, and exhaust systems. Hydroforming allows for precise control of material thickness and results in parts with improved structural integrity due to the uniform application of force.
Spinning: Metal spinning is a process in which a metal disc or tube is rotated at high speed and pressed against a mandrel to form axially symmetric parts. This technique is often used to produce conical or cylindrical components, such as lampshades, cookware, and decorative items. Spinning is particularly useful for creating large, smooth surfaces without the need for welding or seams.
Laser Cutting: Laser cutting is a non-contact process that uses a high-energy laser beam to cut or engrave precise shapes into the sheet metal. It offers unparalleled accuracy and is used for intricate designs or when complex shapes are needed. Laser cutting is often combined with other forming processes to create parts with both functional and aesthetic qualities, such as perforated metal sheets, intricate enclosures, and decorative elements.
Applications of Sheet Metal Forming
Automotive Industry: In automotive manufacturing, sheet metal forming is used to produce body panels, structural components, chassis parts, and engine components. The ability to form lightweight yet strong parts is critical for improving vehicle performance, fuel efficiency, and safety. Techniques like stamping, hydroforming, and deep drawing allow automakers to produce complex geometries with precision and repeatability.
Aerospace Industry: Aerospace companies rely heavily on sheet metal forming to manufacture lightweight components that can withstand the stresses of flight. Parts such as fuselage panels, wing ribs, and turbine housings are formed from high-strength aluminum, titanium, and stainless steel. Advanced forming techniques like hydroforming and stretch forming are often used to achieve the intricate shapes required for aerodynamic efficiency.
Construction and Architecture: In construction, sheet metal is used for roofing, cladding, framing, and architectural elements like facades and decorative panels. Sheet metal forming allows for the production of components that are both functional and aesthetically pleasing. Roll forming is often used to produce long structural elements, while stamping and punching are employed to create custom designs in metal sheets for decorative purposes.
Consumer Goods: Many everyday household items, from kitchen appliances to furniture, are made using sheet metal forming processes. Cookware, sinks, storage cabinets, and electronic enclosures are all examples of products manufactured through deep drawing, stamping, and bending techniques. The versatility of sheet metal forming allows for the mass production of durable, affordable goods with consistent quality.
Advantages of Sheet Metal Forming
High Efficiency: Sheet metal forming is ideal for mass production due to its ability to produce large quantities of parts with consistent quality. Automated forming machines, such as stamping presses and roll formers, can run continuously, maximizing output and minimizing downtime.
Material Efficiency: Forming processes shape the metal without removing material, which reduces waste compared to subtractive methods like machining. This makes sheet metal forming an environmentally friendly and cost-effective option for manufacturing.
Precision and Versatility: Modern sheet metal forming techniques, especially those using CNC-controlled machines, offer high precision and repeatability, ensuring that parts meet strict tolerances. Additionally, forming processes can be applied to a wide range of metals, including steel, aluminum, copper, and alloys, making it suitable for diverse applications.
Cost-Effectiveness: Once the tooling is set up, sheet metal forming is highly cost-effective, especially for high-volume production. The process minimizes material waste, reduces the need for secondary operations, and allows for rapid production cycles, all of which contribute to lower overall manufacturing costs.
Sheet metal forming is a cornerstone of modern manufacturing, providing the flexibility, precision, and efficiency needed to produce high-quality metal parts for a variety of industries.
Hydraulic Metal Forming
Steel Utensils Making Machine
Hydraulic metal forming is a specialized process that utilizes hydraulic pressure to shape metal components. This technique is primarily used for forming large, thick, or complex metal parts that require significant force to deform. Hydraulic metal forming is versatile and is widely used across industries such as automotive, aerospace, heavy machinery, and construction. The key advantage of hydraulic metal forming is the ability to apply uniform pressure over large areas of material, allowing for precise control and the production of high-strength parts.
Hydraulic forming processes rely on hydraulic presses, which use a hydraulic cylinder to generate force by compressing a fluid (usually oil) within a sealed chamber. The force generated is transmitted to a ram or punch, which deforms the metal blank into the desired shape. Hydraulic presses are highly adaptable, capable of performing various forming operations such as deep drawing, punching, bending, and embossing.
Key Techniques in Hydraulic Metal Forming
Hydroforming: Hydroforming is a popular hydraulic forming technique used to create hollow parts, such as automotive exhaust components, structural tubes, and chassis members. In this process, a metal sheet or tube is placed inside a mold, and hydraulic fluid is used to press the material against the mold walls, forming the desired shape. Hydroforming allows for the creation of lightweight, high-strength parts with minimal material waste. It is particularly effective for producing complex geometries that would be difficult to achieve with traditional stamping or bending methods.
Deep Drawing with Hydraulic Presses: Deep drawing is a process where a flat metal blank is drawn into a die using a hydraulic press, forming a deep, cup-like shape. This process is widely used to produce components like fuel tanks, pressure vessels, and kitchen sinks. Hydraulic presses are ideal for deep drawing because they can apply consistent force, ensuring uniform material flow and preventing defects like wrinkling or tearing.
Hydraulic Stamping: Hydraulic stamping involves placing a metal blank between a punch and die, and using hydraulic pressure to shape the metal into the desired form. This process is used for producing parts with complex shapes, such as automotive body panels, appliance casings, and industrial machinery components. Hydraulic presses are favored in stamping applications because they offer precise control over the force applied, ensuring high-quality, defect-free parts.
Bulge Forming: Bulge forming is a hydraulic process where a metal sheet or tube is placed in a die, and hydraulic pressure is applied to cause the material to bulge outward, taking the shape of the die. This technique is often used to produce domed, spherical, or cylindrical components. Bulge forming is particularly useful in the production of pressure vessels, lighting fixtures, and decorative metal items.
Rubber Pad Forming: In rubber pad forming, a metal sheet is placed over a die, and a flexible rubber pad is pressed against it using hydraulic pressure. The rubber pad conforms to the shape of the die, forming the metal into the desired shape without damaging the surface. This process is commonly used in aerospace and automotive applications, where surface quality is critical. Rubber pad forming is especially beneficial when producing small batches or custom parts, as it reduces the need for complex tooling.
Hydraulic Coining: Coining is a precision forming process where a metal blank is pressed between two dies under high pressure, resulting in the material flowing into intricate die cavities. This process is often used for minting coins, producing decorative metal parts, or creating high-precision components with fine details. Hydraulic presses are ideal for coining because they provide the consistent, high-pressure force needed to ensure sharp, accurate details.
Applications of Hydraulic Metal Forming
Automotive Industry: Hydraulic metal forming is widely used in automotive manufacturing to produce chassis components, body panels, exhaust systems, and suspension parts. The ability to form lightweight yet strong parts is essential for improving vehicle fuel efficiency and performance. Hydroforming, in particular, is extensively used to create hollow structural components that reduce vehicle weight without sacrificing strength.
Aerospace Industry: In aerospace, hydraulic forming is used to produce high-strength, lightweight components such as fuselage panels, wing spars, and engine housings. The precision offered by hydraulic presses ensures that these critical parts meet the stringent performance and safety requirements of the aerospace industry. Rubber pad forming is often used to produce smooth, defect-free surfaces on aircraft parts, while deep drawing and hydroforming are employed for structural components.
Heavy Machinery and Industrial Equipment: Hydraulic forming is essential in the production of large, thick metal parts used in heavy machinery, construction equipment, and industrial tools. The high force generated by hydraulic presses allows for the forming of thick steel plates and heavy-duty components, such as gears, housings, and frames, which must withstand extreme stress and harsh operating conditions.
Medical Devices and Instruments: Hydraulic metal forming is used in the production of precision medical devices and instruments, such as surgical tools, prosthetics, and implantable devices. The ability to form intricate shapes with high precision and repeatability is crucial in the medical field, where quality and reliability are paramount.
Energy Sector: In the energy sector, hydraulic metal forming is used to produce components for power plants, wind turbines, and oil and gas pipelines. These components must withstand high pressures, temperatures, and corrosive environments, making hydraulic forming an ideal solution for creating durable, high-performance parts.
Advantages of Hydraulic Metal Forming
Uniform Force Application: One of the primary advantages of hydraulic metal forming is the ability to apply uniform pressure over the entire surface of the material. This ensures that the metal is formed evenly, reducing the risk of defects such as warping, thinning, or cracking. The consistent force application also allows for better control over material flow, resulting in parts with uniform thickness and strength.
Versatility: Hydraulic presses can be used for a wide range of forming operations, including deep drawing, stamping, bending, and coining. They can handle various types of metals, including steel, aluminum, copper, and titanium, making hydraulic forming suitable for diverse applications across multiple industries.
Precision and Control: Hydraulic presses offer precise control over the amount of force applied, allowing manufacturers to achieve tight tolerances and fine details. This level of precision is especially important in industries like aerospace, automotive, and medical devices, where high-quality, defect-free parts are essential.
High Strength Parts: Hydraulic forming processes, such as hydroforming and deep drawing, produce parts with excellent structural integrity and strength-to-weight ratios. These parts are often stronger than those produced by traditional stamping or bending methods because the hydraulic pressure distributes evenly, reducing stress concentrations and improving overall material performance.
Material Efficiency: Hydraulic forming reduces material waste by shaping the metal without removing material. This makes it a cost-effective and environmentally friendly manufacturing process, particularly for high-volume production runs.
Hydraulic metal forming is a versatile and powerful process that provides manufacturers with the ability to produce complex, high-strength parts with precision and efficiency. Whether used in automotive, aerospace, or industrial applications, hydraulic forming is a critical component of modern metalworking.
Sheet Metal Rounded Corners
Lunch Box Polishing
Sheet metal rounded corners refer to the process of softening or rounding off the sharp edges of a sheet metal part to improve its functionality, safety, and appearance. In many manufacturing applications, sharp corners can be problematic for several reasons: they pose a safety hazard to workers, they can cause stress concentrations in the material, and they can detract from the aesthetic quality of the final product. By rounding the corners, manufacturers can address these issues while enhancing the durability and usability of the metal component.
Rounded corners are especially important in industries such as automotive, electronics, aerospace, and consumer goods, where safety, appearance, and functionality are critical factors. In addition to improving the physical properties of the metal, rounded corners can also make parts easier to handle during assembly and reduce the risk of injury during use.
Methods for Creating Sheet Metal Rounded Corners
Bending with a Press Brake: One of the most common methods for creating rounded corners in sheet metal is bending. By using a press brake, manufacturers can bend the metal into a radius instead of a sharp 90-degree angle. The size of the radius can be controlled by adjusting the tooling and the bending force applied. Press brakes are ideal for producing consistent, smooth bends on metal sheets, making them a go-to solution for creating rounded corners on parts such as enclosures, panels, and brackets.
Edge Rolling: Edge rolling is a process in which the edges of a metal sheet are rolled over or rounded off using specialized rolling machines. This technique is often used to create smooth, rounded edges on metal parts like containers, enclosures, and trays, where sharp edges would pose a risk of injury or damage. Rolling the edges also adds strength to the part by eliminating weak points at the corners.
Chamfering and Grinding: Chamfering involves cutting a beveled edge along the corner of the metal to reduce its sharpness. This can be done manually using grinders or chamfering machines, or automatically using CNC-controlled equipment. While chamfering does not produce a fully rounded corner, it softens the edge and reduces the risk of injury. For parts requiring a more refined finish, grinding can be used to smooth out the chamfered edges and create a more rounded profile.
Laser Cutting with Rounded Corners: Modern laser cutting machines can be programmed to cut metal sheets with pre-rounded corners, eliminating the need for additional edge rounding processes. Laser cutting offers high precision and is ideal for producing parts with complex shapes or intricate designs. By incorporating rounded corners into the initial cutting process, manufacturers can save time and improve the quality of the final product.
Waterjet Cutting: Waterjet cutting is another method used to create rounded corners in sheet metal. This process uses high-pressure water mixed with abrasive materials to cut through metal, allowing for smooth, precise edges. Waterjet cutting is particularly useful for metals that are sensitive to heat, as the process does not generate heat-affected zones that could compromise the material’s properties.
Applications of Rounded Corners in Sheet Metal
Safety: One of the primary reasons for rounding the corners of sheet metal parts is to improve safety. Sharp edges can cause cuts or injuries during handling, assembly, or use. Rounded corners eliminate these hazards, making the parts safer to work with and reducing the risk of injury to workers or end-users.
Stress Reduction: Sharp corners are more likely to concentrate stress, which can lead to cracks, fractures, or failure under load. Rounding the corners distributes stress more evenly across the part, improving its durability and resistance to fatigue. This is especially important in structural components, automotive parts, and aerospace applications, where parts are subjected to significant mechanical loads.
Aesthetic Appeal: Rounded corners enhance the visual appeal of sheet metal products by creating a smoother, more polished appearance. This is particularly important in consumer goods, such as electronic enclosures, appliances, and furniture, where aesthetics play a key role in the product’s marketability. Rounded corners give the product a modern, professional look and can improve its ergonomics by making it more comfortable to handle.
Improved Coating and Finishing: Rounded corners provide a better surface for applying coatings, such as paint, powder coating, or anodizing. Sharp corners can cause uneven coating thickness, leading to weak spots that are prone to corrosion or wear. Rounded corners allow for more uniform coverage, resulting in a longer-lasting finish and improved protection against environmental factors.
Assembly and Handling: Parts with rounded corners are easier to handle during assembly, especially in automated manufacturing environments where robotic systems may be used. Rounded edges reduce the risk of snagging, jamming, or damage to other components during assembly. In addition, parts with rounded corners are often easier to fit together, improving the overall efficiency of the assembly process.
Advantages of Sheet Metal Rounded Corners
Enhanced Durability: By reducing stress concentrations, rounded corners help improve the overall durability of the metal part. This makes the part more resistant to mechanical stress, vibrations, and impact, extending its lifespan and reducing the likelihood of failure.
Improved Safety: Rounding the corners of sheet metal parts eliminates sharp edges, making the parts safer to handle during manufacturing, assembly, and use. This reduces the risk of workplace injuries and ensures that the final product is safe for consumers.
Aesthetic and Ergonomic Benefits: Rounded corners give sheet metal parts a more refined, professional appearance, which is especially important in consumer-facing products. Additionally, rounded edges make the product more ergonomic, improving comfort for the user and reducing strain during handling.
Better Coating Adhesion: Rounded corners provide a more consistent surface for applying coatings, resulting in better adhesion and more even coverage. This improves the product’s resistance to corrosion, wear, and environmental damage, ensuring a longer-lasting finish.
Sheet metal rounded corners are a critical design feature that improves the safety, functionality, and appearance of metal parts across a wide range of industries. By employing techniques such as bending, edge rolling, and laser cutting, manufacturers can produce high-quality, durable products with rounded corners that meet the demands of modern applications.
Sheet Metal Edge Rounding
Aluminium Cookware Manufacturing Process
Sheet metal edge rounding is a finishing process that involves smoothing or rounding the sharp edges of metal components after cutting, punching, or machining. This process plays a critical role in improving the safety, functionality, and aesthetics of metal parts. Sharp edges left after cutting operations can pose safety hazards, cause damage to other components during assembly, and lead to premature wear or failure. By rounding the edges, manufacturers can enhance both the structural integrity and appearance of metal parts.
Edge rounding is commonly used in industries such as automotive, aerospace, electronics, and consumer goods, where high-quality finishes and safety are paramount. The process is typically employed in conjunction with other metalworking techniques, such as bending, forming, and coating, to produce a complete, ready-to-use part.
Methods of Sheet Metal Edge Rounding
Mechanical Deburring and Edge Rounding: Mechanical deburring machines are among the most commonly used tools for rounding the edges of sheet metal. These machines employ abrasive belts, brushes, or discs to remove burrs and sharp edges from the metal surface. The result is a smooth, rounded edge that is safe to handle and enhances the performance of the part.
Brush Deburring Machines: These machines use rotating wire or abrasive brushes to smooth the edges of metal parts. They are particularly effective for rounding off fine edges after processes such as laser cutting or punching. Brush deburring is widely used in industries where safety and surface finish are critical, such as automotive manufacturing and electronics production.
Disc or Belt Sanding Machines: Disc or belt sanders are used to grind down rough or sharp edges. These machines are highly efficient and can process large quantities of metal parts in a relatively short time. Sanding is often used as a preliminary step in preparation for further finishing operations, such as coating or polishing.
Vibratory Tumbling: Vibratory tumbling is a popular method for edge rounding, especially for small parts or components with intricate geometries. In this process, metal parts are placed in a vibrating container filled with abrasive media. As the container vibrates, the abrasive material rubs against the edges of the parts, rounding them off and creating a smooth finish. Vibratory tumbling is a batch process, making it highly efficient for producing large quantities of parts simultaneously.
Advantages of Tumbling: This method is ideal for small parts or components with complex shapes that are difficult to deburr manually. Vibratory tumbling also provides a uniform finish, ensuring that all edges are consistently rounded without requiring manual intervention.
Electropolishing: Electropolishing is an electrochemical process used to smooth and round the edges of metal parts by selectively removing a thin layer of material. The process involves submerging the metal part in an electrolyte solution and applying a direct current, which dissolves the high points on the surface and edges. Electropolishing is commonly used for stainless steel parts and is especially important in industries such as medical device manufacturing, where hygiene and precision are critical.
Applications in Medical Devices: Electropolishing is often used to remove sharp edges on surgical instruments, implants, and other medical devices, ensuring that the parts are safe to handle and sterilize. The process also improves the corrosion resistance and surface finish of the part, making it more durable and suitable for use in sterile environments.
Laser and Waterjet Edge Rounding: Modern cutting technologies, such as laser and waterjet cutting, can be programmed to produce rounded edges directly during the cutting process. This eliminates the need for secondary edge rounding operations and results in a highly precise and consistent finish. Laser and waterjet cutting are particularly effective for producing parts with complex shapes or tight tolerances, where manual edge rounding would be difficult or time-consuming.
Precision Edge Rounding with Laser Cutting: Laser cutting offers extremely precise control over the cut and edge quality, allowing manufacturers to achieve smooth, rounded edges with minimal post-processing. This is particularly useful for high-end applications such as aerospace components, electronics enclosures, and decorative metalwork.
Applications of Sheet Metal Edge Rounding
Automotive Industry: In the automotive industry, edge rounding is essential for ensuring that metal parts such as body panels, structural components, and brackets are safe to handle during assembly. Sharp edges can cause injuries to workers or damage to other parts during installation. Additionally, rounded edges improve the durability of components by reducing stress concentrations, which can lead to cracks or failure over time.
Edge Rounding for Car Body Panels: Automotive manufacturers often use edge rounding on body panels to enhance both the safety and aesthetics of the vehicle. Rounded edges help prevent damage to painted surfaces and ensure a smooth, professional appearance.
Aerospace Industry: In aerospace manufacturing, edge rounding is critical for improving the structural integrity of components. Sharp edges can act as stress concentrators, leading to premature failure under high loads or vibration. By rounding the edges, manufacturers can ensure that parts meet the stringent safety and performance requirements of the aerospace industry.
Edge Rounding for Aircraft Components: Aerospace components, such as wing panels, fuselage sections, and engine parts, often undergo edge rounding to prevent fatigue and cracking. This is especially important in high-stress areas where sharp edges could compromise the structural integrity of the part.
Electronics and Electrical Enclosures: Sheet metal is widely used to create enclosures for electronic devices and electrical systems. These enclosures often require edge rounding to ensure that the sharp edges do not damage internal components or wiring. Additionally, edge rounding improves the safety of the enclosure by reducing the risk of injury to users during assembly or maintenance.
Edge Rounding for Electronics: In consumer electronics, such as smartphones, computers, and appliances, edge rounding is used to create sleek, modern designs while ensuring that the device is safe to handle. This process is particularly important for handheld devices, where sharp edges could pose a safety hazard or detract from the product’s ergonomics.
Architectural and Decorative Metalwork: In architectural and decorative applications, edge rounding is used to enhance the visual appeal of metal components such as handrails, staircases, metal cladding, and sculptures. Rounded edges provide a smoother, more refined look that is aesthetically pleasing while also improving safety in high-traffic areas.
Edge Rounding for Handrails: Metal handrails and stair components often undergo edge rounding to prevent sharp edges from causing injury. Rounded edges also improve the tactile experience for users, making the handrails more comfortable to grip.
Advantages of Sheet Metal Edge Rounding
Improved Safety: Rounding the edges of metal parts significantly reduces the risk of injury to workers during handling and assembly. It also ensures that the final product is safe for consumers to use. This is particularly important in industries like automotive, electronics, and construction, where sharp edges could pose serious safety hazards.
Enhanced Durability: Sharp edges tend to concentrate stress, which can lead to cracking, fatigue, or failure over time. Rounding the edges helps distribute stress more evenly across the part, improving its overall durability and resistance to wear.
Aesthetic Improvement: Edge rounding gives metal parts a smoother, more polished appearance, making them visually appealing for consumer products, architectural elements, and decorative items. The rounded edges create a sense of refinement and professionalism in the final product.
Better Coating Adherence: When applying coatings such as paint, powder coating, or anodizing, sharp edges can cause uneven coverage and lead to weak spots where corrosion can start. Rounded edges allow for more uniform coating coverage, ensuring better adhesion and longer-lasting protection.
Sheet metal edge rounding is a crucial process in modern metalworking, contributing to the safety, functionality, and appearance of metal parts across a wide range of industries. Whether through mechanical deburring, electropolishing, or laser cutting, edge rounding ensures that metal parts are ready for use in demanding applications.
Special Finishing Machines
CNC Buffing Machine
Special finishing machines play a vital role in the metalworking industry by providing the final surface treatments to metal parts after they have been formed, machined, or welded. These machines are designed to enhance the surface quality of the metal by smoothing, polishing, or applying specific textures or coatings. Special finishing processes are essential for improving the durability, appearance, and functionality of metal components across a wide range of industries, including automotive, aerospace, construction, and consumer goods manufacturing.
Finishing machines can perform a variety of tasks, such as removing burrs, polishing surfaces to a high gloss, applying protective coatings, or adding decorative patterns. The choice of finishing technique depends on the material being worked with, the desired surface finish, and the intended application of the final product.
Types of Special Finishing Machines
Polishing and Buffing Machines: Polishing and buffing machines are used to smooth and shine metal surfaces, typically as a final step in the finishing process. Polishing involves removing minor surface imperfections to create a smooth, matte, or shiny finish, while buffing uses softer abrasives to achieve a high-gloss or mirror-like surface. These machines are commonly used in the production of automotive parts, kitchenware, jewelry, and decorative metal objects.
Rotary Buffing Machines: Rotary buffing machines use spinning wheels with abrasive compounds to polish metal surfaces. These machines are often used to produce high-gloss finishes on parts like car bumpers, stainless steel cookware, and decorative metalwork.
Vibratory Polishing Machines: Vibratory polishing is a batch process in which parts are placed in a vibrating container filled with polishing media. The vibration causes the media to rub against the parts, gradually polishing them to a smooth finish. This method is particularly effective for polishing small or intricate components, such as jewelry, screws, or electronics housings.
Grinding Machines: Grinding machines are used to remove material from the surface of a metal part by using abrasive wheels or belts. Grinding is often the first step in surface finishing, especially when dealing with rough or uneven surfaces that need to be smoothed out. Grinding machines are essential for removing weld seams, flattening surfaces, and preparing parts for further finishing.
Belt Grinders: Belt grinders use abrasive belts to smooth and shape flat or curved surfaces. They are commonly used for deburring, surface preparation, and light material removal. Belt grinding is particularly useful in the production of sheet metal parts, where precision and consistency are important.
Disc Grinders: Disc grinders use rotating abrasive discs to grind down surfaces and edges. These machines are versatile and can be used for a wide range of finishing tasks, from removing welds to polishing flat metal surfaces.
Shot Blasting Machines: Shot blasting machines use high-speed streams of abrasive materials (such as steel shots, sand, or glass beads) to clean and texture metal surfaces. This process is commonly used to remove rust, paint, and other surface contaminants from metal parts. Shot blasting is also used to prepare surfaces for coating or painting by creating a rough texture that improves adhesion.
Air Blasting Machines: Air blasting machines use compressed air to propel the abrasive material onto the metal surface. This method is ideal for cleaning large metal structures, such as bridges, ships, and industrial machinery, where rust and paint removal are essential for maintenance or repair.
Centrifugal Blasting Machines: Centrifugal blasting machines use rotating wheels to throw abrasive material at high speeds onto the metal surface. This process is commonly used in the production of cast metal parts, such as engine blocks and machinery components, to remove surface imperfections and prepare the parts for coating or assembly.
Electropolishing Machines: Electropolishing is an electrochemical process used to smooth and polish metal surfaces by removing a thin layer of material. The process involves submerging the metal part in an electrolyte solution and applying an electrical current, which selectively dissolves the high points on the surface, leaving behind a smooth, shiny finish. Electropolishing is commonly used for stainless steel parts in industries such as medical devices, food processing, and pharmaceuticals.
Applications in Medical Devices: Electropolishing is essential for creating ultra-smooth, corrosion-resistant surfaces on surgical instruments, implants, and other medical devices. The process removes microscopic burrs and imperfections, making the parts easier to clean and sterilize.
Thermal Deburring Machines: Thermal deburring, also known as explosive deburring, is a process used to remove burrs from metal parts by igniting a gas mixture in a chamber containing the parts. The explosion vaporizes the burrs, leaving the surface clean and smooth. Thermal deburring is highly effective for removing burrs from complex internal features, such as holes, grooves, and threads.
Applications in Precision Parts: Thermal deburring is often used in the production of precision-engineered components, such as gears, valves, and hydraulic parts, where internal burrs could interfere with the functionality of the part.
Super Surface Finishing Machines: Super surface finishing machines are designed to achieve extremely smooth surfaces with tight tolerances. These machines use a combination of abrasives, lubricants, and high-pressure polishing techniques to create surfaces with minimal roughness. Super surface finishing is commonly used in industries such as aerospace, electronics, and precision engineering, where surface quality is critical for performance and reliability.
Applications in Aerospace: Super surface finishing is essential for producing high-performance components such as turbine blades, aircraft skin panels, and engine parts, where even minor surface imperfections can impact aerodynamic performance or mechanical efficiency.
Applications of Special Finishing Machines
Automotive Industry: Special finishing machines are widely used in the automotive industry to enhance the surface quality of parts such as body panels, bumpers, wheels, and engine components. Polishing, buffing, and grinding are commonly used to create smooth, shiny surfaces on visible components, while shot blasting and electropolishing are employed to clean and prepare parts for assembly or coating.
Polishing Car Body Panels: Automotive manufacturers use polishing and buffing machines to create high-gloss finishes on car body panels and trim. These processes improve the aesthetic appeal of the vehicle and protect the metal from corrosion.
Aerospace Industry: In the aerospace industry, special finishing machines are used to produce parts with precise surface finishes and high-performance characteristics. Grinding, electropolishing, and super surface finishing are essential for ensuring that critical components meet the stringent requirements for aerospace applications.
Surface Finishing for Turbine Blades: Aerospace manufacturers use super surface finishing machines to achieve extremely smooth surfaces on turbine blades, which improves aerodynamic performance and reduces drag.
Medical Devices and Instruments: In the medical field, finishing machines are used to create smooth, sterile surfaces on surgical instruments, implants, and medical devices. Electropolishing is particularly important for creating corrosion-resistant, biocompatible surfaces that can withstand repeated sterilization and use.
Finishing Surgical Instruments: Electropolishing is commonly used to remove surface imperfections and burrs from surgical instruments, ensuring that they are safe to use and easy to clean.
Consumer Goods: Special finishing machines are used to produce high-quality consumer products such as kitchen appliances, furniture, and electronics. Polishing and buffing machines are commonly used to create shiny, attractive finishes on metal surfaces, while shot blasting is used to clean and texture metal parts before coating or painting.
Finishing Stainless Steel Cookware: Polishing machines are used to create smooth, reflective surfaces on stainless steel cookware, improving both the appearance and functionality of the product.
Advantages of Special Finishing Machines
Improved Aesthetics: Special finishing machines enhance the visual appeal of metal parts by creating smooth, shiny, or textured surfaces. Polishing and buffing are particularly important for consumer products, where appearance is a key factor in marketability.
Enhanced Durability: Finishing processes such as grinding, shot blasting, and electropolishing improve the durability of metal parts by removing surface imperfections that could lead to corrosion, wear, or mechanical failure. These processes help extend the lifespan of the parts and improve their performance in demanding environments.
Better Coating Adhesion: Many finishing machines, such as shot blasting and sanding machines, are used to prepare metal surfaces for coating or painting. By creating a rough texture, these processes improve the adhesion of coatings, ensuring that they bond securely to the surface and provide long-lasting protection.
Increased Surface Cleanliness: Finishing processes like electropolishing and thermal deburring remove contaminants, burrs, and surface defects that could interfere with the functionality of the part. Clean, smooth surfaces are essential for medical devices, food processing equipment, and other applications where hygiene and cleanliness are critical.
Special finishing machines are essential in modern manufacturing, providing the surface treatments necessary to ensure that metal parts meet the highest standards of quality, durability, and appearance.
Burr Cleaning Machine
Aluminum Polishing Machine
A burr cleaning machine is a specialized tool used in metalworking to remove burrs—unwanted raised edges or small pieces of material—that are left on metal parts after cutting, drilling, machining, or stamping processes. Burrs can significantly impact the quality, safety, and functionality of the final product, as they may lead to sharp edges, uneven surfaces, or potential weak spots in the material. By using burr cleaning machines, manufacturers can ensure that metal parts are smooth, safe to handle, and meet the required standards for further processing or assembly.
Burr removal is critical across industries such as automotive, aerospace, medical devices, electronics, and precision engineering, where even the slightest imperfection can affect performance, safety, and aesthetics. Various burr cleaning machines are available depending on the size, shape, and material of the parts, as well as the level of precision required.
Types of Burr Cleaning Machines
Brush Deburring Machines: Brush deburring machines use rotating wire or nylon brushes to remove burrs from the surface of metal parts. These machines are highly effective for cleaning edges and surfaces without damaging the material. The brushes can reach into small gaps and corners, making them ideal for parts with complex geometries or intricate designs.
Advantages of Brush Deburring: Brush deburring provides a fine surface finish and is particularly useful for removing light burrs on delicate parts, such as electronic components, precision gears, or thin metal sheets. The flexibility of the brush allows it to conform to different part shapes, ensuring thorough deburring.
Vibratory Deburring Machines: Vibratory deburring machines are widely used in the mass finishing of small to medium-sized parts. In this process, metal parts are placed in a vibrating tub or chamber filled with abrasive media. The vibrations cause the media to move against the parts, gradually smoothing out rough edges and removing burrs.
Batch Processing Efficiency: Vibratory deburring is highly efficient for cleaning large batches of parts simultaneously. It is commonly used in industries where high-volume production requires fast, consistent deburring, such as in the production of fasteners, small gears, or metal hardware. The process can also be combined with polishing to achieve a smoother surface finish.
Electrochemical Deburring (ECD): Electrochemical deburring is a precision method used to remove burrs from hard-to-reach areas, such as the internal edges of holes, slots, and threads. This process involves the use of an electrolyte solution and a mild electrical current to dissolve the burrs without affecting the surrounding material. The metal at the burr’s location is selectively dissolved, leaving a clean, smooth edge.
Applications in Precision Engineering: Electrochemical deburring is particularly valuable in industries like aerospace, medical devices, and automotive, where tight tolerances and burr-free parts are critical for functionality. The process is ideal for removing burrs from complex components such as fuel injectors, turbine blades, and medical implants.
Thermal Deburring (Explosive Deburring): Thermal deburring, also known as explosive deburring, uses controlled explosions of gas in a closed chamber to remove burrs from metal parts. In this process, a mixture of oxygen and fuel gas is ignited, creating an intense burst of heat that vaporizes the burrs on the part’s surface. The process is extremely fast and can clean multiple parts in seconds.
Effectiveness for Internal Burrs: Thermal deburring is highly effective for removing burrs from internal features, such as holes, cavities, and threads, which are difficult to access with mechanical tools. It is commonly used in industries that require burr-free parts with complex internal geometries, such as automotive and hydraulic systems.
CNC Deburring Machines: CNC deburring machines are automated systems that use computer numerical control (CNC) technology to precisely remove burrs from metal parts. These machines can be equipped with various deburring tools, such as brushes, cutting heads, or abrasive wheels, and can be programmed to follow exact paths for deburring specific areas of the part.
Precision and Automation: CNC deburring machines are ideal for high-precision applications where manual deburring may be inconsistent or time-consuming. The automation provided by CNC technology ensures consistent results across large production runs, making it ideal for industries such as electronics, precision engineering, and automotive manufacturing.
Manual Deburring Tools: For small-scale or low-volume operations, manual deburring tools such as files, scrapers, and handheld rotary tools can be used to remove burrs from metal parts. While this method requires more labor, it is effective for custom parts, prototypes, or when deburring intricate areas that automated machines may not reach.
Flexibility for Custom Work: Manual deburring tools offer flexibility and control for small production runs or custom parts. They are often used in industries like metal fabrication, where each part may have unique requirements that cannot be easily automated.
Applications of Burr Cleaning Machines
Automotive Industry: Burr cleaning is essential in the automotive industry for ensuring that engine components, brake parts, gears, and other critical metal parts are smooth and free from defects. Burrs can interfere with the assembly process, reduce the efficiency of moving parts, and cause premature wear or failure. Burr cleaning machines ensure that metal parts are ready for assembly and function reliably under extreme conditions.
Deburring for Engine Components: In automotive manufacturing, burrs on internal engine components such as pistons, camshafts, and valves must be removed to prevent friction, heat buildup, and wear. Burr cleaning machines ensure that these parts are burr-free, improving engine performance and longevity.
Aerospace Industry: In aerospace manufacturing, the removal of burrs is critical to ensuring the structural integrity and performance of aircraft components. Burrs can create weak points in metal parts, leading to stress concentrations, fatigue, or failure under load. Aerospace manufacturers use burr cleaning machines to remove burrs from precision components such as turbine blades, fuel injectors, and landing gear parts.
Deburring for Turbine Blades: Turbine blades used in jet engines and power generation must be free of burrs to ensure smooth airflow and reduce the risk of stress fractures. Burr cleaning machines ensure that these high-performance components meet stringent aerospace quality standards.
Medical Devices: Burr cleaning is a crucial step in the production of medical devices, implants, and surgical instruments. Burrs can create sharp edges that pose safety risks or hinder the sterilization process. Burr cleaning machines remove these imperfections, ensuring that the final product is safe for use in medical applications.
Deburring for Surgical Instruments: Medical devices such as scalpels, forceps, and orthopedic implants must be burr-free to prevent injury during surgery. Burr cleaning machines provide the precise surface finish needed to meet medical standards.
Precision Engineering: In industries like robotics, electronics, and precision manufacturing, burrs can cause parts to malfunction or fail to fit together properly. Burr cleaning machines are used to ensure that parts meet tight tolerances and function smoothly in complex assemblies.
Deburring for Precision Parts: Small, intricate parts such as gears, springs, and connectors must be burr-free to ensure proper fit and function in precision engineering applications. Burr cleaning machines provide the accuracy needed for high-performance products.
Advantages of Burr Cleaning Machines
Improved Safety: Burrs create sharp edges that pose a risk of injury during handling and assembly. Burr cleaning machines remove these sharp edges, ensuring that the parts are safe for workers and end-users to handle.
Enhanced Product Quality: By removing burrs, these machines improve the overall quality of metal parts, ensuring smooth surfaces and proper fit. This is critical for industries such as aerospace, automotive, and medical devices, where precision and reliability are essential.
Increased Durability: Burrs can act as stress concentrators, weakening the material and increasing the likelihood of cracks or fractures. Burr cleaning machines eliminate these imperfections, improving the durability and lifespan of metal parts.
Time and Cost Efficiency: Automated burr cleaning machines can process large volumes of parts quickly and consistently, reducing labor costs and production time. This is especially beneficial for industries with high production demands, such as automotive and electronics manufacturing.
Consistency and Precision: Modern burr cleaning machines provide consistent results across large production runs, ensuring that all parts meet the same quality standards. This is particularly important in industries where even small defects can lead to significant problems.
Burr cleaning machines are a vital component of modern manufacturing, ensuring that metal parts are free from imperfections and ready for assembly or further processing. Whether through mechanical deburring, electrochemical processes, or automated systems, burr removal enhances the safety, quality, and functionality of metal products across various industries.
Longitudinal Groove Weld
Longitudinal Groove Weld
A longitudinal groove weld is a specific welding technique used to join two metal pieces along their length, typically in cylindrical or tubular structures. The weld is made in a groove prepared between the edges of the metal components, and it is filled with molten metal to create a strong, continuous joint. Longitudinal groove welds are commonly used in applications where structural integrity and the ability to withstand pressure, weight, or mechanical stress are critical. This welding method is particularly prevalent in industries such as oil and gas, shipbuilding, construction, and heavy machinery manufacturing.
Longitudinal groove welds ensure a high level of strength and durability in the final product. This type of weld is essential for fabricating large, long structures such as pipelines, pressure vessels, storage tanks, and structural columns. The quality of the weld is crucial in these applications, as any defects could compromise the safety and functionality of the structure.
Types of Longitudinal Groove Welds
Single-V Groove Weld: In a single-V groove weld, the edges of the two metal pieces are beveled to form a V-shaped groove. The groove is then filled with molten metal, which fuses the two pieces together. This type of weld is commonly used for thicker materials, as the beveling allows for deeper penetration of the weld and ensures a strong joint.
Applications in Pipe Welding: Single-V groove welds are frequently used in the welding of large-diameter pipes, where the weld must be able to withstand high internal pressures. The V-groove ensures that the weld fully penetrates the thickness of the pipe wall, creating a reliable, leak-proof seal.
Double-V Groove Weld: For thicker materials, a double-V groove weld may be used. In this technique, both sides of the joint are beveled, creating a V-shaped groove on both the top and bottom surfaces. The welder fills both grooves with molten metal, ensuring full penetration and strength throughout the joint. This method is often used when the material thickness exceeds the capacity of a single-V groove weld.
Advantages for Thick Materials: Double-V groove welds provide excellent strength and are ideal for applications where the material thickness requires welding from both sides. This method is commonly used in the fabrication of pressure vessels, structural columns, and heavy machinery.
U-Groove Weld: In a U-groove weld, the edges of the metal pieces are beveled to form a U-shaped groove. This type of weld is typically used for thicker materials, as the U-groove requires less filler material than a V-groove while still providing strong joint penetration. U-groove welds are often used in applications where minimizing the amount of filler metal is important for cost efficiency or material integrity.
Applications in Structural Welding: U-groove welds are commonly used in the construction of large structural components such as bridges, cranes, and towers, where high-strength joints are required, but material efficiency is also a concern.
J-Groove Weld: A J-groove weld involves beveling one side of the joint to create a J-shaped groove, while the other side remains flat. This type of weld is used when access to one side of the joint is limited, or when it is more practical to weld from a single side. J-groove welds provide good strength and are often used in applications where space or accessibility is constrained.
Applications in Pipe and Tube Welding: J-groove welds are often used in the welding of pipes and tubes, especially in situations where access to one side of the joint is restricted, such as in confined spaces or tight installation environments.
Applications of Longitudinal Groove Welds
Pipeline Welding: Longitudinal groove welds are essential in pipeline construction, where sections of pipe must be joined together to form long, continuous pipelines for transporting oil, gas, water, or other fluids. The strength and integrity of the weld are critical, as pipelines must withstand high internal pressures, environmental stresses, and potential corrosion. Longitudinal groove welds provide the necessary strength to ensure leak-proof, durable connections.
Weld Integrity for High-Pressure Pipelines: In oil and gas pipelines, the quality of the longitudinal groove weld is paramount. Any defects in the weld could lead to catastrophic failures, such as leaks, ruptures, or explosions. Welders use advanced techniques and inspection methods to ensure that the welds meet the highest safety and performance standards.
Pressure Vessels and Storage Tanks: Longitudinal groove welds are used to fabricate pressure vessels, storage tanks, and other large cylindrical structures. These welds ensure that the components can withstand the internal pressures and mechanical stresses they will encounter during operation. In industries such as chemical processing, power generation, and wastewater treatment, pressure vessels and tanks must be built to withstand extreme conditions, and the welds must be flawless to prevent leaks or structural failure.
Welding for Industrial Storage Tanks: Storage tanks used for chemicals, petroleum products, and other hazardous materials require strong, reliable welds to ensure the safe containment of these substances. Longitudinal groove welds provide the necessary structural integrity to prevent leaks and withstand external pressures.
Shipbuilding and Marine Applications: In shipbuilding, longitudinal groove welds are used to join the large steel plates that make up the hull, deck, and superstructure of ships. The welds must be able to withstand the stresses of rough seas, heavy loads, and potential impacts. Longitudinal groove welds provide the strength and durability needed for ships to operate safely and reliably in challenging marine environments.
Welding for Ship Hulls: The hull of a ship must be strong enough to withstand the pressure of the water, as well as the dynamic forces encountered during navigation. Longitudinal groove welds are used to join the steel plates that form the hull, ensuring a watertight, durable structure.
Structural Welding: Longitudinal groove welds are commonly used in the construction of large structural components, such as beams, columns, and supports for buildings, bridges, and industrial facilities. These welds ensure that the structure can bear heavy loads and resist deformation, fatigue, and environmental stresses. Longitudinal groove welds are critical in ensuring the safety and stability of these structures.
Welding for High-Rise Buildings: In high-rise buildings and skyscrapers, longitudinal groove welds are used to join the steel beams and columns that form the framework of the structure. The welds must be strong enough to support the weight of the building and withstand wind, seismic activity, and other forces.
Advantages of Longitudinal Groove Welds
High Strength: Longitudinal groove welds provide strong, continuous joints that can withstand significant mechanical stresses. This makes them ideal for critical applications such as pipelines, pressure vessels, and structural components, where the integrity of the weld is essential for safety and performance.
Full Penetration: Groove welds ensure full penetration of the weld material into the joint, creating a strong bond between the two pieces. This is especially important for thick materials, where incomplete penetration could lead to weak points or failure.
Leak-Proof Joints: In applications such as pipeline welding and pressure vessel fabrication, the ability to create leak-proof joints is critical. Longitudinal groove welds provide a tight, secure seal that prevents leaks, even under high pressure or in harsh environments.
Versatility: Longitudinal groove welds can be applied to a wide range of materials, including steel, stainless steel, aluminum, and titanium. This versatility makes them suitable for various industries and applications, from shipbuilding to aerospace.
Durability: The strength and durability of longitudinal groove welds make them well-suited for structures and components that will be subjected to heavy loads, dynamic forces, or extreme environmental conditions. These welds are designed to last, ensuring the long-term safety and reliability of the final product.
Longitudinal groove welds are a cornerstone of modern welding techniques, providing the strength, durability, and integrity needed for large-scale industrial applications. Whether used in pipelines, pressure vessels, or structural components, these welds play a critical role in ensuring the safety and performance of essential infrastructure.
Cookware Production Machine
Deep Drawing
A cookware production machine is specialized equipment designed for the high-volume manufacturing of cookware items such as pots, pans, skillets, and baking trays. These machines are part of an automated system that handles various stages of production, including forming, finishing, and coating. Cookware production requires precision and efficiency, as the products must meet high standards for durability, heat conduction, and non-stick properties. These machines are widely used in the manufacturing of aluminum, stainless steel, copper, and cast iron cookware, both for consumer and professional markets.
The cookware industry has seen significant advancements in automation and manufacturing techniques, with production machines now capable of producing high-quality, durable cookware at scale. The equipment is designed to handle different materials and shapes, while maintaining consistency and precision in the production process.
Key Processes in Cookware Production
Sheet Metal Forming: The process of cookware production begins with the selection of raw materials, usually in the form of metal sheets or blanks, typically made of aluminum or stainless steel. These sheets are cut into circular blanks that will be used to form the base of the cookware. Sheet metal forming is the process by which these blanks are shaped into the desired cookware form, such as a pot or a pan.
Deep Drawing: One of the primary methods used in cookware production is deep drawing, a metal forming process that shapes a flat metal sheet into a cylindrical or box-like shape. The metal is drawn into a die cavity using a punch, forming the cookware body. Deep drawing is particularly effective for producing seamless cookware, such as stockpots and deep pans, where structural integrity and even material thickness are crucial.
Spinning: Spinning is another process used in the production of rounded cookware items like bowls, woks, and saucepans. In this process, a metal disc is spun at high speeds while pressure is applied by a roller or tool to form the metal around a mold. This method is ideal for creating smooth, symmetric cookware with consistent thickness and shape.
Edge Trimming and Rolling: After the cookware has been formed, excess material is trimmed from the edges to ensure that the cookware meets the desired dimensions. In many cases, the edges are also rolled to create a smooth, rounded rim, improving the durability and safety of the cookware. Rolled edges are less prone to cracking and provide a safer, more comfortable surface for handling the cookware.
Edge Rolling: The rolling process strengthens the rim of the cookware and helps prevent warping, which can occur when the cookware is subjected to high heat. This step is essential for products that will undergo frequent use, as it enhances the durability and lifespan of the cookware.
Surface Finishing: Cookware must have a smooth, polished surface to ensure even cooking and ease of cleaning. Surface finishing machines, such as polishing and buffing machines, are used to smooth out the interior and exterior surfaces of the cookware. These machines remove any rough spots, scratches, or imperfections left over from the forming process.
Polishing Machines: High-speed polishing machines use rotating brushes or abrasive wheels to create a reflective, smooth surface on the cookware. This step is particularly important for stainless steel cookware, which must have a polished finish to prevent food from sticking and to provide a visually appealing appearance.
Shot Blasting: For some cookware, shot blasting is used to create a textured surface. This process involves blasting the metal surface with high-velocity particles to clean and roughen it slightly, which improves the adhesion of coatings such as enamel or non-stick finishes.
Coating Application: Many cookware items, especially non-stick pans, require the application of specialized coatings to improve their cooking performance and make them easier to clean. Coating machines are used to apply these materials, such as polytetrafluoroethylene (PTFE) (commonly known as Teflon) or ceramic coatings, in an even layer across the surface of the cookware.
Non-Stick Coating: Non-stick coatings are applied using a spray system, which ensures an even distribution of the coating over the cookware’s surface. After application, the coating is cured in a high-temperature oven to create a durable, long-lasting non-stick layer. Non-stick cookware is popular for its convenience, as it reduces the need for cooking oils and makes cleaning easier.
Anodizing for Aluminum Cookware: For aluminum cookware, an anodizing process is often used to enhance the durability and corrosion resistance of the metal. Anodizing involves immersing the cookware in an acid bath and passing an electric current through the material, which creates a hard, protective oxide layer on the surface.
Handle Attachment: Once the body of the cookware has been formed and finished, handles are attached. This can be done through several methods, including riveting, welding, or screwing the handles into place. Cookware handles are typically made from materials that remain cool to the touch, such as plastic, silicone, or heat-resistant metal.
Riveting: Riveting is a common method used to attach metal handles to cookware. Rivets provide a strong, secure connection that can withstand repeated use and high temperatures. Riveted handles are often found on professional-grade cookware and are favored for their durability and resistance to loosening over time.
Welded Handles: Some cookware, especially high-end stainless steel products, may have handles that are welded directly to the body of the cookware. This method creates a seamless connection that is both aesthetically pleasing and easy to clean.
Final Inspection and Packaging: After the cookware is assembled, it undergoes a final inspection to ensure that it meets quality standards. This includes checking for surface imperfections, ensuring the coating is evenly applied, and verifying that the handles are securely attached. Once the cookware passes inspection, it is packaged and prepared for distribution.
Quality Control: Modern cookware production machines are equipped with automated inspection systems that use cameras and sensors to detect defects or inconsistencies in the product. This ensures that each piece of cookware meets the same high-quality standards before reaching consumers.
Applications of Cookware Production Machines
Consumer Cookware: The majority of cookware production machines are used to produce household cookware, such as frying pans, saucepans, stockpots, and baking trays. These products must be durable, affordable, and designed for everyday use in home kitchens. Automated cookware production machines allow manufacturers to produce large quantities of cookware efficiently, ensuring that consumers receive high-quality products at reasonable prices.
Professional-Grade Cookware: Professional-grade cookware, used in commercial kitchens, restaurants, and catering services, requires more durable materials and construction techniques. Cookware production machines designed for professional cookware often use thicker metal sheets, more robust handles, and advanced non-stick coatings to meet the demands of professional chefs.
Specialty Cookware: Cookware production machines are also used to manufacture specialty items, such as cast iron skillets, copper pots, and ceramic-coated pans. Each material requires specific handling and processing techniques, and the machines must be capable of adapting to different materials and finishes.
Advantages of Cookware Production Machines
High Efficiency: Cookware production machines enable manufacturers to produce large quantities of cookware in a short period, increasing overall efficiency and reducing production costs. Automation reduces the need for manual labor, allowing companies to meet the growing demand for cookware in both consumer and professional markets.
Consistency and Precision: Automated machines ensure consistent quality across all cookware products. This is particularly important for non-stick coatings, which must be applied evenly to ensure optimal performance. Precision forming techniques, such as deep drawing and spinning, ensure that the cookware meets exact specifications for size, shape, and thickness.
Durability and Strength: Modern cookware production machines are designed to work with a variety of materials, including aluminum, stainless steel, and copper. These materials are known for their strength and durability, and the production machines ensure that the final product can withstand the rigors of everyday use.
Versatility: Cookware production machines can be adapted to produce a wide range of products, from basic frying pans to complex multi-piece cookware sets. Manufacturers can easily switch between different designs and materials, allowing them to meet the diverse needs of consumers.
Cost-Effectiveness: The automation provided by cookware production machines helps reduce labor costs and material waste, making the production process more cost-effective. This allows manufacturers to offer high-quality cookware at competitive prices, benefiting both the company and the consumer.
Cookware production machines are the backbone of the modern cookware industry, providing the precision, efficiency, and versatility needed to produce high-quality products at scale. Whether for home use or professional kitchens, these machines ensure that cookware meets the highest standards of performance, durability, and safety.
Brake Pads Machine
A brake pads machine is specialized equipment used in the production of brake pads, which are critical components in the braking systems of vehicles. Brake pads play a key role in ensuring that vehicles can stop safely and efficiently by converting kinetic energy into heat through friction. The manufacturing of brake pads requires precise control over the material composition, shape, and durability to meet the stringent safety and performance standards of the automotive industry.
Brake pads machines are designed to automate the complex manufacturing processes involved in producing brake pads, from mixing the raw materials to molding, curing, and finishing the final product. These machines are essential for ensuring that brake pads are produced consistently and meet the rigorous demands of modern vehicles.
Key Processes in Brake Pads Manufacturing
Raw Material Mixing: The production of brake pads begins with the preparation of the raw materials that make up the friction material. Brake pads are typically made from a combination of materials, including metal shavings, ceramics, carbon fibers, and synthetic compounds. These materials are mixed together to create a friction compound that is durable, heat-resistant, and provides the necessary stopping power.
Automated Mixing Machines: Mixing machines are used to blend the raw materials in precise proportions. The mixture must be homogeneous to ensure consistent performance across all brake pads. Automated machines ensure that the materials are mixed thoroughly and efficiently, reducing the risk of defects.
Molding and Pressing: Once the friction material is prepared, it is molded into the shape of the brake pad using a pressing machine. In this process, the material is placed into a mold and subjected to high pressure, which compacts the material into the desired shape. The molding process also includes the formation of the metal backing plate, which is an integral part of the brake pad’s structure.
Hydraulic Presses: Hydraulic presses are commonly used in the molding process to apply the necessary pressure to form the brake pads. The press ensures that the friction material is evenly distributed across the surface of the backing plate, creating a strong bond between the two components.
Curing: After the brake pads are molded, they must be cured to harden the friction material and improve its durability. Curing is typically done in a high-temperature oven, where the brake pads are heated to a specific temperature for a set period. This process helps to remove any residual moisture and solidify the friction material, ensuring that the brake pads can withstand the heat generated during braking.
Curing Ovens: Automated curing ovens are used to maintain precise temperature and timing control during the curing process. These ovens are designed to handle large batches of brake pads, ensuring consistent curing across all parts.
Grinding and Finishing: Once the brake pads have been cured, they undergo grinding to achieve the final thickness and surface smoothness required for proper fit and function. Grinding machines are used to remove any excess material and ensure that the brake pads are flat and uniform.
Surface Grinding Machines: Surface grinding machines are used to grind the friction material to the correct thickness and smooth the surface of the brake pad. This step is essential for ensuring that the brake pads fit correctly in the brake caliper and provide consistent braking performance.
Coating and Surface Treatment: Many brake pads undergo additional surface treatments, such as coating with a layer of anti-corrosion material or applying a thermal barrier to improve heat resistance. These coatings help extend the life of the brake pads and protect them from environmental factors such as moisture and road salt.
Coating Machines: Coating machines are used to apply these protective layers evenly across the surface of the brake pads. The coating process is automated to ensure consistent application and optimal coverage.
Quality Control and Testing: The final step in brake pad manufacturing is quality control and testing. Brake pads must meet strict safety standards, and any defects can lead to catastrophic failures in the braking system. Testing machines simulate real-world braking conditions to measure the performance, wear resistance, and heat tolerance of the brake pads.
Testing for Friction and Durability: Testing machines are used to evaluate the friction coefficient, wear rate, and heat dissipation of the brake pads. These tests ensure that the brake pads will perform reliably in various driving conditions, from city traffic to high-speed highway driving.
Applications of Brake Pads Machines
Automotive Manufacturing: Brake pads machines are primarily used in the automotive industry to produce brake pads for cars, trucks, motorcycles, and other vehicles. High-quality brake pads are essential for vehicle safety, and manufacturers use these machines to ensure that the pads meet industry standards for performance and durability.
Brake Pads for Passenger Vehicles: The majority of brake pads produced are for passenger vehicles, where safety and comfort are critical. Brake pads machines produce millions of units annually, providing the consistent quality needed to meet the demands of the automotive market.
Heavy-Duty Vehicles: Brake pads machines are also used to produce brake pads for heavy-duty vehicles, such as commercial trucks, buses, and construction machinery. These vehicles require brake pads that can withstand extreme loads and high temperatures, and the production process must be adapted to meet these specific requirements.
Brake Pads for Trucks and Buses: Heavy-duty vehicles rely on larger, more robust brake pads to stop safely under heavy loads. Brake pads machines used in this sector must be capable of producing pads with higher friction materials and greater wear resistance.
Motorcycles and Performance Vehicles: Brake pads machines are used to manufacture high-performance brake pads for motorcycles, sports cars, and racing vehicles. These brake pads must offer superior stopping power and heat dissipation to handle the demands of high-speed driving and racing.
Brake Pads for Motorcycles: Motorcycles require brake pads with precise control over friction and heat management, as braking performance is critical for rider safety. Brake pads machines
used for motorcycle brake pads must ensure consistent quality, high friction, and durability to meet the high-performance demands of two-wheeled vehicles.
Rail and Industrial Applications: In addition to automotive and motorcycle manufacturing, brake pads machines are also used to produce brake pads for rail vehicles, such as trains, trams, and subways, as well as industrial machinery. These brake pads must be designed to handle the unique stresses and environmental factors present in rail systems and heavy machinery.
Brake Pads for Trains: Rail systems rely on large, durable brake pads to stop and slow down trains under heavy loads. Brake pads machines used for these applications must produce parts that offer excellent heat resistance and long service life, ensuring that trains can stop safely and efficiently even under intense conditions.
Advantages of Brake Pads Machines
Precision Manufacturing: Brake pads machines are designed to ensure precise control over the entire manufacturing process, from mixing the raw materials to molding, curing, and finishing. This level of precision is essential for producing brake pads that meet the stringent safety and performance standards required in the automotive industry.
High Efficiency and Productivity: Modern brake pads machines are highly automated, allowing manufacturers to produce large quantities of brake pads in a relatively short period. This automation reduces labor costs and increases production efficiency, making it possible to meet the growing demand for brake pads in the global automotive market.
Consistency and Quality Control: Brake pads machines are equipped with advanced quality control systems that ensure each brake pad meets strict performance and safety standards. Automated inspection systems, combined with rigorous testing, help manufacturers identify and eliminate defects, ensuring that only high-quality brake pads reach the market.
Durability and Performance: The materials and processes used in brake pads manufacturing are designed to create durable, high-performance products. Brake pads produced by these machines are engineered to withstand high temperatures, resist wear, and provide consistent stopping power, ensuring the safety and reliability of the vehicle’s braking system.
Adaptability to Different Markets: Brake pads machines are versatile and can be adapted to produce a wide range of brake pads for various markets, including passenger vehicles, heavy-duty trucks, motorcycles, and rail systems. This adaptability allows manufacturers to meet the specific needs of different sectors and ensure that their products are suitable for various driving conditions and vehicle types.
Brake pads machines play a crucial role in the automotive and transportation industries, providing the technology needed to produce high-quality, reliable brake pads at scale. These machines ensure that vehicles can stop safely and effectively, contributing to the overall safety and performance of modern transportation systems.
How to Make Aluminum Pots
Pressure Cooker Manufacturing Process
The process of making aluminum pots involves several key steps that transform raw aluminum into durable, lightweight, and highly functional cookware. Aluminum is widely used in cookware manufacturing due to its excellent thermal conductivity, corrosion resistance, and relatively low cost. Aluminum pots are especially popular in both home and professional kitchens because they heat quickly and evenly, making them ideal for a variety of cooking tasks.
The production of aluminum pots involves specialized machinery and a series of steps, including metal forming, surface finishing, and handle attachment. The process is designed to produce high-quality pots that can withstand the rigors of daily cooking while maintaining excellent performance and longevity.
Key Steps in Making Aluminum Pots
Material Selection and Preparation: The process begins with the selection of high-quality aluminum sheets or blanks. Aluminum used in cookware production is typically alloyed with other metals, such as magnesium or silicon, to improve its strength and durability. The aluminum blanks are cut into circular shapes, which will form the base of the pots.
Aluminum Alloys: Pure aluminum is relatively soft and not suitable for cookware that will be exposed to high heat and mechanical stress. By using aluminum alloys, manufacturers can create pots that are strong, heat-resistant, and corrosion-resistant.
Deep Drawing and Metal Forming: The aluminum blanks are then formed into the shape of the pot using a process known as deep drawing. In deep drawing, the aluminum blank is placed over a die and forced into the desired shape using a punch. This process forms the pot’s walls and base in a single step, creating a seamless, durable structure.
Deep Drawing Process: The deep drawing process is highly efficient and allows for the production of aluminum pots with consistent thickness and shape. The process can be adjusted to create pots of different sizes, from small saucepans to large stockpots.
Seamless Construction: One of the advantages of deep drawing is that it creates a seamless pot, which improves the pot’s strength and durability. Seamless pots are less likely to develop weak points or leaks over time, making them ideal for long-term use.
Trimming and Edge Rolling: After the pot has been formed, any excess material around the rim is trimmed to achieve the desired height and dimensions. In many cases, the edges of the pot are also rolled to create a smooth, rounded rim. This step not only enhances the pot’s appearance but also improves its durability by reinforcing the edge.
Edge Rolling for Durability: Rolling the edges of the pot strengthens the rim, making it more resistant to warping or cracking. This is especially important for pots that will be used frequently or exposed to high heat.
Surface Finishing: The next step is surface finishing, which involves smoothing and polishing the interior and exterior of the pot. Aluminum cookware must have a smooth surface to ensure even cooking and to prevent food from sticking. Surface finishing machines, such as polishing machines and buffing wheels, are used to achieve the desired surface quality.
Polishing for a Smooth Surface: Polishing machines use abrasive compounds to remove any imperfections from the surface of the aluminum, creating a smooth, reflective finish. This is important for both the aesthetic appeal of the pot and its cooking performance.
Anodizing for Durability: In some cases, aluminum pots undergo an anodizing process, which creates a protective oxide layer on the surface of the metal. Anodizing improves the pot’s resistance to corrosion and wear, making it more durable and long-lasting. Anodized aluminum pots are also non-reactive, meaning they won’t affect the flavor of acidic foods.
Non-Stick Coating Application (Optional): Many aluminum pots are coated with a non-stick material, such as Teflon or ceramic, to improve their cooking performance. Non-stick coatings make it easier to cook with less oil and reduce the likelihood of food sticking to the pot. The coating is applied using a spray system and then cured in a high-temperature oven to ensure proper adhesion.
Non-Stick Coating Benefits: Non-stick coatings enhance the convenience of using aluminum pots by making them easier to clean and allowing for healthier cooking with less oil. The coatings are typically applied in multiple layers to ensure durability and long-lasting performance.
Handle Attachment: Once the body of the pot has been formed and finished, handles are attached. Handles are typically made from heat-resistant materials, such as plastic, silicone, or stainless steel, to ensure they remain cool to the touch during cooking. The handles can be attached using a variety of methods, including riveting, welding, or screwing them into place.
Riveted Handles for Strength: Riveted handles provide a strong, secure attachment that can withstand repeated use. Rivets are often used in professional-grade cookware because they are highly durable and resist loosening over time.
Ergonomic Handle Design: The design of the handles is important for both comfort and safety. Handles are often shaped to provide a comfortable grip, reducing strain during use, and are positioned to ensure that they stay cool while cooking.
Final Inspection and Packaging: The final step in the production of aluminum pots is inspection and packaging. Each pot is inspected for defects, such as surface imperfections, coating issues, or loose handles. Once the pots pass inspection, they are packaged and prepared for shipment to retailers or consumers.
Quality Control: Automated inspection systems are often used to check the surface finish, coating adhesion, and handle attachment of each pot. This ensures that only high-quality products reach the market, meeting the expectations of both consumers and professional chefs.
Advantages of Aluminum Pots
Lightweight: Aluminum pots are much lighter than other types of cookware, such as cast iron or stainless steel, making them easier to handle and move around the kitchen. This is especially important for larger pots, which can be cumbersome when filled with food.
Excellent Heat Conductivity: Aluminum is one of the best conductors of heat, meaning that aluminum pots heat up quickly and evenly. This ensures that food cooks evenly without hot spots, which can lead to burning or uneven cooking. The excellent heat conductivity of aluminum also makes it energy-efficient, as it requires less heat to reach cooking temperatures.
Affordability: Aluminum is relatively inexpensive compared to other cookware materials, making aluminum pots an affordable option for both home cooks and professional chefs. Despite their low cost, aluminum pots offer excellent performance and durability, providing great value for the money.
Corrosion Resistance: Aluminum naturally forms a thin oxide layer on its surface, which protects it from corrosion. This makes aluminum pots ideal for use in humid or acidic environments, such as in cooking with tomatoes or citrus fruits, without the risk of rust or corrosion.
Versatility: Aluminum pots come in a wide variety of shapes and sizes, making them suitable for a wide range of cooking tasks, from boiling and frying to simmering and sautéing. Whether used for everyday cooking or more specialized applications, aluminum pots offer the versatility needed in a busy kitchen.
Applications of Aluminum Pots
Home Cooking: Aluminum pots are a staple in many home kitchens due to their lightweight, affordability, and excellent cooking performance. They are used for a wide range of cooking tasks, from boiling pasta and simmering soups to frying and sautéing vegetables and meats.
Professional Kitchens: In professional kitchens, where speed and efficiency are critical, aluminum pots are favored for their rapid heat conduction and ease of handling. Professional chefs use aluminum pots for tasks that require precise temperature control, such as making sauces, soups, and delicate dishes.
Camping and Outdoor Cooking: Aluminum pots are also popular for camping and outdoor cooking because they are lightweight and easy to transport. Campers and outdoor enthusiasts appreciate aluminum cookware for its durability and versatility in various cooking environments.
Aluminum pots are a versatile and essential tool in both home and professional kitchens, offering excellent performance, durability, and ease of use. The production process ensures that each pot is carefully crafted to meet the demands of everyday cooking, making aluminum pots a reliable choice for chefs and home cooks alike.
Steel Utensils Making Machine
Stainless Steel Pot Polishing Machine
A steel utensils making machine refers to the range of equipment used in manufacturing household and commercial steel utensils like plates, bowls, cups, cutlery, and kitchen tools. Steel utensils are popular due to their durability, heat resistance, and resistance to corrosion, making them an essential part of kitchens worldwide. The production of steel utensils involves several stages, from cutting and forming the raw stainless steel sheets to finishing and polishing the final product.
Steel utensils are primarily made from stainless steel, an alloy of iron, carbon, and chromium, with some other elements like nickel. The chromium content is what gives stainless steel its corrosion resistance, making it ideal for utensils that come into contact with food and liquids. Machines used in steel utensil production range from high-powered presses to finishing tools that polish and give a smooth surface to the finished products.
Key Processes in Steel Utensil Manufacturing
Raw Material Preparation: The production of steel utensils begins with the preparation of raw stainless steel sheets or coils. The material is selected based on the grade of stainless steel required for the specific utensils being produced. Different grades of stainless steel offer varying levels of corrosion resistance, toughness, and polishability, with 304-grade stainless steel being one of the most common choices for kitchen utensils due to its excellent resistance to rust and its food-safe properties.
Stainless Steel Selection: The selected stainless steel is usually cold-rolled, which improves its strength and surface finish. Cold-rolled steel sheets are easier to form and provide a smooth, even surface that requires minimal finishing.
Cutting and Blanking: Once the raw material is prepared, it is cut into the appropriate shapes and sizes for each utensil. The cutting process involves precision blanking machines that cut the steel sheets into circular, square, or custom-shaped blanks based on the design of the utensil.
Blanking Process: Blanking presses use dies to punch out the blanks from large stainless steel sheets. The blank size is determined by the specific utensil being produced, such as plates, bowls, or cups. This process ensures that there is minimal material waste and that each blank is uniform in size and shape.
Deep Drawing and Stamping: After cutting, the blanks are formed into their final utensil shapes through a process known as deep drawing. In deep drawing, the flat blanks are placed in a die and drawn into a hollow form using a punch. This method is particularly effective for producing utensils like bowls, cups, and plates, where a seamless, uniform shape is essential.
Hydraulic Presses for Deep Drawing: Hydraulic presses are commonly used for the deep drawing process. These machines apply consistent pressure, drawing the stainless steel into the desired shape without causing tears or imperfections in the material. This ensures that the utensil is strong, smooth, and free of seams or welds that could weaken the product.
Stamping for Detail: For utensils that require intricate designs or logos, stamping presses are used to emboss or engrave patterns onto the metal surface. This adds both aesthetic appeal and brand recognition, especially for high-end or custom-made utensils.
Edge Trimming and Smoothing: After the utensils have been formed, the edges may have excess material or sharp edges that need to be trimmed and smoothed. Edge trimming machines remove the excess material around the rims of the utensils, ensuring that each piece is of the correct dimensions and free from rough edges.
Edge Rolling for Durability: Some utensils, particularly those used frequently, undergo edge rolling to strengthen the rims and prevent deformation over time. Rolled edges provide extra reinforcement and create a safer, more comfortable edge for handling.
Polishing and Finishing: One of the most important steps in steel utensil production is the polishing and finishing process. Stainless steel utensils require a smooth, shiny surface that is not only aesthetically pleasing but also functional. Polishing machines are used to buff and smooth the surface of the utensils, removing any scratches or imperfections left by the forming process.
Electropolishing for a High Shine: In some cases, especially for high-end or premium utensils, electropolishing is used to achieve a bright, mirror-like finish. Electropolishing is a chemical process that removes a thin layer of metal from the surface, leaving behind a highly reflective finish that is resistant to corrosion and easy to clean.
Handle Attachment (if applicable): For utensils like ladles, serving spoons, and spatulas, handles must be attached after the main body of the utensil has been formed. Handles are typically made from stainless steel, plastic, or wood, depending on the type of utensil and its intended use. The attachment process varies depending on the material used for the handle.
Welding or Riveting for Steel Handles: Stainless steel handles are usually welded or riveted onto the main body of the utensil. These attachment methods provide strong, durable connections that can withstand frequent use and high heat.
Quality Control and Packaging: After the utensils are manufactured, they undergo a final inspection to ensure that they meet quality standards. This includes checking for defects in the surface finish, proper attachment of handles, and ensuring that the utensils are the correct size and shape. Once inspected, the utensils are cleaned, dried, and packaged for shipment.
Quality Assurance for Food Safety: Stainless steel utensils must meet food safety standards, ensuring that they are non-reactive, corrosion-resistant, and free of contaminants. Manufacturers use strict quality control measures to ensure that each utensil is safe for food contact.
Applications of Steel Utensils Making Machines
Household Utensils: The majority of steel utensils making machines are used to produce common household kitchen items such as plates, bowls, serving spoons, ladles, and cutlery. These items must be durable enough to withstand daily use, exposure to heat, and frequent washing.
Commercial Kitchen Utensils: Professional chefs and commercial kitchens require heavy-duty utensils that can endure constant use in high-heat environments. Steel utensils making machines for commercial products focus on producing thicker, more robust utensils that can handle more rigorous conditions.
Catering and Hospitality Industry: The catering and hospitality sectors often use custom-branded or highly polished utensils for serving food. Steel utensils making machines used in this industry are typically geared toward producing utensils with fine finishes, intricate designs, or engraved logos for branding purposes.
Advantages of Steel Utensils Making Machines
High Efficiency: These machines are designed for high-volume production, allowing manufacturers to produce large quantities of utensils in a short period. This efficiency is especially important for meeting the demands of mass markets such as household goods and commercial kitchens.
Consistency in Quality: Automated steel utensils making machines ensure uniformity and precision across all products, reducing the likelihood of defects. Consistent quality is essential for utensils that must meet strict food safety and durability standards.
Durability and Strength: The use of hydraulic presses for deep drawing ensures that each utensil is strong and durable, capable of withstanding frequent use and exposure to high temperatures. The strength of stainless steel, combined with the seamless construction achieved through deep drawing, makes these utensils long-lasting.
Versatility: Steel utensils making machines are capable of producing a wide range of products, from simple kitchen tools to intricately designed serving utensils. This versatility allows manufacturers to cater to various markets, from budget-friendly household items to high-end, luxury utensils.
Cost-Effectiveness: Automated production reduces labor costs and material waste, making the manufacturing process more cost-effective. This allows manufacturers to produce high-quality utensils at competitive prices, benefiting both consumers and businesses.
Steel utensils making machines are vital in the production of kitchen tools and cutlery, providing the technology and precision needed to meet the diverse demands of consumers and professionals alike. The versatility and efficiency of these machines ensure that steel utensils remain a staple in kitchens worldwide.
Cold Press Moulding Process
Applications of CNC Metal Spinning
The cold press moulding process is a manufacturing technique used to form complex shapes from materials such as metal powders, plastics, rubbers, or composite materials without the application of heat. This process is widely used in industries that require high precision, strength, and durability in the final product. Cold pressing involves placing the material into a mold and applying pressure to shape it into the desired form. Since no heat is used, this process preserves the material’s intrinsic properties, such as hardness, elasticity, or chemical resistance.
Cold press moulding is used in various applications, including metal forming, rubber component production, and the creation of composite materials for automotive, aerospace, and consumer goods industries. The process is highly versatile and can be used to create a wide range of products with complex geometries and tight tolerances.
Key Steps in Cold Press Moulding
Material Preparation: The first step in cold press moulding is the preparation of the raw material. For metal components, this may involve mixing metal powders with binders or lubricants to create a uniform mixture that can be pressed into a mold. In the case of rubbers or composites, the raw materials may be pre-mixed or combined with other additives to achieve the desired properties.
Powder Metallurgy for Metal Parts: In powder metallurgy, metal powders such as iron, aluminum, or titanium are mixed with a binder to help the particles adhere together during the pressing process. The mixture must be uniform to ensure consistent material properties throughout the final product.
Filling the Mold: The prepared material is then placed into a precision-engineered mold. The mold is designed to match the exact dimensions and shape of the final product, ensuring that the material fills the mold evenly. This step is critical for achieving the desired shape and ensuring that there are no voids or inconsistencies in the material.
Mold Design for Complex Shapes: Cold press moulding is particularly useful for creating parts with complex geometries, intricate details, or thin walls. The mold must be designed with precision to ensure that the material flows into every part of the mold and that the final product meets dimensional specifications.
Pressing and Compaction: Once the material is in the mold, a high-pressure press is used to compact the material into the desired shape. The pressure forces the material to conform to the shape of the mold, creating a dense, solid part. This step is critical for ensuring the strength and structural integrity of the final product.
Hydraulic Presses for Cold Moulding: Hydraulic presses are commonly used in cold press moulding due to their ability to apply consistent, high pressure. These presses ensure that the material is compacted evenly throughout the mold, preventing weak spots or imperfections.
Demolding: After the material has been pressed and compacted, the mold is opened, and the finished part is removed. Depending on the material used, the part may require additional finishing or curing steps to achieve the desired mechanical properties.
Careful Demolding to Prevent Damage: The demolding process must be done carefully to avoid damaging the part, especially if the material is fragile or brittle. Precision molds and careful handling are essential to ensure that the part retains its shape and structural integrity.
Finishing and Inspection: Once the part has been demolded, it may undergo additional finishing steps, such as trimming, sanding, or polishing, to achieve the desired surface finish and remove any excess material. The part is then inspected for defects, such as cracks, voids, or dimensional inconsistencies, before it is approved for use.
Quality Control: Cold press moulding requires strict quality control to ensure that each part meets the required specifications. Automated inspection systems are often used to check the dimensions, surface finish, and material properties of the finished parts.
Applications of Cold Press Moulding
Automotive Industry: Cold press moulding is widely used in the automotive industry to produce parts that require high strength, durability, and precision. Metal components such as gears, bearings, and structural parts are often manufactured using cold pressing techniques to achieve the necessary performance characteristics.
Powder Metallurgy for Automotive Parts: In powder metallurgy, metal powders are compacted and formed into parts such as brake pads, gears, and camshafts. Cold pressing allows for the precise shaping of these components, ensuring high strength and wear resistance.
Aerospace Industry: The aerospace industry relies on cold press moulding to create lightweight, high-strength components for aircraft and spacecraft. Composite materials, which combine different materials to achieve specific properties, are often formed using cold pressing techniques.
Cold Pressing for Composite Materials: Cold press moulding is used to form composite materials such as carbon fiber reinforced polymers (CFRP), which are used in aircraft structures, wings, and fuselage components. These materials offer excellent strength-to-weight ratios, making them ideal for aerospace applications.
Consumer Goods Manufacturing: Cold press moulding is also used in the production of consumer goods, such as electronic housings, kitchen appliances, and furniture components. The process allows for the efficient production of durable, high-quality parts with complex shapes.
Cold Press Moulding for Electronics: In the electronics industry, cold pressing is used to produce metal and plastic housings for devices such as smartphones, laptops, and televisions. The process ensures precise dimensions and smooth finishes, which are critical for the aesthetics and functionality of consumer electronics.
Advantages of the Cold Press Moulding Process
Material Integrity: Since no heat is used in the cold press moulding process, the material’s properties remain intact, preserving its strength, hardness, or elasticity. This makes cold press moulding ideal for materials that are sensitive to high temperatures or that would lose their desired properties if exposed to heat.
Precision: Cold press moulding allows for the production of parts with tight tolerances and intricate details. The pressure applied during the process ensures that the material fills the mold completely, creating precise, uniform parts.
Efficiency: The cold press moulding process is highly efficient, especially for high-volume production. Once the mold and material are prepared, the process can be repeated quickly and consistently, making it ideal for mass production.
Cost-Effective: Cold press moulding is often more cost-effective than other forming methods, as it requires less energy (no heating) and minimal post-processing. The reduced need for energy consumption and the elimination of additional curing steps can lower manufacturing costs.
Versatility: Cold press moulding is a versatile process that can be used with a wide range of materials, from metals and ceramics to rubbers and plastics. This versatility makes it useful in various industries, from automotive and aerospace to consumer goods and electronics.
The cold press moulding process is a vital manufacturing technique that offers numerous benefits, including high precision, material integrity, and efficiency. It is widely used across industries to produce parts and components with complex shapes, tight tolerances, and excellent mechanical properties.
Beading Machine
Beading Machine Price
A beading machine is a versatile tool used in metalworking to form beads, or raised ridges, on the surface of sheet metal. Beading adds strength, stiffness, and durability to the metal, preventing it from warping or bending under stress. It is a crucial process in the production of metal parts for various industries, including automotive, aerospace, HVAC, and construction. The beading machine is often used to create decorative or functional ridges in materials like aluminum, steel, or copper.
Beading machines come in both manual and powered versions, and they are designed to handle various gauges of sheet metal. The machine typically consists of two rollers—an upper and lower roller—through which the sheet metal is passed. The pressure between these rollers creates a bead along the edge or surface of the sheet metal.
Key Uses of Beading Machines
Strengthening Metal Panels: One of the primary uses of beading machines is to add strength to sheet metal panels. The bead stiffens the material, allowing it to withstand greater forces without buckling or bending. This is particularly important for large, flat panels used in the automotive and aerospace industries, where weight reduction is crucial, but strength cannot be compromised.
Automotive Applications: Beading machines are commonly used to create stiffening beads in automotive body panels, including floor pans, roofs, and doors. These beads reinforce the panels, allowing them to maintain structural integrity while reducing material thickness to save weight.
HVAC Ductwork: Beading is also widely used in the fabrication of HVAC ductwork. The beads help to reinforce the sheet metal used in ducts, making them more resistant to pressure changes and airflow stresses. This ensures that the ductwork remains rigid and maintains its shape during operation.
Forming Decorative Beads: In addition to strengthening sheet metal, beading machines can also be used to create decorative patterns. Beads can be formed in various shapes and sizes, adding an aesthetic element to metal parts. This is common in metal furniture, lighting fixtures, and architectural elements where both form and function are important.
Decorative Metalwork: Metalworkers often use beading machines to create intricate patterns on metal for use in decorative applications. These patterns can be purely aesthetic or serve a dual purpose by adding strength while enhancing the visual appeal of the part.
Edge Beading for Seamless Joining: Beading machines are also used to form beads along the edges of metal sheets, which helps in joining them together. In applications like automotive or aircraft manufacturing, beaded edges are often used to create interlocking seams between two metal panels. This ensures a stronger, more seamless joint, which is essential for maintaining structural integrity.
Aircraft Skin Panels: In the aerospace industry, beaded edges are used to join lightweight aluminum panels to create the aircraft’s skin. The beads ensure a tight fit between the panels, reducing the need for additional fasteners and maintaining the aerodynamic integrity of the aircraft.
Pipe and Tube Beading: Beading machines are often used in the production of pipes and tubes, where beads are formed around the ends of the pipe. These beads help secure hoses or fittings when they are clamped onto the pipe, preventing slippage and creating a tight seal.
Exhaust Systems: Beading is commonly applied to the ends of exhaust pipes in automotive and industrial applications. The bead creates a secure connection between the exhaust pipe and other components, such as mufflers or catalytic converters, ensuring that the system remains leak-free.
Types of Beading Machines
Manual Beading Machines: Manual beading machines are operated by hand and are commonly used in small-scale or custom metalworking shops. These machines are simple to operate and offer precise control over the beading process, making them ideal for projects where detailed work or small production runs are required.
Flexibility for Custom Work: Manual beading machines are popular among metal fabricators who need to create custom pieces, as they allow for easy adjustments and offer flexibility in creating different bead patterns.
Electric and Pneumatic Beading Machines: For larger-scale production, powered beading machines, such as electric or pneumatic models, are commonly used. These machines provide higher efficiency and speed, allowing manufacturers to create beads on large sheets of metal quickly and consistently. Powered beading machines are used in industries such as automotive manufacturing, where speed and consistency are critical.
Automated Beading for Mass Production: In high-volume production settings, electric or pneumatic beading machines are often integrated into automated assembly lines. These machines allow for continuous operation, ensuring that beads are formed quickly and consistently on every part, improving efficiency.
Rotary Beading Machines: Rotary beading machines are designed for forming beads around the circumference of tubes, pipes, or circular objects. These machines are typically used in applications where the bead needs to be formed along a curved surface, such as in exhaust pipes, ventilation tubes, or decorative metal rings.
Beading for Pipe Manufacturing: Rotary beading machines are essential in the production of pipes and tubing used in industries like plumbing, automotive, and HVAC. The beaded ends of the pipes ensure a secure fit when attached to connectors, fittings, or hoses.
Advantages of Beading Machines
Enhanced Strength: By adding beads to sheet metal, beading machines significantly increase the strength and stiffness of the material without adding extra weight. This is especially important in industries like automotive and aerospace, where reducing weight while maintaining strength is critical to performance.
Improved Aesthetics: Beads can be both functional and decorative, allowing manufacturers to create visually appealing metal parts that also offer increased structural integrity. This makes beading machines versatile for both industrial and artistic applications.
Versatility: Beading machines can be used on a wide variety of materials, including steel, aluminum, copper, and stainless steel. This makes them highly versatile, as they can be applied across different industries, from construction to decorative metalwork.
Cost Efficiency: By adding strength to thinner sheets of metal, beading machines allow manufacturers to reduce material usage without compromising on the structural performance of the part. This leads to cost savings on raw materials and overall production.
Applications of Beading Machines
Automotive Industry: Beading machines are extensively used in the automotive sector to reinforce panels, create decorative features, and secure parts like exhaust systems. Beaded panels are stronger and lighter, contributing to better fuel efficiency and overall vehicle performance.
HVAC and Ductwork: Beads are commonly formed in HVAC ductwork to stiffen the thin metal used in air ducts. This helps prevent warping under pressure and ensures the ducts maintain their shape over time, which is critical for efficient air flow and energy consumption.
Aerospace Industry: In aerospace manufacturing, beading is used to strengthen lightweight aluminum panels that form the skin of aircraft. Beading ensures that the panels can withstand the stresses of flight while keeping the overall weight of the aircraft to a minimum.
Decorative Metalwork: Metalworkers use beading machines to create decorative patterns on various metal products, including furniture, lighting fixtures, and architectural features. Beading adds both texture and visual interest to the finished product while enhancing its structural integrity.
Beading machines are indispensable tools in metalworking, offering the ability to enhance both the strength and appearance of sheet metal parts. Whether used for industrial or decorative applications, these machines provide versatility, efficiency, and precision in metal fabrication.
Mini Hydraulic Press Brake
Components of a Press Brake Machine
A mini hydraulic press brake is a compact version of a traditional press brake, designed to bend and form smaller pieces of sheet metal using hydraulic pressure. These machines are typically used in small workshops, prototyping labs, or specialized manufacturing facilities where space is limited, and smaller-scale production is required. Despite their compact size, mini hydraulic press brakes offer the same precision and versatility as larger press brakes, making them an ideal choice for fabricators working on smaller parts or short production runs.
The primary function of a press brake, whether mini or full-sized, is to bend sheet metal into predetermined shapes. The hydraulic system in these machines provides the force needed to press the metal into a die, creating bends at precise angles. The “mini” version is especially suitable for intricate work where precision is paramount, such as in custom metal fabrication, jewelry making, and electronics enclosures.
Features of Mini Hydraulic Press Brakes
Compact Design: Mini hydraulic press brakes are designed to occupy minimal floor space while still providing the functionality of a full-sized press brake. This compact design makes them ideal for small workshops, mobile operations, or facilities with space constraints. They are often bench-mounted or stand-alone units that can be easily moved or adjusted as needed.
Portability for Small Workshops: Due to their compact size, mini press brakes can be transported between different workstations or job sites, offering flexibility for metalworkers who need a versatile bending solution without the need for large machinery.
Hydraulic Power System: Like larger press brakes, mini hydraulic press brakes use a hydraulic system to generate the force required to bend metal. Hydraulic systems offer smooth, controlled movement, which allows for precise bends and consistent performance. The hydraulic power ensures that even though the machine is smaller, it can still handle significant bending forces.
Consistent Force Application: The hydraulic system provides consistent pressure throughout the bending process, ensuring that each bend is accurate and repeatable. This is particularly important in industries where precision is critical, such as electronics or medical device manufacturing.
Adjustable Bending Angle and Back Gauge: Mini hydraulic press brakes are equipped with adjustable bending angles, allowing operators to create custom bends at specific angles. Additionally, most machines feature a back gauge that can be set to control the depth of the bend, ensuring that each piece of metal is formed to the correct dimensions.
Precision Bending for Complex Parts: The adjustable features of a mini hydraulic press brake allow metalworkers to create intricate parts with high levels of precision. This makes them ideal for applications like prototype development, custom metalwork, or small-batch production runs.
Foot Pedal Operation: Many mini hydraulic press brakes come with foot pedal controls, allowing operators to keep both hands free for positioning the workpiece. The foot pedal controls the movement of the hydraulic ram, providing precise control over the bending process.
Hands-Free Operation for Safety: Foot pedal operation improves safety and efficiency, as it allows the operator to focus on properly positioning the metal sheet while controlling the bending process with their foot. This reduces the risk of errors or accidents during operation.
Applications of Mini Hydraulic Press Brakes
Prototyping and Small-Batch Production: Mini hydraulic press brakes are widely used in prototyping and small-batch production, where precision and flexibility are essential. These machines are ideal for fabricators who need to create custom parts or small runs of products with unique designs or tight tolerances.
Prototyping for Electronics Enclosures: Mini press brakes are often used to create metal enclosures for electronic devices, where precise bends are required to ensure the enclosure fits the internal components correctly. The compact size of the machine allows for detailed work on smaller sheets of metal.
Custom Metal Fabrication: Small workshops and custom metal fabricators use mini hydraulic press brakes to create specialized parts and components for various industries. The machines are ideal for producing small, intricate pieces that require high levels of precision, such as custom brackets, fixtures, and metal art.
Jewelry Making and Artistic Metalwork: Mini hydraulic press brakes are also used in the creation of custom jewelry and artistic metal pieces, where precise bending and shaping are necessary to achieve the desired aesthetic and functional results.
Automotive and Aerospace Components: In the automotive and aerospace industries, mini hydraulic press brakes are used to create small, precision components such as brackets, clips, and mounting hardware. These machines are particularly useful in the production of prototypes or specialized parts for high-performance applications.
Precision Bending for Lightweight Components: The ability to precisely bend small parts makes mini hydraulic press brakes valuable in the automotive and aerospace sectors, where lightweight components with tight tolerances are essential for performance and safety.
HVAC and Ductwork Fabrication: HVAC technicians and fabricators often use mini hydraulic press brakes to create small duct components or custom fittings for ventilation systems. The precision and flexibility of these machines allow for the creation of specialized parts that fit perfectly into existing ductwork systems.
Custom Ductwork Fittings: Mini press brakes can be used to create custom elbows, joints, and other fittings needed for HVAC installations. The compact size of the machine allows it to be used in smaller workshops or even on-site for quick adjustments.
Advantages of Mini Hydraulic Press Brakes
Space Efficiency: Mini hydraulic press brakes are designed for workshops with limited space, providing full bending capabilities in a compact footprint. This allows metalworkers to perform precision bends without the need for large, bulky equipment.
Precision and Versatility: Despite their smaller size, mini hydraulic press brakes offer the same level of precision as their larger counterparts. The adjustable bending angles and back gauge provide versatility, allowing for custom bends on various materials, including steel, aluminum, and copper.
Cost-Effective Solution: Mini hydraulic press brakes are typically more affordable than full-sized machines, making them an attractive option for small businesses, startups, or workshops that need professional-grade bending capabilities without the high cost of larger equipment.
Ease of Use: Mini hydraulic press brakes are easy to set up and operate, with user-friendly controls that allow operators to quickly adjust the machine for different bending tasks. The foot pedal operation adds convenience and improves safety during the bending process.
Portability: Many mini hydraulic press brakes are designed to be portable, allowing them to be moved between workstations or job sites as needed. This mobility makes them ideal for small-scale operations or workshops that require flexibility in their manufacturing process.
Materials Handled by Mini Hydraulic Press Brakes
Steel and Stainless Steel: Mini hydraulic press brakes are capable of bending various gauges of steel and stainless steel, making them suitable for industries where corrosion resistance and strength are critical.
Aluminum: Aluminum is a commonly used material in aerospace, automotive, and electronics industries. Mini hydraulic press brakes provide the precision required to bend aluminum sheets without causing cracks or distortions.
Copper and Brass: These softer metals are often used in decorative metalwork, electrical components, and plumbing fixtures. Mini hydraulic press brakes can handle these materials with ease, ensuring precise bends without damaging the material.
Mini hydraulic press brakes offer a versatile and space-efficient solution for fabricators who require precise bending capabilities in a compact form. These machines are ideal for small workshops, prototyping, and custom metal fabrication, providing the accuracy and flexibility needed to create high-quality metal components.
Grinding and Buffing
Buffing Wheels
Grinding and buffing are two essential processes in metalworking and manufacturing that improve the surface finish, remove material, and prepare metal parts for further processing or final use. Both processes involve the use of abrasive materials, but they serve different purposes. Grinding is typically a more aggressive material removal process used to shape metal parts, remove rough edges, or correct imperfections. Buffing, on the other hand, is used for polishing and smoothing the surface to achieve a shiny, aesthetically pleasing finish.
These processes are commonly used in industries such as automotive, aerospace, manufacturing, and metal fabrication. They play a crucial role in improving the functionality, appearance, and durability of metal products, from large structural components to intricate decorative items.
Grinding: Material Removal and Surface Preparation
Basics of Grinding: Grinding is a mechanical process in which an abrasive wheel or belt is used to wear down and remove material from a metal surface. The abrasive particles on the grinding wheel or belt cut into the metal, removing small chips to achieve the desired shape, size, or finish. Grinding is often used to remove excess material after casting, cutting, or welding operations.
Abrasive Wheels: Grinding wheels are made from materials such as aluminum oxide, silicon carbide, or diamond, and they come in various shapes and sizes depending on the application. The hardness and grain size of the wheel determine how much material can be removed and how smooth the surface will be after grinding.
Types of Grinding:
Surface Grinding: Surface grinding is used to create a smooth, flat surface on metal parts. A rotating abrasive wheel grinds down the surface, removing material to achieve a uniform finish. Surface grinding is commonly used for flat components like machine bases, blades, and sheet metal parts.
Cylindrical Grinding: In cylindrical grinding, a rotating workpiece is ground by a rotating abrasive wheel. This process is used for round or cylindrical objects, such as shafts, rollers, and pipes, to achieve high precision and smooth surfaces.
Centerless Grinding: Centerless grinding is a method used to grind cylindrical parts without the need for a central axis or spindle. The part is supported between two rotating wheels, and the grinding is done by the abrasive wheel. This method is efficient for mass production of small, precise cylindrical parts, such as fasteners, rods, or pins.
Applications of Grinding:
Automotive Industry: Grinding is widely used in the automotive industry to finish engine components, transmission parts, and brake rotors. Grinding ensures that these parts meet tight tolerances and have the smooth surfaces necessary for proper functioning and longevity.
Tool and Die Manufacturing: Grinding is an essential process in the tool and die industry for sharpening cutting tools, shaping dies, and creating molds. Precision grinding allows for the creation of complex geometries with exact tolerances.
Construction and Fabrication: In construction, grinding is used to smooth welded joints, remove burrs from cut metal edges, and prepare surfaces for painting or coating. This improves both the structural integrity and appearance of metal components.
Buffing: Polishing and Surface Enhancement
Basics of Buffing: Buffing is the process of polishing a metal surface to a high shine or smooth finish. It uses softer abrasive materials, such as cloth or felt wheels combined with polishing compounds. Buffing removes fine scratches, imperfections, or oxidation and is often the final step in metal finishing processes to achieve a reflective or satin finish.
Buffing Compounds: Buffing compounds, such as rouge or tripoli, are applied to the buffing wheel to enhance the polishing effect. These compounds are available in various levels of abrasiveness, allowing for different levels of polishing, from light touch-ups to deep shine.
Types of Buffing:
Cut Buffing: Cut buffing is a more aggressive form of buffing used to remove scratches, weld marks, or surface oxidation from metal. It involves using a coarse buffing compound and a firm buffing wheel to remove material and smooth the surface.
Color Buffing: Color buffing is a finishing process that gives the metal a bright, shiny appearance. This is the final stage of buffing, where a soft wheel and fine polishing compound are used to bring out the luster of the metal. It is often used for decorative or high-visibility components.
Applications of Buffing:
Jewelry Making: Buffing is essential in jewelry manufacturing to achieve the smooth, polished surfaces that are characteristic of high-quality jewelry. It removes fine scratches and enhances the shine of metals like gold, silver, and platinum.
Automotive Detailing: Buffing is widely used in automotive detailing to polish and restore the shine to metal trim, chrome parts, and painted surfaces. It is also used to remove minor scratches and oxidation from vehicle surfaces, making cars look newer and more visually appealing.
Consumer Products: Many consumer products, such as kitchen appliances, metal furniture, and electronic enclosures, are buffed to give them a polished, professional appearance. Buffing ensures that these items have a smooth finish, free from imperfections, which enhances both their look and feel.
Advantages of Grinding and Buffing
Precision and Accuracy: Grinding provides high levels of precision, allowing manufacturers to achieve tight tolerances and specific dimensions. This is crucial in industries like aerospace and automotive, where small deviations can lead to performance issues.
Surface Quality: Both grinding and buffing improve surface quality by removing imperfections and creating smooth, consistent finishes. This enhances the aesthetic appeal of metal parts and prepares them for further processing, such as painting or coating.
Increased Durability: By removing surface defects and imperfections, grinding and buffing help improve the strength and durability of metal parts. Smooth surfaces are less prone to wear, corrosion, and fatigue, ensuring longer-lasting components.
Improved Functionality: Grinding ensures that parts meet exact specifications, allowing them to function correctly in their intended applications. For example, smooth and precise surfaces on engine components ensure better performance, while polished surfaces on consumer products improve user experience.
Differences Between Grinding and Buffing
Material Removal: Grinding is primarily a material removal process used to shape and refine metal parts. It removes a significant amount of material to correct surface irregularities or achieve specific dimensions. Buffing, on the other hand, is a polishing process that removes very little material, focusing on improving surface appearance rather than altering the shape.
Abrasiveness: Grinding uses hard abrasive materials such as silicon carbide or diamond, making it suitable for removing tough materials and shaping parts. Buffing uses softer abrasives combined with polishing compounds, making it ideal for finishing and smoothing metal surfaces.
Finish: Grinding leaves a relatively rough surface compared to buffing. While grinding is used for shaping and preparing the metal, buffing creates a smooth, polished finish, giving the part its final appearance.
Grinding and buffing are complementary processes that play a crucial role in metalworking. Grinding provides the precision and material removal necessary to shape and prepare metal parts, while buffing enhances the surface finish and gives the metal a polished, professional look. Together, these processes ensure that metal components meet the highest standards of quality, durability, and functionality.
How to Smooth Metal
Forming Process with Sheet Metal Spinning Machine
Smoothing metal involves a variety of techniques and processes aimed at achieving a polished, even surface that is free from imperfections like scratches, burrs, and rough spots. Smoothing is a critical step in metalworking, often used in the final stages of production to prepare the metal for finishing processes such as painting, coating, or plating. Whether the goal is aesthetic appeal or functional performance, smoothing metal ensures that the surface is uniform and free of defects.
The techniques used to smooth metal depend on the type of material, the level of finish required, and the size and shape of the part. Common processes include filing, sanding, grinding, buffing, and polishing, each offering different levels of surface refinement.
Key Techniques for Smoothing Metal
Filing: Filing is one of the simplest methods for smoothing metal, using hand tools to manually remove rough spots, burrs, and other imperfections from the surface. Files are made from hardened steel and come in various shapes and sizes, allowing for precise control over material removal. This technique is often used for small-scale or detailed work, such as smoothing the edges of cut metal sheets or finishing intricate metal components.
Hand Files: Hand files are available in different grades of coarseness, from coarse to fine. Coarse files remove larger amounts of material quickly, while fine files are used for detailed finishing work.
Precision Filing: In industries like jewelry making or fine metalwork, precision filing is used to achieve smooth, uniform edges and surfaces on small, delicate parts. Files can be used to remove burrs, shape metal, and refine the surface before final polishing.
Sanding: Sanding is a common technique for smoothing metal, using abrasive materials such as sandpaper or sanding discs to gradually wear down the surface. Sanding is often used to prepare metal parts for painting, coating, or further finishing processes. It can be done manually or with power tools, depending on the size of the part and the level of finish required.
Manual Sanding: For smaller parts or detailed work, sandpaper is used by hand to smooth the metal surface. Starting with a coarse grit and gradually moving to finer grits allows for effective smoothing without damaging the surface.
Power Sanding: Electric sanders, such as belt sanders or orbital sanders, are used for larger parts or when more material needs to be removed quickly. These machines use rotating sanding pads or belts to evenly smooth the metal surface.
Grinding: Grinding is a more aggressive method of smoothing metal, using abrasive wheels or belts to remove material and eliminate surface imperfections. It is commonly used for parts that require significant material removal, such as welded joints or cast metal components. Grinding is also used to create flat, even surfaces on large metal sheets or structural components.
Surface Grinding: Surface grinding is used to achieve a smooth, flat surface on metal parts. A rotating abrasive wheel grinds down the surface, removing material to create a uniform finish. This technique is widely used in the fabrication of flat metal parts or plates.
Edge Grinding: Grinding is also used to smooth the edges of metal parts after cutting or welding. By removing burrs and rough spots, grinding ensures that the edges are smooth and safe to handle.
Buffing and Polishing: Buffing and polishing are finishing processes used to achieve a high-gloss, smooth surface on metal. Buffing involves the use of soft cloth wheels combined with polishing compounds to remove fine scratches and imperfections. Polishing is the final step, using finer abrasives to achieve a mirror-like finish.
Buffing Compounds: Buffing compounds, such as rouge or tripoli, are applied to the buffing wheel to enhance the polishing effect. These compounds come in varying levels of abrasiveness, allowing for different degrees of polishing.
Polishing for Aesthetic Finish: Polishing is commonly used for decorative metalwork, jewelry, and consumer products where a smooth, reflective surface is desired. It is the final step in smoothing, giving the metal a professional, finished appearance.
Deburring: Deburring is the process of removing small, sharp protrusions or burrs from the surface of metal parts. These burrs are often created during cutting, drilling, or machining operations and must be removed to ensure a smooth, safe surface. Deburring can be done manually with files or abrasive pads, or with specialized deburring machines that automate the process.
Mechanical Deburring: Mechanical deburring machines use rotating brushes or abrasive media to remove burrs and smooth the edges of metal parts. This process is highly efficient for mass production of small to medium-sized metal components.
Thermal Deburring: In some cases, thermal deburring is used to remove burrs from complex or internal surfaces. This process involves using a controlled explosion to vaporize the burrs, leaving behind a smooth surface.
Electropolishing: Electropolishing is an electrochemical process that smooths and polishes metal surfaces by removing a thin layer of material. This technique is often used for stainless steel and other corrosion-resistant metals to create a smooth, shiny surface that is free from burrs and micro-defects. Electropolishing is commonly used in industries where hygiene and precision are critical, such as medical device manufacturing and food processing.
Applications in Stainless Steel Finishing: Electropolishing is frequently used for stainless steel kitchen appliances, surgical instruments, and pharmaceutical equipment to achieve a smooth, non-porous surface that is easy to clean and resistant to corrosion.
Applications of Metal Smoothing
Automotive Industry: Smoothing metal is essential in the automotive industry, where metal parts must meet precise tolerances and have smooth surfaces to function correctly. Smoothing is used on components such as engine blocks, transmission parts, and body panels to ensure they fit together seamlessly and perform reliably.
Aerospace Industry: In aerospace manufacturing, smooth surfaces are critical for reducing drag and ensuring the structural integrity of aircraft components. Smoothing processes are used on parts such as turbine blades, fuselage panels, and landing gear to ensure that they meet the high standards of performance and safety required in aviation.
Jewelry and Decorative Metalwork: Smoothing metal is a crucial step in the production of jewelry and decorative metal items. Fine filing, sanding, and polishing techniques are used to create smooth, shiny surfaces that enhance the aesthetic appeal of the finished product.
Manufacturing and Fabrication: Smoothing metal is a standard process in manufacturing and fabrication, used to prepare metal parts for assembly, painting, or coating. Smoothing ensures that parts fit together correctly, look professional, and meet quality standards.
Benefits of Smoothing Metal
Improved Aesthetics: Smoothing processes enhance the appearance of metal parts by removing imperfections, scratches, and burrs. A smooth, polished surface looks more professional and appealing, especially for consumer products, decorative items, or automotive body parts.
Increased Durability: Smoothing metal removes sharp edges, rough spots, and surface defects that can weaken the material and lead to wear or corrosion. Smooth surfaces are less prone to damage, increasing the durability and longevity of metal parts.
Enhanced Functionality: Smoothing metal ensures that parts fit together properly during assembly, improving the functionality and performance of the final product. Smooth surfaces also reduce friction and wear in moving parts, leading to better efficiency and longer operational life.
Safety: Removing burrs and sharp edges from metal parts ensures that they are safe to handle and use, reducing the risk of injury during assembly or operation. This is particularly important for consumer products, medical devices, and industrial equipment.
Smoothing metal is an essential part of the metalworking process, ensuring that metal parts are functional, durable, and visually appealing. Whether for industrial applications, consumer products, or decorative items, smoothing techniques like filing, sanding, grinding, and polishing play a crucial role in achieving high-quality metal finishes.
Wheel Manufacturing Equipment
Wheel Manufacturing Machines
Wheel manufacturing equipment encompasses the machinery and tools used to produce wheels for various applications, including automotive, aerospace, industrial, and commercial uses. The manufacturing process for wheels involves several key stages, from material preparation and forming to finishing and quality control. Modern wheel production relies heavily on automated equipment to ensure precision, consistency, and efficiency in the manufacturing process.
Wheels are typically made from materials such as steel, aluminum, magnesium alloys, and composites, each requiring specialized equipment to produce durable, lightweight, and high-performance wheels. The type of equipment used depends on the material, the size of the wheels, and the intended application, but the goal is always to produce wheels that meet stringent safety, performance, and durability standards.
Key Types of Wheel Manufacturing Equipment
Casting Machines for Alloy Wheels: For alloy wheels, especially aluminum or magnesium wheels, casting is a common method of production. Casting machines are used to form the basic shape of the wheel by pouring molten metal into a mold. There are different casting methods, including gravity casting, low-pressure casting, and high-pressure casting, each offering specific advantages depending on the design and performance requirements.
Gravity Casting: In gravity casting, molten metal is poured into a mold and allowed to cool and solidify. This process is relatively simple and cost-effective, making it suitable for producing standard alloy wheels. However, gravity-cast wheels tend to be heavier and less strong than wheels produced using more advanced methods.
Low-Pressure Casting: Low-pressure casting involves forcing molten metal into the mold under low pressure. This method results in a more uniform and denser material, improving the strength and durability of the wheel. Low-pressure casting is commonly used for producing high-quality alloy wheels that offer better performance and weight reduction.
High-Pressure Casting (Die Casting): High-pressure casting uses significant pressure to inject molten metal into the mold, creating a denser, stronger wheel. This method is often used for manufacturing wheels that require high strength-to-weight ratios, such as those used in performance vehicles or aerospace applications.
Forging Machines for High-Performance Wheels: Forging is a manufacturing process that uses heat and pressure to form metal into the desired shape. Forged wheels are made by heating a billet of metal, typically aluminum or magnesium, and pressing it into a wheel mold using high-pressure forging machines. The forging process aligns the metal’s grain structure, resulting in a wheel that is significantly stronger, lighter, and more durable than cast wheels.
Hydraulic Press Forging Machines: Hydraulic presses are used to apply immense pressure to the heated metal billet, forcing it into the shape of the wheel. This process produces forged wheels that are lightweight yet extremely strong, making them ideal for high-performance vehicles and racing applications.
Rotary Forging Machines: Rotary forging is a specialized forging technique where the metal is rotated as it is forged into shape. This process allows for more precise control over the wheel’s thickness and weight distribution, resulting in wheels with optimized strength and performance characteristics.
CNC Machining for Wheel Finishing: After casting or forging, wheels often undergo CNC (Computer Numerical Control) machining to refine their shape and add design elements. CNC machines use computer-controlled cutting tools to precisely mill, drill, or engrave details into the wheel. This process is essential for creating intricate designs, reducing weight, and ensuring that the wheel meets exact specifications.
CNC Lathe Machines: CNC lathe machines are used to turn the wheel and remove excess material, ensuring that the wheel has a smooth, uniform surface. This step is crucial for achieving a high-quality finish and ensuring that the wheel is perfectly balanced.
CNC Milling Machines: CNC milling machines are used to add features such as spokes, holes for lug nuts, and other design elements. The precision of CNC milling allows manufacturers to create complex wheel designs while maintaining structural integrity and weight reduction.
Heat Treatment and Strengthening: Heat treatment is a critical step in the wheel manufacturing process, especially for aluminum and steel wheels. Heat treatment improves the material’s strength, hardness, and resistance to fatigue, making the wheel more durable and capable of withstanding the stresses of driving. The process involves heating the wheel to a specific temperature and then rapidly cooling it to alter the metal’s microstructure.
T6 Heat Treatment for Aluminum Wheels: Aluminum wheels often undergo a T6 heat treatment, which involves heating the wheel to a high temperature and then quenching it in water or air. This process increases the wheel’s tensile strength and makes it more resistant to cracking or deformation under load.
Painting and Coating Equipment: Once the wheel has been machined and heat-treated, it is coated with protective finishes to enhance its appearance and protect it from corrosion, UV damage, and wear. Wheel painting and coating equipment is used to apply finishes such as powder coating, clear coats, or anodized finishes. These coatings not only improve the aesthetics of the wheel but also provide a protective barrier against the elements.
Powder Coating Machines: Powder coating involves applying a dry powder to the wheel’s surface and then baking it in an oven to cure the coating. This process results in a durable, uniform finish that is resistant to chipping, scratching, and corrosion.
Anodizing Equipment: Anodizing is used to create a corrosion-resistant oxide layer on aluminum wheels. The anodizing process involves immersing the wheel in an acid bath and applying an electrical current to create a protective layer that enhances the wheel’s durability and aesthetic appeal.
Balancing and Testing Equipment: After the wheels are manufactured, they must be tested and balanced to ensure they meet safety and performance standards. Wheel balancing equipment is used to detect any imbalances in the wheel that could cause vibration or uneven wear during use. Additionally, testing machines are used to simulate real-world driving conditions and measure the wheel’s strength, durability, and resistance to impact.
Wheel Balancing Machines: These machines spin the wheel at high speeds to detect any imbalances in weight distribution. Weights are then added to the wheel to ensure it rotates evenly, preventing vibrations that could affect vehicle performance.
Impact Testing Machines: Impact testing machines simulate collisions or heavy impacts to ensure that the wheels can withstand extreme conditions without cracking or deforming. This testing is especially important for performance wheels used in racing or off-road applications.
Applications of Wheel Manufacturing Equipment
Automotive Industry: The automotive industry is one of the largest users of wheel manufacturing equipment, with millions of wheels produced annually for cars, trucks, and motorcycles. The equipment is used to produce a wide range of wheels, from budget-friendly steel wheels to high-performance forged alloy wheels for sports cars.
Alloy Wheels for Performance Vehicles: High-performance vehicles, such as sports cars and luxury sedans, often use alloy wheels that are lighter and stronger than standard steel wheels. Wheel manufacturing equipment is used to produce these lightweight wheels, improving the vehicle’s handling, acceleration, and fuel efficiency.
Aerospace Industry: In the aerospace industry, lightweight and high-strength wheels are critical for aircraft performance. Wheel manufacturing equipment is used to produce wheels for landing gear, which must withstand the enormous forces generated during takeoff and landing. Forging and CNC machining are commonly used to create the high-performance wheels required in this industry.
Landing Gear Wheels: Aircraft wheels are subjected to extreme stress during takeoff and landing, and they must be able to withstand high temperatures and heavy loads. Wheel manufacturing equipment used in the aerospace industry is designed to produce wheels with exceptional strength and durability.
Industrial and Heavy Machinery: Wheel manufacturing equipment is also used to produce wheels for industrial applications, such as heavy machinery, forklifts, and construction vehicles. These wheels must be highly durable to withstand the harsh conditions of industrial environments.
Heavy-Duty Steel Wheels: Industrial machinery often uses steel wheels due to their strength and resistance to wear. Wheel manufacturing equipment is used to form, machine, and heat-treat these wheels to ensure they can handle the heavy loads and rough conditions encountered in industrial settings.
Motorcycles and Bicycles: Wheels for motorcycles and bicycles are typically made from lightweight materials such as aluminum or carbon fiber. Wheel manufacturing equipment is used to produce wheels that offer a balance of strength, durability, and performance, while minimizing weight.
Carbon Fiber Bicycle Wheels: In the bicycle industry, carbon fiber wheels are prized for their light weight and aerodynamic properties. Specialized manufacturing equipment is used to produce these high-performance wheels, which are commonly used in racing and competitive cycling.
Advantages of Modern Wheel Manufacturing Equipment
Precision and Consistency: Modern wheel manufacturing equipment, especially CNC machining and forging machines, provides high levels of precision and consistency, ensuring that each wheel meets exact specifications. This is critical for performance, safety, and aesthetic appeal.
Material Efficiency: Advanced casting, forging, and machining techniques allow manufacturers to optimize material usage, reducing waste while maintaining the strength and durability of the wheels. This improves cost efficiency and sustainability in wheel production.
Customization and Flexibility: Wheel manufacturing equipment allows for the production of a wide variety of wheel designs, from standard steel wheels to custom alloy wheels with intricate patterns. This flexibility enables manufacturers to meet the diverse needs of the automotive, aerospace, and industrial markets.
Improved Performance and Durability: The combination of forging, CNC machining, and heat treatment ensures that modern wheels are lighter, stronger, and more durable than ever before. This results in improved vehicle performance, fuel efficiency, and safety.
Cost-Effectiveness: Automated wheel manufacturing equipment allows for high-volume production while maintaining consistent quality, reducing labor costs and production time. This makes it possible to produce high-quality wheels at competitive prices.
Wheel manufacturing equipment plays a crucial role in producing the high-performance, durable wheels used in various industries. Whether for cars, aircraft, or heavy machinery, the precision and efficiency of modern equipment ensure that wheels meet the highest standards of safety, performance, and aesthetics.
Wheel Manufacturing Machines
Wheel Manufacturing Machines
Wheel manufacturing machines refer to the specialized equipment used throughout the entire production process of wheels, from forming the raw materials to finishing and testing the final product. These machines are crucial in creating wheels that meet precise specifications for size, weight, strength, and performance. The manufacturing process varies depending on the type of wheel—whether for automotive, aerospace, or industrial use—and the material, such as steel, aluminum, or composite.
Wheel manufacturing involves multiple stages, including casting or forging, CNC machining, heat treatment, surface finishing, and quality control testing. Each stage requires specific machines designed to handle the intricacies of shaping, strengthening, and finishing the wheels to meet industry standards.
Key Types of Wheel Manufacturing Machines
Casting Machines: Casting is one of the primary methods used to produce alloy wheels, especially those made from aluminum or magnesium. Casting machines pour molten metal into molds to form the wheel’s basic shape. Depending on the specific casting method, the machines may use gravity, low pressure, or high pressure to fill the mold and create the wheel.
Low-Pressure Casting Machines: These machines use a low-pressure system to inject molten metal into the wheel mold. Low-pressure casting creates denser, more uniform wheels with fewer air pockets or defects, resulting in higher-quality wheels.
High-Pressure Die Casting Machines: In high-pressure casting, the molten metal is forced into the mold under significant pressure, creating a very strong and precise wheel. This method is ideal for high-performance alloy wheels that require strength and lightweight properties.
Forging Machines: Forging machines are used to create wheels from solid billets of metal. The forging process involves heating the metal and then pressing it into shape using high-pressure hydraulic presses. Forged wheels are known for their superior strength and lightweight properties, making them ideal for high-performance vehicles and racing applications.
Hydraulic Forging Presses: Hydraulic presses apply thousands of tons of pressure to the heated metal, shaping it into the wheel. The high-pressure forging process aligns the metal’s grain structure, making the wheel stronger and more durable than cast alternatives.
CNC Machines: CNC (Computer Numerical Control) machines are essential in wheel manufacturing, particularly for refining the shape, drilling holes for lug nuts, and adding design elements. CNC machines use computer-controlled cutting tools to precisely machine the wheel, ensuring accuracy and consistency across large production runs.
CNC Lathes: CNC lathe machines are used to turn the wheel and remove excess material from the outer edges, ensuring that the wheel is perfectly round and smooth. This process is critical for achieving a balanced wheel that performs well at high speeds.
CNC Milling Machines: These machines are used to add intricate details, such as spoke designs, logos, and other aesthetic features. CNC milling also ensures that the wheel’s weight is optimized, improving its overall performance and handling characteristics.
Heat Treatment Furnaces: Heat treatment is a crucial step in the manufacturing process for alloy wheels. Heat treatment machines, such as furnaces or ovens, are used to heat the wheel to a specific temperature and then cool it rapidly. This process improves the wheel’s strength, hardness, and resistance to fatigue, making it more durable and capable of withstanding the stresses of driving.
T6 Heat Treatment Furnaces: Aluminum wheels often undergo T6 heat treatment, which involves heating the wheel to a high temperature and then rapidly cooling it. This process increases the wheel’s tensile strength and improves its resistance to cracking and deformation.
Finishing Machines: Finishing machines are used to apply protective coatings and finishes to the wheel, enhancing its appearance and protecting it from corrosion, wear, and environmental damage. These machines can apply various types of finishes, including powder coatings, clear coats, and anodized finishes.
Powder Coating Machines: Powder coating machines apply a dry powder finish to the wheel, which is then baked in an oven to create a durable, protective coating. Powder coating is highly resistant to chipping, scratching, and corrosion, making it a popular choice for both aesthetic and functional finishes.
Anodizing Equipment: Anodizing is a process used to enhance the corrosion resistance and durability of aluminum wheels. Anodizing machines apply an oxide layer to the surface of the wheel, improving its resistance to environmental factors like moisture and UV exposure.
Balancing and Testing Machines: After the wheel has been cast, forged, machined, and finished, it must undergo rigorous testing to ensure it meets safety and performance standards. Wheel balancing and testing machines are used to evaluate the wheel’s structural integrity, balance, and durability.
Wheel Balancing Machines: These machines spin the wheel to detect any weight imbalances that could cause vibration or uneven wear during use. Balancing ensures that the wheel rotates smoothly and evenly, which is essential for vehicle performance and safety.
Impact Testing Machines: Impact testing machines simulate real-world driving conditions, such as potholes or collisions, to ensure that the wheel can withstand extreme forces without cracking or deforming. This testing is critical for high-performance wheels used in racing, off-road driving, or other demanding applications.
Applications of Wheel Manufacturing Machines
Automotive Wheel Production: The automotive industry relies heavily on wheel manufacturing machines to produce wheels for cars, trucks, and motorcycles. Machines like casting machines, forging presses, and CNC lathes are used to create wheels that meet the specific performance and aesthetic requirements of different vehicles.
Alloy Wheels for Sports Cars: High-performance sports cars often require lightweight, strong wheels that can withstand the stresses of high-speed driving. Forged wheels, produced using advanced wheel manufacturing machines, offer the strength-to-weight ratio needed for these vehicles.
Aerospace Wheels: Wheel manufacturing machines are also used in the aerospace industry to produce wheels for aircraft landing gear. These wheels must be strong enough to handle the extreme forces encountered during takeoff and landing, while also being lightweight to improve fuel efficiency.
Forged Aluminum Aircraft Wheels: Forged aluminum wheels are commonly used in aircraft landing gear due to their combination of strength, durability, and light weight. Wheel manufacturing machines are used to produce these wheels with the precision required for aerospace applications.
Industrial and Heavy Machinery Wheels: Wheels for industrial and heavy machinery, such as forklifts, cranes, and construction equipment, are produced using wheel manufacturing machines. These wheels must be highly durable to withstand the tough conditions of industrial environments, including heavy loads, rough terrain, and constant use.
Steel Wheels for Heavy Machinery: Steel wheels, known for their strength and durability, are produced using specialized forging and machining equipment to ensure they can handle the intense stresses of industrial applications.
Advantages of Wheel Manufacturing Machines
High Precision and Consistency: Wheel manufacturing machines, especially CNC machining and forging equipment, provide high levels of precision and consistency. This ensures that every wheel produced meets exact specifications, which is critical for performance, safety, and longevity.
Efficiency and Speed: Modern wheel manufacturing machines are highly automated, allowing for the efficient production of large quantities of wheels. This reduces production time and costs, while maintaining consistent quality across all wheels.
Customization Capabilities: CNC machines and other advanced equipment allow manufacturers to customize wheel designs, creating intricate spoke patterns, logos, or unique finishes. This flexibility enables the production of both standard and custom wheels for different markets and applications.
Enhanced Durability and Performance: Forging, heat treatment, and finishing processes enhance the durability and performance of wheels, ensuring they can withstand the stresses of driving, environmental conditions, and impact. This results in longer-lasting, higher-performing wheels.
Cost-Effectiveness: Automated wheel manufacturing machines reduce the need for manual labor and improve material efficiency, resulting in lower production costs. This allows manufacturers to produce high-quality wheels at competitive prices.
Wheel manufacturing machines are integral to the production of high-quality, durable wheels for various industries. Whether for automotive, aerospace, or industrial applications, these machines ensure that wheels meet the highest standards of performance, safety, and durability.
Sheet Metal Hydroforming Machine
Hydroforming Process
A sheet metal hydroforming machine is a specialized piece of equipment used in the process of hydroforming, a metal forming technique that uses high-pressure hydraulic fluid to shape sheet metal into complex and intricate geometries. Hydroforming is widely used in industries like automotive, aerospace, and consumer products because it allows for the creation of lightweight, strong, and structurally sound components with minimal material waste. Sheet metal hydroforming is particularly effective for producing parts with deep, complex shapes, which would be difficult or impossible to achieve using traditional stamping or mechanical forming techniques.
Hydroforming machines apply pressure to a metal blank, which is placed over a die and forced into the desired shape by hydraulic fluid. This process allows manufacturers to create seamless, lightweight parts that are both strong and aesthetically pleasing. Sheet metal hydroforming machines are known for their ability to produce parts with high precision, consistent wall thickness, and excellent surface finish.
Key Components of a Sheet Metal Hydroforming Machine
Hydraulic Press: The hydraulic press is the core of the hydroforming machine, responsible for applying the necessary pressure to form the sheet metal into the desired shape. The press uses hydraulic fluid to generate immense force, which is evenly distributed across the surface of the metal blank. This ensures that the metal flows uniformly into the die, creating a part with consistent thickness and dimensions.
High Pressure for Precision Forming: Hydroforming machines typically operate at pressures ranging from 10,000 to 60,000 psi (pounds per square inch), depending on the material and the complexity of the part being formed. The high pressure allows the metal to conform precisely to the shape of the die, resulting in a finished part with tight tolerances and high structural integrity.
Forming Die: The forming die is a critical component in the hydroforming process. It provides the negative shape that the metal blank will be formed into. The die is usually made from high-strength steel or other durable materials that can withstand the high pressures involved in hydroforming. The die design is highly specialized, as it must account for factors such as material flow, thickness distribution, and the desired final shape of the part.
Die Design for Complex Shapes: One of the major advantages of hydroforming is its ability to create complex, multi-dimensional shapes in a single forming operation. The die is designed to form intricate curves, deep recesses, and sharp details, which would be difficult to achieve using traditional metal forming techniques.
Bladder System: In some hydroforming machines, a rubber or elastomer bladder is used to distribute the hydraulic pressure evenly across the surface of the metal blank. The bladder conforms to the shape of the die and the metal, ensuring that the pressure is applied uniformly. This helps prevent wrinkling, tearing, or uneven material distribution during the forming process.
Uniform Pressure Distribution: The bladder system plays a crucial role in maintaining consistent pressure across the entire surface of the metal blank, ensuring that the part is formed uniformly and without defects. This is particularly important when forming thin or lightweight materials that are prone to wrinkling or distortion.
Control System: Modern hydroforming machines are equipped with advanced control systems that allow operators to precisely control the pressure, timing, and other parameters of the forming process. These systems ensure that the hydroforming process is highly repeatable, allowing for consistent production of parts with minimal variation.
CNC and Automated Control: Many hydroforming machines are equipped with CNC (Computer Numerical Control) systems, which automate the forming process and allow for precise control over the pressure, timing, and position of the hydraulic press. This ensures that each part is formed exactly according to specifications, improving efficiency and reducing waste.
Applications of Sheet Metal Hydroforming Machines
Automotive Industry: The automotive industry is one of the largest users of sheet metal hydroforming technology. Hydroforming is used to produce a wide range of automotive components, including exhaust systems, chassis components, and body panels. The process allows manufacturers to create lightweight parts with high structural integrity, which improves vehicle performance, fuel efficiency, and safety.
Hydroformed Body Panels: Hydroforming is used to create large, complex body panels for cars, such as fenders, hoods, and doors. These panels are often formed in a single operation, reducing the number of welds and seams, which improves the overall strength and appearance of the vehicle.
Exhaust Systems: In automotive exhaust systems, hydroforming is used to produce complex tubing with smooth bends and uniform wall thickness. This improves the flow of exhaust gases and reduces back pressure, leading to better engine performance and lower emissions.
Aerospace Industry: Hydroforming is widely used in the aerospace industry to produce lightweight, high-strength components for aircraft and spacecraft. The ability to create complex shapes with consistent wall thickness and minimal material waste is crucial in aerospace manufacturing, where weight reduction and structural integrity are critical.
Hydroformed Structural Components: Aerospace manufacturers use hydroforming to produce structural components such as bulkheads, fuselage panels, and wing spars. These parts must be lightweight yet capable of withstanding extreme forces and environmental conditions, making hydroforming an ideal manufacturing process.
Consumer Products: Hydroforming is also used to produce high-end consumer products, such as kitchen appliances, lighting fixtures, and furniture. The process allows manufacturers to create aesthetically pleasing, seamless metal parts with intricate shapes and smooth surfaces, enhancing the appearance and durability of the final product.
Seamless Metal Furniture: In the production of modern metal furniture, hydroforming is used to create sleek, curved designs with seamless joints. This not only improves the aesthetics of the furniture but also enhances its structural strength and durability.
Medical Devices: In the medical industry, hydroforming is used to produce components for medical devices and surgical instruments. The process allows for the creation of lightweight, precise parts that meet the strict quality and safety standards required in medical applications.
Hydroformed Surgical Instruments: Hydroforming is used to create stainless steel and titanium surgical instruments with smooth surfaces and intricate shapes. The seamless construction of hydroformed instruments reduces the risk of contamination and makes them easier to clean and sterilize.
Advantages of Sheet Metal Hydroforming Machines
Complex Shapes with High Precision: One of the biggest advantages of hydroforming is its ability to create complex, three-dimensional shapes in a single forming operation. This reduces the need for additional manufacturing steps, such as welding or assembly, and allows for the production of parts with tight tolerances and high structural integrity.
Lightweight and Strong Parts: Hydroforming allows manufacturers to create parts with consistent wall thickness, even in areas with complex curves or deep recesses. This results in parts that are both lightweight and strong, making them ideal for applications where weight reduction and durability are critical, such as in the automotive and aerospace industries.
Reduced Material Waste: Unlike traditional stamping or mechanical forming processes, hydroforming uses high-pressure hydraulic fluid to shape the metal, which minimizes material waste. The metal is stretched uniformly into the desired shape, reducing the amount of scrap generated during the manufacturing process.
Improved Surface Finish: Hydroformed parts often have a smooth surface finish with minimal defects, such as wrinkles or tool marks. This reduces the need for additional finishing processes, such as polishing or sanding, and improves the overall appearance of the final product.
Cost-Effective for Low- to Medium-Volume Production: Hydroforming is particularly cost-effective for low- to medium-volume production runs, as it requires fewer dies and tooling changes compared to traditional metal forming processes. This makes it an attractive option for manufacturers who need to produce small batches of custom or highly specialized parts.
Challenges of Hydroforming
High Initial Setup Costs: The equipment and tooling required for hydroforming can be expensive, making it less cost-effective for very low-volume production runs. However, for medium- to high-volume production, the long-term savings in material costs and reduced manufacturing steps often outweigh the initial setup costs.
Material Limitations: While hydroforming is effective for a wide range of metals, such as aluminum, steel, and titanium, it may not be suitable for certain materials that are too brittle or have limited formability. Careful consideration of the material’s properties is required to ensure successful hydroforming.
Sheet metal hydroforming machines play a crucial role in modern manufacturing, offering the ability to produce complex, lightweight, and high-strength parts with minimal material waste. Whether used in the automotive, aerospace, or consumer goods industries, hydroforming provides manufacturers with a versatile and efficient method for creating high-quality metal components.
Flowforming Sheet Metal
Advantages and Limitations of CNC Metal Spinning
Flowforming sheet metal is a highly specialized manufacturing process used to produce cylindrical or conical parts with precise dimensions, thin walls, and complex geometries. Flowforming is a cold-forming process in which a pre-formed metal blank, typically in the shape of a tube or cup, is stretched and compressed against a rotating mandrel using a series of rollers. The process results in a part that is both lightweight and strong, with excellent dimensional accuracy and surface finish.
Flowforming is widely used in industries such as aerospace, automotive, military, and industrial manufacturing, where high-performance parts with thin walls and complex shapes are required. The process allows for significant material savings and improved mechanical properties compared to traditional manufacturing techniques, making it an ideal choice for producing high-precision components.
The Flowforming Process
Material Selection: The first step in flowforming is selecting the appropriate material for the part. Flowforming is typically used with metals that have good ductility and formability, such as aluminum, titanium, steel, and nickel-based alloys. The material must be able to withstand the forces applied during the forming process without cracking or losing its structural integrity.
Common Materials for Flowforming: Aluminum and titanium are commonly used in aerospace and automotive applications due to their high strength-to-weight ratios. Steel and nickel-based alloys are used for parts that require excellent wear resistance, such as military or industrial components.
Preforming the Blank: Before the flowforming process begins, the metal blank is pre-formed into a basic cylindrical or conical shape, known as a preform. The preform is typically created using processes such as deep drawing, spinning, or forging. This preform will then be stretched and shaped into the final part during the flowforming process.
Preform Shape and Size: The size and shape of the preform are critical to the success of the flowforming process. The preform must be designed to accommodate the stretching and thinning that will occur during forming, ensuring that the final part has the correct dimensions and wall thickness.
Mounting the Preform on the Mandrel: Once the preform is created, it is mounted onto a rotating mandrel, which acts as the forming tool. The mandrel is designed to match the inner shape of the final part, providing support and guiding the material as it is stretched and compressed by the flowforming rollers.
Mandrel Design for Precision: The mandrel is a critical component of the flowforming process, as it determines the final shape and dimensions of the part. The mandrel must be precisely machined to match the required tolerances, ensuring that the finished part meets the specified dimensions.
Roller Forming: During the flowforming process, a series of rollers apply pressure to the preform, gradually stretching and thinning the material as it rotates on the mandrel. The rollers move along the length of the preform, compressing the metal against the mandrel and reducing the wall thickness while increasing the length of the part.
Controlled Material Flow: Flowforming requires precise control over the material flow, ensuring that the metal is stretched uniformly along the length of the part. This control allows manufacturers to achieve extremely thin walls with high precision, even in parts with complex geometries.
Final Part Removal and Heat Treatment: After the flowforming process is complete, the finished part is removed from the mandrel. Depending on the material and the application, the part may undergo additional heat treatment to improve its mechanical properties, such as hardness, strength, and fatigue resistance.
Heat Treatment for Strength: Many flowformed parts, especially those made from steel or titanium, undergo heat treatment to increase their strength and durability. This ensures that the part can withstand the stresses and conditions it will encounter in its final application.
Applications of Flowforming Sheet Metal
Aerospace Industry: Flowforming is widely used in the aerospace industry to produce lightweight, high-strength components for aircraft and spacecraft. The process is particularly well-suited for creating thin-walled, cylindrical parts such as rocket motor casings, fuselage sections, and exhaust cones.
Rocket Motor Casings: Flowforming is used to produce rocket motor casings due to its ability to create thin, lightweight parts with excellent dimensional accuracy. The process ensures that the casings can withstand the extreme pressures and temperatures encountered during flight.
Automotive Industry: In the automotive industry, flowforming is used to create lightweight, high-performance components such as wheel rims, drive shafts, and suspension components. The process allows manufacturers to reduce the weight of these parts without compromising their strength or durability.
Lightweight Wheel Rims: Flowforming is used to create lightweight alloy wheels for high-performance vehicles. The process ensures that the wheels have the strength needed to handle the stresses of driving, while minimizing weight to improve fuel efficiency and handling.
Military Applications: Flowforming is used to produce a wide range of military components, including artillery shells, missile casings, and armor-piercing projectiles. The process allows for the creation of thin-walled, high-strength parts that can withstand the extreme forces encountered in military applications.
Artillery Shell Casings: Flowforming is used to produce artillery shell casings with thin walls and high strength. The process ensures that the shells can withstand the high pressures generated during firing while remaining lightweight for improved accuracy and range.
Industrial and Energy Sectors: Flowforming is also used in the production of components for industrial machinery, energy production, and oil and gas exploration. The process allows for the creation of durable, high-strength parts that can withstand harsh operating conditions.
Turbine Housings: In the energy sector, flowforming is used to produce turbine housings and other components for power generation. These parts must be able to withstand high temperatures and pressures, making flowforming an ideal manufacturing process.
Advantages of Flowforming Sheet Metal
High Strength-to-Weight Ratio: Flowforming allows manufacturers to produce parts with extremely thin walls while maintaining high strength and structural integrity. This results in lightweight components that are ideal for applications where weight reduction is critical, such as in aerospace and automotive manufacturing.
Material Efficiency: Flowforming uses a cold-forming process that minimizes material waste. The material is stretched and thinned, allowing manufacturers to produce parts with consistent wall thickness and minimal scrap. This improves cost efficiency and reduces the environmental impact of production.
Dimensional Accuracy: Flowforming provides excellent control over the final dimensions of the part, ensuring that each component meets precise tolerances. This is particularly important in industries such as aerospace and military manufacturing, where even small deviations in part dimensions can lead to performance issues.
Improved Mechanical Properties: The cold-forming process used in flowforming improves the mechanical properties of the metal, such as its hardness, tensile strength, and fatigue resistance. This makes flowformed parts more durable and capable of withstanding extreme conditions, such as high temperatures and pressures.
Versatility: Flowforming can be used with a wide range of metals, including aluminum, steel, titanium, and nickel-based alloys. This makes the process highly versatile, allowing manufacturers to produce components for a variety of industries and applications.
Challenges of Flowforming
Complex Tooling Requirements: Flowforming requires highly specialized tooling, including precision mandrels and rollers. The cost of designing and manufacturing these tools can be high, especially for custom parts with complex geometries.
Material Limitations: While flowforming is suitable for many ductile metals, it may not be effective for materials that are brittle or have limited formability. Manufacturers must carefully select materials that can withstand the stretching and compressing forces applied during the flowforming process.
Flowforming sheet metal is a highly efficient and versatile process used to produce lightweight, high-precision components with complex geometries. Whether in aerospace, automotive, or military applications, flowforming provides manufacturers with a cost-effective solution for creating parts that meet the highest standards of performance and durability.
Can End Curler Tooling
Can End Curling Machines
Can end curler tooling refers to the specialized tools and equipment used to create the curled edges of metal can ends, such as those found on beverage cans, food cans, and other types of containers. The curling process is crucial in the can manufacturing industry because it ensures a secure and smooth connection between the can body and the can lid. The curl provides both structural integrity and a safe, rounded edge, preventing sharp metal edges that could cause injury.
Can end curler tooling is typically part of a larger can-making process, where the can lid is formed, curled, and prepared for seaming (joining the can lid to the body). This equipment is designed to handle high-speed production, enabling manufacturers to produce millions of can ends efficiently while maintaining consistent quality and safety standards.
Key Components of Can End Curler Tooling
Curling Rollers: Curling rollers are a crucial component of can end curler tooling. These rollers are designed to apply pressure and form the edges of the can end into a smooth, rounded curl. As the can end passes through the machine, the rollers gradually bend the metal, forming a uniform curl around the entire circumference of the lid.
Precision in Curl Formation: Curling rollers must apply consistent pressure to ensure that the curl is formed evenly around the can end. Any variations in pressure can result in a weak or uneven curl, which may lead to sealing issues during the canning process.
Die and Punch System: The die and punch system is responsible for holding the can end in place and guiding it through the curling process. The die provides a form or template that the can end is shaped around, while the punch presses the can end into the die. This ensures that the curl is formed to precise specifications, with the correct dimensions and profile.
Die Design for Different Can Sizes: Can end curler tooling must be adaptable to accommodate different can sizes, from small beverage cans to larger food cans. The die and punch system is typically designed to be adjustable or interchangeable, allowing manufacturers to switch between different can sizes quickly and efficiently.
Lubrication System: To ensure smooth operation and prevent damage to the can end or the tooling, a lubrication system is often integrated into can end curler machines. This system applies a thin layer of lubricant to the can end as it passes through the rollers and die, reducing friction and wear on both the can and the tooling.
Lubricant for Consistent Curling: The type and amount of lubricant used in the curling process are carefully controlled to ensure that the can end is formed smoothly without defects. Too much or too little lubrication can lead to problems such as tearing, wrinkling, or uneven curling.
Control System: Modern can end curler tooling is often equipped with an advanced control system that monitors the speed, pressure, and alignment of the tooling. This ensures that each can end is curled to the correct specifications, even at high production speeds.
Automated Adjustment for High-Speed Production: Automated control systems allow for real-time adjustments during the production process, ensuring that the curling operation remains consistent and efficient. This is particularly important in large-scale canning operations, where thousands of can ends may be produced per minute.
The Curling Process in Can Manufacturing
Initial Cutting and Stamping: The can end starts as a flat metal blank, typically made from aluminum or tinplate. The first step in the process is cutting the metal into circular blanks and stamping them into the basic shape of the can end. This includes forming features like the panel (the flat center area of the lid) and the chuck wall (the area that will eventually be curled).
Curling the Edges: After the can end has been stamped, it is passed through the curler tooling, where the edges are gradually formed into a smooth, rounded curl. The curl provides a strong, secure edge that will later be used to join the lid to the can body during the seaming process.
Multi-Stage Curling Process: In some cases, the curling process may be completed in multiple stages. The can end may pass through several sets of rollers, with each set applying a different amount of pressure to gradually form the curl. This ensures that the metal is not overstressed or damaged during the curling process.
Inspection and Quality Control: Once the curling process is complete, the can ends are inspected to ensure that they meet the required specifications. This includes checking the dimensions of the curl, the smoothness of the edge, and the overall integrity of the can end. Any defects, such as uneven curls or sharp edges, are flagged for rejection.
Automated Inspection Systems: Many can manufacturing operations use automated inspection systems to check the quality of each can end as it comes off the production line. These systems use cameras and sensors to measure the curl and detect any defects, ensuring that only high-quality can ends proceed to the next stage of production.
Applications of Can End Curler Tooling
Beverage Industry: The beverage industry is the largest user of can end curler tooling, with billions of cans produced each year for products like soda, beer, energy drinks, and sparkling water. The curling process is critical for ensuring that beverage cans are sealed securely and can withstand the pressures of carbonation.
Curling for Beverage Cans: In beverage cans, the curled edge provides a secure connection between the can lid and body, which is critical for maintaining the internal pressure of carbonated drinks. The curl also creates a smooth edge for consumer safety when the can is opened.
Food Packaging: Can end curler tooling is also widely used in the food packaging industry, where it is used to produce can ends for products like soups, vegetables, fruits, and pet food. The curling process ensures that the can ends are strong enough to withstand the sealing process and maintain a tight, hermetic seal.
Sealing Food Cans: The curled edge of the can end is crucial for the seaming process, where the lid is joined to the body of the can. A strong, uniform curl ensures that the can remains sealed and protects the contents from contamination or spoilage.
Aerosol Cans: Can end curler tooling is also used in the production of aerosol cans, such as those used for deodorant, hairspray, and cleaning products. These cans require a strong, secure seal to contain pressurized gases, making the curling process an essential step in manufacturing.
Aerosol Can Ends: The curled edges of aerosol can ends are designed to withstand the internal pressure of the can while providing a smooth, safe edge for handling.
Specialty Cans: Can end curler tooling is also used to produce specialty cans for products like paints, solvents, and chemicals. These cans often require thicker metal and more robust curling processes to ensure that they can safely contain potentially hazardous materials.
Industrial Cans: In the production of industrial cans, the curling process must be precise to ensure that the can end is strong enough to handle heavy-duty sealing and storage conditions.
Advantages of Can End Curler Tooling
Increased Production Efficiency: Can end curler tooling is designed for high-speed production, allowing manufacturers to produce large quantities of can ends quickly and efficiently. This is especially important in industries like beverage and food packaging, where millions of cans are produced daily.
Consistent Quality: Can end curler tooling ensures that each can end is formed with consistent quality, providing uniform curls that are free from defects. This reduces the risk of leaks or contamination during the canning process, ensuring that the final product is safe for consumers.
Improved Safety: The curling process creates a smooth, rounded edge on the can end, reducing the risk of injury to consumers when opening or handling the can. This is particularly important in the beverage industry, where sharp edges could pose a safety hazard.
Enhanced Durability: The curled edge of the can end provides added strength and durability, allowing the can to withstand the pressures of sealing, transportation, and storage. This is especially important for cans that contain carbonated beverages or pressurized products like aerosols.
Adaptability to Different Can Sizes: Can end curler tooling is highly adaptable, allowing manufacturers to produce can ends for a wide range of container sizes and types. This flexibility makes it an essential tool in the production of cans for various industries, from food and beverages to industrial chemicals and household products.
Challenges in Can End Curling
Tool Wear and Maintenance: Can end curler tooling is subject to significant wear and tear due to the high-speed nature of the production process and the constant contact with metal. Regular maintenance and tool replacement are necessary to ensure that the tooling remains in good condition and continues to produce high-quality can ends.
Precision Requirements: The curling process requires a high degree of precision to ensure that the curl is formed correctly and uniformly around the entire circumference of the can end. Even small variations in the curling process can lead to defects, such as uneven curls or weak seams.
Can end curler tooling is a critical component in the can manufacturing process, providing the precision and consistency needed to produce high-quality, safe, and durable can ends for a wide range of products. Whether used in the beverage, food, or industrial packaging industries, this tooling ensures that cans are sealed securely and ready for consumer use.
Can End Curling Machines
Drum End Manufacturing
Can end curling machines are specialized machines designed to create the curled edges of metal can ends, which are used to seal cans in the beverage, food, and aerosol industries. The curling process is a critical step in the can manufacturing process, as it forms a smooth, rounded edge on the can lid, ensuring that the can end can be securely seamed to the can body. Curling machines are essential for producing safe, durable can ends that meet industry standards for quality, strength, and safety.
Curling machines are typically used in high-volume can manufacturing operations, where speed and precision are paramount. These machines are capable of producing thousands of can ends per hour, ensuring that manufacturers can meet the demands of large-scale production while maintaining consistent quality. The curling process helps prevent sharp edges on the can end and ensures that the lid can be securely joined to the can body during the seaming process.
Key Features of Can End Curling Machines
High-Speed Production: Can end curling machines are designed for high-speed production, with the ability to curl thousands of can ends per hour. This makes them essential for large-scale can manufacturing operations, such as those found in the beverage and food industries. The machines operate continuously, with can ends fed into the machine, curled, and then automatically ejected for further processing.
Efficiency in High-Volume Production: The high-speed capabilities of curling machines ensure that manufacturers can meet the demands of mass production while maintaining consistent quality and precision in each can end.
Multi-Stage Curling Process: Can end curling machines often use a multi-stage curling process to gradually form the curl on the can end. In the first stage, the edges of the can end are pre-curled, and in subsequent stages, the curl is completed, ensuring that the metal is formed smoothly and uniformly without wrinkling or cracking.
Step-by-Step Curl Formation: The multi-stage process allows the metal to be curled gradually, which reduces the risk of damaging the can end or causing defects. Each stage applies a different amount of pressure to the metal, ensuring a precise, smooth curl.
Automated Control System: Modern can end curling machines are equipped with automated control systems that monitor and adjust the curling process in real-time. These systems ensure that the pressure, speed, and alignment of the curling rollers are optimized for each can end, preventing defects and ensuring consistent quality.
CNC Control for Precision Curling: Many curling machines use CNC (Computer Numerical Control) systems to automate the curling process and ensure precise control over the machine’s movements. This allows for accurate, repeatable results across large production runs.
Adjustable Tooling for Different Can Sizes: Can end curling machines are designed to accommodate different can sizes, allowing manufacturers to switch between various can end diameters quickly and efficiently. The tooling on the machine can be adjusted or changed to curl can ends of different sizes, from small beverage cans to larger food cans.
Flexibility in Can Production: The ability to switch between different can sizes makes curling machines versatile, enabling manufacturers to produce a wide range of products without the need for multiple machines.
Integrated Lubrication System: Curling machines often feature an integrated lubrication system that applies a thin layer of lubricant to the can end as it passes through the curling rollers. This reduces friction and wear on both the can end and the machine, ensuring smooth operation and extending the life of the tooling.
Reducing Wear and Tear: Proper lubrication helps prevent damage to the curling rollers and other machine components, ensuring that the machine operates efficiently and with minimal downtime for maintenance.
The Curling Process in Can Manufacturing
Feeding the Can Ends: The can ends are fed into the curling machine either manually or through an automated system. The machine grabs each can end and positions it for the curling process. The can ends are usually cut and stamped from a flat sheet of metal, such as aluminum or steel, before being passed to the curling machine.
Automated Feeding Systems: In high-volume production, can end curling machines are typically integrated into a larger production line with automated feeding systems that continuously supply the machine with can ends. This ensures a smooth, uninterrupted production process.
Curling the Can End: Once the can end is positioned in the machine, it passes through a series of curling rollers that gradually form the edge into a smooth, rounded curl. The rollers apply pressure to the edges of the can end, bending the metal around a forming die to create the desired curl shape.
Controlled Curling for Uniform Results: The pressure applied by the rollers is carefully controlled to ensure that the curl is formed uniformly around the entire circumference of the can end. This is essential for ensuring that the can end can be securely seamed to the can body later in the production process.
Final Inspection and Ejection: After the curling process is complete, the can ends are inspected to ensure that they meet quality standards. Automated inspection systems are often used to check for defects such as uneven curls, cracks, or sharp edges. Once the can end passes inspection, it is ejected from the machine and moved to the next stage of production, such as sealing or seaming.
Quality Control Systems: Curling machines are often equipped with advanced inspection systems that use cameras and sensors to measure the dimensions and quality of each can end. Any defective can ends are automatically rejected, ensuring that only high-quality products proceed to the next stage of manufacturing.
Applications of Can End Curling Machines
Beverage Can Production: The beverage industry relies heavily on can end curling machines to produce high-quality can ends for soda, beer, and other drinks. The curling process is critical for creating the smooth, rounded edges that are essential for consumer safety and for sealing the can during the packaging process.
Curling for Carbonated Beverage Cans: For carbonated beverages, the curled edge of the can end provides a secure seal that can withstand the internal pressure of carbonation. This ensures that the beverage remains fresh and properly sealed until it is opened by the consumer.
Food Can Manufacturing: Can end curling machines are also widely used in the food packaging industry to produce can ends for products like soups, vegetables, sauces, and pet food. The curling process ensures that the can ends are strong and durable, allowing them to be securely seamed to the can body and maintain a hermetic seal.
Sealing Food Products: The curled edges of food can ends are essential for the seaming process, which creates a tight, airtight seal that preserves the freshness of the food and prevents contamination.
Aerosol Can Production: Aerosol cans, such as those used for deodorant, hairspray, and household cleaners, require strong, secure can ends that can withstand the internal pressure of the product. Curling machines are used to produce can ends with the strength and durability needed for aerosol cans.
Pressure-Resistant Can Ends: The curling process ensures that aerosol can ends are strong enough to handle the internal pressure of the product while providing a smooth edge for consumer safety.
Paint and Chemical Cans: Curling machines are also used to produce can ends for paint, solvent, and chemical cans. These cans require strong, secure seals to prevent leaks and ensure the safe storage and transportation of potentially hazardous materials.
Durability for Industrial Cans: In the production of industrial cans, the curling process ensures that the can end is strong enough to withstand heavy-duty use and storage conditions.
Advantages of Can End Curling Machines
High Production Speed: Can end curling machines are designed for high-speed production, allowing manufacturers to produce large quantities of can ends efficiently. This is essential for industries like beverage and food packaging, where millions of cans are produced daily.
Consistent Quality: Curling machines ensure that each can end is curled with consistent quality, reducing the risk of defects such as sharp edges, cracks, or uneven curls. This is critical for maintaining the safety and integrity of the final product.
Flexibility for Different Can Sizes: Can end curling machines are highly adaptable, allowing manufacturers to produce can ends for a wide range of container sizes. This flexibility is essential for manufacturers that produce cans for different industries and products.
Safety and Consumer Protection: The curling process ensures that the edges of the can end are smooth and safe to handle, reducing the risk of injury to consumers when opening or handling the can. This is particularly important in the beverage industry, where cans are often opened by hand.
Reduced Material Waste: Curling machines are designed to minimize material waste by precisely forming the curl without over-stressing or damaging the metal. This results in more efficient use of materials and reduces the overall cost of production.
Challenges of Can End Curling Machines
Tooling Wear and Maintenance: The high-speed nature of can end curling machines can lead to wear and tear on the tooling, requiring regular maintenance and replacement to ensure consistent quality. Proper maintenance is essential to prevent downtime and ensure the machine operates efficiently.
High Initial Investment: Can end curling machines represent a significant capital investment, particularly for smaller manufacturers. However, the long-term benefits in terms of production efficiency, quality, and safety often justify the initial cost.
Can end curling machines are an essential part of the can manufacturing process, providing the precision and efficiency needed to produce high-quality can ends for a wide range of industries. Whether used for beverage cans, food packaging, or aerosol products, these machines ensure that can ends are safe, durable, and ready for sealing and shipping.
Hydraulic Press Forming Machine
Manufacturing Process of Hydraulic Presses
A hydraulic press forming machine is a powerful machine used in metal forming processes to shape and mold materials using high-pressure hydraulic fluid. Hydraulic press forming is one of the most versatile metalworking processes, used to produce a wide range of parts and components in industries such as automotive, aerospace, construction, and manufacturing. Hydraulic presses are known for their ability to apply consistent, controlled force, making them ideal for forming materials that require high precision and uniform pressure distribution.
Hydraulic press forming machines use hydraulic cylinders to generate the pressing force, which is transmitted to the material through a die or punch. These machines are highly flexible, allowing manufacturers to perform various forming processes such as stamping, bending, drawing, and punching. Hydraulic presses can handle different types of materials, including metals, plastics, rubber, and composites, and are capable of forming parts with complex geometries and tight tolerances.
Key Components of a Hydraulic Press Forming Machine
Hydraulic Cylinder: The hydraulic cylinder is the core component of the press, responsible for generating the force required to form the material. Hydraulic fluid is pumped into the cylinder, pushing the piston downward and applying pressure to the material. The amount of force applied depends on the size of the cylinder, the pressure of the hydraulic fluid, and the material being formed.
High Pressure for Heavy-Duty Forming: Hydraulic press forming machines can generate pressures ranging from a few tons to several thousand tons, depending on the machine’s capacity. This makes them suitable for a wide range of forming operations, from small precision parts to large structural components.
Press Frame: The press frame is the structural support that holds the hydraulic cylinder and other components in place. It must be strong enough to withstand the immense forces generated during the forming process. Press frames come in various designs, including C-frame, H-frame, and four-post configurations, each offering different advantages in terms of space, stability, and accessibility.
C-Frame Presses: C-frame presses are open on three sides, allowing easy access to the work area and facilitating manual loading and unloading of parts. This makes them ideal for small to medium-sized parts that require frequent tool changes or adjustments.
Four-Post Presses: Four-post presses provide excellent stability and are used for forming larger, heavier parts. The four-post design distributes the force evenly across the press, reducing the risk of deflection and ensuring precise, repeatable results.
Die and Punch System: The die and punch system is responsible for shaping the material during the forming process. The die is a negative mold that holds the material in place, while the punch applies pressure to the material, forcing it into the shape of the die. Hydraulic presses can accommodate a wide variety of dies, allowing for different types of forming operations.
Interchangeable Dies for Flexibility: Hydraulic press forming machines are often equipped with interchangeable dies, allowing manufacturers to switch between different forming operations quickly and efficiently. This flexibility is essential for producing parts with varying shapes, sizes, and materials.
Hydraulic Pump and Control System: The hydraulic pump is responsible for generating the pressure needed to operate the press. Modern hydraulic presses are equipped with advanced control systems that allow operators to precisely adjust the pressure, speed, and stroke length of the press. These systems ensure that the forming process is highly repeatable and that each part meets the required specifications.
Automated Control for Precision: Many hydraulic press forming machines use CNC (Computer Numerical Control) or PLC (Programmable Logic Controller) systems to automate the press operation. This ensures that each part is formed with consistent quality and reduces the risk of errors or defects during production.
Common Hydraulic Press Forming Processes
Stamping: Stamping is one of the most common processes performed using hydraulic press forming machines. In stamping, a sheet of metal is placed between a die and a punch, and the press applies pressure to create a specific shape. Stamping is widely used in industries such as automotive, aerospace, and appliance manufacturing to produce parts like brackets, panels, and enclosures.
Deep Drawing for Complex Shapes: Deep drawing is a type of stamping used to create parts with deep, hollow shapes, such as automotive body panels, fuel tanks, and cookware. The hydraulic press applies gradual, controlled pressure, allowing the material to be drawn into the die without tearing or wrinkling.
Bending: Bending is another common process performed on hydraulic presses. The press applies pressure to a metal sheet or tube, forcing it to bend at a precise angle. Bending is used to create parts like brackets, frames, and structural components. Hydraulic presses are ideal for bending operations because they provide smooth, consistent force, ensuring that the material bends uniformly.
V-Bending and U-Bending: Hydraulic presses can perform various types of bending, including V-bending, where the material is bent into a V-shape, and U-bending, where the material is bent into a U-shape. These bending operations are essential for creating structural components and frames used in industries like construction and manufacturing.
Punching and Piercing: Punching involves using a punch and die to cut holes or shapes in a sheet of metal. Hydraulic press forming machines are commonly used for punching operations, as they can apply the necessary force to cut through thick or hard materials. Punching is used to create holes for fasteners, ventilation, or other functional features in metal parts.
Precision Punching for High Tolerances: Hydraulic presses provide the precise control needed for punching operations that require tight tolerances, such as creating bolt holes, slots, or cutouts in metal parts.
Embossing: Embossing is a forming process that creates raised or recessed designs on the surface of a material. Hydraulic presses are used for embossing operations in industries like automotive, aerospace, and consumer goods manufacturing. Embossed designs can add strength, rigidity, or aesthetic appeal to metal parts.
Textured Metal Panels: In the automotive industry, embossing is used to create textured metal panels for car interiors, trim pieces, and other components. The hydraulic press ensures that the embossed patterns are consistent and uniform across all parts.
Applications of Hydraulic Press Forming Machines
Automotive Manufacturing: Hydraulic press forming machines are widely used in the automotive industry to produce a variety of components, including body panels, chassis parts, brackets, and structural reinforcements. The high precision and force of hydraulic presses make them ideal for forming parts that require complex shapes and tight tolerances.
Body Panels and Frames: Hydraulic presses are used to form large automotive body panels, such as doors, hoods, and fenders. The deep drawing capabilities of hydraulic presses ensure that these parts are formed with smooth, uniform surfaces and without defects.
Aerospace Industry: The aerospace industry uses hydraulic press forming machines to produce lightweight, high-strength components for aircraft and spacecraft. Hydraulic presses are used for forming parts like fuselage panels, wing spars, and structural supports, where precision and strength are critical.
Precision Forming for Aerospace Parts: The ability to apply consistent force and control the forming process makes hydraulic presses ideal for producing parts with tight tolerances and complex geometries, which are essential for aerospace applications.
Construction and Heavy Machinery: Hydraulic press forming machines are used to produce structural components for construction equipment, heavy machinery, and industrial applications. These presses can handle thick, heavy materials like steel and iron, forming them into parts that are strong, durable, and capable of withstanding heavy loads.
Steel Frames and Beams: Hydraulic presses are used to form steel beams, frames, and other structural components used in construction and heavy machinery. The high pressing force of hydraulic machines ensures that these parts are formed with the strength and durability required for demanding applications.
Consumer Goods and Appliances: In the consumer goods industry, hydraulic press forming machines are used to produce a wide range of metal products, including kitchen appliances, cookware, electronics enclosures, and furniture components. The forming process allows manufacturers to create lightweight, aesthetically pleasing products with complex shapes and smooth surfaces.
Stamped and Embossed Metal Panels: Hydraulic presses are used to create stamped and embossed metal panels for products like refrigerators, ovens, and washing machines. These panels provide both structural strength and a high-quality finish.
Advantages of Hydraulic Press Forming Machines
High Precision and Control: Hydraulic press forming machines offer precise control over the pressure, speed, and stroke length, allowing manufacturers to produce parts with tight tolerances and consistent quality. This makes hydraulic presses ideal for applications where precision is critical, such as automotive and aerospace manufacturing.
Versatility: Hydraulic presses are versatile machines that can perform a wide range of metal forming processes, including stamping, bending, punching, deep drawing, and embossing. This flexibility makes them suitable for a variety of industries and applications, from small precision parts to large structural components.
Smooth, Consistent Force: Unlike mechanical presses, which deliver force in a rapid, single stroke, hydraulic presses apply smooth, continuous pressure, allowing for more controlled and uniform forming. This reduces the risk of defects like wrinkling, tearing, or uneven material distribution.
Adaptability to Different Materials: Hydraulic press forming machines can handle a wide variety of materials, including metals, plastics, rubber, and composites. This adaptability allows manufacturers to produce parts with different materials and properties, making hydraulic presses a valuable tool for diverse manufacturing operations.
Cost-Effectiveness for Small- and Medium-Batch Production: Hydraulic presses are particularly cost-effective for small- to medium-batch production runs, as they require less tooling and setup compared to mechanical presses. This makes them ideal for manufacturers that need to produce custom or specialized parts in smaller quantities.
Challenges of Hydraulic Press Forming Machines
Slower Cycle Times: Hydraulic presses typically have slower cycle times compared to mechanical presses, as the hydraulic system must build pressure before each stroke. This can be a disadvantage in high-volume production environments where speed is a priority.
Higher Energy Consumption: Hydraulic press forming machines tend to consume more energy than mechanical presses, especially for large, high-tonnage applications. However, advancements in hydraulic technology have led to more energy-efficient designs in modern presses.
Hydraulic press forming machines are essential tools in modern manufacturing, providing the precision, force, and versatility needed to produce high-quality metal parts for a wide range of industries. Whether used in automotive, aerospace, construction, or consumer goods production, these machines ensure that parts are formed with consistent quality, strength, and durability.
Metal Buffing and Polishing Machines
Metal Surface Finishing Machine
Metal buffing and polishing machines are specialized tools used to smooth, shine, and enhance the surface finish of metal components. These machines are essential in various industries, such as automotive, aerospace, jewelry making, and manufacturing, where high-quality surface finishes are required for both aesthetic and functional purposes. Buffing and polishing improve the appearance of metal parts and enhance their corrosion resistance, durability, and smoothness, making them easier to clean and maintain.
Buffing and polishing machines use abrasive materials, such as polishing compounds and cloth or felt wheels, to remove fine scratches, oxidation, and other surface imperfections. The process can be automated or performed manually, depending on the size and complexity of the part being polished. These machines are widely used to finish products made from materials like stainless steel, aluminum, brass, copper, and other metals.
Key Components of Metal Buffing and Polishing Machines
Buffing and Polishing Wheels: Buffing and polishing machines use rotating wheels made from soft materials like cloth, felt, or foam to apply polishing compounds to the metal surface. The wheels are designed to rotate at high speeds, allowing the polishing compound to remove fine scratches and imperfections while creating a smooth, shiny finish.
Cloth and Felt Wheels: Cloth and felt wheels are the most common types of buffing wheels, and they come in various levels of hardness and coarseness. Soft cloth wheels are used for fine polishing, while harder felt wheels are used for more aggressive buffing operations.
Polishing Compounds: Polishing compounds are abrasive materials applied to the buffing wheel to aid in the polishing process. These compounds come in various grades, from coarse to fine, depending on the level of finish required. Common polishing compounds include rouge (a fine red abrasive used for high-gloss finishes) and tripoli (a coarser abrasive used for initial polishing).
Compounds for Different Metals: Different metals require different polishing compounds to achieve the desired finish. For example, stainless steel may require a more aggressive compound to remove oxidation and surface imperfections, while softer metals like brass or aluminum may need a finer compound for a mirror-like finish.
Motor and Speed Controls: Buffing and polishing machines are equipped with motors that drive the rotating buffing wheels. These motors are typically adjustable, allowing the operator to control the speed of the wheels depending on the material and the desired finish. Slower speeds are used for fine polishing, while higher speeds are used for more aggressive buffing operations.
Variable Speed Control for Precision: Many buffing and polishing machines feature variable speed controls, allowing operators to adjust the rotation speed of the wheels for different stages of the polishing process. This ensures that the polishing is done consistently without damaging the metal surface.
Workpiece Holders and Clamps: Larger buffing and polishing machines often include workpiece holders or clamps that secure the metal part in place during the polishing process. This ensures that the part remains steady and allows the operator to focus on achieving an even, consistent finish across the entire surface.
Secure Workholding for Consistent Results: Workholding devices are particularly important when polishing large or heavy metal parts, as they help prevent movement or vibration during the process, resulting in a smoother finish.
Dust Collection System: Buffing and polishing can generate significant amounts of dust and debris from the polishing compounds and metal being processed. Many machines are equipped with dust collection systems to capture this dust and keep the work area clean and safe for operators.
Dust Control for Clean Operation: A dust collection system helps maintain a clean workspace and reduces the risk of airborne particles affecting the quality of the finish. It also improves operator safety by reducing exposure to harmful dust and fumes.
Buffing and Polishing Process
Surface Preparation: Before buffing or polishing, the metal surface must be properly prepared. This may involve grinding, sanding, or filing to remove any deep scratches, weld marks, or surface imperfections. Surface preparation ensures that the metal is smooth and ready for the polishing process, allowing for a more even finish.
Sanding for Smoother Surface: Sanding is often used to smooth out rough spots or deep scratches before polishing. Starting with a coarse grit and gradually moving to finer grits ensures that the metal is ready for the buffing and polishing stages.
Initial Buffing: The first step in the polishing process is usually a more aggressive buffing operation, where a coarse polishing compound is applied to the buffing wheel. This step removes any remaining surface imperfections, such as oxidation or light scratches, and begins the process of smoothing the metal surface.
Cut Buffing for Material Removal: Cut buffing involves using a coarse polishing compound and a firm buffing wheel to remove material and smooth the surface. This step is often used for stainless steel and other metals that require a high level of surface refinement.
Polishing and Finishing: After the initial buffing, a finer polishing compound is applied to the wheel, and the metal is polished to achieve a high-gloss or mirror-like finish. This step involves using a softer buffing wheel and finer abrasive compounds to remove any remaining scratches and create a smooth, reflective surface.
Final Polishing for High Shine: Final polishing involves using the finest polishing compounds, such as rouge, to create a high-shine finish. This step is particularly important for decorative metalwork, jewelry, and consumer products where aesthetics are critical.
Inspection and Cleaning: Once the polishing process is complete, the metal part is inspected for defects, such as scratches, streaks, or uneven surfaces. Any imperfections are corrected, and the part is cleaned to remove any polishing compound residue. The finished part is then ready for packaging or further processing.
Final Cleaning for a Flawless Finish: After polishing, the metal part is typically cleaned with solvents or cleaners to remove any residue from the polishing compounds. This ensures that the part is free from contaminants and ready for use.
Applications of Metal Buffing and Polishing Machines
Automotive Industry: Buffing and polishing machines are widely used in the automotive industry to finish metal parts such as body panels, trim, and wheels. The machines are used to create smooth, high-gloss finishes on parts that require both aesthetic appeal and functional durability.
Polishing Car Wheels and Trim: Buffing and polishing machines are used to achieve a shiny, reflective finish on alloy wheels, chrome trim, and other metal parts. This enhances the visual appeal of the vehicle while providing a protective layer against corrosion.
Jewelry Making: In the jewelry industry, buffing and polishing machines are essential for creating high-quality, polished surfaces on precious metals like gold, silver, and platinum. Jewelry polishing requires precision and care to ensure that each piece has a flawless, mirror-like finish.
Mirror-Finish for Precious Metals: Polishing machines are used to create a bright, reflective finish on jewelry, enhancing the appearance and value of the final product. This is especially important for rings, necklaces, and bracelets that must be visually appealing.
Aerospace and Defense: The aerospace and defense industries use buffing and polishing machines to finish metal components that require smooth surfaces and precise dimensions. Polishing improves the aerodynamic performance of parts such as turbine blades, fuselage panels, and structural components.
Polishing for Aerospace Components: Metal components in aircraft must have smooth, polished surfaces to reduce drag and improve performance. Buffing and polishing machines ensure that these components meet the high standards of quality and precision required in the aerospace industry.
Consumer Goods and Electronics: Buffing and polishing machines are used to finish metal parts in consumer goods such as kitchen appliances, electronics enclosures, and decorative metal items. The machines ensure that these products have a high-quality, polished finish that enhances both their appearance and functionality.
Finishing Stainless Steel Appliances: Polishing machines are used to create smooth, shiny surfaces on stainless steel kitchen appliances, such as refrigerators, ovens, and dishwashers. This improves the aesthetic appeal of the products while making them easier to clean and maintain.
Advantages of Metal Buffing and Polishing Machines
High-Quality Surface Finish: Buffing and polishing machines are capable of producing smooth, high-gloss finishes that enhance the appearance and durability of metal parts. This is particularly important for parts that require a high level of aesthetic appeal, such as jewelry or automotive trim.
Improved Corrosion Resistance: Polishing metal surfaces reduces the number of surface imperfections, which can act as points for corrosion to start. By smoothing the surface, polishing improves the metal’s resistance to rust, oxidation, and other forms of corrosion, extending the life of the part.
Enhanced Durability: The buffing and polishing process strengthens the metal surface by removing imperfections and reducing the likelihood of cracks or weak spots. This improves the overall durability of the part, making it more resistant to wear and tear in demanding environments.
Precision and Consistency: Modern buffing and polishing machines provide precise control over the speed and pressure applied to the metal surface, ensuring consistent, repeatable results across large production runs. This is essential for industries that require high-quality, uniform finishes on all parts.
Versatility for Different Metals: Buffing and polishing machines can be used with a wide range of metals, including stainless steel, aluminum, brass, copper, and precious metals like gold and silver. This versatility makes them suitable for a variety of industries and applications.
Challenges of Buffing and Polishing Machines
Tool Wear and Maintenance: Buffing wheels and polishing compounds wear down over time, requiring regular maintenance and replacement to ensure consistent quality. Operators must regularly check and replace worn-out tools to prevent defects or inconsistent finishes.
Operator Skill: Achieving a high-quality polish requires skilled operators who understand the nuances of different materials and polishing techniques. Improper use of the machine or polishing compounds can result in scratches, uneven finishes, or damage to the part.
Metal buffing and polishing machines are essential tools in industries that require high-quality, smooth finishes on metal parts. Whether used in automotive, aerospace, jewelry making, or consumer goods manufacturing, these machines ensure that metal components are polished to perfection, enhancing both their appearance and performance.
Burr Removal Methods
Burr removal methods are essential processes used to eliminate burrs—small, rough edges or protrusions left on metal parts after machining, cutting, drilling, or welding. Burrs can compromise the quality, appearance, and functionality of a part, and in some cases, they can pose safety risks. Effective burr removal ensures that metal parts have smooth edges and surfaces, improving their performance, durability, and aesthetic appeal.
There are various methods for burr removal, depending on the material, size, and complexity of the part. Burr removal can be done manually, mechanically, or through advanced techniques like thermal deburring and chemical deburring. Each method has its advantages and is chosen based on factors such as production volume, part complexity, and the desired finish.
Key Burr Removal Methods
Manual Deburring: Manual deburring is one of the simplest and most common methods used to remove burrs from metal parts. It involves using hand tools, such as files, scrapers, or rotary tools, to smooth rough edges and remove burrs. Manual deburring is suitable for small-scale production, custom parts, or parts with intricate details that require precise deburring.
Hand Files and Scrapers: Hand files and scrapers are used to remove burrs by rubbing them against the rough edges of the part. This method is highly effective for small burrs or for parts with hard-to-reach areas where other methods might not be suitable.
Rotary Tools: Rotary tools, such as Dremel tools or pneumatic grinders, are often used for more efficient manual deburring. These tools use abrasive bits or discs to remove burrs quickly and precisely.
Advantages: Manual deburring allows for a high degree of control, making it ideal for delicate or intricate parts that require careful finishing. It is also cost-effective for small-batch or custom work.
Disadvantages: Manual deburring can be time-consuming and labor-intensive, making it less suitable for large-scale production. It also requires skilled operators to achieve consistent results.
Mechanical Deburring (Tumbling and Vibratory Deburring): Mechanical deburring is a more automated process that uses machines to remove burrs from multiple parts simultaneously. Tumbling and vibratory deburring are common methods, in which parts are placed in a chamber with abrasive media and agitated to remove burrs and smooth surfaces.
Tumbling: Tumbling machines use a rotating barrel filled with abrasive media and the parts to be deburred. As the barrel rotates, the abrasive media rubs against the parts, smoothing rough edges and removing burrs.
Vibratory Deburring: In vibratory deburring, the parts and abrasive media are placed in a vibrating bowl. The vibrations cause the media to continuously move against the parts, gradually removing burrs and polishing the surface.
Advantages: Mechanical deburring is highly efficient for processing large quantities of parts at once. It is ideal for bulk production and parts with simple geometries.
Disadvantages: Mechanical deburring may not be suitable for parts with delicate or intricate features, as the abrasive action can wear away fine details. It is also less precise than manual deburring, making it less suitable for parts with tight tolerances.
Thermal Deburring (Explosive Deburring): Thermal deburring is an advanced method that uses controlled explosions to remove burrs from metal parts. In this process, parts are placed in a sealed chamber filled with a combustible gas mixture. The gas is ignited, creating a high-temperature flame that burns away burrs without affecting the main part.
How It Works: The high-temperature explosion targets the thin, unwanted material of the burrs, vaporizing them instantly. The controlled nature of the process ensures that only the burrs are removed, while the rest of the part remains unaffected.
Advantages: Thermal deburring is highly effective for removing burrs from complex, internal surfaces or areas that are difficult to reach using traditional methods. It is also fast and efficient, making it ideal for large-scale production.
Disadvantages: Thermal deburring can be expensive due to the specialized equipment and safety precautions required. It is also not suitable for parts that cannot withstand high temperatures, such as those made from heat-sensitive materials.
Electrochemical Deburring (ECD): Electrochemical deburring (ECD) is a precise method that uses an electrochemical process to dissolve burrs from metal parts. In this process, the part is submerged in an electrolyte solution, and an electrical current is applied to selectively remove the burrs while leaving the rest of the part intact.
How It Works: The electrical current causes the burr material to dissolve into the electrolyte, allowing for controlled and localized burr removal. The process is highly precise and can be used to deburr complex shapes and internal passages.
Advantages: ECD is ideal for parts that require precise deburring, such as those with tight tolerances or intricate geometries. It is also effective for removing burrs from hard-to-reach areas and internal passages.
Disadvantages: Electrochemical deburring requires specialized equipment and is more costly than manual or mechanical methods. It is also limited to conductive materials, such as metals, and cannot be used on non-metallic parts.
Cryogenic Deburring: Cryogenic deburring is a method that uses extremely low temperatures to remove burrs from plastic, rubber, and metal parts. In this process, the parts are cooled to cryogenic temperatures using liquid nitrogen, making the burrs brittle. The parts are then subjected to a mechanical process, such as tumbling, which causes the brittle burrs to break off cleanly.
How It Works: The parts are cooled to temperatures as low as -196°C (-320°F), which causes the burrs to become brittle and fragile. As the parts are agitated in a chamber, the burrs easily break away without damaging the main part.
Advantages: Cryogenic deburring is highly effective for removing burrs from parts made of soft materials, such as plastics and rubbers. It is also a clean process that does not require abrasive media or chemicals.
Disadvantages: Cryogenic deburring requires specialized equipment and is typically more expensive than traditional deburring methods. It is also less effective for parts made from very hard metals, where other deburring methods may be more suitable.
Laser Deburring: Laser deburring is a high-precision method that uses a focused laser beam to remove burrs from metal parts. The laser vaporizes the burrs without physically touching the part, making it a non-contact process. Laser deburring is ideal for delicate parts that require precise finishing or parts made from hard materials.
How It Works: The laser beam is directed at the burrs, where it melts or vaporizes the excess material, leaving a smooth, clean edge. The process can be controlled with high precision, ensuring that only the burrs are removed.
Advantages: Laser deburring is highly precise and can be used on parts with complex geometries or fine details. It is a non-contact process, meaning there is no risk of damaging the part’s surface during deburring.
Disadvantages: Laser deburring requires expensive equipment and may not be cost-effective for low-volume production. It is also not suitable for parts made from heat-sensitive materials, as the laser can cause localized heating.
Applications of Burr Removal
Automotive Industry: Burr removal is essential in the automotive industry to ensure that parts such as engine components, transmission parts, and brake systems function correctly. Burrs on automotive parts can lead to poor fit, premature wear, and even mechanical failure, making deburring a critical step in the manufacturing process.
Deburring Engine Components: Precision deburring ensures that engine components fit together correctly, preventing issues like leaks, friction, and premature wear. It also improves the overall performance and longevity of the vehicle.
Aerospace and Defense: In the aerospace and defense industries, burr removal is crucial for parts that require high precision and reliability, such as turbine blades, structural components, and military hardware. Burrs can compromise the performance and safety of these parts, making precise deburring essential.
Turbine Blade Deburring: Burrs on turbine blades can disrupt airflow, reduce efficiency, and lead to performance issues. Deburring ensures that the blades are smooth and free from defects, improving their performance and reliability.
Medical Devices: Burr removal is critical in the production of medical devices and surgical instruments, where precision and cleanliness are paramount. Burrs on medical components can cause discomfort, infection, or malfunction, making deburring an essential step in the manufacturing process.
Deburring Surgical Instruments: Precision deburring ensures that surgical instruments are smooth and safe to use, reducing the risk of tissue damage or contamination during medical procedures.
Machinery and Equipment: Burrs on machinery and equipment components can cause misalignment, poor performance, and increased wear. Deburring ensures that parts fit together correctly and function smoothly, improving the overall performance and lifespan of the equipment.
Deburring Gears and Bearings: Burr removal from gears, bearings, and other moving parts ensures smooth operation and reduces friction, preventing premature wear and mechanical failure.
Advantages of Effective Burr Removal
Improved Performance and Fit: Burr removal ensures that parts fit together correctly and operate smoothly, improving the overall performance of the assembly. This is particularly important for precision components, such as gears, bearings, and engine parts, where even small burrs can cause misalignment or increased friction.
Enhanced Durability and Longevity: Removing burrs prevents premature wear and tear on parts, increasing their durability and lifespan. Burrs can act as stress concentrators, leading to cracks or fractures over time. Deburring eliminates these weak points, improving the long-term reliability of the part.
Improved Aesthetics and Surface Finish: Burrs can detract from the appearance of a part, especially in consumer products or decorative applications. Deburring improves the surface finish, giving the part a clean, smooth appearance that enhances its visual appeal.
Increased Safety: Burrs can pose a safety hazard, especially in products that are handled by consumers or used in medical applications. Sharp edges can cause cuts or injuries, making burr removal essential for ensuring the safety of the final product.
Reduced Risk of Contamination: In industries such as medical devices and food processing, burrs can create crevices where contaminants can accumulate. Deburring eliminates these crevices, reducing the risk of contamination and improving the cleanliness and hygiene of the part.
Challenges in Burr Removal
Time-Consuming Process: Depending on the method used, burr removal can be time-consuming, especially for parts with complex geometries or fine details. Manual deburring, in particular, requires skilled operators and can slow down production.
Cost Considerations: Advanced deburring methods, such as thermal deburring or laser deburring, require specialized equipment and can be costly to implement. Manufacturers must weigh the cost of deburring against the potential benefits in terms of improved part quality and performance.
Burr removal is a critical step in the manufacturing process, ensuring that metal parts are smooth, safe, and ready for use in a wide range of applications. Whether done manually, mechanically, or through advanced methods like thermal or laser deburring, the goal is to produce high-quality parts that meet the exacting standards of industries such as automotive, aerospace, medical, and consumer goods.
Aluminum Polishing Machine
Working Principle of Hydroforming Press
An aluminum polishing machine is a specialized piece of equipment designed to polish and finish aluminum surfaces, giving them a smooth, shiny, and reflective appearance. Aluminum is widely used in various industries, including automotive, aerospace, electronics, and construction, due to its lightweight properties, corrosion resistance, and strength. However, aluminum surfaces often need to be polished to remove imperfections such as scratches, oxidation, and dullness. Polishing not only enhances the aesthetic appeal of aluminum parts but also improves their corrosion resistance and overall performance.
Aluminum polishing machines come in different types, including manual, semi-automatic, and fully automated models. They use abrasive materials, such as polishing compounds and rotating wheels, to smooth and shine aluminum surfaces. These machines can handle a variety of aluminum parts, from small components like aluminum fittings to large sheets and automotive parts.
Key Components of an Aluminum Polishing Machine
Polishing Wheel or Belt: The polishing wheel or belt is the primary tool used to smooth and shine the aluminum surface. Polishing wheels are made from materials like cloth, felt, or foam, while polishing belts are typically coated with abrasive particles. The wheel or belt rotates at high speeds, applying pressure to the aluminum surface and gradually smoothing out imperfections.
Cloth and Felt Wheels for Finishing: Cloth and felt wheels are commonly used in aluminum polishing machines for fine polishing and achieving a high-gloss finish. These wheels work with polishing compounds to buff the surface, removing minor scratches and oxidation.
Abrasive Polishing Compounds: Polishing compounds are applied to the wheel or belt to enhance the polishing process. These compounds contain fine abrasive particles that help remove surface imperfections and create a smooth, reflective finish. Different polishing compounds are used depending on the level of finish required, ranging from coarse abrasives for initial polishing to fine compounds for final finishing.
Coarse and Fine Polishing Compounds: Coarse compounds, such as emery or tripoli, are used for initial polishing to remove deeper scratches or oxidation. Fine compounds, such as rouge, are applied during the final stages to achieve a mirror-like finish.
Motor and Speed Controls: Aluminum polishing machines are equipped with motors that power the rotating polishing wheels or belts. Speed controls allow operators to adjust the speed of the machine depending on the part being polished and the desired level of finish. Slower speeds are used for delicate finishing, while higher speeds are ideal for more aggressive polishing.
Variable Speed Settings for Precision Polishing: Modern aluminum polishing machines often come with variable speed settings, enabling the operator to adjust the speed based on the size, shape, and condition of the aluminum part. This ensures optimal polishing without damaging the surface.
Workpiece Holders and Fixtures: For larger or more complex aluminum parts, polishing machines are equipped with workpiece holders or fixtures that securely hold the part in place during the polishing process. This ensures that the part remains stable, allowing for consistent and even polishing.
Fixtures for Complex Shapes: Polishing fixtures are particularly useful for aluminum parts with complex geometries, such as automotive components or aerospace parts, where it is essential to maintain consistent pressure and positioning throughout the process.
Dust and Fume Collection System: Polishing aluminum can generate dust and fumes from the polishing compounds and the aluminum material itself. Many polishing machines are equipped with dust and fume collection systems to keep the work area clean and safe. These systems help capture airborne particles and reduce the risk of contamination or health hazards for operators.
Dust Collection for Clean Operation: A dust collection system helps prevent the buildup of polishing residue in the work area, ensuring a cleaner environment and reducing the risk of defects caused by dust settling on the polished surface.
Aluminum Polishing Process
Surface Preparation: Before the polishing process begins, the aluminum surface must be prepared by cleaning and removing any dirt, grease, or heavy oxidation. In some cases, the aluminum part may need to be sanded or ground to remove deep scratches or surface imperfections. Surface preparation ensures that the aluminum is ready for polishing, allowing for a smoother and more even finish.
Sanding for Deep Scratches: For aluminum parts with significant surface damage, sanding with coarse grit sandpaper may be necessary to remove deep scratches before moving on to finer polishing techniques.
Initial Polishing: The first stage of aluminum polishing involves using a coarse polishing compound and a firm polishing wheel or belt. The initial polishing removes oxidation, minor scratches, and surface imperfections. This stage lays the foundation for further polishing by creating a smoother surface.
Cut Buffing for Oxidation Removal: Cut buffing uses a coarse polishing compound and a stiff wheel to remove oxidation and restore the base shine of the aluminum surface. This stage is essential for preparing the surface for finer polishing.
Intermediate Polishing: After the initial polishing, an intermediate stage involves using a medium polishing compound to further refine the surface. The goal of this stage is to smooth out any remaining imperfections and prepare the aluminum for the final polishing.
Medium Compounds for Surface Refinement: Intermediate polishing compounds are less abrasive than those used in the initial stage and are designed to smooth out the surface without removing too much material.
Final Polishing: The final stage of aluminum polishing uses a fine polishing compound and a soft polishing wheel to achieve a high-gloss, mirror-like finish. This stage focuses on removing any remaining fine scratches and creating a reflective, smooth surface.
Rouge for Mirror Finish: Fine polishing compounds, such as rouge, are used during the final stage to produce a bright, shiny finish. This step is crucial for aluminum parts that need to look aesthetically appealing, such as automotive trim or decorative pieces.
Inspection and Cleaning: After the polishing process is complete, the aluminum part is inspected for defects such as scratches, streaks, or uneven finishes. Any imperfections are corrected through additional polishing, and the part is cleaned to remove any polishing compound residue.
Final Cleaning for a Flawless Finish: Once polished, the aluminum part is cleaned with solvents or specialized cleaners to remove any residue, ensuring a clean and flawless surface that is ready for use or further processing.
Applications of Aluminum Polishing Machines
Automotive Industry: Aluminum polishing machines are widely used in the automotive industry to polish aluminum components such as wheels, trim, and engine parts. Polished aluminum enhances the appearance of the vehicle, giving it a sleek, reflective finish while also improving corrosion resistance.
Polishing Alloy Wheels: Alloy wheels are often polished to achieve a high-gloss, reflective finish that enhances the visual appeal of the vehicle. Polishing machines are used to remove oxidation and restore the shine of the aluminum surface.
Aerospace Industry: In the aerospace industry, aluminum polishing machines are used to finish components such as aircraft panels, fuselage sections, and structural elements. Polished aluminum not only looks better but also improves the aerodynamic performance of aircraft parts by reducing surface drag.
Polishing for Improved Aerodynamics: Polished aluminum components on aircraft reduce air resistance, improving fuel efficiency and overall performance. Polishing also helps protect the surface from corrosion, which is critical for parts exposed to harsh environmental conditions.
Consumer Electronics and Appliances: Aluminum is widely used in consumer electronics and appliances, such as laptops, smartphones, kitchen appliances, and furniture. Polishing machines are used to create smooth, shiny surfaces that enhance the appearance and durability of aluminum parts in these products.
Polished Aluminum for Electronics Enclosures: Aluminum enclosures for electronics are often polished to a high-gloss finish to give them a premium appearance. Polishing also helps protect the surface from fingerprints, scratches, and wear.
Construction and Architecture: In the construction and architectural industries, aluminum polishing machines are used to finish aluminum panels, railings, and decorative elements. Polished aluminum is often used in building exteriors, interior fixtures, and furniture for its modern, sleek appearance.
Polishing for Architectural Aluminum Panels: Polished aluminum panels are commonly used in modern architecture to create a reflective, clean look for building facades. Polishing ensures that the panels are free from imperfections and maintain their shine over time.
Jewelry and Decorative Metalwork: Aluminum polishing machines are also used in the production of jewelry and decorative metalwork. Polishing enhances the visual appeal of aluminum jewelry by creating a bright, shiny finish. It also helps protect the surface from tarnishing and wear.
Polished Aluminum Jewelry: Jewelry makers use polishing machines to achieve a mirror-like finish on aluminum pieces, making them look more attractive and luxurious.
Advantages of Aluminum Polishing Machines
Improved Aesthetic Appeal: Polished aluminum has a smooth, shiny, and reflective finish that enhances the appearance of the part. This is particularly important in industries like automotive, aerospace, and consumer electronics, where the visual appeal of the product is a key selling point.
Increased Corrosion Resistance: Polishing aluminum removes surface imperfections and creates a smooth, protective layer that enhances the metal’s corrosion resistance. This is especially important for aluminum parts used in harsh environments, such as aircraft, automotive parts, or outdoor architectural elements.
Enhanced Durability: Polishing removes surface defects, such as scratches and oxidation, that can weaken aluminum over time. A polished aluminum surface is more resistant to wear, making it more durable and extending the life of the part.
Ease of Cleaning and Maintenance: Polished aluminum is easier to clean and maintain than unpolished surfaces. The smooth finish resists the buildup of dirt, grease, and grime, and polished aluminum is less prone to fingerprints and smudges.
Versatility in Different Applications: Aluminum polishing machines can be used in a wide range of industries and applications, from automotive and aerospace components to consumer goods and decorative items. The versatility of these machines makes them valuable tools in many manufacturing environments.
Challenges of Aluminum Polishing Machines
Tool Wear and Maintenance: Polishing wheels and belts wear out over time and need to be replaced regularly to ensure consistent polishing quality. Regular maintenance is required to keep the machine in optimal condition and prevent defects in the finished product.
Operator Skill: Achieving a high-quality polish requires skilled operators who understand the nuances of different polishing compounds and techniques. Improper use of the machine can lead to scratches, uneven finishes, or damage to the aluminum surface.
Aluminum polishing machines play a critical role in ensuring that aluminum components meet high aesthetic and performance standards. Whether used in the automotive, aerospace, consumer goods, or construction industries, these machines provide the precision and efficiency needed to create smooth, polished aluminum surfaces that are visually appealing, durable, and corrosion-resistant.
Stainless Steel Polish Machine
Stainless Steel Pot Polishing Machine
A stainless steel polish machine is a specialized machine designed to polish and finish stainless steel surfaces, giving them a smooth, reflective, and polished appearance. Stainless steel is a popular material in industries such as automotive, construction, medical devices, food processing, and consumer goods due to its corrosion resistance, strength, and hygienic properties. However, to maintain its appearance and performance, stainless steel often needs to be polished to remove scratches, tarnish, and surface imperfections.
Stainless steel polish machines are used to restore or enhance the finish of stainless steel parts, from large panels to small components like fittings and fixtures. These machines use abrasive materials, polishing compounds, and rotating wheels or belts to smooth and shine the surface, ensuring that the stainless steel retains its corrosion resistance and visual appeal.
Key Components of a Stainless Steel Polish Machine
Polishing Wheels or Belts: The polishing wheels or belts are the main tools used to smooth and polish the stainless steel surface. They rotate at high speeds and are coated with abrasive materials to remove surface imperfections and create a polished finish. Polishing wheels are typically made from cloth, felt, or foam, while belts may be coated with abrasive particles like aluminum oxide or silicon carbide.
Cloth Wheels for Final Polishing: Cloth wheels are commonly used for the final polishing stages to create a high-gloss, mirror-like finish on stainless steel surfaces. These wheels work with fine polishing compounds to buff the surface, removing minor scratches and oxidation.
Polishing Compounds: Polishing compounds are applied to the polishing wheels or belts to aid in the polishing process. These compounds contain fine abrasive particles that help remove surface imperfections and create a smooth, shiny finish. The choice of polishing compound depends on the desired finish and the condition of the stainless steel surface.
Rouge for High-Gloss Finishing: Fine polishing compounds, such as rouge, are used in the final stages of stainless steel polishing to achieve a bright, reflective finish. Coarser compounds may be used in the initial stages to remove scratches or oxidation.
Motor and Speed Controls: The motor powers the polishing wheels or belts, allowing them to rotate at high speeds. Speed controls enable operators to adjust the rotation speed based on the type of stainless steel part being polished and the level of finish required. Slower speeds are used for delicate polishing, while higher speeds are used for more aggressive polishing operations.
Variable Speed Control for Precision Polishing: Stainless steel polish machines often feature variable speed controls, allowing the operator to adjust the machine’s speed for different polishing tasks. This ensures optimal results without damaging the surface of the stainless steel.
Workpiece Holders and Clamps: Workpiece holders or clamps are used to secure the stainless steel part in place during the polishing process. This ensures that the part remains stable and allows the operator to achieve an even, consistent finish across the entire surface.
Secure Workholding for Consistency: Workholding devices are particularly important when polishing large or complex stainless steel parts, as they help prevent movement or vibration during the process.
Dust and Fume Collection System: Polishing stainless steel can generate dust and fumes from the polishing compounds and the metal itself. Stainless steel polish machines often come equipped with dust and fume collection systems to keep the work area clean and safe. These systems help capture airborne particles, reducing contamination and improving operator safety.
Dust Collection for Clean Operation: The dust collection system helps maintain a clean workspace and reduces the risk of defects caused by dust settling on the polished surface.
Stainless Steel Polishing Process
Surface Preparation: Before polishing stainless steel, the surface must be cleaned and prepared by removing any dirt, grease, or heavy oxidation. For surfaces with deep scratches or significant imperfections, sanding or grinding may be necessary before the polishing process begins. Surface preparation is crucial to achieving a smooth, even finish during polishing.
Sanding for Deep Scratches: For stainless steel surfaces with significant surface damage, sanding with coarse grit sandpaper may be required to remove deep scratches and prepare the metal for polishing.
Initial Polishing: The first stage of stainless steel polishing involves using a coarse polishing compound and a firm polishing wheel or belt. This step removes oxidation, minor scratches, and surface imperfections. It smooths the surface in preparation for finer polishing.
Cut Buffing for Surface Refinement: Cut buffing uses a coarse polishing compound and a firm wheel to remove oxidation and restore the surface’s smoothness. This stage lays the foundation for further polishing by creating a uniform surface.
Intermediate Polishing: After the initial polishing, a medium polishing compound is used to further refine the surface. This step removes any remaining imperfections and prepares the stainless steel for the final polishing stage.
Medium Compounds for Surface Smoothing: Intermediate polishing compounds are less abrasive than those used in the initial stages and are designed to smooth out the surface without removing too much material.
Final Polishing: The final stage of stainless steel polishing uses a fine polishing compound and a soft polishing wheel to achieve a high-gloss, mirror-like finish. This step focuses on removing any remaining fine scratches and creating a reflective, polished surface.
Rouge for Mirror Finish: Fine polishing compounds, such as rouge, are used in the final stage to produce a bright, shiny finish. This is crucial for parts that need to look aesthetically appealing, such as architectural fixtures or consumer products.
Inspection and Cleaning: After the polishing process is complete, the stainless steel part is inspected for defects, such as scratches, streaks, or uneven finishes. Any imperfections are corrected through additional polishing, and the part is cleaned to remove any polishing compound residue.
Final Cleaning for a Flawless Finish: Once polished, the stainless steel part is cleaned with solvents or specialized cleaners to remove any residue, ensuring a clean and flawless surface that is ready for use or further processing.
Applications of Stainless Steel Polish Machines
Food Processing Equipment: Stainless steel is widely used in the food processing industry due to its corrosion resistance and hygienic properties. Polishing machines are used to create smooth, polished surfaces on stainless steel equipment, such as mixing tanks, conveyor belts, and cutting tools, ensuring that they meet cleanliness and sanitation standards.
Polished Surfaces for Hygiene: Polished stainless steel surfaces are easier to clean and less likely to harbor bacteria, making them essential for food processing equipment that must meet strict health and safety regulations.
Medical Devices and Equipment: Stainless steel is commonly used in medical devices and surgical instruments due to its strength, corrosion resistance, and biocompatibility. Polishing machines are used to achieve smooth, sterile surfaces on surgical tools, implants, and medical equipment, ensuring that they are safe for use in healthcare settings.
Polished Surgical Instruments: Surgical instruments made from stainless steel require precise polishing to create smooth, clean surfaces that reduce the risk of infection and contamination.
Automotive and Aerospace Industries: Stainless steel polish machines are used in the automotive and aerospace industries to finish components such as exhaust systems, structural elements, and decorative trim. Polished stainless steel enhances the appearance of vehicles and aircraft while providing durability and resistance to corrosion.
Polished Stainless Steel Exhaust Systems: Polished stainless steel exhaust systems are often used in high-performance vehicles for their sleek appearance and resistance to corrosion and heat.
Architecture and Construction: Polished stainless steel is commonly used in architecture and construction for decorative and functional purposes, such as railings, facades, and interior fixtures. Polishing machines are used to create smooth, reflective surfaces that enhance the visual appeal of stainless steel in modern architectural designs.
Polished Railings and Fixtures: In construction, polished stainless steel is often used for railings, handrails, and fixtures in public spaces. The polished finish adds a modern, sleek look while ensuring durability and ease of maintenance.
Consumer Goods and Appliances: Stainless steel polish machines are used to finish a variety of consumer goods, such as kitchen appliances, cookware, and furniture. Polishing enhances the appearance and durability of stainless steel products, giving them a high-quality, reflective finish that appeals to consumers.
Polished Stainless Steel Appliances: Stainless steel kitchen appliances, such as refrigerators, dishwashers, and ovens, are often polished to a high-gloss finish that enhances their aesthetic appeal and makes them easier to clean.
Advantages of Stainless Steel Polish Machines
Improved Aesthetic Appeal: Polished stainless steel has a smooth, shiny, and reflective finish that enhances the appearance of the part. This is particularly important in industries like architecture, consumer goods, and automotive manufacturing, where visual appeal is a key consideration.
Increased Corrosion Resistance: Polishing stainless steel removes surface imperfections and creates a smooth finish that enhances the metal’s corrosion resistance. This is especially important for stainless steel parts used in harsh environments, such as marine applications, medical devices, and food processing equipment.
Enhanced Durability: Polishing removes surface defects, such as scratches and tarnish, that can weaken stainless steel over time. A polished stainless steel surface is more resistant to wear and tear, making it more durable and extending the life of the part.
Improved Hygiene and Cleanliness: Polished stainless steel surfaces are easier to clean and maintain than unpolished surfaces. This is particularly important in industries such as food processing and healthcare, where cleanliness and hygiene are critical.
Versatility for Different Applications: Stainless steel polish machines can be used in a wide range of industries and applications, from food processing and medical devices to automotive and construction. The versatility of these machines makes them valuable tools in many manufacturing environments.
Challenges of Stainless Steel Polish Machines
Tool Wear and Maintenance: Polishing wheels and belts wear out over time and need to be replaced regularly to ensure consistent polishing quality. Regular maintenance is required to keep the machine in optimal condition and prevent defects in the finished product.
Operator Skill: Achieving a high-quality polish requires skilled operators who understand the nuances of different polishing compounds and techniques. Improper use of the machine can lead to scratches, uneven finishes, or damage to the stainless steel surface.
Stainless steel polish machines play a vital role in maintaining the aesthetic, hygienic, and functional properties of stainless steel parts. Whether used in the food processing, medical, automotive, or architectural industries, these machines ensure that stainless steel surfaces are polished to perfection, enhancing both their appearance and performance.
Rubber Moulding Machine
Rubber Moulding Machine
A rubber moulding machine is a piece of equipment designed to shape rubber materials into specific forms by applying heat and pressure. Rubber moulding is a widely used process in industries such as automotive, aerospace, medical, and consumer goods manufacturing, where rubber parts like seals, gaskets, tires, and various components are essential. Rubber moulding machines help create consistent, high-quality rubber products by ensuring precise control over the moulding parameters, such as temperature, pressure, and cycle time.
There are several types of rubber moulding machines, including compression moulding, transfer moulding, and injection moulding machines, each designed to handle different types of rubber and moulding applications. The choice of machine depends on factors such as the complexity of the part, the type of rubber being used, and the required production volume.
Types of Rubber Moulding Machines
Compression Moulding Machines: Compression moulding is one of the oldest and most commonly used methods for rubber moulding. In compression moulding, a pre-measured amount of rubber material is placed into a heated mould cavity. The mould is then closed, and pressure is applied to force the rubber into the shape of the mould. Heat and pressure are maintained until the rubber cures, after which the mould is opened, and the finished part is removed.
Simplicity and Cost-Effectiveness: Compression moulding is a relatively simple and cost-effective process, making it suitable for low to medium production volumes. It is commonly used to produce parts like gaskets, seals, and O-rings.
Disadvantages: Compression moulding may result in longer cycle times compared to other methods, and it is less suitable for highly complex or intricate parts due to limitations in material flow.
Transfer Moulding Machines: Transfer moulding is similar to compression moulding but with the added step of transferring the rubber material into the mould cavity through a transfer chamber. In this process, the rubber is placed in a transfer pot, and a plunger forces the material into the mould cavity through runners and gates. The mould is then closed, and the rubber cures under heat and pressure.
Advantages for Complex Parts: Transfer moulding is ideal for parts with intricate geometries or those that require inserts, such as metal parts embedded in rubber. It provides better material flow and more precise control over the moulding process compared to compression moulding.
Disadvantages: Transfer moulding requires more complex tooling and is generally more expensive than compression moulding, making it better suited for higher-volume production runs.
Injection Moulding Machines: Rubber injection moulding is a highly efficient and automated process that involves injecting liquid rubber or rubber compounds into a closed mould under high pressure. In this process, the rubber material is preheated in an injection chamber, then injected into the mould cavity through a nozzle. The rubber cures in the mould, and the finished part is ejected after the mould opens.
High Efficiency and Precision: Injection moulding is ideal for high-volume production and complex parts with tight tolerances. It offers faster cycle times and better control over the moulding process compared to compression or transfer moulding.
Disadvantages: Injection moulding machines are more expensive to operate and require more advanced tooling. They are best suited for large-scale production or parts that require high precision and consistency.
Key Components of a Rubber Moulding Machine
Mould Cavity and Core: The mould cavity is the space where the rubber material is shaped into the final part. The mould core, typically made from high-strength materials like steel, creates the internal shape of the part, while the cavity forms the external dimensions. In multi-cavity moulds, multiple parts can be produced simultaneously, improving production efficiency.
High Precision Moulds: Moulds used in rubber moulding must be designed with high precision to ensure that the finished parts meet tight tolerances. The mould material must also withstand high temperatures and pressures without deforming.
Heating System: Rubber moulding machines use heating systems to maintain the mould at the proper temperature for curing the rubber. Electric heaters or steam heating systems are commonly used to ensure consistent temperature control throughout the moulding process. Proper temperature control is critical for achieving optimal rubber properties, such as flexibility, strength, and elasticity.
Curing Temperature Control: The heating system allows for precise control of the curing temperature, ensuring that the rubber material cures uniformly and achieves the desired physical properties.
Hydraulic or Mechanical Press: The press applies the necessary pressure to the mould during the rubber moulding process. Hydraulic presses are commonly used for rubber moulding due to their ability to generate high, consistent pressure. The press ensures that the rubber material is fully compressed into the mould cavity and cures evenly.
High-Pressure Forming: Hydraulic presses offer the advantage of high force with precise control, making them ideal for moulding rubber parts with complex geometries or tight tolerances.
Ejection System: After the rubber has cured and the mould is opened, the finished part must be ejected from the mould. Ejector pins or plates are typically used to push the part out of the mould cavity without damaging the part. In injection moulding machines, the ejection system is fully automated to improve production efficiency.
Automatic Ejection for Efficiency: Automated ejection systems reduce cycle times and minimize the risk of damaging parts during removal. They are especially important in high-volume production environments.
Control Panel: Modern rubber moulding machines are equipped with control panels that allow operators to set and monitor parameters such as temperature, pressure, cycle time, and moulding speed. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the moulding process and ensure repeatable, high-quality results.
Precision Control for Consistency: The control panel ensures that the moulding process remains consistent, reducing the risk of defects or variations in the finished parts. This is especially important for parts that require precise dimensional accuracy.
Rubber Moulding Process
Material Preparation: The rubber material is first prepared for moulding. In the case of compression or transfer moulding, raw rubber compounds or pre-forms are used. For injection moulding, the rubber is often in the form of pellets or liquid rubber compounds that are heated and injected into the mould.
Pre-Forms for Compression and Transfer Moulding: Pre-forms are used to control the amount of material placed into the mould cavity, ensuring that the part is formed correctly without excess material.
Loading the Mould: In compression and transfer moulding, the rubber material is placed directly into the mould cavity. For injection moulding, the rubber material is pre-heated in the injection chamber before being injected into the mould. The mould is then closed, and pressure is applied to shape the rubber into the desired part.
High-Pressure Injection for Complex Parts: Injection moulding machines apply high pressure to inject the rubber into the mould cavity, ensuring that the material flows into all areas of the mould and fills intricate details.
Curing: The rubber material is cured under heat and pressure, which causes it to harden and take on its final properties. The curing time and temperature vary depending on the type of rubber being used and the desired properties of the finished part.
Precise Curing for Optimal Properties: The curing process must be carefully controlled to ensure that the rubber achieves the correct level of flexibility, strength, and durability. Over-curing can lead to brittle parts, while under-curing can result in weak, under-formed parts.
Part Ejection: Once the rubber has cured, the mould is opened, and the finished part is ejected from the mould. In injection moulding, this step is automated, while in compression and transfer moulding, the part may need to be manually removed.
Automated Ejection for High-Volume Production: Automatic ejection systems improve production efficiency and reduce the risk of damaging parts during removal.
Finishing and Inspection: After the part is ejected, any excess material, known as flash, is trimmed from the edges of the part. The part is then inspected for defects, such as incomplete moulding or surface imperfections. Any defective parts are discarded or reworked.
Flash Trimming for Clean Edges: Excess material, or flash, is typically removed by hand or with the help of trimming machines, ensuring that the finished part has clean, smooth edges.
Applications of Rubber Moulding Machines
Automotive Industry: Rubber moulding machines are widely used in the automotive industry to produce parts such as seals, gaskets, bushings, and tires. These parts are essential for ensuring proper sealing, noise reduction, and vibration control in vehicles.
Moulded Rubber Seals and Gaskets: Moulded rubber seals are used in engine components, doors, windows, and various other parts of vehicles to prevent leaks and reduce noise. Rubber moulding machines ensure that these parts are produced with precision and consistency.
Aerospace Industry: In the aerospace industry, rubber moulding machines are used to produce high-performance parts such as O-rings, seals, and vibration dampers. These components must meet stringent safety and performance standards, as they are critical to the operation of aircraft and spacecraft.
High-Performance O-Rings for Aerospace Applications: Moulded rubber O-rings are used in fuel systems, hydraulic systems, and other critical areas of aircraft. Rubber moulding machines ensure that these parts meet the exacting standards of the aerospace industry.
Medical Devices and Equipment: Rubber moulding machines are used to produce a variety of medical components, such as seals, gaskets, diaphragms, and tubing. Medical-grade rubber must meet strict quality and safety standards, as it is used in life-saving devices and equipment.
Medical-Grade Rubber Components: Rubber moulding machines are used to produce medical parts that are biocompatible, sterilizable, and resistant to harsh chemicals. These parts are essential in medical devices such as respirators, pumps, and diagnostic equipment.
Consumer Goods: Rubber moulding machines are used to produce a wide range of consumer products, including rubber footwear, kitchen tools, and household seals. These machines allow manufacturers to produce durable, flexible rubber products that meet the needs of everyday consumers.
Rubber Moulded Footwear: Rubber moulding machines are commonly used to produce soles and components for shoes, boots, and sandals. Moulded rubber provides the comfort, durability, and flexibility needed for high-quality footwear.
Industrial Equipment: Rubber moulding machines are used to produce rubber parts for industrial machinery, including seals, grommets, vibration dampers, and hoses. These parts are essential for maintaining the performance and reliability of industrial equipment in demanding environments.
Moulded Rubber for Industrial Applications: Rubber parts are used in heavy machinery to reduce vibration, protect equipment from damage, and ensure proper sealing in harsh conditions.
Advantages of Rubber Moulding Machines
Precision and Consistency: Rubber moulding machines ensure that parts are produced with high precision and consistency, meeting exact specifications for dimensions, strength, and performance. This is critical for industries such as automotive and aerospace, where quality and reliability are paramount.
Efficiency for High-Volume Production: Injection and transfer moulding machines are highly efficient, allowing manufacturers to produce large quantities of rubber parts quickly and with minimal waste. This makes them ideal for high-volume production runs in industries like automotive and consumer goods.
Versatility for Different Rubber Types: Rubber moulding machines can handle a wide variety of rubber materials, including natural rubber, synthetic rubber, and silicone. This versatility allows manufacturers to produce parts with specific properties, such as heat resistance, chemical resistance, or flexibility.
Cost-Effectiveness for Mass Production: Rubber moulding machines are cost-effective for producing large batches of parts, especially in injection and transfer moulding. The automated nature of these processes reduces labor costs and improves production efficiency.
Challenges of Rubber Moulding Machines
High Initial Tooling Costs: Mould tooling for rubber moulding machines can be expensive, particularly for complex parts or multi-cavity moulds. Manufacturers must consider these costs when deciding on the most suitable moulding process for their production needs.
Material Waste in Compression Moulding: Compression moulding can result in more material waste compared to other methods, especially if excess rubber material is used to ensure that the mould is completely filled. Proper material management is essential to minimize waste and reduce costs.
Rubber moulding machines play a vital role in producing high-quality rubber parts for a wide range of industries, from automotive and aerospace to medical devices and consumer goods. These machines offer the precision, efficiency, and versatility needed to meet the demands of modern manufacturing, ensuring that rubber parts are produced with consistent quality and performance.
CNC Flowforming
Advanced Metalworking Technics with CNC Metal Spinning Machine
CNC flowforming is a precision metal forming process that uses CNC (Computer Numerical Control) technology to control the shaping of metal components by gradually deforming a metal blank over a rotating mandrel using rollers. Flowforming is often used to produce cylindrical or conical parts with precise dimensions, thin walls, and excellent strength. CNC flowforming is widely used in industries such as aerospace, automotive, defense, and industrial manufacturing, where high-performance parts with complex geometries are required.
CNC flowforming offers significant advantages over traditional forming methods, including greater material efficiency, improved mechanical properties, and the ability to produce parts with tight tolerances. The CNC technology ensures that the forming process is highly repeatable and precise, making it ideal for producing complex, high-quality parts in medium to large production volumes.
Key Components of a CNC Flowforming Machine
Mandrel: The mandrel is the shaping tool over which the metal blank is formed. It provides the internal shape of the part, while the CNC-controlled rollers apply pressure to the blank to gradually form it into the desired shape. The mandrel must be precisely machined to match the exact dimensions of the final part.
Mandrel Design for Complex Parts: The mandrel is a critical component in CNC flowforming, as it determines the internal shape and dimensions of the part. The mandrel must be designed to withstand the high forces applied during the forming process while maintaining tight tolerances.
CNC-Controlled Rollers: CNC flowforming machines use multiple rollers to apply pressure to the metal blank as it rotates on the mandrel. The rollers gradually deform the metal, thinning it and shaping it into the final part. The CNC system controls the position, pressure, and speed of the rollers to ensure precise forming.
Precise Control for Uniform Wall Thickness: CNC-controlled rollers allow for precise control over the material flow, ensuring that the part has uniform wall thickness and meets exact dimensional specifications.
Rotating Spindle: The spindle holds the mandrel and rotates it during the flowforming process. The rotation of the mandrel, combined with the pressure from the rollers, gradually shapes the metal blank into the desired form. The spindle must be capable of rotating at precise speeds to ensure consistent forming.
High-Speed Rotation for Efficient Forming: The spindle must rotate at the correct speed to allow the rollers to apply even pressure and gradually form the part without over-stressing the material.
Hydraulic or Servo Actuation System: CNC flowforming machines use hydraulic or servo-actuated systems to control the movement and pressure of the rollers. These systems provide the force needed to deform the metal and ensure that the forming process is smooth and controlled.
Hydraulic Pressure for High-Strength Parts: The hydraulic system provides the necessary pressure to form high-strength materials, such as steel and titanium, into precise shapes without causing defects.
CNC Control Panel: The CNC control panel is the interface through which operators set and monitor the forming parameters, such as roller pressure, spindle speed, and material feed rate. The CNC system ensures that the forming process is highly repeatable and that each part is produced to the exact same specifications.
Automation for Precision and Repeatability: CNC technology automates the flowforming process, allowing for precise control over every aspect of the operation. This ensures that each part is formed consistently, even in high-volume production.
CNC Flowforming Process
Material Preparation: The process begins with the preparation of a metal blank, typically in the form of a pre-formed tube or disc. The blank is made from materials such as aluminum, steel, or titanium, which have good ductility and can be deformed without cracking. The blank is mounted onto the mandrel in the flowforming machine.
Pre-Forms for Consistent Shaping: The initial shape of the blank is critical to the success of the flowforming process. Pre-forms must be designed to accommodate the thinning and stretching that occurs during forming.
Forming the Metal Blank: As the mandrel rotates, the CNC-controlled rollers apply pressure to the metal blank. The rollers move along the length of the blank, gradually thinning and stretching the material to form the final part. The pressure applied by the rollers is carefully controlled to ensure that the material is deformed uniformly.
Controlled Thinning for Precise Wall Thickness: Flowforming allows manufacturers to create parts with very thin walls while maintaining excellent strength and structural integrity. The CNC system ensures that the wall thickness is consistent along the entire length of the part.
Multiple Passes for Complex Shapes: For parts with complex geometries, the flowforming process may require multiple passes with the rollers. Each pass further deforms the metal, gradually bringing it closer to the final shape. The CNC system ensures that each pass is executed with precision, preventing defects such as wrinkles or uneven wall thickness.
Complex Shapes with Tight Tolerances: CNC flowforming is ideal for producing parts with intricate shapes or features, such as flanges, tapers, or internal threads. The CNC system ensures that these features are formed with tight tolerances and repeatable accuracy.
Part Removal and Inspection: Once the flowforming process is complete, the finished part is removed from the mandrel and inspected for defects. The part is typically subjected to dimensional checks and surface quality inspections to ensure that it meets the required specifications.
Quality Control for High-Precision Parts: CNC flowforming produces parts with excellent surface finishes and dimensional accuracy, reducing the need for additional machining or finishing processes.
Applications of CNC Flowforming
Aerospace Industry: CNC flowforming is widely used in the aerospace industry to produce lightweight, high-strength components such as rocket motor casings, fuselage sections, and structural supports. The ability to create thin-walled parts with precise dimensions makes flowforming ideal for aerospace applications.
Rocket Motor Casings: Flowforming is used to produce thin-walled rocket motor casings with excellent strength and durability. These parts must withstand extreme pressures and temperatures, making flowforming a critical process for aerospace manufacturers.
Automotive Industry: In the automotive industry, CNC flowforming is used to create lightweight components such as wheel rims, drive shafts, and suspension components. Flowformed parts are strong, lightweight, and capable of withstanding the stresses of high-performance vehicles.
Lightweight Alloy Wheels: CNC flowforming is used to produce lightweight alloy wheels for high-performance vehicles. The process ensures that the wheels have the strength needed to handle the stresses of driving while minimizing weight.
Defense and Military Applications: CNC flowforming is used to produce parts for defense and military applications, such as artillery shells, missile casings, and armor-piercing projectiles. These parts require high strength, durability, and precision, making flowforming an ideal manufacturing process.
Artillery Shells: Flowforming is used to produce artillery shells with thin walls and high strength, ensuring that they can withstand the pressures generated during firing while remaining lightweight.
Industrial Manufacturing: CNC flowforming is also used in the production of industrial components such as pressure vessels, heat exchanger tubes, and hydraulic cylinders. These parts require high strength and precision, making flowforming a valuable process for industrial manufacturers.
Heat Exchanger Tubes: Flowforming is used to produce thin-walled heat exchanger tubes with precise dimensions, ensuring efficient heat transfer and durability in demanding industrial applications.
Advantages of CNC Flowforming
High Precision and Repeatability: CNC flowforming ensures that parts are produced with tight tolerances and consistent quality, making it ideal for applications where precision is critical, such as aerospace and defense manufacturing.
Material Efficiency: Flowforming uses a cold-forming process that minimizes material waste, allowing manufacturers to produce parts with consistent wall thickness and minimal scrap. This improves cost efficiency and reduces the environmental impact of production.
Enhanced Mechanical Properties: The cold-forming process used in CNC flowforming improves the mechanical properties of the metal, such as its hardness, tensile strength, and fatigue resistance. This makes flowformed parts more durable and capable of withstanding extreme conditions.
Cost-Effective for Medium- to High-Volume Production: CNC flowforming is particularly cost-effective for medium- to high-volume production runs, as it requires fewer tooling changes and offers shorter cycle times compared to other forming processes.
Challenges of CNC Flowforming
High Initial Setup Costs: The equipment and tooling required for CNC flowforming can be expensive, making it less cost-effective for low-volume production runs. However, the long-term savings in material costs and reduced machining requirements often justify the initial investment.
Material Limitations: While CNC flowforming is effective for a wide range of metals, such as aluminum, steel, and titanium, it may not be suitable for certain materials that are too brittle or have limited formability.
CNC flowforming is a highly efficient and versatile process used to produce lightweight, high-precision components with complex geometries. Whether used in aerospace, automotive, defense, or industrial applications, CNC flowforming offers manufacturers a cost-effective solution for creating parts that meet the highest standards of performance and durability.
Round Cutter for Sheet Metal
Circle Shear Machine
A round cutter for sheet metal is a specialized tool used to cut circular shapes or holes in sheet metal materials. These tools are essential in industries like automotive, aerospace, HVAC, construction, and manufacturing, where precise circular cuts are often required for components such as flanges, ducts, gaskets, and panels. Round cutters are designed to handle various types of sheet metal, including steel, aluminum, copper, and brass, making them versatile and valuable tools in metalworking.
Round cutters come in different designs and sizes, depending on the specific cutting application. Some are manual tools used for smaller jobs, while others are integrated into automated cutting machines for high-volume production. These cutters ensure precision and efficiency, allowing manufacturers to produce consistent, high-quality round cuts in sheet metal with minimal waste.
Types of Round Cutters for Sheet Metal
Manual Circle Cutters: Manual circle cutters are handheld tools used for cutting small to medium-sized circular shapes in sheet metal. These cutters are often adjustable, allowing the operator to set the desired diameter for the cut. Manual circle cutters are commonly used in HVAC work, where they are used to cut holes for ducts, vents, and pipes.
Handheld and Adjustable: Manual circle cutters typically feature a rotating cutting head with adjustable arms that allow the user to set the diameter of the cut. The cutting head is rotated around a central pivot point, creating a clean, circular cut in the sheet metal.
Advantages: Manual circle cutters are easy to use and affordable, making them ideal for smaller jobs or projects that require occasional cutting of circular shapes. They are lightweight and portable, allowing operators to use them on-site.
Disadvantages: Manual circle cutters are limited in their capacity and are not suitable for cutting thick or hard metals. They also require more physical effort and precision from the operator, making them less efficient for high-volume or repetitive cutting tasks.
Rotary Cutters for Sheet Metal: Rotary cutters are powered tools that use rotating blades to cut circular shapes in sheet metal. These cutters can be either handheld or mounted on a bench or stand. Rotary cutters are ideal for cutting larger or thicker sheets of metal, as they provide more power and precision than manual tools.
Powered Cutting for Efficiency: Rotary cutters use a motor to drive the cutting blade, allowing for faster and more precise cuts. Some rotary cutters are equipped with adjustable cutting heads that allow the operator to set the desired diameter for the cut.
Advantages: Rotary cutters are more efficient than manual tools and can handle thicker or harder materials. They are ideal for repetitive cutting tasks and are commonly used in workshops and fabrication shops.
Disadvantages: Rotary cutters are more expensive than manual tools and may require a power source. They are also larger and less portable, making them better suited for stationary work environments.
Punch and Die Circle Cutters: Punch and die circle cutters use a punch press to create circular holes or shapes in sheet metal. In this process, a punch is driven through the sheet metal, cutting out a circular shape that matches the size and shape of the die. Punch and die cutters are used for high-precision, high-volume cutting and are commonly integrated into automated production lines.
Precision Cutting for High-Volume Production: Punch and die circle cutters are highly accurate and capable of cutting multiple holes or shapes in a single operation. The punch and die are machined to exact specifications, ensuring consistent, precise cuts.
Advantages: Punch and die cutters are ideal for high-volume production, as they can cut large numbers of holes quickly and with minimal material waste. They are commonly used in industries that require precise, repeatable cuts, such as automotive and aerospace manufacturing.
Disadvantages: Punch and die cutters are expensive to set up, as they require custom tooling for each specific cut. They are best suited for high-volume production, where the cost of tooling can be justified by the large number of parts being produced.
CNC Plasma and Laser Cutters: CNC (Computer Numerical Control) plasma and laser cutters are advanced cutting machines that use high-energy beams or plasma arcs to cut precise shapes, including circles, in sheet metal. These machines are highly automated, allowing operators to program the desired cut into the CNC system, which then controls the cutting head to execute the cut with precision.
Advanced Cutting for Complex Shapes: CNC plasma and laser cutters are capable of cutting extremely precise and complex shapes in sheet metal, including intricate circular patterns. These machines are ideal for high-precision applications in industries such as aerospace, automotive, and electronics.
Advantages: CNC plasma and laser cutters provide unmatched precision and efficiency, making them ideal for cutting complex shapes with tight tolerances. They are also highly versatile, capable of cutting a wide range of materials and thicknesses.
Disadvantages: CNC plasma and laser cutters are expensive to purchase and operate, making them best suited for large-scale manufacturing operations. They also require skilled operators to program and maintain the machines.
The Cutting Process with Round Cutters
Marking the Cutting Area: Before cutting, the operator marks the desired location and diameter of the circle on the sheet metal. This ensures that the cut is made in the correct position and to the correct size. For manual cutters, the center point of the circle is often marked, and a pivot is set to guide the cutting tool.
Accuracy in Marking: Marking the cutting area accurately is essential for ensuring that the final cut meets the required specifications. In automated systems, the cutting pattern is programmed into the CNC machine, eliminating the need for manual marking.
Positioning the Cutter: The round cutter is positioned on the sheet metal, with the cutting blade or punch aligned with the marked area. For manual cutters, the operator positions the pivot point in the center of the marked circle and adjusts the cutter to the desired diameter.
Precision in Positioning: Proper alignment of the cutter is crucial for achieving a clean, precise cut. In punch and die systems, the punch and die must be perfectly aligned to ensure that the cut is made cleanly and without distortion.
Executing the Cut: Once the cutter is positioned, the cutting operation is performed. In manual and rotary cutters, the operator manually rotates the cutter around the pivot point or guides the powered cutter along the marked path. In punch and die systems, the punch is driven through the sheet metal to create the hole. In CNC plasma or laser systems, the cutting head is guided automatically by the CNC system to execute the cut.
Smooth Cutting for Clean Edges: The goal of the cutting process is to create a clean, smooth edge without distortion or burrs. Proper control of the cutter’s speed and pressure is essential for achieving high-quality cuts.
Finishing and Inspection: After the cut is made, the edges of the cut circle are inspected for any burrs or rough edges. In some cases, deburring or smoothing may be required to achieve a clean, finished edge. The final part is then inspected for dimensional accuracy to ensure that it meets the required specifications.
Deburring for Clean Edges: Burrs or rough edges are common after cutting, especially in thicker or harder metals. These imperfections can be removed using deburring tools or machines to create a smooth, finished edge.
Applications of Round Cutters for Sheet Metal
HVAC and Ductwork Fabrication: Round cutters are widely used in the HVAC industry to create circular holes and shapes in sheet metal for ducts, vents, and other ventilation components. The ability to cut precise circles is essential for ensuring proper fit and function in ductwork systems.
Cutting for Air Vents and Ducts: HVAC technicians use round cutters to create holes for air vents, flanges, and pipes in ductwork systems. The precision of the cut ensures that the components fit together correctly, improving airflow and system performance.
Automotive Industry: In the automotive industry, round cutters are used to cut circular holes and shapes in sheet metal for components such as flanges, gaskets, and panels. The ability to cut precise circles is essential for ensuring that parts fit together correctly and function as intended.
Cutting for Flanges and Gaskets: Round cutters are used to create precise holes for flanges and gaskets, ensuring proper sealing and alignment in automotive components such as engines, exhaust systems, and fuel tanks.
Aerospace Industry: In the aerospace industry, round cutters are used to cut precise circular holes and shapes in sheet metal for aircraft components, such as bulkheads, fuselage panels, and structural supports. The high precision of the cut is critical for ensuring that parts meet the strict safety and performance standards required in aerospace manufacturing.
Precision Cutting for Structural Components: Round cutters are used to create holes and circular shapes in structural components that must withstand extreme forces and environmental conditions.
Metal Fabrication and Construction: Round cutters are commonly used in metal fabrication shops and construction projects to create circular holes and shapes in sheet metal for architectural elements, structural supports, and decorative features. These cutters allow fabricators to create custom parts with precise circular cuts.
Cutting for Architectural Panels: Round cutters are used to create custom circular designs in metal panels for architectural applications, such as building facades, interior walls, and decorative features.
Advantages of Round Cutters for Sheet Metal
Precision Cutting for Circular Shapes: Round cutters are specifically designed for cutting precise circular shapes in sheet metal, ensuring clean, accurate cuts with minimal material waste. This precision is essential for industries such as automotive, aerospace, and HVAC, where components must fit together precisely.
Versatility for Different Metals: Round cutters can be used to cut a wide range of sheet metal materials, including steel, aluminum, copper, and brass. This versatility makes them valuable tools for metal fabricators working with different types of materials.
Efficiency for High-Volume Production: Punch and die systems and CNC cutting machines are highly efficient for high-volume production, allowing manufacturers to produce large numbers of parts with consistent quality and minimal downtime.
Clean, Smooth Edges: Round cutters are designed to create clean, smooth edges, reducing the need for additional finishing operations such as deburring or grinding. This improves the overall quality of the finished part and reduces production time.
Challenges of Round Cutters for Sheet Metal
Tool Wear and Maintenance: The cutting blades or punches used in round cutters wear out over time and need to be replaced regularly to maintain cutting precision. Proper maintenance is essential to ensure that the cutters continue to produce high-quality cuts.
Initial Setup Costs for CNC Systems: CNC plasma and laser cutting systems are expensive to purchase and operate, making them a significant investment for manufacturers. However, the high precision and efficiency of these systems often justify the initial setup costs for large-scale production.
Round cutters for sheet metal are essential tools in industries that require precise circular cuts, such as automotive, aerospace, HVAC, and metal fabrication. Whether used in manual, powered, or automated systems, these cutters provide the accuracy, efficiency, and versatility needed to produce high-quality round cuts in a variety of sheet metal materials.
Flange Machine
Sheet Metal Rounded Corners
A flange machine is a specialized piece of equipment used to form or attach flanges to metal pipes, tubes, and ducts. Flanges are integral components in many piping and ductwork systems, serving as the connecting points between pipes or other components. They provide a secure, leak-proof connection, allowing for easy assembly, disassembly, and maintenance. Flange machines are used in industries such as HVAC, construction, plumbing, and industrial manufacturing, where precision and strength are required for flange connections.
Flange machines come in various designs, depending on the specific application, such as roll-forming flange machines, hydraulic flange forming machines, and automated CNC flange machines. These machines help manufacturers create consistent, high-quality flanges that meet industry standards for strength, durability, and performance.
Types of Flange Machines
Roll-Forming Flange Machines: Roll-forming flange machines are used to create flanges by gradually shaping the edge of a metal pipe, tube, or duct using a series of rollers. The rollers apply pressure to the material as it passes through the machine, forming the flange without cutting or removing material. Roll-forming flange machines are commonly used in the HVAC industry to create flanges for ductwork.
Precision Forming for Ductwork: Roll-forming machines create consistent, smooth flanges that are used to connect sections of ductwork in HVAC systems. The process is efficient and suitable for high-volume production.
Advantages: Roll-forming machines are highly efficient and capable of producing flanges with tight tolerances. They are ideal for forming flanges on long sections of metal pipe or ductwork.
Disadvantages: Roll-forming machines are limited in their ability to create complex flange shapes and are best suited for simple, straight flanges.
Hydraulic Flange Forming Machines: Hydraulic flange forming machines use hydraulic pressure to form flanges by pressing or bending the metal material into the desired shape. These machines are used to form flanges on thicker or more rigid materials, such as steel or stainless steel pipes, where roll-forming machines may not be suitable.
High Pressure for Heavy-Duty Flanges: Hydraulic flange machines are capable of forming strong, durable flanges on thick-walled pipes and tubes. The hydraulic system provides the force needed to shape the metal without causing cracks or deformation.
Advantages: Hydraulic flange machines are ideal for heavy-duty applications where thick or hard metals are used. They provide precise control over the forming process, ensuring that the flanges meet the required specifications.
Disadvantages: Hydraulic flange machines are slower than roll-forming machines and may require more setup time. They are also more expensive to operate due to the hydraulic system.
CNC Flange Machines: CNC flange machines use computer numerical control (CNC) technology to automate the flange forming process. These machines are highly precise and capable of producing complex flange shapes with tight tolerances. CNC flange machines are used in industries that require high levels of accuracy, such as aerospace, automotive, and industrial manufacturing.
Automated Precision for Complex Flanges: CNC flange machines are programmed to perform the flange forming process with high precision, ensuring that each flange is formed to the exact specifications. These machines are ideal for producing custom flanges or parts with intricate shapes.
Advantages: CNC flange machines offer unmatched precision and repeatability, making them ideal for high-volume production or parts that require tight tolerances. The automation reduces the need for manual labor and minimizes the risk of errors.
Disadvantages: CNC flange machines are expensive to purchase and operate, making them more suitable for large-scale production or applications that require high precision.
Flange Welding Machines: Flange welding machines are used to attach flanges to metal pipes or tubes by welding. These machines ensure that the flange is securely bonded to the pipe, providing a strong, leak-proof connection. Flange welding machines are commonly used in industries such as plumbing, oil and gas, and industrial piping systems.
Welding for Strong Connections: Flange welding machines ensure that the flange is securely welded to the pipe, creating a durable connection that can withstand high pressure and temperature.
Advantages: Welding provides a strong, permanent connection between the flange and the pipe. Flange welding machines are ideal for applications where a leak-proof connection is essential, such as in oil and gas pipelines.
Disadvantages: Welding machines require skilled operators and regular maintenance to ensure that the welds are strong and free from defects.
The Flange Forming Process
Material Preparation: Before the flange is formed, the material must be prepared by cutting the pipe, tube, or duct to the required length. The edges of the material are often smoothed or deburred to ensure that the flange can be formed cleanly without defects.
Cutting and Deburring for Clean Edges: Proper preparation of the material is essential for achieving a high-quality flange. Any burrs or rough edges can affect the forming process and lead to defects in the final flange.
Forming the Flange: The flange forming process varies depending on the type of machine being used. In roll-forming machines, the material is fed through a series of rollers that gradually shape the edge into a flange. In hydraulic or CNC machines, the material is pressed or bent into the desired shape. In welding machines, the flange is welded to the pipe after it has been formed.
Consistent Forming for Precision Flanges: The goal of the forming process is to create a flange with precise dimensions and a smooth finish. Proper control of the forming pressure and speed is essential for achieving high-quality results.
Finishing and Inspection: After the flange is formed, it is inspected for defects such as cracks, uneven edges, or dimensional inaccuracies. Any excess material, such as burrs or rough edges, is removed to ensure that the flange is smooth and ready for use.
Quality Control for Reliable Flanges: Flanges must meet strict quality standards to ensure that they provide a secure, leak-proof connection. Inspection and finishing are critical steps in the flange forming process to ensure that the final product meets these standards.
Applications of Flange Machines
HVAC Systems: Flange machines are widely used in the HVAC industry to create flanges for ductwork and ventilation systems. Flanges are essential for connecting sections of ductwork and ensuring that the system operates efficiently and without leaks.
Forming Flanges for Ductwork: Roll-forming flange machines are commonly used to create flanges on large sections of ductwork, providing a secure connection point for joining ducts and vents.
Industrial Piping Systems: In industrial piping systems, flanges are used to connect pipes, valves, and other components. Flange machines are used to form or attach flanges to pipes in applications such as oil and gas pipelines, chemical processing plants, and power generation facilities.
Flanges for High-Pressure Pipes: Hydraulic flange machines are often used to form flanges on thick-walled pipes used in high-pressure or high-temperature environments, such as oil refineries or power plants.
Automotive and Aerospace Industries: Flange machines are used in the automotive and aerospace industries to create flanges for exhaust systems, fuel lines, and other components. The precision offered by CNC flange machines is essential for ensuring that flanges meet the tight tolerances required in these industries.
Precision Flanges for Exhaust Systems: CNC flange machines are used to create custom flanges for exhaust systems, ensuring that they fit precisely and provide a leak-proof connection.
Plumbing and Construction: Flange machines are used in plumbing and construction to form or attach flanges to pipes used in water supply, drainage, and other systems. Flanges provide a secure connection point for assembling plumbing systems and allow for easy maintenance and repairs.
Flanges for Water Supply Lines: Flange machines are used to create flanges for water supply lines in residential and commercial buildings, ensuring that the pipes can be connected securely and leak-free.
Advantages of Flange Machines
Precision and Consistency: Flange machines ensure that flanges are formed with high precision and consistency, meeting exact specifications for dimensions and strength. This is essential for applications where leak-proof connections are critical, such as in HVAC systems or industrial pipelines.
Efficiency for High-Volume Production: Flange machines, especially roll-forming and CNC machines, are highly efficient and capable of producing large quantities of flanges quickly and with minimal waste. This makes them ideal for high-volume production in industries such as construction and manufacturing.
Versatility for Different Materials: Flange machines can handle a wide range of materials, including steel, aluminum, copper, and stainless steel. This versatility makes them valuable tools for manufacturers working with different types of pipes and tubing.
Strong, Leak-Proof Connections: Flanges formed by flange machines provide strong, durable connections that can withstand high pressure and temperature. This is particularly important in industrial applications where the reliability of the connection is critical for safety and performance.
Challenges of Flange Machines
Tooling and Setup Costs: Flange machines, particularly CNC and hydraulic machines, can be expensive to purchase and set up. The cost of tooling and maintenance must be considered, especially for custom or complex flange designs.
Skilled Operation for Precision: Operating flange machines, especially CNC and welding machines, requires skilled operators to ensure that the flanges are formed correctly and meet the required specifications. Improper operation can lead to defects and compromised flange connections.
Flange machines are essential tools for forming and attaching flanges to pipes, tubes, and ducts in a wide range of industries. Whether used in HVAC systems, industrial piping, or automotive and aerospace applications, these machines provide the precision, strength, and efficiency needed to create reliable, high-quality flanges that meet the demands of modern manufacturing and construction.
Metal Flowforming
CNC Controller for Spinning Machine
Metal flowforming is an advanced metal forming process used to shape cylindrical or conical metal parts by applying controlled pressure through rotating rollers. The process starts with a pre-formed metal blank, typically a tube, which is placed over a mandrel and rotated at high speeds. Rollers apply pressure to the metal, gradually thinning and stretching it into the desired shape. Flowforming offers precise control over wall thickness and part geometry, making it ideal for producing lightweight, high-strength components with complex geometries.
Flowforming is used in industries such as aerospace, automotive, defense, and industrial manufacturing, where precision, strength, and material efficiency are critical. The process enhances the mechanical properties of the metal, making it stronger and more durable, while also reducing material waste.
Types of Metal Flowforming
Forward Flowforming: In forward flowforming, the rollers move along the length of the metal blank in the same direction as the rotation of the mandrel. The material is thinned and stretched forward as it conforms to the shape of the mandrel. Forward flowforming is commonly used to produce cylindrical parts, such as tubes, pipes, and pressure vessels.
Precise Control of Wall Thickness: Forward flowforming allows manufacturers to create parts with precise, consistent wall thickness, which is critical for applications where uniform strength and weight are essential, such as in aerospace and automotive components.
Advantages: Forward flowforming is ideal for producing parts with long, uniform lengths, such as tubes and pipes. It offers excellent control over the material flow, ensuring consistent wall thickness and dimensional accuracy.
Disadvantages: Forward flowforming may not be suitable for parts with highly complex geometries or varying wall thicknesses, as the material flows primarily in one direction.
Backward Flowforming: In backward flowforming, the rollers move in the opposite direction of the mandrel’s rotation. This causes the material to be pushed backward while it is thinned and stretched into shape. Backward flowforming is commonly used for parts with more complex geometries or varying wall thicknesses, such as conical parts or components with flanges.
Complex Shapes with Variable Thickness: Backward flowforming allows for more control over the material flow, making it possible to create parts with varying wall thicknesses or complex features, such as tapers or flanges.
Advantages: Backward flowforming is ideal for producing parts with complex geometries, such as cones or components with varying wall thickness. It offers greater flexibility in shaping the material compared to forward flowforming.
Disadvantages: Backward flowforming is typically slower than forward flowforming and may require more precise control to prevent defects, such as wrinkling or uneven material distribution.
Combined Flowforming: Combined flowforming uses both forward and backward flowforming techniques to create parts with complex geometries and varying wall thicknesses. This method is often used for high-precision components in industries like aerospace and defense, where intricate shapes and tight tolerances are required.
Precision for Complex Components: Combined flowforming allows for precise control over material flow in both directions, enabling manufacturers to produce parts with complex shapes and varying thicknesses, such as aerospace structural components or high-performance automotive parts.
Advantages: Combined flowforming provides maximum flexibility for creating parts with complex geometries, varying wall thicknesses, and tight tolerances. It is ideal for high-performance applications where precision is critical.
Disadvantages: Combined flowforming requires advanced equipment and highly skilled operators, making it more expensive and time-consuming than single-direction flowforming.
Key Components of a Metal Flowforming Machine
Mandrel: The mandrel is the shaping tool around which the metal blank is formed. The mandrel provides the internal shape of the part, while the rollers apply pressure to the blank, stretching and thinning it into the desired external shape. Mandrels are typically made from high-strength materials, such as hardened steel, to withstand the high forces involved in flowforming.
Precision Mandrels for Tight Tolerances: The mandrel must be precisely machined to match the internal dimensions of the final part. Any deviations in the mandrel’s shape can result in defects or dimensional inaccuracies in the finished part.
Rollers: Flowforming machines use multiple rollers to apply pressure to the metal blank as it rotates on the mandrel. The rollers gradually deform the metal, thinning and shaping it into the final part. The position, pressure, and speed of the rollers are carefully controlled to ensure precise forming.
Controlled Pressure for Uniform Thickness: The rollers must apply consistent pressure to ensure that the material flows uniformly, creating a part with consistent wall thickness and smooth surfaces.
Rotating Spindle: The spindle holds the mandrel and rotates it during the flowforming process. The rotation of the mandrel, combined with the pressure from the rollers, shapes the metal blank into the desired form. The spindle’s speed must be carefully controlled to ensure that the material is deformed evenly.
High-Speed Rotation for Efficient Forming: The spindle must rotate at the correct speed to allow the rollers to apply even pressure and gradually form the part without over-stressing the material.
Hydraulic or Servo Actuation System: Flowforming machines use hydraulic or servo-actuated systems to control the movement and pressure of the rollers. These systems provide the force needed to deform the metal and ensure that the forming process is smooth and controlled.
Hydraulic Pressure for High-Strength Parts: The hydraulic system provides the necessary pressure to form high-strength materials, such as steel and titanium, into precise shapes without causing defects.
CNC Control System: Many modern flowforming machines are equipped with CNC (Computer Numerical Control) systems that allow for precise control over the forming process. The CNC system automates the movement of the rollers, ensuring that the material is formed with consistent accuracy and repeatability.
Automation for Precision and Repeatability: CNC control systems ensure that each part is formed to the exact same specifications, improving efficiency and reducing the risk of defects.
The Flowforming Process
Material Preparation: The process begins with the preparation of a metal blank, typically in the form of a tube or disc. The blank is made from materials such as aluminum, steel, or titanium, which have good ductility and can be deformed without cracking. The blank is mounted onto the mandrel in the flowforming machine.
Pre-Forms for Consistent Shaping: The initial shape of the blank is critical to the success of the flowforming process. Pre-forms must be designed to accommodate the thinning and stretching that occurs during forming.
Forming the Metal Blank: As the mandrel rotates, the rollers apply controlled pressure to the metal blank. The pressure from the rollers gradually thins and stretches the material, shaping it into the desired form. The flow of the material is carefully controlled to ensure that the part has uniform wall thickness and smooth surfaces.
Precision Thinning for Uniform Parts: The flowforming process allows for precise control over the material flow, ensuring that the part is formed with consistent wall thickness and meets tight dimensional tolerances.
Multiple Passes for Complex Shapes: For parts with complex geometries, the flowforming process may require multiple passes with the rollers. Each pass further deforms the metal, gradually bringing it closer to the final shape. The CNC system ensures that each pass is executed with precision, preventing defects such as wrinkles or uneven material distribution.
Complex Shapes with Tight Tolerances: Flowforming is ideal for producing parts with intricate shapes or features, such as flanges, tapers, or internal threads. The CNC system ensures that these features are formed with tight tolerances and repeatable accuracy.
Part Removal and Inspection: Once the flowforming process is complete, the finished part is removed from the mandrel and inspected for defects. The part is typically subjected to dimensional checks and surface quality inspections to ensure that it meets the required specifications.
Quality Control for High-Precision Parts: Flowforming produces parts with excellent surface finishes and dimensional accuracy, reducing the need for additional machining or finishing processes.
Applications of Metal Flowforming
Aerospace Industry: Flowforming is widely used in the aerospace industry to produce lightweight, high-strength components such as rocket motor casings, fuselage sections, and structural supports. The ability to create thin-walled parts with precise dimensions makes flowforming ideal for aerospace applications.
Rocket Motor Casings: Flowforming is used to produce thin-walled rocket motor casings with excellent strength and durability. These parts must withstand extreme pressures and temperatures, making flowforming a critical process for aerospace manufacturers.
Automotive Industry: In the automotive industry, flowforming is used to create lightweight components such as wheel rims, drive shafts, and suspension components. Flowformed parts are strong, lightweight, and capable of withstanding the stresses of high-performance vehicles.
Lightweight Alloy Wheels: Flowforming is used to produce lightweight alloy wheels for high-performance vehicles. The process ensures that the wheels have the strength needed to handle the stresses of driving while minimizing weight.
Defense and Military Applications: Flowforming is used to produce parts for defense and military applications, such as artillery shells, missile casings, and armor-piercing projectiles. These parts require high strength, durability, and precision, making flowforming an ideal manufacturing process.
Artillery Shells: Flowforming is used to produce artillery shells with thin walls and high strength, ensuring that they can withstand the pressures generated during firing while remaining lightweight.
Industrial Manufacturing: Flowforming is also used in the production of industrial components such as pressure vessels, heat exchanger tubes, and hydraulic cylinders. These parts require high strength and precision, making flowforming a valuable process for industrial manufacturers.
Heat Exchanger Tubes: Flowforming is used to produce thin-walled heat exchanger tubes with precise dimensions, ensuring efficient heat transfer and durability in demanding industrial applications.
Advantages of Metal Flowforming
High Precision and Repeatability: Flowforming ensures that parts are produced with tight tolerances and consistent quality, making it ideal for applications where precision is critical, such as aerospace and defense manufacturing.
Material Efficiency: Flowforming uses a cold-forming process that minimizes material waste, allowing manufacturers to produce parts with consistent wall thickness and minimal scrap. This improves cost efficiency and reduces the environmental impact of production.
Enhanced Mechanical Properties: The cold-forming process used in flowforming improves the mechanical properties of the metal, such as its hardness, tensile strength, and fatigue resistance. This makes flowformed parts more durable and capable of withstanding extreme conditions.
Cost-Effective for Medium- to High-Volume Production: Flowforming is particularly cost-effective for medium- to high-volume production runs, as it requires fewer tooling changes and offers shorter cycle times compared to other forming processes.
Challenges of Metal Flowforming
High Initial Setup Costs: The equipment and tooling required for flowforming can be expensive, making it less cost-effective for low-volume production runs. However, the long-term savings in material costs and reduced machining requirements often justify the initial investment.
Material Limitations: While flowforming is effective for a wide range of metals, such as aluminum, steel, and titanium, it may not be suitable for certain materials that are too brittle or have limited formability.
Metal flowforming is a highly efficient and versatile process used to produce lightweight, high-precision components with complex geometries. Whether used in aerospace, automotive, defense, or industrial applications, flowforming offers manufacturers a cost-effective solution for creating parts that meet the highest standards of performance and durability.
Circle Shear Machine
Circle Shear Machine
A circle shear machine, also known as a rotary shear or circular shearing machine, is a specialized cutting tool used to cut circular blanks or discs from sheet metal. These machines are designed to cut precise circular shapes in materials like steel, aluminum, copper, and brass, making them essential tools in industries such as automotive, aerospace, manufacturing, and metal fabrication. Circle shear machines are commonly used to produce metal discs for applications like cookware, automotive components, and industrial machinery.
Circle shear machines provide fast, efficient, and accurate cutting of circular blanks, with the ability to handle a wide range of materials and thicknesses. These machines are used for both high-volume production and custom manufacturing, ensuring that each circular blank is cut with precision and minimal waste.
Types of Circle Shear Machines
Manual Circle Shear Machines: Manual circle shear machines are operated by hand, making them suitable for small-scale production or custom jobs. These machines feature adjustable cutting blades and guides, allowing the operator to set the desired diameter of the cut. The operator manually rotates the sheet metal through the cutting blades to produce the circular blank.
Adjustable for Custom Cuts: Manual circle shear machines are highly versatile, allowing operators to adjust the cutting diameter for different-sized blanks. They are commonly used in workshops or fabrication shops for smaller jobs.
Advantages: Manual circle shear machines are affordable, easy to operate, and ideal for custom jobs or small production runs. They offer precise control over the cutting process, making them suitable for a wide range of materials.
Disadvantages: Manual circle shear machines are labor-intensive and not suitable for high-volume production. They also require skilled operators to ensure accurate cutting.
Motorized Circle Shear Machines: Motorized circle shear machines use electric motors to automate the cutting process. These machines are more powerful than manual models and are capable of cutting thicker or harder materials. Motorized circle shear machines are commonly used in metal fabrication shops and manufacturing facilities for medium- to large-scale production.
Powered Cutting for Efficiency: The motorized operation allows for faster and more efficient cutting, making these machines ideal for repetitive cutting tasks. Motorized circle shear machines often feature adjustable cutting settings, allowing operators to easily change the diameter of the cut.
Advantages: Motorized circle shear machines offer greater cutting power and efficiency compared to manual models. They are ideal for cutting thicker materials or handling higher production volumes.
Disadvantages: Motorized circle shear machines are more expensive and require a power source, making them less portable than manual machines. They also require regular maintenance to ensure proper operation.
CNC Circle Shear Machines: CNC (Computer Numerical Control) circle shear machines are fully automated machines that use CNC technology to control the cutting process. These machines are highly precise and capable of producing complex circular blanks with tight tolerances. CNC circle shear machines are commonly used in industries such as aerospace, automotive, and industrial manufacturing, where high precision is required.
Automated Precision for High-Volume Production: CNC circle shear machines allow operators to program the desired cutting parameters into the CNC system, which then controls the cutting blades to execute the cut with precision. These machines are ideal for high-volume production and applications that require consistent, repeatable results.
Advantages: CNC circle shear machines offer unmatched precision, efficiency, and repeatability. They are ideal for high-volume production or parts that require tight tolerances. The automation reduces the need for manual labor and minimizes the risk of errors.
Disadvantages: CNC circle shear machines are expensive to purchase and operate, making them best suited for large-scale production or applications that require high precision.
The Circle Shearing Process
Material Loading: The circle shearing process begins by loading the sheet metal onto the machine. For manual machines, the operator positions the sheet metal by hand, while motorized and CNC machines often have automated feeding systems that load the material into the cutting area.
Accurate Positioning for Precision Cuts: Proper positioning of the sheet metal is essential for ensuring that the circular blank is cut with precision. In CNC machines, the material is automatically positioned based on the programmed cutting parameters.
Adjusting the Cutting Diameter: The cutting diameter is set by adjusting the cutting blades and guides on the machine. In manual and motorized machines, the operator adjusts the settings to achieve the desired diameter. In CNC machines, the cutting diameter is programmed into the CNC system, which automatically adjusts the blades to the correct position.
Customizable Settings for Versatile Cutting: Circle shear machines offer adjustable cutting settings, allowing operators to produce circular blanks in a variety of sizes. This versatility is particularly important for manufacturers that produce custom or varied parts.
Cutting the Circular Blank: Once the machine is set up, the cutting process begins. The cutting blades rotate around the sheet metal, shearing out a precise circular blank. In manual machines, the operator manually turns the sheet metal through the blades, while motorized and CNC machines automate the cutting process.
Clean, Precise Cuts for Smooth Edges: The goal of the cutting process is to produce a clean, smooth-edged circular blank with minimal waste. Proper control of the cutting speed and pressure is essential for achieving high-quality cuts.
Finishing and Inspection: After the circular blank is cut, it is inspected for defects, such as rough edges, burrs, or dimensional inaccuracies. Any excess material or imperfections are removed to ensure that the blank is smooth and ready for use in further manufacturing processes.
Deburring for Clean Edges: Burrs or rough edges are common after cutting, especially in thicker or harder metals. These imperfections can be removed using deburring tools or machines to create a smooth, finished edge.
Applications of Circle Shear Machines
Cookware Manufacturing: Circle shear machines are widely used in the cookware industry to produce circular blanks for pots, pans, lids, and other kitchen utensils. The ability to cut precise, smooth-edged circles is essential for ensuring that the finished cookware pieces meet quality and performance standards.
Cutting Blanks for Pots and Pans: Circle shear machines are used to cut the circular blanks that are then formed into the final shape of pots, pans, and lids. The precision of the cut ensures that the cookware pieces are consistent in size and fit together properly.
Automotive Industry: In the automotive industry, circle shear machines are used to produce circular blanks for components such as gaskets, seals, and discs. These parts must be cut with high precision to ensure proper fit and function in automotive assemblies.
Cutting for Gaskets and Seals: Circular blanks are used to create gaskets and seals for engines, transmissions, and other automotive components. The precision of the cut is critical for ensuring that these parts provide a proper seal and prevent leaks.
Aerospace Industry: In the aerospace industry, circle shear machines are used to cut circular blanks for components such as bulkheads, panels, and structural supports. The high precision of CNC circle shear machines ensures that these parts meet the stringent safety and performance standards required in aerospace manufacturing.
Precision Cutting for Structural Components: Circle shear machines are used to create precise circular blanks for aerospace structural components that must withstand extreme forces and environmental conditions.
Metal Fabrication and Industrial Manufacturing: Circle shear machines are commonly used in metal fabrication shops and industrial manufacturing facilities to cut circular blanks for a wide range of applications, including machinery components, industrial equipment, and decorative metalwork.
Custom Cutting for Industrial Applications: Circle shear machines allow manufacturers to produce custom circular blanks for industrial machinery and equipment, ensuring that each part meets the exact specifications required for the application.
Advantages of Circle Shear Machines
Precision Cutting for Circular Blanks: Circle shear machines are specifically designed for cutting precise circular shapes in sheet metal, ensuring clean, accurate cuts with minimal material waste. This precision is essential for industries such as automotive, aerospace, and cookware manufacturing.
Efficiency for High-Volume Production: Motorized and CNC circle shear machines are highly efficient and capable of producing large quantities of circular blanks quickly and with consistent quality. This makes them ideal for high-volume production in industries such as manufacturing and metal fabrication.
Versatility for Different Metals: Circle shear machines can handle a wide range of sheet metal materials, including steel, aluminum, copper, and brass. This versatility makes them valuable tools for manufacturers working with different types of materials.
Clean, Smooth Edges: Circle shear machines are designed to create clean, smooth edges, reducing the need for additional finishing operations such as deburring or grinding. This improves the overall quality of the finished part and reduces production time.
Challenges of Circle Shear Machines
Tool Wear and Maintenance: The cutting blades on circle shear machines wear out over time and need to be replaced regularly to maintain cutting precision. Proper maintenance is essential to ensure that the machines continue to produce high-quality cuts.
High Initial Setup Costs for CNC Machines: CNC circle shear machines are expensive to purchase and operate, making them a significant investment for manufacturers. However, the high precision and efficiency of these machines often justify the initial setup costs for large-scale production.
Circle shear machines are essential tools for cutting precise circular blanks in sheet metal. Whether used in cookware manufacturing, automotive, aerospace, or industrial applications, these machines provide the accuracy, efficiency, and versatility needed to produce high-quality circular blanks with consistent precision.
Sheet Metal Flange Forming
Sheet Metal Rounded Corners
Sheet metal flange forming is a process used to create flanges—raised rims or edges—on sheet metal components. These flanges are essential for connecting parts, adding strength, and providing structural support in various applications. Flange forming is a key technique in industries such as automotive, aerospace, construction, HVAC, and metal fabrication, where sheet metal components must be securely joined or reinforced. Flanges help ensure a tight, secure fit between parts, especially in systems that handle fluids, air, or structural loads.
There are several methods for forming flanges on sheet metal, including roll forming, press brake bending, and stamping. Each method is chosen based on factors like the material, thickness, shape, and the specific requirements of the application. Proper flange forming ensures that the metal retains its strength and integrity, even after being bent or formed into complex shapes.
Methods of Sheet Metal Flange Forming
Roll Forming: Roll forming is a continuous process used to create flanges by passing sheet metal through a series of rollers that gradually bend the edges into the desired shape. This method is ideal for producing long, uniform flanges in high-volume production settings. Roll forming is commonly used in the production of components like metal roofing, siding, and structural panels.
High Efficiency for Long Parts: Roll forming is highly efficient and suitable for forming flanges on long pieces of sheet metal, such as beams, channels, and ducts. The process is continuous, allowing manufacturers to produce large quantities of flange-formed parts with minimal material waste.
Advantages: Roll forming is ideal for high-volume production and produces consistent, high-quality flanges with minimal deformation. It is also suitable for thin and thick sheet metals.
Disadvantages: Roll forming is less flexible than other methods, making it less suitable for producing short, custom, or complex flange shapes.
Press Brake Bending: Press brake bending is a common method for forming flanges on smaller or custom-shaped sheet metal parts. A press brake uses a punch and die to bend the edges of the sheet metal to form a flange. This method is highly versatile and allows for precise control over the angle, length, and shape of the flange. Press brakes are often used in low- to medium-volume production runs or for custom fabrication jobs.
Precision Bending for Custom Parts: Press brake bending allows manufacturers to create flanges with precise angles and lengths, making it ideal for custom parts and prototypes. The process is highly flexible, allowing for the formation of complex flange shapes.
Advantages: Press brake bending offers excellent precision and versatility, making it ideal for small batches or custom parts. It is suitable for a wide range of sheet metal thicknesses.
Disadvantages: Press brake bending can be slower than roll forming for high-volume production and may require more setup time, especially for complex or custom parts.
Stamping: Stamping is a high-speed method for forming flanges on sheet metal parts. In the stamping process, a press forces the sheet metal into a die, which shapes the material and forms the flange in a single operation. Stamping is ideal for producing large quantities of parts quickly and with consistent quality. It is commonly used in automotive and appliance manufacturing, where components like brackets, panels, and enclosures require flanged edges.
High-Speed Production for Large Volumes: Stamping is highly efficient and capable of producing flanges in large quantities with consistent quality. The process is well-suited for parts with simple, uniform flange shapes.
Advantages: Stamping offers fast production speeds, making it ideal for high-volume manufacturing. It also ensures consistent flange dimensions and high repeatability.
Disadvantages: Stamping requires expensive tooling and is less flexible than other methods, making it better suited for high-volume production rather than custom or low-volume runs.
Hydroforming: Hydroforming is a specialized forming process that uses high-pressure hydraulic fluid to shape sheet metal into complex forms, including flanged edges. Hydroforming is commonly used for parts that require intricate shapes or tight tolerances, such as automotive body panels, aerospace components, and structural parts. This process is ideal for forming flanges on lightweight materials, such as aluminum and stainless steel, without compromising the material’s strength or surface quality.
Complex Shapes with High Precision: Hydroforming allows manufacturers to form flanges on parts with complex geometries and tight tolerances. The process is particularly useful for producing lightweight components with strong, durable flanges.
Advantages: Hydroforming provides excellent precision and allows for the formation of flanges on complex shapes and lightweight materials. It also minimizes material thinning and surface defects.
Disadvantages: Hydroforming is more expensive than traditional forming methods and is best suited for high-value, precision parts rather than mass production.
Key Components of a Sheet Metal Flange Forming Machine
Rollers (Roll Forming): In roll forming machines, rollers are the primary tools used to bend and shape the edges of the sheet metal into flanges. The sheet metal passes through multiple rollers, each progressively bending the metal until the desired flange shape is achieved. The rollers must be precisely aligned and adjusted to ensure consistent, high-quality flange formation.
Gradual Bending for Uniform Flanges: The rollers are designed to gradually bend the metal, ensuring that the flange is formed smoothly and without distortion. Proper roller alignment is critical for maintaining consistent flange dimensions.
Punch and Die (Press Brake and Stamping): In press brake and stamping machines, the punch and die are the tools used to shape the flange. The punch presses the sheet metal into the die, bending or forming the edges into a flange. The punch and die must be designed to match the exact flange dimensions and angles required for the part.
Precision Tools for Accurate Flanges: The punch and die must be carefully designed and maintained to ensure that the flange is formed with accurate dimensions and angles. Any wear or misalignment in the tools can lead to defects in the flange.
Hydraulic System (Hydroforming): In hydroforming machines, a hydraulic system is used to apply high pressure to the sheet metal, forcing it into a die and forming the flange. The hydraulic system must provide precise control over the pressure and timing of the forming process to ensure that the flange is formed without damaging the material.
High Pressure for Complex Flanges: The hydraulic system provides the force needed to shape the sheet metal into complex forms, including flanges, without causing cracks or material failure.
Control System: Modern flange forming machines are often equipped with computer numerical control (CNC) systems that allow operators to program the flange dimensions, angles, and forming parameters. The control system ensures that the forming process is consistent and repeatable, reducing the risk of defects and improving production efficiency.
CNC Control for Precision and Consistency: CNC systems automate the flange forming process, allowing for precise control over the forming parameters. This ensures that each flange is formed to the exact same specifications, improving quality and reducing material waste.
The Flange Forming Process
Material Preparation: The sheet metal must be properly prepared before the flange forming process begins. This typically involves cutting the sheet metal to the required size and shape, deburring the edges, and cleaning the surface to remove any dirt, grease, or contaminants. Proper material preparation ensures that the flange is formed cleanly and without defects.
Deburring for Clean Edges: Any rough edges or burrs must be removed from the sheet metal to ensure that the flange is formed with smooth, clean edges. This is especially important in applications where the flange will be exposed to high pressure or stress.
Forming the Flange: The flange forming process depends on the method being used. In roll forming, the sheet metal is passed through a series of rollers that gradually bend the edges into a flange. In press brake bending, the sheet metal is placed between a punch and die, and pressure is applied to form the flange. In stamping, the flange is formed in a single press operation, while in hydroforming, the sheet metal is shaped by hydraulic pressure.
Consistent Pressure for Smooth Flanges: Proper control of the forming pressure is essential for creating a smooth, uniform flange without defects such as cracks, wrinkles, or thinning.
Finishing and Inspection: After the flange is formed, the part is inspected for defects such as cracks, uneven edges, or dimensional inaccuracies. Any excess material, such as burrs or rough edges, is removed to ensure that the flange is smooth and ready for use. The part is also measured to ensure that the flange meets the required dimensions and tolerances.
Quality Control for Reliable Flanges: Flanges must meet strict quality standards to ensure that they provide a secure, leak-proof connection. Inspection and finishing are critical steps in the flange forming process to ensure that the final product meets these standards.
Applications of Sheet Metal Flange Forming
Automotive Industry: Sheet metal flange forming is widely used in the automotive industry to create flanges on components such as exhaust systems, body panels, and structural parts. Flanges are essential for connecting parts and providing strength and rigidity to automotive assemblies.
Flanges for Exhaust Systems and Body Panels: Flanges are commonly formed on exhaust pipes and body panels to provide a secure connection between parts. Flange forming ensures that these components are strong, durable, and resistant to vibration and stress.
Aerospace Industry: In the aerospace industry, flange forming is used to create flanges on lightweight materials such as aluminum and titanium. These flanges are used to connect structural components, fuel tanks, and engine parts, where precision and strength are critical.
Flanges for Lightweight Aerospace Components: Flange forming is used to create flanges on thin, lightweight sheet metal components used in aircraft. The precision of the flange is critical for ensuring that the parts meet the strict safety and performance standards required in aerospace manufacturing.
HVAC Systems: In the HVAC industry, flange forming is used to create flanges on ductwork and ventilation systems. These flanges provide a secure connection between sections of ductwork, ensuring that the system operates efficiently and without leaks.
Forming Flanges for Ductwork: Flanges are commonly formed on HVAC ducts to provide a secure connection point for joining sections of ductwork. The flanges must be strong enough to withstand the pressure and airflow in the system.
Construction and Metal Fabrication: Flange forming is used in the construction and metal fabrication industries to create flanges on beams, columns, and other structural components. These flanges provide additional strength and stability to the structure, ensuring that it can withstand loads and stresses.
Flanges for Structural Components: Flange forming is used to create flanges on structural components such as beams and columns, adding strength and rigidity to the structure.
Advantages of Sheet Metal Flange Forming
Improved Strength and Structural Integrity: Forming flanges on sheet metal components increases their strength and rigidity, making them more durable and capable of withstanding stress. This is especially important in applications where the parts are exposed to high pressure, vibration, or loads.
Secure Connections for Joining Parts: Flanges provide a secure, leak-proof connection between parts, ensuring that they are properly aligned and sealed. This is essential in systems that handle fluids, air, or structural loads, such as exhaust systems, HVAC ducts, and piping.
Versatility for Different Materials and Applications: Flange forming can be used on a wide range of sheet metal materials, including steel, aluminum, copper, and stainless steel. This versatility makes flange forming a valuable process in industries ranging from automotive and aerospace to construction and HVAC.
Precision for Complex Shapes: Modern flange forming machines, especially those equipped with CNC systems, offer precise control over the forming process, allowing manufacturers to create flanges with tight tolerances and complex shapes.
Challenges of Sheet Metal Flange Forming
Tool Wear and Maintenance: The tools used in flange forming, such as rollers, punches, and dies, wear out over time and need to be replaced regularly to maintain forming precision. Proper maintenance is essential to ensure consistent, high-quality flange formation.
Material Limitations: Certain materials, especially brittle or high-strength metals, can be challenging to flange without causing cracks or defects. Proper material selection and forming techniques are essential to avoid these issues.
Sheet metal flange forming is a critical process in many industries, providing strength, durability, and secure connections for components ranging from automotive exhaust systems to aerospace structural parts. Whether done through roll forming, press brake bending, stamping, or hydroforming, flange forming ensures that sheet metal parts meet the demands of modern manufacturing and engineering.
Super Surface Finishing
Metal Buffing and Polishing Machines
Super surface finishing refers to advanced techniques used to achieve extremely smooth and polished surfaces on metal parts, often with a mirror-like finish. These techniques are critical in industries where surface quality is essential for performance, aesthetics, or functionality. Super surface finishing processes are used to remove surface imperfections, improve surface smoothness, reduce friction, and enhance the overall appearance of metal parts. This type of finishing is commonly applied to parts in industries such as aerospace, automotive, medical devices, precision engineering, and consumer electronics.
Super surface finishing goes beyond traditional polishing or grinding, utilizing highly specialized methods such as electropolishing, chemical polishing, and advanced mechanical processes like lapping and superfinishing. These techniques achieve surface finishes with very low roughness values, measured in microns, often below Ra 0.1 µm.
Types of Super Surface Finishing Processes
Electropolishing: Electropolishing is an electrochemical process that removes a thin layer of metal from the surface of a part, smoothing out micro-level roughness and imperfections. The process involves immersing the part in an electrolytic bath and applying an electric current. Electropolishing is commonly used for stainless steel, aluminum, and other metals that require a high level of surface smoothness and corrosion resistance.
Smoothing at the Microscopic Level: Electropolishing removes high points on the surface of the metal, leaving a smooth, polished finish. It also improves the part’s corrosion resistance by removing surface contaminants and creating a passive oxide layer.
Advantages: Electropolishing provides a uniform, smooth finish with minimal material removal. It is ideal for complex shapes and internal surfaces that are difficult to reach with mechanical polishing methods.
Disadvantages: Electropolishing is limited to conductive materials and may not be suitable for all types of metals or parts that require tight dimensional tolerances.
Chemical Polishing: Chemical polishing involves immersing a metal part in a chemical solution that selectively dissolves surface imperfections, leaving behind a smooth, polished surface. Unlike electropolishing, chemical polishing does not require an electric current. This process is commonly used for metals like aluminum, copper, and brass, as well as non-conductive materials.
Non-Electrical Smoothing for Complex Parts: Chemical polishing is especially useful for parts with complex shapes or internal passages, where mechanical polishing is impractical. The chemical solution uniformly polishes the surface without the need for physical contact.
Advantages: Chemical polishing is fast and efficient, providing a smooth, polished finish without the need for mechanical force. It is suitable for a wide range of materials, including non-metals.
Disadvantages: Chemical polishing can be less precise than electropolishing or mechanical finishing, and the chemicals used can be hazardous if not handled properly.
Superfinishing (Microfinishing): Superfinishing is a mechanical process that uses fine abrasives to achieve an ultra-smooth surface finish with extremely low roughness values. This process involves the oscillating movement of an abrasive tool or film against the surface of the part. Superfinishing is commonly used on cylindrical or spherical parts, such as crankshafts, bearings, and precision components, where surface smoothness is critical for reducing friction and wear.
Reducing Friction for High-Performance Parts: Superfinishing creates an extremely smooth surface that reduces friction and wear, improving the performance and longevity of precision components such as bearings and gears.
Advantages: Superfinishing provides a highly controlled surface finish, making it ideal for parts that require precise surface characteristics. It reduces friction and improves the part’s resistance to wear and corrosion.
Disadvantages: Superfinishing can be time-consuming and may require specialized equipment and skilled operators. It is also limited to parts with relatively simple geometries.
Lapping: Lapping is a precision surface finishing process that involves rubbing two surfaces together with an abrasive slurry between them. This process is used to achieve extremely flat and smooth surfaces with tight tolerances. Lapping is commonly used for parts like valves, bearings, and optical components, where flatness and surface quality are critical.
Ultra-Flat Surfaces for Precision Parts: Lapping achieves surfaces that are both flat and smooth, making it ideal for parts that require a high degree of accuracy and tight tolerances.
Advantages: Lapping provides a highly precise and uniform surface finish, making it suitable for parts that require extremely low surface roughness and high flatness.
Disadvantages: Lapping is a slow process and is not suitable for large production runs. It also requires careful control of the abrasive slurry to avoid over-polishing or damaging the part.
Polishing and Buffing: Polishing and buffing are traditional mechanical finishing processes used to achieve smooth, shiny surfaces on metal parts. These processes involve using abrasive compounds and rotating wheels or pads to remove surface imperfections and create a reflective finish. While polishing is more aggressive and used for initial surface smoothing, buffing is used to achieve a high-gloss finish.
Creating a High-Gloss Finish: Polishing and buffing are widely used in industries such as automotive, aerospace, and consumer goods to create aesthetically pleasing finishes on parts like wheels, body panels, and appliances.
Advantages: Polishing and buffing provide a high-quality, reflective finish, making them ideal for parts that require an attractive appearance. These processes are also relatively fast and cost-effective.
Disadvantages: Polishing and buffing can be labor-intensive, especially for complex parts, and may not achieve the same level of surface smoothness as advanced processes like electropolishing or superfinishing.
Applications of Super Surface Finishing
Aerospace Industry: Super surface finishing is critical in the aerospace industry, where parts like turbine blades, landing gear, and structural components must meet strict surface quality standards. Superfinishing and electropolishing are commonly used to reduce friction and improve the performance and longevity of critical components.
Smooth Surfaces for Reduced Friction: Super surface finishing reduces friction on aerospace components like turbine blades, improving their efficiency and reducing wear over time.
Medical Devices and Implants: Super surface finishing is essential for medical devices and implants, where surface smoothness is critical for biocompatibility, hygiene, and performance. Electropolishing is commonly used to finish stainless steel and titanium implants, ensuring that they are smooth, corrosion-resistant, and safe for use in the human body.
Smooth, Biocompatible Surfaces for Implants: Super surface finishing ensures that medical implants have smooth, corrosion-resistant surfaces that are safe for long-term use in the body.
Automotive Industry: In the automotive industry, super surface finishing is used to enhance the performance of components like engine parts, transmission gears, and crankshafts. Superfinishing reduces friction and wear, improving the efficiency and durability of these parts.
Enhanced Performance for Engine Components: Super surface finishing reduces friction on engine components like crankshafts and gears, improving performance and fuel efficiency.
Precision Engineering: Super surface finishing is used in precision engineering applications, such as the manufacture of bearings, valves, and precision instruments. These parts require extremely smooth surfaces to ensure proper function, reduce friction, and improve performance.
Smooth Surfaces for High-Precision Components: Superfinishing and lapping are used to achieve ultra-smooth surfaces on precision parts, ensuring that they meet tight tolerances and perform reliably.
Consumer Electronics and Optics: Super surface finishing is used in the production of consumer electronics and optical components, where smooth, reflective surfaces are critical for both performance and aesthetics. Polishing and buffing are commonly used to create shiny, mirror-like finishes on smartphones, tablets, and cameras.
Polished Surfaces for High-End Electronics: Polishing and superfinishing techniques are used to create sleek, reflective surfaces on consumer electronics, enhancing their appearance and durability.
Advantages of Super Surface Finishing
Enhanced Aesthetics: Super surface finishing techniques, such as polishing and buffing, create visually appealing surfaces with a high-gloss, mirror-like finish. This is particularly important for consumer goods, automotive components, and decorative metalwork.
Improved Performance and Efficiency: Superfinishing and electropolishing reduce surface roughness, minimizing friction and wear on moving parts. This improves the efficiency and longevity of components such as bearings, gears, and turbine blades.
Corrosion Resistance: Electropolishing and chemical polishing improve the corrosion resistance of metal parts by removing surface contaminants and creating a smooth, passive oxide layer. This is especially important for stainless steel and other metals used in harsh environments.
Biocompatibility for Medical Devices: Super surface finishing ensures that medical devices and implants have smooth, non-reactive surfaces, improving their biocompatibility and safety for use in the human body.
Precision and Accuracy: Super surface finishing processes, such as lapping and superfinishing, achieve extremely low surface roughness and tight tolerances, making them ideal for precision components that require high accuracy and smoothness.
Challenges of Super Surface Finishing
High Costs for Advanced Processes: Advanced super surface finishing techniques, such as electropolishing and lapping, can be expensive due to the specialized equipment and skilled operators required. These processes may not be cost-effective for low-volume production or parts with less stringent surface requirements.
Time-Consuming Processes: Super surface finishing processes like superfinishing and lapping can be time-consuming, especially for parts with complex geometries or tight tolerances. Manufacturers must balance the need for high-quality finishes with production efficiency.
Super surface finishing is essential for achieving the smooth, high-quality surfaces required in industries such as aerospace, automotive, medical devices, and precision engineering. Whether used to reduce friction, improve corrosion resistance, or enhance aesthetics, these advanced finishing techniques ensure that metal parts meet the highest standards of performance, durability, and appearance.
Dished End Making Machine
Beading Machine Price
A dished end making machine is a specialized piece of equipment used to manufacture dished ends, which are concave, rounded caps or closures often found on the ends of pressure vessels, boilers, storage tanks, and other cylindrical containers. Dished ends are essential components in industries such as oil and gas, petrochemicals, chemical processing, food processing, and water treatment, where pressure-tight and structurally strong end closures are required for safety and functionality.
The process of making dished ends involves forming flat metal plates into curved, dome-like shapes through various forming methods, including spinning, pressing, or flanging. These machines allow manufacturers to produce dished ends of different sizes, thicknesses, and materials, including carbon steel, stainless steel, and aluminum.
Types of Dished End Making Machines
Hydraulic Pressing Machines: Hydraulic pressing machines are commonly used for forming dished ends by applying high-pressure force to a flat metal plate. The plate is pressed into a concave die, gradually taking on the desired dished shape. This method is highly efficient and ideal for producing dished ends with large diameters and thick materials.
High Pressure for Large, Thick Dished Ends: Hydraulic pressing machines are capable of forming large dished ends with thick walls, ensuring that they can withstand high pressure and stress in applications such as pressure vessels and boilers.
Advantages: Hydraulic pressing offers excellent control over the forming process, allowing manufacturers to create dished ends with precise dimensions and smooth surfaces. It is ideal for producing high-strength dished ends for demanding applications.
Disadvantages: Hydraulic pressing machines are expensive and require significant setup time, making them more suitable for large-scale production rather than small or custom jobs.
Spinning Machines: Spinning is another method used to form dished ends by rotating a flat metal blank on a lathe-like machine. As the blank rotates, forming rollers apply pressure to gradually bend the metal into a dished shape. Spinning is typically used for producing dished ends with smaller diameters or thinner materials.
Gradual Forming for Thin or Small Dished Ends: Spinning allows for precise control over the forming process, making it suitable for producing dished ends with intricate shapes or thin walls. The process is highly flexible and can be used for small-batch production or custom parts.
Advantages: Spinning is cost-effective for small-batch or custom production and offers excellent flexibility for forming dished ends with various sizes and shapes. The process is also suitable for thinner materials, such as stainless steel or aluminum.
Disadvantages: Spinning is slower than hydraulic pressing and may not be suitable for forming large or thick-walled dished ends. It also requires skilled operators to ensure precise forming.
Flanging Machines: Flanging machines are used to form the edges of dished ends, creating a flange or raised rim that can be used to attach the dished end to a cylindrical vessel or pipe. The machine bends the edges of the dished end outward, creating a flange that matches the diameter of the vessel. Flanging is often used in conjunction with pressing or spinning to complete the dished end.
Forming Flanges for Secure Attachment: Flanging is essential for ensuring that the dished end can be securely attached to the vessel, creating a leak-proof seal and providing structural strength. Flanging machines allow for precise control over the flange dimensions and angles.
Advantages: Flanging machines provide consistent, precise flanges that ensure a secure connection between the dished end and the vessel. The process is highly efficient and can be integrated into automated production lines.
Disadvantages: Flanging machines are specialized tools that may not be suitable for small or custom production runs. They are best suited for high-volume production of dished ends with standard flange dimensions.
Deep Drawing Machines: Deep drawing is a forming method used to create dished ends by stretching a flat metal plate into a concave shape using a punch and die. The metal is drawn into the die cavity while maintaining its thickness, creating a deep, dished end with uniform wall thickness. Deep drawing is often used for producing dished ends with complex geometries or deep curvatures.
Deep Forming for Complex Dished Ends: Deep drawing allows manufacturers to create dished ends with complex shapes and deep curvatures, making it suitable for parts that require intricate designs or tight tolerances.
Advantages: Deep drawing offers precise control over the wall thickness and shape of the dished end, ensuring consistent quality and structural integrity. It is ideal for producing parts with deep, complex curvatures.
Disadvantages: Deep drawing requires specialized tooling and is more expensive than other forming methods. It is best suited for high-value parts or applications where precise control over wall thickness is critical.
Key Components of a Dished End Making Machine
Press or Punch: In pressing and deep drawing machines, the press or punch applies force to the metal plate, shaping it into the dished form. The press must be capable of generating high pressure to deform the metal without causing cracks or thinning.
High Pressure for Thick Materials: The press must provide enough force to shape thick metal plates into dished ends without compromising the material’s structural integrity. Proper pressure control is essential for achieving consistent results.
Rotating Mandrel or Die: In spinning and pressing machines, the mandrel or die provides the internal shape of the dished end. As the metal is pressed or spun around the mandrel, it gradually takes on the desired curvature. The mandrel or die must be precisely machined to ensure that the final part meets the required dimensions.
Precision Shaping for Consistent Results: The mandrel or die must be carefully designed and aligned to ensure that the dished end is formed with consistent dimensions and a smooth surface.
Forming Rollers (Spinning): In spinning machines, forming rollers apply pressure to the rotating metal blank, gradually shaping it into a dished end. The rollers must be precisely controlled to ensure that the metal is formed smoothly and without defects.
Controlled Pressure for Smooth Surfaces: The forming rollers must apply consistent pressure to prevent wrinkling, cracking, or uneven thickness in the final part.
Hydraulic System: In hydraulic pressing machines, the hydraulic system provides the force needed to press the metal into the die. The hydraulic system must provide precise control over the pressure and speed of the forming process to ensure that the metal is deformed uniformly.
Hydraulic Force for Large Dished Ends: The hydraulic system provides the necessary force to form large or thick-walled dished ends, ensuring that the material flows smoothly into the die.
Control Panel: Modern dished end making machines are often equipped with computer numerical control (CNC) systems that allow operators to program the forming parameters, such as pressure, speed, and curvature. The control panel ensures that the forming process is consistent and repeatable, reducing the risk of defects and improving production efficiency.
Automation for Precision and Consistency: CNC control systems automate the forming process, allowing for precise control over the dimensions and shape of the dished end. This ensures that each part is formed to the exact same specifications.
The Dished End Making Process
Material Preparation: The process begins with preparing a flat metal plate, which is typically cut to the desired size and thickness. The edges of the plate may be deburred or smoothed to ensure a clean, defect-free surface for forming.
Cutting and Deburring for Clean Edges: Proper preparation of the metal plate ensures that the dished end can be formed without defects such as cracks or wrinkles.
Forming the Dished End: The metal plate is placed in the dished end making machine, where it is pressed, spun, or drawn into the desired shape. The forming process depends on the type of machine being used—hydraulic pressing machines use a press to shape the metal into a concave form, while spinning machines gradually shape the metal using forming rollers.
Consistent Forming for Smooth Curves: The goal of the forming process is to create a smooth, uniform curvature with consistent wall thickness. Proper control of the forming pressure and speed is essential for achieving high-quality results.
Flanging (If Required): If the dished end requires a flange, the edges of the part are formed using a flanging machine. The flange provides a raised rim that allows the dished end to be securely attached to a cylindrical vessel or pipe. Flanging ensures that the part can be bolted or welded in place, creating a secure, leak-proof connection.
Forming Flanges for Attachment: The flanging process creates a secure attachment point for the dished end, ensuring that it can be easily connected to other components in a pressure vessel or tank.
Finishing and Inspection: After the dished end is formed, it is inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by removing any excess material or smoothing the edges. Quality control checks ensure that the dished end meets the required specifications for strength, curvature, and dimensional accuracy.
Quality Control for High-Strength Parts: Dished ends must meet strict quality standards to ensure that they can withstand the pressure and stress of the application. Inspection and finishing are critical steps in the process to ensure that the final part is free from defects.
Applications of Dished Ends
Pressure Vessels and Boilers: Dished ends are commonly used in the construction of pressure vessels and boilers, where they serve as end closures that can withstand high internal pressures. The dished shape distributes pressure evenly across the surface, reducing the risk of failure and ensuring the safety and performance of the vessel.
High-Pressure Applications for Safety: Dished ends are essential for pressure vessels that operate under high pressure, such as steam boilers, gas storage tanks, and chemical reactors. The shape of the dished end ensures that it can handle the pressure without failing.
Storage Tanks: Dished ends are used as closures for storage tanks, particularly those used for storing liquids or gases. The dished shape helps prevent the buildup of internal pressure and provides structural strength to the tank.
Strong, Leak-Proof Closures for Tanks: Dished ends provide a secure, leak-proof closure for storage tanks, ensuring that the contents are safely contained and that the tank can withstand internal pressure.
Food and Beverage Processing: Dished ends are commonly used in the food and beverage industry for pressure vessels and tanks used in processing, storage, and transportation. The smooth, rounded surface of the dished end helps maintain hygiene by preventing the buildup of contaminants or residue.
Hygienic Surfaces for Food Processing Tanks: In food and beverage processing, dished ends provide smooth, clean surfaces that are easy to sanitize, ensuring that the products remain safe and uncontaminated.
Water Treatment and Chemical Processing: Dished ends are used in water treatment and chemical processing tanks, where they must withstand corrosive materials and high pressures. The dished shape provides strength and durability, ensuring that the tanks can operate safely under demanding conditions.
Durable Closures for Chemical Tanks: Dished ends are essential for chemical processing tanks, where they provide a strong, corrosion-resistant closure that can handle harsh chemicals and high pressure.
Advantages of Dished End Making Machines
High Precision and Consistency: Dished end making machines provide precise control over the forming process, ensuring that each part is produced with consistent dimensions and smooth surfaces. This is essential for applications where dished ends must meet strict safety and performance standards.
Versatility for Different Materials and Sizes: Dished end making machines can handle a wide range of materials, including carbon steel, stainless steel, aluminum, and other metals. They are also capable of producing dished ends in various sizes and thicknesses, making them versatile tools for manufacturers.
Improved Structural Integrity: Dished ends formed using specialized machines have superior structural integrity, ensuring that they can withstand high pressure, temperature, and stress. The smooth, curved shape of the dished end helps distribute pressure evenly, reducing the risk of failure.
Efficiency for High-Volume Production: Dished end making machines, especially hydraulic presses and automated spinning machines, are highly efficient and capable of producing large quantities of parts quickly and with minimal waste. This makes them ideal for high-volume production in industries like pressure vessel manufacturing and tank fabrication.
Challenges of Dished End Making Machines
High Initial Setup Costs: Dished end making machines, particularly hydraulic presses and spinning machines, require significant initial investment in equipment and tooling. These costs can be prohibitive for small manufacturers or custom production runs.
Skilled Operation Required: Operating dished end making machines, especially spinning and flanging machines, requires skilled operators to ensure precise forming and avoid defects such as cracks or uneven thickness. Improper operation can result in defects that compromise the strength and safety of the dished end.
Dished end making machines are essential tools in industries that require high-strength, pressure-resistant closures for tanks, vessels, and other cylindrical containers. These machines provide the precision, efficiency, and versatility needed to produce dished ends that meet the strict safety and performance standards required in applications such as pressure vessels, boilers, storage tanks, and chemical processing equipment.
Thermal Deburring Machines
Thermal Deburring Machines for Sale
Thermal deburring machines are specialized tools used to remove burrs from metal and plastic parts through a controlled thermal process. Burrs are unwanted protrusions or sharp edges that often form during machining, cutting, drilling, or other manufacturing processes. These imperfections can affect the quality, performance, and safety of the final product. Thermal deburring machines offer a fast and efficient way to remove burrs, particularly from complex parts or internal passages that are difficult to access with traditional deburring methods.
The thermal deburring process, also known as explosive deburring or thermal energy method (TEM), involves placing the parts in a sealed chamber and exposing them to a controlled explosion of combustible gas. The high temperature generated by the explosion burns off the burrs, leaving the rest of the part intact. This method is highly effective for removing burrs from hard-to-reach areas and is widely used in industries such as automotive, aerospace, medical devices, and precision engineering.
Key Components of Thermal Deburring Machines
Sealed Chamber: The thermal deburring process takes place inside a sealed chamber, where the parts are placed during the deburring operation. The chamber must be able to withstand high temperatures and pressures generated by the controlled explosion.
Pressure-Resistant Chamber for Safety: The chamber is designed to contain the explosion safely while ensuring that the parts inside are properly exposed to the thermal energy. It is made from heat-resistant materials to withstand repeated use.
Gas Injection System: The gas injection system introduces a mixture of combustible gases, typically hydrogen or methane, into the chamber. The gas mixture is carefully controlled to ensure that the explosion is effective at removing the burrs without damaging the parts.
Precise Gas Control for Consistent Results: The gas injection system must deliver the correct mixture of gases at the right pressure and volume to ensure that the explosion is powerful enough to remove the burrs but not so intense that it damages the parts.
Ignition System: The ignition system is responsible for triggering the explosion inside the chamber. It ignites the gas mixture, causing a rapid combustion that generates high heat and pressure. The ignition system must be reliable and safe, ensuring that the explosion occurs only when the chamber is sealed and the gas mixture is correctly set.
Controlled Ignition for Safe Operation: The ignition system is carefully timed to ensure that the explosion occurs at the right moment, providing consistent deburring results while minimizing the risk of damage to the parts or the machine.
Cooling and Ventilation System: After the explosion, the chamber must be cooled down before the parts can be removed. The cooling and ventilation system helps dissipate the heat and remove any residual gases from the chamber. This system ensures that the parts are safe to handle after the deburring process and that the machine is ready for the next cycle.
Efficient Cooling for Fast Turnaround: The cooling system ensures that the chamber returns to a safe temperature quickly, allowing for efficient operation and minimizing downtime between deburring cycles.
Control Panel: Thermal deburring machines are equipped with a control panel that allows operators to set and monitor the deburring parameters, such as gas mixture, pressure, ignition timing, and cycle duration. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the process and ensure repeatable, high-quality results.
Automation for Precision and Consistency: The control panel allows operators to program the machine for specific parts and materials, ensuring that the deburring process is consistent and tailored to the requirements of each job.
The Thermal Deburring Process
Part Preparation: Before the thermal deburring process begins, the parts are loaded into the sealed chamber. The parts must be properly cleaned and free from any oils, grease, or contaminants that could interfere with the deburring process. The size, shape, and material of the parts are considered when setting the deburring parameters.
Cleaning for Optimal Results: Ensuring that the parts are clean and free from contaminants helps improve the effectiveness of the thermal deburring process and prevents any unintended reactions during the explosion.
Gas Injection and Ignition: Once the parts are loaded, the chamber is sealed, and the combustible gas mixture is injected into the chamber. The ignition system is then triggered, causing the gas to explode. The explosion generates a rapid burst of heat, typically reaching temperatures of 2,500 to 3,500 degrees Celsius (4,500 to 6,300 degrees Fahrenheit), which burns off the burrs on the surface of the parts.
High-Temperature Explosion for Burr Removal: The heat from the explosion is concentrated on the burrs, which are typically much thinner than the rest of the part. The burrs burn away almost instantly, leaving the rest of the part unaffected.
Cooling and Ventilation: After the explosion, the chamber is cooled down, and any remaining gases are vented. The cooling process ensures that the parts are safe to handle and that the machine is ready for the next deburring cycle.
Rapid Cooling for Efficient Operation: The cooling and ventilation system ensures that the chamber is quickly returned to a safe temperature, allowing for faster cycle times and increased productivity.
Part Removal and Inspection: Once the chamber has cooled, the parts are removed and inspected for any remaining burrs or defects. In most cases, the thermal deburring process removes all burrs from the parts, even in hard-to-reach areas or internal passages. Any remaining burrs can be removed through additional deburring methods if necessary.
Inspection for Quality Assurance: The parts are carefully inspected to ensure that the deburring process has been effective and that the parts meet the required specifications for surface finish and dimensional accuracy.
Applications of Thermal Deburring Machines
Automotive Industry: Thermal deburring is widely used in the automotive industry to remove burrs from precision components such as engine parts, fuel injectors, and transmission gears. These parts often have complex geometries with internal passages that are difficult to deburr using traditional methods.
Deburring for Engine Components and Fuel Systems: Thermal deburring ensures that engine components, such as fuel injectors and valves, are free from burrs that could interfere with their performance or cause premature wear.
Aerospace Industry: In the aerospace industry, thermal deburring is used to remove burrs from parts such as turbine blades, hydraulic components, and structural elements. The high precision of the thermal deburring process ensures that these critical components meet the stringent quality and safety standards required in aerospace manufacturing.
Deburring for Turbine Blades and Hydraulic Systems: Thermal deburring is ideal for removing burrs from the intricate surfaces and internal passages of aerospace components, ensuring that they perform reliably in demanding environments.
Medical Devices and Instruments: Thermal deburring is commonly used in the production of medical devices and surgical instruments, where burrs can compromise the safety and functionality of the part. The process is particularly useful for deburring complex, multi-part assemblies, such as implants, surgical tools, and diagnostic equipment.
Burr-Free Surfaces for Medical Instruments: Thermal deburring ensures that medical devices have smooth, burr-free surfaces that are safe for use in the human body and easy to sterilize.
Precision Engineering and Electronics: In precision engineering and electronics manufacturing, thermal deburring is used to remove burrs from small, intricate components such as connectors, switches, and housings. The process ensures that these parts fit together precisely and function correctly without interference from burrs.
Deburring for Small, Intricate Parts: Thermal deburring is ideal for precision-engineered parts with complex shapes and tight tolerances, ensuring that they meet the high standards required in electronics and precision equipment.
Hydraulic and Pneumatic Systems: Thermal deburring is used to remove burrs from hydraulic and pneumatic components, such as valves, fittings, and cylinders. Burrs in these components can cause leaks, blockages, or malfunctions, so it is essential to remove them completely.
Ensuring Smooth Function in Hydraulic Systems: Thermal deburring ensures that hydraulic and pneumatic components are free from burrs that could interfere with fluid flow or cause system failures.
Advantages of Thermal Deburring Machines
Effective Deburring of Complex Parts: Thermal deburring is highly effective at removing burrs from parts with complex geometries, internal passages, and hard-to-reach areas. This makes it ideal for deburring parts that cannot be easily deburred using mechanical methods.
Fast and Efficient Process: The thermal deburring process is extremely fast, often taking just a few seconds to complete. This makes it ideal for high-volume production environments where speed and efficiency are critical.
No Contact with Parts: Since the thermal deburring process is non-contact, there is no risk of damaging or deforming the parts during the deburring operation. This is particularly important for delicate or precision-engineered parts.
Consistency and Repeatability: Thermal deburring machines provide consistent, repeatable results, ensuring that every part is deburred to the same high standard. This reduces the risk of defects and improves overall product quality.
Minimal Material Removal: Thermal deburring removes only the burrs, leaving the rest of the part intact. This ensures that the dimensional accuracy and surface finish of the part are preserved, making the process ideal for precision components.
Challenges of Thermal Deburring Machines
Initial Setup Costs: Thermal deburring machines are expensive to purchase and install, making them a significant investment for manufacturers. However, the efficiency and effectiveness of the process often justify the initial cost, especially in high-volume production environments.
Material Limitations: Thermal deburring is primarily effective for materials that can withstand the high temperatures generated by the explosion, such as metals and certain plastics. It may not be suitable for materials that are heat-sensitive or prone to melting.
Hazardous Gases: The gases used in the thermal deburring process, such as hydrogen and methane, are highly flammable and must be handled with care. Proper safety precautions must be in place to prevent accidents or explosions.
Thermal deburring machines provide a fast, efficient, and highly effective way to remove burrs from complex metal and plastic parts. Whether used in automotive, aerospace, medical devices, or precision engineering, thermal deburring ensures that parts meet the highest standards of quality, performance, and safety.
Superior Metal Spinning
CNC Buffing Machine
Superior metal spinning is a highly specialized metal forming process that uses rotational force and precision tools to shape metal sheets or discs into complex, symmetrical shapes such as cones, cylinders, domes, and hemispheres. Unlike traditional stamping or deep drawing processes, metal spinning uses a combination of manual or CNC-controlled pressure and rotational speed to gradually shape the metal over a spinning mandrel. This method is particularly effective for producing hollow, seamless metal parts with smooth surfaces and consistent thickness.
Superior metal spinning is used in industries that require high-quality, precision-formed parts, such as aerospace, automotive, lighting, cookware, and decorative metalwork. The process is highly versatile, allowing for the production of parts in a wide range of sizes, shapes, and materials, including aluminum, stainless steel, copper, and brass.
Types of Metal Spinning
Manual Metal Spinning: Manual metal spinning is a traditional technique that relies on the skill of the operator to shape the metal using hand tools. The operator applies pressure to the metal disc as it spins on a lathe, gradually forming it into the desired shape. Manual spinning is often used for small-batch production, custom parts, and decorative items.
Craftsmanship for Custom Parts: Manual spinning requires a high level of skill and precision, making it ideal for producing custom or one-of-a-kind parts with unique designs or intricate details.
Advantages: Manual spinning offers excellent flexibility and is suitable for producing small quantities of custom or complex parts. It is also cost-effective for prototypes or low-volume production.
Disadvantages: Manual spinning is labor-intensive and requires skilled operators, making it less efficient for high-volume production. The process is also slower than automated methods.
CNC Metal Spinning: CNC (Computer Numerical Control) metal spinning automates the spinning process using precision CNC machines that control the speed, pressure, and movement of the forming tools. CNC spinning allows for precise, repeatable results and is ideal for high-volume production or parts that require tight tolerances.
Precision and Consistency for High-Volume Production: CNC spinning offers unparalleled precision and consistency, making it ideal for producing large quantities of parts with identical dimensions and surface finishes.
Advantages: CNC spinning provides fast, efficient production with consistent quality and tight tolerances. It is suitable for producing complex shapes and high-volume runs, reducing the need for manual labor.
Disadvantages: CNC spinning machines are expensive to purchase and set up, making them more suitable for large-scale production. The process also requires skilled programmers and operators to ensure optimal performance.
Shear Spinning: Shear spinning is a variation of metal spinning in which the metal is thinned as it is spun over the mandrel, resulting in parts with reduced wall thickness. This process is commonly used to produce lightweight components with high strength-to-weight ratios, such as aerospace parts and automotive components.
Thinning for Lightweight Parts: Shear spinning is ideal for applications where weight reduction is critical, such as aerospace and automotive manufacturing. The process creates thin-walled parts without compromising their structural integrity.
Advantages: Shear spinning allows for precise control over wall thickness, making it ideal for producing lightweight, high-strength parts. The process is highly efficient and suitable for high-performance applications.
Disadvantages: Shear spinning requires specialized equipment and skilled operators to ensure consistent results. It is best suited for parts with simple geometries, such as cones and cylinders.
Flow Forming (Flow Spinning): Flow forming is a more advanced form of metal spinning used to produce long, hollow, cylindrical parts with uniform wall thickness. The process involves stretching the metal as it spins, gradually reducing its thickness and forming the desired shape. Flow forming is commonly used for parts such as rocket motor casings, gas cylinders, and pressure vessels.
Precision Forming for Cylindrical Parts: Flow forming allows manufacturers to produce long, seamless cylindrical parts with precise wall thickness, making it ideal for applications that require high strength and durability.
Advantages: Flow forming offers excellent precision and material efficiency, reducing waste while producing parts with consistent wall thickness and high strength. It is ideal for high-performance applications in aerospace and defense.
Disadvantages: Flow forming requires advanced equipment and is more expensive than traditional metal spinning methods. It is best suited for large, cylindrical parts and may not be suitable for complex shapes or small-batch production.
Key Components of a Metal Spinning Machine
Mandrel: The mandrel is the shaping tool around which the metal is spun. It provides the internal shape of the part, while the forming tools apply pressure to the metal as it rotates. Mandrels must be precisely machined to ensure that the final part meets the required dimensions and surface quality.
Precision Mandrels for Consistent Results: The mandrel must be carefully designed and aligned to ensure that the part is formed with consistent dimensions and a smooth surface.
Forming Rollers or Tools: In CNC and manual metal spinning, forming rollers or tools apply pressure to the metal as it spins over the mandrel. The tools gradually shape the metal into the desired form, ensuring that the part has uniform wall thickness and a smooth surface finish.
Controlled Pressure for Smooth Surfaces: The forming tools must apply consistent pressure to prevent wrinkles, cracks, or uneven thickness in the final part.
Lathe or Spinning Chuck: The lathe or spinning chuck holds the mandrel and rotates it at high speeds during the spinning process. The rotational speed must be carefully controlled to ensure that the metal flows smoothly over the mandrel without overstressing the material.
High-Speed Rotation for Efficient Forming: The lathe or chuck must rotate at the correct speed to allow the forming tools to shape the metal without causing defects such as cracking or warping.
CNC Control System (CNC Spinning): CNC spinning machines are equipped with a CNC control system that automates the spinning process. The CNC system controls the speed, pressure, and movement of the forming tools, ensuring precise, repeatable results. The system allows operators to program the machine for specific parts and materials, ensuring optimal performance.
Automation for Precision and Efficiency: CNC systems provide precise control over the spinning process, ensuring that each part is formed to the exact same specifications. This improves efficiency and reduces the risk of defects.
The Metal Spinning Process
Material Preparation: The metal spinning process begins with a flat metal disc or sheet, which is typically cut to size and thickness. The edges of the metal may be deburred or smoothed to ensure a clean, defect-free surface for spinning.
Cutting and Deburring for Clean Edges: Proper preparation of the metal ensures that the spinning process can proceed smoothly and without defects such as cracks or wrinkles.
Spinning the Metal: The metal disc is placed on the mandrel, which is mounted on the spinning machine. As the mandrel rotates, the forming tools apply pressure to the metal, gradually shaping it into the desired form. In CNC spinning, the process is automated, with the CNC system controlling the movement of the tools and the speed of the rotation.
Controlled Forming for Smooth, Symmetrical Parts: The goal of the spinning process is to create a smooth, symmetrical part with consistent wall thickness. Proper control of the pressure and speed is essential for achieving high-quality results.
Multiple Passes for Complex Shapes: For parts with complex shapes or tight tolerances, the spinning process may require multiple passes with the forming tools. Each pass gradually deforms the metal, bringing it closer to the final shape. In CNC spinning, the process is carefully programmed to ensure that each pass is executed with precision.
Complex Shapes with Tight Tolerances: Metal spinning is ideal for producing parts with intricate shapes or features, such as cones, domes, and cylinders, with precise dimensions and surface finishes.
Finishing and Inspection: After the part is spun, it is removed from the mandrel and inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the part meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Parts: Metal spinning produces parts with smooth surfaces and consistent dimensions, reducing the need for additional machining or finishing processes.
Applications of Superior Metal Spinning
Aerospace Industry: Metal spinning is widely used in the aerospace industry to produce lightweight, high-strength components such as rocket motor casings, aircraft nose cones, and fuel tanks. The ability to create seamless, symmetrical parts with precise dimensions makes metal spinning ideal for aerospace applications.
Rocket Motor Casings and Nose Cones: Metal spinning is used to produce thin-walled rocket motor casings and nose cones that must withstand extreme pressures and temperatures while maintaining their structural integrity.
Automotive Industry: In the automotive industry, metal spinning is used to create components such as wheel rims, exhaust systems, and structural supports. The process ensures that these parts are lightweight, strong, and capable of withstanding the stresses of high-performance vehicles.
Lightweight Wheel Rims and Exhaust Systems: Metal spinning is used to produce lightweight, high-strength wheel rims and exhaust components for high-performance vehicles. The process ensures that these parts have consistent thickness and strength.
Cookware and Lighting Fixtures: Metal spinning is commonly used to produce seamless, symmetrical cookware items such as pots, pans, and lids. It is also used to create lighting fixtures, such as lampshades and reflectors, that require smooth, symmetrical shapes and polished surfaces.
Smooth, Seamless Cookware: Metal spinning is used to create high-quality cookware with smooth, seamless surfaces that are easy to clean and resistant to corrosion.
Architectural and Decorative Metalwork: Metal spinning is used to create architectural and decorative metalwork, such as domes, sculptures, and ornamental features. The process allows for the production of intricate, symmetrical shapes with smooth surfaces, making it ideal for high-end architectural projects.
Decorative Domes and Sculptures: Metal spinning is used to create large, decorative domes and sculptures for architectural projects, ensuring that the parts are smooth, symmetrical, and visually appealing.
Pressure Vessels and Industrial Components: Metal spinning is used to produce pressure vessels, gas cylinders, and industrial components that require high strength and durability. The process ensures that these parts are seamless, with consistent wall thickness and excellent structural integrity.
Seamless Pressure Vessels: Metal spinning is ideal for producing pressure vessels and gas cylinders that must withstand high internal pressures without risk of failure.
Advantages of Superior Metal Spinning
Precision and Consistency: Metal spinning provides excellent control over the shape, dimensions, and surface quality of the part, ensuring consistent, high-precision results. CNC spinning, in particular, offers repeatable accuracy, making it ideal for high-volume production.
Material Efficiency: Metal spinning is a highly efficient process that minimizes material waste. The metal is deformed without cutting or removing material, reducing the need for additional machining or finishing.
Strength and Durability: Metal spinning produces parts with excellent mechanical properties, including high strength, durability, and resistance to stress. The process creates seamless, symmetrical parts with consistent wall thickness, making them ideal for demanding applications.
Versatility for Different Materials and Shapes: Metal spinning can be used with a wide range of materials, including aluminum, stainless steel, copper, and brass. The process is also highly versatile, allowing for the production of parts in various sizes, shapes, and thicknesses.
Cost-Effective for Prototypes and Custom Parts: Metal spinning is cost-effective for producing prototypes, custom parts, and small-batch production runs. Manual spinning, in particular, is well-suited for creating one-of-a-kind parts or decorative items.
Challenges of Superior Metal Spinning
Skilled Operation Required: Manual metal spinning requires highly skilled operators to ensure that the parts are formed with precision and without defects. CNC spinning, while automated, still requires skilled programmers and operators to ensure optimal performance.
High Initial Setup Costs for CNC Machines: CNC metal spinning machines are expensive to purchase and set up, making them a significant investment for manufacturers. However, the precision and efficiency of the process often justify the initial cost, especially in high-volume production environments.
Superior metal spinning is a highly efficient and versatile process used to produce seamless, high-precision metal parts for a wide range of industries. Whether used in aerospace, automotive, cookware, or decorative metalwork, metal spinning ensures that parts are formed with consistent quality, smooth surfaces, and excellent mechanical properties.
Curling Process in Sheet Metal
Sheet Metal Edge Rounding
The curling process in sheet metal refers to the technique of forming a circular or rolled edge along the perimeter of a metal sheet. Curling is commonly used in applications where the sharp edges of sheet metal must be rolled over for safety, aesthetics, or functional reasons. This process is widely applied in industries such as automotive, aerospace, HVAC, and appliance manufacturing, where curled edges are needed to provide strength, reduce the risk of injury, or create a finished, decorative appearance.
Curling improves the overall durability of the part by increasing edge strength and reducing the likelihood of cracking or deformation under load. It is often used in the production of parts like metal enclosures, cylindrical tubes, or ducts, where a smooth, rounded edge is necessary for assembly or handling.
Types of Curling in Sheet Metal
Straight Curling: Straight curling involves rolling the edge of the sheet metal into a circular or semi-circular shape, creating a smooth, continuous edge around the part. This type of curling is commonly used in the fabrication of ducts, pipes, and other cylindrical structures, where the rolled edge provides a strong, durable finish.
Simple Curled Edges for Durability: Straight curling is ideal for reinforcing the edges of parts like tubes or ducts, where the curled edge adds strength and prevents the sheet metal from fraying or deforming over time.
Advantages: Straight curling provides a clean, smooth edge that improves the safety, durability, and appearance of the part. It is also relatively easy to achieve using specialized curling machines or roll forming equipment.
Disadvantages: Straight curling may not be suitable for parts with complex shapes or tight radii, as the metal can become stretched or deformed during the curling process.
Wire-Edge Curling: In wire-edge curling, a metal wire is inserted into the curled edge of the sheet metal, creating a reinforced edge that is stronger and more rigid than a standard curl. This type of curling is often used in the fabrication of containers, tanks, and pipes, where the reinforced edge helps improve the part’s structural integrity and resistance to deformation.
Reinforced Edges for Added Strength: Wire-edge curling is ideal for parts that require extra strength or rigidity, such as containers or ducts that must withstand pressure or impact. The wire provides additional support to the curled edge, reducing the risk of deformation.
Advantages: Wire-edge curling provides a stronger, more durable edge than standard curling, making it ideal for heavy-duty applications. It also improves the part’s resistance to wear and impact, extending its service life.
Disadvantages: Wire-edge curling requires additional tooling and setup, making it more time-consuming and expensive than straight curling. The wire must be properly inserted and secured to ensure that the curl remains strong and uniform.
Hem Curling: Hem curling, or hemming, is a variation of the curling process in which the edge of the sheet metal is folded over itself, creating a double-thickness edge that is stronger and more rigid than a single-layer curl. Hem curling is commonly used in automotive panels, appliance housings, and architectural components, where the reinforced edge improves strength and provides a smooth, finished appearance.
Double-Layer Edges for Increased Rigidity: Hem curling is ideal for applications where the sheet metal must withstand stress or impact, such as automotive panels or appliance housings. The folded edge provides extra strength and durability.
Advantages: Hem curling provides a strong, reinforced edge that improves the part’s structural integrity and resistance to damage. It also creates a clean, finished appearance, making it ideal for visible parts.
Disadvantages: Hem curling requires more material and tooling than standard curling, increasing production costs. It may also be more challenging to achieve on thick or hard metals.
Seam Curling: Seam curling is a method used to join two pieces of sheet metal by curling their edges together. This technique is commonly used in the fabrication of cylindrical structures such as pipes, tanks, and containers, where the curled seam provides a strong, leak-proof connection between the parts. Seam curling is widely used in industries such as HVAC, automotive, and metal fabrication.
Strong, Leak-Proof Connections: Seam curling is ideal for joining two metal parts in a way that ensures a strong, durable, and leak-proof connection. It is commonly used in the production of ducts, pipes, and containers that must withstand pressure or fluids.
Advantages: Seam curling provides a secure, long-lasting connection between metal parts, reducing the need for additional welding or fasteners. It is also highly efficient, allowing manufacturers to produce leak-proof joints quickly and consistently.
Disadvantages: Seam curling requires precise alignment of the parts and specialized tooling to ensure that the seam is formed correctly. Improper curling can result in weak or leaky joints.
Key Components of a Curling Machine
Rollers or Forming Dies: In most curling machines, rollers or forming dies are used to gradually curl the edges of the sheet metal. The rollers apply pressure to the metal as it passes through the machine, bending it into a circular or semi-circular shape. Forming dies are often used for more complex or precise curls, ensuring that the edge is formed uniformly.
Controlled Pressure for Uniform Curls: The rollers or forming dies must apply consistent pressure to the sheet metal to ensure that the curl is smooth and uniform. Proper alignment of the rollers is essential for achieving high-quality results.
Mandrel or Support: In many curling machines, a mandrel or support is used to hold the sheet metal in place as it is curled. The mandrel ensures that the metal is properly aligned and supported throughout the curling process, preventing deformation or misalignment.
Support for Consistent Curling: The mandrel provides support to the metal as it is curled, ensuring that the edge is formed smoothly and without distortion. This is especially important for thin or flexible sheet metals.
Hydraulic or Pneumatic System: Many curling machines use hydraulic or pneumatic systems to apply the necessary pressure for curling the sheet metal. These systems provide precise control over the pressure and speed of the curling process, ensuring that the metal is curled evenly and without defects.
Precise Pressure Control for High-Quality Curls: The hydraulic or pneumatic system ensures that the pressure is applied evenly throughout the curling process, preventing defects such as cracking, wrinkling, or uneven curls.
Control Panel: Modern curling machines are often equipped with a control panel that allows operators to set and monitor the curling parameters, such as pressure, speed, and curl radius. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the curling process and ensure repeatable, high-quality results.
Automation for Precision and Efficiency: The control panel allows operators to program the machine for specific parts and materials, ensuring that the curling process is consistent and tailored to the requirements of each job.
The Curling Process
Material Preparation: Before the curling process begins, the sheet metal must be properly prepared. This typically involves cutting the metal to the required size and shape, deburring the edges, and cleaning the surface to remove any dirt, grease, or contaminants. Proper preparation ensures that the metal curls smoothly and without defects.
Cutting and Deburring for Clean Edges: Proper preparation of the metal ensures that the curling process proceeds smoothly and without defects, such as cracking or wrinkling.
Curling the Edge: The curling process begins by feeding the sheet metal into the curling machine, where it is gradually bent into the desired shape by the rollers or forming dies. The machine applies controlled pressure to the edge of the metal, curling it into a circular or rolled shape. The radius of the curl is determined by the settings on the machine, which can be adjusted to achieve different curl sizes.
Controlled Bending for Smooth, Consistent Curls: The goal of the curling process is to create a smooth, uniform curl with consistent dimensions. Proper control of the pressure and speed is essential for achieving high-quality results.
Finishing and Inspection: After the curl is formed, the part is inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the part meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Parts: Curling machines produce parts with smooth, rounded edges that improve the safety, durability, and appearance of the final product. Proper inspection ensures that the curled edges are free from defects and meet the required standards.
Applications of Curling in Sheet Metal
Automotive Industry: The curling process is widely used in the automotive industry to create rolled edges on body panels, exhaust systems, and structural components. Curled edges help improve the strength and durability of these parts, while also reducing the risk of injury during handling or assembly.
Curled Edges for Automotive Body Panels: Curling is used to create rolled edges on automotive body panels, improving their strength and resistance to impact. The curled edges also provide a smooth, finished appearance, enhancing the overall look of the vehicle.
HVAC Systems: Curling is commonly used in the HVAC industry to create rolled edges on ducts, pipes, and other ventilation components. Curled edges provide a strong, durable connection point for joining sections of ductwork, ensuring that the system operates efficiently and without leaks.
Curling for Strong Duct Connections: Curled edges on HVAC ducts provide a secure, leak-proof connection between sections, ensuring that the system maintains proper airflow and pressure.
3. Aerospace Industry: The aerospace industry uses the curling process in the fabrication of lightweight components, such as ducts, tubes, and panels. Curled edges enhance the strength and durability of these parts without adding significant weight, making them ideal for applications where weight reduction is critical, such as in aircraft structures.
Reinforced Edges for Aircraft Components: Curling provides reinforced edges on aerospace components, ensuring they withstand high stress, pressure, and vibration. The smooth edges also reduce the risk of damage during assembly and maintenance.
Appliance Manufacturing: Curling is widely applied in the manufacturing of appliances, where it is used to form safe, smooth edges on components like washers, dryers, refrigerators, and ovens. Curled edges prevent injuries during handling and assembly and provide a finished appearance to the products.
Safety Edges for Home Appliances: Curling creates rounded, burr-free edges on appliance panels, ensuring that the final product is both safe to handle and aesthetically pleasing.
Metal Enclosures and Electrical Boxes: Curling is often used in the production of metal enclosures, electrical boxes, and cabinets. The curled edges enhance the strength of these structures and eliminate sharp edges that could pose a risk during installation or use.
Smooth Edges for Electrical Enclosures: Curling ensures that electrical enclosures and metal cabinets have strong, smooth edges that prevent cuts or abrasions during installation and maintenance.
Architectural Components and Metal Furniture: In the architectural and furniture industries, curling is used to create decorative, smooth-edged metal components for applications such as railings, frames, and structural elements. The curled edges provide a sleek, modern look while also enhancing the strength and safety of the part.
Decorative and Functional Curled Edges: Curling adds a polished, professional finish to architectural elements and metal furniture, improving both their appearance and structural integrity.
Advantages of Curling in Sheet Metal
Enhanced Strength and Durability: Curling strengthens the edges of sheet metal parts, making them more resistant to deformation, cracking, or damage. The rolled edges distribute stress more evenly, reducing the likelihood of failure under load.
Improved Safety: Curling eliminates sharp edges on sheet metal parts, reducing the risk of injury during handling, assembly, or use. This is particularly important in industries like automotive, HVAC, and appliance manufacturing, where sharp edges can pose significant hazards.
Aesthetic and Functional Finishing: Curling provides a smooth, finished appearance to sheet metal parts, enhancing their overall aesthetic appeal. The rounded edges also improve functionality by allowing parts to fit together more easily and securely during assembly.
Increased Edge Stability: Curling stabilizes the edges of sheet metal parts, preventing warping or bending during use. This is particularly important for thin or flexible sheet metals, which are prone to deformation under stress.
Versatility for Various Applications: Curling can be used on a wide range of sheet metal materials, including aluminum, steel, stainless steel, and copper. This versatility makes it a valuable process in industries ranging from automotive and aerospace to appliances and construction.
Challenges of Curling in Sheet Metal
Tooling and Setup Costs: Curling machines, especially those equipped with CNC or hydraulic systems, require significant initial investment in equipment and tooling. These costs can be prohibitive for small manufacturers or custom production runs.
Material Limitations: Curling may be challenging for very thick or hard metals, as the process can cause cracking or deformation if not properly controlled. Certain materials, such as brittle metals, may not be suitable for curling without special treatment or preparation.
Skilled Operation Required: Properly curling sheet metal requires skilled operators, particularly for complex or high-precision curls. Incorrect pressure or alignment can result in defects such as cracks, uneven edges, or misshapen curls.
Curling is a highly effective process for improving the strength, safety, and appearance of sheet metal components across a wide range of industries. Whether used to create reinforced edges, smooth out sharp surfaces, or enhance the aesthetic quality of a part, curling plays a vital role in modern metal fabrication and manufacturing.
Crimping Process in Sheet Metal
Edge crimping
The crimping process in sheet metal is a mechanical technique used to join two metal parts by deforming one or both of them to create a secure, interlocking connection. Crimping is often used as an alternative to welding, soldering, or fasteners in applications where a strong, durable bond is required without the use of additional materials. This process is widely used in industries such as HVAC, automotive, aerospace, and electrical manufacturing to create reliable joints in ducts, pipes, electrical connectors, and other sheet metal components.
Crimping is valued for its efficiency, ease of use, and ability to create high-strength connections without heat or adhesives. It is especially useful in assembling lightweight components, where the addition of fasteners or welding could compromise the integrity of the material.
Types of Crimping in Sheet Metal
Standard Crimping: Standard crimping involves deforming the edges of two metal parts so that they fit tightly together, forming a secure mechanical connection. This type of crimping is commonly used in the HVAC industry to join sections of ductwork, ensuring an airtight seal without the need for additional fasteners or adhesives.
Simple Crimps for Reliable Joints: Standard crimping is ideal for creating strong, reliable joints in sheet metal parts such as pipes, ducts, and enclosures. The crimped edges lock together securely, preventing separation or leakage.
Advantages: Standard crimping provides a fast, efficient way to join metal parts without welding or fasteners. It is also easy to automate, making it suitable for high-volume production.
Disadvantages: Standard crimping may not be suitable for parts that require very high strength or precision, as the crimped joint may be weaker than a welded or fastened connection.
Bead Crimping: Bead crimping involves creating a series of small, evenly spaced crimps or beads along the edge of the sheet metal. This type of crimping is often used to add rigidity and strength to the part, as well as to create a secure connection between two components. Bead crimping is commonly used in automotive and aerospace applications to join body panels, structural components, and other sheet metal parts.
Reinforced Joints for Strength and Stability: Bead crimping adds strength and stability to sheet metal parts, making it ideal for applications that require a rigid, durable joint. The beaded crimps distribute stress evenly along the joint, reducing the risk of deformation.
Advantages: Bead crimping improves the structural integrity of the joint, making it more resistant to stress and vibration. It is also highly effective for lightweight components that need to maintain strength without adding extra weight.
Disadvantages: Bead crimping requires specialized tooling and may be more time-consuming than standard crimping. It may also be less effective for joining thick or hard metals.
Seam Crimping: Seam crimping is used to join two pieces of sheet metal along a seam, creating a continuous, interlocking joint. This type of crimping is commonly used in the fabrication of pipes, tubes, and containers, where a leak-proof connection is essential. Seam crimping is widely applied in industries such as HVAC, plumbing, and metal fabrication.
Leak-Proof Seams for Pipes and Containers: Seam crimping provides a strong, leak-proof joint that is ideal for pipes, ducts, and containers that must withstand pressure or fluids. The continuous crimp ensures a secure connection that prevents separation or leakage.
Advantages: Seam crimping creates a strong, durable joint that is resistant to leaks and pressure. It is also highly efficient, allowing manufacturers to produce secure, continuous joints quickly and consistently.
Disadvantages: Seam crimping requires precise alignment of the parts and specialized tooling to ensure that the seam is crimped uniformly. Improper crimping can result in weak or leaky joints.
**Electrical Crimping
:** Electrical crimping is the process of joining electrical connectors or terminals to wires by deforming the metal of the connector around the wire. This creates a strong, conductive bond without the need for soldering. Electrical crimping is widely used in the electronics, automotive, and aerospace industries, where it provides a reliable, efficient way to assemble wiring harnesses, connectors, and terminals.
Strong, Conductive Connections for Electrical Components: Electrical crimping ensures that wires and connectors are securely joined, providing a low-resistance connection that is resistant to vibration and environmental factors. The crimped connection also minimizes the risk of loose connections or electrical failures.
Advantages: Electrical crimping provides fast, consistent connections with excellent electrical conductivity. It eliminates the need for heat or adhesives, making it suitable for high-volume production of wiring assemblies.
Disadvantages: Improper crimping can result in weak or unreliable connections, which may lead to electrical failures. Skilled operators or automated equipment are required to ensure that the crimps are properly formed.
Key Components of a Crimping Machine
Crimping Dies: Crimping machines use dies to deform the metal parts and create the crimped joint. The dies are typically shaped to match the specific geometry of the parts being crimped, ensuring a secure and uniform connection. Crimping dies must be precisely aligned to avoid damaging the material or producing weak joints.
Precision Dies for Consistent Crimps: The crimping dies must be accurately designed and maintained to ensure that the crimps are formed with consistent quality and strength.
Hydraulic or Pneumatic Press: Many crimping machines use hydraulic or pneumatic presses to apply the force needed to deform the metal and create the crimp. These systems provide precise control over the pressure and speed of the crimping process, ensuring that the crimps are formed uniformly and without defects.
Controlled Pressure for High-Quality Joints: The hydraulic or pneumatic press ensures that the crimping process is consistent, applying the correct amount of force to create strong, reliable joints.
Automated Feeding System: In high-volume production environments, crimping machines may be equipped with an automated feeding system that positions the parts for crimping. This ensures that the parts are aligned correctly and improves production efficiency by reducing the need for manual handling.
Automation for Fast, Efficient Production: Automated feeding systems allow crimping machines to operate continuously, increasing throughput and reducing downtime.
Control Panel: Crimping machines are often equipped with a control panel that allows operators to set and monitor the crimping parameters, such as pressure, speed, and die alignment. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the crimping process and ensure repeatable, high-quality results.
Precision Control for Reliable Crimps: The control panel allows operators to program the machine for specific parts and materials, ensuring that the crimping process is consistent and tailored to the requirements of each job.
The Crimping Process
Material Preparation: Before the crimping process begins, the metal parts must be properly prepared. This typically involves cutting the sheet metal or wires to the required size and shape, cleaning the surfaces, and aligning the parts for crimping. Proper preparation ensures that the crimping process proceeds smoothly and without defects.
Cutting and Cleaning for Optimal Results: Proper preparation of the parts ensures that the crimped joint is strong, secure, and free from defects such as gaps or misalignment.
Crimping the Joint: The crimping process begins by placing the parts in the crimping machine, where they are deformed by the dies or forming tools to create the crimped joint. The machine applies controlled pressure to the parts, deforming the metal and locking the components together. The crimping pressure and speed are carefully controlled to ensure that the joint is strong and uniform.
Controlled Deformation for Secure Joints: The goal of the crimping process is to create a tight, interlocking joint that is strong, durable, and resistant to separation or leakage. Proper control of the pressure and alignment is essential for achieving high-quality results.
Finishing and Inspection: After the crimp is formed, the part is inspected for defects such as cracks, gaps, or misalignment. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the crimped joint meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Joints: Crimping machines produce strong, durable joints that improve the functionality and safety of the final product. Proper inspection ensures that the crimped joints are free from defects and meet industry standards.
Applications of Crimping in Sheet Metal
HVAC Industry: Crimping is widely used in the HVAC industry to join sections of ductwork, pipes, and ventilation components. The crimped joints provide a secure, leak-proof connection that is resistant to air or fluid leakage, ensuring that the HVAC system operates efficiently.
Crimped Joints for Ductwork and Ventilation: Crimping is ideal for joining HVAC ducts and pipes, providing a strong, airtight seal without the need for additional fasteners or adhesives.
Automotive Industry: In the automotive industry, crimping is used to join body panels, structural components, and electrical connectors. The crimped joints provide strength and durability, ensuring that the vehicle’s body and electrical systems perform reliably under stress and vibration.
Crimped Electrical Connectors and Body Panels: Crimping is commonly used to create secure connections in automotive wiring harnesses, as well as to join body panels and structural components.
Aerospace Industry: The aerospace industry uses crimping to join lightweight components, such as fuselage panels, structural parts, and electrical connectors. The crimped joints provide strength without adding unnecessary weight, making them ideal for high-performance aerospace applications.
Lightweight Crimped Joints for Aircraft Components: Crimping is ideal for assembling lightweight aircraft components that must withstand stress and vibration without adding excessive weight.
Electrical and Electronics Industry: Crimping is essential in the electrical and electronics industry, where it is used to create strong, conductive connections between wires, terminals, and connectors. The crimped joints provide reliable electrical conductivity and resistance to corrosion and vibration.
Crimped Terminals for Electrical Wiring: Electrical crimping ensures that wiring harnesses and connectors are securely joined, providing a low-resistance connection that is essential for electrical performance.
Plumbing and Metal Fabrication: Crimping is used in the plumbing industry to join pipes and fittings, providing leak-proof connections for water and gas systems. It is also widely used in metal fabrication to assemble enclosures, containers, and structural components.
Leak-Proof Crimped Joints for Plumbing Systems: Crimping provides strong, leak-proof connections in plumbing pipes and fittings, ensuring that the system operates reliably under pressure.
Advantages of Crimping in Sheet Metal
Fast and Efficient Joining: Crimping is a fast, efficient process that can be easily automated for high-volume production. It eliminates the need for welding, soldering, or fasteners, reducing assembly time and labor costs.
Strong, Durable Joints: Crimping creates strong, interlocking joints that are resistant to separation, leakage, or vibration. This makes it ideal for applications where the parts must withstand stress, pressure, or environmental factors.
No Heat or Adhesives Required: Crimping does not require heat, adhesives, or additional materials to create a secure joint, making it a cost-effective and environmentally friendly alternative to welding or soldering.
Improved Safety and Aesthetics: Crimped joints provide a smooth, finished appearance, improving the aesthetic quality of the part. The process also reduces the risk of sharp edges, burrs, or other hazards that could pose a safety risk during handling or assembly.
Challenges of Crimping in Sheet Metal
Skilled Operation Required: Proper crimping requires skilled operators, especially for high-precision crimps or complex joints. Incorrect pressure or alignment can result in weak or unreliable connections, which may lead to part failure.
Tooling and Setup Costs: Crimping machines and dies can be expensive to purchase and maintain, especially for custom or complex crimping operations. The initial setup costs may be prohibitive for small manufacturers or low-volume production.
Material Limitations: Crimping may not be suitable for certain materials, such as very thick or brittle metals, which can crack or deform during the crimping process. Proper material selection and preparation are essential to avoid defects.
Crimping is a highly effective, efficient process for joining sheet metal parts in a wide range of industries, from automotive and aerospace to HVAC and electrical manufacturing. Whether used to create leak-proof seams, strong mechanical joints, or reliable electrical connections, crimping provides the strength, durability, and versatility needed for modern manufacturing.
Sheet Metal Curling
Aluminium Cookware Manufacturing Process
Sheet metal curling is a metal forming process used to shape the edges of a metal sheet into a rolled, curved form. This process is used to eliminate sharp edges, improve the overall appearance of the product, and increase the structural integrity of the part by providing additional rigidity. Curling is widely applied in industries such as automotive, HVAC, aerospace, appliance manufacturing, and metal fabrication, where smooth, safe edges are required for parts like ducts, enclosures, panels, and other metal components.
Curling can be done manually, using basic tools for small-scale jobs, or automatically using curling machines for large-scale production. The process involves rolling the edge of the sheet metal over itself or around another object, creating a continuous, smooth edge that can withstand impact or pressure without deformation.
Types of Sheet Metal Curling
Simple Curling: Simple curling is the basic process of rolling the edge of a sheet metal part into a curved or circular shape. This is often done to create a safe, smooth edge that prevents injury during handling or use. Simple curling is commonly used in the manufacturing of ducts, metal containers, and appliance housings.
Smooth Edges for Safety and Strength: Simple curling eliminates sharp edges, making the part safer to handle and improving its structural integrity. The rolled edge adds rigidity to the part, helping it resist deformation under stress.
Advantages: Simple curling is a straightforward process that is easy to automate, making it ideal for high-volume production. It also improves the durability and safety of the part by reinforcing the edge.
Disadvantages: Simple curling may not be suitable for parts that require very tight radii or complex shapes, as the process can cause the metal to stretch or deform.
Wire-Inserted Curling: In wire-inserted curling, a metal wire is inserted into the curl, reinforcing the edge and providing additional strength. This method is commonly used for parts that require extra durability, such as metal containers, ducts, or tanks that must withstand pressure or impact.
Reinforced Edges for High-Stress Applications: The wire strengthens the curled edge, making the part more resistant to deformation and wear. Wire-inserted curling is ideal for parts that must handle heavy loads or endure frequent handling.
Advantages: Wire-inserted curling provides a much stronger edge than simple curling, making it ideal for heavy-duty applications. It also improves the part’s resistance to bending or breaking under stress.
Disadvantages: The process is more complex and time-consuming than simple curling, requiring additional tooling and setup to insert the wire correctly.
Hemming: Hemming is a process in which the edge of the sheet metal is folded back on itself to create a double-thickness edge. This technique is used to increase the strength of the edge, improve its appearance, and eliminate sharp corners. Hemming is commonly used in the automotive industry for body panels, doors, and hoods, as well as in appliance manufacturing.
Folded Edges for Increased Strength: Hemming adds strength and rigidity to the edge by doubling the thickness of the metal. This makes the part more durable and resistant to bending, while also providing a smooth, finished edge.
Advantages: Hemming provides a strong, smooth edge that improves the structural integrity of the part. It is ideal for parts that require both strength and aesthetics, such as automotive panels or appliance housings.
Disadvantages: Hemming requires additional material and tooling, making it more expensive than simple curling. It may also be more difficult to achieve on thick or hard metals.
Flange Curling: Flange curling is the process of curling the edge of a flange to create a rolled edge. This technique is used in the fabrication of pipes, ducts, and other cylindrical parts that require a smooth, rounded edge for safety, appearance, or sealing purposes. Flange curling is common in HVAC systems and fluid handling applications.
Rolled Edges for Pipes and Ducts: Flange curling creates a smooth, rounded edge on the flange of a pipe or duct, providing a secure connection point that is resistant to leaks and pressure.
Advantages: Flange curling improves the safety and appearance of the part, while also providing a strong, leak-proof edge. It is particularly useful in applications where the curled edge will be exposed to pressure or fluid flow.
Disadvantages: Flange curling requires precise control of the forming process to ensure that the curl is uniform and free from defects. Improper curling can result in leaks or weak connections.
Key Components of a Sheet Metal Curling Machine
Curling Dies: Curling machines use specially shaped dies to bend and roll the edges of the sheet metal. The dies must be carefully designed to match the specific curvature and dimensions of the curl, ensuring a smooth, consistent edge.
Precision Dies for Uniform Curls: The curling dies must apply even pressure to the sheet metal to create a uniform, high-quality curl. Proper alignment of the dies is critical to achieving consistent results.
Rollers: In many curling machines, rollers are used to gradually bend the sheet metal into the desired shape. The rollers apply controlled pressure to the metal as it is fed through the machine, ensuring that the edge is curled smoothly and without distortion.
Controlled Pressure for Smooth Edges: The rollers must apply consistent pressure to the sheet metal to prevent defects such as cracking, wrinkling, or uneven curls.
Hydraulic or Pneumatic Systems: Many curling machines use hydraulic or pneumatic systems to control the pressure and speed of the curling process. These systems provide precise control over the forming process, ensuring that the curl is uniform and free from defects.
Precise Pressure Control for High-Quality Curls: The hydraulic or pneumatic system ensures that the curling pressure is applied evenly, preventing defects and ensuring a smooth, consistent curl.
Control Panel: Modern curling machines are equipped with control panels that allow operators to set and monitor the curling parameters, such as curl radius, pressure, and speed. Many machines are also equipped with programmable logic controllers (PLCs) or CNC systems to automate the curling process and ensure repeatable, high-quality results.
Automation for Precision and Efficiency: The control panel allows operators to program the machine for specific parts and materials, ensuring that the curling process is consistent and tailored to the requirements of each job.
The Curling Process
Material Preparation: Before curling begins, the sheet metal must be properly prepared. This typically involves cutting the sheet metal to the required size and shape, deburring the edges, and cleaning the surface to remove any dirt, grease, or contaminants. Proper preparation ensures that the metal curls smoothly and without defects.
Cutting and Deburring for Clean Edges: Proper preparation of the sheet metal ensures that the curling process proceeds smoothly and without defects, such as cracking or wrinkling.
Curling the Edge: The curling process begins by feeding the sheet metal into the curling machine, where it is gradually bent into the desired shape by the rollers or dies. The machine applies controlled pressure to the edge of the metal, curling it into a circular or rolled shape. The radius of the curl is determined by the settings on the machine, which can be adjusted to achieve different curl sizes.
Controlled Bending for Smooth, Consistent Curls: The goal of the curling process is to create a smooth, uniform curl with consistent dimensions. Proper control of the pressure and speed is essential for achieving high-quality results.
Finishing and Inspection: After the curl is formed, the part is inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the part meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Parts: Curling machines produce parts with smooth, rounded edges that improve the safety, durability, and appearance of the final product. Proper inspection ensures that the curled edges are free from defects and meet the required standards.
Applications of Sheet Metal Curling
Automotive Industry: Curling is widely used in the automotive industry to create safe, rounded edges on body panels, doors, and other structural components. Curled edges improve the strength and durability of these parts, while also providing a smooth, finished appearance.
Curled Edges for Automotive Panels: Curling is used to create rolled edges on automotive body panels, doors, and hoods, improving their strength and resistance to impact. The curled edges also provide a sleek, finished look that enhances the overall appearance of the vehicle.
HVAC Systems: Curling is commonly used in the HVAC industry to create rolled edges on ducts, pipes, and other ventilation components. Curled edges provide a strong, durable connection point for joining sections of ductwork, ensuring that the system operates efficiently and without leaks.
Curling for Strong Duct Connections: Curling provides smooth, safe edges on HVAC ducts and pipes, ensuring that the system is free from sharp edges that could pose a hazard during installation or maintenance.
Appliance Manufacturing: In appliance manufacturing, curling is used to create smooth, rounded edges on panels, doors, and enclosures. Curled edges improve the strength and appearance of the appliance, while also reducing the risk of injury during handling or use.
Curled Edges for Safe, Durable Appliances: Curling creates safe, burr-free edges on appliance panels and enclosures, improving both the safety and durability of the final product.
Architectural Components: Curling is often used in the production of architectural components, such as metal railings, panels, and decorative elements. The curled edges provide a smooth, finished appearance while also adding strength and rigidity to the part.
Decorative and Functional Curled Edges: Curling enhances the appearance and strength of architectural elements, providing a professional, finished look that is both attractive and durable.
Metal Containers and Enclosures: Curling is widely used in the fabrication of metal containers, enclosures, and tanks, where it provides a smooth, rolled edge that improves the strength and durability of the part. The curled edge also reduces the risk of injury during handling and assembly.
Strong, Safe Edges for Metal Containers: Curling provides a smooth, reinforced edge on metal containers and enclosures, ensuring that they are safe to handle and resistant to impact or deformation.
Advantages of Sheet Metal Curling
Improved Safety and Aesthetics: Curling eliminates sharp edges on sheet metal parts, making them safer to handle and improving their overall appearance. The smooth, rounded edges reduce the risk of injury and provide a professional, finished look.
Increased Strength and Durability: Curling adds strength and rigidity to the edges of sheet metal parts, making them more resistant to deformation, cracking, or damage. The rolled edge distributes stress more evenly, reducing the likelihood of failure under load.
Versatility for Various Applications: Curling can be used on a wide range of sheet metal materials, including steel, aluminum, copper, and stainless steel. This versatility makes curling a valuable process in industries ranging from automotive and HVAC to appliance manufacturing and metal fabrication.
Cost-Effective and Efficient: Curling is a fast, efficient process that can be easily automated for high-volume production. It reduces the need for additional finishing processes, such as deburring or grinding, making it cost-effective for manufacturers.
Challenges of Sheet Metal Curling
Tooling and Setup Costs: Curling machines, especially those equipped with CNC or hydraulic systems, require significant initial investment in equipment and tooling. These costs can be prohibitive for small manufacturers or custom production runs.
Material Limitations: Curling may be challenging for very thick or hard metals, as the process can cause cracking or deformation if not properly controlled. Certain materials, such as brittle metals, may not be suitable for curling without special treatment or preparation.
Skilled Operation Required: Properly curling sheet metal requires skilled operators, particularly for complex or high-precision curls. Incorrect pressure or alignment can result in defects such as cracks, uneven edges, or misshapen curls.
Sheet metal curling is an essential process in metal fabrication, providing strong, safe, and aesthetically pleasing edges for a wide range of applications. Whether used in automotive panels, HVAC ducts, appliance housings, or architectural components, curling ensures that sheet metal parts meet the highest standards of strength, durability, and safety.
Brake Pads Making Machine
Brake pads
A brake pads making machine is a specialized piece of equipment used in the production of automotive brake pads. Brake pads are critical components of a vehicle’s braking system, responsible for applying friction to the brake rotors to slow or stop the vehicle. These machines are designed to manufacture brake pads from raw materials such as metal fibers, resins, and friction materials, ensuring that the finished pads meet the required standards for performance, durability, and safety.
The process of making brake pads involves several steps, including material mixing, pressing, curing, and finishing. Brake pads making machines are equipped with various functions to handle these tasks efficiently, allowing manufacturers to produce high-quality brake pads in large quantities. These machines are used primarily in the automotive industry but are also applicable for producing brake components for motorcycles, trucks, and industrial machinery.
Types of Brake Pads Making Machines
Mixing and Kneading Machines: These machines are used to blend the raw materials that make up the brake pads, including metal fibers, friction materials, binders, and resins. The materials are mixed and kneaded into a homogeneous compound, ensuring that the brake pads have consistent friction properties and wear resistance.
Homogeneous Mixing for Consistent Performance: Proper mixing ensures that the brake pads have uniform friction properties, which are essential for reliable braking performance. The compound must be thoroughly mixed to prevent defects such as weak spots or uneven wear.
Advantages: Mixing and kneading machines provide precise control over the blending of raw materials, ensuring consistent quality in the final product. They are also highly efficient, reducing mixing times and improving production throughput.
Disadvantages: Improper mixing can lead to defects in the brake pads, such as uneven friction properties or weak areas that may cause the pads to fail prematurely.
Pressing Machines: Pressing machines are used to compress the mixed materials into the shape of a brake pad. The material is placed in a mold, and the machine applies high pressure to compact the material into a solid form. Pressing is a critical step in ensuring that the brake pads have the required density and strength.
High Pressure for Dense, Strong Brake Pads: Pressing ensures that the brake pad material is tightly compacted, giving the pads the density and strength needed to withstand the high pressures and temperatures generated during braking.
Advantages: Pressing machines provide consistent pressure and control over the shape of the brake pads, ensuring that each pad is produced to the correct specifications. They are ideal for high-volume production, as they can produce large quantities of pads quickly and efficiently.
Disadvantages: The molds used in pressing machines must be precisely designed and maintained to prevent defects such as cracks, voids, or uneven compression.
Curing Ovens: After the brake pads are pressed, they are cured in ovens to harden the material and set the binder. The curing process involves heating the pads at controlled temperatures for a specific duration, which allows the resins and binders to harden and bond the materials together.
Controlled Heating for Durable Brake Pads: Curing is essential for hardening the brake pad material and ensuring that it can withstand the extreme conditions of braking. Proper control of temperature and curing time is critical for achieving optimal hardness and strength.
Advantages: Curing ovens provide precise temperature control, ensuring that the brake pads are evenly cured and free from defects such as cracks or weak areas. This improves the durability and performance of the final product.
Disadvantages: Improper curing can result in brake pads that are too soft or brittle, leading to premature wear or failure.
Finishing Machines: Once the brake pads are cured, they are finished using grinding and cutting machines to achieve the final shape and dimensions. These machines remove any excess material, smooth the surfaces, and ensure that the brake pads meet the required tolerances for thickness and flatness.
Precision Finishing for Consistent Fit and Performance: Finishing ensures that the brake pads are shaped and sized accurately, allowing them to fit properly in the braking system and perform reliably. Any defects in the
brake pad’s shape or surface can lead to performance issues, such as uneven wear, squealing, or reduced braking efficiency.
Advantages: Finishing machines provide high precision in shaping and smoothing the brake pads, ensuring that they meet strict specifications for thickness, flatness, and surface quality. This step is essential for ensuring consistent braking performance and reducing noise.
Disadvantages: Finishing machines must be carefully calibrated and maintained to prevent defects such as over-grinding or surface imperfections, which can negatively impact the brake pad’s performance.
Friction Testing Machines: To ensure the quality and performance of the brake pads, manufacturers often use friction testing machines to measure the friction coefficient and wear resistance of the pads. These machines simulate real-world braking conditions by applying pressure and heat to the brake pads while measuring their friction properties.
Testing for Reliable Braking Performance: Friction testing ensures that the brake pads meet industry standards for stopping power, durability, and heat resistance. It helps identify any defects or inconsistencies in the material that could affect the brake pad’s performance.
Advantages: Friction testing machines provide valuable data on the performance characteristics of the brake pads, allowing manufacturers to ensure that each batch meets safety and quality standards. This testing is crucial for automotive applications, where brake performance is critical for vehicle safety.
Disadvantages: Friction testing can be time-consuming and requires specialized equipment and expertise, adding to the overall production costs.
The Brake Pads Manufacturing Process
Raw Material Preparation: The first step in making brake pads is to prepare the raw materials, including metal fibers, friction materials (such as ceramic or organic compounds), resins, and binders. These materials are carefully measured and blended in mixing machines to create a homogeneous compound that will be pressed into brake pads.
Precise Mixing for Consistent Properties: The correct ratio of materials is essential for achieving the desired friction and wear resistance in the finished brake pads. Inconsistent mixing can lead to uneven performance or premature wear.
Pressing and Molding: Once the materials are mixed, they are loaded into molds, where pressing machines apply high pressure to form the brake pads. The molds are designed to give the brake pads their final shape, while the pressure compacts the material into a dense, solid form.
High Pressure for Strong, Durable Brake Pads: The pressing process ensures that the brake pads are dense enough to withstand the stresses of braking without cracking or wearing down prematurely.
Curing: After pressing, the brake pads are transferred to curing ovens, where they are heated at controlled temperatures to harden the material and set the binders. The curing process is crucial for developing the brake pad’s strength, heat resistance, and durability.
Even Curing for Long-Lasting Performance: Proper curing ensures that the brake pads can endure the high temperatures generated during braking without losing their effectiveness or breaking down.
Finishing: Once the brake pads are cured, they are finished using grinding, cutting, and sanding machines to remove any excess material and ensure that the pads meet the required dimensions and surface quality. This step ensures that the brake pads fit correctly in the braking system and provide consistent performance.
Precision Grinding for Smooth, Accurate Pads: The finishing process ensures that the brake pads have a smooth, even surface and the correct thickness, which is essential for proper fit and function in the braking system.
Friction Testing and Quality Control: After the brake pads are finished, they undergo friction testing to ensure that they meet the required standards for performance, safety, and durability. This testing simulates real-world braking conditions and measures the friction coefficient, wear resistance, and heat tolerance of the pads.
Testing for Safety and Reliability: Friction testing helps manufacturers ensure that the brake pads will provide reliable, consistent performance under a variety of conditions, such as heavy braking, high speeds, or extreme temperatures.
Applications of Brake Pads Making Machines
Automotive Industry: Brake pads making machines are primarily used in the automotive industry to produce brake pads for passenger vehicles, trucks, motorcycles, and buses. High-quality brake pads are essential for ensuring vehicle safety, as they provide the friction needed to stop the vehicle effectively.
Brake Pads for Cars, Trucks, and Motorcycles: Brake pads making machines are used to produce a wide range of brake pads for different types of vehicles, including standard cars, high-performance sports cars, heavy-duty trucks, and motorcycles.
Industrial Machinery: Brake pads are also used in industrial machinery, where they provide the stopping power needed for large, heavy equipment. Machines such as cranes, forklifts, and construction equipment rely on durable brake pads to ensure safe operation in industrial environments.
Brake Pads for Heavy-Duty Machinery: Brake pads making machines are used to produce pads for industrial equipment, where reliable stopping power is critical for operator safety and machinery control.
Railway and Aerospace Applications: Brake pads are used in railway and aerospace applications, where they must withstand extreme conditions, including high speeds, heavy loads, and intense heat. The brake pads used in trains, planes, and other transportation systems must meet stringent safety and performance standards.
High-Performance Brake Pads for Trains and Aircraft: Brake pads making machines are used to manufacture specialized brake pads for rail and aerospace applications, where safety and reliability are paramount.
Motorcycles and Bicycles: In addition to automotive and industrial applications, brake pads making machines are used to produce pads for motorcycles and bicycles. These pads must provide consistent stopping power while being lightweight and durable.
Brake Pads for Two-Wheeled Vehicles: Brake pads making machines produce lightweight, high-performance pads for motorcycles and bicycles, ensuring that riders can stop safely and effectively.
Advantages of Brake Pads Making Machines
High Efficiency for Large-Scale Production: Brake pads making machines are highly efficient and capable of producing large quantities of brake pads quickly and with consistent quality. This makes them ideal for high-volume production in the automotive and industrial sectors.
Precision Control for Consistent Quality: These machines provide precise control over the manufacturing process, ensuring that each brake pad meets the required specifications for size, shape, and performance. This consistency is essential for ensuring reliable braking performance in vehicles and machinery.
Versatility for Different Materials and Applications: Brake pads making machines can be used to produce pads from a variety of materials, including organic, semi-metallic, and ceramic compounds. This versatility makes them suitable for a wide range of applications, from standard passenger cars to high-performance sports vehicles and industrial equipment.
Improved Safety and Durability: By using advanced manufacturing processes such as pressing, curing, and friction testing, brake pads making machines ensure that the finished pads are strong, durable, and capable of withstanding the extreme conditions of braking.
Challenges of Brake Pads Making Machines
High Initial Investment Costs: Brake pads making machines, especially those equipped with advanced features such as friction testing and precision molding, can be expensive to purchase and maintain. This high initial investment may be a barrier for smaller manufacturers.
Skilled Operation Required: Operating brake pads making machines requires skilled technicians to ensure that the machines are properly set up and maintained. Incorrect operation or improper calibration can lead to defects in the brake pads, such as uneven friction properties or weak areas.
Brake pads making machines are essential for the production of high-quality brake pads used in automotive, industrial, and transportation applications. These machines provide the efficiency, precision, and control needed to produce reliable, durable brake pads that meet the highest standards of safety and performance.
Drum End Manufacturing
Drum End Manufacturing
Drum end manufacturing involves producing the top and bottom ends of metal or plastic drums, which are commonly used for the storage and transportation of liquids, chemicals, oils, and other materials. The ends of drums play a critical role in ensuring that the contents are securely contained, providing structural integrity and leak-proof sealing. Drum ends are typically manufactured using processes such as stamping, deep drawing, curling, and welding to achieve the necessary strength, durability, and precision.
The top end of a drum often includes features such as flanges, bungs, or other openings to facilitate filling, emptying, and sealing, while the bottom end is typically designed to provide stability and withstand the weight of the drum’s contents. Drum end manufacturing is a crucial part of the overall drum production process and is widely used in industries such as chemical processing, oil and gas, food and beverage, and industrial packaging.
Types of Drum End Manufacturing Processes
Stamping: Stamping is one of the most common processes used to manufacture drum ends. In this process, a flat metal or plastic sheet is placed in a stamping press, where a die is used to shape the material into the desired form. Stamping is highly efficient and allows for the production of large quantities of drum ends with consistent quality.
High-Speed Production for Large Volumes: Stamping is ideal for producing drum ends in high volumes, making it suitable for mass production in industries such as chemical packaging and oil transportation.
Advantages: Stamping provides fast, efficient production with precise control over the shape and dimensions of the drum ends. It is suitable for both metal and plastic materials.
Disadvantages: Stamping requires expensive tooling, and the initial setup costs can be high, making it less suitable for small production runs or custom designs.
Deep Drawing: Deep drawing is a metal forming process used to manufacture drum ends by pulling a flat sheet of metal into a die to create a deep, cup-shaped structure. This process is particularly useful for producing the bottom ends of drums, as it allows for the creation of a seamless, strong end that can withstand heavy loads and pressure.
Seamless Drum Ends for High Strength: Deep drawing produces seamless drum ends that are highly resistant to leaks and deformation, making them ideal for drums that will be used to transport liquids or chemicals.
Advantages: Deep drawing provides excellent structural integrity and is suitable for producing drum ends that need to withstand high pressure or heavy loads.
Disadvantages: The deep drawing process can be complex and requires specialized equipment, making it more expensive and time-consuming than stamping for large-scale production.
Curling: Curling is a process used to form the edges of drum ends, creating a rolled edge that can be securely attached to the body of the drum. This technique is used to ensure that the drum ends are securely sealed and can be joined to the drum body without leaks. Curling is particularly important for metal drums, where the edges must be strong and resistant to deformation.
Rolled Edges for Leak-Proof Sealing: Curling provides a smooth, rolled edge that allows for a tight, leak-proof seal between the drum ends and the drum body. This is essential for ensuring the safe transportation of liquids and chemicals.
Advantages: Curling improves the strength and durability of the drum ends, providing a secure connection to the drum body and preventing leaks.
Disadvantages: Curling requires precise control to ensure that the edges are rolled uniformly and without defects. Improper curling can result in weak or leaky joints.
Flanging: Flanging is a process used to create a raised rim or flange around the edge of the drum end. This flange is used to connect the drum end to the body of the drum, providing a strong, durable joint that can withstand pressure and impact. Flanging is commonly used in both metal and plastic drum manufacturing.
Raised Rims for Secure Connections: Flanging creates a strong, raised rim that allows the drum end to be securely attached to the drum body. The flange provides additional strength and helps distribute pressure evenly across the joint.
Advantages: Flanging ensures that the drum end is securely attached to the drum body, preventing leaks and improving the overall strength of the drum. It is suitable for both large and small drums.
Disadvantages: Flanging requires precise tooling and alignment to ensure that the flange is formed correctly and without defects. Improper flanging can result in weak joints or leaks.
Welding: Welding is often used to join the drum ends to the body of the drum, creating a strong, leak-proof connection. In metal drums, welding is used to fuse the edges of the drum ends to the body, ensuring that the joint is strong and resistant to pressure. For plastic drums, heat welding or ultrasonic welding is used to join the drum components.
Strong, Leak-Proof Welds for Secure Joints: Welding provides a strong, durable connection between the drum ends and the drum body, ensuring that the drum can safely contain liquids, chemicals, or other materials.
Advantages: Welding provides a permanent, leak-proof connection that is highly resistant to pressure, impact, and environmental factors. It is particularly useful for drums used in hazardous or corrosive environments.
Disadvantages: Welding can be time-consuming and requires skilled operators or automated systems to ensure that the welds are consistent and free from defects.
Key Components of a Drum End Manufacturing Machine
Press or Die: The press or die is the main component used in stamping and deep drawing machines to shape the drum ends. The die is designed to match the specific shape and dimensions of the drum end, while the press applies the necessary force to form the material into the desired shape.
Precision Dies for Accurate Shaping: The press or die must be carefully designed to ensure that the drum ends are formed with the correct dimensions and shape. Proper alignment and pressure control are essential for achieving consistent results.
Forming Rollers or Mandrels: In curling and flanging machines, forming rollers or mandrels are used to bend and shape the edges of the drum ends. These tools apply controlled pressure to the material, ensuring that the edges are formed smoothly and without defects.
Controlled Pressure for Smooth, Uniform Edges: The forming rollers or mandrels must apply consistent pressure to the material to ensure that the edges are curled or flanged evenly and without distortion.
Welding Torch or Ultrasonic Welder: In welding machines, a welding torch or ultrasonic welder is used to fuse the drum ends to the body of the drum. The welder must be precisely controlled to ensure that the welds are strong, uniform, and free from defects.
Precision Welding for Leak-Proof Joints: The welding system must provide precise control over the heat and pressure applied to the joint, ensuring that the weld is strong, durable, and resistant to leaks.
Control Panel: Modern drum end manufacturing machines are equipped with control panels that allow operators to set and monitor the manufacturing parameters, such as pressure, speed, and temperature. Many machines are equipped with programmable logic controllers (PLCs) or CNC systems to automate the manufacturing process and ensure repeatable, high-quality results.
Automation for Consistency and Efficiency: The control panel allows operators to program the machine for specific drum end designs and materials, ensuring that the manufacturing process is consistent and efficient.
The Drum End Manufacturing Process
Material Preparation: The process begins with the preparation of the raw material, which is typically metal or plastic sheets. The material is cut to size and prepared for forming, ensuring that it is clean, flat, and free from defects. Proper material preparation is essential for ensuring that the drum ends are formed accurately and without defects.
Cutting and Cleaning for Quality Production: The material must be properly cut and cleaned to ensure that the forming process proceeds smoothly and without defects such as cracks, wrinkles, or misalignment.
Forming the Drum Ends: The drum ends are formed using processes such as stamping, deep drawing, curling, or flanging, depending on the design and specifications of the drum. The forming process shapes the drum ends into the desired form, ensuring that they meet the required dimensions and structural integrity.
Controlled Forming for Smooth, Strong Drum Ends: The goal of the forming process is to create drum ends that are strong, durable, and free from defects. Proper control of the forming pressure and alignment is essential for achieving high-quality results.
Welding or Sealing: Once the drum ends are formed, they are welded or sealed to the body of the drum. This process creates a strong, leak-proof connection between the drum ends and the drum body, ensuring that the contents of the drum are securely contained.
Strong Welds for Leak-Proof Sealing: Welding or sealing ensures that the drum ends are securely attached to the body of the drum, preventing leaks or separation during transportation or use.
Finishing and Inspection: After the drum ends are attached, the drum is inspected for defects such as cracks, leaks, or misalignment. The drum may also be finished by trimming any excess material, smoothing the edges, or applying surface coatings to improve corrosion resistance.
Quality Control for Durable, Leak-Proof Drums: Proper inspection ensures that the drum ends are securely attached and that the drum meets the required standards for strength, durability, and leak resistance.
Applications of Drum Ends
Chemical and Hazardous Material Storage: Drums with strong, leak-proof ends are essential for safely storing and transporting chemicals, hazardous materials, and other liquids.
Flange Machine: Sheet metal forming refers to a broad set of manufacturing processes used to convert flat metal sheets into desired shapes and geometries. It is an essential part of the metalworking industry, widely used in the automotive, aerospace, construction, and electronics industries. This process involves applying force to deform the metal sheet plastically, meaning the sheet undergoes permanent change in shape without breaking or cracking. Sheet metal forming methods can range from simple manual bending to highly automated, computer-controlled processes for mass production.
Sheet metal forming processes are classified into three major categories: bending, drawing, and shearing. Each of these techniques has its specific applications depending on the desired end product and the metal being worked with.
Types of Sheet Metal Forming:
Bending: Bending involves deforming the metal sheet along a straight axis to create angular shapes such as “V,” “U,” or channels. Press brakes or die presses are commonly used to bend the sheet metal, either manually or through automated processes. Bending is commonly used in automotive body panels, appliance housings, and structural frameworks.
Deep Drawing: Deep drawing is a process in which a flat sheet of metal is radially drawn into a forming die by the action of a mechanical punch. This process is used to create cup-shaped parts and is commonly applied in manufacturing cans, containers, and automotive fuel tanks. Deep drawing allows the formation of complex, hollow shapes from a single sheet of metal.
Stretch Forming: In stretch forming, a metal sheet is clamped at its edges and stretched over a die to form large, smooth, and curved surfaces. This method is often used in the aerospace industry for manufacturing aircraft fuselage panels and structural parts.
Roll Forming: Roll forming is a continuous process in which a metal sheet is passed through a series of rollers that progressively shape it into the desired cross-sectional profile. This method is highly efficient and is used to produce items like metal roofing panels, door frames, and highway guardrails.
Punching and Blanking: Punching involves the removal of material from the sheet by placing it between a punch and a die. Blanking is a similar process but focuses on cutting out parts of the sheet. Both techniques are commonly used in mass production, such as in the manufacturing of metal parts for electronics, appliances, and cars.
Spinning: Spinning is a process where a metal disk or tube is rotated at high speed and formed into an axially symmetric part by a roller. This method is typically used for producing conical or cylindrical components, such as pots, pans, and decorative metal objects.
Applications of Sheet Metal Forming:
Automotive Industry: Sheet metal forming is integral to the production of automotive body panels, chassis, and structural components. Manufacturers use advanced techniques like deep drawing, hydroforming, and stamping to produce high-quality, lightweight vehicle parts.
Aerospace Industry: Aerospace companies rely on sheet metal forming to create lightweight yet strong components, such as fuselage panels, wings, and support structures, all of which must meet stringent performance and safety standards.
Construction and Architecture: In construction, sheet metal forming is used for roofing, cladding, framing, and decorative purposes. Metals such as steel, aluminum, and copper are shaped into durable structures that withstand environmental stresses.
Electronics and Appliances: Manufacturers of consumer electronics and household appliances use sheet metal forming to create enclosures, panels, and internal structures for products like washing machines, refrigerators, and electronic devices.
Advantages of Sheet Metal Forming:
Efficiency: Sheet metal forming can produce large quantities of parts at relatively low cost, making it ideal for mass production in industries like automotive and consumer goods.
Precision: Modern forming techniques, especially those utilizing CNC-controlled machinery, provide high precision and repeatability, ensuring consistent product quality.
Material Conservation: Because sheet metal forming reshapes rather than removes material, there is minimal waste, making it an environmentally friendly and cost-effective process.
Versatility: Sheet metal forming can be applied to a variety of metals, including steel, aluminum, brass, and copper, allowing manufacturers to produce parts for a wide range of applications.
Hydraulic Metal Forming
Sheet Metal Rounded Corners
Hydraulic metal forming is a process where hydraulic pressure is used to shape metal workpieces. This process is ideal for producing complex, high-strength components and is often employed in industries where precision and durability are essential, such as aerospace, automotive, and heavy machinery manufacturing. Hydraulic forming uses hydraulic fluid under extreme pressure to force the metal into a die or mold, allowing for intricate shapes to be formed with high precision.
The main advantage of hydraulic metal forming is its ability to distribute pressure uniformly over the entire surface of the metal, resulting in less localized stress and higher-quality parts. The force applied by hydraulic presses can be finely controlled, making it suitable for delicate operations as well as heavy-duty applications.
Types of Hydraulic Metal Forming:
Hydroforming: Hydroforming is a popular hydraulic forming technique used to create hollow parts, such as automotive exhaust components and structural tubes. The process involves placing a metal sheet or tube inside a mold and using hydraulic fluid to press it against the mold walls, forming the desired shape. Hydroforming is highly effective for producing lightweight, high-strength components with complex geometries.
Hydraulic Stamping: Hydraulic stamping involves placing a flat metal sheet between a punch and die, then using hydraulic pressure to form the metal into the desired shape. This method is commonly used in the production of automotive body panels, appliances, and machinery parts. Hydraulic stamping offers precise control over the applied force, ensuring that the final product is accurate and consistent.
Hydraulic Drawing: Similar to deep drawing, hydraulic drawing uses hydraulic presses to pull a metal blank into a die, forming cylindrical, cup-shaped, or box-like components. The hydraulic press ensures that the force is evenly distributed, reducing the risk of tearing or wrinkling the metal.
Bulge Forming: Bulge forming is another hydraulic process where hydraulic fluid is used to press a metal sheet or tube against a die, causing it to bulge outward and take the shape of the mold. This method is often used to create domed or spherical components.
Rubber Pad Forming: In this process, a metal sheet is placed over a mold, and a flexible rubber pad is pressed against it using hydraulic pressure. The rubber pad deforms around the sheet, forming it to the mold’s shape. Rubber pad forming is used in applications where a smooth, scratch-free finish is essential, such as in the aerospace and medical device industries.
Applications of Hydraulic Metal Forming:
Automotive Industry: Hydraulic forming is widely used to create components such as engine mounts, chassis parts, suspension systems, and exhaust systems. The process allows for the production of lightweight yet strong parts, which contribute to improved fuel efficiency and vehicle performance.
Aerospace Industry: Hydraulic metal forming is used to produce complex, high-strength parts for aircraft and spacecraft. The precise control offered by hydraulic presses ensures that these critical components meet the industry’s stringent safety and performance requirements.
Heavy Machinery: Hydraulic forming is employed in the production of large, high-strength components used in heavy machinery and industrial equipment. Hydraulic presses can generate the immense force required to shape thick metal plates and components.
Medical Devices: In the medical field, hydraulic metal forming is used to manufacture surgical instruments, prosthetic devices, and other precision medical components. The ability to form metal with high accuracy and minimal defects is crucial in this industry.
Advantages of Hydraulic Metal Forming:
Uniform Force Application: Hydraulic presses distribute force evenly over the entire surface of the metal, reducing the risk of defects such as warping, cracking, or uneven thickness.
Precision: The finely controlled hydraulic pressure allows for high precision in forming complex geometries, ensuring that the final product meets exact specifications.
Material Efficiency: Hydraulic metal forming reduces material waste by forming the metal into the desired shape without removing material. This makes it a cost-effective and environmentally friendly process.
Versatility: Hydraulic forming can be used on a wide range of metals, including steel, aluminum, copper, and titanium, making it suitable for various industries and applications.
Hydraulic metal forming is a key process in modern manufacturing, offering the ability to create high-quality, durable metal parts for critical industries such as aerospace, automotive, and medical device production.
Sheet Metal Rounded Corners
Industries working with our machinery
Sheet metal rounded corners refer to the technique of rounding the sharp edges of sheet metal components to improve safety, aesthetics, and structural integrity. This is an important aspect of metalworking, especially in industries where sharp corners can pose a hazard or lead to stress concentration, which could compromise the strength of the component.
Rounding the corners of sheet metal is typically done after the cutting or punching process, which leaves sharp edges. These sharp edges can be dangerous during handling, assembly, or during the product’s use. Additionally, rounded corners help prevent the metal from cracking or tearing under stress, especially during bending or forming operations.
Methods for Creating Rounded Corners:
Bending: Bending is one of the simplest methods used to create rounded corners. Instead of making a sharp bend at a 90-degree angle, the metal is bent into a smooth curve, reducing stress concentrations at the corners. Bending machines, such as press brakes, are commonly used for this purpose.
Edge Rolling: Edge rolling is a technique where the edges of the sheet metal are rolled over to form a smooth, rounded corner. This process is often used in the production of metal enclosures, containers, or other parts where the edges need to be safe and aesthetically pleasing.
Chamfering: Chamfering is the process of removing the sharp edges of metal by cutting a beveled edge along the corner. Although this does not create a fully rounded corner, it softens the sharp edge and reduces the risk of injury or damage. Chamfering is commonly used in applications where a completely rounded corner is not necessary but where the sharp edge must be eliminated.
Grinding and Filing: Manual or automated grinding and filing can be used to round off sharp edges after cutting or punching. Abrasive tools are used to smooth out the edges, creating a safe and visually appealing corner. This method is often used in custom or small-scale metal fabrication projects.
Laser Cutting: Modern laser cutting machines can be programmed to cut metal sheets with pre-rounded corners. This allows for high precision and eliminates the need for additional edge rounding steps. Laser cutting is especially useful for complex shapes or high-volume production runs where precision and consistency are important.
Applications of Rounded Corners in Sheet Metal:
Safety: Rounded corners are crucial in industries where workers frequently handle metal parts, such as in construction, automotive assembly, or manufacturing. By rounding the edges, the risk of cuts and injuries is significantly reduced.
Aesthetics: In consumer products like electronics, appliances, and furniture, rounded corners provide a sleek, modern look. They also help improve the ergonomics of the product by making it more comfortable to handle.
Structural Integrity: Rounded corners reduce the likelihood of cracks or fractures developing in metal components during use. Sharp corners tend to concentrate stress, which can lead to failure over time. By rounding the corners, the stress is distributed more evenly, improving the durability of the part.
Electronics Enclosures: In the electronics industry, rounded corners are commonly used in the design of metal enclosures for devices like computers, smartphones, and appliances. Rounded corners not only improve the appearance of the product but also protect internal components by reducing sharp edges that could cause damage during assembly or use.
Advantages of Rounded Corners in Sheet Metal:
Improved Safety: Sharp edges pose a safety risk during manufacturing, handling, and use. Rounded corners minimize the chance of injury and improve the usability of metal products.
Enhanced Durability: By eliminating sharp corners, stress concentrations are reduced, which helps prevent cracks, warping, or other types of failure. Rounded corners enhance the overall durability of the component.
Better Coating and Finishing: Rounded corners are easier to coat with paint, powder coatings, or anodized finishes. Sharp edges can cause uneven coating thickness, leading to weak spots where corrosion or wear can occur. Rounded corners allow for more uniform coating, extending the lifespan of the product.
Rounded corners in sheet metal are a critical design feature that improves both the safety and durability of metal products while also enhancing their aesthetic appeal.
Sheet Metal Edge Rounding
Producing Cylindrical Parts with CNC Metal Spinning Machines
Sheet metal edge rounding is the process of smoothing and shaping the edges of a metal sheet after it has been cut, punched, or machined. This process is essential for improving safety, product quality, and durability. Sharp, unfinished edges on metal parts can pose hazards to workers, cause damage to other components during assembly, and lead to stress concentrations that can weaken the material. By rounding the edges, these risks are mitigated.
Edge rounding is commonly used in industries such as automotive, aerospace, electronics, and metal fabrication, where parts need to be safe to handle and durable enough to withstand long-term use.
Methods of Sheet Metal Edge Rounding:
Deburring Machines: Deburring machines are specifically designed to remove sharp burrs and round the edges of metal sheets. These machines use abrasive belts, brushes, or discs to grind down the sharp edges and create a smooth, rounded profile. Deburring is an essential step in many manufacturing processes to ensure that the edges are safe to handle and that the final product meets quality standards.
Grinding and Sanding: Manual or automated grinding and sanding tools are often used to round the edges of metal sheets. Abrasive materials are used to wear down the sharp edges, leaving a smooth, rounded finish. This method is especially useful for custom or low-volume production where precise control over the rounding process is needed.
Laser Cutting with Edge Rounding: Advanced laser cutting machines can be programmed to cut metal sheets with pre-rounded edges. This eliminates the need for additional edge rounding steps and provides a high level of precision. Laser cutting with edge rounding is commonly used in the production of parts that require tight tolerances and clean, smooth edges.
Tumbling: Tumbling is a process where metal parts are placed in a rotating drum along with abrasive media. As the drum rotates, the media polishes and rounds the edges of the metal parts, creating a smooth finish. Tumbling is an effective method for rounding the edges of small parts or components with complex geometries.
Electropolishing: In some applications, electropolishing is used to round and smooth the edges of metal parts. This chemical process removes a thin layer of material from the surface of the metal, leaving a smooth, rounded finish. Electropolishing is commonly used for stainless steel parts in the medical, food, and pharmaceutical industries.
Applications of Sheet Metal Edge Rounding:
Automotive Industry: In automotive manufacturing, edge rounding is critical for ensuring that parts like body panels, brackets, and supports are safe to handle and free from sharp edges that could cause injuries or damage other components.
Electronics and Appliances: Metal enclosures and components used in electronics and appliances often undergo edge rounding to improve their appearance and make them safer for consumers to handle. Rounded edges also help prevent the metal from cutting into wires or other sensitive components inside the device.
Aerospace Industry: In aerospace applications, edge rounding helps reduce stress concentrations at the edges of metal parts, improving their fatigue resistance and overall structural integrity. This is essential for components that must endure extreme conditions and long service life.
Construction and Metal Fabrication: In construction and metal fabrication, rounded edges make metal parts easier to work with and safer for workers to handle during installation. They also improve the overall aesthetics of the finished product.
Advantages of Sheet Metal Edge Rounding:
Safety: Sharp edges on metal parts can cause injuries to workers during handling and assembly. Edge rounding eliminates these hazards, making the parts safer to work with and reducing the risk of accidents.
Improved Durability: Rounding the edges of metal parts reduces stress concentrations, which can lead to cracks, fractures, or other types of failure. Edge rounding helps extend the lifespan of metal components, especially those subjected to mechanical or thermal stress.
Enhanced Aesthetics: Rounded edges give metal parts a more polished, professional appearance. This is especially important for consumer-facing products like electronics, appliances, and furniture, where visual appeal is a key factor.
Better Coating Adherence: Rounded edges provide a smoother surface for applying coatings like paint, powder coating, or anodizing. This ensures more even coverage and improves the part’s resistance to corrosion, wear, and damage.
Sheet metal edge rounding is a vital process in modern metalworking, contributing to the safety, quality, and durability of metal products across a wide range of industries.
Special Finishing Machines
Metal Surface Finishing Machine
Special finishing machines are used in metalworking and manufacturing to refine the surface of metal parts after they have been formed, machined, or welded. These machines provide the final touches to ensure the metal components meet the desired specifications in terms of smoothness, texture, and appearance. Special finishing machines are crucial for enhancing the performance, longevity, and aesthetic appeal of metal products across industries such as automotive, aerospace, construction, and consumer goods.
Finishing processes can range from deburring rough edges to applying polished finishes that give parts a high-gloss or mirror-like appearance. These machines come in various types, each designed for specific finishing tasks such as polishing, grinding, buffing, or coating.
Types of Special Finishing Machines:
Polishing Machines: Polishing machines use abrasives to create smooth, reflective surfaces on metal parts. These machines can range from simple handheld polishers to advanced automated systems that can handle large-scale production. Polishing is often used for stainless steel, aluminum, and other metals where a high-gloss finish is required, such as in cookware, automotive parts, and architectural elements.
Rotary Polishers: Rotary polishing machines use spinning wheels and abrasive compounds to smooth and polish metal surfaces.
Vibratory Polishers: These machines are designed for polishing smaller metal components in bulk. They use vibration to rub the metal parts against an abrasive medium, resulting in a smooth finish.
Buffing Machines: Buffing machines are similar to polishing machines but focus on achieving a higher level of shine and smoothness. Buffing is typically the final step in the finishing process and is used to remove fine scratches or imperfections that remain after polishing. Buffing machines are essential in industries such as automotive, where a high-quality surface finish is necessary for body panels and other visible components.
Sanding Machines: Sanding machines use abrasive belts or discs to smooth out rough surfaces or remove small amounts of material from the surface of metal parts. Sanding is often the first step in the finishing process, especially after metal parts have been cut, welded, or machined. It is commonly used in industries such as furniture manufacturing, construction, and metal fabrication.
Shot Blasting Machines: Shot blasting machines use high-velocity streams of abrasive material, such as steel shots or sand, to clean and smooth metal surfaces. This process is particularly useful for removing rust, paint, or other surface contaminants from metal parts. Shot blasting also helps prepare metal surfaces for painting, coating, or welding by creating a uniform surface texture.
Air Blasting: Uses compressed air to propel the abrasive material onto the metal surface.
Centrifugal Blasting: Uses a mechanical wheel to throw the abrasive material at high speed, making it suitable for larger surfaces or more aggressive cleaning tasks.
Electropolishing Machines: Electropolishing is an electrochemical process used to smooth and polish metal surfaces. It removes a thin layer of material, leaving a shiny, reflective finish. Electropolishing is especially important for stainless steel and medical-grade materials, where hygiene, corrosion resistance, and surface finish are critical.
Applications of Special Finishing Machines:
Automotive Industry: Special finishing machines are used to create smooth, aesthetically pleasing surfaces on car body panels, trim, and engine components. Polishing and buffing are particularly important for enhancing the visual appeal of vehicles, while sanding and shot blasting are used to prepare surfaces for painting or coating.
Aerospace Industry: In aerospace, surface finishing is essential for components that must withstand high stress and harsh environmental conditions. Polishing, buffing, and electropolishing are commonly used to improve corrosion resistance and reduce surface friction on aircraft parts.
Medical Devices and Instruments: In the medical field, electropolishing is used to create ultra-smooth surfaces on surgical instruments, implants, and other medical devices. A smooth surface reduces the risk of contamination and makes the parts easier to clean and sterilize.
Consumer Goods: Special finishing machines are used to improve the appearance and durability of consumer products such as kitchen appliances, furniture, and electronics. Polishing and buffing are crucial for achieving a high-quality surface finish that appeals to consumers.
Advantages of Special Finishing Machines:
Improved Durability: By removing surface defects and imperfections, finishing machines help improve the strength and durability of metal parts. Smooth surfaces are less prone to corrosion, wear, and fatigue.
Enhanced Aesthetic Appeal: Polishing and buffing create visually attractive surfaces, making finished metal products more appealing to consumers. This is especially important in industries like automotive, architecture, and consumer goods.
Better Coating Adhesion: Finishing processes such as sanding and shot blasting help prepare metal surfaces for painting or coating. A smooth, uniform surface ensures better adhesion and coverage, resulting in a longer-lasting finish.
Hygiene and Cleanliness: In industries such as medical devices and food processing, smooth, polished surfaces are essential for maintaining hygiene and reducing the risk of contamination.
Special finishing machines play a crucial role in modern manufacturing, ensuring that metal parts meet the highest standards of quality, performance, and appearance.
Burr Cleaning Machine
Burr Cleaning Machine
A burr cleaning machine is used to remove burrs, which are small, unwanted projections or rough edges left on metal parts after cutting, machining, or drilling. Burrs can interfere with the functionality and safety of metal components, leading to problems such as improper assembly, increased wear, and safety hazards. Burr cleaning is a crucial step in the metalworking process, ensuring that parts meet quality standards and are safe to handle and use.
Burrs are formed during processes such as stamping, milling, or shearing when the metal is deformed or displaced. Burr cleaning machines use a variety of methods to smooth out these rough edges, depending on the type of metal, the part’s geometry, and the required surface finish.
Types of Burr Cleaning Machines:
Brush Deburring Machines: Brush deburring machines use rotating wire or abrasive brushes to clean burrs from the edges and surfaces of metal parts. These machines are often used for deburring sheet metal, stamped parts, or machined components where a light, non-invasive cleaning process is required.
Vibratory Deburring Machines: Vibratory deburring involves placing metal parts in a vibrating container filled with abrasive media. As the machine vibrates, the media rubs against the parts, removing burrs and smoothing the edges. This process is particularly useful for deburring small or intricate parts that are difficult to clean manually.
Electrochemical Deburring: Electrochemical deburring uses a chemical process to remove burrs from hard-to-reach areas, such as holes, grooves, or internal features. A mild electrical current is applied to the metal part, causing a controlled reaction that dissolves the burrs. This method is ideal for precision parts used in industries like aerospace, automotive, and medical devices.
Thermal Deburring Machines: Thermal deburring, also known as explosive deburring, is a process where a gas mixture is ignited in a chamber containing the metal parts. The resulting explosion vaporizes the burrs, leaving the part clean and free from sharp edges. Thermal deburring is highly effective for removing burrs from internal features and complex geometries.
Water Jet Deburring Machines: Water jet deburring uses high-pressure streams of water to clean burrs from the surface of metal parts. This method is particularly effective for soft metals such as aluminum or copper, where other deburring methods may be too aggressive.
Applications of Burr Cleaning Machines:
Automotive Industry: Burr cleaning machines are used to remove burrs from engine components, gears, and other metal parts used in automotive manufacturing. Clean, burr-free parts are essential for ensuring proper fit and function, as well as preventing excessive wear or damage during assembly.
Aerospace Industry: In aerospace, burr cleaning is critical for ensuring the safety and reliability of components used in aircraft, satellites, and space exploration vehicles. Burrs can cause stress concentrations or interfere with precision tolerances, leading to potential failures.
Medical Devices: Burr cleaning is essential in the production of medical devices, surgical instruments, and implants. Burr-free parts are easier to clean and sterilize, reducing the risk of infection or contamination during use.
Precision Engineering: In precision engineering applications, such as electronics, robotics, and optics, even the smallest burrs can affect performance and assembly. Burr cleaning machines ensure that parts meet tight tolerances and are free from imperfections.
Advantages of Burr Cleaning Machines:
Improved Safety: Burrs can create sharp edges that pose a risk to workers handling the parts. By removing these burrs, burr cleaning machines improve workplace safety and reduce the risk of injury during assembly or use.
Enhanced Product Quality: Burr cleaning ensures that metal parts have smooth edges and surfaces, improving their functionality, performance, and appearance. Parts with burrs may not fit together properly, leading to assembly issues or premature wear.
Precision and Consistency: Automated burr cleaning machines provide consistent results across large production runs, ensuring that all parts meet the required quality standards. This is especially important in industries like automotive and aerospace, where reliability is critical.
Reduced Wear and Tear: Burrs can cause friction, leading to excessive wear on moving parts or machinery. By removing burrs, burr cleaning machines help extend the life of metal components and reduce maintenance costs.
Burr cleaning machines are indispensable in the manufacturing process, ensuring that metal parts are safe, functional, and of high quality. These machines play a key role in industries where precision, performance, and safety are paramount.
Longitudinal Groove Weld
Longitudinal Welding Machine
A longitudinal groove weld is a type of welding technique used to join two pieces of metal along their length, typically in cylindrical or tubular structures such as pipes, tanks, or pressure vessels. In this process, a groove is prepared between the edges of the metal parts to be welded, and the weld is deposited into the groove, filling it and creating a strong, continuous bond.
Longitudinal groove welds are commonly used in industries such as oil and gas, chemical processing, shipbuilding, and construction, where high-strength, leak-proof joints are required. The weld must be of high quality to ensure that the joined components can withstand pressure, temperature fluctuations, and mechanical stresses.
Types of Longitudinal Groove Welds:
Single-V Groove Weld: In a single-V groove weld, the edges of the metal parts are beveled at an angle to form a “V” shape. The welder fills the groove with molten metal, creating a strong bond between the two pieces. Single-V groove welds are commonly used for thicker materials where a single pass is not sufficient to achieve full penetration.
Double-V Groove Weld: For thicker materials, a double-V groove weld is often used. This involves beveling both sides of the joint to create a V-shaped groove on each side. The welder deposits metal into both grooves, ensuring full penetration and strength throughout the joint.
U-Groove Weld: In a U-groove weld, the edges of the metal parts are shaped into a U-configuration. This type of weld is typically used for thicker materials because it requires less filler material compared to a V-groove, making it more efficient for heavy-duty applications.
J-Groove Weld: A J-groove weld involves beveling one side of the joint into a J-shape, while the other side remains straight. This weld type is commonly used in situations where one side of the joint is more accessible than the other, allowing for easier welding in tight spaces.
Applications of Longitudinal Groove Welds:
Pipe Welding: Longitudinal groove welds are essential in pipe welding, where two sections of pipe must be joined together to form long pipelines for transporting liquids or gases. The weld ensures that the joint is leak-proof and strong enough to withstand high internal pressures.
Pressure Vessels: Pressure vessels, such as boilers, tanks, and reactors, rely on longitudinal groove welds to join sections of metal and maintain structural integrity. The welds must be able to endure high pressures and temperatures without failing.
Shipbuilding: In shipbuilding, longitudinal groove welds are used to join large metal plates that form the hull, deck, and other structural components of ships. These welds are crucial for ensuring the ship’s strength and durability in harsh marine environments.
Structural Components: Longitudinal groove welds are used in the construction of large metal structures, such as bridges, cranes, and towers, where strong, continuous joints are required to bear heavy loads and resist environmental stresses.
Advantages of Longitudinal Groove Welds:
High Strength: Longitudinal groove welds create strong, continuous joints that can withstand significant mechanical stresses. This makes them ideal for critical applications such as pipelines, pressure vessels, and structural components.
Leak-Proof Joints: In applications such as piping and pressure vessels, it is essential that the joints are leak-proof to prevent the escape of fluids or gases. Longitudinal groove welds create tight, secure seals that prevent leaks, even under high pressure.
Full Penetration: Longitudinal groove welds ensure full penetration of the weld material into the joint, providing maximum strength and durability. This is especially important for thick materials where incomplete penetration could lead to weak spots or joint failure.
Versatility: Longitudinal groove welds can be applied to a wide range of materials and thicknesses, making them suitable for various industries and applications. Whether working with thin-walled pipes or thick structural components, the groove weld can be tailored to meet specific requirements.
Longitudinal groove welding is a critical process in industries that require high-strength, durable joints. It ensures the integrity and performance of structures and components under demanding conditions.
Cookware Production Machine
Stainless Steel Pot Polishing Machine
A cookware production machine is specialized equipment designed for the manufacturing of pots, pans, and other types of cookware. These machines handle various stages of the production process, from shaping and forming the metal to applying coatings and performing finishing touches. Cookware production machines are used by manufacturers to produce high-quality, durable kitchenware at scale, meeting the demands of both consumers and professional kitchens.
The manufacturing of cookware typically involves working with metals like aluminum, stainless steel, and copper, which provide excellent heat conductivity and durability. Each material has unique properties that require specific machinery and processes to shape, finish, and coat the final product.
Types of Cookware Production Machines:
Press Machines: Press machines are used to shape flat metal sheets into the desired cookware form, such as pots, pans, or lids. The metal sheets are placed in a mold or die, and the press applies significant force to shape the sheet into the required form. Hydraulic or mechanical presses are commonly used, depending on the thickness and type of metal.
Spinning Machines: Spinning machines are used to create round, symmetrical cookware items such as bowls, pans, or lids. In the spinning process, a flat metal disk is rotated at high speed while a forming tool presses it against a mold to shape the metal into the desired shape. This process is particularly useful for creating deep, rounded cookware items like stockpots or mixing bowls.
Polishing Machines: After the cookware has been formed, polishing machines are used to smooth the surface and give it a shiny, reflective finish. Polishing is important not only for aesthetic reasons but also for improving the non-stick properties of the cookware and preventing food from sticking to the surface during use.
Coating Machines: Many cookware items, especially non-stick pans, require the application of a specialized coating. Coating machines are used to apply layers of non-stick material (such as Teflon or ceramic) to the surface of the cookware. These machines ensure even coverage and proper adhesion of the coating, which is essential for both performance and durability.
Edge Rolling Machines: Edge rolling machines are used to round the edges of the cookware, giving it a smooth, safe edge that is comfortable to handle. This process is important for both safety and durability, as sharp edges can be dangerous and more prone to damage.
Applications of Cookware Production Machines:
Consumer Cookware: Cookware production machines are primarily used to manufacture pots, pans, and other kitchen tools for home use. High-quality cookware is essential for efficient and enjoyable cooking, and consumers expect durable, easy-to-clean products that distribute heat evenly.
Professional Cookware: Professional-grade cookware, used in commercial kitchens, requires a higher level of durability and heat performance. Cookware production machines are used to manufacture heavy-duty products that can withstand the demands of professional chefs.
Specialty Cookware: Specialty cookware, such as cast iron skillets or copper pans, may require additional or specific production processes. For example, copper cookware often undergoes a tinning process to coat the inside surface with a layer of tin, preventing the copper from reacting with food.
Advantages of Cookware Production Machines:
High Efficiency: Cookware production machines allow manufacturers to produce large quantities of cookware quickly and efficiently. Automation and precision machinery ensure consistent quality across all products.
Customizability: These machines can be adjusted to produce a wide variety of cookware shapes, sizes, and designs. Whether manufacturing frying pans, saucepans, or stockpots, cookware production machines provide the flexibility to meet diverse market demands.
Durability: The machines used in cookware production are designed to handle heavy-duty materials like stainless steel and aluminum, ensuring that the final products are durable and long-lasting.
Precision: Precision is crucial in cookware manufacturing to ensure that the pots and pans have the correct dimensions, thickness, and heat conductivity. Cookware production machines provide the necessary control to achieve consistent results.
Cookware production machines are essential tools in the kitchenware industry, enabling manufacturers to produce high-quality, reliable products that meet the needs of both home cooks and professional chefs.
Brake Pads Machine
Brake Pads Machine
A brake pads machine is a specialized piece of equipment used in the manufacturing of brake pads, a critical component of the braking systems in automobiles, motorcycles, and other vehicles. Brake pads play a key role in ensuring the safe operation of vehicles by converting kinetic energy into heat during braking, which slows the vehicle down. Manufacturing brake pads requires precision, quality control, and specialized machinery to ensure that they meet safety and performance standards.
Brake pads are typically made from a combination of materials, including metal shavings, ceramics, and organic compounds. The manufacturing process involves molding these materials under high pressure and heat to create durable, reliable brake pads.
Types of Brake Pads Machines:
Molding Machines: Molding machines are used to shape the brake pad material into its final form. In this process, the brake pad compound is placed into a mold, and high pressure and heat are applied to compress the material into the desired shape. The molded brake pads are then cooled and removed from the mold for further processing.
Curing Ovens: After molding, brake pads are placed in curing ovens to harden and strengthen the material. The curing process is critical for ensuring that the brake pads can withstand the high temperatures generated during braking. Curing ovens are designed to maintain consistent temperatures and ensure uniform hardening across all pads.
Grinding Machines: Grinding machines are used to shape and finish the brake pads after molding and curing. These machines grind the brake pad to its final thickness and smooth out any rough surfaces. Precision grinding is essential for ensuring that the brake pads fit properly in the brake caliper and perform effectively during braking.
Coating Machines: Many brake pads are coated with specialized materials to reduce noise, prevent corrosion, or improve performance in extreme conditions. Coating machines apply these materials evenly across the surface of the brake pad, ensuring that they adhere properly and provide the desired benefits.
Testing Machines: Brake pads must undergo rigorous testing to ensure that they meet safety standards and perform well under various conditions. Testing machines simulate real-world braking scenarios to measure the pad’s performance, wear resistance, and heat tolerance. This testing ensures that the brake pads will perform reliably in the field.
Applications of Brake Pads Machines:
Automotive Industry: The automotive industry relies heavily on brake pads machines for the production of brake components for cars, trucks, and motorcycles. High-quality brake pads are essential for vehicle safety, and manufacturers use specialized machines to ensure that the pads meet strict regulatory standards.
Heavy-Duty Vehicles: Brake pads for heavy-duty vehicles, such as trucks, buses, and industrial machinery, must be able to withstand higher loads and more extreme conditions than those used in passenger vehicles. Brake pads machines used in this sector are designed to produce durable, high-performance pads that can handle heavy braking forces.
Motorcycle Manufacturing: Motorcycle brake pads are typically smaller and lighter than those used in cars, but they still require high levels of precision and performance. Brake pads machines in this sector are calibrated to produce pads that provide reliable stopping power for motorcycles.
Advantages of Brake Pads Machines:
Precision Manufacturing: Brake pads machines are designed to ensure precise control over the molding, curing, and finishing processes. This precision is critical for producing brake pads that perform consistently and safely in real-world driving conditions.
High Efficiency: Automated brake pads machines allow manufacturers to produce large quantities of brake pads quickly and efficiently, meeting the demands of the automotive industry while maintaining high quality.
Customization: Brake pads machines can be adjusted to produce brake pads of different sizes, materials, and specifications, allowing manufacturers to cater to a wide range of vehicles and performance requirements.
Quality Control: These machines are equipped with advanced quality control systems that ensure every brake pad meets safety and performance standards. Automated testing and inspection processes help identify defects and ensure that only high-quality pads reach the market.
Brake pads machines are vital in the production of high-performance, reliable brake pads that ensure the safety and effectiveness of vehicle braking systems.
How to Make Aluminum Pots
Stainless Steel Pot Polishing Machine
Making aluminum pots is a manufacturing process that involves several key steps to transform raw aluminum into durable, lightweight cookware. Aluminum is a popular material for pots and pans because of its excellent heat conductivity, corrosion resistance, and lightweight properties. It is commonly used in both household and commercial cookware due to its affordability and performance in the kitchen.
The process of making aluminum pots requires precision machinery and careful attention to detail to ensure that the final product meets quality standards in terms of heat distribution, durability, and safety.
Steps to Make Aluminum Pots:
Aluminum Sheet Selection: The first step in making aluminum pots is selecting high-quality aluminum sheets or blanks. The thickness and grade of the aluminum are chosen based on the desired characteristics of the final product, such as weight, heat conductivity, and durability. Thicker sheets are typically used for professional-grade pots, while thinner sheets may be used for consumer cookware.
Blanking: Blanking is the process of cutting the aluminum sheet into circular blanks, which will form the base of the pot. A blanking press is used to punch out these circular shapes from the larger sheet of aluminum. The size of the blank is determined by the size of the pot being manufactured.
Deep Drawing: Deep drawing is the process of shaping the flat aluminum blank into a cylindrical or round form, which becomes the body of the pot. This is done by placing the aluminum blank into a die and using a punch to draw the metal into the desired shape. The deep drawing process is critical for creating the smooth, rounded sides of the pot without causing wrinkles or tears in the material.
Trimming and Edge Rolling: After deep drawing, the excess material around the rim of the pot is trimmed off to achieve the desired height and diameter. Edge rolling is then used to round off the rim of the pot, creating a smooth, safe edge. This step is important for both the safety of the user and the aesthetic appearance of the pot.
Annealing: In some cases, the aluminum pots may undergo an annealing process, which involves heating the metal to a specific temperature and then allowing it to cool slowly. Annealing helps relieve internal stresses in the metal, making it more malleable and easier to work with during further forming processes.
Polishing and Finishing: Once the pot has been formed, it undergoes a polishing process to smooth the surface and give it a shiny, attractive finish. Polishing is typically done using buffing machines with abrasive compounds that remove surface imperfections and create a reflective surface.
Non-Stick Coating Application (Optional): Many aluminum pots are coated with a non-stick material, such as Teflon or ceramic, to improve their cooking performance and make them easier to clean. Coating machines are used to apply these materials evenly to the interior surface of the pot. The coating is then cured in a high-temperature oven to ensure proper adhesion and durability.
Handle Attachment: Handles are attached to the pot either by riveting, welding, or screwing them in place. Aluminum pots often feature plastic or stainless steel handles for safe and comfortable handling during cooking.
Quality Inspection: Before the pots are packaged and shipped, they undergo a final inspection to ensure that they meet quality standards. This includes checking for surface imperfections, coating adhesion, and proper handle attachment. Any defective pots are rejected and either reworked or recycled.
Advantages of Aluminum Pots:
Lightweight: Aluminum is much lighter than other metals like cast iron or stainless steel, making aluminum pots easier to handle, especially in commercial kitchens where large pots are frequently used.
Excellent Heat Conductivity: Aluminum is one of the best conductors of heat, allowing for even heat distribution during cooking. This helps prevent hot spots and ensures that food cooks uniformly.
Corrosion Resistance: Aluminum naturally forms a thin oxide layer on its surface, which protects it from corrosion. This makes aluminum pots long-lasting and suitable for use in humid or acidic environments.
Affordability: Aluminum is a relatively inexpensive material, making aluminum pots a cost-effective option for both home cooks and professional chefs.
Versatility: Aluminum pots come in various shapes and sizes, from small saucepans to large stockpots, and can be used for a wide range of cooking applications, including boiling, frying, simmering, and sautéing.
The process of making aluminum pots combines precision engineering, high-quality materials, and advanced manufacturing techniques to produce cookware that is both functional and affordable. Whether for home use or in a professional kitchen, aluminum pots are a staple in kitchens around the world.
Sheet Metal Forming
Production of Axisymmetric Parts with Metal Spinning Machine
Sheet metal forming encompasses a wide array of manufacturing processes used to manipulate flat metal sheets into desired geometries. It is a critical process across industries such as automotive, aerospace, construction, electronics, and household goods manufacturing. Sheet metal forming involves the application of force to plastically deform a metal sheet, permanently changing its shape without removing material. The goal is to produce parts with precise dimensions and properties suitable for end-use applications.
The forming process can range from simple operations like bending and shearing to more complex techniques like deep drawing and hydroforming. The versatility of sheet metal forming allows manufacturers to produce everything from intricate components with fine details to large-scale structural elements.
Key Techniques in Sheet Metal Forming
Bending: Bending is one of the most basic and widely used methods in sheet metal forming. It involves deforming the sheet along a straight axis to form an angular shape, such as a V, U, or channel. Bending can be achieved using tools like press brakes, roll benders, and folding machines. Press brakes are highly accurate and can create precise bends with controlled angles and radii, making them indispensable in the production of parts like enclosures, panels, brackets, and frames. Roll bending, on the other hand, is used to form larger cylindrical shapes such as tubes or pipes.
Stamping and Punching: Stamping is the process of using a press to force a sheet metal blank into a die, creating various shapes and patterns. Punching, on the other hand, involves removing material by shearing through the metal with a punch and die. Both methods are highly efficient for mass production, allowing manufacturers to produce hundreds or thousands of parts in a short period. Common applications include automotive body panels, appliance casings, and electronic housings.
Deep Drawing: Deep drawing is the process of pulling a sheet of metal into a die cavity using a punch to form a hollow or cup-like shape. This technique is particularly useful for producing complex parts such as fuel tanks, kitchen sinks, and cookware, where seamless construction and uniform thickness are crucial. Deep drawing requires precise control over material flow to prevent defects like wrinkling, tearing, or thinning.
Roll Forming: Roll forming is a continuous bending process in which a long strip of sheet metal is passed through a series of rollers to gradually form it into the desired profile. This method is especially suited for producing long parts with consistent cross-sections, such as metal roofing, gutters, and structural beams. Roll forming is highly efficient, especially for high-volume production runs, and it allows for the creation of complex shapes without requiring significant secondary operations.
Hydroforming: Hydroforming is an advanced sheet metal forming technique that uses high-pressure hydraulic fluid to shape the sheet into a die. This process is highly effective for creating lightweight, high-strength parts with complex geometries, such as automotive chassis components, aerospace structural parts, and exhaust systems. Hydroforming allows for precise control of material thickness and results in parts with improved structural integrity due to the uniform application of force.
Spinning: Metal spinning is a process in which a metal disc or tube is rotated at high speed and pressed against a mandrel to form axially symmetric parts. This technique is often used to produce conical or cylindrical components, such as lampshades, cookware, and decorative items. Spinning is particularly useful for creating large, smooth surfaces without the need for welding or seams.
Laser Cutting: Laser cutting is a non-contact process that uses a high-energy laser beam to cut or engrave precise shapes into the sheet metal. It offers unparalleled accuracy and is used for intricate designs or when complex shapes are needed. Laser cutting is often combined with other forming processes to create parts with both functional and aesthetic qualities, such as perforated metal sheets, intricate enclosures, and decorative elements.
Applications of Sheet Metal Forming
Automotive Industry: In automotive manufacturing, sheet metal forming is used to produce body panels, structural components, chassis parts, and engine components. The ability to form lightweight yet strong parts is critical for improving vehicle performance, fuel efficiency, and safety. Techniques like stamping, hydroforming, and deep drawing allow automakers to produce complex geometries with precision and repeatability.
Aerospace Industry: Aerospace companies rely heavily on sheet metal forming to manufacture lightweight components that can withstand the stresses of flight. Parts such as fuselage panels, wing ribs, and turbine housings are formed from high-strength aluminum, titanium, and stainless steel. Advanced forming techniques like hydroforming and stretch forming are often used to achieve the intricate shapes required for aerodynamic efficiency.
Construction and Architecture: In construction, sheet metal is used for roofing, cladding, framing, and architectural elements like facades and decorative panels. Sheet metal forming allows for the production of components that are both functional and aesthetically pleasing. Roll forming is often used to produce long structural elements, while stamping and punching are employed to create custom designs in metal sheets for decorative purposes.
Consumer Goods: Many everyday household items, from kitchen appliances to furniture, are made using sheet metal forming processes. Cookware, sinks, storage cabinets, and electronic enclosures are all examples of products manufactured through deep drawing, stamping, and bending techniques. The versatility of sheet metal forming allows for the mass production of durable, affordable goods with consistent quality.
Advantages of Sheet Metal Forming
High Efficiency: Sheet metal forming is ideal for mass production due to its ability to produce large quantities of parts with consistent quality. Automated forming machines, such as stamping presses and roll formers, can run continuously, maximizing output and minimizing downtime.
Material Efficiency: Forming processes shape the metal without removing material, which reduces waste compared to subtractive methods like machining. This makes sheet metal forming an environmentally friendly and cost-effective option for manufacturing.
Precision and Versatility: Modern sheet metal forming techniques, especially those using CNC-controlled machines, offer high precision and repeatability, ensuring that parts meet strict tolerances. Additionally, forming processes can be applied to a wide range of metals, including steel, aluminum, copper, and alloys, making it suitable for diverse applications.
Cost-Effectiveness: Once the tooling is set up, sheet metal forming is highly cost-effective, especially for high-volume production. The process minimizes material waste, reduces the need for secondary operations, and allows for rapid production cycles, all of which contribute to lower overall manufacturing costs.
Sheet metal forming is a cornerstone of modern manufacturing, providing the flexibility, precision, and efficiency needed to produce high-quality metal parts for a variety of industries.
Hydraulic Metal Forming
Steel Utensils Making Machine
Hydraulic metal forming is a specialized process that utilizes hydraulic pressure to shape metal components. This technique is primarily used for forming large, thick, or complex metal parts that require significant force to deform. Hydraulic metal forming is versatile and is widely used across industries such as automotive, aerospace, heavy machinery, and construction. The key advantage of hydraulic metal forming is the ability to apply uniform pressure over large areas of material, allowing for precise control and the production of high-strength parts.
Hydraulic forming processes rely on hydraulic presses, which use a hydraulic cylinder to generate force by compressing a fluid (usually oil) within a sealed chamber. The force generated is transmitted to a ram or punch, which deforms the metal blank into the desired shape. Hydraulic presses are highly adaptable, capable of performing various forming operations such as deep drawing, punching, bending, and embossing.
Key Techniques in Hydraulic Metal Forming
Hydroforming: Hydroforming is a popular hydraulic forming technique used to create hollow parts, such as automotive exhaust components, structural tubes, and chassis members. In this process, a metal sheet or tube is placed inside a mold, and hydraulic fluid is used to press the material against the mold walls, forming the desired shape. Hydroforming allows for the creation of lightweight, high-strength parts with minimal material waste. It is particularly effective for producing complex geometries that would be difficult to achieve with traditional stamping or bending methods.
Deep Drawing with Hydraulic Presses: Deep drawing is a process where a flat metal blank is drawn into a die using a hydraulic press, forming a deep, cup-like shape. This process is widely used to produce components like fuel tanks, pressure vessels, and kitchen sinks. Hydraulic presses are ideal for deep drawing because they can apply consistent force, ensuring uniform material flow and preventing defects like wrinkling or tearing.
Hydraulic Stamping: Hydraulic stamping involves placing a metal blank between a punch and die, and using hydraulic pressure to shape the metal into the desired form. This process is used for producing parts with complex shapes, such as automotive body panels, appliance casings, and industrial machinery components. Hydraulic presses are favored in stamping applications because they offer precise control over the force applied, ensuring high-quality, defect-free parts.
Bulge Forming: Bulge forming is a hydraulic process where a metal sheet or tube is placed in a die, and hydraulic pressure is applied to cause the material to bulge outward, taking the shape of the die. This technique is often used to produce domed, spherical, or cylindrical components. Bulge forming is particularly useful in the production of pressure vessels, lighting fixtures, and decorative metal items.
Rubber Pad Forming: In rubber pad forming, a metal sheet is placed over a die, and a flexible rubber pad is pressed against it using hydraulic pressure. The rubber pad conforms to the shape of the die, forming the metal into the desired shape without damaging the surface. This process is commonly used in aerospace and automotive applications, where surface quality is critical. Rubber pad forming is especially beneficial when producing small batches or custom parts, as it reduces the need for complex tooling.
Hydraulic Coining: Coining is a precision forming process where a metal blank is pressed between two dies under high pressure, resulting in the material flowing into intricate die cavities. This process is often used for minting coins, producing decorative metal parts, or creating high-precision components with fine details. Hydraulic presses are ideal for coining because they provide the consistent, high-pressure force needed to ensure sharp, accurate details.
Applications of Hydraulic Metal Forming
Automotive Industry: Hydraulic metal forming is widely used in automotive manufacturing to produce chassis components, body panels, exhaust systems, and suspension parts. The ability to form lightweight yet strong parts is essential for improving vehicle fuel efficiency and performance. Hydroforming, in particular, is extensively used to create hollow structural components that reduce vehicle weight without sacrificing strength.
Aerospace Industry: In aerospace, hydraulic forming is used to produce high-strength, lightweight components such as fuselage panels, wing spars, and engine housings. The precision offered by hydraulic presses ensures that these critical parts meet the stringent performance and safety requirements of the aerospace industry. Rubber pad forming is often used to produce smooth, defect-free surfaces on aircraft parts, while deep drawing and hydroforming are employed for structural components.
Heavy Machinery and Industrial Equipment: Hydraulic forming is essential in the production of large, thick metal parts used in heavy machinery, construction equipment, and industrial tools. The high force generated by hydraulic presses allows for the forming of thick steel plates and heavy-duty components, such as gears, housings, and frames, which must withstand extreme stress and harsh operating conditions.
Medical Devices and Instruments: Hydraulic metal forming is used in the production of precision medical devices and instruments, such as surgical tools, prosthetics, and implantable devices. The ability to form intricate shapes with high precision and repeatability is crucial in the medical field, where quality and reliability are paramount.
Energy Sector: In the energy sector, hydraulic metal forming is used to produce components for power plants, wind turbines, and oil and gas pipelines. These components must withstand high pressures, temperatures, and corrosive environments, making hydraulic forming an ideal solution for creating durable, high-performance parts.
Advantages of Hydraulic Metal Forming
Uniform Force Application: One of the primary advantages of hydraulic metal forming is the ability to apply uniform pressure over the entire surface of the material. This ensures that the metal is formed evenly, reducing the risk of defects such as warping, thinning, or cracking. The consistent force application also allows for better control over material flow, resulting in parts with uniform thickness and strength.
Versatility: Hydraulic presses can be used for a wide range of forming operations, including deep drawing, stamping, bending, and coining. They can handle various types of metals, including steel, aluminum, copper, and titanium, making hydraulic forming suitable for diverse applications across multiple industries.
Precision and Control: Hydraulic presses offer precise control over the amount of force applied, allowing manufacturers to achieve tight tolerances and fine details. This level of precision is especially important in industries like aerospace, automotive, and medical devices, where high-quality, defect-free parts are essential.
High Strength Parts: Hydraulic forming processes, such as hydroforming and deep drawing, produce parts with excellent structural integrity and strength-to-weight ratios. These parts are often stronger than those produced by traditional stamping or bending methods because the hydraulic pressure distributes evenly, reducing stress concentrations and improving overall material performance.
Material Efficiency: Hydraulic forming reduces material waste by shaping the metal without removing material. This makes it a cost-effective and environmentally friendly manufacturing process, particularly for high-volume production runs.
Hydraulic metal forming is a versatile and powerful process that provides manufacturers with the ability to produce complex, high-strength parts with precision and efficiency. Whether used in automotive, aerospace, or industrial applications, hydraulic forming is a critical component of modern metalworking.
Sheet Metal Rounded Corners
Lunch Box Polishing
Sheet metal rounded corners refer to the process of softening or rounding off the sharp edges of a sheet metal part to improve its functionality, safety, and appearance. In many manufacturing applications, sharp corners can be problematic for several reasons: they pose a safety hazard to workers, they can cause stress concentrations in the material, and they can detract from the aesthetic quality of the final product. By rounding the corners, manufacturers can address these issues while enhancing the durability and usability of the metal component.
Rounded corners are especially important in industries such as automotive, electronics, aerospace, and consumer goods, where safety, appearance, and functionality are critical factors. In addition to improving the physical properties of the metal, rounded corners can also make parts easier to handle during assembly and reduce the risk of injury during use.
Methods for Creating Sheet Metal Rounded Corners
Bending with a Press Brake: One of the most common methods for creating rounded corners in sheet metal is bending. By using a press brake, manufacturers can bend the metal into a radius instead of a sharp 90-degree angle. The size of the radius can be controlled by adjusting the tooling and the bending force applied. Press brakes are ideal for producing consistent, smooth bends on metal sheets, making them a go-to solution for creating rounded corners on parts such as enclosures, panels, and brackets.
Edge Rolling: Edge rolling is a process in which the edges of a metal sheet are rolled over or rounded off using specialized rolling machines. This technique is often used to create smooth, rounded edges on metal parts like containers, enclosures, and trays, where sharp edges would pose a risk of injury or damage. Rolling the edges also adds strength to the part by eliminating weak points at the corners.
Chamfering and Grinding: Chamfering involves cutting a beveled edge along the corner of the metal to reduce its sharpness. This can be done manually using grinders or chamfering machines, or automatically using CNC-controlled equipment. While chamfering does not produce a fully rounded corner, it softens the edge and reduces the risk of injury. For parts requiring a more refined finish, grinding can be used to smooth out the chamfered edges and create a more rounded profile.
Laser Cutting with Rounded Corners: Modern laser cutting machines can be programmed to cut metal sheets with pre-rounded corners, eliminating the need for additional edge rounding processes. Laser cutting offers high precision and is ideal for producing parts with complex shapes or intricate designs. By incorporating rounded corners into the initial cutting process, manufacturers can save time and improve the quality of the final product.
Waterjet Cutting: Waterjet cutting is another method used to create rounded corners in sheet metal. This process uses high-pressure water mixed with abrasive materials to cut through metal, allowing for smooth, precise edges. Waterjet cutting is particularly useful for metals that are sensitive to heat, as the process does not generate heat-affected zones that could compromise the material’s properties.
Applications of Rounded Corners in Sheet Metal
Safety: One of the primary reasons for rounding the corners of sheet metal parts is to improve safety. Sharp edges can cause cuts or injuries during handling, assembly, or use. Rounded corners eliminate these hazards, making the parts safer to work with and reducing the risk of injury to workers or end-users.
Stress Reduction: Sharp corners are more likely to concentrate stress, which can lead to cracks, fractures, or failure under load. Rounding the corners distributes stress more evenly across the part, improving its durability and resistance to fatigue. This is especially important in structural components, automotive parts, and aerospace applications, where parts are subjected to significant mechanical loads.
Aesthetic Appeal: Rounded corners enhance the visual appeal of sheet metal products by creating a smoother, more polished appearance. This is particularly important in consumer goods, such as electronic enclosures, appliances, and furniture, where aesthetics play a key role in the product’s marketability. Rounded corners give the product a modern, professional look and can improve its ergonomics by making it more comfortable to handle.
Improved Coating and Finishing: Rounded corners provide a better surface for applying coatings, such as paint, powder coating, or anodizing. Sharp corners can cause uneven coating thickness, leading to weak spots that are prone to corrosion or wear. Rounded corners allow for more uniform coverage, resulting in a longer-lasting finish and improved protection against environmental factors.
Assembly and Handling: Parts with rounded corners are easier to handle during assembly, especially in automated manufacturing environments where robotic systems may be used. Rounded edges reduce the risk of snagging, jamming, or damage to other components during assembly. In addition, parts with rounded corners are often easier to fit together, improving the overall efficiency of the assembly process.
Advantages of Sheet Metal Rounded Corners
Enhanced Durability: By reducing stress concentrations, rounded corners help improve the overall durability of the metal part. This makes the part more resistant to mechanical stress, vibrations, and impact, extending its lifespan and reducing the likelihood of failure.
Improved Safety: Rounding the corners of sheet metal parts eliminates sharp edges, making the parts safer to handle during manufacturing, assembly, and use. This reduces the risk of workplace injuries and ensures that the final product is safe for consumers.
Aesthetic and Ergonomic Benefits: Rounded corners give sheet metal parts a more refined, professional appearance, which is especially important in consumer-facing products. Additionally, rounded edges make the product more ergonomic, improving comfort for the user and reducing strain during handling.
Better Coating Adhesion: Rounded corners provide a more consistent surface for applying coatings, resulting in better adhesion and more even coverage. This improves the product’s resistance to corrosion, wear, and environmental damage, ensuring a longer-lasting finish.
Sheet metal rounded corners are a critical design feature that improves the safety, functionality, and appearance of metal parts across a wide range of industries. By employing techniques such as bending, edge rolling, and laser cutting, manufacturers can produce high-quality, durable products with rounded corners that meet the demands of modern applications.
Sheet Metal Edge Rounding
Aluminium Cookware Manufacturing Process
Sheet metal edge rounding is a finishing process that involves smoothing or rounding the sharp edges of metal components after cutting, punching, or machining. This process plays a critical role in improving the safety, functionality, and aesthetics of metal parts. Sharp edges left after cutting operations can pose safety hazards, cause damage to other components during assembly, and lead to premature wear or failure. By rounding the edges, manufacturers can enhance both the structural integrity and appearance of metal parts.
Edge rounding is commonly used in industries such as automotive, aerospace, electronics, and consumer goods, where high-quality finishes and safety are paramount. The process is typically employed in conjunction with other metalworking techniques, such as bending, forming, and coating, to produce a complete, ready-to-use part.
Methods of Sheet Metal Edge Rounding
Mechanical Deburring and Edge Rounding: Mechanical deburring machines are among the most commonly used tools for rounding the edges of sheet metal. These machines employ abrasive belts, brushes, or discs to remove burrs and sharp edges from the metal surface. The result is a smooth, rounded edge that is safe to handle and enhances the performance of the part.
Brush Deburring Machines: These machines use rotating wire or abrasive brushes to smooth the edges of metal parts. They are particularly effective for rounding off fine edges after processes such as laser cutting or punching. Brush deburring is widely used in industries where safety and surface finish are critical, such as automotive manufacturing and electronics production.
Disc or Belt Sanding Machines: Disc or belt sanders are used to grind down rough or sharp edges. These machines are highly efficient and can process large quantities of metal parts in a relatively short time. Sanding is often used as a preliminary step in preparation for further finishing operations, such as coating or polishing.
Vibratory Tumbling: Vibratory tumbling is a popular method for edge rounding, especially for small parts or components with intricate geometries. In this process, metal parts are placed in a vibrating container filled with abrasive media. As the container vibrates, the abrasive material rubs against the edges of the parts, rounding them off and creating a smooth finish. Vibratory tumbling is a batch process, making it highly efficient for producing large quantities of parts simultaneously.
Advantages of Tumbling: This method is ideal for small parts or components with complex shapes that are difficult to deburr manually. Vibratory tumbling also provides a uniform finish, ensuring that all edges are consistently rounded without requiring manual intervention.
Electropolishing: Electropolishing is an electrochemical process used to smooth and round the edges of metal parts by selectively removing a thin layer of material. The process involves submerging the metal part in an electrolyte solution and applying a direct current, which dissolves the high points on the surface and edges. Electropolishing is commonly used for stainless steel parts and is especially important in industries such as medical device manufacturing, where hygiene and precision are critical.
Applications in Medical Devices: Electropolishing is often used to remove sharp edges on surgical instruments, implants, and other medical devices, ensuring that the parts are safe to handle and sterilize. The process also improves the corrosion resistance and surface finish of the part, making it more durable and suitable for use in sterile environments.
Laser and Waterjet Edge Rounding: Modern cutting technologies, such as laser and waterjet cutting, can be programmed to produce rounded edges directly during the cutting process. This eliminates the need for secondary edge rounding operations and results in a highly precise and consistent finish. Laser and waterjet cutting are particularly effective for producing parts with complex shapes or tight tolerances, where manual edge rounding would be difficult or time-consuming.
Precision Edge Rounding with Laser Cutting: Laser cutting offers extremely precise control over the cut and edge quality, allowing manufacturers to achieve smooth, rounded edges with minimal post-processing. This is particularly useful for high-end applications such as aerospace components, electronics enclosures, and decorative metalwork.
Applications of Sheet Metal Edge Rounding
Automotive Industry: In the automotive industry, edge rounding is essential for ensuring that metal parts such as body panels, structural components, and brackets are safe to handle during assembly. Sharp edges can cause injuries to workers or damage to other parts during installation. Additionally, rounded edges improve the durability of components by reducing stress concentrations, which can lead to cracks or failure over time.
Edge Rounding for Car Body Panels: Automotive manufacturers often use edge rounding on body panels to enhance both the safety and aesthetics of the vehicle. Rounded edges help prevent damage to painted surfaces and ensure a smooth, professional appearance.
Aerospace Industry: In aerospace manufacturing, edge rounding is critical for improving the structural integrity of components. Sharp edges can act as stress concentrators, leading to premature failure under high loads or vibration. By rounding the edges, manufacturers can ensure that parts meet the stringent safety and performance requirements of the aerospace industry.
Edge Rounding for Aircraft Components: Aerospace components, such as wing panels, fuselage sections, and engine parts, often undergo edge rounding to prevent fatigue and cracking. This is especially important in high-stress areas where sharp edges could compromise the structural integrity of the part.
Electronics and Electrical Enclosures: Sheet metal is widely used to create enclosures for electronic devices and electrical systems. These enclosures often require edge rounding to ensure that the sharp edges do not damage internal components or wiring. Additionally, edge rounding improves the safety of the enclosure by reducing the risk of injury to users during assembly or maintenance.
Edge Rounding for Electronics: In consumer electronics, such as smartphones, computers, and appliances, edge rounding is used to create sleek, modern designs while ensuring that the device is safe to handle. This process is particularly important for handheld devices, where sharp edges could pose a safety hazard or detract from the product’s ergonomics.
Architectural and Decorative Metalwork: In architectural and decorative applications, edge rounding is used to enhance the visual appeal of metal components such as handrails, staircases, metal cladding, and sculptures. Rounded edges provide a smoother, more refined look that is aesthetically pleasing while also improving safety in high-traffic areas.
Edge Rounding for Handrails: Metal handrails and stair components often undergo edge rounding to prevent sharp edges from causing injury. Rounded edges also improve the tactile experience for users, making the handrails more comfortable to grip.
Advantages of Sheet Metal Edge Rounding
Improved Safety: Rounding the edges of metal parts significantly reduces the risk of injury to workers during handling and assembly. It also ensures that the final product is safe for consumers to use. This is particularly important in industries like automotive, electronics, and construction, where sharp edges could pose serious safety hazards.
Enhanced Durability: Sharp edges tend to concentrate stress, which can lead to cracking, fatigue, or failure over time. Rounding the edges helps distribute stress more evenly across the part, improving its overall durability and resistance to wear.
Aesthetic Improvement: Edge rounding gives metal parts a smoother, more polished appearance, making them visually appealing for consumer products, architectural elements, and decorative items. The rounded edges create a sense of refinement and professionalism in the final product.
Better Coating Adherence: When applying coatings such as paint, powder coating, or anodizing, sharp edges can cause uneven coverage and lead to weak spots where corrosion can start. Rounded edges allow for more uniform coating coverage, ensuring better adhesion and longer-lasting protection.
Sheet metal edge rounding is a crucial process in modern metalworking, contributing to the safety, functionality, and appearance of metal parts across a wide range of industries. Whether through mechanical deburring, electropolishing, or laser cutting, edge rounding ensures that metal parts are ready for use in demanding applications.
Special Finishing Machines
CNC Buffing Machine
Special finishing machines play a vital role in the metalworking industry by providing the final surface treatments to metal parts after they have been formed, machined, or welded. These machines are designed to enhance the surface quality of the metal by smoothing, polishing, or applying specific textures or coatings. Special finishing processes are essential for improving the durability, appearance, and functionality of metal components across a wide range of industries, including automotive, aerospace, construction, and consumer goods manufacturing.
Finishing machines can perform a variety of tasks, such as removing burrs, polishing surfaces to a high gloss, applying protective coatings, or adding decorative patterns. The choice of finishing technique depends on the material being worked with, the desired surface finish, and the intended application of the final product.
Types of Special Finishing Machines
Polishing and Buffing Machines: Polishing and buffing machines are used to smooth and shine metal surfaces, typically as a final step in the finishing process. Polishing involves removing minor surface imperfections to create a smooth, matte, or shiny finish, while buffing uses softer abrasives to achieve a high-gloss or mirror-like surface. These machines are commonly used in the production of automotive parts, kitchenware, jewelry, and decorative metal objects.
Rotary Buffing Machines: Rotary buffing machines use spinning wheels with abrasive compounds to polish metal surfaces. These machines are often used to produce high-gloss finishes on parts like car bumpers, stainless steel cookware, and decorative metalwork.
Vibratory Polishing Machines: Vibratory polishing is a batch process in which parts are placed in a vibrating container filled with polishing media. The vibration causes the media to rub against the parts, gradually polishing them to a smooth finish. This method is particularly effective for polishing small or intricate components, such as jewelry, screws, or electronics housings.
Grinding Machines: Grinding machines are used to remove material from the surface of a metal part by using abrasive wheels or belts. Grinding is often the first step in surface finishing, especially when dealing with rough or uneven surfaces that need to be smoothed out. Grinding machines are essential for removing weld seams, flattening surfaces, and preparing parts for further finishing.
Belt Grinders: Belt grinders use abrasive belts to smooth and shape flat or curved surfaces. They are commonly used for deburring, surface preparation, and light material removal. Belt grinding is particularly useful in the production of sheet metal parts, where precision and consistency are important.
Disc Grinders: Disc grinders use rotating abrasive discs to grind down surfaces and edges. These machines are versatile and can be used for a wide range of finishing tasks, from removing welds to polishing flat metal surfaces.
Shot Blasting Machines: Shot blasting machines use high-speed streams of abrasive materials (such as steel shots, sand, or glass beads) to clean and texture metal surfaces. This process is commonly used to remove rust, paint, and other surface contaminants from metal parts. Shot blasting is also used to prepare surfaces for coating or painting by creating a rough texture that improves adhesion.
Air Blasting Machines: Air blasting machines use compressed air to propel the abrasive material onto the metal surface. This method is ideal for cleaning large metal structures, such as bridges, ships, and industrial machinery, where rust and paint removal are essential for maintenance or repair.
Centrifugal Blasting Machines: Centrifugal blasting machines use rotating wheels to throw abrasive material at high speeds onto the metal surface. This process is commonly used in the production of cast metal parts, such as engine blocks and machinery components, to remove surface imperfections and prepare the parts for coating or assembly.
Electropolishing Machines: Electropolishing is an electrochemical process used to smooth and polish metal surfaces by removing a thin layer of material. The process involves submerging the metal part in an electrolyte solution and applying an electrical current, which selectively dissolves the high points on the surface, leaving behind a smooth, shiny finish. Electropolishing is commonly used for stainless steel parts in industries such as medical devices, food processing, and pharmaceuticals.
Applications in Medical Devices: Electropolishing is essential for creating ultra-smooth, corrosion-resistant surfaces on surgical instruments, implants, and other medical devices. The process removes microscopic burrs and imperfections, making the parts easier to clean and sterilize.
Thermal Deburring Machines: Thermal deburring, also known as explosive deburring, is a process used to remove burrs from metal parts by igniting a gas mixture in a chamber containing the parts. The explosion vaporizes the burrs, leaving the surface clean and smooth. Thermal deburring is highly effective for removing burrs from complex internal features, such as holes, grooves, and threads.
Applications in Precision Parts: Thermal deburring is often used in the production of precision-engineered components, such as gears, valves, and hydraulic parts, where internal burrs could interfere with the functionality of the part.
Super Surface Finishing Machines: Super surface finishing machines are designed to achieve extremely smooth surfaces with tight tolerances. These machines use a combination of abrasives, lubricants, and high-pressure polishing techniques to create surfaces with minimal roughness. Super surface finishing is commonly used in industries such as aerospace, electronics, and precision engineering, where surface quality is critical for performance and reliability.
Applications in Aerospace: Super surface finishing is essential for producing high-performance components such as turbine blades, aircraft skin panels, and engine parts, where even minor surface imperfections can impact aerodynamic performance or mechanical efficiency.
Applications of Special Finishing Machines
Automotive Industry: Special finishing machines are widely used in the automotive industry to enhance the surface quality of parts such as body panels, bumpers, wheels, and engine components. Polishing, buffing, and grinding are commonly used to create smooth, shiny surfaces on visible components, while shot blasting and electropolishing are employed to clean and prepare parts for assembly or coating.
Polishing Car Body Panels: Automotive manufacturers use polishing and buffing machines to create high-gloss finishes on car body panels and trim. These processes improve the aesthetic appeal of the vehicle and protect the metal from corrosion.
Aerospace Industry: In the aerospace industry, special finishing machines are used to produce parts with precise surface finishes and high-performance characteristics. Grinding, electropolishing, and super surface finishing are essential for ensuring that critical components meet the stringent requirements for aerospace applications.
Surface Finishing for Turbine Blades: Aerospace manufacturers use super surface finishing machines to achieve extremely smooth surfaces on turbine blades, which improves aerodynamic performance and reduces drag.
Medical Devices and Instruments: In the medical field, finishing machines are used to create smooth, sterile surfaces on surgical instruments, implants, and medical devices. Electropolishing is particularly important for creating corrosion-resistant, biocompatible surfaces that can withstand repeated sterilization and use.
Finishing Surgical Instruments: Electropolishing is commonly used to remove surface imperfections and burrs from surgical instruments, ensuring that they are safe to use and easy to clean.
Consumer Goods: Special finishing machines are used to produce high-quality consumer products such as kitchen appliances, furniture, and electronics. Polishing and buffing machines are commonly used to create shiny, attractive finishes on metal surfaces, while shot blasting is used to clean and texture metal parts before coating or painting.
Finishing Stainless Steel Cookware: Polishing machines are used to create smooth, reflective surfaces on stainless steel cookware, improving both the appearance and functionality of the product.
Advantages of Special Finishing Machines
Improved Aesthetics: Special finishing machines enhance the visual appeal of metal parts by creating smooth, shiny, or textured surfaces. Polishing and buffing are particularly important for consumer products, where appearance is a key factor in marketability.
Enhanced Durability: Finishing processes such as grinding, shot blasting, and electropolishing improve the durability of metal parts by removing surface imperfections that could lead to corrosion, wear, or mechanical failure. These processes help extend the lifespan of the parts and improve their performance in demanding environments.
Better Coating Adhesion: Many finishing machines, such as shot blasting and sanding machines, are used to prepare metal surfaces for coating or painting. By creating a rough texture, these processes improve the adhesion of coatings, ensuring that they bond securely to the surface and provide long-lasting protection.
Increased Surface Cleanliness: Finishing processes like electropolishing and thermal deburring remove contaminants, burrs, and surface defects that could interfere with the functionality of the part. Clean, smooth surfaces are essential for medical devices, food processing equipment, and other applications where hygiene and cleanliness are critical.
Special finishing machines are essential in modern manufacturing, providing the surface treatments necessary to ensure that metal parts meet the highest standards of quality, durability, and appearance.
Burr Cleaning Machine
Aluminum Polishing Machine
A burr cleaning machine is a specialized tool used in metalworking to remove burrs—unwanted raised edges or small pieces of material—that are left on metal parts after cutting, drilling, machining, or stamping processes. Burrs can significantly impact the quality, safety, and functionality of the final product, as they may lead to sharp edges, uneven surfaces, or potential weak spots in the material. By using burr cleaning machines, manufacturers can ensure that metal parts are smooth, safe to handle, and meet the required standards for further processing or assembly.
Burr removal is critical across industries such as automotive, aerospace, medical devices, electronics, and precision engineering, where even the slightest imperfection can affect performance, safety, and aesthetics. Various burr cleaning machines are available depending on the size, shape, and material of the parts, as well as the level of precision required.
Types of Burr Cleaning Machines
Brush Deburring Machines: Brush deburring machines use rotating wire or nylon brushes to remove burrs from the surface of metal parts. These machines are highly effective for cleaning edges and surfaces without damaging the material. The brushes can reach into small gaps and corners, making them ideal for parts with complex geometries or intricate designs.
Advantages of Brush Deburring: Brush deburring provides a fine surface finish and is particularly useful for removing light burrs on delicate parts, such as electronic components, precision gears, or thin metal sheets. The flexibility of the brush allows it to conform to different part shapes, ensuring thorough deburring.
Vibratory Deburring Machines: Vibratory deburring machines are widely used in the mass finishing of small to medium-sized parts. In this process, metal parts are placed in a vibrating tub or chamber filled with abrasive media. The vibrations cause the media to move against the parts, gradually smoothing out rough edges and removing burrs.
Batch Processing Efficiency: Vibratory deburring is highly efficient for cleaning large batches of parts simultaneously. It is commonly used in industries where high-volume production requires fast, consistent deburring, such as in the production of fasteners, small gears, or metal hardware. The process can also be combined with polishing to achieve a smoother surface finish.
Electrochemical Deburring (ECD): Electrochemical deburring is a precision method used to remove burrs from hard-to-reach areas, such as the internal edges of holes, slots, and threads. This process involves the use of an electrolyte solution and a mild electrical current to dissolve the burrs without affecting the surrounding material. The metal at the burr’s location is selectively dissolved, leaving a clean, smooth edge.
Applications in Precision Engineering: Electrochemical deburring is particularly valuable in industries like aerospace, medical devices, and automotive, where tight tolerances and burr-free parts are critical for functionality. The process is ideal for removing burrs from complex components such as fuel injectors, turbine blades, and medical implants.
Thermal Deburring (Explosive Deburring): Thermal deburring, also known as explosive deburring, uses controlled explosions of gas in a closed chamber to remove burrs from metal parts. In this process, a mixture of oxygen and fuel gas is ignited, creating an intense burst of heat that vaporizes the burrs on the part’s surface. The process is extremely fast and can clean multiple parts in seconds.
Effectiveness for Internal Burrs: Thermal deburring is highly effective for removing burrs from internal features, such as holes, cavities, and threads, which are difficult to access with mechanical tools. It is commonly used in industries that require burr-free parts with complex internal geometries, such as automotive and hydraulic systems.
CNC Deburring Machines: CNC deburring machines are automated systems that use computer numerical control (CNC) technology to precisely remove burrs from metal parts. These machines can be equipped with various deburring tools, such as brushes, cutting heads, or abrasive wheels, and can be programmed to follow exact paths for deburring specific areas of the part.
Precision and Automation: CNC deburring machines are ideal for high-precision applications where manual deburring may be inconsistent or time-consuming. The automation provided by CNC technology ensures consistent results across large production runs, making it ideal for industries such as electronics, precision engineering, and automotive manufacturing.
Manual Deburring Tools: For small-scale or low-volume operations, manual deburring tools such as files, scrapers, and handheld rotary tools can be used to remove burrs from metal parts. While this method requires more labor, it is effective for custom parts, prototypes, or when deburring intricate areas that automated machines may not reach.
Flexibility for Custom Work: Manual deburring tools offer flexibility and control for small production runs or custom parts. They are often used in industries like metal fabrication, where each part may have unique requirements that cannot be easily automated.
Applications of Burr Cleaning Machines
Automotive Industry: Burr cleaning is essential in the automotive industry for ensuring that engine components, brake parts, gears, and other critical metal parts are smooth and free from defects. Burrs can interfere with the assembly process, reduce the efficiency of moving parts, and cause premature wear or failure. Burr cleaning machines ensure that metal parts are ready for assembly and function reliably under extreme conditions.
Deburring for Engine Components: In automotive manufacturing, burrs on internal engine components such as pistons, camshafts, and valves must be removed to prevent friction, heat buildup, and wear. Burr cleaning machines ensure that these parts are burr-free, improving engine performance and longevity.
Aerospace Industry: In aerospace manufacturing, the removal of burrs is critical to ensuring the structural integrity and performance of aircraft components. Burrs can create weak points in metal parts, leading to stress concentrations, fatigue, or failure under load. Aerospace manufacturers use burr cleaning machines to remove burrs from precision components such as turbine blades, fuel injectors, and landing gear parts.
Deburring for Turbine Blades: Turbine blades used in jet engines and power generation must be free of burrs to ensure smooth airflow and reduce the risk of stress fractures. Burr cleaning machines ensure that these high-performance components meet stringent aerospace quality standards.
Medical Devices: Burr cleaning is a crucial step in the production of medical devices, implants, and surgical instruments. Burrs can create sharp edges that pose safety risks or hinder the sterilization process. Burr cleaning machines remove these imperfections, ensuring that the final product is safe for use in medical applications.
Deburring for Surgical Instruments: Medical devices such as scalpels, forceps, and orthopedic implants must be burr-free to prevent injury during surgery. Burr cleaning machines provide the precise surface finish needed to meet medical standards.
Precision Engineering: In industries like robotics, electronics, and precision manufacturing, burrs can cause parts to malfunction or fail to fit together properly. Burr cleaning machines are used to ensure that parts meet tight tolerances and function smoothly in complex assemblies.
Deburring for Precision Parts: Small, intricate parts such as gears, springs, and connectors must be burr-free to ensure proper fit and function in precision engineering applications. Burr cleaning machines provide the accuracy needed for high-performance products.
Advantages of Burr Cleaning Machines
Improved Safety: Burrs create sharp edges that pose a risk of injury during handling and assembly. Burr cleaning machines remove these sharp edges, ensuring that the parts are safe for workers and end-users to handle.
Enhanced Product Quality: By removing burrs, these machines improve the overall quality of metal parts, ensuring smooth surfaces and proper fit. This is critical for industries such as aerospace, automotive, and medical devices, where precision and reliability are essential.
Increased Durability: Burrs can act as stress concentrators, weakening the material and increasing the likelihood of cracks or fractures. Burr cleaning machines eliminate these imperfections, improving the durability and lifespan of metal parts.
Time and Cost Efficiency: Automated burr cleaning machines can process large volumes of parts quickly and consistently, reducing labor costs and production time. This is especially beneficial for industries with high production demands, such as automotive and electronics manufacturing.
Consistency and Precision: Modern burr cleaning machines provide consistent results across large production runs, ensuring that all parts meet the same quality standards. This is particularly important in industries where even small defects can lead to significant problems.
Burr cleaning machines are a vital component of modern manufacturing, ensuring that metal parts are free from imperfections and ready for assembly or further processing. Whether through mechanical deburring, electrochemical processes, or automated systems, burr removal enhances the safety, quality, and functionality of metal products across various industries.
Longitudinal Groove Weld
Longitudinal Groove Weld
A longitudinal groove weld is a specific welding technique used to join two metal pieces along their length, typically in cylindrical or tubular structures. The weld is made in a groove prepared between the edges of the metal components, and it is filled with molten metal to create a strong, continuous joint. Longitudinal groove welds are commonly used in applications where structural integrity and the ability to withstand pressure, weight, or mechanical stress are critical. This welding method is particularly prevalent in industries such as oil and gas, shipbuilding, construction, and heavy machinery manufacturing.
Longitudinal groove welds ensure a high level of strength and durability in the final product. This type of weld is essential for fabricating large, long structures such as pipelines, pressure vessels, storage tanks, and structural columns. The quality of the weld is crucial in these applications, as any defects could compromise the safety and functionality of the structure.
Types of Longitudinal Groove Welds
Single-V Groove Weld: In a single-V groove weld, the edges of the two metal pieces are beveled to form a V-shaped groove. The groove is then filled with molten metal, which fuses the two pieces together. This type of weld is commonly used for thicker materials, as the beveling allows for deeper penetration of the weld and ensures a strong joint.
Applications in Pipe Welding: Single-V groove welds are frequently used in the welding of large-diameter pipes, where the weld must be able to withstand high internal pressures. The V-groove ensures that the weld fully penetrates the thickness of the pipe wall, creating a reliable, leak-proof seal.
Double-V Groove Weld: For thicker materials, a double-V groove weld may be used. In this technique, both sides of the joint are beveled, creating a V-shaped groove on both the top and bottom surfaces. The welder fills both grooves with molten metal, ensuring full penetration and strength throughout the joint. This method is often used when the material thickness exceeds the capacity of a single-V groove weld.
Advantages for Thick Materials: Double-V groove welds provide excellent strength and are ideal for applications where the material thickness requires welding from both sides. This method is commonly used in the fabrication of pressure vessels, structural columns, and heavy machinery.
U-Groove Weld: In a U-groove weld, the edges of the metal pieces are beveled to form a U-shaped groove. This type of weld is typically used for thicker materials, as the U-groove requires less filler material than a V-groove while still providing strong joint penetration. U-groove welds are often used in applications where minimizing the amount of filler metal is important for cost efficiency or material integrity.
Applications in Structural Welding: U-groove welds are commonly used in the construction of large structural components such as bridges, cranes, and towers, where high-strength joints are required, but material efficiency is also a concern.
J-Groove Weld: A J-groove weld involves beveling one side of the joint to create a J-shaped groove, while the other side remains flat. This type of weld is used when access to one side of the joint is limited, or when it is more practical to weld from a single side. J-groove welds provide good strength and are often used in applications where space or accessibility is constrained.
Applications in Pipe and Tube Welding: J-groove welds are often used in the welding of pipes and tubes, especially in situations where access to one side of the joint is restricted, such as in confined spaces or tight installation environments.
Applications of Longitudinal Groove Welds
Pipeline Welding: Longitudinal groove welds are essential in pipeline construction, where sections of pipe must be joined together to form long, continuous pipelines for transporting oil, gas, water, or other fluids. The strength and integrity of the weld are critical, as pipelines must withstand high internal pressures, environmental stresses, and potential corrosion. Longitudinal groove welds provide the necessary strength to ensure leak-proof, durable connections.
Weld Integrity for High-Pressure Pipelines: In oil and gas pipelines, the quality of the longitudinal groove weld is paramount. Any defects in the weld could lead to catastrophic failures, such as leaks, ruptures, or explosions. Welders use advanced techniques and inspection methods to ensure that the welds meet the highest safety and performance standards.
Pressure Vessels and Storage Tanks: Longitudinal groove welds are used to fabricate pressure vessels, storage tanks, and other large cylindrical structures. These welds ensure that the components can withstand the internal pressures and mechanical stresses they will encounter during operation. In industries such as chemical processing, power generation, and wastewater treatment, pressure vessels and tanks must be built to withstand extreme conditions, and the welds must be flawless to prevent leaks or structural failure.
Welding for Industrial Storage Tanks: Storage tanks used for chemicals, petroleum products, and other hazardous materials require strong, reliable welds to ensure the safe containment of these substances. Longitudinal groove welds provide the necessary structural integrity to prevent leaks and withstand external pressures.
Shipbuilding and Marine Applications: In shipbuilding, longitudinal groove welds are used to join the large steel plates that make up the hull, deck, and superstructure of ships. The welds must be able to withstand the stresses of rough seas, heavy loads, and potential impacts. Longitudinal groove welds provide the strength and durability needed for ships to operate safely and reliably in challenging marine environments.
Welding for Ship Hulls: The hull of a ship must be strong enough to withstand the pressure of the water, as well as the dynamic forces encountered during navigation. Longitudinal groove welds are used to join the steel plates that form the hull, ensuring a watertight, durable structure.
Structural Welding: Longitudinal groove welds are commonly used in the construction of large structural components, such as beams, columns, and supports for buildings, bridges, and industrial facilities. These welds ensure that the structure can bear heavy loads and resist deformation, fatigue, and environmental stresses. Longitudinal groove welds are critical in ensuring the safety and stability of these structures.
Welding for High-Rise Buildings: In high-rise buildings and skyscrapers, longitudinal groove welds are used to join the steel beams and columns that form the framework of the structure. The welds must be strong enough to support the weight of the building and withstand wind, seismic activity, and other forces.
Advantages of Longitudinal Groove Welds
High Strength: Longitudinal groove welds provide strong, continuous joints that can withstand significant mechanical stresses. This makes them ideal for critical applications such as pipelines, pressure vessels, and structural components, where the integrity of the weld is essential for safety and performance.
Full Penetration: Groove welds ensure full penetration of the weld material into the joint, creating a strong bond between the two pieces. This is especially important for thick materials, where incomplete penetration could lead to weak points or failure.
Leak-Proof Joints: In applications such as pipeline welding and pressure vessel fabrication, the ability to create leak-proof joints is critical. Longitudinal groove welds provide a tight, secure seal that prevents leaks, even under high pressure or in harsh environments.
Versatility: Longitudinal groove welds can be applied to a wide range of materials, including steel, stainless steel, aluminum, and titanium. This versatility makes them suitable for various industries and applications, from shipbuilding to aerospace.
Durability: The strength and durability of longitudinal groove welds make them well-suited for structures and components that will be subjected to heavy loads, dynamic forces, or extreme environmental conditions. These welds are designed to last, ensuring the long-term safety and reliability of the final product.
Longitudinal groove welds are a cornerstone of modern welding techniques, providing the strength, durability, and integrity needed for large-scale industrial applications. Whether used in pipelines, pressure vessels, or structural components, these welds play a critical role in ensuring the safety and performance of essential infrastructure.
Cookware Production Machine
Deep Drawing
A cookware production machine is specialized equipment designed for the high-volume manufacturing of cookware items such as pots, pans, skillets, and baking trays. These machines are part of an automated system that handles various stages of production, including forming, finishing, and coating. Cookware production requires precision and efficiency, as the products must meet high standards for durability, heat conduction, and non-stick properties. These machines are widely used in the manufacturing of aluminum, stainless steel, copper, and cast iron cookware, both for consumer and professional markets.
The cookware industry has seen significant advancements in automation and manufacturing techniques, with production machines now capable of producing high-quality, durable cookware at scale. The equipment is designed to handle different materials and shapes, while maintaining consistency and precision in the production process.
Key Processes in Cookware Production
Sheet Metal Forming: The process of cookware production begins with the selection of raw materials, usually in the form of metal sheets or blanks, typically made of aluminum or stainless steel. These sheets are cut into circular blanks that will be used to form the base of the cookware. Sheet metal forming is the process by which these blanks are shaped into the desired cookware form, such as a pot or a pan.
Deep Drawing: One of the primary methods used in cookware production is deep drawing, a metal forming process that shapes a flat metal sheet into a cylindrical or box-like shape. The metal is drawn into a die cavity using a punch, forming the cookware body. Deep drawing is particularly effective for producing seamless cookware, such as stockpots and deep pans, where structural integrity and even material thickness are crucial.
Spinning: Spinning is another process used in the production of rounded cookware items like bowls, woks, and saucepans. In this process, a metal disc is spun at high speeds while pressure is applied by a roller or tool to form the metal around a mold. This method is ideal for creating smooth, symmetric cookware with consistent thickness and shape.
Edge Trimming and Rolling: After the cookware has been formed, excess material is trimmed from the edges to ensure that the cookware meets the desired dimensions. In many cases, the edges are also rolled to create a smooth, rounded rim, improving the durability and safety of the cookware. Rolled edges are less prone to cracking and provide a safer, more comfortable surface for handling the cookware.
Edge Rolling: The rolling process strengthens the rim of the cookware and helps prevent warping, which can occur when the cookware is subjected to high heat. This step is essential for products that will undergo frequent use, as it enhances the durability and lifespan of the cookware.
Surface Finishing: Cookware must have a smooth, polished surface to ensure even cooking and ease of cleaning. Surface finishing machines, such as polishing and buffing machines, are used to smooth out the interior and exterior surfaces of the cookware. These machines remove any rough spots, scratches, or imperfections left over from the forming process.
Polishing Machines: High-speed polishing machines use rotating brushes or abrasive wheels to create a reflective, smooth surface on the cookware. This step is particularly important for stainless steel cookware, which must have a polished finish to prevent food from sticking and to provide a visually appealing appearance.
Shot Blasting: For some cookware, shot blasting is used to create a textured surface. This process involves blasting the metal surface with high-velocity particles to clean and roughen it slightly, which improves the adhesion of coatings such as enamel or non-stick finishes.
Coating Application: Many cookware items, especially non-stick pans, require the application of specialized coatings to improve their cooking performance and make them easier to clean. Coating machines are used to apply these materials, such as polytetrafluoroethylene (PTFE) (commonly known as Teflon) or ceramic coatings, in an even layer across the surface of the cookware.
Non-Stick Coating: Non-stick coatings are applied using a spray system, which ensures an even distribution of the coating over the cookware’s surface. After application, the coating is cured in a high-temperature oven to create a durable, long-lasting non-stick layer. Non-stick cookware is popular for its convenience, as it reduces the need for cooking oils and makes cleaning easier.
Anodizing for Aluminum Cookware: For aluminum cookware, an anodizing process is often used to enhance the durability and corrosion resistance of the metal. Anodizing involves immersing the cookware in an acid bath and passing an electric current through the material, which creates a hard, protective oxide layer on the surface.
Handle Attachment: Once the body of the cookware has been formed and finished, handles are attached. This can be done through several methods, including riveting, welding, or screwing the handles into place. Cookware handles are typically made from materials that remain cool to the touch, such as plastic, silicone, or heat-resistant metal.
Riveting: Riveting is a common method used to attach metal handles to cookware. Rivets provide a strong, secure connection that can withstand repeated use and high temperatures. Riveted handles are often found on professional-grade cookware and are favored for their durability and resistance to loosening over time.
Welded Handles: Some cookware, especially high-end stainless steel products, may have handles that are welded directly to the body of the cookware. This method creates a seamless connection that is both aesthetically pleasing and easy to clean.
Final Inspection and Packaging: After the cookware is assembled, it undergoes a final inspection to ensure that it meets quality standards. This includes checking for surface imperfections, ensuring the coating is evenly applied, and verifying that the handles are securely attached. Once the cookware passes inspection, it is packaged and prepared for distribution.
Quality Control: Modern cookware production machines are equipped with automated inspection systems that use cameras and sensors to detect defects or inconsistencies in the product. This ensures that each piece of cookware meets the same high-quality standards before reaching consumers.
Applications of Cookware Production Machines
Consumer Cookware: The majority of cookware production machines are used to produce household cookware, such as frying pans, saucepans, stockpots, and baking trays. These products must be durable, affordable, and designed for everyday use in home kitchens. Automated cookware production machines allow manufacturers to produce large quantities of cookware efficiently, ensuring that consumers receive high-quality products at reasonable prices.
Professional-Grade Cookware: Professional-grade cookware, used in commercial kitchens, restaurants, and catering services, requires more durable materials and construction techniques. Cookware production machines designed for professional cookware often use thicker metal sheets, more robust handles, and advanced non-stick coatings to meet the demands of professional chefs.
Specialty Cookware: Cookware production machines are also used to manufacture specialty items, such as cast iron skillets, copper pots, and ceramic-coated pans. Each material requires specific handling and processing techniques, and the machines must be capable of adapting to different materials and finishes.
Advantages of Cookware Production Machines
High Efficiency: Cookware production machines enable manufacturers to produce large quantities of cookware in a short period, increasing overall efficiency and reducing production costs. Automation reduces the need for manual labor, allowing companies to meet the growing demand for cookware in both consumer and professional markets.
Consistency and Precision: Automated machines ensure consistent quality across all cookware products. This is particularly important for non-stick coatings, which must be applied evenly to ensure optimal performance. Precision forming techniques, such as deep drawing and spinning, ensure that the cookware meets exact specifications for size, shape, and thickness.
Durability and Strength: Modern cookware production machines are designed to work with a variety of materials, including aluminum, stainless steel, and copper. These materials are known for their strength and durability, and the production machines ensure that the final product can withstand the rigors of everyday use.
Versatility: Cookware production machines can be adapted to produce a wide range of products, from basic frying pans to complex multi-piece cookware sets. Manufacturers can easily switch between different designs and materials, allowing them to meet the diverse needs of consumers.
Cost-Effectiveness: The automation provided by cookware production machines helps reduce labor costs and material waste, making the production process more cost-effective. This allows manufacturers to offer high-quality cookware at competitive prices, benefiting both the company and the consumer.
Cookware production machines are the backbone of the modern cookware industry, providing the precision, efficiency, and versatility needed to produce high-quality products at scale. Whether for home use or professional kitchens, these machines ensure that cookware meets the highest standards of performance, durability, and safety.
Brake Pads Machine
A brake pads machine is specialized equipment used in the production of brake pads, which are critical components in the braking systems of vehicles. Brake pads play a key role in ensuring that vehicles can stop safely and efficiently by converting kinetic energy into heat through friction. The manufacturing of brake pads requires precise control over the material composition, shape, and durability to meet the stringent safety and performance standards of the automotive industry.
Brake pads machines are designed to automate the complex manufacturing processes involved in producing brake pads, from mixing the raw materials to molding, curing, and finishing the final product. These machines are essential for ensuring that brake pads are produced consistently and meet the rigorous demands of modern vehicles.
Key Processes in Brake Pads Manufacturing
Raw Material Mixing: The production of brake pads begins with the preparation of the raw materials that make up the friction material. Brake pads are typically made from a combination of materials, including metal shavings, ceramics, carbon fibers, and synthetic compounds. These materials are mixed together to create a friction compound that is durable, heat-resistant, and provides the necessary stopping power.
Automated Mixing Machines: Mixing machines are used to blend the raw materials in precise proportions. The mixture must be homogeneous to ensure consistent performance across all brake pads. Automated machines ensure that the materials are mixed thoroughly and efficiently, reducing the risk of defects.
Molding and Pressing: Once the friction material is prepared, it is molded into the shape of the brake pad using a pressing machine. In this process, the material is placed into a mold and subjected to high pressure, which compacts the material into the desired shape. The molding process also includes the formation of the metal backing plate, which is an integral part of the brake pad’s structure.
Hydraulic Presses: Hydraulic presses are commonly used in the molding process to apply the necessary pressure to form the brake pads. The press ensures that the friction material is evenly distributed across the surface of the backing plate, creating a strong bond between the two components.
Curing: After the brake pads are molded, they must be cured to harden the friction material and improve its durability. Curing is typically done in a high-temperature oven, where the brake pads are heated to a specific temperature for a set period. This process helps to remove any residual moisture and solidify the friction material, ensuring that the brake pads can withstand the heat generated during braking.
Curing Ovens: Automated curing ovens are used to maintain precise temperature and timing control during the curing process. These ovens are designed to handle large batches of brake pads, ensuring consistent curing across all parts.
Grinding and Finishing: Once the brake pads have been cured, they undergo grinding to achieve the final thickness and surface smoothness required for proper fit and function. Grinding machines are used to remove any excess material and ensure that the brake pads are flat and uniform.
Surface Grinding Machines: Surface grinding machines are used to grind the friction material to the correct thickness and smooth the surface of the brake pad. This step is essential for ensuring that the brake pads fit correctly in the brake caliper and provide consistent braking performance.
Coating and Surface Treatment: Many brake pads undergo additional surface treatments, such as coating with a layer of anti-corrosion material or applying a thermal barrier to improve heat resistance. These coatings help extend the life of the brake pads and protect them from environmental factors such as moisture and road salt.
Coating Machines: Coating machines are used to apply these protective layers evenly across the surface of the brake pads. The coating process is automated to ensure consistent application and optimal coverage.
Quality Control and Testing: The final step in brake pad manufacturing is quality control and testing. Brake pads must meet strict safety standards, and any defects can lead to catastrophic failures in the braking system. Testing machines simulate real-world braking conditions to measure the performance, wear resistance, and heat tolerance of the brake pads.
Testing for Friction and Durability: Testing machines are used to evaluate the friction coefficient, wear rate, and heat dissipation of the brake pads. These tests ensure that the brake pads will perform reliably in various driving conditions, from city traffic to high-speed highway driving.
Applications of Brake Pads Machines
Automotive Manufacturing: Brake pads machines are primarily used in the automotive industry to produce brake pads for cars, trucks, motorcycles, and other vehicles. High-quality brake pads are essential for vehicle safety, and manufacturers use these machines to ensure that the pads meet industry standards for performance and durability.
Brake Pads for Passenger Vehicles: The majority of brake pads produced are for passenger vehicles, where safety and comfort are critical. Brake pads machines produce millions of units annually, providing the consistent quality needed to meet the demands of the automotive market.
Heavy-Duty Vehicles: Brake pads machines are also used to produce brake pads for heavy-duty vehicles, such as commercial trucks, buses, and construction machinery. These vehicles require brake pads that can withstand extreme loads and high temperatures, and the production process must be adapted to meet these specific requirements.
Brake Pads for Trucks and Buses: Heavy-duty vehicles rely on larger, more robust brake pads to stop safely under heavy loads. Brake pads machines used in this sector must be capable of producing pads with higher friction materials and greater wear resistance.
Motorcycles and Performance Vehicles: Brake pads machines are used to manufacture high-performance brake pads for motorcycles, sports cars, and racing vehicles. These brake pads must offer superior stopping power and heat dissipation to handle the demands of high-speed driving and racing.
Brake Pads for Motorcycles: Motorcycles require brake pads with precise control over friction and heat management, as braking performance is critical for rider safety. Brake pads machines
used for motorcycle brake pads must ensure consistent quality, high friction, and durability to meet the high-performance demands of two-wheeled vehicles.
Rail and Industrial Applications: In addition to automotive and motorcycle manufacturing, brake pads machines are also used to produce brake pads for rail vehicles, such as trains, trams, and subways, as well as industrial machinery. These brake pads must be designed to handle the unique stresses and environmental factors present in rail systems and heavy machinery.
Brake Pads for Trains: Rail systems rely on large, durable brake pads to stop and slow down trains under heavy loads. Brake pads machines used for these applications must produce parts that offer excellent heat resistance and long service life, ensuring that trains can stop safely and efficiently even under intense conditions.
Advantages of Brake Pads Machines
Precision Manufacturing: Brake pads machines are designed to ensure precise control over the entire manufacturing process, from mixing the raw materials to molding, curing, and finishing. This level of precision is essential for producing brake pads that meet the stringent safety and performance standards required in the automotive industry.
High Efficiency and Productivity: Modern brake pads machines are highly automated, allowing manufacturers to produce large quantities of brake pads in a relatively short period. This automation reduces labor costs and increases production efficiency, making it possible to meet the growing demand for brake pads in the global automotive market.
Consistency and Quality Control: Brake pads machines are equipped with advanced quality control systems that ensure each brake pad meets strict performance and safety standards. Automated inspection systems, combined with rigorous testing, help manufacturers identify and eliminate defects, ensuring that only high-quality brake pads reach the market.
Durability and Performance: The materials and processes used in brake pads manufacturing are designed to create durable, high-performance products. Brake pads produced by these machines are engineered to withstand high temperatures, resist wear, and provide consistent stopping power, ensuring the safety and reliability of the vehicle’s braking system.
Adaptability to Different Markets: Brake pads machines are versatile and can be adapted to produce a wide range of brake pads for various markets, including passenger vehicles, heavy-duty trucks, motorcycles, and rail systems. This adaptability allows manufacturers to meet the specific needs of different sectors and ensure that their products are suitable for various driving conditions and vehicle types.
Brake pads machines play a crucial role in the automotive and transportation industries, providing the technology needed to produce high-quality, reliable brake pads at scale. These machines ensure that vehicles can stop safely and effectively, contributing to the overall safety and performance of modern transportation systems.
How to Make Aluminum Pots
Pressure Cooker Manufacturing Process
The process of making aluminum pots involves several key steps that transform raw aluminum into durable, lightweight, and highly functional cookware. Aluminum is widely used in cookware manufacturing due to its excellent thermal conductivity, corrosion resistance, and relatively low cost. Aluminum pots are especially popular in both home and professional kitchens because they heat quickly and evenly, making them ideal for a variety of cooking tasks.
The production of aluminum pots involves specialized machinery and a series of steps, including metal forming, surface finishing, and handle attachment. The process is designed to produce high-quality pots that can withstand the rigors of daily cooking while maintaining excellent performance and longevity.
Key Steps in Making Aluminum Pots
Material Selection and Preparation: The process begins with the selection of high-quality aluminum sheets or blanks. Aluminum used in cookware production is typically alloyed with other metals, such as magnesium or silicon, to improve its strength and durability. The aluminum blanks are cut into circular shapes, which will form the base of the pots.
Aluminum Alloys: Pure aluminum is relatively soft and not suitable for cookware that will be exposed to high heat and mechanical stress. By using aluminum alloys, manufacturers can create pots that are strong, heat-resistant, and corrosion-resistant.
Deep Drawing and Metal Forming: The aluminum blanks are then formed into the shape of the pot using a process known as deep drawing. In deep drawing, the aluminum blank is placed over a die and forced into the desired shape using a punch. This process forms the pot’s walls and base in a single step, creating a seamless, durable structure.
Deep Drawing Process: The deep drawing process is highly efficient and allows for the production of aluminum pots with consistent thickness and shape. The process can be adjusted to create pots of different sizes, from small saucepans to large stockpots.
Seamless Construction: One of the advantages of deep drawing is that it creates a seamless pot, which improves the pot’s strength and durability. Seamless pots are less likely to develop weak points or leaks over time, making them ideal for long-term use.
Trimming and Edge Rolling: After the pot has been formed, any excess material around the rim is trimmed to achieve the desired height and dimensions. In many cases, the edges of the pot are also rolled to create a smooth, rounded rim. This step not only enhances the pot’s appearance but also improves its durability by reinforcing the edge.
Edge Rolling for Durability: Rolling the edges of the pot strengthens the rim, making it more resistant to warping or cracking. This is especially important for pots that will be used frequently or exposed to high heat.
Surface Finishing: The next step is surface finishing, which involves smoothing and polishing the interior and exterior of the pot. Aluminum cookware must have a smooth surface to ensure even cooking and to prevent food from sticking. Surface finishing machines, such as polishing machines and buffing wheels, are used to achieve the desired surface quality.
Polishing for a Smooth Surface: Polishing machines use abrasive compounds to remove any imperfections from the surface of the aluminum, creating a smooth, reflective finish. This is important for both the aesthetic appeal of the pot and its cooking performance.
Anodizing for Durability: In some cases, aluminum pots undergo an anodizing process, which creates a protective oxide layer on the surface of the metal. Anodizing improves the pot’s resistance to corrosion and wear, making it more durable and long-lasting. Anodized aluminum pots are also non-reactive, meaning they won’t affect the flavor of acidic foods.
Non-Stick Coating Application (Optional): Many aluminum pots are coated with a non-stick material, such as Teflon or ceramic, to improve their cooking performance. Non-stick coatings make it easier to cook with less oil and reduce the likelihood of food sticking to the pot. The coating is applied using a spray system and then cured in a high-temperature oven to ensure proper adhesion.
Non-Stick Coating Benefits: Non-stick coatings enhance the convenience of using aluminum pots by making them easier to clean and allowing for healthier cooking with less oil. The coatings are typically applied in multiple layers to ensure durability and long-lasting performance.
Handle Attachment: Once the body of the pot has been formed and finished, handles are attached. Handles are typically made from heat-resistant materials, such as plastic, silicone, or stainless steel, to ensure they remain cool to the touch during cooking. The handles can be attached using a variety of methods, including riveting, welding, or screwing them into place.
Riveted Handles for Strength: Riveted handles provide a strong, secure attachment that can withstand repeated use. Rivets are often used in professional-grade cookware because they are highly durable and resist loosening over time.
Ergonomic Handle Design: The design of the handles is important for both comfort and safety. Handles are often shaped to provide a comfortable grip, reducing strain during use, and are positioned to ensure that they stay cool while cooking.
Final Inspection and Packaging: The final step in the production of aluminum pots is inspection and packaging. Each pot is inspected for defects, such as surface imperfections, coating issues, or loose handles. Once the pots pass inspection, they are packaged and prepared for shipment to retailers or consumers.
Quality Control: Automated inspection systems are often used to check the surface finish, coating adhesion, and handle attachment of each pot. This ensures that only high-quality products reach the market, meeting the expectations of both consumers and professional chefs.
Advantages of Aluminum Pots
Lightweight: Aluminum pots are much lighter than other types of cookware, such as cast iron or stainless steel, making them easier to handle and move around the kitchen. This is especially important for larger pots, which can be cumbersome when filled with food.
Excellent Heat Conductivity: Aluminum is one of the best conductors of heat, meaning that aluminum pots heat up quickly and evenly. This ensures that food cooks evenly without hot spots, which can lead to burning or uneven cooking. The excellent heat conductivity of aluminum also makes it energy-efficient, as it requires less heat to reach cooking temperatures.
Affordability: Aluminum is relatively inexpensive compared to other cookware materials, making aluminum pots an affordable option for both home cooks and professional chefs. Despite their low cost, aluminum pots offer excellent performance and durability, providing great value for the money.
Corrosion Resistance: Aluminum naturally forms a thin oxide layer on its surface, which protects it from corrosion. This makes aluminum pots ideal for use in humid or acidic environments, such as in cooking with tomatoes or citrus fruits, without the risk of rust or corrosion.
Versatility: Aluminum pots come in a wide variety of shapes and sizes, making them suitable for a wide range of cooking tasks, from boiling and frying to simmering and sautéing. Whether used for everyday cooking or more specialized applications, aluminum pots offer the versatility needed in a busy kitchen.
Applications of Aluminum Pots
Home Cooking: Aluminum pots are a staple in many home kitchens due to their lightweight, affordability, and excellent cooking performance. They are used for a wide range of cooking tasks, from boiling pasta and simmering soups to frying and sautéing vegetables and meats.
Professional Kitchens: In professional kitchens, where speed and efficiency are critical, aluminum pots are favored for their rapid heat conduction and ease of handling. Professional chefs use aluminum pots for tasks that require precise temperature control, such as making sauces, soups, and delicate dishes.
Camping and Outdoor Cooking: Aluminum pots are also popular for camping and outdoor cooking because they are lightweight and easy to transport. Campers and outdoor enthusiasts appreciate aluminum cookware for its durability and versatility in various cooking environments.
Aluminum pots are a versatile and essential tool in both home and professional kitchens, offering excellent performance, durability, and ease of use. The production process ensures that each pot is carefully crafted to meet the demands of everyday cooking, making aluminum pots a reliable choice for chefs and home cooks alike.
Steel Utensils Making Machine
Stainless Steel Pot Polishing Machine
A steel utensils making machine refers to the range of equipment used in manufacturing household and commercial steel utensils like plates, bowls, cups, cutlery, and kitchen tools. Steel utensils are popular due to their durability, heat resistance, and resistance to corrosion, making them an essential part of kitchens worldwide. The production of steel utensils involves several stages, from cutting and forming the raw stainless steel sheets to finishing and polishing the final product.
Steel utensils are primarily made from stainless steel, an alloy of iron, carbon, and chromium, with some other elements like nickel. The chromium content is what gives stainless steel its corrosion resistance, making it ideal for utensils that come into contact with food and liquids. Machines used in steel utensil production range from high-powered presses to finishing tools that polish and give a smooth surface to the finished products.
Key Processes in Steel Utensil Manufacturing
Raw Material Preparation: The production of steel utensils begins with the preparation of raw stainless steel sheets or coils. The material is selected based on the grade of stainless steel required for the specific utensils being produced. Different grades of stainless steel offer varying levels of corrosion resistance, toughness, and polishability, with 304-grade stainless steel being one of the most common choices for kitchen utensils due to its excellent resistance to rust and its food-safe properties.
Stainless Steel Selection: The selected stainless steel is usually cold-rolled, which improves its strength and surface finish. Cold-rolled steel sheets are easier to form and provide a smooth, even surface that requires minimal finishing.
Cutting and Blanking: Once the raw material is prepared, it is cut into the appropriate shapes and sizes for each utensil. The cutting process involves precision blanking machines that cut the steel sheets into circular, square, or custom-shaped blanks based on the design of the utensil.
Blanking Process: Blanking presses use dies to punch out the blanks from large stainless steel sheets. The blank size is determined by the specific utensil being produced, such as plates, bowls, or cups. This process ensures that there is minimal material waste and that each blank is uniform in size and shape.
Deep Drawing and Stamping: After cutting, the blanks are formed into their final utensil shapes through a process known as deep drawing. In deep drawing, the flat blanks are placed in a die and drawn into a hollow form using a punch. This method is particularly effective for producing utensils like bowls, cups, and plates, where a seamless, uniform shape is essential.
Hydraulic Presses for Deep Drawing: Hydraulic presses are commonly used for the deep drawing process. These machines apply consistent pressure, drawing the stainless steel into the desired shape without causing tears or imperfections in the material. This ensures that the utensil is strong, smooth, and free of seams or welds that could weaken the product.
Stamping for Detail: For utensils that require intricate designs or logos, stamping presses are used to emboss or engrave patterns onto the metal surface. This adds both aesthetic appeal and brand recognition, especially for high-end or custom-made utensils.
Edge Trimming and Smoothing: After the utensils have been formed, the edges may have excess material or sharp edges that need to be trimmed and smoothed. Edge trimming machines remove the excess material around the rims of the utensils, ensuring that each piece is of the correct dimensions and free from rough edges.
Edge Rolling for Durability: Some utensils, particularly those used frequently, undergo edge rolling to strengthen the rims and prevent deformation over time. Rolled edges provide extra reinforcement and create a safer, more comfortable edge for handling.
Polishing and Finishing: One of the most important steps in steel utensil production is the polishing and finishing process. Stainless steel utensils require a smooth, shiny surface that is not only aesthetically pleasing but also functional. Polishing machines are used to buff and smooth the surface of the utensils, removing any scratches or imperfections left by the forming process.
Electropolishing for a High Shine: In some cases, especially for high-end or premium utensils, electropolishing is used to achieve a bright, mirror-like finish. Electropolishing is a chemical process that removes a thin layer of metal from the surface, leaving behind a highly reflective finish that is resistant to corrosion and easy to clean.
Handle Attachment (if applicable): For utensils like ladles, serving spoons, and spatulas, handles must be attached after the main body of the utensil has been formed. Handles are typically made from stainless steel, plastic, or wood, depending on the type of utensil and its intended use. The attachment process varies depending on the material used for the handle.
Welding or Riveting for Steel Handles: Stainless steel handles are usually welded or riveted onto the main body of the utensil. These attachment methods provide strong, durable connections that can withstand frequent use and high heat.
Quality Control and Packaging: After the utensils are manufactured, they undergo a final inspection to ensure that they meet quality standards. This includes checking for defects in the surface finish, proper attachment of handles, and ensuring that the utensils are the correct size and shape. Once inspected, the utensils are cleaned, dried, and packaged for shipment.
Quality Assurance for Food Safety: Stainless steel utensils must meet food safety standards, ensuring that they are non-reactive, corrosion-resistant, and free of contaminants. Manufacturers use strict quality control measures to ensure that each utensil is safe for food contact.
Applications of Steel Utensils Making Machines
Household Utensils: The majority of steel utensils making machines are used to produce common household kitchen items such as plates, bowls, serving spoons, ladles, and cutlery. These items must be durable enough to withstand daily use, exposure to heat, and frequent washing.
Commercial Kitchen Utensils: Professional chefs and commercial kitchens require heavy-duty utensils that can endure constant use in high-heat environments. Steel utensils making machines for commercial products focus on producing thicker, more robust utensils that can handle more rigorous conditions.
Catering and Hospitality Industry: The catering and hospitality sectors often use custom-branded or highly polished utensils for serving food. Steel utensils making machines used in this industry are typically geared toward producing utensils with fine finishes, intricate designs, or engraved logos for branding purposes.
Advantages of Steel Utensils Making Machines
High Efficiency: These machines are designed for high-volume production, allowing manufacturers to produce large quantities of utensils in a short period. This efficiency is especially important for meeting the demands of mass markets such as household goods and commercial kitchens.
Consistency in Quality: Automated steel utensils making machines ensure uniformity and precision across all products, reducing the likelihood of defects. Consistent quality is essential for utensils that must meet strict food safety and durability standards.
Durability and Strength: The use of hydraulic presses for deep drawing ensures that each utensil is strong and durable, capable of withstanding frequent use and exposure to high temperatures. The strength of stainless steel, combined with the seamless construction achieved through deep drawing, makes these utensils long-lasting.
Versatility: Steel utensils making machines are capable of producing a wide range of products, from simple kitchen tools to intricately designed serving utensils. This versatility allows manufacturers to cater to various markets, from budget-friendly household items to high-end, luxury utensils.
Cost-Effectiveness: Automated production reduces labor costs and material waste, making the manufacturing process more cost-effective. This allows manufacturers to produce high-quality utensils at competitive prices, benefiting both consumers and businesses.
Steel utensils making machines are vital in the production of kitchen tools and cutlery, providing the technology and precision needed to meet the diverse demands of consumers and professionals alike. The versatility and efficiency of these machines ensure that steel utensils remain a staple in kitchens worldwide.
Cold Press Moulding Process
Applications of CNC Metal Spinning
The cold press moulding process is a manufacturing technique used to form complex shapes from materials such as metal powders, plastics, rubbers, or composite materials without the application of heat. This process is widely used in industries that require high precision, strength, and durability in the final product. Cold pressing involves placing the material into a mold and applying pressure to shape it into the desired form. Since no heat is used, this process preserves the material’s intrinsic properties, such as hardness, elasticity, or chemical resistance.
Cold press moulding is used in various applications, including metal forming, rubber component production, and the creation of composite materials for automotive, aerospace, and consumer goods industries. The process is highly versatile and can be used to create a wide range of products with complex geometries and tight tolerances.
Key Steps in Cold Press Moulding
Material Preparation: The first step in cold press moulding is the preparation of the raw material. For metal components, this may involve mixing metal powders with binders or lubricants to create a uniform mixture that can be pressed into a mold. In the case of rubbers or composites, the raw materials may be pre-mixed or combined with other additives to achieve the desired properties.
Powder Metallurgy for Metal Parts: In powder metallurgy, metal powders such as iron, aluminum, or titanium are mixed with a binder to help the particles adhere together during the pressing process. The mixture must be uniform to ensure consistent material properties throughout the final product.
Filling the Mold: The prepared material is then placed into a precision-engineered mold. The mold is designed to match the exact dimensions and shape of the final product, ensuring that the material fills the mold evenly. This step is critical for achieving the desired shape and ensuring that there are no voids or inconsistencies in the material.
Mold Design for Complex Shapes: Cold press moulding is particularly useful for creating parts with complex geometries, intricate details, or thin walls. The mold must be designed with precision to ensure that the material flows into every part of the mold and that the final product meets dimensional specifications.
Pressing and Compaction: Once the material is in the mold, a high-pressure press is used to compact the material into the desired shape. The pressure forces the material to conform to the shape of the mold, creating a dense, solid part. This step is critical for ensuring the strength and structural integrity of the final product.
Hydraulic Presses for Cold Moulding: Hydraulic presses are commonly used in cold press moulding due to their ability to apply consistent, high pressure. These presses ensure that the material is compacted evenly throughout the mold, preventing weak spots or imperfections.
Demolding: After the material has been pressed and compacted, the mold is opened, and the finished part is removed. Depending on the material used, the part may require additional finishing or curing steps to achieve the desired mechanical properties.
Careful Demolding to Prevent Damage: The demolding process must be done carefully to avoid damaging the part, especially if the material is fragile or brittle. Precision molds and careful handling are essential to ensure that the part retains its shape and structural integrity.
Finishing and Inspection: Once the part has been demolded, it may undergo additional finishing steps, such as trimming, sanding, or polishing, to achieve the desired surface finish and remove any excess material. The part is then inspected for defects, such as cracks, voids, or dimensional inconsistencies, before it is approved for use.
Quality Control: Cold press moulding requires strict quality control to ensure that each part meets the required specifications. Automated inspection systems are often used to check the dimensions, surface finish, and material properties of the finished parts.
Applications of Cold Press Moulding
Automotive Industry: Cold press moulding is widely used in the automotive industry to produce parts that require high strength, durability, and precision. Metal components such as gears, bearings, and structural parts are often manufactured using cold pressing techniques to achieve the necessary performance characteristics.
Powder Metallurgy for Automotive Parts: In powder metallurgy, metal powders are compacted and formed into parts such as brake pads, gears, and camshafts. Cold pressing allows for the precise shaping of these components, ensuring high strength and wear resistance.
Aerospace Industry: The aerospace industry relies on cold press moulding to create lightweight, high-strength components for aircraft and spacecraft. Composite materials, which combine different materials to achieve specific properties, are often formed using cold pressing techniques.
Cold Pressing for Composite Materials: Cold press moulding is used to form composite materials such as carbon fiber reinforced polymers (CFRP), which are used in aircraft structures, wings, and fuselage components. These materials offer excellent strength-to-weight ratios, making them ideal for aerospace applications.
Consumer Goods Manufacturing: Cold press moulding is also used in the production of consumer goods, such as electronic housings, kitchen appliances, and furniture components. The process allows for the efficient production of durable, high-quality parts with complex shapes.
Cold Press Moulding for Electronics: In the electronics industry, cold pressing is used to produce metal and plastic housings for devices such as smartphones, laptops, and televisions. The process ensures precise dimensions and smooth finishes, which are critical for the aesthetics and functionality of consumer electronics.
Advantages of the Cold Press Moulding Process
Material Integrity: Since no heat is used in the cold press moulding process, the material’s properties remain intact, preserving its strength, hardness, or elasticity. This makes cold press moulding ideal for materials that are sensitive to high temperatures or that would lose their desired properties if exposed to heat.
Precision: Cold press moulding allows for the production of parts with tight tolerances and intricate details. The pressure applied during the process ensures that the material fills the mold completely, creating precise, uniform parts.
Efficiency: The cold press moulding process is highly efficient, especially for high-volume production. Once the mold and material are prepared, the process can be repeated quickly and consistently, making it ideal for mass production.
Cost-Effective: Cold press moulding is often more cost-effective than other forming methods, as it requires less energy (no heating) and minimal post-processing. The reduced need for energy consumption and the elimination of additional curing steps can lower manufacturing costs.
Versatility: Cold press moulding is a versatile process that can be used with a wide range of materials, from metals and ceramics to rubbers and plastics. This versatility makes it useful in various industries, from automotive and aerospace to consumer goods and electronics.
The cold press moulding process is a vital manufacturing technique that offers numerous benefits, including high precision, material integrity, and efficiency. It is widely used across industries to produce parts and components with complex shapes, tight tolerances, and excellent mechanical properties.
Beading Machine
Beading Machine Price
A beading machine is a versatile tool used in metalworking to form beads, or raised ridges, on the surface of sheet metal. Beading adds strength, stiffness, and durability to the metal, preventing it from warping or bending under stress. It is a crucial process in the production of metal parts for various industries, including automotive, aerospace, HVAC, and construction. The beading machine is often used to create decorative or functional ridges in materials like aluminum, steel, or copper.
Beading machines come in both manual and powered versions, and they are designed to handle various gauges of sheet metal. The machine typically consists of two rollers—an upper and lower roller—through which the sheet metal is passed. The pressure between these rollers creates a bead along the edge or surface of the sheet metal.
Key Uses of Beading Machines
Strengthening Metal Panels: One of the primary uses of beading machines is to add strength to sheet metal panels. The bead stiffens the material, allowing it to withstand greater forces without buckling or bending. This is particularly important for large, flat panels used in the automotive and aerospace industries, where weight reduction is crucial, but strength cannot be compromised.
Automotive Applications: Beading machines are commonly used to create stiffening beads in automotive body panels, including floor pans, roofs, and doors. These beads reinforce the panels, allowing them to maintain structural integrity while reducing material thickness to save weight.
HVAC Ductwork: Beading is also widely used in the fabrication of HVAC ductwork. The beads help to reinforce the sheet metal used in ducts, making them more resistant to pressure changes and airflow stresses. This ensures that the ductwork remains rigid and maintains its shape during operation.
Forming Decorative Beads: In addition to strengthening sheet metal, beading machines can also be used to create decorative patterns. Beads can be formed in various shapes and sizes, adding an aesthetic element to metal parts. This is common in metal furniture, lighting fixtures, and architectural elements where both form and function are important.
Decorative Metalwork: Metalworkers often use beading machines to create intricate patterns on metal for use in decorative applications. These patterns can be purely aesthetic or serve a dual purpose by adding strength while enhancing the visual appeal of the part.
Edge Beading for Seamless Joining: Beading machines are also used to form beads along the edges of metal sheets, which helps in joining them together. In applications like automotive or aircraft manufacturing, beaded edges are often used to create interlocking seams between two metal panels. This ensures a stronger, more seamless joint, which is essential for maintaining structural integrity.
Aircraft Skin Panels: In the aerospace industry, beaded edges are used to join lightweight aluminum panels to create the aircraft’s skin. The beads ensure a tight fit between the panels, reducing the need for additional fasteners and maintaining the aerodynamic integrity of the aircraft.
Pipe and Tube Beading: Beading machines are often used in the production of pipes and tubes, where beads are formed around the ends of the pipe. These beads help secure hoses or fittings when they are clamped onto the pipe, preventing slippage and creating a tight seal.
Exhaust Systems: Beading is commonly applied to the ends of exhaust pipes in automotive and industrial applications. The bead creates a secure connection between the exhaust pipe and other components, such as mufflers or catalytic converters, ensuring that the system remains leak-free.
Types of Beading Machines
Manual Beading Machines: Manual beading machines are operated by hand and are commonly used in small-scale or custom metalworking shops. These machines are simple to operate and offer precise control over the beading process, making them ideal for projects where detailed work or small production runs are required.
Flexibility for Custom Work: Manual beading machines are popular among metal fabricators who need to create custom pieces, as they allow for easy adjustments and offer flexibility in creating different bead patterns.
Electric and Pneumatic Beading Machines: For larger-scale production, powered beading machines, such as electric or pneumatic models, are commonly used. These machines provide higher efficiency and speed, allowing manufacturers to create beads on large sheets of metal quickly and consistently. Powered beading machines are used in industries such as automotive manufacturing, where speed and consistency are critical.
Automated Beading for Mass Production: In high-volume production settings, electric or pneumatic beading machines are often integrated into automated assembly lines. These machines allow for continuous operation, ensuring that beads are formed quickly and consistently on every part, improving efficiency.
Rotary Beading Machines: Rotary beading machines are designed for forming beads around the circumference of tubes, pipes, or circular objects. These machines are typically used in applications where the bead needs to be formed along a curved surface, such as in exhaust pipes, ventilation tubes, or decorative metal rings.
Beading for Pipe Manufacturing: Rotary beading machines are essential in the production of pipes and tubing used in industries like plumbing, automotive, and HVAC. The beaded ends of the pipes ensure a secure fit when attached to connectors, fittings, or hoses.
Advantages of Beading Machines
Enhanced Strength: By adding beads to sheet metal, beading machines significantly increase the strength and stiffness of the material without adding extra weight. This is especially important in industries like automotive and aerospace, where reducing weight while maintaining strength is critical to performance.
Improved Aesthetics: Beads can be both functional and decorative, allowing manufacturers to create visually appealing metal parts that also offer increased structural integrity. This makes beading machines versatile for both industrial and artistic applications.
Versatility: Beading machines can be used on a wide variety of materials, including steel, aluminum, copper, and stainless steel. This makes them highly versatile, as they can be applied across different industries, from construction to decorative metalwork.
Cost Efficiency: By adding strength to thinner sheets of metal, beading machines allow manufacturers to reduce material usage without compromising on the structural performance of the part. This leads to cost savings on raw materials and overall production.
Applications of Beading Machines
Automotive Industry: Beading machines are extensively used in the automotive sector to reinforce panels, create decorative features, and secure parts like exhaust systems. Beaded panels are stronger and lighter, contributing to better fuel efficiency and overall vehicle performance.
HVAC and Ductwork: Beads are commonly formed in HVAC ductwork to stiffen the thin metal used in air ducts. This helps prevent warping under pressure and ensures the ducts maintain their shape over time, which is critical for efficient air flow and energy consumption.
Aerospace Industry: In aerospace manufacturing, beading is used to strengthen lightweight aluminum panels that form the skin of aircraft. Beading ensures that the panels can withstand the stresses of flight while keeping the overall weight of the aircraft to a minimum.
Decorative Metalwork: Metalworkers use beading machines to create decorative patterns on various metal products, including furniture, lighting fixtures, and architectural features. Beading adds both texture and visual interest to the finished product while enhancing its structural integrity.
Beading machines are indispensable tools in metalworking, offering the ability to enhance both the strength and appearance of sheet metal parts. Whether used for industrial or decorative applications, these machines provide versatility, efficiency, and precision in metal fabrication.
Mini Hydraulic Press Brake
Components of a Press Brake Machine
A mini hydraulic press brake is a compact version of a traditional press brake, designed to bend and form smaller pieces of sheet metal using hydraulic pressure. These machines are typically used in small workshops, prototyping labs, or specialized manufacturing facilities where space is limited, and smaller-scale production is required. Despite their compact size, mini hydraulic press brakes offer the same precision and versatility as larger press brakes, making them an ideal choice for fabricators working on smaller parts or short production runs.
The primary function of a press brake, whether mini or full-sized, is to bend sheet metal into predetermined shapes. The hydraulic system in these machines provides the force needed to press the metal into a die, creating bends at precise angles. The “mini” version is especially suitable for intricate work where precision is paramount, such as in custom metal fabrication, jewelry making, and electronics enclosures.
Features of Mini Hydraulic Press Brakes
Compact Design: Mini hydraulic press brakes are designed to occupy minimal floor space while still providing the functionality of a full-sized press brake. This compact design makes them ideal for small workshops, mobile operations, or facilities with space constraints. They are often bench-mounted or stand-alone units that can be easily moved or adjusted as needed.
Portability for Small Workshops: Due to their compact size, mini press brakes can be transported between different workstations or job sites, offering flexibility for metalworkers who need a versatile bending solution without the need for large machinery.
Hydraulic Power System: Like larger press brakes, mini hydraulic press brakes use a hydraulic system to generate the force required to bend metal. Hydraulic systems offer smooth, controlled movement, which allows for precise bends and consistent performance. The hydraulic power ensures that even though the machine is smaller, it can still handle significant bending forces.
Consistent Force Application: The hydraulic system provides consistent pressure throughout the bending process, ensuring that each bend is accurate and repeatable. This is particularly important in industries where precision is critical, such as electronics or medical device manufacturing.
Adjustable Bending Angle and Back Gauge: Mini hydraulic press brakes are equipped with adjustable bending angles, allowing operators to create custom bends at specific angles. Additionally, most machines feature a back gauge that can be set to control the depth of the bend, ensuring that each piece of metal is formed to the correct dimensions.
Precision Bending for Complex Parts: The adjustable features of a mini hydraulic press brake allow metalworkers to create intricate parts with high levels of precision. This makes them ideal for applications like prototype development, custom metalwork, or small-batch production runs.
Foot Pedal Operation: Many mini hydraulic press brakes come with foot pedal controls, allowing operators to keep both hands free for positioning the workpiece. The foot pedal controls the movement of the hydraulic ram, providing precise control over the bending process.
Hands-Free Operation for Safety: Foot pedal operation improves safety and efficiency, as it allows the operator to focus on properly positioning the metal sheet while controlling the bending process with their foot. This reduces the risk of errors or accidents during operation.
Applications of Mini Hydraulic Press Brakes
Prototyping and Small-Batch Production: Mini hydraulic press brakes are widely used in prototyping and small-batch production, where precision and flexibility are essential. These machines are ideal for fabricators who need to create custom parts or small runs of products with unique designs or tight tolerances.
Prototyping for Electronics Enclosures: Mini press brakes are often used to create metal enclosures for electronic devices, where precise bends are required to ensure the enclosure fits the internal components correctly. The compact size of the machine allows for detailed work on smaller sheets of metal.
Custom Metal Fabrication: Small workshops and custom metal fabricators use mini hydraulic press brakes to create specialized parts and components for various industries. The machines are ideal for producing small, intricate pieces that require high levels of precision, such as custom brackets, fixtures, and metal art.
Jewelry Making and Artistic Metalwork: Mini hydraulic press brakes are also used in the creation of custom jewelry and artistic metal pieces, where precise bending and shaping are necessary to achieve the desired aesthetic and functional results.
Automotive and Aerospace Components: In the automotive and aerospace industries, mini hydraulic press brakes are used to create small, precision components such as brackets, clips, and mounting hardware. These machines are particularly useful in the production of prototypes or specialized parts for high-performance applications.
Precision Bending for Lightweight Components: The ability to precisely bend small parts makes mini hydraulic press brakes valuable in the automotive and aerospace sectors, where lightweight components with tight tolerances are essential for performance and safety.
HVAC and Ductwork Fabrication: HVAC technicians and fabricators often use mini hydraulic press brakes to create small duct components or custom fittings for ventilation systems. The precision and flexibility of these machines allow for the creation of specialized parts that fit perfectly into existing ductwork systems.
Custom Ductwork Fittings: Mini press brakes can be used to create custom elbows, joints, and other fittings needed for HVAC installations. The compact size of the machine allows it to be used in smaller workshops or even on-site for quick adjustments.
Advantages of Mini Hydraulic Press Brakes
Space Efficiency: Mini hydraulic press brakes are designed for workshops with limited space, providing full bending capabilities in a compact footprint. This allows metalworkers to perform precision bends without the need for large, bulky equipment.
Precision and Versatility: Despite their smaller size, mini hydraulic press brakes offer the same level of precision as their larger counterparts. The adjustable bending angles and back gauge provide versatility, allowing for custom bends on various materials, including steel, aluminum, and copper.
Cost-Effective Solution: Mini hydraulic press brakes are typically more affordable than full-sized machines, making them an attractive option for small businesses, startups, or workshops that need professional-grade bending capabilities without the high cost of larger equipment.
Ease of Use: Mini hydraulic press brakes are easy to set up and operate, with user-friendly controls that allow operators to quickly adjust the machine for different bending tasks. The foot pedal operation adds convenience and improves safety during the bending process.
Portability: Many mini hydraulic press brakes are designed to be portable, allowing them to be moved between workstations or job sites as needed. This mobility makes them ideal for small-scale operations or workshops that require flexibility in their manufacturing process.
Materials Handled by Mini Hydraulic Press Brakes
Steel and Stainless Steel: Mini hydraulic press brakes are capable of bending various gauges of steel and stainless steel, making them suitable for industries where corrosion resistance and strength are critical.
Aluminum: Aluminum is a commonly used material in aerospace, automotive, and electronics industries. Mini hydraulic press brakes provide the precision required to bend aluminum sheets without causing cracks or distortions.
Copper and Brass: These softer metals are often used in decorative metalwork, electrical components, and plumbing fixtures. Mini hydraulic press brakes can handle these materials with ease, ensuring precise bends without damaging the material.
Mini hydraulic press brakes offer a versatile and space-efficient solution for fabricators who require precise bending capabilities in a compact form. These machines are ideal for small workshops, prototyping, and custom metal fabrication, providing the accuracy and flexibility needed to create high-quality metal components.
Grinding and Buffing
Buffing Wheels
Grinding and buffing are two essential processes in metalworking and manufacturing that improve the surface finish, remove material, and prepare metal parts for further processing or final use. Both processes involve the use of abrasive materials, but they serve different purposes. Grinding is typically a more aggressive material removal process used to shape metal parts, remove rough edges, or correct imperfections. Buffing, on the other hand, is used for polishing and smoothing the surface to achieve a shiny, aesthetically pleasing finish.
These processes are commonly used in industries such as automotive, aerospace, manufacturing, and metal fabrication. They play a crucial role in improving the functionality, appearance, and durability of metal products, from large structural components to intricate decorative items.
Grinding: Material Removal and Surface Preparation
Basics of Grinding: Grinding is a mechanical process in which an abrasive wheel or belt is used to wear down and remove material from a metal surface. The abrasive particles on the grinding wheel or belt cut into the metal, removing small chips to achieve the desired shape, size, or finish. Grinding is often used to remove excess material after casting, cutting, or welding operations.
Abrasive Wheels: Grinding wheels are made from materials such as aluminum oxide, silicon carbide, or diamond, and they come in various shapes and sizes depending on the application. The hardness and grain size of the wheel determine how much material can be removed and how smooth the surface will be after grinding.
Types of Grinding:
Surface Grinding: Surface grinding is used to create a smooth, flat surface on metal parts. A rotating abrasive wheel grinds down the surface, removing material to achieve a uniform finish. Surface grinding is commonly used for flat components like machine bases, blades, and sheet metal parts.
Cylindrical Grinding: In cylindrical grinding, a rotating workpiece is ground by a rotating abrasive wheel. This process is used for round or cylindrical objects, such as shafts, rollers, and pipes, to achieve high precision and smooth surfaces.
Centerless Grinding: Centerless grinding is a method used to grind cylindrical parts without the need for a central axis or spindle. The part is supported between two rotating wheels, and the grinding is done by the abrasive wheel. This method is efficient for mass production of small, precise cylindrical parts, such as fasteners, rods, or pins.
Applications of Grinding:
Automotive Industry: Grinding is widely used in the automotive industry to finish engine components, transmission parts, and brake rotors. Grinding ensures that these parts meet tight tolerances and have the smooth surfaces necessary for proper functioning and longevity.
Tool and Die Manufacturing: Grinding is an essential process in the tool and die industry for sharpening cutting tools, shaping dies, and creating molds. Precision grinding allows for the creation of complex geometries with exact tolerances.
Construction and Fabrication: In construction, grinding is used to smooth welded joints, remove burrs from cut metal edges, and prepare surfaces for painting or coating. This improves both the structural integrity and appearance of metal components.
Buffing: Polishing and Surface Enhancement
Basics of Buffing: Buffing is the process of polishing a metal surface to a high shine or smooth finish. It uses softer abrasive materials, such as cloth or felt wheels combined with polishing compounds. Buffing removes fine scratches, imperfections, or oxidation and is often the final step in metal finishing processes to achieve a reflective or satin finish.
Buffing Compounds: Buffing compounds, such as rouge or tripoli, are applied to the buffing wheel to enhance the polishing effect. These compounds are available in various levels of abrasiveness, allowing for different levels of polishing, from light touch-ups to deep shine.
Types of Buffing:
Cut Buffing: Cut buffing is a more aggressive form of buffing used to remove scratches, weld marks, or surface oxidation from metal. It involves using a coarse buffing compound and a firm buffing wheel to remove material and smooth the surface.
Color Buffing: Color buffing is a finishing process that gives the metal a bright, shiny appearance. This is the final stage of buffing, where a soft wheel and fine polishing compound are used to bring out the luster of the metal. It is often used for decorative or high-visibility components.
Applications of Buffing:
Jewelry Making: Buffing is essential in jewelry manufacturing to achieve the smooth, polished surfaces that are characteristic of high-quality jewelry. It removes fine scratches and enhances the shine of metals like gold, silver, and platinum.
Automotive Detailing: Buffing is widely used in automotive detailing to polish and restore the shine to metal trim, chrome parts, and painted surfaces. It is also used to remove minor scratches and oxidation from vehicle surfaces, making cars look newer and more visually appealing.
Consumer Products: Many consumer products, such as kitchen appliances, metal furniture, and electronic enclosures, are buffed to give them a polished, professional appearance. Buffing ensures that these items have a smooth finish, free from imperfections, which enhances both their look and feel.
Advantages of Grinding and Buffing
Precision and Accuracy: Grinding provides high levels of precision, allowing manufacturers to achieve tight tolerances and specific dimensions. This is crucial in industries like aerospace and automotive, where small deviations can lead to performance issues.
Surface Quality: Both grinding and buffing improve surface quality by removing imperfections and creating smooth, consistent finishes. This enhances the aesthetic appeal of metal parts and prepares them for further processing, such as painting or coating.
Increased Durability: By removing surface defects and imperfections, grinding and buffing help improve the strength and durability of metal parts. Smooth surfaces are less prone to wear, corrosion, and fatigue, ensuring longer-lasting components.
Improved Functionality: Grinding ensures that parts meet exact specifications, allowing them to function correctly in their intended applications. For example, smooth and precise surfaces on engine components ensure better performance, while polished surfaces on consumer products improve user experience.
Differences Between Grinding and Buffing
Material Removal: Grinding is primarily a material removal process used to shape and refine metal parts. It removes a significant amount of material to correct surface irregularities or achieve specific dimensions. Buffing, on the other hand, is a polishing process that removes very little material, focusing on improving surface appearance rather than altering the shape.
Abrasiveness: Grinding uses hard abrasive materials such as silicon carbide or diamond, making it suitable for removing tough materials and shaping parts. Buffing uses softer abrasives combined with polishing compounds, making it ideal for finishing and smoothing metal surfaces.
Finish: Grinding leaves a relatively rough surface compared to buffing. While grinding is used for shaping and preparing the metal, buffing creates a smooth, polished finish, giving the part its final appearance.
Grinding and buffing are complementary processes that play a crucial role in metalworking. Grinding provides the precision and material removal necessary to shape and prepare metal parts, while buffing enhances the surface finish and gives the metal a polished, professional look. Together, these processes ensure that metal components meet the highest standards of quality, durability, and functionality.
How to Smooth Metal
Forming Process with Sheet Metal Spinning Machine
Smoothing metal involves a variety of techniques and processes aimed at achieving a polished, even surface that is free from imperfections like scratches, burrs, and rough spots. Smoothing is a critical step in metalworking, often used in the final stages of production to prepare the metal for finishing processes such as painting, coating, or plating. Whether the goal is aesthetic appeal or functional performance, smoothing metal ensures that the surface is uniform and free of defects.
The techniques used to smooth metal depend on the type of material, the level of finish required, and the size and shape of the part. Common processes include filing, sanding, grinding, buffing, and polishing, each offering different levels of surface refinement.
Key Techniques for Smoothing Metal
Filing: Filing is one of the simplest methods for smoothing metal, using hand tools to manually remove rough spots, burrs, and other imperfections from the surface. Files are made from hardened steel and come in various shapes and sizes, allowing for precise control over material removal. This technique is often used for small-scale or detailed work, such as smoothing the edges of cut metal sheets or finishing intricate metal components.
Hand Files: Hand files are available in different grades of coarseness, from coarse to fine. Coarse files remove larger amounts of material quickly, while fine files are used for detailed finishing work.
Precision Filing: In industries like jewelry making or fine metalwork, precision filing is used to achieve smooth, uniform edges and surfaces on small, delicate parts. Files can be used to remove burrs, shape metal, and refine the surface before final polishing.
Sanding: Sanding is a common technique for smoothing metal, using abrasive materials such as sandpaper or sanding discs to gradually wear down the surface. Sanding is often used to prepare metal parts for painting, coating, or further finishing processes. It can be done manually or with power tools, depending on the size of the part and the level of finish required.
Manual Sanding: For smaller parts or detailed work, sandpaper is used by hand to smooth the metal surface. Starting with a coarse grit and gradually moving to finer grits allows for effective smoothing without damaging the surface.
Power Sanding: Electric sanders, such as belt sanders or orbital sanders, are used for larger parts or when more material needs to be removed quickly. These machines use rotating sanding pads or belts to evenly smooth the metal surface.
Grinding: Grinding is a more aggressive method of smoothing metal, using abrasive wheels or belts to remove material and eliminate surface imperfections. It is commonly used for parts that require significant material removal, such as welded joints or cast metal components. Grinding is also used to create flat, even surfaces on large metal sheets or structural components.
Surface Grinding: Surface grinding is used to achieve a smooth, flat surface on metal parts. A rotating abrasive wheel grinds down the surface, removing material to create a uniform finish. This technique is widely used in the fabrication of flat metal parts or plates.
Edge Grinding: Grinding is also used to smooth the edges of metal parts after cutting or welding. By removing burrs and rough spots, grinding ensures that the edges are smooth and safe to handle.
Buffing and Polishing: Buffing and polishing are finishing processes used to achieve a high-gloss, smooth surface on metal. Buffing involves the use of soft cloth wheels combined with polishing compounds to remove fine scratches and imperfections. Polishing is the final step, using finer abrasives to achieve a mirror-like finish.
Buffing Compounds: Buffing compounds, such as rouge or tripoli, are applied to the buffing wheel to enhance the polishing effect. These compounds come in varying levels of abrasiveness, allowing for different degrees of polishing.
Polishing for Aesthetic Finish: Polishing is commonly used for decorative metalwork, jewelry, and consumer products where a smooth, reflective surface is desired. It is the final step in smoothing, giving the metal a professional, finished appearance.
Deburring: Deburring is the process of removing small, sharp protrusions or burrs from the surface of metal parts. These burrs are often created during cutting, drilling, or machining operations and must be removed to ensure a smooth, safe surface. Deburring can be done manually with files or abrasive pads, or with specialized deburring machines that automate the process.
Mechanical Deburring: Mechanical deburring machines use rotating brushes or abrasive media to remove burrs and smooth the edges of metal parts. This process is highly efficient for mass production of small to medium-sized metal components.
Thermal Deburring: In some cases, thermal deburring is used to remove burrs from complex or internal surfaces. This process involves using a controlled explosion to vaporize the burrs, leaving behind a smooth surface.
Electropolishing: Electropolishing is an electrochemical process that smooths and polishes metal surfaces by removing a thin layer of material. This technique is often used for stainless steel and other corrosion-resistant metals to create a smooth, shiny surface that is free from burrs and micro-defects. Electropolishing is commonly used in industries where hygiene and precision are critical, such as medical device manufacturing and food processing.
Applications in Stainless Steel Finishing: Electropolishing is frequently used for stainless steel kitchen appliances, surgical instruments, and pharmaceutical equipment to achieve a smooth, non-porous surface that is easy to clean and resistant to corrosion.
Applications of Metal Smoothing
Automotive Industry: Smoothing metal is essential in the automotive industry, where metal parts must meet precise tolerances and have smooth surfaces to function correctly. Smoothing is used on components such as engine blocks, transmission parts, and body panels to ensure they fit together seamlessly and perform reliably.
Aerospace Industry: In aerospace manufacturing, smooth surfaces are critical for reducing drag and ensuring the structural integrity of aircraft components. Smoothing processes are used on parts such as turbine blades, fuselage panels, and landing gear to ensure that they meet the high standards of performance and safety required in aviation.
Jewelry and Decorative Metalwork: Smoothing metal is a crucial step in the production of jewelry and decorative metal items. Fine filing, sanding, and polishing techniques are used to create smooth, shiny surfaces that enhance the aesthetic appeal of the finished product.
Manufacturing and Fabrication: Smoothing metal is a standard process in manufacturing and fabrication, used to prepare metal parts for assembly, painting, or coating. Smoothing ensures that parts fit together correctly, look professional, and meet quality standards.
Benefits of Smoothing Metal
Improved Aesthetics: Smoothing processes enhance the appearance of metal parts by removing imperfections, scratches, and burrs. A smooth, polished surface looks more professional and appealing, especially for consumer products, decorative items, or automotive body parts.
Increased Durability: Smoothing metal removes sharp edges, rough spots, and surface defects that can weaken the material and lead to wear or corrosion. Smooth surfaces are less prone to damage, increasing the durability and longevity of metal parts.
Enhanced Functionality: Smoothing metal ensures that parts fit together properly during assembly, improving the functionality and performance of the final product. Smooth surfaces also reduce friction and wear in moving parts, leading to better efficiency and longer operational life.
Safety: Removing burrs and sharp edges from metal parts ensures that they are safe to handle and use, reducing the risk of injury during assembly or operation. This is particularly important for consumer products, medical devices, and industrial equipment.
Smoothing metal is an essential part of the metalworking process, ensuring that metal parts are functional, durable, and visually appealing. Whether for industrial applications, consumer products, or decorative items, smoothing techniques like filing, sanding, grinding, and polishing play a crucial role in achieving high-quality metal finishes.
Wheel Manufacturing Equipment
Wheel Manufacturing Machines
Wheel manufacturing equipment encompasses the machinery and tools used to produce wheels for various applications, including automotive, aerospace, industrial, and commercial uses. The manufacturing process for wheels involves several key stages, from material preparation and forming to finishing and quality control. Modern wheel production relies heavily on automated equipment to ensure precision, consistency, and efficiency in the manufacturing process.
Wheels are typically made from materials such as steel, aluminum, magnesium alloys, and composites, each requiring specialized equipment to produce durable, lightweight, and high-performance wheels. The type of equipment used depends on the material, the size of the wheels, and the intended application, but the goal is always to produce wheels that meet stringent safety, performance, and durability standards.
Key Types of Wheel Manufacturing Equipment
Casting Machines for Alloy Wheels: For alloy wheels, especially aluminum or magnesium wheels, casting is a common method of production. Casting machines are used to form the basic shape of the wheel by pouring molten metal into a mold. There are different casting methods, including gravity casting, low-pressure casting, and high-pressure casting, each offering specific advantages depending on the design and performance requirements.
Gravity Casting: In gravity casting, molten metal is poured into a mold and allowed to cool and solidify. This process is relatively simple and cost-effective, making it suitable for producing standard alloy wheels. However, gravity-cast wheels tend to be heavier and less strong than wheels produced using more advanced methods.
Low-Pressure Casting: Low-pressure casting involves forcing molten metal into the mold under low pressure. This method results in a more uniform and denser material, improving the strength and durability of the wheel. Low-pressure casting is commonly used for producing high-quality alloy wheels that offer better performance and weight reduction.
High-Pressure Casting (Die Casting): High-pressure casting uses significant pressure to inject molten metal into the mold, creating a denser, stronger wheel. This method is often used for manufacturing wheels that require high strength-to-weight ratios, such as those used in performance vehicles or aerospace applications.
Forging Machines for High-Performance Wheels: Forging is a manufacturing process that uses heat and pressure to form metal into the desired shape. Forged wheels are made by heating a billet of metal, typically aluminum or magnesium, and pressing it into a wheel mold using high-pressure forging machines. The forging process aligns the metal’s grain structure, resulting in a wheel that is significantly stronger, lighter, and more durable than cast wheels.
Hydraulic Press Forging Machines: Hydraulic presses are used to apply immense pressure to the heated metal billet, forcing it into the shape of the wheel. This process produces forged wheels that are lightweight yet extremely strong, making them ideal for high-performance vehicles and racing applications.
Rotary Forging Machines: Rotary forging is a specialized forging technique where the metal is rotated as it is forged into shape. This process allows for more precise control over the wheel’s thickness and weight distribution, resulting in wheels with optimized strength and performance characteristics.
CNC Machining for Wheel Finishing: After casting or forging, wheels often undergo CNC (Computer Numerical Control) machining to refine their shape and add design elements. CNC machines use computer-controlled cutting tools to precisely mill, drill, or engrave details into the wheel. This process is essential for creating intricate designs, reducing weight, and ensuring that the wheel meets exact specifications.
CNC Lathe Machines: CNC lathe machines are used to turn the wheel and remove excess material, ensuring that the wheel has a smooth, uniform surface. This step is crucial for achieving a high-quality finish and ensuring that the wheel is perfectly balanced.
CNC Milling Machines: CNC milling machines are used to add features such as spokes, holes for lug nuts, and other design elements. The precision of CNC milling allows manufacturers to create complex wheel designs while maintaining structural integrity and weight reduction.
Heat Treatment and Strengthening: Heat treatment is a critical step in the wheel manufacturing process, especially for aluminum and steel wheels. Heat treatment improves the material’s strength, hardness, and resistance to fatigue, making the wheel more durable and capable of withstanding the stresses of driving. The process involves heating the wheel to a specific temperature and then rapidly cooling it to alter the metal’s microstructure.
T6 Heat Treatment for Aluminum Wheels: Aluminum wheels often undergo a T6 heat treatment, which involves heating the wheel to a high temperature and then quenching it in water or air. This process increases the wheel’s tensile strength and makes it more resistant to cracking or deformation under load.
Painting and Coating Equipment: Once the wheel has been machined and heat-treated, it is coated with protective finishes to enhance its appearance and protect it from corrosion, UV damage, and wear. Wheel painting and coating equipment is used to apply finishes such as powder coating, clear coats, or anodized finishes. These coatings not only improve the aesthetics of the wheel but also provide a protective barrier against the elements.
Powder Coating Machines: Powder coating involves applying a dry powder to the wheel’s surface and then baking it in an oven to cure the coating. This process results in a durable, uniform finish that is resistant to chipping, scratching, and corrosion.
Anodizing Equipment: Anodizing is used to create a corrosion-resistant oxide layer on aluminum wheels. The anodizing process involves immersing the wheel in an acid bath and applying an electrical current to create a protective layer that enhances the wheel’s durability and aesthetic appeal.
Balancing and Testing Equipment: After the wheels are manufactured, they must be tested and balanced to ensure they meet safety and performance standards. Wheel balancing equipment is used to detect any imbalances in the wheel that could cause vibration or uneven wear during use. Additionally, testing machines are used to simulate real-world driving conditions and measure the wheel’s strength, durability, and resistance to impact.
Wheel Balancing Machines: These machines spin the wheel at high speeds to detect any imbalances in weight distribution. Weights are then added to the wheel to ensure it rotates evenly, preventing vibrations that could affect vehicle performance.
Impact Testing Machines: Impact testing machines simulate collisions or heavy impacts to ensure that the wheels can withstand extreme conditions without cracking or deforming. This testing is especially important for performance wheels used in racing or off-road applications.
Applications of Wheel Manufacturing Equipment
Automotive Industry: The automotive industry is one of the largest users of wheel manufacturing equipment, with millions of wheels produced annually for cars, trucks, and motorcycles. The equipment is used to produce a wide range of wheels, from budget-friendly steel wheels to high-performance forged alloy wheels for sports cars.
Alloy Wheels for Performance Vehicles: High-performance vehicles, such as sports cars and luxury sedans, often use alloy wheels that are lighter and stronger than standard steel wheels. Wheel manufacturing equipment is used to produce these lightweight wheels, improving the vehicle’s handling, acceleration, and fuel efficiency.
Aerospace Industry: In the aerospace industry, lightweight and high-strength wheels are critical for aircraft performance. Wheel manufacturing equipment is used to produce wheels for landing gear, which must withstand the enormous forces generated during takeoff and landing. Forging and CNC machining are commonly used to create the high-performance wheels required in this industry.
Landing Gear Wheels: Aircraft wheels are subjected to extreme stress during takeoff and landing, and they must be able to withstand high temperatures and heavy loads. Wheel manufacturing equipment used in the aerospace industry is designed to produce wheels with exceptional strength and durability.
Industrial and Heavy Machinery: Wheel manufacturing equipment is also used to produce wheels for industrial applications, such as heavy machinery, forklifts, and construction vehicles. These wheels must be highly durable to withstand the harsh conditions of industrial environments.
Heavy-Duty Steel Wheels: Industrial machinery often uses steel wheels due to their strength and resistance to wear. Wheel manufacturing equipment is used to form, machine, and heat-treat these wheels to ensure they can handle the heavy loads and rough conditions encountered in industrial settings.
Motorcycles and Bicycles: Wheels for motorcycles and bicycles are typically made from lightweight materials such as aluminum or carbon fiber. Wheel manufacturing equipment is used to produce wheels that offer a balance of strength, durability, and performance, while minimizing weight.
Carbon Fiber Bicycle Wheels: In the bicycle industry, carbon fiber wheels are prized for their light weight and aerodynamic properties. Specialized manufacturing equipment is used to produce these high-performance wheels, which are commonly used in racing and competitive cycling.
Advantages of Modern Wheel Manufacturing Equipment
Precision and Consistency: Modern wheel manufacturing equipment, especially CNC machining and forging machines, provides high levels of precision and consistency, ensuring that each wheel meets exact specifications. This is critical for performance, safety, and aesthetic appeal.
Material Efficiency: Advanced casting, forging, and machining techniques allow manufacturers to optimize material usage, reducing waste while maintaining the strength and durability of the wheels. This improves cost efficiency and sustainability in wheel production.
Customization and Flexibility: Wheel manufacturing equipment allows for the production of a wide variety of wheel designs, from standard steel wheels to custom alloy wheels with intricate patterns. This flexibility enables manufacturers to meet the diverse needs of the automotive, aerospace, and industrial markets.
Improved Performance and Durability: The combination of forging, CNC machining, and heat treatment ensures that modern wheels are lighter, stronger, and more durable than ever before. This results in improved vehicle performance, fuel efficiency, and safety.
Cost-Effectiveness: Automated wheel manufacturing equipment allows for high-volume production while maintaining consistent quality, reducing labor costs and production time. This makes it possible to produce high-quality wheels at competitive prices.
Wheel manufacturing equipment plays a crucial role in producing the high-performance, durable wheels used in various industries. Whether for cars, aircraft, or heavy machinery, the precision and efficiency of modern equipment ensure that wheels meet the highest standards of safety, performance, and aesthetics.
Wheel Manufacturing Machines
Wheel Manufacturing Machines
Wheel manufacturing machines refer to the specialized equipment used throughout the entire production process of wheels, from forming the raw materials to finishing and testing the final product. These machines are crucial in creating wheels that meet precise specifications for size, weight, strength, and performance. The manufacturing process varies depending on the type of wheel—whether for automotive, aerospace, or industrial use—and the material, such as steel, aluminum, or composite.
Wheel manufacturing involves multiple stages, including casting or forging, CNC machining, heat treatment, surface finishing, and quality control testing. Each stage requires specific machines designed to handle the intricacies of shaping, strengthening, and finishing the wheels to meet industry standards.
Key Types of Wheel Manufacturing Machines
Casting Machines: Casting is one of the primary methods used to produce alloy wheels, especially those made from aluminum or magnesium. Casting machines pour molten metal into molds to form the wheel’s basic shape. Depending on the specific casting method, the machines may use gravity, low pressure, or high pressure to fill the mold and create the wheel.
Low-Pressure Casting Machines: These machines use a low-pressure system to inject molten metal into the wheel mold. Low-pressure casting creates denser, more uniform wheels with fewer air pockets or defects, resulting in higher-quality wheels.
High-Pressure Die Casting Machines: In high-pressure casting, the molten metal is forced into the mold under significant pressure, creating a very strong and precise wheel. This method is ideal for high-performance alloy wheels that require strength and lightweight properties.
Forging Machines: Forging machines are used to create wheels from solid billets of metal. The forging process involves heating the metal and then pressing it into shape using high-pressure hydraulic presses. Forged wheels are known for their superior strength and lightweight properties, making them ideal for high-performance vehicles and racing applications.
Hydraulic Forging Presses: Hydraulic presses apply thousands of tons of pressure to the heated metal, shaping it into the wheel. The high-pressure forging process aligns the metal’s grain structure, making the wheel stronger and more durable than cast alternatives.
CNC Machines: CNC (Computer Numerical Control) machines are essential in wheel manufacturing, particularly for refining the shape, drilling holes for lug nuts, and adding design elements. CNC machines use computer-controlled cutting tools to precisely machine the wheel, ensuring accuracy and consistency across large production runs.
CNC Lathes: CNC lathe machines are used to turn the wheel and remove excess material from the outer edges, ensuring that the wheel is perfectly round and smooth. This process is critical for achieving a balanced wheel that performs well at high speeds.
CNC Milling Machines: These machines are used to add intricate details, such as spoke designs, logos, and other aesthetic features. CNC milling also ensures that the wheel’s weight is optimized, improving its overall performance and handling characteristics.
Heat Treatment Furnaces: Heat treatment is a crucial step in the manufacturing process for alloy wheels. Heat treatment machines, such as furnaces or ovens, are used to heat the wheel to a specific temperature and then cool it rapidly. This process improves the wheel’s strength, hardness, and resistance to fatigue, making it more durable and capable of withstanding the stresses of driving.
T6 Heat Treatment Furnaces: Aluminum wheels often undergo T6 heat treatment, which involves heating the wheel to a high temperature and then rapidly cooling it. This process increases the wheel’s tensile strength and improves its resistance to cracking and deformation.
Finishing Machines: Finishing machines are used to apply protective coatings and finishes to the wheel, enhancing its appearance and protecting it from corrosion, wear, and environmental damage. These machines can apply various types of finishes, including powder coatings, clear coats, and anodized finishes.
Powder Coating Machines: Powder coating machines apply a dry powder finish to the wheel, which is then baked in an oven to create a durable, protective coating. Powder coating is highly resistant to chipping, scratching, and corrosion, making it a popular choice for both aesthetic and functional finishes.
Anodizing Equipment: Anodizing is a process used to enhance the corrosion resistance and durability of aluminum wheels. Anodizing machines apply an oxide layer to the surface of the wheel, improving its resistance to environmental factors like moisture and UV exposure.
Balancing and Testing Machines: After the wheel has been cast, forged, machined, and finished, it must undergo rigorous testing to ensure it meets safety and performance standards. Wheel balancing and testing machines are used to evaluate the wheel’s structural integrity, balance, and durability.
Wheel Balancing Machines: These machines spin the wheel to detect any weight imbalances that could cause vibration or uneven wear during use. Balancing ensures that the wheel rotates smoothly and evenly, which is essential for vehicle performance and safety.
Impact Testing Machines: Impact testing machines simulate real-world driving conditions, such as potholes or collisions, to ensure that the wheel can withstand extreme forces without cracking or deforming. This testing is critical for high-performance wheels used in racing, off-road driving, or other demanding applications.
Applications of Wheel Manufacturing Machines
Automotive Wheel Production: The automotive industry relies heavily on wheel manufacturing machines to produce wheels for cars, trucks, and motorcycles. Machines like casting machines, forging presses, and CNC lathes are used to create wheels that meet the specific performance and aesthetic requirements of different vehicles.
Alloy Wheels for Sports Cars: High-performance sports cars often require lightweight, strong wheels that can withstand the stresses of high-speed driving. Forged wheels, produced using advanced wheel manufacturing machines, offer the strength-to-weight ratio needed for these vehicles.
Aerospace Wheels: Wheel manufacturing machines are also used in the aerospace industry to produce wheels for aircraft landing gear. These wheels must be strong enough to handle the extreme forces encountered during takeoff and landing, while also being lightweight to improve fuel efficiency.
Forged Aluminum Aircraft Wheels: Forged aluminum wheels are commonly used in aircraft landing gear due to their combination of strength, durability, and light weight. Wheel manufacturing machines are used to produce these wheels with the precision required for aerospace applications.
Industrial and Heavy Machinery Wheels: Wheels for industrial and heavy machinery, such as forklifts, cranes, and construction equipment, are produced using wheel manufacturing machines. These wheels must be highly durable to withstand the tough conditions of industrial environments, including heavy loads, rough terrain, and constant use.
Steel Wheels for Heavy Machinery: Steel wheels, known for their strength and durability, are produced using specialized forging and machining equipment to ensure they can handle the intense stresses of industrial applications.
Advantages of Wheel Manufacturing Machines
High Precision and Consistency: Wheel manufacturing machines, especially CNC machining and forging equipment, provide high levels of precision and consistency. This ensures that every wheel produced meets exact specifications, which is critical for performance, safety, and longevity.
Efficiency and Speed: Modern wheel manufacturing machines are highly automated, allowing for the efficient production of large quantities of wheels. This reduces production time and costs, while maintaining consistent quality across all wheels.
Customization Capabilities: CNC machines and other advanced equipment allow manufacturers to customize wheel designs, creating intricate spoke patterns, logos, or unique finishes. This flexibility enables the production of both standard and custom wheels for different markets and applications.
Enhanced Durability and Performance: Forging, heat treatment, and finishing processes enhance the durability and performance of wheels, ensuring they can withstand the stresses of driving, environmental conditions, and impact. This results in longer-lasting, higher-performing wheels.
Cost-Effectiveness: Automated wheel manufacturing machines reduce the need for manual labor and improve material efficiency, resulting in lower production costs. This allows manufacturers to produce high-quality wheels at competitive prices.
Wheel manufacturing machines are integral to the production of high-quality, durable wheels for various industries. Whether for automotive, aerospace, or industrial applications, these machines ensure that wheels meet the highest standards of performance, safety, and durability.
Sheet Metal Hydroforming Machine
Hydroforming Process
A sheet metal hydroforming machine is a specialized piece of equipment used in the process of hydroforming, a metal forming technique that uses high-pressure hydraulic fluid to shape sheet metal into complex and intricate geometries. Hydroforming is widely used in industries like automotive, aerospace, and consumer products because it allows for the creation of lightweight, strong, and structurally sound components with minimal material waste. Sheet metal hydroforming is particularly effective for producing parts with deep, complex shapes, which would be difficult or impossible to achieve using traditional stamping or mechanical forming techniques.
Hydroforming machines apply pressure to a metal blank, which is placed over a die and forced into the desired shape by hydraulic fluid. This process allows manufacturers to create seamless, lightweight parts that are both strong and aesthetically pleasing. Sheet metal hydroforming machines are known for their ability to produce parts with high precision, consistent wall thickness, and excellent surface finish.
Key Components of a Sheet Metal Hydroforming Machine
Hydraulic Press: The hydraulic press is the core of the hydroforming machine, responsible for applying the necessary pressure to form the sheet metal into the desired shape. The press uses hydraulic fluid to generate immense force, which is evenly distributed across the surface of the metal blank. This ensures that the metal flows uniformly into the die, creating a part with consistent thickness and dimensions.
High Pressure for Precision Forming: Hydroforming machines typically operate at pressures ranging from 10,000 to 60,000 psi (pounds per square inch), depending on the material and the complexity of the part being formed. The high pressure allows the metal to conform precisely to the shape of the die, resulting in a finished part with tight tolerances and high structural integrity.
Forming Die: The forming die is a critical component in the hydroforming process. It provides the negative shape that the metal blank will be formed into. The die is usually made from high-strength steel or other durable materials that can withstand the high pressures involved in hydroforming. The die design is highly specialized, as it must account for factors such as material flow, thickness distribution, and the desired final shape of the part.
Die Design for Complex Shapes: One of the major advantages of hydroforming is its ability to create complex, multi-dimensional shapes in a single forming operation. The die is designed to form intricate curves, deep recesses, and sharp details, which would be difficult to achieve using traditional metal forming techniques.
Bladder System: In some hydroforming machines, a rubber or elastomer bladder is used to distribute the hydraulic pressure evenly across the surface of the metal blank. The bladder conforms to the shape of the die and the metal, ensuring that the pressure is applied uniformly. This helps prevent wrinkling, tearing, or uneven material distribution during the forming process.
Uniform Pressure Distribution: The bladder system plays a crucial role in maintaining consistent pressure across the entire surface of the metal blank, ensuring that the part is formed uniformly and without defects. This is particularly important when forming thin or lightweight materials that are prone to wrinkling or distortion.
Control System: Modern hydroforming machines are equipped with advanced control systems that allow operators to precisely control the pressure, timing, and other parameters of the forming process. These systems ensure that the hydroforming process is highly repeatable, allowing for consistent production of parts with minimal variation.
CNC and Automated Control: Many hydroforming machines are equipped with CNC (Computer Numerical Control) systems, which automate the forming process and allow for precise control over the pressure, timing, and position of the hydraulic press. This ensures that each part is formed exactly according to specifications, improving efficiency and reducing waste.
Applications of Sheet Metal Hydroforming Machines
Automotive Industry: The automotive industry is one of the largest users of sheet metal hydroforming technology. Hydroforming is used to produce a wide range of automotive components, including exhaust systems, chassis components, and body panels. The process allows manufacturers to create lightweight parts with high structural integrity, which improves vehicle performance, fuel efficiency, and safety.
Hydroformed Body Panels: Hydroforming is used to create large, complex body panels for cars, such as fenders, hoods, and doors. These panels are often formed in a single operation, reducing the number of welds and seams, which improves the overall strength and appearance of the vehicle.
Exhaust Systems: In automotive exhaust systems, hydroforming is used to produce complex tubing with smooth bends and uniform wall thickness. This improves the flow of exhaust gases and reduces back pressure, leading to better engine performance and lower emissions.
Aerospace Industry: Hydroforming is widely used in the aerospace industry to produce lightweight, high-strength components for aircraft and spacecraft. The ability to create complex shapes with consistent wall thickness and minimal material waste is crucial in aerospace manufacturing, where weight reduction and structural integrity are critical.
Hydroformed Structural Components: Aerospace manufacturers use hydroforming to produce structural components such as bulkheads, fuselage panels, and wing spars. These parts must be lightweight yet capable of withstanding extreme forces and environmental conditions, making hydroforming an ideal manufacturing process.
Consumer Products: Hydroforming is also used to produce high-end consumer products, such as kitchen appliances, lighting fixtures, and furniture. The process allows manufacturers to create aesthetically pleasing, seamless metal parts with intricate shapes and smooth surfaces, enhancing the appearance and durability of the final product.
Seamless Metal Furniture: In the production of modern metal furniture, hydroforming is used to create sleek, curved designs with seamless joints. This not only improves the aesthetics of the furniture but also enhances its structural strength and durability.
Medical Devices: In the medical industry, hydroforming is used to produce components for medical devices and surgical instruments. The process allows for the creation of lightweight, precise parts that meet the strict quality and safety standards required in medical applications.
Hydroformed Surgical Instruments: Hydroforming is used to create stainless steel and titanium surgical instruments with smooth surfaces and intricate shapes. The seamless construction of hydroformed instruments reduces the risk of contamination and makes them easier to clean and sterilize.
Advantages of Sheet Metal Hydroforming Machines
Complex Shapes with High Precision: One of the biggest advantages of hydroforming is its ability to create complex, three-dimensional shapes in a single forming operation. This reduces the need for additional manufacturing steps, such as welding or assembly, and allows for the production of parts with tight tolerances and high structural integrity.
Lightweight and Strong Parts: Hydroforming allows manufacturers to create parts with consistent wall thickness, even in areas with complex curves or deep recesses. This results in parts that are both lightweight and strong, making them ideal for applications where weight reduction and durability are critical, such as in the automotive and aerospace industries.
Reduced Material Waste: Unlike traditional stamping or mechanical forming processes, hydroforming uses high-pressure hydraulic fluid to shape the metal, which minimizes material waste. The metal is stretched uniformly into the desired shape, reducing the amount of scrap generated during the manufacturing process.
Improved Surface Finish: Hydroformed parts often have a smooth surface finish with minimal defects, such as wrinkles or tool marks. This reduces the need for additional finishing processes, such as polishing or sanding, and improves the overall appearance of the final product.
Cost-Effective for Low- to Medium-Volume Production: Hydroforming is particularly cost-effective for low- to medium-volume production runs, as it requires fewer dies and tooling changes compared to traditional metal forming processes. This makes it an attractive option for manufacturers who need to produce small batches of custom or highly specialized parts.
Challenges of Hydroforming
High Initial Setup Costs: The equipment and tooling required for hydroforming can be expensive, making it less cost-effective for very low-volume production runs. However, for medium- to high-volume production, the long-term savings in material costs and reduced manufacturing steps often outweigh the initial setup costs.
Material Limitations: While hydroforming is effective for a wide range of metals, such as aluminum, steel, and titanium, it may not be suitable for certain materials that are too brittle or have limited formability. Careful consideration of the material’s properties is required to ensure successful hydroforming.
Sheet metal hydroforming machines play a crucial role in modern manufacturing, offering the ability to produce complex, lightweight, and high-strength parts with minimal material waste. Whether used in the automotive, aerospace, or consumer goods industries, hydroforming provides manufacturers with a versatile and efficient method for creating high-quality metal components.
Flowforming Sheet Metal
Advantages and Limitations of CNC Metal Spinning
Flowforming sheet metal is a highly specialized manufacturing process used to produce cylindrical or conical parts with precise dimensions, thin walls, and complex geometries. Flowforming is a cold-forming process in which a pre-formed metal blank, typically in the shape of a tube or cup, is stretched and compressed against a rotating mandrel using a series of rollers. The process results in a part that is both lightweight and strong, with excellent dimensional accuracy and surface finish.
Flowforming is widely used in industries such as aerospace, automotive, military, and industrial manufacturing, where high-performance parts with thin walls and complex shapes are required. The process allows for significant material savings and improved mechanical properties compared to traditional manufacturing techniques, making it an ideal choice for producing high-precision components.
The Flowforming Process
Material Selection: The first step in flowforming is selecting the appropriate material for the part. Flowforming is typically used with metals that have good ductility and formability, such as aluminum, titanium, steel, and nickel-based alloys. The material must be able to withstand the forces applied during the forming process without cracking or losing its structural integrity.
Common Materials for Flowforming: Aluminum and titanium are commonly used in aerospace and automotive applications due to their high strength-to-weight ratios. Steel and nickel-based alloys are used for parts that require excellent wear resistance, such as military or industrial components.
Preforming the Blank: Before the flowforming process begins, the metal blank is pre-formed into a basic cylindrical or conical shape, known as a preform. The preform is typically created using processes such as deep drawing, spinning, or forging. This preform will then be stretched and shaped into the final part during the flowforming process.
Preform Shape and Size: The size and shape of the preform are critical to the success of the flowforming process. The preform must be designed to accommodate the stretching and thinning that will occur during forming, ensuring that the final part has the correct dimensions and wall thickness.
Mounting the Preform on the Mandrel: Once the preform is created, it is mounted onto a rotating mandrel, which acts as the forming tool. The mandrel is designed to match the inner shape of the final part, providing support and guiding the material as it is stretched and compressed by the flowforming rollers.
Mandrel Design for Precision: The mandrel is a critical component of the flowforming process, as it determines the final shape and dimensions of the part. The mandrel must be precisely machined to match the required tolerances, ensuring that the finished part meets the specified dimensions.
Roller Forming: During the flowforming process, a series of rollers apply pressure to the preform, gradually stretching and thinning the material as it rotates on the mandrel. The rollers move along the length of the preform, compressing the metal against the mandrel and reducing the wall thickness while increasing the length of the part.
Controlled Material Flow: Flowforming requires precise control over the material flow, ensuring that the metal is stretched uniformly along the length of the part. This control allows manufacturers to achieve extremely thin walls with high precision, even in parts with complex geometries.
Final Part Removal and Heat Treatment: After the flowforming process is complete, the finished part is removed from the mandrel. Depending on the material and the application, the part may undergo additional heat treatment to improve its mechanical properties, such as hardness, strength, and fatigue resistance.
Heat Treatment for Strength: Many flowformed parts, especially those made from steel or titanium, undergo heat treatment to increase their strength and durability. This ensures that the part can withstand the stresses and conditions it will encounter in its final application.
Applications of Flowforming Sheet Metal
Aerospace Industry: Flowforming is widely used in the aerospace industry to produce lightweight, high-strength components for aircraft and spacecraft. The process is particularly well-suited for creating thin-walled, cylindrical parts such as rocket motor casings, fuselage sections, and exhaust cones.
Rocket Motor Casings: Flowforming is used to produce rocket motor casings due to its ability to create thin, lightweight parts with excellent dimensional accuracy. The process ensures that the casings can withstand the extreme pressures and temperatures encountered during flight.
Automotive Industry: In the automotive industry, flowforming is used to create lightweight, high-performance components such as wheel rims, drive shafts, and suspension components. The process allows manufacturers to reduce the weight of these parts without compromising their strength or durability.
Lightweight Wheel Rims: Flowforming is used to create lightweight alloy wheels for high-performance vehicles. The process ensures that the wheels have the strength needed to handle the stresses of driving, while minimizing weight to improve fuel efficiency and handling.
Military Applications: Flowforming is used to produce a wide range of military components, including artillery shells, missile casings, and armor-piercing projectiles. The process allows for the creation of thin-walled, high-strength parts that can withstand the extreme forces encountered in military applications.
Artillery Shell Casings: Flowforming is used to produce artillery shell casings with thin walls and high strength. The process ensures that the shells can withstand the high pressures generated during firing while remaining lightweight for improved accuracy and range.
Industrial and Energy Sectors: Flowforming is also used in the production of components for industrial machinery, energy production, and oil and gas exploration. The process allows for the creation of durable, high-strength parts that can withstand harsh operating conditions.
Turbine Housings: In the energy sector, flowforming is used to produce turbine housings and other components for power generation. These parts must be able to withstand high temperatures and pressures, making flowforming an ideal manufacturing process.
Advantages of Flowforming Sheet Metal
High Strength-to-Weight Ratio: Flowforming allows manufacturers to produce parts with extremely thin walls while maintaining high strength and structural integrity. This results in lightweight components that are ideal for applications where weight reduction is critical, such as in aerospace and automotive manufacturing.
Material Efficiency: Flowforming uses a cold-forming process that minimizes material waste. The material is stretched and thinned, allowing manufacturers to produce parts with consistent wall thickness and minimal scrap. This improves cost efficiency and reduces the environmental impact of production.
Dimensional Accuracy: Flowforming provides excellent control over the final dimensions of the part, ensuring that each component meets precise tolerances. This is particularly important in industries such as aerospace and military manufacturing, where even small deviations in part dimensions can lead to performance issues.
Improved Mechanical Properties: The cold-forming process used in flowforming improves the mechanical properties of the metal, such as its hardness, tensile strength, and fatigue resistance. This makes flowformed parts more durable and capable of withstanding extreme conditions, such as high temperatures and pressures.
Versatility: Flowforming can be used with a wide range of metals, including aluminum, steel, titanium, and nickel-based alloys. This makes the process highly versatile, allowing manufacturers to produce components for a variety of industries and applications.
Challenges of Flowforming
Complex Tooling Requirements: Flowforming requires highly specialized tooling, including precision mandrels and rollers. The cost of designing and manufacturing these tools can be high, especially for custom parts with complex geometries.
Material Limitations: While flowforming is suitable for many ductile metals, it may not be effective for materials that are brittle or have limited formability. Manufacturers must carefully select materials that can withstand the stretching and compressing forces applied during the flowforming process.
Flowforming sheet metal is a highly efficient and versatile process used to produce lightweight, high-precision components with complex geometries. Whether in aerospace, automotive, or military applications, flowforming provides manufacturers with a cost-effective solution for creating parts that meet the highest standards of performance and durability.
Can End Curler Tooling
Can End Curling Machines
Can end curler tooling refers to the specialized tools and equipment used to create the curled edges of metal can ends, such as those found on beverage cans, food cans, and other types of containers. The curling process is crucial in the can manufacturing industry because it ensures a secure and smooth connection between the can body and the can lid. The curl provides both structural integrity and a safe, rounded edge, preventing sharp metal edges that could cause injury.
Can end curler tooling is typically part of a larger can-making process, where the can lid is formed, curled, and prepared for seaming (joining the can lid to the body). This equipment is designed to handle high-speed production, enabling manufacturers to produce millions of can ends efficiently while maintaining consistent quality and safety standards.
Key Components of Can End Curler Tooling
Curling Rollers: Curling rollers are a crucial component of can end curler tooling. These rollers are designed to apply pressure and form the edges of the can end into a smooth, rounded curl. As the can end passes through the machine, the rollers gradually bend the metal, forming a uniform curl around the entire circumference of the lid.
Precision in Curl Formation: Curling rollers must apply consistent pressure to ensure that the curl is formed evenly around the can end. Any variations in pressure can result in a weak or uneven curl, which may lead to sealing issues during the canning process.
Die and Punch System: The die and punch system is responsible for holding the can end in place and guiding it through the curling process. The die provides a form or template that the can end is shaped around, while the punch presses the can end into the die. This ensures that the curl is formed to precise specifications, with the correct dimensions and profile.
Die Design for Different Can Sizes: Can end curler tooling must be adaptable to accommodate different can sizes, from small beverage cans to larger food cans. The die and punch system is typically designed to be adjustable or interchangeable, allowing manufacturers to switch between different can sizes quickly and efficiently.
Lubrication System: To ensure smooth operation and prevent damage to the can end or the tooling, a lubrication system is often integrated into can end curler machines. This system applies a thin layer of lubricant to the can end as it passes through the rollers and die, reducing friction and wear on both the can and the tooling.
Lubricant for Consistent Curling: The type and amount of lubricant used in the curling process are carefully controlled to ensure that the can end is formed smoothly without defects. Too much or too little lubrication can lead to problems such as tearing, wrinkling, or uneven curling.
Control System: Modern can end curler tooling is often equipped with an advanced control system that monitors the speed, pressure, and alignment of the tooling. This ensures that each can end is curled to the correct specifications, even at high production speeds.
Automated Adjustment for High-Speed Production: Automated control systems allow for real-time adjustments during the production process, ensuring that the curling operation remains consistent and efficient. This is particularly important in large-scale canning operations, where thousands of can ends may be produced per minute.
The Curling Process in Can Manufacturing
Initial Cutting and Stamping: The can end starts as a flat metal blank, typically made from aluminum or tinplate. The first step in the process is cutting the metal into circular blanks and stamping them into the basic shape of the can end. This includes forming features like the panel (the flat center area of the lid) and the chuck wall (the area that will eventually be curled).
Curling the Edges: After the can end has been stamped, it is passed through the curler tooling, where the edges are gradually formed into a smooth, rounded curl. The curl provides a strong, secure edge that will later be used to join the lid to the can body during the seaming process.
Multi-Stage Curling Process: In some cases, the curling process may be completed in multiple stages. The can end may pass through several sets of rollers, with each set applying a different amount of pressure to gradually form the curl. This ensures that the metal is not overstressed or damaged during the curling process.
Inspection and Quality Control: Once the curling process is complete, the can ends are inspected to ensure that they meet the required specifications. This includes checking the dimensions of the curl, the smoothness of the edge, and the overall integrity of the can end. Any defects, such as uneven curls or sharp edges, are flagged for rejection.
Automated Inspection Systems: Many can manufacturing operations use automated inspection systems to check the quality of each can end as it comes off the production line. These systems use cameras and sensors to measure the curl and detect any defects, ensuring that only high-quality can ends proceed to the next stage of production.
Applications of Can End Curler Tooling
Beverage Industry: The beverage industry is the largest user of can end curler tooling, with billions of cans produced each year for products like soda, beer, energy drinks, and sparkling water. The curling process is critical for ensuring that beverage cans are sealed securely and can withstand the pressures of carbonation.
Curling for Beverage Cans: In beverage cans, the curled edge provides a secure connection between the can lid and body, which is critical for maintaining the internal pressure of carbonated drinks. The curl also creates a smooth edge for consumer safety when the can is opened.
Food Packaging: Can end curler tooling is also widely used in the food packaging industry, where it is used to produce can ends for products like soups, vegetables, fruits, and pet food. The curling process ensures that the can ends are strong enough to withstand the sealing process and maintain a tight, hermetic seal.
Sealing Food Cans: The curled edge of the can end is crucial for the seaming process, where the lid is joined to the body of the can. A strong, uniform curl ensures that the can remains sealed and protects the contents from contamination or spoilage.
Aerosol Cans: Can end curler tooling is also used in the production of aerosol cans, such as those used for deodorant, hairspray, and cleaning products. These cans require a strong, secure seal to contain pressurized gases, making the curling process an essential step in manufacturing.
Aerosol Can Ends: The curled edges of aerosol can ends are designed to withstand the internal pressure of the can while providing a smooth, safe edge for handling.
Specialty Cans: Can end curler tooling is also used to produce specialty cans for products like paints, solvents, and chemicals. These cans often require thicker metal and more robust curling processes to ensure that they can safely contain potentially hazardous materials.
Industrial Cans: In the production of industrial cans, the curling process must be precise to ensure that the can end is strong enough to handle heavy-duty sealing and storage conditions.
Advantages of Can End Curler Tooling
Increased Production Efficiency: Can end curler tooling is designed for high-speed production, allowing manufacturers to produce large quantities of can ends quickly and efficiently. This is especially important in industries like beverage and food packaging, where millions of cans are produced daily.
Consistent Quality: Can end curler tooling ensures that each can end is formed with consistent quality, providing uniform curls that are free from defects. This reduces the risk of leaks or contamination during the canning process, ensuring that the final product is safe for consumers.
Improved Safety: The curling process creates a smooth, rounded edge on the can end, reducing the risk of injury to consumers when opening or handling the can. This is particularly important in the beverage industry, where sharp edges could pose a safety hazard.
Enhanced Durability: The curled edge of the can end provides added strength and durability, allowing the can to withstand the pressures of sealing, transportation, and storage. This is especially important for cans that contain carbonated beverages or pressurized products like aerosols.
Adaptability to Different Can Sizes: Can end curler tooling is highly adaptable, allowing manufacturers to produce can ends for a wide range of container sizes and types. This flexibility makes it an essential tool in the production of cans for various industries, from food and beverages to industrial chemicals and household products.
Challenges in Can End Curling
Tool Wear and Maintenance: Can end curler tooling is subject to significant wear and tear due to the high-speed nature of the production process and the constant contact with metal. Regular maintenance and tool replacement are necessary to ensure that the tooling remains in good condition and continues to produce high-quality can ends.
Precision Requirements: The curling process requires a high degree of precision to ensure that the curl is formed correctly and uniformly around the entire circumference of the can end. Even small variations in the curling process can lead to defects, such as uneven curls or weak seams.
Can end curler tooling is a critical component in the can manufacturing process, providing the precision and consistency needed to produce high-quality, safe, and durable can ends for a wide range of products. Whether used in the beverage, food, or industrial packaging industries, this tooling ensures that cans are sealed securely and ready for consumer use.
Can End Curling Machines
Drum End Manufacturing
Can end curling machines are specialized machines designed to create the curled edges of metal can ends, which are used to seal cans in the beverage, food, and aerosol industries. The curling process is a critical step in the can manufacturing process, as it forms a smooth, rounded edge on the can lid, ensuring that the can end can be securely seamed to the can body. Curling machines are essential for producing safe, durable can ends that meet industry standards for quality, strength, and safety.
Curling machines are typically used in high-volume can manufacturing operations, where speed and precision are paramount. These machines are capable of producing thousands of can ends per hour, ensuring that manufacturers can meet the demands of large-scale production while maintaining consistent quality. The curling process helps prevent sharp edges on the can end and ensures that the lid can be securely joined to the can body during the seaming process.
Key Features of Can End Curling Machines
High-Speed Production: Can end curling machines are designed for high-speed production, with the ability to curl thousands of can ends per hour. This makes them essential for large-scale can manufacturing operations, such as those found in the beverage and food industries. The machines operate continuously, with can ends fed into the machine, curled, and then automatically ejected for further processing.
Efficiency in High-Volume Production: The high-speed capabilities of curling machines ensure that manufacturers can meet the demands of mass production while maintaining consistent quality and precision in each can end.
Multi-Stage Curling Process: Can end curling machines often use a multi-stage curling process to gradually form the curl on the can end. In the first stage, the edges of the can end are pre-curled, and in subsequent stages, the curl is completed, ensuring that the metal is formed smoothly and uniformly without wrinkling or cracking.
Step-by-Step Curl Formation: The multi-stage process allows the metal to be curled gradually, which reduces the risk of damaging the can end or causing defects. Each stage applies a different amount of pressure to the metal, ensuring a precise, smooth curl.
Automated Control System: Modern can end curling machines are equipped with automated control systems that monitor and adjust the curling process in real-time. These systems ensure that the pressure, speed, and alignment of the curling rollers are optimized for each can end, preventing defects and ensuring consistent quality.
CNC Control for Precision Curling: Many curling machines use CNC (Computer Numerical Control) systems to automate the curling process and ensure precise control over the machine’s movements. This allows for accurate, repeatable results across large production runs.
Adjustable Tooling for Different Can Sizes: Can end curling machines are designed to accommodate different can sizes, allowing manufacturers to switch between various can end diameters quickly and efficiently. The tooling on the machine can be adjusted or changed to curl can ends of different sizes, from small beverage cans to larger food cans.
Flexibility in Can Production: The ability to switch between different can sizes makes curling machines versatile, enabling manufacturers to produce a wide range of products without the need for multiple machines.
Integrated Lubrication System: Curling machines often feature an integrated lubrication system that applies a thin layer of lubricant to the can end as it passes through the curling rollers. This reduces friction and wear on both the can end and the machine, ensuring smooth operation and extending the life of the tooling.
Reducing Wear and Tear: Proper lubrication helps prevent damage to the curling rollers and other machine components, ensuring that the machine operates efficiently and with minimal downtime for maintenance.
The Curling Process in Can Manufacturing
Feeding the Can Ends: The can ends are fed into the curling machine either manually or through an automated system. The machine grabs each can end and positions it for the curling process. The can ends are usually cut and stamped from a flat sheet of metal, such as aluminum or steel, before being passed to the curling machine.
Automated Feeding Systems: In high-volume production, can end curling machines are typically integrated into a larger production line with automated feeding systems that continuously supply the machine with can ends. This ensures a smooth, uninterrupted production process.
Curling the Can End: Once the can end is positioned in the machine, it passes through a series of curling rollers that gradually form the edge into a smooth, rounded curl. The rollers apply pressure to the edges of the can end, bending the metal around a forming die to create the desired curl shape.
Controlled Curling for Uniform Results: The pressure applied by the rollers is carefully controlled to ensure that the curl is formed uniformly around the entire circumference of the can end. This is essential for ensuring that the can end can be securely seamed to the can body later in the production process.
Final Inspection and Ejection: After the curling process is complete, the can ends are inspected to ensure that they meet quality standards. Automated inspection systems are often used to check for defects such as uneven curls, cracks, or sharp edges. Once the can end passes inspection, it is ejected from the machine and moved to the next stage of production, such as sealing or seaming.
Quality Control Systems: Curling machines are often equipped with advanced inspection systems that use cameras and sensors to measure the dimensions and quality of each can end. Any defective can ends are automatically rejected, ensuring that only high-quality products proceed to the next stage of manufacturing.
Applications of Can End Curling Machines
Beverage Can Production: The beverage industry relies heavily on can end curling machines to produce high-quality can ends for soda, beer, and other drinks. The curling process is critical for creating the smooth, rounded edges that are essential for consumer safety and for sealing the can during the packaging process.
Curling for Carbonated Beverage Cans: For carbonated beverages, the curled edge of the can end provides a secure seal that can withstand the internal pressure of carbonation. This ensures that the beverage remains fresh and properly sealed until it is opened by the consumer.
Food Can Manufacturing: Can end curling machines are also widely used in the food packaging industry to produce can ends for products like soups, vegetables, sauces, and pet food. The curling process ensures that the can ends are strong and durable, allowing them to be securely seamed to the can body and maintain a hermetic seal.
Sealing Food Products: The curled edges of food can ends are essential for the seaming process, which creates a tight, airtight seal that preserves the freshness of the food and prevents contamination.
Aerosol Can Production: Aerosol cans, such as those used for deodorant, hairspray, and household cleaners, require strong, secure can ends that can withstand the internal pressure of the product. Curling machines are used to produce can ends with the strength and durability needed for aerosol cans.
Pressure-Resistant Can Ends: The curling process ensures that aerosol can ends are strong enough to handle the internal pressure of the product while providing a smooth edge for consumer safety.
Paint and Chemical Cans: Curling machines are also used to produce can ends for paint, solvent, and chemical cans. These cans require strong, secure seals to prevent leaks and ensure the safe storage and transportation of potentially hazardous materials.
Durability for Industrial Cans: In the production of industrial cans, the curling process ensures that the can end is strong enough to withstand heavy-duty use and storage conditions.
Advantages of Can End Curling Machines
High Production Speed: Can end curling machines are designed for high-speed production, allowing manufacturers to produce large quantities of can ends efficiently. This is essential for industries like beverage and food packaging, where millions of cans are produced daily.
Consistent Quality: Curling machines ensure that each can end is curled with consistent quality, reducing the risk of defects such as sharp edges, cracks, or uneven curls. This is critical for maintaining the safety and integrity of the final product.
Flexibility for Different Can Sizes: Can end curling machines are highly adaptable, allowing manufacturers to produce can ends for a wide range of container sizes. This flexibility is essential for manufacturers that produce cans for different industries and products.
Safety and Consumer Protection: The curling process ensures that the edges of the can end are smooth and safe to handle, reducing the risk of injury to consumers when opening or handling the can. This is particularly important in the beverage industry, where cans are often opened by hand.
Reduced Material Waste: Curling machines are designed to minimize material waste by precisely forming the curl without over-stressing or damaging the metal. This results in more efficient use of materials and reduces the overall cost of production.
Challenges of Can End Curling Machines
Tooling Wear and Maintenance: The high-speed nature of can end curling machines can lead to wear and tear on the tooling, requiring regular maintenance and replacement to ensure consistent quality. Proper maintenance is essential to prevent downtime and ensure the machine operates efficiently.
High Initial Investment: Can end curling machines represent a significant capital investment, particularly for smaller manufacturers. However, the long-term benefits in terms of production efficiency, quality, and safety often justify the initial cost.
Can end curling machines are an essential part of the can manufacturing process, providing the precision and efficiency needed to produce high-quality can ends for a wide range of industries. Whether used for beverage cans, food packaging, or aerosol products, these machines ensure that can ends are safe, durable, and ready for sealing and shipping.
Hydraulic Press Forming Machine
Manufacturing Process of Hydraulic Presses
A hydraulic press forming machine is a powerful machine used in metal forming processes to shape and mold materials using high-pressure hydraulic fluid. Hydraulic press forming is one of the most versatile metalworking processes, used to produce a wide range of parts and components in industries such as automotive, aerospace, construction, and manufacturing. Hydraulic presses are known for their ability to apply consistent, controlled force, making them ideal for forming materials that require high precision and uniform pressure distribution.
Hydraulic press forming machines use hydraulic cylinders to generate the pressing force, which is transmitted to the material through a die or punch. These machines are highly flexible, allowing manufacturers to perform various forming processes such as stamping, bending, drawing, and punching. Hydraulic presses can handle different types of materials, including metals, plastics, rubber, and composites, and are capable of forming parts with complex geometries and tight tolerances.
Key Components of a Hydraulic Press Forming Machine
Hydraulic Cylinder: The hydraulic cylinder is the core component of the press, responsible for generating the force required to form the material. Hydraulic fluid is pumped into the cylinder, pushing the piston downward and applying pressure to the material. The amount of force applied depends on the size of the cylinder, the pressure of the hydraulic fluid, and the material being formed.
High Pressure for Heavy-Duty Forming: Hydraulic press forming machines can generate pressures ranging from a few tons to several thousand tons, depending on the machine’s capacity. This makes them suitable for a wide range of forming operations, from small precision parts to large structural components.
Press Frame: The press frame is the structural support that holds the hydraulic cylinder and other components in place. It must be strong enough to withstand the immense forces generated during the forming process. Press frames come in various designs, including C-frame, H-frame, and four-post configurations, each offering different advantages in terms of space, stability, and accessibility.
C-Frame Presses: C-frame presses are open on three sides, allowing easy access to the work area and facilitating manual loading and unloading of parts. This makes them ideal for small to medium-sized parts that require frequent tool changes or adjustments.
Four-Post Presses: Four-post presses provide excellent stability and are used for forming larger, heavier parts. The four-post design distributes the force evenly across the press, reducing the risk of deflection and ensuring precise, repeatable results.
Die and Punch System: The die and punch system is responsible for shaping the material during the forming process. The die is a negative mold that holds the material in place, while the punch applies pressure to the material, forcing it into the shape of the die. Hydraulic presses can accommodate a wide variety of dies, allowing for different types of forming operations.
Interchangeable Dies for Flexibility: Hydraulic press forming machines are often equipped with interchangeable dies, allowing manufacturers to switch between different forming operations quickly and efficiently. This flexibility is essential for producing parts with varying shapes, sizes, and materials.
Hydraulic Pump and Control System: The hydraulic pump is responsible for generating the pressure needed to operate the press. Modern hydraulic presses are equipped with advanced control systems that allow operators to precisely adjust the pressure, speed, and stroke length of the press. These systems ensure that the forming process is highly repeatable and that each part meets the required specifications.
Automated Control for Precision: Many hydraulic press forming machines use CNC (Computer Numerical Control) or PLC (Programmable Logic Controller) systems to automate the press operation. This ensures that each part is formed with consistent quality and reduces the risk of errors or defects during production.
Common Hydraulic Press Forming Processes
Stamping: Stamping is one of the most common processes performed using hydraulic press forming machines. In stamping, a sheet of metal is placed between a die and a punch, and the press applies pressure to create a specific shape. Stamping is widely used in industries such as automotive, aerospace, and appliance manufacturing to produce parts like brackets, panels, and enclosures.
Deep Drawing for Complex Shapes: Deep drawing is a type of stamping used to create parts with deep, hollow shapes, such as automotive body panels, fuel tanks, and cookware. The hydraulic press applies gradual, controlled pressure, allowing the material to be drawn into the die without tearing or wrinkling.
Bending: Bending is another common process performed on hydraulic presses. The press applies pressure to a metal sheet or tube, forcing it to bend at a precise angle. Bending is used to create parts like brackets, frames, and structural components. Hydraulic presses are ideal for bending operations because they provide smooth, consistent force, ensuring that the material bends uniformly.
V-Bending and U-Bending: Hydraulic presses can perform various types of bending, including V-bending, where the material is bent into a V-shape, and U-bending, where the material is bent into a U-shape. These bending operations are essential for creating structural components and frames used in industries like construction and manufacturing.
Punching and Piercing: Punching involves using a punch and die to cut holes or shapes in a sheet of metal. Hydraulic press forming machines are commonly used for punching operations, as they can apply the necessary force to cut through thick or hard materials. Punching is used to create holes for fasteners, ventilation, or other functional features in metal parts.
Precision Punching for High Tolerances: Hydraulic presses provide the precise control needed for punching operations that require tight tolerances, such as creating bolt holes, slots, or cutouts in metal parts.
Embossing: Embossing is a forming process that creates raised or recessed designs on the surface of a material. Hydraulic presses are used for embossing operations in industries like automotive, aerospace, and consumer goods manufacturing. Embossed designs can add strength, rigidity, or aesthetic appeal to metal parts.
Textured Metal Panels: In the automotive industry, embossing is used to create textured metal panels for car interiors, trim pieces, and other components. The hydraulic press ensures that the embossed patterns are consistent and uniform across all parts.
Applications of Hydraulic Press Forming Machines
Automotive Manufacturing: Hydraulic press forming machines are widely used in the automotive industry to produce a variety of components, including body panels, chassis parts, brackets, and structural reinforcements. The high precision and force of hydraulic presses make them ideal for forming parts that require complex shapes and tight tolerances.
Body Panels and Frames: Hydraulic presses are used to form large automotive body panels, such as doors, hoods, and fenders. The deep drawing capabilities of hydraulic presses ensure that these parts are formed with smooth, uniform surfaces and without defects.
Aerospace Industry: The aerospace industry uses hydraulic press forming machines to produce lightweight, high-strength components for aircraft and spacecraft. Hydraulic presses are used for forming parts like fuselage panels, wing spars, and structural supports, where precision and strength are critical.
Precision Forming for Aerospace Parts: The ability to apply consistent force and control the forming process makes hydraulic presses ideal for producing parts with tight tolerances and complex geometries, which are essential for aerospace applications.
Construction and Heavy Machinery: Hydraulic press forming machines are used to produce structural components for construction equipment, heavy machinery, and industrial applications. These presses can handle thick, heavy materials like steel and iron, forming them into parts that are strong, durable, and capable of withstanding heavy loads.
Steel Frames and Beams: Hydraulic presses are used to form steel beams, frames, and other structural components used in construction and heavy machinery. The high pressing force of hydraulic machines ensures that these parts are formed with the strength and durability required for demanding applications.
Consumer Goods and Appliances: In the consumer goods industry, hydraulic press forming machines are used to produce a wide range of metal products, including kitchen appliances, cookware, electronics enclosures, and furniture components. The forming process allows manufacturers to create lightweight, aesthetically pleasing products with complex shapes and smooth surfaces.
Stamped and Embossed Metal Panels: Hydraulic presses are used to create stamped and embossed metal panels for products like refrigerators, ovens, and washing machines. These panels provide both structural strength and a high-quality finish.
Advantages of Hydraulic Press Forming Machines
High Precision and Control: Hydraulic press forming machines offer precise control over the pressure, speed, and stroke length, allowing manufacturers to produce parts with tight tolerances and consistent quality. This makes hydraulic presses ideal for applications where precision is critical, such as automotive and aerospace manufacturing.
Versatility: Hydraulic presses are versatile machines that can perform a wide range of metal forming processes, including stamping, bending, punching, deep drawing, and embossing. This flexibility makes them suitable for a variety of industries and applications, from small precision parts to large structural components.
Smooth, Consistent Force: Unlike mechanical presses, which deliver force in a rapid, single stroke, hydraulic presses apply smooth, continuous pressure, allowing for more controlled and uniform forming. This reduces the risk of defects like wrinkling, tearing, or uneven material distribution.
Adaptability to Different Materials: Hydraulic press forming machines can handle a wide variety of materials, including metals, plastics, rubber, and composites. This adaptability allows manufacturers to produce parts with different materials and properties, making hydraulic presses a valuable tool for diverse manufacturing operations.
Cost-Effectiveness for Small- and Medium-Batch Production: Hydraulic presses are particularly cost-effective for small- to medium-batch production runs, as they require less tooling and setup compared to mechanical presses. This makes them ideal for manufacturers that need to produce custom or specialized parts in smaller quantities.
Challenges of Hydraulic Press Forming Machines
Slower Cycle Times: Hydraulic presses typically have slower cycle times compared to mechanical presses, as the hydraulic system must build pressure before each stroke. This can be a disadvantage in high-volume production environments where speed is a priority.
Higher Energy Consumption: Hydraulic press forming machines tend to consume more energy than mechanical presses, especially for large, high-tonnage applications. However, advancements in hydraulic technology have led to more energy-efficient designs in modern presses.
Hydraulic press forming machines are essential tools in modern manufacturing, providing the precision, force, and versatility needed to produce high-quality metal parts for a wide range of industries. Whether used in automotive, aerospace, construction, or consumer goods production, these machines ensure that parts are formed with consistent quality, strength, and durability.
Metal Buffing and Polishing Machines
Metal Surface Finishing Machine
Metal buffing and polishing machines are specialized tools used to smooth, shine, and enhance the surface finish of metal components. These machines are essential in various industries, such as automotive, aerospace, jewelry making, and manufacturing, where high-quality surface finishes are required for both aesthetic and functional purposes. Buffing and polishing improve the appearance of metal parts and enhance their corrosion resistance, durability, and smoothness, making them easier to clean and maintain.
Buffing and polishing machines use abrasive materials, such as polishing compounds and cloth or felt wheels, to remove fine scratches, oxidation, and other surface imperfections. The process can be automated or performed manually, depending on the size and complexity of the part being polished. These machines are widely used to finish products made from materials like stainless steel, aluminum, brass, copper, and other metals.
Key Components of Metal Buffing and Polishing Machines
Buffing and Polishing Wheels: Buffing and polishing machines use rotating wheels made from soft materials like cloth, felt, or foam to apply polishing compounds to the metal surface. The wheels are designed to rotate at high speeds, allowing the polishing compound to remove fine scratches and imperfections while creating a smooth, shiny finish.
Cloth and Felt Wheels: Cloth and felt wheels are the most common types of buffing wheels, and they come in various levels of hardness and coarseness. Soft cloth wheels are used for fine polishing, while harder felt wheels are used for more aggressive buffing operations.
Polishing Compounds: Polishing compounds are abrasive materials applied to the buffing wheel to aid in the polishing process. These compounds come in various grades, from coarse to fine, depending on the level of finish required. Common polishing compounds include rouge (a fine red abrasive used for high-gloss finishes) and tripoli (a coarser abrasive used for initial polishing).
Compounds for Different Metals: Different metals require different polishing compounds to achieve the desired finish. For example, stainless steel may require a more aggressive compound to remove oxidation and surface imperfections, while softer metals like brass or aluminum may need a finer compound for a mirror-like finish.
Motor and Speed Controls: Buffing and polishing machines are equipped with motors that drive the rotating buffing wheels. These motors are typically adjustable, allowing the operator to control the speed of the wheels depending on the material and the desired finish. Slower speeds are used for fine polishing, while higher speeds are used for more aggressive buffing operations.
Variable Speed Control for Precision: Many buffing and polishing machines feature variable speed controls, allowing operators to adjust the rotation speed of the wheels for different stages of the polishing process. This ensures that the polishing is done consistently without damaging the metal surface.
Workpiece Holders and Clamps: Larger buffing and polishing machines often include workpiece holders or clamps that secure the metal part in place during the polishing process. This ensures that the part remains steady and allows the operator to focus on achieving an even, consistent finish across the entire surface.
Secure Workholding for Consistent Results: Workholding devices are particularly important when polishing large or heavy metal parts, as they help prevent movement or vibration during the process, resulting in a smoother finish.
Dust Collection System: Buffing and polishing can generate significant amounts of dust and debris from the polishing compounds and metal being processed. Many machines are equipped with dust collection systems to capture this dust and keep the work area clean and safe for operators.
Dust Control for Clean Operation: A dust collection system helps maintain a clean workspace and reduces the risk of airborne particles affecting the quality of the finish. It also improves operator safety by reducing exposure to harmful dust and fumes.
Buffing and Polishing Process
Surface Preparation: Before buffing or polishing, the metal surface must be properly prepared. This may involve grinding, sanding, or filing to remove any deep scratches, weld marks, or surface imperfections. Surface preparation ensures that the metal is smooth and ready for the polishing process, allowing for a more even finish.
Sanding for Smoother Surface: Sanding is often used to smooth out rough spots or deep scratches before polishing. Starting with a coarse grit and gradually moving to finer grits ensures that the metal is ready for the buffing and polishing stages.
Initial Buffing: The first step in the polishing process is usually a more aggressive buffing operation, where a coarse polishing compound is applied to the buffing wheel. This step removes any remaining surface imperfections, such as oxidation or light scratches, and begins the process of smoothing the metal surface.
Cut Buffing for Material Removal: Cut buffing involves using a coarse polishing compound and a firm buffing wheel to remove material and smooth the surface. This step is often used for stainless steel and other metals that require a high level of surface refinement.
Polishing and Finishing: After the initial buffing, a finer polishing compound is applied to the wheel, and the metal is polished to achieve a high-gloss or mirror-like finish. This step involves using a softer buffing wheel and finer abrasive compounds to remove any remaining scratches and create a smooth, reflective surface.
Final Polishing for High Shine: Final polishing involves using the finest polishing compounds, such as rouge, to create a high-shine finish. This step is particularly important for decorative metalwork, jewelry, and consumer products where aesthetics are critical.
Inspection and Cleaning: Once the polishing process is complete, the metal part is inspected for defects, such as scratches, streaks, or uneven surfaces. Any imperfections are corrected, and the part is cleaned to remove any polishing compound residue. The finished part is then ready for packaging or further processing.
Final Cleaning for a Flawless Finish: After polishing, the metal part is typically cleaned with solvents or cleaners to remove any residue from the polishing compounds. This ensures that the part is free from contaminants and ready for use.
Applications of Metal Buffing and Polishing Machines
Automotive Industry: Buffing and polishing machines are widely used in the automotive industry to finish metal parts such as body panels, trim, and wheels. The machines are used to create smooth, high-gloss finishes on parts that require both aesthetic appeal and functional durability.
Polishing Car Wheels and Trim: Buffing and polishing machines are used to achieve a shiny, reflective finish on alloy wheels, chrome trim, and other metal parts. This enhances the visual appeal of the vehicle while providing a protective layer against corrosion.
Jewelry Making: In the jewelry industry, buffing and polishing machines are essential for creating high-quality, polished surfaces on precious metals like gold, silver, and platinum. Jewelry polishing requires precision and care to ensure that each piece has a flawless, mirror-like finish.
Mirror-Finish for Precious Metals: Polishing machines are used to create a bright, reflective finish on jewelry, enhancing the appearance and value of the final product. This is especially important for rings, necklaces, and bracelets that must be visually appealing.
Aerospace and Defense: The aerospace and defense industries use buffing and polishing machines to finish metal components that require smooth surfaces and precise dimensions. Polishing improves the aerodynamic performance of parts such as turbine blades, fuselage panels, and structural components.
Polishing for Aerospace Components: Metal components in aircraft must have smooth, polished surfaces to reduce drag and improve performance. Buffing and polishing machines ensure that these components meet the high standards of quality and precision required in the aerospace industry.
Consumer Goods and Electronics: Buffing and polishing machines are used to finish metal parts in consumer goods such as kitchen appliances, electronics enclosures, and decorative metal items. The machines ensure that these products have a high-quality, polished finish that enhances both their appearance and functionality.
Finishing Stainless Steel Appliances: Polishing machines are used to create smooth, shiny surfaces on stainless steel kitchen appliances, such as refrigerators, ovens, and dishwashers. This improves the aesthetic appeal of the products while making them easier to clean and maintain.
Advantages of Metal Buffing and Polishing Machines
High-Quality Surface Finish: Buffing and polishing machines are capable of producing smooth, high-gloss finishes that enhance the appearance and durability of metal parts. This is particularly important for parts that require a high level of aesthetic appeal, such as jewelry or automotive trim.
Improved Corrosion Resistance: Polishing metal surfaces reduces the number of surface imperfections, which can act as points for corrosion to start. By smoothing the surface, polishing improves the metal’s resistance to rust, oxidation, and other forms of corrosion, extending the life of the part.
Enhanced Durability: The buffing and polishing process strengthens the metal surface by removing imperfections and reducing the likelihood of cracks or weak spots. This improves the overall durability of the part, making it more resistant to wear and tear in demanding environments.
Precision and Consistency: Modern buffing and polishing machines provide precise control over the speed and pressure applied to the metal surface, ensuring consistent, repeatable results across large production runs. This is essential for industries that require high-quality, uniform finishes on all parts.
Versatility for Different Metals: Buffing and polishing machines can be used with a wide range of metals, including stainless steel, aluminum, brass, copper, and precious metals like gold and silver. This versatility makes them suitable for a variety of industries and applications.
Challenges of Buffing and Polishing Machines
Tool Wear and Maintenance: Buffing wheels and polishing compounds wear down over time, requiring regular maintenance and replacement to ensure consistent quality. Operators must regularly check and replace worn-out tools to prevent defects or inconsistent finishes.
Operator Skill: Achieving a high-quality polish requires skilled operators who understand the nuances of different materials and polishing techniques. Improper use of the machine or polishing compounds can result in scratches, uneven finishes, or damage to the part.
Metal buffing and polishing machines are essential tools in industries that require high-quality, smooth finishes on metal parts. Whether used in automotive, aerospace, jewelry making, or consumer goods manufacturing, these machines ensure that metal components are polished to perfection, enhancing both their appearance and performance.
Burr Removal Methods
Burr removal methods are essential processes used to eliminate burrs—small, rough edges or protrusions left on metal parts after machining, cutting, drilling, or welding. Burrs can compromise the quality, appearance, and functionality of a part, and in some cases, they can pose safety risks. Effective burr removal ensures that metal parts have smooth edges and surfaces, improving their performance, durability, and aesthetic appeal.
There are various methods for burr removal, depending on the material, size, and complexity of the part. Burr removal can be done manually, mechanically, or through advanced techniques like thermal deburring and chemical deburring. Each method has its advantages and is chosen based on factors such as production volume, part complexity, and the desired finish.
Key Burr Removal Methods
Manual Deburring: Manual deburring is one of the simplest and most common methods used to remove burrs from metal parts. It involves using hand tools, such as files, scrapers, or rotary tools, to smooth rough edges and remove burrs. Manual deburring is suitable for small-scale production, custom parts, or parts with intricate details that require precise deburring.
Hand Files and Scrapers: Hand files and scrapers are used to remove burrs by rubbing them against the rough edges of the part. This method is highly effective for small burrs or for parts with hard-to-reach areas where other methods might not be suitable.
Rotary Tools: Rotary tools, such as Dremel tools or pneumatic grinders, are often used for more efficient manual deburring. These tools use abrasive bits or discs to remove burrs quickly and precisely.
Advantages: Manual deburring allows for a high degree of control, making it ideal for delicate or intricate parts that require careful finishing. It is also cost-effective for small-batch or custom work.
Disadvantages: Manual deburring can be time-consuming and labor-intensive, making it less suitable for large-scale production. It also requires skilled operators to achieve consistent results.
Mechanical Deburring (Tumbling and Vibratory Deburring): Mechanical deburring is a more automated process that uses machines to remove burrs from multiple parts simultaneously. Tumbling and vibratory deburring are common methods, in which parts are placed in a chamber with abrasive media and agitated to remove burrs and smooth surfaces.
Tumbling: Tumbling machines use a rotating barrel filled with abrasive media and the parts to be deburred. As the barrel rotates, the abrasive media rubs against the parts, smoothing rough edges and removing burrs.
Vibratory Deburring: In vibratory deburring, the parts and abrasive media are placed in a vibrating bowl. The vibrations cause the media to continuously move against the parts, gradually removing burrs and polishing the surface.
Advantages: Mechanical deburring is highly efficient for processing large quantities of parts at once. It is ideal for bulk production and parts with simple geometries.
Disadvantages: Mechanical deburring may not be suitable for parts with delicate or intricate features, as the abrasive action can wear away fine details. It is also less precise than manual deburring, making it less suitable for parts with tight tolerances.
Thermal Deburring (Explosive Deburring): Thermal deburring is an advanced method that uses controlled explosions to remove burrs from metal parts. In this process, parts are placed in a sealed chamber filled with a combustible gas mixture. The gas is ignited, creating a high-temperature flame that burns away burrs without affecting the main part.
How It Works: The high-temperature explosion targets the thin, unwanted material of the burrs, vaporizing them instantly. The controlled nature of the process ensures that only the burrs are removed, while the rest of the part remains unaffected.
Advantages: Thermal deburring is highly effective for removing burrs from complex, internal surfaces or areas that are difficult to reach using traditional methods. It is also fast and efficient, making it ideal for large-scale production.
Disadvantages: Thermal deburring can be expensive due to the specialized equipment and safety precautions required. It is also not suitable for parts that cannot withstand high temperatures, such as those made from heat-sensitive materials.
Electrochemical Deburring (ECD): Electrochemical deburring (ECD) is a precise method that uses an electrochemical process to dissolve burrs from metal parts. In this process, the part is submerged in an electrolyte solution, and an electrical current is applied to selectively remove the burrs while leaving the rest of the part intact.
How It Works: The electrical current causes the burr material to dissolve into the electrolyte, allowing for controlled and localized burr removal. The process is highly precise and can be used to deburr complex shapes and internal passages.
Advantages: ECD is ideal for parts that require precise deburring, such as those with tight tolerances or intricate geometries. It is also effective for removing burrs from hard-to-reach areas and internal passages.
Disadvantages: Electrochemical deburring requires specialized equipment and is more costly than manual or mechanical methods. It is also limited to conductive materials, such as metals, and cannot be used on non-metallic parts.
Cryogenic Deburring: Cryogenic deburring is a method that uses extremely low temperatures to remove burrs from plastic, rubber, and metal parts. In this process, the parts are cooled to cryogenic temperatures using liquid nitrogen, making the burrs brittle. The parts are then subjected to a mechanical process, such as tumbling, which causes the brittle burrs to break off cleanly.
How It Works: The parts are cooled to temperatures as low as -196°C (-320°F), which causes the burrs to become brittle and fragile. As the parts are agitated in a chamber, the burrs easily break away without damaging the main part.
Advantages: Cryogenic deburring is highly effective for removing burrs from parts made of soft materials, such as plastics and rubbers. It is also a clean process that does not require abrasive media or chemicals.
Disadvantages: Cryogenic deburring requires specialized equipment and is typically more expensive than traditional deburring methods. It is also less effective for parts made from very hard metals, where other deburring methods may be more suitable.
Laser Deburring: Laser deburring is a high-precision method that uses a focused laser beam to remove burrs from metal parts. The laser vaporizes the burrs without physically touching the part, making it a non-contact process. Laser deburring is ideal for delicate parts that require precise finishing or parts made from hard materials.
How It Works: The laser beam is directed at the burrs, where it melts or vaporizes the excess material, leaving a smooth, clean edge. The process can be controlled with high precision, ensuring that only the burrs are removed.
Advantages: Laser deburring is highly precise and can be used on parts with complex geometries or fine details. It is a non-contact process, meaning there is no risk of damaging the part’s surface during deburring.
Disadvantages: Laser deburring requires expensive equipment and may not be cost-effective for low-volume production. It is also not suitable for parts made from heat-sensitive materials, as the laser can cause localized heating.
Applications of Burr Removal
Automotive Industry: Burr removal is essential in the automotive industry to ensure that parts such as engine components, transmission parts, and brake systems function correctly. Burrs on automotive parts can lead to poor fit, premature wear, and even mechanical failure, making deburring a critical step in the manufacturing process.
Deburring Engine Components: Precision deburring ensures that engine components fit together correctly, preventing issues like leaks, friction, and premature wear. It also improves the overall performance and longevity of the vehicle.
Aerospace and Defense: In the aerospace and defense industries, burr removal is crucial for parts that require high precision and reliability, such as turbine blades, structural components, and military hardware. Burrs can compromise the performance and safety of these parts, making precise deburring essential.
Turbine Blade Deburring: Burrs on turbine blades can disrupt airflow, reduce efficiency, and lead to performance issues. Deburring ensures that the blades are smooth and free from defects, improving their performance and reliability.
Medical Devices: Burr removal is critical in the production of medical devices and surgical instruments, where precision and cleanliness are paramount. Burrs on medical components can cause discomfort, infection, or malfunction, making deburring an essential step in the manufacturing process.
Deburring Surgical Instruments: Precision deburring ensures that surgical instruments are smooth and safe to use, reducing the risk of tissue damage or contamination during medical procedures.
Machinery and Equipment: Burrs on machinery and equipment components can cause misalignment, poor performance, and increased wear. Deburring ensures that parts fit together correctly and function smoothly, improving the overall performance and lifespan of the equipment.
Deburring Gears and Bearings: Burr removal from gears, bearings, and other moving parts ensures smooth operation and reduces friction, preventing premature wear and mechanical failure.
Advantages of Effective Burr Removal
Improved Performance and Fit: Burr removal ensures that parts fit together correctly and operate smoothly, improving the overall performance of the assembly. This is particularly important for precision components, such as gears, bearings, and engine parts, where even small burrs can cause misalignment or increased friction.
Enhanced Durability and Longevity: Removing burrs prevents premature wear and tear on parts, increasing their durability and lifespan. Burrs can act as stress concentrators, leading to cracks or fractures over time. Deburring eliminates these weak points, improving the long-term reliability of the part.
Improved Aesthetics and Surface Finish: Burrs can detract from the appearance of a part, especially in consumer products or decorative applications. Deburring improves the surface finish, giving the part a clean, smooth appearance that enhances its visual appeal.
Increased Safety: Burrs can pose a safety hazard, especially in products that are handled by consumers or used in medical applications. Sharp edges can cause cuts or injuries, making burr removal essential for ensuring the safety of the final product.
Reduced Risk of Contamination: In industries such as medical devices and food processing, burrs can create crevices where contaminants can accumulate. Deburring eliminates these crevices, reducing the risk of contamination and improving the cleanliness and hygiene of the part.
Challenges in Burr Removal
Time-Consuming Process: Depending on the method used, burr removal can be time-consuming, especially for parts with complex geometries or fine details. Manual deburring, in particular, requires skilled operators and can slow down production.
Cost Considerations: Advanced deburring methods, such as thermal deburring or laser deburring, require specialized equipment and can be costly to implement. Manufacturers must weigh the cost of deburring against the potential benefits in terms of improved part quality and performance.
Burr removal is a critical step in the manufacturing process, ensuring that metal parts are smooth, safe, and ready for use in a wide range of applications. Whether done manually, mechanically, or through advanced methods like thermal or laser deburring, the goal is to produce high-quality parts that meet the exacting standards of industries such as automotive, aerospace, medical, and consumer goods.
Aluminum Polishing Machine
Working Principle of Hydroforming Press
An aluminum polishing machine is a specialized piece of equipment designed to polish and finish aluminum surfaces, giving them a smooth, shiny, and reflective appearance. Aluminum is widely used in various industries, including automotive, aerospace, electronics, and construction, due to its lightweight properties, corrosion resistance, and strength. However, aluminum surfaces often need to be polished to remove imperfections such as scratches, oxidation, and dullness. Polishing not only enhances the aesthetic appeal of aluminum parts but also improves their corrosion resistance and overall performance.
Aluminum polishing machines come in different types, including manual, semi-automatic, and fully automated models. They use abrasive materials, such as polishing compounds and rotating wheels, to smooth and shine aluminum surfaces. These machines can handle a variety of aluminum parts, from small components like aluminum fittings to large sheets and automotive parts.
Key Components of an Aluminum Polishing Machine
Polishing Wheel or Belt: The polishing wheel or belt is the primary tool used to smooth and shine the aluminum surface. Polishing wheels are made from materials like cloth, felt, or foam, while polishing belts are typically coated with abrasive particles. The wheel or belt rotates at high speeds, applying pressure to the aluminum surface and gradually smoothing out imperfections.
Cloth and Felt Wheels for Finishing: Cloth and felt wheels are commonly used in aluminum polishing machines for fine polishing and achieving a high-gloss finish. These wheels work with polishing compounds to buff the surface, removing minor scratches and oxidation.
Abrasive Polishing Compounds: Polishing compounds are applied to the wheel or belt to enhance the polishing process. These compounds contain fine abrasive particles that help remove surface imperfections and create a smooth, reflective finish. Different polishing compounds are used depending on the level of finish required, ranging from coarse abrasives for initial polishing to fine compounds for final finishing.
Coarse and Fine Polishing Compounds: Coarse compounds, such as emery or tripoli, are used for initial polishing to remove deeper scratches or oxidation. Fine compounds, such as rouge, are applied during the final stages to achieve a mirror-like finish.
Motor and Speed Controls: Aluminum polishing machines are equipped with motors that power the rotating polishing wheels or belts. Speed controls allow operators to adjust the speed of the machine depending on the part being polished and the desired level of finish. Slower speeds are used for delicate finishing, while higher speeds are ideal for more aggressive polishing.
Variable Speed Settings for Precision Polishing: Modern aluminum polishing machines often come with variable speed settings, enabling the operator to adjust the speed based on the size, shape, and condition of the aluminum part. This ensures optimal polishing without damaging the surface.
Workpiece Holders and Fixtures: For larger or more complex aluminum parts, polishing machines are equipped with workpiece holders or fixtures that securely hold the part in place during the polishing process. This ensures that the part remains stable, allowing for consistent and even polishing.
Fixtures for Complex Shapes: Polishing fixtures are particularly useful for aluminum parts with complex geometries, such as automotive components or aerospace parts, where it is essential to maintain consistent pressure and positioning throughout the process.
Dust and Fume Collection System: Polishing aluminum can generate dust and fumes from the polishing compounds and the aluminum material itself. Many polishing machines are equipped with dust and fume collection systems to keep the work area clean and safe. These systems help capture airborne particles and reduce the risk of contamination or health hazards for operators.
Dust Collection for Clean Operation: A dust collection system helps prevent the buildup of polishing residue in the work area, ensuring a cleaner environment and reducing the risk of defects caused by dust settling on the polished surface.
Aluminum Polishing Process
Surface Preparation: Before the polishing process begins, the aluminum surface must be prepared by cleaning and removing any dirt, grease, or heavy oxidation. In some cases, the aluminum part may need to be sanded or ground to remove deep scratches or surface imperfections. Surface preparation ensures that the aluminum is ready for polishing, allowing for a smoother and more even finish.
Sanding for Deep Scratches: For aluminum parts with significant surface damage, sanding with coarse grit sandpaper may be necessary to remove deep scratches before moving on to finer polishing techniques.
Initial Polishing: The first stage of aluminum polishing involves using a coarse polishing compound and a firm polishing wheel or belt. The initial polishing removes oxidation, minor scratches, and surface imperfections. This stage lays the foundation for further polishing by creating a smoother surface.
Cut Buffing for Oxidation Removal: Cut buffing uses a coarse polishing compound and a stiff wheel to remove oxidation and restore the base shine of the aluminum surface. This stage is essential for preparing the surface for finer polishing.
Intermediate Polishing: After the initial polishing, an intermediate stage involves using a medium polishing compound to further refine the surface. The goal of this stage is to smooth out any remaining imperfections and prepare the aluminum for the final polishing.
Medium Compounds for Surface Refinement: Intermediate polishing compounds are less abrasive than those used in the initial stage and are designed to smooth out the surface without removing too much material.
Final Polishing: The final stage of aluminum polishing uses a fine polishing compound and a soft polishing wheel to achieve a high-gloss, mirror-like finish. This stage focuses on removing any remaining fine scratches and creating a reflective, smooth surface.
Rouge for Mirror Finish: Fine polishing compounds, such as rouge, are used during the final stage to produce a bright, shiny finish. This step is crucial for aluminum parts that need to look aesthetically appealing, such as automotive trim or decorative pieces.
Inspection and Cleaning: After the polishing process is complete, the aluminum part is inspected for defects such as scratches, streaks, or uneven finishes. Any imperfections are corrected through additional polishing, and the part is cleaned to remove any polishing compound residue.
Final Cleaning for a Flawless Finish: Once polished, the aluminum part is cleaned with solvents or specialized cleaners to remove any residue, ensuring a clean and flawless surface that is ready for use or further processing.
Applications of Aluminum Polishing Machines
Automotive Industry: Aluminum polishing machines are widely used in the automotive industry to polish aluminum components such as wheels, trim, and engine parts. Polished aluminum enhances the appearance of the vehicle, giving it a sleek, reflective finish while also improving corrosion resistance.
Polishing Alloy Wheels: Alloy wheels are often polished to achieve a high-gloss, reflective finish that enhances the visual appeal of the vehicle. Polishing machines are used to remove oxidation and restore the shine of the aluminum surface.
Aerospace Industry: In the aerospace industry, aluminum polishing machines are used to finish components such as aircraft panels, fuselage sections, and structural elements. Polished aluminum not only looks better but also improves the aerodynamic performance of aircraft parts by reducing surface drag.
Polishing for Improved Aerodynamics: Polished aluminum components on aircraft reduce air resistance, improving fuel efficiency and overall performance. Polishing also helps protect the surface from corrosion, which is critical for parts exposed to harsh environmental conditions.
Consumer Electronics and Appliances: Aluminum is widely used in consumer electronics and appliances, such as laptops, smartphones, kitchen appliances, and furniture. Polishing machines are used to create smooth, shiny surfaces that enhance the appearance and durability of aluminum parts in these products.
Polished Aluminum for Electronics Enclosures: Aluminum enclosures for electronics are often polished to a high-gloss finish to give them a premium appearance. Polishing also helps protect the surface from fingerprints, scratches, and wear.
Construction and Architecture: In the construction and architectural industries, aluminum polishing machines are used to finish aluminum panels, railings, and decorative elements. Polished aluminum is often used in building exteriors, interior fixtures, and furniture for its modern, sleek appearance.
Polishing for Architectural Aluminum Panels: Polished aluminum panels are commonly used in modern architecture to create a reflective, clean look for building facades. Polishing ensures that the panels are free from imperfections and maintain their shine over time.
Jewelry and Decorative Metalwork: Aluminum polishing machines are also used in the production of jewelry and decorative metalwork. Polishing enhances the visual appeal of aluminum jewelry by creating a bright, shiny finish. It also helps protect the surface from tarnishing and wear.
Polished Aluminum Jewelry: Jewelry makers use polishing machines to achieve a mirror-like finish on aluminum pieces, making them look more attractive and luxurious.
Advantages of Aluminum Polishing Machines
Improved Aesthetic Appeal: Polished aluminum has a smooth, shiny, and reflective finish that enhances the appearance of the part. This is particularly important in industries like automotive, aerospace, and consumer electronics, where the visual appeal of the product is a key selling point.
Increased Corrosion Resistance: Polishing aluminum removes surface imperfections and creates a smooth, protective layer that enhances the metal’s corrosion resistance. This is especially important for aluminum parts used in harsh environments, such as aircraft, automotive parts, or outdoor architectural elements.
Enhanced Durability: Polishing removes surface defects, such as scratches and oxidation, that can weaken aluminum over time. A polished aluminum surface is more resistant to wear, making it more durable and extending the life of the part.
Ease of Cleaning and Maintenance: Polished aluminum is easier to clean and maintain than unpolished surfaces. The smooth finish resists the buildup of dirt, grease, and grime, and polished aluminum is less prone to fingerprints and smudges.
Versatility in Different Applications: Aluminum polishing machines can be used in a wide range of industries and applications, from automotive and aerospace components to consumer goods and decorative items. The versatility of these machines makes them valuable tools in many manufacturing environments.
Challenges of Aluminum Polishing Machines
Tool Wear and Maintenance: Polishing wheels and belts wear out over time and need to be replaced regularly to ensure consistent polishing quality. Regular maintenance is required to keep the machine in optimal condition and prevent defects in the finished product.
Operator Skill: Achieving a high-quality polish requires skilled operators who understand the nuances of different polishing compounds and techniques. Improper use of the machine can lead to scratches, uneven finishes, or damage to the aluminum surface.
Aluminum polishing machines play a critical role in ensuring that aluminum components meet high aesthetic and performance standards. Whether used in the automotive, aerospace, consumer goods, or construction industries, these machines provide the precision and efficiency needed to create smooth, polished aluminum surfaces that are visually appealing, durable, and corrosion-resistant.
Stainless Steel Polish Machine
Stainless Steel Pot Polishing Machine
A stainless steel polish machine is a specialized machine designed to polish and finish stainless steel surfaces, giving them a smooth, reflective, and polished appearance. Stainless steel is a popular material in industries such as automotive, construction, medical devices, food processing, and consumer goods due to its corrosion resistance, strength, and hygienic properties. However, to maintain its appearance and performance, stainless steel often needs to be polished to remove scratches, tarnish, and surface imperfections.
Stainless steel polish machines are used to restore or enhance the finish of stainless steel parts, from large panels to small components like fittings and fixtures. These machines use abrasive materials, polishing compounds, and rotating wheels or belts to smooth and shine the surface, ensuring that the stainless steel retains its corrosion resistance and visual appeal.
Key Components of a Stainless Steel Polish Machine
Polishing Wheels or Belts: The polishing wheels or belts are the main tools used to smooth and polish the stainless steel surface. They rotate at high speeds and are coated with abrasive materials to remove surface imperfections and create a polished finish. Polishing wheels are typically made from cloth, felt, or foam, while belts may be coated with abrasive particles like aluminum oxide or silicon carbide.
Cloth Wheels for Final Polishing: Cloth wheels are commonly used for the final polishing stages to create a high-gloss, mirror-like finish on stainless steel surfaces. These wheels work with fine polishing compounds to buff the surface, removing minor scratches and oxidation.
Polishing Compounds: Polishing compounds are applied to the polishing wheels or belts to aid in the polishing process. These compounds contain fine abrasive particles that help remove surface imperfections and create a smooth, shiny finish. The choice of polishing compound depends on the desired finish and the condition of the stainless steel surface.
Rouge for High-Gloss Finishing: Fine polishing compounds, such as rouge, are used in the final stages of stainless steel polishing to achieve a bright, reflective finish. Coarser compounds may be used in the initial stages to remove scratches or oxidation.
Motor and Speed Controls: The motor powers the polishing wheels or belts, allowing them to rotate at high speeds. Speed controls enable operators to adjust the rotation speed based on the type of stainless steel part being polished and the level of finish required. Slower speeds are used for delicate polishing, while higher speeds are used for more aggressive polishing operations.
Variable Speed Control for Precision Polishing: Stainless steel polish machines often feature variable speed controls, allowing the operator to adjust the machine’s speed for different polishing tasks. This ensures optimal results without damaging the surface of the stainless steel.
Workpiece Holders and Clamps: Workpiece holders or clamps are used to secure the stainless steel part in place during the polishing process. This ensures that the part remains stable and allows the operator to achieve an even, consistent finish across the entire surface.
Secure Workholding for Consistency: Workholding devices are particularly important when polishing large or complex stainless steel parts, as they help prevent movement or vibration during the process.
Dust and Fume Collection System: Polishing stainless steel can generate dust and fumes from the polishing compounds and the metal itself. Stainless steel polish machines often come equipped with dust and fume collection systems to keep the work area clean and safe. These systems help capture airborne particles, reducing contamination and improving operator safety.
Dust Collection for Clean Operation: The dust collection system helps maintain a clean workspace and reduces the risk of defects caused by dust settling on the polished surface.
Stainless Steel Polishing Process
Surface Preparation: Before polishing stainless steel, the surface must be cleaned and prepared by removing any dirt, grease, or heavy oxidation. For surfaces with deep scratches or significant imperfections, sanding or grinding may be necessary before the polishing process begins. Surface preparation is crucial to achieving a smooth, even finish during polishing.
Sanding for Deep Scratches: For stainless steel surfaces with significant surface damage, sanding with coarse grit sandpaper may be required to remove deep scratches and prepare the metal for polishing.
Initial Polishing: The first stage of stainless steel polishing involves using a coarse polishing compound and a firm polishing wheel or belt. This step removes oxidation, minor scratches, and surface imperfections. It smooths the surface in preparation for finer polishing.
Cut Buffing for Surface Refinement: Cut buffing uses a coarse polishing compound and a firm wheel to remove oxidation and restore the surface’s smoothness. This stage lays the foundation for further polishing by creating a uniform surface.
Intermediate Polishing: After the initial polishing, a medium polishing compound is used to further refine the surface. This step removes any remaining imperfections and prepares the stainless steel for the final polishing stage.
Medium Compounds for Surface Smoothing: Intermediate polishing compounds are less abrasive than those used in the initial stages and are designed to smooth out the surface without removing too much material.
Final Polishing: The final stage of stainless steel polishing uses a fine polishing compound and a soft polishing wheel to achieve a high-gloss, mirror-like finish. This step focuses on removing any remaining fine scratches and creating a reflective, polished surface.
Rouge for Mirror Finish: Fine polishing compounds, such as rouge, are used in the final stage to produce a bright, shiny finish. This is crucial for parts that need to look aesthetically appealing, such as architectural fixtures or consumer products.
Inspection and Cleaning: After the polishing process is complete, the stainless steel part is inspected for defects, such as scratches, streaks, or uneven finishes. Any imperfections are corrected through additional polishing, and the part is cleaned to remove any polishing compound residue.
Final Cleaning for a Flawless Finish: Once polished, the stainless steel part is cleaned with solvents or specialized cleaners to remove any residue, ensuring a clean and flawless surface that is ready for use or further processing.
Applications of Stainless Steel Polish Machines
Food Processing Equipment: Stainless steel is widely used in the food processing industry due to its corrosion resistance and hygienic properties. Polishing machines are used to create smooth, polished surfaces on stainless steel equipment, such as mixing tanks, conveyor belts, and cutting tools, ensuring that they meet cleanliness and sanitation standards.
Polished Surfaces for Hygiene: Polished stainless steel surfaces are easier to clean and less likely to harbor bacteria, making them essential for food processing equipment that must meet strict health and safety regulations.
Medical Devices and Equipment: Stainless steel is commonly used in medical devices and surgical instruments due to its strength, corrosion resistance, and biocompatibility. Polishing machines are used to achieve smooth, sterile surfaces on surgical tools, implants, and medical equipment, ensuring that they are safe for use in healthcare settings.
Polished Surgical Instruments: Surgical instruments made from stainless steel require precise polishing to create smooth, clean surfaces that reduce the risk of infection and contamination.
Automotive and Aerospace Industries: Stainless steel polish machines are used in the automotive and aerospace industries to finish components such as exhaust systems, structural elements, and decorative trim. Polished stainless steel enhances the appearance of vehicles and aircraft while providing durability and resistance to corrosion.
Polished Stainless Steel Exhaust Systems: Polished stainless steel exhaust systems are often used in high-performance vehicles for their sleek appearance and resistance to corrosion and heat.
Architecture and Construction: Polished stainless steel is commonly used in architecture and construction for decorative and functional purposes, such as railings, facades, and interior fixtures. Polishing machines are used to create smooth, reflective surfaces that enhance the visual appeal of stainless steel in modern architectural designs.
Polished Railings and Fixtures: In construction, polished stainless steel is often used for railings, handrails, and fixtures in public spaces. The polished finish adds a modern, sleek look while ensuring durability and ease of maintenance.
Consumer Goods and Appliances: Stainless steel polish machines are used to finish a variety of consumer goods, such as kitchen appliances, cookware, and furniture. Polishing enhances the appearance and durability of stainless steel products, giving them a high-quality, reflective finish that appeals to consumers.
Polished Stainless Steel Appliances: Stainless steel kitchen appliances, such as refrigerators, dishwashers, and ovens, are often polished to a high-gloss finish that enhances their aesthetic appeal and makes them easier to clean.
Advantages of Stainless Steel Polish Machines
Improved Aesthetic Appeal: Polished stainless steel has a smooth, shiny, and reflective finish that enhances the appearance of the part. This is particularly important in industries like architecture, consumer goods, and automotive manufacturing, where visual appeal is a key consideration.
Increased Corrosion Resistance: Polishing stainless steel removes surface imperfections and creates a smooth finish that enhances the metal’s corrosion resistance. This is especially important for stainless steel parts used in harsh environments, such as marine applications, medical devices, and food processing equipment.
Enhanced Durability: Polishing removes surface defects, such as scratches and tarnish, that can weaken stainless steel over time. A polished stainless steel surface is more resistant to wear and tear, making it more durable and extending the life of the part.
Improved Hygiene and Cleanliness: Polished stainless steel surfaces are easier to clean and maintain than unpolished surfaces. This is particularly important in industries such as food processing and healthcare, where cleanliness and hygiene are critical.
Versatility for Different Applications: Stainless steel polish machines can be used in a wide range of industries and applications, from food processing and medical devices to automotive and construction. The versatility of these machines makes them valuable tools in many manufacturing environments.
Challenges of Stainless Steel Polish Machines
Tool Wear and Maintenance: Polishing wheels and belts wear out over time and need to be replaced regularly to ensure consistent polishing quality. Regular maintenance is required to keep the machine in optimal condition and prevent defects in the finished product.
Operator Skill: Achieving a high-quality polish requires skilled operators who understand the nuances of different polishing compounds and techniques. Improper use of the machine can lead to scratches, uneven finishes, or damage to the stainless steel surface.
Stainless steel polish machines play a vital role in maintaining the aesthetic, hygienic, and functional properties of stainless steel parts. Whether used in the food processing, medical, automotive, or architectural industries, these machines ensure that stainless steel surfaces are polished to perfection, enhancing both their appearance and performance.
Rubber Moulding Machine
Rubber Moulding Machine
A rubber moulding machine is a piece of equipment designed to shape rubber materials into specific forms by applying heat and pressure. Rubber moulding is a widely used process in industries such as automotive, aerospace, medical, and consumer goods manufacturing, where rubber parts like seals, gaskets, tires, and various components are essential. Rubber moulding machines help create consistent, high-quality rubber products by ensuring precise control over the moulding parameters, such as temperature, pressure, and cycle time.
There are several types of rubber moulding machines, including compression moulding, transfer moulding, and injection moulding machines, each designed to handle different types of rubber and moulding applications. The choice of machine depends on factors such as the complexity of the part, the type of rubber being used, and the required production volume.
Types of Rubber Moulding Machines
Compression Moulding Machines: Compression moulding is one of the oldest and most commonly used methods for rubber moulding. In compression moulding, a pre-measured amount of rubber material is placed into a heated mould cavity. The mould is then closed, and pressure is applied to force the rubber into the shape of the mould. Heat and pressure are maintained until the rubber cures, after which the mould is opened, and the finished part is removed.
Simplicity and Cost-Effectiveness: Compression moulding is a relatively simple and cost-effective process, making it suitable for low to medium production volumes. It is commonly used to produce parts like gaskets, seals, and O-rings.
Disadvantages: Compression moulding may result in longer cycle times compared to other methods, and it is less suitable for highly complex or intricate parts due to limitations in material flow.
Transfer Moulding Machines: Transfer moulding is similar to compression moulding but with the added step of transferring the rubber material into the mould cavity through a transfer chamber. In this process, the rubber is placed in a transfer pot, and a plunger forces the material into the mould cavity through runners and gates. The mould is then closed, and the rubber cures under heat and pressure.
Advantages for Complex Parts: Transfer moulding is ideal for parts with intricate geometries or those that require inserts, such as metal parts embedded in rubber. It provides better material flow and more precise control over the moulding process compared to compression moulding.
Disadvantages: Transfer moulding requires more complex tooling and is generally more expensive than compression moulding, making it better suited for higher-volume production runs.
Injection Moulding Machines: Rubber injection moulding is a highly efficient and automated process that involves injecting liquid rubber or rubber compounds into a closed mould under high pressure. In this process, the rubber material is preheated in an injection chamber, then injected into the mould cavity through a nozzle. The rubber cures in the mould, and the finished part is ejected after the mould opens.
High Efficiency and Precision: Injection moulding is ideal for high-volume production and complex parts with tight tolerances. It offers faster cycle times and better control over the moulding process compared to compression or transfer moulding.
Disadvantages: Injection moulding machines are more expensive to operate and require more advanced tooling. They are best suited for large-scale production or parts that require high precision and consistency.
Key Components of a Rubber Moulding Machine
Mould Cavity and Core: The mould cavity is the space where the rubber material is shaped into the final part. The mould core, typically made from high-strength materials like steel, creates the internal shape of the part, while the cavity forms the external dimensions. In multi-cavity moulds, multiple parts can be produced simultaneously, improving production efficiency.
High Precision Moulds: Moulds used in rubber moulding must be designed with high precision to ensure that the finished parts meet tight tolerances. The mould material must also withstand high temperatures and pressures without deforming.
Heating System: Rubber moulding machines use heating systems to maintain the mould at the proper temperature for curing the rubber. Electric heaters or steam heating systems are commonly used to ensure consistent temperature control throughout the moulding process. Proper temperature control is critical for achieving optimal rubber properties, such as flexibility, strength, and elasticity.
Curing Temperature Control: The heating system allows for precise control of the curing temperature, ensuring that the rubber material cures uniformly and achieves the desired physical properties.
Hydraulic or Mechanical Press: The press applies the necessary pressure to the mould during the rubber moulding process. Hydraulic presses are commonly used for rubber moulding due to their ability to generate high, consistent pressure. The press ensures that the rubber material is fully compressed into the mould cavity and cures evenly.
High-Pressure Forming: Hydraulic presses offer the advantage of high force with precise control, making them ideal for moulding rubber parts with complex geometries or tight tolerances.
Ejection System: After the rubber has cured and the mould is opened, the finished part must be ejected from the mould. Ejector pins or plates are typically used to push the part out of the mould cavity without damaging the part. In injection moulding machines, the ejection system is fully automated to improve production efficiency.
Automatic Ejection for Efficiency: Automated ejection systems reduce cycle times and minimize the risk of damaging parts during removal. They are especially important in high-volume production environments.
Control Panel: Modern rubber moulding machines are equipped with control panels that allow operators to set and monitor parameters such as temperature, pressure, cycle time, and moulding speed. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the moulding process and ensure repeatable, high-quality results.
Precision Control for Consistency: The control panel ensures that the moulding process remains consistent, reducing the risk of defects or variations in the finished parts. This is especially important for parts that require precise dimensional accuracy.
Rubber Moulding Process
Material Preparation: The rubber material is first prepared for moulding. In the case of compression or transfer moulding, raw rubber compounds or pre-forms are used. For injection moulding, the rubber is often in the form of pellets or liquid rubber compounds that are heated and injected into the mould.
Pre-Forms for Compression and Transfer Moulding: Pre-forms are used to control the amount of material placed into the mould cavity, ensuring that the part is formed correctly without excess material.
Loading the Mould: In compression and transfer moulding, the rubber material is placed directly into the mould cavity. For injection moulding, the rubber material is pre-heated in the injection chamber before being injected into the mould. The mould is then closed, and pressure is applied to shape the rubber into the desired part.
High-Pressure Injection for Complex Parts: Injection moulding machines apply high pressure to inject the rubber into the mould cavity, ensuring that the material flows into all areas of the mould and fills intricate details.
Curing: The rubber material is cured under heat and pressure, which causes it to harden and take on its final properties. The curing time and temperature vary depending on the type of rubber being used and the desired properties of the finished part.
Precise Curing for Optimal Properties: The curing process must be carefully controlled to ensure that the rubber achieves the correct level of flexibility, strength, and durability. Over-curing can lead to brittle parts, while under-curing can result in weak, under-formed parts.
Part Ejection: Once the rubber has cured, the mould is opened, and the finished part is ejected from the mould. In injection moulding, this step is automated, while in compression and transfer moulding, the part may need to be manually removed.
Automated Ejection for High-Volume Production: Automatic ejection systems improve production efficiency and reduce the risk of damaging parts during removal.
Finishing and Inspection: After the part is ejected, any excess material, known as flash, is trimmed from the edges of the part. The part is then inspected for defects, such as incomplete moulding or surface imperfections. Any defective parts are discarded or reworked.
Flash Trimming for Clean Edges: Excess material, or flash, is typically removed by hand or with the help of trimming machines, ensuring that the finished part has clean, smooth edges.
Applications of Rubber Moulding Machines
Automotive Industry: Rubber moulding machines are widely used in the automotive industry to produce parts such as seals, gaskets, bushings, and tires. These parts are essential for ensuring proper sealing, noise reduction, and vibration control in vehicles.
Moulded Rubber Seals and Gaskets: Moulded rubber seals are used in engine components, doors, windows, and various other parts of vehicles to prevent leaks and reduce noise. Rubber moulding machines ensure that these parts are produced with precision and consistency.
Aerospace Industry: In the aerospace industry, rubber moulding machines are used to produce high-performance parts such as O-rings, seals, and vibration dampers. These components must meet stringent safety and performance standards, as they are critical to the operation of aircraft and spacecraft.
High-Performance O-Rings for Aerospace Applications: Moulded rubber O-rings are used in fuel systems, hydraulic systems, and other critical areas of aircraft. Rubber moulding machines ensure that these parts meet the exacting standards of the aerospace industry.
Medical Devices and Equipment: Rubber moulding machines are used to produce a variety of medical components, such as seals, gaskets, diaphragms, and tubing. Medical-grade rubber must meet strict quality and safety standards, as it is used in life-saving devices and equipment.
Medical-Grade Rubber Components: Rubber moulding machines are used to produce medical parts that are biocompatible, sterilizable, and resistant to harsh chemicals. These parts are essential in medical devices such as respirators, pumps, and diagnostic equipment.
Consumer Goods: Rubber moulding machines are used to produce a wide range of consumer products, including rubber footwear, kitchen tools, and household seals. These machines allow manufacturers to produce durable, flexible rubber products that meet the needs of everyday consumers.
Rubber Moulded Footwear: Rubber moulding machines are commonly used to produce soles and components for shoes, boots, and sandals. Moulded rubber provides the comfort, durability, and flexibility needed for high-quality footwear.
Industrial Equipment: Rubber moulding machines are used to produce rubber parts for industrial machinery, including seals, grommets, vibration dampers, and hoses. These parts are essential for maintaining the performance and reliability of industrial equipment in demanding environments.
Moulded Rubber for Industrial Applications: Rubber parts are used in heavy machinery to reduce vibration, protect equipment from damage, and ensure proper sealing in harsh conditions.
Advantages of Rubber Moulding Machines
Precision and Consistency: Rubber moulding machines ensure that parts are produced with high precision and consistency, meeting exact specifications for dimensions, strength, and performance. This is critical for industries such as automotive and aerospace, where quality and reliability are paramount.
Efficiency for High-Volume Production: Injection and transfer moulding machines are highly efficient, allowing manufacturers to produce large quantities of rubber parts quickly and with minimal waste. This makes them ideal for high-volume production runs in industries like automotive and consumer goods.
Versatility for Different Rubber Types: Rubber moulding machines can handle a wide variety of rubber materials, including natural rubber, synthetic rubber, and silicone. This versatility allows manufacturers to produce parts with specific properties, such as heat resistance, chemical resistance, or flexibility.
Cost-Effectiveness for Mass Production: Rubber moulding machines are cost-effective for producing large batches of parts, especially in injection and transfer moulding. The automated nature of these processes reduces labor costs and improves production efficiency.
Challenges of Rubber Moulding Machines
High Initial Tooling Costs: Mould tooling for rubber moulding machines can be expensive, particularly for complex parts or multi-cavity moulds. Manufacturers must consider these costs when deciding on the most suitable moulding process for their production needs.
Material Waste in Compression Moulding: Compression moulding can result in more material waste compared to other methods, especially if excess rubber material is used to ensure that the mould is completely filled. Proper material management is essential to minimize waste and reduce costs.
Rubber moulding machines play a vital role in producing high-quality rubber parts for a wide range of industries, from automotive and aerospace to medical devices and consumer goods. These machines offer the precision, efficiency, and versatility needed to meet the demands of modern manufacturing, ensuring that rubber parts are produced with consistent quality and performance.
CNC Flowforming
Advanced Metalworking Technics with CNC Metal Spinning Machine
CNC flowforming is a precision metal forming process that uses CNC (Computer Numerical Control) technology to control the shaping of metal components by gradually deforming a metal blank over a rotating mandrel using rollers. Flowforming is often used to produce cylindrical or conical parts with precise dimensions, thin walls, and excellent strength. CNC flowforming is widely used in industries such as aerospace, automotive, defense, and industrial manufacturing, where high-performance parts with complex geometries are required.
CNC flowforming offers significant advantages over traditional forming methods, including greater material efficiency, improved mechanical properties, and the ability to produce parts with tight tolerances. The CNC technology ensures that the forming process is highly repeatable and precise, making it ideal for producing complex, high-quality parts in medium to large production volumes.
Key Components of a CNC Flowforming Machine
Mandrel: The mandrel is the shaping tool over which the metal blank is formed. It provides the internal shape of the part, while the CNC-controlled rollers apply pressure to the blank to gradually form it into the desired shape. The mandrel must be precisely machined to match the exact dimensions of the final part.
Mandrel Design for Complex Parts: The mandrel is a critical component in CNC flowforming, as it determines the internal shape and dimensions of the part. The mandrel must be designed to withstand the high forces applied during the forming process while maintaining tight tolerances.
CNC-Controlled Rollers: CNC flowforming machines use multiple rollers to apply pressure to the metal blank as it rotates on the mandrel. The rollers gradually deform the metal, thinning it and shaping it into the final part. The CNC system controls the position, pressure, and speed of the rollers to ensure precise forming.
Precise Control for Uniform Wall Thickness: CNC-controlled rollers allow for precise control over the material flow, ensuring that the part has uniform wall thickness and meets exact dimensional specifications.
Rotating Spindle: The spindle holds the mandrel and rotates it during the flowforming process. The rotation of the mandrel, combined with the pressure from the rollers, gradually shapes the metal blank into the desired form. The spindle must be capable of rotating at precise speeds to ensure consistent forming.
High-Speed Rotation for Efficient Forming: The spindle must rotate at the correct speed to allow the rollers to apply even pressure and gradually form the part without over-stressing the material.
Hydraulic or Servo Actuation System: CNC flowforming machines use hydraulic or servo-actuated systems to control the movement and pressure of the rollers. These systems provide the force needed to deform the metal and ensure that the forming process is smooth and controlled.
Hydraulic Pressure for High-Strength Parts: The hydraulic system provides the necessary pressure to form high-strength materials, such as steel and titanium, into precise shapes without causing defects.
CNC Control Panel: The CNC control panel is the interface through which operators set and monitor the forming parameters, such as roller pressure, spindle speed, and material feed rate. The CNC system ensures that the forming process is highly repeatable and that each part is produced to the exact same specifications.
Automation for Precision and Repeatability: CNC technology automates the flowforming process, allowing for precise control over every aspect of the operation. This ensures that each part is formed consistently, even in high-volume production.
CNC Flowforming Process
Material Preparation: The process begins with the preparation of a metal blank, typically in the form of a pre-formed tube or disc. The blank is made from materials such as aluminum, steel, or titanium, which have good ductility and can be deformed without cracking. The blank is mounted onto the mandrel in the flowforming machine.
Pre-Forms for Consistent Shaping: The initial shape of the blank is critical to the success of the flowforming process. Pre-forms must be designed to accommodate the thinning and stretching that occurs during forming.
Forming the Metal Blank: As the mandrel rotates, the CNC-controlled rollers apply pressure to the metal blank. The rollers move along the length of the blank, gradually thinning and stretching the material to form the final part. The pressure applied by the rollers is carefully controlled to ensure that the material is deformed uniformly.
Controlled Thinning for Precise Wall Thickness: Flowforming allows manufacturers to create parts with very thin walls while maintaining excellent strength and structural integrity. The CNC system ensures that the wall thickness is consistent along the entire length of the part.
Multiple Passes for Complex Shapes: For parts with complex geometries, the flowforming process may require multiple passes with the rollers. Each pass further deforms the metal, gradually bringing it closer to the final shape. The CNC system ensures that each pass is executed with precision, preventing defects such as wrinkles or uneven wall thickness.
Complex Shapes with Tight Tolerances: CNC flowforming is ideal for producing parts with intricate shapes or features, such as flanges, tapers, or internal threads. The CNC system ensures that these features are formed with tight tolerances and repeatable accuracy.
Part Removal and Inspection: Once the flowforming process is complete, the finished part is removed from the mandrel and inspected for defects. The part is typically subjected to dimensional checks and surface quality inspections to ensure that it meets the required specifications.
Quality Control for High-Precision Parts: CNC flowforming produces parts with excellent surface finishes and dimensional accuracy, reducing the need for additional machining or finishing processes.
Applications of CNC Flowforming
Aerospace Industry: CNC flowforming is widely used in the aerospace industry to produce lightweight, high-strength components such as rocket motor casings, fuselage sections, and structural supports. The ability to create thin-walled parts with precise dimensions makes flowforming ideal for aerospace applications.
Rocket Motor Casings: Flowforming is used to produce thin-walled rocket motor casings with excellent strength and durability. These parts must withstand extreme pressures and temperatures, making flowforming a critical process for aerospace manufacturers.
Automotive Industry: In the automotive industry, CNC flowforming is used to create lightweight components such as wheel rims, drive shafts, and suspension components. Flowformed parts are strong, lightweight, and capable of withstanding the stresses of high-performance vehicles.
Lightweight Alloy Wheels: CNC flowforming is used to produce lightweight alloy wheels for high-performance vehicles. The process ensures that the wheels have the strength needed to handle the stresses of driving while minimizing weight.
Defense and Military Applications: CNC flowforming is used to produce parts for defense and military applications, such as artillery shells, missile casings, and armor-piercing projectiles. These parts require high strength, durability, and precision, making flowforming an ideal manufacturing process.
Artillery Shells: Flowforming is used to produce artillery shells with thin walls and high strength, ensuring that they can withstand the pressures generated during firing while remaining lightweight.
Industrial Manufacturing: CNC flowforming is also used in the production of industrial components such as pressure vessels, heat exchanger tubes, and hydraulic cylinders. These parts require high strength and precision, making flowforming a valuable process for industrial manufacturers.
Heat Exchanger Tubes: Flowforming is used to produce thin-walled heat exchanger tubes with precise dimensions, ensuring efficient heat transfer and durability in demanding industrial applications.
Advantages of CNC Flowforming
High Precision and Repeatability: CNC flowforming ensures that parts are produced with tight tolerances and consistent quality, making it ideal for applications where precision is critical, such as aerospace and defense manufacturing.
Material Efficiency: Flowforming uses a cold-forming process that minimizes material waste, allowing manufacturers to produce parts with consistent wall thickness and minimal scrap. This improves cost efficiency and reduces the environmental impact of production.
Enhanced Mechanical Properties: The cold-forming process used in CNC flowforming improves the mechanical properties of the metal, such as its hardness, tensile strength, and fatigue resistance. This makes flowformed parts more durable and capable of withstanding extreme conditions.
Cost-Effective for Medium- to High-Volume Production: CNC flowforming is particularly cost-effective for medium- to high-volume production runs, as it requires fewer tooling changes and offers shorter cycle times compared to other forming processes.
Challenges of CNC Flowforming
High Initial Setup Costs: The equipment and tooling required for CNC flowforming can be expensive, making it less cost-effective for low-volume production runs. However, the long-term savings in material costs and reduced machining requirements often justify the initial investment.
Material Limitations: While CNC flowforming is effective for a wide range of metals, such as aluminum, steel, and titanium, it may not be suitable for certain materials that are too brittle or have limited formability.
CNC flowforming is a highly efficient and versatile process used to produce lightweight, high-precision components with complex geometries. Whether used in aerospace, automotive, defense, or industrial applications, CNC flowforming offers manufacturers a cost-effective solution for creating parts that meet the highest standards of performance and durability.
Round Cutter for Sheet Metal
Circle Shear Machine
A round cutter for sheet metal is a specialized tool used to cut circular shapes or holes in sheet metal materials. These tools are essential in industries like automotive, aerospace, HVAC, construction, and manufacturing, where precise circular cuts are often required for components such as flanges, ducts, gaskets, and panels. Round cutters are designed to handle various types of sheet metal, including steel, aluminum, copper, and brass, making them versatile and valuable tools in metalworking.
Round cutters come in different designs and sizes, depending on the specific cutting application. Some are manual tools used for smaller jobs, while others are integrated into automated cutting machines for high-volume production. These cutters ensure precision and efficiency, allowing manufacturers to produce consistent, high-quality round cuts in sheet metal with minimal waste.
Types of Round Cutters for Sheet Metal
Manual Circle Cutters: Manual circle cutters are handheld tools used for cutting small to medium-sized circular shapes in sheet metal. These cutters are often adjustable, allowing the operator to set the desired diameter for the cut. Manual circle cutters are commonly used in HVAC work, where they are used to cut holes for ducts, vents, and pipes.
Handheld and Adjustable: Manual circle cutters typically feature a rotating cutting head with adjustable arms that allow the user to set the diameter of the cut. The cutting head is rotated around a central pivot point, creating a clean, circular cut in the sheet metal.
Advantages: Manual circle cutters are easy to use and affordable, making them ideal for smaller jobs or projects that require occasional cutting of circular shapes. They are lightweight and portable, allowing operators to use them on-site.
Disadvantages: Manual circle cutters are limited in their capacity and are not suitable for cutting thick or hard metals. They also require more physical effort and precision from the operator, making them less efficient for high-volume or repetitive cutting tasks.
Rotary Cutters for Sheet Metal: Rotary cutters are powered tools that use rotating blades to cut circular shapes in sheet metal. These cutters can be either handheld or mounted on a bench or stand. Rotary cutters are ideal for cutting larger or thicker sheets of metal, as they provide more power and precision than manual tools.
Powered Cutting for Efficiency: Rotary cutters use a motor to drive the cutting blade, allowing for faster and more precise cuts. Some rotary cutters are equipped with adjustable cutting heads that allow the operator to set the desired diameter for the cut.
Advantages: Rotary cutters are more efficient than manual tools and can handle thicker or harder materials. They are ideal for repetitive cutting tasks and are commonly used in workshops and fabrication shops.
Disadvantages: Rotary cutters are more expensive than manual tools and may require a power source. They are also larger and less portable, making them better suited for stationary work environments.
Punch and Die Circle Cutters: Punch and die circle cutters use a punch press to create circular holes or shapes in sheet metal. In this process, a punch is driven through the sheet metal, cutting out a circular shape that matches the size and shape of the die. Punch and die cutters are used for high-precision, high-volume cutting and are commonly integrated into automated production lines.
Precision Cutting for High-Volume Production: Punch and die circle cutters are highly accurate and capable of cutting multiple holes or shapes in a single operation. The punch and die are machined to exact specifications, ensuring consistent, precise cuts.
Advantages: Punch and die cutters are ideal for high-volume production, as they can cut large numbers of holes quickly and with minimal material waste. They are commonly used in industries that require precise, repeatable cuts, such as automotive and aerospace manufacturing.
Disadvantages: Punch and die cutters are expensive to set up, as they require custom tooling for each specific cut. They are best suited for high-volume production, where the cost of tooling can be justified by the large number of parts being produced.
CNC Plasma and Laser Cutters: CNC (Computer Numerical Control) plasma and laser cutters are advanced cutting machines that use high-energy beams or plasma arcs to cut precise shapes, including circles, in sheet metal. These machines are highly automated, allowing operators to program the desired cut into the CNC system, which then controls the cutting head to execute the cut with precision.
Advanced Cutting for Complex Shapes: CNC plasma and laser cutters are capable of cutting extremely precise and complex shapes in sheet metal, including intricate circular patterns. These machines are ideal for high-precision applications in industries such as aerospace, automotive, and electronics.
Advantages: CNC plasma and laser cutters provide unmatched precision and efficiency, making them ideal for cutting complex shapes with tight tolerances. They are also highly versatile, capable of cutting a wide range of materials and thicknesses.
Disadvantages: CNC plasma and laser cutters are expensive to purchase and operate, making them best suited for large-scale manufacturing operations. They also require skilled operators to program and maintain the machines.
The Cutting Process with Round Cutters
Marking the Cutting Area: Before cutting, the operator marks the desired location and diameter of the circle on the sheet metal. This ensures that the cut is made in the correct position and to the correct size. For manual cutters, the center point of the circle is often marked, and a pivot is set to guide the cutting tool.
Accuracy in Marking: Marking the cutting area accurately is essential for ensuring that the final cut meets the required specifications. In automated systems, the cutting pattern is programmed into the CNC machine, eliminating the need for manual marking.
Positioning the Cutter: The round cutter is positioned on the sheet metal, with the cutting blade or punch aligned with the marked area. For manual cutters, the operator positions the pivot point in the center of the marked circle and adjusts the cutter to the desired diameter.
Precision in Positioning: Proper alignment of the cutter is crucial for achieving a clean, precise cut. In punch and die systems, the punch and die must be perfectly aligned to ensure that the cut is made cleanly and without distortion.
Executing the Cut: Once the cutter is positioned, the cutting operation is performed. In manual and rotary cutters, the operator manually rotates the cutter around the pivot point or guides the powered cutter along the marked path. In punch and die systems, the punch is driven through the sheet metal to create the hole. In CNC plasma or laser systems, the cutting head is guided automatically by the CNC system to execute the cut.
Smooth Cutting for Clean Edges: The goal of the cutting process is to create a clean, smooth edge without distortion or burrs. Proper control of the cutter’s speed and pressure is essential for achieving high-quality cuts.
Finishing and Inspection: After the cut is made, the edges of the cut circle are inspected for any burrs or rough edges. In some cases, deburring or smoothing may be required to achieve a clean, finished edge. The final part is then inspected for dimensional accuracy to ensure that it meets the required specifications.
Deburring for Clean Edges: Burrs or rough edges are common after cutting, especially in thicker or harder metals. These imperfections can be removed using deburring tools or machines to create a smooth, finished edge.
Applications of Round Cutters for Sheet Metal
HVAC and Ductwork Fabrication: Round cutters are widely used in the HVAC industry to create circular holes and shapes in sheet metal for ducts, vents, and other ventilation components. The ability to cut precise circles is essential for ensuring proper fit and function in ductwork systems.
Cutting for Air Vents and Ducts: HVAC technicians use round cutters to create holes for air vents, flanges, and pipes in ductwork systems. The precision of the cut ensures that the components fit together correctly, improving airflow and system performance.
Automotive Industry: In the automotive industry, round cutters are used to cut circular holes and shapes in sheet metal for components such as flanges, gaskets, and panels. The ability to cut precise circles is essential for ensuring that parts fit together correctly and function as intended.
Cutting for Flanges and Gaskets: Round cutters are used to create precise holes for flanges and gaskets, ensuring proper sealing and alignment in automotive components such as engines, exhaust systems, and fuel tanks.
Aerospace Industry: In the aerospace industry, round cutters are used to cut precise circular holes and shapes in sheet metal for aircraft components, such as bulkheads, fuselage panels, and structural supports. The high precision of the cut is critical for ensuring that parts meet the strict safety and performance standards required in aerospace manufacturing.
Precision Cutting for Structural Components: Round cutters are used to create holes and circular shapes in structural components that must withstand extreme forces and environmental conditions.
Metal Fabrication and Construction: Round cutters are commonly used in metal fabrication shops and construction projects to create circular holes and shapes in sheet metal for architectural elements, structural supports, and decorative features. These cutters allow fabricators to create custom parts with precise circular cuts.
Cutting for Architectural Panels: Round cutters are used to create custom circular designs in metal panels for architectural applications, such as building facades, interior walls, and decorative features.
Advantages of Round Cutters for Sheet Metal
Precision Cutting for Circular Shapes: Round cutters are specifically designed for cutting precise circular shapes in sheet metal, ensuring clean, accurate cuts with minimal material waste. This precision is essential for industries such as automotive, aerospace, and HVAC, where components must fit together precisely.
Versatility for Different Metals: Round cutters can be used to cut a wide range of sheet metal materials, including steel, aluminum, copper, and brass. This versatility makes them valuable tools for metal fabricators working with different types of materials.
Efficiency for High-Volume Production: Punch and die systems and CNC cutting machines are highly efficient for high-volume production, allowing manufacturers to produce large numbers of parts with consistent quality and minimal downtime.
Clean, Smooth Edges: Round cutters are designed to create clean, smooth edges, reducing the need for additional finishing operations such as deburring or grinding. This improves the overall quality of the finished part and reduces production time.
Challenges of Round Cutters for Sheet Metal
Tool Wear and Maintenance: The cutting blades or punches used in round cutters wear out over time and need to be replaced regularly to maintain cutting precision. Proper maintenance is essential to ensure that the cutters continue to produce high-quality cuts.
Initial Setup Costs for CNC Systems: CNC plasma and laser cutting systems are expensive to purchase and operate, making them a significant investment for manufacturers. However, the high precision and efficiency of these systems often justify the initial setup costs for large-scale production.
Round cutters for sheet metal are essential tools in industries that require precise circular cuts, such as automotive, aerospace, HVAC, and metal fabrication. Whether used in manual, powered, or automated systems, these cutters provide the accuracy, efficiency, and versatility needed to produce high-quality round cuts in a variety of sheet metal materials.
Flange Machine
Sheet Metal Rounded Corners
A flange machine is a specialized piece of equipment used to form or attach flanges to metal pipes, tubes, and ducts. Flanges are integral components in many piping and ductwork systems, serving as the connecting points between pipes or other components. They provide a secure, leak-proof connection, allowing for easy assembly, disassembly, and maintenance. Flange machines are used in industries such as HVAC, construction, plumbing, and industrial manufacturing, where precision and strength are required for flange connections.
Flange machines come in various designs, depending on the specific application, such as roll-forming flange machines, hydraulic flange forming machines, and automated CNC flange machines. These machines help manufacturers create consistent, high-quality flanges that meet industry standards for strength, durability, and performance.
Types of Flange Machines
Roll-Forming Flange Machines: Roll-forming flange machines are used to create flanges by gradually shaping the edge of a metal pipe, tube, or duct using a series of rollers. The rollers apply pressure to the material as it passes through the machine, forming the flange without cutting or removing material. Roll-forming flange machines are commonly used in the HVAC industry to create flanges for ductwork.
Precision Forming for Ductwork: Roll-forming machines create consistent, smooth flanges that are used to connect sections of ductwork in HVAC systems. The process is efficient and suitable for high-volume production.
Advantages: Roll-forming machines are highly efficient and capable of producing flanges with tight tolerances. They are ideal for forming flanges on long sections of metal pipe or ductwork.
Disadvantages: Roll-forming machines are limited in their ability to create complex flange shapes and are best suited for simple, straight flanges.
Hydraulic Flange Forming Machines: Hydraulic flange forming machines use hydraulic pressure to form flanges by pressing or bending the metal material into the desired shape. These machines are used to form flanges on thicker or more rigid materials, such as steel or stainless steel pipes, where roll-forming machines may not be suitable.
High Pressure for Heavy-Duty Flanges: Hydraulic flange machines are capable of forming strong, durable flanges on thick-walled pipes and tubes. The hydraulic system provides the force needed to shape the metal without causing cracks or deformation.
Advantages: Hydraulic flange machines are ideal for heavy-duty applications where thick or hard metals are used. They provide precise control over the forming process, ensuring that the flanges meet the required specifications.
Disadvantages: Hydraulic flange machines are slower than roll-forming machines and may require more setup time. They are also more expensive to operate due to the hydraulic system.
CNC Flange Machines: CNC flange machines use computer numerical control (CNC) technology to automate the flange forming process. These machines are highly precise and capable of producing complex flange shapes with tight tolerances. CNC flange machines are used in industries that require high levels of accuracy, such as aerospace, automotive, and industrial manufacturing.
Automated Precision for Complex Flanges: CNC flange machines are programmed to perform the flange forming process with high precision, ensuring that each flange is formed to the exact specifications. These machines are ideal for producing custom flanges or parts with intricate shapes.
Advantages: CNC flange machines offer unmatched precision and repeatability, making them ideal for high-volume production or parts that require tight tolerances. The automation reduces the need for manual labor and minimizes the risk of errors.
Disadvantages: CNC flange machines are expensive to purchase and operate, making them more suitable for large-scale production or applications that require high precision.
Flange Welding Machines: Flange welding machines are used to attach flanges to metal pipes or tubes by welding. These machines ensure that the flange is securely bonded to the pipe, providing a strong, leak-proof connection. Flange welding machines are commonly used in industries such as plumbing, oil and gas, and industrial piping systems.
Welding for Strong Connections: Flange welding machines ensure that the flange is securely welded to the pipe, creating a durable connection that can withstand high pressure and temperature.
Advantages: Welding provides a strong, permanent connection between the flange and the pipe. Flange welding machines are ideal for applications where a leak-proof connection is essential, such as in oil and gas pipelines.
Disadvantages: Welding machines require skilled operators and regular maintenance to ensure that the welds are strong and free from defects.
The Flange Forming Process
Material Preparation: Before the flange is formed, the material must be prepared by cutting the pipe, tube, or duct to the required length. The edges of the material are often smoothed or deburred to ensure that the flange can be formed cleanly without defects.
Cutting and Deburring for Clean Edges: Proper preparation of the material is essential for achieving a high-quality flange. Any burrs or rough edges can affect the forming process and lead to defects in the final flange.
Forming the Flange: The flange forming process varies depending on the type of machine being used. In roll-forming machines, the material is fed through a series of rollers that gradually shape the edge into a flange. In hydraulic or CNC machines, the material is pressed or bent into the desired shape. In welding machines, the flange is welded to the pipe after it has been formed.
Consistent Forming for Precision Flanges: The goal of the forming process is to create a flange with precise dimensions and a smooth finish. Proper control of the forming pressure and speed is essential for achieving high-quality results.
Finishing and Inspection: After the flange is formed, it is inspected for defects such as cracks, uneven edges, or dimensional inaccuracies. Any excess material, such as burrs or rough edges, is removed to ensure that the flange is smooth and ready for use.
Quality Control for Reliable Flanges: Flanges must meet strict quality standards to ensure that they provide a secure, leak-proof connection. Inspection and finishing are critical steps in the flange forming process to ensure that the final product meets these standards.
Applications of Flange Machines
HVAC Systems: Flange machines are widely used in the HVAC industry to create flanges for ductwork and ventilation systems. Flanges are essential for connecting sections of ductwork and ensuring that the system operates efficiently and without leaks.
Forming Flanges for Ductwork: Roll-forming flange machines are commonly used to create flanges on large sections of ductwork, providing a secure connection point for joining ducts and vents.
Industrial Piping Systems: In industrial piping systems, flanges are used to connect pipes, valves, and other components. Flange machines are used to form or attach flanges to pipes in applications such as oil and gas pipelines, chemical processing plants, and power generation facilities.
Flanges for High-Pressure Pipes: Hydraulic flange machines are often used to form flanges on thick-walled pipes used in high-pressure or high-temperature environments, such as oil refineries or power plants.
Automotive and Aerospace Industries: Flange machines are used in the automotive and aerospace industries to create flanges for exhaust systems, fuel lines, and other components. The precision offered by CNC flange machines is essential for ensuring that flanges meet the tight tolerances required in these industries.
Precision Flanges for Exhaust Systems: CNC flange machines are used to create custom flanges for exhaust systems, ensuring that they fit precisely and provide a leak-proof connection.
Plumbing and Construction: Flange machines are used in plumbing and construction to form or attach flanges to pipes used in water supply, drainage, and other systems. Flanges provide a secure connection point for assembling plumbing systems and allow for easy maintenance and repairs.
Flanges for Water Supply Lines: Flange machines are used to create flanges for water supply lines in residential and commercial buildings, ensuring that the pipes can be connected securely and leak-free.
Advantages of Flange Machines
Precision and Consistency: Flange machines ensure that flanges are formed with high precision and consistency, meeting exact specifications for dimensions and strength. This is essential for applications where leak-proof connections are critical, such as in HVAC systems or industrial pipelines.
Efficiency for High-Volume Production: Flange machines, especially roll-forming and CNC machines, are highly efficient and capable of producing large quantities of flanges quickly and with minimal waste. This makes them ideal for high-volume production in industries such as construction and manufacturing.
Versatility for Different Materials: Flange machines can handle a wide range of materials, including steel, aluminum, copper, and stainless steel. This versatility makes them valuable tools for manufacturers working with different types of pipes and tubing.
Strong, Leak-Proof Connections: Flanges formed by flange machines provide strong, durable connections that can withstand high pressure and temperature. This is particularly important in industrial applications where the reliability of the connection is critical for safety and performance.
Challenges of Flange Machines
Tooling and Setup Costs: Flange machines, particularly CNC and hydraulic machines, can be expensive to purchase and set up. The cost of tooling and maintenance must be considered, especially for custom or complex flange designs.
Skilled Operation for Precision: Operating flange machines, especially CNC and welding machines, requires skilled operators to ensure that the flanges are formed correctly and meet the required specifications. Improper operation can lead to defects and compromised flange connections.
Flange machines are essential tools for forming and attaching flanges to pipes, tubes, and ducts in a wide range of industries. Whether used in HVAC systems, industrial piping, or automotive and aerospace applications, these machines provide the precision, strength, and efficiency needed to create reliable, high-quality flanges that meet the demands of modern manufacturing and construction.
Metal Flowforming
CNC Controller for Spinning Machine
Metal flowforming is an advanced metal forming process used to shape cylindrical or conical metal parts by applying controlled pressure through rotating rollers. The process starts with a pre-formed metal blank, typically a tube, which is placed over a mandrel and rotated at high speeds. Rollers apply pressure to the metal, gradually thinning and stretching it into the desired shape. Flowforming offers precise control over wall thickness and part geometry, making it ideal for producing lightweight, high-strength components with complex geometries.
Flowforming is used in industries such as aerospace, automotive, defense, and industrial manufacturing, where precision, strength, and material efficiency are critical. The process enhances the mechanical properties of the metal, making it stronger and more durable, while also reducing material waste.
Types of Metal Flowforming
Forward Flowforming: In forward flowforming, the rollers move along the length of the metal blank in the same direction as the rotation of the mandrel. The material is thinned and stretched forward as it conforms to the shape of the mandrel. Forward flowforming is commonly used to produce cylindrical parts, such as tubes, pipes, and pressure vessels.
Precise Control of Wall Thickness: Forward flowforming allows manufacturers to create parts with precise, consistent wall thickness, which is critical for applications where uniform strength and weight are essential, such as in aerospace and automotive components.
Advantages: Forward flowforming is ideal for producing parts with long, uniform lengths, such as tubes and pipes. It offers excellent control over the material flow, ensuring consistent wall thickness and dimensional accuracy.
Disadvantages: Forward flowforming may not be suitable for parts with highly complex geometries or varying wall thicknesses, as the material flows primarily in one direction.
Backward Flowforming: In backward flowforming, the rollers move in the opposite direction of the mandrel’s rotation. This causes the material to be pushed backward while it is thinned and stretched into shape. Backward flowforming is commonly used for parts with more complex geometries or varying wall thicknesses, such as conical parts or components with flanges.
Complex Shapes with Variable Thickness: Backward flowforming allows for more control over the material flow, making it possible to create parts with varying wall thicknesses or complex features, such as tapers or flanges.
Advantages: Backward flowforming is ideal for producing parts with complex geometries, such as cones or components with varying wall thickness. It offers greater flexibility in shaping the material compared to forward flowforming.
Disadvantages: Backward flowforming is typically slower than forward flowforming and may require more precise control to prevent defects, such as wrinkling or uneven material distribution.
Combined Flowforming: Combined flowforming uses both forward and backward flowforming techniques to create parts with complex geometries and varying wall thicknesses. This method is often used for high-precision components in industries like aerospace and defense, where intricate shapes and tight tolerances are required.
Precision for Complex Components: Combined flowforming allows for precise control over material flow in both directions, enabling manufacturers to produce parts with complex shapes and varying thicknesses, such as aerospace structural components or high-performance automotive parts.
Advantages: Combined flowforming provides maximum flexibility for creating parts with complex geometries, varying wall thicknesses, and tight tolerances. It is ideal for high-performance applications where precision is critical.
Disadvantages: Combined flowforming requires advanced equipment and highly skilled operators, making it more expensive and time-consuming than single-direction flowforming.
Key Components of a Metal Flowforming Machine
Mandrel: The mandrel is the shaping tool around which the metal blank is formed. The mandrel provides the internal shape of the part, while the rollers apply pressure to the blank, stretching and thinning it into the desired external shape. Mandrels are typically made from high-strength materials, such as hardened steel, to withstand the high forces involved in flowforming.
Precision Mandrels for Tight Tolerances: The mandrel must be precisely machined to match the internal dimensions of the final part. Any deviations in the mandrel’s shape can result in defects or dimensional inaccuracies in the finished part.
Rollers: Flowforming machines use multiple rollers to apply pressure to the metal blank as it rotates on the mandrel. The rollers gradually deform the metal, thinning and shaping it into the final part. The position, pressure, and speed of the rollers are carefully controlled to ensure precise forming.
Controlled Pressure for Uniform Thickness: The rollers must apply consistent pressure to ensure that the material flows uniformly, creating a part with consistent wall thickness and smooth surfaces.
Rotating Spindle: The spindle holds the mandrel and rotates it during the flowforming process. The rotation of the mandrel, combined with the pressure from the rollers, shapes the metal blank into the desired form. The spindle’s speed must be carefully controlled to ensure that the material is deformed evenly.
High-Speed Rotation for Efficient Forming: The spindle must rotate at the correct speed to allow the rollers to apply even pressure and gradually form the part without over-stressing the material.
Hydraulic or Servo Actuation System: Flowforming machines use hydraulic or servo-actuated systems to control the movement and pressure of the rollers. These systems provide the force needed to deform the metal and ensure that the forming process is smooth and controlled.
Hydraulic Pressure for High-Strength Parts: The hydraulic system provides the necessary pressure to form high-strength materials, such as steel and titanium, into precise shapes without causing defects.
CNC Control System: Many modern flowforming machines are equipped with CNC (Computer Numerical Control) systems that allow for precise control over the forming process. The CNC system automates the movement of the rollers, ensuring that the material is formed with consistent accuracy and repeatability.
Automation for Precision and Repeatability: CNC control systems ensure that each part is formed to the exact same specifications, improving efficiency and reducing the risk of defects.
The Flowforming Process
Material Preparation: The process begins with the preparation of a metal blank, typically in the form of a tube or disc. The blank is made from materials such as aluminum, steel, or titanium, which have good ductility and can be deformed without cracking. The blank is mounted onto the mandrel in the flowforming machine.
Pre-Forms for Consistent Shaping: The initial shape of the blank is critical to the success of the flowforming process. Pre-forms must be designed to accommodate the thinning and stretching that occurs during forming.
Forming the Metal Blank: As the mandrel rotates, the rollers apply controlled pressure to the metal blank. The pressure from the rollers gradually thins and stretches the material, shaping it into the desired form. The flow of the material is carefully controlled to ensure that the part has uniform wall thickness and smooth surfaces.
Precision Thinning for Uniform Parts: The flowforming process allows for precise control over the material flow, ensuring that the part is formed with consistent wall thickness and meets tight dimensional tolerances.
Multiple Passes for Complex Shapes: For parts with complex geometries, the flowforming process may require multiple passes with the rollers. Each pass further deforms the metal, gradually bringing it closer to the final shape. The CNC system ensures that each pass is executed with precision, preventing defects such as wrinkles or uneven material distribution.
Complex Shapes with Tight Tolerances: Flowforming is ideal for producing parts with intricate shapes or features, such as flanges, tapers, or internal threads. The CNC system ensures that these features are formed with tight tolerances and repeatable accuracy.
Part Removal and Inspection: Once the flowforming process is complete, the finished part is removed from the mandrel and inspected for defects. The part is typically subjected to dimensional checks and surface quality inspections to ensure that it meets the required specifications.
Quality Control for High-Precision Parts: Flowforming produces parts with excellent surface finishes and dimensional accuracy, reducing the need for additional machining or finishing processes.
Applications of Metal Flowforming
Aerospace Industry: Flowforming is widely used in the aerospace industry to produce lightweight, high-strength components such as rocket motor casings, fuselage sections, and structural supports. The ability to create thin-walled parts with precise dimensions makes flowforming ideal for aerospace applications.
Rocket Motor Casings: Flowforming is used to produce thin-walled rocket motor casings with excellent strength and durability. These parts must withstand extreme pressures and temperatures, making flowforming a critical process for aerospace manufacturers.
Automotive Industry: In the automotive industry, flowforming is used to create lightweight components such as wheel rims, drive shafts, and suspension components. Flowformed parts are strong, lightweight, and capable of withstanding the stresses of high-performance vehicles.
Lightweight Alloy Wheels: Flowforming is used to produce lightweight alloy wheels for high-performance vehicles. The process ensures that the wheels have the strength needed to handle the stresses of driving while minimizing weight.
Defense and Military Applications: Flowforming is used to produce parts for defense and military applications, such as artillery shells, missile casings, and armor-piercing projectiles. These parts require high strength, durability, and precision, making flowforming an ideal manufacturing process.
Artillery Shells: Flowforming is used to produce artillery shells with thin walls and high strength, ensuring that they can withstand the pressures generated during firing while remaining lightweight.
Industrial Manufacturing: Flowforming is also used in the production of industrial components such as pressure vessels, heat exchanger tubes, and hydraulic cylinders. These parts require high strength and precision, making flowforming a valuable process for industrial manufacturers.
Heat Exchanger Tubes: Flowforming is used to produce thin-walled heat exchanger tubes with precise dimensions, ensuring efficient heat transfer and durability in demanding industrial applications.
Advantages of Metal Flowforming
High Precision and Repeatability: Flowforming ensures that parts are produced with tight tolerances and consistent quality, making it ideal for applications where precision is critical, such as aerospace and defense manufacturing.
Material Efficiency: Flowforming uses a cold-forming process that minimizes material waste, allowing manufacturers to produce parts with consistent wall thickness and minimal scrap. This improves cost efficiency and reduces the environmental impact of production.
Enhanced Mechanical Properties: The cold-forming process used in flowforming improves the mechanical properties of the metal, such as its hardness, tensile strength, and fatigue resistance. This makes flowformed parts more durable and capable of withstanding extreme conditions.
Cost-Effective for Medium- to High-Volume Production: Flowforming is particularly cost-effective for medium- to high-volume production runs, as it requires fewer tooling changes and offers shorter cycle times compared to other forming processes.
Challenges of Metal Flowforming
High Initial Setup Costs: The equipment and tooling required for flowforming can be expensive, making it less cost-effective for low-volume production runs. However, the long-term savings in material costs and reduced machining requirements often justify the initial investment.
Material Limitations: While flowforming is effective for a wide range of metals, such as aluminum, steel, and titanium, it may not be suitable for certain materials that are too brittle or have limited formability.
Metal flowforming is a highly efficient and versatile process used to produce lightweight, high-precision components with complex geometries. Whether used in aerospace, automotive, defense, or industrial applications, flowforming offers manufacturers a cost-effective solution for creating parts that meet the highest standards of performance and durability.
Circle Shear Machine
Circle Shear Machine
A circle shear machine, also known as a rotary shear or circular shearing machine, is a specialized cutting tool used to cut circular blanks or discs from sheet metal. These machines are designed to cut precise circular shapes in materials like steel, aluminum, copper, and brass, making them essential tools in industries such as automotive, aerospace, manufacturing, and metal fabrication. Circle shear machines are commonly used to produce metal discs for applications like cookware, automotive components, and industrial machinery.
Circle shear machines provide fast, efficient, and accurate cutting of circular blanks, with the ability to handle a wide range of materials and thicknesses. These machines are used for both high-volume production and custom manufacturing, ensuring that each circular blank is cut with precision and minimal waste.
Types of Circle Shear Machines
Manual Circle Shear Machines: Manual circle shear machines are operated by hand, making them suitable for small-scale production or custom jobs. These machines feature adjustable cutting blades and guides, allowing the operator to set the desired diameter of the cut. The operator manually rotates the sheet metal through the cutting blades to produce the circular blank.
Adjustable for Custom Cuts: Manual circle shear machines are highly versatile, allowing operators to adjust the cutting diameter for different-sized blanks. They are commonly used in workshops or fabrication shops for smaller jobs.
Advantages: Manual circle shear machines are affordable, easy to operate, and ideal for custom jobs or small production runs. They offer precise control over the cutting process, making them suitable for a wide range of materials.
Disadvantages: Manual circle shear machines are labor-intensive and not suitable for high-volume production. They also require skilled operators to ensure accurate cutting.
Motorized Circle Shear Machines: Motorized circle shear machines use electric motors to automate the cutting process. These machines are more powerful than manual models and are capable of cutting thicker or harder materials. Motorized circle shear machines are commonly used in metal fabrication shops and manufacturing facilities for medium- to large-scale production.
Powered Cutting for Efficiency: The motorized operation allows for faster and more efficient cutting, making these machines ideal for repetitive cutting tasks. Motorized circle shear machines often feature adjustable cutting settings, allowing operators to easily change the diameter of the cut.
Advantages: Motorized circle shear machines offer greater cutting power and efficiency compared to manual models. They are ideal for cutting thicker materials or handling higher production volumes.
Disadvantages: Motorized circle shear machines are more expensive and require a power source, making them less portable than manual machines. They also require regular maintenance to ensure proper operation.
CNC Circle Shear Machines: CNC (Computer Numerical Control) circle shear machines are fully automated machines that use CNC technology to control the cutting process. These machines are highly precise and capable of producing complex circular blanks with tight tolerances. CNC circle shear machines are commonly used in industries such as aerospace, automotive, and industrial manufacturing, where high precision is required.
Automated Precision for High-Volume Production: CNC circle shear machines allow operators to program the desired cutting parameters into the CNC system, which then controls the cutting blades to execute the cut with precision. These machines are ideal for high-volume production and applications that require consistent, repeatable results.
Advantages: CNC circle shear machines offer unmatched precision, efficiency, and repeatability. They are ideal for high-volume production or parts that require tight tolerances. The automation reduces the need for manual labor and minimizes the risk of errors.
Disadvantages: CNC circle shear machines are expensive to purchase and operate, making them best suited for large-scale production or applications that require high precision.
The Circle Shearing Process
Material Loading: The circle shearing process begins by loading the sheet metal onto the machine. For manual machines, the operator positions the sheet metal by hand, while motorized and CNC machines often have automated feeding systems that load the material into the cutting area.
Accurate Positioning for Precision Cuts: Proper positioning of the sheet metal is essential for ensuring that the circular blank is cut with precision. In CNC machines, the material is automatically positioned based on the programmed cutting parameters.
Adjusting the Cutting Diameter: The cutting diameter is set by adjusting the cutting blades and guides on the machine. In manual and motorized machines, the operator adjusts the settings to achieve the desired diameter. In CNC machines, the cutting diameter is programmed into the CNC system, which automatically adjusts the blades to the correct position.
Customizable Settings for Versatile Cutting: Circle shear machines offer adjustable cutting settings, allowing operators to produce circular blanks in a variety of sizes. This versatility is particularly important for manufacturers that produce custom or varied parts.
Cutting the Circular Blank: Once the machine is set up, the cutting process begins. The cutting blades rotate around the sheet metal, shearing out a precise circular blank. In manual machines, the operator manually turns the sheet metal through the blades, while motorized and CNC machines automate the cutting process.
Clean, Precise Cuts for Smooth Edges: The goal of the cutting process is to produce a clean, smooth-edged circular blank with minimal waste. Proper control of the cutting speed and pressure is essential for achieving high-quality cuts.
Finishing and Inspection: After the circular blank is cut, it is inspected for defects, such as rough edges, burrs, or dimensional inaccuracies. Any excess material or imperfections are removed to ensure that the blank is smooth and ready for use in further manufacturing processes.
Deburring for Clean Edges: Burrs or rough edges are common after cutting, especially in thicker or harder metals. These imperfections can be removed using deburring tools or machines to create a smooth, finished edge.
Applications of Circle Shear Machines
Cookware Manufacturing: Circle shear machines are widely used in the cookware industry to produce circular blanks for pots, pans, lids, and other kitchen utensils. The ability to cut precise, smooth-edged circles is essential for ensuring that the finished cookware pieces meet quality and performance standards.
Cutting Blanks for Pots and Pans: Circle shear machines are used to cut the circular blanks that are then formed into the final shape of pots, pans, and lids. The precision of the cut ensures that the cookware pieces are consistent in size and fit together properly.
Automotive Industry: In the automotive industry, circle shear machines are used to produce circular blanks for components such as gaskets, seals, and discs. These parts must be cut with high precision to ensure proper fit and function in automotive assemblies.
Cutting for Gaskets and Seals: Circular blanks are used to create gaskets and seals for engines, transmissions, and other automotive components. The precision of the cut is critical for ensuring that these parts provide a proper seal and prevent leaks.
Aerospace Industry: In the aerospace industry, circle shear machines are used to cut circular blanks for components such as bulkheads, panels, and structural supports. The high precision of CNC circle shear machines ensures that these parts meet the stringent safety and performance standards required in aerospace manufacturing.
Precision Cutting for Structural Components: Circle shear machines are used to create precise circular blanks for aerospace structural components that must withstand extreme forces and environmental conditions.
Metal Fabrication and Industrial Manufacturing: Circle shear machines are commonly used in metal fabrication shops and industrial manufacturing facilities to cut circular blanks for a wide range of applications, including machinery components, industrial equipment, and decorative metalwork.
Custom Cutting for Industrial Applications: Circle shear machines allow manufacturers to produce custom circular blanks for industrial machinery and equipment, ensuring that each part meets the exact specifications required for the application.
Advantages of Circle Shear Machines
Precision Cutting for Circular Blanks: Circle shear machines are specifically designed for cutting precise circular shapes in sheet metal, ensuring clean, accurate cuts with minimal material waste. This precision is essential for industries such as automotive, aerospace, and cookware manufacturing.
Efficiency for High-Volume Production: Motorized and CNC circle shear machines are highly efficient and capable of producing large quantities of circular blanks quickly and with consistent quality. This makes them ideal for high-volume production in industries such as manufacturing and metal fabrication.
Versatility for Different Metals: Circle shear machines can handle a wide range of sheet metal materials, including steel, aluminum, copper, and brass. This versatility makes them valuable tools for manufacturers working with different types of materials.
Clean, Smooth Edges: Circle shear machines are designed to create clean, smooth edges, reducing the need for additional finishing operations such as deburring or grinding. This improves the overall quality of the finished part and reduces production time.
Challenges of Circle Shear Machines
Tool Wear and Maintenance: The cutting blades on circle shear machines wear out over time and need to be replaced regularly to maintain cutting precision. Proper maintenance is essential to ensure that the machines continue to produce high-quality cuts.
High Initial Setup Costs for CNC Machines: CNC circle shear machines are expensive to purchase and operate, making them a significant investment for manufacturers. However, the high precision and efficiency of these machines often justify the initial setup costs for large-scale production.
Circle shear machines are essential tools for cutting precise circular blanks in sheet metal. Whether used in cookware manufacturing, automotive, aerospace, or industrial applications, these machines provide the accuracy, efficiency, and versatility needed to produce high-quality circular blanks with consistent precision.
Sheet Metal Flange Forming
Sheet Metal Rounded Corners
Sheet metal flange forming is a process used to create flanges—raised rims or edges—on sheet metal components. These flanges are essential for connecting parts, adding strength, and providing structural support in various applications. Flange forming is a key technique in industries such as automotive, aerospace, construction, HVAC, and metal fabrication, where sheet metal components must be securely joined or reinforced. Flanges help ensure a tight, secure fit between parts, especially in systems that handle fluids, air, or structural loads.
There are several methods for forming flanges on sheet metal, including roll forming, press brake bending, and stamping. Each method is chosen based on factors like the material, thickness, shape, and the specific requirements of the application. Proper flange forming ensures that the metal retains its strength and integrity, even after being bent or formed into complex shapes.
Methods of Sheet Metal Flange Forming
Roll Forming: Roll forming is a continuous process used to create flanges by passing sheet metal through a series of rollers that gradually bend the edges into the desired shape. This method is ideal for producing long, uniform flanges in high-volume production settings. Roll forming is commonly used in the production of components like metal roofing, siding, and structural panels.
High Efficiency for Long Parts: Roll forming is highly efficient and suitable for forming flanges on long pieces of sheet metal, such as beams, channels, and ducts. The process is continuous, allowing manufacturers to produce large quantities of flange-formed parts with minimal material waste.
Advantages: Roll forming is ideal for high-volume production and produces consistent, high-quality flanges with minimal deformation. It is also suitable for thin and thick sheet metals.
Disadvantages: Roll forming is less flexible than other methods, making it less suitable for producing short, custom, or complex flange shapes.
Press Brake Bending: Press brake bending is a common method for forming flanges on smaller or custom-shaped sheet metal parts. A press brake uses a punch and die to bend the edges of the sheet metal to form a flange. This method is highly versatile and allows for precise control over the angle, length, and shape of the flange. Press brakes are often used in low- to medium-volume production runs or for custom fabrication jobs.
Precision Bending for Custom Parts: Press brake bending allows manufacturers to create flanges with precise angles and lengths, making it ideal for custom parts and prototypes. The process is highly flexible, allowing for the formation of complex flange shapes.
Advantages: Press brake bending offers excellent precision and versatility, making it ideal for small batches or custom parts. It is suitable for a wide range of sheet metal thicknesses.
Disadvantages: Press brake bending can be slower than roll forming for high-volume production and may require more setup time, especially for complex or custom parts.
Stamping: Stamping is a high-speed method for forming flanges on sheet metal parts. In the stamping process, a press forces the sheet metal into a die, which shapes the material and forms the flange in a single operation. Stamping is ideal for producing large quantities of parts quickly and with consistent quality. It is commonly used in automotive and appliance manufacturing, where components like brackets, panels, and enclosures require flanged edges.
High-Speed Production for Large Volumes: Stamping is highly efficient and capable of producing flanges in large quantities with consistent quality. The process is well-suited for parts with simple, uniform flange shapes.
Advantages: Stamping offers fast production speeds, making it ideal for high-volume manufacturing. It also ensures consistent flange dimensions and high repeatability.
Disadvantages: Stamping requires expensive tooling and is less flexible than other methods, making it better suited for high-volume production rather than custom or low-volume runs.
Hydroforming: Hydroforming is a specialized forming process that uses high-pressure hydraulic fluid to shape sheet metal into complex forms, including flanged edges. Hydroforming is commonly used for parts that require intricate shapes or tight tolerances, such as automotive body panels, aerospace components, and structural parts. This process is ideal for forming flanges on lightweight materials, such as aluminum and stainless steel, without compromising the material’s strength or surface quality.
Complex Shapes with High Precision: Hydroforming allows manufacturers to form flanges on parts with complex geometries and tight tolerances. The process is particularly useful for producing lightweight components with strong, durable flanges.
Advantages: Hydroforming provides excellent precision and allows for the formation of flanges on complex shapes and lightweight materials. It also minimizes material thinning and surface defects.
Disadvantages: Hydroforming is more expensive than traditional forming methods and is best suited for high-value, precision parts rather than mass production.
Key Components of a Sheet Metal Flange Forming Machine
Rollers (Roll Forming): In roll forming machines, rollers are the primary tools used to bend and shape the edges of the sheet metal into flanges. The sheet metal passes through multiple rollers, each progressively bending the metal until the desired flange shape is achieved. The rollers must be precisely aligned and adjusted to ensure consistent, high-quality flange formation.
Gradual Bending for Uniform Flanges: The rollers are designed to gradually bend the metal, ensuring that the flange is formed smoothly and without distortion. Proper roller alignment is critical for maintaining consistent flange dimensions.
Punch and Die (Press Brake and Stamping): In press brake and stamping machines, the punch and die are the tools used to shape the flange. The punch presses the sheet metal into the die, bending or forming the edges into a flange. The punch and die must be designed to match the exact flange dimensions and angles required for the part.
Precision Tools for Accurate Flanges: The punch and die must be carefully designed and maintained to ensure that the flange is formed with accurate dimensions and angles. Any wear or misalignment in the tools can lead to defects in the flange.
Hydraulic System (Hydroforming): In hydroforming machines, a hydraulic system is used to apply high pressure to the sheet metal, forcing it into a die and forming the flange. The hydraulic system must provide precise control over the pressure and timing of the forming process to ensure that the flange is formed without damaging the material.
High Pressure for Complex Flanges: The hydraulic system provides the force needed to shape the sheet metal into complex forms, including flanges, without causing cracks or material failure.
Control System: Modern flange forming machines are often equipped with computer numerical control (CNC) systems that allow operators to program the flange dimensions, angles, and forming parameters. The control system ensures that the forming process is consistent and repeatable, reducing the risk of defects and improving production efficiency.
CNC Control for Precision and Consistency: CNC systems automate the flange forming process, allowing for precise control over the forming parameters. This ensures that each flange is formed to the exact same specifications, improving quality and reducing material waste.
The Flange Forming Process
Material Preparation: The sheet metal must be properly prepared before the flange forming process begins. This typically involves cutting the sheet metal to the required size and shape, deburring the edges, and cleaning the surface to remove any dirt, grease, or contaminants. Proper material preparation ensures that the flange is formed cleanly and without defects.
Deburring for Clean Edges: Any rough edges or burrs must be removed from the sheet metal to ensure that the flange is formed with smooth, clean edges. This is especially important in applications where the flange will be exposed to high pressure or stress.
Forming the Flange: The flange forming process depends on the method being used. In roll forming, the sheet metal is passed through a series of rollers that gradually bend the edges into a flange. In press brake bending, the sheet metal is placed between a punch and die, and pressure is applied to form the flange. In stamping, the flange is formed in a single press operation, while in hydroforming, the sheet metal is shaped by hydraulic pressure.
Consistent Pressure for Smooth Flanges: Proper control of the forming pressure is essential for creating a smooth, uniform flange without defects such as cracks, wrinkles, or thinning.
Finishing and Inspection: After the flange is formed, the part is inspected for defects such as cracks, uneven edges, or dimensional inaccuracies. Any excess material, such as burrs or rough edges, is removed to ensure that the flange is smooth and ready for use. The part is also measured to ensure that the flange meets the required dimensions and tolerances.
Quality Control for Reliable Flanges: Flanges must meet strict quality standards to ensure that they provide a secure, leak-proof connection. Inspection and finishing are critical steps in the flange forming process to ensure that the final product meets these standards.
Applications of Sheet Metal Flange Forming
Automotive Industry: Sheet metal flange forming is widely used in the automotive industry to create flanges on components such as exhaust systems, body panels, and structural parts. Flanges are essential for connecting parts and providing strength and rigidity to automotive assemblies.
Flanges for Exhaust Systems and Body Panels: Flanges are commonly formed on exhaust pipes and body panels to provide a secure connection between parts. Flange forming ensures that these components are strong, durable, and resistant to vibration and stress.
Aerospace Industry: In the aerospace industry, flange forming is used to create flanges on lightweight materials such as aluminum and titanium. These flanges are used to connect structural components, fuel tanks, and engine parts, where precision and strength are critical.
Flanges for Lightweight Aerospace Components: Flange forming is used to create flanges on thin, lightweight sheet metal components used in aircraft. The precision of the flange is critical for ensuring that the parts meet the strict safety and performance standards required in aerospace manufacturing.
HVAC Systems: In the HVAC industry, flange forming is used to create flanges on ductwork and ventilation systems. These flanges provide a secure connection between sections of ductwork, ensuring that the system operates efficiently and without leaks.
Forming Flanges for Ductwork: Flanges are commonly formed on HVAC ducts to provide a secure connection point for joining sections of ductwork. The flanges must be strong enough to withstand the pressure and airflow in the system.
Construction and Metal Fabrication: Flange forming is used in the construction and metal fabrication industries to create flanges on beams, columns, and other structural components. These flanges provide additional strength and stability to the structure, ensuring that it can withstand loads and stresses.
Flanges for Structural Components: Flange forming is used to create flanges on structural components such as beams and columns, adding strength and rigidity to the structure.
Advantages of Sheet Metal Flange Forming
Improved Strength and Structural Integrity: Forming flanges on sheet metal components increases their strength and rigidity, making them more durable and capable of withstanding stress. This is especially important in applications where the parts are exposed to high pressure, vibration, or loads.
Secure Connections for Joining Parts: Flanges provide a secure, leak-proof connection between parts, ensuring that they are properly aligned and sealed. This is essential in systems that handle fluids, air, or structural loads, such as exhaust systems, HVAC ducts, and piping.
Versatility for Different Materials and Applications: Flange forming can be used on a wide range of sheet metal materials, including steel, aluminum, copper, and stainless steel. This versatility makes flange forming a valuable process in industries ranging from automotive and aerospace to construction and HVAC.
Precision for Complex Shapes: Modern flange forming machines, especially those equipped with CNC systems, offer precise control over the forming process, allowing manufacturers to create flanges with tight tolerances and complex shapes.
Challenges of Sheet Metal Flange Forming
Tool Wear and Maintenance: The tools used in flange forming, such as rollers, punches, and dies, wear out over time and need to be replaced regularly to maintain forming precision. Proper maintenance is essential to ensure consistent, high-quality flange formation.
Material Limitations: Certain materials, especially brittle or high-strength metals, can be challenging to flange without causing cracks or defects. Proper material selection and forming techniques are essential to avoid these issues.
Sheet metal flange forming is a critical process in many industries, providing strength, durability, and secure connections for components ranging from automotive exhaust systems to aerospace structural parts. Whether done through roll forming, press brake bending, stamping, or hydroforming, flange forming ensures that sheet metal parts meet the demands of modern manufacturing and engineering.
Super Surface Finishing
Metal Buffing and Polishing Machines
Super surface finishing refers to advanced techniques used to achieve extremely smooth and polished surfaces on metal parts, often with a mirror-like finish. These techniques are critical in industries where surface quality is essential for performance, aesthetics, or functionality. Super surface finishing processes are used to remove surface imperfections, improve surface smoothness, reduce friction, and enhance the overall appearance of metal parts. This type of finishing is commonly applied to parts in industries such as aerospace, automotive, medical devices, precision engineering, and consumer electronics.
Super surface finishing goes beyond traditional polishing or grinding, utilizing highly specialized methods such as electropolishing, chemical polishing, and advanced mechanical processes like lapping and superfinishing. These techniques achieve surface finishes with very low roughness values, measured in microns, often below Ra 0.1 µm.
Types of Super Surface Finishing Processes
Electropolishing: Electropolishing is an electrochemical process that removes a thin layer of metal from the surface of a part, smoothing out micro-level roughness and imperfections. The process involves immersing the part in an electrolytic bath and applying an electric current. Electropolishing is commonly used for stainless steel, aluminum, and other metals that require a high level of surface smoothness and corrosion resistance.
Smoothing at the Microscopic Level: Electropolishing removes high points on the surface of the metal, leaving a smooth, polished finish. It also improves the part’s corrosion resistance by removing surface contaminants and creating a passive oxide layer.
Advantages: Electropolishing provides a uniform, smooth finish with minimal material removal. It is ideal for complex shapes and internal surfaces that are difficult to reach with mechanical polishing methods.
Disadvantages: Electropolishing is limited to conductive materials and may not be suitable for all types of metals or parts that require tight dimensional tolerances.
Chemical Polishing: Chemical polishing involves immersing a metal part in a chemical solution that selectively dissolves surface imperfections, leaving behind a smooth, polished surface. Unlike electropolishing, chemical polishing does not require an electric current. This process is commonly used for metals like aluminum, copper, and brass, as well as non-conductive materials.
Non-Electrical Smoothing for Complex Parts: Chemical polishing is especially useful for parts with complex shapes or internal passages, where mechanical polishing is impractical. The chemical solution uniformly polishes the surface without the need for physical contact.
Advantages: Chemical polishing is fast and efficient, providing a smooth, polished finish without the need for mechanical force. It is suitable for a wide range of materials, including non-metals.
Disadvantages: Chemical polishing can be less precise than electropolishing or mechanical finishing, and the chemicals used can be hazardous if not handled properly.
Superfinishing (Microfinishing): Superfinishing is a mechanical process that uses fine abrasives to achieve an ultra-smooth surface finish with extremely low roughness values. This process involves the oscillating movement of an abrasive tool or film against the surface of the part. Superfinishing is commonly used on cylindrical or spherical parts, such as crankshafts, bearings, and precision components, where surface smoothness is critical for reducing friction and wear.
Reducing Friction for High-Performance Parts: Superfinishing creates an extremely smooth surface that reduces friction and wear, improving the performance and longevity of precision components such as bearings and gears.
Advantages: Superfinishing provides a highly controlled surface finish, making it ideal for parts that require precise surface characteristics. It reduces friction and improves the part’s resistance to wear and corrosion.
Disadvantages: Superfinishing can be time-consuming and may require specialized equipment and skilled operators. It is also limited to parts with relatively simple geometries.
Lapping: Lapping is a precision surface finishing process that involves rubbing two surfaces together with an abrasive slurry between them. This process is used to achieve extremely flat and smooth surfaces with tight tolerances. Lapping is commonly used for parts like valves, bearings, and optical components, where flatness and surface quality are critical.
Ultra-Flat Surfaces for Precision Parts: Lapping achieves surfaces that are both flat and smooth, making it ideal for parts that require a high degree of accuracy and tight tolerances.
Advantages: Lapping provides a highly precise and uniform surface finish, making it suitable for parts that require extremely low surface roughness and high flatness.
Disadvantages: Lapping is a slow process and is not suitable for large production runs. It also requires careful control of the abrasive slurry to avoid over-polishing or damaging the part.
Polishing and Buffing: Polishing and buffing are traditional mechanical finishing processes used to achieve smooth, shiny surfaces on metal parts. These processes involve using abrasive compounds and rotating wheels or pads to remove surface imperfections and create a reflective finish. While polishing is more aggressive and used for initial surface smoothing, buffing is used to achieve a high-gloss finish.
Creating a High-Gloss Finish: Polishing and buffing are widely used in industries such as automotive, aerospace, and consumer goods to create aesthetically pleasing finishes on parts like wheels, body panels, and appliances.
Advantages: Polishing and buffing provide a high-quality, reflective finish, making them ideal for parts that require an attractive appearance. These processes are also relatively fast and cost-effective.
Disadvantages: Polishing and buffing can be labor-intensive, especially for complex parts, and may not achieve the same level of surface smoothness as advanced processes like electropolishing or superfinishing.
Applications of Super Surface Finishing
Aerospace Industry: Super surface finishing is critical in the aerospace industry, where parts like turbine blades, landing gear, and structural components must meet strict surface quality standards. Superfinishing and electropolishing are commonly used to reduce friction and improve the performance and longevity of critical components.
Smooth Surfaces for Reduced Friction: Super surface finishing reduces friction on aerospace components like turbine blades, improving their efficiency and reducing wear over time.
Medical Devices and Implants: Super surface finishing is essential for medical devices and implants, where surface smoothness is critical for biocompatibility, hygiene, and performance. Electropolishing is commonly used to finish stainless steel and titanium implants, ensuring that they are smooth, corrosion-resistant, and safe for use in the human body.
Smooth, Biocompatible Surfaces for Implants: Super surface finishing ensures that medical implants have smooth, corrosion-resistant surfaces that are safe for long-term use in the body.
Automotive Industry: In the automotive industry, super surface finishing is used to enhance the performance of components like engine parts, transmission gears, and crankshafts. Superfinishing reduces friction and wear, improving the efficiency and durability of these parts.
Enhanced Performance for Engine Components: Super surface finishing reduces friction on engine components like crankshafts and gears, improving performance and fuel efficiency.
Precision Engineering: Super surface finishing is used in precision engineering applications, such as the manufacture of bearings, valves, and precision instruments. These parts require extremely smooth surfaces to ensure proper function, reduce friction, and improve performance.
Smooth Surfaces for High-Precision Components: Superfinishing and lapping are used to achieve ultra-smooth surfaces on precision parts, ensuring that they meet tight tolerances and perform reliably.
Consumer Electronics and Optics: Super surface finishing is used in the production of consumer electronics and optical components, where smooth, reflective surfaces are critical for both performance and aesthetics. Polishing and buffing are commonly used to create shiny, mirror-like finishes on smartphones, tablets, and cameras.
Polished Surfaces for High-End Electronics: Polishing and superfinishing techniques are used to create sleek, reflective surfaces on consumer electronics, enhancing their appearance and durability.
Advantages of Super Surface Finishing
Enhanced Aesthetics: Super surface finishing techniques, such as polishing and buffing, create visually appealing surfaces with a high-gloss, mirror-like finish. This is particularly important for consumer goods, automotive components, and decorative metalwork.
Improved Performance and Efficiency: Superfinishing and electropolishing reduce surface roughness, minimizing friction and wear on moving parts. This improves the efficiency and longevity of components such as bearings, gears, and turbine blades.
Corrosion Resistance: Electropolishing and chemical polishing improve the corrosion resistance of metal parts by removing surface contaminants and creating a smooth, passive oxide layer. This is especially important for stainless steel and other metals used in harsh environments.
Biocompatibility for Medical Devices: Super surface finishing ensures that medical devices and implants have smooth, non-reactive surfaces, improving their biocompatibility and safety for use in the human body.
Precision and Accuracy: Super surface finishing processes, such as lapping and superfinishing, achieve extremely low surface roughness and tight tolerances, making them ideal for precision components that require high accuracy and smoothness.
Challenges of Super Surface Finishing
High Costs for Advanced Processes: Advanced super surface finishing techniques, such as electropolishing and lapping, can be expensive due to the specialized equipment and skilled operators required. These processes may not be cost-effective for low-volume production or parts with less stringent surface requirements.
Time-Consuming Processes: Super surface finishing processes like superfinishing and lapping can be time-consuming, especially for parts with complex geometries or tight tolerances. Manufacturers must balance the need for high-quality finishes with production efficiency.
Super surface finishing is essential for achieving the smooth, high-quality surfaces required in industries such as aerospace, automotive, medical devices, and precision engineering. Whether used to reduce friction, improve corrosion resistance, or enhance aesthetics, these advanced finishing techniques ensure that metal parts meet the highest standards of performance, durability, and appearance.
Dished End Making Machine
Beading Machine Price
A dished end making machine is a specialized piece of equipment used to manufacture dished ends, which are concave, rounded caps or closures often found on the ends of pressure vessels, boilers, storage tanks, and other cylindrical containers. Dished ends are essential components in industries such as oil and gas, petrochemicals, chemical processing, food processing, and water treatment, where pressure-tight and structurally strong end closures are required for safety and functionality.
The process of making dished ends involves forming flat metal plates into curved, dome-like shapes through various forming methods, including spinning, pressing, or flanging. These machines allow manufacturers to produce dished ends of different sizes, thicknesses, and materials, including carbon steel, stainless steel, and aluminum.
Types of Dished End Making Machines
Hydraulic Pressing Machines: Hydraulic pressing machines are commonly used for forming dished ends by applying high-pressure force to a flat metal plate. The plate is pressed into a concave die, gradually taking on the desired dished shape. This method is highly efficient and ideal for producing dished ends with large diameters and thick materials.
High Pressure for Large, Thick Dished Ends: Hydraulic pressing machines are capable of forming large dished ends with thick walls, ensuring that they can withstand high pressure and stress in applications such as pressure vessels and boilers.
Advantages: Hydraulic pressing offers excellent control over the forming process, allowing manufacturers to create dished ends with precise dimensions and smooth surfaces. It is ideal for producing high-strength dished ends for demanding applications.
Disadvantages: Hydraulic pressing machines are expensive and require significant setup time, making them more suitable for large-scale production rather than small or custom jobs.
Spinning Machines: Spinning is another method used to form dished ends by rotating a flat metal blank on a lathe-like machine. As the blank rotates, forming rollers apply pressure to gradually bend the metal into a dished shape. Spinning is typically used for producing dished ends with smaller diameters or thinner materials.
Gradual Forming for Thin or Small Dished Ends: Spinning allows for precise control over the forming process, making it suitable for producing dished ends with intricate shapes or thin walls. The process is highly flexible and can be used for small-batch production or custom parts.
Advantages: Spinning is cost-effective for small-batch or custom production and offers excellent flexibility for forming dished ends with various sizes and shapes. The process is also suitable for thinner materials, such as stainless steel or aluminum.
Disadvantages: Spinning is slower than hydraulic pressing and may not be suitable for forming large or thick-walled dished ends. It also requires skilled operators to ensure precise forming.
Flanging Machines: Flanging machines are used to form the edges of dished ends, creating a flange or raised rim that can be used to attach the dished end to a cylindrical vessel or pipe. The machine bends the edges of the dished end outward, creating a flange that matches the diameter of the vessel. Flanging is often used in conjunction with pressing or spinning to complete the dished end.
Forming Flanges for Secure Attachment: Flanging is essential for ensuring that the dished end can be securely attached to the vessel, creating a leak-proof seal and providing structural strength. Flanging machines allow for precise control over the flange dimensions and angles.
Advantages: Flanging machines provide consistent, precise flanges that ensure a secure connection between the dished end and the vessel. The process is highly efficient and can be integrated into automated production lines.
Disadvantages: Flanging machines are specialized tools that may not be suitable for small or custom production runs. They are best suited for high-volume production of dished ends with standard flange dimensions.
Deep Drawing Machines: Deep drawing is a forming method used to create dished ends by stretching a flat metal plate into a concave shape using a punch and die. The metal is drawn into the die cavity while maintaining its thickness, creating a deep, dished end with uniform wall thickness. Deep drawing is often used for producing dished ends with complex geometries or deep curvatures.
Deep Forming for Complex Dished Ends: Deep drawing allows manufacturers to create dished ends with complex shapes and deep curvatures, making it suitable for parts that require intricate designs or tight tolerances.
Advantages: Deep drawing offers precise control over the wall thickness and shape of the dished end, ensuring consistent quality and structural integrity. It is ideal for producing parts with deep, complex curvatures.
Disadvantages: Deep drawing requires specialized tooling and is more expensive than other forming methods. It is best suited for high-value parts or applications where precise control over wall thickness is critical.
Key Components of a Dished End Making Machine
Press or Punch: In pressing and deep drawing machines, the press or punch applies force to the metal plate, shaping it into the dished form. The press must be capable of generating high pressure to deform the metal without causing cracks or thinning.
High Pressure for Thick Materials: The press must provide enough force to shape thick metal plates into dished ends without compromising the material’s structural integrity. Proper pressure control is essential for achieving consistent results.
Rotating Mandrel or Die: In spinning and pressing machines, the mandrel or die provides the internal shape of the dished end. As the metal is pressed or spun around the mandrel, it gradually takes on the desired curvature. The mandrel or die must be precisely machined to ensure that the final part meets the required dimensions.
Precision Shaping for Consistent Results: The mandrel or die must be carefully designed and aligned to ensure that the dished end is formed with consistent dimensions and a smooth surface.
Forming Rollers (Spinning): In spinning machines, forming rollers apply pressure to the rotating metal blank, gradually shaping it into a dished end. The rollers must be precisely controlled to ensure that the metal is formed smoothly and without defects.
Controlled Pressure for Smooth Surfaces: The forming rollers must apply consistent pressure to prevent wrinkling, cracking, or uneven thickness in the final part.
Hydraulic System: In hydraulic pressing machines, the hydraulic system provides the force needed to press the metal into the die. The hydraulic system must provide precise control over the pressure and speed of the forming process to ensure that the metal is deformed uniformly.
Hydraulic Force for Large Dished Ends: The hydraulic system provides the necessary force to form large or thick-walled dished ends, ensuring that the material flows smoothly into the die.
Control Panel: Modern dished end making machines are often equipped with computer numerical control (CNC) systems that allow operators to program the forming parameters, such as pressure, speed, and curvature. The control panel ensures that the forming process is consistent and repeatable, reducing the risk of defects and improving production efficiency.
Automation for Precision and Consistency: CNC control systems automate the forming process, allowing for precise control over the dimensions and shape of the dished end. This ensures that each part is formed to the exact same specifications.
The Dished End Making Process
Material Preparation: The process begins with preparing a flat metal plate, which is typically cut to the desired size and thickness. The edges of the plate may be deburred or smoothed to ensure a clean, defect-free surface for forming.
Cutting and Deburring for Clean Edges: Proper preparation of the metal plate ensures that the dished end can be formed without defects such as cracks or wrinkles.
Forming the Dished End: The metal plate is placed in the dished end making machine, where it is pressed, spun, or drawn into the desired shape. The forming process depends on the type of machine being used—hydraulic pressing machines use a press to shape the metal into a concave form, while spinning machines gradually shape the metal using forming rollers.
Consistent Forming for Smooth Curves: The goal of the forming process is to create a smooth, uniform curvature with consistent wall thickness. Proper control of the forming pressure and speed is essential for achieving high-quality results.
Flanging (If Required): If the dished end requires a flange, the edges of the part are formed using a flanging machine. The flange provides a raised rim that allows the dished end to be securely attached to a cylindrical vessel or pipe. Flanging ensures that the part can be bolted or welded in place, creating a secure, leak-proof connection.
Forming Flanges for Attachment: The flanging process creates a secure attachment point for the dished end, ensuring that it can be easily connected to other components in a pressure vessel or tank.
Finishing and Inspection: After the dished end is formed, it is inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by removing any excess material or smoothing the edges. Quality control checks ensure that the dished end meets the required specifications for strength, curvature, and dimensional accuracy.
Quality Control for High-Strength Parts: Dished ends must meet strict quality standards to ensure that they can withstand the pressure and stress of the application. Inspection and finishing are critical steps in the process to ensure that the final part is free from defects.
Applications of Dished Ends
Pressure Vessels and Boilers: Dished ends are commonly used in the construction of pressure vessels and boilers, where they serve as end closures that can withstand high internal pressures. The dished shape distributes pressure evenly across the surface, reducing the risk of failure and ensuring the safety and performance of the vessel.
High-Pressure Applications for Safety: Dished ends are essential for pressure vessels that operate under high pressure, such as steam boilers, gas storage tanks, and chemical reactors. The shape of the dished end ensures that it can handle the pressure without failing.
Storage Tanks: Dished ends are used as closures for storage tanks, particularly those used for storing liquids or gases. The dished shape helps prevent the buildup of internal pressure and provides structural strength to the tank.
Strong, Leak-Proof Closures for Tanks: Dished ends provide a secure, leak-proof closure for storage tanks, ensuring that the contents are safely contained and that the tank can withstand internal pressure.
Food and Beverage Processing: Dished ends are commonly used in the food and beverage industry for pressure vessels and tanks used in processing, storage, and transportation. The smooth, rounded surface of the dished end helps maintain hygiene by preventing the buildup of contaminants or residue.
Hygienic Surfaces for Food Processing Tanks: In food and beverage processing, dished ends provide smooth, clean surfaces that are easy to sanitize, ensuring that the products remain safe and uncontaminated.
Water Treatment and Chemical Processing: Dished ends are used in water treatment and chemical processing tanks, where they must withstand corrosive materials and high pressures. The dished shape provides strength and durability, ensuring that the tanks can operate safely under demanding conditions.
Durable Closures for Chemical Tanks: Dished ends are essential for chemical processing tanks, where they provide a strong, corrosion-resistant closure that can handle harsh chemicals and high pressure.
Advantages of Dished End Making Machines
High Precision and Consistency: Dished end making machines provide precise control over the forming process, ensuring that each part is produced with consistent dimensions and smooth surfaces. This is essential for applications where dished ends must meet strict safety and performance standards.
Versatility for Different Materials and Sizes: Dished end making machines can handle a wide range of materials, including carbon steel, stainless steel, aluminum, and other metals. They are also capable of producing dished ends in various sizes and thicknesses, making them versatile tools for manufacturers.
Improved Structural Integrity: Dished ends formed using specialized machines have superior structural integrity, ensuring that they can withstand high pressure, temperature, and stress. The smooth, curved shape of the dished end helps distribute pressure evenly, reducing the risk of failure.
Efficiency for High-Volume Production: Dished end making machines, especially hydraulic presses and automated spinning machines, are highly efficient and capable of producing large quantities of parts quickly and with minimal waste. This makes them ideal for high-volume production in industries like pressure vessel manufacturing and tank fabrication.
Challenges of Dished End Making Machines
High Initial Setup Costs: Dished end making machines, particularly hydraulic presses and spinning machines, require significant initial investment in equipment and tooling. These costs can be prohibitive for small manufacturers or custom production runs.
Skilled Operation Required: Operating dished end making machines, especially spinning and flanging machines, requires skilled operators to ensure precise forming and avoid defects such as cracks or uneven thickness. Improper operation can result in defects that compromise the strength and safety of the dished end.
Dished end making machines are essential tools in industries that require high-strength, pressure-resistant closures for tanks, vessels, and other cylindrical containers. These machines provide the precision, efficiency, and versatility needed to produce dished ends that meet the strict safety and performance standards required in applications such as pressure vessels, boilers, storage tanks, and chemical processing equipment.
Thermal Deburring Machines
Thermal Deburring Machines for Sale
Thermal deburring machines are specialized tools used to remove burrs from metal and plastic parts through a controlled thermal process. Burrs are unwanted protrusions or sharp edges that often form during machining, cutting, drilling, or other manufacturing processes. These imperfections can affect the quality, performance, and safety of the final product. Thermal deburring machines offer a fast and efficient way to remove burrs, particularly from complex parts or internal passages that are difficult to access with traditional deburring methods.
The thermal deburring process, also known as explosive deburring or thermal energy method (TEM), involves placing the parts in a sealed chamber and exposing them to a controlled explosion of combustible gas. The high temperature generated by the explosion burns off the burrs, leaving the rest of the part intact. This method is highly effective for removing burrs from hard-to-reach areas and is widely used in industries such as automotive, aerospace, medical devices, and precision engineering.
Key Components of Thermal Deburring Machines
Sealed Chamber: The thermal deburring process takes place inside a sealed chamber, where the parts are placed during the deburring operation. The chamber must be able to withstand high temperatures and pressures generated by the controlled explosion.
Pressure-Resistant Chamber for Safety: The chamber is designed to contain the explosion safely while ensuring that the parts inside are properly exposed to the thermal energy. It is made from heat-resistant materials to withstand repeated use.
Gas Injection System: The gas injection system introduces a mixture of combustible gases, typically hydrogen or methane, into the chamber. The gas mixture is carefully controlled to ensure that the explosion is effective at removing the burrs without damaging the parts.
Precise Gas Control for Consistent Results: The gas injection system must deliver the correct mixture of gases at the right pressure and volume to ensure that the explosion is powerful enough to remove the burrs but not so intense that it damages the parts.
Ignition System: The ignition system is responsible for triggering the explosion inside the chamber. It ignites the gas mixture, causing a rapid combustion that generates high heat and pressure. The ignition system must be reliable and safe, ensuring that the explosion occurs only when the chamber is sealed and the gas mixture is correctly set.
Controlled Ignition for Safe Operation: The ignition system is carefully timed to ensure that the explosion occurs at the right moment, providing consistent deburring results while minimizing the risk of damage to the parts or the machine.
Cooling and Ventilation System: After the explosion, the chamber must be cooled down before the parts can be removed. The cooling and ventilation system helps dissipate the heat and remove any residual gases from the chamber. This system ensures that the parts are safe to handle after the deburring process and that the machine is ready for the next cycle.
Efficient Cooling for Fast Turnaround: The cooling system ensures that the chamber returns to a safe temperature quickly, allowing for efficient operation and minimizing downtime between deburring cycles.
Control Panel: Thermal deburring machines are equipped with a control panel that allows operators to set and monitor the deburring parameters, such as gas mixture, pressure, ignition timing, and cycle duration. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the process and ensure repeatable, high-quality results.
Automation for Precision and Consistency: The control panel allows operators to program the machine for specific parts and materials, ensuring that the deburring process is consistent and tailored to the requirements of each job.
The Thermal Deburring Process
Part Preparation: Before the thermal deburring process begins, the parts are loaded into the sealed chamber. The parts must be properly cleaned and free from any oils, grease, or contaminants that could interfere with the deburring process. The size, shape, and material of the parts are considered when setting the deburring parameters.
Cleaning for Optimal Results: Ensuring that the parts are clean and free from contaminants helps improve the effectiveness of the thermal deburring process and prevents any unintended reactions during the explosion.
Gas Injection and Ignition: Once the parts are loaded, the chamber is sealed, and the combustible gas mixture is injected into the chamber. The ignition system is then triggered, causing the gas to explode. The explosion generates a rapid burst of heat, typically reaching temperatures of 2,500 to 3,500 degrees Celsius (4,500 to 6,300 degrees Fahrenheit), which burns off the burrs on the surface of the parts.
High-Temperature Explosion for Burr Removal: The heat from the explosion is concentrated on the burrs, which are typically much thinner than the rest of the part. The burrs burn away almost instantly, leaving the rest of the part unaffected.
Cooling and Ventilation: After the explosion, the chamber is cooled down, and any remaining gases are vented. The cooling process ensures that the parts are safe to handle and that the machine is ready for the next deburring cycle.
Rapid Cooling for Efficient Operation: The cooling and ventilation system ensures that the chamber is quickly returned to a safe temperature, allowing for faster cycle times and increased productivity.
Part Removal and Inspection: Once the chamber has cooled, the parts are removed and inspected for any remaining burrs or defects. In most cases, the thermal deburring process removes all burrs from the parts, even in hard-to-reach areas or internal passages. Any remaining burrs can be removed through additional deburring methods if necessary.
Inspection for Quality Assurance: The parts are carefully inspected to ensure that the deburring process has been effective and that the parts meet the required specifications for surface finish and dimensional accuracy.
Applications of Thermal Deburring Machines
Automotive Industry: Thermal deburring is widely used in the automotive industry to remove burrs from precision components such as engine parts, fuel injectors, and transmission gears. These parts often have complex geometries with internal passages that are difficult to deburr using traditional methods.
Deburring for Engine Components and Fuel Systems: Thermal deburring ensures that engine components, such as fuel injectors and valves, are free from burrs that could interfere with their performance or cause premature wear.
Aerospace Industry: In the aerospace industry, thermal deburring is used to remove burrs from parts such as turbine blades, hydraulic components, and structural elements. The high precision of the thermal deburring process ensures that these critical components meet the stringent quality and safety standards required in aerospace manufacturing.
Deburring for Turbine Blades and Hydraulic Systems: Thermal deburring is ideal for removing burrs from the intricate surfaces and internal passages of aerospace components, ensuring that they perform reliably in demanding environments.
Medical Devices and Instruments: Thermal deburring is commonly used in the production of medical devices and surgical instruments, where burrs can compromise the safety and functionality of the part. The process is particularly useful for deburring complex, multi-part assemblies, such as implants, surgical tools, and diagnostic equipment.
Burr-Free Surfaces for Medical Instruments: Thermal deburring ensures that medical devices have smooth, burr-free surfaces that are safe for use in the human body and easy to sterilize.
Precision Engineering and Electronics: In precision engineering and electronics manufacturing, thermal deburring is used to remove burrs from small, intricate components such as connectors, switches, and housings. The process ensures that these parts fit together precisely and function correctly without interference from burrs.
Deburring for Small, Intricate Parts: Thermal deburring is ideal for precision-engineered parts with complex shapes and tight tolerances, ensuring that they meet the high standards required in electronics and precision equipment.
Hydraulic and Pneumatic Systems: Thermal deburring is used to remove burrs from hydraulic and pneumatic components, such as valves, fittings, and cylinders. Burrs in these components can cause leaks, blockages, or malfunctions, so it is essential to remove them completely.
Ensuring Smooth Function in Hydraulic Systems: Thermal deburring ensures that hydraulic and pneumatic components are free from burrs that could interfere with fluid flow or cause system failures.
Advantages of Thermal Deburring Machines
Effective Deburring of Complex Parts: Thermal deburring is highly effective at removing burrs from parts with complex geometries, internal passages, and hard-to-reach areas. This makes it ideal for deburring parts that cannot be easily deburred using mechanical methods.
Fast and Efficient Process: The thermal deburring process is extremely fast, often taking just a few seconds to complete. This makes it ideal for high-volume production environments where speed and efficiency are critical.
No Contact with Parts: Since the thermal deburring process is non-contact, there is no risk of damaging or deforming the parts during the deburring operation. This is particularly important for delicate or precision-engineered parts.
Consistency and Repeatability: Thermal deburring machines provide consistent, repeatable results, ensuring that every part is deburred to the same high standard. This reduces the risk of defects and improves overall product quality.
Minimal Material Removal: Thermal deburring removes only the burrs, leaving the rest of the part intact. This ensures that the dimensional accuracy and surface finish of the part are preserved, making the process ideal for precision components.
Challenges of Thermal Deburring Machines
Initial Setup Costs: Thermal deburring machines are expensive to purchase and install, making them a significant investment for manufacturers. However, the efficiency and effectiveness of the process often justify the initial cost, especially in high-volume production environments.
Material Limitations: Thermal deburring is primarily effective for materials that can withstand the high temperatures generated by the explosion, such as metals and certain plastics. It may not be suitable for materials that are heat-sensitive or prone to melting.
Hazardous Gases: The gases used in the thermal deburring process, such as hydrogen and methane, are highly flammable and must be handled with care. Proper safety precautions must be in place to prevent accidents or explosions.
Thermal deburring machines provide a fast, efficient, and highly effective way to remove burrs from complex metal and plastic parts. Whether used in automotive, aerospace, medical devices, or precision engineering, thermal deburring ensures that parts meet the highest standards of quality, performance, and safety.
Superior Metal Spinning
CNC Buffing Machine
Superior metal spinning is a highly specialized metal forming process that uses rotational force and precision tools to shape metal sheets or discs into complex, symmetrical shapes such as cones, cylinders, domes, and hemispheres. Unlike traditional stamping or deep drawing processes, metal spinning uses a combination of manual or CNC-controlled pressure and rotational speed to gradually shape the metal over a spinning mandrel. This method is particularly effective for producing hollow, seamless metal parts with smooth surfaces and consistent thickness.
Superior metal spinning is used in industries that require high-quality, precision-formed parts, such as aerospace, automotive, lighting, cookware, and decorative metalwork. The process is highly versatile, allowing for the production of parts in a wide range of sizes, shapes, and materials, including aluminum, stainless steel, copper, and brass.
Types of Metal Spinning
Manual Metal Spinning: Manual metal spinning is a traditional technique that relies on the skill of the operator to shape the metal using hand tools. The operator applies pressure to the metal disc as it spins on a lathe, gradually forming it into the desired shape. Manual spinning is often used for small-batch production, custom parts, and decorative items.
Craftsmanship for Custom Parts: Manual spinning requires a high level of skill and precision, making it ideal for producing custom or one-of-a-kind parts with unique designs or intricate details.
Advantages: Manual spinning offers excellent flexibility and is suitable for producing small quantities of custom or complex parts. It is also cost-effective for prototypes or low-volume production.
Disadvantages: Manual spinning is labor-intensive and requires skilled operators, making it less efficient for high-volume production. The process is also slower than automated methods.
CNC Metal Spinning: CNC (Computer Numerical Control) metal spinning automates the spinning process using precision CNC machines that control the speed, pressure, and movement of the forming tools. CNC spinning allows for precise, repeatable results and is ideal for high-volume production or parts that require tight tolerances.
Precision and Consistency for High-Volume Production: CNC spinning offers unparalleled precision and consistency, making it ideal for producing large quantities of parts with identical dimensions and surface finishes.
Advantages: CNC spinning provides fast, efficient production with consistent quality and tight tolerances. It is suitable for producing complex shapes and high-volume runs, reducing the need for manual labor.
Disadvantages: CNC spinning machines are expensive to purchase and set up, making them more suitable for large-scale production. The process also requires skilled programmers and operators to ensure optimal performance.
Shear Spinning: Shear spinning is a variation of metal spinning in which the metal is thinned as it is spun over the mandrel, resulting in parts with reduced wall thickness. This process is commonly used to produce lightweight components with high strength-to-weight ratios, such as aerospace parts and automotive components.
Thinning for Lightweight Parts: Shear spinning is ideal for applications where weight reduction is critical, such as aerospace and automotive manufacturing. The process creates thin-walled parts without compromising their structural integrity.
Advantages: Shear spinning allows for precise control over wall thickness, making it ideal for producing lightweight, high-strength parts. The process is highly efficient and suitable for high-performance applications.
Disadvantages: Shear spinning requires specialized equipment and skilled operators to ensure consistent results. It is best suited for parts with simple geometries, such as cones and cylinders.
Flow Forming (Flow Spinning): Flow forming is a more advanced form of metal spinning used to produce long, hollow, cylindrical parts with uniform wall thickness. The process involves stretching the metal as it spins, gradually reducing its thickness and forming the desired shape. Flow forming is commonly used for parts such as rocket motor casings, gas cylinders, and pressure vessels.
Precision Forming for Cylindrical Parts: Flow forming allows manufacturers to produce long, seamless cylindrical parts with precise wall thickness, making it ideal for applications that require high strength and durability.
Advantages: Flow forming offers excellent precision and material efficiency, reducing waste while producing parts with consistent wall thickness and high strength. It is ideal for high-performance applications in aerospace and defense.
Disadvantages: Flow forming requires advanced equipment and is more expensive than traditional metal spinning methods. It is best suited for large, cylindrical parts and may not be suitable for complex shapes or small-batch production.
Key Components of a Metal Spinning Machine
Mandrel: The mandrel is the shaping tool around which the metal is spun. It provides the internal shape of the part, while the forming tools apply pressure to the metal as it rotates. Mandrels must be precisely machined to ensure that the final part meets the required dimensions and surface quality.
Precision Mandrels for Consistent Results: The mandrel must be carefully designed and aligned to ensure that the part is formed with consistent dimensions and a smooth surface.
Forming Rollers or Tools: In CNC and manual metal spinning, forming rollers or tools apply pressure to the metal as it spins over the mandrel. The tools gradually shape the metal into the desired form, ensuring that the part has uniform wall thickness and a smooth surface finish.
Controlled Pressure for Smooth Surfaces: The forming tools must apply consistent pressure to prevent wrinkles, cracks, or uneven thickness in the final part.
Lathe or Spinning Chuck: The lathe or spinning chuck holds the mandrel and rotates it at high speeds during the spinning process. The rotational speed must be carefully controlled to ensure that the metal flows smoothly over the mandrel without overstressing the material.
High-Speed Rotation for Efficient Forming: The lathe or chuck must rotate at the correct speed to allow the forming tools to shape the metal without causing defects such as cracking or warping.
CNC Control System (CNC Spinning): CNC spinning machines are equipped with a CNC control system that automates the spinning process. The CNC system controls the speed, pressure, and movement of the forming tools, ensuring precise, repeatable results. The system allows operators to program the machine for specific parts and materials, ensuring optimal performance.
Automation for Precision and Efficiency: CNC systems provide precise control over the spinning process, ensuring that each part is formed to the exact same specifications. This improves efficiency and reduces the risk of defects.
The Metal Spinning Process
Material Preparation: The metal spinning process begins with a flat metal disc or sheet, which is typically cut to size and thickness. The edges of the metal may be deburred or smoothed to ensure a clean, defect-free surface for spinning.
Cutting and Deburring for Clean Edges: Proper preparation of the metal ensures that the spinning process can proceed smoothly and without defects such as cracks or wrinkles.
Spinning the Metal: The metal disc is placed on the mandrel, which is mounted on the spinning machine. As the mandrel rotates, the forming tools apply pressure to the metal, gradually shaping it into the desired form. In CNC spinning, the process is automated, with the CNC system controlling the movement of the tools and the speed of the rotation.
Controlled Forming for Smooth, Symmetrical Parts: The goal of the spinning process is to create a smooth, symmetrical part with consistent wall thickness. Proper control of the pressure and speed is essential for achieving high-quality results.
Multiple Passes for Complex Shapes: For parts with complex shapes or tight tolerances, the spinning process may require multiple passes with the forming tools. Each pass gradually deforms the metal, bringing it closer to the final shape. In CNC spinning, the process is carefully programmed to ensure that each pass is executed with precision.
Complex Shapes with Tight Tolerances: Metal spinning is ideal for producing parts with intricate shapes or features, such as cones, domes, and cylinders, with precise dimensions and surface finishes.
Finishing and Inspection: After the part is spun, it is removed from the mandrel and inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the part meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Parts: Metal spinning produces parts with smooth surfaces and consistent dimensions, reducing the need for additional machining or finishing processes.
Applications of Superior Metal Spinning
Aerospace Industry: Metal spinning is widely used in the aerospace industry to produce lightweight, high-strength components such as rocket motor casings, aircraft nose cones, and fuel tanks. The ability to create seamless, symmetrical parts with precise dimensions makes metal spinning ideal for aerospace applications.
Rocket Motor Casings and Nose Cones: Metal spinning is used to produce thin-walled rocket motor casings and nose cones that must withstand extreme pressures and temperatures while maintaining their structural integrity.
Automotive Industry: In the automotive industry, metal spinning is used to create components such as wheel rims, exhaust systems, and structural supports. The process ensures that these parts are lightweight, strong, and capable of withstanding the stresses of high-performance vehicles.
Lightweight Wheel Rims and Exhaust Systems: Metal spinning is used to produce lightweight, high-strength wheel rims and exhaust components for high-performance vehicles. The process ensures that these parts have consistent thickness and strength.
Cookware and Lighting Fixtures: Metal spinning is commonly used to produce seamless, symmetrical cookware items such as pots, pans, and lids. It is also used to create lighting fixtures, such as lampshades and reflectors, that require smooth, symmetrical shapes and polished surfaces.
Smooth, Seamless Cookware: Metal spinning is used to create high-quality cookware with smooth, seamless surfaces that are easy to clean and resistant to corrosion.
Architectural and Decorative Metalwork: Metal spinning is used to create architectural and decorative metalwork, such as domes, sculptures, and ornamental features. The process allows for the production of intricate, symmetrical shapes with smooth surfaces, making it ideal for high-end architectural projects.
Decorative Domes and Sculptures: Metal spinning is used to create large, decorative domes and sculptures for architectural projects, ensuring that the parts are smooth, symmetrical, and visually appealing.
Pressure Vessels and Industrial Components: Metal spinning is used to produce pressure vessels, gas cylinders, and industrial components that require high strength and durability. The process ensures that these parts are seamless, with consistent wall thickness and excellent structural integrity.
Seamless Pressure Vessels: Metal spinning is ideal for producing pressure vessels and gas cylinders that must withstand high internal pressures without risk of failure.
Advantages of Superior Metal Spinning
Precision and Consistency: Metal spinning provides excellent control over the shape, dimensions, and surface quality of the part, ensuring consistent, high-precision results. CNC spinning, in particular, offers repeatable accuracy, making it ideal for high-volume production.
Material Efficiency: Metal spinning is a highly efficient process that minimizes material waste. The metal is deformed without cutting or removing material, reducing the need for additional machining or finishing.
Strength and Durability: Metal spinning produces parts with excellent mechanical properties, including high strength, durability, and resistance to stress. The process creates seamless, symmetrical parts with consistent wall thickness, making them ideal for demanding applications.
Versatility for Different Materials and Shapes: Metal spinning can be used with a wide range of materials, including aluminum, stainless steel, copper, and brass. The process is also highly versatile, allowing for the production of parts in various sizes, shapes, and thicknesses.
Cost-Effective for Prototypes and Custom Parts: Metal spinning is cost-effective for producing prototypes, custom parts, and small-batch production runs. Manual spinning, in particular, is well-suited for creating one-of-a-kind parts or decorative items.
Challenges of Superior Metal Spinning
Skilled Operation Required: Manual metal spinning requires highly skilled operators to ensure that the parts are formed with precision and without defects. CNC spinning, while automated, still requires skilled programmers and operators to ensure optimal performance.
High Initial Setup Costs for CNC Machines: CNC metal spinning machines are expensive to purchase and set up, making them a significant investment for manufacturers. However, the precision and efficiency of the process often justify the initial cost, especially in high-volume production environments.
Superior metal spinning is a highly efficient and versatile process used to produce seamless, high-precision metal parts for a wide range of industries. Whether used in aerospace, automotive, cookware, or decorative metalwork, metal spinning ensures that parts are formed with consistent quality, smooth surfaces, and excellent mechanical properties.
Curling Process in Sheet Metal
Sheet Metal Edge Rounding
The curling process in sheet metal refers to the technique of forming a circular or rolled edge along the perimeter of a metal sheet. Curling is commonly used in applications where the sharp edges of sheet metal must be rolled over for safety, aesthetics, or functional reasons. This process is widely applied in industries such as automotive, aerospace, HVAC, and appliance manufacturing, where curled edges are needed to provide strength, reduce the risk of injury, or create a finished, decorative appearance.
Curling improves the overall durability of the part by increasing edge strength and reducing the likelihood of cracking or deformation under load. It is often used in the production of parts like metal enclosures, cylindrical tubes, or ducts, where a smooth, rounded edge is necessary for assembly or handling.
Types of Curling in Sheet Metal
Straight Curling: Straight curling involves rolling the edge of the sheet metal into a circular or semi-circular shape, creating a smooth, continuous edge around the part. This type of curling is commonly used in the fabrication of ducts, pipes, and other cylindrical structures, where the rolled edge provides a strong, durable finish.
Simple Curled Edges for Durability: Straight curling is ideal for reinforcing the edges of parts like tubes or ducts, where the curled edge adds strength and prevents the sheet metal from fraying or deforming over time.
Advantages: Straight curling provides a clean, smooth edge that improves the safety, durability, and appearance of the part. It is also relatively easy to achieve using specialized curling machines or roll forming equipment.
Disadvantages: Straight curling may not be suitable for parts with complex shapes or tight radii, as the metal can become stretched or deformed during the curling process.
Wire-Edge Curling: In wire-edge curling, a metal wire is inserted into the curled edge of the sheet metal, creating a reinforced edge that is stronger and more rigid than a standard curl. This type of curling is often used in the fabrication of containers, tanks, and pipes, where the reinforced edge helps improve the part’s structural integrity and resistance to deformation.
Reinforced Edges for Added Strength: Wire-edge curling is ideal for parts that require extra strength or rigidity, such as containers or ducts that must withstand pressure or impact. The wire provides additional support to the curled edge, reducing the risk of deformation.
Advantages: Wire-edge curling provides a stronger, more durable edge than standard curling, making it ideal for heavy-duty applications. It also improves the part’s resistance to wear and impact, extending its service life.
Disadvantages: Wire-edge curling requires additional tooling and setup, making it more time-consuming and expensive than straight curling. The wire must be properly inserted and secured to ensure that the curl remains strong and uniform.
Hem Curling: Hem curling, or hemming, is a variation of the curling process in which the edge of the sheet metal is folded over itself, creating a double-thickness edge that is stronger and more rigid than a single-layer curl. Hem curling is commonly used in automotive panels, appliance housings, and architectural components, where the reinforced edge improves strength and provides a smooth, finished appearance.
Double-Layer Edges for Increased Rigidity: Hem curling is ideal for applications where the sheet metal must withstand stress or impact, such as automotive panels or appliance housings. The folded edge provides extra strength and durability.
Advantages: Hem curling provides a strong, reinforced edge that improves the part’s structural integrity and resistance to damage. It also creates a clean, finished appearance, making it ideal for visible parts.
Disadvantages: Hem curling requires more material and tooling than standard curling, increasing production costs. It may also be more challenging to achieve on thick or hard metals.
Seam Curling: Seam curling is a method used to join two pieces of sheet metal by curling their edges together. This technique is commonly used in the fabrication of cylindrical structures such as pipes, tanks, and containers, where the curled seam provides a strong, leak-proof connection between the parts. Seam curling is widely used in industries such as HVAC, automotive, and metal fabrication.
Strong, Leak-Proof Connections: Seam curling is ideal for joining two metal parts in a way that ensures a strong, durable, and leak-proof connection. It is commonly used in the production of ducts, pipes, and containers that must withstand pressure or fluids.
Advantages: Seam curling provides a secure, long-lasting connection between metal parts, reducing the need for additional welding or fasteners. It is also highly efficient, allowing manufacturers to produce leak-proof joints quickly and consistently.
Disadvantages: Seam curling requires precise alignment of the parts and specialized tooling to ensure that the seam is formed correctly. Improper curling can result in weak or leaky joints.
Key Components of a Curling Machine
Rollers or Forming Dies: In most curling machines, rollers or forming dies are used to gradually curl the edges of the sheet metal. The rollers apply pressure to the metal as it passes through the machine, bending it into a circular or semi-circular shape. Forming dies are often used for more complex or precise curls, ensuring that the edge is formed uniformly.
Controlled Pressure for Uniform Curls: The rollers or forming dies must apply consistent pressure to the sheet metal to ensure that the curl is smooth and uniform. Proper alignment of the rollers is essential for achieving high-quality results.
Mandrel or Support: In many curling machines, a mandrel or support is used to hold the sheet metal in place as it is curled. The mandrel ensures that the metal is properly aligned and supported throughout the curling process, preventing deformation or misalignment.
Support for Consistent Curling: The mandrel provides support to the metal as it is curled, ensuring that the edge is formed smoothly and without distortion. This is especially important for thin or flexible sheet metals.
Hydraulic or Pneumatic System: Many curling machines use hydraulic or pneumatic systems to apply the necessary pressure for curling the sheet metal. These systems provide precise control over the pressure and speed of the curling process, ensuring that the metal is curled evenly and without defects.
Precise Pressure Control for High-Quality Curls: The hydraulic or pneumatic system ensures that the pressure is applied evenly throughout the curling process, preventing defects such as cracking, wrinkling, or uneven curls.
Control Panel: Modern curling machines are often equipped with a control panel that allows operators to set and monitor the curling parameters, such as pressure, speed, and curl radius. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the curling process and ensure repeatable, high-quality results.
Automation for Precision and Efficiency: The control panel allows operators to program the machine for specific parts and materials, ensuring that the curling process is consistent and tailored to the requirements of each job.
The Curling Process
Material Preparation: Before the curling process begins, the sheet metal must be properly prepared. This typically involves cutting the metal to the required size and shape, deburring the edges, and cleaning the surface to remove any dirt, grease, or contaminants. Proper preparation ensures that the metal curls smoothly and without defects.
Cutting and Deburring for Clean Edges: Proper preparation of the metal ensures that the curling process proceeds smoothly and without defects, such as cracking or wrinkling.
Curling the Edge: The curling process begins by feeding the sheet metal into the curling machine, where it is gradually bent into the desired shape by the rollers or forming dies. The machine applies controlled pressure to the edge of the metal, curling it into a circular or rolled shape. The radius of the curl is determined by the settings on the machine, which can be adjusted to achieve different curl sizes.
Controlled Bending for Smooth, Consistent Curls: The goal of the curling process is to create a smooth, uniform curl with consistent dimensions. Proper control of the pressure and speed is essential for achieving high-quality results.
Finishing and Inspection: After the curl is formed, the part is inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the part meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Parts: Curling machines produce parts with smooth, rounded edges that improve the safety, durability, and appearance of the final product. Proper inspection ensures that the curled edges are free from defects and meet the required standards.
Applications of Curling in Sheet Metal
Automotive Industry: The curling process is widely used in the automotive industry to create rolled edges on body panels, exhaust systems, and structural components. Curled edges help improve the strength and durability of these parts, while also reducing the risk of injury during handling or assembly.
Curled Edges for Automotive Body Panels: Curling is used to create rolled edges on automotive body panels, improving their strength and resistance to impact. The curled edges also provide a smooth, finished appearance, enhancing the overall look of the vehicle.
HVAC Systems: Curling is commonly used in the HVAC industry to create rolled edges on ducts, pipes, and other ventilation components. Curled edges provide a strong, durable connection point for joining sections of ductwork, ensuring that the system operates efficiently and without leaks.
Curling for Strong Duct Connections: Curled edges on HVAC ducts provide a secure, leak-proof connection between sections, ensuring that the system maintains proper airflow and pressure.
3. Aerospace Industry: The aerospace industry uses the curling process in the fabrication of lightweight components, such as ducts, tubes, and panels. Curled edges enhance the strength and durability of these parts without adding significant weight, making them ideal for applications where weight reduction is critical, such as in aircraft structures.
Reinforced Edges for Aircraft Components: Curling provides reinforced edges on aerospace components, ensuring they withstand high stress, pressure, and vibration. The smooth edges also reduce the risk of damage during assembly and maintenance.
Appliance Manufacturing: Curling is widely applied in the manufacturing of appliances, where it is used to form safe, smooth edges on components like washers, dryers, refrigerators, and ovens. Curled edges prevent injuries during handling and assembly and provide a finished appearance to the products.
Safety Edges for Home Appliances: Curling creates rounded, burr-free edges on appliance panels, ensuring that the final product is both safe to handle and aesthetically pleasing.
Metal Enclosures and Electrical Boxes: Curling is often used in the production of metal enclosures, electrical boxes, and cabinets. The curled edges enhance the strength of these structures and eliminate sharp edges that could pose a risk during installation or use.
Smooth Edges for Electrical Enclosures: Curling ensures that electrical enclosures and metal cabinets have strong, smooth edges that prevent cuts or abrasions during installation and maintenance.
Architectural Components and Metal Furniture: In the architectural and furniture industries, curling is used to create decorative, smooth-edged metal components for applications such as railings, frames, and structural elements. The curled edges provide a sleek, modern look while also enhancing the strength and safety of the part.
Decorative and Functional Curled Edges: Curling adds a polished, professional finish to architectural elements and metal furniture, improving both their appearance and structural integrity.
Advantages of Curling in Sheet Metal
Enhanced Strength and Durability: Curling strengthens the edges of sheet metal parts, making them more resistant to deformation, cracking, or damage. The rolled edges distribute stress more evenly, reducing the likelihood of failure under load.
Improved Safety: Curling eliminates sharp edges on sheet metal parts, reducing the risk of injury during handling, assembly, or use. This is particularly important in industries like automotive, HVAC, and appliance manufacturing, where sharp edges can pose significant hazards.
Aesthetic and Functional Finishing: Curling provides a smooth, finished appearance to sheet metal parts, enhancing their overall aesthetic appeal. The rounded edges also improve functionality by allowing parts to fit together more easily and securely during assembly.
Increased Edge Stability: Curling stabilizes the edges of sheet metal parts, preventing warping or bending during use. This is particularly important for thin or flexible sheet metals, which are prone to deformation under stress.
Versatility for Various Applications: Curling can be used on a wide range of sheet metal materials, including aluminum, steel, stainless steel, and copper. This versatility makes it a valuable process in industries ranging from automotive and aerospace to appliances and construction.
Challenges of Curling in Sheet Metal
Tooling and Setup Costs: Curling machines, especially those equipped with CNC or hydraulic systems, require significant initial investment in equipment and tooling. These costs can be prohibitive for small manufacturers or custom production runs.
Material Limitations: Curling may be challenging for very thick or hard metals, as the process can cause cracking or deformation if not properly controlled. Certain materials, such as brittle metals, may not be suitable for curling without special treatment or preparation.
Skilled Operation Required: Properly curling sheet metal requires skilled operators, particularly for complex or high-precision curls. Incorrect pressure or alignment can result in defects such as cracks, uneven edges, or misshapen curls.
Curling is a highly effective process for improving the strength, safety, and appearance of sheet metal components across a wide range of industries. Whether used to create reinforced edges, smooth out sharp surfaces, or enhance the aesthetic quality of a part, curling plays a vital role in modern metal fabrication and manufacturing.
Crimping Process in Sheet Metal
Edge crimping
The crimping process in sheet metal is a mechanical technique used to join two metal parts by deforming one or both of them to create a secure, interlocking connection. Crimping is often used as an alternative to welding, soldering, or fasteners in applications where a strong, durable bond is required without the use of additional materials. This process is widely used in industries such as HVAC, automotive, aerospace, and electrical manufacturing to create reliable joints in ducts, pipes, electrical connectors, and other sheet metal components.
Crimping is valued for its efficiency, ease of use, and ability to create high-strength connections without heat or adhesives. It is especially useful in assembling lightweight components, where the addition of fasteners or welding could compromise the integrity of the material.
Types of Crimping in Sheet Metal
Standard Crimping: Standard crimping involves deforming the edges of two metal parts so that they fit tightly together, forming a secure mechanical connection. This type of crimping is commonly used in the HVAC industry to join sections of ductwork, ensuring an airtight seal without the need for additional fasteners or adhesives.
Simple Crimps for Reliable Joints: Standard crimping is ideal for creating strong, reliable joints in sheet metal parts such as pipes, ducts, and enclosures. The crimped edges lock together securely, preventing separation or leakage.
Advantages: Standard crimping provides a fast, efficient way to join metal parts without welding or fasteners. It is also easy to automate, making it suitable for high-volume production.
Disadvantages: Standard crimping may not be suitable for parts that require very high strength or precision, as the crimped joint may be weaker than a welded or fastened connection.
Bead Crimping: Bead crimping involves creating a series of small, evenly spaced crimps or beads along the edge of the sheet metal. This type of crimping is often used to add rigidity and strength to the part, as well as to create a secure connection between two components. Bead crimping is commonly used in automotive and aerospace applications to join body panels, structural components, and other sheet metal parts.
Reinforced Joints for Strength and Stability: Bead crimping adds strength and stability to sheet metal parts, making it ideal for applications that require a rigid, durable joint. The beaded crimps distribute stress evenly along the joint, reducing the risk of deformation.
Advantages: Bead crimping improves the structural integrity of the joint, making it more resistant to stress and vibration. It is also highly effective for lightweight components that need to maintain strength without adding extra weight.
Disadvantages: Bead crimping requires specialized tooling and may be more time-consuming than standard crimping. It may also be less effective for joining thick or hard metals.
Seam Crimping: Seam crimping is used to join two pieces of sheet metal along a seam, creating a continuous, interlocking joint. This type of crimping is commonly used in the fabrication of pipes, tubes, and containers, where a leak-proof connection is essential. Seam crimping is widely applied in industries such as HVAC, plumbing, and metal fabrication.
Leak-Proof Seams for Pipes and Containers: Seam crimping provides a strong, leak-proof joint that is ideal for pipes, ducts, and containers that must withstand pressure or fluids. The continuous crimp ensures a secure connection that prevents separation or leakage.
Advantages: Seam crimping creates a strong, durable joint that is resistant to leaks and pressure. It is also highly efficient, allowing manufacturers to produce secure, continuous joints quickly and consistently.
Disadvantages: Seam crimping requires precise alignment of the parts and specialized tooling to ensure that the seam is crimped uniformly. Improper crimping can result in weak or leaky joints.
**Electrical Crimping
:** Electrical crimping is the process of joining electrical connectors or terminals to wires by deforming the metal of the connector around the wire. This creates a strong, conductive bond without the need for soldering. Electrical crimping is widely used in the electronics, automotive, and aerospace industries, where it provides a reliable, efficient way to assemble wiring harnesses, connectors, and terminals.
Strong, Conductive Connections for Electrical Components: Electrical crimping ensures that wires and connectors are securely joined, providing a low-resistance connection that is resistant to vibration and environmental factors. The crimped connection also minimizes the risk of loose connections or electrical failures.
Advantages: Electrical crimping provides fast, consistent connections with excellent electrical conductivity. It eliminates the need for heat or adhesives, making it suitable for high-volume production of wiring assemblies.
Disadvantages: Improper crimping can result in weak or unreliable connections, which may lead to electrical failures. Skilled operators or automated equipment are required to ensure that the crimps are properly formed.
Key Components of a Crimping Machine
Crimping Dies: Crimping machines use dies to deform the metal parts and create the crimped joint. The dies are typically shaped to match the specific geometry of the parts being crimped, ensuring a secure and uniform connection. Crimping dies must be precisely aligned to avoid damaging the material or producing weak joints.
Precision Dies for Consistent Crimps: The crimping dies must be accurately designed and maintained to ensure that the crimps are formed with consistent quality and strength.
Hydraulic or Pneumatic Press: Many crimping machines use hydraulic or pneumatic presses to apply the force needed to deform the metal and create the crimp. These systems provide precise control over the pressure and speed of the crimping process, ensuring that the crimps are formed uniformly and without defects.
Controlled Pressure for High-Quality Joints: The hydraulic or pneumatic press ensures that the crimping process is consistent, applying the correct amount of force to create strong, reliable joints.
Automated Feeding System: In high-volume production environments, crimping machines may be equipped with an automated feeding system that positions the parts for crimping. This ensures that the parts are aligned correctly and improves production efficiency by reducing the need for manual handling.
Automation for Fast, Efficient Production: Automated feeding systems allow crimping machines to operate continuously, increasing throughput and reducing downtime.
Control Panel: Crimping machines are often equipped with a control panel that allows operators to set and monitor the crimping parameters, such as pressure, speed, and die alignment. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the crimping process and ensure repeatable, high-quality results.
Precision Control for Reliable Crimps: The control panel allows operators to program the machine for specific parts and materials, ensuring that the crimping process is consistent and tailored to the requirements of each job.
The Crimping Process
Material Preparation: Before the crimping process begins, the metal parts must be properly prepared. This typically involves cutting the sheet metal or wires to the required size and shape, cleaning the surfaces, and aligning the parts for crimping. Proper preparation ensures that the crimping process proceeds smoothly and without defects.
Cutting and Cleaning for Optimal Results: Proper preparation of the parts ensures that the crimped joint is strong, secure, and free from defects such as gaps or misalignment.
Crimping the Joint: The crimping process begins by placing the parts in the crimping machine, where they are deformed by the dies or forming tools to create the crimped joint. The machine applies controlled pressure to the parts, deforming the metal and locking the components together. The crimping pressure and speed are carefully controlled to ensure that the joint is strong and uniform.
Controlled Deformation for Secure Joints: The goal of the crimping process is to create a tight, interlocking joint that is strong, durable, and resistant to separation or leakage. Proper control of the pressure and alignment is essential for achieving high-quality results.
Finishing and Inspection: After the crimp is formed, the part is inspected for defects such as cracks, gaps, or misalignment. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the crimped joint meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Joints: Crimping machines produce strong, durable joints that improve the functionality and safety of the final product. Proper inspection ensures that the crimped joints are free from defects and meet industry standards.
Applications of Crimping in Sheet Metal
HVAC Industry: Crimping is widely used in the HVAC industry to join sections of ductwork, pipes, and ventilation components. The crimped joints provide a secure, leak-proof connection that is resistant to air or fluid leakage, ensuring that the HVAC system operates efficiently.
Crimped Joints for Ductwork and Ventilation: Crimping is ideal for joining HVAC ducts and pipes, providing a strong, airtight seal without the need for additional fasteners or adhesives.
Automotive Industry: In the automotive industry, crimping is used to join body panels, structural components, and electrical connectors. The crimped joints provide strength and durability, ensuring that the vehicle’s body and electrical systems perform reliably under stress and vibration.
Crimped Electrical Connectors and Body Panels: Crimping is commonly used to create secure connections in automotive wiring harnesses, as well as to join body panels and structural components.
Aerospace Industry: The aerospace industry uses crimping to join lightweight components, such as fuselage panels, structural parts, and electrical connectors. The crimped joints provide strength without adding unnecessary weight, making them ideal for high-performance aerospace applications.
Lightweight Crimped Joints for Aircraft Components: Crimping is ideal for assembling lightweight aircraft components that must withstand stress and vibration without adding excessive weight.
Electrical and Electronics Industry: Crimping is essential in the electrical and electronics industry, where it is used to create strong, conductive connections between wires, terminals, and connectors. The crimped joints provide reliable electrical conductivity and resistance to corrosion and vibration.
Crimped Terminals for Electrical Wiring: Electrical crimping ensures that wiring harnesses and connectors are securely joined, providing a low-resistance connection that is essential for electrical performance.
Plumbing and Metal Fabrication: Crimping is used in the plumbing industry to join pipes and fittings, providing leak-proof connections for water and gas systems. It is also widely used in metal fabrication to assemble enclosures, containers, and structural components.
Leak-Proof Crimped Joints for Plumbing Systems: Crimping provides strong, leak-proof connections in plumbing pipes and fittings, ensuring that the system operates reliably under pressure.
Advantages of Crimping in Sheet Metal
Fast and Efficient Joining: Crimping is a fast, efficient process that can be easily automated for high-volume production. It eliminates the need for welding, soldering, or fasteners, reducing assembly time and labor costs.
Strong, Durable Joints: Crimping creates strong, interlocking joints that are resistant to separation, leakage, or vibration. This makes it ideal for applications where the parts must withstand stress, pressure, or environmental factors.
No Heat or Adhesives Required: Crimping does not require heat, adhesives, or additional materials to create a secure joint, making it a cost-effective and environmentally friendly alternative to welding or soldering.
Improved Safety and Aesthetics: Crimped joints provide a smooth, finished appearance, improving the aesthetic quality of the part. The process also reduces the risk of sharp edges, burrs, or other hazards that could pose a safety risk during handling or assembly.
Challenges of Crimping in Sheet Metal
Skilled Operation Required: Proper crimping requires skilled operators, especially for high-precision crimps or complex joints. Incorrect pressure or alignment can result in weak or unreliable connections, which may lead to part failure.
Tooling and Setup Costs: Crimping machines and dies can be expensive to purchase and maintain, especially for custom or complex crimping operations. The initial setup costs may be prohibitive for small manufacturers or low-volume production.
Material Limitations: Crimping may not be suitable for certain materials, such as very thick or brittle metals, which can crack or deform during the crimping process. Proper material selection and preparation are essential to avoid defects.
Crimping is a highly effective, efficient process for joining sheet metal parts in a wide range of industries, from automotive and aerospace to HVAC and electrical manufacturing. Whether used to create leak-proof seams, strong mechanical joints, or reliable electrical connections, crimping provides the strength, durability, and versatility needed for modern manufacturing.
Sheet Metal Curling
Aluminium Cookware Manufacturing Process
Sheet metal curling is a metal forming process used to shape the edges of a metal sheet into a rolled, curved form. This process is used to eliminate sharp edges, improve the overall appearance of the product, and increase the structural integrity of the part by providing additional rigidity. Curling is widely applied in industries such as automotive, HVAC, aerospace, appliance manufacturing, and metal fabrication, where smooth, safe edges are required for parts like ducts, enclosures, panels, and other metal components.
Curling can be done manually, using basic tools for small-scale jobs, or automatically using curling machines for large-scale production. The process involves rolling the edge of the sheet metal over itself or around another object, creating a continuous, smooth edge that can withstand impact or pressure without deformation.
Types of Sheet Metal Curling
Simple Curling: Simple curling is the basic process of rolling the edge of a sheet metal part into a curved or circular shape. This is often done to create a safe, smooth edge that prevents injury during handling or use. Simple curling is commonly used in the manufacturing of ducts, metal containers, and appliance housings.
Smooth Edges for Safety and Strength: Simple curling eliminates sharp edges, making the part safer to handle and improving its structural integrity. The rolled edge adds rigidity to the part, helping it resist deformation under stress.
Advantages: Simple curling is a straightforward process that is easy to automate, making it ideal for high-volume production. It also improves the durability and safety of the part by reinforcing the edge.
Disadvantages: Simple curling may not be suitable for parts that require very tight radii or complex shapes, as the process can cause the metal to stretch or deform.
Wire-Inserted Curling: In wire-inserted curling, a metal wire is inserted into the curl, reinforcing the edge and providing additional strength. This method is commonly used for parts that require extra durability, such as metal containers, ducts, or tanks that must withstand pressure or impact.
Reinforced Edges for High-Stress Applications: The wire strengthens the curled edge, making the part more resistant to deformation and wear. Wire-inserted curling is ideal for parts that must handle heavy loads or endure frequent handling.
Advantages: Wire-inserted curling provides a much stronger edge than simple curling, making it ideal for heavy-duty applications. It also improves the part’s resistance to bending or breaking under stress.
Disadvantages: The process is more complex and time-consuming than simple curling, requiring additional tooling and setup to insert the wire correctly.
Hemming: Hemming is a process in which the edge of the sheet metal is folded back on itself to create a double-thickness edge. This technique is used to increase the strength of the edge, improve its appearance, and eliminate sharp corners. Hemming is commonly used in the automotive industry for body panels, doors, and hoods, as well as in appliance manufacturing.
Folded Edges for Increased Strength: Hemming adds strength and rigidity to the edge by doubling the thickness of the metal. This makes the part more durable and resistant to bending, while also providing a smooth, finished edge.
Advantages: Hemming provides a strong, smooth edge that improves the structural integrity of the part. It is ideal for parts that require both strength and aesthetics, such as automotive panels or appliance housings.
Disadvantages: Hemming requires additional material and tooling, making it more expensive than simple curling. It may also be more difficult to achieve on thick or hard metals.
Flange Curling: Flange curling is the process of curling the edge of a flange to create a rolled edge. This technique is used in the fabrication of pipes, ducts, and other cylindrical parts that require a smooth, rounded edge for safety, appearance, or sealing purposes. Flange curling is common in HVAC systems and fluid handling applications.
Rolled Edges for Pipes and Ducts: Flange curling creates a smooth, rounded edge on the flange of a pipe or duct, providing a secure connection point that is resistant to leaks and pressure.
Advantages: Flange curling improves the safety and appearance of the part, while also providing a strong, leak-proof edge. It is particularly useful in applications where the curled edge will be exposed to pressure or fluid flow.
Disadvantages: Flange curling requires precise control of the forming process to ensure that the curl is uniform and free from defects. Improper curling can result in leaks or weak connections.
Key Components of a Sheet Metal Curling Machine
Curling Dies: Curling machines use specially shaped dies to bend and roll the edges of the sheet metal. The dies must be carefully designed to match the specific curvature and dimensions of the curl, ensuring a smooth, consistent edge.
Precision Dies for Uniform Curls: The curling dies must apply even pressure to the sheet metal to create a uniform, high-quality curl. Proper alignment of the dies is critical to achieving consistent results.
Rollers: In many curling machines, rollers are used to gradually bend the sheet metal into the desired shape. The rollers apply controlled pressure to the metal as it is fed through the machine, ensuring that the edge is curled smoothly and without distortion.
Controlled Pressure for Smooth Edges: The rollers must apply consistent pressure to the sheet metal to prevent defects such as cracking, wrinkling, or uneven curls.
Hydraulic or Pneumatic Systems: Many curling machines use hydraulic or pneumatic systems to control the pressure and speed of the curling process. These systems provide precise control over the forming process, ensuring that the curl is uniform and free from defects.
Precise Pressure Control for High-Quality Curls: The hydraulic or pneumatic system ensures that the curling pressure is applied evenly, preventing defects and ensuring a smooth, consistent curl.
Control Panel: Modern curling machines are equipped with control panels that allow operators to set and monitor the curling parameters, such as curl radius, pressure, and speed. Many machines are also equipped with programmable logic controllers (PLCs) or CNC systems to automate the curling process and ensure repeatable, high-quality results.
Automation for Precision and Efficiency: The control panel allows operators to program the machine for specific parts and materials, ensuring that the curling process is consistent and tailored to the requirements of each job.
The Curling Process
Material Preparation: Before curling begins, the sheet metal must be properly prepared. This typically involves cutting the sheet metal to the required size and shape, deburring the edges, and cleaning the surface to remove any dirt, grease, or contaminants. Proper preparation ensures that the metal curls smoothly and without defects.
Cutting and Deburring for Clean Edges: Proper preparation of the sheet metal ensures that the curling process proceeds smoothly and without defects, such as cracking or wrinkling.
Curling the Edge: The curling process begins by feeding the sheet metal into the curling machine, where it is gradually bent into the desired shape by the rollers or dies. The machine applies controlled pressure to the edge of the metal, curling it into a circular or rolled shape. The radius of the curl is determined by the settings on the machine, which can be adjusted to achieve different curl sizes.
Controlled Bending for Smooth, Consistent Curls: The goal of the curling process is to create a smooth, uniform curl with consistent dimensions. Proper control of the pressure and speed is essential for achieving high-quality results.
Finishing and Inspection: After the curl is formed, the part is inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the part meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Parts: Curling machines produce parts with smooth, rounded edges that improve the safety, durability, and appearance of the final product. Proper inspection ensures that the curled edges are free from defects and meet the required standards.
Applications of Sheet Metal Curling
Automotive Industry: Curling is widely used in the automotive industry to create safe, rounded edges on body panels, doors, and other structural components. Curled edges improve the strength and durability of these parts, while also providing a smooth, finished appearance.
Curled Edges for Automotive Panels: Curling is used to create rolled edges on automotive body panels, doors, and hoods, improving their strength and resistance to impact. The curled edges also provide a sleek, finished look that enhances the overall appearance of the vehicle.
HVAC Systems: Curling is commonly used in the HVAC industry to create rolled edges on ducts, pipes, and other ventilation components. Curled edges provide a strong, durable connection point for joining sections of ductwork, ensuring that the system operates efficiently and without leaks.
Curling for Strong Duct Connections: Curling provides smooth, safe edges on HVAC ducts and pipes, ensuring that the system is free from sharp edges that could pose a hazard during installation or maintenance.
Appliance Manufacturing: In appliance manufacturing, curling is used to create smooth, rounded edges on panels, doors, and enclosures. Curled edges improve the strength and appearance of the appliance, while also reducing the risk of injury during handling or use.
Curled Edges for Safe, Durable Appliances: Curling creates safe, burr-free edges on appliance panels and enclosures, improving both the safety and durability of the final product.
Architectural Components: Curling is often used in the production of architectural components, such as metal railings, panels, and decorative elements. The curled edges provide a smooth, finished appearance while also adding strength and rigidity to the part.
Decorative and Functional Curled Edges: Curling enhances the appearance and strength of architectural elements, providing a professional, finished look that is both attractive and durable.
Metal Containers and Enclosures: Curling is widely used in the fabrication of metal containers, enclosures, and tanks, where it provides a smooth, rolled edge that improves the strength and durability of the part. The curled edge also reduces the risk of injury during handling and assembly.
Strong, Safe Edges for Metal Containers: Curling provides a smooth, reinforced edge on metal containers and enclosures, ensuring that they are safe to handle and resistant to impact or deformation.
Advantages of Sheet Metal Curling
Improved Safety and Aesthetics: Curling eliminates sharp edges on sheet metal parts, making them safer to handle and improving their overall appearance. The smooth, rounded edges reduce the risk of injury and provide a professional, finished look.
Increased Strength and Durability: Curling adds strength and rigidity to the edges of sheet metal parts, making them more resistant to deformation, cracking, or damage. The rolled edge distributes stress more evenly, reducing the likelihood of failure under load.
Versatility for Various Applications: Curling can be used on a wide range of sheet metal materials, including steel, aluminum, copper, and stainless steel. This versatility makes curling a valuable process in industries ranging from automotive and HVAC to appliance manufacturing and metal fabrication.
Cost-Effective and Efficient: Curling is a fast, efficient process that can be easily automated for high-volume production. It reduces the need for additional finishing processes, such as deburring or grinding, making it cost-effective for manufacturers.
Challenges of Sheet Metal Curling
Tooling and Setup Costs: Curling machines, especially those equipped with CNC or hydraulic systems, require significant initial investment in equipment and tooling. These costs can be prohibitive for small manufacturers or custom production runs.
Material Limitations: Curling may be challenging for very thick or hard metals, as the process can cause cracking or deformation if not properly controlled. Certain materials, such as brittle metals, may not be suitable for curling without special treatment or preparation.
Skilled Operation Required: Properly curling sheet metal requires skilled operators, particularly for complex or high-precision curls. Incorrect pressure or alignment can result in defects such as cracks, uneven edges, or misshapen curls.
Sheet metal curling is an essential process in metal fabrication, providing strong, safe, and aesthetically pleasing edges for a wide range of applications. Whether used in automotive panels, HVAC ducts, appliance housings, or architectural components, curling ensures that sheet metal parts meet the highest standards of strength, durability, and safety.
Brake Pads Making Machine
Brake pads
A brake pads making machine is a specialized piece of equipment used in the production of automotive brake pads. Brake pads are critical components of a vehicle’s braking system, responsible for applying friction to the brake rotors to slow or stop the vehicle. These machines are designed to manufacture brake pads from raw materials such as metal fibers, resins, and friction materials, ensuring that the finished pads meet the required standards for performance, durability, and safety.
The process of making brake pads involves several steps, including material mixing, pressing, curing, and finishing. Brake pads making machines are equipped with various functions to handle these tasks efficiently, allowing manufacturers to produce high-quality brake pads in large quantities. These machines are used primarily in the automotive industry but are also applicable for producing brake components for motorcycles, trucks, and industrial machinery.
Types of Brake Pads Making Machines
Mixing and Kneading Machines: These machines are used to blend the raw materials that make up the brake pads, including metal fibers, friction materials, binders, and resins. The materials are mixed and kneaded into a homogeneous compound, ensuring that the brake pads have consistent friction properties and wear resistance.
Homogeneous Mixing for Consistent Performance: Proper mixing ensures that the brake pads have uniform friction properties, which are essential for reliable braking performance. The compound must be thoroughly mixed to prevent defects such as weak spots or uneven wear.
Advantages: Mixing and kneading machines provide precise control over the blending of raw materials, ensuring consistent quality in the final product. They are also highly efficient, reducing mixing times and improving production throughput.
Disadvantages: Improper mixing can lead to defects in the brake pads, such as uneven friction properties or weak areas that may cause the pads to fail prematurely.
Pressing Machines: Pressing machines are used to compress the mixed materials into the shape of a brake pad. The material is placed in a mold, and the machine applies high pressure to compact the material into a solid form. Pressing is a critical step in ensuring that the brake pads have the required density and strength.
High Pressure for Dense, Strong Brake Pads: Pressing ensures that the brake pad material is tightly compacted, giving the pads the density and strength needed to withstand the high pressures and temperatures generated during braking.
Advantages: Pressing machines provide consistent pressure and control over the shape of the brake pads, ensuring that each pad is produced to the correct specifications. They are ideal for high-volume production, as they can produce large quantities of pads quickly and efficiently.
Disadvantages: The molds used in pressing machines must be precisely designed and maintained to prevent defects such as cracks, voids, or uneven compression.
Curing Ovens: After the brake pads are pressed, they are cured in ovens to harden the material and set the binder. The curing process involves heating the pads at controlled temperatures for a specific duration, which allows the resins and binders to harden and bond the materials together.
Controlled Heating for Durable Brake Pads: Curing is essential for hardening the brake pad material and ensuring that it can withstand the extreme conditions of braking. Proper control of temperature and curing time is critical for achieving optimal hardness and strength.
Advantages: Curing ovens provide precise temperature control, ensuring that the brake pads are evenly cured and free from defects such as cracks or weak areas. This improves the durability and performance of the final product.
Disadvantages: Improper curing can result in brake pads that are too soft or brittle, leading to premature wear or failure.
Finishing Machines: Once the brake pads are cured, they are finished using grinding and cutting machines to achieve the final shape and dimensions. These machines remove any excess material, smooth the surfaces, and ensure that the brake pads meet the required tolerances for thickness and flatness.
Precision Finishing for Consistent Fit and Performance: Finishing ensures that the brake pads are shaped and sized accurately, allowing them to fit properly in the braking system and perform reliably. Any defects in the
brake pad’s shape or surface can lead to performance issues, such as uneven wear, squealing, or reduced braking efficiency.
Advantages: Finishing machines provide high precision in shaping and smoothing the brake pads, ensuring that they meet strict specifications for thickness, flatness, and surface quality. This step is essential for ensuring consistent braking performance and reducing noise.
Disadvantages: Finishing machines must be carefully calibrated and maintained to prevent defects such as over-grinding or surface imperfections, which can negatively impact the brake pad’s performance.
Friction Testing Machines: To ensure the quality and performance of the brake pads, manufacturers often use friction testing machines to measure the friction coefficient and wear resistance of the pads. These machines simulate real-world braking conditions by applying pressure and heat to the brake pads while measuring their friction properties.
Testing for Reliable Braking Performance: Friction testing ensures that the brake pads meet industry standards for stopping power, durability, and heat resistance. It helps identify any defects or inconsistencies in the material that could affect the brake pad’s performance.
Advantages: Friction testing machines provide valuable data on the performance characteristics of the brake pads, allowing manufacturers to ensure that each batch meets safety and quality standards. This testing is crucial for automotive applications, where brake performance is critical for vehicle safety.
Disadvantages: Friction testing can be time-consuming and requires specialized equipment and expertise, adding to the overall production costs.
The Brake Pads Manufacturing Process
Raw Material Preparation: The first step in making brake pads is to prepare the raw materials, including metal fibers, friction materials (such as ceramic or organic compounds), resins, and binders. These materials are carefully measured and blended in mixing machines to create a homogeneous compound that will be pressed into brake pads.
Precise Mixing for Consistent Properties: The correct ratio of materials is essential for achieving the desired friction and wear resistance in the finished brake pads. Inconsistent mixing can lead to uneven performance or premature wear.
Pressing and Molding: Once the materials are mixed, they are loaded into molds, where pressing machines apply high pressure to form the brake pads. The molds are designed to give the brake pads their final shape, while the pressure compacts the material into a dense, solid form.
High Pressure for Strong, Durable Brake Pads: The pressing process ensures that the brake pads are dense enough to withstand the stresses of braking without cracking or wearing down prematurely.
Curing: After pressing, the brake pads are transferred to curing ovens, where they are heated at controlled temperatures to harden the material and set the binders. The curing process is crucial for developing the brake pad’s strength, heat resistance, and durability.
Even Curing for Long-Lasting Performance: Proper curing ensures that the brake pads can endure the high temperatures generated during braking without losing their effectiveness or breaking down.
Finishing: Once the brake pads are cured, they are finished using grinding, cutting, and sanding machines to remove any excess material and ensure that the pads meet the required dimensions and surface quality. This step ensures that the brake pads fit correctly in the braking system and provide consistent performance.
Precision Grinding for Smooth, Accurate Pads: The finishing process ensures that the brake pads have a smooth, even surface and the correct thickness, which is essential for proper fit and function in the braking system.
Friction Testing and Quality Control: After the brake pads are finished, they undergo friction testing to ensure that they meet the required standards for performance, safety, and durability. This testing simulates real-world braking conditions and measures the friction coefficient, wear resistance, and heat tolerance of the pads.
Testing for Safety and Reliability: Friction testing helps manufacturers ensure that the brake pads will provide reliable, consistent performance under a variety of conditions, such as heavy braking, high speeds, or extreme temperatures.
Applications of Brake Pads Making Machines
Automotive Industry: Brake pads making machines are primarily used in the automotive industry to produce brake pads for passenger vehicles, trucks, motorcycles, and buses. High-quality brake pads are essential for ensuring vehicle safety, as they provide the friction needed to stop the vehicle effectively.
Brake Pads for Cars, Trucks, and Motorcycles: Brake pads making machines are used to produce a wide range of brake pads for different types of vehicles, including standard cars, high-performance sports cars, heavy-duty trucks, and motorcycles.
Industrial Machinery: Brake pads are also used in industrial machinery, where they provide the stopping power needed for large, heavy equipment. Machines such as cranes, forklifts, and construction equipment rely on durable brake pads to ensure safe operation in industrial environments.
Brake Pads for Heavy-Duty Machinery: Brake pads making machines are used to produce pads for industrial equipment, where reliable stopping power is critical for operator safety and machinery control.
Railway and Aerospace Applications: Brake pads are used in railway and aerospace applications, where they must withstand extreme conditions, including high speeds, heavy loads, and intense heat. The brake pads used in trains, planes, and other transportation systems must meet stringent safety and performance standards.
High-Performance Brake Pads for Trains and Aircraft: Brake pads making machines are used to manufacture specialized brake pads for rail and aerospace applications, where safety and reliability are paramount.
Motorcycles and Bicycles: In addition to automotive and industrial applications, brake pads making machines are used to produce pads for motorcycles and bicycles. These pads must provide consistent stopping power while being lightweight and durable.
Brake Pads for Two-Wheeled Vehicles: Brake pads making machines produce lightweight, high-performance pads for motorcycles and bicycles, ensuring that riders can stop safely and effectively.
Advantages of Brake Pads Making Machines
High Efficiency for Large-Scale Production: Brake pads making machines are highly efficient and capable of producing large quantities of brake pads quickly and with consistent quality. This makes them ideal for high-volume production in the automotive and industrial sectors.
Precision Control for Consistent Quality: These machines provide precise control over the manufacturing process, ensuring that each brake pad meets the required specifications for size, shape, and performance. This consistency is essential for ensuring reliable braking performance in vehicles and machinery.
Versatility for Different Materials and Applications: Brake pads making machines can be used to produce pads from a variety of materials, including organic, semi-metallic, and ceramic compounds. This versatility makes them suitable for a wide range of applications, from standard passenger cars to high-performance sports vehicles and industrial equipment.
Improved Safety and Durability: By using advanced manufacturing processes such as pressing, curing, and friction testing, brake pads making machines ensure that the finished pads are strong, durable, and capable of withstanding the extreme conditions of braking.
Challenges of Brake Pads Making Machines
High Initial Investment Costs: Brake pads making machines, especially those equipped with advanced features such as friction testing and precision molding, can be expensive to purchase and maintain. This high initial investment may be a barrier for smaller manufacturers.
Skilled Operation Required: Operating brake pads making machines requires skilled technicians to ensure that the machines are properly set up and maintained. Incorrect operation or improper calibration can lead to defects in the brake pads, such as uneven friction properties or weak areas.
Brake pads making machines are essential for the production of high-quality brake pads used in automotive, industrial, and transportation applications. These machines provide the efficiency, precision, and control needed to produce reliable, durable brake pads that meet the highest standards of safety and performance.
Drum End Manufacturing
Drum End Manufacturing
Drum end manufacturing involves producing the top and bottom ends of metal or plastic drums, which are commonly used for the storage and transportation of liquids, chemicals, oils, and other materials. The ends of drums play a critical role in ensuring that the contents are securely contained, providing structural integrity and leak-proof sealing. Drum ends are typically manufactured using processes such as stamping, deep drawing, curling, and welding to achieve the necessary strength, durability, and precision.
The top end of a drum often includes features such as flanges, bungs, or other openings to facilitate filling, emptying, and sealing, while the bottom end is typically designed to provide stability and withstand the weight of the drum’s contents. Drum end manufacturing is a crucial part of the overall drum production process and is widely used in industries such as chemical processing, oil and gas, food and beverage, and industrial packaging.
Types of Drum End Manufacturing Processes
Stamping: Stamping is one of the most common processes used to manufacture drum ends. In this process, a flat metal or plastic sheet is placed in a stamping press, where a die is used to shape the material into the desired form. Stamping is highly efficient and allows for the production of large quantities of drum ends with consistent quality.
High-Speed Production for Large Volumes: Stamping is ideal for producing drum ends in high volumes, making it suitable for mass production in industries such as chemical packaging and oil transportation.
Advantages: Stamping provides fast, efficient production with precise control over the shape and dimensions of the drum ends. It is suitable for both metal and plastic materials.
Disadvantages: Stamping requires expensive tooling, and the initial setup costs can be high, making it less suitable for small production runs or custom designs.
Deep Drawing: Deep drawing is a metal forming process used to manufacture drum ends by pulling a flat sheet of metal into a die to create a deep, cup-shaped structure. This process is particularly useful for producing the bottom ends of drums, as it allows for the creation of a seamless, strong end that can withstand heavy loads and pressure.
Seamless Drum Ends for High Strength: Deep drawing produces seamless drum ends that are highly resistant to leaks and deformation, making them ideal for drums that will be used to transport liquids or chemicals.
Advantages: Deep drawing provides excellent structural integrity and is suitable for producing drum ends that need to withstand high pressure or heavy loads.
Disadvantages: The deep drawing process can be complex and requires specialized equipment, making it more expensive and time-consuming than stamping for large-scale production.
Curling: Curling is a process used to form the edges of drum ends, creating a rolled edge that can be securely attached to the body of the drum. This technique is used to ensure that the drum ends are securely sealed and can be joined to the drum body without leaks. Curling is particularly important for metal drums, where the edges must be strong and resistant to deformation.
Rolled Edges for Leak-Proof Sealing: Curling provides a smooth, rolled edge that allows for a tight, leak-proof seal between the drum ends and the drum body. This is essential for ensuring the safe transportation of liquids and chemicals.
Advantages: Curling improves the strength and durability of the drum ends, providing a secure connection to the drum body and preventing leaks.
Disadvantages: Curling requires precise control to ensure that the edges are rolled uniformly and without defects. Improper curling can result in weak or leaky joints.
Flanging: Flanging is a process used to create a raised rim or flange around the edge of the drum end. This flange is used to connect the drum end to the body of the drum, providing a strong, durable joint that can withstand pressure and impact. Flanging is commonly used in both metal and plastic drum manufacturing.
Raised Rims for Secure Connections: Flanging creates a strong, raised rim that allows the drum end to be securely attached to the drum body. The flange provides additional strength and helps distribute pressure evenly across the joint.
Advantages: Flanging ensures that the drum end is securely attached to the drum body, preventing leaks and improving the overall strength of the drum. It is suitable for both large and small drums.
Disadvantages: Flanging requires precise tooling and alignment to ensure that the flange is formed correctly and without defects. Improper flanging can result in weak joints or leaks.
Welding: Welding is often used to join the drum ends to the body of the drum, creating a strong, leak-proof connection. In metal drums, welding is used to fuse the edges of the drum ends to the body, ensuring that the joint is strong and resistant to pressure. For plastic drums, heat welding or ultrasonic welding is used to join the drum components.
Strong, Leak-Proof Welds for Secure Joints: Welding provides a strong, durable connection between the drum ends and the drum body, ensuring that the drum can safely contain liquids, chemicals, or other materials.
Advantages: Welding provides a permanent, leak-proof connection that is highly resistant to pressure, impact, and environmental factors. It is particularly useful for drums used in hazardous or corrosive environments.
Disadvantages: Welding can be time-consuming and requires skilled operators or automated systems to ensure that the welds are consistent and free from defects.
Key Components of a Drum End Manufacturing Machine
Press or Die: The press or die is the main component used in stamping and deep drawing machines to shape the drum ends. The die is designed to match the specific shape and dimensions of the drum end, while the press applies the necessary force to form the material into the desired shape.
Precision Dies for Accurate Shaping: The press or die must be carefully designed to ensure that the drum ends are formed with the correct dimensions and shape. Proper alignment and pressure control are essential for achieving consistent results.
Forming Rollers or Mandrels: In curling and flanging machines, forming rollers or mandrels are used to bend and shape the edges of the drum ends. These tools apply controlled pressure to the material, ensuring that the edges are formed smoothly and without defects.
Controlled Pressure for Smooth, Uniform Edges: The forming rollers or mandrels must apply consistent pressure to the material to ensure that the edges are curled or flanged evenly and without distortion.
Welding Torch or Ultrasonic Welder: In welding machines, a welding torch or ultrasonic welder is used to fuse the drum ends to the body of the drum. The welder must be precisely controlled to ensure that the welds are strong, uniform, and free from defects.
Precision Welding for Leak-Proof Joints: The welding system must provide precise control over the heat and pressure applied to the joint, ensuring that the weld is strong, durable, and resistant to leaks.
Control Panel: Modern drum end manufacturing machines are equipped with control panels that allow operators to set and monitor the manufacturing parameters, such as pressure, speed, and temperature. Many machines are equipped with programmable logic controllers (PLCs) or CNC systems to automate the manufacturing process and ensure repeatable, high-quality results.
Automation for Consistency and Efficiency: The control panel allows operators to program the machine for specific drum end designs and materials, ensuring that the manufacturing process is consistent and efficient.
The Drum End Manufacturing Process
Material Preparation: The process begins with the preparation of the raw material, which is typically metal or plastic sheets. The material is cut to size and prepared for forming, ensuring that it is clean, flat, and free from defects. Proper material preparation is essential for ensuring that the drum ends are formed accurately and without defects.
Cutting and Cleaning for Quality Production: The material must be properly cut and cleaned to ensure that the forming process proceeds smoothly and without defects such as cracks, wrinkles, or misalignment.
Forming the Drum Ends: The drum ends are formed using processes such as stamping, deep drawing, curling, or flanging, depending on the design and specifications of the drum. The forming process shapes the drum ends into the desired form, ensuring that they meet the required dimensions and structural integrity.
Controlled Forming for Smooth, Strong Drum Ends: The goal of the forming process is to create drum ends that are strong, durable, and free from defects. Proper control of the forming pressure and alignment is essential for achieving high-quality results.
Welding or Sealing: Once the drum ends are formed, they are welded or sealed to the body of the drum. This process creates a strong, leak-proof connection between the drum ends and the drum body, ensuring that the contents of the drum are securely contained.
Strong Welds for Leak-Proof Sealing: Welding or sealing ensures that the drum ends are securely attached to the body of the drum, preventing leaks or separation during transportation or use.
Finishing and Inspection: After the drum ends are attached, the drum is inspected for defects such as cracks, leaks, or misalignment. The drum may also be finished by trimming any excess material, smoothing the edges, or applying surface coatings to improve corrosion resistance.
Quality Control for Durable, Leak-Proof Drums: Proper inspection ensures that the drum ends are securely attached and that the drum meets the required standards for strength, durability, and leak resistance.
Applications of Drum Ends
Chemical and Hazardous Material Storage: Drums with strong, leak-proof ends are essential for safely storing and transporting chemicals, hazardous materials, and other liquids.
Metal Flowforming: Sheet metal forming refers to a broad set of manufacturing processes used to convert flat metal sheets into desired shapes and geometries. It is an essential part of the metalworking industry, widely used in the automotive, aerospace, construction, and electronics industries. This process involves applying force to deform the metal sheet plastically, meaning the sheet undergoes permanent change in shape without breaking or cracking. Sheet metal forming methods can range from simple manual bending to highly automated, computer-controlled processes for mass production.
Sheet metal forming processes are classified into three major categories: bending, drawing, and shearing. Each of these techniques has its specific applications depending on the desired end product and the metal being worked with.
Types of Sheet Metal Forming:
Bending: Bending involves deforming the metal sheet along a straight axis to create angular shapes such as “V,” “U,” or channels. Press brakes or die presses are commonly used to bend the sheet metal, either manually or through automated processes. Bending is commonly used in automotive body panels, appliance housings, and structural frameworks.
Deep Drawing: Deep drawing is a process in which a flat sheet of metal is radially drawn into a forming die by the action of a mechanical punch. This process is used to create cup-shaped parts and is commonly applied in manufacturing cans, containers, and automotive fuel tanks. Deep drawing allows the formation of complex, hollow shapes from a single sheet of metal.
Stretch Forming: In stretch forming, a metal sheet is clamped at its edges and stretched over a die to form large, smooth, and curved surfaces. This method is often used in the aerospace industry for manufacturing aircraft fuselage panels and structural parts.
Roll Forming: Roll forming is a continuous process in which a metal sheet is passed through a series of rollers that progressively shape it into the desired cross-sectional profile. This method is highly efficient and is used to produce items like metal roofing panels, door frames, and highway guardrails.
Punching and Blanking: Punching involves the removal of material from the sheet by placing it between a punch and a die. Blanking is a similar process but focuses on cutting out parts of the sheet. Both techniques are commonly used in mass production, such as in the manufacturing of metal parts for electronics, appliances, and cars.
Spinning: Spinning is a process where a metal disk or tube is rotated at high speed and formed into an axially symmetric part by a roller. This method is typically used for producing conical or cylindrical components, such as pots, pans, and decorative metal objects.
Applications of Sheet Metal Forming:
Automotive Industry: Sheet metal forming is integral to the production of automotive body panels, chassis, and structural components. Manufacturers use advanced techniques like deep drawing, hydroforming, and stamping to produce high-quality, lightweight vehicle parts.
Aerospace Industry: Aerospace companies rely on sheet metal forming to create lightweight yet strong components, such as fuselage panels, wings, and support structures, all of which must meet stringent performance and safety standards.
Construction and Architecture: In construction, sheet metal forming is used for roofing, cladding, framing, and decorative purposes. Metals such as steel, aluminum, and copper are shaped into durable structures that withstand environmental stresses.
Electronics and Appliances: Manufacturers of consumer electronics and household appliances use sheet metal forming to create enclosures, panels, and internal structures for products like washing machines, refrigerators, and electronic devices.
Advantages of Sheet Metal Forming:
Efficiency: Sheet metal forming can produce large quantities of parts at relatively low cost, making it ideal for mass production in industries like automotive and consumer goods.
Precision: Modern forming techniques, especially those utilizing CNC-controlled machinery, provide high precision and repeatability, ensuring consistent product quality.
Material Conservation: Because sheet metal forming reshapes rather than removes material, there is minimal waste, making it an environmentally friendly and cost-effective process.
Versatility: Sheet metal forming can be applied to a variety of metals, including steel, aluminum, brass, and copper, allowing manufacturers to produce parts for a wide range of applications.
Hydraulic Metal Forming
Sheet Metal Rounded Corners
Hydraulic metal forming is a process where hydraulic pressure is used to shape metal workpieces. This process is ideal for producing complex, high-strength components and is often employed in industries where precision and durability are essential, such as aerospace, automotive, and heavy machinery manufacturing. Hydraulic forming uses hydraulic fluid under extreme pressure to force the metal into a die or mold, allowing for intricate shapes to be formed with high precision.
The main advantage of hydraulic metal forming is its ability to distribute pressure uniformly over the entire surface of the metal, resulting in less localized stress and higher-quality parts. The force applied by hydraulic presses can be finely controlled, making it suitable for delicate operations as well as heavy-duty applications.
Types of Hydraulic Metal Forming:
Hydroforming: Hydroforming is a popular hydraulic forming technique used to create hollow parts, such as automotive exhaust components and structural tubes. The process involves placing a metal sheet or tube inside a mold and using hydraulic fluid to press it against the mold walls, forming the desired shape. Hydroforming is highly effective for producing lightweight, high-strength components with complex geometries.
Hydraulic Stamping: Hydraulic stamping involves placing a flat metal sheet between a punch and die, then using hydraulic pressure to form the metal into the desired shape. This method is commonly used in the production of automotive body panels, appliances, and machinery parts. Hydraulic stamping offers precise control over the applied force, ensuring that the final product is accurate and consistent.
Hydraulic Drawing: Similar to deep drawing, hydraulic drawing uses hydraulic presses to pull a metal blank into a die, forming cylindrical, cup-shaped, or box-like components. The hydraulic press ensures that the force is evenly distributed, reducing the risk of tearing or wrinkling the metal.
Bulge Forming: Bulge forming is another hydraulic process where hydraulic fluid is used to press a metal sheet or tube against a die, causing it to bulge outward and take the shape of the mold. This method is often used to create domed or spherical components.
Rubber Pad Forming: In this process, a metal sheet is placed over a mold, and a flexible rubber pad is pressed against it using hydraulic pressure. The rubber pad deforms around the sheet, forming it to the mold’s shape. Rubber pad forming is used in applications where a smooth, scratch-free finish is essential, such as in the aerospace and medical device industries.
Applications of Hydraulic Metal Forming:
Automotive Industry: Hydraulic forming is widely used to create components such as engine mounts, chassis parts, suspension systems, and exhaust systems. The process allows for the production of lightweight yet strong parts, which contribute to improved fuel efficiency and vehicle performance.
Aerospace Industry: Hydraulic metal forming is used to produce complex, high-strength parts for aircraft and spacecraft. The precise control offered by hydraulic presses ensures that these critical components meet the industry’s stringent safety and performance requirements.
Heavy Machinery: Hydraulic forming is employed in the production of large, high-strength components used in heavy machinery and industrial equipment. Hydraulic presses can generate the immense force required to shape thick metal plates and components.
Medical Devices: In the medical field, hydraulic metal forming is used to manufacture surgical instruments, prosthetic devices, and other precision medical components. The ability to form metal with high accuracy and minimal defects is crucial in this industry.
Advantages of Hydraulic Metal Forming:
Uniform Force Application: Hydraulic presses distribute force evenly over the entire surface of the metal, reducing the risk of defects such as warping, cracking, or uneven thickness.
Precision: The finely controlled hydraulic pressure allows for high precision in forming complex geometries, ensuring that the final product meets exact specifications.
Material Efficiency: Hydraulic metal forming reduces material waste by forming the metal into the desired shape without removing material. This makes it a cost-effective and environmentally friendly process.
Versatility: Hydraulic forming can be used on a wide range of metals, including steel, aluminum, copper, and titanium, making it suitable for various industries and applications.
Hydraulic metal forming is a key process in modern manufacturing, offering the ability to create high-quality, durable metal parts for critical industries such as aerospace, automotive, and medical device production.
Sheet Metal Rounded Corners
Industries working with our machinery
Sheet metal rounded corners refer to the technique of rounding the sharp edges of sheet metal components to improve safety, aesthetics, and structural integrity. This is an important aspect of metalworking, especially in industries where sharp corners can pose a hazard or lead to stress concentration, which could compromise the strength of the component.
Rounding the corners of sheet metal is typically done after the cutting or punching process, which leaves sharp edges. These sharp edges can be dangerous during handling, assembly, or during the product’s use. Additionally, rounded corners help prevent the metal from cracking or tearing under stress, especially during bending or forming operations.
Methods for Creating Rounded Corners:
Bending: Bending is one of the simplest methods used to create rounded corners. Instead of making a sharp bend at a 90-degree angle, the metal is bent into a smooth curve, reducing stress concentrations at the corners. Bending machines, such as press brakes, are commonly used for this purpose.
Edge Rolling: Edge rolling is a technique where the edges of the sheet metal are rolled over to form a smooth, rounded corner. This process is often used in the production of metal enclosures, containers, or other parts where the edges need to be safe and aesthetically pleasing.
Chamfering: Chamfering is the process of removing the sharp edges of metal by cutting a beveled edge along the corner. Although this does not create a fully rounded corner, it softens the sharp edge and reduces the risk of injury or damage. Chamfering is commonly used in applications where a completely rounded corner is not necessary but where the sharp edge must be eliminated.
Grinding and Filing: Manual or automated grinding and filing can be used to round off sharp edges after cutting or punching. Abrasive tools are used to smooth out the edges, creating a safe and visually appealing corner. This method is often used in custom or small-scale metal fabrication projects.
Laser Cutting: Modern laser cutting machines can be programmed to cut metal sheets with pre-rounded corners. This allows for high precision and eliminates the need for additional edge rounding steps. Laser cutting is especially useful for complex shapes or high-volume production runs where precision and consistency are important.
Applications of Rounded Corners in Sheet Metal:
Safety: Rounded corners are crucial in industries where workers frequently handle metal parts, such as in construction, automotive assembly, or manufacturing. By rounding the edges, the risk of cuts and injuries is significantly reduced.
Aesthetics: In consumer products like electronics, appliances, and furniture, rounded corners provide a sleek, modern look. They also help improve the ergonomics of the product by making it more comfortable to handle.
Structural Integrity: Rounded corners reduce the likelihood of cracks or fractures developing in metal components during use. Sharp corners tend to concentrate stress, which can lead to failure over time. By rounding the corners, the stress is distributed more evenly, improving the durability of the part.
Electronics Enclosures: In the electronics industry, rounded corners are commonly used in the design of metal enclosures for devices like computers, smartphones, and appliances. Rounded corners not only improve the appearance of the product but also protect internal components by reducing sharp edges that could cause damage during assembly or use.
Advantages of Rounded Corners in Sheet Metal:
Improved Safety: Sharp edges pose a safety risk during manufacturing, handling, and use. Rounded corners minimize the chance of injury and improve the usability of metal products.
Enhanced Durability: By eliminating sharp corners, stress concentrations are reduced, which helps prevent cracks, warping, or other types of failure. Rounded corners enhance the overall durability of the component.
Better Coating and Finishing: Rounded corners are easier to coat with paint, powder coatings, or anodized finishes. Sharp edges can cause uneven coating thickness, leading to weak spots where corrosion or wear can occur. Rounded corners allow for more uniform coating, extending the lifespan of the product.
Rounded corners in sheet metal are a critical design feature that improves both the safety and durability of metal products while also enhancing their aesthetic appeal.
Sheet Metal Edge Rounding
Producing Cylindrical Parts with CNC Metal Spinning Machines
Sheet metal edge rounding is the process of smoothing and shaping the edges of a metal sheet after it has been cut, punched, or machined. This process is essential for improving safety, product quality, and durability. Sharp, unfinished edges on metal parts can pose hazards to workers, cause damage to other components during assembly, and lead to stress concentrations that can weaken the material. By rounding the edges, these risks are mitigated.
Edge rounding is commonly used in industries such as automotive, aerospace, electronics, and metal fabrication, where parts need to be safe to handle and durable enough to withstand long-term use.
Methods of Sheet Metal Edge Rounding:
Deburring Machines: Deburring machines are specifically designed to remove sharp burrs and round the edges of metal sheets. These machines use abrasive belts, brushes, or discs to grind down the sharp edges and create a smooth, rounded profile. Deburring is an essential step in many manufacturing processes to ensure that the edges are safe to handle and that the final product meets quality standards.
Grinding and Sanding: Manual or automated grinding and sanding tools are often used to round the edges of metal sheets. Abrasive materials are used to wear down the sharp edges, leaving a smooth, rounded finish. This method is especially useful for custom or low-volume production where precise control over the rounding process is needed.
Laser Cutting with Edge Rounding: Advanced laser cutting machines can be programmed to cut metal sheets with pre-rounded edges. This eliminates the need for additional edge rounding steps and provides a high level of precision. Laser cutting with edge rounding is commonly used in the production of parts that require tight tolerances and clean, smooth edges.
Tumbling: Tumbling is a process where metal parts are placed in a rotating drum along with abrasive media. As the drum rotates, the media polishes and rounds the edges of the metal parts, creating a smooth finish. Tumbling is an effective method for rounding the edges of small parts or components with complex geometries.
Electropolishing: In some applications, electropolishing is used to round and smooth the edges of metal parts. This chemical process removes a thin layer of material from the surface of the metal, leaving a smooth, rounded finish. Electropolishing is commonly used for stainless steel parts in the medical, food, and pharmaceutical industries.
Applications of Sheet Metal Edge Rounding:
Automotive Industry: In automotive manufacturing, edge rounding is critical for ensuring that parts like body panels, brackets, and supports are safe to handle and free from sharp edges that could cause injuries or damage other components.
Electronics and Appliances: Metal enclosures and components used in electronics and appliances often undergo edge rounding to improve their appearance and make them safer for consumers to handle. Rounded edges also help prevent the metal from cutting into wires or other sensitive components inside the device.
Aerospace Industry: In aerospace applications, edge rounding helps reduce stress concentrations at the edges of metal parts, improving their fatigue resistance and overall structural integrity. This is essential for components that must endure extreme conditions and long service life.
Construction and Metal Fabrication: In construction and metal fabrication, rounded edges make metal parts easier to work with and safer for workers to handle during installation. They also improve the overall aesthetics of the finished product.
Advantages of Sheet Metal Edge Rounding:
Safety: Sharp edges on metal parts can cause injuries to workers during handling and assembly. Edge rounding eliminates these hazards, making the parts safer to work with and reducing the risk of accidents.
Improved Durability: Rounding the edges of metal parts reduces stress concentrations, which can lead to cracks, fractures, or other types of failure. Edge rounding helps extend the lifespan of metal components, especially those subjected to mechanical or thermal stress.
Enhanced Aesthetics: Rounded edges give metal parts a more polished, professional appearance. This is especially important for consumer-facing products like electronics, appliances, and furniture, where visual appeal is a key factor.
Better Coating Adherence: Rounded edges provide a smoother surface for applying coatings like paint, powder coating, or anodizing. This ensures more even coverage and improves the part’s resistance to corrosion, wear, and damage.
Sheet metal edge rounding is a vital process in modern metalworking, contributing to the safety, quality, and durability of metal products across a wide range of industries.
Special Finishing Machines
Metal Surface Finishing Machine
Special finishing machines are used in metalworking and manufacturing to refine the surface of metal parts after they have been formed, machined, or welded. These machines provide the final touches to ensure the metal components meet the desired specifications in terms of smoothness, texture, and appearance. Special finishing machines are crucial for enhancing the performance, longevity, and aesthetic appeal of metal products across industries such as automotive, aerospace, construction, and consumer goods.
Finishing processes can range from deburring rough edges to applying polished finishes that give parts a high-gloss or mirror-like appearance. These machines come in various types, each designed for specific finishing tasks such as polishing, grinding, buffing, or coating.
Types of Special Finishing Machines:
Polishing Machines: Polishing machines use abrasives to create smooth, reflective surfaces on metal parts. These machines can range from simple handheld polishers to advanced automated systems that can handle large-scale production. Polishing is often used for stainless steel, aluminum, and other metals where a high-gloss finish is required, such as in cookware, automotive parts, and architectural elements.
Rotary Polishers: Rotary polishing machines use spinning wheels and abrasive compounds to smooth and polish metal surfaces.
Vibratory Polishers: These machines are designed for polishing smaller metal components in bulk. They use vibration to rub the metal parts against an abrasive medium, resulting in a smooth finish.
Buffing Machines: Buffing machines are similar to polishing machines but focus on achieving a higher level of shine and smoothness. Buffing is typically the final step in the finishing process and is used to remove fine scratches or imperfections that remain after polishing. Buffing machines are essential in industries such as automotive, where a high-quality surface finish is necessary for body panels and other visible components.
Sanding Machines: Sanding machines use abrasive belts or discs to smooth out rough surfaces or remove small amounts of material from the surface of metal parts. Sanding is often the first step in the finishing process, especially after metal parts have been cut, welded, or machined. It is commonly used in industries such as furniture manufacturing, construction, and metal fabrication.
Shot Blasting Machines: Shot blasting machines use high-velocity streams of abrasive material, such as steel shots or sand, to clean and smooth metal surfaces. This process is particularly useful for removing rust, paint, or other surface contaminants from metal parts. Shot blasting also helps prepare metal surfaces for painting, coating, or welding by creating a uniform surface texture.
Air Blasting: Uses compressed air to propel the abrasive material onto the metal surface.
Centrifugal Blasting: Uses a mechanical wheel to throw the abrasive material at high speed, making it suitable for larger surfaces or more aggressive cleaning tasks.
Electropolishing Machines: Electropolishing is an electrochemical process used to smooth and polish metal surfaces. It removes a thin layer of material, leaving a shiny, reflective finish. Electropolishing is especially important for stainless steel and medical-grade materials, where hygiene, corrosion resistance, and surface finish are critical.
Applications of Special Finishing Machines:
Automotive Industry: Special finishing machines are used to create smooth, aesthetically pleasing surfaces on car body panels, trim, and engine components. Polishing and buffing are particularly important for enhancing the visual appeal of vehicles, while sanding and shot blasting are used to prepare surfaces for painting or coating.
Aerospace Industry: In aerospace, surface finishing is essential for components that must withstand high stress and harsh environmental conditions. Polishing, buffing, and electropolishing are commonly used to improve corrosion resistance and reduce surface friction on aircraft parts.
Medical Devices and Instruments: In the medical field, electropolishing is used to create ultra-smooth surfaces on surgical instruments, implants, and other medical devices. A smooth surface reduces the risk of contamination and makes the parts easier to clean and sterilize.
Consumer Goods: Special finishing machines are used to improve the appearance and durability of consumer products such as kitchen appliances, furniture, and electronics. Polishing and buffing are crucial for achieving a high-quality surface finish that appeals to consumers.
Advantages of Special Finishing Machines:
Improved Durability: By removing surface defects and imperfections, finishing machines help improve the strength and durability of metal parts. Smooth surfaces are less prone to corrosion, wear, and fatigue.
Enhanced Aesthetic Appeal: Polishing and buffing create visually attractive surfaces, making finished metal products more appealing to consumers. This is especially important in industries like automotive, architecture, and consumer goods.
Better Coating Adhesion: Finishing processes such as sanding and shot blasting help prepare metal surfaces for painting or coating. A smooth, uniform surface ensures better adhesion and coverage, resulting in a longer-lasting finish.
Hygiene and Cleanliness: In industries such as medical devices and food processing, smooth, polished surfaces are essential for maintaining hygiene and reducing the risk of contamination.
Special finishing machines play a crucial role in modern manufacturing, ensuring that metal parts meet the highest standards of quality, performance, and appearance.
Burr Cleaning Machine
Burr Cleaning Machine
A burr cleaning machine is used to remove burrs, which are small, unwanted projections or rough edges left on metal parts after cutting, machining, or drilling. Burrs can interfere with the functionality and safety of metal components, leading to problems such as improper assembly, increased wear, and safety hazards. Burr cleaning is a crucial step in the metalworking process, ensuring that parts meet quality standards and are safe to handle and use.
Burrs are formed during processes such as stamping, milling, or shearing when the metal is deformed or displaced. Burr cleaning machines use a variety of methods to smooth out these rough edges, depending on the type of metal, the part’s geometry, and the required surface finish.
Types of Burr Cleaning Machines:
Brush Deburring Machines: Brush deburring machines use rotating wire or abrasive brushes to clean burrs from the edges and surfaces of metal parts. These machines are often used for deburring sheet metal, stamped parts, or machined components where a light, non-invasive cleaning process is required.
Vibratory Deburring Machines: Vibratory deburring involves placing metal parts in a vibrating container filled with abrasive media. As the machine vibrates, the media rubs against the parts, removing burrs and smoothing the edges. This process is particularly useful for deburring small or intricate parts that are difficult to clean manually.
Electrochemical Deburring: Electrochemical deburring uses a chemical process to remove burrs from hard-to-reach areas, such as holes, grooves, or internal features. A mild electrical current is applied to the metal part, causing a controlled reaction that dissolves the burrs. This method is ideal for precision parts used in industries like aerospace, automotive, and medical devices.
Thermal Deburring Machines: Thermal deburring, also known as explosive deburring, is a process where a gas mixture is ignited in a chamber containing the metal parts. The resulting explosion vaporizes the burrs, leaving the part clean and free from sharp edges. Thermal deburring is highly effective for removing burrs from internal features and complex geometries.
Water Jet Deburring Machines: Water jet deburring uses high-pressure streams of water to clean burrs from the surface of metal parts. This method is particularly effective for soft metals such as aluminum or copper, where other deburring methods may be too aggressive.
Applications of Burr Cleaning Machines:
Automotive Industry: Burr cleaning machines are used to remove burrs from engine components, gears, and other metal parts used in automotive manufacturing. Clean, burr-free parts are essential for ensuring proper fit and function, as well as preventing excessive wear or damage during assembly.
Aerospace Industry: In aerospace, burr cleaning is critical for ensuring the safety and reliability of components used in aircraft, satellites, and space exploration vehicles. Burrs can cause stress concentrations or interfere with precision tolerances, leading to potential failures.
Medical Devices: Burr cleaning is essential in the production of medical devices, surgical instruments, and implants. Burr-free parts are easier to clean and sterilize, reducing the risk of infection or contamination during use.
Precision Engineering: In precision engineering applications, such as electronics, robotics, and optics, even the smallest burrs can affect performance and assembly. Burr cleaning machines ensure that parts meet tight tolerances and are free from imperfections.
Advantages of Burr Cleaning Machines:
Improved Safety: Burrs can create sharp edges that pose a risk to workers handling the parts. By removing these burrs, burr cleaning machines improve workplace safety and reduce the risk of injury during assembly or use.
Enhanced Product Quality: Burr cleaning ensures that metal parts have smooth edges and surfaces, improving their functionality, performance, and appearance. Parts with burrs may not fit together properly, leading to assembly issues or premature wear.
Precision and Consistency: Automated burr cleaning machines provide consistent results across large production runs, ensuring that all parts meet the required quality standards. This is especially important in industries like automotive and aerospace, where reliability is critical.
Reduced Wear and Tear: Burrs can cause friction, leading to excessive wear on moving parts or machinery. By removing burrs, burr cleaning machines help extend the life of metal components and reduce maintenance costs.
Burr cleaning machines are indispensable in the manufacturing process, ensuring that metal parts are safe, functional, and of high quality. These machines play a key role in industries where precision, performance, and safety are paramount.
Longitudinal Groove Weld
Longitudinal Welding Machine
A longitudinal groove weld is a type of welding technique used to join two pieces of metal along their length, typically in cylindrical or tubular structures such as pipes, tanks, or pressure vessels. In this process, a groove is prepared between the edges of the metal parts to be welded, and the weld is deposited into the groove, filling it and creating a strong, continuous bond.
Longitudinal groove welds are commonly used in industries such as oil and gas, chemical processing, shipbuilding, and construction, where high-strength, leak-proof joints are required. The weld must be of high quality to ensure that the joined components can withstand pressure, temperature fluctuations, and mechanical stresses.
Types of Longitudinal Groove Welds:
Single-V Groove Weld: In a single-V groove weld, the edges of the metal parts are beveled at an angle to form a “V” shape. The welder fills the groove with molten metal, creating a strong bond between the two pieces. Single-V groove welds are commonly used for thicker materials where a single pass is not sufficient to achieve full penetration.
Double-V Groove Weld: For thicker materials, a double-V groove weld is often used. This involves beveling both sides of the joint to create a V-shaped groove on each side. The welder deposits metal into both grooves, ensuring full penetration and strength throughout the joint.
U-Groove Weld: In a U-groove weld, the edges of the metal parts are shaped into a U-configuration. This type of weld is typically used for thicker materials because it requires less filler material compared to a V-groove, making it more efficient for heavy-duty applications.
J-Groove Weld: A J-groove weld involves beveling one side of the joint into a J-shape, while the other side remains straight. This weld type is commonly used in situations where one side of the joint is more accessible than the other, allowing for easier welding in tight spaces.
Applications of Longitudinal Groove Welds:
Pipe Welding: Longitudinal groove welds are essential in pipe welding, where two sections of pipe must be joined together to form long pipelines for transporting liquids or gases. The weld ensures that the joint is leak-proof and strong enough to withstand high internal pressures.
Pressure Vessels: Pressure vessels, such as boilers, tanks, and reactors, rely on longitudinal groove welds to join sections of metal and maintain structural integrity. The welds must be able to endure high pressures and temperatures without failing.
Shipbuilding: In shipbuilding, longitudinal groove welds are used to join large metal plates that form the hull, deck, and other structural components of ships. These welds are crucial for ensuring the ship’s strength and durability in harsh marine environments.
Structural Components: Longitudinal groove welds are used in the construction of large metal structures, such as bridges, cranes, and towers, where strong, continuous joints are required to bear heavy loads and resist environmental stresses.
Advantages of Longitudinal Groove Welds:
High Strength: Longitudinal groove welds create strong, continuous joints that can withstand significant mechanical stresses. This makes them ideal for critical applications such as pipelines, pressure vessels, and structural components.
Leak-Proof Joints: In applications such as piping and pressure vessels, it is essential that the joints are leak-proof to prevent the escape of fluids or gases. Longitudinal groove welds create tight, secure seals that prevent leaks, even under high pressure.
Full Penetration: Longitudinal groove welds ensure full penetration of the weld material into the joint, providing maximum strength and durability. This is especially important for thick materials where incomplete penetration could lead to weak spots or joint failure.
Versatility: Longitudinal groove welds can be applied to a wide range of materials and thicknesses, making them suitable for various industries and applications. Whether working with thin-walled pipes or thick structural components, the groove weld can be tailored to meet specific requirements.
Longitudinal groove welding is a critical process in industries that require high-strength, durable joints. It ensures the integrity and performance of structures and components under demanding conditions.
Cookware Production Machine
Stainless Steel Pot Polishing Machine
A cookware production machine is specialized equipment designed for the manufacturing of pots, pans, and other types of cookware. These machines handle various stages of the production process, from shaping and forming the metal to applying coatings and performing finishing touches. Cookware production machines are used by manufacturers to produce high-quality, durable kitchenware at scale, meeting the demands of both consumers and professional kitchens.
The manufacturing of cookware typically involves working with metals like aluminum, stainless steel, and copper, which provide excellent heat conductivity and durability. Each material has unique properties that require specific machinery and processes to shape, finish, and coat the final product.
Types of Cookware Production Machines:
Press Machines: Press machines are used to shape flat metal sheets into the desired cookware form, such as pots, pans, or lids. The metal sheets are placed in a mold or die, and the press applies significant force to shape the sheet into the required form. Hydraulic or mechanical presses are commonly used, depending on the thickness and type of metal.
Spinning Machines: Spinning machines are used to create round, symmetrical cookware items such as bowls, pans, or lids. In the spinning process, a flat metal disk is rotated at high speed while a forming tool presses it against a mold to shape the metal into the desired shape. This process is particularly useful for creating deep, rounded cookware items like stockpots or mixing bowls.
Polishing Machines: After the cookware has been formed, polishing machines are used to smooth the surface and give it a shiny, reflective finish. Polishing is important not only for aesthetic reasons but also for improving the non-stick properties of the cookware and preventing food from sticking to the surface during use.
Coating Machines: Many cookware items, especially non-stick pans, require the application of a specialized coating. Coating machines are used to apply layers of non-stick material (such as Teflon or ceramic) to the surface of the cookware. These machines ensure even coverage and proper adhesion of the coating, which is essential for both performance and durability.
Edge Rolling Machines: Edge rolling machines are used to round the edges of the cookware, giving it a smooth, safe edge that is comfortable to handle. This process is important for both safety and durability, as sharp edges can be dangerous and more prone to damage.
Applications of Cookware Production Machines:
Consumer Cookware: Cookware production machines are primarily used to manufacture pots, pans, and other kitchen tools for home use. High-quality cookware is essential for efficient and enjoyable cooking, and consumers expect durable, easy-to-clean products that distribute heat evenly.
Professional Cookware: Professional-grade cookware, used in commercial kitchens, requires a higher level of durability and heat performance. Cookware production machines are used to manufacture heavy-duty products that can withstand the demands of professional chefs.
Specialty Cookware: Specialty cookware, such as cast iron skillets or copper pans, may require additional or specific production processes. For example, copper cookware often undergoes a tinning process to coat the inside surface with a layer of tin, preventing the copper from reacting with food.
Advantages of Cookware Production Machines:
High Efficiency: Cookware production machines allow manufacturers to produce large quantities of cookware quickly and efficiently. Automation and precision machinery ensure consistent quality across all products.
Customizability: These machines can be adjusted to produce a wide variety of cookware shapes, sizes, and designs. Whether manufacturing frying pans, saucepans, or stockpots, cookware production machines provide the flexibility to meet diverse market demands.
Durability: The machines used in cookware production are designed to handle heavy-duty materials like stainless steel and aluminum, ensuring that the final products are durable and long-lasting.
Precision: Precision is crucial in cookware manufacturing to ensure that the pots and pans have the correct dimensions, thickness, and heat conductivity. Cookware production machines provide the necessary control to achieve consistent results.
Cookware production machines are essential tools in the kitchenware industry, enabling manufacturers to produce high-quality, reliable products that meet the needs of both home cooks and professional chefs.
Brake Pads Machine
Brake Pads Machine
A brake pads machine is a specialized piece of equipment used in the manufacturing of brake pads, a critical component of the braking systems in automobiles, motorcycles, and other vehicles. Brake pads play a key role in ensuring the safe operation of vehicles by converting kinetic energy into heat during braking, which slows the vehicle down. Manufacturing brake pads requires precision, quality control, and specialized machinery to ensure that they meet safety and performance standards.
Brake pads are typically made from a combination of materials, including metal shavings, ceramics, and organic compounds. The manufacturing process involves molding these materials under high pressure and heat to create durable, reliable brake pads.
Types of Brake Pads Machines:
Molding Machines: Molding machines are used to shape the brake pad material into its final form. In this process, the brake pad compound is placed into a mold, and high pressure and heat are applied to compress the material into the desired shape. The molded brake pads are then cooled and removed from the mold for further processing.
Curing Ovens: After molding, brake pads are placed in curing ovens to harden and strengthen the material. The curing process is critical for ensuring that the brake pads can withstand the high temperatures generated during braking. Curing ovens are designed to maintain consistent temperatures and ensure uniform hardening across all pads.
Grinding Machines: Grinding machines are used to shape and finish the brake pads after molding and curing. These machines grind the brake pad to its final thickness and smooth out any rough surfaces. Precision grinding is essential for ensuring that the brake pads fit properly in the brake caliper and perform effectively during braking.
Coating Machines: Many brake pads are coated with specialized materials to reduce noise, prevent corrosion, or improve performance in extreme conditions. Coating machines apply these materials evenly across the surface of the brake pad, ensuring that they adhere properly and provide the desired benefits.
Testing Machines: Brake pads must undergo rigorous testing to ensure that they meet safety standards and perform well under various conditions. Testing machines simulate real-world braking scenarios to measure the pad’s performance, wear resistance, and heat tolerance. This testing ensures that the brake pads will perform reliably in the field.
Applications of Brake Pads Machines:
Automotive Industry: The automotive industry relies heavily on brake pads machines for the production of brake components for cars, trucks, and motorcycles. High-quality brake pads are essential for vehicle safety, and manufacturers use specialized machines to ensure that the pads meet strict regulatory standards.
Heavy-Duty Vehicles: Brake pads for heavy-duty vehicles, such as trucks, buses, and industrial machinery, must be able to withstand higher loads and more extreme conditions than those used in passenger vehicles. Brake pads machines used in this sector are designed to produce durable, high-performance pads that can handle heavy braking forces.
Motorcycle Manufacturing: Motorcycle brake pads are typically smaller and lighter than those used in cars, but they still require high levels of precision and performance. Brake pads machines in this sector are calibrated to produce pads that provide reliable stopping power for motorcycles.
Advantages of Brake Pads Machines:
Precision Manufacturing: Brake pads machines are designed to ensure precise control over the molding, curing, and finishing processes. This precision is critical for producing brake pads that perform consistently and safely in real-world driving conditions.
High Efficiency: Automated brake pads machines allow manufacturers to produce large quantities of brake pads quickly and efficiently, meeting the demands of the automotive industry while maintaining high quality.
Customization: Brake pads machines can be adjusted to produce brake pads of different sizes, materials, and specifications, allowing manufacturers to cater to a wide range of vehicles and performance requirements.
Quality Control: These machines are equipped with advanced quality control systems that ensure every brake pad meets safety and performance standards. Automated testing and inspection processes help identify defects and ensure that only high-quality pads reach the market.
Brake pads machines are vital in the production of high-performance, reliable brake pads that ensure the safety and effectiveness of vehicle braking systems.
How to Make Aluminum Pots
Stainless Steel Pot Polishing Machine
Making aluminum pots is a manufacturing process that involves several key steps to transform raw aluminum into durable, lightweight cookware. Aluminum is a popular material for pots and pans because of its excellent heat conductivity, corrosion resistance, and lightweight properties. It is commonly used in both household and commercial cookware due to its affordability and performance in the kitchen.
The process of making aluminum pots requires precision machinery and careful attention to detail to ensure that the final product meets quality standards in terms of heat distribution, durability, and safety.
Steps to Make Aluminum Pots:
Aluminum Sheet Selection: The first step in making aluminum pots is selecting high-quality aluminum sheets or blanks. The thickness and grade of the aluminum are chosen based on the desired characteristics of the final product, such as weight, heat conductivity, and durability. Thicker sheets are typically used for professional-grade pots, while thinner sheets may be used for consumer cookware.
Blanking: Blanking is the process of cutting the aluminum sheet into circular blanks, which will form the base of the pot. A blanking press is used to punch out these circular shapes from the larger sheet of aluminum. The size of the blank is determined by the size of the pot being manufactured.
Deep Drawing: Deep drawing is the process of shaping the flat aluminum blank into a cylindrical or round form, which becomes the body of the pot. This is done by placing the aluminum blank into a die and using a punch to draw the metal into the desired shape. The deep drawing process is critical for creating the smooth, rounded sides of the pot without causing wrinkles or tears in the material.
Trimming and Edge Rolling: After deep drawing, the excess material around the rim of the pot is trimmed off to achieve the desired height and diameter. Edge rolling is then used to round off the rim of the pot, creating a smooth, safe edge. This step is important for both the safety of the user and the aesthetic appearance of the pot.
Annealing: In some cases, the aluminum pots may undergo an annealing process, which involves heating the metal to a specific temperature and then allowing it to cool slowly. Annealing helps relieve internal stresses in the metal, making it more malleable and easier to work with during further forming processes.
Polishing and Finishing: Once the pot has been formed, it undergoes a polishing process to smooth the surface and give it a shiny, attractive finish. Polishing is typically done using buffing machines with abrasive compounds that remove surface imperfections and create a reflective surface.
Non-Stick Coating Application (Optional): Many aluminum pots are coated with a non-stick material, such as Teflon or ceramic, to improve their cooking performance and make them easier to clean. Coating machines are used to apply these materials evenly to the interior surface of the pot. The coating is then cured in a high-temperature oven to ensure proper adhesion and durability.
Handle Attachment: Handles are attached to the pot either by riveting, welding, or screwing them in place. Aluminum pots often feature plastic or stainless steel handles for safe and comfortable handling during cooking.
Quality Inspection: Before the pots are packaged and shipped, they undergo a final inspection to ensure that they meet quality standards. This includes checking for surface imperfections, coating adhesion, and proper handle attachment. Any defective pots are rejected and either reworked or recycled.
Advantages of Aluminum Pots:
Lightweight: Aluminum is much lighter than other metals like cast iron or stainless steel, making aluminum pots easier to handle, especially in commercial kitchens where large pots are frequently used.
Excellent Heat Conductivity: Aluminum is one of the best conductors of heat, allowing for even heat distribution during cooking. This helps prevent hot spots and ensures that food cooks uniformly.
Corrosion Resistance: Aluminum naturally forms a thin oxide layer on its surface, which protects it from corrosion. This makes aluminum pots long-lasting and suitable for use in humid or acidic environments.
Affordability: Aluminum is a relatively inexpensive material, making aluminum pots a cost-effective option for both home cooks and professional chefs.
Versatility: Aluminum pots come in various shapes and sizes, from small saucepans to large stockpots, and can be used for a wide range of cooking applications, including boiling, frying, simmering, and sautéing.
The process of making aluminum pots combines precision engineering, high-quality materials, and advanced manufacturing techniques to produce cookware that is both functional and affordable. Whether for home use or in a professional kitchen, aluminum pots are a staple in kitchens around the world.
Sheet Metal Forming
Production of Axisymmetric Parts with Metal Spinning Machine
Sheet metal forming encompasses a wide array of manufacturing processes used to manipulate flat metal sheets into desired geometries. It is a critical process across industries such as automotive, aerospace, construction, electronics, and household goods manufacturing. Sheet metal forming involves the application of force to plastically deform a metal sheet, permanently changing its shape without removing material. The goal is to produce parts with precise dimensions and properties suitable for end-use applications.
The forming process can range from simple operations like bending and shearing to more complex techniques like deep drawing and hydroforming. The versatility of sheet metal forming allows manufacturers to produce everything from intricate components with fine details to large-scale structural elements.
Key Techniques in Sheet Metal Forming
Bending: Bending is one of the most basic and widely used methods in sheet metal forming. It involves deforming the sheet along a straight axis to form an angular shape, such as a V, U, or channel. Bending can be achieved using tools like press brakes, roll benders, and folding machines. Press brakes are highly accurate and can create precise bends with controlled angles and radii, making them indispensable in the production of parts like enclosures, panels, brackets, and frames. Roll bending, on the other hand, is used to form larger cylindrical shapes such as tubes or pipes.
Stamping and Punching: Stamping is the process of using a press to force a sheet metal blank into a die, creating various shapes and patterns. Punching, on the other hand, involves removing material by shearing through the metal with a punch and die. Both methods are highly efficient for mass production, allowing manufacturers to produce hundreds or thousands of parts in a short period. Common applications include automotive body panels, appliance casings, and electronic housings.
Deep Drawing: Deep drawing is the process of pulling a sheet of metal into a die cavity using a punch to form a hollow or cup-like shape. This technique is particularly useful for producing complex parts such as fuel tanks, kitchen sinks, and cookware, where seamless construction and uniform thickness are crucial. Deep drawing requires precise control over material flow to prevent defects like wrinkling, tearing, or thinning.
Roll Forming: Roll forming is a continuous bending process in which a long strip of sheet metal is passed through a series of rollers to gradually form it into the desired profile. This method is especially suited for producing long parts with consistent cross-sections, such as metal roofing, gutters, and structural beams. Roll forming is highly efficient, especially for high-volume production runs, and it allows for the creation of complex shapes without requiring significant secondary operations.
Hydroforming: Hydroforming is an advanced sheet metal forming technique that uses high-pressure hydraulic fluid to shape the sheet into a die. This process is highly effective for creating lightweight, high-strength parts with complex geometries, such as automotive chassis components, aerospace structural parts, and exhaust systems. Hydroforming allows for precise control of material thickness and results in parts with improved structural integrity due to the uniform application of force.
Spinning: Metal spinning is a process in which a metal disc or tube is rotated at high speed and pressed against a mandrel to form axially symmetric parts. This technique is often used to produce conical or cylindrical components, such as lampshades, cookware, and decorative items. Spinning is particularly useful for creating large, smooth surfaces without the need for welding or seams.
Laser Cutting: Laser cutting is a non-contact process that uses a high-energy laser beam to cut or engrave precise shapes into the sheet metal. It offers unparalleled accuracy and is used for intricate designs or when complex shapes are needed. Laser cutting is often combined with other forming processes to create parts with both functional and aesthetic qualities, such as perforated metal sheets, intricate enclosures, and decorative elements.
Applications of Sheet Metal Forming
Automotive Industry: In automotive manufacturing, sheet metal forming is used to produce body panels, structural components, chassis parts, and engine components. The ability to form lightweight yet strong parts is critical for improving vehicle performance, fuel efficiency, and safety. Techniques like stamping, hydroforming, and deep drawing allow automakers to produce complex geometries with precision and repeatability.
Aerospace Industry: Aerospace companies rely heavily on sheet metal forming to manufacture lightweight components that can withstand the stresses of flight. Parts such as fuselage panels, wing ribs, and turbine housings are formed from high-strength aluminum, titanium, and stainless steel. Advanced forming techniques like hydroforming and stretch forming are often used to achieve the intricate shapes required for aerodynamic efficiency.
Construction and Architecture: In construction, sheet metal is used for roofing, cladding, framing, and architectural elements like facades and decorative panels. Sheet metal forming allows for the production of components that are both functional and aesthetically pleasing. Roll forming is often used to produce long structural elements, while stamping and punching are employed to create custom designs in metal sheets for decorative purposes.
Consumer Goods: Many everyday household items, from kitchen appliances to furniture, are made using sheet metal forming processes. Cookware, sinks, storage cabinets, and electronic enclosures are all examples of products manufactured through deep drawing, stamping, and bending techniques. The versatility of sheet metal forming allows for the mass production of durable, affordable goods with consistent quality.
Advantages of Sheet Metal Forming
High Efficiency: Sheet metal forming is ideal for mass production due to its ability to produce large quantities of parts with consistent quality. Automated forming machines, such as stamping presses and roll formers, can run continuously, maximizing output and minimizing downtime.
Material Efficiency: Forming processes shape the metal without removing material, which reduces waste compared to subtractive methods like machining. This makes sheet metal forming an environmentally friendly and cost-effective option for manufacturing.
Precision and Versatility: Modern sheet metal forming techniques, especially those using CNC-controlled machines, offer high precision and repeatability, ensuring that parts meet strict tolerances. Additionally, forming processes can be applied to a wide range of metals, including steel, aluminum, copper, and alloys, making it suitable for diverse applications.
Cost-Effectiveness: Once the tooling is set up, sheet metal forming is highly cost-effective, especially for high-volume production. The process minimizes material waste, reduces the need for secondary operations, and allows for rapid production cycles, all of which contribute to lower overall manufacturing costs.
Sheet metal forming is a cornerstone of modern manufacturing, providing the flexibility, precision, and efficiency needed to produce high-quality metal parts for a variety of industries.
Hydraulic Metal Forming
Steel Utensils Making Machine
Hydraulic metal forming is a specialized process that utilizes hydraulic pressure to shape metal components. This technique is primarily used for forming large, thick, or complex metal parts that require significant force to deform. Hydraulic metal forming is versatile and is widely used across industries such as automotive, aerospace, heavy machinery, and construction. The key advantage of hydraulic metal forming is the ability to apply uniform pressure over large areas of material, allowing for precise control and the production of high-strength parts.
Hydraulic forming processes rely on hydraulic presses, which use a hydraulic cylinder to generate force by compressing a fluid (usually oil) within a sealed chamber. The force generated is transmitted to a ram or punch, which deforms the metal blank into the desired shape. Hydraulic presses are highly adaptable, capable of performing various forming operations such as deep drawing, punching, bending, and embossing.
Key Techniques in Hydraulic Metal Forming
Hydroforming: Hydroforming is a popular hydraulic forming technique used to create hollow parts, such as automotive exhaust components, structural tubes, and chassis members. In this process, a metal sheet or tube is placed inside a mold, and hydraulic fluid is used to press the material against the mold walls, forming the desired shape. Hydroforming allows for the creation of lightweight, high-strength parts with minimal material waste. It is particularly effective for producing complex geometries that would be difficult to achieve with traditional stamping or bending methods.
Deep Drawing with Hydraulic Presses: Deep drawing is a process where a flat metal blank is drawn into a die using a hydraulic press, forming a deep, cup-like shape. This process is widely used to produce components like fuel tanks, pressure vessels, and kitchen sinks. Hydraulic presses are ideal for deep drawing because they can apply consistent force, ensuring uniform material flow and preventing defects like wrinkling or tearing.
Hydraulic Stamping: Hydraulic stamping involves placing a metal blank between a punch and die, and using hydraulic pressure to shape the metal into the desired form. This process is used for producing parts with complex shapes, such as automotive body panels, appliance casings, and industrial machinery components. Hydraulic presses are favored in stamping applications because they offer precise control over the force applied, ensuring high-quality, defect-free parts.
Bulge Forming: Bulge forming is a hydraulic process where a metal sheet or tube is placed in a die, and hydraulic pressure is applied to cause the material to bulge outward, taking the shape of the die. This technique is often used to produce domed, spherical, or cylindrical components. Bulge forming is particularly useful in the production of pressure vessels, lighting fixtures, and decorative metal items.
Rubber Pad Forming: In rubber pad forming, a metal sheet is placed over a die, and a flexible rubber pad is pressed against it using hydraulic pressure. The rubber pad conforms to the shape of the die, forming the metal into the desired shape without damaging the surface. This process is commonly used in aerospace and automotive applications, where surface quality is critical. Rubber pad forming is especially beneficial when producing small batches or custom parts, as it reduces the need for complex tooling.
Hydraulic Coining: Coining is a precision forming process where a metal blank is pressed between two dies under high pressure, resulting in the material flowing into intricate die cavities. This process is often used for minting coins, producing decorative metal parts, or creating high-precision components with fine details. Hydraulic presses are ideal for coining because they provide the consistent, high-pressure force needed to ensure sharp, accurate details.
Applications of Hydraulic Metal Forming
Automotive Industry: Hydraulic metal forming is widely used in automotive manufacturing to produce chassis components, body panels, exhaust systems, and suspension parts. The ability to form lightweight yet strong parts is essential for improving vehicle fuel efficiency and performance. Hydroforming, in particular, is extensively used to create hollow structural components that reduce vehicle weight without sacrificing strength.
Aerospace Industry: In aerospace, hydraulic forming is used to produce high-strength, lightweight components such as fuselage panels, wing spars, and engine housings. The precision offered by hydraulic presses ensures that these critical parts meet the stringent performance and safety requirements of the aerospace industry. Rubber pad forming is often used to produce smooth, defect-free surfaces on aircraft parts, while deep drawing and hydroforming are employed for structural components.
Heavy Machinery and Industrial Equipment: Hydraulic forming is essential in the production of large, thick metal parts used in heavy machinery, construction equipment, and industrial tools. The high force generated by hydraulic presses allows for the forming of thick steel plates and heavy-duty components, such as gears, housings, and frames, which must withstand extreme stress and harsh operating conditions.
Medical Devices and Instruments: Hydraulic metal forming is used in the production of precision medical devices and instruments, such as surgical tools, prosthetics, and implantable devices. The ability to form intricate shapes with high precision and repeatability is crucial in the medical field, where quality and reliability are paramount.
Energy Sector: In the energy sector, hydraulic metal forming is used to produce components for power plants, wind turbines, and oil and gas pipelines. These components must withstand high pressures, temperatures, and corrosive environments, making hydraulic forming an ideal solution for creating durable, high-performance parts.
Advantages of Hydraulic Metal Forming
Uniform Force Application: One of the primary advantages of hydraulic metal forming is the ability to apply uniform pressure over the entire surface of the material. This ensures that the metal is formed evenly, reducing the risk of defects such as warping, thinning, or cracking. The consistent force application also allows for better control over material flow, resulting in parts with uniform thickness and strength.
Versatility: Hydraulic presses can be used for a wide range of forming operations, including deep drawing, stamping, bending, and coining. They can handle various types of metals, including steel, aluminum, copper, and titanium, making hydraulic forming suitable for diverse applications across multiple industries.
Precision and Control: Hydraulic presses offer precise control over the amount of force applied, allowing manufacturers to achieve tight tolerances and fine details. This level of precision is especially important in industries like aerospace, automotive, and medical devices, where high-quality, defect-free parts are essential.
High Strength Parts: Hydraulic forming processes, such as hydroforming and deep drawing, produce parts with excellent structural integrity and strength-to-weight ratios. These parts are often stronger than those produced by traditional stamping or bending methods because the hydraulic pressure distributes evenly, reducing stress concentrations and improving overall material performance.
Material Efficiency: Hydraulic forming reduces material waste by shaping the metal without removing material. This makes it a cost-effective and environmentally friendly manufacturing process, particularly for high-volume production runs.
Hydraulic metal forming is a versatile and powerful process that provides manufacturers with the ability to produce complex, high-strength parts with precision and efficiency. Whether used in automotive, aerospace, or industrial applications, hydraulic forming is a critical component of modern metalworking.
Sheet Metal Rounded Corners
Lunch Box Polishing
Sheet metal rounded corners refer to the process of softening or rounding off the sharp edges of a sheet metal part to improve its functionality, safety, and appearance. In many manufacturing applications, sharp corners can be problematic for several reasons: they pose a safety hazard to workers, they can cause stress concentrations in the material, and they can detract from the aesthetic quality of the final product. By rounding the corners, manufacturers can address these issues while enhancing the durability and usability of the metal component.
Rounded corners are especially important in industries such as automotive, electronics, aerospace, and consumer goods, where safety, appearance, and functionality are critical factors. In addition to improving the physical properties of the metal, rounded corners can also make parts easier to handle during assembly and reduce the risk of injury during use.
Methods for Creating Sheet Metal Rounded Corners
Bending with a Press Brake: One of the most common methods for creating rounded corners in sheet metal is bending. By using a press brake, manufacturers can bend the metal into a radius instead of a sharp 90-degree angle. The size of the radius can be controlled by adjusting the tooling and the bending force applied. Press brakes are ideal for producing consistent, smooth bends on metal sheets, making them a go-to solution for creating rounded corners on parts such as enclosures, panels, and brackets.
Edge Rolling: Edge rolling is a process in which the edges of a metal sheet are rolled over or rounded off using specialized rolling machines. This technique is often used to create smooth, rounded edges on metal parts like containers, enclosures, and trays, where sharp edges would pose a risk of injury or damage. Rolling the edges also adds strength to the part by eliminating weak points at the corners.
Chamfering and Grinding: Chamfering involves cutting a beveled edge along the corner of the metal to reduce its sharpness. This can be done manually using grinders or chamfering machines, or automatically using CNC-controlled equipment. While chamfering does not produce a fully rounded corner, it softens the edge and reduces the risk of injury. For parts requiring a more refined finish, grinding can be used to smooth out the chamfered edges and create a more rounded profile.
Laser Cutting with Rounded Corners: Modern laser cutting machines can be programmed to cut metal sheets with pre-rounded corners, eliminating the need for additional edge rounding processes. Laser cutting offers high precision and is ideal for producing parts with complex shapes or intricate designs. By incorporating rounded corners into the initial cutting process, manufacturers can save time and improve the quality of the final product.
Waterjet Cutting: Waterjet cutting is another method used to create rounded corners in sheet metal. This process uses high-pressure water mixed with abrasive materials to cut through metal, allowing for smooth, precise edges. Waterjet cutting is particularly useful for metals that are sensitive to heat, as the process does not generate heat-affected zones that could compromise the material’s properties.
Applications of Rounded Corners in Sheet Metal
Safety: One of the primary reasons for rounding the corners of sheet metal parts is to improve safety. Sharp edges can cause cuts or injuries during handling, assembly, or use. Rounded corners eliminate these hazards, making the parts safer to work with and reducing the risk of injury to workers or end-users.
Stress Reduction: Sharp corners are more likely to concentrate stress, which can lead to cracks, fractures, or failure under load. Rounding the corners distributes stress more evenly across the part, improving its durability and resistance to fatigue. This is especially important in structural components, automotive parts, and aerospace applications, where parts are subjected to significant mechanical loads.
Aesthetic Appeal: Rounded corners enhance the visual appeal of sheet metal products by creating a smoother, more polished appearance. This is particularly important in consumer goods, such as electronic enclosures, appliances, and furniture, where aesthetics play a key role in the product’s marketability. Rounded corners give the product a modern, professional look and can improve its ergonomics by making it more comfortable to handle.
Improved Coating and Finishing: Rounded corners provide a better surface for applying coatings, such as paint, powder coating, or anodizing. Sharp corners can cause uneven coating thickness, leading to weak spots that are prone to corrosion or wear. Rounded corners allow for more uniform coverage, resulting in a longer-lasting finish and improved protection against environmental factors.
Assembly and Handling: Parts with rounded corners are easier to handle during assembly, especially in automated manufacturing environments where robotic systems may be used. Rounded edges reduce the risk of snagging, jamming, or damage to other components during assembly. In addition, parts with rounded corners are often easier to fit together, improving the overall efficiency of the assembly process.
Advantages of Sheet Metal Rounded Corners
Enhanced Durability: By reducing stress concentrations, rounded corners help improve the overall durability of the metal part. This makes the part more resistant to mechanical stress, vibrations, and impact, extending its lifespan and reducing the likelihood of failure.
Improved Safety: Rounding the corners of sheet metal parts eliminates sharp edges, making the parts safer to handle during manufacturing, assembly, and use. This reduces the risk of workplace injuries and ensures that the final product is safe for consumers.
Aesthetic and Ergonomic Benefits: Rounded corners give sheet metal parts a more refined, professional appearance, which is especially important in consumer-facing products. Additionally, rounded edges make the product more ergonomic, improving comfort for the user and reducing strain during handling.
Better Coating Adhesion: Rounded corners provide a more consistent surface for applying coatings, resulting in better adhesion and more even coverage. This improves the product’s resistance to corrosion, wear, and environmental damage, ensuring a longer-lasting finish.
Sheet metal rounded corners are a critical design feature that improves the safety, functionality, and appearance of metal parts across a wide range of industries. By employing techniques such as bending, edge rolling, and laser cutting, manufacturers can produce high-quality, durable products with rounded corners that meet the demands of modern applications.
Sheet Metal Edge Rounding
Aluminium Cookware Manufacturing Process
Sheet metal edge rounding is a finishing process that involves smoothing or rounding the sharp edges of metal components after cutting, punching, or machining. This process plays a critical role in improving the safety, functionality, and aesthetics of metal parts. Sharp edges left after cutting operations can pose safety hazards, cause damage to other components during assembly, and lead to premature wear or failure. By rounding the edges, manufacturers can enhance both the structural integrity and appearance of metal parts.
Edge rounding is commonly used in industries such as automotive, aerospace, electronics, and consumer goods, where high-quality finishes and safety are paramount. The process is typically employed in conjunction with other metalworking techniques, such as bending, forming, and coating, to produce a complete, ready-to-use part.
Methods of Sheet Metal Edge Rounding
Mechanical Deburring and Edge Rounding: Mechanical deburring machines are among the most commonly used tools for rounding the edges of sheet metal. These machines employ abrasive belts, brushes, or discs to remove burrs and sharp edges from the metal surface. The result is a smooth, rounded edge that is safe to handle and enhances the performance of the part.
Brush Deburring Machines: These machines use rotating wire or abrasive brushes to smooth the edges of metal parts. They are particularly effective for rounding off fine edges after processes such as laser cutting or punching. Brush deburring is widely used in industries where safety and surface finish are critical, such as automotive manufacturing and electronics production.
Disc or Belt Sanding Machines: Disc or belt sanders are used to grind down rough or sharp edges. These machines are highly efficient and can process large quantities of metal parts in a relatively short time. Sanding is often used as a preliminary step in preparation for further finishing operations, such as coating or polishing.
Vibratory Tumbling: Vibratory tumbling is a popular method for edge rounding, especially for small parts or components with intricate geometries. In this process, metal parts are placed in a vibrating container filled with abrasive media. As the container vibrates, the abrasive material rubs against the edges of the parts, rounding them off and creating a smooth finish. Vibratory tumbling is a batch process, making it highly efficient for producing large quantities of parts simultaneously.
Advantages of Tumbling: This method is ideal for small parts or components with complex shapes that are difficult to deburr manually. Vibratory tumbling also provides a uniform finish, ensuring that all edges are consistently rounded without requiring manual intervention.
Electropolishing: Electropolishing is an electrochemical process used to smooth and round the edges of metal parts by selectively removing a thin layer of material. The process involves submerging the metal part in an electrolyte solution and applying a direct current, which dissolves the high points on the surface and edges. Electropolishing is commonly used for stainless steel parts and is especially important in industries such as medical device manufacturing, where hygiene and precision are critical.
Applications in Medical Devices: Electropolishing is often used to remove sharp edges on surgical instruments, implants, and other medical devices, ensuring that the parts are safe to handle and sterilize. The process also improves the corrosion resistance and surface finish of the part, making it more durable and suitable for use in sterile environments.
Laser and Waterjet Edge Rounding: Modern cutting technologies, such as laser and waterjet cutting, can be programmed to produce rounded edges directly during the cutting process. This eliminates the need for secondary edge rounding operations and results in a highly precise and consistent finish. Laser and waterjet cutting are particularly effective for producing parts with complex shapes or tight tolerances, where manual edge rounding would be difficult or time-consuming.
Precision Edge Rounding with Laser Cutting: Laser cutting offers extremely precise control over the cut and edge quality, allowing manufacturers to achieve smooth, rounded edges with minimal post-processing. This is particularly useful for high-end applications such as aerospace components, electronics enclosures, and decorative metalwork.
Applications of Sheet Metal Edge Rounding
Automotive Industry: In the automotive industry, edge rounding is essential for ensuring that metal parts such as body panels, structural components, and brackets are safe to handle during assembly. Sharp edges can cause injuries to workers or damage to other parts during installation. Additionally, rounded edges improve the durability of components by reducing stress concentrations, which can lead to cracks or failure over time.
Edge Rounding for Car Body Panels: Automotive manufacturers often use edge rounding on body panels to enhance both the safety and aesthetics of the vehicle. Rounded edges help prevent damage to painted surfaces and ensure a smooth, professional appearance.
Aerospace Industry: In aerospace manufacturing, edge rounding is critical for improving the structural integrity of components. Sharp edges can act as stress concentrators, leading to premature failure under high loads or vibration. By rounding the edges, manufacturers can ensure that parts meet the stringent safety and performance requirements of the aerospace industry.
Edge Rounding for Aircraft Components: Aerospace components, such as wing panels, fuselage sections, and engine parts, often undergo edge rounding to prevent fatigue and cracking. This is especially important in high-stress areas where sharp edges could compromise the structural integrity of the part.
Electronics and Electrical Enclosures: Sheet metal is widely used to create enclosures for electronic devices and electrical systems. These enclosures often require edge rounding to ensure that the sharp edges do not damage internal components or wiring. Additionally, edge rounding improves the safety of the enclosure by reducing the risk of injury to users during assembly or maintenance.
Edge Rounding for Electronics: In consumer electronics, such as smartphones, computers, and appliances, edge rounding is used to create sleek, modern designs while ensuring that the device is safe to handle. This process is particularly important for handheld devices, where sharp edges could pose a safety hazard or detract from the product’s ergonomics.
Architectural and Decorative Metalwork: In architectural and decorative applications, edge rounding is used to enhance the visual appeal of metal components such as handrails, staircases, metal cladding, and sculptures. Rounded edges provide a smoother, more refined look that is aesthetically pleasing while also improving safety in high-traffic areas.
Edge Rounding for Handrails: Metal handrails and stair components often undergo edge rounding to prevent sharp edges from causing injury. Rounded edges also improve the tactile experience for users, making the handrails more comfortable to grip.
Advantages of Sheet Metal Edge Rounding
Improved Safety: Rounding the edges of metal parts significantly reduces the risk of injury to workers during handling and assembly. It also ensures that the final product is safe for consumers to use. This is particularly important in industries like automotive, electronics, and construction, where sharp edges could pose serious safety hazards.
Enhanced Durability: Sharp edges tend to concentrate stress, which can lead to cracking, fatigue, or failure over time. Rounding the edges helps distribute stress more evenly across the part, improving its overall durability and resistance to wear.
Aesthetic Improvement: Edge rounding gives metal parts a smoother, more polished appearance, making them visually appealing for consumer products, architectural elements, and decorative items. The rounded edges create a sense of refinement and professionalism in the final product.
Better Coating Adherence: When applying coatings such as paint, powder coating, or anodizing, sharp edges can cause uneven coverage and lead to weak spots where corrosion can start. Rounded edges allow for more uniform coating coverage, ensuring better adhesion and longer-lasting protection.
Sheet metal edge rounding is a crucial process in modern metalworking, contributing to the safety, functionality, and appearance of metal parts across a wide range of industries. Whether through mechanical deburring, electropolishing, or laser cutting, edge rounding ensures that metal parts are ready for use in demanding applications.
Special Finishing Machines
CNC Buffing Machine
Special finishing machines play a vital role in the metalworking industry by providing the final surface treatments to metal parts after they have been formed, machined, or welded. These machines are designed to enhance the surface quality of the metal by smoothing, polishing, or applying specific textures or coatings. Special finishing processes are essential for improving the durability, appearance, and functionality of metal components across a wide range of industries, including automotive, aerospace, construction, and consumer goods manufacturing.
Finishing machines can perform a variety of tasks, such as removing burrs, polishing surfaces to a high gloss, applying protective coatings, or adding decorative patterns. The choice of finishing technique depends on the material being worked with, the desired surface finish, and the intended application of the final product.
Types of Special Finishing Machines
Polishing and Buffing Machines: Polishing and buffing machines are used to smooth and shine metal surfaces, typically as a final step in the finishing process. Polishing involves removing minor surface imperfections to create a smooth, matte, or shiny finish, while buffing uses softer abrasives to achieve a high-gloss or mirror-like surface. These machines are commonly used in the production of automotive parts, kitchenware, jewelry, and decorative metal objects.
Rotary Buffing Machines: Rotary buffing machines use spinning wheels with abrasive compounds to polish metal surfaces. These machines are often used to produce high-gloss finishes on parts like car bumpers, stainless steel cookware, and decorative metalwork.
Vibratory Polishing Machines: Vibratory polishing is a batch process in which parts are placed in a vibrating container filled with polishing media. The vibration causes the media to rub against the parts, gradually polishing them to a smooth finish. This method is particularly effective for polishing small or intricate components, such as jewelry, screws, or electronics housings.
Grinding Machines: Grinding machines are used to remove material from the surface of a metal part by using abrasive wheels or belts. Grinding is often the first step in surface finishing, especially when dealing with rough or uneven surfaces that need to be smoothed out. Grinding machines are essential for removing weld seams, flattening surfaces, and preparing parts for further finishing.
Belt Grinders: Belt grinders use abrasive belts to smooth and shape flat or curved surfaces. They are commonly used for deburring, surface preparation, and light material removal. Belt grinding is particularly useful in the production of sheet metal parts, where precision and consistency are important.
Disc Grinders: Disc grinders use rotating abrasive discs to grind down surfaces and edges. These machines are versatile and can be used for a wide range of finishing tasks, from removing welds to polishing flat metal surfaces.
Shot Blasting Machines: Shot blasting machines use high-speed streams of abrasive materials (such as steel shots, sand, or glass beads) to clean and texture metal surfaces. This process is commonly used to remove rust, paint, and other surface contaminants from metal parts. Shot blasting is also used to prepare surfaces for coating or painting by creating a rough texture that improves adhesion.
Air Blasting Machines: Air blasting machines use compressed air to propel the abrasive material onto the metal surface. This method is ideal for cleaning large metal structures, such as bridges, ships, and industrial machinery, where rust and paint removal are essential for maintenance or repair.
Centrifugal Blasting Machines: Centrifugal blasting machines use rotating wheels to throw abrasive material at high speeds onto the metal surface. This process is commonly used in the production of cast metal parts, such as engine blocks and machinery components, to remove surface imperfections and prepare the parts for coating or assembly.
Electropolishing Machines: Electropolishing is an electrochemical process used to smooth and polish metal surfaces by removing a thin layer of material. The process involves submerging the metal part in an electrolyte solution and applying an electrical current, which selectively dissolves the high points on the surface, leaving behind a smooth, shiny finish. Electropolishing is commonly used for stainless steel parts in industries such as medical devices, food processing, and pharmaceuticals.
Applications in Medical Devices: Electropolishing is essential for creating ultra-smooth, corrosion-resistant surfaces on surgical instruments, implants, and other medical devices. The process removes microscopic burrs and imperfections, making the parts easier to clean and sterilize.
Thermal Deburring Machines: Thermal deburring, also known as explosive deburring, is a process used to remove burrs from metal parts by igniting a gas mixture in a chamber containing the parts. The explosion vaporizes the burrs, leaving the surface clean and smooth. Thermal deburring is highly effective for removing burrs from complex internal features, such as holes, grooves, and threads.
Applications in Precision Parts: Thermal deburring is often used in the production of precision-engineered components, such as gears, valves, and hydraulic parts, where internal burrs could interfere with the functionality of the part.
Super Surface Finishing Machines: Super surface finishing machines are designed to achieve extremely smooth surfaces with tight tolerances. These machines use a combination of abrasives, lubricants, and high-pressure polishing techniques to create surfaces with minimal roughness. Super surface finishing is commonly used in industries such as aerospace, electronics, and precision engineering, where surface quality is critical for performance and reliability.
Applications in Aerospace: Super surface finishing is essential for producing high-performance components such as turbine blades, aircraft skin panels, and engine parts, where even minor surface imperfections can impact aerodynamic performance or mechanical efficiency.
Applications of Special Finishing Machines
Automotive Industry: Special finishing machines are widely used in the automotive industry to enhance the surface quality of parts such as body panels, bumpers, wheels, and engine components. Polishing, buffing, and grinding are commonly used to create smooth, shiny surfaces on visible components, while shot blasting and electropolishing are employed to clean and prepare parts for assembly or coating.
Polishing Car Body Panels: Automotive manufacturers use polishing and buffing machines to create high-gloss finishes on car body panels and trim. These processes improve the aesthetic appeal of the vehicle and protect the metal from corrosion.
Aerospace Industry: In the aerospace industry, special finishing machines are used to produce parts with precise surface finishes and high-performance characteristics. Grinding, electropolishing, and super surface finishing are essential for ensuring that critical components meet the stringent requirements for aerospace applications.
Surface Finishing for Turbine Blades: Aerospace manufacturers use super surface finishing machines to achieve extremely smooth surfaces on turbine blades, which improves aerodynamic performance and reduces drag.
Medical Devices and Instruments: In the medical field, finishing machines are used to create smooth, sterile surfaces on surgical instruments, implants, and medical devices. Electropolishing is particularly important for creating corrosion-resistant, biocompatible surfaces that can withstand repeated sterilization and use.
Finishing Surgical Instruments: Electropolishing is commonly used to remove surface imperfections and burrs from surgical instruments, ensuring that they are safe to use and easy to clean.
Consumer Goods: Special finishing machines are used to produce high-quality consumer products such as kitchen appliances, furniture, and electronics. Polishing and buffing machines are commonly used to create shiny, attractive finishes on metal surfaces, while shot blasting is used to clean and texture metal parts before coating or painting.
Finishing Stainless Steel Cookware: Polishing machines are used to create smooth, reflective surfaces on stainless steel cookware, improving both the appearance and functionality of the product.
Advantages of Special Finishing Machines
Improved Aesthetics: Special finishing machines enhance the visual appeal of metal parts by creating smooth, shiny, or textured surfaces. Polishing and buffing are particularly important for consumer products, where appearance is a key factor in marketability.
Enhanced Durability: Finishing processes such as grinding, shot blasting, and electropolishing improve the durability of metal parts by removing surface imperfections that could lead to corrosion, wear, or mechanical failure. These processes help extend the lifespan of the parts and improve their performance in demanding environments.
Better Coating Adhesion: Many finishing machines, such as shot blasting and sanding machines, are used to prepare metal surfaces for coating or painting. By creating a rough texture, these processes improve the adhesion of coatings, ensuring that they bond securely to the surface and provide long-lasting protection.
Increased Surface Cleanliness: Finishing processes like electropolishing and thermal deburring remove contaminants, burrs, and surface defects that could interfere with the functionality of the part. Clean, smooth surfaces are essential for medical devices, food processing equipment, and other applications where hygiene and cleanliness are critical.
Special finishing machines are essential in modern manufacturing, providing the surface treatments necessary to ensure that metal parts meet the highest standards of quality, durability, and appearance.
Burr Cleaning Machine
Aluminum Polishing Machine
A burr cleaning machine is a specialized tool used in metalworking to remove burrs—unwanted raised edges or small pieces of material—that are left on metal parts after cutting, drilling, machining, or stamping processes. Burrs can significantly impact the quality, safety, and functionality of the final product, as they may lead to sharp edges, uneven surfaces, or potential weak spots in the material. By using burr cleaning machines, manufacturers can ensure that metal parts are smooth, safe to handle, and meet the required standards for further processing or assembly.
Burr removal is critical across industries such as automotive, aerospace, medical devices, electronics, and precision engineering, where even the slightest imperfection can affect performance, safety, and aesthetics. Various burr cleaning machines are available depending on the size, shape, and material of the parts, as well as the level of precision required.
Types of Burr Cleaning Machines
Brush Deburring Machines: Brush deburring machines use rotating wire or nylon brushes to remove burrs from the surface of metal parts. These machines are highly effective for cleaning edges and surfaces without damaging the material. The brushes can reach into small gaps and corners, making them ideal for parts with complex geometries or intricate designs.
Advantages of Brush Deburring: Brush deburring provides a fine surface finish and is particularly useful for removing light burrs on delicate parts, such as electronic components, precision gears, or thin metal sheets. The flexibility of the brush allows it to conform to different part shapes, ensuring thorough deburring.
Vibratory Deburring Machines: Vibratory deburring machines are widely used in the mass finishing of small to medium-sized parts. In this process, metal parts are placed in a vibrating tub or chamber filled with abrasive media. The vibrations cause the media to move against the parts, gradually smoothing out rough edges and removing burrs.
Batch Processing Efficiency: Vibratory deburring is highly efficient for cleaning large batches of parts simultaneously. It is commonly used in industries where high-volume production requires fast, consistent deburring, such as in the production of fasteners, small gears, or metal hardware. The process can also be combined with polishing to achieve a smoother surface finish.
Electrochemical Deburring (ECD): Electrochemical deburring is a precision method used to remove burrs from hard-to-reach areas, such as the internal edges of holes, slots, and threads. This process involves the use of an electrolyte solution and a mild electrical current to dissolve the burrs without affecting the surrounding material. The metal at the burr’s location is selectively dissolved, leaving a clean, smooth edge.
Applications in Precision Engineering: Electrochemical deburring is particularly valuable in industries like aerospace, medical devices, and automotive, where tight tolerances and burr-free parts are critical for functionality. The process is ideal for removing burrs from complex components such as fuel injectors, turbine blades, and medical implants.
Thermal Deburring (Explosive Deburring): Thermal deburring, also known as explosive deburring, uses controlled explosions of gas in a closed chamber to remove burrs from metal parts. In this process, a mixture of oxygen and fuel gas is ignited, creating an intense burst of heat that vaporizes the burrs on the part’s surface. The process is extremely fast and can clean multiple parts in seconds.
Effectiveness for Internal Burrs: Thermal deburring is highly effective for removing burrs from internal features, such as holes, cavities, and threads, which are difficult to access with mechanical tools. It is commonly used in industries that require burr-free parts with complex internal geometries, such as automotive and hydraulic systems.
CNC Deburring Machines: CNC deburring machines are automated systems that use computer numerical control (CNC) technology to precisely remove burrs from metal parts. These machines can be equipped with various deburring tools, such as brushes, cutting heads, or abrasive wheels, and can be programmed to follow exact paths for deburring specific areas of the part.
Precision and Automation: CNC deburring machines are ideal for high-precision applications where manual deburring may be inconsistent or time-consuming. The automation provided by CNC technology ensures consistent results across large production runs, making it ideal for industries such as electronics, precision engineering, and automotive manufacturing.
Manual Deburring Tools: For small-scale or low-volume operations, manual deburring tools such as files, scrapers, and handheld rotary tools can be used to remove burrs from metal parts. While this method requires more labor, it is effective for custom parts, prototypes, or when deburring intricate areas that automated machines may not reach.
Flexibility for Custom Work: Manual deburring tools offer flexibility and control for small production runs or custom parts. They are often used in industries like metal fabrication, where each part may have unique requirements that cannot be easily automated.
Applications of Burr Cleaning Machines
Automotive Industry: Burr cleaning is essential in the automotive industry for ensuring that engine components, brake parts, gears, and other critical metal parts are smooth and free from defects. Burrs can interfere with the assembly process, reduce the efficiency of moving parts, and cause premature wear or failure. Burr cleaning machines ensure that metal parts are ready for assembly and function reliably under extreme conditions.
Deburring for Engine Components: In automotive manufacturing, burrs on internal engine components such as pistons, camshafts, and valves must be removed to prevent friction, heat buildup, and wear. Burr cleaning machines ensure that these parts are burr-free, improving engine performance and longevity.
Aerospace Industry: In aerospace manufacturing, the removal of burrs is critical to ensuring the structural integrity and performance of aircraft components. Burrs can create weak points in metal parts, leading to stress concentrations, fatigue, or failure under load. Aerospace manufacturers use burr cleaning machines to remove burrs from precision components such as turbine blades, fuel injectors, and landing gear parts.
Deburring for Turbine Blades: Turbine blades used in jet engines and power generation must be free of burrs to ensure smooth airflow and reduce the risk of stress fractures. Burr cleaning machines ensure that these high-performance components meet stringent aerospace quality standards.
Medical Devices: Burr cleaning is a crucial step in the production of medical devices, implants, and surgical instruments. Burrs can create sharp edges that pose safety risks or hinder the sterilization process. Burr cleaning machines remove these imperfections, ensuring that the final product is safe for use in medical applications.
Deburring for Surgical Instruments: Medical devices such as scalpels, forceps, and orthopedic implants must be burr-free to prevent injury during surgery. Burr cleaning machines provide the precise surface finish needed to meet medical standards.
Precision Engineering: In industries like robotics, electronics, and precision manufacturing, burrs can cause parts to malfunction or fail to fit together properly. Burr cleaning machines are used to ensure that parts meet tight tolerances and function smoothly in complex assemblies.
Deburring for Precision Parts: Small, intricate parts such as gears, springs, and connectors must be burr-free to ensure proper fit and function in precision engineering applications. Burr cleaning machines provide the accuracy needed for high-performance products.
Advantages of Burr Cleaning Machines
Improved Safety: Burrs create sharp edges that pose a risk of injury during handling and assembly. Burr cleaning machines remove these sharp edges, ensuring that the parts are safe for workers and end-users to handle.
Enhanced Product Quality: By removing burrs, these machines improve the overall quality of metal parts, ensuring smooth surfaces and proper fit. This is critical for industries such as aerospace, automotive, and medical devices, where precision and reliability are essential.
Increased Durability: Burrs can act as stress concentrators, weakening the material and increasing the likelihood of cracks or fractures. Burr cleaning machines eliminate these imperfections, improving the durability and lifespan of metal parts.
Time and Cost Efficiency: Automated burr cleaning machines can process large volumes of parts quickly and consistently, reducing labor costs and production time. This is especially beneficial for industries with high production demands, such as automotive and electronics manufacturing.
Consistency and Precision: Modern burr cleaning machines provide consistent results across large production runs, ensuring that all parts meet the same quality standards. This is particularly important in industries where even small defects can lead to significant problems.
Burr cleaning machines are a vital component of modern manufacturing, ensuring that metal parts are free from imperfections and ready for assembly or further processing. Whether through mechanical deburring, electrochemical processes, or automated systems, burr removal enhances the safety, quality, and functionality of metal products across various industries.
Longitudinal Groove Weld
Longitudinal Groove Weld
A longitudinal groove weld is a specific welding technique used to join two metal pieces along their length, typically in cylindrical or tubular structures. The weld is made in a groove prepared between the edges of the metal components, and it is filled with molten metal to create a strong, continuous joint. Longitudinal groove welds are commonly used in applications where structural integrity and the ability to withstand pressure, weight, or mechanical stress are critical. This welding method is particularly prevalent in industries such as oil and gas, shipbuilding, construction, and heavy machinery manufacturing.
Longitudinal groove welds ensure a high level of strength and durability in the final product. This type of weld is essential for fabricating large, long structures such as pipelines, pressure vessels, storage tanks, and structural columns. The quality of the weld is crucial in these applications, as any defects could compromise the safety and functionality of the structure.
Types of Longitudinal Groove Welds
Single-V Groove Weld: In a single-V groove weld, the edges of the two metal pieces are beveled to form a V-shaped groove. The groove is then filled with molten metal, which fuses the two pieces together. This type of weld is commonly used for thicker materials, as the beveling allows for deeper penetration of the weld and ensures a strong joint.
Applications in Pipe Welding: Single-V groove welds are frequently used in the welding of large-diameter pipes, where the weld must be able to withstand high internal pressures. The V-groove ensures that the weld fully penetrates the thickness of the pipe wall, creating a reliable, leak-proof seal.
Double-V Groove Weld: For thicker materials, a double-V groove weld may be used. In this technique, both sides of the joint are beveled, creating a V-shaped groove on both the top and bottom surfaces. The welder fills both grooves with molten metal, ensuring full penetration and strength throughout the joint. This method is often used when the material thickness exceeds the capacity of a single-V groove weld.
Advantages for Thick Materials: Double-V groove welds provide excellent strength and are ideal for applications where the material thickness requires welding from both sides. This method is commonly used in the fabrication of pressure vessels, structural columns, and heavy machinery.
U-Groove Weld: In a U-groove weld, the edges of the metal pieces are beveled to form a U-shaped groove. This type of weld is typically used for thicker materials, as the U-groove requires less filler material than a V-groove while still providing strong joint penetration. U-groove welds are often used in applications where minimizing the amount of filler metal is important for cost efficiency or material integrity.
Applications in Structural Welding: U-groove welds are commonly used in the construction of large structural components such as bridges, cranes, and towers, where high-strength joints are required, but material efficiency is also a concern.
J-Groove Weld: A J-groove weld involves beveling one side of the joint to create a J-shaped groove, while the other side remains flat. This type of weld is used when access to one side of the joint is limited, or when it is more practical to weld from a single side. J-groove welds provide good strength and are often used in applications where space or accessibility is constrained.
Applications in Pipe and Tube Welding: J-groove welds are often used in the welding of pipes and tubes, especially in situations where access to one side of the joint is restricted, such as in confined spaces or tight installation environments.
Applications of Longitudinal Groove Welds
Pipeline Welding: Longitudinal groove welds are essential in pipeline construction, where sections of pipe must be joined together to form long, continuous pipelines for transporting oil, gas, water, or other fluids. The strength and integrity of the weld are critical, as pipelines must withstand high internal pressures, environmental stresses, and potential corrosion. Longitudinal groove welds provide the necessary strength to ensure leak-proof, durable connections.
Weld Integrity for High-Pressure Pipelines: In oil and gas pipelines, the quality of the longitudinal groove weld is paramount. Any defects in the weld could lead to catastrophic failures, such as leaks, ruptures, or explosions. Welders use advanced techniques and inspection methods to ensure that the welds meet the highest safety and performance standards.
Pressure Vessels and Storage Tanks: Longitudinal groove welds are used to fabricate pressure vessels, storage tanks, and other large cylindrical structures. These welds ensure that the components can withstand the internal pressures and mechanical stresses they will encounter during operation. In industries such as chemical processing, power generation, and wastewater treatment, pressure vessels and tanks must be built to withstand extreme conditions, and the welds must be flawless to prevent leaks or structural failure.
Welding for Industrial Storage Tanks: Storage tanks used for chemicals, petroleum products, and other hazardous materials require strong, reliable welds to ensure the safe containment of these substances. Longitudinal groove welds provide the necessary structural integrity to prevent leaks and withstand external pressures.
Shipbuilding and Marine Applications: In shipbuilding, longitudinal groove welds are used to join the large steel plates that make up the hull, deck, and superstructure of ships. The welds must be able to withstand the stresses of rough seas, heavy loads, and potential impacts. Longitudinal groove welds provide the strength and durability needed for ships to operate safely and reliably in challenging marine environments.
Welding for Ship Hulls: The hull of a ship must be strong enough to withstand the pressure of the water, as well as the dynamic forces encountered during navigation. Longitudinal groove welds are used to join the steel plates that form the hull, ensuring a watertight, durable structure.
Structural Welding: Longitudinal groove welds are commonly used in the construction of large structural components, such as beams, columns, and supports for buildings, bridges, and industrial facilities. These welds ensure that the structure can bear heavy loads and resist deformation, fatigue, and environmental stresses. Longitudinal groove welds are critical in ensuring the safety and stability of these structures.
Welding for High-Rise Buildings: In high-rise buildings and skyscrapers, longitudinal groove welds are used to join the steel beams and columns that form the framework of the structure. The welds must be strong enough to support the weight of the building and withstand wind, seismic activity, and other forces.
Advantages of Longitudinal Groove Welds
High Strength: Longitudinal groove welds provide strong, continuous joints that can withstand significant mechanical stresses. This makes them ideal for critical applications such as pipelines, pressure vessels, and structural components, where the integrity of the weld is essential for safety and performance.
Full Penetration: Groove welds ensure full penetration of the weld material into the joint, creating a strong bond between the two pieces. This is especially important for thick materials, where incomplete penetration could lead to weak points or failure.
Leak-Proof Joints: In applications such as pipeline welding and pressure vessel fabrication, the ability to create leak-proof joints is critical. Longitudinal groove welds provide a tight, secure seal that prevents leaks, even under high pressure or in harsh environments.
Versatility: Longitudinal groove welds can be applied to a wide range of materials, including steel, stainless steel, aluminum, and titanium. This versatility makes them suitable for various industries and applications, from shipbuilding to aerospace.
Durability: The strength and durability of longitudinal groove welds make them well-suited for structures and components that will be subjected to heavy loads, dynamic forces, or extreme environmental conditions. These welds are designed to last, ensuring the long-term safety and reliability of the final product.
Longitudinal groove welds are a cornerstone of modern welding techniques, providing the strength, durability, and integrity needed for large-scale industrial applications. Whether used in pipelines, pressure vessels, or structural components, these welds play a critical role in ensuring the safety and performance of essential infrastructure.
Cookware Production Machine
Deep Drawing
A cookware production machine is specialized equipment designed for the high-volume manufacturing of cookware items such as pots, pans, skillets, and baking trays. These machines are part of an automated system that handles various stages of production, including forming, finishing, and coating. Cookware production requires precision and efficiency, as the products must meet high standards for durability, heat conduction, and non-stick properties. These machines are widely used in the manufacturing of aluminum, stainless steel, copper, and cast iron cookware, both for consumer and professional markets.
The cookware industry has seen significant advancements in automation and manufacturing techniques, with production machines now capable of producing high-quality, durable cookware at scale. The equipment is designed to handle different materials and shapes, while maintaining consistency and precision in the production process.
Key Processes in Cookware Production
Sheet Metal Forming: The process of cookware production begins with the selection of raw materials, usually in the form of metal sheets or blanks, typically made of aluminum or stainless steel. These sheets are cut into circular blanks that will be used to form the base of the cookware. Sheet metal forming is the process by which these blanks are shaped into the desired cookware form, such as a pot or a pan.
Deep Drawing: One of the primary methods used in cookware production is deep drawing, a metal forming process that shapes a flat metal sheet into a cylindrical or box-like shape. The metal is drawn into a die cavity using a punch, forming the cookware body. Deep drawing is particularly effective for producing seamless cookware, such as stockpots and deep pans, where structural integrity and even material thickness are crucial.
Spinning: Spinning is another process used in the production of rounded cookware items like bowls, woks, and saucepans. In this process, a metal disc is spun at high speeds while pressure is applied by a roller or tool to form the metal around a mold. This method is ideal for creating smooth, symmetric cookware with consistent thickness and shape.
Edge Trimming and Rolling: After the cookware has been formed, excess material is trimmed from the edges to ensure that the cookware meets the desired dimensions. In many cases, the edges are also rolled to create a smooth, rounded rim, improving the durability and safety of the cookware. Rolled edges are less prone to cracking and provide a safer, more comfortable surface for handling the cookware.
Edge Rolling: The rolling process strengthens the rim of the cookware and helps prevent warping, which can occur when the cookware is subjected to high heat. This step is essential for products that will undergo frequent use, as it enhances the durability and lifespan of the cookware.
Surface Finishing: Cookware must have a smooth, polished surface to ensure even cooking and ease of cleaning. Surface finishing machines, such as polishing and buffing machines, are used to smooth out the interior and exterior surfaces of the cookware. These machines remove any rough spots, scratches, or imperfections left over from the forming process.
Polishing Machines: High-speed polishing machines use rotating brushes or abrasive wheels to create a reflective, smooth surface on the cookware. This step is particularly important for stainless steel cookware, which must have a polished finish to prevent food from sticking and to provide a visually appealing appearance.
Shot Blasting: For some cookware, shot blasting is used to create a textured surface. This process involves blasting the metal surface with high-velocity particles to clean and roughen it slightly, which improves the adhesion of coatings such as enamel or non-stick finishes.
Coating Application: Many cookware items, especially non-stick pans, require the application of specialized coatings to improve their cooking performance and make them easier to clean. Coating machines are used to apply these materials, such as polytetrafluoroethylene (PTFE) (commonly known as Teflon) or ceramic coatings, in an even layer across the surface of the cookware.
Non-Stick Coating: Non-stick coatings are applied using a spray system, which ensures an even distribution of the coating over the cookware’s surface. After application, the coating is cured in a high-temperature oven to create a durable, long-lasting non-stick layer. Non-stick cookware is popular for its convenience, as it reduces the need for cooking oils and makes cleaning easier.
Anodizing for Aluminum Cookware: For aluminum cookware, an anodizing process is often used to enhance the durability and corrosion resistance of the metal. Anodizing involves immersing the cookware in an acid bath and passing an electric current through the material, which creates a hard, protective oxide layer on the surface.
Handle Attachment: Once the body of the cookware has been formed and finished, handles are attached. This can be done through several methods, including riveting, welding, or screwing the handles into place. Cookware handles are typically made from materials that remain cool to the touch, such as plastic, silicone, or heat-resistant metal.
Riveting: Riveting is a common method used to attach metal handles to cookware. Rivets provide a strong, secure connection that can withstand repeated use and high temperatures. Riveted handles are often found on professional-grade cookware and are favored for their durability and resistance to loosening over time.
Welded Handles: Some cookware, especially high-end stainless steel products, may have handles that are welded directly to the body of the cookware. This method creates a seamless connection that is both aesthetically pleasing and easy to clean.
Final Inspection and Packaging: After the cookware is assembled, it undergoes a final inspection to ensure that it meets quality standards. This includes checking for surface imperfections, ensuring the coating is evenly applied, and verifying that the handles are securely attached. Once the cookware passes inspection, it is packaged and prepared for distribution.
Quality Control: Modern cookware production machines are equipped with automated inspection systems that use cameras and sensors to detect defects or inconsistencies in the product. This ensures that each piece of cookware meets the same high-quality standards before reaching consumers.
Applications of Cookware Production Machines
Consumer Cookware: The majority of cookware production machines are used to produce household cookware, such as frying pans, saucepans, stockpots, and baking trays. These products must be durable, affordable, and designed for everyday use in home kitchens. Automated cookware production machines allow manufacturers to produce large quantities of cookware efficiently, ensuring that consumers receive high-quality products at reasonable prices.
Professional-Grade Cookware: Professional-grade cookware, used in commercial kitchens, restaurants, and catering services, requires more durable materials and construction techniques. Cookware production machines designed for professional cookware often use thicker metal sheets, more robust handles, and advanced non-stick coatings to meet the demands of professional chefs.
Specialty Cookware: Cookware production machines are also used to manufacture specialty items, such as cast iron skillets, copper pots, and ceramic-coated pans. Each material requires specific handling and processing techniques, and the machines must be capable of adapting to different materials and finishes.
Advantages of Cookware Production Machines
High Efficiency: Cookware production machines enable manufacturers to produce large quantities of cookware in a short period, increasing overall efficiency and reducing production costs. Automation reduces the need for manual labor, allowing companies to meet the growing demand for cookware in both consumer and professional markets.
Consistency and Precision: Automated machines ensure consistent quality across all cookware products. This is particularly important for non-stick coatings, which must be applied evenly to ensure optimal performance. Precision forming techniques, such as deep drawing and spinning, ensure that the cookware meets exact specifications for size, shape, and thickness.
Durability and Strength: Modern cookware production machines are designed to work with a variety of materials, including aluminum, stainless steel, and copper. These materials are known for their strength and durability, and the production machines ensure that the final product can withstand the rigors of everyday use.
Versatility: Cookware production machines can be adapted to produce a wide range of products, from basic frying pans to complex multi-piece cookware sets. Manufacturers can easily switch between different designs and materials, allowing them to meet the diverse needs of consumers.
Cost-Effectiveness: The automation provided by cookware production machines helps reduce labor costs and material waste, making the production process more cost-effective. This allows manufacturers to offer high-quality cookware at competitive prices, benefiting both the company and the consumer.
Cookware production machines are the backbone of the modern cookware industry, providing the precision, efficiency, and versatility needed to produce high-quality products at scale. Whether for home use or professional kitchens, these machines ensure that cookware meets the highest standards of performance, durability, and safety.
Brake Pads Machine
A brake pads machine is specialized equipment used in the production of brake pads, which are critical components in the braking systems of vehicles. Brake pads play a key role in ensuring that vehicles can stop safely and efficiently by converting kinetic energy into heat through friction. The manufacturing of brake pads requires precise control over the material composition, shape, and durability to meet the stringent safety and performance standards of the automotive industry.
Brake pads machines are designed to automate the complex manufacturing processes involved in producing brake pads, from mixing the raw materials to molding, curing, and finishing the final product. These machines are essential for ensuring that brake pads are produced consistently and meet the rigorous demands of modern vehicles.
Key Processes in Brake Pads Manufacturing
Raw Material Mixing: The production of brake pads begins with the preparation of the raw materials that make up the friction material. Brake pads are typically made from a combination of materials, including metal shavings, ceramics, carbon fibers, and synthetic compounds. These materials are mixed together to create a friction compound that is durable, heat-resistant, and provides the necessary stopping power.
Automated Mixing Machines: Mixing machines are used to blend the raw materials in precise proportions. The mixture must be homogeneous to ensure consistent performance across all brake pads. Automated machines ensure that the materials are mixed thoroughly and efficiently, reducing the risk of defects.
Molding and Pressing: Once the friction material is prepared, it is molded into the shape of the brake pad using a pressing machine. In this process, the material is placed into a mold and subjected to high pressure, which compacts the material into the desired shape. The molding process also includes the formation of the metal backing plate, which is an integral part of the brake pad’s structure.
Hydraulic Presses: Hydraulic presses are commonly used in the molding process to apply the necessary pressure to form the brake pads. The press ensures that the friction material is evenly distributed across the surface of the backing plate, creating a strong bond between the two components.
Curing: After the brake pads are molded, they must be cured to harden the friction material and improve its durability. Curing is typically done in a high-temperature oven, where the brake pads are heated to a specific temperature for a set period. This process helps to remove any residual moisture and solidify the friction material, ensuring that the brake pads can withstand the heat generated during braking.
Curing Ovens: Automated curing ovens are used to maintain precise temperature and timing control during the curing process. These ovens are designed to handle large batches of brake pads, ensuring consistent curing across all parts.
Grinding and Finishing: Once the brake pads have been cured, they undergo grinding to achieve the final thickness and surface smoothness required for proper fit and function. Grinding machines are used to remove any excess material and ensure that the brake pads are flat and uniform.
Surface Grinding Machines: Surface grinding machines are used to grind the friction material to the correct thickness and smooth the surface of the brake pad. This step is essential for ensuring that the brake pads fit correctly in the brake caliper and provide consistent braking performance.
Coating and Surface Treatment: Many brake pads undergo additional surface treatments, such as coating with a layer of anti-corrosion material or applying a thermal barrier to improve heat resistance. These coatings help extend the life of the brake pads and protect them from environmental factors such as moisture and road salt.
Coating Machines: Coating machines are used to apply these protective layers evenly across the surface of the brake pads. The coating process is automated to ensure consistent application and optimal coverage.
Quality Control and Testing: The final step in brake pad manufacturing is quality control and testing. Brake pads must meet strict safety standards, and any defects can lead to catastrophic failures in the braking system. Testing machines simulate real-world braking conditions to measure the performance, wear resistance, and heat tolerance of the brake pads.
Testing for Friction and Durability: Testing machines are used to evaluate the friction coefficient, wear rate, and heat dissipation of the brake pads. These tests ensure that the brake pads will perform reliably in various driving conditions, from city traffic to high-speed highway driving.
Applications of Brake Pads Machines
Automotive Manufacturing: Brake pads machines are primarily used in the automotive industry to produce brake pads for cars, trucks, motorcycles, and other vehicles. High-quality brake pads are essential for vehicle safety, and manufacturers use these machines to ensure that the pads meet industry standards for performance and durability.
Brake Pads for Passenger Vehicles: The majority of brake pads produced are for passenger vehicles, where safety and comfort are critical. Brake pads machines produce millions of units annually, providing the consistent quality needed to meet the demands of the automotive market.
Heavy-Duty Vehicles: Brake pads machines are also used to produce brake pads for heavy-duty vehicles, such as commercial trucks, buses, and construction machinery. These vehicles require brake pads that can withstand extreme loads and high temperatures, and the production process must be adapted to meet these specific requirements.
Brake Pads for Trucks and Buses: Heavy-duty vehicles rely on larger, more robust brake pads to stop safely under heavy loads. Brake pads machines used in this sector must be capable of producing pads with higher friction materials and greater wear resistance.
Motorcycles and Performance Vehicles: Brake pads machines are used to manufacture high-performance brake pads for motorcycles, sports cars, and racing vehicles. These brake pads must offer superior stopping power and heat dissipation to handle the demands of high-speed driving and racing.
Brake Pads for Motorcycles: Motorcycles require brake pads with precise control over friction and heat management, as braking performance is critical for rider safety. Brake pads machines
used for motorcycle brake pads must ensure consistent quality, high friction, and durability to meet the high-performance demands of two-wheeled vehicles.
Rail and Industrial Applications: In addition to automotive and motorcycle manufacturing, brake pads machines are also used to produce brake pads for rail vehicles, such as trains, trams, and subways, as well as industrial machinery. These brake pads must be designed to handle the unique stresses and environmental factors present in rail systems and heavy machinery.
Brake Pads for Trains: Rail systems rely on large, durable brake pads to stop and slow down trains under heavy loads. Brake pads machines used for these applications must produce parts that offer excellent heat resistance and long service life, ensuring that trains can stop safely and efficiently even under intense conditions.
Advantages of Brake Pads Machines
Precision Manufacturing: Brake pads machines are designed to ensure precise control over the entire manufacturing process, from mixing the raw materials to molding, curing, and finishing. This level of precision is essential for producing brake pads that meet the stringent safety and performance standards required in the automotive industry.
High Efficiency and Productivity: Modern brake pads machines are highly automated, allowing manufacturers to produce large quantities of brake pads in a relatively short period. This automation reduces labor costs and increases production efficiency, making it possible to meet the growing demand for brake pads in the global automotive market.
Consistency and Quality Control: Brake pads machines are equipped with advanced quality control systems that ensure each brake pad meets strict performance and safety standards. Automated inspection systems, combined with rigorous testing, help manufacturers identify and eliminate defects, ensuring that only high-quality brake pads reach the market.
Durability and Performance: The materials and processes used in brake pads manufacturing are designed to create durable, high-performance products. Brake pads produced by these machines are engineered to withstand high temperatures, resist wear, and provide consistent stopping power, ensuring the safety and reliability of the vehicle’s braking system.
Adaptability to Different Markets: Brake pads machines are versatile and can be adapted to produce a wide range of brake pads for various markets, including passenger vehicles, heavy-duty trucks, motorcycles, and rail systems. This adaptability allows manufacturers to meet the specific needs of different sectors and ensure that their products are suitable for various driving conditions and vehicle types.
Brake pads machines play a crucial role in the automotive and transportation industries, providing the technology needed to produce high-quality, reliable brake pads at scale. These machines ensure that vehicles can stop safely and effectively, contributing to the overall safety and performance of modern transportation systems.
How to Make Aluminum Pots
Pressure Cooker Manufacturing Process
The process of making aluminum pots involves several key steps that transform raw aluminum into durable, lightweight, and highly functional cookware. Aluminum is widely used in cookware manufacturing due to its excellent thermal conductivity, corrosion resistance, and relatively low cost. Aluminum pots are especially popular in both home and professional kitchens because they heat quickly and evenly, making them ideal for a variety of cooking tasks.
The production of aluminum pots involves specialized machinery and a series of steps, including metal forming, surface finishing, and handle attachment. The process is designed to produce high-quality pots that can withstand the rigors of daily cooking while maintaining excellent performance and longevity.
Key Steps in Making Aluminum Pots
Material Selection and Preparation: The process begins with the selection of high-quality aluminum sheets or blanks. Aluminum used in cookware production is typically alloyed with other metals, such as magnesium or silicon, to improve its strength and durability. The aluminum blanks are cut into circular shapes, which will form the base of the pots.
Aluminum Alloys: Pure aluminum is relatively soft and not suitable for cookware that will be exposed to high heat and mechanical stress. By using aluminum alloys, manufacturers can create pots that are strong, heat-resistant, and corrosion-resistant.
Deep Drawing and Metal Forming: The aluminum blanks are then formed into the shape of the pot using a process known as deep drawing. In deep drawing, the aluminum blank is placed over a die and forced into the desired shape using a punch. This process forms the pot’s walls and base in a single step, creating a seamless, durable structure.
Deep Drawing Process: The deep drawing process is highly efficient and allows for the production of aluminum pots with consistent thickness and shape. The process can be adjusted to create pots of different sizes, from small saucepans to large stockpots.
Seamless Construction: One of the advantages of deep drawing is that it creates a seamless pot, which improves the pot’s strength and durability. Seamless pots are less likely to develop weak points or leaks over time, making them ideal for long-term use.
Trimming and Edge Rolling: After the pot has been formed, any excess material around the rim is trimmed to achieve the desired height and dimensions. In many cases, the edges of the pot are also rolled to create a smooth, rounded rim. This step not only enhances the pot’s appearance but also improves its durability by reinforcing the edge.
Edge Rolling for Durability: Rolling the edges of the pot strengthens the rim, making it more resistant to warping or cracking. This is especially important for pots that will be used frequently or exposed to high heat.
Surface Finishing: The next step is surface finishing, which involves smoothing and polishing the interior and exterior of the pot. Aluminum cookware must have a smooth surface to ensure even cooking and to prevent food from sticking. Surface finishing machines, such as polishing machines and buffing wheels, are used to achieve the desired surface quality.
Polishing for a Smooth Surface: Polishing machines use abrasive compounds to remove any imperfections from the surface of the aluminum, creating a smooth, reflective finish. This is important for both the aesthetic appeal of the pot and its cooking performance.
Anodizing for Durability: In some cases, aluminum pots undergo an anodizing process, which creates a protective oxide layer on the surface of the metal. Anodizing improves the pot’s resistance to corrosion and wear, making it more durable and long-lasting. Anodized aluminum pots are also non-reactive, meaning they won’t affect the flavor of acidic foods.
Non-Stick Coating Application (Optional): Many aluminum pots are coated with a non-stick material, such as Teflon or ceramic, to improve their cooking performance. Non-stick coatings make it easier to cook with less oil and reduce the likelihood of food sticking to the pot. The coating is applied using a spray system and then cured in a high-temperature oven to ensure proper adhesion.
Non-Stick Coating Benefits: Non-stick coatings enhance the convenience of using aluminum pots by making them easier to clean and allowing for healthier cooking with less oil. The coatings are typically applied in multiple layers to ensure durability and long-lasting performance.
Handle Attachment: Once the body of the pot has been formed and finished, handles are attached. Handles are typically made from heat-resistant materials, such as plastic, silicone, or stainless steel, to ensure they remain cool to the touch during cooking. The handles can be attached using a variety of methods, including riveting, welding, or screwing them into place.
Riveted Handles for Strength: Riveted handles provide a strong, secure attachment that can withstand repeated use. Rivets are often used in professional-grade cookware because they are highly durable and resist loosening over time.
Ergonomic Handle Design: The design of the handles is important for both comfort and safety. Handles are often shaped to provide a comfortable grip, reducing strain during use, and are positioned to ensure that they stay cool while cooking.
Final Inspection and Packaging: The final step in the production of aluminum pots is inspection and packaging. Each pot is inspected for defects, such as surface imperfections, coating issues, or loose handles. Once the pots pass inspection, they are packaged and prepared for shipment to retailers or consumers.
Quality Control: Automated inspection systems are often used to check the surface finish, coating adhesion, and handle attachment of each pot. This ensures that only high-quality products reach the market, meeting the expectations of both consumers and professional chefs.
Advantages of Aluminum Pots
Lightweight: Aluminum pots are much lighter than other types of cookware, such as cast iron or stainless steel, making them easier to handle and move around the kitchen. This is especially important for larger pots, which can be cumbersome when filled with food.
Excellent Heat Conductivity: Aluminum is one of the best conductors of heat, meaning that aluminum pots heat up quickly and evenly. This ensures that food cooks evenly without hot spots, which can lead to burning or uneven cooking. The excellent heat conductivity of aluminum also makes it energy-efficient, as it requires less heat to reach cooking temperatures.
Affordability: Aluminum is relatively inexpensive compared to other cookware materials, making aluminum pots an affordable option for both home cooks and professional chefs. Despite their low cost, aluminum pots offer excellent performance and durability, providing great value for the money.
Corrosion Resistance: Aluminum naturally forms a thin oxide layer on its surface, which protects it from corrosion. This makes aluminum pots ideal for use in humid or acidic environments, such as in cooking with tomatoes or citrus fruits, without the risk of rust or corrosion.
Versatility: Aluminum pots come in a wide variety of shapes and sizes, making them suitable for a wide range of cooking tasks, from boiling and frying to simmering and sautéing. Whether used for everyday cooking or more specialized applications, aluminum pots offer the versatility needed in a busy kitchen.
Applications of Aluminum Pots
Home Cooking: Aluminum pots are a staple in many home kitchens due to their lightweight, affordability, and excellent cooking performance. They are used for a wide range of cooking tasks, from boiling pasta and simmering soups to frying and sautéing vegetables and meats.
Professional Kitchens: In professional kitchens, where speed and efficiency are critical, aluminum pots are favored for their rapid heat conduction and ease of handling. Professional chefs use aluminum pots for tasks that require precise temperature control, such as making sauces, soups, and delicate dishes.
Camping and Outdoor Cooking: Aluminum pots are also popular for camping and outdoor cooking because they are lightweight and easy to transport. Campers and outdoor enthusiasts appreciate aluminum cookware for its durability and versatility in various cooking environments.
Aluminum pots are a versatile and essential tool in both home and professional kitchens, offering excellent performance, durability, and ease of use. The production process ensures that each pot is carefully crafted to meet the demands of everyday cooking, making aluminum pots a reliable choice for chefs and home cooks alike.
Steel Utensils Making Machine
Stainless Steel Pot Polishing Machine
A steel utensils making machine refers to the range of equipment used in manufacturing household and commercial steel utensils like plates, bowls, cups, cutlery, and kitchen tools. Steel utensils are popular due to their durability, heat resistance, and resistance to corrosion, making them an essential part of kitchens worldwide. The production of steel utensils involves several stages, from cutting and forming the raw stainless steel sheets to finishing and polishing the final product.
Steel utensils are primarily made from stainless steel, an alloy of iron, carbon, and chromium, with some other elements like nickel. The chromium content is what gives stainless steel its corrosion resistance, making it ideal for utensils that come into contact with food and liquids. Machines used in steel utensil production range from high-powered presses to finishing tools that polish and give a smooth surface to the finished products.
Key Processes in Steel Utensil Manufacturing
Raw Material Preparation: The production of steel utensils begins with the preparation of raw stainless steel sheets or coils. The material is selected based on the grade of stainless steel required for the specific utensils being produced. Different grades of stainless steel offer varying levels of corrosion resistance, toughness, and polishability, with 304-grade stainless steel being one of the most common choices for kitchen utensils due to its excellent resistance to rust and its food-safe properties.
Stainless Steel Selection: The selected stainless steel is usually cold-rolled, which improves its strength and surface finish. Cold-rolled steel sheets are easier to form and provide a smooth, even surface that requires minimal finishing.
Cutting and Blanking: Once the raw material is prepared, it is cut into the appropriate shapes and sizes for each utensil. The cutting process involves precision blanking machines that cut the steel sheets into circular, square, or custom-shaped blanks based on the design of the utensil.
Blanking Process: Blanking presses use dies to punch out the blanks from large stainless steel sheets. The blank size is determined by the specific utensil being produced, such as plates, bowls, or cups. This process ensures that there is minimal material waste and that each blank is uniform in size and shape.
Deep Drawing and Stamping: After cutting, the blanks are formed into their final utensil shapes through a process known as deep drawing. In deep drawing, the flat blanks are placed in a die and drawn into a hollow form using a punch. This method is particularly effective for producing utensils like bowls, cups, and plates, where a seamless, uniform shape is essential.
Hydraulic Presses for Deep Drawing: Hydraulic presses are commonly used for the deep drawing process. These machines apply consistent pressure, drawing the stainless steel into the desired shape without causing tears or imperfections in the material. This ensures that the utensil is strong, smooth, and free of seams or welds that could weaken the product.
Stamping for Detail: For utensils that require intricate designs or logos, stamping presses are used to emboss or engrave patterns onto the metal surface. This adds both aesthetic appeal and brand recognition, especially for high-end or custom-made utensils.
Edge Trimming and Smoothing: After the utensils have been formed, the edges may have excess material or sharp edges that need to be trimmed and smoothed. Edge trimming machines remove the excess material around the rims of the utensils, ensuring that each piece is of the correct dimensions and free from rough edges.
Edge Rolling for Durability: Some utensils, particularly those used frequently, undergo edge rolling to strengthen the rims and prevent deformation over time. Rolled edges provide extra reinforcement and create a safer, more comfortable edge for handling.
Polishing and Finishing: One of the most important steps in steel utensil production is the polishing and finishing process. Stainless steel utensils require a smooth, shiny surface that is not only aesthetically pleasing but also functional. Polishing machines are used to buff and smooth the surface of the utensils, removing any scratches or imperfections left by the forming process.
Electropolishing for a High Shine: In some cases, especially for high-end or premium utensils, electropolishing is used to achieve a bright, mirror-like finish. Electropolishing is a chemical process that removes a thin layer of metal from the surface, leaving behind a highly reflective finish that is resistant to corrosion and easy to clean.
Handle Attachment (if applicable): For utensils like ladles, serving spoons, and spatulas, handles must be attached after the main body of the utensil has been formed. Handles are typically made from stainless steel, plastic, or wood, depending on the type of utensil and its intended use. The attachment process varies depending on the material used for the handle.
Welding or Riveting for Steel Handles: Stainless steel handles are usually welded or riveted onto the main body of the utensil. These attachment methods provide strong, durable connections that can withstand frequent use and high heat.
Quality Control and Packaging: After the utensils are manufactured, they undergo a final inspection to ensure that they meet quality standards. This includes checking for defects in the surface finish, proper attachment of handles, and ensuring that the utensils are the correct size and shape. Once inspected, the utensils are cleaned, dried, and packaged for shipment.
Quality Assurance for Food Safety: Stainless steel utensils must meet food safety standards, ensuring that they are non-reactive, corrosion-resistant, and free of contaminants. Manufacturers use strict quality control measures to ensure that each utensil is safe for food contact.
Applications of Steel Utensils Making Machines
Household Utensils: The majority of steel utensils making machines are used to produce common household kitchen items such as plates, bowls, serving spoons, ladles, and cutlery. These items must be durable enough to withstand daily use, exposure to heat, and frequent washing.
Commercial Kitchen Utensils: Professional chefs and commercial kitchens require heavy-duty utensils that can endure constant use in high-heat environments. Steel utensils making machines for commercial products focus on producing thicker, more robust utensils that can handle more rigorous conditions.
Catering and Hospitality Industry: The catering and hospitality sectors often use custom-branded or highly polished utensils for serving food. Steel utensils making machines used in this industry are typically geared toward producing utensils with fine finishes, intricate designs, or engraved logos for branding purposes.
Advantages of Steel Utensils Making Machines
High Efficiency: These machines are designed for high-volume production, allowing manufacturers to produce large quantities of utensils in a short period. This efficiency is especially important for meeting the demands of mass markets such as household goods and commercial kitchens.
Consistency in Quality: Automated steel utensils making machines ensure uniformity and precision across all products, reducing the likelihood of defects. Consistent quality is essential for utensils that must meet strict food safety and durability standards.
Durability and Strength: The use of hydraulic presses for deep drawing ensures that each utensil is strong and durable, capable of withstanding frequent use and exposure to high temperatures. The strength of stainless steel, combined with the seamless construction achieved through deep drawing, makes these utensils long-lasting.
Versatility: Steel utensils making machines are capable of producing a wide range of products, from simple kitchen tools to intricately designed serving utensils. This versatility allows manufacturers to cater to various markets, from budget-friendly household items to high-end, luxury utensils.
Cost-Effectiveness: Automated production reduces labor costs and material waste, making the manufacturing process more cost-effective. This allows manufacturers to produce high-quality utensils at competitive prices, benefiting both consumers and businesses.
Steel utensils making machines are vital in the production of kitchen tools and cutlery, providing the technology and precision needed to meet the diverse demands of consumers and professionals alike. The versatility and efficiency of these machines ensure that steel utensils remain a staple in kitchens worldwide.
Cold Press Moulding Process
Applications of CNC Metal Spinning
The cold press moulding process is a manufacturing technique used to form complex shapes from materials such as metal powders, plastics, rubbers, or composite materials without the application of heat. This process is widely used in industries that require high precision, strength, and durability in the final product. Cold pressing involves placing the material into a mold and applying pressure to shape it into the desired form. Since no heat is used, this process preserves the material’s intrinsic properties, such as hardness, elasticity, or chemical resistance.
Cold press moulding is used in various applications, including metal forming, rubber component production, and the creation of composite materials for automotive, aerospace, and consumer goods industries. The process is highly versatile and can be used to create a wide range of products with complex geometries and tight tolerances.
Key Steps in Cold Press Moulding
Material Preparation: The first step in cold press moulding is the preparation of the raw material. For metal components, this may involve mixing metal powders with binders or lubricants to create a uniform mixture that can be pressed into a mold. In the case of rubbers or composites, the raw materials may be pre-mixed or combined with other additives to achieve the desired properties.
Powder Metallurgy for Metal Parts: In powder metallurgy, metal powders such as iron, aluminum, or titanium are mixed with a binder to help the particles adhere together during the pressing process. The mixture must be uniform to ensure consistent material properties throughout the final product.
Filling the Mold: The prepared material is then placed into a precision-engineered mold. The mold is designed to match the exact dimensions and shape of the final product, ensuring that the material fills the mold evenly. This step is critical for achieving the desired shape and ensuring that there are no voids or inconsistencies in the material.
Mold Design for Complex Shapes: Cold press moulding is particularly useful for creating parts with complex geometries, intricate details, or thin walls. The mold must be designed with precision to ensure that the material flows into every part of the mold and that the final product meets dimensional specifications.
Pressing and Compaction: Once the material is in the mold, a high-pressure press is used to compact the material into the desired shape. The pressure forces the material to conform to the shape of the mold, creating a dense, solid part. This step is critical for ensuring the strength and structural integrity of the final product.
Hydraulic Presses for Cold Moulding: Hydraulic presses are commonly used in cold press moulding due to their ability to apply consistent, high pressure. These presses ensure that the material is compacted evenly throughout the mold, preventing weak spots or imperfections.
Demolding: After the material has been pressed and compacted, the mold is opened, and the finished part is removed. Depending on the material used, the part may require additional finishing or curing steps to achieve the desired mechanical properties.
Careful Demolding to Prevent Damage: The demolding process must be done carefully to avoid damaging the part, especially if the material is fragile or brittle. Precision molds and careful handling are essential to ensure that the part retains its shape and structural integrity.
Finishing and Inspection: Once the part has been demolded, it may undergo additional finishing steps, such as trimming, sanding, or polishing, to achieve the desired surface finish and remove any excess material. The part is then inspected for defects, such as cracks, voids, or dimensional inconsistencies, before it is approved for use.
Quality Control: Cold press moulding requires strict quality control to ensure that each part meets the required specifications. Automated inspection systems are often used to check the dimensions, surface finish, and material properties of the finished parts.
Applications of Cold Press Moulding
Automotive Industry: Cold press moulding is widely used in the automotive industry to produce parts that require high strength, durability, and precision. Metal components such as gears, bearings, and structural parts are often manufactured using cold pressing techniques to achieve the necessary performance characteristics.
Powder Metallurgy for Automotive Parts: In powder metallurgy, metal powders are compacted and formed into parts such as brake pads, gears, and camshafts. Cold pressing allows for the precise shaping of these components, ensuring high strength and wear resistance.
Aerospace Industry: The aerospace industry relies on cold press moulding to create lightweight, high-strength components for aircraft and spacecraft. Composite materials, which combine different materials to achieve specific properties, are often formed using cold pressing techniques.
Cold Pressing for Composite Materials: Cold press moulding is used to form composite materials such as carbon fiber reinforced polymers (CFRP), which are used in aircraft structures, wings, and fuselage components. These materials offer excellent strength-to-weight ratios, making them ideal for aerospace applications.
Consumer Goods Manufacturing: Cold press moulding is also used in the production of consumer goods, such as electronic housings, kitchen appliances, and furniture components. The process allows for the efficient production of durable, high-quality parts with complex shapes.
Cold Press Moulding for Electronics: In the electronics industry, cold pressing is used to produce metal and plastic housings for devices such as smartphones, laptops, and televisions. The process ensures precise dimensions and smooth finishes, which are critical for the aesthetics and functionality of consumer electronics.
Advantages of the Cold Press Moulding Process
Material Integrity: Since no heat is used in the cold press moulding process, the material’s properties remain intact, preserving its strength, hardness, or elasticity. This makes cold press moulding ideal for materials that are sensitive to high temperatures or that would lose their desired properties if exposed to heat.
Precision: Cold press moulding allows for the production of parts with tight tolerances and intricate details. The pressure applied during the process ensures that the material fills the mold completely, creating precise, uniform parts.
Efficiency: The cold press moulding process is highly efficient, especially for high-volume production. Once the mold and material are prepared, the process can be repeated quickly and consistently, making it ideal for mass production.
Cost-Effective: Cold press moulding is often more cost-effective than other forming methods, as it requires less energy (no heating) and minimal post-processing. The reduced need for energy consumption and the elimination of additional curing steps can lower manufacturing costs.
Versatility: Cold press moulding is a versatile process that can be used with a wide range of materials, from metals and ceramics to rubbers and plastics. This versatility makes it useful in various industries, from automotive and aerospace to consumer goods and electronics.
The cold press moulding process is a vital manufacturing technique that offers numerous benefits, including high precision, material integrity, and efficiency. It is widely used across industries to produce parts and components with complex shapes, tight tolerances, and excellent mechanical properties.
Beading Machine
Beading Machine Price
A beading machine is a versatile tool used in metalworking to form beads, or raised ridges, on the surface of sheet metal. Beading adds strength, stiffness, and durability to the metal, preventing it from warping or bending under stress. It is a crucial process in the production of metal parts for various industries, including automotive, aerospace, HVAC, and construction. The beading machine is often used to create decorative or functional ridges in materials like aluminum, steel, or copper.
Beading machines come in both manual and powered versions, and they are designed to handle various gauges of sheet metal. The machine typically consists of two rollers—an upper and lower roller—through which the sheet metal is passed. The pressure between these rollers creates a bead along the edge or surface of the sheet metal.
Key Uses of Beading Machines
Strengthening Metal Panels: One of the primary uses of beading machines is to add strength to sheet metal panels. The bead stiffens the material, allowing it to withstand greater forces without buckling or bending. This is particularly important for large, flat panels used in the automotive and aerospace industries, where weight reduction is crucial, but strength cannot be compromised.
Automotive Applications: Beading machines are commonly used to create stiffening beads in automotive body panels, including floor pans, roofs, and doors. These beads reinforce the panels, allowing them to maintain structural integrity while reducing material thickness to save weight.
HVAC Ductwork: Beading is also widely used in the fabrication of HVAC ductwork. The beads help to reinforce the sheet metal used in ducts, making them more resistant to pressure changes and airflow stresses. This ensures that the ductwork remains rigid and maintains its shape during operation.
Forming Decorative Beads: In addition to strengthening sheet metal, beading machines can also be used to create decorative patterns. Beads can be formed in various shapes and sizes, adding an aesthetic element to metal parts. This is common in metal furniture, lighting fixtures, and architectural elements where both form and function are important.
Decorative Metalwork: Metalworkers often use beading machines to create intricate patterns on metal for use in decorative applications. These patterns can be purely aesthetic or serve a dual purpose by adding strength while enhancing the visual appeal of the part.
Edge Beading for Seamless Joining: Beading machines are also used to form beads along the edges of metal sheets, which helps in joining them together. In applications like automotive or aircraft manufacturing, beaded edges are often used to create interlocking seams between two metal panels. This ensures a stronger, more seamless joint, which is essential for maintaining structural integrity.
Aircraft Skin Panels: In the aerospace industry, beaded edges are used to join lightweight aluminum panels to create the aircraft’s skin. The beads ensure a tight fit between the panels, reducing the need for additional fasteners and maintaining the aerodynamic integrity of the aircraft.
Pipe and Tube Beading: Beading machines are often used in the production of pipes and tubes, where beads are formed around the ends of the pipe. These beads help secure hoses or fittings when they are clamped onto the pipe, preventing slippage and creating a tight seal.
Exhaust Systems: Beading is commonly applied to the ends of exhaust pipes in automotive and industrial applications. The bead creates a secure connection between the exhaust pipe and other components, such as mufflers or catalytic converters, ensuring that the system remains leak-free.
Types of Beading Machines
Manual Beading Machines: Manual beading machines are operated by hand and are commonly used in small-scale or custom metalworking shops. These machines are simple to operate and offer precise control over the beading process, making them ideal for projects where detailed work or small production runs are required.
Flexibility for Custom Work: Manual beading machines are popular among metal fabricators who need to create custom pieces, as they allow for easy adjustments and offer flexibility in creating different bead patterns.
Electric and Pneumatic Beading Machines: For larger-scale production, powered beading machines, such as electric or pneumatic models, are commonly used. These machines provide higher efficiency and speed, allowing manufacturers to create beads on large sheets of metal quickly and consistently. Powered beading machines are used in industries such as automotive manufacturing, where speed and consistency are critical.
Automated Beading for Mass Production: In high-volume production settings, electric or pneumatic beading machines are often integrated into automated assembly lines. These machines allow for continuous operation, ensuring that beads are formed quickly and consistently on every part, improving efficiency.
Rotary Beading Machines: Rotary beading machines are designed for forming beads around the circumference of tubes, pipes, or circular objects. These machines are typically used in applications where the bead needs to be formed along a curved surface, such as in exhaust pipes, ventilation tubes, or decorative metal rings.
Beading for Pipe Manufacturing: Rotary beading machines are essential in the production of pipes and tubing used in industries like plumbing, automotive, and HVAC. The beaded ends of the pipes ensure a secure fit when attached to connectors, fittings, or hoses.
Advantages of Beading Machines
Enhanced Strength: By adding beads to sheet metal, beading machines significantly increase the strength and stiffness of the material without adding extra weight. This is especially important in industries like automotive and aerospace, where reducing weight while maintaining strength is critical to performance.
Improved Aesthetics: Beads can be both functional and decorative, allowing manufacturers to create visually appealing metal parts that also offer increased structural integrity. This makes beading machines versatile for both industrial and artistic applications.
Versatility: Beading machines can be used on a wide variety of materials, including steel, aluminum, copper, and stainless steel. This makes them highly versatile, as they can be applied across different industries, from construction to decorative metalwork.
Cost Efficiency: By adding strength to thinner sheets of metal, beading machines allow manufacturers to reduce material usage without compromising on the structural performance of the part. This leads to cost savings on raw materials and overall production.
Applications of Beading Machines
Automotive Industry: Beading machines are extensively used in the automotive sector to reinforce panels, create decorative features, and secure parts like exhaust systems. Beaded panels are stronger and lighter, contributing to better fuel efficiency and overall vehicle performance.
HVAC and Ductwork: Beads are commonly formed in HVAC ductwork to stiffen the thin metal used in air ducts. This helps prevent warping under pressure and ensures the ducts maintain their shape over time, which is critical for efficient air flow and energy consumption.
Aerospace Industry: In aerospace manufacturing, beading is used to strengthen lightweight aluminum panels that form the skin of aircraft. Beading ensures that the panels can withstand the stresses of flight while keeping the overall weight of the aircraft to a minimum.
Decorative Metalwork: Metalworkers use beading machines to create decorative patterns on various metal products, including furniture, lighting fixtures, and architectural features. Beading adds both texture and visual interest to the finished product while enhancing its structural integrity.
Beading machines are indispensable tools in metalworking, offering the ability to enhance both the strength and appearance of sheet metal parts. Whether used for industrial or decorative applications, these machines provide versatility, efficiency, and precision in metal fabrication.
Mini Hydraulic Press Brake
Components of a Press Brake Machine
A mini hydraulic press brake is a compact version of a traditional press brake, designed to bend and form smaller pieces of sheet metal using hydraulic pressure. These machines are typically used in small workshops, prototyping labs, or specialized manufacturing facilities where space is limited, and smaller-scale production is required. Despite their compact size, mini hydraulic press brakes offer the same precision and versatility as larger press brakes, making them an ideal choice for fabricators working on smaller parts or short production runs.
The primary function of a press brake, whether mini or full-sized, is to bend sheet metal into predetermined shapes. The hydraulic system in these machines provides the force needed to press the metal into a die, creating bends at precise angles. The “mini” version is especially suitable for intricate work where precision is paramount, such as in custom metal fabrication, jewelry making, and electronics enclosures.
Features of Mini Hydraulic Press Brakes
Compact Design: Mini hydraulic press brakes are designed to occupy minimal floor space while still providing the functionality of a full-sized press brake. This compact design makes them ideal for small workshops, mobile operations, or facilities with space constraints. They are often bench-mounted or stand-alone units that can be easily moved or adjusted as needed.
Portability for Small Workshops: Due to their compact size, mini press brakes can be transported between different workstations or job sites, offering flexibility for metalworkers who need a versatile bending solution without the need for large machinery.
Hydraulic Power System: Like larger press brakes, mini hydraulic press brakes use a hydraulic system to generate the force required to bend metal. Hydraulic systems offer smooth, controlled movement, which allows for precise bends and consistent performance. The hydraulic power ensures that even though the machine is smaller, it can still handle significant bending forces.
Consistent Force Application: The hydraulic system provides consistent pressure throughout the bending process, ensuring that each bend is accurate and repeatable. This is particularly important in industries where precision is critical, such as electronics or medical device manufacturing.
Adjustable Bending Angle and Back Gauge: Mini hydraulic press brakes are equipped with adjustable bending angles, allowing operators to create custom bends at specific angles. Additionally, most machines feature a back gauge that can be set to control the depth of the bend, ensuring that each piece of metal is formed to the correct dimensions.
Precision Bending for Complex Parts: The adjustable features of a mini hydraulic press brake allow metalworkers to create intricate parts with high levels of precision. This makes them ideal for applications like prototype development, custom metalwork, or small-batch production runs.
Foot Pedal Operation: Many mini hydraulic press brakes come with foot pedal controls, allowing operators to keep both hands free for positioning the workpiece. The foot pedal controls the movement of the hydraulic ram, providing precise control over the bending process.
Hands-Free Operation for Safety: Foot pedal operation improves safety and efficiency, as it allows the operator to focus on properly positioning the metal sheet while controlling the bending process with their foot. This reduces the risk of errors or accidents during operation.
Applications of Mini Hydraulic Press Brakes
Prototyping and Small-Batch Production: Mini hydraulic press brakes are widely used in prototyping and small-batch production, where precision and flexibility are essential. These machines are ideal for fabricators who need to create custom parts or small runs of products with unique designs or tight tolerances.
Prototyping for Electronics Enclosures: Mini press brakes are often used to create metal enclosures for electronic devices, where precise bends are required to ensure the enclosure fits the internal components correctly. The compact size of the machine allows for detailed work on smaller sheets of metal.
Custom Metal Fabrication: Small workshops and custom metal fabricators use mini hydraulic press brakes to create specialized parts and components for various industries. The machines are ideal for producing small, intricate pieces that require high levels of precision, such as custom brackets, fixtures, and metal art.
Jewelry Making and Artistic Metalwork: Mini hydraulic press brakes are also used in the creation of custom jewelry and artistic metal pieces, where precise bending and shaping are necessary to achieve the desired aesthetic and functional results.
Automotive and Aerospace Components: In the automotive and aerospace industries, mini hydraulic press brakes are used to create small, precision components such as brackets, clips, and mounting hardware. These machines are particularly useful in the production of prototypes or specialized parts for high-performance applications.
Precision Bending for Lightweight Components: The ability to precisely bend small parts makes mini hydraulic press brakes valuable in the automotive and aerospace sectors, where lightweight components with tight tolerances are essential for performance and safety.
HVAC and Ductwork Fabrication: HVAC technicians and fabricators often use mini hydraulic press brakes to create small duct components or custom fittings for ventilation systems. The precision and flexibility of these machines allow for the creation of specialized parts that fit perfectly into existing ductwork systems.
Custom Ductwork Fittings: Mini press brakes can be used to create custom elbows, joints, and other fittings needed for HVAC installations. The compact size of the machine allows it to be used in smaller workshops or even on-site for quick adjustments.
Advantages of Mini Hydraulic Press Brakes
Space Efficiency: Mini hydraulic press brakes are designed for workshops with limited space, providing full bending capabilities in a compact footprint. This allows metalworkers to perform precision bends without the need for large, bulky equipment.
Precision and Versatility: Despite their smaller size, mini hydraulic press brakes offer the same level of precision as their larger counterparts. The adjustable bending angles and back gauge provide versatility, allowing for custom bends on various materials, including steel, aluminum, and copper.
Cost-Effective Solution: Mini hydraulic press brakes are typically more affordable than full-sized machines, making them an attractive option for small businesses, startups, or workshops that need professional-grade bending capabilities without the high cost of larger equipment.
Ease of Use: Mini hydraulic press brakes are easy to set up and operate, with user-friendly controls that allow operators to quickly adjust the machine for different bending tasks. The foot pedal operation adds convenience and improves safety during the bending process.
Portability: Many mini hydraulic press brakes are designed to be portable, allowing them to be moved between workstations or job sites as needed. This mobility makes them ideal for small-scale operations or workshops that require flexibility in their manufacturing process.
Materials Handled by Mini Hydraulic Press Brakes
Steel and Stainless Steel: Mini hydraulic press brakes are capable of bending various gauges of steel and stainless steel, making them suitable for industries where corrosion resistance and strength are critical.
Aluminum: Aluminum is a commonly used material in aerospace, automotive, and electronics industries. Mini hydraulic press brakes provide the precision required to bend aluminum sheets without causing cracks or distortions.
Copper and Brass: These softer metals are often used in decorative metalwork, electrical components, and plumbing fixtures. Mini hydraulic press brakes can handle these materials with ease, ensuring precise bends without damaging the material.
Mini hydraulic press brakes offer a versatile and space-efficient solution for fabricators who require precise bending capabilities in a compact form. These machines are ideal for small workshops, prototyping, and custom metal fabrication, providing the accuracy and flexibility needed to create high-quality metal components.
Grinding and Buffing
Buffing Wheels
Grinding and buffing are two essential processes in metalworking and manufacturing that improve the surface finish, remove material, and prepare metal parts for further processing or final use. Both processes involve the use of abrasive materials, but they serve different purposes. Grinding is typically a more aggressive material removal process used to shape metal parts, remove rough edges, or correct imperfections. Buffing, on the other hand, is used for polishing and smoothing the surface to achieve a shiny, aesthetically pleasing finish.
These processes are commonly used in industries such as automotive, aerospace, manufacturing, and metal fabrication. They play a crucial role in improving the functionality, appearance, and durability of metal products, from large structural components to intricate decorative items.
Grinding: Material Removal and Surface Preparation
Basics of Grinding: Grinding is a mechanical process in which an abrasive wheel or belt is used to wear down and remove material from a metal surface. The abrasive particles on the grinding wheel or belt cut into the metal, removing small chips to achieve the desired shape, size, or finish. Grinding is often used to remove excess material after casting, cutting, or welding operations.
Abrasive Wheels: Grinding wheels are made from materials such as aluminum oxide, silicon carbide, or diamond, and they come in various shapes and sizes depending on the application. The hardness and grain size of the wheel determine how much material can be removed and how smooth the surface will be after grinding.
Types of Grinding:
Surface Grinding: Surface grinding is used to create a smooth, flat surface on metal parts. A rotating abrasive wheel grinds down the surface, removing material to achieve a uniform finish. Surface grinding is commonly used for flat components like machine bases, blades, and sheet metal parts.
Cylindrical Grinding: In cylindrical grinding, a rotating workpiece is ground by a rotating abrasive wheel. This process is used for round or cylindrical objects, such as shafts, rollers, and pipes, to achieve high precision and smooth surfaces.
Centerless Grinding: Centerless grinding is a method used to grind cylindrical parts without the need for a central axis or spindle. The part is supported between two rotating wheels, and the grinding is done by the abrasive wheel. This method is efficient for mass production of small, precise cylindrical parts, such as fasteners, rods, or pins.
Applications of Grinding:
Automotive Industry: Grinding is widely used in the automotive industry to finish engine components, transmission parts, and brake rotors. Grinding ensures that these parts meet tight tolerances and have the smooth surfaces necessary for proper functioning and longevity.
Tool and Die Manufacturing: Grinding is an essential process in the tool and die industry for sharpening cutting tools, shaping dies, and creating molds. Precision grinding allows for the creation of complex geometries with exact tolerances.
Construction and Fabrication: In construction, grinding is used to smooth welded joints, remove burrs from cut metal edges, and prepare surfaces for painting or coating. This improves both the structural integrity and appearance of metal components.
Buffing: Polishing and Surface Enhancement
Basics of Buffing: Buffing is the process of polishing a metal surface to a high shine or smooth finish. It uses softer abrasive materials, such as cloth or felt wheels combined with polishing compounds. Buffing removes fine scratches, imperfections, or oxidation and is often the final step in metal finishing processes to achieve a reflective or satin finish.
Buffing Compounds: Buffing compounds, such as rouge or tripoli, are applied to the buffing wheel to enhance the polishing effect. These compounds are available in various levels of abrasiveness, allowing for different levels of polishing, from light touch-ups to deep shine.
Types of Buffing:
Cut Buffing: Cut buffing is a more aggressive form of buffing used to remove scratches, weld marks, or surface oxidation from metal. It involves using a coarse buffing compound and a firm buffing wheel to remove material and smooth the surface.
Color Buffing: Color buffing is a finishing process that gives the metal a bright, shiny appearance. This is the final stage of buffing, where a soft wheel and fine polishing compound are used to bring out the luster of the metal. It is often used for decorative or high-visibility components.
Applications of Buffing:
Jewelry Making: Buffing is essential in jewelry manufacturing to achieve the smooth, polished surfaces that are characteristic of high-quality jewelry. It removes fine scratches and enhances the shine of metals like gold, silver, and platinum.
Automotive Detailing: Buffing is widely used in automotive detailing to polish and restore the shine to metal trim, chrome parts, and painted surfaces. It is also used to remove minor scratches and oxidation from vehicle surfaces, making cars look newer and more visually appealing.
Consumer Products: Many consumer products, such as kitchen appliances, metal furniture, and electronic enclosures, are buffed to give them a polished, professional appearance. Buffing ensures that these items have a smooth finish, free from imperfections, which enhances both their look and feel.
Advantages of Grinding and Buffing
Precision and Accuracy: Grinding provides high levels of precision, allowing manufacturers to achieve tight tolerances and specific dimensions. This is crucial in industries like aerospace and automotive, where small deviations can lead to performance issues.
Surface Quality: Both grinding and buffing improve surface quality by removing imperfections and creating smooth, consistent finishes. This enhances the aesthetic appeal of metal parts and prepares them for further processing, such as painting or coating.
Increased Durability: By removing surface defects and imperfections, grinding and buffing help improve the strength and durability of metal parts. Smooth surfaces are less prone to wear, corrosion, and fatigue, ensuring longer-lasting components.
Improved Functionality: Grinding ensures that parts meet exact specifications, allowing them to function correctly in their intended applications. For example, smooth and precise surfaces on engine components ensure better performance, while polished surfaces on consumer products improve user experience.
Differences Between Grinding and Buffing
Material Removal: Grinding is primarily a material removal process used to shape and refine metal parts. It removes a significant amount of material to correct surface irregularities or achieve specific dimensions. Buffing, on the other hand, is a polishing process that removes very little material, focusing on improving surface appearance rather than altering the shape.
Abrasiveness: Grinding uses hard abrasive materials such as silicon carbide or diamond, making it suitable for removing tough materials and shaping parts. Buffing uses softer abrasives combined with polishing compounds, making it ideal for finishing and smoothing metal surfaces.
Finish: Grinding leaves a relatively rough surface compared to buffing. While grinding is used for shaping and preparing the metal, buffing creates a smooth, polished finish, giving the part its final appearance.
Grinding and buffing are complementary processes that play a crucial role in metalworking. Grinding provides the precision and material removal necessary to shape and prepare metal parts, while buffing enhances the surface finish and gives the metal a polished, professional look. Together, these processes ensure that metal components meet the highest standards of quality, durability, and functionality.
How to Smooth Metal
Forming Process with Sheet Metal Spinning Machine
Smoothing metal involves a variety of techniques and processes aimed at achieving a polished, even surface that is free from imperfections like scratches, burrs, and rough spots. Smoothing is a critical step in metalworking, often used in the final stages of production to prepare the metal for finishing processes such as painting, coating, or plating. Whether the goal is aesthetic appeal or functional performance, smoothing metal ensures that the surface is uniform and free of defects.
The techniques used to smooth metal depend on the type of material, the level of finish required, and the size and shape of the part. Common processes include filing, sanding, grinding, buffing, and polishing, each offering different levels of surface refinement.
Key Techniques for Smoothing Metal
Filing: Filing is one of the simplest methods for smoothing metal, using hand tools to manually remove rough spots, burrs, and other imperfections from the surface. Files are made from hardened steel and come in various shapes and sizes, allowing for precise control over material removal. This technique is often used for small-scale or detailed work, such as smoothing the edges of cut metal sheets or finishing intricate metal components.
Hand Files: Hand files are available in different grades of coarseness, from coarse to fine. Coarse files remove larger amounts of material quickly, while fine files are used for detailed finishing work.
Precision Filing: In industries like jewelry making or fine metalwork, precision filing is used to achieve smooth, uniform edges and surfaces on small, delicate parts. Files can be used to remove burrs, shape metal, and refine the surface before final polishing.
Sanding: Sanding is a common technique for smoothing metal, using abrasive materials such as sandpaper or sanding discs to gradually wear down the surface. Sanding is often used to prepare metal parts for painting, coating, or further finishing processes. It can be done manually or with power tools, depending on the size of the part and the level of finish required.
Manual Sanding: For smaller parts or detailed work, sandpaper is used by hand to smooth the metal surface. Starting with a coarse grit and gradually moving to finer grits allows for effective smoothing without damaging the surface.
Power Sanding: Electric sanders, such as belt sanders or orbital sanders, are used for larger parts or when more material needs to be removed quickly. These machines use rotating sanding pads or belts to evenly smooth the metal surface.
Grinding: Grinding is a more aggressive method of smoothing metal, using abrasive wheels or belts to remove material and eliminate surface imperfections. It is commonly used for parts that require significant material removal, such as welded joints or cast metal components. Grinding is also used to create flat, even surfaces on large metal sheets or structural components.
Surface Grinding: Surface grinding is used to achieve a smooth, flat surface on metal parts. A rotating abrasive wheel grinds down the surface, removing material to create a uniform finish. This technique is widely used in the fabrication of flat metal parts or plates.
Edge Grinding: Grinding is also used to smooth the edges of metal parts after cutting or welding. By removing burrs and rough spots, grinding ensures that the edges are smooth and safe to handle.
Buffing and Polishing: Buffing and polishing are finishing processes used to achieve a high-gloss, smooth surface on metal. Buffing involves the use of soft cloth wheels combined with polishing compounds to remove fine scratches and imperfections. Polishing is the final step, using finer abrasives to achieve a mirror-like finish.
Buffing Compounds: Buffing compounds, such as rouge or tripoli, are applied to the buffing wheel to enhance the polishing effect. These compounds come in varying levels of abrasiveness, allowing for different degrees of polishing.
Polishing for Aesthetic Finish: Polishing is commonly used for decorative metalwork, jewelry, and consumer products where a smooth, reflective surface is desired. It is the final step in smoothing, giving the metal a professional, finished appearance.
Deburring: Deburring is the process of removing small, sharp protrusions or burrs from the surface of metal parts. These burrs are often created during cutting, drilling, or machining operations and must be removed to ensure a smooth, safe surface. Deburring can be done manually with files or abrasive pads, or with specialized deburring machines that automate the process.
Mechanical Deburring: Mechanical deburring machines use rotating brushes or abrasive media to remove burrs and smooth the edges of metal parts. This process is highly efficient for mass production of small to medium-sized metal components.
Thermal Deburring: In some cases, thermal deburring is used to remove burrs from complex or internal surfaces. This process involves using a controlled explosion to vaporize the burrs, leaving behind a smooth surface.
Electropolishing: Electropolishing is an electrochemical process that smooths and polishes metal surfaces by removing a thin layer of material. This technique is often used for stainless steel and other corrosion-resistant metals to create a smooth, shiny surface that is free from burrs and micro-defects. Electropolishing is commonly used in industries where hygiene and precision are critical, such as medical device manufacturing and food processing.
Applications in Stainless Steel Finishing: Electropolishing is frequently used for stainless steel kitchen appliances, surgical instruments, and pharmaceutical equipment to achieve a smooth, non-porous surface that is easy to clean and resistant to corrosion.
Applications of Metal Smoothing
Automotive Industry: Smoothing metal is essential in the automotive industry, where metal parts must meet precise tolerances and have smooth surfaces to function correctly. Smoothing is used on components such as engine blocks, transmission parts, and body panels to ensure they fit together seamlessly and perform reliably.
Aerospace Industry: In aerospace manufacturing, smooth surfaces are critical for reducing drag and ensuring the structural integrity of aircraft components. Smoothing processes are used on parts such as turbine blades, fuselage panels, and landing gear to ensure that they meet the high standards of performance and safety required in aviation.
Jewelry and Decorative Metalwork: Smoothing metal is a crucial step in the production of jewelry and decorative metal items. Fine filing, sanding, and polishing techniques are used to create smooth, shiny surfaces that enhance the aesthetic appeal of the finished product.
Manufacturing and Fabrication: Smoothing metal is a standard process in manufacturing and fabrication, used to prepare metal parts for assembly, painting, or coating. Smoothing ensures that parts fit together correctly, look professional, and meet quality standards.
Benefits of Smoothing Metal
Improved Aesthetics: Smoothing processes enhance the appearance of metal parts by removing imperfections, scratches, and burrs. A smooth, polished surface looks more professional and appealing, especially for consumer products, decorative items, or automotive body parts.
Increased Durability: Smoothing metal removes sharp edges, rough spots, and surface defects that can weaken the material and lead to wear or corrosion. Smooth surfaces are less prone to damage, increasing the durability and longevity of metal parts.
Enhanced Functionality: Smoothing metal ensures that parts fit together properly during assembly, improving the functionality and performance of the final product. Smooth surfaces also reduce friction and wear in moving parts, leading to better efficiency and longer operational life.
Safety: Removing burrs and sharp edges from metal parts ensures that they are safe to handle and use, reducing the risk of injury during assembly or operation. This is particularly important for consumer products, medical devices, and industrial equipment.
Smoothing metal is an essential part of the metalworking process, ensuring that metal parts are functional, durable, and visually appealing. Whether for industrial applications, consumer products, or decorative items, smoothing techniques like filing, sanding, grinding, and polishing play a crucial role in achieving high-quality metal finishes.
Wheel Manufacturing Equipment
Wheel Manufacturing Machines
Wheel manufacturing equipment encompasses the machinery and tools used to produce wheels for various applications, including automotive, aerospace, industrial, and commercial uses. The manufacturing process for wheels involves several key stages, from material preparation and forming to finishing and quality control. Modern wheel production relies heavily on automated equipment to ensure precision, consistency, and efficiency in the manufacturing process.
Wheels are typically made from materials such as steel, aluminum, magnesium alloys, and composites, each requiring specialized equipment to produce durable, lightweight, and high-performance wheels. The type of equipment used depends on the material, the size of the wheels, and the intended application, but the goal is always to produce wheels that meet stringent safety, performance, and durability standards.
Key Types of Wheel Manufacturing Equipment
Casting Machines for Alloy Wheels: For alloy wheels, especially aluminum or magnesium wheels, casting is a common method of production. Casting machines are used to form the basic shape of the wheel by pouring molten metal into a mold. There are different casting methods, including gravity casting, low-pressure casting, and high-pressure casting, each offering specific advantages depending on the design and performance requirements.
Gravity Casting: In gravity casting, molten metal is poured into a mold and allowed to cool and solidify. This process is relatively simple and cost-effective, making it suitable for producing standard alloy wheels. However, gravity-cast wheels tend to be heavier and less strong than wheels produced using more advanced methods.
Low-Pressure Casting: Low-pressure casting involves forcing molten metal into the mold under low pressure. This method results in a more uniform and denser material, improving the strength and durability of the wheel. Low-pressure casting is commonly used for producing high-quality alloy wheels that offer better performance and weight reduction.
High-Pressure Casting (Die Casting): High-pressure casting uses significant pressure to inject molten metal into the mold, creating a denser, stronger wheel. This method is often used for manufacturing wheels that require high strength-to-weight ratios, such as those used in performance vehicles or aerospace applications.
Forging Machines for High-Performance Wheels: Forging is a manufacturing process that uses heat and pressure to form metal into the desired shape. Forged wheels are made by heating a billet of metal, typically aluminum or magnesium, and pressing it into a wheel mold using high-pressure forging machines. The forging process aligns the metal’s grain structure, resulting in a wheel that is significantly stronger, lighter, and more durable than cast wheels.
Hydraulic Press Forging Machines: Hydraulic presses are used to apply immense pressure to the heated metal billet, forcing it into the shape of the wheel. This process produces forged wheels that are lightweight yet extremely strong, making them ideal for high-performance vehicles and racing applications.
Rotary Forging Machines: Rotary forging is a specialized forging technique where the metal is rotated as it is forged into shape. This process allows for more precise control over the wheel’s thickness and weight distribution, resulting in wheels with optimized strength and performance characteristics.
CNC Machining for Wheel Finishing: After casting or forging, wheels often undergo CNC (Computer Numerical Control) machining to refine their shape and add design elements. CNC machines use computer-controlled cutting tools to precisely mill, drill, or engrave details into the wheel. This process is essential for creating intricate designs, reducing weight, and ensuring that the wheel meets exact specifications.
CNC Lathe Machines: CNC lathe machines are used to turn the wheel and remove excess material, ensuring that the wheel has a smooth, uniform surface. This step is crucial for achieving a high-quality finish and ensuring that the wheel is perfectly balanced.
CNC Milling Machines: CNC milling machines are used to add features such as spokes, holes for lug nuts, and other design elements. The precision of CNC milling allows manufacturers to create complex wheel designs while maintaining structural integrity and weight reduction.
Heat Treatment and Strengthening: Heat treatment is a critical step in the wheel manufacturing process, especially for aluminum and steel wheels. Heat treatment improves the material’s strength, hardness, and resistance to fatigue, making the wheel more durable and capable of withstanding the stresses of driving. The process involves heating the wheel to a specific temperature and then rapidly cooling it to alter the metal’s microstructure.
T6 Heat Treatment for Aluminum Wheels: Aluminum wheels often undergo a T6 heat treatment, which involves heating the wheel to a high temperature and then quenching it in water or air. This process increases the wheel’s tensile strength and makes it more resistant to cracking or deformation under load.
Painting and Coating Equipment: Once the wheel has been machined and heat-treated, it is coated with protective finishes to enhance its appearance and protect it from corrosion, UV damage, and wear. Wheel painting and coating equipment is used to apply finishes such as powder coating, clear coats, or anodized finishes. These coatings not only improve the aesthetics of the wheel but also provide a protective barrier against the elements.
Powder Coating Machines: Powder coating involves applying a dry powder to the wheel’s surface and then baking it in an oven to cure the coating. This process results in a durable, uniform finish that is resistant to chipping, scratching, and corrosion.
Anodizing Equipment: Anodizing is used to create a corrosion-resistant oxide layer on aluminum wheels. The anodizing process involves immersing the wheel in an acid bath and applying an electrical current to create a protective layer that enhances the wheel’s durability and aesthetic appeal.
Balancing and Testing Equipment: After the wheels are manufactured, they must be tested and balanced to ensure they meet safety and performance standards. Wheel balancing equipment is used to detect any imbalances in the wheel that could cause vibration or uneven wear during use. Additionally, testing machines are used to simulate real-world driving conditions and measure the wheel’s strength, durability, and resistance to impact.
Wheel Balancing Machines: These machines spin the wheel at high speeds to detect any imbalances in weight distribution. Weights are then added to the wheel to ensure it rotates evenly, preventing vibrations that could affect vehicle performance.
Impact Testing Machines: Impact testing machines simulate collisions or heavy impacts to ensure that the wheels can withstand extreme conditions without cracking or deforming. This testing is especially important for performance wheels used in racing or off-road applications.
Applications of Wheel Manufacturing Equipment
Automotive Industry: The automotive industry is one of the largest users of wheel manufacturing equipment, with millions of wheels produced annually for cars, trucks, and motorcycles. The equipment is used to produce a wide range of wheels, from budget-friendly steel wheels to high-performance forged alloy wheels for sports cars.
Alloy Wheels for Performance Vehicles: High-performance vehicles, such as sports cars and luxury sedans, often use alloy wheels that are lighter and stronger than standard steel wheels. Wheel manufacturing equipment is used to produce these lightweight wheels, improving the vehicle’s handling, acceleration, and fuel efficiency.
Aerospace Industry: In the aerospace industry, lightweight and high-strength wheels are critical for aircraft performance. Wheel manufacturing equipment is used to produce wheels for landing gear, which must withstand the enormous forces generated during takeoff and landing. Forging and CNC machining are commonly used to create the high-performance wheels required in this industry.
Landing Gear Wheels: Aircraft wheels are subjected to extreme stress during takeoff and landing, and they must be able to withstand high temperatures and heavy loads. Wheel manufacturing equipment used in the aerospace industry is designed to produce wheels with exceptional strength and durability.
Industrial and Heavy Machinery: Wheel manufacturing equipment is also used to produce wheels for industrial applications, such as heavy machinery, forklifts, and construction vehicles. These wheels must be highly durable to withstand the harsh conditions of industrial environments.
Heavy-Duty Steel Wheels: Industrial machinery often uses steel wheels due to their strength and resistance to wear. Wheel manufacturing equipment is used to form, machine, and heat-treat these wheels to ensure they can handle the heavy loads and rough conditions encountered in industrial settings.
Motorcycles and Bicycles: Wheels for motorcycles and bicycles are typically made from lightweight materials such as aluminum or carbon fiber. Wheel manufacturing equipment is used to produce wheels that offer a balance of strength, durability, and performance, while minimizing weight.
Carbon Fiber Bicycle Wheels: In the bicycle industry, carbon fiber wheels are prized for their light weight and aerodynamic properties. Specialized manufacturing equipment is used to produce these high-performance wheels, which are commonly used in racing and competitive cycling.
Advantages of Modern Wheel Manufacturing Equipment
Precision and Consistency: Modern wheel manufacturing equipment, especially CNC machining and forging machines, provides high levels of precision and consistency, ensuring that each wheel meets exact specifications. This is critical for performance, safety, and aesthetic appeal.
Material Efficiency: Advanced casting, forging, and machining techniques allow manufacturers to optimize material usage, reducing waste while maintaining the strength and durability of the wheels. This improves cost efficiency and sustainability in wheel production.
Customization and Flexibility: Wheel manufacturing equipment allows for the production of a wide variety of wheel designs, from standard steel wheels to custom alloy wheels with intricate patterns. This flexibility enables manufacturers to meet the diverse needs of the automotive, aerospace, and industrial markets.
Improved Performance and Durability: The combination of forging, CNC machining, and heat treatment ensures that modern wheels are lighter, stronger, and more durable than ever before. This results in improved vehicle performance, fuel efficiency, and safety.
Cost-Effectiveness: Automated wheel manufacturing equipment allows for high-volume production while maintaining consistent quality, reducing labor costs and production time. This makes it possible to produce high-quality wheels at competitive prices.
Wheel manufacturing equipment plays a crucial role in producing the high-performance, durable wheels used in various industries. Whether for cars, aircraft, or heavy machinery, the precision and efficiency of modern equipment ensure that wheels meet the highest standards of safety, performance, and aesthetics.
Wheel Manufacturing Machines
Wheel Manufacturing Machines
Wheel manufacturing machines refer to the specialized equipment used throughout the entire production process of wheels, from forming the raw materials to finishing and testing the final product. These machines are crucial in creating wheels that meet precise specifications for size, weight, strength, and performance. The manufacturing process varies depending on the type of wheel—whether for automotive, aerospace, or industrial use—and the material, such as steel, aluminum, or composite.
Wheel manufacturing involves multiple stages, including casting or forging, CNC machining, heat treatment, surface finishing, and quality control testing. Each stage requires specific machines designed to handle the intricacies of shaping, strengthening, and finishing the wheels to meet industry standards.
Key Types of Wheel Manufacturing Machines
Casting Machines: Casting is one of the primary methods used to produce alloy wheels, especially those made from aluminum or magnesium. Casting machines pour molten metal into molds to form the wheel’s basic shape. Depending on the specific casting method, the machines may use gravity, low pressure, or high pressure to fill the mold and create the wheel.
Low-Pressure Casting Machines: These machines use a low-pressure system to inject molten metal into the wheel mold. Low-pressure casting creates denser, more uniform wheels with fewer air pockets or defects, resulting in higher-quality wheels.
High-Pressure Die Casting Machines: In high-pressure casting, the molten metal is forced into the mold under significant pressure, creating a very strong and precise wheel. This method is ideal for high-performance alloy wheels that require strength and lightweight properties.
Forging Machines: Forging machines are used to create wheels from solid billets of metal. The forging process involves heating the metal and then pressing it into shape using high-pressure hydraulic presses. Forged wheels are known for their superior strength and lightweight properties, making them ideal for high-performance vehicles and racing applications.
Hydraulic Forging Presses: Hydraulic presses apply thousands of tons of pressure to the heated metal, shaping it into the wheel. The high-pressure forging process aligns the metal’s grain structure, making the wheel stronger and more durable than cast alternatives.
CNC Machines: CNC (Computer Numerical Control) machines are essential in wheel manufacturing, particularly for refining the shape, drilling holes for lug nuts, and adding design elements. CNC machines use computer-controlled cutting tools to precisely machine the wheel, ensuring accuracy and consistency across large production runs.
CNC Lathes: CNC lathe machines are used to turn the wheel and remove excess material from the outer edges, ensuring that the wheel is perfectly round and smooth. This process is critical for achieving a balanced wheel that performs well at high speeds.
CNC Milling Machines: These machines are used to add intricate details, such as spoke designs, logos, and other aesthetic features. CNC milling also ensures that the wheel’s weight is optimized, improving its overall performance and handling characteristics.
Heat Treatment Furnaces: Heat treatment is a crucial step in the manufacturing process for alloy wheels. Heat treatment machines, such as furnaces or ovens, are used to heat the wheel to a specific temperature and then cool it rapidly. This process improves the wheel’s strength, hardness, and resistance to fatigue, making it more durable and capable of withstanding the stresses of driving.
T6 Heat Treatment Furnaces: Aluminum wheels often undergo T6 heat treatment, which involves heating the wheel to a high temperature and then rapidly cooling it. This process increases the wheel’s tensile strength and improves its resistance to cracking and deformation.
Finishing Machines: Finishing machines are used to apply protective coatings and finishes to the wheel, enhancing its appearance and protecting it from corrosion, wear, and environmental damage. These machines can apply various types of finishes, including powder coatings, clear coats, and anodized finishes.
Powder Coating Machines: Powder coating machines apply a dry powder finish to the wheel, which is then baked in an oven to create a durable, protective coating. Powder coating is highly resistant to chipping, scratching, and corrosion, making it a popular choice for both aesthetic and functional finishes.
Anodizing Equipment: Anodizing is a process used to enhance the corrosion resistance and durability of aluminum wheels. Anodizing machines apply an oxide layer to the surface of the wheel, improving its resistance to environmental factors like moisture and UV exposure.
Balancing and Testing Machines: After the wheel has been cast, forged, machined, and finished, it must undergo rigorous testing to ensure it meets safety and performance standards. Wheel balancing and testing machines are used to evaluate the wheel’s structural integrity, balance, and durability.
Wheel Balancing Machines: These machines spin the wheel to detect any weight imbalances that could cause vibration or uneven wear during use. Balancing ensures that the wheel rotates smoothly and evenly, which is essential for vehicle performance and safety.
Impact Testing Machines: Impact testing machines simulate real-world driving conditions, such as potholes or collisions, to ensure that the wheel can withstand extreme forces without cracking or deforming. This testing is critical for high-performance wheels used in racing, off-road driving, or other demanding applications.
Applications of Wheel Manufacturing Machines
Automotive Wheel Production: The automotive industry relies heavily on wheel manufacturing machines to produce wheels for cars, trucks, and motorcycles. Machines like casting machines, forging presses, and CNC lathes are used to create wheels that meet the specific performance and aesthetic requirements of different vehicles.
Alloy Wheels for Sports Cars: High-performance sports cars often require lightweight, strong wheels that can withstand the stresses of high-speed driving. Forged wheels, produced using advanced wheel manufacturing machines, offer the strength-to-weight ratio needed for these vehicles.
Aerospace Wheels: Wheel manufacturing machines are also used in the aerospace industry to produce wheels for aircraft landing gear. These wheels must be strong enough to handle the extreme forces encountered during takeoff and landing, while also being lightweight to improve fuel efficiency.
Forged Aluminum Aircraft Wheels: Forged aluminum wheels are commonly used in aircraft landing gear due to their combination of strength, durability, and light weight. Wheel manufacturing machines are used to produce these wheels with the precision required for aerospace applications.
Industrial and Heavy Machinery Wheels: Wheels for industrial and heavy machinery, such as forklifts, cranes, and construction equipment, are produced using wheel manufacturing machines. These wheels must be highly durable to withstand the tough conditions of industrial environments, including heavy loads, rough terrain, and constant use.
Steel Wheels for Heavy Machinery: Steel wheels, known for their strength and durability, are produced using specialized forging and machining equipment to ensure they can handle the intense stresses of industrial applications.
Advantages of Wheel Manufacturing Machines
High Precision and Consistency: Wheel manufacturing machines, especially CNC machining and forging equipment, provide high levels of precision and consistency. This ensures that every wheel produced meets exact specifications, which is critical for performance, safety, and longevity.
Efficiency and Speed: Modern wheel manufacturing machines are highly automated, allowing for the efficient production of large quantities of wheels. This reduces production time and costs, while maintaining consistent quality across all wheels.
Customization Capabilities: CNC machines and other advanced equipment allow manufacturers to customize wheel designs, creating intricate spoke patterns, logos, or unique finishes. This flexibility enables the production of both standard and custom wheels for different markets and applications.
Enhanced Durability and Performance: Forging, heat treatment, and finishing processes enhance the durability and performance of wheels, ensuring they can withstand the stresses of driving, environmental conditions, and impact. This results in longer-lasting, higher-performing wheels.
Cost-Effectiveness: Automated wheel manufacturing machines reduce the need for manual labor and improve material efficiency, resulting in lower production costs. This allows manufacturers to produce high-quality wheels at competitive prices.
Wheel manufacturing machines are integral to the production of high-quality, durable wheels for various industries. Whether for automotive, aerospace, or industrial applications, these machines ensure that wheels meet the highest standards of performance, safety, and durability.
Sheet Metal Hydroforming Machine
Hydroforming Process
A sheet metal hydroforming machine is a specialized piece of equipment used in the process of hydroforming, a metal forming technique that uses high-pressure hydraulic fluid to shape sheet metal into complex and intricate geometries. Hydroforming is widely used in industries like automotive, aerospace, and consumer products because it allows for the creation of lightweight, strong, and structurally sound components with minimal material waste. Sheet metal hydroforming is particularly effective for producing parts with deep, complex shapes, which would be difficult or impossible to achieve using traditional stamping or mechanical forming techniques.
Hydroforming machines apply pressure to a metal blank, which is placed over a die and forced into the desired shape by hydraulic fluid. This process allows manufacturers to create seamless, lightweight parts that are both strong and aesthetically pleasing. Sheet metal hydroforming machines are known for their ability to produce parts with high precision, consistent wall thickness, and excellent surface finish.
Key Components of a Sheet Metal Hydroforming Machine
Hydraulic Press: The hydraulic press is the core of the hydroforming machine, responsible for applying the necessary pressure to form the sheet metal into the desired shape. The press uses hydraulic fluid to generate immense force, which is evenly distributed across the surface of the metal blank. This ensures that the metal flows uniformly into the die, creating a part with consistent thickness and dimensions.
High Pressure for Precision Forming: Hydroforming machines typically operate at pressures ranging from 10,000 to 60,000 psi (pounds per square inch), depending on the material and the complexity of the part being formed. The high pressure allows the metal to conform precisely to the shape of the die, resulting in a finished part with tight tolerances and high structural integrity.
Forming Die: The forming die is a critical component in the hydroforming process. It provides the negative shape that the metal blank will be formed into. The die is usually made from high-strength steel or other durable materials that can withstand the high pressures involved in hydroforming. The die design is highly specialized, as it must account for factors such as material flow, thickness distribution, and the desired final shape of the part.
Die Design for Complex Shapes: One of the major advantages of hydroforming is its ability to create complex, multi-dimensional shapes in a single forming operation. The die is designed to form intricate curves, deep recesses, and sharp details, which would be difficult to achieve using traditional metal forming techniques.
Bladder System: In some hydroforming machines, a rubber or elastomer bladder is used to distribute the hydraulic pressure evenly across the surface of the metal blank. The bladder conforms to the shape of the die and the metal, ensuring that the pressure is applied uniformly. This helps prevent wrinkling, tearing, or uneven material distribution during the forming process.
Uniform Pressure Distribution: The bladder system plays a crucial role in maintaining consistent pressure across the entire surface of the metal blank, ensuring that the part is formed uniformly and without defects. This is particularly important when forming thin or lightweight materials that are prone to wrinkling or distortion.
Control System: Modern hydroforming machines are equipped with advanced control systems that allow operators to precisely control the pressure, timing, and other parameters of the forming process. These systems ensure that the hydroforming process is highly repeatable, allowing for consistent production of parts with minimal variation.
CNC and Automated Control: Many hydroforming machines are equipped with CNC (Computer Numerical Control) systems, which automate the forming process and allow for precise control over the pressure, timing, and position of the hydraulic press. This ensures that each part is formed exactly according to specifications, improving efficiency and reducing waste.
Applications of Sheet Metal Hydroforming Machines
Automotive Industry: The automotive industry is one of the largest users of sheet metal hydroforming technology. Hydroforming is used to produce a wide range of automotive components, including exhaust systems, chassis components, and body panels. The process allows manufacturers to create lightweight parts with high structural integrity, which improves vehicle performance, fuel efficiency, and safety.
Hydroformed Body Panels: Hydroforming is used to create large, complex body panels for cars, such as fenders, hoods, and doors. These panels are often formed in a single operation, reducing the number of welds and seams, which improves the overall strength and appearance of the vehicle.
Exhaust Systems: In automotive exhaust systems, hydroforming is used to produce complex tubing with smooth bends and uniform wall thickness. This improves the flow of exhaust gases and reduces back pressure, leading to better engine performance and lower emissions.
Aerospace Industry: Hydroforming is widely used in the aerospace industry to produce lightweight, high-strength components for aircraft and spacecraft. The ability to create complex shapes with consistent wall thickness and minimal material waste is crucial in aerospace manufacturing, where weight reduction and structural integrity are critical.
Hydroformed Structural Components: Aerospace manufacturers use hydroforming to produce structural components such as bulkheads, fuselage panels, and wing spars. These parts must be lightweight yet capable of withstanding extreme forces and environmental conditions, making hydroforming an ideal manufacturing process.
Consumer Products: Hydroforming is also used to produce high-end consumer products, such as kitchen appliances, lighting fixtures, and furniture. The process allows manufacturers to create aesthetically pleasing, seamless metal parts with intricate shapes and smooth surfaces, enhancing the appearance and durability of the final product.
Seamless Metal Furniture: In the production of modern metal furniture, hydroforming is used to create sleek, curved designs with seamless joints. This not only improves the aesthetics of the furniture but also enhances its structural strength and durability.
Medical Devices: In the medical industry, hydroforming is used to produce components for medical devices and surgical instruments. The process allows for the creation of lightweight, precise parts that meet the strict quality and safety standards required in medical applications.
Hydroformed Surgical Instruments: Hydroforming is used to create stainless steel and titanium surgical instruments with smooth surfaces and intricate shapes. The seamless construction of hydroformed instruments reduces the risk of contamination and makes them easier to clean and sterilize.
Advantages of Sheet Metal Hydroforming Machines
Complex Shapes with High Precision: One of the biggest advantages of hydroforming is its ability to create complex, three-dimensional shapes in a single forming operation. This reduces the need for additional manufacturing steps, such as welding or assembly, and allows for the production of parts with tight tolerances and high structural integrity.
Lightweight and Strong Parts: Hydroforming allows manufacturers to create parts with consistent wall thickness, even in areas with complex curves or deep recesses. This results in parts that are both lightweight and strong, making them ideal for applications where weight reduction and durability are critical, such as in the automotive and aerospace industries.
Reduced Material Waste: Unlike traditional stamping or mechanical forming processes, hydroforming uses high-pressure hydraulic fluid to shape the metal, which minimizes material waste. The metal is stretched uniformly into the desired shape, reducing the amount of scrap generated during the manufacturing process.
Improved Surface Finish: Hydroformed parts often have a smooth surface finish with minimal defects, such as wrinkles or tool marks. This reduces the need for additional finishing processes, such as polishing or sanding, and improves the overall appearance of the final product.
Cost-Effective for Low- to Medium-Volume Production: Hydroforming is particularly cost-effective for low- to medium-volume production runs, as it requires fewer dies and tooling changes compared to traditional metal forming processes. This makes it an attractive option for manufacturers who need to produce small batches of custom or highly specialized parts.
Challenges of Hydroforming
High Initial Setup Costs: The equipment and tooling required for hydroforming can be expensive, making it less cost-effective for very low-volume production runs. However, for medium- to high-volume production, the long-term savings in material costs and reduced manufacturing steps often outweigh the initial setup costs.
Material Limitations: While hydroforming is effective for a wide range of metals, such as aluminum, steel, and titanium, it may not be suitable for certain materials that are too brittle or have limited formability. Careful consideration of the material’s properties is required to ensure successful hydroforming.
Sheet metal hydroforming machines play a crucial role in modern manufacturing, offering the ability to produce complex, lightweight, and high-strength parts with minimal material waste. Whether used in the automotive, aerospace, or consumer goods industries, hydroforming provides manufacturers with a versatile and efficient method for creating high-quality metal components.
Flowforming Sheet Metal
Advantages and Limitations of CNC Metal Spinning
Flowforming sheet metal is a highly specialized manufacturing process used to produce cylindrical or conical parts with precise dimensions, thin walls, and complex geometries. Flowforming is a cold-forming process in which a pre-formed metal blank, typically in the shape of a tube or cup, is stretched and compressed against a rotating mandrel using a series of rollers. The process results in a part that is both lightweight and strong, with excellent dimensional accuracy and surface finish.
Flowforming is widely used in industries such as aerospace, automotive, military, and industrial manufacturing, where high-performance parts with thin walls and complex shapes are required. The process allows for significant material savings and improved mechanical properties compared to traditional manufacturing techniques, making it an ideal choice for producing high-precision components.
The Flowforming Process
Material Selection: The first step in flowforming is selecting the appropriate material for the part. Flowforming is typically used with metals that have good ductility and formability, such as aluminum, titanium, steel, and nickel-based alloys. The material must be able to withstand the forces applied during the forming process without cracking or losing its structural integrity.
Common Materials for Flowforming: Aluminum and titanium are commonly used in aerospace and automotive applications due to their high strength-to-weight ratios. Steel and nickel-based alloys are used for parts that require excellent wear resistance, such as military or industrial components.
Preforming the Blank: Before the flowforming process begins, the metal blank is pre-formed into a basic cylindrical or conical shape, known as a preform. The preform is typically created using processes such as deep drawing, spinning, or forging. This preform will then be stretched and shaped into the final part during the flowforming process.
Preform Shape and Size: The size and shape of the preform are critical to the success of the flowforming process. The preform must be designed to accommodate the stretching and thinning that will occur during forming, ensuring that the final part has the correct dimensions and wall thickness.
Mounting the Preform on the Mandrel: Once the preform is created, it is mounted onto a rotating mandrel, which acts as the forming tool. The mandrel is designed to match the inner shape of the final part, providing support and guiding the material as it is stretched and compressed by the flowforming rollers.
Mandrel Design for Precision: The mandrel is a critical component of the flowforming process, as it determines the final shape and dimensions of the part. The mandrel must be precisely machined to match the required tolerances, ensuring that the finished part meets the specified dimensions.
Roller Forming: During the flowforming process, a series of rollers apply pressure to the preform, gradually stretching and thinning the material as it rotates on the mandrel. The rollers move along the length of the preform, compressing the metal against the mandrel and reducing the wall thickness while increasing the length of the part.
Controlled Material Flow: Flowforming requires precise control over the material flow, ensuring that the metal is stretched uniformly along the length of the part. This control allows manufacturers to achieve extremely thin walls with high precision, even in parts with complex geometries.
Final Part Removal and Heat Treatment: After the flowforming process is complete, the finished part is removed from the mandrel. Depending on the material and the application, the part may undergo additional heat treatment to improve its mechanical properties, such as hardness, strength, and fatigue resistance.
Heat Treatment for Strength: Many flowformed parts, especially those made from steel or titanium, undergo heat treatment to increase their strength and durability. This ensures that the part can withstand the stresses and conditions it will encounter in its final application.
Applications of Flowforming Sheet Metal
Aerospace Industry: Flowforming is widely used in the aerospace industry to produce lightweight, high-strength components for aircraft and spacecraft. The process is particularly well-suited for creating thin-walled, cylindrical parts such as rocket motor casings, fuselage sections, and exhaust cones.
Rocket Motor Casings: Flowforming is used to produce rocket motor casings due to its ability to create thin, lightweight parts with excellent dimensional accuracy. The process ensures that the casings can withstand the extreme pressures and temperatures encountered during flight.
Automotive Industry: In the automotive industry, flowforming is used to create lightweight, high-performance components such as wheel rims, drive shafts, and suspension components. The process allows manufacturers to reduce the weight of these parts without compromising their strength or durability.
Lightweight Wheel Rims: Flowforming is used to create lightweight alloy wheels for high-performance vehicles. The process ensures that the wheels have the strength needed to handle the stresses of driving, while minimizing weight to improve fuel efficiency and handling.
Military Applications: Flowforming is used to produce a wide range of military components, including artillery shells, missile casings, and armor-piercing projectiles. The process allows for the creation of thin-walled, high-strength parts that can withstand the extreme forces encountered in military applications.
Artillery Shell Casings: Flowforming is used to produce artillery shell casings with thin walls and high strength. The process ensures that the shells can withstand the high pressures generated during firing while remaining lightweight for improved accuracy and range.
Industrial and Energy Sectors: Flowforming is also used in the production of components for industrial machinery, energy production, and oil and gas exploration. The process allows for the creation of durable, high-strength parts that can withstand harsh operating conditions.
Turbine Housings: In the energy sector, flowforming is used to produce turbine housings and other components for power generation. These parts must be able to withstand high temperatures and pressures, making flowforming an ideal manufacturing process.
Advantages of Flowforming Sheet Metal
High Strength-to-Weight Ratio: Flowforming allows manufacturers to produce parts with extremely thin walls while maintaining high strength and structural integrity. This results in lightweight components that are ideal for applications where weight reduction is critical, such as in aerospace and automotive manufacturing.
Material Efficiency: Flowforming uses a cold-forming process that minimizes material waste. The material is stretched and thinned, allowing manufacturers to produce parts with consistent wall thickness and minimal scrap. This improves cost efficiency and reduces the environmental impact of production.
Dimensional Accuracy: Flowforming provides excellent control over the final dimensions of the part, ensuring that each component meets precise tolerances. This is particularly important in industries such as aerospace and military manufacturing, where even small deviations in part dimensions can lead to performance issues.
Improved Mechanical Properties: The cold-forming process used in flowforming improves the mechanical properties of the metal, such as its hardness, tensile strength, and fatigue resistance. This makes flowformed parts more durable and capable of withstanding extreme conditions, such as high temperatures and pressures.
Versatility: Flowforming can be used with a wide range of metals, including aluminum, steel, titanium, and nickel-based alloys. This makes the process highly versatile, allowing manufacturers to produce components for a variety of industries and applications.
Challenges of Flowforming
Complex Tooling Requirements: Flowforming requires highly specialized tooling, including precision mandrels and rollers. The cost of designing and manufacturing these tools can be high, especially for custom parts with complex geometries.
Material Limitations: While flowforming is suitable for many ductile metals, it may not be effective for materials that are brittle or have limited formability. Manufacturers must carefully select materials that can withstand the stretching and compressing forces applied during the flowforming process.
Flowforming sheet metal is a highly efficient and versatile process used to produce lightweight, high-precision components with complex geometries. Whether in aerospace, automotive, or military applications, flowforming provides manufacturers with a cost-effective solution for creating parts that meet the highest standards of performance and durability.
Can End Curler Tooling
Can End Curling Machines
Can end curler tooling refers to the specialized tools and equipment used to create the curled edges of metal can ends, such as those found on beverage cans, food cans, and other types of containers. The curling process is crucial in the can manufacturing industry because it ensures a secure and smooth connection between the can body and the can lid. The curl provides both structural integrity and a safe, rounded edge, preventing sharp metal edges that could cause injury.
Can end curler tooling is typically part of a larger can-making process, where the can lid is formed, curled, and prepared for seaming (joining the can lid to the body). This equipment is designed to handle high-speed production, enabling manufacturers to produce millions of can ends efficiently while maintaining consistent quality and safety standards.
Key Components of Can End Curler Tooling
Curling Rollers: Curling rollers are a crucial component of can end curler tooling. These rollers are designed to apply pressure and form the edges of the can end into a smooth, rounded curl. As the can end passes through the machine, the rollers gradually bend the metal, forming a uniform curl around the entire circumference of the lid.
Precision in Curl Formation: Curling rollers must apply consistent pressure to ensure that the curl is formed evenly around the can end. Any variations in pressure can result in a weak or uneven curl, which may lead to sealing issues during the canning process.
Die and Punch System: The die and punch system is responsible for holding the can end in place and guiding it through the curling process. The die provides a form or template that the can end is shaped around, while the punch presses the can end into the die. This ensures that the curl is formed to precise specifications, with the correct dimensions and profile.
Die Design for Different Can Sizes: Can end curler tooling must be adaptable to accommodate different can sizes, from small beverage cans to larger food cans. The die and punch system is typically designed to be adjustable or interchangeable, allowing manufacturers to switch between different can sizes quickly and efficiently.
Lubrication System: To ensure smooth operation and prevent damage to the can end or the tooling, a lubrication system is often integrated into can end curler machines. This system applies a thin layer of lubricant to the can end as it passes through the rollers and die, reducing friction and wear on both the can and the tooling.
Lubricant for Consistent Curling: The type and amount of lubricant used in the curling process are carefully controlled to ensure that the can end is formed smoothly without defects. Too much or too little lubrication can lead to problems such as tearing, wrinkling, or uneven curling.
Control System: Modern can end curler tooling is often equipped with an advanced control system that monitors the speed, pressure, and alignment of the tooling. This ensures that each can end is curled to the correct specifications, even at high production speeds.
Automated Adjustment for High-Speed Production: Automated control systems allow for real-time adjustments during the production process, ensuring that the curling operation remains consistent and efficient. This is particularly important in large-scale canning operations, where thousands of can ends may be produced per minute.
The Curling Process in Can Manufacturing
Initial Cutting and Stamping: The can end starts as a flat metal blank, typically made from aluminum or tinplate. The first step in the process is cutting the metal into circular blanks and stamping them into the basic shape of the can end. This includes forming features like the panel (the flat center area of the lid) and the chuck wall (the area that will eventually be curled).
Curling the Edges: After the can end has been stamped, it is passed through the curler tooling, where the edges are gradually formed into a smooth, rounded curl. The curl provides a strong, secure edge that will later be used to join the lid to the can body during the seaming process.
Multi-Stage Curling Process: In some cases, the curling process may be completed in multiple stages. The can end may pass through several sets of rollers, with each set applying a different amount of pressure to gradually form the curl. This ensures that the metal is not overstressed or damaged during the curling process.
Inspection and Quality Control: Once the curling process is complete, the can ends are inspected to ensure that they meet the required specifications. This includes checking the dimensions of the curl, the smoothness of the edge, and the overall integrity of the can end. Any defects, such as uneven curls or sharp edges, are flagged for rejection.
Automated Inspection Systems: Many can manufacturing operations use automated inspection systems to check the quality of each can end as it comes off the production line. These systems use cameras and sensors to measure the curl and detect any defects, ensuring that only high-quality can ends proceed to the next stage of production.
Applications of Can End Curler Tooling
Beverage Industry: The beverage industry is the largest user of can end curler tooling, with billions of cans produced each year for products like soda, beer, energy drinks, and sparkling water. The curling process is critical for ensuring that beverage cans are sealed securely and can withstand the pressures of carbonation.
Curling for Beverage Cans: In beverage cans, the curled edge provides a secure connection between the can lid and body, which is critical for maintaining the internal pressure of carbonated drinks. The curl also creates a smooth edge for consumer safety when the can is opened.
Food Packaging: Can end curler tooling is also widely used in the food packaging industry, where it is used to produce can ends for products like soups, vegetables, fruits, and pet food. The curling process ensures that the can ends are strong enough to withstand the sealing process and maintain a tight, hermetic seal.
Sealing Food Cans: The curled edge of the can end is crucial for the seaming process, where the lid is joined to the body of the can. A strong, uniform curl ensures that the can remains sealed and protects the contents from contamination or spoilage.
Aerosol Cans: Can end curler tooling is also used in the production of aerosol cans, such as those used for deodorant, hairspray, and cleaning products. These cans require a strong, secure seal to contain pressurized gases, making the curling process an essential step in manufacturing.
Aerosol Can Ends: The curled edges of aerosol can ends are designed to withstand the internal pressure of the can while providing a smooth, safe edge for handling.
Specialty Cans: Can end curler tooling is also used to produce specialty cans for products like paints, solvents, and chemicals. These cans often require thicker metal and more robust curling processes to ensure that they can safely contain potentially hazardous materials.
Industrial Cans: In the production of industrial cans, the curling process must be precise to ensure that the can end is strong enough to handle heavy-duty sealing and storage conditions.
Advantages of Can End Curler Tooling
Increased Production Efficiency: Can end curler tooling is designed for high-speed production, allowing manufacturers to produce large quantities of can ends quickly and efficiently. This is especially important in industries like beverage and food packaging, where millions of cans are produced daily.
Consistent Quality: Can end curler tooling ensures that each can end is formed with consistent quality, providing uniform curls that are free from defects. This reduces the risk of leaks or contamination during the canning process, ensuring that the final product is safe for consumers.
Improved Safety: The curling process creates a smooth, rounded edge on the can end, reducing the risk of injury to consumers when opening or handling the can. This is particularly important in the beverage industry, where sharp edges could pose a safety hazard.
Enhanced Durability: The curled edge of the can end provides added strength and durability, allowing the can to withstand the pressures of sealing, transportation, and storage. This is especially important for cans that contain carbonated beverages or pressurized products like aerosols.
Adaptability to Different Can Sizes: Can end curler tooling is highly adaptable, allowing manufacturers to produce can ends for a wide range of container sizes and types. This flexibility makes it an essential tool in the production of cans for various industries, from food and beverages to industrial chemicals and household products.
Challenges in Can End Curling
Tool Wear and Maintenance: Can end curler tooling is subject to significant wear and tear due to the high-speed nature of the production process and the constant contact with metal. Regular maintenance and tool replacement are necessary to ensure that the tooling remains in good condition and continues to produce high-quality can ends.
Precision Requirements: The curling process requires a high degree of precision to ensure that the curl is formed correctly and uniformly around the entire circumference of the can end. Even small variations in the curling process can lead to defects, such as uneven curls or weak seams.
Can end curler tooling is a critical component in the can manufacturing process, providing the precision and consistency needed to produce high-quality, safe, and durable can ends for a wide range of products. Whether used in the beverage, food, or industrial packaging industries, this tooling ensures that cans are sealed securely and ready for consumer use.
Can End Curling Machines
Drum End Manufacturing
Can end curling machines are specialized machines designed to create the curled edges of metal can ends, which are used to seal cans in the beverage, food, and aerosol industries. The curling process is a critical step in the can manufacturing process, as it forms a smooth, rounded edge on the can lid, ensuring that the can end can be securely seamed to the can body. Curling machines are essential for producing safe, durable can ends that meet industry standards for quality, strength, and safety.
Curling machines are typically used in high-volume can manufacturing operations, where speed and precision are paramount. These machines are capable of producing thousands of can ends per hour, ensuring that manufacturers can meet the demands of large-scale production while maintaining consistent quality. The curling process helps prevent sharp edges on the can end and ensures that the lid can be securely joined to the can body during the seaming process.
Key Features of Can End Curling Machines
High-Speed Production: Can end curling machines are designed for high-speed production, with the ability to curl thousands of can ends per hour. This makes them essential for large-scale can manufacturing operations, such as those found in the beverage and food industries. The machines operate continuously, with can ends fed into the machine, curled, and then automatically ejected for further processing.
Efficiency in High-Volume Production: The high-speed capabilities of curling machines ensure that manufacturers can meet the demands of mass production while maintaining consistent quality and precision in each can end.
Multi-Stage Curling Process: Can end curling machines often use a multi-stage curling process to gradually form the curl on the can end. In the first stage, the edges of the can end are pre-curled, and in subsequent stages, the curl is completed, ensuring that the metal is formed smoothly and uniformly without wrinkling or cracking.
Step-by-Step Curl Formation: The multi-stage process allows the metal to be curled gradually, which reduces the risk of damaging the can end or causing defects. Each stage applies a different amount of pressure to the metal, ensuring a precise, smooth curl.
Automated Control System: Modern can end curling machines are equipped with automated control systems that monitor and adjust the curling process in real-time. These systems ensure that the pressure, speed, and alignment of the curling rollers are optimized for each can end, preventing defects and ensuring consistent quality.
CNC Control for Precision Curling: Many curling machines use CNC (Computer Numerical Control) systems to automate the curling process and ensure precise control over the machine’s movements. This allows for accurate, repeatable results across large production runs.
Adjustable Tooling for Different Can Sizes: Can end curling machines are designed to accommodate different can sizes, allowing manufacturers to switch between various can end diameters quickly and efficiently. The tooling on the machine can be adjusted or changed to curl can ends of different sizes, from small beverage cans to larger food cans.
Flexibility in Can Production: The ability to switch between different can sizes makes curling machines versatile, enabling manufacturers to produce a wide range of products without the need for multiple machines.
Integrated Lubrication System: Curling machines often feature an integrated lubrication system that applies a thin layer of lubricant to the can end as it passes through the curling rollers. This reduces friction and wear on both the can end and the machine, ensuring smooth operation and extending the life of the tooling.
Reducing Wear and Tear: Proper lubrication helps prevent damage to the curling rollers and other machine components, ensuring that the machine operates efficiently and with minimal downtime for maintenance.
The Curling Process in Can Manufacturing
Feeding the Can Ends: The can ends are fed into the curling machine either manually or through an automated system. The machine grabs each can end and positions it for the curling process. The can ends are usually cut and stamped from a flat sheet of metal, such as aluminum or steel, before being passed to the curling machine.
Automated Feeding Systems: In high-volume production, can end curling machines are typically integrated into a larger production line with automated feeding systems that continuously supply the machine with can ends. This ensures a smooth, uninterrupted production process.
Curling the Can End: Once the can end is positioned in the machine, it passes through a series of curling rollers that gradually form the edge into a smooth, rounded curl. The rollers apply pressure to the edges of the can end, bending the metal around a forming die to create the desired curl shape.
Controlled Curling for Uniform Results: The pressure applied by the rollers is carefully controlled to ensure that the curl is formed uniformly around the entire circumference of the can end. This is essential for ensuring that the can end can be securely seamed to the can body later in the production process.
Final Inspection and Ejection: After the curling process is complete, the can ends are inspected to ensure that they meet quality standards. Automated inspection systems are often used to check for defects such as uneven curls, cracks, or sharp edges. Once the can end passes inspection, it is ejected from the machine and moved to the next stage of production, such as sealing or seaming.
Quality Control Systems: Curling machines are often equipped with advanced inspection systems that use cameras and sensors to measure the dimensions and quality of each can end. Any defective can ends are automatically rejected, ensuring that only high-quality products proceed to the next stage of manufacturing.
Applications of Can End Curling Machines
Beverage Can Production: The beverage industry relies heavily on can end curling machines to produce high-quality can ends for soda, beer, and other drinks. The curling process is critical for creating the smooth, rounded edges that are essential for consumer safety and for sealing the can during the packaging process.
Curling for Carbonated Beverage Cans: For carbonated beverages, the curled edge of the can end provides a secure seal that can withstand the internal pressure of carbonation. This ensures that the beverage remains fresh and properly sealed until it is opened by the consumer.
Food Can Manufacturing: Can end curling machines are also widely used in the food packaging industry to produce can ends for products like soups, vegetables, sauces, and pet food. The curling process ensures that the can ends are strong and durable, allowing them to be securely seamed to the can body and maintain a hermetic seal.
Sealing Food Products: The curled edges of food can ends are essential for the seaming process, which creates a tight, airtight seal that preserves the freshness of the food and prevents contamination.
Aerosol Can Production: Aerosol cans, such as those used for deodorant, hairspray, and household cleaners, require strong, secure can ends that can withstand the internal pressure of the product. Curling machines are used to produce can ends with the strength and durability needed for aerosol cans.
Pressure-Resistant Can Ends: The curling process ensures that aerosol can ends are strong enough to handle the internal pressure of the product while providing a smooth edge for consumer safety.
Paint and Chemical Cans: Curling machines are also used to produce can ends for paint, solvent, and chemical cans. These cans require strong, secure seals to prevent leaks and ensure the safe storage and transportation of potentially hazardous materials.
Durability for Industrial Cans: In the production of industrial cans, the curling process ensures that the can end is strong enough to withstand heavy-duty use and storage conditions.
Advantages of Can End Curling Machines
High Production Speed: Can end curling machines are designed for high-speed production, allowing manufacturers to produce large quantities of can ends efficiently. This is essential for industries like beverage and food packaging, where millions of cans are produced daily.
Consistent Quality: Curling machines ensure that each can end is curled with consistent quality, reducing the risk of defects such as sharp edges, cracks, or uneven curls. This is critical for maintaining the safety and integrity of the final product.
Flexibility for Different Can Sizes: Can end curling machines are highly adaptable, allowing manufacturers to produce can ends for a wide range of container sizes. This flexibility is essential for manufacturers that produce cans for different industries and products.
Safety and Consumer Protection: The curling process ensures that the edges of the can end are smooth and safe to handle, reducing the risk of injury to consumers when opening or handling the can. This is particularly important in the beverage industry, where cans are often opened by hand.
Reduced Material Waste: Curling machines are designed to minimize material waste by precisely forming the curl without over-stressing or damaging the metal. This results in more efficient use of materials and reduces the overall cost of production.
Challenges of Can End Curling Machines
Tooling Wear and Maintenance: The high-speed nature of can end curling machines can lead to wear and tear on the tooling, requiring regular maintenance and replacement to ensure consistent quality. Proper maintenance is essential to prevent downtime and ensure the machine operates efficiently.
High Initial Investment: Can end curling machines represent a significant capital investment, particularly for smaller manufacturers. However, the long-term benefits in terms of production efficiency, quality, and safety often justify the initial cost.
Can end curling machines are an essential part of the can manufacturing process, providing the precision and efficiency needed to produce high-quality can ends for a wide range of industries. Whether used for beverage cans, food packaging, or aerosol products, these machines ensure that can ends are safe, durable, and ready for sealing and shipping.
Hydraulic Press Forming Machine
Manufacturing Process of Hydraulic Presses
A hydraulic press forming machine is a powerful machine used in metal forming processes to shape and mold materials using high-pressure hydraulic fluid. Hydraulic press forming is one of the most versatile metalworking processes, used to produce a wide range of parts and components in industries such as automotive, aerospace, construction, and manufacturing. Hydraulic presses are known for their ability to apply consistent, controlled force, making them ideal for forming materials that require high precision and uniform pressure distribution.
Hydraulic press forming machines use hydraulic cylinders to generate the pressing force, which is transmitted to the material through a die or punch. These machines are highly flexible, allowing manufacturers to perform various forming processes such as stamping, bending, drawing, and punching. Hydraulic presses can handle different types of materials, including metals, plastics, rubber, and composites, and are capable of forming parts with complex geometries and tight tolerances.
Key Components of a Hydraulic Press Forming Machine
Hydraulic Cylinder: The hydraulic cylinder is the core component of the press, responsible for generating the force required to form the material. Hydraulic fluid is pumped into the cylinder, pushing the piston downward and applying pressure to the material. The amount of force applied depends on the size of the cylinder, the pressure of the hydraulic fluid, and the material being formed.
High Pressure for Heavy-Duty Forming: Hydraulic press forming machines can generate pressures ranging from a few tons to several thousand tons, depending on the machine’s capacity. This makes them suitable for a wide range of forming operations, from small precision parts to large structural components.
Press Frame: The press frame is the structural support that holds the hydraulic cylinder and other components in place. It must be strong enough to withstand the immense forces generated during the forming process. Press frames come in various designs, including C-frame, H-frame, and four-post configurations, each offering different advantages in terms of space, stability, and accessibility.
C-Frame Presses: C-frame presses are open on three sides, allowing easy access to the work area and facilitating manual loading and unloading of parts. This makes them ideal for small to medium-sized parts that require frequent tool changes or adjustments.
Four-Post Presses: Four-post presses provide excellent stability and are used for forming larger, heavier parts. The four-post design distributes the force evenly across the press, reducing the risk of deflection and ensuring precise, repeatable results.
Die and Punch System: The die and punch system is responsible for shaping the material during the forming process. The die is a negative mold that holds the material in place, while the punch applies pressure to the material, forcing it into the shape of the die. Hydraulic presses can accommodate a wide variety of dies, allowing for different types of forming operations.
Interchangeable Dies for Flexibility: Hydraulic press forming machines are often equipped with interchangeable dies, allowing manufacturers to switch between different forming operations quickly and efficiently. This flexibility is essential for producing parts with varying shapes, sizes, and materials.
Hydraulic Pump and Control System: The hydraulic pump is responsible for generating the pressure needed to operate the press. Modern hydraulic presses are equipped with advanced control systems that allow operators to precisely adjust the pressure, speed, and stroke length of the press. These systems ensure that the forming process is highly repeatable and that each part meets the required specifications.
Automated Control for Precision: Many hydraulic press forming machines use CNC (Computer Numerical Control) or PLC (Programmable Logic Controller) systems to automate the press operation. This ensures that each part is formed with consistent quality and reduces the risk of errors or defects during production.
Common Hydraulic Press Forming Processes
Stamping: Stamping is one of the most common processes performed using hydraulic press forming machines. In stamping, a sheet of metal is placed between a die and a punch, and the press applies pressure to create a specific shape. Stamping is widely used in industries such as automotive, aerospace, and appliance manufacturing to produce parts like brackets, panels, and enclosures.
Deep Drawing for Complex Shapes: Deep drawing is a type of stamping used to create parts with deep, hollow shapes, such as automotive body panels, fuel tanks, and cookware. The hydraulic press applies gradual, controlled pressure, allowing the material to be drawn into the die without tearing or wrinkling.
Bending: Bending is another common process performed on hydraulic presses. The press applies pressure to a metal sheet or tube, forcing it to bend at a precise angle. Bending is used to create parts like brackets, frames, and structural components. Hydraulic presses are ideal for bending operations because they provide smooth, consistent force, ensuring that the material bends uniformly.
V-Bending and U-Bending: Hydraulic presses can perform various types of bending, including V-bending, where the material is bent into a V-shape, and U-bending, where the material is bent into a U-shape. These bending operations are essential for creating structural components and frames used in industries like construction and manufacturing.
Punching and Piercing: Punching involves using a punch and die to cut holes or shapes in a sheet of metal. Hydraulic press forming machines are commonly used for punching operations, as they can apply the necessary force to cut through thick or hard materials. Punching is used to create holes for fasteners, ventilation, or other functional features in metal parts.
Precision Punching for High Tolerances: Hydraulic presses provide the precise control needed for punching operations that require tight tolerances, such as creating bolt holes, slots, or cutouts in metal parts.
Embossing: Embossing is a forming process that creates raised or recessed designs on the surface of a material. Hydraulic presses are used for embossing operations in industries like automotive, aerospace, and consumer goods manufacturing. Embossed designs can add strength, rigidity, or aesthetic appeal to metal parts.
Textured Metal Panels: In the automotive industry, embossing is used to create textured metal panels for car interiors, trim pieces, and other components. The hydraulic press ensures that the embossed patterns are consistent and uniform across all parts.
Applications of Hydraulic Press Forming Machines
Automotive Manufacturing: Hydraulic press forming machines are widely used in the automotive industry to produce a variety of components, including body panels, chassis parts, brackets, and structural reinforcements. The high precision and force of hydraulic presses make them ideal for forming parts that require complex shapes and tight tolerances.
Body Panels and Frames: Hydraulic presses are used to form large automotive body panels, such as doors, hoods, and fenders. The deep drawing capabilities of hydraulic presses ensure that these parts are formed with smooth, uniform surfaces and without defects.
Aerospace Industry: The aerospace industry uses hydraulic press forming machines to produce lightweight, high-strength components for aircraft and spacecraft. Hydraulic presses are used for forming parts like fuselage panels, wing spars, and structural supports, where precision and strength are critical.
Precision Forming for Aerospace Parts: The ability to apply consistent force and control the forming process makes hydraulic presses ideal for producing parts with tight tolerances and complex geometries, which are essential for aerospace applications.
Construction and Heavy Machinery: Hydraulic press forming machines are used to produce structural components for construction equipment, heavy machinery, and industrial applications. These presses can handle thick, heavy materials like steel and iron, forming them into parts that are strong, durable, and capable of withstanding heavy loads.
Steel Frames and Beams: Hydraulic presses are used to form steel beams, frames, and other structural components used in construction and heavy machinery. The high pressing force of hydraulic machines ensures that these parts are formed with the strength and durability required for demanding applications.
Consumer Goods and Appliances: In the consumer goods industry, hydraulic press forming machines are used to produce a wide range of metal products, including kitchen appliances, cookware, electronics enclosures, and furniture components. The forming process allows manufacturers to create lightweight, aesthetically pleasing products with complex shapes and smooth surfaces.
Stamped and Embossed Metal Panels: Hydraulic presses are used to create stamped and embossed metal panels for products like refrigerators, ovens, and washing machines. These panels provide both structural strength and a high-quality finish.
Advantages of Hydraulic Press Forming Machines
High Precision and Control: Hydraulic press forming machines offer precise control over the pressure, speed, and stroke length, allowing manufacturers to produce parts with tight tolerances and consistent quality. This makes hydraulic presses ideal for applications where precision is critical, such as automotive and aerospace manufacturing.
Versatility: Hydraulic presses are versatile machines that can perform a wide range of metal forming processes, including stamping, bending, punching, deep drawing, and embossing. This flexibility makes them suitable for a variety of industries and applications, from small precision parts to large structural components.
Smooth, Consistent Force: Unlike mechanical presses, which deliver force in a rapid, single stroke, hydraulic presses apply smooth, continuous pressure, allowing for more controlled and uniform forming. This reduces the risk of defects like wrinkling, tearing, or uneven material distribution.
Adaptability to Different Materials: Hydraulic press forming machines can handle a wide variety of materials, including metals, plastics, rubber, and composites. This adaptability allows manufacturers to produce parts with different materials and properties, making hydraulic presses a valuable tool for diverse manufacturing operations.
Cost-Effectiveness for Small- and Medium-Batch Production: Hydraulic presses are particularly cost-effective for small- to medium-batch production runs, as they require less tooling and setup compared to mechanical presses. This makes them ideal for manufacturers that need to produce custom or specialized parts in smaller quantities.
Challenges of Hydraulic Press Forming Machines
Slower Cycle Times: Hydraulic presses typically have slower cycle times compared to mechanical presses, as the hydraulic system must build pressure before each stroke. This can be a disadvantage in high-volume production environments where speed is a priority.
Higher Energy Consumption: Hydraulic press forming machines tend to consume more energy than mechanical presses, especially for large, high-tonnage applications. However, advancements in hydraulic technology have led to more energy-efficient designs in modern presses.
Hydraulic press forming machines are essential tools in modern manufacturing, providing the precision, force, and versatility needed to produce high-quality metal parts for a wide range of industries. Whether used in automotive, aerospace, construction, or consumer goods production, these machines ensure that parts are formed with consistent quality, strength, and durability.
Metal Buffing and Polishing Machines
Metal Surface Finishing Machine
Metal buffing and polishing machines are specialized tools used to smooth, shine, and enhance the surface finish of metal components. These machines are essential in various industries, such as automotive, aerospace, jewelry making, and manufacturing, where high-quality surface finishes are required for both aesthetic and functional purposes. Buffing and polishing improve the appearance of metal parts and enhance their corrosion resistance, durability, and smoothness, making them easier to clean and maintain.
Buffing and polishing machines use abrasive materials, such as polishing compounds and cloth or felt wheels, to remove fine scratches, oxidation, and other surface imperfections. The process can be automated or performed manually, depending on the size and complexity of the part being polished. These machines are widely used to finish products made from materials like stainless steel, aluminum, brass, copper, and other metals.
Key Components of Metal Buffing and Polishing Machines
Buffing and Polishing Wheels: Buffing and polishing machines use rotating wheels made from soft materials like cloth, felt, or foam to apply polishing compounds to the metal surface. The wheels are designed to rotate at high speeds, allowing the polishing compound to remove fine scratches and imperfections while creating a smooth, shiny finish.
Cloth and Felt Wheels: Cloth and felt wheels are the most common types of buffing wheels, and they come in various levels of hardness and coarseness. Soft cloth wheels are used for fine polishing, while harder felt wheels are used for more aggressive buffing operations.
Polishing Compounds: Polishing compounds are abrasive materials applied to the buffing wheel to aid in the polishing process. These compounds come in various grades, from coarse to fine, depending on the level of finish required. Common polishing compounds include rouge (a fine red abrasive used for high-gloss finishes) and tripoli (a coarser abrasive used for initial polishing).
Compounds for Different Metals: Different metals require different polishing compounds to achieve the desired finish. For example, stainless steel may require a more aggressive compound to remove oxidation and surface imperfections, while softer metals like brass or aluminum may need a finer compound for a mirror-like finish.
Motor and Speed Controls: Buffing and polishing machines are equipped with motors that drive the rotating buffing wheels. These motors are typically adjustable, allowing the operator to control the speed of the wheels depending on the material and the desired finish. Slower speeds are used for fine polishing, while higher speeds are used for more aggressive buffing operations.
Variable Speed Control for Precision: Many buffing and polishing machines feature variable speed controls, allowing operators to adjust the rotation speed of the wheels for different stages of the polishing process. This ensures that the polishing is done consistently without damaging the metal surface.
Workpiece Holders and Clamps: Larger buffing and polishing machines often include workpiece holders or clamps that secure the metal part in place during the polishing process. This ensures that the part remains steady and allows the operator to focus on achieving an even, consistent finish across the entire surface.
Secure Workholding for Consistent Results: Workholding devices are particularly important when polishing large or heavy metal parts, as they help prevent movement or vibration during the process, resulting in a smoother finish.
Dust Collection System: Buffing and polishing can generate significant amounts of dust and debris from the polishing compounds and metal being processed. Many machines are equipped with dust collection systems to capture this dust and keep the work area clean and safe for operators.
Dust Control for Clean Operation: A dust collection system helps maintain a clean workspace and reduces the risk of airborne particles affecting the quality of the finish. It also improves operator safety by reducing exposure to harmful dust and fumes.
Buffing and Polishing Process
Surface Preparation: Before buffing or polishing, the metal surface must be properly prepared. This may involve grinding, sanding, or filing to remove any deep scratches, weld marks, or surface imperfections. Surface preparation ensures that the metal is smooth and ready for the polishing process, allowing for a more even finish.
Sanding for Smoother Surface: Sanding is often used to smooth out rough spots or deep scratches before polishing. Starting with a coarse grit and gradually moving to finer grits ensures that the metal is ready for the buffing and polishing stages.
Initial Buffing: The first step in the polishing process is usually a more aggressive buffing operation, where a coarse polishing compound is applied to the buffing wheel. This step removes any remaining surface imperfections, such as oxidation or light scratches, and begins the process of smoothing the metal surface.
Cut Buffing for Material Removal: Cut buffing involves using a coarse polishing compound and a firm buffing wheel to remove material and smooth the surface. This step is often used for stainless steel and other metals that require a high level of surface refinement.
Polishing and Finishing: After the initial buffing, a finer polishing compound is applied to the wheel, and the metal is polished to achieve a high-gloss or mirror-like finish. This step involves using a softer buffing wheel and finer abrasive compounds to remove any remaining scratches and create a smooth, reflective surface.
Final Polishing for High Shine: Final polishing involves using the finest polishing compounds, such as rouge, to create a high-shine finish. This step is particularly important for decorative metalwork, jewelry, and consumer products where aesthetics are critical.
Inspection and Cleaning: Once the polishing process is complete, the metal part is inspected for defects, such as scratches, streaks, or uneven surfaces. Any imperfections are corrected, and the part is cleaned to remove any polishing compound residue. The finished part is then ready for packaging or further processing.
Final Cleaning for a Flawless Finish: After polishing, the metal part is typically cleaned with solvents or cleaners to remove any residue from the polishing compounds. This ensures that the part is free from contaminants and ready for use.
Applications of Metal Buffing and Polishing Machines
Automotive Industry: Buffing and polishing machines are widely used in the automotive industry to finish metal parts such as body panels, trim, and wheels. The machines are used to create smooth, high-gloss finishes on parts that require both aesthetic appeal and functional durability.
Polishing Car Wheels and Trim: Buffing and polishing machines are used to achieve a shiny, reflective finish on alloy wheels, chrome trim, and other metal parts. This enhances the visual appeal of the vehicle while providing a protective layer against corrosion.
Jewelry Making: In the jewelry industry, buffing and polishing machines are essential for creating high-quality, polished surfaces on precious metals like gold, silver, and platinum. Jewelry polishing requires precision and care to ensure that each piece has a flawless, mirror-like finish.
Mirror-Finish for Precious Metals: Polishing machines are used to create a bright, reflective finish on jewelry, enhancing the appearance and value of the final product. This is especially important for rings, necklaces, and bracelets that must be visually appealing.
Aerospace and Defense: The aerospace and defense industries use buffing and polishing machines to finish metal components that require smooth surfaces and precise dimensions. Polishing improves the aerodynamic performance of parts such as turbine blades, fuselage panels, and structural components.
Polishing for Aerospace Components: Metal components in aircraft must have smooth, polished surfaces to reduce drag and improve performance. Buffing and polishing machines ensure that these components meet the high standards of quality and precision required in the aerospace industry.
Consumer Goods and Electronics: Buffing and polishing machines are used to finish metal parts in consumer goods such as kitchen appliances, electronics enclosures, and decorative metal items. The machines ensure that these products have a high-quality, polished finish that enhances both their appearance and functionality.
Finishing Stainless Steel Appliances: Polishing machines are used to create smooth, shiny surfaces on stainless steel kitchen appliances, such as refrigerators, ovens, and dishwashers. This improves the aesthetic appeal of the products while making them easier to clean and maintain.
Advantages of Metal Buffing and Polishing Machines
High-Quality Surface Finish: Buffing and polishing machines are capable of producing smooth, high-gloss finishes that enhance the appearance and durability of metal parts. This is particularly important for parts that require a high level of aesthetic appeal, such as jewelry or automotive trim.
Improved Corrosion Resistance: Polishing metal surfaces reduces the number of surface imperfections, which can act as points for corrosion to start. By smoothing the surface, polishing improves the metal’s resistance to rust, oxidation, and other forms of corrosion, extending the life of the part.
Enhanced Durability: The buffing and polishing process strengthens the metal surface by removing imperfections and reducing the likelihood of cracks or weak spots. This improves the overall durability of the part, making it more resistant to wear and tear in demanding environments.
Precision and Consistency: Modern buffing and polishing machines provide precise control over the speed and pressure applied to the metal surface, ensuring consistent, repeatable results across large production runs. This is essential for industries that require high-quality, uniform finishes on all parts.
Versatility for Different Metals: Buffing and polishing machines can be used with a wide range of metals, including stainless steel, aluminum, brass, copper, and precious metals like gold and silver. This versatility makes them suitable for a variety of industries and applications.
Challenges of Buffing and Polishing Machines
Tool Wear and Maintenance: Buffing wheels and polishing compounds wear down over time, requiring regular maintenance and replacement to ensure consistent quality. Operators must regularly check and replace worn-out tools to prevent defects or inconsistent finishes.
Operator Skill: Achieving a high-quality polish requires skilled operators who understand the nuances of different materials and polishing techniques. Improper use of the machine or polishing compounds can result in scratches, uneven finishes, or damage to the part.
Metal buffing and polishing machines are essential tools in industries that require high-quality, smooth finishes on metal parts. Whether used in automotive, aerospace, jewelry making, or consumer goods manufacturing, these machines ensure that metal components are polished to perfection, enhancing both their appearance and performance.
Burr Removal Methods
Burr removal methods are essential processes used to eliminate burrs—small, rough edges or protrusions left on metal parts after machining, cutting, drilling, or welding. Burrs can compromise the quality, appearance, and functionality of a part, and in some cases, they can pose safety risks. Effective burr removal ensures that metal parts have smooth edges and surfaces, improving their performance, durability, and aesthetic appeal.
There are various methods for burr removal, depending on the material, size, and complexity of the part. Burr removal can be done manually, mechanically, or through advanced techniques like thermal deburring and chemical deburring. Each method has its advantages and is chosen based on factors such as production volume, part complexity, and the desired finish.
Key Burr Removal Methods
Manual Deburring: Manual deburring is one of the simplest and most common methods used to remove burrs from metal parts. It involves using hand tools, such as files, scrapers, or rotary tools, to smooth rough edges and remove burrs. Manual deburring is suitable for small-scale production, custom parts, or parts with intricate details that require precise deburring.
Hand Files and Scrapers: Hand files and scrapers are used to remove burrs by rubbing them against the rough edges of the part. This method is highly effective for small burrs or for parts with hard-to-reach areas where other methods might not be suitable.
Rotary Tools: Rotary tools, such as Dremel tools or pneumatic grinders, are often used for more efficient manual deburring. These tools use abrasive bits or discs to remove burrs quickly and precisely.
Advantages: Manual deburring allows for a high degree of control, making it ideal for delicate or intricate parts that require careful finishing. It is also cost-effective for small-batch or custom work.
Disadvantages: Manual deburring can be time-consuming and labor-intensive, making it less suitable for large-scale production. It also requires skilled operators to achieve consistent results.
Mechanical Deburring (Tumbling and Vibratory Deburring): Mechanical deburring is a more automated process that uses machines to remove burrs from multiple parts simultaneously. Tumbling and vibratory deburring are common methods, in which parts are placed in a chamber with abrasive media and agitated to remove burrs and smooth surfaces.
Tumbling: Tumbling machines use a rotating barrel filled with abrasive media and the parts to be deburred. As the barrel rotates, the abrasive media rubs against the parts, smoothing rough edges and removing burrs.
Vibratory Deburring: In vibratory deburring, the parts and abrasive media are placed in a vibrating bowl. The vibrations cause the media to continuously move against the parts, gradually removing burrs and polishing the surface.
Advantages: Mechanical deburring is highly efficient for processing large quantities of parts at once. It is ideal for bulk production and parts with simple geometries.
Disadvantages: Mechanical deburring may not be suitable for parts with delicate or intricate features, as the abrasive action can wear away fine details. It is also less precise than manual deburring, making it less suitable for parts with tight tolerances.
Thermal Deburring (Explosive Deburring): Thermal deburring is an advanced method that uses controlled explosions to remove burrs from metal parts. In this process, parts are placed in a sealed chamber filled with a combustible gas mixture. The gas is ignited, creating a high-temperature flame that burns away burrs without affecting the main part.
How It Works: The high-temperature explosion targets the thin, unwanted material of the burrs, vaporizing them instantly. The controlled nature of the process ensures that only the burrs are removed, while the rest of the part remains unaffected.
Advantages: Thermal deburring is highly effective for removing burrs from complex, internal surfaces or areas that are difficult to reach using traditional methods. It is also fast and efficient, making it ideal for large-scale production.
Disadvantages: Thermal deburring can be expensive due to the specialized equipment and safety precautions required. It is also not suitable for parts that cannot withstand high temperatures, such as those made from heat-sensitive materials.
Electrochemical Deburring (ECD): Electrochemical deburring (ECD) is a precise method that uses an electrochemical process to dissolve burrs from metal parts. In this process, the part is submerged in an electrolyte solution, and an electrical current is applied to selectively remove the burrs while leaving the rest of the part intact.
How It Works: The electrical current causes the burr material to dissolve into the electrolyte, allowing for controlled and localized burr removal. The process is highly precise and can be used to deburr complex shapes and internal passages.
Advantages: ECD is ideal for parts that require precise deburring, such as those with tight tolerances or intricate geometries. It is also effective for removing burrs from hard-to-reach areas and internal passages.
Disadvantages: Electrochemical deburring requires specialized equipment and is more costly than manual or mechanical methods. It is also limited to conductive materials, such as metals, and cannot be used on non-metallic parts.
Cryogenic Deburring: Cryogenic deburring is a method that uses extremely low temperatures to remove burrs from plastic, rubber, and metal parts. In this process, the parts are cooled to cryogenic temperatures using liquid nitrogen, making the burrs brittle. The parts are then subjected to a mechanical process, such as tumbling, which causes the brittle burrs to break off cleanly.
How It Works: The parts are cooled to temperatures as low as -196°C (-320°F), which causes the burrs to become brittle and fragile. As the parts are agitated in a chamber, the burrs easily break away without damaging the main part.
Advantages: Cryogenic deburring is highly effective for removing burrs from parts made of soft materials, such as plastics and rubbers. It is also a clean process that does not require abrasive media or chemicals.
Disadvantages: Cryogenic deburring requires specialized equipment and is typically more expensive than traditional deburring methods. It is also less effective for parts made from very hard metals, where other deburring methods may be more suitable.
Laser Deburring: Laser deburring is a high-precision method that uses a focused laser beam to remove burrs from metal parts. The laser vaporizes the burrs without physically touching the part, making it a non-contact process. Laser deburring is ideal for delicate parts that require precise finishing or parts made from hard materials.
How It Works: The laser beam is directed at the burrs, where it melts or vaporizes the excess material, leaving a smooth, clean edge. The process can be controlled with high precision, ensuring that only the burrs are removed.
Advantages: Laser deburring is highly precise and can be used on parts with complex geometries or fine details. It is a non-contact process, meaning there is no risk of damaging the part’s surface during deburring.
Disadvantages: Laser deburring requires expensive equipment and may not be cost-effective for low-volume production. It is also not suitable for parts made from heat-sensitive materials, as the laser can cause localized heating.
Applications of Burr Removal
Automotive Industry: Burr removal is essential in the automotive industry to ensure that parts such as engine components, transmission parts, and brake systems function correctly. Burrs on automotive parts can lead to poor fit, premature wear, and even mechanical failure, making deburring a critical step in the manufacturing process.
Deburring Engine Components: Precision deburring ensures that engine components fit together correctly, preventing issues like leaks, friction, and premature wear. It also improves the overall performance and longevity of the vehicle.
Aerospace and Defense: In the aerospace and defense industries, burr removal is crucial for parts that require high precision and reliability, such as turbine blades, structural components, and military hardware. Burrs can compromise the performance and safety of these parts, making precise deburring essential.
Turbine Blade Deburring: Burrs on turbine blades can disrupt airflow, reduce efficiency, and lead to performance issues. Deburring ensures that the blades are smooth and free from defects, improving their performance and reliability.
Medical Devices: Burr removal is critical in the production of medical devices and surgical instruments, where precision and cleanliness are paramount. Burrs on medical components can cause discomfort, infection, or malfunction, making deburring an essential step in the manufacturing process.
Deburring Surgical Instruments: Precision deburring ensures that surgical instruments are smooth and safe to use, reducing the risk of tissue damage or contamination during medical procedures.
Machinery and Equipment: Burrs on machinery and equipment components can cause misalignment, poor performance, and increased wear. Deburring ensures that parts fit together correctly and function smoothly, improving the overall performance and lifespan of the equipment.
Deburring Gears and Bearings: Burr removal from gears, bearings, and other moving parts ensures smooth operation and reduces friction, preventing premature wear and mechanical failure.
Advantages of Effective Burr Removal
Improved Performance and Fit: Burr removal ensures that parts fit together correctly and operate smoothly, improving the overall performance of the assembly. This is particularly important for precision components, such as gears, bearings, and engine parts, where even small burrs can cause misalignment or increased friction.
Enhanced Durability and Longevity: Removing burrs prevents premature wear and tear on parts, increasing their durability and lifespan. Burrs can act as stress concentrators, leading to cracks or fractures over time. Deburring eliminates these weak points, improving the long-term reliability of the part.
Improved Aesthetics and Surface Finish: Burrs can detract from the appearance of a part, especially in consumer products or decorative applications. Deburring improves the surface finish, giving the part a clean, smooth appearance that enhances its visual appeal.
Increased Safety: Burrs can pose a safety hazard, especially in products that are handled by consumers or used in medical applications. Sharp edges can cause cuts or injuries, making burr removal essential for ensuring the safety of the final product.
Reduced Risk of Contamination: In industries such as medical devices and food processing, burrs can create crevices where contaminants can accumulate. Deburring eliminates these crevices, reducing the risk of contamination and improving the cleanliness and hygiene of the part.
Challenges in Burr Removal
Time-Consuming Process: Depending on the method used, burr removal can be time-consuming, especially for parts with complex geometries or fine details. Manual deburring, in particular, requires skilled operators and can slow down production.
Cost Considerations: Advanced deburring methods, such as thermal deburring or laser deburring, require specialized equipment and can be costly to implement. Manufacturers must weigh the cost of deburring against the potential benefits in terms of improved part quality and performance.
Burr removal is a critical step in the manufacturing process, ensuring that metal parts are smooth, safe, and ready for use in a wide range of applications. Whether done manually, mechanically, or through advanced methods like thermal or laser deburring, the goal is to produce high-quality parts that meet the exacting standards of industries such as automotive, aerospace, medical, and consumer goods.
Aluminum Polishing Machine
Working Principle of Hydroforming Press
An aluminum polishing machine is a specialized piece of equipment designed to polish and finish aluminum surfaces, giving them a smooth, shiny, and reflective appearance. Aluminum is widely used in various industries, including automotive, aerospace, electronics, and construction, due to its lightweight properties, corrosion resistance, and strength. However, aluminum surfaces often need to be polished to remove imperfections such as scratches, oxidation, and dullness. Polishing not only enhances the aesthetic appeal of aluminum parts but also improves their corrosion resistance and overall performance.
Aluminum polishing machines come in different types, including manual, semi-automatic, and fully automated models. They use abrasive materials, such as polishing compounds and rotating wheels, to smooth and shine aluminum surfaces. These machines can handle a variety of aluminum parts, from small components like aluminum fittings to large sheets and automotive parts.
Key Components of an Aluminum Polishing Machine
Polishing Wheel or Belt: The polishing wheel or belt is the primary tool used to smooth and shine the aluminum surface. Polishing wheels are made from materials like cloth, felt, or foam, while polishing belts are typically coated with abrasive particles. The wheel or belt rotates at high speeds, applying pressure to the aluminum surface and gradually smoothing out imperfections.
Cloth and Felt Wheels for Finishing: Cloth and felt wheels are commonly used in aluminum polishing machines for fine polishing and achieving a high-gloss finish. These wheels work with polishing compounds to buff the surface, removing minor scratches and oxidation.
Abrasive Polishing Compounds: Polishing compounds are applied to the wheel or belt to enhance the polishing process. These compounds contain fine abrasive particles that help remove surface imperfections and create a smooth, reflective finish. Different polishing compounds are used depending on the level of finish required, ranging from coarse abrasives for initial polishing to fine compounds for final finishing.
Coarse and Fine Polishing Compounds: Coarse compounds, such as emery or tripoli, are used for initial polishing to remove deeper scratches or oxidation. Fine compounds, such as rouge, are applied during the final stages to achieve a mirror-like finish.
Motor and Speed Controls: Aluminum polishing machines are equipped with motors that power the rotating polishing wheels or belts. Speed controls allow operators to adjust the speed of the machine depending on the part being polished and the desired level of finish. Slower speeds are used for delicate finishing, while higher speeds are ideal for more aggressive polishing.
Variable Speed Settings for Precision Polishing: Modern aluminum polishing machines often come with variable speed settings, enabling the operator to adjust the speed based on the size, shape, and condition of the aluminum part. This ensures optimal polishing without damaging the surface.
Workpiece Holders and Fixtures: For larger or more complex aluminum parts, polishing machines are equipped with workpiece holders or fixtures that securely hold the part in place during the polishing process. This ensures that the part remains stable, allowing for consistent and even polishing.
Fixtures for Complex Shapes: Polishing fixtures are particularly useful for aluminum parts with complex geometries, such as automotive components or aerospace parts, where it is essential to maintain consistent pressure and positioning throughout the process.
Dust and Fume Collection System: Polishing aluminum can generate dust and fumes from the polishing compounds and the aluminum material itself. Many polishing machines are equipped with dust and fume collection systems to keep the work area clean and safe. These systems help capture airborne particles and reduce the risk of contamination or health hazards for operators.
Dust Collection for Clean Operation: A dust collection system helps prevent the buildup of polishing residue in the work area, ensuring a cleaner environment and reducing the risk of defects caused by dust settling on the polished surface.
Aluminum Polishing Process
Surface Preparation: Before the polishing process begins, the aluminum surface must be prepared by cleaning and removing any dirt, grease, or heavy oxidation. In some cases, the aluminum part may need to be sanded or ground to remove deep scratches or surface imperfections. Surface preparation ensures that the aluminum is ready for polishing, allowing for a smoother and more even finish.
Sanding for Deep Scratches: For aluminum parts with significant surface damage, sanding with coarse grit sandpaper may be necessary to remove deep scratches before moving on to finer polishing techniques.
Initial Polishing: The first stage of aluminum polishing involves using a coarse polishing compound and a firm polishing wheel or belt. The initial polishing removes oxidation, minor scratches, and surface imperfections. This stage lays the foundation for further polishing by creating a smoother surface.
Cut Buffing for Oxidation Removal: Cut buffing uses a coarse polishing compound and a stiff wheel to remove oxidation and restore the base shine of the aluminum surface. This stage is essential for preparing the surface for finer polishing.
Intermediate Polishing: After the initial polishing, an intermediate stage involves using a medium polishing compound to further refine the surface. The goal of this stage is to smooth out any remaining imperfections and prepare the aluminum for the final polishing.
Medium Compounds for Surface Refinement: Intermediate polishing compounds are less abrasive than those used in the initial stage and are designed to smooth out the surface without removing too much material.
Final Polishing: The final stage of aluminum polishing uses a fine polishing compound and a soft polishing wheel to achieve a high-gloss, mirror-like finish. This stage focuses on removing any remaining fine scratches and creating a reflective, smooth surface.
Rouge for Mirror Finish: Fine polishing compounds, such as rouge, are used during the final stage to produce a bright, shiny finish. This step is crucial for aluminum parts that need to look aesthetically appealing, such as automotive trim or decorative pieces.
Inspection and Cleaning: After the polishing process is complete, the aluminum part is inspected for defects such as scratches, streaks, or uneven finishes. Any imperfections are corrected through additional polishing, and the part is cleaned to remove any polishing compound residue.
Final Cleaning for a Flawless Finish: Once polished, the aluminum part is cleaned with solvents or specialized cleaners to remove any residue, ensuring a clean and flawless surface that is ready for use or further processing.
Applications of Aluminum Polishing Machines
Automotive Industry: Aluminum polishing machines are widely used in the automotive industry to polish aluminum components such as wheels, trim, and engine parts. Polished aluminum enhances the appearance of the vehicle, giving it a sleek, reflective finish while also improving corrosion resistance.
Polishing Alloy Wheels: Alloy wheels are often polished to achieve a high-gloss, reflective finish that enhances the visual appeal of the vehicle. Polishing machines are used to remove oxidation and restore the shine of the aluminum surface.
Aerospace Industry: In the aerospace industry, aluminum polishing machines are used to finish components such as aircraft panels, fuselage sections, and structural elements. Polished aluminum not only looks better but also improves the aerodynamic performance of aircraft parts by reducing surface drag.
Polishing for Improved Aerodynamics: Polished aluminum components on aircraft reduce air resistance, improving fuel efficiency and overall performance. Polishing also helps protect the surface from corrosion, which is critical for parts exposed to harsh environmental conditions.
Consumer Electronics and Appliances: Aluminum is widely used in consumer electronics and appliances, such as laptops, smartphones, kitchen appliances, and furniture. Polishing machines are used to create smooth, shiny surfaces that enhance the appearance and durability of aluminum parts in these products.
Polished Aluminum for Electronics Enclosures: Aluminum enclosures for electronics are often polished to a high-gloss finish to give them a premium appearance. Polishing also helps protect the surface from fingerprints, scratches, and wear.
Construction and Architecture: In the construction and architectural industries, aluminum polishing machines are used to finish aluminum panels, railings, and decorative elements. Polished aluminum is often used in building exteriors, interior fixtures, and furniture for its modern, sleek appearance.
Polishing for Architectural Aluminum Panels: Polished aluminum panels are commonly used in modern architecture to create a reflective, clean look for building facades. Polishing ensures that the panels are free from imperfections and maintain their shine over time.
Jewelry and Decorative Metalwork: Aluminum polishing machines are also used in the production of jewelry and decorative metalwork. Polishing enhances the visual appeal of aluminum jewelry by creating a bright, shiny finish. It also helps protect the surface from tarnishing and wear.
Polished Aluminum Jewelry: Jewelry makers use polishing machines to achieve a mirror-like finish on aluminum pieces, making them look more attractive and luxurious.
Advantages of Aluminum Polishing Machines
Improved Aesthetic Appeal: Polished aluminum has a smooth, shiny, and reflective finish that enhances the appearance of the part. This is particularly important in industries like automotive, aerospace, and consumer electronics, where the visual appeal of the product is a key selling point.
Increased Corrosion Resistance: Polishing aluminum removes surface imperfections and creates a smooth, protective layer that enhances the metal’s corrosion resistance. This is especially important for aluminum parts used in harsh environments, such as aircraft, automotive parts, or outdoor architectural elements.
Enhanced Durability: Polishing removes surface defects, such as scratches and oxidation, that can weaken aluminum over time. A polished aluminum surface is more resistant to wear, making it more durable and extending the life of the part.
Ease of Cleaning and Maintenance: Polished aluminum is easier to clean and maintain than unpolished surfaces. The smooth finish resists the buildup of dirt, grease, and grime, and polished aluminum is less prone to fingerprints and smudges.
Versatility in Different Applications: Aluminum polishing machines can be used in a wide range of industries and applications, from automotive and aerospace components to consumer goods and decorative items. The versatility of these machines makes them valuable tools in many manufacturing environments.
Challenges of Aluminum Polishing Machines
Tool Wear and Maintenance: Polishing wheels and belts wear out over time and need to be replaced regularly to ensure consistent polishing quality. Regular maintenance is required to keep the machine in optimal condition and prevent defects in the finished product.
Operator Skill: Achieving a high-quality polish requires skilled operators who understand the nuances of different polishing compounds and techniques. Improper use of the machine can lead to scratches, uneven finishes, or damage to the aluminum surface.
Aluminum polishing machines play a critical role in ensuring that aluminum components meet high aesthetic and performance standards. Whether used in the automotive, aerospace, consumer goods, or construction industries, these machines provide the precision and efficiency needed to create smooth, polished aluminum surfaces that are visually appealing, durable, and corrosion-resistant.
Stainless Steel Polish Machine
Stainless Steel Pot Polishing Machine
A stainless steel polish machine is a specialized machine designed to polish and finish stainless steel surfaces, giving them a smooth, reflective, and polished appearance. Stainless steel is a popular material in industries such as automotive, construction, medical devices, food processing, and consumer goods due to its corrosion resistance, strength, and hygienic properties. However, to maintain its appearance and performance, stainless steel often needs to be polished to remove scratches, tarnish, and surface imperfections.
Stainless steel polish machines are used to restore or enhance the finish of stainless steel parts, from large panels to small components like fittings and fixtures. These machines use abrasive materials, polishing compounds, and rotating wheels or belts to smooth and shine the surface, ensuring that the stainless steel retains its corrosion resistance and visual appeal.
Key Components of a Stainless Steel Polish Machine
Polishing Wheels or Belts: The polishing wheels or belts are the main tools used to smooth and polish the stainless steel surface. They rotate at high speeds and are coated with abrasive materials to remove surface imperfections and create a polished finish. Polishing wheels are typically made from cloth, felt, or foam, while belts may be coated with abrasive particles like aluminum oxide or silicon carbide.
Cloth Wheels for Final Polishing: Cloth wheels are commonly used for the final polishing stages to create a high-gloss, mirror-like finish on stainless steel surfaces. These wheels work with fine polishing compounds to buff the surface, removing minor scratches and oxidation.
Polishing Compounds: Polishing compounds are applied to the polishing wheels or belts to aid in the polishing process. These compounds contain fine abrasive particles that help remove surface imperfections and create a smooth, shiny finish. The choice of polishing compound depends on the desired finish and the condition of the stainless steel surface.
Rouge for High-Gloss Finishing: Fine polishing compounds, such as rouge, are used in the final stages of stainless steel polishing to achieve a bright, reflective finish. Coarser compounds may be used in the initial stages to remove scratches or oxidation.
Motor and Speed Controls: The motor powers the polishing wheels or belts, allowing them to rotate at high speeds. Speed controls enable operators to adjust the rotation speed based on the type of stainless steel part being polished and the level of finish required. Slower speeds are used for delicate polishing, while higher speeds are used for more aggressive polishing operations.
Variable Speed Control for Precision Polishing: Stainless steel polish machines often feature variable speed controls, allowing the operator to adjust the machine’s speed for different polishing tasks. This ensures optimal results without damaging the surface of the stainless steel.
Workpiece Holders and Clamps: Workpiece holders or clamps are used to secure the stainless steel part in place during the polishing process. This ensures that the part remains stable and allows the operator to achieve an even, consistent finish across the entire surface.
Secure Workholding for Consistency: Workholding devices are particularly important when polishing large or complex stainless steel parts, as they help prevent movement or vibration during the process.
Dust and Fume Collection System: Polishing stainless steel can generate dust and fumes from the polishing compounds and the metal itself. Stainless steel polish machines often come equipped with dust and fume collection systems to keep the work area clean and safe. These systems help capture airborne particles, reducing contamination and improving operator safety.
Dust Collection for Clean Operation: The dust collection system helps maintain a clean workspace and reduces the risk of defects caused by dust settling on the polished surface.
Stainless Steel Polishing Process
Surface Preparation: Before polishing stainless steel, the surface must be cleaned and prepared by removing any dirt, grease, or heavy oxidation. For surfaces with deep scratches or significant imperfections, sanding or grinding may be necessary before the polishing process begins. Surface preparation is crucial to achieving a smooth, even finish during polishing.
Sanding for Deep Scratches: For stainless steel surfaces with significant surface damage, sanding with coarse grit sandpaper may be required to remove deep scratches and prepare the metal for polishing.
Initial Polishing: The first stage of stainless steel polishing involves using a coarse polishing compound and a firm polishing wheel or belt. This step removes oxidation, minor scratches, and surface imperfections. It smooths the surface in preparation for finer polishing.
Cut Buffing for Surface Refinement: Cut buffing uses a coarse polishing compound and a firm wheel to remove oxidation and restore the surface’s smoothness. This stage lays the foundation for further polishing by creating a uniform surface.
Intermediate Polishing: After the initial polishing, a medium polishing compound is used to further refine the surface. This step removes any remaining imperfections and prepares the stainless steel for the final polishing stage.
Medium Compounds for Surface Smoothing: Intermediate polishing compounds are less abrasive than those used in the initial stages and are designed to smooth out the surface without removing too much material.
Final Polishing: The final stage of stainless steel polishing uses a fine polishing compound and a soft polishing wheel to achieve a high-gloss, mirror-like finish. This step focuses on removing any remaining fine scratches and creating a reflective, polished surface.
Rouge for Mirror Finish: Fine polishing compounds, such as rouge, are used in the final stage to produce a bright, shiny finish. This is crucial for parts that need to look aesthetically appealing, such as architectural fixtures or consumer products.
Inspection and Cleaning: After the polishing process is complete, the stainless steel part is inspected for defects, such as scratches, streaks, or uneven finishes. Any imperfections are corrected through additional polishing, and the part is cleaned to remove any polishing compound residue.
Final Cleaning for a Flawless Finish: Once polished, the stainless steel part is cleaned with solvents or specialized cleaners to remove any residue, ensuring a clean and flawless surface that is ready for use or further processing.
Applications of Stainless Steel Polish Machines
Food Processing Equipment: Stainless steel is widely used in the food processing industry due to its corrosion resistance and hygienic properties. Polishing machines are used to create smooth, polished surfaces on stainless steel equipment, such as mixing tanks, conveyor belts, and cutting tools, ensuring that they meet cleanliness and sanitation standards.
Polished Surfaces for Hygiene: Polished stainless steel surfaces are easier to clean and less likely to harbor bacteria, making them essential for food processing equipment that must meet strict health and safety regulations.
Medical Devices and Equipment: Stainless steel is commonly used in medical devices and surgical instruments due to its strength, corrosion resistance, and biocompatibility. Polishing machines are used to achieve smooth, sterile surfaces on surgical tools, implants, and medical equipment, ensuring that they are safe for use in healthcare settings.
Polished Surgical Instruments: Surgical instruments made from stainless steel require precise polishing to create smooth, clean surfaces that reduce the risk of infection and contamination.
Automotive and Aerospace Industries: Stainless steel polish machines are used in the automotive and aerospace industries to finish components such as exhaust systems, structural elements, and decorative trim. Polished stainless steel enhances the appearance of vehicles and aircraft while providing durability and resistance to corrosion.
Polished Stainless Steel Exhaust Systems: Polished stainless steel exhaust systems are often used in high-performance vehicles for their sleek appearance and resistance to corrosion and heat.
Architecture and Construction: Polished stainless steel is commonly used in architecture and construction for decorative and functional purposes, such as railings, facades, and interior fixtures. Polishing machines are used to create smooth, reflective surfaces that enhance the visual appeal of stainless steel in modern architectural designs.
Polished Railings and Fixtures: In construction, polished stainless steel is often used for railings, handrails, and fixtures in public spaces. The polished finish adds a modern, sleek look while ensuring durability and ease of maintenance.
Consumer Goods and Appliances: Stainless steel polish machines are used to finish a variety of consumer goods, such as kitchen appliances, cookware, and furniture. Polishing enhances the appearance and durability of stainless steel products, giving them a high-quality, reflective finish that appeals to consumers.
Polished Stainless Steel Appliances: Stainless steel kitchen appliances, such as refrigerators, dishwashers, and ovens, are often polished to a high-gloss finish that enhances their aesthetic appeal and makes them easier to clean.
Advantages of Stainless Steel Polish Machines
Improved Aesthetic Appeal: Polished stainless steel has a smooth, shiny, and reflective finish that enhances the appearance of the part. This is particularly important in industries like architecture, consumer goods, and automotive manufacturing, where visual appeal is a key consideration.
Increased Corrosion Resistance: Polishing stainless steel removes surface imperfections and creates a smooth finish that enhances the metal’s corrosion resistance. This is especially important for stainless steel parts used in harsh environments, such as marine applications, medical devices, and food processing equipment.
Enhanced Durability: Polishing removes surface defects, such as scratches and tarnish, that can weaken stainless steel over time. A polished stainless steel surface is more resistant to wear and tear, making it more durable and extending the life of the part.
Improved Hygiene and Cleanliness: Polished stainless steel surfaces are easier to clean and maintain than unpolished surfaces. This is particularly important in industries such as food processing and healthcare, where cleanliness and hygiene are critical.
Versatility for Different Applications: Stainless steel polish machines can be used in a wide range of industries and applications, from food processing and medical devices to automotive and construction. The versatility of these machines makes them valuable tools in many manufacturing environments.
Challenges of Stainless Steel Polish Machines
Tool Wear and Maintenance: Polishing wheels and belts wear out over time and need to be replaced regularly to ensure consistent polishing quality. Regular maintenance is required to keep the machine in optimal condition and prevent defects in the finished product.
Operator Skill: Achieving a high-quality polish requires skilled operators who understand the nuances of different polishing compounds and techniques. Improper use of the machine can lead to scratches, uneven finishes, or damage to the stainless steel surface.
Stainless steel polish machines play a vital role in maintaining the aesthetic, hygienic, and functional properties of stainless steel parts. Whether used in the food processing, medical, automotive, or architectural industries, these machines ensure that stainless steel surfaces are polished to perfection, enhancing both their appearance and performance.
Rubber Moulding Machine
Rubber Moulding Machine
A rubber moulding machine is a piece of equipment designed to shape rubber materials into specific forms by applying heat and pressure. Rubber moulding is a widely used process in industries such as automotive, aerospace, medical, and consumer goods manufacturing, where rubber parts like seals, gaskets, tires, and various components are essential. Rubber moulding machines help create consistent, high-quality rubber products by ensuring precise control over the moulding parameters, such as temperature, pressure, and cycle time.
There are several types of rubber moulding machines, including compression moulding, transfer moulding, and injection moulding machines, each designed to handle different types of rubber and moulding applications. The choice of machine depends on factors such as the complexity of the part, the type of rubber being used, and the required production volume.
Types of Rubber Moulding Machines
Compression Moulding Machines: Compression moulding is one of the oldest and most commonly used methods for rubber moulding. In compression moulding, a pre-measured amount of rubber material is placed into a heated mould cavity. The mould is then closed, and pressure is applied to force the rubber into the shape of the mould. Heat and pressure are maintained until the rubber cures, after which the mould is opened, and the finished part is removed.
Simplicity and Cost-Effectiveness: Compression moulding is a relatively simple and cost-effective process, making it suitable for low to medium production volumes. It is commonly used to produce parts like gaskets, seals, and O-rings.
Disadvantages: Compression moulding may result in longer cycle times compared to other methods, and it is less suitable for highly complex or intricate parts due to limitations in material flow.
Transfer Moulding Machines: Transfer moulding is similar to compression moulding but with the added step of transferring the rubber material into the mould cavity through a transfer chamber. In this process, the rubber is placed in a transfer pot, and a plunger forces the material into the mould cavity through runners and gates. The mould is then closed, and the rubber cures under heat and pressure.
Advantages for Complex Parts: Transfer moulding is ideal for parts with intricate geometries or those that require inserts, such as metal parts embedded in rubber. It provides better material flow and more precise control over the moulding process compared to compression moulding.
Disadvantages: Transfer moulding requires more complex tooling and is generally more expensive than compression moulding, making it better suited for higher-volume production runs.
Injection Moulding Machines: Rubber injection moulding is a highly efficient and automated process that involves injecting liquid rubber or rubber compounds into a closed mould under high pressure. In this process, the rubber material is preheated in an injection chamber, then injected into the mould cavity through a nozzle. The rubber cures in the mould, and the finished part is ejected after the mould opens.
High Efficiency and Precision: Injection moulding is ideal for high-volume production and complex parts with tight tolerances. It offers faster cycle times and better control over the moulding process compared to compression or transfer moulding.
Disadvantages: Injection moulding machines are more expensive to operate and require more advanced tooling. They are best suited for large-scale production or parts that require high precision and consistency.
Key Components of a Rubber Moulding Machine
Mould Cavity and Core: The mould cavity is the space where the rubber material is shaped into the final part. The mould core, typically made from high-strength materials like steel, creates the internal shape of the part, while the cavity forms the external dimensions. In multi-cavity moulds, multiple parts can be produced simultaneously, improving production efficiency.
High Precision Moulds: Moulds used in rubber moulding must be designed with high precision to ensure that the finished parts meet tight tolerances. The mould material must also withstand high temperatures and pressures without deforming.
Heating System: Rubber moulding machines use heating systems to maintain the mould at the proper temperature for curing the rubber. Electric heaters or steam heating systems are commonly used to ensure consistent temperature control throughout the moulding process. Proper temperature control is critical for achieving optimal rubber properties, such as flexibility, strength, and elasticity.
Curing Temperature Control: The heating system allows for precise control of the curing temperature, ensuring that the rubber material cures uniformly and achieves the desired physical properties.
Hydraulic or Mechanical Press: The press applies the necessary pressure to the mould during the rubber moulding process. Hydraulic presses are commonly used for rubber moulding due to their ability to generate high, consistent pressure. The press ensures that the rubber material is fully compressed into the mould cavity and cures evenly.
High-Pressure Forming: Hydraulic presses offer the advantage of high force with precise control, making them ideal for moulding rubber parts with complex geometries or tight tolerances.
Ejection System: After the rubber has cured and the mould is opened, the finished part must be ejected from the mould. Ejector pins or plates are typically used to push the part out of the mould cavity without damaging the part. In injection moulding machines, the ejection system is fully automated to improve production efficiency.
Automatic Ejection for Efficiency: Automated ejection systems reduce cycle times and minimize the risk of damaging parts during removal. They are especially important in high-volume production environments.
Control Panel: Modern rubber moulding machines are equipped with control panels that allow operators to set and monitor parameters such as temperature, pressure, cycle time, and moulding speed. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the moulding process and ensure repeatable, high-quality results.
Precision Control for Consistency: The control panel ensures that the moulding process remains consistent, reducing the risk of defects or variations in the finished parts. This is especially important for parts that require precise dimensional accuracy.
Rubber Moulding Process
Material Preparation: The rubber material is first prepared for moulding. In the case of compression or transfer moulding, raw rubber compounds or pre-forms are used. For injection moulding, the rubber is often in the form of pellets or liquid rubber compounds that are heated and injected into the mould.
Pre-Forms for Compression and Transfer Moulding: Pre-forms are used to control the amount of material placed into the mould cavity, ensuring that the part is formed correctly without excess material.
Loading the Mould: In compression and transfer moulding, the rubber material is placed directly into the mould cavity. For injection moulding, the rubber material is pre-heated in the injection chamber before being injected into the mould. The mould is then closed, and pressure is applied to shape the rubber into the desired part.
High-Pressure Injection for Complex Parts: Injection moulding machines apply high pressure to inject the rubber into the mould cavity, ensuring that the material flows into all areas of the mould and fills intricate details.
Curing: The rubber material is cured under heat and pressure, which causes it to harden and take on its final properties. The curing time and temperature vary depending on the type of rubber being used and the desired properties of the finished part.
Precise Curing for Optimal Properties: The curing process must be carefully controlled to ensure that the rubber achieves the correct level of flexibility, strength, and durability. Over-curing can lead to brittle parts, while under-curing can result in weak, under-formed parts.
Part Ejection: Once the rubber has cured, the mould is opened, and the finished part is ejected from the mould. In injection moulding, this step is automated, while in compression and transfer moulding, the part may need to be manually removed.
Automated Ejection for High-Volume Production: Automatic ejection systems improve production efficiency and reduce the risk of damaging parts during removal.
Finishing and Inspection: After the part is ejected, any excess material, known as flash, is trimmed from the edges of the part. The part is then inspected for defects, such as incomplete moulding or surface imperfections. Any defective parts are discarded or reworked.
Flash Trimming for Clean Edges: Excess material, or flash, is typically removed by hand or with the help of trimming machines, ensuring that the finished part has clean, smooth edges.
Applications of Rubber Moulding Machines
Automotive Industry: Rubber moulding machines are widely used in the automotive industry to produce parts such as seals, gaskets, bushings, and tires. These parts are essential for ensuring proper sealing, noise reduction, and vibration control in vehicles.
Moulded Rubber Seals and Gaskets: Moulded rubber seals are used in engine components, doors, windows, and various other parts of vehicles to prevent leaks and reduce noise. Rubber moulding machines ensure that these parts are produced with precision and consistency.
Aerospace Industry: In the aerospace industry, rubber moulding machines are used to produce high-performance parts such as O-rings, seals, and vibration dampers. These components must meet stringent safety and performance standards, as they are critical to the operation of aircraft and spacecraft.
High-Performance O-Rings for Aerospace Applications: Moulded rubber O-rings are used in fuel systems, hydraulic systems, and other critical areas of aircraft. Rubber moulding machines ensure that these parts meet the exacting standards of the aerospace industry.
Medical Devices and Equipment: Rubber moulding machines are used to produce a variety of medical components, such as seals, gaskets, diaphragms, and tubing. Medical-grade rubber must meet strict quality and safety standards, as it is used in life-saving devices and equipment.
Medical-Grade Rubber Components: Rubber moulding machines are used to produce medical parts that are biocompatible, sterilizable, and resistant to harsh chemicals. These parts are essential in medical devices such as respirators, pumps, and diagnostic equipment.
Consumer Goods: Rubber moulding machines are used to produce a wide range of consumer products, including rubber footwear, kitchen tools, and household seals. These machines allow manufacturers to produce durable, flexible rubber products that meet the needs of everyday consumers.
Rubber Moulded Footwear: Rubber moulding machines are commonly used to produce soles and components for shoes, boots, and sandals. Moulded rubber provides the comfort, durability, and flexibility needed for high-quality footwear.
Industrial Equipment: Rubber moulding machines are used to produce rubber parts for industrial machinery, including seals, grommets, vibration dampers, and hoses. These parts are essential for maintaining the performance and reliability of industrial equipment in demanding environments.
Moulded Rubber for Industrial Applications: Rubber parts are used in heavy machinery to reduce vibration, protect equipment from damage, and ensure proper sealing in harsh conditions.
Advantages of Rubber Moulding Machines
Precision and Consistency: Rubber moulding machines ensure that parts are produced with high precision and consistency, meeting exact specifications for dimensions, strength, and performance. This is critical for industries such as automotive and aerospace, where quality and reliability are paramount.
Efficiency for High-Volume Production: Injection and transfer moulding machines are highly efficient, allowing manufacturers to produce large quantities of rubber parts quickly and with minimal waste. This makes them ideal for high-volume production runs in industries like automotive and consumer goods.
Versatility for Different Rubber Types: Rubber moulding machines can handle a wide variety of rubber materials, including natural rubber, synthetic rubber, and silicone. This versatility allows manufacturers to produce parts with specific properties, such as heat resistance, chemical resistance, or flexibility.
Cost-Effectiveness for Mass Production: Rubber moulding machines are cost-effective for producing large batches of parts, especially in injection and transfer moulding. The automated nature of these processes reduces labor costs and improves production efficiency.
Challenges of Rubber Moulding Machines
High Initial Tooling Costs: Mould tooling for rubber moulding machines can be expensive, particularly for complex parts or multi-cavity moulds. Manufacturers must consider these costs when deciding on the most suitable moulding process for their production needs.
Material Waste in Compression Moulding: Compression moulding can result in more material waste compared to other methods, especially if excess rubber material is used to ensure that the mould is completely filled. Proper material management is essential to minimize waste and reduce costs.
Rubber moulding machines play a vital role in producing high-quality rubber parts for a wide range of industries, from automotive and aerospace to medical devices and consumer goods. These machines offer the precision, efficiency, and versatility needed to meet the demands of modern manufacturing, ensuring that rubber parts are produced with consistent quality and performance.
CNC Flowforming
Advanced Metalworking Technics with CNC Metal Spinning Machine
CNC flowforming is a precision metal forming process that uses CNC (Computer Numerical Control) technology to control the shaping of metal components by gradually deforming a metal blank over a rotating mandrel using rollers. Flowforming is often used to produce cylindrical or conical parts with precise dimensions, thin walls, and excellent strength. CNC flowforming is widely used in industries such as aerospace, automotive, defense, and industrial manufacturing, where high-performance parts with complex geometries are required.
CNC flowforming offers significant advantages over traditional forming methods, including greater material efficiency, improved mechanical properties, and the ability to produce parts with tight tolerances. The CNC technology ensures that the forming process is highly repeatable and precise, making it ideal for producing complex, high-quality parts in medium to large production volumes.
Key Components of a CNC Flowforming Machine
Mandrel: The mandrel is the shaping tool over which the metal blank is formed. It provides the internal shape of the part, while the CNC-controlled rollers apply pressure to the blank to gradually form it into the desired shape. The mandrel must be precisely machined to match the exact dimensions of the final part.
Mandrel Design for Complex Parts: The mandrel is a critical component in CNC flowforming, as it determines the internal shape and dimensions of the part. The mandrel must be designed to withstand the high forces applied during the forming process while maintaining tight tolerances.
CNC-Controlled Rollers: CNC flowforming machines use multiple rollers to apply pressure to the metal blank as it rotates on the mandrel. The rollers gradually deform the metal, thinning it and shaping it into the final part. The CNC system controls the position, pressure, and speed of the rollers to ensure precise forming.
Precise Control for Uniform Wall Thickness: CNC-controlled rollers allow for precise control over the material flow, ensuring that the part has uniform wall thickness and meets exact dimensional specifications.
Rotating Spindle: The spindle holds the mandrel and rotates it during the flowforming process. The rotation of the mandrel, combined with the pressure from the rollers, gradually shapes the metal blank into the desired form. The spindle must be capable of rotating at precise speeds to ensure consistent forming.
High-Speed Rotation for Efficient Forming: The spindle must rotate at the correct speed to allow the rollers to apply even pressure and gradually form the part without over-stressing the material.
Hydraulic or Servo Actuation System: CNC flowforming machines use hydraulic or servo-actuated systems to control the movement and pressure of the rollers. These systems provide the force needed to deform the metal and ensure that the forming process is smooth and controlled.
Hydraulic Pressure for High-Strength Parts: The hydraulic system provides the necessary pressure to form high-strength materials, such as steel and titanium, into precise shapes without causing defects.
CNC Control Panel: The CNC control panel is the interface through which operators set and monitor the forming parameters, such as roller pressure, spindle speed, and material feed rate. The CNC system ensures that the forming process is highly repeatable and that each part is produced to the exact same specifications.
Automation for Precision and Repeatability: CNC technology automates the flowforming process, allowing for precise control over every aspect of the operation. This ensures that each part is formed consistently, even in high-volume production.
CNC Flowforming Process
Material Preparation: The process begins with the preparation of a metal blank, typically in the form of a pre-formed tube or disc. The blank is made from materials such as aluminum, steel, or titanium, which have good ductility and can be deformed without cracking. The blank is mounted onto the mandrel in the flowforming machine.
Pre-Forms for Consistent Shaping: The initial shape of the blank is critical to the success of the flowforming process. Pre-forms must be designed to accommodate the thinning and stretching that occurs during forming.
Forming the Metal Blank: As the mandrel rotates, the CNC-controlled rollers apply pressure to the metal blank. The rollers move along the length of the blank, gradually thinning and stretching the material to form the final part. The pressure applied by the rollers is carefully controlled to ensure that the material is deformed uniformly.
Controlled Thinning for Precise Wall Thickness: Flowforming allows manufacturers to create parts with very thin walls while maintaining excellent strength and structural integrity. The CNC system ensures that the wall thickness is consistent along the entire length of the part.
Multiple Passes for Complex Shapes: For parts with complex geometries, the flowforming process may require multiple passes with the rollers. Each pass further deforms the metal, gradually bringing it closer to the final shape. The CNC system ensures that each pass is executed with precision, preventing defects such as wrinkles or uneven wall thickness.
Complex Shapes with Tight Tolerances: CNC flowforming is ideal for producing parts with intricate shapes or features, such as flanges, tapers, or internal threads. The CNC system ensures that these features are formed with tight tolerances and repeatable accuracy.
Part Removal and Inspection: Once the flowforming process is complete, the finished part is removed from the mandrel and inspected for defects. The part is typically subjected to dimensional checks and surface quality inspections to ensure that it meets the required specifications.
Quality Control for High-Precision Parts: CNC flowforming produces parts with excellent surface finishes and dimensional accuracy, reducing the need for additional machining or finishing processes.
Applications of CNC Flowforming
Aerospace Industry: CNC flowforming is widely used in the aerospace industry to produce lightweight, high-strength components such as rocket motor casings, fuselage sections, and structural supports. The ability to create thin-walled parts with precise dimensions makes flowforming ideal for aerospace applications.
Rocket Motor Casings: Flowforming is used to produce thin-walled rocket motor casings with excellent strength and durability. These parts must withstand extreme pressures and temperatures, making flowforming a critical process for aerospace manufacturers.
Automotive Industry: In the automotive industry, CNC flowforming is used to create lightweight components such as wheel rims, drive shafts, and suspension components. Flowformed parts are strong, lightweight, and capable of withstanding the stresses of high-performance vehicles.
Lightweight Alloy Wheels: CNC flowforming is used to produce lightweight alloy wheels for high-performance vehicles. The process ensures that the wheels have the strength needed to handle the stresses of driving while minimizing weight.
Defense and Military Applications: CNC flowforming is used to produce parts for defense and military applications, such as artillery shells, missile casings, and armor-piercing projectiles. These parts require high strength, durability, and precision, making flowforming an ideal manufacturing process.
Artillery Shells: Flowforming is used to produce artillery shells with thin walls and high strength, ensuring that they can withstand the pressures generated during firing while remaining lightweight.
Industrial Manufacturing: CNC flowforming is also used in the production of industrial components such as pressure vessels, heat exchanger tubes, and hydraulic cylinders. These parts require high strength and precision, making flowforming a valuable process for industrial manufacturers.
Heat Exchanger Tubes: Flowforming is used to produce thin-walled heat exchanger tubes with precise dimensions, ensuring efficient heat transfer and durability in demanding industrial applications.
Advantages of CNC Flowforming
High Precision and Repeatability: CNC flowforming ensures that parts are produced with tight tolerances and consistent quality, making it ideal for applications where precision is critical, such as aerospace and defense manufacturing.
Material Efficiency: Flowforming uses a cold-forming process that minimizes material waste, allowing manufacturers to produce parts with consistent wall thickness and minimal scrap. This improves cost efficiency and reduces the environmental impact of production.
Enhanced Mechanical Properties: The cold-forming process used in CNC flowforming improves the mechanical properties of the metal, such as its hardness, tensile strength, and fatigue resistance. This makes flowformed parts more durable and capable of withstanding extreme conditions.
Cost-Effective for Medium- to High-Volume Production: CNC flowforming is particularly cost-effective for medium- to high-volume production runs, as it requires fewer tooling changes and offers shorter cycle times compared to other forming processes.
Challenges of CNC Flowforming
High Initial Setup Costs: The equipment and tooling required for CNC flowforming can be expensive, making it less cost-effective for low-volume production runs. However, the long-term savings in material costs and reduced machining requirements often justify the initial investment.
Material Limitations: While CNC flowforming is effective for a wide range of metals, such as aluminum, steel, and titanium, it may not be suitable for certain materials that are too brittle or have limited formability.
CNC flowforming is a highly efficient and versatile process used to produce lightweight, high-precision components with complex geometries. Whether used in aerospace, automotive, defense, or industrial applications, CNC flowforming offers manufacturers a cost-effective solution for creating parts that meet the highest standards of performance and durability.
Round Cutter for Sheet Metal
Circle Shear Machine
A round cutter for sheet metal is a specialized tool used to cut circular shapes or holes in sheet metal materials. These tools are essential in industries like automotive, aerospace, HVAC, construction, and manufacturing, where precise circular cuts are often required for components such as flanges, ducts, gaskets, and panels. Round cutters are designed to handle various types of sheet metal, including steel, aluminum, copper, and brass, making them versatile and valuable tools in metalworking.
Round cutters come in different designs and sizes, depending on the specific cutting application. Some are manual tools used for smaller jobs, while others are integrated into automated cutting machines for high-volume production. These cutters ensure precision and efficiency, allowing manufacturers to produce consistent, high-quality round cuts in sheet metal with minimal waste.
Types of Round Cutters for Sheet Metal
Manual Circle Cutters: Manual circle cutters are handheld tools used for cutting small to medium-sized circular shapes in sheet metal. These cutters are often adjustable, allowing the operator to set the desired diameter for the cut. Manual circle cutters are commonly used in HVAC work, where they are used to cut holes for ducts, vents, and pipes.
Handheld and Adjustable: Manual circle cutters typically feature a rotating cutting head with adjustable arms that allow the user to set the diameter of the cut. The cutting head is rotated around a central pivot point, creating a clean, circular cut in the sheet metal.
Advantages: Manual circle cutters are easy to use and affordable, making them ideal for smaller jobs or projects that require occasional cutting of circular shapes. They are lightweight and portable, allowing operators to use them on-site.
Disadvantages: Manual circle cutters are limited in their capacity and are not suitable for cutting thick or hard metals. They also require more physical effort and precision from the operator, making them less efficient for high-volume or repetitive cutting tasks.
Rotary Cutters for Sheet Metal: Rotary cutters are powered tools that use rotating blades to cut circular shapes in sheet metal. These cutters can be either handheld or mounted on a bench or stand. Rotary cutters are ideal for cutting larger or thicker sheets of metal, as they provide more power and precision than manual tools.
Powered Cutting for Efficiency: Rotary cutters use a motor to drive the cutting blade, allowing for faster and more precise cuts. Some rotary cutters are equipped with adjustable cutting heads that allow the operator to set the desired diameter for the cut.
Advantages: Rotary cutters are more efficient than manual tools and can handle thicker or harder materials. They are ideal for repetitive cutting tasks and are commonly used in workshops and fabrication shops.
Disadvantages: Rotary cutters are more expensive than manual tools and may require a power source. They are also larger and less portable, making them better suited for stationary work environments.
Punch and Die Circle Cutters: Punch and die circle cutters use a punch press to create circular holes or shapes in sheet metal. In this process, a punch is driven through the sheet metal, cutting out a circular shape that matches the size and shape of the die. Punch and die cutters are used for high-precision, high-volume cutting and are commonly integrated into automated production lines.
Precision Cutting for High-Volume Production: Punch and die circle cutters are highly accurate and capable of cutting multiple holes or shapes in a single operation. The punch and die are machined to exact specifications, ensuring consistent, precise cuts.
Advantages: Punch and die cutters are ideal for high-volume production, as they can cut large numbers of holes quickly and with minimal material waste. They are commonly used in industries that require precise, repeatable cuts, such as automotive and aerospace manufacturing.
Disadvantages: Punch and die cutters are expensive to set up, as they require custom tooling for each specific cut. They are best suited for high-volume production, where the cost of tooling can be justified by the large number of parts being produced.
CNC Plasma and Laser Cutters: CNC (Computer Numerical Control) plasma and laser cutters are advanced cutting machines that use high-energy beams or plasma arcs to cut precise shapes, including circles, in sheet metal. These machines are highly automated, allowing operators to program the desired cut into the CNC system, which then controls the cutting head to execute the cut with precision.
Advanced Cutting for Complex Shapes: CNC plasma and laser cutters are capable of cutting extremely precise and complex shapes in sheet metal, including intricate circular patterns. These machines are ideal for high-precision applications in industries such as aerospace, automotive, and electronics.
Advantages: CNC plasma and laser cutters provide unmatched precision and efficiency, making them ideal for cutting complex shapes with tight tolerances. They are also highly versatile, capable of cutting a wide range of materials and thicknesses.
Disadvantages: CNC plasma and laser cutters are expensive to purchase and operate, making them best suited for large-scale manufacturing operations. They also require skilled operators to program and maintain the machines.
The Cutting Process with Round Cutters
Marking the Cutting Area: Before cutting, the operator marks the desired location and diameter of the circle on the sheet metal. This ensures that the cut is made in the correct position and to the correct size. For manual cutters, the center point of the circle is often marked, and a pivot is set to guide the cutting tool.
Accuracy in Marking: Marking the cutting area accurately is essential for ensuring that the final cut meets the required specifications. In automated systems, the cutting pattern is programmed into the CNC machine, eliminating the need for manual marking.
Positioning the Cutter: The round cutter is positioned on the sheet metal, with the cutting blade or punch aligned with the marked area. For manual cutters, the operator positions the pivot point in the center of the marked circle and adjusts the cutter to the desired diameter.
Precision in Positioning: Proper alignment of the cutter is crucial for achieving a clean, precise cut. In punch and die systems, the punch and die must be perfectly aligned to ensure that the cut is made cleanly and without distortion.
Executing the Cut: Once the cutter is positioned, the cutting operation is performed. In manual and rotary cutters, the operator manually rotates the cutter around the pivot point or guides the powered cutter along the marked path. In punch and die systems, the punch is driven through the sheet metal to create the hole. In CNC plasma or laser systems, the cutting head is guided automatically by the CNC system to execute the cut.
Smooth Cutting for Clean Edges: The goal of the cutting process is to create a clean, smooth edge without distortion or burrs. Proper control of the cutter’s speed and pressure is essential for achieving high-quality cuts.
Finishing and Inspection: After the cut is made, the edges of the cut circle are inspected for any burrs or rough edges. In some cases, deburring or smoothing may be required to achieve a clean, finished edge. The final part is then inspected for dimensional accuracy to ensure that it meets the required specifications.
Deburring for Clean Edges: Burrs or rough edges are common after cutting, especially in thicker or harder metals. These imperfections can be removed using deburring tools or machines to create a smooth, finished edge.
Applications of Round Cutters for Sheet Metal
HVAC and Ductwork Fabrication: Round cutters are widely used in the HVAC industry to create circular holes and shapes in sheet metal for ducts, vents, and other ventilation components. The ability to cut precise circles is essential for ensuring proper fit and function in ductwork systems.
Cutting for Air Vents and Ducts: HVAC technicians use round cutters to create holes for air vents, flanges, and pipes in ductwork systems. The precision of the cut ensures that the components fit together correctly, improving airflow and system performance.
Automotive Industry: In the automotive industry, round cutters are used to cut circular holes and shapes in sheet metal for components such as flanges, gaskets, and panels. The ability to cut precise circles is essential for ensuring that parts fit together correctly and function as intended.
Cutting for Flanges and Gaskets: Round cutters are used to create precise holes for flanges and gaskets, ensuring proper sealing and alignment in automotive components such as engines, exhaust systems, and fuel tanks.
Aerospace Industry: In the aerospace industry, round cutters are used to cut precise circular holes and shapes in sheet metal for aircraft components, such as bulkheads, fuselage panels, and structural supports. The high precision of the cut is critical for ensuring that parts meet the strict safety and performance standards required in aerospace manufacturing.
Precision Cutting for Structural Components: Round cutters are used to create holes and circular shapes in structural components that must withstand extreme forces and environmental conditions.
Metal Fabrication and Construction: Round cutters are commonly used in metal fabrication shops and construction projects to create circular holes and shapes in sheet metal for architectural elements, structural supports, and decorative features. These cutters allow fabricators to create custom parts with precise circular cuts.
Cutting for Architectural Panels: Round cutters are used to create custom circular designs in metal panels for architectural applications, such as building facades, interior walls, and decorative features.
Advantages of Round Cutters for Sheet Metal
Precision Cutting for Circular Shapes: Round cutters are specifically designed for cutting precise circular shapes in sheet metal, ensuring clean, accurate cuts with minimal material waste. This precision is essential for industries such as automotive, aerospace, and HVAC, where components must fit together precisely.
Versatility for Different Metals: Round cutters can be used to cut a wide range of sheet metal materials, including steel, aluminum, copper, and brass. This versatility makes them valuable tools for metal fabricators working with different types of materials.
Efficiency for High-Volume Production: Punch and die systems and CNC cutting machines are highly efficient for high-volume production, allowing manufacturers to produce large numbers of parts with consistent quality and minimal downtime.
Clean, Smooth Edges: Round cutters are designed to create clean, smooth edges, reducing the need for additional finishing operations such as deburring or grinding. This improves the overall quality of the finished part and reduces production time.
Challenges of Round Cutters for Sheet Metal
Tool Wear and Maintenance: The cutting blades or punches used in round cutters wear out over time and need to be replaced regularly to maintain cutting precision. Proper maintenance is essential to ensure that the cutters continue to produce high-quality cuts.
Initial Setup Costs for CNC Systems: CNC plasma and laser cutting systems are expensive to purchase and operate, making them a significant investment for manufacturers. However, the high precision and efficiency of these systems often justify the initial setup costs for large-scale production.
Round cutters for sheet metal are essential tools in industries that require precise circular cuts, such as automotive, aerospace, HVAC, and metal fabrication. Whether used in manual, powered, or automated systems, these cutters provide the accuracy, efficiency, and versatility needed to produce high-quality round cuts in a variety of sheet metal materials.
Flange Machine
Sheet Metal Rounded Corners
A flange machine is a specialized piece of equipment used to form or attach flanges to metal pipes, tubes, and ducts. Flanges are integral components in many piping and ductwork systems, serving as the connecting points between pipes or other components. They provide a secure, leak-proof connection, allowing for easy assembly, disassembly, and maintenance. Flange machines are used in industries such as HVAC, construction, plumbing, and industrial manufacturing, where precision and strength are required for flange connections.
Flange machines come in various designs, depending on the specific application, such as roll-forming flange machines, hydraulic flange forming machines, and automated CNC flange machines. These machines help manufacturers create consistent, high-quality flanges that meet industry standards for strength, durability, and performance.
Types of Flange Machines
Roll-Forming Flange Machines: Roll-forming flange machines are used to create flanges by gradually shaping the edge of a metal pipe, tube, or duct using a series of rollers. The rollers apply pressure to the material as it passes through the machine, forming the flange without cutting or removing material. Roll-forming flange machines are commonly used in the HVAC industry to create flanges for ductwork.
Precision Forming for Ductwork: Roll-forming machines create consistent, smooth flanges that are used to connect sections of ductwork in HVAC systems. The process is efficient and suitable for high-volume production.
Advantages: Roll-forming machines are highly efficient and capable of producing flanges with tight tolerances. They are ideal for forming flanges on long sections of metal pipe or ductwork.
Disadvantages: Roll-forming machines are limited in their ability to create complex flange shapes and are best suited for simple, straight flanges.
Hydraulic Flange Forming Machines: Hydraulic flange forming machines use hydraulic pressure to form flanges by pressing or bending the metal material into the desired shape. These machines are used to form flanges on thicker or more rigid materials, such as steel or stainless steel pipes, where roll-forming machines may not be suitable.
High Pressure for Heavy-Duty Flanges: Hydraulic flange machines are capable of forming strong, durable flanges on thick-walled pipes and tubes. The hydraulic system provides the force needed to shape the metal without causing cracks or deformation.
Advantages: Hydraulic flange machines are ideal for heavy-duty applications where thick or hard metals are used. They provide precise control over the forming process, ensuring that the flanges meet the required specifications.
Disadvantages: Hydraulic flange machines are slower than roll-forming machines and may require more setup time. They are also more expensive to operate due to the hydraulic system.
CNC Flange Machines: CNC flange machines use computer numerical control (CNC) technology to automate the flange forming process. These machines are highly precise and capable of producing complex flange shapes with tight tolerances. CNC flange machines are used in industries that require high levels of accuracy, such as aerospace, automotive, and industrial manufacturing.
Automated Precision for Complex Flanges: CNC flange machines are programmed to perform the flange forming process with high precision, ensuring that each flange is formed to the exact specifications. These machines are ideal for producing custom flanges or parts with intricate shapes.
Advantages: CNC flange machines offer unmatched precision and repeatability, making them ideal for high-volume production or parts that require tight tolerances. The automation reduces the need for manual labor and minimizes the risk of errors.
Disadvantages: CNC flange machines are expensive to purchase and operate, making them more suitable for large-scale production or applications that require high precision.
Flange Welding Machines: Flange welding machines are used to attach flanges to metal pipes or tubes by welding. These machines ensure that the flange is securely bonded to the pipe, providing a strong, leak-proof connection. Flange welding machines are commonly used in industries such as plumbing, oil and gas, and industrial piping systems.
Welding for Strong Connections: Flange welding machines ensure that the flange is securely welded to the pipe, creating a durable connection that can withstand high pressure and temperature.
Advantages: Welding provides a strong, permanent connection between the flange and the pipe. Flange welding machines are ideal for applications where a leak-proof connection is essential, such as in oil and gas pipelines.
Disadvantages: Welding machines require skilled operators and regular maintenance to ensure that the welds are strong and free from defects.
The Flange Forming Process
Material Preparation: Before the flange is formed, the material must be prepared by cutting the pipe, tube, or duct to the required length. The edges of the material are often smoothed or deburred to ensure that the flange can be formed cleanly without defects.
Cutting and Deburring for Clean Edges: Proper preparation of the material is essential for achieving a high-quality flange. Any burrs or rough edges can affect the forming process and lead to defects in the final flange.
Forming the Flange: The flange forming process varies depending on the type of machine being used. In roll-forming machines, the material is fed through a series of rollers that gradually shape the edge into a flange. In hydraulic or CNC machines, the material is pressed or bent into the desired shape. In welding machines, the flange is welded to the pipe after it has been formed.
Consistent Forming for Precision Flanges: The goal of the forming process is to create a flange with precise dimensions and a smooth finish. Proper control of the forming pressure and speed is essential for achieving high-quality results.
Finishing and Inspection: After the flange is formed, it is inspected for defects such as cracks, uneven edges, or dimensional inaccuracies. Any excess material, such as burrs or rough edges, is removed to ensure that the flange is smooth and ready for use.
Quality Control for Reliable Flanges: Flanges must meet strict quality standards to ensure that they provide a secure, leak-proof connection. Inspection and finishing are critical steps in the flange forming process to ensure that the final product meets these standards.
Applications of Flange Machines
HVAC Systems: Flange machines are widely used in the HVAC industry to create flanges for ductwork and ventilation systems. Flanges are essential for connecting sections of ductwork and ensuring that the system operates efficiently and without leaks.
Forming Flanges for Ductwork: Roll-forming flange machines are commonly used to create flanges on large sections of ductwork, providing a secure connection point for joining ducts and vents.
Industrial Piping Systems: In industrial piping systems, flanges are used to connect pipes, valves, and other components. Flange machines are used to form or attach flanges to pipes in applications such as oil and gas pipelines, chemical processing plants, and power generation facilities.
Flanges for High-Pressure Pipes: Hydraulic flange machines are often used to form flanges on thick-walled pipes used in high-pressure or high-temperature environments, such as oil refineries or power plants.
Automotive and Aerospace Industries: Flange machines are used in the automotive and aerospace industries to create flanges for exhaust systems, fuel lines, and other components. The precision offered by CNC flange machines is essential for ensuring that flanges meet the tight tolerances required in these industries.
Precision Flanges for Exhaust Systems: CNC flange machines are used to create custom flanges for exhaust systems, ensuring that they fit precisely and provide a leak-proof connection.
Plumbing and Construction: Flange machines are used in plumbing and construction to form or attach flanges to pipes used in water supply, drainage, and other systems. Flanges provide a secure connection point for assembling plumbing systems and allow for easy maintenance and repairs.
Flanges for Water Supply Lines: Flange machines are used to create flanges for water supply lines in residential and commercial buildings, ensuring that the pipes can be connected securely and leak-free.
Advantages of Flange Machines
Precision and Consistency: Flange machines ensure that flanges are formed with high precision and consistency, meeting exact specifications for dimensions and strength. This is essential for applications where leak-proof connections are critical, such as in HVAC systems or industrial pipelines.
Efficiency for High-Volume Production: Flange machines, especially roll-forming and CNC machines, are highly efficient and capable of producing large quantities of flanges quickly and with minimal waste. This makes them ideal for high-volume production in industries such as construction and manufacturing.
Versatility for Different Materials: Flange machines can handle a wide range of materials, including steel, aluminum, copper, and stainless steel. This versatility makes them valuable tools for manufacturers working with different types of pipes and tubing.
Strong, Leak-Proof Connections: Flanges formed by flange machines provide strong, durable connections that can withstand high pressure and temperature. This is particularly important in industrial applications where the reliability of the connection is critical for safety and performance.
Challenges of Flange Machines
Tooling and Setup Costs: Flange machines, particularly CNC and hydraulic machines, can be expensive to purchase and set up. The cost of tooling and maintenance must be considered, especially for custom or complex flange designs.
Skilled Operation for Precision: Operating flange machines, especially CNC and welding machines, requires skilled operators to ensure that the flanges are formed correctly and meet the required specifications. Improper operation can lead to defects and compromised flange connections.
Flange machines are essential tools for forming and attaching flanges to pipes, tubes, and ducts in a wide range of industries. Whether used in HVAC systems, industrial piping, or automotive and aerospace applications, these machines provide the precision, strength, and efficiency needed to create reliable, high-quality flanges that meet the demands of modern manufacturing and construction.
Metal Flowforming
CNC Controller for Spinning Machine
Metal flowforming is an advanced metal forming process used to shape cylindrical or conical metal parts by applying controlled pressure through rotating rollers. The process starts with a pre-formed metal blank, typically a tube, which is placed over a mandrel and rotated at high speeds. Rollers apply pressure to the metal, gradually thinning and stretching it into the desired shape. Flowforming offers precise control over wall thickness and part geometry, making it ideal for producing lightweight, high-strength components with complex geometries.
Flowforming is used in industries such as aerospace, automotive, defense, and industrial manufacturing, where precision, strength, and material efficiency are critical. The process enhances the mechanical properties of the metal, making it stronger and more durable, while also reducing material waste.
Types of Metal Flowforming
Forward Flowforming: In forward flowforming, the rollers move along the length of the metal blank in the same direction as the rotation of the mandrel. The material is thinned and stretched forward as it conforms to the shape of the mandrel. Forward flowforming is commonly used to produce cylindrical parts, such as tubes, pipes, and pressure vessels.
Precise Control of Wall Thickness: Forward flowforming allows manufacturers to create parts with precise, consistent wall thickness, which is critical for applications where uniform strength and weight are essential, such as in aerospace and automotive components.
Advantages: Forward flowforming is ideal for producing parts with long, uniform lengths, such as tubes and pipes. It offers excellent control over the material flow, ensuring consistent wall thickness and dimensional accuracy.
Disadvantages: Forward flowforming may not be suitable for parts with highly complex geometries or varying wall thicknesses, as the material flows primarily in one direction.
Backward Flowforming: In backward flowforming, the rollers move in the opposite direction of the mandrel’s rotation. This causes the material to be pushed backward while it is thinned and stretched into shape. Backward flowforming is commonly used for parts with more complex geometries or varying wall thicknesses, such as conical parts or components with flanges.
Complex Shapes with Variable Thickness: Backward flowforming allows for more control over the material flow, making it possible to create parts with varying wall thicknesses or complex features, such as tapers or flanges.
Advantages: Backward flowforming is ideal for producing parts with complex geometries, such as cones or components with varying wall thickness. It offers greater flexibility in shaping the material compared to forward flowforming.
Disadvantages: Backward flowforming is typically slower than forward flowforming and may require more precise control to prevent defects, such as wrinkling or uneven material distribution.
Combined Flowforming: Combined flowforming uses both forward and backward flowforming techniques to create parts with complex geometries and varying wall thicknesses. This method is often used for high-precision components in industries like aerospace and defense, where intricate shapes and tight tolerances are required.
Precision for Complex Components: Combined flowforming allows for precise control over material flow in both directions, enabling manufacturers to produce parts with complex shapes and varying thicknesses, such as aerospace structural components or high-performance automotive parts.
Advantages: Combined flowforming provides maximum flexibility for creating parts with complex geometries, varying wall thicknesses, and tight tolerances. It is ideal for high-performance applications where precision is critical.
Disadvantages: Combined flowforming requires advanced equipment and highly skilled operators, making it more expensive and time-consuming than single-direction flowforming.
Key Components of a Metal Flowforming Machine
Mandrel: The mandrel is the shaping tool around which the metal blank is formed. The mandrel provides the internal shape of the part, while the rollers apply pressure to the blank, stretching and thinning it into the desired external shape. Mandrels are typically made from high-strength materials, such as hardened steel, to withstand the high forces involved in flowforming.
Precision Mandrels for Tight Tolerances: The mandrel must be precisely machined to match the internal dimensions of the final part. Any deviations in the mandrel’s shape can result in defects or dimensional inaccuracies in the finished part.
Rollers: Flowforming machines use multiple rollers to apply pressure to the metal blank as it rotates on the mandrel. The rollers gradually deform the metal, thinning and shaping it into the final part. The position, pressure, and speed of the rollers are carefully controlled to ensure precise forming.
Controlled Pressure for Uniform Thickness: The rollers must apply consistent pressure to ensure that the material flows uniformly, creating a part with consistent wall thickness and smooth surfaces.
Rotating Spindle: The spindle holds the mandrel and rotates it during the flowforming process. The rotation of the mandrel, combined with the pressure from the rollers, shapes the metal blank into the desired form. The spindle’s speed must be carefully controlled to ensure that the material is deformed evenly.
High-Speed Rotation for Efficient Forming: The spindle must rotate at the correct speed to allow the rollers to apply even pressure and gradually form the part without over-stressing the material.
Hydraulic or Servo Actuation System: Flowforming machines use hydraulic or servo-actuated systems to control the movement and pressure of the rollers. These systems provide the force needed to deform the metal and ensure that the forming process is smooth and controlled.
Hydraulic Pressure for High-Strength Parts: The hydraulic system provides the necessary pressure to form high-strength materials, such as steel and titanium, into precise shapes without causing defects.
CNC Control System: Many modern flowforming machines are equipped with CNC (Computer Numerical Control) systems that allow for precise control over the forming process. The CNC system automates the movement of the rollers, ensuring that the material is formed with consistent accuracy and repeatability.
Automation for Precision and Repeatability: CNC control systems ensure that each part is formed to the exact same specifications, improving efficiency and reducing the risk of defects.
The Flowforming Process
Material Preparation: The process begins with the preparation of a metal blank, typically in the form of a tube or disc. The blank is made from materials such as aluminum, steel, or titanium, which have good ductility and can be deformed without cracking. The blank is mounted onto the mandrel in the flowforming machine.
Pre-Forms for Consistent Shaping: The initial shape of the blank is critical to the success of the flowforming process. Pre-forms must be designed to accommodate the thinning and stretching that occurs during forming.
Forming the Metal Blank: As the mandrel rotates, the rollers apply controlled pressure to the metal blank. The pressure from the rollers gradually thins and stretches the material, shaping it into the desired form. The flow of the material is carefully controlled to ensure that the part has uniform wall thickness and smooth surfaces.
Precision Thinning for Uniform Parts: The flowforming process allows for precise control over the material flow, ensuring that the part is formed with consistent wall thickness and meets tight dimensional tolerances.
Multiple Passes for Complex Shapes: For parts with complex geometries, the flowforming process may require multiple passes with the rollers. Each pass further deforms the metal, gradually bringing it closer to the final shape. The CNC system ensures that each pass is executed with precision, preventing defects such as wrinkles or uneven material distribution.
Complex Shapes with Tight Tolerances: Flowforming is ideal for producing parts with intricate shapes or features, such as flanges, tapers, or internal threads. The CNC system ensures that these features are formed with tight tolerances and repeatable accuracy.
Part Removal and Inspection: Once the flowforming process is complete, the finished part is removed from the mandrel and inspected for defects. The part is typically subjected to dimensional checks and surface quality inspections to ensure that it meets the required specifications.
Quality Control for High-Precision Parts: Flowforming produces parts with excellent surface finishes and dimensional accuracy, reducing the need for additional machining or finishing processes.
Applications of Metal Flowforming
Aerospace Industry: Flowforming is widely used in the aerospace industry to produce lightweight, high-strength components such as rocket motor casings, fuselage sections, and structural supports. The ability to create thin-walled parts with precise dimensions makes flowforming ideal for aerospace applications.
Rocket Motor Casings: Flowforming is used to produce thin-walled rocket motor casings with excellent strength and durability. These parts must withstand extreme pressures and temperatures, making flowforming a critical process for aerospace manufacturers.
Automotive Industry: In the automotive industry, flowforming is used to create lightweight components such as wheel rims, drive shafts, and suspension components. Flowformed parts are strong, lightweight, and capable of withstanding the stresses of high-performance vehicles.
Lightweight Alloy Wheels: Flowforming is used to produce lightweight alloy wheels for high-performance vehicles. The process ensures that the wheels have the strength needed to handle the stresses of driving while minimizing weight.
Defense and Military Applications: Flowforming is used to produce parts for defense and military applications, such as artillery shells, missile casings, and armor-piercing projectiles. These parts require high strength, durability, and precision, making flowforming an ideal manufacturing process.
Artillery Shells: Flowforming is used to produce artillery shells with thin walls and high strength, ensuring that they can withstand the pressures generated during firing while remaining lightweight.
Industrial Manufacturing: Flowforming is also used in the production of industrial components such as pressure vessels, heat exchanger tubes, and hydraulic cylinders. These parts require high strength and precision, making flowforming a valuable process for industrial manufacturers.
Heat Exchanger Tubes: Flowforming is used to produce thin-walled heat exchanger tubes with precise dimensions, ensuring efficient heat transfer and durability in demanding industrial applications.
Advantages of Metal Flowforming
High Precision and Repeatability: Flowforming ensures that parts are produced with tight tolerances and consistent quality, making it ideal for applications where precision is critical, such as aerospace and defense manufacturing.
Material Efficiency: Flowforming uses a cold-forming process that minimizes material waste, allowing manufacturers to produce parts with consistent wall thickness and minimal scrap. This improves cost efficiency and reduces the environmental impact of production.
Enhanced Mechanical Properties: The cold-forming process used in flowforming improves the mechanical properties of the metal, such as its hardness, tensile strength, and fatigue resistance. This makes flowformed parts more durable and capable of withstanding extreme conditions.
Cost-Effective for Medium- to High-Volume Production: Flowforming is particularly cost-effective for medium- to high-volume production runs, as it requires fewer tooling changes and offers shorter cycle times compared to other forming processes.
Challenges of Metal Flowforming
High Initial Setup Costs: The equipment and tooling required for flowforming can be expensive, making it less cost-effective for low-volume production runs. However, the long-term savings in material costs and reduced machining requirements often justify the initial investment.
Material Limitations: While flowforming is effective for a wide range of metals, such as aluminum, steel, and titanium, it may not be suitable for certain materials that are too brittle or have limited formability.
Metal flowforming is a highly efficient and versatile process used to produce lightweight, high-precision components with complex geometries. Whether used in aerospace, automotive, defense, or industrial applications, flowforming offers manufacturers a cost-effective solution for creating parts that meet the highest standards of performance and durability.
Circle Shear Machine
Circle Shear Machine
A circle shear machine, also known as a rotary shear or circular shearing machine, is a specialized cutting tool used to cut circular blanks or discs from sheet metal. These machines are designed to cut precise circular shapes in materials like steel, aluminum, copper, and brass, making them essential tools in industries such as automotive, aerospace, manufacturing, and metal fabrication. Circle shear machines are commonly used to produce metal discs for applications like cookware, automotive components, and industrial machinery.
Circle shear machines provide fast, efficient, and accurate cutting of circular blanks, with the ability to handle a wide range of materials and thicknesses. These machines are used for both high-volume production and custom manufacturing, ensuring that each circular blank is cut with precision and minimal waste.
Types of Circle Shear Machines
Manual Circle Shear Machines: Manual circle shear machines are operated by hand, making them suitable for small-scale production or custom jobs. These machines feature adjustable cutting blades and guides, allowing the operator to set the desired diameter of the cut. The operator manually rotates the sheet metal through the cutting blades to produce the circular blank.
Adjustable for Custom Cuts: Manual circle shear machines are highly versatile, allowing operators to adjust the cutting diameter for different-sized blanks. They are commonly used in workshops or fabrication shops for smaller jobs.
Advantages: Manual circle shear machines are affordable, easy to operate, and ideal for custom jobs or small production runs. They offer precise control over the cutting process, making them suitable for a wide range of materials.
Disadvantages: Manual circle shear machines are labor-intensive and not suitable for high-volume production. They also require skilled operators to ensure accurate cutting.
Motorized Circle Shear Machines: Motorized circle shear machines use electric motors to automate the cutting process. These machines are more powerful than manual models and are capable of cutting thicker or harder materials. Motorized circle shear machines are commonly used in metal fabrication shops and manufacturing facilities for medium- to large-scale production.
Powered Cutting for Efficiency: The motorized operation allows for faster and more efficient cutting, making these machines ideal for repetitive cutting tasks. Motorized circle shear machines often feature adjustable cutting settings, allowing operators to easily change the diameter of the cut.
Advantages: Motorized circle shear machines offer greater cutting power and efficiency compared to manual models. They are ideal for cutting thicker materials or handling higher production volumes.
Disadvantages: Motorized circle shear machines are more expensive and require a power source, making them less portable than manual machines. They also require regular maintenance to ensure proper operation.
CNC Circle Shear Machines: CNC (Computer Numerical Control) circle shear machines are fully automated machines that use CNC technology to control the cutting process. These machines are highly precise and capable of producing complex circular blanks with tight tolerances. CNC circle shear machines are commonly used in industries such as aerospace, automotive, and industrial manufacturing, where high precision is required.
Automated Precision for High-Volume Production: CNC circle shear machines allow operators to program the desired cutting parameters into the CNC system, which then controls the cutting blades to execute the cut with precision. These machines are ideal for high-volume production and applications that require consistent, repeatable results.
Advantages: CNC circle shear machines offer unmatched precision, efficiency, and repeatability. They are ideal for high-volume production or parts that require tight tolerances. The automation reduces the need for manual labor and minimizes the risk of errors.
Disadvantages: CNC circle shear machines are expensive to purchase and operate, making them best suited for large-scale production or applications that require high precision.
The Circle Shearing Process
Material Loading: The circle shearing process begins by loading the sheet metal onto the machine. For manual machines, the operator positions the sheet metal by hand, while motorized and CNC machines often have automated feeding systems that load the material into the cutting area.
Accurate Positioning for Precision Cuts: Proper positioning of the sheet metal is essential for ensuring that the circular blank is cut with precision. In CNC machines, the material is automatically positioned based on the programmed cutting parameters.
Adjusting the Cutting Diameter: The cutting diameter is set by adjusting the cutting blades and guides on the machine. In manual and motorized machines, the operator adjusts the settings to achieve the desired diameter. In CNC machines, the cutting diameter is programmed into the CNC system, which automatically adjusts the blades to the correct position.
Customizable Settings for Versatile Cutting: Circle shear machines offer adjustable cutting settings, allowing operators to produce circular blanks in a variety of sizes. This versatility is particularly important for manufacturers that produce custom or varied parts.
Cutting the Circular Blank: Once the machine is set up, the cutting process begins. The cutting blades rotate around the sheet metal, shearing out a precise circular blank. In manual machines, the operator manually turns the sheet metal through the blades, while motorized and CNC machines automate the cutting process.
Clean, Precise Cuts for Smooth Edges: The goal of the cutting process is to produce a clean, smooth-edged circular blank with minimal waste. Proper control of the cutting speed and pressure is essential for achieving high-quality cuts.
Finishing and Inspection: After the circular blank is cut, it is inspected for defects, such as rough edges, burrs, or dimensional inaccuracies. Any excess material or imperfections are removed to ensure that the blank is smooth and ready for use in further manufacturing processes.
Deburring for Clean Edges: Burrs or rough edges are common after cutting, especially in thicker or harder metals. These imperfections can be removed using deburring tools or machines to create a smooth, finished edge.
Applications of Circle Shear Machines
Cookware Manufacturing: Circle shear machines are widely used in the cookware industry to produce circular blanks for pots, pans, lids, and other kitchen utensils. The ability to cut precise, smooth-edged circles is essential for ensuring that the finished cookware pieces meet quality and performance standards.
Cutting Blanks for Pots and Pans: Circle shear machines are used to cut the circular blanks that are then formed into the final shape of pots, pans, and lids. The precision of the cut ensures that the cookware pieces are consistent in size and fit together properly.
Automotive Industry: In the automotive industry, circle shear machines are used to produce circular blanks for components such as gaskets, seals, and discs. These parts must be cut with high precision to ensure proper fit and function in automotive assemblies.
Cutting for Gaskets and Seals: Circular blanks are used to create gaskets and seals for engines, transmissions, and other automotive components. The precision of the cut is critical for ensuring that these parts provide a proper seal and prevent leaks.
Aerospace Industry: In the aerospace industry, circle shear machines are used to cut circular blanks for components such as bulkheads, panels, and structural supports. The high precision of CNC circle shear machines ensures that these parts meet the stringent safety and performance standards required in aerospace manufacturing.
Precision Cutting for Structural Components: Circle shear machines are used to create precise circular blanks for aerospace structural components that must withstand extreme forces and environmental conditions.
Metal Fabrication and Industrial Manufacturing: Circle shear machines are commonly used in metal fabrication shops and industrial manufacturing facilities to cut circular blanks for a wide range of applications, including machinery components, industrial equipment, and decorative metalwork.
Custom Cutting for Industrial Applications: Circle shear machines allow manufacturers to produce custom circular blanks for industrial machinery and equipment, ensuring that each part meets the exact specifications required for the application.
Advantages of Circle Shear Machines
Precision Cutting for Circular Blanks: Circle shear machines are specifically designed for cutting precise circular shapes in sheet metal, ensuring clean, accurate cuts with minimal material waste. This precision is essential for industries such as automotive, aerospace, and cookware manufacturing.
Efficiency for High-Volume Production: Motorized and CNC circle shear machines are highly efficient and capable of producing large quantities of circular blanks quickly and with consistent quality. This makes them ideal for high-volume production in industries such as manufacturing and metal fabrication.
Versatility for Different Metals: Circle shear machines can handle a wide range of sheet metal materials, including steel, aluminum, copper, and brass. This versatility makes them valuable tools for manufacturers working with different types of materials.
Clean, Smooth Edges: Circle shear machines are designed to create clean, smooth edges, reducing the need for additional finishing operations such as deburring or grinding. This improves the overall quality of the finished part and reduces production time.
Challenges of Circle Shear Machines
Tool Wear and Maintenance: The cutting blades on circle shear machines wear out over time and need to be replaced regularly to maintain cutting precision. Proper maintenance is essential to ensure that the machines continue to produce high-quality cuts.
High Initial Setup Costs for CNC Machines: CNC circle shear machines are expensive to purchase and operate, making them a significant investment for manufacturers. However, the high precision and efficiency of these machines often justify the initial setup costs for large-scale production.
Circle shear machines are essential tools for cutting precise circular blanks in sheet metal. Whether used in cookware manufacturing, automotive, aerospace, or industrial applications, these machines provide the accuracy, efficiency, and versatility needed to produce high-quality circular blanks with consistent precision.
Sheet Metal Flange Forming
Sheet Metal Rounded Corners
Sheet metal flange forming is a process used to create flanges—raised rims or edges—on sheet metal components. These flanges are essential for connecting parts, adding strength, and providing structural support in various applications. Flange forming is a key technique in industries such as automotive, aerospace, construction, HVAC, and metal fabrication, where sheet metal components must be securely joined or reinforced. Flanges help ensure a tight, secure fit between parts, especially in systems that handle fluids, air, or structural loads.
There are several methods for forming flanges on sheet metal, including roll forming, press brake bending, and stamping. Each method is chosen based on factors like the material, thickness, shape, and the specific requirements of the application. Proper flange forming ensures that the metal retains its strength and integrity, even after being bent or formed into complex shapes.
Methods of Sheet Metal Flange Forming
Roll Forming: Roll forming is a continuous process used to create flanges by passing sheet metal through a series of rollers that gradually bend the edges into the desired shape. This method is ideal for producing long, uniform flanges in high-volume production settings. Roll forming is commonly used in the production of components like metal roofing, siding, and structural panels.
High Efficiency for Long Parts: Roll forming is highly efficient and suitable for forming flanges on long pieces of sheet metal, such as beams, channels, and ducts. The process is continuous, allowing manufacturers to produce large quantities of flange-formed parts with minimal material waste.
Advantages: Roll forming is ideal for high-volume production and produces consistent, high-quality flanges with minimal deformation. It is also suitable for thin and thick sheet metals.
Disadvantages: Roll forming is less flexible than other methods, making it less suitable for producing short, custom, or complex flange shapes.
Press Brake Bending: Press brake bending is a common method for forming flanges on smaller or custom-shaped sheet metal parts. A press brake uses a punch and die to bend the edges of the sheet metal to form a flange. This method is highly versatile and allows for precise control over the angle, length, and shape of the flange. Press brakes are often used in low- to medium-volume production runs or for custom fabrication jobs.
Precision Bending for Custom Parts: Press brake bending allows manufacturers to create flanges with precise angles and lengths, making it ideal for custom parts and prototypes. The process is highly flexible, allowing for the formation of complex flange shapes.
Advantages: Press brake bending offers excellent precision and versatility, making it ideal for small batches or custom parts. It is suitable for a wide range of sheet metal thicknesses.
Disadvantages: Press brake bending can be slower than roll forming for high-volume production and may require more setup time, especially for complex or custom parts.
Stamping: Stamping is a high-speed method for forming flanges on sheet metal parts. In the stamping process, a press forces the sheet metal into a die, which shapes the material and forms the flange in a single operation. Stamping is ideal for producing large quantities of parts quickly and with consistent quality. It is commonly used in automotive and appliance manufacturing, where components like brackets, panels, and enclosures require flanged edges.
High-Speed Production for Large Volumes: Stamping is highly efficient and capable of producing flanges in large quantities with consistent quality. The process is well-suited for parts with simple, uniform flange shapes.
Advantages: Stamping offers fast production speeds, making it ideal for high-volume manufacturing. It also ensures consistent flange dimensions and high repeatability.
Disadvantages: Stamping requires expensive tooling and is less flexible than other methods, making it better suited for high-volume production rather than custom or low-volume runs.
Hydroforming: Hydroforming is a specialized forming process that uses high-pressure hydraulic fluid to shape sheet metal into complex forms, including flanged edges. Hydroforming is commonly used for parts that require intricate shapes or tight tolerances, such as automotive body panels, aerospace components, and structural parts. This process is ideal for forming flanges on lightweight materials, such as aluminum and stainless steel, without compromising the material’s strength or surface quality.
Complex Shapes with High Precision: Hydroforming allows manufacturers to form flanges on parts with complex geometries and tight tolerances. The process is particularly useful for producing lightweight components with strong, durable flanges.
Advantages: Hydroforming provides excellent precision and allows for the formation of flanges on complex shapes and lightweight materials. It also minimizes material thinning and surface defects.
Disadvantages: Hydroforming is more expensive than traditional forming methods and is best suited for high-value, precision parts rather than mass production.
Key Components of a Sheet Metal Flange Forming Machine
Rollers (Roll Forming): In roll forming machines, rollers are the primary tools used to bend and shape the edges of the sheet metal into flanges. The sheet metal passes through multiple rollers, each progressively bending the metal until the desired flange shape is achieved. The rollers must be precisely aligned and adjusted to ensure consistent, high-quality flange formation.
Gradual Bending for Uniform Flanges: The rollers are designed to gradually bend the metal, ensuring that the flange is formed smoothly and without distortion. Proper roller alignment is critical for maintaining consistent flange dimensions.
Punch and Die (Press Brake and Stamping): In press brake and stamping machines, the punch and die are the tools used to shape the flange. The punch presses the sheet metal into the die, bending or forming the edges into a flange. The punch and die must be designed to match the exact flange dimensions and angles required for the part.
Precision Tools for Accurate Flanges: The punch and die must be carefully designed and maintained to ensure that the flange is formed with accurate dimensions and angles. Any wear or misalignment in the tools can lead to defects in the flange.
Hydraulic System (Hydroforming): In hydroforming machines, a hydraulic system is used to apply high pressure to the sheet metal, forcing it into a die and forming the flange. The hydraulic system must provide precise control over the pressure and timing of the forming process to ensure that the flange is formed without damaging the material.
High Pressure for Complex Flanges: The hydraulic system provides the force needed to shape the sheet metal into complex forms, including flanges, without causing cracks or material failure.
Control System: Modern flange forming machines are often equipped with computer numerical control (CNC) systems that allow operators to program the flange dimensions, angles, and forming parameters. The control system ensures that the forming process is consistent and repeatable, reducing the risk of defects and improving production efficiency.
CNC Control for Precision and Consistency: CNC systems automate the flange forming process, allowing for precise control over the forming parameters. This ensures that each flange is formed to the exact same specifications, improving quality and reducing material waste.
The Flange Forming Process
Material Preparation: The sheet metal must be properly prepared before the flange forming process begins. This typically involves cutting the sheet metal to the required size and shape, deburring the edges, and cleaning the surface to remove any dirt, grease, or contaminants. Proper material preparation ensures that the flange is formed cleanly and without defects.
Deburring for Clean Edges: Any rough edges or burrs must be removed from the sheet metal to ensure that the flange is formed with smooth, clean edges. This is especially important in applications where the flange will be exposed to high pressure or stress.
Forming the Flange: The flange forming process depends on the method being used. In roll forming, the sheet metal is passed through a series of rollers that gradually bend the edges into a flange. In press brake bending, the sheet metal is placed between a punch and die, and pressure is applied to form the flange. In stamping, the flange is formed in a single press operation, while in hydroforming, the sheet metal is shaped by hydraulic pressure.
Consistent Pressure for Smooth Flanges: Proper control of the forming pressure is essential for creating a smooth, uniform flange without defects such as cracks, wrinkles, or thinning.
Finishing and Inspection: After the flange is formed, the part is inspected for defects such as cracks, uneven edges, or dimensional inaccuracies. Any excess material, such as burrs or rough edges, is removed to ensure that the flange is smooth and ready for use. The part is also measured to ensure that the flange meets the required dimensions and tolerances.
Quality Control for Reliable Flanges: Flanges must meet strict quality standards to ensure that they provide a secure, leak-proof connection. Inspection and finishing are critical steps in the flange forming process to ensure that the final product meets these standards.
Applications of Sheet Metal Flange Forming
Automotive Industry: Sheet metal flange forming is widely used in the automotive industry to create flanges on components such as exhaust systems, body panels, and structural parts. Flanges are essential for connecting parts and providing strength and rigidity to automotive assemblies.
Flanges for Exhaust Systems and Body Panels: Flanges are commonly formed on exhaust pipes and body panels to provide a secure connection between parts. Flange forming ensures that these components are strong, durable, and resistant to vibration and stress.
Aerospace Industry: In the aerospace industry, flange forming is used to create flanges on lightweight materials such as aluminum and titanium. These flanges are used to connect structural components, fuel tanks, and engine parts, where precision and strength are critical.
Flanges for Lightweight Aerospace Components: Flange forming is used to create flanges on thin, lightweight sheet metal components used in aircraft. The precision of the flange is critical for ensuring that the parts meet the strict safety and performance standards required in aerospace manufacturing.
HVAC Systems: In the HVAC industry, flange forming is used to create flanges on ductwork and ventilation systems. These flanges provide a secure connection between sections of ductwork, ensuring that the system operates efficiently and without leaks.
Forming Flanges for Ductwork: Flanges are commonly formed on HVAC ducts to provide a secure connection point for joining sections of ductwork. The flanges must be strong enough to withstand the pressure and airflow in the system.
Construction and Metal Fabrication: Flange forming is used in the construction and metal fabrication industries to create flanges on beams, columns, and other structural components. These flanges provide additional strength and stability to the structure, ensuring that it can withstand loads and stresses.
Flanges for Structural Components: Flange forming is used to create flanges on structural components such as beams and columns, adding strength and rigidity to the structure.
Advantages of Sheet Metal Flange Forming
Improved Strength and Structural Integrity: Forming flanges on sheet metal components increases their strength and rigidity, making them more durable and capable of withstanding stress. This is especially important in applications where the parts are exposed to high pressure, vibration, or loads.
Secure Connections for Joining Parts: Flanges provide a secure, leak-proof connection between parts, ensuring that they are properly aligned and sealed. This is essential in systems that handle fluids, air, or structural loads, such as exhaust systems, HVAC ducts, and piping.
Versatility for Different Materials and Applications: Flange forming can be used on a wide range of sheet metal materials, including steel, aluminum, copper, and stainless steel. This versatility makes flange forming a valuable process in industries ranging from automotive and aerospace to construction and HVAC.
Precision for Complex Shapes: Modern flange forming machines, especially those equipped with CNC systems, offer precise control over the forming process, allowing manufacturers to create flanges with tight tolerances and complex shapes.
Challenges of Sheet Metal Flange Forming
Tool Wear and Maintenance: The tools used in flange forming, such as rollers, punches, and dies, wear out over time and need to be replaced regularly to maintain forming precision. Proper maintenance is essential to ensure consistent, high-quality flange formation.
Material Limitations: Certain materials, especially brittle or high-strength metals, can be challenging to flange without causing cracks or defects. Proper material selection and forming techniques are essential to avoid these issues.
Sheet metal flange forming is a critical process in many industries, providing strength, durability, and secure connections for components ranging from automotive exhaust systems to aerospace structural parts. Whether done through roll forming, press brake bending, stamping, or hydroforming, flange forming ensures that sheet metal parts meet the demands of modern manufacturing and engineering.
Super Surface Finishing
Metal Buffing and Polishing Machines
Super surface finishing refers to advanced techniques used to achieve extremely smooth and polished surfaces on metal parts, often with a mirror-like finish. These techniques are critical in industries where surface quality is essential for performance, aesthetics, or functionality. Super surface finishing processes are used to remove surface imperfections, improve surface smoothness, reduce friction, and enhance the overall appearance of metal parts. This type of finishing is commonly applied to parts in industries such as aerospace, automotive, medical devices, precision engineering, and consumer electronics.
Super surface finishing goes beyond traditional polishing or grinding, utilizing highly specialized methods such as electropolishing, chemical polishing, and advanced mechanical processes like lapping and superfinishing. These techniques achieve surface finishes with very low roughness values, measured in microns, often below Ra 0.1 µm.
Types of Super Surface Finishing Processes
Electropolishing: Electropolishing is an electrochemical process that removes a thin layer of metal from the surface of a part, smoothing out micro-level roughness and imperfections. The process involves immersing the part in an electrolytic bath and applying an electric current. Electropolishing is commonly used for stainless steel, aluminum, and other metals that require a high level of surface smoothness and corrosion resistance.
Smoothing at the Microscopic Level: Electropolishing removes high points on the surface of the metal, leaving a smooth, polished finish. It also improves the part’s corrosion resistance by removing surface contaminants and creating a passive oxide layer.
Advantages: Electropolishing provides a uniform, smooth finish with minimal material removal. It is ideal for complex shapes and internal surfaces that are difficult to reach with mechanical polishing methods.
Disadvantages: Electropolishing is limited to conductive materials and may not be suitable for all types of metals or parts that require tight dimensional tolerances.
Chemical Polishing: Chemical polishing involves immersing a metal part in a chemical solution that selectively dissolves surface imperfections, leaving behind a smooth, polished surface. Unlike electropolishing, chemical polishing does not require an electric current. This process is commonly used for metals like aluminum, copper, and brass, as well as non-conductive materials.
Non-Electrical Smoothing for Complex Parts: Chemical polishing is especially useful for parts with complex shapes or internal passages, where mechanical polishing is impractical. The chemical solution uniformly polishes the surface without the need for physical contact.
Advantages: Chemical polishing is fast and efficient, providing a smooth, polished finish without the need for mechanical force. It is suitable for a wide range of materials, including non-metals.
Disadvantages: Chemical polishing can be less precise than electropolishing or mechanical finishing, and the chemicals used can be hazardous if not handled properly.
Superfinishing (Microfinishing): Superfinishing is a mechanical process that uses fine abrasives to achieve an ultra-smooth surface finish with extremely low roughness values. This process involves the oscillating movement of an abrasive tool or film against the surface of the part. Superfinishing is commonly used on cylindrical or spherical parts, such as crankshafts, bearings, and precision components, where surface smoothness is critical for reducing friction and wear.
Reducing Friction for High-Performance Parts: Superfinishing creates an extremely smooth surface that reduces friction and wear, improving the performance and longevity of precision components such as bearings and gears.
Advantages: Superfinishing provides a highly controlled surface finish, making it ideal for parts that require precise surface characteristics. It reduces friction and improves the part’s resistance to wear and corrosion.
Disadvantages: Superfinishing can be time-consuming and may require specialized equipment and skilled operators. It is also limited to parts with relatively simple geometries.
Lapping: Lapping is a precision surface finishing process that involves rubbing two surfaces together with an abrasive slurry between them. This process is used to achieve extremely flat and smooth surfaces with tight tolerances. Lapping is commonly used for parts like valves, bearings, and optical components, where flatness and surface quality are critical.
Ultra-Flat Surfaces for Precision Parts: Lapping achieves surfaces that are both flat and smooth, making it ideal for parts that require a high degree of accuracy and tight tolerances.
Advantages: Lapping provides a highly precise and uniform surface finish, making it suitable for parts that require extremely low surface roughness and high flatness.
Disadvantages: Lapping is a slow process and is not suitable for large production runs. It also requires careful control of the abrasive slurry to avoid over-polishing or damaging the part.
Polishing and Buffing: Polishing and buffing are traditional mechanical finishing processes used to achieve smooth, shiny surfaces on metal parts. These processes involve using abrasive compounds and rotating wheels or pads to remove surface imperfections and create a reflective finish. While polishing is more aggressive and used for initial surface smoothing, buffing is used to achieve a high-gloss finish.
Creating a High-Gloss Finish: Polishing and buffing are widely used in industries such as automotive, aerospace, and consumer goods to create aesthetically pleasing finishes on parts like wheels, body panels, and appliances.
Advantages: Polishing and buffing provide a high-quality, reflective finish, making them ideal for parts that require an attractive appearance. These processes are also relatively fast and cost-effective.
Disadvantages: Polishing and buffing can be labor-intensive, especially for complex parts, and may not achieve the same level of surface smoothness as advanced processes like electropolishing or superfinishing.
Applications of Super Surface Finishing
Aerospace Industry: Super surface finishing is critical in the aerospace industry, where parts like turbine blades, landing gear, and structural components must meet strict surface quality standards. Superfinishing and electropolishing are commonly used to reduce friction and improve the performance and longevity of critical components.
Smooth Surfaces for Reduced Friction: Super surface finishing reduces friction on aerospace components like turbine blades, improving their efficiency and reducing wear over time.
Medical Devices and Implants: Super surface finishing is essential for medical devices and implants, where surface smoothness is critical for biocompatibility, hygiene, and performance. Electropolishing is commonly used to finish stainless steel and titanium implants, ensuring that they are smooth, corrosion-resistant, and safe for use in the human body.
Smooth, Biocompatible Surfaces for Implants: Super surface finishing ensures that medical implants have smooth, corrosion-resistant surfaces that are safe for long-term use in the body.
Automotive Industry: In the automotive industry, super surface finishing is used to enhance the performance of components like engine parts, transmission gears, and crankshafts. Superfinishing reduces friction and wear, improving the efficiency and durability of these parts.
Enhanced Performance for Engine Components: Super surface finishing reduces friction on engine components like crankshafts and gears, improving performance and fuel efficiency.
Precision Engineering: Super surface finishing is used in precision engineering applications, such as the manufacture of bearings, valves, and precision instruments. These parts require extremely smooth surfaces to ensure proper function, reduce friction, and improve performance.
Smooth Surfaces for High-Precision Components: Superfinishing and lapping are used to achieve ultra-smooth surfaces on precision parts, ensuring that they meet tight tolerances and perform reliably.
Consumer Electronics and Optics: Super surface finishing is used in the production of consumer electronics and optical components, where smooth, reflective surfaces are critical for both performance and aesthetics. Polishing and buffing are commonly used to create shiny, mirror-like finishes on smartphones, tablets, and cameras.
Polished Surfaces for High-End Electronics: Polishing and superfinishing techniques are used to create sleek, reflective surfaces on consumer electronics, enhancing their appearance and durability.
Advantages of Super Surface Finishing
Enhanced Aesthetics: Super surface finishing techniques, such as polishing and buffing, create visually appealing surfaces with a high-gloss, mirror-like finish. This is particularly important for consumer goods, automotive components, and decorative metalwork.
Improved Performance and Efficiency: Superfinishing and electropolishing reduce surface roughness, minimizing friction and wear on moving parts. This improves the efficiency and longevity of components such as bearings, gears, and turbine blades.
Corrosion Resistance: Electropolishing and chemical polishing improve the corrosion resistance of metal parts by removing surface contaminants and creating a smooth, passive oxide layer. This is especially important for stainless steel and other metals used in harsh environments.
Biocompatibility for Medical Devices: Super surface finishing ensures that medical devices and implants have smooth, non-reactive surfaces, improving their biocompatibility and safety for use in the human body.
Precision and Accuracy: Super surface finishing processes, such as lapping and superfinishing, achieve extremely low surface roughness and tight tolerances, making them ideal for precision components that require high accuracy and smoothness.
Challenges of Super Surface Finishing
High Costs for Advanced Processes: Advanced super surface finishing techniques, such as electropolishing and lapping, can be expensive due to the specialized equipment and skilled operators required. These processes may not be cost-effective for low-volume production or parts with less stringent surface requirements.
Time-Consuming Processes: Super surface finishing processes like superfinishing and lapping can be time-consuming, especially for parts with complex geometries or tight tolerances. Manufacturers must balance the need for high-quality finishes with production efficiency.
Super surface finishing is essential for achieving the smooth, high-quality surfaces required in industries such as aerospace, automotive, medical devices, and precision engineering. Whether used to reduce friction, improve corrosion resistance, or enhance aesthetics, these advanced finishing techniques ensure that metal parts meet the highest standards of performance, durability, and appearance.
Dished End Making Machine
Beading Machine Price
A dished end making machine is a specialized piece of equipment used to manufacture dished ends, which are concave, rounded caps or closures often found on the ends of pressure vessels, boilers, storage tanks, and other cylindrical containers. Dished ends are essential components in industries such as oil and gas, petrochemicals, chemical processing, food processing, and water treatment, where pressure-tight and structurally strong end closures are required for safety and functionality.
The process of making dished ends involves forming flat metal plates into curved, dome-like shapes through various forming methods, including spinning, pressing, or flanging. These machines allow manufacturers to produce dished ends of different sizes, thicknesses, and materials, including carbon steel, stainless steel, and aluminum.
Types of Dished End Making Machines
Hydraulic Pressing Machines: Hydraulic pressing machines are commonly used for forming dished ends by applying high-pressure force to a flat metal plate. The plate is pressed into a concave die, gradually taking on the desired dished shape. This method is highly efficient and ideal for producing dished ends with large diameters and thick materials.
High Pressure for Large, Thick Dished Ends: Hydraulic pressing machines are capable of forming large dished ends with thick walls, ensuring that they can withstand high pressure and stress in applications such as pressure vessels and boilers.
Advantages: Hydraulic pressing offers excellent control over the forming process, allowing manufacturers to create dished ends with precise dimensions and smooth surfaces. It is ideal for producing high-strength dished ends for demanding applications.
Disadvantages: Hydraulic pressing machines are expensive and require significant setup time, making them more suitable for large-scale production rather than small or custom jobs.
Spinning Machines: Spinning is another method used to form dished ends by rotating a flat metal blank on a lathe-like machine. As the blank rotates, forming rollers apply pressure to gradually bend the metal into a dished shape. Spinning is typically used for producing dished ends with smaller diameters or thinner materials.
Gradual Forming for Thin or Small Dished Ends: Spinning allows for precise control over the forming process, making it suitable for producing dished ends with intricate shapes or thin walls. The process is highly flexible and can be used for small-batch production or custom parts.
Advantages: Spinning is cost-effective for small-batch or custom production and offers excellent flexibility for forming dished ends with various sizes and shapes. The process is also suitable for thinner materials, such as stainless steel or aluminum.
Disadvantages: Spinning is slower than hydraulic pressing and may not be suitable for forming large or thick-walled dished ends. It also requires skilled operators to ensure precise forming.
Flanging Machines: Flanging machines are used to form the edges of dished ends, creating a flange or raised rim that can be used to attach the dished end to a cylindrical vessel or pipe. The machine bends the edges of the dished end outward, creating a flange that matches the diameter of the vessel. Flanging is often used in conjunction with pressing or spinning to complete the dished end.
Forming Flanges for Secure Attachment: Flanging is essential for ensuring that the dished end can be securely attached to the vessel, creating a leak-proof seal and providing structural strength. Flanging machines allow for precise control over the flange dimensions and angles.
Advantages: Flanging machines provide consistent, precise flanges that ensure a secure connection between the dished end and the vessel. The process is highly efficient and can be integrated into automated production lines.
Disadvantages: Flanging machines are specialized tools that may not be suitable for small or custom production runs. They are best suited for high-volume production of dished ends with standard flange dimensions.
Deep Drawing Machines: Deep drawing is a forming method used to create dished ends by stretching a flat metal plate into a concave shape using a punch and die. The metal is drawn into the die cavity while maintaining its thickness, creating a deep, dished end with uniform wall thickness. Deep drawing is often used for producing dished ends with complex geometries or deep curvatures.
Deep Forming for Complex Dished Ends: Deep drawing allows manufacturers to create dished ends with complex shapes and deep curvatures, making it suitable for parts that require intricate designs or tight tolerances.
Advantages: Deep drawing offers precise control over the wall thickness and shape of the dished end, ensuring consistent quality and structural integrity. It is ideal for producing parts with deep, complex curvatures.
Disadvantages: Deep drawing requires specialized tooling and is more expensive than other forming methods. It is best suited for high-value parts or applications where precise control over wall thickness is critical.
Key Components of a Dished End Making Machine
Press or Punch: In pressing and deep drawing machines, the press or punch applies force to the metal plate, shaping it into the dished form. The press must be capable of generating high pressure to deform the metal without causing cracks or thinning.
High Pressure for Thick Materials: The press must provide enough force to shape thick metal plates into dished ends without compromising the material’s structural integrity. Proper pressure control is essential for achieving consistent results.
Rotating Mandrel or Die: In spinning and pressing machines, the mandrel or die provides the internal shape of the dished end. As the metal is pressed or spun around the mandrel, it gradually takes on the desired curvature. The mandrel or die must be precisely machined to ensure that the final part meets the required dimensions.
Precision Shaping for Consistent Results: The mandrel or die must be carefully designed and aligned to ensure that the dished end is formed with consistent dimensions and a smooth surface.
Forming Rollers (Spinning): In spinning machines, forming rollers apply pressure to the rotating metal blank, gradually shaping it into a dished end. The rollers must be precisely controlled to ensure that the metal is formed smoothly and without defects.
Controlled Pressure for Smooth Surfaces: The forming rollers must apply consistent pressure to prevent wrinkling, cracking, or uneven thickness in the final part.
Hydraulic System: In hydraulic pressing machines, the hydraulic system provides the force needed to press the metal into the die. The hydraulic system must provide precise control over the pressure and speed of the forming process to ensure that the metal is deformed uniformly.
Hydraulic Force for Large Dished Ends: The hydraulic system provides the necessary force to form large or thick-walled dished ends, ensuring that the material flows smoothly into the die.
Control Panel: Modern dished end making machines are often equipped with computer numerical control (CNC) systems that allow operators to program the forming parameters, such as pressure, speed, and curvature. The control panel ensures that the forming process is consistent and repeatable, reducing the risk of defects and improving production efficiency.
Automation for Precision and Consistency: CNC control systems automate the forming process, allowing for precise control over the dimensions and shape of the dished end. This ensures that each part is formed to the exact same specifications.
The Dished End Making Process
Material Preparation: The process begins with preparing a flat metal plate, which is typically cut to the desired size and thickness. The edges of the plate may be deburred or smoothed to ensure a clean, defect-free surface for forming.
Cutting and Deburring for Clean Edges: Proper preparation of the metal plate ensures that the dished end can be formed without defects such as cracks or wrinkles.
Forming the Dished End: The metal plate is placed in the dished end making machine, where it is pressed, spun, or drawn into the desired shape. The forming process depends on the type of machine being used—hydraulic pressing machines use a press to shape the metal into a concave form, while spinning machines gradually shape the metal using forming rollers.
Consistent Forming for Smooth Curves: The goal of the forming process is to create a smooth, uniform curvature with consistent wall thickness. Proper control of the forming pressure and speed is essential for achieving high-quality results.
Flanging (If Required): If the dished end requires a flange, the edges of the part are formed using a flanging machine. The flange provides a raised rim that allows the dished end to be securely attached to a cylindrical vessel or pipe. Flanging ensures that the part can be bolted or welded in place, creating a secure, leak-proof connection.
Forming Flanges for Attachment: The flanging process creates a secure attachment point for the dished end, ensuring that it can be easily connected to other components in a pressure vessel or tank.
Finishing and Inspection: After the dished end is formed, it is inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by removing any excess material or smoothing the edges. Quality control checks ensure that the dished end meets the required specifications for strength, curvature, and dimensional accuracy.
Quality Control for High-Strength Parts: Dished ends must meet strict quality standards to ensure that they can withstand the pressure and stress of the application. Inspection and finishing are critical steps in the process to ensure that the final part is free from defects.
Applications of Dished Ends
Pressure Vessels and Boilers: Dished ends are commonly used in the construction of pressure vessels and boilers, where they serve as end closures that can withstand high internal pressures. The dished shape distributes pressure evenly across the surface, reducing the risk of failure and ensuring the safety and performance of the vessel.
High-Pressure Applications for Safety: Dished ends are essential for pressure vessels that operate under high pressure, such as steam boilers, gas storage tanks, and chemical reactors. The shape of the dished end ensures that it can handle the pressure without failing.
Storage Tanks: Dished ends are used as closures for storage tanks, particularly those used for storing liquids or gases. The dished shape helps prevent the buildup of internal pressure and provides structural strength to the tank.
Strong, Leak-Proof Closures for Tanks: Dished ends provide a secure, leak-proof closure for storage tanks, ensuring that the contents are safely contained and that the tank can withstand internal pressure.
Food and Beverage Processing: Dished ends are commonly used in the food and beverage industry for pressure vessels and tanks used in processing, storage, and transportation. The smooth, rounded surface of the dished end helps maintain hygiene by preventing the buildup of contaminants or residue.
Hygienic Surfaces for Food Processing Tanks: In food and beverage processing, dished ends provide smooth, clean surfaces that are easy to sanitize, ensuring that the products remain safe and uncontaminated.
Water Treatment and Chemical Processing: Dished ends are used in water treatment and chemical processing tanks, where they must withstand corrosive materials and high pressures. The dished shape provides strength and durability, ensuring that the tanks can operate safely under demanding conditions.
Durable Closures for Chemical Tanks: Dished ends are essential for chemical processing tanks, where they provide a strong, corrosion-resistant closure that can handle harsh chemicals and high pressure.
Advantages of Dished End Making Machines
High Precision and Consistency: Dished end making machines provide precise control over the forming process, ensuring that each part is produced with consistent dimensions and smooth surfaces. This is essential for applications where dished ends must meet strict safety and performance standards.
Versatility for Different Materials and Sizes: Dished end making machines can handle a wide range of materials, including carbon steel, stainless steel, aluminum, and other metals. They are also capable of producing dished ends in various sizes and thicknesses, making them versatile tools for manufacturers.
Improved Structural Integrity: Dished ends formed using specialized machines have superior structural integrity, ensuring that they can withstand high pressure, temperature, and stress. The smooth, curved shape of the dished end helps distribute pressure evenly, reducing the risk of failure.
Efficiency for High-Volume Production: Dished end making machines, especially hydraulic presses and automated spinning machines, are highly efficient and capable of producing large quantities of parts quickly and with minimal waste. This makes them ideal for high-volume production in industries like pressure vessel manufacturing and tank fabrication.
Challenges of Dished End Making Machines
High Initial Setup Costs: Dished end making machines, particularly hydraulic presses and spinning machines, require significant initial investment in equipment and tooling. These costs can be prohibitive for small manufacturers or custom production runs.
Skilled Operation Required: Operating dished end making machines, especially spinning and flanging machines, requires skilled operators to ensure precise forming and avoid defects such as cracks or uneven thickness. Improper operation can result in defects that compromise the strength and safety of the dished end.
Dished end making machines are essential tools in industries that require high-strength, pressure-resistant closures for tanks, vessels, and other cylindrical containers. These machines provide the precision, efficiency, and versatility needed to produce dished ends that meet the strict safety and performance standards required in applications such as pressure vessels, boilers, storage tanks, and chemical processing equipment.
Thermal Deburring Machines
Thermal Deburring Machines for Sale
Thermal deburring machines are specialized tools used to remove burrs from metal and plastic parts through a controlled thermal process. Burrs are unwanted protrusions or sharp edges that often form during machining, cutting, drilling, or other manufacturing processes. These imperfections can affect the quality, performance, and safety of the final product. Thermal deburring machines offer a fast and efficient way to remove burrs, particularly from complex parts or internal passages that are difficult to access with traditional deburring methods.
The thermal deburring process, also known as explosive deburring or thermal energy method (TEM), involves placing the parts in a sealed chamber and exposing them to a controlled explosion of combustible gas. The high temperature generated by the explosion burns off the burrs, leaving the rest of the part intact. This method is highly effective for removing burrs from hard-to-reach areas and is widely used in industries such as automotive, aerospace, medical devices, and precision engineering.
Key Components of Thermal Deburring Machines
Sealed Chamber: The thermal deburring process takes place inside a sealed chamber, where the parts are placed during the deburring operation. The chamber must be able to withstand high temperatures and pressures generated by the controlled explosion.
Pressure-Resistant Chamber for Safety: The chamber is designed to contain the explosion safely while ensuring that the parts inside are properly exposed to the thermal energy. It is made from heat-resistant materials to withstand repeated use.
Gas Injection System: The gas injection system introduces a mixture of combustible gases, typically hydrogen or methane, into the chamber. The gas mixture is carefully controlled to ensure that the explosion is effective at removing the burrs without damaging the parts.
Precise Gas Control for Consistent Results: The gas injection system must deliver the correct mixture of gases at the right pressure and volume to ensure that the explosion is powerful enough to remove the burrs but not so intense that it damages the parts.
Ignition System: The ignition system is responsible for triggering the explosion inside the chamber. It ignites the gas mixture, causing a rapid combustion that generates high heat and pressure. The ignition system must be reliable and safe, ensuring that the explosion occurs only when the chamber is sealed and the gas mixture is correctly set.
Controlled Ignition for Safe Operation: The ignition system is carefully timed to ensure that the explosion occurs at the right moment, providing consistent deburring results while minimizing the risk of damage to the parts or the machine.
Cooling and Ventilation System: After the explosion, the chamber must be cooled down before the parts can be removed. The cooling and ventilation system helps dissipate the heat and remove any residual gases from the chamber. This system ensures that the parts are safe to handle after the deburring process and that the machine is ready for the next cycle.
Efficient Cooling for Fast Turnaround: The cooling system ensures that the chamber returns to a safe temperature quickly, allowing for efficient operation and minimizing downtime between deburring cycles.
Control Panel: Thermal deburring machines are equipped with a control panel that allows operators to set and monitor the deburring parameters, such as gas mixture, pressure, ignition timing, and cycle duration. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the process and ensure repeatable, high-quality results.
Automation for Precision and Consistency: The control panel allows operators to program the machine for specific parts and materials, ensuring that the deburring process is consistent and tailored to the requirements of each job.
The Thermal Deburring Process
Part Preparation: Before the thermal deburring process begins, the parts are loaded into the sealed chamber. The parts must be properly cleaned and free from any oils, grease, or contaminants that could interfere with the deburring process. The size, shape, and material of the parts are considered when setting the deburring parameters.
Cleaning for Optimal Results: Ensuring that the parts are clean and free from contaminants helps improve the effectiveness of the thermal deburring process and prevents any unintended reactions during the explosion.
Gas Injection and Ignition: Once the parts are loaded, the chamber is sealed, and the combustible gas mixture is injected into the chamber. The ignition system is then triggered, causing the gas to explode. The explosion generates a rapid burst of heat, typically reaching temperatures of 2,500 to 3,500 degrees Celsius (4,500 to 6,300 degrees Fahrenheit), which burns off the burrs on the surface of the parts.
High-Temperature Explosion for Burr Removal: The heat from the explosion is concentrated on the burrs, which are typically much thinner than the rest of the part. The burrs burn away almost instantly, leaving the rest of the part unaffected.
Cooling and Ventilation: After the explosion, the chamber is cooled down, and any remaining gases are vented. The cooling process ensures that the parts are safe to handle and that the machine is ready for the next deburring cycle.
Rapid Cooling for Efficient Operation: The cooling and ventilation system ensures that the chamber is quickly returned to a safe temperature, allowing for faster cycle times and increased productivity.
Part Removal and Inspection: Once the chamber has cooled, the parts are removed and inspected for any remaining burrs or defects. In most cases, the thermal deburring process removes all burrs from the parts, even in hard-to-reach areas or internal passages. Any remaining burrs can be removed through additional deburring methods if necessary.
Inspection for Quality Assurance: The parts are carefully inspected to ensure that the deburring process has been effective and that the parts meet the required specifications for surface finish and dimensional accuracy.
Applications of Thermal Deburring Machines
Automotive Industry: Thermal deburring is widely used in the automotive industry to remove burrs from precision components such as engine parts, fuel injectors, and transmission gears. These parts often have complex geometries with internal passages that are difficult to deburr using traditional methods.
Deburring for Engine Components and Fuel Systems: Thermal deburring ensures that engine components, such as fuel injectors and valves, are free from burrs that could interfere with their performance or cause premature wear.
Aerospace Industry: In the aerospace industry, thermal deburring is used to remove burrs from parts such as turbine blades, hydraulic components, and structural elements. The high precision of the thermal deburring process ensures that these critical components meet the stringent quality and safety standards required in aerospace manufacturing.
Deburring for Turbine Blades and Hydraulic Systems: Thermal deburring is ideal for removing burrs from the intricate surfaces and internal passages of aerospace components, ensuring that they perform reliably in demanding environments.
Medical Devices and Instruments: Thermal deburring is commonly used in the production of medical devices and surgical instruments, where burrs can compromise the safety and functionality of the part. The process is particularly useful for deburring complex, multi-part assemblies, such as implants, surgical tools, and diagnostic equipment.
Burr-Free Surfaces for Medical Instruments: Thermal deburring ensures that medical devices have smooth, burr-free surfaces that are safe for use in the human body and easy to sterilize.
Precision Engineering and Electronics: In precision engineering and electronics manufacturing, thermal deburring is used to remove burrs from small, intricate components such as connectors, switches, and housings. The process ensures that these parts fit together precisely and function correctly without interference from burrs.
Deburring for Small, Intricate Parts: Thermal deburring is ideal for precision-engineered parts with complex shapes and tight tolerances, ensuring that they meet the high standards required in electronics and precision equipment.
Hydraulic and Pneumatic Systems: Thermal deburring is used to remove burrs from hydraulic and pneumatic components, such as valves, fittings, and cylinders. Burrs in these components can cause leaks, blockages, or malfunctions, so it is essential to remove them completely.
Ensuring Smooth Function in Hydraulic Systems: Thermal deburring ensures that hydraulic and pneumatic components are free from burrs that could interfere with fluid flow or cause system failures.
Advantages of Thermal Deburring Machines
Effective Deburring of Complex Parts: Thermal deburring is highly effective at removing burrs from parts with complex geometries, internal passages, and hard-to-reach areas. This makes it ideal for deburring parts that cannot be easily deburred using mechanical methods.
Fast and Efficient Process: The thermal deburring process is extremely fast, often taking just a few seconds to complete. This makes it ideal for high-volume production environments where speed and efficiency are critical.
No Contact with Parts: Since the thermal deburring process is non-contact, there is no risk of damaging or deforming the parts during the deburring operation. This is particularly important for delicate or precision-engineered parts.
Consistency and Repeatability: Thermal deburring machines provide consistent, repeatable results, ensuring that every part is deburred to the same high standard. This reduces the risk of defects and improves overall product quality.
Minimal Material Removal: Thermal deburring removes only the burrs, leaving the rest of the part intact. This ensures that the dimensional accuracy and surface finish of the part are preserved, making the process ideal for precision components.
Challenges of Thermal Deburring Machines
Initial Setup Costs: Thermal deburring machines are expensive to purchase and install, making them a significant investment for manufacturers. However, the efficiency and effectiveness of the process often justify the initial cost, especially in high-volume production environments.
Material Limitations: Thermal deburring is primarily effective for materials that can withstand the high temperatures generated by the explosion, such as metals and certain plastics. It may not be suitable for materials that are heat-sensitive or prone to melting.
Hazardous Gases: The gases used in the thermal deburring process, such as hydrogen and methane, are highly flammable and must be handled with care. Proper safety precautions must be in place to prevent accidents or explosions.
Thermal deburring machines provide a fast, efficient, and highly effective way to remove burrs from complex metal and plastic parts. Whether used in automotive, aerospace, medical devices, or precision engineering, thermal deburring ensures that parts meet the highest standards of quality, performance, and safety.
Superior Metal Spinning
CNC Buffing Machine
Superior metal spinning is a highly specialized metal forming process that uses rotational force and precision tools to shape metal sheets or discs into complex, symmetrical shapes such as cones, cylinders, domes, and hemispheres. Unlike traditional stamping or deep drawing processes, metal spinning uses a combination of manual or CNC-controlled pressure and rotational speed to gradually shape the metal over a spinning mandrel. This method is particularly effective for producing hollow, seamless metal parts with smooth surfaces and consistent thickness.
Superior metal spinning is used in industries that require high-quality, precision-formed parts, such as aerospace, automotive, lighting, cookware, and decorative metalwork. The process is highly versatile, allowing for the production of parts in a wide range of sizes, shapes, and materials, including aluminum, stainless steel, copper, and brass.
Types of Metal Spinning
Manual Metal Spinning: Manual metal spinning is a traditional technique that relies on the skill of the operator to shape the metal using hand tools. The operator applies pressure to the metal disc as it spins on a lathe, gradually forming it into the desired shape. Manual spinning is often used for small-batch production, custom parts, and decorative items.
Craftsmanship for Custom Parts: Manual spinning requires a high level of skill and precision, making it ideal for producing custom or one-of-a-kind parts with unique designs or intricate details.
Advantages: Manual spinning offers excellent flexibility and is suitable for producing small quantities of custom or complex parts. It is also cost-effective for prototypes or low-volume production.
Disadvantages: Manual spinning is labor-intensive and requires skilled operators, making it less efficient for high-volume production. The process is also slower than automated methods.
CNC Metal Spinning: CNC (Computer Numerical Control) metal spinning automates the spinning process using precision CNC machines that control the speed, pressure, and movement of the forming tools. CNC spinning allows for precise, repeatable results and is ideal for high-volume production or parts that require tight tolerances.
Precision and Consistency for High-Volume Production: CNC spinning offers unparalleled precision and consistency, making it ideal for producing large quantities of parts with identical dimensions and surface finishes.
Advantages: CNC spinning provides fast, efficient production with consistent quality and tight tolerances. It is suitable for producing complex shapes and high-volume runs, reducing the need for manual labor.
Disadvantages: CNC spinning machines are expensive to purchase and set up, making them more suitable for large-scale production. The process also requires skilled programmers and operators to ensure optimal performance.
Shear Spinning: Shear spinning is a variation of metal spinning in which the metal is thinned as it is spun over the mandrel, resulting in parts with reduced wall thickness. This process is commonly used to produce lightweight components with high strength-to-weight ratios, such as aerospace parts and automotive components.
Thinning for Lightweight Parts: Shear spinning is ideal for applications where weight reduction is critical, such as aerospace and automotive manufacturing. The process creates thin-walled parts without compromising their structural integrity.
Advantages: Shear spinning allows for precise control over wall thickness, making it ideal for producing lightweight, high-strength parts. The process is highly efficient and suitable for high-performance applications.
Disadvantages: Shear spinning requires specialized equipment and skilled operators to ensure consistent results. It is best suited for parts with simple geometries, such as cones and cylinders.
Flow Forming (Flow Spinning): Flow forming is a more advanced form of metal spinning used to produce long, hollow, cylindrical parts with uniform wall thickness. The process involves stretching the metal as it spins, gradually reducing its thickness and forming the desired shape. Flow forming is commonly used for parts such as rocket motor casings, gas cylinders, and pressure vessels.
Precision Forming for Cylindrical Parts: Flow forming allows manufacturers to produce long, seamless cylindrical parts with precise wall thickness, making it ideal for applications that require high strength and durability.
Advantages: Flow forming offers excellent precision and material efficiency, reducing waste while producing parts with consistent wall thickness and high strength. It is ideal for high-performance applications in aerospace and defense.
Disadvantages: Flow forming requires advanced equipment and is more expensive than traditional metal spinning methods. It is best suited for large, cylindrical parts and may not be suitable for complex shapes or small-batch production.
Key Components of a Metal Spinning Machine
Mandrel: The mandrel is the shaping tool around which the metal is spun. It provides the internal shape of the part, while the forming tools apply pressure to the metal as it rotates. Mandrels must be precisely machined to ensure that the final part meets the required dimensions and surface quality.
Precision Mandrels for Consistent Results: The mandrel must be carefully designed and aligned to ensure that the part is formed with consistent dimensions and a smooth surface.
Forming Rollers or Tools: In CNC and manual metal spinning, forming rollers or tools apply pressure to the metal as it spins over the mandrel. The tools gradually shape the metal into the desired form, ensuring that the part has uniform wall thickness and a smooth surface finish.
Controlled Pressure for Smooth Surfaces: The forming tools must apply consistent pressure to prevent wrinkles, cracks, or uneven thickness in the final part.
Lathe or Spinning Chuck: The lathe or spinning chuck holds the mandrel and rotates it at high speeds during the spinning process. The rotational speed must be carefully controlled to ensure that the metal flows smoothly over the mandrel without overstressing the material.
High-Speed Rotation for Efficient Forming: The lathe or chuck must rotate at the correct speed to allow the forming tools to shape the metal without causing defects such as cracking or warping.
CNC Control System (CNC Spinning): CNC spinning machines are equipped with a CNC control system that automates the spinning process. The CNC system controls the speed, pressure, and movement of the forming tools, ensuring precise, repeatable results. The system allows operators to program the machine for specific parts and materials, ensuring optimal performance.
Automation for Precision and Efficiency: CNC systems provide precise control over the spinning process, ensuring that each part is formed to the exact same specifications. This improves efficiency and reduces the risk of defects.
The Metal Spinning Process
Material Preparation: The metal spinning process begins with a flat metal disc or sheet, which is typically cut to size and thickness. The edges of the metal may be deburred or smoothed to ensure a clean, defect-free surface for spinning.
Cutting and Deburring for Clean Edges: Proper preparation of the metal ensures that the spinning process can proceed smoothly and without defects such as cracks or wrinkles.
Spinning the Metal: The metal disc is placed on the mandrel, which is mounted on the spinning machine. As the mandrel rotates, the forming tools apply pressure to the metal, gradually shaping it into the desired form. In CNC spinning, the process is automated, with the CNC system controlling the movement of the tools and the speed of the rotation.
Controlled Forming for Smooth, Symmetrical Parts: The goal of the spinning process is to create a smooth, symmetrical part with consistent wall thickness. Proper control of the pressure and speed is essential for achieving high-quality results.
Multiple Passes for Complex Shapes: For parts with complex shapes or tight tolerances, the spinning process may require multiple passes with the forming tools. Each pass gradually deforms the metal, bringing it closer to the final shape. In CNC spinning, the process is carefully programmed to ensure that each pass is executed with precision.
Complex Shapes with Tight Tolerances: Metal spinning is ideal for producing parts with intricate shapes or features, such as cones, domes, and cylinders, with precise dimensions and surface finishes.
Finishing and Inspection: After the part is spun, it is removed from the mandrel and inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the part meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Parts: Metal spinning produces parts with smooth surfaces and consistent dimensions, reducing the need for additional machining or finishing processes.
Applications of Superior Metal Spinning
Aerospace Industry: Metal spinning is widely used in the aerospace industry to produce lightweight, high-strength components such as rocket motor casings, aircraft nose cones, and fuel tanks. The ability to create seamless, symmetrical parts with precise dimensions makes metal spinning ideal for aerospace applications.
Rocket Motor Casings and Nose Cones: Metal spinning is used to produce thin-walled rocket motor casings and nose cones that must withstand extreme pressures and temperatures while maintaining their structural integrity.
Automotive Industry: In the automotive industry, metal spinning is used to create components such as wheel rims, exhaust systems, and structural supports. The process ensures that these parts are lightweight, strong, and capable of withstanding the stresses of high-performance vehicles.
Lightweight Wheel Rims and Exhaust Systems: Metal spinning is used to produce lightweight, high-strength wheel rims and exhaust components for high-performance vehicles. The process ensures that these parts have consistent thickness and strength.
Cookware and Lighting Fixtures: Metal spinning is commonly used to produce seamless, symmetrical cookware items such as pots, pans, and lids. It is also used to create lighting fixtures, such as lampshades and reflectors, that require smooth, symmetrical shapes and polished surfaces.
Smooth, Seamless Cookware: Metal spinning is used to create high-quality cookware with smooth, seamless surfaces that are easy to clean and resistant to corrosion.
Architectural and Decorative Metalwork: Metal spinning is used to create architectural and decorative metalwork, such as domes, sculptures, and ornamental features. The process allows for the production of intricate, symmetrical shapes with smooth surfaces, making it ideal for high-end architectural projects.
Decorative Domes and Sculptures: Metal spinning is used to create large, decorative domes and sculptures for architectural projects, ensuring that the parts are smooth, symmetrical, and visually appealing.
Pressure Vessels and Industrial Components: Metal spinning is used to produce pressure vessels, gas cylinders, and industrial components that require high strength and durability. The process ensures that these parts are seamless, with consistent wall thickness and excellent structural integrity.
Seamless Pressure Vessels: Metal spinning is ideal for producing pressure vessels and gas cylinders that must withstand high internal pressures without risk of failure.
Advantages of Superior Metal Spinning
Precision and Consistency: Metal spinning provides excellent control over the shape, dimensions, and surface quality of the part, ensuring consistent, high-precision results. CNC spinning, in particular, offers repeatable accuracy, making it ideal for high-volume production.
Material Efficiency: Metal spinning is a highly efficient process that minimizes material waste. The metal is deformed without cutting or removing material, reducing the need for additional machining or finishing.
Strength and Durability: Metal spinning produces parts with excellent mechanical properties, including high strength, durability, and resistance to stress. The process creates seamless, symmetrical parts with consistent wall thickness, making them ideal for demanding applications.
Versatility for Different Materials and Shapes: Metal spinning can be used with a wide range of materials, including aluminum, stainless steel, copper, and brass. The process is also highly versatile, allowing for the production of parts in various sizes, shapes, and thicknesses.
Cost-Effective for Prototypes and Custom Parts: Metal spinning is cost-effective for producing prototypes, custom parts, and small-batch production runs. Manual spinning, in particular, is well-suited for creating one-of-a-kind parts or decorative items.
Challenges of Superior Metal Spinning
Skilled Operation Required: Manual metal spinning requires highly skilled operators to ensure that the parts are formed with precision and without defects. CNC spinning, while automated, still requires skilled programmers and operators to ensure optimal performance.
High Initial Setup Costs for CNC Machines: CNC metal spinning machines are expensive to purchase and set up, making them a significant investment for manufacturers. However, the precision and efficiency of the process often justify the initial cost, especially in high-volume production environments.
Superior metal spinning is a highly efficient and versatile process used to produce seamless, high-precision metal parts for a wide range of industries. Whether used in aerospace, automotive, cookware, or decorative metalwork, metal spinning ensures that parts are formed with consistent quality, smooth surfaces, and excellent mechanical properties.
Curling Process in Sheet Metal
Sheet Metal Edge Rounding
The curling process in sheet metal refers to the technique of forming a circular or rolled edge along the perimeter of a metal sheet. Curling is commonly used in applications where the sharp edges of sheet metal must be rolled over for safety, aesthetics, or functional reasons. This process is widely applied in industries such as automotive, aerospace, HVAC, and appliance manufacturing, where curled edges are needed to provide strength, reduce the risk of injury, or create a finished, decorative appearance.
Curling improves the overall durability of the part by increasing edge strength and reducing the likelihood of cracking or deformation under load. It is often used in the production of parts like metal enclosures, cylindrical tubes, or ducts, where a smooth, rounded edge is necessary for assembly or handling.
Types of Curling in Sheet Metal
Straight Curling: Straight curling involves rolling the edge of the sheet metal into a circular or semi-circular shape, creating a smooth, continuous edge around the part. This type of curling is commonly used in the fabrication of ducts, pipes, and other cylindrical structures, where the rolled edge provides a strong, durable finish.
Simple Curled Edges for Durability: Straight curling is ideal for reinforcing the edges of parts like tubes or ducts, where the curled edge adds strength and prevents the sheet metal from fraying or deforming over time.
Advantages: Straight curling provides a clean, smooth edge that improves the safety, durability, and appearance of the part. It is also relatively easy to achieve using specialized curling machines or roll forming equipment.
Disadvantages: Straight curling may not be suitable for parts with complex shapes or tight radii, as the metal can become stretched or deformed during the curling process.
Wire-Edge Curling: In wire-edge curling, a metal wire is inserted into the curled edge of the sheet metal, creating a reinforced edge that is stronger and more rigid than a standard curl. This type of curling is often used in the fabrication of containers, tanks, and pipes, where the reinforced edge helps improve the part’s structural integrity and resistance to deformation.
Reinforced Edges for Added Strength: Wire-edge curling is ideal for parts that require extra strength or rigidity, such as containers or ducts that must withstand pressure or impact. The wire provides additional support to the curled edge, reducing the risk of deformation.
Advantages: Wire-edge curling provides a stronger, more durable edge than standard curling, making it ideal for heavy-duty applications. It also improves the part’s resistance to wear and impact, extending its service life.
Disadvantages: Wire-edge curling requires additional tooling and setup, making it more time-consuming and expensive than straight curling. The wire must be properly inserted and secured to ensure that the curl remains strong and uniform.
Hem Curling: Hem curling, or hemming, is a variation of the curling process in which the edge of the sheet metal is folded over itself, creating a double-thickness edge that is stronger and more rigid than a single-layer curl. Hem curling is commonly used in automotive panels, appliance housings, and architectural components, where the reinforced edge improves strength and provides a smooth, finished appearance.
Double-Layer Edges for Increased Rigidity: Hem curling is ideal for applications where the sheet metal must withstand stress or impact, such as automotive panels or appliance housings. The folded edge provides extra strength and durability.
Advantages: Hem curling provides a strong, reinforced edge that improves the part’s structural integrity and resistance to damage. It also creates a clean, finished appearance, making it ideal for visible parts.
Disadvantages: Hem curling requires more material and tooling than standard curling, increasing production costs. It may also be more challenging to achieve on thick or hard metals.
Seam Curling: Seam curling is a method used to join two pieces of sheet metal by curling their edges together. This technique is commonly used in the fabrication of cylindrical structures such as pipes, tanks, and containers, where the curled seam provides a strong, leak-proof connection between the parts. Seam curling is widely used in industries such as HVAC, automotive, and metal fabrication.
Strong, Leak-Proof Connections: Seam curling is ideal for joining two metal parts in a way that ensures a strong, durable, and leak-proof connection. It is commonly used in the production of ducts, pipes, and containers that must withstand pressure or fluids.
Advantages: Seam curling provides a secure, long-lasting connection between metal parts, reducing the need for additional welding or fasteners. It is also highly efficient, allowing manufacturers to produce leak-proof joints quickly and consistently.
Disadvantages: Seam curling requires precise alignment of the parts and specialized tooling to ensure that the seam is formed correctly. Improper curling can result in weak or leaky joints.
Key Components of a Curling Machine
Rollers or Forming Dies: In most curling machines, rollers or forming dies are used to gradually curl the edges of the sheet metal. The rollers apply pressure to the metal as it passes through the machine, bending it into a circular or semi-circular shape. Forming dies are often used for more complex or precise curls, ensuring that the edge is formed uniformly.
Controlled Pressure for Uniform Curls: The rollers or forming dies must apply consistent pressure to the sheet metal to ensure that the curl is smooth and uniform. Proper alignment of the rollers is essential for achieving high-quality results.
Mandrel or Support: In many curling machines, a mandrel or support is used to hold the sheet metal in place as it is curled. The mandrel ensures that the metal is properly aligned and supported throughout the curling process, preventing deformation or misalignment.
Support for Consistent Curling: The mandrel provides support to the metal as it is curled, ensuring that the edge is formed smoothly and without distortion. This is especially important for thin or flexible sheet metals.
Hydraulic or Pneumatic System: Many curling machines use hydraulic or pneumatic systems to apply the necessary pressure for curling the sheet metal. These systems provide precise control over the pressure and speed of the curling process, ensuring that the metal is curled evenly and without defects.
Precise Pressure Control for High-Quality Curls: The hydraulic or pneumatic system ensures that the pressure is applied evenly throughout the curling process, preventing defects such as cracking, wrinkling, or uneven curls.
Control Panel: Modern curling machines are often equipped with a control panel that allows operators to set and monitor the curling parameters, such as pressure, speed, and curl radius. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the curling process and ensure repeatable, high-quality results.
Automation for Precision and Efficiency: The control panel allows operators to program the machine for specific parts and materials, ensuring that the curling process is consistent and tailored to the requirements of each job.
The Curling Process
Material Preparation: Before the curling process begins, the sheet metal must be properly prepared. This typically involves cutting the metal to the required size and shape, deburring the edges, and cleaning the surface to remove any dirt, grease, or contaminants. Proper preparation ensures that the metal curls smoothly and without defects.
Cutting and Deburring for Clean Edges: Proper preparation of the metal ensures that the curling process proceeds smoothly and without defects, such as cracking or wrinkling.
Curling the Edge: The curling process begins by feeding the sheet metal into the curling machine, where it is gradually bent into the desired shape by the rollers or forming dies. The machine applies controlled pressure to the edge of the metal, curling it into a circular or rolled shape. The radius of the curl is determined by the settings on the machine, which can be adjusted to achieve different curl sizes.
Controlled Bending for Smooth, Consistent Curls: The goal of the curling process is to create a smooth, uniform curl with consistent dimensions. Proper control of the pressure and speed is essential for achieving high-quality results.
Finishing and Inspection: After the curl is formed, the part is inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the part meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Parts: Curling machines produce parts with smooth, rounded edges that improve the safety, durability, and appearance of the final product. Proper inspection ensures that the curled edges are free from defects and meet the required standards.
Applications of Curling in Sheet Metal
Automotive Industry: The curling process is widely used in the automotive industry to create rolled edges on body panels, exhaust systems, and structural components. Curled edges help improve the strength and durability of these parts, while also reducing the risk of injury during handling or assembly.
Curled Edges for Automotive Body Panels: Curling is used to create rolled edges on automotive body panels, improving their strength and resistance to impact. The curled edges also provide a smooth, finished appearance, enhancing the overall look of the vehicle.
HVAC Systems: Curling is commonly used in the HVAC industry to create rolled edges on ducts, pipes, and other ventilation components. Curled edges provide a strong, durable connection point for joining sections of ductwork, ensuring that the system operates efficiently and without leaks.
Curling for Strong Duct Connections: Curled edges on HVAC ducts provide a secure, leak-proof connection between sections, ensuring that the system maintains proper airflow and pressure.
3. Aerospace Industry: The aerospace industry uses the curling process in the fabrication of lightweight components, such as ducts, tubes, and panels. Curled edges enhance the strength and durability of these parts without adding significant weight, making them ideal for applications where weight reduction is critical, such as in aircraft structures.
Reinforced Edges for Aircraft Components: Curling provides reinforced edges on aerospace components, ensuring they withstand high stress, pressure, and vibration. The smooth edges also reduce the risk of damage during assembly and maintenance.
Appliance Manufacturing: Curling is widely applied in the manufacturing of appliances, where it is used to form safe, smooth edges on components like washers, dryers, refrigerators, and ovens. Curled edges prevent injuries during handling and assembly and provide a finished appearance to the products.
Safety Edges for Home Appliances: Curling creates rounded, burr-free edges on appliance panels, ensuring that the final product is both safe to handle and aesthetically pleasing.
Metal Enclosures and Electrical Boxes: Curling is often used in the production of metal enclosures, electrical boxes, and cabinets. The curled edges enhance the strength of these structures and eliminate sharp edges that could pose a risk during installation or use.
Smooth Edges for Electrical Enclosures: Curling ensures that electrical enclosures and metal cabinets have strong, smooth edges that prevent cuts or abrasions during installation and maintenance.
Architectural Components and Metal Furniture: In the architectural and furniture industries, curling is used to create decorative, smooth-edged metal components for applications such as railings, frames, and structural elements. The curled edges provide a sleek, modern look while also enhancing the strength and safety of the part.
Decorative and Functional Curled Edges: Curling adds a polished, professional finish to architectural elements and metal furniture, improving both their appearance and structural integrity.
Advantages of Curling in Sheet Metal
Enhanced Strength and Durability: Curling strengthens the edges of sheet metal parts, making them more resistant to deformation, cracking, or damage. The rolled edges distribute stress more evenly, reducing the likelihood of failure under load.
Improved Safety: Curling eliminates sharp edges on sheet metal parts, reducing the risk of injury during handling, assembly, or use. This is particularly important in industries like automotive, HVAC, and appliance manufacturing, where sharp edges can pose significant hazards.
Aesthetic and Functional Finishing: Curling provides a smooth, finished appearance to sheet metal parts, enhancing their overall aesthetic appeal. The rounded edges also improve functionality by allowing parts to fit together more easily and securely during assembly.
Increased Edge Stability: Curling stabilizes the edges of sheet metal parts, preventing warping or bending during use. This is particularly important for thin or flexible sheet metals, which are prone to deformation under stress.
Versatility for Various Applications: Curling can be used on a wide range of sheet metal materials, including aluminum, steel, stainless steel, and copper. This versatility makes it a valuable process in industries ranging from automotive and aerospace to appliances and construction.
Challenges of Curling in Sheet Metal
Tooling and Setup Costs: Curling machines, especially those equipped with CNC or hydraulic systems, require significant initial investment in equipment and tooling. These costs can be prohibitive for small manufacturers or custom production runs.
Material Limitations: Curling may be challenging for very thick or hard metals, as the process can cause cracking or deformation if not properly controlled. Certain materials, such as brittle metals, may not be suitable for curling without special treatment or preparation.
Skilled Operation Required: Properly curling sheet metal requires skilled operators, particularly for complex or high-precision curls. Incorrect pressure or alignment can result in defects such as cracks, uneven edges, or misshapen curls.
Curling is a highly effective process for improving the strength, safety, and appearance of sheet metal components across a wide range of industries. Whether used to create reinforced edges, smooth out sharp surfaces, or enhance the aesthetic quality of a part, curling plays a vital role in modern metal fabrication and manufacturing.
Crimping Process in Sheet Metal
Edge crimping
The crimping process in sheet metal is a mechanical technique used to join two metal parts by deforming one or both of them to create a secure, interlocking connection. Crimping is often used as an alternative to welding, soldering, or fasteners in applications where a strong, durable bond is required without the use of additional materials. This process is widely used in industries such as HVAC, automotive, aerospace, and electrical manufacturing to create reliable joints in ducts, pipes, electrical connectors, and other sheet metal components.
Crimping is valued for its efficiency, ease of use, and ability to create high-strength connections without heat or adhesives. It is especially useful in assembling lightweight components, where the addition of fasteners or welding could compromise the integrity of the material.
Types of Crimping in Sheet Metal
Standard Crimping: Standard crimping involves deforming the edges of two metal parts so that they fit tightly together, forming a secure mechanical connection. This type of crimping is commonly used in the HVAC industry to join sections of ductwork, ensuring an airtight seal without the need for additional fasteners or adhesives.
Simple Crimps for Reliable Joints: Standard crimping is ideal for creating strong, reliable joints in sheet metal parts such as pipes, ducts, and enclosures. The crimped edges lock together securely, preventing separation or leakage.
Advantages: Standard crimping provides a fast, efficient way to join metal parts without welding or fasteners. It is also easy to automate, making it suitable for high-volume production.
Disadvantages: Standard crimping may not be suitable for parts that require very high strength or precision, as the crimped joint may be weaker than a welded or fastened connection.
Bead Crimping: Bead crimping involves creating a series of small, evenly spaced crimps or beads along the edge of the sheet metal. This type of crimping is often used to add rigidity and strength to the part, as well as to create a secure connection between two components. Bead crimping is commonly used in automotive and aerospace applications to join body panels, structural components, and other sheet metal parts.
Reinforced Joints for Strength and Stability: Bead crimping adds strength and stability to sheet metal parts, making it ideal for applications that require a rigid, durable joint. The beaded crimps distribute stress evenly along the joint, reducing the risk of deformation.
Advantages: Bead crimping improves the structural integrity of the joint, making it more resistant to stress and vibration. It is also highly effective for lightweight components that need to maintain strength without adding extra weight.
Disadvantages: Bead crimping requires specialized tooling and may be more time-consuming than standard crimping. It may also be less effective for joining thick or hard metals.
Seam Crimping: Seam crimping is used to join two pieces of sheet metal along a seam, creating a continuous, interlocking joint. This type of crimping is commonly used in the fabrication of pipes, tubes, and containers, where a leak-proof connection is essential. Seam crimping is widely applied in industries such as HVAC, plumbing, and metal fabrication.
Leak-Proof Seams for Pipes and Containers: Seam crimping provides a strong, leak-proof joint that is ideal for pipes, ducts, and containers that must withstand pressure or fluids. The continuous crimp ensures a secure connection that prevents separation or leakage.
Advantages: Seam crimping creates a strong, durable joint that is resistant to leaks and pressure. It is also highly efficient, allowing manufacturers to produce secure, continuous joints quickly and consistently.
Disadvantages: Seam crimping requires precise alignment of the parts and specialized tooling to ensure that the seam is crimped uniformly. Improper crimping can result in weak or leaky joints.
**Electrical Crimping
:** Electrical crimping is the process of joining electrical connectors or terminals to wires by deforming the metal of the connector around the wire. This creates a strong, conductive bond without the need for soldering. Electrical crimping is widely used in the electronics, automotive, and aerospace industries, where it provides a reliable, efficient way to assemble wiring harnesses, connectors, and terminals.
Strong, Conductive Connections for Electrical Components: Electrical crimping ensures that wires and connectors are securely joined, providing a low-resistance connection that is resistant to vibration and environmental factors. The crimped connection also minimizes the risk of loose connections or electrical failures.
Advantages: Electrical crimping provides fast, consistent connections with excellent electrical conductivity. It eliminates the need for heat or adhesives, making it suitable for high-volume production of wiring assemblies.
Disadvantages: Improper crimping can result in weak or unreliable connections, which may lead to electrical failures. Skilled operators or automated equipment are required to ensure that the crimps are properly formed.
Key Components of a Crimping Machine
Crimping Dies: Crimping machines use dies to deform the metal parts and create the crimped joint. The dies are typically shaped to match the specific geometry of the parts being crimped, ensuring a secure and uniform connection. Crimping dies must be precisely aligned to avoid damaging the material or producing weak joints.
Precision Dies for Consistent Crimps: The crimping dies must be accurately designed and maintained to ensure that the crimps are formed with consistent quality and strength.
Hydraulic or Pneumatic Press: Many crimping machines use hydraulic or pneumatic presses to apply the force needed to deform the metal and create the crimp. These systems provide precise control over the pressure and speed of the crimping process, ensuring that the crimps are formed uniformly and without defects.
Controlled Pressure for High-Quality Joints: The hydraulic or pneumatic press ensures that the crimping process is consistent, applying the correct amount of force to create strong, reliable joints.
Automated Feeding System: In high-volume production environments, crimping machines may be equipped with an automated feeding system that positions the parts for crimping. This ensures that the parts are aligned correctly and improves production efficiency by reducing the need for manual handling.
Automation for Fast, Efficient Production: Automated feeding systems allow crimping machines to operate continuously, increasing throughput and reducing downtime.
Control Panel: Crimping machines are often equipped with a control panel that allows operators to set and monitor the crimping parameters, such as pressure, speed, and die alignment. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the crimping process and ensure repeatable, high-quality results.
Precision Control for Reliable Crimps: The control panel allows operators to program the machine for specific parts and materials, ensuring that the crimping process is consistent and tailored to the requirements of each job.
The Crimping Process
Material Preparation: Before the crimping process begins, the metal parts must be properly prepared. This typically involves cutting the sheet metal or wires to the required size and shape, cleaning the surfaces, and aligning the parts for crimping. Proper preparation ensures that the crimping process proceeds smoothly and without defects.
Cutting and Cleaning for Optimal Results: Proper preparation of the parts ensures that the crimped joint is strong, secure, and free from defects such as gaps or misalignment.
Crimping the Joint: The crimping process begins by placing the parts in the crimping machine, where they are deformed by the dies or forming tools to create the crimped joint. The machine applies controlled pressure to the parts, deforming the metal and locking the components together. The crimping pressure and speed are carefully controlled to ensure that the joint is strong and uniform.
Controlled Deformation for Secure Joints: The goal of the crimping process is to create a tight, interlocking joint that is strong, durable, and resistant to separation or leakage. Proper control of the pressure and alignment is essential for achieving high-quality results.
Finishing and Inspection: After the crimp is formed, the part is inspected for defects such as cracks, gaps, or misalignment. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the crimped joint meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Joints: Crimping machines produce strong, durable joints that improve the functionality and safety of the final product. Proper inspection ensures that the crimped joints are free from defects and meet industry standards.
Applications of Crimping in Sheet Metal
HVAC Industry: Crimping is widely used in the HVAC industry to join sections of ductwork, pipes, and ventilation components. The crimped joints provide a secure, leak-proof connection that is resistant to air or fluid leakage, ensuring that the HVAC system operates efficiently.
Crimped Joints for Ductwork and Ventilation: Crimping is ideal for joining HVAC ducts and pipes, providing a strong, airtight seal without the need for additional fasteners or adhesives.
Automotive Industry: In the automotive industry, crimping is used to join body panels, structural components, and electrical connectors. The crimped joints provide strength and durability, ensuring that the vehicle’s body and electrical systems perform reliably under stress and vibration.
Crimped Electrical Connectors and Body Panels: Crimping is commonly used to create secure connections in automotive wiring harnesses, as well as to join body panels and structural components.
Aerospace Industry: The aerospace industry uses crimping to join lightweight components, such as fuselage panels, structural parts, and electrical connectors. The crimped joints provide strength without adding unnecessary weight, making them ideal for high-performance aerospace applications.
Lightweight Crimped Joints for Aircraft Components: Crimping is ideal for assembling lightweight aircraft components that must withstand stress and vibration without adding excessive weight.
Electrical and Electronics Industry: Crimping is essential in the electrical and electronics industry, where it is used to create strong, conductive connections between wires, terminals, and connectors. The crimped joints provide reliable electrical conductivity and resistance to corrosion and vibration.
Crimped Terminals for Electrical Wiring: Electrical crimping ensures that wiring harnesses and connectors are securely joined, providing a low-resistance connection that is essential for electrical performance.
Plumbing and Metal Fabrication: Crimping is used in the plumbing industry to join pipes and fittings, providing leak-proof connections for water and gas systems. It is also widely used in metal fabrication to assemble enclosures, containers, and structural components.
Leak-Proof Crimped Joints for Plumbing Systems: Crimping provides strong, leak-proof connections in plumbing pipes and fittings, ensuring that the system operates reliably under pressure.
Advantages of Crimping in Sheet Metal
Fast and Efficient Joining: Crimping is a fast, efficient process that can be easily automated for high-volume production. It eliminates the need for welding, soldering, or fasteners, reducing assembly time and labor costs.
Strong, Durable Joints: Crimping creates strong, interlocking joints that are resistant to separation, leakage, or vibration. This makes it ideal for applications where the parts must withstand stress, pressure, or environmental factors.
No Heat or Adhesives Required: Crimping does not require heat, adhesives, or additional materials to create a secure joint, making it a cost-effective and environmentally friendly alternative to welding or soldering.
Improved Safety and Aesthetics: Crimped joints provide a smooth, finished appearance, improving the aesthetic quality of the part. The process also reduces the risk of sharp edges, burrs, or other hazards that could pose a safety risk during handling or assembly.
Challenges of Crimping in Sheet Metal
Skilled Operation Required: Proper crimping requires skilled operators, especially for high-precision crimps or complex joints. Incorrect pressure or alignment can result in weak or unreliable connections, which may lead to part failure.
Tooling and Setup Costs: Crimping machines and dies can be expensive to purchase and maintain, especially for custom or complex crimping operations. The initial setup costs may be prohibitive for small manufacturers or low-volume production.
Material Limitations: Crimping may not be suitable for certain materials, such as very thick or brittle metals, which can crack or deform during the crimping process. Proper material selection and preparation are essential to avoid defects.
Crimping is a highly effective, efficient process for joining sheet metal parts in a wide range of industries, from automotive and aerospace to HVAC and electrical manufacturing. Whether used to create leak-proof seams, strong mechanical joints, or reliable electrical connections, crimping provides the strength, durability, and versatility needed for modern manufacturing.
Sheet Metal Curling
Aluminium Cookware Manufacturing Process
Sheet metal curling is a metal forming process used to shape the edges of a metal sheet into a rolled, curved form. This process is used to eliminate sharp edges, improve the overall appearance of the product, and increase the structural integrity of the part by providing additional rigidity. Curling is widely applied in industries such as automotive, HVAC, aerospace, appliance manufacturing, and metal fabrication, where smooth, safe edges are required for parts like ducts, enclosures, panels, and other metal components.
Curling can be done manually, using basic tools for small-scale jobs, or automatically using curling machines for large-scale production. The process involves rolling the edge of the sheet metal over itself or around another object, creating a continuous, smooth edge that can withstand impact or pressure without deformation.
Types of Sheet Metal Curling
Simple Curling: Simple curling is the basic process of rolling the edge of a sheet metal part into a curved or circular shape. This is often done to create a safe, smooth edge that prevents injury during handling or use. Simple curling is commonly used in the manufacturing of ducts, metal containers, and appliance housings.
Smooth Edges for Safety and Strength: Simple curling eliminates sharp edges, making the part safer to handle and improving its structural integrity. The rolled edge adds rigidity to the part, helping it resist deformation under stress.
Advantages: Simple curling is a straightforward process that is easy to automate, making it ideal for high-volume production. It also improves the durability and safety of the part by reinforcing the edge.
Disadvantages: Simple curling may not be suitable for parts that require very tight radii or complex shapes, as the process can cause the metal to stretch or deform.
Wire-Inserted Curling: In wire-inserted curling, a metal wire is inserted into the curl, reinforcing the edge and providing additional strength. This method is commonly used for parts that require extra durability, such as metal containers, ducts, or tanks that must withstand pressure or impact.
Reinforced Edges for High-Stress Applications: The wire strengthens the curled edge, making the part more resistant to deformation and wear. Wire-inserted curling is ideal for parts that must handle heavy loads or endure frequent handling.
Advantages: Wire-inserted curling provides a much stronger edge than simple curling, making it ideal for heavy-duty applications. It also improves the part’s resistance to bending or breaking under stress.
Disadvantages: The process is more complex and time-consuming than simple curling, requiring additional tooling and setup to insert the wire correctly.
Hemming: Hemming is a process in which the edge of the sheet metal is folded back on itself to create a double-thickness edge. This technique is used to increase the strength of the edge, improve its appearance, and eliminate sharp corners. Hemming is commonly used in the automotive industry for body panels, doors, and hoods, as well as in appliance manufacturing.
Folded Edges for Increased Strength: Hemming adds strength and rigidity to the edge by doubling the thickness of the metal. This makes the part more durable and resistant to bending, while also providing a smooth, finished edge.
Advantages: Hemming provides a strong, smooth edge that improves the structural integrity of the part. It is ideal for parts that require both strength and aesthetics, such as automotive panels or appliance housings.
Disadvantages: Hemming requires additional material and tooling, making it more expensive than simple curling. It may also be more difficult to achieve on thick or hard metals.
Flange Curling: Flange curling is the process of curling the edge of a flange to create a rolled edge. This technique is used in the fabrication of pipes, ducts, and other cylindrical parts that require a smooth, rounded edge for safety, appearance, or sealing purposes. Flange curling is common in HVAC systems and fluid handling applications.
Rolled Edges for Pipes and Ducts: Flange curling creates a smooth, rounded edge on the flange of a pipe or duct, providing a secure connection point that is resistant to leaks and pressure.
Advantages: Flange curling improves the safety and appearance of the part, while also providing a strong, leak-proof edge. It is particularly useful in applications where the curled edge will be exposed to pressure or fluid flow.
Disadvantages: Flange curling requires precise control of the forming process to ensure that the curl is uniform and free from defects. Improper curling can result in leaks or weak connections.
Key Components of a Sheet Metal Curling Machine
Curling Dies: Curling machines use specially shaped dies to bend and roll the edges of the sheet metal. The dies must be carefully designed to match the specific curvature and dimensions of the curl, ensuring a smooth, consistent edge.
Precision Dies for Uniform Curls: The curling dies must apply even pressure to the sheet metal to create a uniform, high-quality curl. Proper alignment of the dies is critical to achieving consistent results.
Rollers: In many curling machines, rollers are used to gradually bend the sheet metal into the desired shape. The rollers apply controlled pressure to the metal as it is fed through the machine, ensuring that the edge is curled smoothly and without distortion.
Controlled Pressure for Smooth Edges: The rollers must apply consistent pressure to the sheet metal to prevent defects such as cracking, wrinkling, or uneven curls.
Hydraulic or Pneumatic Systems: Many curling machines use hydraulic or pneumatic systems to control the pressure and speed of the curling process. These systems provide precise control over the forming process, ensuring that the curl is uniform and free from defects.
Precise Pressure Control for High-Quality Curls: The hydraulic or pneumatic system ensures that the curling pressure is applied evenly, preventing defects and ensuring a smooth, consistent curl.
Control Panel: Modern curling machines are equipped with control panels that allow operators to set and monitor the curling parameters, such as curl radius, pressure, and speed. Many machines are also equipped with programmable logic controllers (PLCs) or CNC systems to automate the curling process and ensure repeatable, high-quality results.
Automation for Precision and Efficiency: The control panel allows operators to program the machine for specific parts and materials, ensuring that the curling process is consistent and tailored to the requirements of each job.
The Curling Process
Material Preparation: Before curling begins, the sheet metal must be properly prepared. This typically involves cutting the sheet metal to the required size and shape, deburring the edges, and cleaning the surface to remove any dirt, grease, or contaminants. Proper preparation ensures that the metal curls smoothly and without defects.
Cutting and Deburring for Clean Edges: Proper preparation of the sheet metal ensures that the curling process proceeds smoothly and without defects, such as cracking or wrinkling.
Curling the Edge: The curling process begins by feeding the sheet metal into the curling machine, where it is gradually bent into the desired shape by the rollers or dies. The machine applies controlled pressure to the edge of the metal, curling it into a circular or rolled shape. The radius of the curl is determined by the settings on the machine, which can be adjusted to achieve different curl sizes.
Controlled Bending for Smooth, Consistent Curls: The goal of the curling process is to create a smooth, uniform curl with consistent dimensions. Proper control of the pressure and speed is essential for achieving high-quality results.
Finishing and Inspection: After the curl is formed, the part is inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the part meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Parts: Curling machines produce parts with smooth, rounded edges that improve the safety, durability, and appearance of the final product. Proper inspection ensures that the curled edges are free from defects and meet the required standards.
Applications of Sheet Metal Curling
Automotive Industry: Curling is widely used in the automotive industry to create safe, rounded edges on body panels, doors, and other structural components. Curled edges improve the strength and durability of these parts, while also providing a smooth, finished appearance.
Curled Edges for Automotive Panels: Curling is used to create rolled edges on automotive body panels, doors, and hoods, improving their strength and resistance to impact. The curled edges also provide a sleek, finished look that enhances the overall appearance of the vehicle.
HVAC Systems: Curling is commonly used in the HVAC industry to create rolled edges on ducts, pipes, and other ventilation components. Curled edges provide a strong, durable connection point for joining sections of ductwork, ensuring that the system operates efficiently and without leaks.
Curling for Strong Duct Connections: Curling provides smooth, safe edges on HVAC ducts and pipes, ensuring that the system is free from sharp edges that could pose a hazard during installation or maintenance.
Appliance Manufacturing: In appliance manufacturing, curling is used to create smooth, rounded edges on panels, doors, and enclosures. Curled edges improve the strength and appearance of the appliance, while also reducing the risk of injury during handling or use.
Curled Edges for Safe, Durable Appliances: Curling creates safe, burr-free edges on appliance panels and enclosures, improving both the safety and durability of the final product.
Architectural Components: Curling is often used in the production of architectural components, such as metal railings, panels, and decorative elements. The curled edges provide a smooth, finished appearance while also adding strength and rigidity to the part.
Decorative and Functional Curled Edges: Curling enhances the appearance and strength of architectural elements, providing a professional, finished look that is both attractive and durable.
Metal Containers and Enclosures: Curling is widely used in the fabrication of metal containers, enclosures, and tanks, where it provides a smooth, rolled edge that improves the strength and durability of the part. The curled edge also reduces the risk of injury during handling and assembly.
Strong, Safe Edges for Metal Containers: Curling provides a smooth, reinforced edge on metal containers and enclosures, ensuring that they are safe to handle and resistant to impact or deformation.
Advantages of Sheet Metal Curling
Improved Safety and Aesthetics: Curling eliminates sharp edges on sheet metal parts, making them safer to handle and improving their overall appearance. The smooth, rounded edges reduce the risk of injury and provide a professional, finished look.
Increased Strength and Durability: Curling adds strength and rigidity to the edges of sheet metal parts, making them more resistant to deformation, cracking, or damage. The rolled edge distributes stress more evenly, reducing the likelihood of failure under load.
Versatility for Various Applications: Curling can be used on a wide range of sheet metal materials, including steel, aluminum, copper, and stainless steel. This versatility makes curling a valuable process in industries ranging from automotive and HVAC to appliance manufacturing and metal fabrication.
Cost-Effective and Efficient: Curling is a fast, efficient process that can be easily automated for high-volume production. It reduces the need for additional finishing processes, such as deburring or grinding, making it cost-effective for manufacturers.
Challenges of Sheet Metal Curling
Tooling and Setup Costs: Curling machines, especially those equipped with CNC or hydraulic systems, require significant initial investment in equipment and tooling. These costs can be prohibitive for small manufacturers or custom production runs.
Material Limitations: Curling may be challenging for very thick or hard metals, as the process can cause cracking or deformation if not properly controlled. Certain materials, such as brittle metals, may not be suitable for curling without special treatment or preparation.
Skilled Operation Required: Properly curling sheet metal requires skilled operators, particularly for complex or high-precision curls. Incorrect pressure or alignment can result in defects such as cracks, uneven edges, or misshapen curls.
Sheet metal curling is an essential process in metal fabrication, providing strong, safe, and aesthetically pleasing edges for a wide range of applications. Whether used in automotive panels, HVAC ducts, appliance housings, or architectural components, curling ensures that sheet metal parts meet the highest standards of strength, durability, and safety.
Brake Pads Making Machine
Brake pads
A brake pads making machine is a specialized piece of equipment used in the production of automotive brake pads. Brake pads are critical components of a vehicle’s braking system, responsible for applying friction to the brake rotors to slow or stop the vehicle. These machines are designed to manufacture brake pads from raw materials such as metal fibers, resins, and friction materials, ensuring that the finished pads meet the required standards for performance, durability, and safety.
The process of making brake pads involves several steps, including material mixing, pressing, curing, and finishing. Brake pads making machines are equipped with various functions to handle these tasks efficiently, allowing manufacturers to produce high-quality brake pads in large quantities. These machines are used primarily in the automotive industry but are also applicable for producing brake components for motorcycles, trucks, and industrial machinery.
Types of Brake Pads Making Machines
Mixing and Kneading Machines: These machines are used to blend the raw materials that make up the brake pads, including metal fibers, friction materials, binders, and resins. The materials are mixed and kneaded into a homogeneous compound, ensuring that the brake pads have consistent friction properties and wear resistance.
Homogeneous Mixing for Consistent Performance: Proper mixing ensures that the brake pads have uniform friction properties, which are essential for reliable braking performance. The compound must be thoroughly mixed to prevent defects such as weak spots or uneven wear.
Advantages: Mixing and kneading machines provide precise control over the blending of raw materials, ensuring consistent quality in the final product. They are also highly efficient, reducing mixing times and improving production throughput.
Disadvantages: Improper mixing can lead to defects in the brake pads, such as uneven friction properties or weak areas that may cause the pads to fail prematurely.
Pressing Machines: Pressing machines are used to compress the mixed materials into the shape of a brake pad. The material is placed in a mold, and the machine applies high pressure to compact the material into a solid form. Pressing is a critical step in ensuring that the brake pads have the required density and strength.
High Pressure for Dense, Strong Brake Pads: Pressing ensures that the brake pad material is tightly compacted, giving the pads the density and strength needed to withstand the high pressures and temperatures generated during braking.
Advantages: Pressing machines provide consistent pressure and control over the shape of the brake pads, ensuring that each pad is produced to the correct specifications. They are ideal for high-volume production, as they can produce large quantities of pads quickly and efficiently.
Disadvantages: The molds used in pressing machines must be precisely designed and maintained to prevent defects such as cracks, voids, or uneven compression.
Curing Ovens: After the brake pads are pressed, they are cured in ovens to harden the material and set the binder. The curing process involves heating the pads at controlled temperatures for a specific duration, which allows the resins and binders to harden and bond the materials together.
Controlled Heating for Durable Brake Pads: Curing is essential for hardening the brake pad material and ensuring that it can withstand the extreme conditions of braking. Proper control of temperature and curing time is critical for achieving optimal hardness and strength.
Advantages: Curing ovens provide precise temperature control, ensuring that the brake pads are evenly cured and free from defects such as cracks or weak areas. This improves the durability and performance of the final product.
Disadvantages: Improper curing can result in brake pads that are too soft or brittle, leading to premature wear or failure.
Finishing Machines: Once the brake pads are cured, they are finished using grinding and cutting machines to achieve the final shape and dimensions. These machines remove any excess material, smooth the surfaces, and ensure that the brake pads meet the required tolerances for thickness and flatness.
Precision Finishing for Consistent Fit and Performance: Finishing ensures that the brake pads are shaped and sized accurately, allowing them to fit properly in the braking system and perform reliably. Any defects in the
brake pad’s shape or surface can lead to performance issues, such as uneven wear, squealing, or reduced braking efficiency.
Advantages: Finishing machines provide high precision in shaping and smoothing the brake pads, ensuring that they meet strict specifications for thickness, flatness, and surface quality. This step is essential for ensuring consistent braking performance and reducing noise.
Disadvantages: Finishing machines must be carefully calibrated and maintained to prevent defects such as over-grinding or surface imperfections, which can negatively impact the brake pad’s performance.
Friction Testing Machines: To ensure the quality and performance of the brake pads, manufacturers often use friction testing machines to measure the friction coefficient and wear resistance of the pads. These machines simulate real-world braking conditions by applying pressure and heat to the brake pads while measuring their friction properties.
Testing for Reliable Braking Performance: Friction testing ensures that the brake pads meet industry standards for stopping power, durability, and heat resistance. It helps identify any defects or inconsistencies in the material that could affect the brake pad’s performance.
Advantages: Friction testing machines provide valuable data on the performance characteristics of the brake pads, allowing manufacturers to ensure that each batch meets safety and quality standards. This testing is crucial for automotive applications, where brake performance is critical for vehicle safety.
Disadvantages: Friction testing can be time-consuming and requires specialized equipment and expertise, adding to the overall production costs.
The Brake Pads Manufacturing Process
Raw Material Preparation: The first step in making brake pads is to prepare the raw materials, including metal fibers, friction materials (such as ceramic or organic compounds), resins, and binders. These materials are carefully measured and blended in mixing machines to create a homogeneous compound that will be pressed into brake pads.
Precise Mixing for Consistent Properties: The correct ratio of materials is essential for achieving the desired friction and wear resistance in the finished brake pads. Inconsistent mixing can lead to uneven performance or premature wear.
Pressing and Molding: Once the materials are mixed, they are loaded into molds, where pressing machines apply high pressure to form the brake pads. The molds are designed to give the brake pads their final shape, while the pressure compacts the material into a dense, solid form.
High Pressure for Strong, Durable Brake Pads: The pressing process ensures that the brake pads are dense enough to withstand the stresses of braking without cracking or wearing down prematurely.
Curing: After pressing, the brake pads are transferred to curing ovens, where they are heated at controlled temperatures to harden the material and set the binders. The curing process is crucial for developing the brake pad’s strength, heat resistance, and durability.
Even Curing for Long-Lasting Performance: Proper curing ensures that the brake pads can endure the high temperatures generated during braking without losing their effectiveness or breaking down.
Finishing: Once the brake pads are cured, they are finished using grinding, cutting, and sanding machines to remove any excess material and ensure that the pads meet the required dimensions and surface quality. This step ensures that the brake pads fit correctly in the braking system and provide consistent performance.
Precision Grinding for Smooth, Accurate Pads: The finishing process ensures that the brake pads have a smooth, even surface and the correct thickness, which is essential for proper fit and function in the braking system.
Friction Testing and Quality Control: After the brake pads are finished, they undergo friction testing to ensure that they meet the required standards for performance, safety, and durability. This testing simulates real-world braking conditions and measures the friction coefficient, wear resistance, and heat tolerance of the pads.
Testing for Safety and Reliability: Friction testing helps manufacturers ensure that the brake pads will provide reliable, consistent performance under a variety of conditions, such as heavy braking, high speeds, or extreme temperatures.
Applications of Brake Pads Making Machines
Automotive Industry: Brake pads making machines are primarily used in the automotive industry to produce brake pads for passenger vehicles, trucks, motorcycles, and buses. High-quality brake pads are essential for ensuring vehicle safety, as they provide the friction needed to stop the vehicle effectively.
Brake Pads for Cars, Trucks, and Motorcycles: Brake pads making machines are used to produce a wide range of brake pads for different types of vehicles, including standard cars, high-performance sports cars, heavy-duty trucks, and motorcycles.
Industrial Machinery: Brake pads are also used in industrial machinery, where they provide the stopping power needed for large, heavy equipment. Machines such as cranes, forklifts, and construction equipment rely on durable brake pads to ensure safe operation in industrial environments.
Brake Pads for Heavy-Duty Machinery: Brake pads making machines are used to produce pads for industrial equipment, where reliable stopping power is critical for operator safety and machinery control.
Railway and Aerospace Applications: Brake pads are used in railway and aerospace applications, where they must withstand extreme conditions, including high speeds, heavy loads, and intense heat. The brake pads used in trains, planes, and other transportation systems must meet stringent safety and performance standards.
High-Performance Brake Pads for Trains and Aircraft: Brake pads making machines are used to manufacture specialized brake pads for rail and aerospace applications, where safety and reliability are paramount.
Motorcycles and Bicycles: In addition to automotive and industrial applications, brake pads making machines are used to produce pads for motorcycles and bicycles. These pads must provide consistent stopping power while being lightweight and durable.
Brake Pads for Two-Wheeled Vehicles: Brake pads making machines produce lightweight, high-performance pads for motorcycles and bicycles, ensuring that riders can stop safely and effectively.
Advantages of Brake Pads Making Machines
High Efficiency for Large-Scale Production: Brake pads making machines are highly efficient and capable of producing large quantities of brake pads quickly and with consistent quality. This makes them ideal for high-volume production in the automotive and industrial sectors.
Precision Control for Consistent Quality: These machines provide precise control over the manufacturing process, ensuring that each brake pad meets the required specifications for size, shape, and performance. This consistency is essential for ensuring reliable braking performance in vehicles and machinery.
Versatility for Different Materials and Applications: Brake pads making machines can be used to produce pads from a variety of materials, including organic, semi-metallic, and ceramic compounds. This versatility makes them suitable for a wide range of applications, from standard passenger cars to high-performance sports vehicles and industrial equipment.
Improved Safety and Durability: By using advanced manufacturing processes such as pressing, curing, and friction testing, brake pads making machines ensure that the finished pads are strong, durable, and capable of withstanding the extreme conditions of braking.
Challenges of Brake Pads Making Machines
High Initial Investment Costs: Brake pads making machines, especially those equipped with advanced features such as friction testing and precision molding, can be expensive to purchase and maintain. This high initial investment may be a barrier for smaller manufacturers.
Skilled Operation Required: Operating brake pads making machines requires skilled technicians to ensure that the machines are properly set up and maintained. Incorrect operation or improper calibration can lead to defects in the brake pads, such as uneven friction properties or weak areas.
Brake pads making machines are essential for the production of high-quality brake pads used in automotive, industrial, and transportation applications. These machines provide the efficiency, precision, and control needed to produce reliable, durable brake pads that meet the highest standards of safety and performance.
Drum End Manufacturing
Drum End Manufacturing
Drum end manufacturing involves producing the top and bottom ends of metal or plastic drums, which are commonly used for the storage and transportation of liquids, chemicals, oils, and other materials. The ends of drums play a critical role in ensuring that the contents are securely contained, providing structural integrity and leak-proof sealing. Drum ends are typically manufactured using processes such as stamping, deep drawing, curling, and welding to achieve the necessary strength, durability, and precision.
The top end of a drum often includes features such as flanges, bungs, or other openings to facilitate filling, emptying, and sealing, while the bottom end is typically designed to provide stability and withstand the weight of the drum’s contents. Drum end manufacturing is a crucial part of the overall drum production process and is widely used in industries such as chemical processing, oil and gas, food and beverage, and industrial packaging.
Types of Drum End Manufacturing Processes
Stamping: Stamping is one of the most common processes used to manufacture drum ends. In this process, a flat metal or plastic sheet is placed in a stamping press, where a die is used to shape the material into the desired form. Stamping is highly efficient and allows for the production of large quantities of drum ends with consistent quality.
High-Speed Production for Large Volumes: Stamping is ideal for producing drum ends in high volumes, making it suitable for mass production in industries such as chemical packaging and oil transportation.
Advantages: Stamping provides fast, efficient production with precise control over the shape and dimensions of the drum ends. It is suitable for both metal and plastic materials.
Disadvantages: Stamping requires expensive tooling, and the initial setup costs can be high, making it less suitable for small production runs or custom designs.
Deep Drawing: Deep drawing is a metal forming process used to manufacture drum ends by pulling a flat sheet of metal into a die to create a deep, cup-shaped structure. This process is particularly useful for producing the bottom ends of drums, as it allows for the creation of a seamless, strong end that can withstand heavy loads and pressure.
Seamless Drum Ends for High Strength: Deep drawing produces seamless drum ends that are highly resistant to leaks and deformation, making them ideal for drums that will be used to transport liquids or chemicals.
Advantages: Deep drawing provides excellent structural integrity and is suitable for producing drum ends that need to withstand high pressure or heavy loads.
Disadvantages: The deep drawing process can be complex and requires specialized equipment, making it more expensive and time-consuming than stamping for large-scale production.
Curling: Curling is a process used to form the edges of drum ends, creating a rolled edge that can be securely attached to the body of the drum. This technique is used to ensure that the drum ends are securely sealed and can be joined to the drum body without leaks. Curling is particularly important for metal drums, where the edges must be strong and resistant to deformation.
Rolled Edges for Leak-Proof Sealing: Curling provides a smooth, rolled edge that allows for a tight, leak-proof seal between the drum ends and the drum body. This is essential for ensuring the safe transportation of liquids and chemicals.
Advantages: Curling improves the strength and durability of the drum ends, providing a secure connection to the drum body and preventing leaks.
Disadvantages: Curling requires precise control to ensure that the edges are rolled uniformly and without defects. Improper curling can result in weak or leaky joints.
Flanging: Flanging is a process used to create a raised rim or flange around the edge of the drum end. This flange is used to connect the drum end to the body of the drum, providing a strong, durable joint that can withstand pressure and impact. Flanging is commonly used in both metal and plastic drum manufacturing.
Raised Rims for Secure Connections: Flanging creates a strong, raised rim that allows the drum end to be securely attached to the drum body. The flange provides additional strength and helps distribute pressure evenly across the joint.
Advantages: Flanging ensures that the drum end is securely attached to the drum body, preventing leaks and improving the overall strength of the drum. It is suitable for both large and small drums.
Disadvantages: Flanging requires precise tooling and alignment to ensure that the flange is formed correctly and without defects. Improper flanging can result in weak joints or leaks.
Welding: Welding is often used to join the drum ends to the body of the drum, creating a strong, leak-proof connection. In metal drums, welding is used to fuse the edges of the drum ends to the body, ensuring that the joint is strong and resistant to pressure. For plastic drums, heat welding or ultrasonic welding is used to join the drum components.
Strong, Leak-Proof Welds for Secure Joints: Welding provides a strong, durable connection between the drum ends and the drum body, ensuring that the drum can safely contain liquids, chemicals, or other materials.
Advantages: Welding provides a permanent, leak-proof connection that is highly resistant to pressure, impact, and environmental factors. It is particularly useful for drums used in hazardous or corrosive environments.
Disadvantages: Welding can be time-consuming and requires skilled operators or automated systems to ensure that the welds are consistent and free from defects.
Key Components of a Drum End Manufacturing Machine
Press or Die: The press or die is the main component used in stamping and deep drawing machines to shape the drum ends. The die is designed to match the specific shape and dimensions of the drum end, while the press applies the necessary force to form the material into the desired shape.
Precision Dies for Accurate Shaping: The press or die must be carefully designed to ensure that the drum ends are formed with the correct dimensions and shape. Proper alignment and pressure control are essential for achieving consistent results.
Forming Rollers or Mandrels: In curling and flanging machines, forming rollers or mandrels are used to bend and shape the edges of the drum ends. These tools apply controlled pressure to the material, ensuring that the edges are formed smoothly and without defects.
Controlled Pressure for Smooth, Uniform Edges: The forming rollers or mandrels must apply consistent pressure to the material to ensure that the edges are curled or flanged evenly and without distortion.
Welding Torch or Ultrasonic Welder: In welding machines, a welding torch or ultrasonic welder is used to fuse the drum ends to the body of the drum. The welder must be precisely controlled to ensure that the welds are strong, uniform, and free from defects.
Precision Welding for Leak-Proof Joints: The welding system must provide precise control over the heat and pressure applied to the joint, ensuring that the weld is strong, durable, and resistant to leaks.
Control Panel: Modern drum end manufacturing machines are equipped with control panels that allow operators to set and monitor the manufacturing parameters, such as pressure, speed, and temperature. Many machines are equipped with programmable logic controllers (PLCs) or CNC systems to automate the manufacturing process and ensure repeatable, high-quality results.
Automation for Consistency and Efficiency: The control panel allows operators to program the machine for specific drum end designs and materials, ensuring that the manufacturing process is consistent and efficient.
The Drum End Manufacturing Process
Material Preparation: The process begins with the preparation of the raw material, which is typically metal or plastic sheets. The material is cut to size and prepared for forming, ensuring that it is clean, flat, and free from defects. Proper material preparation is essential for ensuring that the drum ends are formed accurately and without defects.
Cutting and Cleaning for Quality Production: The material must be properly cut and cleaned to ensure that the forming process proceeds smoothly and without defects such as cracks, wrinkles, or misalignment.
Forming the Drum Ends: The drum ends are formed using processes such as stamping, deep drawing, curling, or flanging, depending on the design and specifications of the drum. The forming process shapes the drum ends into the desired form, ensuring that they meet the required dimensions and structural integrity.
Controlled Forming for Smooth, Strong Drum Ends: The goal of the forming process is to create drum ends that are strong, durable, and free from defects. Proper control of the forming pressure and alignment is essential for achieving high-quality results.
Welding or Sealing: Once the drum ends are formed, they are welded or sealed to the body of the drum. This process creates a strong, leak-proof connection between the drum ends and the drum body, ensuring that the contents of the drum are securely contained.
Strong Welds for Leak-Proof Sealing: Welding or sealing ensures that the drum ends are securely attached to the body of the drum, preventing leaks or separation during transportation or use.
Finishing and Inspection: After the drum ends are attached, the drum is inspected for defects such as cracks, leaks, or misalignment. The drum may also be finished by trimming any excess material, smoothing the edges, or applying surface coatings to improve corrosion resistance.
Quality Control for Durable, Leak-Proof Drums: Proper inspection ensures that the drum ends are securely attached and that the drum meets the required standards for strength, durability, and leak resistance.
Applications of Drum Ends
Chemical and Hazardous Material Storage: Drums with strong, leak-proof ends are essential for safely storing and transporting chemicals, hazardous materials, and other liquids.
Circle Shear Machine: Sheet metal forming refers to a broad set of manufacturing processes used to convert flat metal sheets into desired shapes and geometries. It is an essential part of the metalworking industry, widely used in the automotive, aerospace, construction, and electronics industries. This process involves applying force to deform the metal sheet plastically, meaning the sheet undergoes permanent change in shape without breaking or cracking. Sheet metal forming methods can range from simple manual bending to highly automated, computer-controlled processes for mass production.
Sheet metal forming processes are classified into three major categories: bending, drawing, and shearing. Each of these techniques has its specific applications depending on the desired end product and the metal being worked with.
Types of Sheet Metal Forming:
Bending: Bending involves deforming the metal sheet along a straight axis to create angular shapes such as “V,” “U,” or channels. Press brakes or die presses are commonly used to bend the sheet metal, either manually or through automated processes. Bending is commonly used in automotive body panels, appliance housings, and structural frameworks.
Deep Drawing: Deep drawing is a process in which a flat sheet of metal is radially drawn into a forming die by the action of a mechanical punch. This process is used to create cup-shaped parts and is commonly applied in manufacturing cans, containers, and automotive fuel tanks. Deep drawing allows the formation of complex, hollow shapes from a single sheet of metal.
Stretch Forming: In stretch forming, a metal sheet is clamped at its edges and stretched over a die to form large, smooth, and curved surfaces. This method is often used in the aerospace industry for manufacturing aircraft fuselage panels and structural parts.
Roll Forming: Roll forming is a continuous process in which a metal sheet is passed through a series of rollers that progressively shape it into the desired cross-sectional profile. This method is highly efficient and is used to produce items like metal roofing panels, door frames, and highway guardrails.
Punching and Blanking: Punching involves the removal of material from the sheet by placing it between a punch and a die. Blanking is a similar process but focuses on cutting out parts of the sheet. Both techniques are commonly used in mass production, such as in the manufacturing of metal parts for electronics, appliances, and cars.
Spinning: Spinning is a process where a metal disk or tube is rotated at high speed and formed into an axially symmetric part by a roller. This method is typically used for producing conical or cylindrical components, such as pots, pans, and decorative metal objects.
Applications of Sheet Metal Forming:
Automotive Industry: Sheet metal forming is integral to the production of automotive body panels, chassis, and structural components. Manufacturers use advanced techniques like deep drawing, hydroforming, and stamping to produce high-quality, lightweight vehicle parts.
Aerospace Industry: Aerospace companies rely on sheet metal forming to create lightweight yet strong components, such as fuselage panels, wings, and support structures, all of which must meet stringent performance and safety standards.
Construction and Architecture: In construction, sheet metal forming is used for roofing, cladding, framing, and decorative purposes. Metals such as steel, aluminum, and copper are shaped into durable structures that withstand environmental stresses.
Electronics and Appliances: Manufacturers of consumer electronics and household appliances use sheet metal forming to create enclosures, panels, and internal structures for products like washing machines, refrigerators, and electronic devices.
Advantages of Sheet Metal Forming:
Efficiency: Sheet metal forming can produce large quantities of parts at relatively low cost, making it ideal for mass production in industries like automotive and consumer goods.
Precision: Modern forming techniques, especially those utilizing CNC-controlled machinery, provide high precision and repeatability, ensuring consistent product quality.
Material Conservation: Because sheet metal forming reshapes rather than removes material, there is minimal waste, making it an environmentally friendly and cost-effective process.
Versatility: Sheet metal forming can be applied to a variety of metals, including steel, aluminum, brass, and copper, allowing manufacturers to produce parts for a wide range of applications.
Hydraulic Metal Forming
Sheet Metal Rounded Corners
Hydraulic metal forming is a process where hydraulic pressure is used to shape metal workpieces. This process is ideal for producing complex, high-strength components and is often employed in industries where precision and durability are essential, such as aerospace, automotive, and heavy machinery manufacturing. Hydraulic forming uses hydraulic fluid under extreme pressure to force the metal into a die or mold, allowing for intricate shapes to be formed with high precision.
The main advantage of hydraulic metal forming is its ability to distribute pressure uniformly over the entire surface of the metal, resulting in less localized stress and higher-quality parts. The force applied by hydraulic presses can be finely controlled, making it suitable for delicate operations as well as heavy-duty applications.
Types of Hydraulic Metal Forming:
Hydroforming: Hydroforming is a popular hydraulic forming technique used to create hollow parts, such as automotive exhaust components and structural tubes. The process involves placing a metal sheet or tube inside a mold and using hydraulic fluid to press it against the mold walls, forming the desired shape. Hydroforming is highly effective for producing lightweight, high-strength components with complex geometries.
Hydraulic Stamping: Hydraulic stamping involves placing a flat metal sheet between a punch and die, then using hydraulic pressure to form the metal into the desired shape. This method is commonly used in the production of automotive body panels, appliances, and machinery parts. Hydraulic stamping offers precise control over the applied force, ensuring that the final product is accurate and consistent.
Hydraulic Drawing: Similar to deep drawing, hydraulic drawing uses hydraulic presses to pull a metal blank into a die, forming cylindrical, cup-shaped, or box-like components. The hydraulic press ensures that the force is evenly distributed, reducing the risk of tearing or wrinkling the metal.
Bulge Forming: Bulge forming is another hydraulic process where hydraulic fluid is used to press a metal sheet or tube against a die, causing it to bulge outward and take the shape of the mold. This method is often used to create domed or spherical components.
Rubber Pad Forming: In this process, a metal sheet is placed over a mold, and a flexible rubber pad is pressed against it using hydraulic pressure. The rubber pad deforms around the sheet, forming it to the mold’s shape. Rubber pad forming is used in applications where a smooth, scratch-free finish is essential, such as in the aerospace and medical device industries.
Applications of Hydraulic Metal Forming:
Automotive Industry: Hydraulic forming is widely used to create components such as engine mounts, chassis parts, suspension systems, and exhaust systems. The process allows for the production of lightweight yet strong parts, which contribute to improved fuel efficiency and vehicle performance.
Aerospace Industry: Hydraulic metal forming is used to produce complex, high-strength parts for aircraft and spacecraft. The precise control offered by hydraulic presses ensures that these critical components meet the industry’s stringent safety and performance requirements.
Heavy Machinery: Hydraulic forming is employed in the production of large, high-strength components used in heavy machinery and industrial equipment. Hydraulic presses can generate the immense force required to shape thick metal plates and components.
Medical Devices: In the medical field, hydraulic metal forming is used to manufacture surgical instruments, prosthetic devices, and other precision medical components. The ability to form metal with high accuracy and minimal defects is crucial in this industry.
Advantages of Hydraulic Metal Forming:
Uniform Force Application: Hydraulic presses distribute force evenly over the entire surface of the metal, reducing the risk of defects such as warping, cracking, or uneven thickness.
Precision: The finely controlled hydraulic pressure allows for high precision in forming complex geometries, ensuring that the final product meets exact specifications.
Material Efficiency: Hydraulic metal forming reduces material waste by forming the metal into the desired shape without removing material. This makes it a cost-effective and environmentally friendly process.
Versatility: Hydraulic forming can be used on a wide range of metals, including steel, aluminum, copper, and titanium, making it suitable for various industries and applications.
Hydraulic metal forming is a key process in modern manufacturing, offering the ability to create high-quality, durable metal parts for critical industries such as aerospace, automotive, and medical device production.
Sheet Metal Rounded Corners
Industries working with our machinery
Sheet metal rounded corners refer to the technique of rounding the sharp edges of sheet metal components to improve safety, aesthetics, and structural integrity. This is an important aspect of metalworking, especially in industries where sharp corners can pose a hazard or lead to stress concentration, which could compromise the strength of the component.
Rounding the corners of sheet metal is typically done after the cutting or punching process, which leaves sharp edges. These sharp edges can be dangerous during handling, assembly, or during the product’s use. Additionally, rounded corners help prevent the metal from cracking or tearing under stress, especially during bending or forming operations.
Methods for Creating Rounded Corners:
Bending: Bending is one of the simplest methods used to create rounded corners. Instead of making a sharp bend at a 90-degree angle, the metal is bent into a smooth curve, reducing stress concentrations at the corners. Bending machines, such as press brakes, are commonly used for this purpose.
Edge Rolling: Edge rolling is a technique where the edges of the sheet metal are rolled over to form a smooth, rounded corner. This process is often used in the production of metal enclosures, containers, or other parts where the edges need to be safe and aesthetically pleasing.
Chamfering: Chamfering is the process of removing the sharp edges of metal by cutting a beveled edge along the corner. Although this does not create a fully rounded corner, it softens the sharp edge and reduces the risk of injury or damage. Chamfering is commonly used in applications where a completely rounded corner is not necessary but where the sharp edge must be eliminated.
Grinding and Filing: Manual or automated grinding and filing can be used to round off sharp edges after cutting or punching. Abrasive tools are used to smooth out the edges, creating a safe and visually appealing corner. This method is often used in custom or small-scale metal fabrication projects.
Laser Cutting: Modern laser cutting machines can be programmed to cut metal sheets with pre-rounded corners. This allows for high precision and eliminates the need for additional edge rounding steps. Laser cutting is especially useful for complex shapes or high-volume production runs where precision and consistency are important.
Applications of Rounded Corners in Sheet Metal:
Safety: Rounded corners are crucial in industries where workers frequently handle metal parts, such as in construction, automotive assembly, or manufacturing. By rounding the edges, the risk of cuts and injuries is significantly reduced.
Aesthetics: In consumer products like electronics, appliances, and furniture, rounded corners provide a sleek, modern look. They also help improve the ergonomics of the product by making it more comfortable to handle.
Structural Integrity: Rounded corners reduce the likelihood of cracks or fractures developing in metal components during use. Sharp corners tend to concentrate stress, which can lead to failure over time. By rounding the corners, the stress is distributed more evenly, improving the durability of the part.
Electronics Enclosures: In the electronics industry, rounded corners are commonly used in the design of metal enclosures for devices like computers, smartphones, and appliances. Rounded corners not only improve the appearance of the product but also protect internal components by reducing sharp edges that could cause damage during assembly or use.
Advantages of Rounded Corners in Sheet Metal:
Improved Safety: Sharp edges pose a safety risk during manufacturing, handling, and use. Rounded corners minimize the chance of injury and improve the usability of metal products.
Enhanced Durability: By eliminating sharp corners, stress concentrations are reduced, which helps prevent cracks, warping, or other types of failure. Rounded corners enhance the overall durability of the component.
Better Coating and Finishing: Rounded corners are easier to coat with paint, powder coatings, or anodized finishes. Sharp edges can cause uneven coating thickness, leading to weak spots where corrosion or wear can occur. Rounded corners allow for more uniform coating, extending the lifespan of the product.
Rounded corners in sheet metal are a critical design feature that improves both the safety and durability of metal products while also enhancing their aesthetic appeal.
Sheet Metal Edge Rounding
Producing Cylindrical Parts with CNC Metal Spinning Machines
Sheet metal edge rounding is the process of smoothing and shaping the edges of a metal sheet after it has been cut, punched, or machined. This process is essential for improving safety, product quality, and durability. Sharp, unfinished edges on metal parts can pose hazards to workers, cause damage to other components during assembly, and lead to stress concentrations that can weaken the material. By rounding the edges, these risks are mitigated.
Edge rounding is commonly used in industries such as automotive, aerospace, electronics, and metal fabrication, where parts need to be safe to handle and durable enough to withstand long-term use.
Methods of Sheet Metal Edge Rounding:
Deburring Machines: Deburring machines are specifically designed to remove sharp burrs and round the edges of metal sheets. These machines use abrasive belts, brushes, or discs to grind down the sharp edges and create a smooth, rounded profile. Deburring is an essential step in many manufacturing processes to ensure that the edges are safe to handle and that the final product meets quality standards.
Grinding and Sanding: Manual or automated grinding and sanding tools are often used to round the edges of metal sheets. Abrasive materials are used to wear down the sharp edges, leaving a smooth, rounded finish. This method is especially useful for custom or low-volume production where precise control over the rounding process is needed.
Laser Cutting with Edge Rounding: Advanced laser cutting machines can be programmed to cut metal sheets with pre-rounded edges. This eliminates the need for additional edge rounding steps and provides a high level of precision. Laser cutting with edge rounding is commonly used in the production of parts that require tight tolerances and clean, smooth edges.
Tumbling: Tumbling is a process where metal parts are placed in a rotating drum along with abrasive media. As the drum rotates, the media polishes and rounds the edges of the metal parts, creating a smooth finish. Tumbling is an effective method for rounding the edges of small parts or components with complex geometries.
Electropolishing: In some applications, electropolishing is used to round and smooth the edges of metal parts. This chemical process removes a thin layer of material from the surface of the metal, leaving a smooth, rounded finish. Electropolishing is commonly used for stainless steel parts in the medical, food, and pharmaceutical industries.
Applications of Sheet Metal Edge Rounding:
Automotive Industry: In automotive manufacturing, edge rounding is critical for ensuring that parts like body panels, brackets, and supports are safe to handle and free from sharp edges that could cause injuries or damage other components.
Electronics and Appliances: Metal enclosures and components used in electronics and appliances often undergo edge rounding to improve their appearance and make them safer for consumers to handle. Rounded edges also help prevent the metal from cutting into wires or other sensitive components inside the device.
Aerospace Industry: In aerospace applications, edge rounding helps reduce stress concentrations at the edges of metal parts, improving their fatigue resistance and overall structural integrity. This is essential for components that must endure extreme conditions and long service life.
Construction and Metal Fabrication: In construction and metal fabrication, rounded edges make metal parts easier to work with and safer for workers to handle during installation. They also improve the overall aesthetics of the finished product.
Advantages of Sheet Metal Edge Rounding:
Safety: Sharp edges on metal parts can cause injuries to workers during handling and assembly. Edge rounding eliminates these hazards, making the parts safer to work with and reducing the risk of accidents.
Improved Durability: Rounding the edges of metal parts reduces stress concentrations, which can lead to cracks, fractures, or other types of failure. Edge rounding helps extend the lifespan of metal components, especially those subjected to mechanical or thermal stress.
Enhanced Aesthetics: Rounded edges give metal parts a more polished, professional appearance. This is especially important for consumer-facing products like electronics, appliances, and furniture, where visual appeal is a key factor.
Better Coating Adherence: Rounded edges provide a smoother surface for applying coatings like paint, powder coating, or anodizing. This ensures more even coverage and improves the part’s resistance to corrosion, wear, and damage.
Sheet metal edge rounding is a vital process in modern metalworking, contributing to the safety, quality, and durability of metal products across a wide range of industries.
Special Finishing Machines
Metal Surface Finishing Machine
Special finishing machines are used in metalworking and manufacturing to refine the surface of metal parts after they have been formed, machined, or welded. These machines provide the final touches to ensure the metal components meet the desired specifications in terms of smoothness, texture, and appearance. Special finishing machines are crucial for enhancing the performance, longevity, and aesthetic appeal of metal products across industries such as automotive, aerospace, construction, and consumer goods.
Finishing processes can range from deburring rough edges to applying polished finishes that give parts a high-gloss or mirror-like appearance. These machines come in various types, each designed for specific finishing tasks such as polishing, grinding, buffing, or coating.
Types of Special Finishing Machines:
Polishing Machines: Polishing machines use abrasives to create smooth, reflective surfaces on metal parts. These machines can range from simple handheld polishers to advanced automated systems that can handle large-scale production. Polishing is often used for stainless steel, aluminum, and other metals where a high-gloss finish is required, such as in cookware, automotive parts, and architectural elements.
Rotary Polishers: Rotary polishing machines use spinning wheels and abrasive compounds to smooth and polish metal surfaces.
Vibratory Polishers: These machines are designed for polishing smaller metal components in bulk. They use vibration to rub the metal parts against an abrasive medium, resulting in a smooth finish.
Buffing Machines: Buffing machines are similar to polishing machines but focus on achieving a higher level of shine and smoothness. Buffing is typically the final step in the finishing process and is used to remove fine scratches or imperfections that remain after polishing. Buffing machines are essential in industries such as automotive, where a high-quality surface finish is necessary for body panels and other visible components.
Sanding Machines: Sanding machines use abrasive belts or discs to smooth out rough surfaces or remove small amounts of material from the surface of metal parts. Sanding is often the first step in the finishing process, especially after metal parts have been cut, welded, or machined. It is commonly used in industries such as furniture manufacturing, construction, and metal fabrication.
Shot Blasting Machines: Shot blasting machines use high-velocity streams of abrasive material, such as steel shots or sand, to clean and smooth metal surfaces. This process is particularly useful for removing rust, paint, or other surface contaminants from metal parts. Shot blasting also helps prepare metal surfaces for painting, coating, or welding by creating a uniform surface texture.
Air Blasting: Uses compressed air to propel the abrasive material onto the metal surface.
Centrifugal Blasting: Uses a mechanical wheel to throw the abrasive material at high speed, making it suitable for larger surfaces or more aggressive cleaning tasks.
Electropolishing Machines: Electropolishing is an electrochemical process used to smooth and polish metal surfaces. It removes a thin layer of material, leaving a shiny, reflective finish. Electropolishing is especially important for stainless steel and medical-grade materials, where hygiene, corrosion resistance, and surface finish are critical.
Applications of Special Finishing Machines:
Automotive Industry: Special finishing machines are used to create smooth, aesthetically pleasing surfaces on car body panels, trim, and engine components. Polishing and buffing are particularly important for enhancing the visual appeal of vehicles, while sanding and shot blasting are used to prepare surfaces for painting or coating.
Aerospace Industry: In aerospace, surface finishing is essential for components that must withstand high stress and harsh environmental conditions. Polishing, buffing, and electropolishing are commonly used to improve corrosion resistance and reduce surface friction on aircraft parts.
Medical Devices and Instruments: In the medical field, electropolishing is used to create ultra-smooth surfaces on surgical instruments, implants, and other medical devices. A smooth surface reduces the risk of contamination and makes the parts easier to clean and sterilize.
Consumer Goods: Special finishing machines are used to improve the appearance and durability of consumer products such as kitchen appliances, furniture, and electronics. Polishing and buffing are crucial for achieving a high-quality surface finish that appeals to consumers.
Advantages of Special Finishing Machines:
Improved Durability: By removing surface defects and imperfections, finishing machines help improve the strength and durability of metal parts. Smooth surfaces are less prone to corrosion, wear, and fatigue.
Enhanced Aesthetic Appeal: Polishing and buffing create visually attractive surfaces, making finished metal products more appealing to consumers. This is especially important in industries like automotive, architecture, and consumer goods.
Better Coating Adhesion: Finishing processes such as sanding and shot blasting help prepare metal surfaces for painting or coating. A smooth, uniform surface ensures better adhesion and coverage, resulting in a longer-lasting finish.
Hygiene and Cleanliness: In industries such as medical devices and food processing, smooth, polished surfaces are essential for maintaining hygiene and reducing the risk of contamination.
Special finishing machines play a crucial role in modern manufacturing, ensuring that metal parts meet the highest standards of quality, performance, and appearance.
Burr Cleaning Machine
Burr Cleaning Machine
A burr cleaning machine is used to remove burrs, which are small, unwanted projections or rough edges left on metal parts after cutting, machining, or drilling. Burrs can interfere with the functionality and safety of metal components, leading to problems such as improper assembly, increased wear, and safety hazards. Burr cleaning is a crucial step in the metalworking process, ensuring that parts meet quality standards and are safe to handle and use.
Burrs are formed during processes such as stamping, milling, or shearing when the metal is deformed or displaced. Burr cleaning machines use a variety of methods to smooth out these rough edges, depending on the type of metal, the part’s geometry, and the required surface finish.
Types of Burr Cleaning Machines:
Brush Deburring Machines: Brush deburring machines use rotating wire or abrasive brushes to clean burrs from the edges and surfaces of metal parts. These machines are often used for deburring sheet metal, stamped parts, or machined components where a light, non-invasive cleaning process is required.
Vibratory Deburring Machines: Vibratory deburring involves placing metal parts in a vibrating container filled with abrasive media. As the machine vibrates, the media rubs against the parts, removing burrs and smoothing the edges. This process is particularly useful for deburring small or intricate parts that are difficult to clean manually.
Electrochemical Deburring: Electrochemical deburring uses a chemical process to remove burrs from hard-to-reach areas, such as holes, grooves, or internal features. A mild electrical current is applied to the metal part, causing a controlled reaction that dissolves the burrs. This method is ideal for precision parts used in industries like aerospace, automotive, and medical devices.
Thermal Deburring Machines: Thermal deburring, also known as explosive deburring, is a process where a gas mixture is ignited in a chamber containing the metal parts. The resulting explosion vaporizes the burrs, leaving the part clean and free from sharp edges. Thermal deburring is highly effective for removing burrs from internal features and complex geometries.
Water Jet Deburring Machines: Water jet deburring uses high-pressure streams of water to clean burrs from the surface of metal parts. This method is particularly effective for soft metals such as aluminum or copper, where other deburring methods may be too aggressive.
Applications of Burr Cleaning Machines:
Automotive Industry: Burr cleaning machines are used to remove burrs from engine components, gears, and other metal parts used in automotive manufacturing. Clean, burr-free parts are essential for ensuring proper fit and function, as well as preventing excessive wear or damage during assembly.
Aerospace Industry: In aerospace, burr cleaning is critical for ensuring the safety and reliability of components used in aircraft, satellites, and space exploration vehicles. Burrs can cause stress concentrations or interfere with precision tolerances, leading to potential failures.
Medical Devices: Burr cleaning is essential in the production of medical devices, surgical instruments, and implants. Burr-free parts are easier to clean and sterilize, reducing the risk of infection or contamination during use.
Precision Engineering: In precision engineering applications, such as electronics, robotics, and optics, even the smallest burrs can affect performance and assembly. Burr cleaning machines ensure that parts meet tight tolerances and are free from imperfections.
Advantages of Burr Cleaning Machines:
Improved Safety: Burrs can create sharp edges that pose a risk to workers handling the parts. By removing these burrs, burr cleaning machines improve workplace safety and reduce the risk of injury during assembly or use.
Enhanced Product Quality: Burr cleaning ensures that metal parts have smooth edges and surfaces, improving their functionality, performance, and appearance. Parts with burrs may not fit together properly, leading to assembly issues or premature wear.
Precision and Consistency: Automated burr cleaning machines provide consistent results across large production runs, ensuring that all parts meet the required quality standards. This is especially important in industries like automotive and aerospace, where reliability is critical.
Reduced Wear and Tear: Burrs can cause friction, leading to excessive wear on moving parts or machinery. By removing burrs, burr cleaning machines help extend the life of metal components and reduce maintenance costs.
Burr cleaning machines are indispensable in the manufacturing process, ensuring that metal parts are safe, functional, and of high quality. These machines play a key role in industries where precision, performance, and safety are paramount.
Longitudinal Groove Weld
Longitudinal Welding Machine
A longitudinal groove weld is a type of welding technique used to join two pieces of metal along their length, typically in cylindrical or tubular structures such as pipes, tanks, or pressure vessels. In this process, a groove is prepared between the edges of the metal parts to be welded, and the weld is deposited into the groove, filling it and creating a strong, continuous bond.
Longitudinal groove welds are commonly used in industries such as oil and gas, chemical processing, shipbuilding, and construction, where high-strength, leak-proof joints are required. The weld must be of high quality to ensure that the joined components can withstand pressure, temperature fluctuations, and mechanical stresses.
Types of Longitudinal Groove Welds:
Single-V Groove Weld: In a single-V groove weld, the edges of the metal parts are beveled at an angle to form a “V” shape. The welder fills the groove with molten metal, creating a strong bond between the two pieces. Single-V groove welds are commonly used for thicker materials where a single pass is not sufficient to achieve full penetration.
Double-V Groove Weld: For thicker materials, a double-V groove weld is often used. This involves beveling both sides of the joint to create a V-shaped groove on each side. The welder deposits metal into both grooves, ensuring full penetration and strength throughout the joint.
U-Groove Weld: In a U-groove weld, the edges of the metal parts are shaped into a U-configuration. This type of weld is typically used for thicker materials because it requires less filler material compared to a V-groove, making it more efficient for heavy-duty applications.
J-Groove Weld: A J-groove weld involves beveling one side of the joint into a J-shape, while the other side remains straight. This weld type is commonly used in situations where one side of the joint is more accessible than the other, allowing for easier welding in tight spaces.
Applications of Longitudinal Groove Welds:
Pipe Welding: Longitudinal groove welds are essential in pipe welding, where two sections of pipe must be joined together to form long pipelines for transporting liquids or gases. The weld ensures that the joint is leak-proof and strong enough to withstand high internal pressures.
Pressure Vessels: Pressure vessels, such as boilers, tanks, and reactors, rely on longitudinal groove welds to join sections of metal and maintain structural integrity. The welds must be able to endure high pressures and temperatures without failing.
Shipbuilding: In shipbuilding, longitudinal groove welds are used to join large metal plates that form the hull, deck, and other structural components of ships. These welds are crucial for ensuring the ship’s strength and durability in harsh marine environments.
Structural Components: Longitudinal groove welds are used in the construction of large metal structures, such as bridges, cranes, and towers, where strong, continuous joints are required to bear heavy loads and resist environmental stresses.
Advantages of Longitudinal Groove Welds:
High Strength: Longitudinal groove welds create strong, continuous joints that can withstand significant mechanical stresses. This makes them ideal for critical applications such as pipelines, pressure vessels, and structural components.
Leak-Proof Joints: In applications such as piping and pressure vessels, it is essential that the joints are leak-proof to prevent the escape of fluids or gases. Longitudinal groove welds create tight, secure seals that prevent leaks, even under high pressure.
Full Penetration: Longitudinal groove welds ensure full penetration of the weld material into the joint, providing maximum strength and durability. This is especially important for thick materials where incomplete penetration could lead to weak spots or joint failure.
Versatility: Longitudinal groove welds can be applied to a wide range of materials and thicknesses, making them suitable for various industries and applications. Whether working with thin-walled pipes or thick structural components, the groove weld can be tailored to meet specific requirements.
Longitudinal groove welding is a critical process in industries that require high-strength, durable joints. It ensures the integrity and performance of structures and components under demanding conditions.
Cookware Production Machine
Stainless Steel Pot Polishing Machine
A cookware production machine is specialized equipment designed for the manufacturing of pots, pans, and other types of cookware. These machines handle various stages of the production process, from shaping and forming the metal to applying coatings and performing finishing touches. Cookware production machines are used by manufacturers to produce high-quality, durable kitchenware at scale, meeting the demands of both consumers and professional kitchens.
The manufacturing of cookware typically involves working with metals like aluminum, stainless steel, and copper, which provide excellent heat conductivity and durability. Each material has unique properties that require specific machinery and processes to shape, finish, and coat the final product.
Types of Cookware Production Machines:
Press Machines: Press machines are used to shape flat metal sheets into the desired cookware form, such as pots, pans, or lids. The metal sheets are placed in a mold or die, and the press applies significant force to shape the sheet into the required form. Hydraulic or mechanical presses are commonly used, depending on the thickness and type of metal.
Spinning Machines: Spinning machines are used to create round, symmetrical cookware items such as bowls, pans, or lids. In the spinning process, a flat metal disk is rotated at high speed while a forming tool presses it against a mold to shape the metal into the desired shape. This process is particularly useful for creating deep, rounded cookware items like stockpots or mixing bowls.
Polishing Machines: After the cookware has been formed, polishing machines are used to smooth the surface and give it a shiny, reflective finish. Polishing is important not only for aesthetic reasons but also for improving the non-stick properties of the cookware and preventing food from sticking to the surface during use.
Coating Machines: Many cookware items, especially non-stick pans, require the application of a specialized coating. Coating machines are used to apply layers of non-stick material (such as Teflon or ceramic) to the surface of the cookware. These machines ensure even coverage and proper adhesion of the coating, which is essential for both performance and durability.
Edge Rolling Machines: Edge rolling machines are used to round the edges of the cookware, giving it a smooth, safe edge that is comfortable to handle. This process is important for both safety and durability, as sharp edges can be dangerous and more prone to damage.
Applications of Cookware Production Machines:
Consumer Cookware: Cookware production machines are primarily used to manufacture pots, pans, and other kitchen tools for home use. High-quality cookware is essential for efficient and enjoyable cooking, and consumers expect durable, easy-to-clean products that distribute heat evenly.
Professional Cookware: Professional-grade cookware, used in commercial kitchens, requires a higher level of durability and heat performance. Cookware production machines are used to manufacture heavy-duty products that can withstand the demands of professional chefs.
Specialty Cookware: Specialty cookware, such as cast iron skillets or copper pans, may require additional or specific production processes. For example, copper cookware often undergoes a tinning process to coat the inside surface with a layer of tin, preventing the copper from reacting with food.
Advantages of Cookware Production Machines:
High Efficiency: Cookware production machines allow manufacturers to produce large quantities of cookware quickly and efficiently. Automation and precision machinery ensure consistent quality across all products.
Customizability: These machines can be adjusted to produce a wide variety of cookware shapes, sizes, and designs. Whether manufacturing frying pans, saucepans, or stockpots, cookware production machines provide the flexibility to meet diverse market demands.
Durability: The machines used in cookware production are designed to handle heavy-duty materials like stainless steel and aluminum, ensuring that the final products are durable and long-lasting.
Precision: Precision is crucial in cookware manufacturing to ensure that the pots and pans have the correct dimensions, thickness, and heat conductivity. Cookware production machines provide the necessary control to achieve consistent results.
Cookware production machines are essential tools in the kitchenware industry, enabling manufacturers to produce high-quality, reliable products that meet the needs of both home cooks and professional chefs.
Brake Pads Machine
Brake Pads Machine
A brake pads machine is a specialized piece of equipment used in the manufacturing of brake pads, a critical component of the braking systems in automobiles, motorcycles, and other vehicles. Brake pads play a key role in ensuring the safe operation of vehicles by converting kinetic energy into heat during braking, which slows the vehicle down. Manufacturing brake pads requires precision, quality control, and specialized machinery to ensure that they meet safety and performance standards.
Brake pads are typically made from a combination of materials, including metal shavings, ceramics, and organic compounds. The manufacturing process involves molding these materials under high pressure and heat to create durable, reliable brake pads.
Types of Brake Pads Machines:
Molding Machines: Molding machines are used to shape the brake pad material into its final form. In this process, the brake pad compound is placed into a mold, and high pressure and heat are applied to compress the material into the desired shape. The molded brake pads are then cooled and removed from the mold for further processing.
Curing Ovens: After molding, brake pads are placed in curing ovens to harden and strengthen the material. The curing process is critical for ensuring that the brake pads can withstand the high temperatures generated during braking. Curing ovens are designed to maintain consistent temperatures and ensure uniform hardening across all pads.
Grinding Machines: Grinding machines are used to shape and finish the brake pads after molding and curing. These machines grind the brake pad to its final thickness and smooth out any rough surfaces. Precision grinding is essential for ensuring that the brake pads fit properly in the brake caliper and perform effectively during braking.
Coating Machines: Many brake pads are coated with specialized materials to reduce noise, prevent corrosion, or improve performance in extreme conditions. Coating machines apply these materials evenly across the surface of the brake pad, ensuring that they adhere properly and provide the desired benefits.
Testing Machines: Brake pads must undergo rigorous testing to ensure that they meet safety standards and perform well under various conditions. Testing machines simulate real-world braking scenarios to measure the pad’s performance, wear resistance, and heat tolerance. This testing ensures that the brake pads will perform reliably in the field.
Applications of Brake Pads Machines:
Automotive Industry: The automotive industry relies heavily on brake pads machines for the production of brake components for cars, trucks, and motorcycles. High-quality brake pads are essential for vehicle safety, and manufacturers use specialized machines to ensure that the pads meet strict regulatory standards.
Heavy-Duty Vehicles: Brake pads for heavy-duty vehicles, such as trucks, buses, and industrial machinery, must be able to withstand higher loads and more extreme conditions than those used in passenger vehicles. Brake pads machines used in this sector are designed to produce durable, high-performance pads that can handle heavy braking forces.
Motorcycle Manufacturing: Motorcycle brake pads are typically smaller and lighter than those used in cars, but they still require high levels of precision and performance. Brake pads machines in this sector are calibrated to produce pads that provide reliable stopping power for motorcycles.
Advantages of Brake Pads Machines:
Precision Manufacturing: Brake pads machines are designed to ensure precise control over the molding, curing, and finishing processes. This precision is critical for producing brake pads that perform consistently and safely in real-world driving conditions.
High Efficiency: Automated brake pads machines allow manufacturers to produce large quantities of brake pads quickly and efficiently, meeting the demands of the automotive industry while maintaining high quality.
Customization: Brake pads machines can be adjusted to produce brake pads of different sizes, materials, and specifications, allowing manufacturers to cater to a wide range of vehicles and performance requirements.
Quality Control: These machines are equipped with advanced quality control systems that ensure every brake pad meets safety and performance standards. Automated testing and inspection processes help identify defects and ensure that only high-quality pads reach the market.
Brake pads machines are vital in the production of high-performance, reliable brake pads that ensure the safety and effectiveness of vehicle braking systems.
How to Make Aluminum Pots
Stainless Steel Pot Polishing Machine
Making aluminum pots is a manufacturing process that involves several key steps to transform raw aluminum into durable, lightweight cookware. Aluminum is a popular material for pots and pans because of its excellent heat conductivity, corrosion resistance, and lightweight properties. It is commonly used in both household and commercial cookware due to its affordability and performance in the kitchen.
The process of making aluminum pots requires precision machinery and careful attention to detail to ensure that the final product meets quality standards in terms of heat distribution, durability, and safety.
Steps to Make Aluminum Pots:
Aluminum Sheet Selection: The first step in making aluminum pots is selecting high-quality aluminum sheets or blanks. The thickness and grade of the aluminum are chosen based on the desired characteristics of the final product, such as weight, heat conductivity, and durability. Thicker sheets are typically used for professional-grade pots, while thinner sheets may be used for consumer cookware.
Blanking: Blanking is the process of cutting the aluminum sheet into circular blanks, which will form the base of the pot. A blanking press is used to punch out these circular shapes from the larger sheet of aluminum. The size of the blank is determined by the size of the pot being manufactured.
Deep Drawing: Deep drawing is the process of shaping the flat aluminum blank into a cylindrical or round form, which becomes the body of the pot. This is done by placing the aluminum blank into a die and using a punch to draw the metal into the desired shape. The deep drawing process is critical for creating the smooth, rounded sides of the pot without causing wrinkles or tears in the material.
Trimming and Edge Rolling: After deep drawing, the excess material around the rim of the pot is trimmed off to achieve the desired height and diameter. Edge rolling is then used to round off the rim of the pot, creating a smooth, safe edge. This step is important for both the safety of the user and the aesthetic appearance of the pot.
Annealing: In some cases, the aluminum pots may undergo an annealing process, which involves heating the metal to a specific temperature and then allowing it to cool slowly. Annealing helps relieve internal stresses in the metal, making it more malleable and easier to work with during further forming processes.
Polishing and Finishing: Once the pot has been formed, it undergoes a polishing process to smooth the surface and give it a shiny, attractive finish. Polishing is typically done using buffing machines with abrasive compounds that remove surface imperfections and create a reflective surface.
Non-Stick Coating Application (Optional): Many aluminum pots are coated with a non-stick material, such as Teflon or ceramic, to improve their cooking performance and make them easier to clean. Coating machines are used to apply these materials evenly to the interior surface of the pot. The coating is then cured in a high-temperature oven to ensure proper adhesion and durability.
Handle Attachment: Handles are attached to the pot either by riveting, welding, or screwing them in place. Aluminum pots often feature plastic or stainless steel handles for safe and comfortable handling during cooking.
Quality Inspection: Before the pots are packaged and shipped, they undergo a final inspection to ensure that they meet quality standards. This includes checking for surface imperfections, coating adhesion, and proper handle attachment. Any defective pots are rejected and either reworked or recycled.
Advantages of Aluminum Pots:
Lightweight: Aluminum is much lighter than other metals like cast iron or stainless steel, making aluminum pots easier to handle, especially in commercial kitchens where large pots are frequently used.
Excellent Heat Conductivity: Aluminum is one of the best conductors of heat, allowing for even heat distribution during cooking. This helps prevent hot spots and ensures that food cooks uniformly.
Corrosion Resistance: Aluminum naturally forms a thin oxide layer on its surface, which protects it from corrosion. This makes aluminum pots long-lasting and suitable for use in humid or acidic environments.
Affordability: Aluminum is a relatively inexpensive material, making aluminum pots a cost-effective option for both home cooks and professional chefs.
Versatility: Aluminum pots come in various shapes and sizes, from small saucepans to large stockpots, and can be used for a wide range of cooking applications, including boiling, frying, simmering, and sautéing.
The process of making aluminum pots combines precision engineering, high-quality materials, and advanced manufacturing techniques to produce cookware that is both functional and affordable. Whether for home use or in a professional kitchen, aluminum pots are a staple in kitchens around the world.
Sheet Metal Forming
Production of Axisymmetric Parts with Metal Spinning Machine
Sheet metal forming encompasses a wide array of manufacturing processes used to manipulate flat metal sheets into desired geometries. It is a critical process across industries such as automotive, aerospace, construction, electronics, and household goods manufacturing. Sheet metal forming involves the application of force to plastically deform a metal sheet, permanently changing its shape without removing material. The goal is to produce parts with precise dimensions and properties suitable for end-use applications.
The forming process can range from simple operations like bending and shearing to more complex techniques like deep drawing and hydroforming. The versatility of sheet metal forming allows manufacturers to produce everything from intricate components with fine details to large-scale structural elements.
Key Techniques in Sheet Metal Forming
Bending: Bending is one of the most basic and widely used methods in sheet metal forming. It involves deforming the sheet along a straight axis to form an angular shape, such as a V, U, or channel. Bending can be achieved using tools like press brakes, roll benders, and folding machines. Press brakes are highly accurate and can create precise bends with controlled angles and radii, making them indispensable in the production of parts like enclosures, panels, brackets, and frames. Roll bending, on the other hand, is used to form larger cylindrical shapes such as tubes or pipes.
Stamping and Punching: Stamping is the process of using a press to force a sheet metal blank into a die, creating various shapes and patterns. Punching, on the other hand, involves removing material by shearing through the metal with a punch and die. Both methods are highly efficient for mass production, allowing manufacturers to produce hundreds or thousands of parts in a short period. Common applications include automotive body panels, appliance casings, and electronic housings.
Deep Drawing: Deep drawing is the process of pulling a sheet of metal into a die cavity using a punch to form a hollow or cup-like shape. This technique is particularly useful for producing complex parts such as fuel tanks, kitchen sinks, and cookware, where seamless construction and uniform thickness are crucial. Deep drawing requires precise control over material flow to prevent defects like wrinkling, tearing, or thinning.
Roll Forming: Roll forming is a continuous bending process in which a long strip of sheet metal is passed through a series of rollers to gradually form it into the desired profile. This method is especially suited for producing long parts with consistent cross-sections, such as metal roofing, gutters, and structural beams. Roll forming is highly efficient, especially for high-volume production runs, and it allows for the creation of complex shapes without requiring significant secondary operations.
Hydroforming: Hydroforming is an advanced sheet metal forming technique that uses high-pressure hydraulic fluid to shape the sheet into a die. This process is highly effective for creating lightweight, high-strength parts with complex geometries, such as automotive chassis components, aerospace structural parts, and exhaust systems. Hydroforming allows for precise control of material thickness and results in parts with improved structural integrity due to the uniform application of force.
Spinning: Metal spinning is a process in which a metal disc or tube is rotated at high speed and pressed against a mandrel to form axially symmetric parts. This technique is often used to produce conical or cylindrical components, such as lampshades, cookware, and decorative items. Spinning is particularly useful for creating large, smooth surfaces without the need for welding or seams.
Laser Cutting: Laser cutting is a non-contact process that uses a high-energy laser beam to cut or engrave precise shapes into the sheet metal. It offers unparalleled accuracy and is used for intricate designs or when complex shapes are needed. Laser cutting is often combined with other forming processes to create parts with both functional and aesthetic qualities, such as perforated metal sheets, intricate enclosures, and decorative elements.
Applications of Sheet Metal Forming
Automotive Industry: In automotive manufacturing, sheet metal forming is used to produce body panels, structural components, chassis parts, and engine components. The ability to form lightweight yet strong parts is critical for improving vehicle performance, fuel efficiency, and safety. Techniques like stamping, hydroforming, and deep drawing allow automakers to produce complex geometries with precision and repeatability.
Aerospace Industry: Aerospace companies rely heavily on sheet metal forming to manufacture lightweight components that can withstand the stresses of flight. Parts such as fuselage panels, wing ribs, and turbine housings are formed from high-strength aluminum, titanium, and stainless steel. Advanced forming techniques like hydroforming and stretch forming are often used to achieve the intricate shapes required for aerodynamic efficiency.
Construction and Architecture: In construction, sheet metal is used for roofing, cladding, framing, and architectural elements like facades and decorative panels. Sheet metal forming allows for the production of components that are both functional and aesthetically pleasing. Roll forming is often used to produce long structural elements, while stamping and punching are employed to create custom designs in metal sheets for decorative purposes.
Consumer Goods: Many everyday household items, from kitchen appliances to furniture, are made using sheet metal forming processes. Cookware, sinks, storage cabinets, and electronic enclosures are all examples of products manufactured through deep drawing, stamping, and bending techniques. The versatility of sheet metal forming allows for the mass production of durable, affordable goods with consistent quality.
Advantages of Sheet Metal Forming
High Efficiency: Sheet metal forming is ideal for mass production due to its ability to produce large quantities of parts with consistent quality. Automated forming machines, such as stamping presses and roll formers, can run continuously, maximizing output and minimizing downtime.
Material Efficiency: Forming processes shape the metal without removing material, which reduces waste compared to subtractive methods like machining. This makes sheet metal forming an environmentally friendly and cost-effective option for manufacturing.
Precision and Versatility: Modern sheet metal forming techniques, especially those using CNC-controlled machines, offer high precision and repeatability, ensuring that parts meet strict tolerances. Additionally, forming processes can be applied to a wide range of metals, including steel, aluminum, copper, and alloys, making it suitable for diverse applications.
Cost-Effectiveness: Once the tooling is set up, sheet metal forming is highly cost-effective, especially for high-volume production. The process minimizes material waste, reduces the need for secondary operations, and allows for rapid production cycles, all of which contribute to lower overall manufacturing costs.
Sheet metal forming is a cornerstone of modern manufacturing, providing the flexibility, precision, and efficiency needed to produce high-quality metal parts for a variety of industries.
Hydraulic Metal Forming
Steel Utensils Making Machine
Hydraulic metal forming is a specialized process that utilizes hydraulic pressure to shape metal components. This technique is primarily used for forming large, thick, or complex metal parts that require significant force to deform. Hydraulic metal forming is versatile and is widely used across industries such as automotive, aerospace, heavy machinery, and construction. The key advantage of hydraulic metal forming is the ability to apply uniform pressure over large areas of material, allowing for precise control and the production of high-strength parts.
Hydraulic forming processes rely on hydraulic presses, which use a hydraulic cylinder to generate force by compressing a fluid (usually oil) within a sealed chamber. The force generated is transmitted to a ram or punch, which deforms the metal blank into the desired shape. Hydraulic presses are highly adaptable, capable of performing various forming operations such as deep drawing, punching, bending, and embossing.
Key Techniques in Hydraulic Metal Forming
Hydroforming: Hydroforming is a popular hydraulic forming technique used to create hollow parts, such as automotive exhaust components, structural tubes, and chassis members. In this process, a metal sheet or tube is placed inside a mold, and hydraulic fluid is used to press the material against the mold walls, forming the desired shape. Hydroforming allows for the creation of lightweight, high-strength parts with minimal material waste. It is particularly effective for producing complex geometries that would be difficult to achieve with traditional stamping or bending methods.
Deep Drawing with Hydraulic Presses: Deep drawing is a process where a flat metal blank is drawn into a die using a hydraulic press, forming a deep, cup-like shape. This process is widely used to produce components like fuel tanks, pressure vessels, and kitchen sinks. Hydraulic presses are ideal for deep drawing because they can apply consistent force, ensuring uniform material flow and preventing defects like wrinkling or tearing.
Hydraulic Stamping: Hydraulic stamping involves placing a metal blank between a punch and die, and using hydraulic pressure to shape the metal into the desired form. This process is used for producing parts with complex shapes, such as automotive body panels, appliance casings, and industrial machinery components. Hydraulic presses are favored in stamping applications because they offer precise control over the force applied, ensuring high-quality, defect-free parts.
Bulge Forming: Bulge forming is a hydraulic process where a metal sheet or tube is placed in a die, and hydraulic pressure is applied to cause the material to bulge outward, taking the shape of the die. This technique is often used to produce domed, spherical, or cylindrical components. Bulge forming is particularly useful in the production of pressure vessels, lighting fixtures, and decorative metal items.
Rubber Pad Forming: In rubber pad forming, a metal sheet is placed over a die, and a flexible rubber pad is pressed against it using hydraulic pressure. The rubber pad conforms to the shape of the die, forming the metal into the desired shape without damaging the surface. This process is commonly used in aerospace and automotive applications, where surface quality is critical. Rubber pad forming is especially beneficial when producing small batches or custom parts, as it reduces the need for complex tooling.
Hydraulic Coining: Coining is a precision forming process where a metal blank is pressed between two dies under high pressure, resulting in the material flowing into intricate die cavities. This process is often used for minting coins, producing decorative metal parts, or creating high-precision components with fine details. Hydraulic presses are ideal for coining because they provide the consistent, high-pressure force needed to ensure sharp, accurate details.
Applications of Hydraulic Metal Forming
Automotive Industry: Hydraulic metal forming is widely used in automotive manufacturing to produce chassis components, body panels, exhaust systems, and suspension parts. The ability to form lightweight yet strong parts is essential for improving vehicle fuel efficiency and performance. Hydroforming, in particular, is extensively used to create hollow structural components that reduce vehicle weight without sacrificing strength.
Aerospace Industry: In aerospace, hydraulic forming is used to produce high-strength, lightweight components such as fuselage panels, wing spars, and engine housings. The precision offered by hydraulic presses ensures that these critical parts meet the stringent performance and safety requirements of the aerospace industry. Rubber pad forming is often used to produce smooth, defect-free surfaces on aircraft parts, while deep drawing and hydroforming are employed for structural components.
Heavy Machinery and Industrial Equipment: Hydraulic forming is essential in the production of large, thick metal parts used in heavy machinery, construction equipment, and industrial tools. The high force generated by hydraulic presses allows for the forming of thick steel plates and heavy-duty components, such as gears, housings, and frames, which must withstand extreme stress and harsh operating conditions.
Medical Devices and Instruments: Hydraulic metal forming is used in the production of precision medical devices and instruments, such as surgical tools, prosthetics, and implantable devices. The ability to form intricate shapes with high precision and repeatability is crucial in the medical field, where quality and reliability are paramount.
Energy Sector: In the energy sector, hydraulic metal forming is used to produce components for power plants, wind turbines, and oil and gas pipelines. These components must withstand high pressures, temperatures, and corrosive environments, making hydraulic forming an ideal solution for creating durable, high-performance parts.
Advantages of Hydraulic Metal Forming
Uniform Force Application: One of the primary advantages of hydraulic metal forming is the ability to apply uniform pressure over the entire surface of the material. This ensures that the metal is formed evenly, reducing the risk of defects such as warping, thinning, or cracking. The consistent force application also allows for better control over material flow, resulting in parts with uniform thickness and strength.
Versatility: Hydraulic presses can be used for a wide range of forming operations, including deep drawing, stamping, bending, and coining. They can handle various types of metals, including steel, aluminum, copper, and titanium, making hydraulic forming suitable for diverse applications across multiple industries.
Precision and Control: Hydraulic presses offer precise control over the amount of force applied, allowing manufacturers to achieve tight tolerances and fine details. This level of precision is especially important in industries like aerospace, automotive, and medical devices, where high-quality, defect-free parts are essential.
High Strength Parts: Hydraulic forming processes, such as hydroforming and deep drawing, produce parts with excellent structural integrity and strength-to-weight ratios. These parts are often stronger than those produced by traditional stamping or bending methods because the hydraulic pressure distributes evenly, reducing stress concentrations and improving overall material performance.
Material Efficiency: Hydraulic forming reduces material waste by shaping the metal without removing material. This makes it a cost-effective and environmentally friendly manufacturing process, particularly for high-volume production runs.
Hydraulic metal forming is a versatile and powerful process that provides manufacturers with the ability to produce complex, high-strength parts with precision and efficiency. Whether used in automotive, aerospace, or industrial applications, hydraulic forming is a critical component of modern metalworking.
Sheet Metal Rounded Corners
Lunch Box Polishing
Sheet metal rounded corners refer to the process of softening or rounding off the sharp edges of a sheet metal part to improve its functionality, safety, and appearance. In many manufacturing applications, sharp corners can be problematic for several reasons: they pose a safety hazard to workers, they can cause stress concentrations in the material, and they can detract from the aesthetic quality of the final product. By rounding the corners, manufacturers can address these issues while enhancing the durability and usability of the metal component.
Rounded corners are especially important in industries such as automotive, electronics, aerospace, and consumer goods, where safety, appearance, and functionality are critical factors. In addition to improving the physical properties of the metal, rounded corners can also make parts easier to handle during assembly and reduce the risk of injury during use.
Methods for Creating Sheet Metal Rounded Corners
Bending with a Press Brake: One of the most common methods for creating rounded corners in sheet metal is bending. By using a press brake, manufacturers can bend the metal into a radius instead of a sharp 90-degree angle. The size of the radius can be controlled by adjusting the tooling and the bending force applied. Press brakes are ideal for producing consistent, smooth bends on metal sheets, making them a go-to solution for creating rounded corners on parts such as enclosures, panels, and brackets.
Edge Rolling: Edge rolling is a process in which the edges of a metal sheet are rolled over or rounded off using specialized rolling machines. This technique is often used to create smooth, rounded edges on metal parts like containers, enclosures, and trays, where sharp edges would pose a risk of injury or damage. Rolling the edges also adds strength to the part by eliminating weak points at the corners.
Chamfering and Grinding: Chamfering involves cutting a beveled edge along the corner of the metal to reduce its sharpness. This can be done manually using grinders or chamfering machines, or automatically using CNC-controlled equipment. While chamfering does not produce a fully rounded corner, it softens the edge and reduces the risk of injury. For parts requiring a more refined finish, grinding can be used to smooth out the chamfered edges and create a more rounded profile.
Laser Cutting with Rounded Corners: Modern laser cutting machines can be programmed to cut metal sheets with pre-rounded corners, eliminating the need for additional edge rounding processes. Laser cutting offers high precision and is ideal for producing parts with complex shapes or intricate designs. By incorporating rounded corners into the initial cutting process, manufacturers can save time and improve the quality of the final product.
Waterjet Cutting: Waterjet cutting is another method used to create rounded corners in sheet metal. This process uses high-pressure water mixed with abrasive materials to cut through metal, allowing for smooth, precise edges. Waterjet cutting is particularly useful for metals that are sensitive to heat, as the process does not generate heat-affected zones that could compromise the material’s properties.
Applications of Rounded Corners in Sheet Metal
Safety: One of the primary reasons for rounding the corners of sheet metal parts is to improve safety. Sharp edges can cause cuts or injuries during handling, assembly, or use. Rounded corners eliminate these hazards, making the parts safer to work with and reducing the risk of injury to workers or end-users.
Stress Reduction: Sharp corners are more likely to concentrate stress, which can lead to cracks, fractures, or failure under load. Rounding the corners distributes stress more evenly across the part, improving its durability and resistance to fatigue. This is especially important in structural components, automotive parts, and aerospace applications, where parts are subjected to significant mechanical loads.
Aesthetic Appeal: Rounded corners enhance the visual appeal of sheet metal products by creating a smoother, more polished appearance. This is particularly important in consumer goods, such as electronic enclosures, appliances, and furniture, where aesthetics play a key role in the product’s marketability. Rounded corners give the product a modern, professional look and can improve its ergonomics by making it more comfortable to handle.
Improved Coating and Finishing: Rounded corners provide a better surface for applying coatings, such as paint, powder coating, or anodizing. Sharp corners can cause uneven coating thickness, leading to weak spots that are prone to corrosion or wear. Rounded corners allow for more uniform coverage, resulting in a longer-lasting finish and improved protection against environmental factors.
Assembly and Handling: Parts with rounded corners are easier to handle during assembly, especially in automated manufacturing environments where robotic systems may be used. Rounded edges reduce the risk of snagging, jamming, or damage to other components during assembly. In addition, parts with rounded corners are often easier to fit together, improving the overall efficiency of the assembly process.
Advantages of Sheet Metal Rounded Corners
Enhanced Durability: By reducing stress concentrations, rounded corners help improve the overall durability of the metal part. This makes the part more resistant to mechanical stress, vibrations, and impact, extending its lifespan and reducing the likelihood of failure.
Improved Safety: Rounding the corners of sheet metal parts eliminates sharp edges, making the parts safer to handle during manufacturing, assembly, and use. This reduces the risk of workplace injuries and ensures that the final product is safe for consumers.
Aesthetic and Ergonomic Benefits: Rounded corners give sheet metal parts a more refined, professional appearance, which is especially important in consumer-facing products. Additionally, rounded edges make the product more ergonomic, improving comfort for the user and reducing strain during handling.
Better Coating Adhesion: Rounded corners provide a more consistent surface for applying coatings, resulting in better adhesion and more even coverage. This improves the product’s resistance to corrosion, wear, and environmental damage, ensuring a longer-lasting finish.
Sheet metal rounded corners are a critical design feature that improves the safety, functionality, and appearance of metal parts across a wide range of industries. By employing techniques such as bending, edge rolling, and laser cutting, manufacturers can produce high-quality, durable products with rounded corners that meet the demands of modern applications.
Sheet Metal Edge Rounding
Aluminium Cookware Manufacturing Process
Sheet metal edge rounding is a finishing process that involves smoothing or rounding the sharp edges of metal components after cutting, punching, or machining. This process plays a critical role in improving the safety, functionality, and aesthetics of metal parts. Sharp edges left after cutting operations can pose safety hazards, cause damage to other components during assembly, and lead to premature wear or failure. By rounding the edges, manufacturers can enhance both the structural integrity and appearance of metal parts.
Edge rounding is commonly used in industries such as automotive, aerospace, electronics, and consumer goods, where high-quality finishes and safety are paramount. The process is typically employed in conjunction with other metalworking techniques, such as bending, forming, and coating, to produce a complete, ready-to-use part.
Methods of Sheet Metal Edge Rounding
Mechanical Deburring and Edge Rounding: Mechanical deburring machines are among the most commonly used tools for rounding the edges of sheet metal. These machines employ abrasive belts, brushes, or discs to remove burrs and sharp edges from the metal surface. The result is a smooth, rounded edge that is safe to handle and enhances the performance of the part.
Brush Deburring Machines: These machines use rotating wire or abrasive brushes to smooth the edges of metal parts. They are particularly effective for rounding off fine edges after processes such as laser cutting or punching. Brush deburring is widely used in industries where safety and surface finish are critical, such as automotive manufacturing and electronics production.
Disc or Belt Sanding Machines: Disc or belt sanders are used to grind down rough or sharp edges. These machines are highly efficient and can process large quantities of metal parts in a relatively short time. Sanding is often used as a preliminary step in preparation for further finishing operations, such as coating or polishing.
Vibratory Tumbling: Vibratory tumbling is a popular method for edge rounding, especially for small parts or components with intricate geometries. In this process, metal parts are placed in a vibrating container filled with abrasive media. As the container vibrates, the abrasive material rubs against the edges of the parts, rounding them off and creating a smooth finish. Vibratory tumbling is a batch process, making it highly efficient for producing large quantities of parts simultaneously.
Advantages of Tumbling: This method is ideal for small parts or components with complex shapes that are difficult to deburr manually. Vibratory tumbling also provides a uniform finish, ensuring that all edges are consistently rounded without requiring manual intervention.
Electropolishing: Electropolishing is an electrochemical process used to smooth and round the edges of metal parts by selectively removing a thin layer of material. The process involves submerging the metal part in an electrolyte solution and applying a direct current, which dissolves the high points on the surface and edges. Electropolishing is commonly used for stainless steel parts and is especially important in industries such as medical device manufacturing, where hygiene and precision are critical.
Applications in Medical Devices: Electropolishing is often used to remove sharp edges on surgical instruments, implants, and other medical devices, ensuring that the parts are safe to handle and sterilize. The process also improves the corrosion resistance and surface finish of the part, making it more durable and suitable for use in sterile environments.
Laser and Waterjet Edge Rounding: Modern cutting technologies, such as laser and waterjet cutting, can be programmed to produce rounded edges directly during the cutting process. This eliminates the need for secondary edge rounding operations and results in a highly precise and consistent finish. Laser and waterjet cutting are particularly effective for producing parts with complex shapes or tight tolerances, where manual edge rounding would be difficult or time-consuming.
Precision Edge Rounding with Laser Cutting: Laser cutting offers extremely precise control over the cut and edge quality, allowing manufacturers to achieve smooth, rounded edges with minimal post-processing. This is particularly useful for high-end applications such as aerospace components, electronics enclosures, and decorative metalwork.
Applications of Sheet Metal Edge Rounding
Automotive Industry: In the automotive industry, edge rounding is essential for ensuring that metal parts such as body panels, structural components, and brackets are safe to handle during assembly. Sharp edges can cause injuries to workers or damage to other parts during installation. Additionally, rounded edges improve the durability of components by reducing stress concentrations, which can lead to cracks or failure over time.
Edge Rounding for Car Body Panels: Automotive manufacturers often use edge rounding on body panels to enhance both the safety and aesthetics of the vehicle. Rounded edges help prevent damage to painted surfaces and ensure a smooth, professional appearance.
Aerospace Industry: In aerospace manufacturing, edge rounding is critical for improving the structural integrity of components. Sharp edges can act as stress concentrators, leading to premature failure under high loads or vibration. By rounding the edges, manufacturers can ensure that parts meet the stringent safety and performance requirements of the aerospace industry.
Edge Rounding for Aircraft Components: Aerospace components, such as wing panels, fuselage sections, and engine parts, often undergo edge rounding to prevent fatigue and cracking. This is especially important in high-stress areas where sharp edges could compromise the structural integrity of the part.
Electronics and Electrical Enclosures: Sheet metal is widely used to create enclosures for electronic devices and electrical systems. These enclosures often require edge rounding to ensure that the sharp edges do not damage internal components or wiring. Additionally, edge rounding improves the safety of the enclosure by reducing the risk of injury to users during assembly or maintenance.
Edge Rounding for Electronics: In consumer electronics, such as smartphones, computers, and appliances, edge rounding is used to create sleek, modern designs while ensuring that the device is safe to handle. This process is particularly important for handheld devices, where sharp edges could pose a safety hazard or detract from the product’s ergonomics.
Architectural and Decorative Metalwork: In architectural and decorative applications, edge rounding is used to enhance the visual appeal of metal components such as handrails, staircases, metal cladding, and sculptures. Rounded edges provide a smoother, more refined look that is aesthetically pleasing while also improving safety in high-traffic areas.
Edge Rounding for Handrails: Metal handrails and stair components often undergo edge rounding to prevent sharp edges from causing injury. Rounded edges also improve the tactile experience for users, making the handrails more comfortable to grip.
Advantages of Sheet Metal Edge Rounding
Improved Safety: Rounding the edges of metal parts significantly reduces the risk of injury to workers during handling and assembly. It also ensures that the final product is safe for consumers to use. This is particularly important in industries like automotive, electronics, and construction, where sharp edges could pose serious safety hazards.
Enhanced Durability: Sharp edges tend to concentrate stress, which can lead to cracking, fatigue, or failure over time. Rounding the edges helps distribute stress more evenly across the part, improving its overall durability and resistance to wear.
Aesthetic Improvement: Edge rounding gives metal parts a smoother, more polished appearance, making them visually appealing for consumer products, architectural elements, and decorative items. The rounded edges create a sense of refinement and professionalism in the final product.
Better Coating Adherence: When applying coatings such as paint, powder coating, or anodizing, sharp edges can cause uneven coverage and lead to weak spots where corrosion can start. Rounded edges allow for more uniform coating coverage, ensuring better adhesion and longer-lasting protection.
Sheet metal edge rounding is a crucial process in modern metalworking, contributing to the safety, functionality, and appearance of metal parts across a wide range of industries. Whether through mechanical deburring, electropolishing, or laser cutting, edge rounding ensures that metal parts are ready for use in demanding applications.
Special Finishing Machines
CNC Buffing Machine
Special finishing machines play a vital role in the metalworking industry by providing the final surface treatments to metal parts after they have been formed, machined, or welded. These machines are designed to enhance the surface quality of the metal by smoothing, polishing, or applying specific textures or coatings. Special finishing processes are essential for improving the durability, appearance, and functionality of metal components across a wide range of industries, including automotive, aerospace, construction, and consumer goods manufacturing.
Finishing machines can perform a variety of tasks, such as removing burrs, polishing surfaces to a high gloss, applying protective coatings, or adding decorative patterns. The choice of finishing technique depends on the material being worked with, the desired surface finish, and the intended application of the final product.
Types of Special Finishing Machines
Polishing and Buffing Machines: Polishing and buffing machines are used to smooth and shine metal surfaces, typically as a final step in the finishing process. Polishing involves removing minor surface imperfections to create a smooth, matte, or shiny finish, while buffing uses softer abrasives to achieve a high-gloss or mirror-like surface. These machines are commonly used in the production of automotive parts, kitchenware, jewelry, and decorative metal objects.
Rotary Buffing Machines: Rotary buffing machines use spinning wheels with abrasive compounds to polish metal surfaces. These machines are often used to produce high-gloss finishes on parts like car bumpers, stainless steel cookware, and decorative metalwork.
Vibratory Polishing Machines: Vibratory polishing is a batch process in which parts are placed in a vibrating container filled with polishing media. The vibration causes the media to rub against the parts, gradually polishing them to a smooth finish. This method is particularly effective for polishing small or intricate components, such as jewelry, screws, or electronics housings.
Grinding Machines: Grinding machines are used to remove material from the surface of a metal part by using abrasive wheels or belts. Grinding is often the first step in surface finishing, especially when dealing with rough or uneven surfaces that need to be smoothed out. Grinding machines are essential for removing weld seams, flattening surfaces, and preparing parts for further finishing.
Belt Grinders: Belt grinders use abrasive belts to smooth and shape flat or curved surfaces. They are commonly used for deburring, surface preparation, and light material removal. Belt grinding is particularly useful in the production of sheet metal parts, where precision and consistency are important.
Disc Grinders: Disc grinders use rotating abrasive discs to grind down surfaces and edges. These machines are versatile and can be used for a wide range of finishing tasks, from removing welds to polishing flat metal surfaces.
Shot Blasting Machines: Shot blasting machines use high-speed streams of abrasive materials (such as steel shots, sand, or glass beads) to clean and texture metal surfaces. This process is commonly used to remove rust, paint, and other surface contaminants from metal parts. Shot blasting is also used to prepare surfaces for coating or painting by creating a rough texture that improves adhesion.
Air Blasting Machines: Air blasting machines use compressed air to propel the abrasive material onto the metal surface. This method is ideal for cleaning large metal structures, such as bridges, ships, and industrial machinery, where rust and paint removal are essential for maintenance or repair.
Centrifugal Blasting Machines: Centrifugal blasting machines use rotating wheels to throw abrasive material at high speeds onto the metal surface. This process is commonly used in the production of cast metal parts, such as engine blocks and machinery components, to remove surface imperfections and prepare the parts for coating or assembly.
Electropolishing Machines: Electropolishing is an electrochemical process used to smooth and polish metal surfaces by removing a thin layer of material. The process involves submerging the metal part in an electrolyte solution and applying an electrical current, which selectively dissolves the high points on the surface, leaving behind a smooth, shiny finish. Electropolishing is commonly used for stainless steel parts in industries such as medical devices, food processing, and pharmaceuticals.
Applications in Medical Devices: Electropolishing is essential for creating ultra-smooth, corrosion-resistant surfaces on surgical instruments, implants, and other medical devices. The process removes microscopic burrs and imperfections, making the parts easier to clean and sterilize.
Thermal Deburring Machines: Thermal deburring, also known as explosive deburring, is a process used to remove burrs from metal parts by igniting a gas mixture in a chamber containing the parts. The explosion vaporizes the burrs, leaving the surface clean and smooth. Thermal deburring is highly effective for removing burrs from complex internal features, such as holes, grooves, and threads.
Applications in Precision Parts: Thermal deburring is often used in the production of precision-engineered components, such as gears, valves, and hydraulic parts, where internal burrs could interfere with the functionality of the part.
Super Surface Finishing Machines: Super surface finishing machines are designed to achieve extremely smooth surfaces with tight tolerances. These machines use a combination of abrasives, lubricants, and high-pressure polishing techniques to create surfaces with minimal roughness. Super surface finishing is commonly used in industries such as aerospace, electronics, and precision engineering, where surface quality is critical for performance and reliability.
Applications in Aerospace: Super surface finishing is essential for producing high-performance components such as turbine blades, aircraft skin panels, and engine parts, where even minor surface imperfections can impact aerodynamic performance or mechanical efficiency.
Applications of Special Finishing Machines
Automotive Industry: Special finishing machines are widely used in the automotive industry to enhance the surface quality of parts such as body panels, bumpers, wheels, and engine components. Polishing, buffing, and grinding are commonly used to create smooth, shiny surfaces on visible components, while shot blasting and electropolishing are employed to clean and prepare parts for assembly or coating.
Polishing Car Body Panels: Automotive manufacturers use polishing and buffing machines to create high-gloss finishes on car body panels and trim. These processes improve the aesthetic appeal of the vehicle and protect the metal from corrosion.
Aerospace Industry: In the aerospace industry, special finishing machines are used to produce parts with precise surface finishes and high-performance characteristics. Grinding, electropolishing, and super surface finishing are essential for ensuring that critical components meet the stringent requirements for aerospace applications.
Surface Finishing for Turbine Blades: Aerospace manufacturers use super surface finishing machines to achieve extremely smooth surfaces on turbine blades, which improves aerodynamic performance and reduces drag.
Medical Devices and Instruments: In the medical field, finishing machines are used to create smooth, sterile surfaces on surgical instruments, implants, and medical devices. Electropolishing is particularly important for creating corrosion-resistant, biocompatible surfaces that can withstand repeated sterilization and use.
Finishing Surgical Instruments: Electropolishing is commonly used to remove surface imperfections and burrs from surgical instruments, ensuring that they are safe to use and easy to clean.
Consumer Goods: Special finishing machines are used to produce high-quality consumer products such as kitchen appliances, furniture, and electronics. Polishing and buffing machines are commonly used to create shiny, attractive finishes on metal surfaces, while shot blasting is used to clean and texture metal parts before coating or painting.
Finishing Stainless Steel Cookware: Polishing machines are used to create smooth, reflective surfaces on stainless steel cookware, improving both the appearance and functionality of the product.
Advantages of Special Finishing Machines
Improved Aesthetics: Special finishing machines enhance the visual appeal of metal parts by creating smooth, shiny, or textured surfaces. Polishing and buffing are particularly important for consumer products, where appearance is a key factor in marketability.
Enhanced Durability: Finishing processes such as grinding, shot blasting, and electropolishing improve the durability of metal parts by removing surface imperfections that could lead to corrosion, wear, or mechanical failure. These processes help extend the lifespan of the parts and improve their performance in demanding environments.
Better Coating Adhesion: Many finishing machines, such as shot blasting and sanding machines, are used to prepare metal surfaces for coating or painting. By creating a rough texture, these processes improve the adhesion of coatings, ensuring that they bond securely to the surface and provide long-lasting protection.
Increased Surface Cleanliness: Finishing processes like electropolishing and thermal deburring remove contaminants, burrs, and surface defects that could interfere with the functionality of the part. Clean, smooth surfaces are essential for medical devices, food processing equipment, and other applications where hygiene and cleanliness are critical.
Special finishing machines are essential in modern manufacturing, providing the surface treatments necessary to ensure that metal parts meet the highest standards of quality, durability, and appearance.
Burr Cleaning Machine
Aluminum Polishing Machine
A burr cleaning machine is a specialized tool used in metalworking to remove burrs—unwanted raised edges or small pieces of material—that are left on metal parts after cutting, drilling, machining, or stamping processes. Burrs can significantly impact the quality, safety, and functionality of the final product, as they may lead to sharp edges, uneven surfaces, or potential weak spots in the material. By using burr cleaning machines, manufacturers can ensure that metal parts are smooth, safe to handle, and meet the required standards for further processing or assembly.
Burr removal is critical across industries such as automotive, aerospace, medical devices, electronics, and precision engineering, where even the slightest imperfection can affect performance, safety, and aesthetics. Various burr cleaning machines are available depending on the size, shape, and material of the parts, as well as the level of precision required.
Types of Burr Cleaning Machines
Brush Deburring Machines: Brush deburring machines use rotating wire or nylon brushes to remove burrs from the surface of metal parts. These machines are highly effective for cleaning edges and surfaces without damaging the material. The brushes can reach into small gaps and corners, making them ideal for parts with complex geometries or intricate designs.
Advantages of Brush Deburring: Brush deburring provides a fine surface finish and is particularly useful for removing light burrs on delicate parts, such as electronic components, precision gears, or thin metal sheets. The flexibility of the brush allows it to conform to different part shapes, ensuring thorough deburring.
Vibratory Deburring Machines: Vibratory deburring machines are widely used in the mass finishing of small to medium-sized parts. In this process, metal parts are placed in a vibrating tub or chamber filled with abrasive media. The vibrations cause the media to move against the parts, gradually smoothing out rough edges and removing burrs.
Batch Processing Efficiency: Vibratory deburring is highly efficient for cleaning large batches of parts simultaneously. It is commonly used in industries where high-volume production requires fast, consistent deburring, such as in the production of fasteners, small gears, or metal hardware. The process can also be combined with polishing to achieve a smoother surface finish.
Electrochemical Deburring (ECD): Electrochemical deburring is a precision method used to remove burrs from hard-to-reach areas, such as the internal edges of holes, slots, and threads. This process involves the use of an electrolyte solution and a mild electrical current to dissolve the burrs without affecting the surrounding material. The metal at the burr’s location is selectively dissolved, leaving a clean, smooth edge.
Applications in Precision Engineering: Electrochemical deburring is particularly valuable in industries like aerospace, medical devices, and automotive, where tight tolerances and burr-free parts are critical for functionality. The process is ideal for removing burrs from complex components such as fuel injectors, turbine blades, and medical implants.
Thermal Deburring (Explosive Deburring): Thermal deburring, also known as explosive deburring, uses controlled explosions of gas in a closed chamber to remove burrs from metal parts. In this process, a mixture of oxygen and fuel gas is ignited, creating an intense burst of heat that vaporizes the burrs on the part’s surface. The process is extremely fast and can clean multiple parts in seconds.
Effectiveness for Internal Burrs: Thermal deburring is highly effective for removing burrs from internal features, such as holes, cavities, and threads, which are difficult to access with mechanical tools. It is commonly used in industries that require burr-free parts with complex internal geometries, such as automotive and hydraulic systems.
CNC Deburring Machines: CNC deburring machines are automated systems that use computer numerical control (CNC) technology to precisely remove burrs from metal parts. These machines can be equipped with various deburring tools, such as brushes, cutting heads, or abrasive wheels, and can be programmed to follow exact paths for deburring specific areas of the part.
Precision and Automation: CNC deburring machines are ideal for high-precision applications where manual deburring may be inconsistent or time-consuming. The automation provided by CNC technology ensures consistent results across large production runs, making it ideal for industries such as electronics, precision engineering, and automotive manufacturing.
Manual Deburring Tools: For small-scale or low-volume operations, manual deburring tools such as files, scrapers, and handheld rotary tools can be used to remove burrs from metal parts. While this method requires more labor, it is effective for custom parts, prototypes, or when deburring intricate areas that automated machines may not reach.
Flexibility for Custom Work: Manual deburring tools offer flexibility and control for small production runs or custom parts. They are often used in industries like metal fabrication, where each part may have unique requirements that cannot be easily automated.
Applications of Burr Cleaning Machines
Automotive Industry: Burr cleaning is essential in the automotive industry for ensuring that engine components, brake parts, gears, and other critical metal parts are smooth and free from defects. Burrs can interfere with the assembly process, reduce the efficiency of moving parts, and cause premature wear or failure. Burr cleaning machines ensure that metal parts are ready for assembly and function reliably under extreme conditions.
Deburring for Engine Components: In automotive manufacturing, burrs on internal engine components such as pistons, camshafts, and valves must be removed to prevent friction, heat buildup, and wear. Burr cleaning machines ensure that these parts are burr-free, improving engine performance and longevity.
Aerospace Industry: In aerospace manufacturing, the removal of burrs is critical to ensuring the structural integrity and performance of aircraft components. Burrs can create weak points in metal parts, leading to stress concentrations, fatigue, or failure under load. Aerospace manufacturers use burr cleaning machines to remove burrs from precision components such as turbine blades, fuel injectors, and landing gear parts.
Deburring for Turbine Blades: Turbine blades used in jet engines and power generation must be free of burrs to ensure smooth airflow and reduce the risk of stress fractures. Burr cleaning machines ensure that these high-performance components meet stringent aerospace quality standards.
Medical Devices: Burr cleaning is a crucial step in the production of medical devices, implants, and surgical instruments. Burrs can create sharp edges that pose safety risks or hinder the sterilization process. Burr cleaning machines remove these imperfections, ensuring that the final product is safe for use in medical applications.
Deburring for Surgical Instruments: Medical devices such as scalpels, forceps, and orthopedic implants must be burr-free to prevent injury during surgery. Burr cleaning machines provide the precise surface finish needed to meet medical standards.
Precision Engineering: In industries like robotics, electronics, and precision manufacturing, burrs can cause parts to malfunction or fail to fit together properly. Burr cleaning machines are used to ensure that parts meet tight tolerances and function smoothly in complex assemblies.
Deburring for Precision Parts: Small, intricate parts such as gears, springs, and connectors must be burr-free to ensure proper fit and function in precision engineering applications. Burr cleaning machines provide the accuracy needed for high-performance products.
Advantages of Burr Cleaning Machines
Improved Safety: Burrs create sharp edges that pose a risk of injury during handling and assembly. Burr cleaning machines remove these sharp edges, ensuring that the parts are safe for workers and end-users to handle.
Enhanced Product Quality: By removing burrs, these machines improve the overall quality of metal parts, ensuring smooth surfaces and proper fit. This is critical for industries such as aerospace, automotive, and medical devices, where precision and reliability are essential.
Increased Durability: Burrs can act as stress concentrators, weakening the material and increasing the likelihood of cracks or fractures. Burr cleaning machines eliminate these imperfections, improving the durability and lifespan of metal parts.
Time and Cost Efficiency: Automated burr cleaning machines can process large volumes of parts quickly and consistently, reducing labor costs and production time. This is especially beneficial for industries with high production demands, such as automotive and electronics manufacturing.
Consistency and Precision: Modern burr cleaning machines provide consistent results across large production runs, ensuring that all parts meet the same quality standards. This is particularly important in industries where even small defects can lead to significant problems.
Burr cleaning machines are a vital component of modern manufacturing, ensuring that metal parts are free from imperfections and ready for assembly or further processing. Whether through mechanical deburring, electrochemical processes, or automated systems, burr removal enhances the safety, quality, and functionality of metal products across various industries.
Longitudinal Groove Weld
Longitudinal Groove Weld
A longitudinal groove weld is a specific welding technique used to join two metal pieces along their length, typically in cylindrical or tubular structures. The weld is made in a groove prepared between the edges of the metal components, and it is filled with molten metal to create a strong, continuous joint. Longitudinal groove welds are commonly used in applications where structural integrity and the ability to withstand pressure, weight, or mechanical stress are critical. This welding method is particularly prevalent in industries such as oil and gas, shipbuilding, construction, and heavy machinery manufacturing.
Longitudinal groove welds ensure a high level of strength and durability in the final product. This type of weld is essential for fabricating large, long structures such as pipelines, pressure vessels, storage tanks, and structural columns. The quality of the weld is crucial in these applications, as any defects could compromise the safety and functionality of the structure.
Types of Longitudinal Groove Welds
Single-V Groove Weld: In a single-V groove weld, the edges of the two metal pieces are beveled to form a V-shaped groove. The groove is then filled with molten metal, which fuses the two pieces together. This type of weld is commonly used for thicker materials, as the beveling allows for deeper penetration of the weld and ensures a strong joint.
Applications in Pipe Welding: Single-V groove welds are frequently used in the welding of large-diameter pipes, where the weld must be able to withstand high internal pressures. The V-groove ensures that the weld fully penetrates the thickness of the pipe wall, creating a reliable, leak-proof seal.
Double-V Groove Weld: For thicker materials, a double-V groove weld may be used. In this technique, both sides of the joint are beveled, creating a V-shaped groove on both the top and bottom surfaces. The welder fills both grooves with molten metal, ensuring full penetration and strength throughout the joint. This method is often used when the material thickness exceeds the capacity of a single-V groove weld.
Advantages for Thick Materials: Double-V groove welds provide excellent strength and are ideal for applications where the material thickness requires welding from both sides. This method is commonly used in the fabrication of pressure vessels, structural columns, and heavy machinery.
U-Groove Weld: In a U-groove weld, the edges of the metal pieces are beveled to form a U-shaped groove. This type of weld is typically used for thicker materials, as the U-groove requires less filler material than a V-groove while still providing strong joint penetration. U-groove welds are often used in applications where minimizing the amount of filler metal is important for cost efficiency or material integrity.
Applications in Structural Welding: U-groove welds are commonly used in the construction of large structural components such as bridges, cranes, and towers, where high-strength joints are required, but material efficiency is also a concern.
J-Groove Weld: A J-groove weld involves beveling one side of the joint to create a J-shaped groove, while the other side remains flat. This type of weld is used when access to one side of the joint is limited, or when it is more practical to weld from a single side. J-groove welds provide good strength and are often used in applications where space or accessibility is constrained.
Applications in Pipe and Tube Welding: J-groove welds are often used in the welding of pipes and tubes, especially in situations where access to one side of the joint is restricted, such as in confined spaces or tight installation environments.
Applications of Longitudinal Groove Welds
Pipeline Welding: Longitudinal groove welds are essential in pipeline construction, where sections of pipe must be joined together to form long, continuous pipelines for transporting oil, gas, water, or other fluids. The strength and integrity of the weld are critical, as pipelines must withstand high internal pressures, environmental stresses, and potential corrosion. Longitudinal groove welds provide the necessary strength to ensure leak-proof, durable connections.
Weld Integrity for High-Pressure Pipelines: In oil and gas pipelines, the quality of the longitudinal groove weld is paramount. Any defects in the weld could lead to catastrophic failures, such as leaks, ruptures, or explosions. Welders use advanced techniques and inspection methods to ensure that the welds meet the highest safety and performance standards.
Pressure Vessels and Storage Tanks: Longitudinal groove welds are used to fabricate pressure vessels, storage tanks, and other large cylindrical structures. These welds ensure that the components can withstand the internal pressures and mechanical stresses they will encounter during operation. In industries such as chemical processing, power generation, and wastewater treatment, pressure vessels and tanks must be built to withstand extreme conditions, and the welds must be flawless to prevent leaks or structural failure.
Welding for Industrial Storage Tanks: Storage tanks used for chemicals, petroleum products, and other hazardous materials require strong, reliable welds to ensure the safe containment of these substances. Longitudinal groove welds provide the necessary structural integrity to prevent leaks and withstand external pressures.
Shipbuilding and Marine Applications: In shipbuilding, longitudinal groove welds are used to join the large steel plates that make up the hull, deck, and superstructure of ships. The welds must be able to withstand the stresses of rough seas, heavy loads, and potential impacts. Longitudinal groove welds provide the strength and durability needed for ships to operate safely and reliably in challenging marine environments.
Welding for Ship Hulls: The hull of a ship must be strong enough to withstand the pressure of the water, as well as the dynamic forces encountered during navigation. Longitudinal groove welds are used to join the steel plates that form the hull, ensuring a watertight, durable structure.
Structural Welding: Longitudinal groove welds are commonly used in the construction of large structural components, such as beams, columns, and supports for buildings, bridges, and industrial facilities. These welds ensure that the structure can bear heavy loads and resist deformation, fatigue, and environmental stresses. Longitudinal groove welds are critical in ensuring the safety and stability of these structures.
Welding for High-Rise Buildings: In high-rise buildings and skyscrapers, longitudinal groove welds are used to join the steel beams and columns that form the framework of the structure. The welds must be strong enough to support the weight of the building and withstand wind, seismic activity, and other forces.
Advantages of Longitudinal Groove Welds
High Strength: Longitudinal groove welds provide strong, continuous joints that can withstand significant mechanical stresses. This makes them ideal for critical applications such as pipelines, pressure vessels, and structural components, where the integrity of the weld is essential for safety and performance.
Full Penetration: Groove welds ensure full penetration of the weld material into the joint, creating a strong bond between the two pieces. This is especially important for thick materials, where incomplete penetration could lead to weak points or failure.
Leak-Proof Joints: In applications such as pipeline welding and pressure vessel fabrication, the ability to create leak-proof joints is critical. Longitudinal groove welds provide a tight, secure seal that prevents leaks, even under high pressure or in harsh environments.
Versatility: Longitudinal groove welds can be applied to a wide range of materials, including steel, stainless steel, aluminum, and titanium. This versatility makes them suitable for various industries and applications, from shipbuilding to aerospace.
Durability: The strength and durability of longitudinal groove welds make them well-suited for structures and components that will be subjected to heavy loads, dynamic forces, or extreme environmental conditions. These welds are designed to last, ensuring the long-term safety and reliability of the final product.
Longitudinal groove welds are a cornerstone of modern welding techniques, providing the strength, durability, and integrity needed for large-scale industrial applications. Whether used in pipelines, pressure vessels, or structural components, these welds play a critical role in ensuring the safety and performance of essential infrastructure.
Cookware Production Machine
Deep Drawing
A cookware production machine is specialized equipment designed for the high-volume manufacturing of cookware items such as pots, pans, skillets, and baking trays. These machines are part of an automated system that handles various stages of production, including forming, finishing, and coating. Cookware production requires precision and efficiency, as the products must meet high standards for durability, heat conduction, and non-stick properties. These machines are widely used in the manufacturing of aluminum, stainless steel, copper, and cast iron cookware, both for consumer and professional markets.
The cookware industry has seen significant advancements in automation and manufacturing techniques, with production machines now capable of producing high-quality, durable cookware at scale. The equipment is designed to handle different materials and shapes, while maintaining consistency and precision in the production process.
Key Processes in Cookware Production
Sheet Metal Forming: The process of cookware production begins with the selection of raw materials, usually in the form of metal sheets or blanks, typically made of aluminum or stainless steel. These sheets are cut into circular blanks that will be used to form the base of the cookware. Sheet metal forming is the process by which these blanks are shaped into the desired cookware form, such as a pot or a pan.
Deep Drawing: One of the primary methods used in cookware production is deep drawing, a metal forming process that shapes a flat metal sheet into a cylindrical or box-like shape. The metal is drawn into a die cavity using a punch, forming the cookware body. Deep drawing is particularly effective for producing seamless cookware, such as stockpots and deep pans, where structural integrity and even material thickness are crucial.
Spinning: Spinning is another process used in the production of rounded cookware items like bowls, woks, and saucepans. In this process, a metal disc is spun at high speeds while pressure is applied by a roller or tool to form the metal around a mold. This method is ideal for creating smooth, symmetric cookware with consistent thickness and shape.
Edge Trimming and Rolling: After the cookware has been formed, excess material is trimmed from the edges to ensure that the cookware meets the desired dimensions. In many cases, the edges are also rolled to create a smooth, rounded rim, improving the durability and safety of the cookware. Rolled edges are less prone to cracking and provide a safer, more comfortable surface for handling the cookware.
Edge Rolling: The rolling process strengthens the rim of the cookware and helps prevent warping, which can occur when the cookware is subjected to high heat. This step is essential for products that will undergo frequent use, as it enhances the durability and lifespan of the cookware.
Surface Finishing: Cookware must have a smooth, polished surface to ensure even cooking and ease of cleaning. Surface finishing machines, such as polishing and buffing machines, are used to smooth out the interior and exterior surfaces of the cookware. These machines remove any rough spots, scratches, or imperfections left over from the forming process.
Polishing Machines: High-speed polishing machines use rotating brushes or abrasive wheels to create a reflective, smooth surface on the cookware. This step is particularly important for stainless steel cookware, which must have a polished finish to prevent food from sticking and to provide a visually appealing appearance.
Shot Blasting: For some cookware, shot blasting is used to create a textured surface. This process involves blasting the metal surface with high-velocity particles to clean and roughen it slightly, which improves the adhesion of coatings such as enamel or non-stick finishes.
Coating Application: Many cookware items, especially non-stick pans, require the application of specialized coatings to improve their cooking performance and make them easier to clean. Coating machines are used to apply these materials, such as polytetrafluoroethylene (PTFE) (commonly known as Teflon) or ceramic coatings, in an even layer across the surface of the cookware.
Non-Stick Coating: Non-stick coatings are applied using a spray system, which ensures an even distribution of the coating over the cookware’s surface. After application, the coating is cured in a high-temperature oven to create a durable, long-lasting non-stick layer. Non-stick cookware is popular for its convenience, as it reduces the need for cooking oils and makes cleaning easier.
Anodizing for Aluminum Cookware: For aluminum cookware, an anodizing process is often used to enhance the durability and corrosion resistance of the metal. Anodizing involves immersing the cookware in an acid bath and passing an electric current through the material, which creates a hard, protective oxide layer on the surface.
Handle Attachment: Once the body of the cookware has been formed and finished, handles are attached. This can be done through several methods, including riveting, welding, or screwing the handles into place. Cookware handles are typically made from materials that remain cool to the touch, such as plastic, silicone, or heat-resistant metal.
Riveting: Riveting is a common method used to attach metal handles to cookware. Rivets provide a strong, secure connection that can withstand repeated use and high temperatures. Riveted handles are often found on professional-grade cookware and are favored for their durability and resistance to loosening over time.
Welded Handles: Some cookware, especially high-end stainless steel products, may have handles that are welded directly to the body of the cookware. This method creates a seamless connection that is both aesthetically pleasing and easy to clean.
Final Inspection and Packaging: After the cookware is assembled, it undergoes a final inspection to ensure that it meets quality standards. This includes checking for surface imperfections, ensuring the coating is evenly applied, and verifying that the handles are securely attached. Once the cookware passes inspection, it is packaged and prepared for distribution.
Quality Control: Modern cookware production machines are equipped with automated inspection systems that use cameras and sensors to detect defects or inconsistencies in the product. This ensures that each piece of cookware meets the same high-quality standards before reaching consumers.
Applications of Cookware Production Machines
Consumer Cookware: The majority of cookware production machines are used to produce household cookware, such as frying pans, saucepans, stockpots, and baking trays. These products must be durable, affordable, and designed for everyday use in home kitchens. Automated cookware production machines allow manufacturers to produce large quantities of cookware efficiently, ensuring that consumers receive high-quality products at reasonable prices.
Professional-Grade Cookware: Professional-grade cookware, used in commercial kitchens, restaurants, and catering services, requires more durable materials and construction techniques. Cookware production machines designed for professional cookware often use thicker metal sheets, more robust handles, and advanced non-stick coatings to meet the demands of professional chefs.
Specialty Cookware: Cookware production machines are also used to manufacture specialty items, such as cast iron skillets, copper pots, and ceramic-coated pans. Each material requires specific handling and processing techniques, and the machines must be capable of adapting to different materials and finishes.
Advantages of Cookware Production Machines
High Efficiency: Cookware production machines enable manufacturers to produce large quantities of cookware in a short period, increasing overall efficiency and reducing production costs. Automation reduces the need for manual labor, allowing companies to meet the growing demand for cookware in both consumer and professional markets.
Consistency and Precision: Automated machines ensure consistent quality across all cookware products. This is particularly important for non-stick coatings, which must be applied evenly to ensure optimal performance. Precision forming techniques, such as deep drawing and spinning, ensure that the cookware meets exact specifications for size, shape, and thickness.
Durability and Strength: Modern cookware production machines are designed to work with a variety of materials, including aluminum, stainless steel, and copper. These materials are known for their strength and durability, and the production machines ensure that the final product can withstand the rigors of everyday use.
Versatility: Cookware production machines can be adapted to produce a wide range of products, from basic frying pans to complex multi-piece cookware sets. Manufacturers can easily switch between different designs and materials, allowing them to meet the diverse needs of consumers.
Cost-Effectiveness: The automation provided by cookware production machines helps reduce labor costs and material waste, making the production process more cost-effective. This allows manufacturers to offer high-quality cookware at competitive prices, benefiting both the company and the consumer.
Cookware production machines are the backbone of the modern cookware industry, providing the precision, efficiency, and versatility needed to produce high-quality products at scale. Whether for home use or professional kitchens, these machines ensure that cookware meets the highest standards of performance, durability, and safety.
Brake Pads Machine
A brake pads machine is specialized equipment used in the production of brake pads, which are critical components in the braking systems of vehicles. Brake pads play a key role in ensuring that vehicles can stop safely and efficiently by converting kinetic energy into heat through friction. The manufacturing of brake pads requires precise control over the material composition, shape, and durability to meet the stringent safety and performance standards of the automotive industry.
Brake pads machines are designed to automate the complex manufacturing processes involved in producing brake pads, from mixing the raw materials to molding, curing, and finishing the final product. These machines are essential for ensuring that brake pads are produced consistently and meet the rigorous demands of modern vehicles.
Key Processes in Brake Pads Manufacturing
Raw Material Mixing: The production of brake pads begins with the preparation of the raw materials that make up the friction material. Brake pads are typically made from a combination of materials, including metal shavings, ceramics, carbon fibers, and synthetic compounds. These materials are mixed together to create a friction compound that is durable, heat-resistant, and provides the necessary stopping power.
Automated Mixing Machines: Mixing machines are used to blend the raw materials in precise proportions. The mixture must be homogeneous to ensure consistent performance across all brake pads. Automated machines ensure that the materials are mixed thoroughly and efficiently, reducing the risk of defects.
Molding and Pressing: Once the friction material is prepared, it is molded into the shape of the brake pad using a pressing machine. In this process, the material is placed into a mold and subjected to high pressure, which compacts the material into the desired shape. The molding process also includes the formation of the metal backing plate, which is an integral part of the brake pad’s structure.
Hydraulic Presses: Hydraulic presses are commonly used in the molding process to apply the necessary pressure to form the brake pads. The press ensures that the friction material is evenly distributed across the surface of the backing plate, creating a strong bond between the two components.
Curing: After the brake pads are molded, they must be cured to harden the friction material and improve its durability. Curing is typically done in a high-temperature oven, where the brake pads are heated to a specific temperature for a set period. This process helps to remove any residual moisture and solidify the friction material, ensuring that the brake pads can withstand the heat generated during braking.
Curing Ovens: Automated curing ovens are used to maintain precise temperature and timing control during the curing process. These ovens are designed to handle large batches of brake pads, ensuring consistent curing across all parts.
Grinding and Finishing: Once the brake pads have been cured, they undergo grinding to achieve the final thickness and surface smoothness required for proper fit and function. Grinding machines are used to remove any excess material and ensure that the brake pads are flat and uniform.
Surface Grinding Machines: Surface grinding machines are used to grind the friction material to the correct thickness and smooth the surface of the brake pad. This step is essential for ensuring that the brake pads fit correctly in the brake caliper and provide consistent braking performance.
Coating and Surface Treatment: Many brake pads undergo additional surface treatments, such as coating with a layer of anti-corrosion material or applying a thermal barrier to improve heat resistance. These coatings help extend the life of the brake pads and protect them from environmental factors such as moisture and road salt.
Coating Machines: Coating machines are used to apply these protective layers evenly across the surface of the brake pads. The coating process is automated to ensure consistent application and optimal coverage.
Quality Control and Testing: The final step in brake pad manufacturing is quality control and testing. Brake pads must meet strict safety standards, and any defects can lead to catastrophic failures in the braking system. Testing machines simulate real-world braking conditions to measure the performance, wear resistance, and heat tolerance of the brake pads.
Testing for Friction and Durability: Testing machines are used to evaluate the friction coefficient, wear rate, and heat dissipation of the brake pads. These tests ensure that the brake pads will perform reliably in various driving conditions, from city traffic to high-speed highway driving.
Applications of Brake Pads Machines
Automotive Manufacturing: Brake pads machines are primarily used in the automotive industry to produce brake pads for cars, trucks, motorcycles, and other vehicles. High-quality brake pads are essential for vehicle safety, and manufacturers use these machines to ensure that the pads meet industry standards for performance and durability.
Brake Pads for Passenger Vehicles: The majority of brake pads produced are for passenger vehicles, where safety and comfort are critical. Brake pads machines produce millions of units annually, providing the consistent quality needed to meet the demands of the automotive market.
Heavy-Duty Vehicles: Brake pads machines are also used to produce brake pads for heavy-duty vehicles, such as commercial trucks, buses, and construction machinery. These vehicles require brake pads that can withstand extreme loads and high temperatures, and the production process must be adapted to meet these specific requirements.
Brake Pads for Trucks and Buses: Heavy-duty vehicles rely on larger, more robust brake pads to stop safely under heavy loads. Brake pads machines used in this sector must be capable of producing pads with higher friction materials and greater wear resistance.
Motorcycles and Performance Vehicles: Brake pads machines are used to manufacture high-performance brake pads for motorcycles, sports cars, and racing vehicles. These brake pads must offer superior stopping power and heat dissipation to handle the demands of high-speed driving and racing.
Brake Pads for Motorcycles: Motorcycles require brake pads with precise control over friction and heat management, as braking performance is critical for rider safety. Brake pads machines
used for motorcycle brake pads must ensure consistent quality, high friction, and durability to meet the high-performance demands of two-wheeled vehicles.
Rail and Industrial Applications: In addition to automotive and motorcycle manufacturing, brake pads machines are also used to produce brake pads for rail vehicles, such as trains, trams, and subways, as well as industrial machinery. These brake pads must be designed to handle the unique stresses and environmental factors present in rail systems and heavy machinery.
Brake Pads for Trains: Rail systems rely on large, durable brake pads to stop and slow down trains under heavy loads. Brake pads machines used for these applications must produce parts that offer excellent heat resistance and long service life, ensuring that trains can stop safely and efficiently even under intense conditions.
Advantages of Brake Pads Machines
Precision Manufacturing: Brake pads machines are designed to ensure precise control over the entire manufacturing process, from mixing the raw materials to molding, curing, and finishing. This level of precision is essential for producing brake pads that meet the stringent safety and performance standards required in the automotive industry.
High Efficiency and Productivity: Modern brake pads machines are highly automated, allowing manufacturers to produce large quantities of brake pads in a relatively short period. This automation reduces labor costs and increases production efficiency, making it possible to meet the growing demand for brake pads in the global automotive market.
Consistency and Quality Control: Brake pads machines are equipped with advanced quality control systems that ensure each brake pad meets strict performance and safety standards. Automated inspection systems, combined with rigorous testing, help manufacturers identify and eliminate defects, ensuring that only high-quality brake pads reach the market.
Durability and Performance: The materials and processes used in brake pads manufacturing are designed to create durable, high-performance products. Brake pads produced by these machines are engineered to withstand high temperatures, resist wear, and provide consistent stopping power, ensuring the safety and reliability of the vehicle’s braking system.
Adaptability to Different Markets: Brake pads machines are versatile and can be adapted to produce a wide range of brake pads for various markets, including passenger vehicles, heavy-duty trucks, motorcycles, and rail systems. This adaptability allows manufacturers to meet the specific needs of different sectors and ensure that their products are suitable for various driving conditions and vehicle types.
Brake pads machines play a crucial role in the automotive and transportation industries, providing the technology needed to produce high-quality, reliable brake pads at scale. These machines ensure that vehicles can stop safely and effectively, contributing to the overall safety and performance of modern transportation systems.
How to Make Aluminum Pots
Pressure Cooker Manufacturing Process
The process of making aluminum pots involves several key steps that transform raw aluminum into durable, lightweight, and highly functional cookware. Aluminum is widely used in cookware manufacturing due to its excellent thermal conductivity, corrosion resistance, and relatively low cost. Aluminum pots are especially popular in both home and professional kitchens because they heat quickly and evenly, making them ideal for a variety of cooking tasks.
The production of aluminum pots involves specialized machinery and a series of steps, including metal forming, surface finishing, and handle attachment. The process is designed to produce high-quality pots that can withstand the rigors of daily cooking while maintaining excellent performance and longevity.
Key Steps in Making Aluminum Pots
Material Selection and Preparation: The process begins with the selection of high-quality aluminum sheets or blanks. Aluminum used in cookware production is typically alloyed with other metals, such as magnesium or silicon, to improve its strength and durability. The aluminum blanks are cut into circular shapes, which will form the base of the pots.
Aluminum Alloys: Pure aluminum is relatively soft and not suitable for cookware that will be exposed to high heat and mechanical stress. By using aluminum alloys, manufacturers can create pots that are strong, heat-resistant, and corrosion-resistant.
Deep Drawing and Metal Forming: The aluminum blanks are then formed into the shape of the pot using a process known as deep drawing. In deep drawing, the aluminum blank is placed over a die and forced into the desired shape using a punch. This process forms the pot’s walls and base in a single step, creating a seamless, durable structure.
Deep Drawing Process: The deep drawing process is highly efficient and allows for the production of aluminum pots with consistent thickness and shape. The process can be adjusted to create pots of different sizes, from small saucepans to large stockpots.
Seamless Construction: One of the advantages of deep drawing is that it creates a seamless pot, which improves the pot’s strength and durability. Seamless pots are less likely to develop weak points or leaks over time, making them ideal for long-term use.
Trimming and Edge Rolling: After the pot has been formed, any excess material around the rim is trimmed to achieve the desired height and dimensions. In many cases, the edges of the pot are also rolled to create a smooth, rounded rim. This step not only enhances the pot’s appearance but also improves its durability by reinforcing the edge.
Edge Rolling for Durability: Rolling the edges of the pot strengthens the rim, making it more resistant to warping or cracking. This is especially important for pots that will be used frequently or exposed to high heat.
Surface Finishing: The next step is surface finishing, which involves smoothing and polishing the interior and exterior of the pot. Aluminum cookware must have a smooth surface to ensure even cooking and to prevent food from sticking. Surface finishing machines, such as polishing machines and buffing wheels, are used to achieve the desired surface quality.
Polishing for a Smooth Surface: Polishing machines use abrasive compounds to remove any imperfections from the surface of the aluminum, creating a smooth, reflective finish. This is important for both the aesthetic appeal of the pot and its cooking performance.
Anodizing for Durability: In some cases, aluminum pots undergo an anodizing process, which creates a protective oxide layer on the surface of the metal. Anodizing improves the pot’s resistance to corrosion and wear, making it more durable and long-lasting. Anodized aluminum pots are also non-reactive, meaning they won’t affect the flavor of acidic foods.
Non-Stick Coating Application (Optional): Many aluminum pots are coated with a non-stick material, such as Teflon or ceramic, to improve their cooking performance. Non-stick coatings make it easier to cook with less oil and reduce the likelihood of food sticking to the pot. The coating is applied using a spray system and then cured in a high-temperature oven to ensure proper adhesion.
Non-Stick Coating Benefits: Non-stick coatings enhance the convenience of using aluminum pots by making them easier to clean and allowing for healthier cooking with less oil. The coatings are typically applied in multiple layers to ensure durability and long-lasting performance.
Handle Attachment: Once the body of the pot has been formed and finished, handles are attached. Handles are typically made from heat-resistant materials, such as plastic, silicone, or stainless steel, to ensure they remain cool to the touch during cooking. The handles can be attached using a variety of methods, including riveting, welding, or screwing them into place.
Riveted Handles for Strength: Riveted handles provide a strong, secure attachment that can withstand repeated use. Rivets are often used in professional-grade cookware because they are highly durable and resist loosening over time.
Ergonomic Handle Design: The design of the handles is important for both comfort and safety. Handles are often shaped to provide a comfortable grip, reducing strain during use, and are positioned to ensure that they stay cool while cooking.
Final Inspection and Packaging: The final step in the production of aluminum pots is inspection and packaging. Each pot is inspected for defects, such as surface imperfections, coating issues, or loose handles. Once the pots pass inspection, they are packaged and prepared for shipment to retailers or consumers.
Quality Control: Automated inspection systems are often used to check the surface finish, coating adhesion, and handle attachment of each pot. This ensures that only high-quality products reach the market, meeting the expectations of both consumers and professional chefs.
Advantages of Aluminum Pots
Lightweight: Aluminum pots are much lighter than other types of cookware, such as cast iron or stainless steel, making them easier to handle and move around the kitchen. This is especially important for larger pots, which can be cumbersome when filled with food.
Excellent Heat Conductivity: Aluminum is one of the best conductors of heat, meaning that aluminum pots heat up quickly and evenly. This ensures that food cooks evenly without hot spots, which can lead to burning or uneven cooking. The excellent heat conductivity of aluminum also makes it energy-efficient, as it requires less heat to reach cooking temperatures.
Affordability: Aluminum is relatively inexpensive compared to other cookware materials, making aluminum pots an affordable option for both home cooks and professional chefs. Despite their low cost, aluminum pots offer excellent performance and durability, providing great value for the money.
Corrosion Resistance: Aluminum naturally forms a thin oxide layer on its surface, which protects it from corrosion. This makes aluminum pots ideal for use in humid or acidic environments, such as in cooking with tomatoes or citrus fruits, without the risk of rust or corrosion.
Versatility: Aluminum pots come in a wide variety of shapes and sizes, making them suitable for a wide range of cooking tasks, from boiling and frying to simmering and sautéing. Whether used for everyday cooking or more specialized applications, aluminum pots offer the versatility needed in a busy kitchen.
Applications of Aluminum Pots
Home Cooking: Aluminum pots are a staple in many home kitchens due to their lightweight, affordability, and excellent cooking performance. They are used for a wide range of cooking tasks, from boiling pasta and simmering soups to frying and sautéing vegetables and meats.
Professional Kitchens: In professional kitchens, where speed and efficiency are critical, aluminum pots are favored for their rapid heat conduction and ease of handling. Professional chefs use aluminum pots for tasks that require precise temperature control, such as making sauces, soups, and delicate dishes.
Camping and Outdoor Cooking: Aluminum pots are also popular for camping and outdoor cooking because they are lightweight and easy to transport. Campers and outdoor enthusiasts appreciate aluminum cookware for its durability and versatility in various cooking environments.
Aluminum pots are a versatile and essential tool in both home and professional kitchens, offering excellent performance, durability, and ease of use. The production process ensures that each pot is carefully crafted to meet the demands of everyday cooking, making aluminum pots a reliable choice for chefs and home cooks alike.
Steel Utensils Making Machine
Stainless Steel Pot Polishing Machine
A steel utensils making machine refers to the range of equipment used in manufacturing household and commercial steel utensils like plates, bowls, cups, cutlery, and kitchen tools. Steel utensils are popular due to their durability, heat resistance, and resistance to corrosion, making them an essential part of kitchens worldwide. The production of steel utensils involves several stages, from cutting and forming the raw stainless steel sheets to finishing and polishing the final product.
Steel utensils are primarily made from stainless steel, an alloy of iron, carbon, and chromium, with some other elements like nickel. The chromium content is what gives stainless steel its corrosion resistance, making it ideal for utensils that come into contact with food and liquids. Machines used in steel utensil production range from high-powered presses to finishing tools that polish and give a smooth surface to the finished products.
Key Processes in Steel Utensil Manufacturing
Raw Material Preparation: The production of steel utensils begins with the preparation of raw stainless steel sheets or coils. The material is selected based on the grade of stainless steel required for the specific utensils being produced. Different grades of stainless steel offer varying levels of corrosion resistance, toughness, and polishability, with 304-grade stainless steel being one of the most common choices for kitchen utensils due to its excellent resistance to rust and its food-safe properties.
Stainless Steel Selection: The selected stainless steel is usually cold-rolled, which improves its strength and surface finish. Cold-rolled steel sheets are easier to form and provide a smooth, even surface that requires minimal finishing.
Cutting and Blanking: Once the raw material is prepared, it is cut into the appropriate shapes and sizes for each utensil. The cutting process involves precision blanking machines that cut the steel sheets into circular, square, or custom-shaped blanks based on the design of the utensil.
Blanking Process: Blanking presses use dies to punch out the blanks from large stainless steel sheets. The blank size is determined by the specific utensil being produced, such as plates, bowls, or cups. This process ensures that there is minimal material waste and that each blank is uniform in size and shape.
Deep Drawing and Stamping: After cutting, the blanks are formed into their final utensil shapes through a process known as deep drawing. In deep drawing, the flat blanks are placed in a die and drawn into a hollow form using a punch. This method is particularly effective for producing utensils like bowls, cups, and plates, where a seamless, uniform shape is essential.
Hydraulic Presses for Deep Drawing: Hydraulic presses are commonly used for the deep drawing process. These machines apply consistent pressure, drawing the stainless steel into the desired shape without causing tears or imperfections in the material. This ensures that the utensil is strong, smooth, and free of seams or welds that could weaken the product.
Stamping for Detail: For utensils that require intricate designs or logos, stamping presses are used to emboss or engrave patterns onto the metal surface. This adds both aesthetic appeal and brand recognition, especially for high-end or custom-made utensils.
Edge Trimming and Smoothing: After the utensils have been formed, the edges may have excess material or sharp edges that need to be trimmed and smoothed. Edge trimming machines remove the excess material around the rims of the utensils, ensuring that each piece is of the correct dimensions and free from rough edges.
Edge Rolling for Durability: Some utensils, particularly those used frequently, undergo edge rolling to strengthen the rims and prevent deformation over time. Rolled edges provide extra reinforcement and create a safer, more comfortable edge for handling.
Polishing and Finishing: One of the most important steps in steel utensil production is the polishing and finishing process. Stainless steel utensils require a smooth, shiny surface that is not only aesthetically pleasing but also functional. Polishing machines are used to buff and smooth the surface of the utensils, removing any scratches or imperfections left by the forming process.
Electropolishing for a High Shine: In some cases, especially for high-end or premium utensils, electropolishing is used to achieve a bright, mirror-like finish. Electropolishing is a chemical process that removes a thin layer of metal from the surface, leaving behind a highly reflective finish that is resistant to corrosion and easy to clean.
Handle Attachment (if applicable): For utensils like ladles, serving spoons, and spatulas, handles must be attached after the main body of the utensil has been formed. Handles are typically made from stainless steel, plastic, or wood, depending on the type of utensil and its intended use. The attachment process varies depending on the material used for the handle.
Welding or Riveting for Steel Handles: Stainless steel handles are usually welded or riveted onto the main body of the utensil. These attachment methods provide strong, durable connections that can withstand frequent use and high heat.
Quality Control and Packaging: After the utensils are manufactured, they undergo a final inspection to ensure that they meet quality standards. This includes checking for defects in the surface finish, proper attachment of handles, and ensuring that the utensils are the correct size and shape. Once inspected, the utensils are cleaned, dried, and packaged for shipment.
Quality Assurance for Food Safety: Stainless steel utensils must meet food safety standards, ensuring that they are non-reactive, corrosion-resistant, and free of contaminants. Manufacturers use strict quality control measures to ensure that each utensil is safe for food contact.
Applications of Steel Utensils Making Machines
Household Utensils: The majority of steel utensils making machines are used to produce common household kitchen items such as plates, bowls, serving spoons, ladles, and cutlery. These items must be durable enough to withstand daily use, exposure to heat, and frequent washing.
Commercial Kitchen Utensils: Professional chefs and commercial kitchens require heavy-duty utensils that can endure constant use in high-heat environments. Steel utensils making machines for commercial products focus on producing thicker, more robust utensils that can handle more rigorous conditions.
Catering and Hospitality Industry: The catering and hospitality sectors often use custom-branded or highly polished utensils for serving food. Steel utensils making machines used in this industry are typically geared toward producing utensils with fine finishes, intricate designs, or engraved logos for branding purposes.
Advantages of Steel Utensils Making Machines
High Efficiency: These machines are designed for high-volume production, allowing manufacturers to produce large quantities of utensils in a short period. This efficiency is especially important for meeting the demands of mass markets such as household goods and commercial kitchens.
Consistency in Quality: Automated steel utensils making machines ensure uniformity and precision across all products, reducing the likelihood of defects. Consistent quality is essential for utensils that must meet strict food safety and durability standards.
Durability and Strength: The use of hydraulic presses for deep drawing ensures that each utensil is strong and durable, capable of withstanding frequent use and exposure to high temperatures. The strength of stainless steel, combined with the seamless construction achieved through deep drawing, makes these utensils long-lasting.
Versatility: Steel utensils making machines are capable of producing a wide range of products, from simple kitchen tools to intricately designed serving utensils. This versatility allows manufacturers to cater to various markets, from budget-friendly household items to high-end, luxury utensils.
Cost-Effectiveness: Automated production reduces labor costs and material waste, making the manufacturing process more cost-effective. This allows manufacturers to produce high-quality utensils at competitive prices, benefiting both consumers and businesses.
Steel utensils making machines are vital in the production of kitchen tools and cutlery, providing the technology and precision needed to meet the diverse demands of consumers and professionals alike. The versatility and efficiency of these machines ensure that steel utensils remain a staple in kitchens worldwide.
Cold Press Moulding Process
Applications of CNC Metal Spinning
The cold press moulding process is a manufacturing technique used to form complex shapes from materials such as metal powders, plastics, rubbers, or composite materials without the application of heat. This process is widely used in industries that require high precision, strength, and durability in the final product. Cold pressing involves placing the material into a mold and applying pressure to shape it into the desired form. Since no heat is used, this process preserves the material’s intrinsic properties, such as hardness, elasticity, or chemical resistance.
Cold press moulding is used in various applications, including metal forming, rubber component production, and the creation of composite materials for automotive, aerospace, and consumer goods industries. The process is highly versatile and can be used to create a wide range of products with complex geometries and tight tolerances.
Key Steps in Cold Press Moulding
Material Preparation: The first step in cold press moulding is the preparation of the raw material. For metal components, this may involve mixing metal powders with binders or lubricants to create a uniform mixture that can be pressed into a mold. In the case of rubbers or composites, the raw materials may be pre-mixed or combined with other additives to achieve the desired properties.
Powder Metallurgy for Metal Parts: In powder metallurgy, metal powders such as iron, aluminum, or titanium are mixed with a binder to help the particles adhere together during the pressing process. The mixture must be uniform to ensure consistent material properties throughout the final product.
Filling the Mold: The prepared material is then placed into a precision-engineered mold. The mold is designed to match the exact dimensions and shape of the final product, ensuring that the material fills the mold evenly. This step is critical for achieving the desired shape and ensuring that there are no voids or inconsistencies in the material.
Mold Design for Complex Shapes: Cold press moulding is particularly useful for creating parts with complex geometries, intricate details, or thin walls. The mold must be designed with precision to ensure that the material flows into every part of the mold and that the final product meets dimensional specifications.
Pressing and Compaction: Once the material is in the mold, a high-pressure press is used to compact the material into the desired shape. The pressure forces the material to conform to the shape of the mold, creating a dense, solid part. This step is critical for ensuring the strength and structural integrity of the final product.
Hydraulic Presses for Cold Moulding: Hydraulic presses are commonly used in cold press moulding due to their ability to apply consistent, high pressure. These presses ensure that the material is compacted evenly throughout the mold, preventing weak spots or imperfections.
Demolding: After the material has been pressed and compacted, the mold is opened, and the finished part is removed. Depending on the material used, the part may require additional finishing or curing steps to achieve the desired mechanical properties.
Careful Demolding to Prevent Damage: The demolding process must be done carefully to avoid damaging the part, especially if the material is fragile or brittle. Precision molds and careful handling are essential to ensure that the part retains its shape and structural integrity.
Finishing and Inspection: Once the part has been demolded, it may undergo additional finishing steps, such as trimming, sanding, or polishing, to achieve the desired surface finish and remove any excess material. The part is then inspected for defects, such as cracks, voids, or dimensional inconsistencies, before it is approved for use.
Quality Control: Cold press moulding requires strict quality control to ensure that each part meets the required specifications. Automated inspection systems are often used to check the dimensions, surface finish, and material properties of the finished parts.
Applications of Cold Press Moulding
Automotive Industry: Cold press moulding is widely used in the automotive industry to produce parts that require high strength, durability, and precision. Metal components such as gears, bearings, and structural parts are often manufactured using cold pressing techniques to achieve the necessary performance characteristics.
Powder Metallurgy for Automotive Parts: In powder metallurgy, metal powders are compacted and formed into parts such as brake pads, gears, and camshafts. Cold pressing allows for the precise shaping of these components, ensuring high strength and wear resistance.
Aerospace Industry: The aerospace industry relies on cold press moulding to create lightweight, high-strength components for aircraft and spacecraft. Composite materials, which combine different materials to achieve specific properties, are often formed using cold pressing techniques.
Cold Pressing for Composite Materials: Cold press moulding is used to form composite materials such as carbon fiber reinforced polymers (CFRP), which are used in aircraft structures, wings, and fuselage components. These materials offer excellent strength-to-weight ratios, making them ideal for aerospace applications.
Consumer Goods Manufacturing: Cold press moulding is also used in the production of consumer goods, such as electronic housings, kitchen appliances, and furniture components. The process allows for the efficient production of durable, high-quality parts with complex shapes.
Cold Press Moulding for Electronics: In the electronics industry, cold pressing is used to produce metal and plastic housings for devices such as smartphones, laptops, and televisions. The process ensures precise dimensions and smooth finishes, which are critical for the aesthetics and functionality of consumer electronics.
Advantages of the Cold Press Moulding Process
Material Integrity: Since no heat is used in the cold press moulding process, the material’s properties remain intact, preserving its strength, hardness, or elasticity. This makes cold press moulding ideal for materials that are sensitive to high temperatures or that would lose their desired properties if exposed to heat.
Precision: Cold press moulding allows for the production of parts with tight tolerances and intricate details. The pressure applied during the process ensures that the material fills the mold completely, creating precise, uniform parts.
Efficiency: The cold press moulding process is highly efficient, especially for high-volume production. Once the mold and material are prepared, the process can be repeated quickly and consistently, making it ideal for mass production.
Cost-Effective: Cold press moulding is often more cost-effective than other forming methods, as it requires less energy (no heating) and minimal post-processing. The reduced need for energy consumption and the elimination of additional curing steps can lower manufacturing costs.
Versatility: Cold press moulding is a versatile process that can be used with a wide range of materials, from metals and ceramics to rubbers and plastics. This versatility makes it useful in various industries, from automotive and aerospace to consumer goods and electronics.
The cold press moulding process is a vital manufacturing technique that offers numerous benefits, including high precision, material integrity, and efficiency. It is widely used across industries to produce parts and components with complex shapes, tight tolerances, and excellent mechanical properties.
Beading Machine
Beading Machine Price
A beading machine is a versatile tool used in metalworking to form beads, or raised ridges, on the surface of sheet metal. Beading adds strength, stiffness, and durability to the metal, preventing it from warping or bending under stress. It is a crucial process in the production of metal parts for various industries, including automotive, aerospace, HVAC, and construction. The beading machine is often used to create decorative or functional ridges in materials like aluminum, steel, or copper.
Beading machines come in both manual and powered versions, and they are designed to handle various gauges of sheet metal. The machine typically consists of two rollers—an upper and lower roller—through which the sheet metal is passed. The pressure between these rollers creates a bead along the edge or surface of the sheet metal.
Key Uses of Beading Machines
Strengthening Metal Panels: One of the primary uses of beading machines is to add strength to sheet metal panels. The bead stiffens the material, allowing it to withstand greater forces without buckling or bending. This is particularly important for large, flat panels used in the automotive and aerospace industries, where weight reduction is crucial, but strength cannot be compromised.
Automotive Applications: Beading machines are commonly used to create stiffening beads in automotive body panels, including floor pans, roofs, and doors. These beads reinforce the panels, allowing them to maintain structural integrity while reducing material thickness to save weight.
HVAC Ductwork: Beading is also widely used in the fabrication of HVAC ductwork. The beads help to reinforce the sheet metal used in ducts, making them more resistant to pressure changes and airflow stresses. This ensures that the ductwork remains rigid and maintains its shape during operation.
Forming Decorative Beads: In addition to strengthening sheet metal, beading machines can also be used to create decorative patterns. Beads can be formed in various shapes and sizes, adding an aesthetic element to metal parts. This is common in metal furniture, lighting fixtures, and architectural elements where both form and function are important.
Decorative Metalwork: Metalworkers often use beading machines to create intricate patterns on metal for use in decorative applications. These patterns can be purely aesthetic or serve a dual purpose by adding strength while enhancing the visual appeal of the part.
Edge Beading for Seamless Joining: Beading machines are also used to form beads along the edges of metal sheets, which helps in joining them together. In applications like automotive or aircraft manufacturing, beaded edges are often used to create interlocking seams between two metal panels. This ensures a stronger, more seamless joint, which is essential for maintaining structural integrity.
Aircraft Skin Panels: In the aerospace industry, beaded edges are used to join lightweight aluminum panels to create the aircraft’s skin. The beads ensure a tight fit between the panels, reducing the need for additional fasteners and maintaining the aerodynamic integrity of the aircraft.
Pipe and Tube Beading: Beading machines are often used in the production of pipes and tubes, where beads are formed around the ends of the pipe. These beads help secure hoses or fittings when they are clamped onto the pipe, preventing slippage and creating a tight seal.
Exhaust Systems: Beading is commonly applied to the ends of exhaust pipes in automotive and industrial applications. The bead creates a secure connection between the exhaust pipe and other components, such as mufflers or catalytic converters, ensuring that the system remains leak-free.
Types of Beading Machines
Manual Beading Machines: Manual beading machines are operated by hand and are commonly used in small-scale or custom metalworking shops. These machines are simple to operate and offer precise control over the beading process, making them ideal for projects where detailed work or small production runs are required.
Flexibility for Custom Work: Manual beading machines are popular among metal fabricators who need to create custom pieces, as they allow for easy adjustments and offer flexibility in creating different bead patterns.
Electric and Pneumatic Beading Machines: For larger-scale production, powered beading machines, such as electric or pneumatic models, are commonly used. These machines provide higher efficiency and speed, allowing manufacturers to create beads on large sheets of metal quickly and consistently. Powered beading machines are used in industries such as automotive manufacturing, where speed and consistency are critical.
Automated Beading for Mass Production: In high-volume production settings, electric or pneumatic beading machines are often integrated into automated assembly lines. These machines allow for continuous operation, ensuring that beads are formed quickly and consistently on every part, improving efficiency.
Rotary Beading Machines: Rotary beading machines are designed for forming beads around the circumference of tubes, pipes, or circular objects. These machines are typically used in applications where the bead needs to be formed along a curved surface, such as in exhaust pipes, ventilation tubes, or decorative metal rings.
Beading for Pipe Manufacturing: Rotary beading machines are essential in the production of pipes and tubing used in industries like plumbing, automotive, and HVAC. The beaded ends of the pipes ensure a secure fit when attached to connectors, fittings, or hoses.
Advantages of Beading Machines
Enhanced Strength: By adding beads to sheet metal, beading machines significantly increase the strength and stiffness of the material without adding extra weight. This is especially important in industries like automotive and aerospace, where reducing weight while maintaining strength is critical to performance.
Improved Aesthetics: Beads can be both functional and decorative, allowing manufacturers to create visually appealing metal parts that also offer increased structural integrity. This makes beading machines versatile for both industrial and artistic applications.
Versatility: Beading machines can be used on a wide variety of materials, including steel, aluminum, copper, and stainless steel. This makes them highly versatile, as they can be applied across different industries, from construction to decorative metalwork.
Cost Efficiency: By adding strength to thinner sheets of metal, beading machines allow manufacturers to reduce material usage without compromising on the structural performance of the part. This leads to cost savings on raw materials and overall production.
Applications of Beading Machines
Automotive Industry: Beading machines are extensively used in the automotive sector to reinforce panels, create decorative features, and secure parts like exhaust systems. Beaded panels are stronger and lighter, contributing to better fuel efficiency and overall vehicle performance.
HVAC and Ductwork: Beads are commonly formed in HVAC ductwork to stiffen the thin metal used in air ducts. This helps prevent warping under pressure and ensures the ducts maintain their shape over time, which is critical for efficient air flow and energy consumption.
Aerospace Industry: In aerospace manufacturing, beading is used to strengthen lightweight aluminum panels that form the skin of aircraft. Beading ensures that the panels can withstand the stresses of flight while keeping the overall weight of the aircraft to a minimum.
Decorative Metalwork: Metalworkers use beading machines to create decorative patterns on various metal products, including furniture, lighting fixtures, and architectural features. Beading adds both texture and visual interest to the finished product while enhancing its structural integrity.
Beading machines are indispensable tools in metalworking, offering the ability to enhance both the strength and appearance of sheet metal parts. Whether used for industrial or decorative applications, these machines provide versatility, efficiency, and precision in metal fabrication.
Mini Hydraulic Press Brake
Components of a Press Brake Machine
A mini hydraulic press brake is a compact version of a traditional press brake, designed to bend and form smaller pieces of sheet metal using hydraulic pressure. These machines are typically used in small workshops, prototyping labs, or specialized manufacturing facilities where space is limited, and smaller-scale production is required. Despite their compact size, mini hydraulic press brakes offer the same precision and versatility as larger press brakes, making them an ideal choice for fabricators working on smaller parts or short production runs.
The primary function of a press brake, whether mini or full-sized, is to bend sheet metal into predetermined shapes. The hydraulic system in these machines provides the force needed to press the metal into a die, creating bends at precise angles. The “mini” version is especially suitable for intricate work where precision is paramount, such as in custom metal fabrication, jewelry making, and electronics enclosures.
Features of Mini Hydraulic Press Brakes
Compact Design: Mini hydraulic press brakes are designed to occupy minimal floor space while still providing the functionality of a full-sized press brake. This compact design makes them ideal for small workshops, mobile operations, or facilities with space constraints. They are often bench-mounted or stand-alone units that can be easily moved or adjusted as needed.
Portability for Small Workshops: Due to their compact size, mini press brakes can be transported between different workstations or job sites, offering flexibility for metalworkers who need a versatile bending solution without the need for large machinery.
Hydraulic Power System: Like larger press brakes, mini hydraulic press brakes use a hydraulic system to generate the force required to bend metal. Hydraulic systems offer smooth, controlled movement, which allows for precise bends and consistent performance. The hydraulic power ensures that even though the machine is smaller, it can still handle significant bending forces.
Consistent Force Application: The hydraulic system provides consistent pressure throughout the bending process, ensuring that each bend is accurate and repeatable. This is particularly important in industries where precision is critical, such as electronics or medical device manufacturing.
Adjustable Bending Angle and Back Gauge: Mini hydraulic press brakes are equipped with adjustable bending angles, allowing operators to create custom bends at specific angles. Additionally, most machines feature a back gauge that can be set to control the depth of the bend, ensuring that each piece of metal is formed to the correct dimensions.
Precision Bending for Complex Parts: The adjustable features of a mini hydraulic press brake allow metalworkers to create intricate parts with high levels of precision. This makes them ideal for applications like prototype development, custom metalwork, or small-batch production runs.
Foot Pedal Operation: Many mini hydraulic press brakes come with foot pedal controls, allowing operators to keep both hands free for positioning the workpiece. The foot pedal controls the movement of the hydraulic ram, providing precise control over the bending process.
Hands-Free Operation for Safety: Foot pedal operation improves safety and efficiency, as it allows the operator to focus on properly positioning the metal sheet while controlling the bending process with their foot. This reduces the risk of errors or accidents during operation.
Applications of Mini Hydraulic Press Brakes
Prototyping and Small-Batch Production: Mini hydraulic press brakes are widely used in prototyping and small-batch production, where precision and flexibility are essential. These machines are ideal for fabricators who need to create custom parts or small runs of products with unique designs or tight tolerances.
Prototyping for Electronics Enclosures: Mini press brakes are often used to create metal enclosures for electronic devices, where precise bends are required to ensure the enclosure fits the internal components correctly. The compact size of the machine allows for detailed work on smaller sheets of metal.
Custom Metal Fabrication: Small workshops and custom metal fabricators use mini hydraulic press brakes to create specialized parts and components for various industries. The machines are ideal for producing small, intricate pieces that require high levels of precision, such as custom brackets, fixtures, and metal art.
Jewelry Making and Artistic Metalwork: Mini hydraulic press brakes are also used in the creation of custom jewelry and artistic metal pieces, where precise bending and shaping are necessary to achieve the desired aesthetic and functional results.
Automotive and Aerospace Components: In the automotive and aerospace industries, mini hydraulic press brakes are used to create small, precision components such as brackets, clips, and mounting hardware. These machines are particularly useful in the production of prototypes or specialized parts for high-performance applications.
Precision Bending for Lightweight Components: The ability to precisely bend small parts makes mini hydraulic press brakes valuable in the automotive and aerospace sectors, where lightweight components with tight tolerances are essential for performance and safety.
HVAC and Ductwork Fabrication: HVAC technicians and fabricators often use mini hydraulic press brakes to create small duct components or custom fittings for ventilation systems. The precision and flexibility of these machines allow for the creation of specialized parts that fit perfectly into existing ductwork systems.
Custom Ductwork Fittings: Mini press brakes can be used to create custom elbows, joints, and other fittings needed for HVAC installations. The compact size of the machine allows it to be used in smaller workshops or even on-site for quick adjustments.
Advantages of Mini Hydraulic Press Brakes
Space Efficiency: Mini hydraulic press brakes are designed for workshops with limited space, providing full bending capabilities in a compact footprint. This allows metalworkers to perform precision bends without the need for large, bulky equipment.
Precision and Versatility: Despite their smaller size, mini hydraulic press brakes offer the same level of precision as their larger counterparts. The adjustable bending angles and back gauge provide versatility, allowing for custom bends on various materials, including steel, aluminum, and copper.
Cost-Effective Solution: Mini hydraulic press brakes are typically more affordable than full-sized machines, making them an attractive option for small businesses, startups, or workshops that need professional-grade bending capabilities without the high cost of larger equipment.
Ease of Use: Mini hydraulic press brakes are easy to set up and operate, with user-friendly controls that allow operators to quickly adjust the machine for different bending tasks. The foot pedal operation adds convenience and improves safety during the bending process.
Portability: Many mini hydraulic press brakes are designed to be portable, allowing them to be moved between workstations or job sites as needed. This mobility makes them ideal for small-scale operations or workshops that require flexibility in their manufacturing process.
Materials Handled by Mini Hydraulic Press Brakes
Steel and Stainless Steel: Mini hydraulic press brakes are capable of bending various gauges of steel and stainless steel, making them suitable for industries where corrosion resistance and strength are critical.
Aluminum: Aluminum is a commonly used material in aerospace, automotive, and electronics industries. Mini hydraulic press brakes provide the precision required to bend aluminum sheets without causing cracks or distortions.
Copper and Brass: These softer metals are often used in decorative metalwork, electrical components, and plumbing fixtures. Mini hydraulic press brakes can handle these materials with ease, ensuring precise bends without damaging the material.
Mini hydraulic press brakes offer a versatile and space-efficient solution for fabricators who require precise bending capabilities in a compact form. These machines are ideal for small workshops, prototyping, and custom metal fabrication, providing the accuracy and flexibility needed to create high-quality metal components.
Grinding and Buffing
Buffing Wheels
Grinding and buffing are two essential processes in metalworking and manufacturing that improve the surface finish, remove material, and prepare metal parts for further processing or final use. Both processes involve the use of abrasive materials, but they serve different purposes. Grinding is typically a more aggressive material removal process used to shape metal parts, remove rough edges, or correct imperfections. Buffing, on the other hand, is used for polishing and smoothing the surface to achieve a shiny, aesthetically pleasing finish.
These processes are commonly used in industries such as automotive, aerospace, manufacturing, and metal fabrication. They play a crucial role in improving the functionality, appearance, and durability of metal products, from large structural components to intricate decorative items.
Grinding: Material Removal and Surface Preparation
Basics of Grinding: Grinding is a mechanical process in which an abrasive wheel or belt is used to wear down and remove material from a metal surface. The abrasive particles on the grinding wheel or belt cut into the metal, removing small chips to achieve the desired shape, size, or finish. Grinding is often used to remove excess material after casting, cutting, or welding operations.
Abrasive Wheels: Grinding wheels are made from materials such as aluminum oxide, silicon carbide, or diamond, and they come in various shapes and sizes depending on the application. The hardness and grain size of the wheel determine how much material can be removed and how smooth the surface will be after grinding.
Types of Grinding:
Surface Grinding: Surface grinding is used to create a smooth, flat surface on metal parts. A rotating abrasive wheel grinds down the surface, removing material to achieve a uniform finish. Surface grinding is commonly used for flat components like machine bases, blades, and sheet metal parts.
Cylindrical Grinding: In cylindrical grinding, a rotating workpiece is ground by a rotating abrasive wheel. This process is used for round or cylindrical objects, such as shafts, rollers, and pipes, to achieve high precision and smooth surfaces.
Centerless Grinding: Centerless grinding is a method used to grind cylindrical parts without the need for a central axis or spindle. The part is supported between two rotating wheels, and the grinding is done by the abrasive wheel. This method is efficient for mass production of small, precise cylindrical parts, such as fasteners, rods, or pins.
Applications of Grinding:
Automotive Industry: Grinding is widely used in the automotive industry to finish engine components, transmission parts, and brake rotors. Grinding ensures that these parts meet tight tolerances and have the smooth surfaces necessary for proper functioning and longevity.
Tool and Die Manufacturing: Grinding is an essential process in the tool and die industry for sharpening cutting tools, shaping dies, and creating molds. Precision grinding allows for the creation of complex geometries with exact tolerances.
Construction and Fabrication: In construction, grinding is used to smooth welded joints, remove burrs from cut metal edges, and prepare surfaces for painting or coating. This improves both the structural integrity and appearance of metal components.
Buffing: Polishing and Surface Enhancement
Basics of Buffing: Buffing is the process of polishing a metal surface to a high shine or smooth finish. It uses softer abrasive materials, such as cloth or felt wheels combined with polishing compounds. Buffing removes fine scratches, imperfections, or oxidation and is often the final step in metal finishing processes to achieve a reflective or satin finish.
Buffing Compounds: Buffing compounds, such as rouge or tripoli, are applied to the buffing wheel to enhance the polishing effect. These compounds are available in various levels of abrasiveness, allowing for different levels of polishing, from light touch-ups to deep shine.
Types of Buffing:
Cut Buffing: Cut buffing is a more aggressive form of buffing used to remove scratches, weld marks, or surface oxidation from metal. It involves using a coarse buffing compound and a firm buffing wheel to remove material and smooth the surface.
Color Buffing: Color buffing is a finishing process that gives the metal a bright, shiny appearance. This is the final stage of buffing, where a soft wheel and fine polishing compound are used to bring out the luster of the metal. It is often used for decorative or high-visibility components.
Applications of Buffing:
Jewelry Making: Buffing is essential in jewelry manufacturing to achieve the smooth, polished surfaces that are characteristic of high-quality jewelry. It removes fine scratches and enhances the shine of metals like gold, silver, and platinum.
Automotive Detailing: Buffing is widely used in automotive detailing to polish and restore the shine to metal trim, chrome parts, and painted surfaces. It is also used to remove minor scratches and oxidation from vehicle surfaces, making cars look newer and more visually appealing.
Consumer Products: Many consumer products, such as kitchen appliances, metal furniture, and electronic enclosures, are buffed to give them a polished, professional appearance. Buffing ensures that these items have a smooth finish, free from imperfections, which enhances both their look and feel.
Advantages of Grinding and Buffing
Precision and Accuracy: Grinding provides high levels of precision, allowing manufacturers to achieve tight tolerances and specific dimensions. This is crucial in industries like aerospace and automotive, where small deviations can lead to performance issues.
Surface Quality: Both grinding and buffing improve surface quality by removing imperfections and creating smooth, consistent finishes. This enhances the aesthetic appeal of metal parts and prepares them for further processing, such as painting or coating.
Increased Durability: By removing surface defects and imperfections, grinding and buffing help improve the strength and durability of metal parts. Smooth surfaces are less prone to wear, corrosion, and fatigue, ensuring longer-lasting components.
Improved Functionality: Grinding ensures that parts meet exact specifications, allowing them to function correctly in their intended applications. For example, smooth and precise surfaces on engine components ensure better performance, while polished surfaces on consumer products improve user experience.
Differences Between Grinding and Buffing
Material Removal: Grinding is primarily a material removal process used to shape and refine metal parts. It removes a significant amount of material to correct surface irregularities or achieve specific dimensions. Buffing, on the other hand, is a polishing process that removes very little material, focusing on improving surface appearance rather than altering the shape.
Abrasiveness: Grinding uses hard abrasive materials such as silicon carbide or diamond, making it suitable for removing tough materials and shaping parts. Buffing uses softer abrasives combined with polishing compounds, making it ideal for finishing and smoothing metal surfaces.
Finish: Grinding leaves a relatively rough surface compared to buffing. While grinding is used for shaping and preparing the metal, buffing creates a smooth, polished finish, giving the part its final appearance.
Grinding and buffing are complementary processes that play a crucial role in metalworking. Grinding provides the precision and material removal necessary to shape and prepare metal parts, while buffing enhances the surface finish and gives the metal a polished, professional look. Together, these processes ensure that metal components meet the highest standards of quality, durability, and functionality.
How to Smooth Metal
Forming Process with Sheet Metal Spinning Machine
Smoothing metal involves a variety of techniques and processes aimed at achieving a polished, even surface that is free from imperfections like scratches, burrs, and rough spots. Smoothing is a critical step in metalworking, often used in the final stages of production to prepare the metal for finishing processes such as painting, coating, or plating. Whether the goal is aesthetic appeal or functional performance, smoothing metal ensures that the surface is uniform and free of defects.
The techniques used to smooth metal depend on the type of material, the level of finish required, and the size and shape of the part. Common processes include filing, sanding, grinding, buffing, and polishing, each offering different levels of surface refinement.
Key Techniques for Smoothing Metal
Filing: Filing is one of the simplest methods for smoothing metal, using hand tools to manually remove rough spots, burrs, and other imperfections from the surface. Files are made from hardened steel and come in various shapes and sizes, allowing for precise control over material removal. This technique is often used for small-scale or detailed work, such as smoothing the edges of cut metal sheets or finishing intricate metal components.
Hand Files: Hand files are available in different grades of coarseness, from coarse to fine. Coarse files remove larger amounts of material quickly, while fine files are used for detailed finishing work.
Precision Filing: In industries like jewelry making or fine metalwork, precision filing is used to achieve smooth, uniform edges and surfaces on small, delicate parts. Files can be used to remove burrs, shape metal, and refine the surface before final polishing.
Sanding: Sanding is a common technique for smoothing metal, using abrasive materials such as sandpaper or sanding discs to gradually wear down the surface. Sanding is often used to prepare metal parts for painting, coating, or further finishing processes. It can be done manually or with power tools, depending on the size of the part and the level of finish required.
Manual Sanding: For smaller parts or detailed work, sandpaper is used by hand to smooth the metal surface. Starting with a coarse grit and gradually moving to finer grits allows for effective smoothing without damaging the surface.
Power Sanding: Electric sanders, such as belt sanders or orbital sanders, are used for larger parts or when more material needs to be removed quickly. These machines use rotating sanding pads or belts to evenly smooth the metal surface.
Grinding: Grinding is a more aggressive method of smoothing metal, using abrasive wheels or belts to remove material and eliminate surface imperfections. It is commonly used for parts that require significant material removal, such as welded joints or cast metal components. Grinding is also used to create flat, even surfaces on large metal sheets or structural components.
Surface Grinding: Surface grinding is used to achieve a smooth, flat surface on metal parts. A rotating abrasive wheel grinds down the surface, removing material to create a uniform finish. This technique is widely used in the fabrication of flat metal parts or plates.
Edge Grinding: Grinding is also used to smooth the edges of metal parts after cutting or welding. By removing burrs and rough spots, grinding ensures that the edges are smooth and safe to handle.
Buffing and Polishing: Buffing and polishing are finishing processes used to achieve a high-gloss, smooth surface on metal. Buffing involves the use of soft cloth wheels combined with polishing compounds to remove fine scratches and imperfections. Polishing is the final step, using finer abrasives to achieve a mirror-like finish.
Buffing Compounds: Buffing compounds, such as rouge or tripoli, are applied to the buffing wheel to enhance the polishing effect. These compounds come in varying levels of abrasiveness, allowing for different degrees of polishing.
Polishing for Aesthetic Finish: Polishing is commonly used for decorative metalwork, jewelry, and consumer products where a smooth, reflective surface is desired. It is the final step in smoothing, giving the metal a professional, finished appearance.
Deburring: Deburring is the process of removing small, sharp protrusions or burrs from the surface of metal parts. These burrs are often created during cutting, drilling, or machining operations and must be removed to ensure a smooth, safe surface. Deburring can be done manually with files or abrasive pads, or with specialized deburring machines that automate the process.
Mechanical Deburring: Mechanical deburring machines use rotating brushes or abrasive media to remove burrs and smooth the edges of metal parts. This process is highly efficient for mass production of small to medium-sized metal components.
Thermal Deburring: In some cases, thermal deburring is used to remove burrs from complex or internal surfaces. This process involves using a controlled explosion to vaporize the burrs, leaving behind a smooth surface.
Electropolishing: Electropolishing is an electrochemical process that smooths and polishes metal surfaces by removing a thin layer of material. This technique is often used for stainless steel and other corrosion-resistant metals to create a smooth, shiny surface that is free from burrs and micro-defects. Electropolishing is commonly used in industries where hygiene and precision are critical, such as medical device manufacturing and food processing.
Applications in Stainless Steel Finishing: Electropolishing is frequently used for stainless steel kitchen appliances, surgical instruments, and pharmaceutical equipment to achieve a smooth, non-porous surface that is easy to clean and resistant to corrosion.
Applications of Metal Smoothing
Automotive Industry: Smoothing metal is essential in the automotive industry, where metal parts must meet precise tolerances and have smooth surfaces to function correctly. Smoothing is used on components such as engine blocks, transmission parts, and body panels to ensure they fit together seamlessly and perform reliably.
Aerospace Industry: In aerospace manufacturing, smooth surfaces are critical for reducing drag and ensuring the structural integrity of aircraft components. Smoothing processes are used on parts such as turbine blades, fuselage panels, and landing gear to ensure that they meet the high standards of performance and safety required in aviation.
Jewelry and Decorative Metalwork: Smoothing metal is a crucial step in the production of jewelry and decorative metal items. Fine filing, sanding, and polishing techniques are used to create smooth, shiny surfaces that enhance the aesthetic appeal of the finished product.
Manufacturing and Fabrication: Smoothing metal is a standard process in manufacturing and fabrication, used to prepare metal parts for assembly, painting, or coating. Smoothing ensures that parts fit together correctly, look professional, and meet quality standards.
Benefits of Smoothing Metal
Improved Aesthetics: Smoothing processes enhance the appearance of metal parts by removing imperfections, scratches, and burrs. A smooth, polished surface looks more professional and appealing, especially for consumer products, decorative items, or automotive body parts.
Increased Durability: Smoothing metal removes sharp edges, rough spots, and surface defects that can weaken the material and lead to wear or corrosion. Smooth surfaces are less prone to damage, increasing the durability and longevity of metal parts.
Enhanced Functionality: Smoothing metal ensures that parts fit together properly during assembly, improving the functionality and performance of the final product. Smooth surfaces also reduce friction and wear in moving parts, leading to better efficiency and longer operational life.
Safety: Removing burrs and sharp edges from metal parts ensures that they are safe to handle and use, reducing the risk of injury during assembly or operation. This is particularly important for consumer products, medical devices, and industrial equipment.
Smoothing metal is an essential part of the metalworking process, ensuring that metal parts are functional, durable, and visually appealing. Whether for industrial applications, consumer products, or decorative items, smoothing techniques like filing, sanding, grinding, and polishing play a crucial role in achieving high-quality metal finishes.
Wheel Manufacturing Equipment
Wheel Manufacturing Machines
Wheel manufacturing equipment encompasses the machinery and tools used to produce wheels for various applications, including automotive, aerospace, industrial, and commercial uses. The manufacturing process for wheels involves several key stages, from material preparation and forming to finishing and quality control. Modern wheel production relies heavily on automated equipment to ensure precision, consistency, and efficiency in the manufacturing process.
Wheels are typically made from materials such as steel, aluminum, magnesium alloys, and composites, each requiring specialized equipment to produce durable, lightweight, and high-performance wheels. The type of equipment used depends on the material, the size of the wheels, and the intended application, but the goal is always to produce wheels that meet stringent safety, performance, and durability standards.
Key Types of Wheel Manufacturing Equipment
Casting Machines for Alloy Wheels: For alloy wheels, especially aluminum or magnesium wheels, casting is a common method of production. Casting machines are used to form the basic shape of the wheel by pouring molten metal into a mold. There are different casting methods, including gravity casting, low-pressure casting, and high-pressure casting, each offering specific advantages depending on the design and performance requirements.
Gravity Casting: In gravity casting, molten metal is poured into a mold and allowed to cool and solidify. This process is relatively simple and cost-effective, making it suitable for producing standard alloy wheels. However, gravity-cast wheels tend to be heavier and less strong than wheels produced using more advanced methods.
Low-Pressure Casting: Low-pressure casting involves forcing molten metal into the mold under low pressure. This method results in a more uniform and denser material, improving the strength and durability of the wheel. Low-pressure casting is commonly used for producing high-quality alloy wheels that offer better performance and weight reduction.
High-Pressure Casting (Die Casting): High-pressure casting uses significant pressure to inject molten metal into the mold, creating a denser, stronger wheel. This method is often used for manufacturing wheels that require high strength-to-weight ratios, such as those used in performance vehicles or aerospace applications.
Forging Machines for High-Performance Wheels: Forging is a manufacturing process that uses heat and pressure to form metal into the desired shape. Forged wheels are made by heating a billet of metal, typically aluminum or magnesium, and pressing it into a wheel mold using high-pressure forging machines. The forging process aligns the metal’s grain structure, resulting in a wheel that is significantly stronger, lighter, and more durable than cast wheels.
Hydraulic Press Forging Machines: Hydraulic presses are used to apply immense pressure to the heated metal billet, forcing it into the shape of the wheel. This process produces forged wheels that are lightweight yet extremely strong, making them ideal for high-performance vehicles and racing applications.
Rotary Forging Machines: Rotary forging is a specialized forging technique where the metal is rotated as it is forged into shape. This process allows for more precise control over the wheel’s thickness and weight distribution, resulting in wheels with optimized strength and performance characteristics.
CNC Machining for Wheel Finishing: After casting or forging, wheels often undergo CNC (Computer Numerical Control) machining to refine their shape and add design elements. CNC machines use computer-controlled cutting tools to precisely mill, drill, or engrave details into the wheel. This process is essential for creating intricate designs, reducing weight, and ensuring that the wheel meets exact specifications.
CNC Lathe Machines: CNC lathe machines are used to turn the wheel and remove excess material, ensuring that the wheel has a smooth, uniform surface. This step is crucial for achieving a high-quality finish and ensuring that the wheel is perfectly balanced.
CNC Milling Machines: CNC milling machines are used to add features such as spokes, holes for lug nuts, and other design elements. The precision of CNC milling allows manufacturers to create complex wheel designs while maintaining structural integrity and weight reduction.
Heat Treatment and Strengthening: Heat treatment is a critical step in the wheel manufacturing process, especially for aluminum and steel wheels. Heat treatment improves the material’s strength, hardness, and resistance to fatigue, making the wheel more durable and capable of withstanding the stresses of driving. The process involves heating the wheel to a specific temperature and then rapidly cooling it to alter the metal’s microstructure.
T6 Heat Treatment for Aluminum Wheels: Aluminum wheels often undergo a T6 heat treatment, which involves heating the wheel to a high temperature and then quenching it in water or air. This process increases the wheel’s tensile strength and makes it more resistant to cracking or deformation under load.
Painting and Coating Equipment: Once the wheel has been machined and heat-treated, it is coated with protective finishes to enhance its appearance and protect it from corrosion, UV damage, and wear. Wheel painting and coating equipment is used to apply finishes such as powder coating, clear coats, or anodized finishes. These coatings not only improve the aesthetics of the wheel but also provide a protective barrier against the elements.
Powder Coating Machines: Powder coating involves applying a dry powder to the wheel’s surface and then baking it in an oven to cure the coating. This process results in a durable, uniform finish that is resistant to chipping, scratching, and corrosion.
Anodizing Equipment: Anodizing is used to create a corrosion-resistant oxide layer on aluminum wheels. The anodizing process involves immersing the wheel in an acid bath and applying an electrical current to create a protective layer that enhances the wheel’s durability and aesthetic appeal.
Balancing and Testing Equipment: After the wheels are manufactured, they must be tested and balanced to ensure they meet safety and performance standards. Wheel balancing equipment is used to detect any imbalances in the wheel that could cause vibration or uneven wear during use. Additionally, testing machines are used to simulate real-world driving conditions and measure the wheel’s strength, durability, and resistance to impact.
Wheel Balancing Machines: These machines spin the wheel at high speeds to detect any imbalances in weight distribution. Weights are then added to the wheel to ensure it rotates evenly, preventing vibrations that could affect vehicle performance.
Impact Testing Machines: Impact testing machines simulate collisions or heavy impacts to ensure that the wheels can withstand extreme conditions without cracking or deforming. This testing is especially important for performance wheels used in racing or off-road applications.
Applications of Wheel Manufacturing Equipment
Automotive Industry: The automotive industry is one of the largest users of wheel manufacturing equipment, with millions of wheels produced annually for cars, trucks, and motorcycles. The equipment is used to produce a wide range of wheels, from budget-friendly steel wheels to high-performance forged alloy wheels for sports cars.
Alloy Wheels for Performance Vehicles: High-performance vehicles, such as sports cars and luxury sedans, often use alloy wheels that are lighter and stronger than standard steel wheels. Wheel manufacturing equipment is used to produce these lightweight wheels, improving the vehicle’s handling, acceleration, and fuel efficiency.
Aerospace Industry: In the aerospace industry, lightweight and high-strength wheels are critical for aircraft performance. Wheel manufacturing equipment is used to produce wheels for landing gear, which must withstand the enormous forces generated during takeoff and landing. Forging and CNC machining are commonly used to create the high-performance wheels required in this industry.
Landing Gear Wheels: Aircraft wheels are subjected to extreme stress during takeoff and landing, and they must be able to withstand high temperatures and heavy loads. Wheel manufacturing equipment used in the aerospace industry is designed to produce wheels with exceptional strength and durability.
Industrial and Heavy Machinery: Wheel manufacturing equipment is also used to produce wheels for industrial applications, such as heavy machinery, forklifts, and construction vehicles. These wheels must be highly durable to withstand the harsh conditions of industrial environments.
Heavy-Duty Steel Wheels: Industrial machinery often uses steel wheels due to their strength and resistance to wear. Wheel manufacturing equipment is used to form, machine, and heat-treat these wheels to ensure they can handle the heavy loads and rough conditions encountered in industrial settings.
Motorcycles and Bicycles: Wheels for motorcycles and bicycles are typically made from lightweight materials such as aluminum or carbon fiber. Wheel manufacturing equipment is used to produce wheels that offer a balance of strength, durability, and performance, while minimizing weight.
Carbon Fiber Bicycle Wheels: In the bicycle industry, carbon fiber wheels are prized for their light weight and aerodynamic properties. Specialized manufacturing equipment is used to produce these high-performance wheels, which are commonly used in racing and competitive cycling.
Advantages of Modern Wheel Manufacturing Equipment
Precision and Consistency: Modern wheel manufacturing equipment, especially CNC machining and forging machines, provides high levels of precision and consistency, ensuring that each wheel meets exact specifications. This is critical for performance, safety, and aesthetic appeal.
Material Efficiency: Advanced casting, forging, and machining techniques allow manufacturers to optimize material usage, reducing waste while maintaining the strength and durability of the wheels. This improves cost efficiency and sustainability in wheel production.
Customization and Flexibility: Wheel manufacturing equipment allows for the production of a wide variety of wheel designs, from standard steel wheels to custom alloy wheels with intricate patterns. This flexibility enables manufacturers to meet the diverse needs of the automotive, aerospace, and industrial markets.
Improved Performance and Durability: The combination of forging, CNC machining, and heat treatment ensures that modern wheels are lighter, stronger, and more durable than ever before. This results in improved vehicle performance, fuel efficiency, and safety.
Cost-Effectiveness: Automated wheel manufacturing equipment allows for high-volume production while maintaining consistent quality, reducing labor costs and production time. This makes it possible to produce high-quality wheels at competitive prices.
Wheel manufacturing equipment plays a crucial role in producing the high-performance, durable wheels used in various industries. Whether for cars, aircraft, or heavy machinery, the precision and efficiency of modern equipment ensure that wheels meet the highest standards of safety, performance, and aesthetics.
Wheel Manufacturing Machines
Wheel Manufacturing Machines
Wheel manufacturing machines refer to the specialized equipment used throughout the entire production process of wheels, from forming the raw materials to finishing and testing the final product. These machines are crucial in creating wheels that meet precise specifications for size, weight, strength, and performance. The manufacturing process varies depending on the type of wheel—whether for automotive, aerospace, or industrial use—and the material, such as steel, aluminum, or composite.
Wheel manufacturing involves multiple stages, including casting or forging, CNC machining, heat treatment, surface finishing, and quality control testing. Each stage requires specific machines designed to handle the intricacies of shaping, strengthening, and finishing the wheels to meet industry standards.
Key Types of Wheel Manufacturing Machines
Casting Machines: Casting is one of the primary methods used to produce alloy wheels, especially those made from aluminum or magnesium. Casting machines pour molten metal into molds to form the wheel’s basic shape. Depending on the specific casting method, the machines may use gravity, low pressure, or high pressure to fill the mold and create the wheel.
Low-Pressure Casting Machines: These machines use a low-pressure system to inject molten metal into the wheel mold. Low-pressure casting creates denser, more uniform wheels with fewer air pockets or defects, resulting in higher-quality wheels.
High-Pressure Die Casting Machines: In high-pressure casting, the molten metal is forced into the mold under significant pressure, creating a very strong and precise wheel. This method is ideal for high-performance alloy wheels that require strength and lightweight properties.
Forging Machines: Forging machines are used to create wheels from solid billets of metal. The forging process involves heating the metal and then pressing it into shape using high-pressure hydraulic presses. Forged wheels are known for their superior strength and lightweight properties, making them ideal for high-performance vehicles and racing applications.
Hydraulic Forging Presses: Hydraulic presses apply thousands of tons of pressure to the heated metal, shaping it into the wheel. The high-pressure forging process aligns the metal’s grain structure, making the wheel stronger and more durable than cast alternatives.
CNC Machines: CNC (Computer Numerical Control) machines are essential in wheel manufacturing, particularly for refining the shape, drilling holes for lug nuts, and adding design elements. CNC machines use computer-controlled cutting tools to precisely machine the wheel, ensuring accuracy and consistency across large production runs.
CNC Lathes: CNC lathe machines are used to turn the wheel and remove excess material from the outer edges, ensuring that the wheel is perfectly round and smooth. This process is critical for achieving a balanced wheel that performs well at high speeds.
CNC Milling Machines: These machines are used to add intricate details, such as spoke designs, logos, and other aesthetic features. CNC milling also ensures that the wheel’s weight is optimized, improving its overall performance and handling characteristics.
Heat Treatment Furnaces: Heat treatment is a crucial step in the manufacturing process for alloy wheels. Heat treatment machines, such as furnaces or ovens, are used to heat the wheel to a specific temperature and then cool it rapidly. This process improves the wheel’s strength, hardness, and resistance to fatigue, making it more durable and capable of withstanding the stresses of driving.
T6 Heat Treatment Furnaces: Aluminum wheels often undergo T6 heat treatment, which involves heating the wheel to a high temperature and then rapidly cooling it. This process increases the wheel’s tensile strength and improves its resistance to cracking and deformation.
Finishing Machines: Finishing machines are used to apply protective coatings and finishes to the wheel, enhancing its appearance and protecting it from corrosion, wear, and environmental damage. These machines can apply various types of finishes, including powder coatings, clear coats, and anodized finishes.
Powder Coating Machines: Powder coating machines apply a dry powder finish to the wheel, which is then baked in an oven to create a durable, protective coating. Powder coating is highly resistant to chipping, scratching, and corrosion, making it a popular choice for both aesthetic and functional finishes.
Anodizing Equipment: Anodizing is a process used to enhance the corrosion resistance and durability of aluminum wheels. Anodizing machines apply an oxide layer to the surface of the wheel, improving its resistance to environmental factors like moisture and UV exposure.
Balancing and Testing Machines: After the wheel has been cast, forged, machined, and finished, it must undergo rigorous testing to ensure it meets safety and performance standards. Wheel balancing and testing machines are used to evaluate the wheel’s structural integrity, balance, and durability.
Wheel Balancing Machines: These machines spin the wheel to detect any weight imbalances that could cause vibration or uneven wear during use. Balancing ensures that the wheel rotates smoothly and evenly, which is essential for vehicle performance and safety.
Impact Testing Machines: Impact testing machines simulate real-world driving conditions, such as potholes or collisions, to ensure that the wheel can withstand extreme forces without cracking or deforming. This testing is critical for high-performance wheels used in racing, off-road driving, or other demanding applications.
Applications of Wheel Manufacturing Machines
Automotive Wheel Production: The automotive industry relies heavily on wheel manufacturing machines to produce wheels for cars, trucks, and motorcycles. Machines like casting machines, forging presses, and CNC lathes are used to create wheels that meet the specific performance and aesthetic requirements of different vehicles.
Alloy Wheels for Sports Cars: High-performance sports cars often require lightweight, strong wheels that can withstand the stresses of high-speed driving. Forged wheels, produced using advanced wheel manufacturing machines, offer the strength-to-weight ratio needed for these vehicles.
Aerospace Wheels: Wheel manufacturing machines are also used in the aerospace industry to produce wheels for aircraft landing gear. These wheels must be strong enough to handle the extreme forces encountered during takeoff and landing, while also being lightweight to improve fuel efficiency.
Forged Aluminum Aircraft Wheels: Forged aluminum wheels are commonly used in aircraft landing gear due to their combination of strength, durability, and light weight. Wheel manufacturing machines are used to produce these wheels with the precision required for aerospace applications.
Industrial and Heavy Machinery Wheels: Wheels for industrial and heavy machinery, such as forklifts, cranes, and construction equipment, are produced using wheel manufacturing machines. These wheels must be highly durable to withstand the tough conditions of industrial environments, including heavy loads, rough terrain, and constant use.
Steel Wheels for Heavy Machinery: Steel wheels, known for their strength and durability, are produced using specialized forging and machining equipment to ensure they can handle the intense stresses of industrial applications.
Advantages of Wheel Manufacturing Machines
High Precision and Consistency: Wheel manufacturing machines, especially CNC machining and forging equipment, provide high levels of precision and consistency. This ensures that every wheel produced meets exact specifications, which is critical for performance, safety, and longevity.
Efficiency and Speed: Modern wheel manufacturing machines are highly automated, allowing for the efficient production of large quantities of wheels. This reduces production time and costs, while maintaining consistent quality across all wheels.
Customization Capabilities: CNC machines and other advanced equipment allow manufacturers to customize wheel designs, creating intricate spoke patterns, logos, or unique finishes. This flexibility enables the production of both standard and custom wheels for different markets and applications.
Enhanced Durability and Performance: Forging, heat treatment, and finishing processes enhance the durability and performance of wheels, ensuring they can withstand the stresses of driving, environmental conditions, and impact. This results in longer-lasting, higher-performing wheels.
Cost-Effectiveness: Automated wheel manufacturing machines reduce the need for manual labor and improve material efficiency, resulting in lower production costs. This allows manufacturers to produce high-quality wheels at competitive prices.
Wheel manufacturing machines are integral to the production of high-quality, durable wheels for various industries. Whether for automotive, aerospace, or industrial applications, these machines ensure that wheels meet the highest standards of performance, safety, and durability.
Sheet Metal Hydroforming Machine
Hydroforming Process
A sheet metal hydroforming machine is a specialized piece of equipment used in the process of hydroforming, a metal forming technique that uses high-pressure hydraulic fluid to shape sheet metal into complex and intricate geometries. Hydroforming is widely used in industries like automotive, aerospace, and consumer products because it allows for the creation of lightweight, strong, and structurally sound components with minimal material waste. Sheet metal hydroforming is particularly effective for producing parts with deep, complex shapes, which would be difficult or impossible to achieve using traditional stamping or mechanical forming techniques.
Hydroforming machines apply pressure to a metal blank, which is placed over a die and forced into the desired shape by hydraulic fluid. This process allows manufacturers to create seamless, lightweight parts that are both strong and aesthetically pleasing. Sheet metal hydroforming machines are known for their ability to produce parts with high precision, consistent wall thickness, and excellent surface finish.
Key Components of a Sheet Metal Hydroforming Machine
Hydraulic Press: The hydraulic press is the core of the hydroforming machine, responsible for applying the necessary pressure to form the sheet metal into the desired shape. The press uses hydraulic fluid to generate immense force, which is evenly distributed across the surface of the metal blank. This ensures that the metal flows uniformly into the die, creating a part with consistent thickness and dimensions.
High Pressure for Precision Forming: Hydroforming machines typically operate at pressures ranging from 10,000 to 60,000 psi (pounds per square inch), depending on the material and the complexity of the part being formed. The high pressure allows the metal to conform precisely to the shape of the die, resulting in a finished part with tight tolerances and high structural integrity.
Forming Die: The forming die is a critical component in the hydroforming process. It provides the negative shape that the metal blank will be formed into. The die is usually made from high-strength steel or other durable materials that can withstand the high pressures involved in hydroforming. The die design is highly specialized, as it must account for factors such as material flow, thickness distribution, and the desired final shape of the part.
Die Design for Complex Shapes: One of the major advantages of hydroforming is its ability to create complex, multi-dimensional shapes in a single forming operation. The die is designed to form intricate curves, deep recesses, and sharp details, which would be difficult to achieve using traditional metal forming techniques.
Bladder System: In some hydroforming machines, a rubber or elastomer bladder is used to distribute the hydraulic pressure evenly across the surface of the metal blank. The bladder conforms to the shape of the die and the metal, ensuring that the pressure is applied uniformly. This helps prevent wrinkling, tearing, or uneven material distribution during the forming process.
Uniform Pressure Distribution: The bladder system plays a crucial role in maintaining consistent pressure across the entire surface of the metal blank, ensuring that the part is formed uniformly and without defects. This is particularly important when forming thin or lightweight materials that are prone to wrinkling or distortion.
Control System: Modern hydroforming machines are equipped with advanced control systems that allow operators to precisely control the pressure, timing, and other parameters of the forming process. These systems ensure that the hydroforming process is highly repeatable, allowing for consistent production of parts with minimal variation.
CNC and Automated Control: Many hydroforming machines are equipped with CNC (Computer Numerical Control) systems, which automate the forming process and allow for precise control over the pressure, timing, and position of the hydraulic press. This ensures that each part is formed exactly according to specifications, improving efficiency and reducing waste.
Applications of Sheet Metal Hydroforming Machines
Automotive Industry: The automotive industry is one of the largest users of sheet metal hydroforming technology. Hydroforming is used to produce a wide range of automotive components, including exhaust systems, chassis components, and body panels. The process allows manufacturers to create lightweight parts with high structural integrity, which improves vehicle performance, fuel efficiency, and safety.
Hydroformed Body Panels: Hydroforming is used to create large, complex body panels for cars, such as fenders, hoods, and doors. These panels are often formed in a single operation, reducing the number of welds and seams, which improves the overall strength and appearance of the vehicle.
Exhaust Systems: In automotive exhaust systems, hydroforming is used to produce complex tubing with smooth bends and uniform wall thickness. This improves the flow of exhaust gases and reduces back pressure, leading to better engine performance and lower emissions.
Aerospace Industry: Hydroforming is widely used in the aerospace industry to produce lightweight, high-strength components for aircraft and spacecraft. The ability to create complex shapes with consistent wall thickness and minimal material waste is crucial in aerospace manufacturing, where weight reduction and structural integrity are critical.
Hydroformed Structural Components: Aerospace manufacturers use hydroforming to produce structural components such as bulkheads, fuselage panels, and wing spars. These parts must be lightweight yet capable of withstanding extreme forces and environmental conditions, making hydroforming an ideal manufacturing process.
Consumer Products: Hydroforming is also used to produce high-end consumer products, such as kitchen appliances, lighting fixtures, and furniture. The process allows manufacturers to create aesthetically pleasing, seamless metal parts with intricate shapes and smooth surfaces, enhancing the appearance and durability of the final product.
Seamless Metal Furniture: In the production of modern metal furniture, hydroforming is used to create sleek, curved designs with seamless joints. This not only improves the aesthetics of the furniture but also enhances its structural strength and durability.
Medical Devices: In the medical industry, hydroforming is used to produce components for medical devices and surgical instruments. The process allows for the creation of lightweight, precise parts that meet the strict quality and safety standards required in medical applications.
Hydroformed Surgical Instruments: Hydroforming is used to create stainless steel and titanium surgical instruments with smooth surfaces and intricate shapes. The seamless construction of hydroformed instruments reduces the risk of contamination and makes them easier to clean and sterilize.
Advantages of Sheet Metal Hydroforming Machines
Complex Shapes with High Precision: One of the biggest advantages of hydroforming is its ability to create complex, three-dimensional shapes in a single forming operation. This reduces the need for additional manufacturing steps, such as welding or assembly, and allows for the production of parts with tight tolerances and high structural integrity.
Lightweight and Strong Parts: Hydroforming allows manufacturers to create parts with consistent wall thickness, even in areas with complex curves or deep recesses. This results in parts that are both lightweight and strong, making them ideal for applications where weight reduction and durability are critical, such as in the automotive and aerospace industries.
Reduced Material Waste: Unlike traditional stamping or mechanical forming processes, hydroforming uses high-pressure hydraulic fluid to shape the metal, which minimizes material waste. The metal is stretched uniformly into the desired shape, reducing the amount of scrap generated during the manufacturing process.
Improved Surface Finish: Hydroformed parts often have a smooth surface finish with minimal defects, such as wrinkles or tool marks. This reduces the need for additional finishing processes, such as polishing or sanding, and improves the overall appearance of the final product.
Cost-Effective for Low- to Medium-Volume Production: Hydroforming is particularly cost-effective for low- to medium-volume production runs, as it requires fewer dies and tooling changes compared to traditional metal forming processes. This makes it an attractive option for manufacturers who need to produce small batches of custom or highly specialized parts.
Challenges of Hydroforming
High Initial Setup Costs: The equipment and tooling required for hydroforming can be expensive, making it less cost-effective for very low-volume production runs. However, for medium- to high-volume production, the long-term savings in material costs and reduced manufacturing steps often outweigh the initial setup costs.
Material Limitations: While hydroforming is effective for a wide range of metals, such as aluminum, steel, and titanium, it may not be suitable for certain materials that are too brittle or have limited formability. Careful consideration of the material’s properties is required to ensure successful hydroforming.
Sheet metal hydroforming machines play a crucial role in modern manufacturing, offering the ability to produce complex, lightweight, and high-strength parts with minimal material waste. Whether used in the automotive, aerospace, or consumer goods industries, hydroforming provides manufacturers with a versatile and efficient method for creating high-quality metal components.
Flowforming Sheet Metal
Advantages and Limitations of CNC Metal Spinning
Flowforming sheet metal is a highly specialized manufacturing process used to produce cylindrical or conical parts with precise dimensions, thin walls, and complex geometries. Flowforming is a cold-forming process in which a pre-formed metal blank, typically in the shape of a tube or cup, is stretched and compressed against a rotating mandrel using a series of rollers. The process results in a part that is both lightweight and strong, with excellent dimensional accuracy and surface finish.
Flowforming is widely used in industries such as aerospace, automotive, military, and industrial manufacturing, where high-performance parts with thin walls and complex shapes are required. The process allows for significant material savings and improved mechanical properties compared to traditional manufacturing techniques, making it an ideal choice for producing high-precision components.
The Flowforming Process
Material Selection: The first step in flowforming is selecting the appropriate material for the part. Flowforming is typically used with metals that have good ductility and formability, such as aluminum, titanium, steel, and nickel-based alloys. The material must be able to withstand the forces applied during the forming process without cracking or losing its structural integrity.
Common Materials for Flowforming: Aluminum and titanium are commonly used in aerospace and automotive applications due to their high strength-to-weight ratios. Steel and nickel-based alloys are used for parts that require excellent wear resistance, such as military or industrial components.
Preforming the Blank: Before the flowforming process begins, the metal blank is pre-formed into a basic cylindrical or conical shape, known as a preform. The preform is typically created using processes such as deep drawing, spinning, or forging. This preform will then be stretched and shaped into the final part during the flowforming process.
Preform Shape and Size: The size and shape of the preform are critical to the success of the flowforming process. The preform must be designed to accommodate the stretching and thinning that will occur during forming, ensuring that the final part has the correct dimensions and wall thickness.
Mounting the Preform on the Mandrel: Once the preform is created, it is mounted onto a rotating mandrel, which acts as the forming tool. The mandrel is designed to match the inner shape of the final part, providing support and guiding the material as it is stretched and compressed by the flowforming rollers.
Mandrel Design for Precision: The mandrel is a critical component of the flowforming process, as it determines the final shape and dimensions of the part. The mandrel must be precisely machined to match the required tolerances, ensuring that the finished part meets the specified dimensions.
Roller Forming: During the flowforming process, a series of rollers apply pressure to the preform, gradually stretching and thinning the material as it rotates on the mandrel. The rollers move along the length of the preform, compressing the metal against the mandrel and reducing the wall thickness while increasing the length of the part.
Controlled Material Flow: Flowforming requires precise control over the material flow, ensuring that the metal is stretched uniformly along the length of the part. This control allows manufacturers to achieve extremely thin walls with high precision, even in parts with complex geometries.
Final Part Removal and Heat Treatment: After the flowforming process is complete, the finished part is removed from the mandrel. Depending on the material and the application, the part may undergo additional heat treatment to improve its mechanical properties, such as hardness, strength, and fatigue resistance.
Heat Treatment for Strength: Many flowformed parts, especially those made from steel or titanium, undergo heat treatment to increase their strength and durability. This ensures that the part can withstand the stresses and conditions it will encounter in its final application.
Applications of Flowforming Sheet Metal
Aerospace Industry: Flowforming is widely used in the aerospace industry to produce lightweight, high-strength components for aircraft and spacecraft. The process is particularly well-suited for creating thin-walled, cylindrical parts such as rocket motor casings, fuselage sections, and exhaust cones.
Rocket Motor Casings: Flowforming is used to produce rocket motor casings due to its ability to create thin, lightweight parts with excellent dimensional accuracy. The process ensures that the casings can withstand the extreme pressures and temperatures encountered during flight.
Automotive Industry: In the automotive industry, flowforming is used to create lightweight, high-performance components such as wheel rims, drive shafts, and suspension components. The process allows manufacturers to reduce the weight of these parts without compromising their strength or durability.
Lightweight Wheel Rims: Flowforming is used to create lightweight alloy wheels for high-performance vehicles. The process ensures that the wheels have the strength needed to handle the stresses of driving, while minimizing weight to improve fuel efficiency and handling.
Military Applications: Flowforming is used to produce a wide range of military components, including artillery shells, missile casings, and armor-piercing projectiles. The process allows for the creation of thin-walled, high-strength parts that can withstand the extreme forces encountered in military applications.
Artillery Shell Casings: Flowforming is used to produce artillery shell casings with thin walls and high strength. The process ensures that the shells can withstand the high pressures generated during firing while remaining lightweight for improved accuracy and range.
Industrial and Energy Sectors: Flowforming is also used in the production of components for industrial machinery, energy production, and oil and gas exploration. The process allows for the creation of durable, high-strength parts that can withstand harsh operating conditions.
Turbine Housings: In the energy sector, flowforming is used to produce turbine housings and other components for power generation. These parts must be able to withstand high temperatures and pressures, making flowforming an ideal manufacturing process.
Advantages of Flowforming Sheet Metal
High Strength-to-Weight Ratio: Flowforming allows manufacturers to produce parts with extremely thin walls while maintaining high strength and structural integrity. This results in lightweight components that are ideal for applications where weight reduction is critical, such as in aerospace and automotive manufacturing.
Material Efficiency: Flowforming uses a cold-forming process that minimizes material waste. The material is stretched and thinned, allowing manufacturers to produce parts with consistent wall thickness and minimal scrap. This improves cost efficiency and reduces the environmental impact of production.
Dimensional Accuracy: Flowforming provides excellent control over the final dimensions of the part, ensuring that each component meets precise tolerances. This is particularly important in industries such as aerospace and military manufacturing, where even small deviations in part dimensions can lead to performance issues.
Improved Mechanical Properties: The cold-forming process used in flowforming improves the mechanical properties of the metal, such as its hardness, tensile strength, and fatigue resistance. This makes flowformed parts more durable and capable of withstanding extreme conditions, such as high temperatures and pressures.
Versatility: Flowforming can be used with a wide range of metals, including aluminum, steel, titanium, and nickel-based alloys. This makes the process highly versatile, allowing manufacturers to produce components for a variety of industries and applications.
Challenges of Flowforming
Complex Tooling Requirements: Flowforming requires highly specialized tooling, including precision mandrels and rollers. The cost of designing and manufacturing these tools can be high, especially for custom parts with complex geometries.
Material Limitations: While flowforming is suitable for many ductile metals, it may not be effective for materials that are brittle or have limited formability. Manufacturers must carefully select materials that can withstand the stretching and compressing forces applied during the flowforming process.
Flowforming sheet metal is a highly efficient and versatile process used to produce lightweight, high-precision components with complex geometries. Whether in aerospace, automotive, or military applications, flowforming provides manufacturers with a cost-effective solution for creating parts that meet the highest standards of performance and durability.
Can End Curler Tooling
Can End Curling Machines
Can end curler tooling refers to the specialized tools and equipment used to create the curled edges of metal can ends, such as those found on beverage cans, food cans, and other types of containers. The curling process is crucial in the can manufacturing industry because it ensures a secure and smooth connection between the can body and the can lid. The curl provides both structural integrity and a safe, rounded edge, preventing sharp metal edges that could cause injury.
Can end curler tooling is typically part of a larger can-making process, where the can lid is formed, curled, and prepared for seaming (joining the can lid to the body). This equipment is designed to handle high-speed production, enabling manufacturers to produce millions of can ends efficiently while maintaining consistent quality and safety standards.
Key Components of Can End Curler Tooling
Curling Rollers: Curling rollers are a crucial component of can end curler tooling. These rollers are designed to apply pressure and form the edges of the can end into a smooth, rounded curl. As the can end passes through the machine, the rollers gradually bend the metal, forming a uniform curl around the entire circumference of the lid.
Precision in Curl Formation: Curling rollers must apply consistent pressure to ensure that the curl is formed evenly around the can end. Any variations in pressure can result in a weak or uneven curl, which may lead to sealing issues during the canning process.
Die and Punch System: The die and punch system is responsible for holding the can end in place and guiding it through the curling process. The die provides a form or template that the can end is shaped around, while the punch presses the can end into the die. This ensures that the curl is formed to precise specifications, with the correct dimensions and profile.
Die Design for Different Can Sizes: Can end curler tooling must be adaptable to accommodate different can sizes, from small beverage cans to larger food cans. The die and punch system is typically designed to be adjustable or interchangeable, allowing manufacturers to switch between different can sizes quickly and efficiently.
Lubrication System: To ensure smooth operation and prevent damage to the can end or the tooling, a lubrication system is often integrated into can end curler machines. This system applies a thin layer of lubricant to the can end as it passes through the rollers and die, reducing friction and wear on both the can and the tooling.
Lubricant for Consistent Curling: The type and amount of lubricant used in the curling process are carefully controlled to ensure that the can end is formed smoothly without defects. Too much or too little lubrication can lead to problems such as tearing, wrinkling, or uneven curling.
Control System: Modern can end curler tooling is often equipped with an advanced control system that monitors the speed, pressure, and alignment of the tooling. This ensures that each can end is curled to the correct specifications, even at high production speeds.
Automated Adjustment for High-Speed Production: Automated control systems allow for real-time adjustments during the production process, ensuring that the curling operation remains consistent and efficient. This is particularly important in large-scale canning operations, where thousands of can ends may be produced per minute.
The Curling Process in Can Manufacturing
Initial Cutting and Stamping: The can end starts as a flat metal blank, typically made from aluminum or tinplate. The first step in the process is cutting the metal into circular blanks and stamping them into the basic shape of the can end. This includes forming features like the panel (the flat center area of the lid) and the chuck wall (the area that will eventually be curled).
Curling the Edges: After the can end has been stamped, it is passed through the curler tooling, where the edges are gradually formed into a smooth, rounded curl. The curl provides a strong, secure edge that will later be used to join the lid to the can body during the seaming process.
Multi-Stage Curling Process: In some cases, the curling process may be completed in multiple stages. The can end may pass through several sets of rollers, with each set applying a different amount of pressure to gradually form the curl. This ensures that the metal is not overstressed or damaged during the curling process.
Inspection and Quality Control: Once the curling process is complete, the can ends are inspected to ensure that they meet the required specifications. This includes checking the dimensions of the curl, the smoothness of the edge, and the overall integrity of the can end. Any defects, such as uneven curls or sharp edges, are flagged for rejection.
Automated Inspection Systems: Many can manufacturing operations use automated inspection systems to check the quality of each can end as it comes off the production line. These systems use cameras and sensors to measure the curl and detect any defects, ensuring that only high-quality can ends proceed to the next stage of production.
Applications of Can End Curler Tooling
Beverage Industry: The beverage industry is the largest user of can end curler tooling, with billions of cans produced each year for products like soda, beer, energy drinks, and sparkling water. The curling process is critical for ensuring that beverage cans are sealed securely and can withstand the pressures of carbonation.
Curling for Beverage Cans: In beverage cans, the curled edge provides a secure connection between the can lid and body, which is critical for maintaining the internal pressure of carbonated drinks. The curl also creates a smooth edge for consumer safety when the can is opened.
Food Packaging: Can end curler tooling is also widely used in the food packaging industry, where it is used to produce can ends for products like soups, vegetables, fruits, and pet food. The curling process ensures that the can ends are strong enough to withstand the sealing process and maintain a tight, hermetic seal.
Sealing Food Cans: The curled edge of the can end is crucial for the seaming process, where the lid is joined to the body of the can. A strong, uniform curl ensures that the can remains sealed and protects the contents from contamination or spoilage.
Aerosol Cans: Can end curler tooling is also used in the production of aerosol cans, such as those used for deodorant, hairspray, and cleaning products. These cans require a strong, secure seal to contain pressurized gases, making the curling process an essential step in manufacturing.
Aerosol Can Ends: The curled edges of aerosol can ends are designed to withstand the internal pressure of the can while providing a smooth, safe edge for handling.
Specialty Cans: Can end curler tooling is also used to produce specialty cans for products like paints, solvents, and chemicals. These cans often require thicker metal and more robust curling processes to ensure that they can safely contain potentially hazardous materials.
Industrial Cans: In the production of industrial cans, the curling process must be precise to ensure that the can end is strong enough to handle heavy-duty sealing and storage conditions.
Advantages of Can End Curler Tooling
Increased Production Efficiency: Can end curler tooling is designed for high-speed production, allowing manufacturers to produce large quantities of can ends quickly and efficiently. This is especially important in industries like beverage and food packaging, where millions of cans are produced daily.
Consistent Quality: Can end curler tooling ensures that each can end is formed with consistent quality, providing uniform curls that are free from defects. This reduces the risk of leaks or contamination during the canning process, ensuring that the final product is safe for consumers.
Improved Safety: The curling process creates a smooth, rounded edge on the can end, reducing the risk of injury to consumers when opening or handling the can. This is particularly important in the beverage industry, where sharp edges could pose a safety hazard.
Enhanced Durability: The curled edge of the can end provides added strength and durability, allowing the can to withstand the pressures of sealing, transportation, and storage. This is especially important for cans that contain carbonated beverages or pressurized products like aerosols.
Adaptability to Different Can Sizes: Can end curler tooling is highly adaptable, allowing manufacturers to produce can ends for a wide range of container sizes and types. This flexibility makes it an essential tool in the production of cans for various industries, from food and beverages to industrial chemicals and household products.
Challenges in Can End Curling
Tool Wear and Maintenance: Can end curler tooling is subject to significant wear and tear due to the high-speed nature of the production process and the constant contact with metal. Regular maintenance and tool replacement are necessary to ensure that the tooling remains in good condition and continues to produce high-quality can ends.
Precision Requirements: The curling process requires a high degree of precision to ensure that the curl is formed correctly and uniformly around the entire circumference of the can end. Even small variations in the curling process can lead to defects, such as uneven curls or weak seams.
Can end curler tooling is a critical component in the can manufacturing process, providing the precision and consistency needed to produce high-quality, safe, and durable can ends for a wide range of products. Whether used in the beverage, food, or industrial packaging industries, this tooling ensures that cans are sealed securely and ready for consumer use.
Can End Curling Machines
Drum End Manufacturing
Can end curling machines are specialized machines designed to create the curled edges of metal can ends, which are used to seal cans in the beverage, food, and aerosol industries. The curling process is a critical step in the can manufacturing process, as it forms a smooth, rounded edge on the can lid, ensuring that the can end can be securely seamed to the can body. Curling machines are essential for producing safe, durable can ends that meet industry standards for quality, strength, and safety.
Curling machines are typically used in high-volume can manufacturing operations, where speed and precision are paramount. These machines are capable of producing thousands of can ends per hour, ensuring that manufacturers can meet the demands of large-scale production while maintaining consistent quality. The curling process helps prevent sharp edges on the can end and ensures that the lid can be securely joined to the can body during the seaming process.
Key Features of Can End Curling Machines
High-Speed Production: Can end curling machines are designed for high-speed production, with the ability to curl thousands of can ends per hour. This makes them essential for large-scale can manufacturing operations, such as those found in the beverage and food industries. The machines operate continuously, with can ends fed into the machine, curled, and then automatically ejected for further processing.
Efficiency in High-Volume Production: The high-speed capabilities of curling machines ensure that manufacturers can meet the demands of mass production while maintaining consistent quality and precision in each can end.
Multi-Stage Curling Process: Can end curling machines often use a multi-stage curling process to gradually form the curl on the can end. In the first stage, the edges of the can end are pre-curled, and in subsequent stages, the curl is completed, ensuring that the metal is formed smoothly and uniformly without wrinkling or cracking.
Step-by-Step Curl Formation: The multi-stage process allows the metal to be curled gradually, which reduces the risk of damaging the can end or causing defects. Each stage applies a different amount of pressure to the metal, ensuring a precise, smooth curl.
Automated Control System: Modern can end curling machines are equipped with automated control systems that monitor and adjust the curling process in real-time. These systems ensure that the pressure, speed, and alignment of the curling rollers are optimized for each can end, preventing defects and ensuring consistent quality.
CNC Control for Precision Curling: Many curling machines use CNC (Computer Numerical Control) systems to automate the curling process and ensure precise control over the machine’s movements. This allows for accurate, repeatable results across large production runs.
Adjustable Tooling for Different Can Sizes: Can end curling machines are designed to accommodate different can sizes, allowing manufacturers to switch between various can end diameters quickly and efficiently. The tooling on the machine can be adjusted or changed to curl can ends of different sizes, from small beverage cans to larger food cans.
Flexibility in Can Production: The ability to switch between different can sizes makes curling machines versatile, enabling manufacturers to produce a wide range of products without the need for multiple machines.
Integrated Lubrication System: Curling machines often feature an integrated lubrication system that applies a thin layer of lubricant to the can end as it passes through the curling rollers. This reduces friction and wear on both the can end and the machine, ensuring smooth operation and extending the life of the tooling.
Reducing Wear and Tear: Proper lubrication helps prevent damage to the curling rollers and other machine components, ensuring that the machine operates efficiently and with minimal downtime for maintenance.
The Curling Process in Can Manufacturing
Feeding the Can Ends: The can ends are fed into the curling machine either manually or through an automated system. The machine grabs each can end and positions it for the curling process. The can ends are usually cut and stamped from a flat sheet of metal, such as aluminum or steel, before being passed to the curling machine.
Automated Feeding Systems: In high-volume production, can end curling machines are typically integrated into a larger production line with automated feeding systems that continuously supply the machine with can ends. This ensures a smooth, uninterrupted production process.
Curling the Can End: Once the can end is positioned in the machine, it passes through a series of curling rollers that gradually form the edge into a smooth, rounded curl. The rollers apply pressure to the edges of the can end, bending the metal around a forming die to create the desired curl shape.
Controlled Curling for Uniform Results: The pressure applied by the rollers is carefully controlled to ensure that the curl is formed uniformly around the entire circumference of the can end. This is essential for ensuring that the can end can be securely seamed to the can body later in the production process.
Final Inspection and Ejection: After the curling process is complete, the can ends are inspected to ensure that they meet quality standards. Automated inspection systems are often used to check for defects such as uneven curls, cracks, or sharp edges. Once the can end passes inspection, it is ejected from the machine and moved to the next stage of production, such as sealing or seaming.
Quality Control Systems: Curling machines are often equipped with advanced inspection systems that use cameras and sensors to measure the dimensions and quality of each can end. Any defective can ends are automatically rejected, ensuring that only high-quality products proceed to the next stage of manufacturing.
Applications of Can End Curling Machines
Beverage Can Production: The beverage industry relies heavily on can end curling machines to produce high-quality can ends for soda, beer, and other drinks. The curling process is critical for creating the smooth, rounded edges that are essential for consumer safety and for sealing the can during the packaging process.
Curling for Carbonated Beverage Cans: For carbonated beverages, the curled edge of the can end provides a secure seal that can withstand the internal pressure of carbonation. This ensures that the beverage remains fresh and properly sealed until it is opened by the consumer.
Food Can Manufacturing: Can end curling machines are also widely used in the food packaging industry to produce can ends for products like soups, vegetables, sauces, and pet food. The curling process ensures that the can ends are strong and durable, allowing them to be securely seamed to the can body and maintain a hermetic seal.
Sealing Food Products: The curled edges of food can ends are essential for the seaming process, which creates a tight, airtight seal that preserves the freshness of the food and prevents contamination.
Aerosol Can Production: Aerosol cans, such as those used for deodorant, hairspray, and household cleaners, require strong, secure can ends that can withstand the internal pressure of the product. Curling machines are used to produce can ends with the strength and durability needed for aerosol cans.
Pressure-Resistant Can Ends: The curling process ensures that aerosol can ends are strong enough to handle the internal pressure of the product while providing a smooth edge for consumer safety.
Paint and Chemical Cans: Curling machines are also used to produce can ends for paint, solvent, and chemical cans. These cans require strong, secure seals to prevent leaks and ensure the safe storage and transportation of potentially hazardous materials.
Durability for Industrial Cans: In the production of industrial cans, the curling process ensures that the can end is strong enough to withstand heavy-duty use and storage conditions.
Advantages of Can End Curling Machines
High Production Speed: Can end curling machines are designed for high-speed production, allowing manufacturers to produce large quantities of can ends efficiently. This is essential for industries like beverage and food packaging, where millions of cans are produced daily.
Consistent Quality: Curling machines ensure that each can end is curled with consistent quality, reducing the risk of defects such as sharp edges, cracks, or uneven curls. This is critical for maintaining the safety and integrity of the final product.
Flexibility for Different Can Sizes: Can end curling machines are highly adaptable, allowing manufacturers to produce can ends for a wide range of container sizes. This flexibility is essential for manufacturers that produce cans for different industries and products.
Safety and Consumer Protection: The curling process ensures that the edges of the can end are smooth and safe to handle, reducing the risk of injury to consumers when opening or handling the can. This is particularly important in the beverage industry, where cans are often opened by hand.
Reduced Material Waste: Curling machines are designed to minimize material waste by precisely forming the curl without over-stressing or damaging the metal. This results in more efficient use of materials and reduces the overall cost of production.
Challenges of Can End Curling Machines
Tooling Wear and Maintenance: The high-speed nature of can end curling machines can lead to wear and tear on the tooling, requiring regular maintenance and replacement to ensure consistent quality. Proper maintenance is essential to prevent downtime and ensure the machine operates efficiently.
High Initial Investment: Can end curling machines represent a significant capital investment, particularly for smaller manufacturers. However, the long-term benefits in terms of production efficiency, quality, and safety often justify the initial cost.
Can end curling machines are an essential part of the can manufacturing process, providing the precision and efficiency needed to produce high-quality can ends for a wide range of industries. Whether used for beverage cans, food packaging, or aerosol products, these machines ensure that can ends are safe, durable, and ready for sealing and shipping.
Hydraulic Press Forming Machine
Manufacturing Process of Hydraulic Presses
A hydraulic press forming machine is a powerful machine used in metal forming processes to shape and mold materials using high-pressure hydraulic fluid. Hydraulic press forming is one of the most versatile metalworking processes, used to produce a wide range of parts and components in industries such as automotive, aerospace, construction, and manufacturing. Hydraulic presses are known for their ability to apply consistent, controlled force, making them ideal for forming materials that require high precision and uniform pressure distribution.
Hydraulic press forming machines use hydraulic cylinders to generate the pressing force, which is transmitted to the material through a die or punch. These machines are highly flexible, allowing manufacturers to perform various forming processes such as stamping, bending, drawing, and punching. Hydraulic presses can handle different types of materials, including metals, plastics, rubber, and composites, and are capable of forming parts with complex geometries and tight tolerances.
Key Components of a Hydraulic Press Forming Machine
Hydraulic Cylinder: The hydraulic cylinder is the core component of the press, responsible for generating the force required to form the material. Hydraulic fluid is pumped into the cylinder, pushing the piston downward and applying pressure to the material. The amount of force applied depends on the size of the cylinder, the pressure of the hydraulic fluid, and the material being formed.
High Pressure for Heavy-Duty Forming: Hydraulic press forming machines can generate pressures ranging from a few tons to several thousand tons, depending on the machine’s capacity. This makes them suitable for a wide range of forming operations, from small precision parts to large structural components.
Press Frame: The press frame is the structural support that holds the hydraulic cylinder and other components in place. It must be strong enough to withstand the immense forces generated during the forming process. Press frames come in various designs, including C-frame, H-frame, and four-post configurations, each offering different advantages in terms of space, stability, and accessibility.
C-Frame Presses: C-frame presses are open on three sides, allowing easy access to the work area and facilitating manual loading and unloading of parts. This makes them ideal for small to medium-sized parts that require frequent tool changes or adjustments.
Four-Post Presses: Four-post presses provide excellent stability and are used for forming larger, heavier parts. The four-post design distributes the force evenly across the press, reducing the risk of deflection and ensuring precise, repeatable results.
Die and Punch System: The die and punch system is responsible for shaping the material during the forming process. The die is a negative mold that holds the material in place, while the punch applies pressure to the material, forcing it into the shape of the die. Hydraulic presses can accommodate a wide variety of dies, allowing for different types of forming operations.
Interchangeable Dies for Flexibility: Hydraulic press forming machines are often equipped with interchangeable dies, allowing manufacturers to switch between different forming operations quickly and efficiently. This flexibility is essential for producing parts with varying shapes, sizes, and materials.
Hydraulic Pump and Control System: The hydraulic pump is responsible for generating the pressure needed to operate the press. Modern hydraulic presses are equipped with advanced control systems that allow operators to precisely adjust the pressure, speed, and stroke length of the press. These systems ensure that the forming process is highly repeatable and that each part meets the required specifications.
Automated Control for Precision: Many hydraulic press forming machines use CNC (Computer Numerical Control) or PLC (Programmable Logic Controller) systems to automate the press operation. This ensures that each part is formed with consistent quality and reduces the risk of errors or defects during production.
Common Hydraulic Press Forming Processes
Stamping: Stamping is one of the most common processes performed using hydraulic press forming machines. In stamping, a sheet of metal is placed between a die and a punch, and the press applies pressure to create a specific shape. Stamping is widely used in industries such as automotive, aerospace, and appliance manufacturing to produce parts like brackets, panels, and enclosures.
Deep Drawing for Complex Shapes: Deep drawing is a type of stamping used to create parts with deep, hollow shapes, such as automotive body panels, fuel tanks, and cookware. The hydraulic press applies gradual, controlled pressure, allowing the material to be drawn into the die without tearing or wrinkling.
Bending: Bending is another common process performed on hydraulic presses. The press applies pressure to a metal sheet or tube, forcing it to bend at a precise angle. Bending is used to create parts like brackets, frames, and structural components. Hydraulic presses are ideal for bending operations because they provide smooth, consistent force, ensuring that the material bends uniformly.
V-Bending and U-Bending: Hydraulic presses can perform various types of bending, including V-bending, where the material is bent into a V-shape, and U-bending, where the material is bent into a U-shape. These bending operations are essential for creating structural components and frames used in industries like construction and manufacturing.
Punching and Piercing: Punching involves using a punch and die to cut holes or shapes in a sheet of metal. Hydraulic press forming machines are commonly used for punching operations, as they can apply the necessary force to cut through thick or hard materials. Punching is used to create holes for fasteners, ventilation, or other functional features in metal parts.
Precision Punching for High Tolerances: Hydraulic presses provide the precise control needed for punching operations that require tight tolerances, such as creating bolt holes, slots, or cutouts in metal parts.
Embossing: Embossing is a forming process that creates raised or recessed designs on the surface of a material. Hydraulic presses are used for embossing operations in industries like automotive, aerospace, and consumer goods manufacturing. Embossed designs can add strength, rigidity, or aesthetic appeal to metal parts.
Textured Metal Panels: In the automotive industry, embossing is used to create textured metal panels for car interiors, trim pieces, and other components. The hydraulic press ensures that the embossed patterns are consistent and uniform across all parts.
Applications of Hydraulic Press Forming Machines
Automotive Manufacturing: Hydraulic press forming machines are widely used in the automotive industry to produce a variety of components, including body panels, chassis parts, brackets, and structural reinforcements. The high precision and force of hydraulic presses make them ideal for forming parts that require complex shapes and tight tolerances.
Body Panels and Frames: Hydraulic presses are used to form large automotive body panels, such as doors, hoods, and fenders. The deep drawing capabilities of hydraulic presses ensure that these parts are formed with smooth, uniform surfaces and without defects.
Aerospace Industry: The aerospace industry uses hydraulic press forming machines to produce lightweight, high-strength components for aircraft and spacecraft. Hydraulic presses are used for forming parts like fuselage panels, wing spars, and structural supports, where precision and strength are critical.
Precision Forming for Aerospace Parts: The ability to apply consistent force and control the forming process makes hydraulic presses ideal for producing parts with tight tolerances and complex geometries, which are essential for aerospace applications.
Construction and Heavy Machinery: Hydraulic press forming machines are used to produce structural components for construction equipment, heavy machinery, and industrial applications. These presses can handle thick, heavy materials like steel and iron, forming them into parts that are strong, durable, and capable of withstanding heavy loads.
Steel Frames and Beams: Hydraulic presses are used to form steel beams, frames, and other structural components used in construction and heavy machinery. The high pressing force of hydraulic machines ensures that these parts are formed with the strength and durability required for demanding applications.
Consumer Goods and Appliances: In the consumer goods industry, hydraulic press forming machines are used to produce a wide range of metal products, including kitchen appliances, cookware, electronics enclosures, and furniture components. The forming process allows manufacturers to create lightweight, aesthetically pleasing products with complex shapes and smooth surfaces.
Stamped and Embossed Metal Panels: Hydraulic presses are used to create stamped and embossed metal panels for products like refrigerators, ovens, and washing machines. These panels provide both structural strength and a high-quality finish.
Advantages of Hydraulic Press Forming Machines
High Precision and Control: Hydraulic press forming machines offer precise control over the pressure, speed, and stroke length, allowing manufacturers to produce parts with tight tolerances and consistent quality. This makes hydraulic presses ideal for applications where precision is critical, such as automotive and aerospace manufacturing.
Versatility: Hydraulic presses are versatile machines that can perform a wide range of metal forming processes, including stamping, bending, punching, deep drawing, and embossing. This flexibility makes them suitable for a variety of industries and applications, from small precision parts to large structural components.
Smooth, Consistent Force: Unlike mechanical presses, which deliver force in a rapid, single stroke, hydraulic presses apply smooth, continuous pressure, allowing for more controlled and uniform forming. This reduces the risk of defects like wrinkling, tearing, or uneven material distribution.
Adaptability to Different Materials: Hydraulic press forming machines can handle a wide variety of materials, including metals, plastics, rubber, and composites. This adaptability allows manufacturers to produce parts with different materials and properties, making hydraulic presses a valuable tool for diverse manufacturing operations.
Cost-Effectiveness for Small- and Medium-Batch Production: Hydraulic presses are particularly cost-effective for small- to medium-batch production runs, as they require less tooling and setup compared to mechanical presses. This makes them ideal for manufacturers that need to produce custom or specialized parts in smaller quantities.
Challenges of Hydraulic Press Forming Machines
Slower Cycle Times: Hydraulic presses typically have slower cycle times compared to mechanical presses, as the hydraulic system must build pressure before each stroke. This can be a disadvantage in high-volume production environments where speed is a priority.
Higher Energy Consumption: Hydraulic press forming machines tend to consume more energy than mechanical presses, especially for large, high-tonnage applications. However, advancements in hydraulic technology have led to more energy-efficient designs in modern presses.
Hydraulic press forming machines are essential tools in modern manufacturing, providing the precision, force, and versatility needed to produce high-quality metal parts for a wide range of industries. Whether used in automotive, aerospace, construction, or consumer goods production, these machines ensure that parts are formed with consistent quality, strength, and durability.
Metal Buffing and Polishing Machines
Metal Surface Finishing Machine
Metal buffing and polishing machines are specialized tools used to smooth, shine, and enhance the surface finish of metal components. These machines are essential in various industries, such as automotive, aerospace, jewelry making, and manufacturing, where high-quality surface finishes are required for both aesthetic and functional purposes. Buffing and polishing improve the appearance of metal parts and enhance their corrosion resistance, durability, and smoothness, making them easier to clean and maintain.
Buffing and polishing machines use abrasive materials, such as polishing compounds and cloth or felt wheels, to remove fine scratches, oxidation, and other surface imperfections. The process can be automated or performed manually, depending on the size and complexity of the part being polished. These machines are widely used to finish products made from materials like stainless steel, aluminum, brass, copper, and other metals.
Key Components of Metal Buffing and Polishing Machines
Buffing and Polishing Wheels: Buffing and polishing machines use rotating wheels made from soft materials like cloth, felt, or foam to apply polishing compounds to the metal surface. The wheels are designed to rotate at high speeds, allowing the polishing compound to remove fine scratches and imperfections while creating a smooth, shiny finish.
Cloth and Felt Wheels: Cloth and felt wheels are the most common types of buffing wheels, and they come in various levels of hardness and coarseness. Soft cloth wheels are used for fine polishing, while harder felt wheels are used for more aggressive buffing operations.
Polishing Compounds: Polishing compounds are abrasive materials applied to the buffing wheel to aid in the polishing process. These compounds come in various grades, from coarse to fine, depending on the level of finish required. Common polishing compounds include rouge (a fine red abrasive used for high-gloss finishes) and tripoli (a coarser abrasive used for initial polishing).
Compounds for Different Metals: Different metals require different polishing compounds to achieve the desired finish. For example, stainless steel may require a more aggressive compound to remove oxidation and surface imperfections, while softer metals like brass or aluminum may need a finer compound for a mirror-like finish.
Motor and Speed Controls: Buffing and polishing machines are equipped with motors that drive the rotating buffing wheels. These motors are typically adjustable, allowing the operator to control the speed of the wheels depending on the material and the desired finish. Slower speeds are used for fine polishing, while higher speeds are used for more aggressive buffing operations.
Variable Speed Control for Precision: Many buffing and polishing machines feature variable speed controls, allowing operators to adjust the rotation speed of the wheels for different stages of the polishing process. This ensures that the polishing is done consistently without damaging the metal surface.
Workpiece Holders and Clamps: Larger buffing and polishing machines often include workpiece holders or clamps that secure the metal part in place during the polishing process. This ensures that the part remains steady and allows the operator to focus on achieving an even, consistent finish across the entire surface.
Secure Workholding for Consistent Results: Workholding devices are particularly important when polishing large or heavy metal parts, as they help prevent movement or vibration during the process, resulting in a smoother finish.
Dust Collection System: Buffing and polishing can generate significant amounts of dust and debris from the polishing compounds and metal being processed. Many machines are equipped with dust collection systems to capture this dust and keep the work area clean and safe for operators.
Dust Control for Clean Operation: A dust collection system helps maintain a clean workspace and reduces the risk of airborne particles affecting the quality of the finish. It also improves operator safety by reducing exposure to harmful dust and fumes.
Buffing and Polishing Process
Surface Preparation: Before buffing or polishing, the metal surface must be properly prepared. This may involve grinding, sanding, or filing to remove any deep scratches, weld marks, or surface imperfections. Surface preparation ensures that the metal is smooth and ready for the polishing process, allowing for a more even finish.
Sanding for Smoother Surface: Sanding is often used to smooth out rough spots or deep scratches before polishing. Starting with a coarse grit and gradually moving to finer grits ensures that the metal is ready for the buffing and polishing stages.
Initial Buffing: The first step in the polishing process is usually a more aggressive buffing operation, where a coarse polishing compound is applied to the buffing wheel. This step removes any remaining surface imperfections, such as oxidation or light scratches, and begins the process of smoothing the metal surface.
Cut Buffing for Material Removal: Cut buffing involves using a coarse polishing compound and a firm buffing wheel to remove material and smooth the surface. This step is often used for stainless steel and other metals that require a high level of surface refinement.
Polishing and Finishing: After the initial buffing, a finer polishing compound is applied to the wheel, and the metal is polished to achieve a high-gloss or mirror-like finish. This step involves using a softer buffing wheel and finer abrasive compounds to remove any remaining scratches and create a smooth, reflective surface.
Final Polishing for High Shine: Final polishing involves using the finest polishing compounds, such as rouge, to create a high-shine finish. This step is particularly important for decorative metalwork, jewelry, and consumer products where aesthetics are critical.
Inspection and Cleaning: Once the polishing process is complete, the metal part is inspected for defects, such as scratches, streaks, or uneven surfaces. Any imperfections are corrected, and the part is cleaned to remove any polishing compound residue. The finished part is then ready for packaging or further processing.
Final Cleaning for a Flawless Finish: After polishing, the metal part is typically cleaned with solvents or cleaners to remove any residue from the polishing compounds. This ensures that the part is free from contaminants and ready for use.
Applications of Metal Buffing and Polishing Machines
Automotive Industry: Buffing and polishing machines are widely used in the automotive industry to finish metal parts such as body panels, trim, and wheels. The machines are used to create smooth, high-gloss finishes on parts that require both aesthetic appeal and functional durability.
Polishing Car Wheels and Trim: Buffing and polishing machines are used to achieve a shiny, reflective finish on alloy wheels, chrome trim, and other metal parts. This enhances the visual appeal of the vehicle while providing a protective layer against corrosion.
Jewelry Making: In the jewelry industry, buffing and polishing machines are essential for creating high-quality, polished surfaces on precious metals like gold, silver, and platinum. Jewelry polishing requires precision and care to ensure that each piece has a flawless, mirror-like finish.
Mirror-Finish for Precious Metals: Polishing machines are used to create a bright, reflective finish on jewelry, enhancing the appearance and value of the final product. This is especially important for rings, necklaces, and bracelets that must be visually appealing.
Aerospace and Defense: The aerospace and defense industries use buffing and polishing machines to finish metal components that require smooth surfaces and precise dimensions. Polishing improves the aerodynamic performance of parts such as turbine blades, fuselage panels, and structural components.
Polishing for Aerospace Components: Metal components in aircraft must have smooth, polished surfaces to reduce drag and improve performance. Buffing and polishing machines ensure that these components meet the high standards of quality and precision required in the aerospace industry.
Consumer Goods and Electronics: Buffing and polishing machines are used to finish metal parts in consumer goods such as kitchen appliances, electronics enclosures, and decorative metal items. The machines ensure that these products have a high-quality, polished finish that enhances both their appearance and functionality.
Finishing Stainless Steel Appliances: Polishing machines are used to create smooth, shiny surfaces on stainless steel kitchen appliances, such as refrigerators, ovens, and dishwashers. This improves the aesthetic appeal of the products while making them easier to clean and maintain.
Advantages of Metal Buffing and Polishing Machines
High-Quality Surface Finish: Buffing and polishing machines are capable of producing smooth, high-gloss finishes that enhance the appearance and durability of metal parts. This is particularly important for parts that require a high level of aesthetic appeal, such as jewelry or automotive trim.
Improved Corrosion Resistance: Polishing metal surfaces reduces the number of surface imperfections, which can act as points for corrosion to start. By smoothing the surface, polishing improves the metal’s resistance to rust, oxidation, and other forms of corrosion, extending the life of the part.
Enhanced Durability: The buffing and polishing process strengthens the metal surface by removing imperfections and reducing the likelihood of cracks or weak spots. This improves the overall durability of the part, making it more resistant to wear and tear in demanding environments.
Precision and Consistency: Modern buffing and polishing machines provide precise control over the speed and pressure applied to the metal surface, ensuring consistent, repeatable results across large production runs. This is essential for industries that require high-quality, uniform finishes on all parts.
Versatility for Different Metals: Buffing and polishing machines can be used with a wide range of metals, including stainless steel, aluminum, brass, copper, and precious metals like gold and silver. This versatility makes them suitable for a variety of industries and applications.
Challenges of Buffing and Polishing Machines
Tool Wear and Maintenance: Buffing wheels and polishing compounds wear down over time, requiring regular maintenance and replacement to ensure consistent quality. Operators must regularly check and replace worn-out tools to prevent defects or inconsistent finishes.
Operator Skill: Achieving a high-quality polish requires skilled operators who understand the nuances of different materials and polishing techniques. Improper use of the machine or polishing compounds can result in scratches, uneven finishes, or damage to the part.
Metal buffing and polishing machines are essential tools in industries that require high-quality, smooth finishes on metal parts. Whether used in automotive, aerospace, jewelry making, or consumer goods manufacturing, these machines ensure that metal components are polished to perfection, enhancing both their appearance and performance.
Burr Removal Methods
Burr removal methods are essential processes used to eliminate burrs—small, rough edges or protrusions left on metal parts after machining, cutting, drilling, or welding. Burrs can compromise the quality, appearance, and functionality of a part, and in some cases, they can pose safety risks. Effective burr removal ensures that metal parts have smooth edges and surfaces, improving their performance, durability, and aesthetic appeal.
There are various methods for burr removal, depending on the material, size, and complexity of the part. Burr removal can be done manually, mechanically, or through advanced techniques like thermal deburring and chemical deburring. Each method has its advantages and is chosen based on factors such as production volume, part complexity, and the desired finish.
Key Burr Removal Methods
Manual Deburring: Manual deburring is one of the simplest and most common methods used to remove burrs from metal parts. It involves using hand tools, such as files, scrapers, or rotary tools, to smooth rough edges and remove burrs. Manual deburring is suitable for small-scale production, custom parts, or parts with intricate details that require precise deburring.
Hand Files and Scrapers: Hand files and scrapers are used to remove burrs by rubbing them against the rough edges of the part. This method is highly effective for small burrs or for parts with hard-to-reach areas where other methods might not be suitable.
Rotary Tools: Rotary tools, such as Dremel tools or pneumatic grinders, are often used for more efficient manual deburring. These tools use abrasive bits or discs to remove burrs quickly and precisely.
Advantages: Manual deburring allows for a high degree of control, making it ideal for delicate or intricate parts that require careful finishing. It is also cost-effective for small-batch or custom work.
Disadvantages: Manual deburring can be time-consuming and labor-intensive, making it less suitable for large-scale production. It also requires skilled operators to achieve consistent results.
Mechanical Deburring (Tumbling and Vibratory Deburring): Mechanical deburring is a more automated process that uses machines to remove burrs from multiple parts simultaneously. Tumbling and vibratory deburring are common methods, in which parts are placed in a chamber with abrasive media and agitated to remove burrs and smooth surfaces.
Tumbling: Tumbling machines use a rotating barrel filled with abrasive media and the parts to be deburred. As the barrel rotates, the abrasive media rubs against the parts, smoothing rough edges and removing burrs.
Vibratory Deburring: In vibratory deburring, the parts and abrasive media are placed in a vibrating bowl. The vibrations cause the media to continuously move against the parts, gradually removing burrs and polishing the surface.
Advantages: Mechanical deburring is highly efficient for processing large quantities of parts at once. It is ideal for bulk production and parts with simple geometries.
Disadvantages: Mechanical deburring may not be suitable for parts with delicate or intricate features, as the abrasive action can wear away fine details. It is also less precise than manual deburring, making it less suitable for parts with tight tolerances.
Thermal Deburring (Explosive Deburring): Thermal deburring is an advanced method that uses controlled explosions to remove burrs from metal parts. In this process, parts are placed in a sealed chamber filled with a combustible gas mixture. The gas is ignited, creating a high-temperature flame that burns away burrs without affecting the main part.
How It Works: The high-temperature explosion targets the thin, unwanted material of the burrs, vaporizing them instantly. The controlled nature of the process ensures that only the burrs are removed, while the rest of the part remains unaffected.
Advantages: Thermal deburring is highly effective for removing burrs from complex, internal surfaces or areas that are difficult to reach using traditional methods. It is also fast and efficient, making it ideal for large-scale production.
Disadvantages: Thermal deburring can be expensive due to the specialized equipment and safety precautions required. It is also not suitable for parts that cannot withstand high temperatures, such as those made from heat-sensitive materials.
Electrochemical Deburring (ECD): Electrochemical deburring (ECD) is a precise method that uses an electrochemical process to dissolve burrs from metal parts. In this process, the part is submerged in an electrolyte solution, and an electrical current is applied to selectively remove the burrs while leaving the rest of the part intact.
How It Works: The electrical current causes the burr material to dissolve into the electrolyte, allowing for controlled and localized burr removal. The process is highly precise and can be used to deburr complex shapes and internal passages.
Advantages: ECD is ideal for parts that require precise deburring, such as those with tight tolerances or intricate geometries. It is also effective for removing burrs from hard-to-reach areas and internal passages.
Disadvantages: Electrochemical deburring requires specialized equipment and is more costly than manual or mechanical methods. It is also limited to conductive materials, such as metals, and cannot be used on non-metallic parts.
Cryogenic Deburring: Cryogenic deburring is a method that uses extremely low temperatures to remove burrs from plastic, rubber, and metal parts. In this process, the parts are cooled to cryogenic temperatures using liquid nitrogen, making the burrs brittle. The parts are then subjected to a mechanical process, such as tumbling, which causes the brittle burrs to break off cleanly.
How It Works: The parts are cooled to temperatures as low as -196°C (-320°F), which causes the burrs to become brittle and fragile. As the parts are agitated in a chamber, the burrs easily break away without damaging the main part.
Advantages: Cryogenic deburring is highly effective for removing burrs from parts made of soft materials, such as plastics and rubbers. It is also a clean process that does not require abrasive media or chemicals.
Disadvantages: Cryogenic deburring requires specialized equipment and is typically more expensive than traditional deburring methods. It is also less effective for parts made from very hard metals, where other deburring methods may be more suitable.
Laser Deburring: Laser deburring is a high-precision method that uses a focused laser beam to remove burrs from metal parts. The laser vaporizes the burrs without physically touching the part, making it a non-contact process. Laser deburring is ideal for delicate parts that require precise finishing or parts made from hard materials.
How It Works: The laser beam is directed at the burrs, where it melts or vaporizes the excess material, leaving a smooth, clean edge. The process can be controlled with high precision, ensuring that only the burrs are removed.
Advantages: Laser deburring is highly precise and can be used on parts with complex geometries or fine details. It is a non-contact process, meaning there is no risk of damaging the part’s surface during deburring.
Disadvantages: Laser deburring requires expensive equipment and may not be cost-effective for low-volume production. It is also not suitable for parts made from heat-sensitive materials, as the laser can cause localized heating.
Applications of Burr Removal
Automotive Industry: Burr removal is essential in the automotive industry to ensure that parts such as engine components, transmission parts, and brake systems function correctly. Burrs on automotive parts can lead to poor fit, premature wear, and even mechanical failure, making deburring a critical step in the manufacturing process.
Deburring Engine Components: Precision deburring ensures that engine components fit together correctly, preventing issues like leaks, friction, and premature wear. It also improves the overall performance and longevity of the vehicle.
Aerospace and Defense: In the aerospace and defense industries, burr removal is crucial for parts that require high precision and reliability, such as turbine blades, structural components, and military hardware. Burrs can compromise the performance and safety of these parts, making precise deburring essential.
Turbine Blade Deburring: Burrs on turbine blades can disrupt airflow, reduce efficiency, and lead to performance issues. Deburring ensures that the blades are smooth and free from defects, improving their performance and reliability.
Medical Devices: Burr removal is critical in the production of medical devices and surgical instruments, where precision and cleanliness are paramount. Burrs on medical components can cause discomfort, infection, or malfunction, making deburring an essential step in the manufacturing process.
Deburring Surgical Instruments: Precision deburring ensures that surgical instruments are smooth and safe to use, reducing the risk of tissue damage or contamination during medical procedures.
Machinery and Equipment: Burrs on machinery and equipment components can cause misalignment, poor performance, and increased wear. Deburring ensures that parts fit together correctly and function smoothly, improving the overall performance and lifespan of the equipment.
Deburring Gears and Bearings: Burr removal from gears, bearings, and other moving parts ensures smooth operation and reduces friction, preventing premature wear and mechanical failure.
Advantages of Effective Burr Removal
Improved Performance and Fit: Burr removal ensures that parts fit together correctly and operate smoothly, improving the overall performance of the assembly. This is particularly important for precision components, such as gears, bearings, and engine parts, where even small burrs can cause misalignment or increased friction.
Enhanced Durability and Longevity: Removing burrs prevents premature wear and tear on parts, increasing their durability and lifespan. Burrs can act as stress concentrators, leading to cracks or fractures over time. Deburring eliminates these weak points, improving the long-term reliability of the part.
Improved Aesthetics and Surface Finish: Burrs can detract from the appearance of a part, especially in consumer products or decorative applications. Deburring improves the surface finish, giving the part a clean, smooth appearance that enhances its visual appeal.
Increased Safety: Burrs can pose a safety hazard, especially in products that are handled by consumers or used in medical applications. Sharp edges can cause cuts or injuries, making burr removal essential for ensuring the safety of the final product.
Reduced Risk of Contamination: In industries such as medical devices and food processing, burrs can create crevices where contaminants can accumulate. Deburring eliminates these crevices, reducing the risk of contamination and improving the cleanliness and hygiene of the part.
Challenges in Burr Removal
Time-Consuming Process: Depending on the method used, burr removal can be time-consuming, especially for parts with complex geometries or fine details. Manual deburring, in particular, requires skilled operators and can slow down production.
Cost Considerations: Advanced deburring methods, such as thermal deburring or laser deburring, require specialized equipment and can be costly to implement. Manufacturers must weigh the cost of deburring against the potential benefits in terms of improved part quality and performance.
Burr removal is a critical step in the manufacturing process, ensuring that metal parts are smooth, safe, and ready for use in a wide range of applications. Whether done manually, mechanically, or through advanced methods like thermal or laser deburring, the goal is to produce high-quality parts that meet the exacting standards of industries such as automotive, aerospace, medical, and consumer goods.
Aluminum Polishing Machine
Working Principle of Hydroforming Press
An aluminum polishing machine is a specialized piece of equipment designed to polish and finish aluminum surfaces, giving them a smooth, shiny, and reflective appearance. Aluminum is widely used in various industries, including automotive, aerospace, electronics, and construction, due to its lightweight properties, corrosion resistance, and strength. However, aluminum surfaces often need to be polished to remove imperfections such as scratches, oxidation, and dullness. Polishing not only enhances the aesthetic appeal of aluminum parts but also improves their corrosion resistance and overall performance.
Aluminum polishing machines come in different types, including manual, semi-automatic, and fully automated models. They use abrasive materials, such as polishing compounds and rotating wheels, to smooth and shine aluminum surfaces. These machines can handle a variety of aluminum parts, from small components like aluminum fittings to large sheets and automotive parts.
Key Components of an Aluminum Polishing Machine
Polishing Wheel or Belt: The polishing wheel or belt is the primary tool used to smooth and shine the aluminum surface. Polishing wheels are made from materials like cloth, felt, or foam, while polishing belts are typically coated with abrasive particles. The wheel or belt rotates at high speeds, applying pressure to the aluminum surface and gradually smoothing out imperfections.
Cloth and Felt Wheels for Finishing: Cloth and felt wheels are commonly used in aluminum polishing machines for fine polishing and achieving a high-gloss finish. These wheels work with polishing compounds to buff the surface, removing minor scratches and oxidation.
Abrasive Polishing Compounds: Polishing compounds are applied to the wheel or belt to enhance the polishing process. These compounds contain fine abrasive particles that help remove surface imperfections and create a smooth, reflective finish. Different polishing compounds are used depending on the level of finish required, ranging from coarse abrasives for initial polishing to fine compounds for final finishing.
Coarse and Fine Polishing Compounds: Coarse compounds, such as emery or tripoli, are used for initial polishing to remove deeper scratches or oxidation. Fine compounds, such as rouge, are applied during the final stages to achieve a mirror-like finish.
Motor and Speed Controls: Aluminum polishing machines are equipped with motors that power the rotating polishing wheels or belts. Speed controls allow operators to adjust the speed of the machine depending on the part being polished and the desired level of finish. Slower speeds are used for delicate finishing, while higher speeds are ideal for more aggressive polishing.
Variable Speed Settings for Precision Polishing: Modern aluminum polishing machines often come with variable speed settings, enabling the operator to adjust the speed based on the size, shape, and condition of the aluminum part. This ensures optimal polishing without damaging the surface.
Workpiece Holders and Fixtures: For larger or more complex aluminum parts, polishing machines are equipped with workpiece holders or fixtures that securely hold the part in place during the polishing process. This ensures that the part remains stable, allowing for consistent and even polishing.
Fixtures for Complex Shapes: Polishing fixtures are particularly useful for aluminum parts with complex geometries, such as automotive components or aerospace parts, where it is essential to maintain consistent pressure and positioning throughout the process.
Dust and Fume Collection System: Polishing aluminum can generate dust and fumes from the polishing compounds and the aluminum material itself. Many polishing machines are equipped with dust and fume collection systems to keep the work area clean and safe. These systems help capture airborne particles and reduce the risk of contamination or health hazards for operators.
Dust Collection for Clean Operation: A dust collection system helps prevent the buildup of polishing residue in the work area, ensuring a cleaner environment and reducing the risk of defects caused by dust settling on the polished surface.
Aluminum Polishing Process
Surface Preparation: Before the polishing process begins, the aluminum surface must be prepared by cleaning and removing any dirt, grease, or heavy oxidation. In some cases, the aluminum part may need to be sanded or ground to remove deep scratches or surface imperfections. Surface preparation ensures that the aluminum is ready for polishing, allowing for a smoother and more even finish.
Sanding for Deep Scratches: For aluminum parts with significant surface damage, sanding with coarse grit sandpaper may be necessary to remove deep scratches before moving on to finer polishing techniques.
Initial Polishing: The first stage of aluminum polishing involves using a coarse polishing compound and a firm polishing wheel or belt. The initial polishing removes oxidation, minor scratches, and surface imperfections. This stage lays the foundation for further polishing by creating a smoother surface.
Cut Buffing for Oxidation Removal: Cut buffing uses a coarse polishing compound and a stiff wheel to remove oxidation and restore the base shine of the aluminum surface. This stage is essential for preparing the surface for finer polishing.
Intermediate Polishing: After the initial polishing, an intermediate stage involves using a medium polishing compound to further refine the surface. The goal of this stage is to smooth out any remaining imperfections and prepare the aluminum for the final polishing.
Medium Compounds for Surface Refinement: Intermediate polishing compounds are less abrasive than those used in the initial stage and are designed to smooth out the surface without removing too much material.
Final Polishing: The final stage of aluminum polishing uses a fine polishing compound and a soft polishing wheel to achieve a high-gloss, mirror-like finish. This stage focuses on removing any remaining fine scratches and creating a reflective, smooth surface.
Rouge for Mirror Finish: Fine polishing compounds, such as rouge, are used during the final stage to produce a bright, shiny finish. This step is crucial for aluminum parts that need to look aesthetically appealing, such as automotive trim or decorative pieces.
Inspection and Cleaning: After the polishing process is complete, the aluminum part is inspected for defects such as scratches, streaks, or uneven finishes. Any imperfections are corrected through additional polishing, and the part is cleaned to remove any polishing compound residue.
Final Cleaning for a Flawless Finish: Once polished, the aluminum part is cleaned with solvents or specialized cleaners to remove any residue, ensuring a clean and flawless surface that is ready for use or further processing.
Applications of Aluminum Polishing Machines
Automotive Industry: Aluminum polishing machines are widely used in the automotive industry to polish aluminum components such as wheels, trim, and engine parts. Polished aluminum enhances the appearance of the vehicle, giving it a sleek, reflective finish while also improving corrosion resistance.
Polishing Alloy Wheels: Alloy wheels are often polished to achieve a high-gloss, reflective finish that enhances the visual appeal of the vehicle. Polishing machines are used to remove oxidation and restore the shine of the aluminum surface.
Aerospace Industry: In the aerospace industry, aluminum polishing machines are used to finish components such as aircraft panels, fuselage sections, and structural elements. Polished aluminum not only looks better but also improves the aerodynamic performance of aircraft parts by reducing surface drag.
Polishing for Improved Aerodynamics: Polished aluminum components on aircraft reduce air resistance, improving fuel efficiency and overall performance. Polishing also helps protect the surface from corrosion, which is critical for parts exposed to harsh environmental conditions.
Consumer Electronics and Appliances: Aluminum is widely used in consumer electronics and appliances, such as laptops, smartphones, kitchen appliances, and furniture. Polishing machines are used to create smooth, shiny surfaces that enhance the appearance and durability of aluminum parts in these products.
Polished Aluminum for Electronics Enclosures: Aluminum enclosures for electronics are often polished to a high-gloss finish to give them a premium appearance. Polishing also helps protect the surface from fingerprints, scratches, and wear.
Construction and Architecture: In the construction and architectural industries, aluminum polishing machines are used to finish aluminum panels, railings, and decorative elements. Polished aluminum is often used in building exteriors, interior fixtures, and furniture for its modern, sleek appearance.
Polishing for Architectural Aluminum Panels: Polished aluminum panels are commonly used in modern architecture to create a reflective, clean look for building facades. Polishing ensures that the panels are free from imperfections and maintain their shine over time.
Jewelry and Decorative Metalwork: Aluminum polishing machines are also used in the production of jewelry and decorative metalwork. Polishing enhances the visual appeal of aluminum jewelry by creating a bright, shiny finish. It also helps protect the surface from tarnishing and wear.
Polished Aluminum Jewelry: Jewelry makers use polishing machines to achieve a mirror-like finish on aluminum pieces, making them look more attractive and luxurious.
Advantages of Aluminum Polishing Machines
Improved Aesthetic Appeal: Polished aluminum has a smooth, shiny, and reflective finish that enhances the appearance of the part. This is particularly important in industries like automotive, aerospace, and consumer electronics, where the visual appeal of the product is a key selling point.
Increased Corrosion Resistance: Polishing aluminum removes surface imperfections and creates a smooth, protective layer that enhances the metal’s corrosion resistance. This is especially important for aluminum parts used in harsh environments, such as aircraft, automotive parts, or outdoor architectural elements.
Enhanced Durability: Polishing removes surface defects, such as scratches and oxidation, that can weaken aluminum over time. A polished aluminum surface is more resistant to wear, making it more durable and extending the life of the part.
Ease of Cleaning and Maintenance: Polished aluminum is easier to clean and maintain than unpolished surfaces. The smooth finish resists the buildup of dirt, grease, and grime, and polished aluminum is less prone to fingerprints and smudges.
Versatility in Different Applications: Aluminum polishing machines can be used in a wide range of industries and applications, from automotive and aerospace components to consumer goods and decorative items. The versatility of these machines makes them valuable tools in many manufacturing environments.
Challenges of Aluminum Polishing Machines
Tool Wear and Maintenance: Polishing wheels and belts wear out over time and need to be replaced regularly to ensure consistent polishing quality. Regular maintenance is required to keep the machine in optimal condition and prevent defects in the finished product.
Operator Skill: Achieving a high-quality polish requires skilled operators who understand the nuances of different polishing compounds and techniques. Improper use of the machine can lead to scratches, uneven finishes, or damage to the aluminum surface.
Aluminum polishing machines play a critical role in ensuring that aluminum components meet high aesthetic and performance standards. Whether used in the automotive, aerospace, consumer goods, or construction industries, these machines provide the precision and efficiency needed to create smooth, polished aluminum surfaces that are visually appealing, durable, and corrosion-resistant.
Stainless Steel Polish Machine
Stainless Steel Pot Polishing Machine
A stainless steel polish machine is a specialized machine designed to polish and finish stainless steel surfaces, giving them a smooth, reflective, and polished appearance. Stainless steel is a popular material in industries such as automotive, construction, medical devices, food processing, and consumer goods due to its corrosion resistance, strength, and hygienic properties. However, to maintain its appearance and performance, stainless steel often needs to be polished to remove scratches, tarnish, and surface imperfections.
Stainless steel polish machines are used to restore or enhance the finish of stainless steel parts, from large panels to small components like fittings and fixtures. These machines use abrasive materials, polishing compounds, and rotating wheels or belts to smooth and shine the surface, ensuring that the stainless steel retains its corrosion resistance and visual appeal.
Key Components of a Stainless Steel Polish Machine
Polishing Wheels or Belts: The polishing wheels or belts are the main tools used to smooth and polish the stainless steel surface. They rotate at high speeds and are coated with abrasive materials to remove surface imperfections and create a polished finish. Polishing wheels are typically made from cloth, felt, or foam, while belts may be coated with abrasive particles like aluminum oxide or silicon carbide.
Cloth Wheels for Final Polishing: Cloth wheels are commonly used for the final polishing stages to create a high-gloss, mirror-like finish on stainless steel surfaces. These wheels work with fine polishing compounds to buff the surface, removing minor scratches and oxidation.
Polishing Compounds: Polishing compounds are applied to the polishing wheels or belts to aid in the polishing process. These compounds contain fine abrasive particles that help remove surface imperfections and create a smooth, shiny finish. The choice of polishing compound depends on the desired finish and the condition of the stainless steel surface.
Rouge for High-Gloss Finishing: Fine polishing compounds, such as rouge, are used in the final stages of stainless steel polishing to achieve a bright, reflective finish. Coarser compounds may be used in the initial stages to remove scratches or oxidation.
Motor and Speed Controls: The motor powers the polishing wheels or belts, allowing them to rotate at high speeds. Speed controls enable operators to adjust the rotation speed based on the type of stainless steel part being polished and the level of finish required. Slower speeds are used for delicate polishing, while higher speeds are used for more aggressive polishing operations.
Variable Speed Control for Precision Polishing: Stainless steel polish machines often feature variable speed controls, allowing the operator to adjust the machine’s speed for different polishing tasks. This ensures optimal results without damaging the surface of the stainless steel.
Workpiece Holders and Clamps: Workpiece holders or clamps are used to secure the stainless steel part in place during the polishing process. This ensures that the part remains stable and allows the operator to achieve an even, consistent finish across the entire surface.
Secure Workholding for Consistency: Workholding devices are particularly important when polishing large or complex stainless steel parts, as they help prevent movement or vibration during the process.
Dust and Fume Collection System: Polishing stainless steel can generate dust and fumes from the polishing compounds and the metal itself. Stainless steel polish machines often come equipped with dust and fume collection systems to keep the work area clean and safe. These systems help capture airborne particles, reducing contamination and improving operator safety.
Dust Collection for Clean Operation: The dust collection system helps maintain a clean workspace and reduces the risk of defects caused by dust settling on the polished surface.
Stainless Steel Polishing Process
Surface Preparation: Before polishing stainless steel, the surface must be cleaned and prepared by removing any dirt, grease, or heavy oxidation. For surfaces with deep scratches or significant imperfections, sanding or grinding may be necessary before the polishing process begins. Surface preparation is crucial to achieving a smooth, even finish during polishing.
Sanding for Deep Scratches: For stainless steel surfaces with significant surface damage, sanding with coarse grit sandpaper may be required to remove deep scratches and prepare the metal for polishing.
Initial Polishing: The first stage of stainless steel polishing involves using a coarse polishing compound and a firm polishing wheel or belt. This step removes oxidation, minor scratches, and surface imperfections. It smooths the surface in preparation for finer polishing.
Cut Buffing for Surface Refinement: Cut buffing uses a coarse polishing compound and a firm wheel to remove oxidation and restore the surface’s smoothness. This stage lays the foundation for further polishing by creating a uniform surface.
Intermediate Polishing: After the initial polishing, a medium polishing compound is used to further refine the surface. This step removes any remaining imperfections and prepares the stainless steel for the final polishing stage.
Medium Compounds for Surface Smoothing: Intermediate polishing compounds are less abrasive than those used in the initial stages and are designed to smooth out the surface without removing too much material.
Final Polishing: The final stage of stainless steel polishing uses a fine polishing compound and a soft polishing wheel to achieve a high-gloss, mirror-like finish. This step focuses on removing any remaining fine scratches and creating a reflective, polished surface.
Rouge for Mirror Finish: Fine polishing compounds, such as rouge, are used in the final stage to produce a bright, shiny finish. This is crucial for parts that need to look aesthetically appealing, such as architectural fixtures or consumer products.
Inspection and Cleaning: After the polishing process is complete, the stainless steel part is inspected for defects, such as scratches, streaks, or uneven finishes. Any imperfections are corrected through additional polishing, and the part is cleaned to remove any polishing compound residue.
Final Cleaning for a Flawless Finish: Once polished, the stainless steel part is cleaned with solvents or specialized cleaners to remove any residue, ensuring a clean and flawless surface that is ready for use or further processing.
Applications of Stainless Steel Polish Machines
Food Processing Equipment: Stainless steel is widely used in the food processing industry due to its corrosion resistance and hygienic properties. Polishing machines are used to create smooth, polished surfaces on stainless steel equipment, such as mixing tanks, conveyor belts, and cutting tools, ensuring that they meet cleanliness and sanitation standards.
Polished Surfaces for Hygiene: Polished stainless steel surfaces are easier to clean and less likely to harbor bacteria, making them essential for food processing equipment that must meet strict health and safety regulations.
Medical Devices and Equipment: Stainless steel is commonly used in medical devices and surgical instruments due to its strength, corrosion resistance, and biocompatibility. Polishing machines are used to achieve smooth, sterile surfaces on surgical tools, implants, and medical equipment, ensuring that they are safe for use in healthcare settings.
Polished Surgical Instruments: Surgical instruments made from stainless steel require precise polishing to create smooth, clean surfaces that reduce the risk of infection and contamination.
Automotive and Aerospace Industries: Stainless steel polish machines are used in the automotive and aerospace industries to finish components such as exhaust systems, structural elements, and decorative trim. Polished stainless steel enhances the appearance of vehicles and aircraft while providing durability and resistance to corrosion.
Polished Stainless Steel Exhaust Systems: Polished stainless steel exhaust systems are often used in high-performance vehicles for their sleek appearance and resistance to corrosion and heat.
Architecture and Construction: Polished stainless steel is commonly used in architecture and construction for decorative and functional purposes, such as railings, facades, and interior fixtures. Polishing machines are used to create smooth, reflective surfaces that enhance the visual appeal of stainless steel in modern architectural designs.
Polished Railings and Fixtures: In construction, polished stainless steel is often used for railings, handrails, and fixtures in public spaces. The polished finish adds a modern, sleek look while ensuring durability and ease of maintenance.
Consumer Goods and Appliances: Stainless steel polish machines are used to finish a variety of consumer goods, such as kitchen appliances, cookware, and furniture. Polishing enhances the appearance and durability of stainless steel products, giving them a high-quality, reflective finish that appeals to consumers.
Polished Stainless Steel Appliances: Stainless steel kitchen appliances, such as refrigerators, dishwashers, and ovens, are often polished to a high-gloss finish that enhances their aesthetic appeal and makes them easier to clean.
Advantages of Stainless Steel Polish Machines
Improved Aesthetic Appeal: Polished stainless steel has a smooth, shiny, and reflective finish that enhances the appearance of the part. This is particularly important in industries like architecture, consumer goods, and automotive manufacturing, where visual appeal is a key consideration.
Increased Corrosion Resistance: Polishing stainless steel removes surface imperfections and creates a smooth finish that enhances the metal’s corrosion resistance. This is especially important for stainless steel parts used in harsh environments, such as marine applications, medical devices, and food processing equipment.
Enhanced Durability: Polishing removes surface defects, such as scratches and tarnish, that can weaken stainless steel over time. A polished stainless steel surface is more resistant to wear and tear, making it more durable and extending the life of the part.
Improved Hygiene and Cleanliness: Polished stainless steel surfaces are easier to clean and maintain than unpolished surfaces. This is particularly important in industries such as food processing and healthcare, where cleanliness and hygiene are critical.
Versatility for Different Applications: Stainless steel polish machines can be used in a wide range of industries and applications, from food processing and medical devices to automotive and construction. The versatility of these machines makes them valuable tools in many manufacturing environments.
Challenges of Stainless Steel Polish Machines
Tool Wear and Maintenance: Polishing wheels and belts wear out over time and need to be replaced regularly to ensure consistent polishing quality. Regular maintenance is required to keep the machine in optimal condition and prevent defects in the finished product.
Operator Skill: Achieving a high-quality polish requires skilled operators who understand the nuances of different polishing compounds and techniques. Improper use of the machine can lead to scratches, uneven finishes, or damage to the stainless steel surface.
Stainless steel polish machines play a vital role in maintaining the aesthetic, hygienic, and functional properties of stainless steel parts. Whether used in the food processing, medical, automotive, or architectural industries, these machines ensure that stainless steel surfaces are polished to perfection, enhancing both their appearance and performance.
Rubber Moulding Machine
Rubber Moulding Machine
A rubber moulding machine is a piece of equipment designed to shape rubber materials into specific forms by applying heat and pressure. Rubber moulding is a widely used process in industries such as automotive, aerospace, medical, and consumer goods manufacturing, where rubber parts like seals, gaskets, tires, and various components are essential. Rubber moulding machines help create consistent, high-quality rubber products by ensuring precise control over the moulding parameters, such as temperature, pressure, and cycle time.
There are several types of rubber moulding machines, including compression moulding, transfer moulding, and injection moulding machines, each designed to handle different types of rubber and moulding applications. The choice of machine depends on factors such as the complexity of the part, the type of rubber being used, and the required production volume.
Types of Rubber Moulding Machines
Compression Moulding Machines: Compression moulding is one of the oldest and most commonly used methods for rubber moulding. In compression moulding, a pre-measured amount of rubber material is placed into a heated mould cavity. The mould is then closed, and pressure is applied to force the rubber into the shape of the mould. Heat and pressure are maintained until the rubber cures, after which the mould is opened, and the finished part is removed.
Simplicity and Cost-Effectiveness: Compression moulding is a relatively simple and cost-effective process, making it suitable for low to medium production volumes. It is commonly used to produce parts like gaskets, seals, and O-rings.
Disadvantages: Compression moulding may result in longer cycle times compared to other methods, and it is less suitable for highly complex or intricate parts due to limitations in material flow.
Transfer Moulding Machines: Transfer moulding is similar to compression moulding but with the added step of transferring the rubber material into the mould cavity through a transfer chamber. In this process, the rubber is placed in a transfer pot, and a plunger forces the material into the mould cavity through runners and gates. The mould is then closed, and the rubber cures under heat and pressure.
Advantages for Complex Parts: Transfer moulding is ideal for parts with intricate geometries or those that require inserts, such as metal parts embedded in rubber. It provides better material flow and more precise control over the moulding process compared to compression moulding.
Disadvantages: Transfer moulding requires more complex tooling and is generally more expensive than compression moulding, making it better suited for higher-volume production runs.
Injection Moulding Machines: Rubber injection moulding is a highly efficient and automated process that involves injecting liquid rubber or rubber compounds into a closed mould under high pressure. In this process, the rubber material is preheated in an injection chamber, then injected into the mould cavity through a nozzle. The rubber cures in the mould, and the finished part is ejected after the mould opens.
High Efficiency and Precision: Injection moulding is ideal for high-volume production and complex parts with tight tolerances. It offers faster cycle times and better control over the moulding process compared to compression or transfer moulding.
Disadvantages: Injection moulding machines are more expensive to operate and require more advanced tooling. They are best suited for large-scale production or parts that require high precision and consistency.
Key Components of a Rubber Moulding Machine
Mould Cavity and Core: The mould cavity is the space where the rubber material is shaped into the final part. The mould core, typically made from high-strength materials like steel, creates the internal shape of the part, while the cavity forms the external dimensions. In multi-cavity moulds, multiple parts can be produced simultaneously, improving production efficiency.
High Precision Moulds: Moulds used in rubber moulding must be designed with high precision to ensure that the finished parts meet tight tolerances. The mould material must also withstand high temperatures and pressures without deforming.
Heating System: Rubber moulding machines use heating systems to maintain the mould at the proper temperature for curing the rubber. Electric heaters or steam heating systems are commonly used to ensure consistent temperature control throughout the moulding process. Proper temperature control is critical for achieving optimal rubber properties, such as flexibility, strength, and elasticity.
Curing Temperature Control: The heating system allows for precise control of the curing temperature, ensuring that the rubber material cures uniformly and achieves the desired physical properties.
Hydraulic or Mechanical Press: The press applies the necessary pressure to the mould during the rubber moulding process. Hydraulic presses are commonly used for rubber moulding due to their ability to generate high, consistent pressure. The press ensures that the rubber material is fully compressed into the mould cavity and cures evenly.
High-Pressure Forming: Hydraulic presses offer the advantage of high force with precise control, making them ideal for moulding rubber parts with complex geometries or tight tolerances.
Ejection System: After the rubber has cured and the mould is opened, the finished part must be ejected from the mould. Ejector pins or plates are typically used to push the part out of the mould cavity without damaging the part. In injection moulding machines, the ejection system is fully automated to improve production efficiency.
Automatic Ejection for Efficiency: Automated ejection systems reduce cycle times and minimize the risk of damaging parts during removal. They are especially important in high-volume production environments.
Control Panel: Modern rubber moulding machines are equipped with control panels that allow operators to set and monitor parameters such as temperature, pressure, cycle time, and moulding speed. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the moulding process and ensure repeatable, high-quality results.
Precision Control for Consistency: The control panel ensures that the moulding process remains consistent, reducing the risk of defects or variations in the finished parts. This is especially important for parts that require precise dimensional accuracy.
Rubber Moulding Process
Material Preparation: The rubber material is first prepared for moulding. In the case of compression or transfer moulding, raw rubber compounds or pre-forms are used. For injection moulding, the rubber is often in the form of pellets or liquid rubber compounds that are heated and injected into the mould.
Pre-Forms for Compression and Transfer Moulding: Pre-forms are used to control the amount of material placed into the mould cavity, ensuring that the part is formed correctly without excess material.
Loading the Mould: In compression and transfer moulding, the rubber material is placed directly into the mould cavity. For injection moulding, the rubber material is pre-heated in the injection chamber before being injected into the mould. The mould is then closed, and pressure is applied to shape the rubber into the desired part.
High-Pressure Injection for Complex Parts: Injection moulding machines apply high pressure to inject the rubber into the mould cavity, ensuring that the material flows into all areas of the mould and fills intricate details.
Curing: The rubber material is cured under heat and pressure, which causes it to harden and take on its final properties. The curing time and temperature vary depending on the type of rubber being used and the desired properties of the finished part.
Precise Curing for Optimal Properties: The curing process must be carefully controlled to ensure that the rubber achieves the correct level of flexibility, strength, and durability. Over-curing can lead to brittle parts, while under-curing can result in weak, under-formed parts.
Part Ejection: Once the rubber has cured, the mould is opened, and the finished part is ejected from the mould. In injection moulding, this step is automated, while in compression and transfer moulding, the part may need to be manually removed.
Automated Ejection for High-Volume Production: Automatic ejection systems improve production efficiency and reduce the risk of damaging parts during removal.
Finishing and Inspection: After the part is ejected, any excess material, known as flash, is trimmed from the edges of the part. The part is then inspected for defects, such as incomplete moulding or surface imperfections. Any defective parts are discarded or reworked.
Flash Trimming for Clean Edges: Excess material, or flash, is typically removed by hand or with the help of trimming machines, ensuring that the finished part has clean, smooth edges.
Applications of Rubber Moulding Machines
Automotive Industry: Rubber moulding machines are widely used in the automotive industry to produce parts such as seals, gaskets, bushings, and tires. These parts are essential for ensuring proper sealing, noise reduction, and vibration control in vehicles.
Moulded Rubber Seals and Gaskets: Moulded rubber seals are used in engine components, doors, windows, and various other parts of vehicles to prevent leaks and reduce noise. Rubber moulding machines ensure that these parts are produced with precision and consistency.
Aerospace Industry: In the aerospace industry, rubber moulding machines are used to produce high-performance parts such as O-rings, seals, and vibration dampers. These components must meet stringent safety and performance standards, as they are critical to the operation of aircraft and spacecraft.
High-Performance O-Rings for Aerospace Applications: Moulded rubber O-rings are used in fuel systems, hydraulic systems, and other critical areas of aircraft. Rubber moulding machines ensure that these parts meet the exacting standards of the aerospace industry.
Medical Devices and Equipment: Rubber moulding machines are used to produce a variety of medical components, such as seals, gaskets, diaphragms, and tubing. Medical-grade rubber must meet strict quality and safety standards, as it is used in life-saving devices and equipment.
Medical-Grade Rubber Components: Rubber moulding machines are used to produce medical parts that are biocompatible, sterilizable, and resistant to harsh chemicals. These parts are essential in medical devices such as respirators, pumps, and diagnostic equipment.
Consumer Goods: Rubber moulding machines are used to produce a wide range of consumer products, including rubber footwear, kitchen tools, and household seals. These machines allow manufacturers to produce durable, flexible rubber products that meet the needs of everyday consumers.
Rubber Moulded Footwear: Rubber moulding machines are commonly used to produce soles and components for shoes, boots, and sandals. Moulded rubber provides the comfort, durability, and flexibility needed for high-quality footwear.
Industrial Equipment: Rubber moulding machines are used to produce rubber parts for industrial machinery, including seals, grommets, vibration dampers, and hoses. These parts are essential for maintaining the performance and reliability of industrial equipment in demanding environments.
Moulded Rubber for Industrial Applications: Rubber parts are used in heavy machinery to reduce vibration, protect equipment from damage, and ensure proper sealing in harsh conditions.
Advantages of Rubber Moulding Machines
Precision and Consistency: Rubber moulding machines ensure that parts are produced with high precision and consistency, meeting exact specifications for dimensions, strength, and performance. This is critical for industries such as automotive and aerospace, where quality and reliability are paramount.
Efficiency for High-Volume Production: Injection and transfer moulding machines are highly efficient, allowing manufacturers to produce large quantities of rubber parts quickly and with minimal waste. This makes them ideal for high-volume production runs in industries like automotive and consumer goods.
Versatility for Different Rubber Types: Rubber moulding machines can handle a wide variety of rubber materials, including natural rubber, synthetic rubber, and silicone. This versatility allows manufacturers to produce parts with specific properties, such as heat resistance, chemical resistance, or flexibility.
Cost-Effectiveness for Mass Production: Rubber moulding machines are cost-effective for producing large batches of parts, especially in injection and transfer moulding. The automated nature of these processes reduces labor costs and improves production efficiency.
Challenges of Rubber Moulding Machines
High Initial Tooling Costs: Mould tooling for rubber moulding machines can be expensive, particularly for complex parts or multi-cavity moulds. Manufacturers must consider these costs when deciding on the most suitable moulding process for their production needs.
Material Waste in Compression Moulding: Compression moulding can result in more material waste compared to other methods, especially if excess rubber material is used to ensure that the mould is completely filled. Proper material management is essential to minimize waste and reduce costs.
Rubber moulding machines play a vital role in producing high-quality rubber parts for a wide range of industries, from automotive and aerospace to medical devices and consumer goods. These machines offer the precision, efficiency, and versatility needed to meet the demands of modern manufacturing, ensuring that rubber parts are produced with consistent quality and performance.
CNC Flowforming
Advanced Metalworking Technics with CNC Metal Spinning Machine
CNC flowforming is a precision metal forming process that uses CNC (Computer Numerical Control) technology to control the shaping of metal components by gradually deforming a metal blank over a rotating mandrel using rollers. Flowforming is often used to produce cylindrical or conical parts with precise dimensions, thin walls, and excellent strength. CNC flowforming is widely used in industries such as aerospace, automotive, defense, and industrial manufacturing, where high-performance parts with complex geometries are required.
CNC flowforming offers significant advantages over traditional forming methods, including greater material efficiency, improved mechanical properties, and the ability to produce parts with tight tolerances. The CNC technology ensures that the forming process is highly repeatable and precise, making it ideal for producing complex, high-quality parts in medium to large production volumes.
Key Components of a CNC Flowforming Machine
Mandrel: The mandrel is the shaping tool over which the metal blank is formed. It provides the internal shape of the part, while the CNC-controlled rollers apply pressure to the blank to gradually form it into the desired shape. The mandrel must be precisely machined to match the exact dimensions of the final part.
Mandrel Design for Complex Parts: The mandrel is a critical component in CNC flowforming, as it determines the internal shape and dimensions of the part. The mandrel must be designed to withstand the high forces applied during the forming process while maintaining tight tolerances.
CNC-Controlled Rollers: CNC flowforming machines use multiple rollers to apply pressure to the metal blank as it rotates on the mandrel. The rollers gradually deform the metal, thinning it and shaping it into the final part. The CNC system controls the position, pressure, and speed of the rollers to ensure precise forming.
Precise Control for Uniform Wall Thickness: CNC-controlled rollers allow for precise control over the material flow, ensuring that the part has uniform wall thickness and meets exact dimensional specifications.
Rotating Spindle: The spindle holds the mandrel and rotates it during the flowforming process. The rotation of the mandrel, combined with the pressure from the rollers, gradually shapes the metal blank into the desired form. The spindle must be capable of rotating at precise speeds to ensure consistent forming.
High-Speed Rotation for Efficient Forming: The spindle must rotate at the correct speed to allow the rollers to apply even pressure and gradually form the part without over-stressing the material.
Hydraulic or Servo Actuation System: CNC flowforming machines use hydraulic or servo-actuated systems to control the movement and pressure of the rollers. These systems provide the force needed to deform the metal and ensure that the forming process is smooth and controlled.
Hydraulic Pressure for High-Strength Parts: The hydraulic system provides the necessary pressure to form high-strength materials, such as steel and titanium, into precise shapes without causing defects.
CNC Control Panel: The CNC control panel is the interface through which operators set and monitor the forming parameters, such as roller pressure, spindle speed, and material feed rate. The CNC system ensures that the forming process is highly repeatable and that each part is produced to the exact same specifications.
Automation for Precision and Repeatability: CNC technology automates the flowforming process, allowing for precise control over every aspect of the operation. This ensures that each part is formed consistently, even in high-volume production.
CNC Flowforming Process
Material Preparation: The process begins with the preparation of a metal blank, typically in the form of a pre-formed tube or disc. The blank is made from materials such as aluminum, steel, or titanium, which have good ductility and can be deformed without cracking. The blank is mounted onto the mandrel in the flowforming machine.
Pre-Forms for Consistent Shaping: The initial shape of the blank is critical to the success of the flowforming process. Pre-forms must be designed to accommodate the thinning and stretching that occurs during forming.
Forming the Metal Blank: As the mandrel rotates, the CNC-controlled rollers apply pressure to the metal blank. The rollers move along the length of the blank, gradually thinning and stretching the material to form the final part. The pressure applied by the rollers is carefully controlled to ensure that the material is deformed uniformly.
Controlled Thinning for Precise Wall Thickness: Flowforming allows manufacturers to create parts with very thin walls while maintaining excellent strength and structural integrity. The CNC system ensures that the wall thickness is consistent along the entire length of the part.
Multiple Passes for Complex Shapes: For parts with complex geometries, the flowforming process may require multiple passes with the rollers. Each pass further deforms the metal, gradually bringing it closer to the final shape. The CNC system ensures that each pass is executed with precision, preventing defects such as wrinkles or uneven wall thickness.
Complex Shapes with Tight Tolerances: CNC flowforming is ideal for producing parts with intricate shapes or features, such as flanges, tapers, or internal threads. The CNC system ensures that these features are formed with tight tolerances and repeatable accuracy.
Part Removal and Inspection: Once the flowforming process is complete, the finished part is removed from the mandrel and inspected for defects. The part is typically subjected to dimensional checks and surface quality inspections to ensure that it meets the required specifications.
Quality Control for High-Precision Parts: CNC flowforming produces parts with excellent surface finishes and dimensional accuracy, reducing the need for additional machining or finishing processes.
Applications of CNC Flowforming
Aerospace Industry: CNC flowforming is widely used in the aerospace industry to produce lightweight, high-strength components such as rocket motor casings, fuselage sections, and structural supports. The ability to create thin-walled parts with precise dimensions makes flowforming ideal for aerospace applications.
Rocket Motor Casings: Flowforming is used to produce thin-walled rocket motor casings with excellent strength and durability. These parts must withstand extreme pressures and temperatures, making flowforming a critical process for aerospace manufacturers.
Automotive Industry: In the automotive industry, CNC flowforming is used to create lightweight components such as wheel rims, drive shafts, and suspension components. Flowformed parts are strong, lightweight, and capable of withstanding the stresses of high-performance vehicles.
Lightweight Alloy Wheels: CNC flowforming is used to produce lightweight alloy wheels for high-performance vehicles. The process ensures that the wheels have the strength needed to handle the stresses of driving while minimizing weight.
Defense and Military Applications: CNC flowforming is used to produce parts for defense and military applications, such as artillery shells, missile casings, and armor-piercing projectiles. These parts require high strength, durability, and precision, making flowforming an ideal manufacturing process.
Artillery Shells: Flowforming is used to produce artillery shells with thin walls and high strength, ensuring that they can withstand the pressures generated during firing while remaining lightweight.
Industrial Manufacturing: CNC flowforming is also used in the production of industrial components such as pressure vessels, heat exchanger tubes, and hydraulic cylinders. These parts require high strength and precision, making flowforming a valuable process for industrial manufacturers.
Heat Exchanger Tubes: Flowforming is used to produce thin-walled heat exchanger tubes with precise dimensions, ensuring efficient heat transfer and durability in demanding industrial applications.
Advantages of CNC Flowforming
High Precision and Repeatability: CNC flowforming ensures that parts are produced with tight tolerances and consistent quality, making it ideal for applications where precision is critical, such as aerospace and defense manufacturing.
Material Efficiency: Flowforming uses a cold-forming process that minimizes material waste, allowing manufacturers to produce parts with consistent wall thickness and minimal scrap. This improves cost efficiency and reduces the environmental impact of production.
Enhanced Mechanical Properties: The cold-forming process used in CNC flowforming improves the mechanical properties of the metal, such as its hardness, tensile strength, and fatigue resistance. This makes flowformed parts more durable and capable of withstanding extreme conditions.
Cost-Effective for Medium- to High-Volume Production: CNC flowforming is particularly cost-effective for medium- to high-volume production runs, as it requires fewer tooling changes and offers shorter cycle times compared to other forming processes.
Challenges of CNC Flowforming
High Initial Setup Costs: The equipment and tooling required for CNC flowforming can be expensive, making it less cost-effective for low-volume production runs. However, the long-term savings in material costs and reduced machining requirements often justify the initial investment.
Material Limitations: While CNC flowforming is effective for a wide range of metals, such as aluminum, steel, and titanium, it may not be suitable for certain materials that are too brittle or have limited formability.
CNC flowforming is a highly efficient and versatile process used to produce lightweight, high-precision components with complex geometries. Whether used in aerospace, automotive, defense, or industrial applications, CNC flowforming offers manufacturers a cost-effective solution for creating parts that meet the highest standards of performance and durability.
Round Cutter for Sheet Metal
Circle Shear Machine
A round cutter for sheet metal is a specialized tool used to cut circular shapes or holes in sheet metal materials. These tools are essential in industries like automotive, aerospace, HVAC, construction, and manufacturing, where precise circular cuts are often required for components such as flanges, ducts, gaskets, and panels. Round cutters are designed to handle various types of sheet metal, including steel, aluminum, copper, and brass, making them versatile and valuable tools in metalworking.
Round cutters come in different designs and sizes, depending on the specific cutting application. Some are manual tools used for smaller jobs, while others are integrated into automated cutting machines for high-volume production. These cutters ensure precision and efficiency, allowing manufacturers to produce consistent, high-quality round cuts in sheet metal with minimal waste.
Types of Round Cutters for Sheet Metal
Manual Circle Cutters: Manual circle cutters are handheld tools used for cutting small to medium-sized circular shapes in sheet metal. These cutters are often adjustable, allowing the operator to set the desired diameter for the cut. Manual circle cutters are commonly used in HVAC work, where they are used to cut holes for ducts, vents, and pipes.
Handheld and Adjustable: Manual circle cutters typically feature a rotating cutting head with adjustable arms that allow the user to set the diameter of the cut. The cutting head is rotated around a central pivot point, creating a clean, circular cut in the sheet metal.
Advantages: Manual circle cutters are easy to use and affordable, making them ideal for smaller jobs or projects that require occasional cutting of circular shapes. They are lightweight and portable, allowing operators to use them on-site.
Disadvantages: Manual circle cutters are limited in their capacity and are not suitable for cutting thick or hard metals. They also require more physical effort and precision from the operator, making them less efficient for high-volume or repetitive cutting tasks.
Rotary Cutters for Sheet Metal: Rotary cutters are powered tools that use rotating blades to cut circular shapes in sheet metal. These cutters can be either handheld or mounted on a bench or stand. Rotary cutters are ideal for cutting larger or thicker sheets of metal, as they provide more power and precision than manual tools.
Powered Cutting for Efficiency: Rotary cutters use a motor to drive the cutting blade, allowing for faster and more precise cuts. Some rotary cutters are equipped with adjustable cutting heads that allow the operator to set the desired diameter for the cut.
Advantages: Rotary cutters are more efficient than manual tools and can handle thicker or harder materials. They are ideal for repetitive cutting tasks and are commonly used in workshops and fabrication shops.
Disadvantages: Rotary cutters are more expensive than manual tools and may require a power source. They are also larger and less portable, making them better suited for stationary work environments.
Punch and Die Circle Cutters: Punch and die circle cutters use a punch press to create circular holes or shapes in sheet metal. In this process, a punch is driven through the sheet metal, cutting out a circular shape that matches the size and shape of the die. Punch and die cutters are used for high-precision, high-volume cutting and are commonly integrated into automated production lines.
Precision Cutting for High-Volume Production: Punch and die circle cutters are highly accurate and capable of cutting multiple holes or shapes in a single operation. The punch and die are machined to exact specifications, ensuring consistent, precise cuts.
Advantages: Punch and die cutters are ideal for high-volume production, as they can cut large numbers of holes quickly and with minimal material waste. They are commonly used in industries that require precise, repeatable cuts, such as automotive and aerospace manufacturing.
Disadvantages: Punch and die cutters are expensive to set up, as they require custom tooling for each specific cut. They are best suited for high-volume production, where the cost of tooling can be justified by the large number of parts being produced.
CNC Plasma and Laser Cutters: CNC (Computer Numerical Control) plasma and laser cutters are advanced cutting machines that use high-energy beams or plasma arcs to cut precise shapes, including circles, in sheet metal. These machines are highly automated, allowing operators to program the desired cut into the CNC system, which then controls the cutting head to execute the cut with precision.
Advanced Cutting for Complex Shapes: CNC plasma and laser cutters are capable of cutting extremely precise and complex shapes in sheet metal, including intricate circular patterns. These machines are ideal for high-precision applications in industries such as aerospace, automotive, and electronics.
Advantages: CNC plasma and laser cutters provide unmatched precision and efficiency, making them ideal for cutting complex shapes with tight tolerances. They are also highly versatile, capable of cutting a wide range of materials and thicknesses.
Disadvantages: CNC plasma and laser cutters are expensive to purchase and operate, making them best suited for large-scale manufacturing operations. They also require skilled operators to program and maintain the machines.
The Cutting Process with Round Cutters
Marking the Cutting Area: Before cutting, the operator marks the desired location and diameter of the circle on the sheet metal. This ensures that the cut is made in the correct position and to the correct size. For manual cutters, the center point of the circle is often marked, and a pivot is set to guide the cutting tool.
Accuracy in Marking: Marking the cutting area accurately is essential for ensuring that the final cut meets the required specifications. In automated systems, the cutting pattern is programmed into the CNC machine, eliminating the need for manual marking.
Positioning the Cutter: The round cutter is positioned on the sheet metal, with the cutting blade or punch aligned with the marked area. For manual cutters, the operator positions the pivot point in the center of the marked circle and adjusts the cutter to the desired diameter.
Precision in Positioning: Proper alignment of the cutter is crucial for achieving a clean, precise cut. In punch and die systems, the punch and die must be perfectly aligned to ensure that the cut is made cleanly and without distortion.
Executing the Cut: Once the cutter is positioned, the cutting operation is performed. In manual and rotary cutters, the operator manually rotates the cutter around the pivot point or guides the powered cutter along the marked path. In punch and die systems, the punch is driven through the sheet metal to create the hole. In CNC plasma or laser systems, the cutting head is guided automatically by the CNC system to execute the cut.
Smooth Cutting for Clean Edges: The goal of the cutting process is to create a clean, smooth edge without distortion or burrs. Proper control of the cutter’s speed and pressure is essential for achieving high-quality cuts.
Finishing and Inspection: After the cut is made, the edges of the cut circle are inspected for any burrs or rough edges. In some cases, deburring or smoothing may be required to achieve a clean, finished edge. The final part is then inspected for dimensional accuracy to ensure that it meets the required specifications.
Deburring for Clean Edges: Burrs or rough edges are common after cutting, especially in thicker or harder metals. These imperfections can be removed using deburring tools or machines to create a smooth, finished edge.
Applications of Round Cutters for Sheet Metal
HVAC and Ductwork Fabrication: Round cutters are widely used in the HVAC industry to create circular holes and shapes in sheet metal for ducts, vents, and other ventilation components. The ability to cut precise circles is essential for ensuring proper fit and function in ductwork systems.
Cutting for Air Vents and Ducts: HVAC technicians use round cutters to create holes for air vents, flanges, and pipes in ductwork systems. The precision of the cut ensures that the components fit together correctly, improving airflow and system performance.
Automotive Industry: In the automotive industry, round cutters are used to cut circular holes and shapes in sheet metal for components such as flanges, gaskets, and panels. The ability to cut precise circles is essential for ensuring that parts fit together correctly and function as intended.
Cutting for Flanges and Gaskets: Round cutters are used to create precise holes for flanges and gaskets, ensuring proper sealing and alignment in automotive components such as engines, exhaust systems, and fuel tanks.
Aerospace Industry: In the aerospace industry, round cutters are used to cut precise circular holes and shapes in sheet metal for aircraft components, such as bulkheads, fuselage panels, and structural supports. The high precision of the cut is critical for ensuring that parts meet the strict safety and performance standards required in aerospace manufacturing.
Precision Cutting for Structural Components: Round cutters are used to create holes and circular shapes in structural components that must withstand extreme forces and environmental conditions.
Metal Fabrication and Construction: Round cutters are commonly used in metal fabrication shops and construction projects to create circular holes and shapes in sheet metal for architectural elements, structural supports, and decorative features. These cutters allow fabricators to create custom parts with precise circular cuts.
Cutting for Architectural Panels: Round cutters are used to create custom circular designs in metal panels for architectural applications, such as building facades, interior walls, and decorative features.
Advantages of Round Cutters for Sheet Metal
Precision Cutting for Circular Shapes: Round cutters are specifically designed for cutting precise circular shapes in sheet metal, ensuring clean, accurate cuts with minimal material waste. This precision is essential for industries such as automotive, aerospace, and HVAC, where components must fit together precisely.
Versatility for Different Metals: Round cutters can be used to cut a wide range of sheet metal materials, including steel, aluminum, copper, and brass. This versatility makes them valuable tools for metal fabricators working with different types of materials.
Efficiency for High-Volume Production: Punch and die systems and CNC cutting machines are highly efficient for high-volume production, allowing manufacturers to produce large numbers of parts with consistent quality and minimal downtime.
Clean, Smooth Edges: Round cutters are designed to create clean, smooth edges, reducing the need for additional finishing operations such as deburring or grinding. This improves the overall quality of the finished part and reduces production time.
Challenges of Round Cutters for Sheet Metal
Tool Wear and Maintenance: The cutting blades or punches used in round cutters wear out over time and need to be replaced regularly to maintain cutting precision. Proper maintenance is essential to ensure that the cutters continue to produce high-quality cuts.
Initial Setup Costs for CNC Systems: CNC plasma and laser cutting systems are expensive to purchase and operate, making them a significant investment for manufacturers. However, the high precision and efficiency of these systems often justify the initial setup costs for large-scale production.
Round cutters for sheet metal are essential tools in industries that require precise circular cuts, such as automotive, aerospace, HVAC, and metal fabrication. Whether used in manual, powered, or automated systems, these cutters provide the accuracy, efficiency, and versatility needed to produce high-quality round cuts in a variety of sheet metal materials.
Flange Machine
Sheet Metal Rounded Corners
A flange machine is a specialized piece of equipment used to form or attach flanges to metal pipes, tubes, and ducts. Flanges are integral components in many piping and ductwork systems, serving as the connecting points between pipes or other components. They provide a secure, leak-proof connection, allowing for easy assembly, disassembly, and maintenance. Flange machines are used in industries such as HVAC, construction, plumbing, and industrial manufacturing, where precision and strength are required for flange connections.
Flange machines come in various designs, depending on the specific application, such as roll-forming flange machines, hydraulic flange forming machines, and automated CNC flange machines. These machines help manufacturers create consistent, high-quality flanges that meet industry standards for strength, durability, and performance.
Types of Flange Machines
Roll-Forming Flange Machines: Roll-forming flange machines are used to create flanges by gradually shaping the edge of a metal pipe, tube, or duct using a series of rollers. The rollers apply pressure to the material as it passes through the machine, forming the flange without cutting or removing material. Roll-forming flange machines are commonly used in the HVAC industry to create flanges for ductwork.
Precision Forming for Ductwork: Roll-forming machines create consistent, smooth flanges that are used to connect sections of ductwork in HVAC systems. The process is efficient and suitable for high-volume production.
Advantages: Roll-forming machines are highly efficient and capable of producing flanges with tight tolerances. They are ideal for forming flanges on long sections of metal pipe or ductwork.
Disadvantages: Roll-forming machines are limited in their ability to create complex flange shapes and are best suited for simple, straight flanges.
Hydraulic Flange Forming Machines: Hydraulic flange forming machines use hydraulic pressure to form flanges by pressing or bending the metal material into the desired shape. These machines are used to form flanges on thicker or more rigid materials, such as steel or stainless steel pipes, where roll-forming machines may not be suitable.
High Pressure for Heavy-Duty Flanges: Hydraulic flange machines are capable of forming strong, durable flanges on thick-walled pipes and tubes. The hydraulic system provides the force needed to shape the metal without causing cracks or deformation.
Advantages: Hydraulic flange machines are ideal for heavy-duty applications where thick or hard metals are used. They provide precise control over the forming process, ensuring that the flanges meet the required specifications.
Disadvantages: Hydraulic flange machines are slower than roll-forming machines and may require more setup time. They are also more expensive to operate due to the hydraulic system.
CNC Flange Machines: CNC flange machines use computer numerical control (CNC) technology to automate the flange forming process. These machines are highly precise and capable of producing complex flange shapes with tight tolerances. CNC flange machines are used in industries that require high levels of accuracy, such as aerospace, automotive, and industrial manufacturing.
Automated Precision for Complex Flanges: CNC flange machines are programmed to perform the flange forming process with high precision, ensuring that each flange is formed to the exact specifications. These machines are ideal for producing custom flanges or parts with intricate shapes.
Advantages: CNC flange machines offer unmatched precision and repeatability, making them ideal for high-volume production or parts that require tight tolerances. The automation reduces the need for manual labor and minimizes the risk of errors.
Disadvantages: CNC flange machines are expensive to purchase and operate, making them more suitable for large-scale production or applications that require high precision.
Flange Welding Machines: Flange welding machines are used to attach flanges to metal pipes or tubes by welding. These machines ensure that the flange is securely bonded to the pipe, providing a strong, leak-proof connection. Flange welding machines are commonly used in industries such as plumbing, oil and gas, and industrial piping systems.
Welding for Strong Connections: Flange welding machines ensure that the flange is securely welded to the pipe, creating a durable connection that can withstand high pressure and temperature.
Advantages: Welding provides a strong, permanent connection between the flange and the pipe. Flange welding machines are ideal for applications where a leak-proof connection is essential, such as in oil and gas pipelines.
Disadvantages: Welding machines require skilled operators and regular maintenance to ensure that the welds are strong and free from defects.
The Flange Forming Process
Material Preparation: Before the flange is formed, the material must be prepared by cutting the pipe, tube, or duct to the required length. The edges of the material are often smoothed or deburred to ensure that the flange can be formed cleanly without defects.
Cutting and Deburring for Clean Edges: Proper preparation of the material is essential for achieving a high-quality flange. Any burrs or rough edges can affect the forming process and lead to defects in the final flange.
Forming the Flange: The flange forming process varies depending on the type of machine being used. In roll-forming machines, the material is fed through a series of rollers that gradually shape the edge into a flange. In hydraulic or CNC machines, the material is pressed or bent into the desired shape. In welding machines, the flange is welded to the pipe after it has been formed.
Consistent Forming for Precision Flanges: The goal of the forming process is to create a flange with precise dimensions and a smooth finish. Proper control of the forming pressure and speed is essential for achieving high-quality results.
Finishing and Inspection: After the flange is formed, it is inspected for defects such as cracks, uneven edges, or dimensional inaccuracies. Any excess material, such as burrs or rough edges, is removed to ensure that the flange is smooth and ready for use.
Quality Control for Reliable Flanges: Flanges must meet strict quality standards to ensure that they provide a secure, leak-proof connection. Inspection and finishing are critical steps in the flange forming process to ensure that the final product meets these standards.
Applications of Flange Machines
HVAC Systems: Flange machines are widely used in the HVAC industry to create flanges for ductwork and ventilation systems. Flanges are essential for connecting sections of ductwork and ensuring that the system operates efficiently and without leaks.
Forming Flanges for Ductwork: Roll-forming flange machines are commonly used to create flanges on large sections of ductwork, providing a secure connection point for joining ducts and vents.
Industrial Piping Systems: In industrial piping systems, flanges are used to connect pipes, valves, and other components. Flange machines are used to form or attach flanges to pipes in applications such as oil and gas pipelines, chemical processing plants, and power generation facilities.
Flanges for High-Pressure Pipes: Hydraulic flange machines are often used to form flanges on thick-walled pipes used in high-pressure or high-temperature environments, such as oil refineries or power plants.
Automotive and Aerospace Industries: Flange machines are used in the automotive and aerospace industries to create flanges for exhaust systems, fuel lines, and other components. The precision offered by CNC flange machines is essential for ensuring that flanges meet the tight tolerances required in these industries.
Precision Flanges for Exhaust Systems: CNC flange machines are used to create custom flanges for exhaust systems, ensuring that they fit precisely and provide a leak-proof connection.
Plumbing and Construction: Flange machines are used in plumbing and construction to form or attach flanges to pipes used in water supply, drainage, and other systems. Flanges provide a secure connection point for assembling plumbing systems and allow for easy maintenance and repairs.
Flanges for Water Supply Lines: Flange machines are used to create flanges for water supply lines in residential and commercial buildings, ensuring that the pipes can be connected securely and leak-free.
Advantages of Flange Machines
Precision and Consistency: Flange machines ensure that flanges are formed with high precision and consistency, meeting exact specifications for dimensions and strength. This is essential for applications where leak-proof connections are critical, such as in HVAC systems or industrial pipelines.
Efficiency for High-Volume Production: Flange machines, especially roll-forming and CNC machines, are highly efficient and capable of producing large quantities of flanges quickly and with minimal waste. This makes them ideal for high-volume production in industries such as construction and manufacturing.
Versatility for Different Materials: Flange machines can handle a wide range of materials, including steel, aluminum, copper, and stainless steel. This versatility makes them valuable tools for manufacturers working with different types of pipes and tubing.
Strong, Leak-Proof Connections: Flanges formed by flange machines provide strong, durable connections that can withstand high pressure and temperature. This is particularly important in industrial applications where the reliability of the connection is critical for safety and performance.
Challenges of Flange Machines
Tooling and Setup Costs: Flange machines, particularly CNC and hydraulic machines, can be expensive to purchase and set up. The cost of tooling and maintenance must be considered, especially for custom or complex flange designs.
Skilled Operation for Precision: Operating flange machines, especially CNC and welding machines, requires skilled operators to ensure that the flanges are formed correctly and meet the required specifications. Improper operation can lead to defects and compromised flange connections.
Flange machines are essential tools for forming and attaching flanges to pipes, tubes, and ducts in a wide range of industries. Whether used in HVAC systems, industrial piping, or automotive and aerospace applications, these machines provide the precision, strength, and efficiency needed to create reliable, high-quality flanges that meet the demands of modern manufacturing and construction.
Metal Flowforming
CNC Controller for Spinning Machine
Metal flowforming is an advanced metal forming process used to shape cylindrical or conical metal parts by applying controlled pressure through rotating rollers. The process starts with a pre-formed metal blank, typically a tube, which is placed over a mandrel and rotated at high speeds. Rollers apply pressure to the metal, gradually thinning and stretching it into the desired shape. Flowforming offers precise control over wall thickness and part geometry, making it ideal for producing lightweight, high-strength components with complex geometries.
Flowforming is used in industries such as aerospace, automotive, defense, and industrial manufacturing, where precision, strength, and material efficiency are critical. The process enhances the mechanical properties of the metal, making it stronger and more durable, while also reducing material waste.
Types of Metal Flowforming
Forward Flowforming: In forward flowforming, the rollers move along the length of the metal blank in the same direction as the rotation of the mandrel. The material is thinned and stretched forward as it conforms to the shape of the mandrel. Forward flowforming is commonly used to produce cylindrical parts, such as tubes, pipes, and pressure vessels.
Precise Control of Wall Thickness: Forward flowforming allows manufacturers to create parts with precise, consistent wall thickness, which is critical for applications where uniform strength and weight are essential, such as in aerospace and automotive components.
Advantages: Forward flowforming is ideal for producing parts with long, uniform lengths, such as tubes and pipes. It offers excellent control over the material flow, ensuring consistent wall thickness and dimensional accuracy.
Disadvantages: Forward flowforming may not be suitable for parts with highly complex geometries or varying wall thicknesses, as the material flows primarily in one direction.
Backward Flowforming: In backward flowforming, the rollers move in the opposite direction of the mandrel’s rotation. This causes the material to be pushed backward while it is thinned and stretched into shape. Backward flowforming is commonly used for parts with more complex geometries or varying wall thicknesses, such as conical parts or components with flanges.
Complex Shapes with Variable Thickness: Backward flowforming allows for more control over the material flow, making it possible to create parts with varying wall thicknesses or complex features, such as tapers or flanges.
Advantages: Backward flowforming is ideal for producing parts with complex geometries, such as cones or components with varying wall thickness. It offers greater flexibility in shaping the material compared to forward flowforming.
Disadvantages: Backward flowforming is typically slower than forward flowforming and may require more precise control to prevent defects, such as wrinkling or uneven material distribution.
Combined Flowforming: Combined flowforming uses both forward and backward flowforming techniques to create parts with complex geometries and varying wall thicknesses. This method is often used for high-precision components in industries like aerospace and defense, where intricate shapes and tight tolerances are required.
Precision for Complex Components: Combined flowforming allows for precise control over material flow in both directions, enabling manufacturers to produce parts with complex shapes and varying thicknesses, such as aerospace structural components or high-performance automotive parts.
Advantages: Combined flowforming provides maximum flexibility for creating parts with complex geometries, varying wall thicknesses, and tight tolerances. It is ideal for high-performance applications where precision is critical.
Disadvantages: Combined flowforming requires advanced equipment and highly skilled operators, making it more expensive and time-consuming than single-direction flowforming.
Key Components of a Metal Flowforming Machine
Mandrel: The mandrel is the shaping tool around which the metal blank is formed. The mandrel provides the internal shape of the part, while the rollers apply pressure to the blank, stretching and thinning it into the desired external shape. Mandrels are typically made from high-strength materials, such as hardened steel, to withstand the high forces involved in flowforming.
Precision Mandrels for Tight Tolerances: The mandrel must be precisely machined to match the internal dimensions of the final part. Any deviations in the mandrel’s shape can result in defects or dimensional inaccuracies in the finished part.
Rollers: Flowforming machines use multiple rollers to apply pressure to the metal blank as it rotates on the mandrel. The rollers gradually deform the metal, thinning and shaping it into the final part. The position, pressure, and speed of the rollers are carefully controlled to ensure precise forming.
Controlled Pressure for Uniform Thickness: The rollers must apply consistent pressure to ensure that the material flows uniformly, creating a part with consistent wall thickness and smooth surfaces.
Rotating Spindle: The spindle holds the mandrel and rotates it during the flowforming process. The rotation of the mandrel, combined with the pressure from the rollers, shapes the metal blank into the desired form. The spindle’s speed must be carefully controlled to ensure that the material is deformed evenly.
High-Speed Rotation for Efficient Forming: The spindle must rotate at the correct speed to allow the rollers to apply even pressure and gradually form the part without over-stressing the material.
Hydraulic or Servo Actuation System: Flowforming machines use hydraulic or servo-actuated systems to control the movement and pressure of the rollers. These systems provide the force needed to deform the metal and ensure that the forming process is smooth and controlled.
Hydraulic Pressure for High-Strength Parts: The hydraulic system provides the necessary pressure to form high-strength materials, such as steel and titanium, into precise shapes without causing defects.
CNC Control System: Many modern flowforming machines are equipped with CNC (Computer Numerical Control) systems that allow for precise control over the forming process. The CNC system automates the movement of the rollers, ensuring that the material is formed with consistent accuracy and repeatability.
Automation for Precision and Repeatability: CNC control systems ensure that each part is formed to the exact same specifications, improving efficiency and reducing the risk of defects.
The Flowforming Process
Material Preparation: The process begins with the preparation of a metal blank, typically in the form of a tube or disc. The blank is made from materials such as aluminum, steel, or titanium, which have good ductility and can be deformed without cracking. The blank is mounted onto the mandrel in the flowforming machine.
Pre-Forms for Consistent Shaping: The initial shape of the blank is critical to the success of the flowforming process. Pre-forms must be designed to accommodate the thinning and stretching that occurs during forming.
Forming the Metal Blank: As the mandrel rotates, the rollers apply controlled pressure to the metal blank. The pressure from the rollers gradually thins and stretches the material, shaping it into the desired form. The flow of the material is carefully controlled to ensure that the part has uniform wall thickness and smooth surfaces.
Precision Thinning for Uniform Parts: The flowforming process allows for precise control over the material flow, ensuring that the part is formed with consistent wall thickness and meets tight dimensional tolerances.
Multiple Passes for Complex Shapes: For parts with complex geometries, the flowforming process may require multiple passes with the rollers. Each pass further deforms the metal, gradually bringing it closer to the final shape. The CNC system ensures that each pass is executed with precision, preventing defects such as wrinkles or uneven material distribution.
Complex Shapes with Tight Tolerances: Flowforming is ideal for producing parts with intricate shapes or features, such as flanges, tapers, or internal threads. The CNC system ensures that these features are formed with tight tolerances and repeatable accuracy.
Part Removal and Inspection: Once the flowforming process is complete, the finished part is removed from the mandrel and inspected for defects. The part is typically subjected to dimensional checks and surface quality inspections to ensure that it meets the required specifications.
Quality Control for High-Precision Parts: Flowforming produces parts with excellent surface finishes and dimensional accuracy, reducing the need for additional machining or finishing processes.
Applications of Metal Flowforming
Aerospace Industry: Flowforming is widely used in the aerospace industry to produce lightweight, high-strength components such as rocket motor casings, fuselage sections, and structural supports. The ability to create thin-walled parts with precise dimensions makes flowforming ideal for aerospace applications.
Rocket Motor Casings: Flowforming is used to produce thin-walled rocket motor casings with excellent strength and durability. These parts must withstand extreme pressures and temperatures, making flowforming a critical process for aerospace manufacturers.
Automotive Industry: In the automotive industry, flowforming is used to create lightweight components such as wheel rims, drive shafts, and suspension components. Flowformed parts are strong, lightweight, and capable of withstanding the stresses of high-performance vehicles.
Lightweight Alloy Wheels: Flowforming is used to produce lightweight alloy wheels for high-performance vehicles. The process ensures that the wheels have the strength needed to handle the stresses of driving while minimizing weight.
Defense and Military Applications: Flowforming is used to produce parts for defense and military applications, such as artillery shells, missile casings, and armor-piercing projectiles. These parts require high strength, durability, and precision, making flowforming an ideal manufacturing process.
Artillery Shells: Flowforming is used to produce artillery shells with thin walls and high strength, ensuring that they can withstand the pressures generated during firing while remaining lightweight.
Industrial Manufacturing: Flowforming is also used in the production of industrial components such as pressure vessels, heat exchanger tubes, and hydraulic cylinders. These parts require high strength and precision, making flowforming a valuable process for industrial manufacturers.
Heat Exchanger Tubes: Flowforming is used to produce thin-walled heat exchanger tubes with precise dimensions, ensuring efficient heat transfer and durability in demanding industrial applications.
Advantages of Metal Flowforming
High Precision and Repeatability: Flowforming ensures that parts are produced with tight tolerances and consistent quality, making it ideal for applications where precision is critical, such as aerospace and defense manufacturing.
Material Efficiency: Flowforming uses a cold-forming process that minimizes material waste, allowing manufacturers to produce parts with consistent wall thickness and minimal scrap. This improves cost efficiency and reduces the environmental impact of production.
Enhanced Mechanical Properties: The cold-forming process used in flowforming improves the mechanical properties of the metal, such as its hardness, tensile strength, and fatigue resistance. This makes flowformed parts more durable and capable of withstanding extreme conditions.
Cost-Effective for Medium- to High-Volume Production: Flowforming is particularly cost-effective for medium- to high-volume production runs, as it requires fewer tooling changes and offers shorter cycle times compared to other forming processes.
Challenges of Metal Flowforming
High Initial Setup Costs: The equipment and tooling required for flowforming can be expensive, making it less cost-effective for low-volume production runs. However, the long-term savings in material costs and reduced machining requirements often justify the initial investment.
Material Limitations: While flowforming is effective for a wide range of metals, such as aluminum, steel, and titanium, it may not be suitable for certain materials that are too brittle or have limited formability.
Metal flowforming is a highly efficient and versatile process used to produce lightweight, high-precision components with complex geometries. Whether used in aerospace, automotive, defense, or industrial applications, flowforming offers manufacturers a cost-effective solution for creating parts that meet the highest standards of performance and durability.
Circle Shear Machine
Circle Shear Machine
A circle shear machine, also known as a rotary shear or circular shearing machine, is a specialized cutting tool used to cut circular blanks or discs from sheet metal. These machines are designed to cut precise circular shapes in materials like steel, aluminum, copper, and brass, making them essential tools in industries such as automotive, aerospace, manufacturing, and metal fabrication. Circle shear machines are commonly used to produce metal discs for applications like cookware, automotive components, and industrial machinery.
Circle shear machines provide fast, efficient, and accurate cutting of circular blanks, with the ability to handle a wide range of materials and thicknesses. These machines are used for both high-volume production and custom manufacturing, ensuring that each circular blank is cut with precision and minimal waste.
Types of Circle Shear Machines
Manual Circle Shear Machines: Manual circle shear machines are operated by hand, making them suitable for small-scale production or custom jobs. These machines feature adjustable cutting blades and guides, allowing the operator to set the desired diameter of the cut. The operator manually rotates the sheet metal through the cutting blades to produce the circular blank.
Adjustable for Custom Cuts: Manual circle shear machines are highly versatile, allowing operators to adjust the cutting diameter for different-sized blanks. They are commonly used in workshops or fabrication shops for smaller jobs.
Advantages: Manual circle shear machines are affordable, easy to operate, and ideal for custom jobs or small production runs. They offer precise control over the cutting process, making them suitable for a wide range of materials.
Disadvantages: Manual circle shear machines are labor-intensive and not suitable for high-volume production. They also require skilled operators to ensure accurate cutting.
Motorized Circle Shear Machines: Motorized circle shear machines use electric motors to automate the cutting process. These machines are more powerful than manual models and are capable of cutting thicker or harder materials. Motorized circle shear machines are commonly used in metal fabrication shops and manufacturing facilities for medium- to large-scale production.
Powered Cutting for Efficiency: The motorized operation allows for faster and more efficient cutting, making these machines ideal for repetitive cutting tasks. Motorized circle shear machines often feature adjustable cutting settings, allowing operators to easily change the diameter of the cut.
Advantages: Motorized circle shear machines offer greater cutting power and efficiency compared to manual models. They are ideal for cutting thicker materials or handling higher production volumes.
Disadvantages: Motorized circle shear machines are more expensive and require a power source, making them less portable than manual machines. They also require regular maintenance to ensure proper operation.
CNC Circle Shear Machines: CNC (Computer Numerical Control) circle shear machines are fully automated machines that use CNC technology to control the cutting process. These machines are highly precise and capable of producing complex circular blanks with tight tolerances. CNC circle shear machines are commonly used in industries such as aerospace, automotive, and industrial manufacturing, where high precision is required.
Automated Precision for High-Volume Production: CNC circle shear machines allow operators to program the desired cutting parameters into the CNC system, which then controls the cutting blades to execute the cut with precision. These machines are ideal for high-volume production and applications that require consistent, repeatable results.
Advantages: CNC circle shear machines offer unmatched precision, efficiency, and repeatability. They are ideal for high-volume production or parts that require tight tolerances. The automation reduces the need for manual labor and minimizes the risk of errors.
Disadvantages: CNC circle shear machines are expensive to purchase and operate, making them best suited for large-scale production or applications that require high precision.
The Circle Shearing Process
Material Loading: The circle shearing process begins by loading the sheet metal onto the machine. For manual machines, the operator positions the sheet metal by hand, while motorized and CNC machines often have automated feeding systems that load the material into the cutting area.
Accurate Positioning for Precision Cuts: Proper positioning of the sheet metal is essential for ensuring that the circular blank is cut with precision. In CNC machines, the material is automatically positioned based on the programmed cutting parameters.
Adjusting the Cutting Diameter: The cutting diameter is set by adjusting the cutting blades and guides on the machine. In manual and motorized machines, the operator adjusts the settings to achieve the desired diameter. In CNC machines, the cutting diameter is programmed into the CNC system, which automatically adjusts the blades to the correct position.
Customizable Settings for Versatile Cutting: Circle shear machines offer adjustable cutting settings, allowing operators to produce circular blanks in a variety of sizes. This versatility is particularly important for manufacturers that produce custom or varied parts.
Cutting the Circular Blank: Once the machine is set up, the cutting process begins. The cutting blades rotate around the sheet metal, shearing out a precise circular blank. In manual machines, the operator manually turns the sheet metal through the blades, while motorized and CNC machines automate the cutting process.
Clean, Precise Cuts for Smooth Edges: The goal of the cutting process is to produce a clean, smooth-edged circular blank with minimal waste. Proper control of the cutting speed and pressure is essential for achieving high-quality cuts.
Finishing and Inspection: After the circular blank is cut, it is inspected for defects, such as rough edges, burrs, or dimensional inaccuracies. Any excess material or imperfections are removed to ensure that the blank is smooth and ready for use in further manufacturing processes.
Deburring for Clean Edges: Burrs or rough edges are common after cutting, especially in thicker or harder metals. These imperfections can be removed using deburring tools or machines to create a smooth, finished edge.
Applications of Circle Shear Machines
Cookware Manufacturing: Circle shear machines are widely used in the cookware industry to produce circular blanks for pots, pans, lids, and other kitchen utensils. The ability to cut precise, smooth-edged circles is essential for ensuring that the finished cookware pieces meet quality and performance standards.
Cutting Blanks for Pots and Pans: Circle shear machines are used to cut the circular blanks that are then formed into the final shape of pots, pans, and lids. The precision of the cut ensures that the cookware pieces are consistent in size and fit together properly.
Automotive Industry: In the automotive industry, circle shear machines are used to produce circular blanks for components such as gaskets, seals, and discs. These parts must be cut with high precision to ensure proper fit and function in automotive assemblies.
Cutting for Gaskets and Seals: Circular blanks are used to create gaskets and seals for engines, transmissions, and other automotive components. The precision of the cut is critical for ensuring that these parts provide a proper seal and prevent leaks.
Aerospace Industry: In the aerospace industry, circle shear machines are used to cut circular blanks for components such as bulkheads, panels, and structural supports. The high precision of CNC circle shear machines ensures that these parts meet the stringent safety and performance standards required in aerospace manufacturing.
Precision Cutting for Structural Components: Circle shear machines are used to create precise circular blanks for aerospace structural components that must withstand extreme forces and environmental conditions.
Metal Fabrication and Industrial Manufacturing: Circle shear machines are commonly used in metal fabrication shops and industrial manufacturing facilities to cut circular blanks for a wide range of applications, including machinery components, industrial equipment, and decorative metalwork.
Custom Cutting for Industrial Applications: Circle shear machines allow manufacturers to produce custom circular blanks for industrial machinery and equipment, ensuring that each part meets the exact specifications required for the application.
Advantages of Circle Shear Machines
Precision Cutting for Circular Blanks: Circle shear machines are specifically designed for cutting precise circular shapes in sheet metal, ensuring clean, accurate cuts with minimal material waste. This precision is essential for industries such as automotive, aerospace, and cookware manufacturing.
Efficiency for High-Volume Production: Motorized and CNC circle shear machines are highly efficient and capable of producing large quantities of circular blanks quickly and with consistent quality. This makes them ideal for high-volume production in industries such as manufacturing and metal fabrication.
Versatility for Different Metals: Circle shear machines can handle a wide range of sheet metal materials, including steel, aluminum, copper, and brass. This versatility makes them valuable tools for manufacturers working with different types of materials.
Clean, Smooth Edges: Circle shear machines are designed to create clean, smooth edges, reducing the need for additional finishing operations such as deburring or grinding. This improves the overall quality of the finished part and reduces production time.
Challenges of Circle Shear Machines
Tool Wear and Maintenance: The cutting blades on circle shear machines wear out over time and need to be replaced regularly to maintain cutting precision. Proper maintenance is essential to ensure that the machines continue to produce high-quality cuts.
High Initial Setup Costs for CNC Machines: CNC circle shear machines are expensive to purchase and operate, making them a significant investment for manufacturers. However, the high precision and efficiency of these machines often justify the initial setup costs for large-scale production.
Circle shear machines are essential tools for cutting precise circular blanks in sheet metal. Whether used in cookware manufacturing, automotive, aerospace, or industrial applications, these machines provide the accuracy, efficiency, and versatility needed to produce high-quality circular blanks with consistent precision.
Sheet Metal Flange Forming
Sheet Metal Rounded Corners
Sheet metal flange forming is a process used to create flanges—raised rims or edges—on sheet metal components. These flanges are essential for connecting parts, adding strength, and providing structural support in various applications. Flange forming is a key technique in industries such as automotive, aerospace, construction, HVAC, and metal fabrication, where sheet metal components must be securely joined or reinforced. Flanges help ensure a tight, secure fit between parts, especially in systems that handle fluids, air, or structural loads.
There are several methods for forming flanges on sheet metal, including roll forming, press brake bending, and stamping. Each method is chosen based on factors like the material, thickness, shape, and the specific requirements of the application. Proper flange forming ensures that the metal retains its strength and integrity, even after being bent or formed into complex shapes.
Methods of Sheet Metal Flange Forming
Roll Forming: Roll forming is a continuous process used to create flanges by passing sheet metal through a series of rollers that gradually bend the edges into the desired shape. This method is ideal for producing long, uniform flanges in high-volume production settings. Roll forming is commonly used in the production of components like metal roofing, siding, and structural panels.
High Efficiency for Long Parts: Roll forming is highly efficient and suitable for forming flanges on long pieces of sheet metal, such as beams, channels, and ducts. The process is continuous, allowing manufacturers to produce large quantities of flange-formed parts with minimal material waste.
Advantages: Roll forming is ideal for high-volume production and produces consistent, high-quality flanges with minimal deformation. It is also suitable for thin and thick sheet metals.
Disadvantages: Roll forming is less flexible than other methods, making it less suitable for producing short, custom, or complex flange shapes.
Press Brake Bending: Press brake bending is a common method for forming flanges on smaller or custom-shaped sheet metal parts. A press brake uses a punch and die to bend the edges of the sheet metal to form a flange. This method is highly versatile and allows for precise control over the angle, length, and shape of the flange. Press brakes are often used in low- to medium-volume production runs or for custom fabrication jobs.
Precision Bending for Custom Parts: Press brake bending allows manufacturers to create flanges with precise angles and lengths, making it ideal for custom parts and prototypes. The process is highly flexible, allowing for the formation of complex flange shapes.
Advantages: Press brake bending offers excellent precision and versatility, making it ideal for small batches or custom parts. It is suitable for a wide range of sheet metal thicknesses.
Disadvantages: Press brake bending can be slower than roll forming for high-volume production and may require more setup time, especially for complex or custom parts.
Stamping: Stamping is a high-speed method for forming flanges on sheet metal parts. In the stamping process, a press forces the sheet metal into a die, which shapes the material and forms the flange in a single operation. Stamping is ideal for producing large quantities of parts quickly and with consistent quality. It is commonly used in automotive and appliance manufacturing, where components like brackets, panels, and enclosures require flanged edges.
High-Speed Production for Large Volumes: Stamping is highly efficient and capable of producing flanges in large quantities with consistent quality. The process is well-suited for parts with simple, uniform flange shapes.
Advantages: Stamping offers fast production speeds, making it ideal for high-volume manufacturing. It also ensures consistent flange dimensions and high repeatability.
Disadvantages: Stamping requires expensive tooling and is less flexible than other methods, making it better suited for high-volume production rather than custom or low-volume runs.
Hydroforming: Hydroforming is a specialized forming process that uses high-pressure hydraulic fluid to shape sheet metal into complex forms, including flanged edges. Hydroforming is commonly used for parts that require intricate shapes or tight tolerances, such as automotive body panels, aerospace components, and structural parts. This process is ideal for forming flanges on lightweight materials, such as aluminum and stainless steel, without compromising the material’s strength or surface quality.
Complex Shapes with High Precision: Hydroforming allows manufacturers to form flanges on parts with complex geometries and tight tolerances. The process is particularly useful for producing lightweight components with strong, durable flanges.
Advantages: Hydroforming provides excellent precision and allows for the formation of flanges on complex shapes and lightweight materials. It also minimizes material thinning and surface defects.
Disadvantages: Hydroforming is more expensive than traditional forming methods and is best suited for high-value, precision parts rather than mass production.
Key Components of a Sheet Metal Flange Forming Machine
Rollers (Roll Forming): In roll forming machines, rollers are the primary tools used to bend and shape the edges of the sheet metal into flanges. The sheet metal passes through multiple rollers, each progressively bending the metal until the desired flange shape is achieved. The rollers must be precisely aligned and adjusted to ensure consistent, high-quality flange formation.
Gradual Bending for Uniform Flanges: The rollers are designed to gradually bend the metal, ensuring that the flange is formed smoothly and without distortion. Proper roller alignment is critical for maintaining consistent flange dimensions.
Punch and Die (Press Brake and Stamping): In press brake and stamping machines, the punch and die are the tools used to shape the flange. The punch presses the sheet metal into the die, bending or forming the edges into a flange. The punch and die must be designed to match the exact flange dimensions and angles required for the part.
Precision Tools for Accurate Flanges: The punch and die must be carefully designed and maintained to ensure that the flange is formed with accurate dimensions and angles. Any wear or misalignment in the tools can lead to defects in the flange.
Hydraulic System (Hydroforming): In hydroforming machines, a hydraulic system is used to apply high pressure to the sheet metal, forcing it into a die and forming the flange. The hydraulic system must provide precise control over the pressure and timing of the forming process to ensure that the flange is formed without damaging the material.
High Pressure for Complex Flanges: The hydraulic system provides the force needed to shape the sheet metal into complex forms, including flanges, without causing cracks or material failure.
Control System: Modern flange forming machines are often equipped with computer numerical control (CNC) systems that allow operators to program the flange dimensions, angles, and forming parameters. The control system ensures that the forming process is consistent and repeatable, reducing the risk of defects and improving production efficiency.
CNC Control for Precision and Consistency: CNC systems automate the flange forming process, allowing for precise control over the forming parameters. This ensures that each flange is formed to the exact same specifications, improving quality and reducing material waste.
The Flange Forming Process
Material Preparation: The sheet metal must be properly prepared before the flange forming process begins. This typically involves cutting the sheet metal to the required size and shape, deburring the edges, and cleaning the surface to remove any dirt, grease, or contaminants. Proper material preparation ensures that the flange is formed cleanly and without defects.
Deburring for Clean Edges: Any rough edges or burrs must be removed from the sheet metal to ensure that the flange is formed with smooth, clean edges. This is especially important in applications where the flange will be exposed to high pressure or stress.
Forming the Flange: The flange forming process depends on the method being used. In roll forming, the sheet metal is passed through a series of rollers that gradually bend the edges into a flange. In press brake bending, the sheet metal is placed between a punch and die, and pressure is applied to form the flange. In stamping, the flange is formed in a single press operation, while in hydroforming, the sheet metal is shaped by hydraulic pressure.
Consistent Pressure for Smooth Flanges: Proper control of the forming pressure is essential for creating a smooth, uniform flange without defects such as cracks, wrinkles, or thinning.
Finishing and Inspection: After the flange is formed, the part is inspected for defects such as cracks, uneven edges, or dimensional inaccuracies. Any excess material, such as burrs or rough edges, is removed to ensure that the flange is smooth and ready for use. The part is also measured to ensure that the flange meets the required dimensions and tolerances.
Quality Control for Reliable Flanges: Flanges must meet strict quality standards to ensure that they provide a secure, leak-proof connection. Inspection and finishing are critical steps in the flange forming process to ensure that the final product meets these standards.
Applications of Sheet Metal Flange Forming
Automotive Industry: Sheet metal flange forming is widely used in the automotive industry to create flanges on components such as exhaust systems, body panels, and structural parts. Flanges are essential for connecting parts and providing strength and rigidity to automotive assemblies.
Flanges for Exhaust Systems and Body Panels: Flanges are commonly formed on exhaust pipes and body panels to provide a secure connection between parts. Flange forming ensures that these components are strong, durable, and resistant to vibration and stress.
Aerospace Industry: In the aerospace industry, flange forming is used to create flanges on lightweight materials such as aluminum and titanium. These flanges are used to connect structural components, fuel tanks, and engine parts, where precision and strength are critical.
Flanges for Lightweight Aerospace Components: Flange forming is used to create flanges on thin, lightweight sheet metal components used in aircraft. The precision of the flange is critical for ensuring that the parts meet the strict safety and performance standards required in aerospace manufacturing.
HVAC Systems: In the HVAC industry, flange forming is used to create flanges on ductwork and ventilation systems. These flanges provide a secure connection between sections of ductwork, ensuring that the system operates efficiently and without leaks.
Forming Flanges for Ductwork: Flanges are commonly formed on HVAC ducts to provide a secure connection point for joining sections of ductwork. The flanges must be strong enough to withstand the pressure and airflow in the system.
Construction and Metal Fabrication: Flange forming is used in the construction and metal fabrication industries to create flanges on beams, columns, and other structural components. These flanges provide additional strength and stability to the structure, ensuring that it can withstand loads and stresses.
Flanges for Structural Components: Flange forming is used to create flanges on structural components such as beams and columns, adding strength and rigidity to the structure.
Advantages of Sheet Metal Flange Forming
Improved Strength and Structural Integrity: Forming flanges on sheet metal components increases their strength and rigidity, making them more durable and capable of withstanding stress. This is especially important in applications where the parts are exposed to high pressure, vibration, or loads.
Secure Connections for Joining Parts: Flanges provide a secure, leak-proof connection between parts, ensuring that they are properly aligned and sealed. This is essential in systems that handle fluids, air, or structural loads, such as exhaust systems, HVAC ducts, and piping.
Versatility for Different Materials and Applications: Flange forming can be used on a wide range of sheet metal materials, including steel, aluminum, copper, and stainless steel. This versatility makes flange forming a valuable process in industries ranging from automotive and aerospace to construction and HVAC.
Precision for Complex Shapes: Modern flange forming machines, especially those equipped with CNC systems, offer precise control over the forming process, allowing manufacturers to create flanges with tight tolerances and complex shapes.
Challenges of Sheet Metal Flange Forming
Tool Wear and Maintenance: The tools used in flange forming, such as rollers, punches, and dies, wear out over time and need to be replaced regularly to maintain forming precision. Proper maintenance is essential to ensure consistent, high-quality flange formation.
Material Limitations: Certain materials, especially brittle or high-strength metals, can be challenging to flange without causing cracks or defects. Proper material selection and forming techniques are essential to avoid these issues.
Sheet metal flange forming is a critical process in many industries, providing strength, durability, and secure connections for components ranging from automotive exhaust systems to aerospace structural parts. Whether done through roll forming, press brake bending, stamping, or hydroforming, flange forming ensures that sheet metal parts meet the demands of modern manufacturing and engineering.
Super Surface Finishing
Metal Buffing and Polishing Machines
Super surface finishing refers to advanced techniques used to achieve extremely smooth and polished surfaces on metal parts, often with a mirror-like finish. These techniques are critical in industries where surface quality is essential for performance, aesthetics, or functionality. Super surface finishing processes are used to remove surface imperfections, improve surface smoothness, reduce friction, and enhance the overall appearance of metal parts. This type of finishing is commonly applied to parts in industries such as aerospace, automotive, medical devices, precision engineering, and consumer electronics.
Super surface finishing goes beyond traditional polishing or grinding, utilizing highly specialized methods such as electropolishing, chemical polishing, and advanced mechanical processes like lapping and superfinishing. These techniques achieve surface finishes with very low roughness values, measured in microns, often below Ra 0.1 µm.
Types of Super Surface Finishing Processes
Electropolishing: Electropolishing is an electrochemical process that removes a thin layer of metal from the surface of a part, smoothing out micro-level roughness and imperfections. The process involves immersing the part in an electrolytic bath and applying an electric current. Electropolishing is commonly used for stainless steel, aluminum, and other metals that require a high level of surface smoothness and corrosion resistance.
Smoothing at the Microscopic Level: Electropolishing removes high points on the surface of the metal, leaving a smooth, polished finish. It also improves the part’s corrosion resistance by removing surface contaminants and creating a passive oxide layer.
Advantages: Electropolishing provides a uniform, smooth finish with minimal material removal. It is ideal for complex shapes and internal surfaces that are difficult to reach with mechanical polishing methods.
Disadvantages: Electropolishing is limited to conductive materials and may not be suitable for all types of metals or parts that require tight dimensional tolerances.
Chemical Polishing: Chemical polishing involves immersing a metal part in a chemical solution that selectively dissolves surface imperfections, leaving behind a smooth, polished surface. Unlike electropolishing, chemical polishing does not require an electric current. This process is commonly used for metals like aluminum, copper, and brass, as well as non-conductive materials.
Non-Electrical Smoothing for Complex Parts: Chemical polishing is especially useful for parts with complex shapes or internal passages, where mechanical polishing is impractical. The chemical solution uniformly polishes the surface without the need for physical contact.
Advantages: Chemical polishing is fast and efficient, providing a smooth, polished finish without the need for mechanical force. It is suitable for a wide range of materials, including non-metals.
Disadvantages: Chemical polishing can be less precise than electropolishing or mechanical finishing, and the chemicals used can be hazardous if not handled properly.
Superfinishing (Microfinishing): Superfinishing is a mechanical process that uses fine abrasives to achieve an ultra-smooth surface finish with extremely low roughness values. This process involves the oscillating movement of an abrasive tool or film against the surface of the part. Superfinishing is commonly used on cylindrical or spherical parts, such as crankshafts, bearings, and precision components, where surface smoothness is critical for reducing friction and wear.
Reducing Friction for High-Performance Parts: Superfinishing creates an extremely smooth surface that reduces friction and wear, improving the performance and longevity of precision components such as bearings and gears.
Advantages: Superfinishing provides a highly controlled surface finish, making it ideal for parts that require precise surface characteristics. It reduces friction and improves the part’s resistance to wear and corrosion.
Disadvantages: Superfinishing can be time-consuming and may require specialized equipment and skilled operators. It is also limited to parts with relatively simple geometries.
Lapping: Lapping is a precision surface finishing process that involves rubbing two surfaces together with an abrasive slurry between them. This process is used to achieve extremely flat and smooth surfaces with tight tolerances. Lapping is commonly used for parts like valves, bearings, and optical components, where flatness and surface quality are critical.
Ultra-Flat Surfaces for Precision Parts: Lapping achieves surfaces that are both flat and smooth, making it ideal for parts that require a high degree of accuracy and tight tolerances.
Advantages: Lapping provides a highly precise and uniform surface finish, making it suitable for parts that require extremely low surface roughness and high flatness.
Disadvantages: Lapping is a slow process and is not suitable for large production runs. It also requires careful control of the abrasive slurry to avoid over-polishing or damaging the part.
Polishing and Buffing: Polishing and buffing are traditional mechanical finishing processes used to achieve smooth, shiny surfaces on metal parts. These processes involve using abrasive compounds and rotating wheels or pads to remove surface imperfections and create a reflective finish. While polishing is more aggressive and used for initial surface smoothing, buffing is used to achieve a high-gloss finish.
Creating a High-Gloss Finish: Polishing and buffing are widely used in industries such as automotive, aerospace, and consumer goods to create aesthetically pleasing finishes on parts like wheels, body panels, and appliances.
Advantages: Polishing and buffing provide a high-quality, reflective finish, making them ideal for parts that require an attractive appearance. These processes are also relatively fast and cost-effective.
Disadvantages: Polishing and buffing can be labor-intensive, especially for complex parts, and may not achieve the same level of surface smoothness as advanced processes like electropolishing or superfinishing.
Applications of Super Surface Finishing
Aerospace Industry: Super surface finishing is critical in the aerospace industry, where parts like turbine blades, landing gear, and structural components must meet strict surface quality standards. Superfinishing and electropolishing are commonly used to reduce friction and improve the performance and longevity of critical components.
Smooth Surfaces for Reduced Friction: Super surface finishing reduces friction on aerospace components like turbine blades, improving their efficiency and reducing wear over time.
Medical Devices and Implants: Super surface finishing is essential for medical devices and implants, where surface smoothness is critical for biocompatibility, hygiene, and performance. Electropolishing is commonly used to finish stainless steel and titanium implants, ensuring that they are smooth, corrosion-resistant, and safe for use in the human body.
Smooth, Biocompatible Surfaces for Implants: Super surface finishing ensures that medical implants have smooth, corrosion-resistant surfaces that are safe for long-term use in the body.
Automotive Industry: In the automotive industry, super surface finishing is used to enhance the performance of components like engine parts, transmission gears, and crankshafts. Superfinishing reduces friction and wear, improving the efficiency and durability of these parts.
Enhanced Performance for Engine Components: Super surface finishing reduces friction on engine components like crankshafts and gears, improving performance and fuel efficiency.
Precision Engineering: Super surface finishing is used in precision engineering applications, such as the manufacture of bearings, valves, and precision instruments. These parts require extremely smooth surfaces to ensure proper function, reduce friction, and improve performance.
Smooth Surfaces for High-Precision Components: Superfinishing and lapping are used to achieve ultra-smooth surfaces on precision parts, ensuring that they meet tight tolerances and perform reliably.
Consumer Electronics and Optics: Super surface finishing is used in the production of consumer electronics and optical components, where smooth, reflective surfaces are critical for both performance and aesthetics. Polishing and buffing are commonly used to create shiny, mirror-like finishes on smartphones, tablets, and cameras.
Polished Surfaces for High-End Electronics: Polishing and superfinishing techniques are used to create sleek, reflective surfaces on consumer electronics, enhancing their appearance and durability.
Advantages of Super Surface Finishing
Enhanced Aesthetics: Super surface finishing techniques, such as polishing and buffing, create visually appealing surfaces with a high-gloss, mirror-like finish. This is particularly important for consumer goods, automotive components, and decorative metalwork.
Improved Performance and Efficiency: Superfinishing and electropolishing reduce surface roughness, minimizing friction and wear on moving parts. This improves the efficiency and longevity of components such as bearings, gears, and turbine blades.
Corrosion Resistance: Electropolishing and chemical polishing improve the corrosion resistance of metal parts by removing surface contaminants and creating a smooth, passive oxide layer. This is especially important for stainless steel and other metals used in harsh environments.
Biocompatibility for Medical Devices: Super surface finishing ensures that medical devices and implants have smooth, non-reactive surfaces, improving their biocompatibility and safety for use in the human body.
Precision and Accuracy: Super surface finishing processes, such as lapping and superfinishing, achieve extremely low surface roughness and tight tolerances, making them ideal for precision components that require high accuracy and smoothness.
Challenges of Super Surface Finishing
High Costs for Advanced Processes: Advanced super surface finishing techniques, such as electropolishing and lapping, can be expensive due to the specialized equipment and skilled operators required. These processes may not be cost-effective for low-volume production or parts with less stringent surface requirements.
Time-Consuming Processes: Super surface finishing processes like superfinishing and lapping can be time-consuming, especially for parts with complex geometries or tight tolerances. Manufacturers must balance the need for high-quality finishes with production efficiency.
Super surface finishing is essential for achieving the smooth, high-quality surfaces required in industries such as aerospace, automotive, medical devices, and precision engineering. Whether used to reduce friction, improve corrosion resistance, or enhance aesthetics, these advanced finishing techniques ensure that metal parts meet the highest standards of performance, durability, and appearance.
Dished End Making Machine
Beading Machine Price
A dished end making machine is a specialized piece of equipment used to manufacture dished ends, which are concave, rounded caps or closures often found on the ends of pressure vessels, boilers, storage tanks, and other cylindrical containers. Dished ends are essential components in industries such as oil and gas, petrochemicals, chemical processing, food processing, and water treatment, where pressure-tight and structurally strong end closures are required for safety and functionality.
The process of making dished ends involves forming flat metal plates into curved, dome-like shapes through various forming methods, including spinning, pressing, or flanging. These machines allow manufacturers to produce dished ends of different sizes, thicknesses, and materials, including carbon steel, stainless steel, and aluminum.
Types of Dished End Making Machines
Hydraulic Pressing Machines: Hydraulic pressing machines are commonly used for forming dished ends by applying high-pressure force to a flat metal plate. The plate is pressed into a concave die, gradually taking on the desired dished shape. This method is highly efficient and ideal for producing dished ends with large diameters and thick materials.
High Pressure for Large, Thick Dished Ends: Hydraulic pressing machines are capable of forming large dished ends with thick walls, ensuring that they can withstand high pressure and stress in applications such as pressure vessels and boilers.
Advantages: Hydraulic pressing offers excellent control over the forming process, allowing manufacturers to create dished ends with precise dimensions and smooth surfaces. It is ideal for producing high-strength dished ends for demanding applications.
Disadvantages: Hydraulic pressing machines are expensive and require significant setup time, making them more suitable for large-scale production rather than small or custom jobs.
Spinning Machines: Spinning is another method used to form dished ends by rotating a flat metal blank on a lathe-like machine. As the blank rotates, forming rollers apply pressure to gradually bend the metal into a dished shape. Spinning is typically used for producing dished ends with smaller diameters or thinner materials.
Gradual Forming for Thin or Small Dished Ends: Spinning allows for precise control over the forming process, making it suitable for producing dished ends with intricate shapes or thin walls. The process is highly flexible and can be used for small-batch production or custom parts.
Advantages: Spinning is cost-effective for small-batch or custom production and offers excellent flexibility for forming dished ends with various sizes and shapes. The process is also suitable for thinner materials, such as stainless steel or aluminum.
Disadvantages: Spinning is slower than hydraulic pressing and may not be suitable for forming large or thick-walled dished ends. It also requires skilled operators to ensure precise forming.
Flanging Machines: Flanging machines are used to form the edges of dished ends, creating a flange or raised rim that can be used to attach the dished end to a cylindrical vessel or pipe. The machine bends the edges of the dished end outward, creating a flange that matches the diameter of the vessel. Flanging is often used in conjunction with pressing or spinning to complete the dished end.
Forming Flanges for Secure Attachment: Flanging is essential for ensuring that the dished end can be securely attached to the vessel, creating a leak-proof seal and providing structural strength. Flanging machines allow for precise control over the flange dimensions and angles.
Advantages: Flanging machines provide consistent, precise flanges that ensure a secure connection between the dished end and the vessel. The process is highly efficient and can be integrated into automated production lines.
Disadvantages: Flanging machines are specialized tools that may not be suitable for small or custom production runs. They are best suited for high-volume production of dished ends with standard flange dimensions.
Deep Drawing Machines: Deep drawing is a forming method used to create dished ends by stretching a flat metal plate into a concave shape using a punch and die. The metal is drawn into the die cavity while maintaining its thickness, creating a deep, dished end with uniform wall thickness. Deep drawing is often used for producing dished ends with complex geometries or deep curvatures.
Deep Forming for Complex Dished Ends: Deep drawing allows manufacturers to create dished ends with complex shapes and deep curvatures, making it suitable for parts that require intricate designs or tight tolerances.
Advantages: Deep drawing offers precise control over the wall thickness and shape of the dished end, ensuring consistent quality and structural integrity. It is ideal for producing parts with deep, complex curvatures.
Disadvantages: Deep drawing requires specialized tooling and is more expensive than other forming methods. It is best suited for high-value parts or applications where precise control over wall thickness is critical.
Key Components of a Dished End Making Machine
Press or Punch: In pressing and deep drawing machines, the press or punch applies force to the metal plate, shaping it into the dished form. The press must be capable of generating high pressure to deform the metal without causing cracks or thinning.
High Pressure for Thick Materials: The press must provide enough force to shape thick metal plates into dished ends without compromising the material’s structural integrity. Proper pressure control is essential for achieving consistent results.
Rotating Mandrel or Die: In spinning and pressing machines, the mandrel or die provides the internal shape of the dished end. As the metal is pressed or spun around the mandrel, it gradually takes on the desired curvature. The mandrel or die must be precisely machined to ensure that the final part meets the required dimensions.
Precision Shaping for Consistent Results: The mandrel or die must be carefully designed and aligned to ensure that the dished end is formed with consistent dimensions and a smooth surface.
Forming Rollers (Spinning): In spinning machines, forming rollers apply pressure to the rotating metal blank, gradually shaping it into a dished end. The rollers must be precisely controlled to ensure that the metal is formed smoothly and without defects.
Controlled Pressure for Smooth Surfaces: The forming rollers must apply consistent pressure to prevent wrinkling, cracking, or uneven thickness in the final part.
Hydraulic System: In hydraulic pressing machines, the hydraulic system provides the force needed to press the metal into the die. The hydraulic system must provide precise control over the pressure and speed of the forming process to ensure that the metal is deformed uniformly.
Hydraulic Force for Large Dished Ends: The hydraulic system provides the necessary force to form large or thick-walled dished ends, ensuring that the material flows smoothly into the die.
Control Panel: Modern dished end making machines are often equipped with computer numerical control (CNC) systems that allow operators to program the forming parameters, such as pressure, speed, and curvature. The control panel ensures that the forming process is consistent and repeatable, reducing the risk of defects and improving production efficiency.
Automation for Precision and Consistency: CNC control systems automate the forming process, allowing for precise control over the dimensions and shape of the dished end. This ensures that each part is formed to the exact same specifications.
The Dished End Making Process
Material Preparation: The process begins with preparing a flat metal plate, which is typically cut to the desired size and thickness. The edges of the plate may be deburred or smoothed to ensure a clean, defect-free surface for forming.
Cutting and Deburring for Clean Edges: Proper preparation of the metal plate ensures that the dished end can be formed without defects such as cracks or wrinkles.
Forming the Dished End: The metal plate is placed in the dished end making machine, where it is pressed, spun, or drawn into the desired shape. The forming process depends on the type of machine being used—hydraulic pressing machines use a press to shape the metal into a concave form, while spinning machines gradually shape the metal using forming rollers.
Consistent Forming for Smooth Curves: The goal of the forming process is to create a smooth, uniform curvature with consistent wall thickness. Proper control of the forming pressure and speed is essential for achieving high-quality results.
Flanging (If Required): If the dished end requires a flange, the edges of the part are formed using a flanging machine. The flange provides a raised rim that allows the dished end to be securely attached to a cylindrical vessel or pipe. Flanging ensures that the part can be bolted or welded in place, creating a secure, leak-proof connection.
Forming Flanges for Attachment: The flanging process creates a secure attachment point for the dished end, ensuring that it can be easily connected to other components in a pressure vessel or tank.
Finishing and Inspection: After the dished end is formed, it is inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by removing any excess material or smoothing the edges. Quality control checks ensure that the dished end meets the required specifications for strength, curvature, and dimensional accuracy.
Quality Control for High-Strength Parts: Dished ends must meet strict quality standards to ensure that they can withstand the pressure and stress of the application. Inspection and finishing are critical steps in the process to ensure that the final part is free from defects.
Applications of Dished Ends
Pressure Vessels and Boilers: Dished ends are commonly used in the construction of pressure vessels and boilers, where they serve as end closures that can withstand high internal pressures. The dished shape distributes pressure evenly across the surface, reducing the risk of failure and ensuring the safety and performance of the vessel.
High-Pressure Applications for Safety: Dished ends are essential for pressure vessels that operate under high pressure, such as steam boilers, gas storage tanks, and chemical reactors. The shape of the dished end ensures that it can handle the pressure without failing.
Storage Tanks: Dished ends are used as closures for storage tanks, particularly those used for storing liquids or gases. The dished shape helps prevent the buildup of internal pressure and provides structural strength to the tank.
Strong, Leak-Proof Closures for Tanks: Dished ends provide a secure, leak-proof closure for storage tanks, ensuring that the contents are safely contained and that the tank can withstand internal pressure.
Food and Beverage Processing: Dished ends are commonly used in the food and beverage industry for pressure vessels and tanks used in processing, storage, and transportation. The smooth, rounded surface of the dished end helps maintain hygiene by preventing the buildup of contaminants or residue.
Hygienic Surfaces for Food Processing Tanks: In food and beverage processing, dished ends provide smooth, clean surfaces that are easy to sanitize, ensuring that the products remain safe and uncontaminated.
Water Treatment and Chemical Processing: Dished ends are used in water treatment and chemical processing tanks, where they must withstand corrosive materials and high pressures. The dished shape provides strength and durability, ensuring that the tanks can operate safely under demanding conditions.
Durable Closures for Chemical Tanks: Dished ends are essential for chemical processing tanks, where they provide a strong, corrosion-resistant closure that can handle harsh chemicals and high pressure.
Advantages of Dished End Making Machines
High Precision and Consistency: Dished end making machines provide precise control over the forming process, ensuring that each part is produced with consistent dimensions and smooth surfaces. This is essential for applications where dished ends must meet strict safety and performance standards.
Versatility for Different Materials and Sizes: Dished end making machines can handle a wide range of materials, including carbon steel, stainless steel, aluminum, and other metals. They are also capable of producing dished ends in various sizes and thicknesses, making them versatile tools for manufacturers.
Improved Structural Integrity: Dished ends formed using specialized machines have superior structural integrity, ensuring that they can withstand high pressure, temperature, and stress. The smooth, curved shape of the dished end helps distribute pressure evenly, reducing the risk of failure.
Efficiency for High-Volume Production: Dished end making machines, especially hydraulic presses and automated spinning machines, are highly efficient and capable of producing large quantities of parts quickly and with minimal waste. This makes them ideal for high-volume production in industries like pressure vessel manufacturing and tank fabrication.
Challenges of Dished End Making Machines
High Initial Setup Costs: Dished end making machines, particularly hydraulic presses and spinning machines, require significant initial investment in equipment and tooling. These costs can be prohibitive for small manufacturers or custom production runs.
Skilled Operation Required: Operating dished end making machines, especially spinning and flanging machines, requires skilled operators to ensure precise forming and avoid defects such as cracks or uneven thickness. Improper operation can result in defects that compromise the strength and safety of the dished end.
Dished end making machines are essential tools in industries that require high-strength, pressure-resistant closures for tanks, vessels, and other cylindrical containers. These machines provide the precision, efficiency, and versatility needed to produce dished ends that meet the strict safety and performance standards required in applications such as pressure vessels, boilers, storage tanks, and chemical processing equipment.
Thermal Deburring Machines
Thermal Deburring Machines for Sale
Thermal deburring machines are specialized tools used to remove burrs from metal and plastic parts through a controlled thermal process. Burrs are unwanted protrusions or sharp edges that often form during machining, cutting, drilling, or other manufacturing processes. These imperfections can affect the quality, performance, and safety of the final product. Thermal deburring machines offer a fast and efficient way to remove burrs, particularly from complex parts or internal passages that are difficult to access with traditional deburring methods.
The thermal deburring process, also known as explosive deburring or thermal energy method (TEM), involves placing the parts in a sealed chamber and exposing them to a controlled explosion of combustible gas. The high temperature generated by the explosion burns off the burrs, leaving the rest of the part intact. This method is highly effective for removing burrs from hard-to-reach areas and is widely used in industries such as automotive, aerospace, medical devices, and precision engineering.
Key Components of Thermal Deburring Machines
Sealed Chamber: The thermal deburring process takes place inside a sealed chamber, where the parts are placed during the deburring operation. The chamber must be able to withstand high temperatures and pressures generated by the controlled explosion.
Pressure-Resistant Chamber for Safety: The chamber is designed to contain the explosion safely while ensuring that the parts inside are properly exposed to the thermal energy. It is made from heat-resistant materials to withstand repeated use.
Gas Injection System: The gas injection system introduces a mixture of combustible gases, typically hydrogen or methane, into the chamber. The gas mixture is carefully controlled to ensure that the explosion is effective at removing the burrs without damaging the parts.
Precise Gas Control for Consistent Results: The gas injection system must deliver the correct mixture of gases at the right pressure and volume to ensure that the explosion is powerful enough to remove the burrs but not so intense that it damages the parts.
Ignition System: The ignition system is responsible for triggering the explosion inside the chamber. It ignites the gas mixture, causing a rapid combustion that generates high heat and pressure. The ignition system must be reliable and safe, ensuring that the explosion occurs only when the chamber is sealed and the gas mixture is correctly set.
Controlled Ignition for Safe Operation: The ignition system is carefully timed to ensure that the explosion occurs at the right moment, providing consistent deburring results while minimizing the risk of damage to the parts or the machine.
Cooling and Ventilation System: After the explosion, the chamber must be cooled down before the parts can be removed. The cooling and ventilation system helps dissipate the heat and remove any residual gases from the chamber. This system ensures that the parts are safe to handle after the deburring process and that the machine is ready for the next cycle.
Efficient Cooling for Fast Turnaround: The cooling system ensures that the chamber returns to a safe temperature quickly, allowing for efficient operation and minimizing downtime between deburring cycles.
Control Panel: Thermal deburring machines are equipped with a control panel that allows operators to set and monitor the deburring parameters, such as gas mixture, pressure, ignition timing, and cycle duration. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the process and ensure repeatable, high-quality results.
Automation for Precision and Consistency: The control panel allows operators to program the machine for specific parts and materials, ensuring that the deburring process is consistent and tailored to the requirements of each job.
The Thermal Deburring Process
Part Preparation: Before the thermal deburring process begins, the parts are loaded into the sealed chamber. The parts must be properly cleaned and free from any oils, grease, or contaminants that could interfere with the deburring process. The size, shape, and material of the parts are considered when setting the deburring parameters.
Cleaning for Optimal Results: Ensuring that the parts are clean and free from contaminants helps improve the effectiveness of the thermal deburring process and prevents any unintended reactions during the explosion.
Gas Injection and Ignition: Once the parts are loaded, the chamber is sealed, and the combustible gas mixture is injected into the chamber. The ignition system is then triggered, causing the gas to explode. The explosion generates a rapid burst of heat, typically reaching temperatures of 2,500 to 3,500 degrees Celsius (4,500 to 6,300 degrees Fahrenheit), which burns off the burrs on the surface of the parts.
High-Temperature Explosion for Burr Removal: The heat from the explosion is concentrated on the burrs, which are typically much thinner than the rest of the part. The burrs burn away almost instantly, leaving the rest of the part unaffected.
Cooling and Ventilation: After the explosion, the chamber is cooled down, and any remaining gases are vented. The cooling process ensures that the parts are safe to handle and that the machine is ready for the next deburring cycle.
Rapid Cooling for Efficient Operation: The cooling and ventilation system ensures that the chamber is quickly returned to a safe temperature, allowing for faster cycle times and increased productivity.
Part Removal and Inspection: Once the chamber has cooled, the parts are removed and inspected for any remaining burrs or defects. In most cases, the thermal deburring process removes all burrs from the parts, even in hard-to-reach areas or internal passages. Any remaining burrs can be removed through additional deburring methods if necessary.
Inspection for Quality Assurance: The parts are carefully inspected to ensure that the deburring process has been effective and that the parts meet the required specifications for surface finish and dimensional accuracy.
Applications of Thermal Deburring Machines
Automotive Industry: Thermal deburring is widely used in the automotive industry to remove burrs from precision components such as engine parts, fuel injectors, and transmission gears. These parts often have complex geometries with internal passages that are difficult to deburr using traditional methods.
Deburring for Engine Components and Fuel Systems: Thermal deburring ensures that engine components, such as fuel injectors and valves, are free from burrs that could interfere with their performance or cause premature wear.
Aerospace Industry: In the aerospace industry, thermal deburring is used to remove burrs from parts such as turbine blades, hydraulic components, and structural elements. The high precision of the thermal deburring process ensures that these critical components meet the stringent quality and safety standards required in aerospace manufacturing.
Deburring for Turbine Blades and Hydraulic Systems: Thermal deburring is ideal for removing burrs from the intricate surfaces and internal passages of aerospace components, ensuring that they perform reliably in demanding environments.
Medical Devices and Instruments: Thermal deburring is commonly used in the production of medical devices and surgical instruments, where burrs can compromise the safety and functionality of the part. The process is particularly useful for deburring complex, multi-part assemblies, such as implants, surgical tools, and diagnostic equipment.
Burr-Free Surfaces for Medical Instruments: Thermal deburring ensures that medical devices have smooth, burr-free surfaces that are safe for use in the human body and easy to sterilize.
Precision Engineering and Electronics: In precision engineering and electronics manufacturing, thermal deburring is used to remove burrs from small, intricate components such as connectors, switches, and housings. The process ensures that these parts fit together precisely and function correctly without interference from burrs.
Deburring for Small, Intricate Parts: Thermal deburring is ideal for precision-engineered parts with complex shapes and tight tolerances, ensuring that they meet the high standards required in electronics and precision equipment.
Hydraulic and Pneumatic Systems: Thermal deburring is used to remove burrs from hydraulic and pneumatic components, such as valves, fittings, and cylinders. Burrs in these components can cause leaks, blockages, or malfunctions, so it is essential to remove them completely.
Ensuring Smooth Function in Hydraulic Systems: Thermal deburring ensures that hydraulic and pneumatic components are free from burrs that could interfere with fluid flow or cause system failures.
Advantages of Thermal Deburring Machines
Effective Deburring of Complex Parts: Thermal deburring is highly effective at removing burrs from parts with complex geometries, internal passages, and hard-to-reach areas. This makes it ideal for deburring parts that cannot be easily deburred using mechanical methods.
Fast and Efficient Process: The thermal deburring process is extremely fast, often taking just a few seconds to complete. This makes it ideal for high-volume production environments where speed and efficiency are critical.
No Contact with Parts: Since the thermal deburring process is non-contact, there is no risk of damaging or deforming the parts during the deburring operation. This is particularly important for delicate or precision-engineered parts.
Consistency and Repeatability: Thermal deburring machines provide consistent, repeatable results, ensuring that every part is deburred to the same high standard. This reduces the risk of defects and improves overall product quality.
Minimal Material Removal: Thermal deburring removes only the burrs, leaving the rest of the part intact. This ensures that the dimensional accuracy and surface finish of the part are preserved, making the process ideal for precision components.
Challenges of Thermal Deburring Machines
Initial Setup Costs: Thermal deburring machines are expensive to purchase and install, making them a significant investment for manufacturers. However, the efficiency and effectiveness of the process often justify the initial cost, especially in high-volume production environments.
Material Limitations: Thermal deburring is primarily effective for materials that can withstand the high temperatures generated by the explosion, such as metals and certain plastics. It may not be suitable for materials that are heat-sensitive or prone to melting.
Hazardous Gases: The gases used in the thermal deburring process, such as hydrogen and methane, are highly flammable and must be handled with care. Proper safety precautions must be in place to prevent accidents or explosions.
Thermal deburring machines provide a fast, efficient, and highly effective way to remove burrs from complex metal and plastic parts. Whether used in automotive, aerospace, medical devices, or precision engineering, thermal deburring ensures that parts meet the highest standards of quality, performance, and safety.
Superior Metal Spinning
CNC Buffing Machine
Superior metal spinning is a highly specialized metal forming process that uses rotational force and precision tools to shape metal sheets or discs into complex, symmetrical shapes such as cones, cylinders, domes, and hemispheres. Unlike traditional stamping or deep drawing processes, metal spinning uses a combination of manual or CNC-controlled pressure and rotational speed to gradually shape the metal over a spinning mandrel. This method is particularly effective for producing hollow, seamless metal parts with smooth surfaces and consistent thickness.
Superior metal spinning is used in industries that require high-quality, precision-formed parts, such as aerospace, automotive, lighting, cookware, and decorative metalwork. The process is highly versatile, allowing for the production of parts in a wide range of sizes, shapes, and materials, including aluminum, stainless steel, copper, and brass.
Types of Metal Spinning
Manual Metal Spinning: Manual metal spinning is a traditional technique that relies on the skill of the operator to shape the metal using hand tools. The operator applies pressure to the metal disc as it spins on a lathe, gradually forming it into the desired shape. Manual spinning is often used for small-batch production, custom parts, and decorative items.
Craftsmanship for Custom Parts: Manual spinning requires a high level of skill and precision, making it ideal for producing custom or one-of-a-kind parts with unique designs or intricate details.
Advantages: Manual spinning offers excellent flexibility and is suitable for producing small quantities of custom or complex parts. It is also cost-effective for prototypes or low-volume production.
Disadvantages: Manual spinning is labor-intensive and requires skilled operators, making it less efficient for high-volume production. The process is also slower than automated methods.
CNC Metal Spinning: CNC (Computer Numerical Control) metal spinning automates the spinning process using precision CNC machines that control the speed, pressure, and movement of the forming tools. CNC spinning allows for precise, repeatable results and is ideal for high-volume production or parts that require tight tolerances.
Precision and Consistency for High-Volume Production: CNC spinning offers unparalleled precision and consistency, making it ideal for producing large quantities of parts with identical dimensions and surface finishes.
Advantages: CNC spinning provides fast, efficient production with consistent quality and tight tolerances. It is suitable for producing complex shapes and high-volume runs, reducing the need for manual labor.
Disadvantages: CNC spinning machines are expensive to purchase and set up, making them more suitable for large-scale production. The process also requires skilled programmers and operators to ensure optimal performance.
Shear Spinning: Shear spinning is a variation of metal spinning in which the metal is thinned as it is spun over the mandrel, resulting in parts with reduced wall thickness. This process is commonly used to produce lightweight components with high strength-to-weight ratios, such as aerospace parts and automotive components.
Thinning for Lightweight Parts: Shear spinning is ideal for applications where weight reduction is critical, such as aerospace and automotive manufacturing. The process creates thin-walled parts without compromising their structural integrity.
Advantages: Shear spinning allows for precise control over wall thickness, making it ideal for producing lightweight, high-strength parts. The process is highly efficient and suitable for high-performance applications.
Disadvantages: Shear spinning requires specialized equipment and skilled operators to ensure consistent results. It is best suited for parts with simple geometries, such as cones and cylinders.
Flow Forming (Flow Spinning): Flow forming is a more advanced form of metal spinning used to produce long, hollow, cylindrical parts with uniform wall thickness. The process involves stretching the metal as it spins, gradually reducing its thickness and forming the desired shape. Flow forming is commonly used for parts such as rocket motor casings, gas cylinders, and pressure vessels.
Precision Forming for Cylindrical Parts: Flow forming allows manufacturers to produce long, seamless cylindrical parts with precise wall thickness, making it ideal for applications that require high strength and durability.
Advantages: Flow forming offers excellent precision and material efficiency, reducing waste while producing parts with consistent wall thickness and high strength. It is ideal for high-performance applications in aerospace and defense.
Disadvantages: Flow forming requires advanced equipment and is more expensive than traditional metal spinning methods. It is best suited for large, cylindrical parts and may not be suitable for complex shapes or small-batch production.
Key Components of a Metal Spinning Machine
Mandrel: The mandrel is the shaping tool around which the metal is spun. It provides the internal shape of the part, while the forming tools apply pressure to the metal as it rotates. Mandrels must be precisely machined to ensure that the final part meets the required dimensions and surface quality.
Precision Mandrels for Consistent Results: The mandrel must be carefully designed and aligned to ensure that the part is formed with consistent dimensions and a smooth surface.
Forming Rollers or Tools: In CNC and manual metal spinning, forming rollers or tools apply pressure to the metal as it spins over the mandrel. The tools gradually shape the metal into the desired form, ensuring that the part has uniform wall thickness and a smooth surface finish.
Controlled Pressure for Smooth Surfaces: The forming tools must apply consistent pressure to prevent wrinkles, cracks, or uneven thickness in the final part.
Lathe or Spinning Chuck: The lathe or spinning chuck holds the mandrel and rotates it at high speeds during the spinning process. The rotational speed must be carefully controlled to ensure that the metal flows smoothly over the mandrel without overstressing the material.
High-Speed Rotation for Efficient Forming: The lathe or chuck must rotate at the correct speed to allow the forming tools to shape the metal without causing defects such as cracking or warping.
CNC Control System (CNC Spinning): CNC spinning machines are equipped with a CNC control system that automates the spinning process. The CNC system controls the speed, pressure, and movement of the forming tools, ensuring precise, repeatable results. The system allows operators to program the machine for specific parts and materials, ensuring optimal performance.
Automation for Precision and Efficiency: CNC systems provide precise control over the spinning process, ensuring that each part is formed to the exact same specifications. This improves efficiency and reduces the risk of defects.
The Metal Spinning Process
Material Preparation: The metal spinning process begins with a flat metal disc or sheet, which is typically cut to size and thickness. The edges of the metal may be deburred or smoothed to ensure a clean, defect-free surface for spinning.
Cutting and Deburring for Clean Edges: Proper preparation of the metal ensures that the spinning process can proceed smoothly and without defects such as cracks or wrinkles.
Spinning the Metal: The metal disc is placed on the mandrel, which is mounted on the spinning machine. As the mandrel rotates, the forming tools apply pressure to the metal, gradually shaping it into the desired form. In CNC spinning, the process is automated, with the CNC system controlling the movement of the tools and the speed of the rotation.
Controlled Forming for Smooth, Symmetrical Parts: The goal of the spinning process is to create a smooth, symmetrical part with consistent wall thickness. Proper control of the pressure and speed is essential for achieving high-quality results.
Multiple Passes for Complex Shapes: For parts with complex shapes or tight tolerances, the spinning process may require multiple passes with the forming tools. Each pass gradually deforms the metal, bringing it closer to the final shape. In CNC spinning, the process is carefully programmed to ensure that each pass is executed with precision.
Complex Shapes with Tight Tolerances: Metal spinning is ideal for producing parts with intricate shapes or features, such as cones, domes, and cylinders, with precise dimensions and surface finishes.
Finishing and Inspection: After the part is spun, it is removed from the mandrel and inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the part meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Parts: Metal spinning produces parts with smooth surfaces and consistent dimensions, reducing the need for additional machining or finishing processes.
Applications of Superior Metal Spinning
Aerospace Industry: Metal spinning is widely used in the aerospace industry to produce lightweight, high-strength components such as rocket motor casings, aircraft nose cones, and fuel tanks. The ability to create seamless, symmetrical parts with precise dimensions makes metal spinning ideal for aerospace applications.
Rocket Motor Casings and Nose Cones: Metal spinning is used to produce thin-walled rocket motor casings and nose cones that must withstand extreme pressures and temperatures while maintaining their structural integrity.
Automotive Industry: In the automotive industry, metal spinning is used to create components such as wheel rims, exhaust systems, and structural supports. The process ensures that these parts are lightweight, strong, and capable of withstanding the stresses of high-performance vehicles.
Lightweight Wheel Rims and Exhaust Systems: Metal spinning is used to produce lightweight, high-strength wheel rims and exhaust components for high-performance vehicles. The process ensures that these parts have consistent thickness and strength.
Cookware and Lighting Fixtures: Metal spinning is commonly used to produce seamless, symmetrical cookware items such as pots, pans, and lids. It is also used to create lighting fixtures, such as lampshades and reflectors, that require smooth, symmetrical shapes and polished surfaces.
Smooth, Seamless Cookware: Metal spinning is used to create high-quality cookware with smooth, seamless surfaces that are easy to clean and resistant to corrosion.
Architectural and Decorative Metalwork: Metal spinning is used to create architectural and decorative metalwork, such as domes, sculptures, and ornamental features. The process allows for the production of intricate, symmetrical shapes with smooth surfaces, making it ideal for high-end architectural projects.
Decorative Domes and Sculptures: Metal spinning is used to create large, decorative domes and sculptures for architectural projects, ensuring that the parts are smooth, symmetrical, and visually appealing.
Pressure Vessels and Industrial Components: Metal spinning is used to produce pressure vessels, gas cylinders, and industrial components that require high strength and durability. The process ensures that these parts are seamless, with consistent wall thickness and excellent structural integrity.
Seamless Pressure Vessels: Metal spinning is ideal for producing pressure vessels and gas cylinders that must withstand high internal pressures without risk of failure.
Advantages of Superior Metal Spinning
Precision and Consistency: Metal spinning provides excellent control over the shape, dimensions, and surface quality of the part, ensuring consistent, high-precision results. CNC spinning, in particular, offers repeatable accuracy, making it ideal for high-volume production.
Material Efficiency: Metal spinning is a highly efficient process that minimizes material waste. The metal is deformed without cutting or removing material, reducing the need for additional machining or finishing.
Strength and Durability: Metal spinning produces parts with excellent mechanical properties, including high strength, durability, and resistance to stress. The process creates seamless, symmetrical parts with consistent wall thickness, making them ideal for demanding applications.
Versatility for Different Materials and Shapes: Metal spinning can be used with a wide range of materials, including aluminum, stainless steel, copper, and brass. The process is also highly versatile, allowing for the production of parts in various sizes, shapes, and thicknesses.
Cost-Effective for Prototypes and Custom Parts: Metal spinning is cost-effective for producing prototypes, custom parts, and small-batch production runs. Manual spinning, in particular, is well-suited for creating one-of-a-kind parts or decorative items.
Challenges of Superior Metal Spinning
Skilled Operation Required: Manual metal spinning requires highly skilled operators to ensure that the parts are formed with precision and without defects. CNC spinning, while automated, still requires skilled programmers and operators to ensure optimal performance.
High Initial Setup Costs for CNC Machines: CNC metal spinning machines are expensive to purchase and set up, making them a significant investment for manufacturers. However, the precision and efficiency of the process often justify the initial cost, especially in high-volume production environments.
Superior metal spinning is a highly efficient and versatile process used to produce seamless, high-precision metal parts for a wide range of industries. Whether used in aerospace, automotive, cookware, or decorative metalwork, metal spinning ensures that parts are formed with consistent quality, smooth surfaces, and excellent mechanical properties.
Curling Process in Sheet Metal
Sheet Metal Edge Rounding
The curling process in sheet metal refers to the technique of forming a circular or rolled edge along the perimeter of a metal sheet. Curling is commonly used in applications where the sharp edges of sheet metal must be rolled over for safety, aesthetics, or functional reasons. This process is widely applied in industries such as automotive, aerospace, HVAC, and appliance manufacturing, where curled edges are needed to provide strength, reduce the risk of injury, or create a finished, decorative appearance.
Curling improves the overall durability of the part by increasing edge strength and reducing the likelihood of cracking or deformation under load. It is often used in the production of parts like metal enclosures, cylindrical tubes, or ducts, where a smooth, rounded edge is necessary for assembly or handling.
Types of Curling in Sheet Metal
Straight Curling: Straight curling involves rolling the edge of the sheet metal into a circular or semi-circular shape, creating a smooth, continuous edge around the part. This type of curling is commonly used in the fabrication of ducts, pipes, and other cylindrical structures, where the rolled edge provides a strong, durable finish.
Simple Curled Edges for Durability: Straight curling is ideal for reinforcing the edges of parts like tubes or ducts, where the curled edge adds strength and prevents the sheet metal from fraying or deforming over time.
Advantages: Straight curling provides a clean, smooth edge that improves the safety, durability, and appearance of the part. It is also relatively easy to achieve using specialized curling machines or roll forming equipment.
Disadvantages: Straight curling may not be suitable for parts with complex shapes or tight radii, as the metal can become stretched or deformed during the curling process.
Wire-Edge Curling: In wire-edge curling, a metal wire is inserted into the curled edge of the sheet metal, creating a reinforced edge that is stronger and more rigid than a standard curl. This type of curling is often used in the fabrication of containers, tanks, and pipes, where the reinforced edge helps improve the part’s structural integrity and resistance to deformation.
Reinforced Edges for Added Strength: Wire-edge curling is ideal for parts that require extra strength or rigidity, such as containers or ducts that must withstand pressure or impact. The wire provides additional support to the curled edge, reducing the risk of deformation.
Advantages: Wire-edge curling provides a stronger, more durable edge than standard curling, making it ideal for heavy-duty applications. It also improves the part’s resistance to wear and impact, extending its service life.
Disadvantages: Wire-edge curling requires additional tooling and setup, making it more time-consuming and expensive than straight curling. The wire must be properly inserted and secured to ensure that the curl remains strong and uniform.
Hem Curling: Hem curling, or hemming, is a variation of the curling process in which the edge of the sheet metal is folded over itself, creating a double-thickness edge that is stronger and more rigid than a single-layer curl. Hem curling is commonly used in automotive panels, appliance housings, and architectural components, where the reinforced edge improves strength and provides a smooth, finished appearance.
Double-Layer Edges for Increased Rigidity: Hem curling is ideal for applications where the sheet metal must withstand stress or impact, such as automotive panels or appliance housings. The folded edge provides extra strength and durability.
Advantages: Hem curling provides a strong, reinforced edge that improves the part’s structural integrity and resistance to damage. It also creates a clean, finished appearance, making it ideal for visible parts.
Disadvantages: Hem curling requires more material and tooling than standard curling, increasing production costs. It may also be more challenging to achieve on thick or hard metals.
Seam Curling: Seam curling is a method used to join two pieces of sheet metal by curling their edges together. This technique is commonly used in the fabrication of cylindrical structures such as pipes, tanks, and containers, where the curled seam provides a strong, leak-proof connection between the parts. Seam curling is widely used in industries such as HVAC, automotive, and metal fabrication.
Strong, Leak-Proof Connections: Seam curling is ideal for joining two metal parts in a way that ensures a strong, durable, and leak-proof connection. It is commonly used in the production of ducts, pipes, and containers that must withstand pressure or fluids.
Advantages: Seam curling provides a secure, long-lasting connection between metal parts, reducing the need for additional welding or fasteners. It is also highly efficient, allowing manufacturers to produce leak-proof joints quickly and consistently.
Disadvantages: Seam curling requires precise alignment of the parts and specialized tooling to ensure that the seam is formed correctly. Improper curling can result in weak or leaky joints.
Key Components of a Curling Machine
Rollers or Forming Dies: In most curling machines, rollers or forming dies are used to gradually curl the edges of the sheet metal. The rollers apply pressure to the metal as it passes through the machine, bending it into a circular or semi-circular shape. Forming dies are often used for more complex or precise curls, ensuring that the edge is formed uniformly.
Controlled Pressure for Uniform Curls: The rollers or forming dies must apply consistent pressure to the sheet metal to ensure that the curl is smooth and uniform. Proper alignment of the rollers is essential for achieving high-quality results.
Mandrel or Support: In many curling machines, a mandrel or support is used to hold the sheet metal in place as it is curled. The mandrel ensures that the metal is properly aligned and supported throughout the curling process, preventing deformation or misalignment.
Support for Consistent Curling: The mandrel provides support to the metal as it is curled, ensuring that the edge is formed smoothly and without distortion. This is especially important for thin or flexible sheet metals.
Hydraulic or Pneumatic System: Many curling machines use hydraulic or pneumatic systems to apply the necessary pressure for curling the sheet metal. These systems provide precise control over the pressure and speed of the curling process, ensuring that the metal is curled evenly and without defects.
Precise Pressure Control for High-Quality Curls: The hydraulic or pneumatic system ensures that the pressure is applied evenly throughout the curling process, preventing defects such as cracking, wrinkling, or uneven curls.
Control Panel: Modern curling machines are often equipped with a control panel that allows operators to set and monitor the curling parameters, such as pressure, speed, and curl radius. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the curling process and ensure repeatable, high-quality results.
Automation for Precision and Efficiency: The control panel allows operators to program the machine for specific parts and materials, ensuring that the curling process is consistent and tailored to the requirements of each job.
The Curling Process
Material Preparation: Before the curling process begins, the sheet metal must be properly prepared. This typically involves cutting the metal to the required size and shape, deburring the edges, and cleaning the surface to remove any dirt, grease, or contaminants. Proper preparation ensures that the metal curls smoothly and without defects.
Cutting and Deburring for Clean Edges: Proper preparation of the metal ensures that the curling process proceeds smoothly and without defects, such as cracking or wrinkling.
Curling the Edge: The curling process begins by feeding the sheet metal into the curling machine, where it is gradually bent into the desired shape by the rollers or forming dies. The machine applies controlled pressure to the edge of the metal, curling it into a circular or rolled shape. The radius of the curl is determined by the settings on the machine, which can be adjusted to achieve different curl sizes.
Controlled Bending for Smooth, Consistent Curls: The goal of the curling process is to create a smooth, uniform curl with consistent dimensions. Proper control of the pressure and speed is essential for achieving high-quality results.
Finishing and Inspection: After the curl is formed, the part is inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the part meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Parts: Curling machines produce parts with smooth, rounded edges that improve the safety, durability, and appearance of the final product. Proper inspection ensures that the curled edges are free from defects and meet the required standards.
Applications of Curling in Sheet Metal
Automotive Industry: The curling process is widely used in the automotive industry to create rolled edges on body panels, exhaust systems, and structural components. Curled edges help improve the strength and durability of these parts, while also reducing the risk of injury during handling or assembly.
Curled Edges for Automotive Body Panels: Curling is used to create rolled edges on automotive body panels, improving their strength and resistance to impact. The curled edges also provide a smooth, finished appearance, enhancing the overall look of the vehicle.
HVAC Systems: Curling is commonly used in the HVAC industry to create rolled edges on ducts, pipes, and other ventilation components. Curled edges provide a strong, durable connection point for joining sections of ductwork, ensuring that the system operates efficiently and without leaks.
Curling for Strong Duct Connections: Curled edges on HVAC ducts provide a secure, leak-proof connection between sections, ensuring that the system maintains proper airflow and pressure.
3. Aerospace Industry: The aerospace industry uses the curling process in the fabrication of lightweight components, such as ducts, tubes, and panels. Curled edges enhance the strength and durability of these parts without adding significant weight, making them ideal for applications where weight reduction is critical, such as in aircraft structures.
Reinforced Edges for Aircraft Components: Curling provides reinforced edges on aerospace components, ensuring they withstand high stress, pressure, and vibration. The smooth edges also reduce the risk of damage during assembly and maintenance.
Appliance Manufacturing: Curling is widely applied in the manufacturing of appliances, where it is used to form safe, smooth edges on components like washers, dryers, refrigerators, and ovens. Curled edges prevent injuries during handling and assembly and provide a finished appearance to the products.
Safety Edges for Home Appliances: Curling creates rounded, burr-free edges on appliance panels, ensuring that the final product is both safe to handle and aesthetically pleasing.
Metal Enclosures and Electrical Boxes: Curling is often used in the production of metal enclosures, electrical boxes, and cabinets. The curled edges enhance the strength of these structures and eliminate sharp edges that could pose a risk during installation or use.
Smooth Edges for Electrical Enclosures: Curling ensures that electrical enclosures and metal cabinets have strong, smooth edges that prevent cuts or abrasions during installation and maintenance.
Architectural Components and Metal Furniture: In the architectural and furniture industries, curling is used to create decorative, smooth-edged metal components for applications such as railings, frames, and structural elements. The curled edges provide a sleek, modern look while also enhancing the strength and safety of the part.
Decorative and Functional Curled Edges: Curling adds a polished, professional finish to architectural elements and metal furniture, improving both their appearance and structural integrity.
Advantages of Curling in Sheet Metal
Enhanced Strength and Durability: Curling strengthens the edges of sheet metal parts, making them more resistant to deformation, cracking, or damage. The rolled edges distribute stress more evenly, reducing the likelihood of failure under load.
Improved Safety: Curling eliminates sharp edges on sheet metal parts, reducing the risk of injury during handling, assembly, or use. This is particularly important in industries like automotive, HVAC, and appliance manufacturing, where sharp edges can pose significant hazards.
Aesthetic and Functional Finishing: Curling provides a smooth, finished appearance to sheet metal parts, enhancing their overall aesthetic appeal. The rounded edges also improve functionality by allowing parts to fit together more easily and securely during assembly.
Increased Edge Stability: Curling stabilizes the edges of sheet metal parts, preventing warping or bending during use. This is particularly important for thin or flexible sheet metals, which are prone to deformation under stress.
Versatility for Various Applications: Curling can be used on a wide range of sheet metal materials, including aluminum, steel, stainless steel, and copper. This versatility makes it a valuable process in industries ranging from automotive and aerospace to appliances and construction.
Challenges of Curling in Sheet Metal
Tooling and Setup Costs: Curling machines, especially those equipped with CNC or hydraulic systems, require significant initial investment in equipment and tooling. These costs can be prohibitive for small manufacturers or custom production runs.
Material Limitations: Curling may be challenging for very thick or hard metals, as the process can cause cracking or deformation if not properly controlled. Certain materials, such as brittle metals, may not be suitable for curling without special treatment or preparation.
Skilled Operation Required: Properly curling sheet metal requires skilled operators, particularly for complex or high-precision curls. Incorrect pressure or alignment can result in defects such as cracks, uneven edges, or misshapen curls.
Curling is a highly effective process for improving the strength, safety, and appearance of sheet metal components across a wide range of industries. Whether used to create reinforced edges, smooth out sharp surfaces, or enhance the aesthetic quality of a part, curling plays a vital role in modern metal fabrication and manufacturing.
Crimping Process in Sheet Metal
Edge crimping
The crimping process in sheet metal is a mechanical technique used to join two metal parts by deforming one or both of them to create a secure, interlocking connection. Crimping is often used as an alternative to welding, soldering, or fasteners in applications where a strong, durable bond is required without the use of additional materials. This process is widely used in industries such as HVAC, automotive, aerospace, and electrical manufacturing to create reliable joints in ducts, pipes, electrical connectors, and other sheet metal components.
Crimping is valued for its efficiency, ease of use, and ability to create high-strength connections without heat or adhesives. It is especially useful in assembling lightweight components, where the addition of fasteners or welding could compromise the integrity of the material.
Types of Crimping in Sheet Metal
Standard Crimping: Standard crimping involves deforming the edges of two metal parts so that they fit tightly together, forming a secure mechanical connection. This type of crimping is commonly used in the HVAC industry to join sections of ductwork, ensuring an airtight seal without the need for additional fasteners or adhesives.
Simple Crimps for Reliable Joints: Standard crimping is ideal for creating strong, reliable joints in sheet metal parts such as pipes, ducts, and enclosures. The crimped edges lock together securely, preventing separation or leakage.
Advantages: Standard crimping provides a fast, efficient way to join metal parts without welding or fasteners. It is also easy to automate, making it suitable for high-volume production.
Disadvantages: Standard crimping may not be suitable for parts that require very high strength or precision, as the crimped joint may be weaker than a welded or fastened connection.
Bead Crimping: Bead crimping involves creating a series of small, evenly spaced crimps or beads along the edge of the sheet metal. This type of crimping is often used to add rigidity and strength to the part, as well as to create a secure connection between two components. Bead crimping is commonly used in automotive and aerospace applications to join body panels, structural components, and other sheet metal parts.
Reinforced Joints for Strength and Stability: Bead crimping adds strength and stability to sheet metal parts, making it ideal for applications that require a rigid, durable joint. The beaded crimps distribute stress evenly along the joint, reducing the risk of deformation.
Advantages: Bead crimping improves the structural integrity of the joint, making it more resistant to stress and vibration. It is also highly effective for lightweight components that need to maintain strength without adding extra weight.
Disadvantages: Bead crimping requires specialized tooling and may be more time-consuming than standard crimping. It may also be less effective for joining thick or hard metals.
Seam Crimping: Seam crimping is used to join two pieces of sheet metal along a seam, creating a continuous, interlocking joint. This type of crimping is commonly used in the fabrication of pipes, tubes, and containers, where a leak-proof connection is essential. Seam crimping is widely applied in industries such as HVAC, plumbing, and metal fabrication.
Leak-Proof Seams for Pipes and Containers: Seam crimping provides a strong, leak-proof joint that is ideal for pipes, ducts, and containers that must withstand pressure or fluids. The continuous crimp ensures a secure connection that prevents separation or leakage.
Advantages: Seam crimping creates a strong, durable joint that is resistant to leaks and pressure. It is also highly efficient, allowing manufacturers to produce secure, continuous joints quickly and consistently.
Disadvantages: Seam crimping requires precise alignment of the parts and specialized tooling to ensure that the seam is crimped uniformly. Improper crimping can result in weak or leaky joints.
**Electrical Crimping
:** Electrical crimping is the process of joining electrical connectors or terminals to wires by deforming the metal of the connector around the wire. This creates a strong, conductive bond without the need for soldering. Electrical crimping is widely used in the electronics, automotive, and aerospace industries, where it provides a reliable, efficient way to assemble wiring harnesses, connectors, and terminals.
Strong, Conductive Connections for Electrical Components: Electrical crimping ensures that wires and connectors are securely joined, providing a low-resistance connection that is resistant to vibration and environmental factors. The crimped connection also minimizes the risk of loose connections or electrical failures.
Advantages: Electrical crimping provides fast, consistent connections with excellent electrical conductivity. It eliminates the need for heat or adhesives, making it suitable for high-volume production of wiring assemblies.
Disadvantages: Improper crimping can result in weak or unreliable connections, which may lead to electrical failures. Skilled operators or automated equipment are required to ensure that the crimps are properly formed.
Key Components of a Crimping Machine
Crimping Dies: Crimping machines use dies to deform the metal parts and create the crimped joint. The dies are typically shaped to match the specific geometry of the parts being crimped, ensuring a secure and uniform connection. Crimping dies must be precisely aligned to avoid damaging the material or producing weak joints.
Precision Dies for Consistent Crimps: The crimping dies must be accurately designed and maintained to ensure that the crimps are formed with consistent quality and strength.
Hydraulic or Pneumatic Press: Many crimping machines use hydraulic or pneumatic presses to apply the force needed to deform the metal and create the crimp. These systems provide precise control over the pressure and speed of the crimping process, ensuring that the crimps are formed uniformly and without defects.
Controlled Pressure for High-Quality Joints: The hydraulic or pneumatic press ensures that the crimping process is consistent, applying the correct amount of force to create strong, reliable joints.
Automated Feeding System: In high-volume production environments, crimping machines may be equipped with an automated feeding system that positions the parts for crimping. This ensures that the parts are aligned correctly and improves production efficiency by reducing the need for manual handling.
Automation for Fast, Efficient Production: Automated feeding systems allow crimping machines to operate continuously, increasing throughput and reducing downtime.
Control Panel: Crimping machines are often equipped with a control panel that allows operators to set and monitor the crimping parameters, such as pressure, speed, and die alignment. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the crimping process and ensure repeatable, high-quality results.
Precision Control for Reliable Crimps: The control panel allows operators to program the machine for specific parts and materials, ensuring that the crimping process is consistent and tailored to the requirements of each job.
The Crimping Process
Material Preparation: Before the crimping process begins, the metal parts must be properly prepared. This typically involves cutting the sheet metal or wires to the required size and shape, cleaning the surfaces, and aligning the parts for crimping. Proper preparation ensures that the crimping process proceeds smoothly and without defects.
Cutting and Cleaning for Optimal Results: Proper preparation of the parts ensures that the crimped joint is strong, secure, and free from defects such as gaps or misalignment.
Crimping the Joint: The crimping process begins by placing the parts in the crimping machine, where they are deformed by the dies or forming tools to create the crimped joint. The machine applies controlled pressure to the parts, deforming the metal and locking the components together. The crimping pressure and speed are carefully controlled to ensure that the joint is strong and uniform.
Controlled Deformation for Secure Joints: The goal of the crimping process is to create a tight, interlocking joint that is strong, durable, and resistant to separation or leakage. Proper control of the pressure and alignment is essential for achieving high-quality results.
Finishing and Inspection: After the crimp is formed, the part is inspected for defects such as cracks, gaps, or misalignment. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the crimped joint meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Joints: Crimping machines produce strong, durable joints that improve the functionality and safety of the final product. Proper inspection ensures that the crimped joints are free from defects and meet industry standards.
Applications of Crimping in Sheet Metal
HVAC Industry: Crimping is widely used in the HVAC industry to join sections of ductwork, pipes, and ventilation components. The crimped joints provide a secure, leak-proof connection that is resistant to air or fluid leakage, ensuring that the HVAC system operates efficiently.
Crimped Joints for Ductwork and Ventilation: Crimping is ideal for joining HVAC ducts and pipes, providing a strong, airtight seal without the need for additional fasteners or adhesives.
Automotive Industry: In the automotive industry, crimping is used to join body panels, structural components, and electrical connectors. The crimped joints provide strength and durability, ensuring that the vehicle’s body and electrical systems perform reliably under stress and vibration.
Crimped Electrical Connectors and Body Panels: Crimping is commonly used to create secure connections in automotive wiring harnesses, as well as to join body panels and structural components.
Aerospace Industry: The aerospace industry uses crimping to join lightweight components, such as fuselage panels, structural parts, and electrical connectors. The crimped joints provide strength without adding unnecessary weight, making them ideal for high-performance aerospace applications.
Lightweight Crimped Joints for Aircraft Components: Crimping is ideal for assembling lightweight aircraft components that must withstand stress and vibration without adding excessive weight.
Electrical and Electronics Industry: Crimping is essential in the electrical and electronics industry, where it is used to create strong, conductive connections between wires, terminals, and connectors. The crimped joints provide reliable electrical conductivity and resistance to corrosion and vibration.
Crimped Terminals for Electrical Wiring: Electrical crimping ensures that wiring harnesses and connectors are securely joined, providing a low-resistance connection that is essential for electrical performance.
Plumbing and Metal Fabrication: Crimping is used in the plumbing industry to join pipes and fittings, providing leak-proof connections for water and gas systems. It is also widely used in metal fabrication to assemble enclosures, containers, and structural components.
Leak-Proof Crimped Joints for Plumbing Systems: Crimping provides strong, leak-proof connections in plumbing pipes and fittings, ensuring that the system operates reliably under pressure.
Advantages of Crimping in Sheet Metal
Fast and Efficient Joining: Crimping is a fast, efficient process that can be easily automated for high-volume production. It eliminates the need for welding, soldering, or fasteners, reducing assembly time and labor costs.
Strong, Durable Joints: Crimping creates strong, interlocking joints that are resistant to separation, leakage, or vibration. This makes it ideal for applications where the parts must withstand stress, pressure, or environmental factors.
No Heat or Adhesives Required: Crimping does not require heat, adhesives, or additional materials to create a secure joint, making it a cost-effective and environmentally friendly alternative to welding or soldering.
Improved Safety and Aesthetics: Crimped joints provide a smooth, finished appearance, improving the aesthetic quality of the part. The process also reduces the risk of sharp edges, burrs, or other hazards that could pose a safety risk during handling or assembly.
Challenges of Crimping in Sheet Metal
Skilled Operation Required: Proper crimping requires skilled operators, especially for high-precision crimps or complex joints. Incorrect pressure or alignment can result in weak or unreliable connections, which may lead to part failure.
Tooling and Setup Costs: Crimping machines and dies can be expensive to purchase and maintain, especially for custom or complex crimping operations. The initial setup costs may be prohibitive for small manufacturers or low-volume production.
Material Limitations: Crimping may not be suitable for certain materials, such as very thick or brittle metals, which can crack or deform during the crimping process. Proper material selection and preparation are essential to avoid defects.
Crimping is a highly effective, efficient process for joining sheet metal parts in a wide range of industries, from automotive and aerospace to HVAC and electrical manufacturing. Whether used to create leak-proof seams, strong mechanical joints, or reliable electrical connections, crimping provides the strength, durability, and versatility needed for modern manufacturing.
Sheet Metal Curling
Aluminium Cookware Manufacturing Process
Sheet metal curling is a metal forming process used to shape the edges of a metal sheet into a rolled, curved form. This process is used to eliminate sharp edges, improve the overall appearance of the product, and increase the structural integrity of the part by providing additional rigidity. Curling is widely applied in industries such as automotive, HVAC, aerospace, appliance manufacturing, and metal fabrication, where smooth, safe edges are required for parts like ducts, enclosures, panels, and other metal components.
Curling can be done manually, using basic tools for small-scale jobs, or automatically using curling machines for large-scale production. The process involves rolling the edge of the sheet metal over itself or around another object, creating a continuous, smooth edge that can withstand impact or pressure without deformation.
Types of Sheet Metal Curling
Simple Curling: Simple curling is the basic process of rolling the edge of a sheet metal part into a curved or circular shape. This is often done to create a safe, smooth edge that prevents injury during handling or use. Simple curling is commonly used in the manufacturing of ducts, metal containers, and appliance housings.
Smooth Edges for Safety and Strength: Simple curling eliminates sharp edges, making the part safer to handle and improving its structural integrity. The rolled edge adds rigidity to the part, helping it resist deformation under stress.
Advantages: Simple curling is a straightforward process that is easy to automate, making it ideal for high-volume production. It also improves the durability and safety of the part by reinforcing the edge.
Disadvantages: Simple curling may not be suitable for parts that require very tight radii or complex shapes, as the process can cause the metal to stretch or deform.
Wire-Inserted Curling: In wire-inserted curling, a metal wire is inserted into the curl, reinforcing the edge and providing additional strength. This method is commonly used for parts that require extra durability, such as metal containers, ducts, or tanks that must withstand pressure or impact.
Reinforced Edges for High-Stress Applications: The wire strengthens the curled edge, making the part more resistant to deformation and wear. Wire-inserted curling is ideal for parts that must handle heavy loads or endure frequent handling.
Advantages: Wire-inserted curling provides a much stronger edge than simple curling, making it ideal for heavy-duty applications. It also improves the part’s resistance to bending or breaking under stress.
Disadvantages: The process is more complex and time-consuming than simple curling, requiring additional tooling and setup to insert the wire correctly.
Hemming: Hemming is a process in which the edge of the sheet metal is folded back on itself to create a double-thickness edge. This technique is used to increase the strength of the edge, improve its appearance, and eliminate sharp corners. Hemming is commonly used in the automotive industry for body panels, doors, and hoods, as well as in appliance manufacturing.
Folded Edges for Increased Strength: Hemming adds strength and rigidity to the edge by doubling the thickness of the metal. This makes the part more durable and resistant to bending, while also providing a smooth, finished edge.
Advantages: Hemming provides a strong, smooth edge that improves the structural integrity of the part. It is ideal for parts that require both strength and aesthetics, such as automotive panels or appliance housings.
Disadvantages: Hemming requires additional material and tooling, making it more expensive than simple curling. It may also be more difficult to achieve on thick or hard metals.
Flange Curling: Flange curling is the process of curling the edge of a flange to create a rolled edge. This technique is used in the fabrication of pipes, ducts, and other cylindrical parts that require a smooth, rounded edge for safety, appearance, or sealing purposes. Flange curling is common in HVAC systems and fluid handling applications.
Rolled Edges for Pipes and Ducts: Flange curling creates a smooth, rounded edge on the flange of a pipe or duct, providing a secure connection point that is resistant to leaks and pressure.
Advantages: Flange curling improves the safety and appearance of the part, while also providing a strong, leak-proof edge. It is particularly useful in applications where the curled edge will be exposed to pressure or fluid flow.
Disadvantages: Flange curling requires precise control of the forming process to ensure that the curl is uniform and free from defects. Improper curling can result in leaks or weak connections.
Key Components of a Sheet Metal Curling Machine
Curling Dies: Curling machines use specially shaped dies to bend and roll the edges of the sheet metal. The dies must be carefully designed to match the specific curvature and dimensions of the curl, ensuring a smooth, consistent edge.
Precision Dies for Uniform Curls: The curling dies must apply even pressure to the sheet metal to create a uniform, high-quality curl. Proper alignment of the dies is critical to achieving consistent results.
Rollers: In many curling machines, rollers are used to gradually bend the sheet metal into the desired shape. The rollers apply controlled pressure to the metal as it is fed through the machine, ensuring that the edge is curled smoothly and without distortion.
Controlled Pressure for Smooth Edges: The rollers must apply consistent pressure to the sheet metal to prevent defects such as cracking, wrinkling, or uneven curls.
Hydraulic or Pneumatic Systems: Many curling machines use hydraulic or pneumatic systems to control the pressure and speed of the curling process. These systems provide precise control over the forming process, ensuring that the curl is uniform and free from defects.
Precise Pressure Control for High-Quality Curls: The hydraulic or pneumatic system ensures that the curling pressure is applied evenly, preventing defects and ensuring a smooth, consistent curl.
Control Panel: Modern curling machines are equipped with control panels that allow operators to set and monitor the curling parameters, such as curl radius, pressure, and speed. Many machines are also equipped with programmable logic controllers (PLCs) or CNC systems to automate the curling process and ensure repeatable, high-quality results.
Automation for Precision and Efficiency: The control panel allows operators to program the machine for specific parts and materials, ensuring that the curling process is consistent and tailored to the requirements of each job.
The Curling Process
Material Preparation: Before curling begins, the sheet metal must be properly prepared. This typically involves cutting the sheet metal to the required size and shape, deburring the edges, and cleaning the surface to remove any dirt, grease, or contaminants. Proper preparation ensures that the metal curls smoothly and without defects.
Cutting and Deburring for Clean Edges: Proper preparation of the sheet metal ensures that the curling process proceeds smoothly and without defects, such as cracking or wrinkling.
Curling the Edge: The curling process begins by feeding the sheet metal into the curling machine, where it is gradually bent into the desired shape by the rollers or dies. The machine applies controlled pressure to the edge of the metal, curling it into a circular or rolled shape. The radius of the curl is determined by the settings on the machine, which can be adjusted to achieve different curl sizes.
Controlled Bending for Smooth, Consistent Curls: The goal of the curling process is to create a smooth, uniform curl with consistent dimensions. Proper control of the pressure and speed is essential for achieving high-quality results.
Finishing and Inspection: After the curl is formed, the part is inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the part meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Parts: Curling machines produce parts with smooth, rounded edges that improve the safety, durability, and appearance of the final product. Proper inspection ensures that the curled edges are free from defects and meet the required standards.
Applications of Sheet Metal Curling
Automotive Industry: Curling is widely used in the automotive industry to create safe, rounded edges on body panels, doors, and other structural components. Curled edges improve the strength and durability of these parts, while also providing a smooth, finished appearance.
Curled Edges for Automotive Panels: Curling is used to create rolled edges on automotive body panels, doors, and hoods, improving their strength and resistance to impact. The curled edges also provide a sleek, finished look that enhances the overall appearance of the vehicle.
HVAC Systems: Curling is commonly used in the HVAC industry to create rolled edges on ducts, pipes, and other ventilation components. Curled edges provide a strong, durable connection point for joining sections of ductwork, ensuring that the system operates efficiently and without leaks.
Curling for Strong Duct Connections: Curling provides smooth, safe edges on HVAC ducts and pipes, ensuring that the system is free from sharp edges that could pose a hazard during installation or maintenance.
Appliance Manufacturing: In appliance manufacturing, curling is used to create smooth, rounded edges on panels, doors, and enclosures. Curled edges improve the strength and appearance of the appliance, while also reducing the risk of injury during handling or use.
Curled Edges for Safe, Durable Appliances: Curling creates safe, burr-free edges on appliance panels and enclosures, improving both the safety and durability of the final product.
Architectural Components: Curling is often used in the production of architectural components, such as metal railings, panels, and decorative elements. The curled edges provide a smooth, finished appearance while also adding strength and rigidity to the part.
Decorative and Functional Curled Edges: Curling enhances the appearance and strength of architectural elements, providing a professional, finished look that is both attractive and durable.
Metal Containers and Enclosures: Curling is widely used in the fabrication of metal containers, enclosures, and tanks, where it provides a smooth, rolled edge that improves the strength and durability of the part. The curled edge also reduces the risk of injury during handling and assembly.
Strong, Safe Edges for Metal Containers: Curling provides a smooth, reinforced edge on metal containers and enclosures, ensuring that they are safe to handle and resistant to impact or deformation.
Advantages of Sheet Metal Curling
Improved Safety and Aesthetics: Curling eliminates sharp edges on sheet metal parts, making them safer to handle and improving their overall appearance. The smooth, rounded edges reduce the risk of injury and provide a professional, finished look.
Increased Strength and Durability: Curling adds strength and rigidity to the edges of sheet metal parts, making them more resistant to deformation, cracking, or damage. The rolled edge distributes stress more evenly, reducing the likelihood of failure under load.
Versatility for Various Applications: Curling can be used on a wide range of sheet metal materials, including steel, aluminum, copper, and stainless steel. This versatility makes curling a valuable process in industries ranging from automotive and HVAC to appliance manufacturing and metal fabrication.
Cost-Effective and Efficient: Curling is a fast, efficient process that can be easily automated for high-volume production. It reduces the need for additional finishing processes, such as deburring or grinding, making it cost-effective for manufacturers.
Challenges of Sheet Metal Curling
Tooling and Setup Costs: Curling machines, especially those equipped with CNC or hydraulic systems, require significant initial investment in equipment and tooling. These costs can be prohibitive for small manufacturers or custom production runs.
Material Limitations: Curling may be challenging for very thick or hard metals, as the process can cause cracking or deformation if not properly controlled. Certain materials, such as brittle metals, may not be suitable for curling without special treatment or preparation.
Skilled Operation Required: Properly curling sheet metal requires skilled operators, particularly for complex or high-precision curls. Incorrect pressure or alignment can result in defects such as cracks, uneven edges, or misshapen curls.
Sheet metal curling is an essential process in metal fabrication, providing strong, safe, and aesthetically pleasing edges for a wide range of applications. Whether used in automotive panels, HVAC ducts, appliance housings, or architectural components, curling ensures that sheet metal parts meet the highest standards of strength, durability, and safety.
Brake Pads Making Machine
Brake pads
A brake pads making machine is a specialized piece of equipment used in the production of automotive brake pads. Brake pads are critical components of a vehicle’s braking system, responsible for applying friction to the brake rotors to slow or stop the vehicle. These machines are designed to manufacture brake pads from raw materials such as metal fibers, resins, and friction materials, ensuring that the finished pads meet the required standards for performance, durability, and safety.
The process of making brake pads involves several steps, including material mixing, pressing, curing, and finishing. Brake pads making machines are equipped with various functions to handle these tasks efficiently, allowing manufacturers to produce high-quality brake pads in large quantities. These machines are used primarily in the automotive industry but are also applicable for producing brake components for motorcycles, trucks, and industrial machinery.
Types of Brake Pads Making Machines
Mixing and Kneading Machines: These machines are used to blend the raw materials that make up the brake pads, including metal fibers, friction materials, binders, and resins. The materials are mixed and kneaded into a homogeneous compound, ensuring that the brake pads have consistent friction properties and wear resistance.
Homogeneous Mixing for Consistent Performance: Proper mixing ensures that the brake pads have uniform friction properties, which are essential for reliable braking performance. The compound must be thoroughly mixed to prevent defects such as weak spots or uneven wear.
Advantages: Mixing and kneading machines provide precise control over the blending of raw materials, ensuring consistent quality in the final product. They are also highly efficient, reducing mixing times and improving production throughput.
Disadvantages: Improper mixing can lead to defects in the brake pads, such as uneven friction properties or weak areas that may cause the pads to fail prematurely.
Pressing Machines: Pressing machines are used to compress the mixed materials into the shape of a brake pad. The material is placed in a mold, and the machine applies high pressure to compact the material into a solid form. Pressing is a critical step in ensuring that the brake pads have the required density and strength.
High Pressure for Dense, Strong Brake Pads: Pressing ensures that the brake pad material is tightly compacted, giving the pads the density and strength needed to withstand the high pressures and temperatures generated during braking.
Advantages: Pressing machines provide consistent pressure and control over the shape of the brake pads, ensuring that each pad is produced to the correct specifications. They are ideal for high-volume production, as they can produce large quantities of pads quickly and efficiently.
Disadvantages: The molds used in pressing machines must be precisely designed and maintained to prevent defects such as cracks, voids, or uneven compression.
Curing Ovens: After the brake pads are pressed, they are cured in ovens to harden the material and set the binder. The curing process involves heating the pads at controlled temperatures for a specific duration, which allows the resins and binders to harden and bond the materials together.
Controlled Heating for Durable Brake Pads: Curing is essential for hardening the brake pad material and ensuring that it can withstand the extreme conditions of braking. Proper control of temperature and curing time is critical for achieving optimal hardness and strength.
Advantages: Curing ovens provide precise temperature control, ensuring that the brake pads are evenly cured and free from defects such as cracks or weak areas. This improves the durability and performance of the final product.
Disadvantages: Improper curing can result in brake pads that are too soft or brittle, leading to premature wear or failure.
Finishing Machines: Once the brake pads are cured, they are finished using grinding and cutting machines to achieve the final shape and dimensions. These machines remove any excess material, smooth the surfaces, and ensure that the brake pads meet the required tolerances for thickness and flatness.
Precision Finishing for Consistent Fit and Performance: Finishing ensures that the brake pads are shaped and sized accurately, allowing them to fit properly in the braking system and perform reliably. Any defects in the
brake pad’s shape or surface can lead to performance issues, such as uneven wear, squealing, or reduced braking efficiency.
Advantages: Finishing machines provide high precision in shaping and smoothing the brake pads, ensuring that they meet strict specifications for thickness, flatness, and surface quality. This step is essential for ensuring consistent braking performance and reducing noise.
Disadvantages: Finishing machines must be carefully calibrated and maintained to prevent defects such as over-grinding or surface imperfections, which can negatively impact the brake pad’s performance.
Friction Testing Machines: To ensure the quality and performance of the brake pads, manufacturers often use friction testing machines to measure the friction coefficient and wear resistance of the pads. These machines simulate real-world braking conditions by applying pressure and heat to the brake pads while measuring their friction properties.
Testing for Reliable Braking Performance: Friction testing ensures that the brake pads meet industry standards for stopping power, durability, and heat resistance. It helps identify any defects or inconsistencies in the material that could affect the brake pad’s performance.
Advantages: Friction testing machines provide valuable data on the performance characteristics of the brake pads, allowing manufacturers to ensure that each batch meets safety and quality standards. This testing is crucial for automotive applications, where brake performance is critical for vehicle safety.
Disadvantages: Friction testing can be time-consuming and requires specialized equipment and expertise, adding to the overall production costs.
The Brake Pads Manufacturing Process
Raw Material Preparation: The first step in making brake pads is to prepare the raw materials, including metal fibers, friction materials (such as ceramic or organic compounds), resins, and binders. These materials are carefully measured and blended in mixing machines to create a homogeneous compound that will be pressed into brake pads.
Precise Mixing for Consistent Properties: The correct ratio of materials is essential for achieving the desired friction and wear resistance in the finished brake pads. Inconsistent mixing can lead to uneven performance or premature wear.
Pressing and Molding: Once the materials are mixed, they are loaded into molds, where pressing machines apply high pressure to form the brake pads. The molds are designed to give the brake pads their final shape, while the pressure compacts the material into a dense, solid form.
High Pressure for Strong, Durable Brake Pads: The pressing process ensures that the brake pads are dense enough to withstand the stresses of braking without cracking or wearing down prematurely.
Curing: After pressing, the brake pads are transferred to curing ovens, where they are heated at controlled temperatures to harden the material and set the binders. The curing process is crucial for developing the brake pad’s strength, heat resistance, and durability.
Even Curing for Long-Lasting Performance: Proper curing ensures that the brake pads can endure the high temperatures generated during braking without losing their effectiveness or breaking down.
Finishing: Once the brake pads are cured, they are finished using grinding, cutting, and sanding machines to remove any excess material and ensure that the pads meet the required dimensions and surface quality. This step ensures that the brake pads fit correctly in the braking system and provide consistent performance.
Precision Grinding for Smooth, Accurate Pads: The finishing process ensures that the brake pads have a smooth, even surface and the correct thickness, which is essential for proper fit and function in the braking system.
Friction Testing and Quality Control: After the brake pads are finished, they undergo friction testing to ensure that they meet the required standards for performance, safety, and durability. This testing simulates real-world braking conditions and measures the friction coefficient, wear resistance, and heat tolerance of the pads.
Testing for Safety and Reliability: Friction testing helps manufacturers ensure that the brake pads will provide reliable, consistent performance under a variety of conditions, such as heavy braking, high speeds, or extreme temperatures.
Applications of Brake Pads Making Machines
Automotive Industry: Brake pads making machines are primarily used in the automotive industry to produce brake pads for passenger vehicles, trucks, motorcycles, and buses. High-quality brake pads are essential for ensuring vehicle safety, as they provide the friction needed to stop the vehicle effectively.
Brake Pads for Cars, Trucks, and Motorcycles: Brake pads making machines are used to produce a wide range of brake pads for different types of vehicles, including standard cars, high-performance sports cars, heavy-duty trucks, and motorcycles.
Industrial Machinery: Brake pads are also used in industrial machinery, where they provide the stopping power needed for large, heavy equipment. Machines such as cranes, forklifts, and construction equipment rely on durable brake pads to ensure safe operation in industrial environments.
Brake Pads for Heavy-Duty Machinery: Brake pads making machines are used to produce pads for industrial equipment, where reliable stopping power is critical for operator safety and machinery control.
Railway and Aerospace Applications: Brake pads are used in railway and aerospace applications, where they must withstand extreme conditions, including high speeds, heavy loads, and intense heat. The brake pads used in trains, planes, and other transportation systems must meet stringent safety and performance standards.
High-Performance Brake Pads for Trains and Aircraft: Brake pads making machines are used to manufacture specialized brake pads for rail and aerospace applications, where safety and reliability are paramount.
Motorcycles and Bicycles: In addition to automotive and industrial applications, brake pads making machines are used to produce pads for motorcycles and bicycles. These pads must provide consistent stopping power while being lightweight and durable.
Brake Pads for Two-Wheeled Vehicles: Brake pads making machines produce lightweight, high-performance pads for motorcycles and bicycles, ensuring that riders can stop safely and effectively.
Advantages of Brake Pads Making Machines
High Efficiency for Large-Scale Production: Brake pads making machines are highly efficient and capable of producing large quantities of brake pads quickly and with consistent quality. This makes them ideal for high-volume production in the automotive and industrial sectors.
Precision Control for Consistent Quality: These machines provide precise control over the manufacturing process, ensuring that each brake pad meets the required specifications for size, shape, and performance. This consistency is essential for ensuring reliable braking performance in vehicles and machinery.
Versatility for Different Materials and Applications: Brake pads making machines can be used to produce pads from a variety of materials, including organic, semi-metallic, and ceramic compounds. This versatility makes them suitable for a wide range of applications, from standard passenger cars to high-performance sports vehicles and industrial equipment.
Improved Safety and Durability: By using advanced manufacturing processes such as pressing, curing, and friction testing, brake pads making machines ensure that the finished pads are strong, durable, and capable of withstanding the extreme conditions of braking.
Challenges of Brake Pads Making Machines
High Initial Investment Costs: Brake pads making machines, especially those equipped with advanced features such as friction testing and precision molding, can be expensive to purchase and maintain. This high initial investment may be a barrier for smaller manufacturers.
Skilled Operation Required: Operating brake pads making machines requires skilled technicians to ensure that the machines are properly set up and maintained. Incorrect operation or improper calibration can lead to defects in the brake pads, such as uneven friction properties or weak areas.
Brake pads making machines are essential for the production of high-quality brake pads used in automotive, industrial, and transportation applications. These machines provide the efficiency, precision, and control needed to produce reliable, durable brake pads that meet the highest standards of safety and performance.
Drum End Manufacturing
Drum End Manufacturing
Drum end manufacturing involves producing the top and bottom ends of metal or plastic drums, which are commonly used for the storage and transportation of liquids, chemicals, oils, and other materials. The ends of drums play a critical role in ensuring that the contents are securely contained, providing structural integrity and leak-proof sealing. Drum ends are typically manufactured using processes such as stamping, deep drawing, curling, and welding to achieve the necessary strength, durability, and precision.
The top end of a drum often includes features such as flanges, bungs, or other openings to facilitate filling, emptying, and sealing, while the bottom end is typically designed to provide stability and withstand the weight of the drum’s contents. Drum end manufacturing is a crucial part of the overall drum production process and is widely used in industries such as chemical processing, oil and gas, food and beverage, and industrial packaging.
Types of Drum End Manufacturing Processes
Stamping: Stamping is one of the most common processes used to manufacture drum ends. In this process, a flat metal or plastic sheet is placed in a stamping press, where a die is used to shape the material into the desired form. Stamping is highly efficient and allows for the production of large quantities of drum ends with consistent quality.
High-Speed Production for Large Volumes: Stamping is ideal for producing drum ends in high volumes, making it suitable for mass production in industries such as chemical packaging and oil transportation.
Advantages: Stamping provides fast, efficient production with precise control over the shape and dimensions of the drum ends. It is suitable for both metal and plastic materials.
Disadvantages: Stamping requires expensive tooling, and the initial setup costs can be high, making it less suitable for small production runs or custom designs.
Deep Drawing: Deep drawing is a metal forming process used to manufacture drum ends by pulling a flat sheet of metal into a die to create a deep, cup-shaped structure. This process is particularly useful for producing the bottom ends of drums, as it allows for the creation of a seamless, strong end that can withstand heavy loads and pressure.
Seamless Drum Ends for High Strength: Deep drawing produces seamless drum ends that are highly resistant to leaks and deformation, making them ideal for drums that will be used to transport liquids or chemicals.
Advantages: Deep drawing provides excellent structural integrity and is suitable for producing drum ends that need to withstand high pressure or heavy loads.
Disadvantages: The deep drawing process can be complex and requires specialized equipment, making it more expensive and time-consuming than stamping for large-scale production.
Curling: Curling is a process used to form the edges of drum ends, creating a rolled edge that can be securely attached to the body of the drum. This technique is used to ensure that the drum ends are securely sealed and can be joined to the drum body without leaks. Curling is particularly important for metal drums, where the edges must be strong and resistant to deformation.
Rolled Edges for Leak-Proof Sealing: Curling provides a smooth, rolled edge that allows for a tight, leak-proof seal between the drum ends and the drum body. This is essential for ensuring the safe transportation of liquids and chemicals.
Advantages: Curling improves the strength and durability of the drum ends, providing a secure connection to the drum body and preventing leaks.
Disadvantages: Curling requires precise control to ensure that the edges are rolled uniformly and without defects. Improper curling can result in weak or leaky joints.
Flanging: Flanging is a process used to create a raised rim or flange around the edge of the drum end. This flange is used to connect the drum end to the body of the drum, providing a strong, durable joint that can withstand pressure and impact. Flanging is commonly used in both metal and plastic drum manufacturing.
Raised Rims for Secure Connections: Flanging creates a strong, raised rim that allows the drum end to be securely attached to the drum body. The flange provides additional strength and helps distribute pressure evenly across the joint.
Advantages: Flanging ensures that the drum end is securely attached to the drum body, preventing leaks and improving the overall strength of the drum. It is suitable for both large and small drums.
Disadvantages: Flanging requires precise tooling and alignment to ensure that the flange is formed correctly and without defects. Improper flanging can result in weak joints or leaks.
Welding: Welding is often used to join the drum ends to the body of the drum, creating a strong, leak-proof connection. In metal drums, welding is used to fuse the edges of the drum ends to the body, ensuring that the joint is strong and resistant to pressure. For plastic drums, heat welding or ultrasonic welding is used to join the drum components.
Strong, Leak-Proof Welds for Secure Joints: Welding provides a strong, durable connection between the drum ends and the drum body, ensuring that the drum can safely contain liquids, chemicals, or other materials.
Advantages: Welding provides a permanent, leak-proof connection that is highly resistant to pressure, impact, and environmental factors. It is particularly useful for drums used in hazardous or corrosive environments.
Disadvantages: Welding can be time-consuming and requires skilled operators or automated systems to ensure that the welds are consistent and free from defects.
Key Components of a Drum End Manufacturing Machine
Press or Die: The press or die is the main component used in stamping and deep drawing machines to shape the drum ends. The die is designed to match the specific shape and dimensions of the drum end, while the press applies the necessary force to form the material into the desired shape.
Precision Dies for Accurate Shaping: The press or die must be carefully designed to ensure that the drum ends are formed with the correct dimensions and shape. Proper alignment and pressure control are essential for achieving consistent results.
Forming Rollers or Mandrels: In curling and flanging machines, forming rollers or mandrels are used to bend and shape the edges of the drum ends. These tools apply controlled pressure to the material, ensuring that the edges are formed smoothly and without defects.
Controlled Pressure for Smooth, Uniform Edges: The forming rollers or mandrels must apply consistent pressure to the material to ensure that the edges are curled or flanged evenly and without distortion.
Welding Torch or Ultrasonic Welder: In welding machines, a welding torch or ultrasonic welder is used to fuse the drum ends to the body of the drum. The welder must be precisely controlled to ensure that the welds are strong, uniform, and free from defects.
Precision Welding for Leak-Proof Joints: The welding system must provide precise control over the heat and pressure applied to the joint, ensuring that the weld is strong, durable, and resistant to leaks.
Control Panel: Modern drum end manufacturing machines are equipped with control panels that allow operators to set and monitor the manufacturing parameters, such as pressure, speed, and temperature. Many machines are equipped with programmable logic controllers (PLCs) or CNC systems to automate the manufacturing process and ensure repeatable, high-quality results.
Automation for Consistency and Efficiency: The control panel allows operators to program the machine for specific drum end designs and materials, ensuring that the manufacturing process is consistent and efficient.
The Drum End Manufacturing Process
Material Preparation: The process begins with the preparation of the raw material, which is typically metal or plastic sheets. The material is cut to size and prepared for forming, ensuring that it is clean, flat, and free from defects. Proper material preparation is essential for ensuring that the drum ends are formed accurately and without defects.
Cutting and Cleaning for Quality Production: The material must be properly cut and cleaned to ensure that the forming process proceeds smoothly and without defects such as cracks, wrinkles, or misalignment.
Forming the Drum Ends: The drum ends are formed using processes such as stamping, deep drawing, curling, or flanging, depending on the design and specifications of the drum. The forming process shapes the drum ends into the desired form, ensuring that they meet the required dimensions and structural integrity.
Controlled Forming for Smooth, Strong Drum Ends: The goal of the forming process is to create drum ends that are strong, durable, and free from defects. Proper control of the forming pressure and alignment is essential for achieving high-quality results.
Welding or Sealing: Once the drum ends are formed, they are welded or sealed to the body of the drum. This process creates a strong, leak-proof connection between the drum ends and the drum body, ensuring that the contents of the drum are securely contained.
Strong Welds for Leak-Proof Sealing: Welding or sealing ensures that the drum ends are securely attached to the body of the drum, preventing leaks or separation during transportation or use.
Finishing and Inspection: After the drum ends are attached, the drum is inspected for defects such as cracks, leaks, or misalignment. The drum may also be finished by trimming any excess material, smoothing the edges, or applying surface coatings to improve corrosion resistance.
Quality Control for Durable, Leak-Proof Drums: Proper inspection ensures that the drum ends are securely attached and that the drum meets the required standards for strength, durability, and leak resistance.
Applications of Drum Ends
Chemical and Hazardous Material Storage: Drums with strong, leak-proof ends are essential for safely storing and transporting chemicals, hazardous materials, and other liquids.
Sheet Metal Flange Forming: Sheet metal forming refers to a broad set of manufacturing processes used to convert flat metal sheets into desired shapes and geometries. It is an essential part of the metalworking industry, widely used in the automotive, aerospace, construction, and electronics industries. This process involves applying force to deform the metal sheet plastically, meaning the sheet undergoes permanent change in shape without breaking or cracking. Sheet metal forming methods can range from simple manual bending to highly automated, computer-controlled processes for mass production.
Sheet metal forming processes are classified into three major categories: bending, drawing, and shearing. Each of these techniques has its specific applications depending on the desired end product and the metal being worked with.
Types of Sheet Metal Forming:
Bending: Bending involves deforming the metal sheet along a straight axis to create angular shapes such as “V,” “U,” or channels. Press brakes or die presses are commonly used to bend the sheet metal, either manually or through automated processes. Bending is commonly used in automotive body panels, appliance housings, and structural frameworks.
Deep Drawing: Deep drawing is a process in which a flat sheet of metal is radially drawn into a forming die by the action of a mechanical punch. This process is used to create cup-shaped parts and is commonly applied in manufacturing cans, containers, and automotive fuel tanks. Deep drawing allows the formation of complex, hollow shapes from a single sheet of metal.
Stretch Forming: In stretch forming, a metal sheet is clamped at its edges and stretched over a die to form large, smooth, and curved surfaces. This method is often used in the aerospace industry for manufacturing aircraft fuselage panels and structural parts.
Roll Forming: Roll forming is a continuous process in which a metal sheet is passed through a series of rollers that progressively shape it into the desired cross-sectional profile. This method is highly efficient and is used to produce items like metal roofing panels, door frames, and highway guardrails.
Punching and Blanking: Punching involves the removal of material from the sheet by placing it between a punch and a die. Blanking is a similar process but focuses on cutting out parts of the sheet. Both techniques are commonly used in mass production, such as in the manufacturing of metal parts for electronics, appliances, and cars.
Spinning: Spinning is a process where a metal disk or tube is rotated at high speed and formed into an axially symmetric part by a roller. This method is typically used for producing conical or cylindrical components, such as pots, pans, and decorative metal objects.
Applications of Sheet Metal Forming:
Automotive Industry: Sheet metal forming is integral to the production of automotive body panels, chassis, and structural components. Manufacturers use advanced techniques like deep drawing, hydroforming, and stamping to produce high-quality, lightweight vehicle parts.
Aerospace Industry: Aerospace companies rely on sheet metal forming to create lightweight yet strong components, such as fuselage panels, wings, and support structures, all of which must meet stringent performance and safety standards.
Construction and Architecture: In construction, sheet metal forming is used for roofing, cladding, framing, and decorative purposes. Metals such as steel, aluminum, and copper are shaped into durable structures that withstand environmental stresses.
Electronics and Appliances: Manufacturers of consumer electronics and household appliances use sheet metal forming to create enclosures, panels, and internal structures for products like washing machines, refrigerators, and electronic devices.
Advantages of Sheet Metal Forming:
Efficiency: Sheet metal forming can produce large quantities of parts at relatively low cost, making it ideal for mass production in industries like automotive and consumer goods.
Precision: Modern forming techniques, especially those utilizing CNC-controlled machinery, provide high precision and repeatability, ensuring consistent product quality.
Material Conservation: Because sheet metal forming reshapes rather than removes material, there is minimal waste, making it an environmentally friendly and cost-effective process.
Versatility: Sheet metal forming can be applied to a variety of metals, including steel, aluminum, brass, and copper, allowing manufacturers to produce parts for a wide range of applications.
Hydraulic Metal Forming
Sheet Metal Rounded Corners
Hydraulic metal forming is a process where hydraulic pressure is used to shape metal workpieces. This process is ideal for producing complex, high-strength components and is often employed in industries where precision and durability are essential, such as aerospace, automotive, and heavy machinery manufacturing. Hydraulic forming uses hydraulic fluid under extreme pressure to force the metal into a die or mold, allowing for intricate shapes to be formed with high precision.
The main advantage of hydraulic metal forming is its ability to distribute pressure uniformly over the entire surface of the metal, resulting in less localized stress and higher-quality parts. The force applied by hydraulic presses can be finely controlled, making it suitable for delicate operations as well as heavy-duty applications.
Types of Hydraulic Metal Forming:
Hydroforming: Hydroforming is a popular hydraulic forming technique used to create hollow parts, such as automotive exhaust components and structural tubes. The process involves placing a metal sheet or tube inside a mold and using hydraulic fluid to press it against the mold walls, forming the desired shape. Hydroforming is highly effective for producing lightweight, high-strength components with complex geometries.
Hydraulic Stamping: Hydraulic stamping involves placing a flat metal sheet between a punch and die, then using hydraulic pressure to form the metal into the desired shape. This method is commonly used in the production of automotive body panels, appliances, and machinery parts. Hydraulic stamping offers precise control over the applied force, ensuring that the final product is accurate and consistent.
Hydraulic Drawing: Similar to deep drawing, hydraulic drawing uses hydraulic presses to pull a metal blank into a die, forming cylindrical, cup-shaped, or box-like components. The hydraulic press ensures that the force is evenly distributed, reducing the risk of tearing or wrinkling the metal.
Bulge Forming: Bulge forming is another hydraulic process where hydraulic fluid is used to press a metal sheet or tube against a die, causing it to bulge outward and take the shape of the mold. This method is often used to create domed or spherical components.
Rubber Pad Forming: In this process, a metal sheet is placed over a mold, and a flexible rubber pad is pressed against it using hydraulic pressure. The rubber pad deforms around the sheet, forming it to the mold’s shape. Rubber pad forming is used in applications where a smooth, scratch-free finish is essential, such as in the aerospace and medical device industries.
Applications of Hydraulic Metal Forming:
Automotive Industry: Hydraulic forming is widely used to create components such as engine mounts, chassis parts, suspension systems, and exhaust systems. The process allows for the production of lightweight yet strong parts, which contribute to improved fuel efficiency and vehicle performance.
Aerospace Industry: Hydraulic metal forming is used to produce complex, high-strength parts for aircraft and spacecraft. The precise control offered by hydraulic presses ensures that these critical components meet the industry’s stringent safety and performance requirements.
Heavy Machinery: Hydraulic forming is employed in the production of large, high-strength components used in heavy machinery and industrial equipment. Hydraulic presses can generate the immense force required to shape thick metal plates and components.
Medical Devices: In the medical field, hydraulic metal forming is used to manufacture surgical instruments, prosthetic devices, and other precision medical components. The ability to form metal with high accuracy and minimal defects is crucial in this industry.
Advantages of Hydraulic Metal Forming:
Uniform Force Application: Hydraulic presses distribute force evenly over the entire surface of the metal, reducing the risk of defects such as warping, cracking, or uneven thickness.
Precision: The finely controlled hydraulic pressure allows for high precision in forming complex geometries, ensuring that the final product meets exact specifications.
Material Efficiency: Hydraulic metal forming reduces material waste by forming the metal into the desired shape without removing material. This makes it a cost-effective and environmentally friendly process.
Versatility: Hydraulic forming can be used on a wide range of metals, including steel, aluminum, copper, and titanium, making it suitable for various industries and applications.
Hydraulic metal forming is a key process in modern manufacturing, offering the ability to create high-quality, durable metal parts for critical industries such as aerospace, automotive, and medical device production.
Sheet Metal Rounded Corners
Industries working with our machinery
Sheet metal rounded corners refer to the technique of rounding the sharp edges of sheet metal components to improve safety, aesthetics, and structural integrity. This is an important aspect of metalworking, especially in industries where sharp corners can pose a hazard or lead to stress concentration, which could compromise the strength of the component.
Rounding the corners of sheet metal is typically done after the cutting or punching process, which leaves sharp edges. These sharp edges can be dangerous during handling, assembly, or during the product’s use. Additionally, rounded corners help prevent the metal from cracking or tearing under stress, especially during bending or forming operations.
Methods for Creating Rounded Corners:
Bending: Bending is one of the simplest methods used to create rounded corners. Instead of making a sharp bend at a 90-degree angle, the metal is bent into a smooth curve, reducing stress concentrations at the corners. Bending machines, such as press brakes, are commonly used for this purpose.
Edge Rolling: Edge rolling is a technique where the edges of the sheet metal are rolled over to form a smooth, rounded corner. This process is often used in the production of metal enclosures, containers, or other parts where the edges need to be safe and aesthetically pleasing.
Chamfering: Chamfering is the process of removing the sharp edges of metal by cutting a beveled edge along the corner. Although this does not create a fully rounded corner, it softens the sharp edge and reduces the risk of injury or damage. Chamfering is commonly used in applications where a completely rounded corner is not necessary but where the sharp edge must be eliminated.
Grinding and Filing: Manual or automated grinding and filing can be used to round off sharp edges after cutting or punching. Abrasive tools are used to smooth out the edges, creating a safe and visually appealing corner. This method is often used in custom or small-scale metal fabrication projects.
Laser Cutting: Modern laser cutting machines can be programmed to cut metal sheets with pre-rounded corners. This allows for high precision and eliminates the need for additional edge rounding steps. Laser cutting is especially useful for complex shapes or high-volume production runs where precision and consistency are important.
Applications of Rounded Corners in Sheet Metal:
Safety: Rounded corners are crucial in industries where workers frequently handle metal parts, such as in construction, automotive assembly, or manufacturing. By rounding the edges, the risk of cuts and injuries is significantly reduced.
Aesthetics: In consumer products like electronics, appliances, and furniture, rounded corners provide a sleek, modern look. They also help improve the ergonomics of the product by making it more comfortable to handle.
Structural Integrity: Rounded corners reduce the likelihood of cracks or fractures developing in metal components during use. Sharp corners tend to concentrate stress, which can lead to failure over time. By rounding the corners, the stress is distributed more evenly, improving the durability of the part.
Electronics Enclosures: In the electronics industry, rounded corners are commonly used in the design of metal enclosures for devices like computers, smartphones, and appliances. Rounded corners not only improve the appearance of the product but also protect internal components by reducing sharp edges that could cause damage during assembly or use.
Advantages of Rounded Corners in Sheet Metal:
Improved Safety: Sharp edges pose a safety risk during manufacturing, handling, and use. Rounded corners minimize the chance of injury and improve the usability of metal products.
Enhanced Durability: By eliminating sharp corners, stress concentrations are reduced, which helps prevent cracks, warping, or other types of failure. Rounded corners enhance the overall durability of the component.
Better Coating and Finishing: Rounded corners are easier to coat with paint, powder coatings, or anodized finishes. Sharp edges can cause uneven coating thickness, leading to weak spots where corrosion or wear can occur. Rounded corners allow for more uniform coating, extending the lifespan of the product.
Rounded corners in sheet metal are a critical design feature that improves both the safety and durability of metal products while also enhancing their aesthetic appeal.
Sheet Metal Edge Rounding
Producing Cylindrical Parts with CNC Metal Spinning Machines
Sheet metal edge rounding is the process of smoothing and shaping the edges of a metal sheet after it has been cut, punched, or machined. This process is essential for improving safety, product quality, and durability. Sharp, unfinished edges on metal parts can pose hazards to workers, cause damage to other components during assembly, and lead to stress concentrations that can weaken the material. By rounding the edges, these risks are mitigated.
Edge rounding is commonly used in industries such as automotive, aerospace, electronics, and metal fabrication, where parts need to be safe to handle and durable enough to withstand long-term use.
Methods of Sheet Metal Edge Rounding:
Deburring Machines: Deburring machines are specifically designed to remove sharp burrs and round the edges of metal sheets. These machines use abrasive belts, brushes, or discs to grind down the sharp edges and create a smooth, rounded profile. Deburring is an essential step in many manufacturing processes to ensure that the edges are safe to handle and that the final product meets quality standards.
Grinding and Sanding: Manual or automated grinding and sanding tools are often used to round the edges of metal sheets. Abrasive materials are used to wear down the sharp edges, leaving a smooth, rounded finish. This method is especially useful for custom or low-volume production where precise control over the rounding process is needed.
Laser Cutting with Edge Rounding: Advanced laser cutting machines can be programmed to cut metal sheets with pre-rounded edges. This eliminates the need for additional edge rounding steps and provides a high level of precision. Laser cutting with edge rounding is commonly used in the production of parts that require tight tolerances and clean, smooth edges.
Tumbling: Tumbling is a process where metal parts are placed in a rotating drum along with abrasive media. As the drum rotates, the media polishes and rounds the edges of the metal parts, creating a smooth finish. Tumbling is an effective method for rounding the edges of small parts or components with complex geometries.
Electropolishing: In some applications, electropolishing is used to round and smooth the edges of metal parts. This chemical process removes a thin layer of material from the surface of the metal, leaving a smooth, rounded finish. Electropolishing is commonly used for stainless steel parts in the medical, food, and pharmaceutical industries.
Applications of Sheet Metal Edge Rounding:
Automotive Industry: In automotive manufacturing, edge rounding is critical for ensuring that parts like body panels, brackets, and supports are safe to handle and free from sharp edges that could cause injuries or damage other components.
Electronics and Appliances: Metal enclosures and components used in electronics and appliances often undergo edge rounding to improve their appearance and make them safer for consumers to handle. Rounded edges also help prevent the metal from cutting into wires or other sensitive components inside the device.
Aerospace Industry: In aerospace applications, edge rounding helps reduce stress concentrations at the edges of metal parts, improving their fatigue resistance and overall structural integrity. This is essential for components that must endure extreme conditions and long service life.
Construction and Metal Fabrication: In construction and metal fabrication, rounded edges make metal parts easier to work with and safer for workers to handle during installation. They also improve the overall aesthetics of the finished product.
Advantages of Sheet Metal Edge Rounding:
Safety: Sharp edges on metal parts can cause injuries to workers during handling and assembly. Edge rounding eliminates these hazards, making the parts safer to work with and reducing the risk of accidents.
Improved Durability: Rounding the edges of metal parts reduces stress concentrations, which can lead to cracks, fractures, or other types of failure. Edge rounding helps extend the lifespan of metal components, especially those subjected to mechanical or thermal stress.
Enhanced Aesthetics: Rounded edges give metal parts a more polished, professional appearance. This is especially important for consumer-facing products like electronics, appliances, and furniture, where visual appeal is a key factor.
Better Coating Adherence: Rounded edges provide a smoother surface for applying coatings like paint, powder coating, or anodizing. This ensures more even coverage and improves the part’s resistance to corrosion, wear, and damage.
Sheet metal edge rounding is a vital process in modern metalworking, contributing to the safety, quality, and durability of metal products across a wide range of industries.
Special Finishing Machines
Metal Surface Finishing Machine
Special finishing machines are used in metalworking and manufacturing to refine the surface of metal parts after they have been formed, machined, or welded. These machines provide the final touches to ensure the metal components meet the desired specifications in terms of smoothness, texture, and appearance. Special finishing machines are crucial for enhancing the performance, longevity, and aesthetic appeal of metal products across industries such as automotive, aerospace, construction, and consumer goods.
Finishing processes can range from deburring rough edges to applying polished finishes that give parts a high-gloss or mirror-like appearance. These machines come in various types, each designed for specific finishing tasks such as polishing, grinding, buffing, or coating.
Types of Special Finishing Machines:
Polishing Machines: Polishing machines use abrasives to create smooth, reflective surfaces on metal parts. These machines can range from simple handheld polishers to advanced automated systems that can handle large-scale production. Polishing is often used for stainless steel, aluminum, and other metals where a high-gloss finish is required, such as in cookware, automotive parts, and architectural elements.
Rotary Polishers: Rotary polishing machines use spinning wheels and abrasive compounds to smooth and polish metal surfaces.
Vibratory Polishers: These machines are designed for polishing smaller metal components in bulk. They use vibration to rub the metal parts against an abrasive medium, resulting in a smooth finish.
Buffing Machines: Buffing machines are similar to polishing machines but focus on achieving a higher level of shine and smoothness. Buffing is typically the final step in the finishing process and is used to remove fine scratches or imperfections that remain after polishing. Buffing machines are essential in industries such as automotive, where a high-quality surface finish is necessary for body panels and other visible components.
Sanding Machines: Sanding machines use abrasive belts or discs to smooth out rough surfaces or remove small amounts of material from the surface of metal parts. Sanding is often the first step in the finishing process, especially after metal parts have been cut, welded, or machined. It is commonly used in industries such as furniture manufacturing, construction, and metal fabrication.
Shot Blasting Machines: Shot blasting machines use high-velocity streams of abrasive material, such as steel shots or sand, to clean and smooth metal surfaces. This process is particularly useful for removing rust, paint, or other surface contaminants from metal parts. Shot blasting also helps prepare metal surfaces for painting, coating, or welding by creating a uniform surface texture.
Air Blasting: Uses compressed air to propel the abrasive material onto the metal surface.
Centrifugal Blasting: Uses a mechanical wheel to throw the abrasive material at high speed, making it suitable for larger surfaces or more aggressive cleaning tasks.
Electropolishing Machines: Electropolishing is an electrochemical process used to smooth and polish metal surfaces. It removes a thin layer of material, leaving a shiny, reflective finish. Electropolishing is especially important for stainless steel and medical-grade materials, where hygiene, corrosion resistance, and surface finish are critical.
Applications of Special Finishing Machines:
Automotive Industry: Special finishing machines are used to create smooth, aesthetically pleasing surfaces on car body panels, trim, and engine components. Polishing and buffing are particularly important for enhancing the visual appeal of vehicles, while sanding and shot blasting are used to prepare surfaces for painting or coating.
Aerospace Industry: In aerospace, surface finishing is essential for components that must withstand high stress and harsh environmental conditions. Polishing, buffing, and electropolishing are commonly used to improve corrosion resistance and reduce surface friction on aircraft parts.
Medical Devices and Instruments: In the medical field, electropolishing is used to create ultra-smooth surfaces on surgical instruments, implants, and other medical devices. A smooth surface reduces the risk of contamination and makes the parts easier to clean and sterilize.
Consumer Goods: Special finishing machines are used to improve the appearance and durability of consumer products such as kitchen appliances, furniture, and electronics. Polishing and buffing are crucial for achieving a high-quality surface finish that appeals to consumers.
Advantages of Special Finishing Machines:
Improved Durability: By removing surface defects and imperfections, finishing machines help improve the strength and durability of metal parts. Smooth surfaces are less prone to corrosion, wear, and fatigue.
Enhanced Aesthetic Appeal: Polishing and buffing create visually attractive surfaces, making finished metal products more appealing to consumers. This is especially important in industries like automotive, architecture, and consumer goods.
Better Coating Adhesion: Finishing processes such as sanding and shot blasting help prepare metal surfaces for painting or coating. A smooth, uniform surface ensures better adhesion and coverage, resulting in a longer-lasting finish.
Hygiene and Cleanliness: In industries such as medical devices and food processing, smooth, polished surfaces are essential for maintaining hygiene and reducing the risk of contamination.
Special finishing machines play a crucial role in modern manufacturing, ensuring that metal parts meet the highest standards of quality, performance, and appearance.
Burr Cleaning Machine
Burr Cleaning Machine
A burr cleaning machine is used to remove burrs, which are small, unwanted projections or rough edges left on metal parts after cutting, machining, or drilling. Burrs can interfere with the functionality and safety of metal components, leading to problems such as improper assembly, increased wear, and safety hazards. Burr cleaning is a crucial step in the metalworking process, ensuring that parts meet quality standards and are safe to handle and use.
Burrs are formed during processes such as stamping, milling, or shearing when the metal is deformed or displaced. Burr cleaning machines use a variety of methods to smooth out these rough edges, depending on the type of metal, the part’s geometry, and the required surface finish.
Types of Burr Cleaning Machines:
Brush Deburring Machines: Brush deburring machines use rotating wire or abrasive brushes to clean burrs from the edges and surfaces of metal parts. These machines are often used for deburring sheet metal, stamped parts, or machined components where a light, non-invasive cleaning process is required.
Vibratory Deburring Machines: Vibratory deburring involves placing metal parts in a vibrating container filled with abrasive media. As the machine vibrates, the media rubs against the parts, removing burrs and smoothing the edges. This process is particularly useful for deburring small or intricate parts that are difficult to clean manually.
Electrochemical Deburring: Electrochemical deburring uses a chemical process to remove burrs from hard-to-reach areas, such as holes, grooves, or internal features. A mild electrical current is applied to the metal part, causing a controlled reaction that dissolves the burrs. This method is ideal for precision parts used in industries like aerospace, automotive, and medical devices.
Thermal Deburring Machines: Thermal deburring, also known as explosive deburring, is a process where a gas mixture is ignited in a chamber containing the metal parts. The resulting explosion vaporizes the burrs, leaving the part clean and free from sharp edges. Thermal deburring is highly effective for removing burrs from internal features and complex geometries.
Water Jet Deburring Machines: Water jet deburring uses high-pressure streams of water to clean burrs from the surface of metal parts. This method is particularly effective for soft metals such as aluminum or copper, where other deburring methods may be too aggressive.
Applications of Burr Cleaning Machines:
Automotive Industry: Burr cleaning machines are used to remove burrs from engine components, gears, and other metal parts used in automotive manufacturing. Clean, burr-free parts are essential for ensuring proper fit and function, as well as preventing excessive wear or damage during assembly.
Aerospace Industry: In aerospace, burr cleaning is critical for ensuring the safety and reliability of components used in aircraft, satellites, and space exploration vehicles. Burrs can cause stress concentrations or interfere with precision tolerances, leading to potential failures.
Medical Devices: Burr cleaning is essential in the production of medical devices, surgical instruments, and implants. Burr-free parts are easier to clean and sterilize, reducing the risk of infection or contamination during use.
Precision Engineering: In precision engineering applications, such as electronics, robotics, and optics, even the smallest burrs can affect performance and assembly. Burr cleaning machines ensure that parts meet tight tolerances and are free from imperfections.
Advantages of Burr Cleaning Machines:
Improved Safety: Burrs can create sharp edges that pose a risk to workers handling the parts. By removing these burrs, burr cleaning machines improve workplace safety and reduce the risk of injury during assembly or use.
Enhanced Product Quality: Burr cleaning ensures that metal parts have smooth edges and surfaces, improving their functionality, performance, and appearance. Parts with burrs may not fit together properly, leading to assembly issues or premature wear.
Precision and Consistency: Automated burr cleaning machines provide consistent results across large production runs, ensuring that all parts meet the required quality standards. This is especially important in industries like automotive and aerospace, where reliability is critical.
Reduced Wear and Tear: Burrs can cause friction, leading to excessive wear on moving parts or machinery. By removing burrs, burr cleaning machines help extend the life of metal components and reduce maintenance costs.
Burr cleaning machines are indispensable in the manufacturing process, ensuring that metal parts are safe, functional, and of high quality. These machines play a key role in industries where precision, performance, and safety are paramount.
Longitudinal Groove Weld
Longitudinal Welding Machine
A longitudinal groove weld is a type of welding technique used to join two pieces of metal along their length, typically in cylindrical or tubular structures such as pipes, tanks, or pressure vessels. In this process, a groove is prepared between the edges of the metal parts to be welded, and the weld is deposited into the groove, filling it and creating a strong, continuous bond.
Longitudinal groove welds are commonly used in industries such as oil and gas, chemical processing, shipbuilding, and construction, where high-strength, leak-proof joints are required. The weld must be of high quality to ensure that the joined components can withstand pressure, temperature fluctuations, and mechanical stresses.
Types of Longitudinal Groove Welds:
Single-V Groove Weld: In a single-V groove weld, the edges of the metal parts are beveled at an angle to form a “V” shape. The welder fills the groove with molten metal, creating a strong bond between the two pieces. Single-V groove welds are commonly used for thicker materials where a single pass is not sufficient to achieve full penetration.
Double-V Groove Weld: For thicker materials, a double-V groove weld is often used. This involves beveling both sides of the joint to create a V-shaped groove on each side. The welder deposits metal into both grooves, ensuring full penetration and strength throughout the joint.
U-Groove Weld: In a U-groove weld, the edges of the metal parts are shaped into a U-configuration. This type of weld is typically used for thicker materials because it requires less filler material compared to a V-groove, making it more efficient for heavy-duty applications.
J-Groove Weld: A J-groove weld involves beveling one side of the joint into a J-shape, while the other side remains straight. This weld type is commonly used in situations where one side of the joint is more accessible than the other, allowing for easier welding in tight spaces.
Applications of Longitudinal Groove Welds:
Pipe Welding: Longitudinal groove welds are essential in pipe welding, where two sections of pipe must be joined together to form long pipelines for transporting liquids or gases. The weld ensures that the joint is leak-proof and strong enough to withstand high internal pressures.
Pressure Vessels: Pressure vessels, such as boilers, tanks, and reactors, rely on longitudinal groove welds to join sections of metal and maintain structural integrity. The welds must be able to endure high pressures and temperatures without failing.
Shipbuilding: In shipbuilding, longitudinal groove welds are used to join large metal plates that form the hull, deck, and other structural components of ships. These welds are crucial for ensuring the ship’s strength and durability in harsh marine environments.
Structural Components: Longitudinal groove welds are used in the construction of large metal structures, such as bridges, cranes, and towers, where strong, continuous joints are required to bear heavy loads and resist environmental stresses.
Advantages of Longitudinal Groove Welds:
High Strength: Longitudinal groove welds create strong, continuous joints that can withstand significant mechanical stresses. This makes them ideal for critical applications such as pipelines, pressure vessels, and structural components.
Leak-Proof Joints: In applications such as piping and pressure vessels, it is essential that the joints are leak-proof to prevent the escape of fluids or gases. Longitudinal groove welds create tight, secure seals that prevent leaks, even under high pressure.
Full Penetration: Longitudinal groove welds ensure full penetration of the weld material into the joint, providing maximum strength and durability. This is especially important for thick materials where incomplete penetration could lead to weak spots or joint failure.
Versatility: Longitudinal groove welds can be applied to a wide range of materials and thicknesses, making them suitable for various industries and applications. Whether working with thin-walled pipes or thick structural components, the groove weld can be tailored to meet specific requirements.
Longitudinal groove welding is a critical process in industries that require high-strength, durable joints. It ensures the integrity and performance of structures and components under demanding conditions.
Cookware Production Machine
Stainless Steel Pot Polishing Machine
A cookware production machine is specialized equipment designed for the manufacturing of pots, pans, and other types of cookware. These machines handle various stages of the production process, from shaping and forming the metal to applying coatings and performing finishing touches. Cookware production machines are used by manufacturers to produce high-quality, durable kitchenware at scale, meeting the demands of both consumers and professional kitchens.
The manufacturing of cookware typically involves working with metals like aluminum, stainless steel, and copper, which provide excellent heat conductivity and durability. Each material has unique properties that require specific machinery and processes to shape, finish, and coat the final product.
Types of Cookware Production Machines:
Press Machines: Press machines are used to shape flat metal sheets into the desired cookware form, such as pots, pans, or lids. The metal sheets are placed in a mold or die, and the press applies significant force to shape the sheet into the required form. Hydraulic or mechanical presses are commonly used, depending on the thickness and type of metal.
Spinning Machines: Spinning machines are used to create round, symmetrical cookware items such as bowls, pans, or lids. In the spinning process, a flat metal disk is rotated at high speed while a forming tool presses it against a mold to shape the metal into the desired shape. This process is particularly useful for creating deep, rounded cookware items like stockpots or mixing bowls.
Polishing Machines: After the cookware has been formed, polishing machines are used to smooth the surface and give it a shiny, reflective finish. Polishing is important not only for aesthetic reasons but also for improving the non-stick properties of the cookware and preventing food from sticking to the surface during use.
Coating Machines: Many cookware items, especially non-stick pans, require the application of a specialized coating. Coating machines are used to apply layers of non-stick material (such as Teflon or ceramic) to the surface of the cookware. These machines ensure even coverage and proper adhesion of the coating, which is essential for both performance and durability.
Edge Rolling Machines: Edge rolling machines are used to round the edges of the cookware, giving it a smooth, safe edge that is comfortable to handle. This process is important for both safety and durability, as sharp edges can be dangerous and more prone to damage.
Applications of Cookware Production Machines:
Consumer Cookware: Cookware production machines are primarily used to manufacture pots, pans, and other kitchen tools for home use. High-quality cookware is essential for efficient and enjoyable cooking, and consumers expect durable, easy-to-clean products that distribute heat evenly.
Professional Cookware: Professional-grade cookware, used in commercial kitchens, requires a higher level of durability and heat performance. Cookware production machines are used to manufacture heavy-duty products that can withstand the demands of professional chefs.
Specialty Cookware: Specialty cookware, such as cast iron skillets or copper pans, may require additional or specific production processes. For example, copper cookware often undergoes a tinning process to coat the inside surface with a layer of tin, preventing the copper from reacting with food.
Advantages of Cookware Production Machines:
High Efficiency: Cookware production machines allow manufacturers to produce large quantities of cookware quickly and efficiently. Automation and precision machinery ensure consistent quality across all products.
Customizability: These machines can be adjusted to produce a wide variety of cookware shapes, sizes, and designs. Whether manufacturing frying pans, saucepans, or stockpots, cookware production machines provide the flexibility to meet diverse market demands.
Durability: The machines used in cookware production are designed to handle heavy-duty materials like stainless steel and aluminum, ensuring that the final products are durable and long-lasting.
Precision: Precision is crucial in cookware manufacturing to ensure that the pots and pans have the correct dimensions, thickness, and heat conductivity. Cookware production machines provide the necessary control to achieve consistent results.
Cookware production machines are essential tools in the kitchenware industry, enabling manufacturers to produce high-quality, reliable products that meet the needs of both home cooks and professional chefs.
Brake Pads Machine
Brake Pads Machine
A brake pads machine is a specialized piece of equipment used in the manufacturing of brake pads, a critical component of the braking systems in automobiles, motorcycles, and other vehicles. Brake pads play a key role in ensuring the safe operation of vehicles by converting kinetic energy into heat during braking, which slows the vehicle down. Manufacturing brake pads requires precision, quality control, and specialized machinery to ensure that they meet safety and performance standards.
Brake pads are typically made from a combination of materials, including metal shavings, ceramics, and organic compounds. The manufacturing process involves molding these materials under high pressure and heat to create durable, reliable brake pads.
Types of Brake Pads Machines:
Molding Machines: Molding machines are used to shape the brake pad material into its final form. In this process, the brake pad compound is placed into a mold, and high pressure and heat are applied to compress the material into the desired shape. The molded brake pads are then cooled and removed from the mold for further processing.
Curing Ovens: After molding, brake pads are placed in curing ovens to harden and strengthen the material. The curing process is critical for ensuring that the brake pads can withstand the high temperatures generated during braking. Curing ovens are designed to maintain consistent temperatures and ensure uniform hardening across all pads.
Grinding Machines: Grinding machines are used to shape and finish the brake pads after molding and curing. These machines grind the brake pad to its final thickness and smooth out any rough surfaces. Precision grinding is essential for ensuring that the brake pads fit properly in the brake caliper and perform effectively during braking.
Coating Machines: Many brake pads are coated with specialized materials to reduce noise, prevent corrosion, or improve performance in extreme conditions. Coating machines apply these materials evenly across the surface of the brake pad, ensuring that they adhere properly and provide the desired benefits.
Testing Machines: Brake pads must undergo rigorous testing to ensure that they meet safety standards and perform well under various conditions. Testing machines simulate real-world braking scenarios to measure the pad’s performance, wear resistance, and heat tolerance. This testing ensures that the brake pads will perform reliably in the field.
Applications of Brake Pads Machines:
Automotive Industry: The automotive industry relies heavily on brake pads machines for the production of brake components for cars, trucks, and motorcycles. High-quality brake pads are essential for vehicle safety, and manufacturers use specialized machines to ensure that the pads meet strict regulatory standards.
Heavy-Duty Vehicles: Brake pads for heavy-duty vehicles, such as trucks, buses, and industrial machinery, must be able to withstand higher loads and more extreme conditions than those used in passenger vehicles. Brake pads machines used in this sector are designed to produce durable, high-performance pads that can handle heavy braking forces.
Motorcycle Manufacturing: Motorcycle brake pads are typically smaller and lighter than those used in cars, but they still require high levels of precision and performance. Brake pads machines in this sector are calibrated to produce pads that provide reliable stopping power for motorcycles.
Advantages of Brake Pads Machines:
Precision Manufacturing: Brake pads machines are designed to ensure precise control over the molding, curing, and finishing processes. This precision is critical for producing brake pads that perform consistently and safely in real-world driving conditions.
High Efficiency: Automated brake pads machines allow manufacturers to produce large quantities of brake pads quickly and efficiently, meeting the demands of the automotive industry while maintaining high quality.
Customization: Brake pads machines can be adjusted to produce brake pads of different sizes, materials, and specifications, allowing manufacturers to cater to a wide range of vehicles and performance requirements.
Quality Control: These machines are equipped with advanced quality control systems that ensure every brake pad meets safety and performance standards. Automated testing and inspection processes help identify defects and ensure that only high-quality pads reach the market.
Brake pads machines are vital in the production of high-performance, reliable brake pads that ensure the safety and effectiveness of vehicle braking systems.
How to Make Aluminum Pots
Stainless Steel Pot Polishing Machine
Making aluminum pots is a manufacturing process that involves several key steps to transform raw aluminum into durable, lightweight cookware. Aluminum is a popular material for pots and pans because of its excellent heat conductivity, corrosion resistance, and lightweight properties. It is commonly used in both household and commercial cookware due to its affordability and performance in the kitchen.
The process of making aluminum pots requires precision machinery and careful attention to detail to ensure that the final product meets quality standards in terms of heat distribution, durability, and safety.
Steps to Make Aluminum Pots:
Aluminum Sheet Selection: The first step in making aluminum pots is selecting high-quality aluminum sheets or blanks. The thickness and grade of the aluminum are chosen based on the desired characteristics of the final product, such as weight, heat conductivity, and durability. Thicker sheets are typically used for professional-grade pots, while thinner sheets may be used for consumer cookware.
Blanking: Blanking is the process of cutting the aluminum sheet into circular blanks, which will form the base of the pot. A blanking press is used to punch out these circular shapes from the larger sheet of aluminum. The size of the blank is determined by the size of the pot being manufactured.
Deep Drawing: Deep drawing is the process of shaping the flat aluminum blank into a cylindrical or round form, which becomes the body of the pot. This is done by placing the aluminum blank into a die and using a punch to draw the metal into the desired shape. The deep drawing process is critical for creating the smooth, rounded sides of the pot without causing wrinkles or tears in the material.
Trimming and Edge Rolling: After deep drawing, the excess material around the rim of the pot is trimmed off to achieve the desired height and diameter. Edge rolling is then used to round off the rim of the pot, creating a smooth, safe edge. This step is important for both the safety of the user and the aesthetic appearance of the pot.
Annealing: In some cases, the aluminum pots may undergo an annealing process, which involves heating the metal to a specific temperature and then allowing it to cool slowly. Annealing helps relieve internal stresses in the metal, making it more malleable and easier to work with during further forming processes.
Polishing and Finishing: Once the pot has been formed, it undergoes a polishing process to smooth the surface and give it a shiny, attractive finish. Polishing is typically done using buffing machines with abrasive compounds that remove surface imperfections and create a reflective surface.
Non-Stick Coating Application (Optional): Many aluminum pots are coated with a non-stick material, such as Teflon or ceramic, to improve their cooking performance and make them easier to clean. Coating machines are used to apply these materials evenly to the interior surface of the pot. The coating is then cured in a high-temperature oven to ensure proper adhesion and durability.
Handle Attachment: Handles are attached to the pot either by riveting, welding, or screwing them in place. Aluminum pots often feature plastic or stainless steel handles for safe and comfortable handling during cooking.
Quality Inspection: Before the pots are packaged and shipped, they undergo a final inspection to ensure that they meet quality standards. This includes checking for surface imperfections, coating adhesion, and proper handle attachment. Any defective pots are rejected and either reworked or recycled.
Advantages of Aluminum Pots:
Lightweight: Aluminum is much lighter than other metals like cast iron or stainless steel, making aluminum pots easier to handle, especially in commercial kitchens where large pots are frequently used.
Excellent Heat Conductivity: Aluminum is one of the best conductors of heat, allowing for even heat distribution during cooking. This helps prevent hot spots and ensures that food cooks uniformly.
Corrosion Resistance: Aluminum naturally forms a thin oxide layer on its surface, which protects it from corrosion. This makes aluminum pots long-lasting and suitable for use in humid or acidic environments.
Affordability: Aluminum is a relatively inexpensive material, making aluminum pots a cost-effective option for both home cooks and professional chefs.
Versatility: Aluminum pots come in various shapes and sizes, from small saucepans to large stockpots, and can be used for a wide range of cooking applications, including boiling, frying, simmering, and sautéing.
The process of making aluminum pots combines precision engineering, high-quality materials, and advanced manufacturing techniques to produce cookware that is both functional and affordable. Whether for home use or in a professional kitchen, aluminum pots are a staple in kitchens around the world.
Sheet Metal Forming
Production of Axisymmetric Parts with Metal Spinning Machine
Sheet metal forming encompasses a wide array of manufacturing processes used to manipulate flat metal sheets into desired geometries. It is a critical process across industries such as automotive, aerospace, construction, electronics, and household goods manufacturing. Sheet metal forming involves the application of force to plastically deform a metal sheet, permanently changing its shape without removing material. The goal is to produce parts with precise dimensions and properties suitable for end-use applications.
The forming process can range from simple operations like bending and shearing to more complex techniques like deep drawing and hydroforming. The versatility of sheet metal forming allows manufacturers to produce everything from intricate components with fine details to large-scale structural elements.
Key Techniques in Sheet Metal Forming
Bending: Bending is one of the most basic and widely used methods in sheet metal forming. It involves deforming the sheet along a straight axis to form an angular shape, such as a V, U, or channel. Bending can be achieved using tools like press brakes, roll benders, and folding machines. Press brakes are highly accurate and can create precise bends with controlled angles and radii, making them indispensable in the production of parts like enclosures, panels, brackets, and frames. Roll bending, on the other hand, is used to form larger cylindrical shapes such as tubes or pipes.
Stamping and Punching: Stamping is the process of using a press to force a sheet metal blank into a die, creating various shapes and patterns. Punching, on the other hand, involves removing material by shearing through the metal with a punch and die. Both methods are highly efficient for mass production, allowing manufacturers to produce hundreds or thousands of parts in a short period. Common applications include automotive body panels, appliance casings, and electronic housings.
Deep Drawing: Deep drawing is the process of pulling a sheet of metal into a die cavity using a punch to form a hollow or cup-like shape. This technique is particularly useful for producing complex parts such as fuel tanks, kitchen sinks, and cookware, where seamless construction and uniform thickness are crucial. Deep drawing requires precise control over material flow to prevent defects like wrinkling, tearing, or thinning.
Roll Forming: Roll forming is a continuous bending process in which a long strip of sheet metal is passed through a series of rollers to gradually form it into the desired profile. This method is especially suited for producing long parts with consistent cross-sections, such as metal roofing, gutters, and structural beams. Roll forming is highly efficient, especially for high-volume production runs, and it allows for the creation of complex shapes without requiring significant secondary operations.
Hydroforming: Hydroforming is an advanced sheet metal forming technique that uses high-pressure hydraulic fluid to shape the sheet into a die. This process is highly effective for creating lightweight, high-strength parts with complex geometries, such as automotive chassis components, aerospace structural parts, and exhaust systems. Hydroforming allows for precise control of material thickness and results in parts with improved structural integrity due to the uniform application of force.
Spinning: Metal spinning is a process in which a metal disc or tube is rotated at high speed and pressed against a mandrel to form axially symmetric parts. This technique is often used to produce conical or cylindrical components, such as lampshades, cookware, and decorative items. Spinning is particularly useful for creating large, smooth surfaces without the need for welding or seams.
Laser Cutting: Laser cutting is a non-contact process that uses a high-energy laser beam to cut or engrave precise shapes into the sheet metal. It offers unparalleled accuracy and is used for intricate designs or when complex shapes are needed. Laser cutting is often combined with other forming processes to create parts with both functional and aesthetic qualities, such as perforated metal sheets, intricate enclosures, and decorative elements.
Applications of Sheet Metal Forming
Automotive Industry: In automotive manufacturing, sheet metal forming is used to produce body panels, structural components, chassis parts, and engine components. The ability to form lightweight yet strong parts is critical for improving vehicle performance, fuel efficiency, and safety. Techniques like stamping, hydroforming, and deep drawing allow automakers to produce complex geometries with precision and repeatability.
Aerospace Industry: Aerospace companies rely heavily on sheet metal forming to manufacture lightweight components that can withstand the stresses of flight. Parts such as fuselage panels, wing ribs, and turbine housings are formed from high-strength aluminum, titanium, and stainless steel. Advanced forming techniques like hydroforming and stretch forming are often used to achieve the intricate shapes required for aerodynamic efficiency.
Construction and Architecture: In construction, sheet metal is used for roofing, cladding, framing, and architectural elements like facades and decorative panels. Sheet metal forming allows for the production of components that are both functional and aesthetically pleasing. Roll forming is often used to produce long structural elements, while stamping and punching are employed to create custom designs in metal sheets for decorative purposes.
Consumer Goods: Many everyday household items, from kitchen appliances to furniture, are made using sheet metal forming processes. Cookware, sinks, storage cabinets, and electronic enclosures are all examples of products manufactured through deep drawing, stamping, and bending techniques. The versatility of sheet metal forming allows for the mass production of durable, affordable goods with consistent quality.
Advantages of Sheet Metal Forming
High Efficiency: Sheet metal forming is ideal for mass production due to its ability to produce large quantities of parts with consistent quality. Automated forming machines, such as stamping presses and roll formers, can run continuously, maximizing output and minimizing downtime.
Material Efficiency: Forming processes shape the metal without removing material, which reduces waste compared to subtractive methods like machining. This makes sheet metal forming an environmentally friendly and cost-effective option for manufacturing.
Precision and Versatility: Modern sheet metal forming techniques, especially those using CNC-controlled machines, offer high precision and repeatability, ensuring that parts meet strict tolerances. Additionally, forming processes can be applied to a wide range of metals, including steel, aluminum, copper, and alloys, making it suitable for diverse applications.
Cost-Effectiveness: Once the tooling is set up, sheet metal forming is highly cost-effective, especially for high-volume production. The process minimizes material waste, reduces the need for secondary operations, and allows for rapid production cycles, all of which contribute to lower overall manufacturing costs.
Sheet metal forming is a cornerstone of modern manufacturing, providing the flexibility, precision, and efficiency needed to produce high-quality metal parts for a variety of industries.
Hydraulic Metal Forming
Steel Utensils Making Machine
Hydraulic metal forming is a specialized process that utilizes hydraulic pressure to shape metal components. This technique is primarily used for forming large, thick, or complex metal parts that require significant force to deform. Hydraulic metal forming is versatile and is widely used across industries such as automotive, aerospace, heavy machinery, and construction. The key advantage of hydraulic metal forming is the ability to apply uniform pressure over large areas of material, allowing for precise control and the production of high-strength parts.
Hydraulic forming processes rely on hydraulic presses, which use a hydraulic cylinder to generate force by compressing a fluid (usually oil) within a sealed chamber. The force generated is transmitted to a ram or punch, which deforms the metal blank into the desired shape. Hydraulic presses are highly adaptable, capable of performing various forming operations such as deep drawing, punching, bending, and embossing.
Key Techniques in Hydraulic Metal Forming
Hydroforming: Hydroforming is a popular hydraulic forming technique used to create hollow parts, such as automotive exhaust components, structural tubes, and chassis members. In this process, a metal sheet or tube is placed inside a mold, and hydraulic fluid is used to press the material against the mold walls, forming the desired shape. Hydroforming allows for the creation of lightweight, high-strength parts with minimal material waste. It is particularly effective for producing complex geometries that would be difficult to achieve with traditional stamping or bending methods.
Deep Drawing with Hydraulic Presses: Deep drawing is a process where a flat metal blank is drawn into a die using a hydraulic press, forming a deep, cup-like shape. This process is widely used to produce components like fuel tanks, pressure vessels, and kitchen sinks. Hydraulic presses are ideal for deep drawing because they can apply consistent force, ensuring uniform material flow and preventing defects like wrinkling or tearing.
Hydraulic Stamping: Hydraulic stamping involves placing a metal blank between a punch and die, and using hydraulic pressure to shape the metal into the desired form. This process is used for producing parts with complex shapes, such as automotive body panels, appliance casings, and industrial machinery components. Hydraulic presses are favored in stamping applications because they offer precise control over the force applied, ensuring high-quality, defect-free parts.
Bulge Forming: Bulge forming is a hydraulic process where a metal sheet or tube is placed in a die, and hydraulic pressure is applied to cause the material to bulge outward, taking the shape of the die. This technique is often used to produce domed, spherical, or cylindrical components. Bulge forming is particularly useful in the production of pressure vessels, lighting fixtures, and decorative metal items.
Rubber Pad Forming: In rubber pad forming, a metal sheet is placed over a die, and a flexible rubber pad is pressed against it using hydraulic pressure. The rubber pad conforms to the shape of the die, forming the metal into the desired shape without damaging the surface. This process is commonly used in aerospace and automotive applications, where surface quality is critical. Rubber pad forming is especially beneficial when producing small batches or custom parts, as it reduces the need for complex tooling.
Hydraulic Coining: Coining is a precision forming process where a metal blank is pressed between two dies under high pressure, resulting in the material flowing into intricate die cavities. This process is often used for minting coins, producing decorative metal parts, or creating high-precision components with fine details. Hydraulic presses are ideal for coining because they provide the consistent, high-pressure force needed to ensure sharp, accurate details.
Applications of Hydraulic Metal Forming
Automotive Industry: Hydraulic metal forming is widely used in automotive manufacturing to produce chassis components, body panels, exhaust systems, and suspension parts. The ability to form lightweight yet strong parts is essential for improving vehicle fuel efficiency and performance. Hydroforming, in particular, is extensively used to create hollow structural components that reduce vehicle weight without sacrificing strength.
Aerospace Industry: In aerospace, hydraulic forming is used to produce high-strength, lightweight components such as fuselage panels, wing spars, and engine housings. The precision offered by hydraulic presses ensures that these critical parts meet the stringent performance and safety requirements of the aerospace industry. Rubber pad forming is often used to produce smooth, defect-free surfaces on aircraft parts, while deep drawing and hydroforming are employed for structural components.
Heavy Machinery and Industrial Equipment: Hydraulic forming is essential in the production of large, thick metal parts used in heavy machinery, construction equipment, and industrial tools. The high force generated by hydraulic presses allows for the forming of thick steel plates and heavy-duty components, such as gears, housings, and frames, which must withstand extreme stress and harsh operating conditions.
Medical Devices and Instruments: Hydraulic metal forming is used in the production of precision medical devices and instruments, such as surgical tools, prosthetics, and implantable devices. The ability to form intricate shapes with high precision and repeatability is crucial in the medical field, where quality and reliability are paramount.
Energy Sector: In the energy sector, hydraulic metal forming is used to produce components for power plants, wind turbines, and oil and gas pipelines. These components must withstand high pressures, temperatures, and corrosive environments, making hydraulic forming an ideal solution for creating durable, high-performance parts.
Advantages of Hydraulic Metal Forming
Uniform Force Application: One of the primary advantages of hydraulic metal forming is the ability to apply uniform pressure over the entire surface of the material. This ensures that the metal is formed evenly, reducing the risk of defects such as warping, thinning, or cracking. The consistent force application also allows for better control over material flow, resulting in parts with uniform thickness and strength.
Versatility: Hydraulic presses can be used for a wide range of forming operations, including deep drawing, stamping, bending, and coining. They can handle various types of metals, including steel, aluminum, copper, and titanium, making hydraulic forming suitable for diverse applications across multiple industries.
Precision and Control: Hydraulic presses offer precise control over the amount of force applied, allowing manufacturers to achieve tight tolerances and fine details. This level of precision is especially important in industries like aerospace, automotive, and medical devices, where high-quality, defect-free parts are essential.
High Strength Parts: Hydraulic forming processes, such as hydroforming and deep drawing, produce parts with excellent structural integrity and strength-to-weight ratios. These parts are often stronger than those produced by traditional stamping or bending methods because the hydraulic pressure distributes evenly, reducing stress concentrations and improving overall material performance.
Material Efficiency: Hydraulic forming reduces material waste by shaping the metal without removing material. This makes it a cost-effective and environmentally friendly manufacturing process, particularly for high-volume production runs.
Hydraulic metal forming is a versatile and powerful process that provides manufacturers with the ability to produce complex, high-strength parts with precision and efficiency. Whether used in automotive, aerospace, or industrial applications, hydraulic forming is a critical component of modern metalworking.
Sheet Metal Rounded Corners
Lunch Box Polishing
Sheet metal rounded corners refer to the process of softening or rounding off the sharp edges of a sheet metal part to improve its functionality, safety, and appearance. In many manufacturing applications, sharp corners can be problematic for several reasons: they pose a safety hazard to workers, they can cause stress concentrations in the material, and they can detract from the aesthetic quality of the final product. By rounding the corners, manufacturers can address these issues while enhancing the durability and usability of the metal component.
Rounded corners are especially important in industries such as automotive, electronics, aerospace, and consumer goods, where safety, appearance, and functionality are critical factors. In addition to improving the physical properties of the metal, rounded corners can also make parts easier to handle during assembly and reduce the risk of injury during use.
Methods for Creating Sheet Metal Rounded Corners
Bending with a Press Brake: One of the most common methods for creating rounded corners in sheet metal is bending. By using a press brake, manufacturers can bend the metal into a radius instead of a sharp 90-degree angle. The size of the radius can be controlled by adjusting the tooling and the bending force applied. Press brakes are ideal for producing consistent, smooth bends on metal sheets, making them a go-to solution for creating rounded corners on parts such as enclosures, panels, and brackets.
Edge Rolling: Edge rolling is a process in which the edges of a metal sheet are rolled over or rounded off using specialized rolling machines. This technique is often used to create smooth, rounded edges on metal parts like containers, enclosures, and trays, where sharp edges would pose a risk of injury or damage. Rolling the edges also adds strength to the part by eliminating weak points at the corners.
Chamfering and Grinding: Chamfering involves cutting a beveled edge along the corner of the metal to reduce its sharpness. This can be done manually using grinders or chamfering machines, or automatically using CNC-controlled equipment. While chamfering does not produce a fully rounded corner, it softens the edge and reduces the risk of injury. For parts requiring a more refined finish, grinding can be used to smooth out the chamfered edges and create a more rounded profile.
Laser Cutting with Rounded Corners: Modern laser cutting machines can be programmed to cut metal sheets with pre-rounded corners, eliminating the need for additional edge rounding processes. Laser cutting offers high precision and is ideal for producing parts with complex shapes or intricate designs. By incorporating rounded corners into the initial cutting process, manufacturers can save time and improve the quality of the final product.
Waterjet Cutting: Waterjet cutting is another method used to create rounded corners in sheet metal. This process uses high-pressure water mixed with abrasive materials to cut through metal, allowing for smooth, precise edges. Waterjet cutting is particularly useful for metals that are sensitive to heat, as the process does not generate heat-affected zones that could compromise the material’s properties.
Applications of Rounded Corners in Sheet Metal
Safety: One of the primary reasons for rounding the corners of sheet metal parts is to improve safety. Sharp edges can cause cuts or injuries during handling, assembly, or use. Rounded corners eliminate these hazards, making the parts safer to work with and reducing the risk of injury to workers or end-users.
Stress Reduction: Sharp corners are more likely to concentrate stress, which can lead to cracks, fractures, or failure under load. Rounding the corners distributes stress more evenly across the part, improving its durability and resistance to fatigue. This is especially important in structural components, automotive parts, and aerospace applications, where parts are subjected to significant mechanical loads.
Aesthetic Appeal: Rounded corners enhance the visual appeal of sheet metal products by creating a smoother, more polished appearance. This is particularly important in consumer goods, such as electronic enclosures, appliances, and furniture, where aesthetics play a key role in the product’s marketability. Rounded corners give the product a modern, professional look and can improve its ergonomics by making it more comfortable to handle.
Improved Coating and Finishing: Rounded corners provide a better surface for applying coatings, such as paint, powder coating, or anodizing. Sharp corners can cause uneven coating thickness, leading to weak spots that are prone to corrosion or wear. Rounded corners allow for more uniform coverage, resulting in a longer-lasting finish and improved protection against environmental factors.
Assembly and Handling: Parts with rounded corners are easier to handle during assembly, especially in automated manufacturing environments where robotic systems may be used. Rounded edges reduce the risk of snagging, jamming, or damage to other components during assembly. In addition, parts with rounded corners are often easier to fit together, improving the overall efficiency of the assembly process.
Advantages of Sheet Metal Rounded Corners
Enhanced Durability: By reducing stress concentrations, rounded corners help improve the overall durability of the metal part. This makes the part more resistant to mechanical stress, vibrations, and impact, extending its lifespan and reducing the likelihood of failure.
Improved Safety: Rounding the corners of sheet metal parts eliminates sharp edges, making the parts safer to handle during manufacturing, assembly, and use. This reduces the risk of workplace injuries and ensures that the final product is safe for consumers.
Aesthetic and Ergonomic Benefits: Rounded corners give sheet metal parts a more refined, professional appearance, which is especially important in consumer-facing products. Additionally, rounded edges make the product more ergonomic, improving comfort for the user and reducing strain during handling.
Better Coating Adhesion: Rounded corners provide a more consistent surface for applying coatings, resulting in better adhesion and more even coverage. This improves the product’s resistance to corrosion, wear, and environmental damage, ensuring a longer-lasting finish.
Sheet metal rounded corners are a critical design feature that improves the safety, functionality, and appearance of metal parts across a wide range of industries. By employing techniques such as bending, edge rolling, and laser cutting, manufacturers can produce high-quality, durable products with rounded corners that meet the demands of modern applications.
Sheet Metal Edge Rounding
Aluminium Cookware Manufacturing Process
Sheet metal edge rounding is a finishing process that involves smoothing or rounding the sharp edges of metal components after cutting, punching, or machining. This process plays a critical role in improving the safety, functionality, and aesthetics of metal parts. Sharp edges left after cutting operations can pose safety hazards, cause damage to other components during assembly, and lead to premature wear or failure. By rounding the edges, manufacturers can enhance both the structural integrity and appearance of metal parts.
Edge rounding is commonly used in industries such as automotive, aerospace, electronics, and consumer goods, where high-quality finishes and safety are paramount. The process is typically employed in conjunction with other metalworking techniques, such as bending, forming, and coating, to produce a complete, ready-to-use part.
Methods of Sheet Metal Edge Rounding
Mechanical Deburring and Edge Rounding: Mechanical deburring machines are among the most commonly used tools for rounding the edges of sheet metal. These machines employ abrasive belts, brushes, or discs to remove burrs and sharp edges from the metal surface. The result is a smooth, rounded edge that is safe to handle and enhances the performance of the part.
Brush Deburring Machines: These machines use rotating wire or abrasive brushes to smooth the edges of metal parts. They are particularly effective for rounding off fine edges after processes such as laser cutting or punching. Brush deburring is widely used in industries where safety and surface finish are critical, such as automotive manufacturing and electronics production.
Disc or Belt Sanding Machines: Disc or belt sanders are used to grind down rough or sharp edges. These machines are highly efficient and can process large quantities of metal parts in a relatively short time. Sanding is often used as a preliminary step in preparation for further finishing operations, such as coating or polishing.
Vibratory Tumbling: Vibratory tumbling is a popular method for edge rounding, especially for small parts or components with intricate geometries. In this process, metal parts are placed in a vibrating container filled with abrasive media. As the container vibrates, the abrasive material rubs against the edges of the parts, rounding them off and creating a smooth finish. Vibratory tumbling is a batch process, making it highly efficient for producing large quantities of parts simultaneously.
Advantages of Tumbling: This method is ideal for small parts or components with complex shapes that are difficult to deburr manually. Vibratory tumbling also provides a uniform finish, ensuring that all edges are consistently rounded without requiring manual intervention.
Electropolishing: Electropolishing is an electrochemical process used to smooth and round the edges of metal parts by selectively removing a thin layer of material. The process involves submerging the metal part in an electrolyte solution and applying a direct current, which dissolves the high points on the surface and edges. Electropolishing is commonly used for stainless steel parts and is especially important in industries such as medical device manufacturing, where hygiene and precision are critical.
Applications in Medical Devices: Electropolishing is often used to remove sharp edges on surgical instruments, implants, and other medical devices, ensuring that the parts are safe to handle and sterilize. The process also improves the corrosion resistance and surface finish of the part, making it more durable and suitable for use in sterile environments.
Laser and Waterjet Edge Rounding: Modern cutting technologies, such as laser and waterjet cutting, can be programmed to produce rounded edges directly during the cutting process. This eliminates the need for secondary edge rounding operations and results in a highly precise and consistent finish. Laser and waterjet cutting are particularly effective for producing parts with complex shapes or tight tolerances, where manual edge rounding would be difficult or time-consuming.
Precision Edge Rounding with Laser Cutting: Laser cutting offers extremely precise control over the cut and edge quality, allowing manufacturers to achieve smooth, rounded edges with minimal post-processing. This is particularly useful for high-end applications such as aerospace components, electronics enclosures, and decorative metalwork.
Applications of Sheet Metal Edge Rounding
Automotive Industry: In the automotive industry, edge rounding is essential for ensuring that metal parts such as body panels, structural components, and brackets are safe to handle during assembly. Sharp edges can cause injuries to workers or damage to other parts during installation. Additionally, rounded edges improve the durability of components by reducing stress concentrations, which can lead to cracks or failure over time.
Edge Rounding for Car Body Panels: Automotive manufacturers often use edge rounding on body panels to enhance both the safety and aesthetics of the vehicle. Rounded edges help prevent damage to painted surfaces and ensure a smooth, professional appearance.
Aerospace Industry: In aerospace manufacturing, edge rounding is critical for improving the structural integrity of components. Sharp edges can act as stress concentrators, leading to premature failure under high loads or vibration. By rounding the edges, manufacturers can ensure that parts meet the stringent safety and performance requirements of the aerospace industry.
Edge Rounding for Aircraft Components: Aerospace components, such as wing panels, fuselage sections, and engine parts, often undergo edge rounding to prevent fatigue and cracking. This is especially important in high-stress areas where sharp edges could compromise the structural integrity of the part.
Electronics and Electrical Enclosures: Sheet metal is widely used to create enclosures for electronic devices and electrical systems. These enclosures often require edge rounding to ensure that the sharp edges do not damage internal components or wiring. Additionally, edge rounding improves the safety of the enclosure by reducing the risk of injury to users during assembly or maintenance.
Edge Rounding for Electronics: In consumer electronics, such as smartphones, computers, and appliances, edge rounding is used to create sleek, modern designs while ensuring that the device is safe to handle. This process is particularly important for handheld devices, where sharp edges could pose a safety hazard or detract from the product’s ergonomics.
Architectural and Decorative Metalwork: In architectural and decorative applications, edge rounding is used to enhance the visual appeal of metal components such as handrails, staircases, metal cladding, and sculptures. Rounded edges provide a smoother, more refined look that is aesthetically pleasing while also improving safety in high-traffic areas.
Edge Rounding for Handrails: Metal handrails and stair components often undergo edge rounding to prevent sharp edges from causing injury. Rounded edges also improve the tactile experience for users, making the handrails more comfortable to grip.
Advantages of Sheet Metal Edge Rounding
Improved Safety: Rounding the edges of metal parts significantly reduces the risk of injury to workers during handling and assembly. It also ensures that the final product is safe for consumers to use. This is particularly important in industries like automotive, electronics, and construction, where sharp edges could pose serious safety hazards.
Enhanced Durability: Sharp edges tend to concentrate stress, which can lead to cracking, fatigue, or failure over time. Rounding the edges helps distribute stress more evenly across the part, improving its overall durability and resistance to wear.
Aesthetic Improvement: Edge rounding gives metal parts a smoother, more polished appearance, making them visually appealing for consumer products, architectural elements, and decorative items. The rounded edges create a sense of refinement and professionalism in the final product.
Better Coating Adherence: When applying coatings such as paint, powder coating, or anodizing, sharp edges can cause uneven coverage and lead to weak spots where corrosion can start. Rounded edges allow for more uniform coating coverage, ensuring better adhesion and longer-lasting protection.
Sheet metal edge rounding is a crucial process in modern metalworking, contributing to the safety, functionality, and appearance of metal parts across a wide range of industries. Whether through mechanical deburring, electropolishing, or laser cutting, edge rounding ensures that metal parts are ready for use in demanding applications.
Special Finishing Machines
CNC Buffing Machine
Special finishing machines play a vital role in the metalworking industry by providing the final surface treatments to metal parts after they have been formed, machined, or welded. These machines are designed to enhance the surface quality of the metal by smoothing, polishing, or applying specific textures or coatings. Special finishing processes are essential for improving the durability, appearance, and functionality of metal components across a wide range of industries, including automotive, aerospace, construction, and consumer goods manufacturing.
Finishing machines can perform a variety of tasks, such as removing burrs, polishing surfaces to a high gloss, applying protective coatings, or adding decorative patterns. The choice of finishing technique depends on the material being worked with, the desired surface finish, and the intended application of the final product.
Types of Special Finishing Machines
Polishing and Buffing Machines: Polishing and buffing machines are used to smooth and shine metal surfaces, typically as a final step in the finishing process. Polishing involves removing minor surface imperfections to create a smooth, matte, or shiny finish, while buffing uses softer abrasives to achieve a high-gloss or mirror-like surface. These machines are commonly used in the production of automotive parts, kitchenware, jewelry, and decorative metal objects.
Rotary Buffing Machines: Rotary buffing machines use spinning wheels with abrasive compounds to polish metal surfaces. These machines are often used to produce high-gloss finishes on parts like car bumpers, stainless steel cookware, and decorative metalwork.
Vibratory Polishing Machines: Vibratory polishing is a batch process in which parts are placed in a vibrating container filled with polishing media. The vibration causes the media to rub against the parts, gradually polishing them to a smooth finish. This method is particularly effective for polishing small or intricate components, such as jewelry, screws, or electronics housings.
Grinding Machines: Grinding machines are used to remove material from the surface of a metal part by using abrasive wheels or belts. Grinding is often the first step in surface finishing, especially when dealing with rough or uneven surfaces that need to be smoothed out. Grinding machines are essential for removing weld seams, flattening surfaces, and preparing parts for further finishing.
Belt Grinders: Belt grinders use abrasive belts to smooth and shape flat or curved surfaces. They are commonly used for deburring, surface preparation, and light material removal. Belt grinding is particularly useful in the production of sheet metal parts, where precision and consistency are important.
Disc Grinders: Disc grinders use rotating abrasive discs to grind down surfaces and edges. These machines are versatile and can be used for a wide range of finishing tasks, from removing welds to polishing flat metal surfaces.
Shot Blasting Machines: Shot blasting machines use high-speed streams of abrasive materials (such as steel shots, sand, or glass beads) to clean and texture metal surfaces. This process is commonly used to remove rust, paint, and other surface contaminants from metal parts. Shot blasting is also used to prepare surfaces for coating or painting by creating a rough texture that improves adhesion.
Air Blasting Machines: Air blasting machines use compressed air to propel the abrasive material onto the metal surface. This method is ideal for cleaning large metal structures, such as bridges, ships, and industrial machinery, where rust and paint removal are essential for maintenance or repair.
Centrifugal Blasting Machines: Centrifugal blasting machines use rotating wheels to throw abrasive material at high speeds onto the metal surface. This process is commonly used in the production of cast metal parts, such as engine blocks and machinery components, to remove surface imperfections and prepare the parts for coating or assembly.
Electropolishing Machines: Electropolishing is an electrochemical process used to smooth and polish metal surfaces by removing a thin layer of material. The process involves submerging the metal part in an electrolyte solution and applying an electrical current, which selectively dissolves the high points on the surface, leaving behind a smooth, shiny finish. Electropolishing is commonly used for stainless steel parts in industries such as medical devices, food processing, and pharmaceuticals.
Applications in Medical Devices: Electropolishing is essential for creating ultra-smooth, corrosion-resistant surfaces on surgical instruments, implants, and other medical devices. The process removes microscopic burrs and imperfections, making the parts easier to clean and sterilize.
Thermal Deburring Machines: Thermal deburring, also known as explosive deburring, is a process used to remove burrs from metal parts by igniting a gas mixture in a chamber containing the parts. The explosion vaporizes the burrs, leaving the surface clean and smooth. Thermal deburring is highly effective for removing burrs from complex internal features, such as holes, grooves, and threads.
Applications in Precision Parts: Thermal deburring is often used in the production of precision-engineered components, such as gears, valves, and hydraulic parts, where internal burrs could interfere with the functionality of the part.
Super Surface Finishing Machines: Super surface finishing machines are designed to achieve extremely smooth surfaces with tight tolerances. These machines use a combination of abrasives, lubricants, and high-pressure polishing techniques to create surfaces with minimal roughness. Super surface finishing is commonly used in industries such as aerospace, electronics, and precision engineering, where surface quality is critical for performance and reliability.
Applications in Aerospace: Super surface finishing is essential for producing high-performance components such as turbine blades, aircraft skin panels, and engine parts, where even minor surface imperfections can impact aerodynamic performance or mechanical efficiency.
Applications of Special Finishing Machines
Automotive Industry: Special finishing machines are widely used in the automotive industry to enhance the surface quality of parts such as body panels, bumpers, wheels, and engine components. Polishing, buffing, and grinding are commonly used to create smooth, shiny surfaces on visible components, while shot blasting and electropolishing are employed to clean and prepare parts for assembly or coating.
Polishing Car Body Panels: Automotive manufacturers use polishing and buffing machines to create high-gloss finishes on car body panels and trim. These processes improve the aesthetic appeal of the vehicle and protect the metal from corrosion.
Aerospace Industry: In the aerospace industry, special finishing machines are used to produce parts with precise surface finishes and high-performance characteristics. Grinding, electropolishing, and super surface finishing are essential for ensuring that critical components meet the stringent requirements for aerospace applications.
Surface Finishing for Turbine Blades: Aerospace manufacturers use super surface finishing machines to achieve extremely smooth surfaces on turbine blades, which improves aerodynamic performance and reduces drag.
Medical Devices and Instruments: In the medical field, finishing machines are used to create smooth, sterile surfaces on surgical instruments, implants, and medical devices. Electropolishing is particularly important for creating corrosion-resistant, biocompatible surfaces that can withstand repeated sterilization and use.
Finishing Surgical Instruments: Electropolishing is commonly used to remove surface imperfections and burrs from surgical instruments, ensuring that they are safe to use and easy to clean.
Consumer Goods: Special finishing machines are used to produce high-quality consumer products such as kitchen appliances, furniture, and electronics. Polishing and buffing machines are commonly used to create shiny, attractive finishes on metal surfaces, while shot blasting is used to clean and texture metal parts before coating or painting.
Finishing Stainless Steel Cookware: Polishing machines are used to create smooth, reflective surfaces on stainless steel cookware, improving both the appearance and functionality of the product.
Advantages of Special Finishing Machines
Improved Aesthetics: Special finishing machines enhance the visual appeal of metal parts by creating smooth, shiny, or textured surfaces. Polishing and buffing are particularly important for consumer products, where appearance is a key factor in marketability.
Enhanced Durability: Finishing processes such as grinding, shot blasting, and electropolishing improve the durability of metal parts by removing surface imperfections that could lead to corrosion, wear, or mechanical failure. These processes help extend the lifespan of the parts and improve their performance in demanding environments.
Better Coating Adhesion: Many finishing machines, such as shot blasting and sanding machines, are used to prepare metal surfaces for coating or painting. By creating a rough texture, these processes improve the adhesion of coatings, ensuring that they bond securely to the surface and provide long-lasting protection.
Increased Surface Cleanliness: Finishing processes like electropolishing and thermal deburring remove contaminants, burrs, and surface defects that could interfere with the functionality of the part. Clean, smooth surfaces are essential for medical devices, food processing equipment, and other applications where hygiene and cleanliness are critical.
Special finishing machines are essential in modern manufacturing, providing the surface treatments necessary to ensure that metal parts meet the highest standards of quality, durability, and appearance.
Burr Cleaning Machine
Aluminum Polishing Machine
A burr cleaning machine is a specialized tool used in metalworking to remove burrs—unwanted raised edges or small pieces of material—that are left on metal parts after cutting, drilling, machining, or stamping processes. Burrs can significantly impact the quality, safety, and functionality of the final product, as they may lead to sharp edges, uneven surfaces, or potential weak spots in the material. By using burr cleaning machines, manufacturers can ensure that metal parts are smooth, safe to handle, and meet the required standards for further processing or assembly.
Burr removal is critical across industries such as automotive, aerospace, medical devices, electronics, and precision engineering, where even the slightest imperfection can affect performance, safety, and aesthetics. Various burr cleaning machines are available depending on the size, shape, and material of the parts, as well as the level of precision required.
Types of Burr Cleaning Machines
Brush Deburring Machines: Brush deburring machines use rotating wire or nylon brushes to remove burrs from the surface of metal parts. These machines are highly effective for cleaning edges and surfaces without damaging the material. The brushes can reach into small gaps and corners, making them ideal for parts with complex geometries or intricate designs.
Advantages of Brush Deburring: Brush deburring provides a fine surface finish and is particularly useful for removing light burrs on delicate parts, such as electronic components, precision gears, or thin metal sheets. The flexibility of the brush allows it to conform to different part shapes, ensuring thorough deburring.
Vibratory Deburring Machines: Vibratory deburring machines are widely used in the mass finishing of small to medium-sized parts. In this process, metal parts are placed in a vibrating tub or chamber filled with abrasive media. The vibrations cause the media to move against the parts, gradually smoothing out rough edges and removing burrs.
Batch Processing Efficiency: Vibratory deburring is highly efficient for cleaning large batches of parts simultaneously. It is commonly used in industries where high-volume production requires fast, consistent deburring, such as in the production of fasteners, small gears, or metal hardware. The process can also be combined with polishing to achieve a smoother surface finish.
Electrochemical Deburring (ECD): Electrochemical deburring is a precision method used to remove burrs from hard-to-reach areas, such as the internal edges of holes, slots, and threads. This process involves the use of an electrolyte solution and a mild electrical current to dissolve the burrs without affecting the surrounding material. The metal at the burr’s location is selectively dissolved, leaving a clean, smooth edge.
Applications in Precision Engineering: Electrochemical deburring is particularly valuable in industries like aerospace, medical devices, and automotive, where tight tolerances and burr-free parts are critical for functionality. The process is ideal for removing burrs from complex components such as fuel injectors, turbine blades, and medical implants.
Thermal Deburring (Explosive Deburring): Thermal deburring, also known as explosive deburring, uses controlled explosions of gas in a closed chamber to remove burrs from metal parts. In this process, a mixture of oxygen and fuel gas is ignited, creating an intense burst of heat that vaporizes the burrs on the part’s surface. The process is extremely fast and can clean multiple parts in seconds.
Effectiveness for Internal Burrs: Thermal deburring is highly effective for removing burrs from internal features, such as holes, cavities, and threads, which are difficult to access with mechanical tools. It is commonly used in industries that require burr-free parts with complex internal geometries, such as automotive and hydraulic systems.
CNC Deburring Machines: CNC deburring machines are automated systems that use computer numerical control (CNC) technology to precisely remove burrs from metal parts. These machines can be equipped with various deburring tools, such as brushes, cutting heads, or abrasive wheels, and can be programmed to follow exact paths for deburring specific areas of the part.
Precision and Automation: CNC deburring machines are ideal for high-precision applications where manual deburring may be inconsistent or time-consuming. The automation provided by CNC technology ensures consistent results across large production runs, making it ideal for industries such as electronics, precision engineering, and automotive manufacturing.
Manual Deburring Tools: For small-scale or low-volume operations, manual deburring tools such as files, scrapers, and handheld rotary tools can be used to remove burrs from metal parts. While this method requires more labor, it is effective for custom parts, prototypes, or when deburring intricate areas that automated machines may not reach.
Flexibility for Custom Work: Manual deburring tools offer flexibility and control for small production runs or custom parts. They are often used in industries like metal fabrication, where each part may have unique requirements that cannot be easily automated.
Applications of Burr Cleaning Machines
Automotive Industry: Burr cleaning is essential in the automotive industry for ensuring that engine components, brake parts, gears, and other critical metal parts are smooth and free from defects. Burrs can interfere with the assembly process, reduce the efficiency of moving parts, and cause premature wear or failure. Burr cleaning machines ensure that metal parts are ready for assembly and function reliably under extreme conditions.
Deburring for Engine Components: In automotive manufacturing, burrs on internal engine components such as pistons, camshafts, and valves must be removed to prevent friction, heat buildup, and wear. Burr cleaning machines ensure that these parts are burr-free, improving engine performance and longevity.
Aerospace Industry: In aerospace manufacturing, the removal of burrs is critical to ensuring the structural integrity and performance of aircraft components. Burrs can create weak points in metal parts, leading to stress concentrations, fatigue, or failure under load. Aerospace manufacturers use burr cleaning machines to remove burrs from precision components such as turbine blades, fuel injectors, and landing gear parts.
Deburring for Turbine Blades: Turbine blades used in jet engines and power generation must be free of burrs to ensure smooth airflow and reduce the risk of stress fractures. Burr cleaning machines ensure that these high-performance components meet stringent aerospace quality standards.
Medical Devices: Burr cleaning is a crucial step in the production of medical devices, implants, and surgical instruments. Burrs can create sharp edges that pose safety risks or hinder the sterilization process. Burr cleaning machines remove these imperfections, ensuring that the final product is safe for use in medical applications.
Deburring for Surgical Instruments: Medical devices such as scalpels, forceps, and orthopedic implants must be burr-free to prevent injury during surgery. Burr cleaning machines provide the precise surface finish needed to meet medical standards.
Precision Engineering: In industries like robotics, electronics, and precision manufacturing, burrs can cause parts to malfunction or fail to fit together properly. Burr cleaning machines are used to ensure that parts meet tight tolerances and function smoothly in complex assemblies.
Deburring for Precision Parts: Small, intricate parts such as gears, springs, and connectors must be burr-free to ensure proper fit and function in precision engineering applications. Burr cleaning machines provide the accuracy needed for high-performance products.
Advantages of Burr Cleaning Machines
Improved Safety: Burrs create sharp edges that pose a risk of injury during handling and assembly. Burr cleaning machines remove these sharp edges, ensuring that the parts are safe for workers and end-users to handle.
Enhanced Product Quality: By removing burrs, these machines improve the overall quality of metal parts, ensuring smooth surfaces and proper fit. This is critical for industries such as aerospace, automotive, and medical devices, where precision and reliability are essential.
Increased Durability: Burrs can act as stress concentrators, weakening the material and increasing the likelihood of cracks or fractures. Burr cleaning machines eliminate these imperfections, improving the durability and lifespan of metal parts.
Time and Cost Efficiency: Automated burr cleaning machines can process large volumes of parts quickly and consistently, reducing labor costs and production time. This is especially beneficial for industries with high production demands, such as automotive and electronics manufacturing.
Consistency and Precision: Modern burr cleaning machines provide consistent results across large production runs, ensuring that all parts meet the same quality standards. This is particularly important in industries where even small defects can lead to significant problems.
Burr cleaning machines are a vital component of modern manufacturing, ensuring that metal parts are free from imperfections and ready for assembly or further processing. Whether through mechanical deburring, electrochemical processes, or automated systems, burr removal enhances the safety, quality, and functionality of metal products across various industries.
Longitudinal Groove Weld
Longitudinal Groove Weld
A longitudinal groove weld is a specific welding technique used to join two metal pieces along their length, typically in cylindrical or tubular structures. The weld is made in a groove prepared between the edges of the metal components, and it is filled with molten metal to create a strong, continuous joint. Longitudinal groove welds are commonly used in applications where structural integrity and the ability to withstand pressure, weight, or mechanical stress are critical. This welding method is particularly prevalent in industries such as oil and gas, shipbuilding, construction, and heavy machinery manufacturing.
Longitudinal groove welds ensure a high level of strength and durability in the final product. This type of weld is essential for fabricating large, long structures such as pipelines, pressure vessels, storage tanks, and structural columns. The quality of the weld is crucial in these applications, as any defects could compromise the safety and functionality of the structure.
Types of Longitudinal Groove Welds
Single-V Groove Weld: In a single-V groove weld, the edges of the two metal pieces are beveled to form a V-shaped groove. The groove is then filled with molten metal, which fuses the two pieces together. This type of weld is commonly used for thicker materials, as the beveling allows for deeper penetration of the weld and ensures a strong joint.
Applications in Pipe Welding: Single-V groove welds are frequently used in the welding of large-diameter pipes, where the weld must be able to withstand high internal pressures. The V-groove ensures that the weld fully penetrates the thickness of the pipe wall, creating a reliable, leak-proof seal.
Double-V Groove Weld: For thicker materials, a double-V groove weld may be used. In this technique, both sides of the joint are beveled, creating a V-shaped groove on both the top and bottom surfaces. The welder fills both grooves with molten metal, ensuring full penetration and strength throughout the joint. This method is often used when the material thickness exceeds the capacity of a single-V groove weld.
Advantages for Thick Materials: Double-V groove welds provide excellent strength and are ideal for applications where the material thickness requires welding from both sides. This method is commonly used in the fabrication of pressure vessels, structural columns, and heavy machinery.
U-Groove Weld: In a U-groove weld, the edges of the metal pieces are beveled to form a U-shaped groove. This type of weld is typically used for thicker materials, as the U-groove requires less filler material than a V-groove while still providing strong joint penetration. U-groove welds are often used in applications where minimizing the amount of filler metal is important for cost efficiency or material integrity.
Applications in Structural Welding: U-groove welds are commonly used in the construction of large structural components such as bridges, cranes, and towers, where high-strength joints are required, but material efficiency is also a concern.
J-Groove Weld: A J-groove weld involves beveling one side of the joint to create a J-shaped groove, while the other side remains flat. This type of weld is used when access to one side of the joint is limited, or when it is more practical to weld from a single side. J-groove welds provide good strength and are often used in applications where space or accessibility is constrained.
Applications in Pipe and Tube Welding: J-groove welds are often used in the welding of pipes and tubes, especially in situations where access to one side of the joint is restricted, such as in confined spaces or tight installation environments.
Applications of Longitudinal Groove Welds
Pipeline Welding: Longitudinal groove welds are essential in pipeline construction, where sections of pipe must be joined together to form long, continuous pipelines for transporting oil, gas, water, or other fluids. The strength and integrity of the weld are critical, as pipelines must withstand high internal pressures, environmental stresses, and potential corrosion. Longitudinal groove welds provide the necessary strength to ensure leak-proof, durable connections.
Weld Integrity for High-Pressure Pipelines: In oil and gas pipelines, the quality of the longitudinal groove weld is paramount. Any defects in the weld could lead to catastrophic failures, such as leaks, ruptures, or explosions. Welders use advanced techniques and inspection methods to ensure that the welds meet the highest safety and performance standards.
Pressure Vessels and Storage Tanks: Longitudinal groove welds are used to fabricate pressure vessels, storage tanks, and other large cylindrical structures. These welds ensure that the components can withstand the internal pressures and mechanical stresses they will encounter during operation. In industries such as chemical processing, power generation, and wastewater treatment, pressure vessels and tanks must be built to withstand extreme conditions, and the welds must be flawless to prevent leaks or structural failure.
Welding for Industrial Storage Tanks: Storage tanks used for chemicals, petroleum products, and other hazardous materials require strong, reliable welds to ensure the safe containment of these substances. Longitudinal groove welds provide the necessary structural integrity to prevent leaks and withstand external pressures.
Shipbuilding and Marine Applications: In shipbuilding, longitudinal groove welds are used to join the large steel plates that make up the hull, deck, and superstructure of ships. The welds must be able to withstand the stresses of rough seas, heavy loads, and potential impacts. Longitudinal groove welds provide the strength and durability needed for ships to operate safely and reliably in challenging marine environments.
Welding for Ship Hulls: The hull of a ship must be strong enough to withstand the pressure of the water, as well as the dynamic forces encountered during navigation. Longitudinal groove welds are used to join the steel plates that form the hull, ensuring a watertight, durable structure.
Structural Welding: Longitudinal groove welds are commonly used in the construction of large structural components, such as beams, columns, and supports for buildings, bridges, and industrial facilities. These welds ensure that the structure can bear heavy loads and resist deformation, fatigue, and environmental stresses. Longitudinal groove welds are critical in ensuring the safety and stability of these structures.
Welding for High-Rise Buildings: In high-rise buildings and skyscrapers, longitudinal groove welds are used to join the steel beams and columns that form the framework of the structure. The welds must be strong enough to support the weight of the building and withstand wind, seismic activity, and other forces.
Advantages of Longitudinal Groove Welds
High Strength: Longitudinal groove welds provide strong, continuous joints that can withstand significant mechanical stresses. This makes them ideal for critical applications such as pipelines, pressure vessels, and structural components, where the integrity of the weld is essential for safety and performance.
Full Penetration: Groove welds ensure full penetration of the weld material into the joint, creating a strong bond between the two pieces. This is especially important for thick materials, where incomplete penetration could lead to weak points or failure.
Leak-Proof Joints: In applications such as pipeline welding and pressure vessel fabrication, the ability to create leak-proof joints is critical. Longitudinal groove welds provide a tight, secure seal that prevents leaks, even under high pressure or in harsh environments.
Versatility: Longitudinal groove welds can be applied to a wide range of materials, including steel, stainless steel, aluminum, and titanium. This versatility makes them suitable for various industries and applications, from shipbuilding to aerospace.
Durability: The strength and durability of longitudinal groove welds make them well-suited for structures and components that will be subjected to heavy loads, dynamic forces, or extreme environmental conditions. These welds are designed to last, ensuring the long-term safety and reliability of the final product.
Longitudinal groove welds are a cornerstone of modern welding techniques, providing the strength, durability, and integrity needed for large-scale industrial applications. Whether used in pipelines, pressure vessels, or structural components, these welds play a critical role in ensuring the safety and performance of essential infrastructure.
Cookware Production Machine
Deep Drawing
A cookware production machine is specialized equipment designed for the high-volume manufacturing of cookware items such as pots, pans, skillets, and baking trays. These machines are part of an automated system that handles various stages of production, including forming, finishing, and coating. Cookware production requires precision and efficiency, as the products must meet high standards for durability, heat conduction, and non-stick properties. These machines are widely used in the manufacturing of aluminum, stainless steel, copper, and cast iron cookware, both for consumer and professional markets.
The cookware industry has seen significant advancements in automation and manufacturing techniques, with production machines now capable of producing high-quality, durable cookware at scale. The equipment is designed to handle different materials and shapes, while maintaining consistency and precision in the production process.
Key Processes in Cookware Production
Sheet Metal Forming: The process of cookware production begins with the selection of raw materials, usually in the form of metal sheets or blanks, typically made of aluminum or stainless steel. These sheets are cut into circular blanks that will be used to form the base of the cookware. Sheet metal forming is the process by which these blanks are shaped into the desired cookware form, such as a pot or a pan.
Deep Drawing: One of the primary methods used in cookware production is deep drawing, a metal forming process that shapes a flat metal sheet into a cylindrical or box-like shape. The metal is drawn into a die cavity using a punch, forming the cookware body. Deep drawing is particularly effective for producing seamless cookware, such as stockpots and deep pans, where structural integrity and even material thickness are crucial.
Spinning: Spinning is another process used in the production of rounded cookware items like bowls, woks, and saucepans. In this process, a metal disc is spun at high speeds while pressure is applied by a roller or tool to form the metal around a mold. This method is ideal for creating smooth, symmetric cookware with consistent thickness and shape.
Edge Trimming and Rolling: After the cookware has been formed, excess material is trimmed from the edges to ensure that the cookware meets the desired dimensions. In many cases, the edges are also rolled to create a smooth, rounded rim, improving the durability and safety of the cookware. Rolled edges are less prone to cracking and provide a safer, more comfortable surface for handling the cookware.
Edge Rolling: The rolling process strengthens the rim of the cookware and helps prevent warping, which can occur when the cookware is subjected to high heat. This step is essential for products that will undergo frequent use, as it enhances the durability and lifespan of the cookware.
Surface Finishing: Cookware must have a smooth, polished surface to ensure even cooking and ease of cleaning. Surface finishing machines, such as polishing and buffing machines, are used to smooth out the interior and exterior surfaces of the cookware. These machines remove any rough spots, scratches, or imperfections left over from the forming process.
Polishing Machines: High-speed polishing machines use rotating brushes or abrasive wheels to create a reflective, smooth surface on the cookware. This step is particularly important for stainless steel cookware, which must have a polished finish to prevent food from sticking and to provide a visually appealing appearance.
Shot Blasting: For some cookware, shot blasting is used to create a textured surface. This process involves blasting the metal surface with high-velocity particles to clean and roughen it slightly, which improves the adhesion of coatings such as enamel or non-stick finishes.
Coating Application: Many cookware items, especially non-stick pans, require the application of specialized coatings to improve their cooking performance and make them easier to clean. Coating machines are used to apply these materials, such as polytetrafluoroethylene (PTFE) (commonly known as Teflon) or ceramic coatings, in an even layer across the surface of the cookware.
Non-Stick Coating: Non-stick coatings are applied using a spray system, which ensures an even distribution of the coating over the cookware’s surface. After application, the coating is cured in a high-temperature oven to create a durable, long-lasting non-stick layer. Non-stick cookware is popular for its convenience, as it reduces the need for cooking oils and makes cleaning easier.
Anodizing for Aluminum Cookware: For aluminum cookware, an anodizing process is often used to enhance the durability and corrosion resistance of the metal. Anodizing involves immersing the cookware in an acid bath and passing an electric current through the material, which creates a hard, protective oxide layer on the surface.
Handle Attachment: Once the body of the cookware has been formed and finished, handles are attached. This can be done through several methods, including riveting, welding, or screwing the handles into place. Cookware handles are typically made from materials that remain cool to the touch, such as plastic, silicone, or heat-resistant metal.
Riveting: Riveting is a common method used to attach metal handles to cookware. Rivets provide a strong, secure connection that can withstand repeated use and high temperatures. Riveted handles are often found on professional-grade cookware and are favored for their durability and resistance to loosening over time.
Welded Handles: Some cookware, especially high-end stainless steel products, may have handles that are welded directly to the body of the cookware. This method creates a seamless connection that is both aesthetically pleasing and easy to clean.
Final Inspection and Packaging: After the cookware is assembled, it undergoes a final inspection to ensure that it meets quality standards. This includes checking for surface imperfections, ensuring the coating is evenly applied, and verifying that the handles are securely attached. Once the cookware passes inspection, it is packaged and prepared for distribution.
Quality Control: Modern cookware production machines are equipped with automated inspection systems that use cameras and sensors to detect defects or inconsistencies in the product. This ensures that each piece of cookware meets the same high-quality standards before reaching consumers.
Applications of Cookware Production Machines
Consumer Cookware: The majority of cookware production machines are used to produce household cookware, such as frying pans, saucepans, stockpots, and baking trays. These products must be durable, affordable, and designed for everyday use in home kitchens. Automated cookware production machines allow manufacturers to produce large quantities of cookware efficiently, ensuring that consumers receive high-quality products at reasonable prices.
Professional-Grade Cookware: Professional-grade cookware, used in commercial kitchens, restaurants, and catering services, requires more durable materials and construction techniques. Cookware production machines designed for professional cookware often use thicker metal sheets, more robust handles, and advanced non-stick coatings to meet the demands of professional chefs.
Specialty Cookware: Cookware production machines are also used to manufacture specialty items, such as cast iron skillets, copper pots, and ceramic-coated pans. Each material requires specific handling and processing techniques, and the machines must be capable of adapting to different materials and finishes.
Advantages of Cookware Production Machines
High Efficiency: Cookware production machines enable manufacturers to produce large quantities of cookware in a short period, increasing overall efficiency and reducing production costs. Automation reduces the need for manual labor, allowing companies to meet the growing demand for cookware in both consumer and professional markets.
Consistency and Precision: Automated machines ensure consistent quality across all cookware products. This is particularly important for non-stick coatings, which must be applied evenly to ensure optimal performance. Precision forming techniques, such as deep drawing and spinning, ensure that the cookware meets exact specifications for size, shape, and thickness.
Durability and Strength: Modern cookware production machines are designed to work with a variety of materials, including aluminum, stainless steel, and copper. These materials are known for their strength and durability, and the production machines ensure that the final product can withstand the rigors of everyday use.
Versatility: Cookware production machines can be adapted to produce a wide range of products, from basic frying pans to complex multi-piece cookware sets. Manufacturers can easily switch between different designs and materials, allowing them to meet the diverse needs of consumers.
Cost-Effectiveness: The automation provided by cookware production machines helps reduce labor costs and material waste, making the production process more cost-effective. This allows manufacturers to offer high-quality cookware at competitive prices, benefiting both the company and the consumer.
Cookware production machines are the backbone of the modern cookware industry, providing the precision, efficiency, and versatility needed to produce high-quality products at scale. Whether for home use or professional kitchens, these machines ensure that cookware meets the highest standards of performance, durability, and safety.
Brake Pads Machine
A brake pads machine is specialized equipment used in the production of brake pads, which are critical components in the braking systems of vehicles. Brake pads play a key role in ensuring that vehicles can stop safely and efficiently by converting kinetic energy into heat through friction. The manufacturing of brake pads requires precise control over the material composition, shape, and durability to meet the stringent safety and performance standards of the automotive industry.
Brake pads machines are designed to automate the complex manufacturing processes involved in producing brake pads, from mixing the raw materials to molding, curing, and finishing the final product. These machines are essential for ensuring that brake pads are produced consistently and meet the rigorous demands of modern vehicles.
Key Processes in Brake Pads Manufacturing
Raw Material Mixing: The production of brake pads begins with the preparation of the raw materials that make up the friction material. Brake pads are typically made from a combination of materials, including metal shavings, ceramics, carbon fibers, and synthetic compounds. These materials are mixed together to create a friction compound that is durable, heat-resistant, and provides the necessary stopping power.
Automated Mixing Machines: Mixing machines are used to blend the raw materials in precise proportions. The mixture must be homogeneous to ensure consistent performance across all brake pads. Automated machines ensure that the materials are mixed thoroughly and efficiently, reducing the risk of defects.
Molding and Pressing: Once the friction material is prepared, it is molded into the shape of the brake pad using a pressing machine. In this process, the material is placed into a mold and subjected to high pressure, which compacts the material into the desired shape. The molding process also includes the formation of the metal backing plate, which is an integral part of the brake pad’s structure.
Hydraulic Presses: Hydraulic presses are commonly used in the molding process to apply the necessary pressure to form the brake pads. The press ensures that the friction material is evenly distributed across the surface of the backing plate, creating a strong bond between the two components.
Curing: After the brake pads are molded, they must be cured to harden the friction material and improve its durability. Curing is typically done in a high-temperature oven, where the brake pads are heated to a specific temperature for a set period. This process helps to remove any residual moisture and solidify the friction material, ensuring that the brake pads can withstand the heat generated during braking.
Curing Ovens: Automated curing ovens are used to maintain precise temperature and timing control during the curing process. These ovens are designed to handle large batches of brake pads, ensuring consistent curing across all parts.
Grinding and Finishing: Once the brake pads have been cured, they undergo grinding to achieve the final thickness and surface smoothness required for proper fit and function. Grinding machines are used to remove any excess material and ensure that the brake pads are flat and uniform.
Surface Grinding Machines: Surface grinding machines are used to grind the friction material to the correct thickness and smooth the surface of the brake pad. This step is essential for ensuring that the brake pads fit correctly in the brake caliper and provide consistent braking performance.
Coating and Surface Treatment: Many brake pads undergo additional surface treatments, such as coating with a layer of anti-corrosion material or applying a thermal barrier to improve heat resistance. These coatings help extend the life of the brake pads and protect them from environmental factors such as moisture and road salt.
Coating Machines: Coating machines are used to apply these protective layers evenly across the surface of the brake pads. The coating process is automated to ensure consistent application and optimal coverage.
Quality Control and Testing: The final step in brake pad manufacturing is quality control and testing. Brake pads must meet strict safety standards, and any defects can lead to catastrophic failures in the braking system. Testing machines simulate real-world braking conditions to measure the performance, wear resistance, and heat tolerance of the brake pads.
Testing for Friction and Durability: Testing machines are used to evaluate the friction coefficient, wear rate, and heat dissipation of the brake pads. These tests ensure that the brake pads will perform reliably in various driving conditions, from city traffic to high-speed highway driving.
Applications of Brake Pads Machines
Automotive Manufacturing: Brake pads machines are primarily used in the automotive industry to produce brake pads for cars, trucks, motorcycles, and other vehicles. High-quality brake pads are essential for vehicle safety, and manufacturers use these machines to ensure that the pads meet industry standards for performance and durability.
Brake Pads for Passenger Vehicles: The majority of brake pads produced are for passenger vehicles, where safety and comfort are critical. Brake pads machines produce millions of units annually, providing the consistent quality needed to meet the demands of the automotive market.
Heavy-Duty Vehicles: Brake pads machines are also used to produce brake pads for heavy-duty vehicles, such as commercial trucks, buses, and construction machinery. These vehicles require brake pads that can withstand extreme loads and high temperatures, and the production process must be adapted to meet these specific requirements.
Brake Pads for Trucks and Buses: Heavy-duty vehicles rely on larger, more robust brake pads to stop safely under heavy loads. Brake pads machines used in this sector must be capable of producing pads with higher friction materials and greater wear resistance.
Motorcycles and Performance Vehicles: Brake pads machines are used to manufacture high-performance brake pads for motorcycles, sports cars, and racing vehicles. These brake pads must offer superior stopping power and heat dissipation to handle the demands of high-speed driving and racing.
Brake Pads for Motorcycles: Motorcycles require brake pads with precise control over friction and heat management, as braking performance is critical for rider safety. Brake pads machines
used for motorcycle brake pads must ensure consistent quality, high friction, and durability to meet the high-performance demands of two-wheeled vehicles.
Rail and Industrial Applications: In addition to automotive and motorcycle manufacturing, brake pads machines are also used to produce brake pads for rail vehicles, such as trains, trams, and subways, as well as industrial machinery. These brake pads must be designed to handle the unique stresses and environmental factors present in rail systems and heavy machinery.
Brake Pads for Trains: Rail systems rely on large, durable brake pads to stop and slow down trains under heavy loads. Brake pads machines used for these applications must produce parts that offer excellent heat resistance and long service life, ensuring that trains can stop safely and efficiently even under intense conditions.
Advantages of Brake Pads Machines
Precision Manufacturing: Brake pads machines are designed to ensure precise control over the entire manufacturing process, from mixing the raw materials to molding, curing, and finishing. This level of precision is essential for producing brake pads that meet the stringent safety and performance standards required in the automotive industry.
High Efficiency and Productivity: Modern brake pads machines are highly automated, allowing manufacturers to produce large quantities of brake pads in a relatively short period. This automation reduces labor costs and increases production efficiency, making it possible to meet the growing demand for brake pads in the global automotive market.
Consistency and Quality Control: Brake pads machines are equipped with advanced quality control systems that ensure each brake pad meets strict performance and safety standards. Automated inspection systems, combined with rigorous testing, help manufacturers identify and eliminate defects, ensuring that only high-quality brake pads reach the market.
Durability and Performance: The materials and processes used in brake pads manufacturing are designed to create durable, high-performance products. Brake pads produced by these machines are engineered to withstand high temperatures, resist wear, and provide consistent stopping power, ensuring the safety and reliability of the vehicle’s braking system.
Adaptability to Different Markets: Brake pads machines are versatile and can be adapted to produce a wide range of brake pads for various markets, including passenger vehicles, heavy-duty trucks, motorcycles, and rail systems. This adaptability allows manufacturers to meet the specific needs of different sectors and ensure that their products are suitable for various driving conditions and vehicle types.
Brake pads machines play a crucial role in the automotive and transportation industries, providing the technology needed to produce high-quality, reliable brake pads at scale. These machines ensure that vehicles can stop safely and effectively, contributing to the overall safety and performance of modern transportation systems.
How to Make Aluminum Pots
Pressure Cooker Manufacturing Process
The process of making aluminum pots involves several key steps that transform raw aluminum into durable, lightweight, and highly functional cookware. Aluminum is widely used in cookware manufacturing due to its excellent thermal conductivity, corrosion resistance, and relatively low cost. Aluminum pots are especially popular in both home and professional kitchens because they heat quickly and evenly, making them ideal for a variety of cooking tasks.
The production of aluminum pots involves specialized machinery and a series of steps, including metal forming, surface finishing, and handle attachment. The process is designed to produce high-quality pots that can withstand the rigors of daily cooking while maintaining excellent performance and longevity.
Key Steps in Making Aluminum Pots
Material Selection and Preparation: The process begins with the selection of high-quality aluminum sheets or blanks. Aluminum used in cookware production is typically alloyed with other metals, such as magnesium or silicon, to improve its strength and durability. The aluminum blanks are cut into circular shapes, which will form the base of the pots.
Aluminum Alloys: Pure aluminum is relatively soft and not suitable for cookware that will be exposed to high heat and mechanical stress. By using aluminum alloys, manufacturers can create pots that are strong, heat-resistant, and corrosion-resistant.
Deep Drawing and Metal Forming: The aluminum blanks are then formed into the shape of the pot using a process known as deep drawing. In deep drawing, the aluminum blank is placed over a die and forced into the desired shape using a punch. This process forms the pot’s walls and base in a single step, creating a seamless, durable structure.
Deep Drawing Process: The deep drawing process is highly efficient and allows for the production of aluminum pots with consistent thickness and shape. The process can be adjusted to create pots of different sizes, from small saucepans to large stockpots.
Seamless Construction: One of the advantages of deep drawing is that it creates a seamless pot, which improves the pot’s strength and durability. Seamless pots are less likely to develop weak points or leaks over time, making them ideal for long-term use.
Trimming and Edge Rolling: After the pot has been formed, any excess material around the rim is trimmed to achieve the desired height and dimensions. In many cases, the edges of the pot are also rolled to create a smooth, rounded rim. This step not only enhances the pot’s appearance but also improves its durability by reinforcing the edge.
Edge Rolling for Durability: Rolling the edges of the pot strengthens the rim, making it more resistant to warping or cracking. This is especially important for pots that will be used frequently or exposed to high heat.
Surface Finishing: The next step is surface finishing, which involves smoothing and polishing the interior and exterior of the pot. Aluminum cookware must have a smooth surface to ensure even cooking and to prevent food from sticking. Surface finishing machines, such as polishing machines and buffing wheels, are used to achieve the desired surface quality.
Polishing for a Smooth Surface: Polishing machines use abrasive compounds to remove any imperfections from the surface of the aluminum, creating a smooth, reflective finish. This is important for both the aesthetic appeal of the pot and its cooking performance.
Anodizing for Durability: In some cases, aluminum pots undergo an anodizing process, which creates a protective oxide layer on the surface of the metal. Anodizing improves the pot’s resistance to corrosion and wear, making it more durable and long-lasting. Anodized aluminum pots are also non-reactive, meaning they won’t affect the flavor of acidic foods.
Non-Stick Coating Application (Optional): Many aluminum pots are coated with a non-stick material, such as Teflon or ceramic, to improve their cooking performance. Non-stick coatings make it easier to cook with less oil and reduce the likelihood of food sticking to the pot. The coating is applied using a spray system and then cured in a high-temperature oven to ensure proper adhesion.
Non-Stick Coating Benefits: Non-stick coatings enhance the convenience of using aluminum pots by making them easier to clean and allowing for healthier cooking with less oil. The coatings are typically applied in multiple layers to ensure durability and long-lasting performance.
Handle Attachment: Once the body of the pot has been formed and finished, handles are attached. Handles are typically made from heat-resistant materials, such as plastic, silicone, or stainless steel, to ensure they remain cool to the touch during cooking. The handles can be attached using a variety of methods, including riveting, welding, or screwing them into place.
Riveted Handles for Strength: Riveted handles provide a strong, secure attachment that can withstand repeated use. Rivets are often used in professional-grade cookware because they are highly durable and resist loosening over time.
Ergonomic Handle Design: The design of the handles is important for both comfort and safety. Handles are often shaped to provide a comfortable grip, reducing strain during use, and are positioned to ensure that they stay cool while cooking.
Final Inspection and Packaging: The final step in the production of aluminum pots is inspection and packaging. Each pot is inspected for defects, such as surface imperfections, coating issues, or loose handles. Once the pots pass inspection, they are packaged and prepared for shipment to retailers or consumers.
Quality Control: Automated inspection systems are often used to check the surface finish, coating adhesion, and handle attachment of each pot. This ensures that only high-quality products reach the market, meeting the expectations of both consumers and professional chefs.
Advantages of Aluminum Pots
Lightweight: Aluminum pots are much lighter than other types of cookware, such as cast iron or stainless steel, making them easier to handle and move around the kitchen. This is especially important for larger pots, which can be cumbersome when filled with food.
Excellent Heat Conductivity: Aluminum is one of the best conductors of heat, meaning that aluminum pots heat up quickly and evenly. This ensures that food cooks evenly without hot spots, which can lead to burning or uneven cooking. The excellent heat conductivity of aluminum also makes it energy-efficient, as it requires less heat to reach cooking temperatures.
Affordability: Aluminum is relatively inexpensive compared to other cookware materials, making aluminum pots an affordable option for both home cooks and professional chefs. Despite their low cost, aluminum pots offer excellent performance and durability, providing great value for the money.
Corrosion Resistance: Aluminum naturally forms a thin oxide layer on its surface, which protects it from corrosion. This makes aluminum pots ideal for use in humid or acidic environments, such as in cooking with tomatoes or citrus fruits, without the risk of rust or corrosion.
Versatility: Aluminum pots come in a wide variety of shapes and sizes, making them suitable for a wide range of cooking tasks, from boiling and frying to simmering and sautéing. Whether used for everyday cooking or more specialized applications, aluminum pots offer the versatility needed in a busy kitchen.
Applications of Aluminum Pots
Home Cooking: Aluminum pots are a staple in many home kitchens due to their lightweight, affordability, and excellent cooking performance. They are used for a wide range of cooking tasks, from boiling pasta and simmering soups to frying and sautéing vegetables and meats.
Professional Kitchens: In professional kitchens, where speed and efficiency are critical, aluminum pots are favored for their rapid heat conduction and ease of handling. Professional chefs use aluminum pots for tasks that require precise temperature control, such as making sauces, soups, and delicate dishes.
Camping and Outdoor Cooking: Aluminum pots are also popular for camping and outdoor cooking because they are lightweight and easy to transport. Campers and outdoor enthusiasts appreciate aluminum cookware for its durability and versatility in various cooking environments.
Aluminum pots are a versatile and essential tool in both home and professional kitchens, offering excellent performance, durability, and ease of use. The production process ensures that each pot is carefully crafted to meet the demands of everyday cooking, making aluminum pots a reliable choice for chefs and home cooks alike.
Steel Utensils Making Machine
Stainless Steel Pot Polishing Machine
A steel utensils making machine refers to the range of equipment used in manufacturing household and commercial steel utensils like plates, bowls, cups, cutlery, and kitchen tools. Steel utensils are popular due to their durability, heat resistance, and resistance to corrosion, making them an essential part of kitchens worldwide. The production of steel utensils involves several stages, from cutting and forming the raw stainless steel sheets to finishing and polishing the final product.
Steel utensils are primarily made from stainless steel, an alloy of iron, carbon, and chromium, with some other elements like nickel. The chromium content is what gives stainless steel its corrosion resistance, making it ideal for utensils that come into contact with food and liquids. Machines used in steel utensil production range from high-powered presses to finishing tools that polish and give a smooth surface to the finished products.
Key Processes in Steel Utensil Manufacturing
Raw Material Preparation: The production of steel utensils begins with the preparation of raw stainless steel sheets or coils. The material is selected based on the grade of stainless steel required for the specific utensils being produced. Different grades of stainless steel offer varying levels of corrosion resistance, toughness, and polishability, with 304-grade stainless steel being one of the most common choices for kitchen utensils due to its excellent resistance to rust and its food-safe properties.
Stainless Steel Selection: The selected stainless steel is usually cold-rolled, which improves its strength and surface finish. Cold-rolled steel sheets are easier to form and provide a smooth, even surface that requires minimal finishing.
Cutting and Blanking: Once the raw material is prepared, it is cut into the appropriate shapes and sizes for each utensil. The cutting process involves precision blanking machines that cut the steel sheets into circular, square, or custom-shaped blanks based on the design of the utensil.
Blanking Process: Blanking presses use dies to punch out the blanks from large stainless steel sheets. The blank size is determined by the specific utensil being produced, such as plates, bowls, or cups. This process ensures that there is minimal material waste and that each blank is uniform in size and shape.
Deep Drawing and Stamping: After cutting, the blanks are formed into their final utensil shapes through a process known as deep drawing. In deep drawing, the flat blanks are placed in a die and drawn into a hollow form using a punch. This method is particularly effective for producing utensils like bowls, cups, and plates, where a seamless, uniform shape is essential.
Hydraulic Presses for Deep Drawing: Hydraulic presses are commonly used for the deep drawing process. These machines apply consistent pressure, drawing the stainless steel into the desired shape without causing tears or imperfections in the material. This ensures that the utensil is strong, smooth, and free of seams or welds that could weaken the product.
Stamping for Detail: For utensils that require intricate designs or logos, stamping presses are used to emboss or engrave patterns onto the metal surface. This adds both aesthetic appeal and brand recognition, especially for high-end or custom-made utensils.
Edge Trimming and Smoothing: After the utensils have been formed, the edges may have excess material or sharp edges that need to be trimmed and smoothed. Edge trimming machines remove the excess material around the rims of the utensils, ensuring that each piece is of the correct dimensions and free from rough edges.
Edge Rolling for Durability: Some utensils, particularly those used frequently, undergo edge rolling to strengthen the rims and prevent deformation over time. Rolled edges provide extra reinforcement and create a safer, more comfortable edge for handling.
Polishing and Finishing: One of the most important steps in steel utensil production is the polishing and finishing process. Stainless steel utensils require a smooth, shiny surface that is not only aesthetically pleasing but also functional. Polishing machines are used to buff and smooth the surface of the utensils, removing any scratches or imperfections left by the forming process.
Electropolishing for a High Shine: In some cases, especially for high-end or premium utensils, electropolishing is used to achieve a bright, mirror-like finish. Electropolishing is a chemical process that removes a thin layer of metal from the surface, leaving behind a highly reflective finish that is resistant to corrosion and easy to clean.
Handle Attachment (if applicable): For utensils like ladles, serving spoons, and spatulas, handles must be attached after the main body of the utensil has been formed. Handles are typically made from stainless steel, plastic, or wood, depending on the type of utensil and its intended use. The attachment process varies depending on the material used for the handle.
Welding or Riveting for Steel Handles: Stainless steel handles are usually welded or riveted onto the main body of the utensil. These attachment methods provide strong, durable connections that can withstand frequent use and high heat.
Quality Control and Packaging: After the utensils are manufactured, they undergo a final inspection to ensure that they meet quality standards. This includes checking for defects in the surface finish, proper attachment of handles, and ensuring that the utensils are the correct size and shape. Once inspected, the utensils are cleaned, dried, and packaged for shipment.
Quality Assurance for Food Safety: Stainless steel utensils must meet food safety standards, ensuring that they are non-reactive, corrosion-resistant, and free of contaminants. Manufacturers use strict quality control measures to ensure that each utensil is safe for food contact.
Applications of Steel Utensils Making Machines
Household Utensils: The majority of steel utensils making machines are used to produce common household kitchen items such as plates, bowls, serving spoons, ladles, and cutlery. These items must be durable enough to withstand daily use, exposure to heat, and frequent washing.
Commercial Kitchen Utensils: Professional chefs and commercial kitchens require heavy-duty utensils that can endure constant use in high-heat environments. Steel utensils making machines for commercial products focus on producing thicker, more robust utensils that can handle more rigorous conditions.
Catering and Hospitality Industry: The catering and hospitality sectors often use custom-branded or highly polished utensils for serving food. Steel utensils making machines used in this industry are typically geared toward producing utensils with fine finishes, intricate designs, or engraved logos for branding purposes.
Advantages of Steel Utensils Making Machines
High Efficiency: These machines are designed for high-volume production, allowing manufacturers to produce large quantities of utensils in a short period. This efficiency is especially important for meeting the demands of mass markets such as household goods and commercial kitchens.
Consistency in Quality: Automated steel utensils making machines ensure uniformity and precision across all products, reducing the likelihood of defects. Consistent quality is essential for utensils that must meet strict food safety and durability standards.
Durability and Strength: The use of hydraulic presses for deep drawing ensures that each utensil is strong and durable, capable of withstanding frequent use and exposure to high temperatures. The strength of stainless steel, combined with the seamless construction achieved through deep drawing, makes these utensils long-lasting.
Versatility: Steel utensils making machines are capable of producing a wide range of products, from simple kitchen tools to intricately designed serving utensils. This versatility allows manufacturers to cater to various markets, from budget-friendly household items to high-end, luxury utensils.
Cost-Effectiveness: Automated production reduces labor costs and material waste, making the manufacturing process more cost-effective. This allows manufacturers to produce high-quality utensils at competitive prices, benefiting both consumers and businesses.
Steel utensils making machines are vital in the production of kitchen tools and cutlery, providing the technology and precision needed to meet the diverse demands of consumers and professionals alike. The versatility and efficiency of these machines ensure that steel utensils remain a staple in kitchens worldwide.
Cold Press Moulding Process
Applications of CNC Metal Spinning
The cold press moulding process is a manufacturing technique used to form complex shapes from materials such as metal powders, plastics, rubbers, or composite materials without the application of heat. This process is widely used in industries that require high precision, strength, and durability in the final product. Cold pressing involves placing the material into a mold and applying pressure to shape it into the desired form. Since no heat is used, this process preserves the material’s intrinsic properties, such as hardness, elasticity, or chemical resistance.
Cold press moulding is used in various applications, including metal forming, rubber component production, and the creation of composite materials for automotive, aerospace, and consumer goods industries. The process is highly versatile and can be used to create a wide range of products with complex geometries and tight tolerances.
Key Steps in Cold Press Moulding
Material Preparation: The first step in cold press moulding is the preparation of the raw material. For metal components, this may involve mixing metal powders with binders or lubricants to create a uniform mixture that can be pressed into a mold. In the case of rubbers or composites, the raw materials may be pre-mixed or combined with other additives to achieve the desired properties.
Powder Metallurgy for Metal Parts: In powder metallurgy, metal powders such as iron, aluminum, or titanium are mixed with a binder to help the particles adhere together during the pressing process. The mixture must be uniform to ensure consistent material properties throughout the final product.
Filling the Mold: The prepared material is then placed into a precision-engineered mold. The mold is designed to match the exact dimensions and shape of the final product, ensuring that the material fills the mold evenly. This step is critical for achieving the desired shape and ensuring that there are no voids or inconsistencies in the material.
Mold Design for Complex Shapes: Cold press moulding is particularly useful for creating parts with complex geometries, intricate details, or thin walls. The mold must be designed with precision to ensure that the material flows into every part of the mold and that the final product meets dimensional specifications.
Pressing and Compaction: Once the material is in the mold, a high-pressure press is used to compact the material into the desired shape. The pressure forces the material to conform to the shape of the mold, creating a dense, solid part. This step is critical for ensuring the strength and structural integrity of the final product.
Hydraulic Presses for Cold Moulding: Hydraulic presses are commonly used in cold press moulding due to their ability to apply consistent, high pressure. These presses ensure that the material is compacted evenly throughout the mold, preventing weak spots or imperfections.
Demolding: After the material has been pressed and compacted, the mold is opened, and the finished part is removed. Depending on the material used, the part may require additional finishing or curing steps to achieve the desired mechanical properties.
Careful Demolding to Prevent Damage: The demolding process must be done carefully to avoid damaging the part, especially if the material is fragile or brittle. Precision molds and careful handling are essential to ensure that the part retains its shape and structural integrity.
Finishing and Inspection: Once the part has been demolded, it may undergo additional finishing steps, such as trimming, sanding, or polishing, to achieve the desired surface finish and remove any excess material. The part is then inspected for defects, such as cracks, voids, or dimensional inconsistencies, before it is approved for use.
Quality Control: Cold press moulding requires strict quality control to ensure that each part meets the required specifications. Automated inspection systems are often used to check the dimensions, surface finish, and material properties of the finished parts.
Applications of Cold Press Moulding
Automotive Industry: Cold press moulding is widely used in the automotive industry to produce parts that require high strength, durability, and precision. Metal components such as gears, bearings, and structural parts are often manufactured using cold pressing techniques to achieve the necessary performance characteristics.
Powder Metallurgy for Automotive Parts: In powder metallurgy, metal powders are compacted and formed into parts such as brake pads, gears, and camshafts. Cold pressing allows for the precise shaping of these components, ensuring high strength and wear resistance.
Aerospace Industry: The aerospace industry relies on cold press moulding to create lightweight, high-strength components for aircraft and spacecraft. Composite materials, which combine different materials to achieve specific properties, are often formed using cold pressing techniques.
Cold Pressing for Composite Materials: Cold press moulding is used to form composite materials such as carbon fiber reinforced polymers (CFRP), which are used in aircraft structures, wings, and fuselage components. These materials offer excellent strength-to-weight ratios, making them ideal for aerospace applications.
Consumer Goods Manufacturing: Cold press moulding is also used in the production of consumer goods, such as electronic housings, kitchen appliances, and furniture components. The process allows for the efficient production of durable, high-quality parts with complex shapes.
Cold Press Moulding for Electronics: In the electronics industry, cold pressing is used to produce metal and plastic housings for devices such as smartphones, laptops, and televisions. The process ensures precise dimensions and smooth finishes, which are critical for the aesthetics and functionality of consumer electronics.
Advantages of the Cold Press Moulding Process
Material Integrity: Since no heat is used in the cold press moulding process, the material’s properties remain intact, preserving its strength, hardness, or elasticity. This makes cold press moulding ideal for materials that are sensitive to high temperatures or that would lose their desired properties if exposed to heat.
Precision: Cold press moulding allows for the production of parts with tight tolerances and intricate details. The pressure applied during the process ensures that the material fills the mold completely, creating precise, uniform parts.
Efficiency: The cold press moulding process is highly efficient, especially for high-volume production. Once the mold and material are prepared, the process can be repeated quickly and consistently, making it ideal for mass production.
Cost-Effective: Cold press moulding is often more cost-effective than other forming methods, as it requires less energy (no heating) and minimal post-processing. The reduced need for energy consumption and the elimination of additional curing steps can lower manufacturing costs.
Versatility: Cold press moulding is a versatile process that can be used with a wide range of materials, from metals and ceramics to rubbers and plastics. This versatility makes it useful in various industries, from automotive and aerospace to consumer goods and electronics.
The cold press moulding process is a vital manufacturing technique that offers numerous benefits, including high precision, material integrity, and efficiency. It is widely used across industries to produce parts and components with complex shapes, tight tolerances, and excellent mechanical properties.
Beading Machine
Beading Machine Price
A beading machine is a versatile tool used in metalworking to form beads, or raised ridges, on the surface of sheet metal. Beading adds strength, stiffness, and durability to the metal, preventing it from warping or bending under stress. It is a crucial process in the production of metal parts for various industries, including automotive, aerospace, HVAC, and construction. The beading machine is often used to create decorative or functional ridges in materials like aluminum, steel, or copper.
Beading machines come in both manual and powered versions, and they are designed to handle various gauges of sheet metal. The machine typically consists of two rollers—an upper and lower roller—through which the sheet metal is passed. The pressure between these rollers creates a bead along the edge or surface of the sheet metal.
Key Uses of Beading Machines
Strengthening Metal Panels: One of the primary uses of beading machines is to add strength to sheet metal panels. The bead stiffens the material, allowing it to withstand greater forces without buckling or bending. This is particularly important for large, flat panels used in the automotive and aerospace industries, where weight reduction is crucial, but strength cannot be compromised.
Automotive Applications: Beading machines are commonly used to create stiffening beads in automotive body panels, including floor pans, roofs, and doors. These beads reinforce the panels, allowing them to maintain structural integrity while reducing material thickness to save weight.
HVAC Ductwork: Beading is also widely used in the fabrication of HVAC ductwork. The beads help to reinforce the sheet metal used in ducts, making them more resistant to pressure changes and airflow stresses. This ensures that the ductwork remains rigid and maintains its shape during operation.
Forming Decorative Beads: In addition to strengthening sheet metal, beading machines can also be used to create decorative patterns. Beads can be formed in various shapes and sizes, adding an aesthetic element to metal parts. This is common in metal furniture, lighting fixtures, and architectural elements where both form and function are important.
Decorative Metalwork: Metalworkers often use beading machines to create intricate patterns on metal for use in decorative applications. These patterns can be purely aesthetic or serve a dual purpose by adding strength while enhancing the visual appeal of the part.
Edge Beading for Seamless Joining: Beading machines are also used to form beads along the edges of metal sheets, which helps in joining them together. In applications like automotive or aircraft manufacturing, beaded edges are often used to create interlocking seams between two metal panels. This ensures a stronger, more seamless joint, which is essential for maintaining structural integrity.
Aircraft Skin Panels: In the aerospace industry, beaded edges are used to join lightweight aluminum panels to create the aircraft’s skin. The beads ensure a tight fit between the panels, reducing the need for additional fasteners and maintaining the aerodynamic integrity of the aircraft.
Pipe and Tube Beading: Beading machines are often used in the production of pipes and tubes, where beads are formed around the ends of the pipe. These beads help secure hoses or fittings when they are clamped onto the pipe, preventing slippage and creating a tight seal.
Exhaust Systems: Beading is commonly applied to the ends of exhaust pipes in automotive and industrial applications. The bead creates a secure connection between the exhaust pipe and other components, such as mufflers or catalytic converters, ensuring that the system remains leak-free.
Types of Beading Machines
Manual Beading Machines: Manual beading machines are operated by hand and are commonly used in small-scale or custom metalworking shops. These machines are simple to operate and offer precise control over the beading process, making them ideal for projects where detailed work or small production runs are required.
Flexibility for Custom Work: Manual beading machines are popular among metal fabricators who need to create custom pieces, as they allow for easy adjustments and offer flexibility in creating different bead patterns.
Electric and Pneumatic Beading Machines: For larger-scale production, powered beading machines, such as electric or pneumatic models, are commonly used. These machines provide higher efficiency and speed, allowing manufacturers to create beads on large sheets of metal quickly and consistently. Powered beading machines are used in industries such as automotive manufacturing, where speed and consistency are critical.
Automated Beading for Mass Production: In high-volume production settings, electric or pneumatic beading machines are often integrated into automated assembly lines. These machines allow for continuous operation, ensuring that beads are formed quickly and consistently on every part, improving efficiency.
Rotary Beading Machines: Rotary beading machines are designed for forming beads around the circumference of tubes, pipes, or circular objects. These machines are typically used in applications where the bead needs to be formed along a curved surface, such as in exhaust pipes, ventilation tubes, or decorative metal rings.
Beading for Pipe Manufacturing: Rotary beading machines are essential in the production of pipes and tubing used in industries like plumbing, automotive, and HVAC. The beaded ends of the pipes ensure a secure fit when attached to connectors, fittings, or hoses.
Advantages of Beading Machines
Enhanced Strength: By adding beads to sheet metal, beading machines significantly increase the strength and stiffness of the material without adding extra weight. This is especially important in industries like automotive and aerospace, where reducing weight while maintaining strength is critical to performance.
Improved Aesthetics: Beads can be both functional and decorative, allowing manufacturers to create visually appealing metal parts that also offer increased structural integrity. This makes beading machines versatile for both industrial and artistic applications.
Versatility: Beading machines can be used on a wide variety of materials, including steel, aluminum, copper, and stainless steel. This makes them highly versatile, as they can be applied across different industries, from construction to decorative metalwork.
Cost Efficiency: By adding strength to thinner sheets of metal, beading machines allow manufacturers to reduce material usage without compromising on the structural performance of the part. This leads to cost savings on raw materials and overall production.
Applications of Beading Machines
Automotive Industry: Beading machines are extensively used in the automotive sector to reinforce panels, create decorative features, and secure parts like exhaust systems. Beaded panels are stronger and lighter, contributing to better fuel efficiency and overall vehicle performance.
HVAC and Ductwork: Beads are commonly formed in HVAC ductwork to stiffen the thin metal used in air ducts. This helps prevent warping under pressure and ensures the ducts maintain their shape over time, which is critical for efficient air flow and energy consumption.
Aerospace Industry: In aerospace manufacturing, beading is used to strengthen lightweight aluminum panels that form the skin of aircraft. Beading ensures that the panels can withstand the stresses of flight while keeping the overall weight of the aircraft to a minimum.
Decorative Metalwork: Metalworkers use beading machines to create decorative patterns on various metal products, including furniture, lighting fixtures, and architectural features. Beading adds both texture and visual interest to the finished product while enhancing its structural integrity.
Beading machines are indispensable tools in metalworking, offering the ability to enhance both the strength and appearance of sheet metal parts. Whether used for industrial or decorative applications, these machines provide versatility, efficiency, and precision in metal fabrication.
Mini Hydraulic Press Brake
Components of a Press Brake Machine
A mini hydraulic press brake is a compact version of a traditional press brake, designed to bend and form smaller pieces of sheet metal using hydraulic pressure. These machines are typically used in small workshops, prototyping labs, or specialized manufacturing facilities where space is limited, and smaller-scale production is required. Despite their compact size, mini hydraulic press brakes offer the same precision and versatility as larger press brakes, making them an ideal choice for fabricators working on smaller parts or short production runs.
The primary function of a press brake, whether mini or full-sized, is to bend sheet metal into predetermined shapes. The hydraulic system in these machines provides the force needed to press the metal into a die, creating bends at precise angles. The “mini” version is especially suitable for intricate work where precision is paramount, such as in custom metal fabrication, jewelry making, and electronics enclosures.
Features of Mini Hydraulic Press Brakes
Compact Design: Mini hydraulic press brakes are designed to occupy minimal floor space while still providing the functionality of a full-sized press brake. This compact design makes them ideal for small workshops, mobile operations, or facilities with space constraints. They are often bench-mounted or stand-alone units that can be easily moved or adjusted as needed.
Portability for Small Workshops: Due to their compact size, mini press brakes can be transported between different workstations or job sites, offering flexibility for metalworkers who need a versatile bending solution without the need for large machinery.
Hydraulic Power System: Like larger press brakes, mini hydraulic press brakes use a hydraulic system to generate the force required to bend metal. Hydraulic systems offer smooth, controlled movement, which allows for precise bends and consistent performance. The hydraulic power ensures that even though the machine is smaller, it can still handle significant bending forces.
Consistent Force Application: The hydraulic system provides consistent pressure throughout the bending process, ensuring that each bend is accurate and repeatable. This is particularly important in industries where precision is critical, such as electronics or medical device manufacturing.
Adjustable Bending Angle and Back Gauge: Mini hydraulic press brakes are equipped with adjustable bending angles, allowing operators to create custom bends at specific angles. Additionally, most machines feature a back gauge that can be set to control the depth of the bend, ensuring that each piece of metal is formed to the correct dimensions.
Precision Bending for Complex Parts: The adjustable features of a mini hydraulic press brake allow metalworkers to create intricate parts with high levels of precision. This makes them ideal for applications like prototype development, custom metalwork, or small-batch production runs.
Foot Pedal Operation: Many mini hydraulic press brakes come with foot pedal controls, allowing operators to keep both hands free for positioning the workpiece. The foot pedal controls the movement of the hydraulic ram, providing precise control over the bending process.
Hands-Free Operation for Safety: Foot pedal operation improves safety and efficiency, as it allows the operator to focus on properly positioning the metal sheet while controlling the bending process with their foot. This reduces the risk of errors or accidents during operation.
Applications of Mini Hydraulic Press Brakes
Prototyping and Small-Batch Production: Mini hydraulic press brakes are widely used in prototyping and small-batch production, where precision and flexibility are essential. These machines are ideal for fabricators who need to create custom parts or small runs of products with unique designs or tight tolerances.
Prototyping for Electronics Enclosures: Mini press brakes are often used to create metal enclosures for electronic devices, where precise bends are required to ensure the enclosure fits the internal components correctly. The compact size of the machine allows for detailed work on smaller sheets of metal.
Custom Metal Fabrication: Small workshops and custom metal fabricators use mini hydraulic press brakes to create specialized parts and components for various industries. The machines are ideal for producing small, intricate pieces that require high levels of precision, such as custom brackets, fixtures, and metal art.
Jewelry Making and Artistic Metalwork: Mini hydraulic press brakes are also used in the creation of custom jewelry and artistic metal pieces, where precise bending and shaping are necessary to achieve the desired aesthetic and functional results.
Automotive and Aerospace Components: In the automotive and aerospace industries, mini hydraulic press brakes are used to create small, precision components such as brackets, clips, and mounting hardware. These machines are particularly useful in the production of prototypes or specialized parts for high-performance applications.
Precision Bending for Lightweight Components: The ability to precisely bend small parts makes mini hydraulic press brakes valuable in the automotive and aerospace sectors, where lightweight components with tight tolerances are essential for performance and safety.
HVAC and Ductwork Fabrication: HVAC technicians and fabricators often use mini hydraulic press brakes to create small duct components or custom fittings for ventilation systems. The precision and flexibility of these machines allow for the creation of specialized parts that fit perfectly into existing ductwork systems.
Custom Ductwork Fittings: Mini press brakes can be used to create custom elbows, joints, and other fittings needed for HVAC installations. The compact size of the machine allows it to be used in smaller workshops or even on-site for quick adjustments.
Advantages of Mini Hydraulic Press Brakes
Space Efficiency: Mini hydraulic press brakes are designed for workshops with limited space, providing full bending capabilities in a compact footprint. This allows metalworkers to perform precision bends without the need for large, bulky equipment.
Precision and Versatility: Despite their smaller size, mini hydraulic press brakes offer the same level of precision as their larger counterparts. The adjustable bending angles and back gauge provide versatility, allowing for custom bends on various materials, including steel, aluminum, and copper.
Cost-Effective Solution: Mini hydraulic press brakes are typically more affordable than full-sized machines, making them an attractive option for small businesses, startups, or workshops that need professional-grade bending capabilities without the high cost of larger equipment.
Ease of Use: Mini hydraulic press brakes are easy to set up and operate, with user-friendly controls that allow operators to quickly adjust the machine for different bending tasks. The foot pedal operation adds convenience and improves safety during the bending process.
Portability: Many mini hydraulic press brakes are designed to be portable, allowing them to be moved between workstations or job sites as needed. This mobility makes them ideal for small-scale operations or workshops that require flexibility in their manufacturing process.
Materials Handled by Mini Hydraulic Press Brakes
Steel and Stainless Steel: Mini hydraulic press brakes are capable of bending various gauges of steel and stainless steel, making them suitable for industries where corrosion resistance and strength are critical.
Aluminum: Aluminum is a commonly used material in aerospace, automotive, and electronics industries. Mini hydraulic press brakes provide the precision required to bend aluminum sheets without causing cracks or distortions.
Copper and Brass: These softer metals are often used in decorative metalwork, electrical components, and plumbing fixtures. Mini hydraulic press brakes can handle these materials with ease, ensuring precise bends without damaging the material.
Mini hydraulic press brakes offer a versatile and space-efficient solution for fabricators who require precise bending capabilities in a compact form. These machines are ideal for small workshops, prototyping, and custom metal fabrication, providing the accuracy and flexibility needed to create high-quality metal components.
Grinding and Buffing
Buffing Wheels
Grinding and buffing are two essential processes in metalworking and manufacturing that improve the surface finish, remove material, and prepare metal parts for further processing or final use. Both processes involve the use of abrasive materials, but they serve different purposes. Grinding is typically a more aggressive material removal process used to shape metal parts, remove rough edges, or correct imperfections. Buffing, on the other hand, is used for polishing and smoothing the surface to achieve a shiny, aesthetically pleasing finish.
These processes are commonly used in industries such as automotive, aerospace, manufacturing, and metal fabrication. They play a crucial role in improving the functionality, appearance, and durability of metal products, from large structural components to intricate decorative items.
Grinding: Material Removal and Surface Preparation
Basics of Grinding: Grinding is a mechanical process in which an abrasive wheel or belt is used to wear down and remove material from a metal surface. The abrasive particles on the grinding wheel or belt cut into the metal, removing small chips to achieve the desired shape, size, or finish. Grinding is often used to remove excess material after casting, cutting, or welding operations.
Abrasive Wheels: Grinding wheels are made from materials such as aluminum oxide, silicon carbide, or diamond, and they come in various shapes and sizes depending on the application. The hardness and grain size of the wheel determine how much material can be removed and how smooth the surface will be after grinding.
Types of Grinding:
Surface Grinding: Surface grinding is used to create a smooth, flat surface on metal parts. A rotating abrasive wheel grinds down the surface, removing material to achieve a uniform finish. Surface grinding is commonly used for flat components like machine bases, blades, and sheet metal parts.
Cylindrical Grinding: In cylindrical grinding, a rotating workpiece is ground by a rotating abrasive wheel. This process is used for round or cylindrical objects, such as shafts, rollers, and pipes, to achieve high precision and smooth surfaces.
Centerless Grinding: Centerless grinding is a method used to grind cylindrical parts without the need for a central axis or spindle. The part is supported between two rotating wheels, and the grinding is done by the abrasive wheel. This method is efficient for mass production of small, precise cylindrical parts, such as fasteners, rods, or pins.
Applications of Grinding:
Automotive Industry: Grinding is widely used in the automotive industry to finish engine components, transmission parts, and brake rotors. Grinding ensures that these parts meet tight tolerances and have the smooth surfaces necessary for proper functioning and longevity.
Tool and Die Manufacturing: Grinding is an essential process in the tool and die industry for sharpening cutting tools, shaping dies, and creating molds. Precision grinding allows for the creation of complex geometries with exact tolerances.
Construction and Fabrication: In construction, grinding is used to smooth welded joints, remove burrs from cut metal edges, and prepare surfaces for painting or coating. This improves both the structural integrity and appearance of metal components.
Buffing: Polishing and Surface Enhancement
Basics of Buffing: Buffing is the process of polishing a metal surface to a high shine or smooth finish. It uses softer abrasive materials, such as cloth or felt wheels combined with polishing compounds. Buffing removes fine scratches, imperfections, or oxidation and is often the final step in metal finishing processes to achieve a reflective or satin finish.
Buffing Compounds: Buffing compounds, such as rouge or tripoli, are applied to the buffing wheel to enhance the polishing effect. These compounds are available in various levels of abrasiveness, allowing for different levels of polishing, from light touch-ups to deep shine.
Types of Buffing:
Cut Buffing: Cut buffing is a more aggressive form of buffing used to remove scratches, weld marks, or surface oxidation from metal. It involves using a coarse buffing compound and a firm buffing wheel to remove material and smooth the surface.
Color Buffing: Color buffing is a finishing process that gives the metal a bright, shiny appearance. This is the final stage of buffing, where a soft wheel and fine polishing compound are used to bring out the luster of the metal. It is often used for decorative or high-visibility components.
Applications of Buffing:
Jewelry Making: Buffing is essential in jewelry manufacturing to achieve the smooth, polished surfaces that are characteristic of high-quality jewelry. It removes fine scratches and enhances the shine of metals like gold, silver, and platinum.
Automotive Detailing: Buffing is widely used in automotive detailing to polish and restore the shine to metal trim, chrome parts, and painted surfaces. It is also used to remove minor scratches and oxidation from vehicle surfaces, making cars look newer and more visually appealing.
Consumer Products: Many consumer products, such as kitchen appliances, metal furniture, and electronic enclosures, are buffed to give them a polished, professional appearance. Buffing ensures that these items have a smooth finish, free from imperfections, which enhances both their look and feel.
Advantages of Grinding and Buffing
Precision and Accuracy: Grinding provides high levels of precision, allowing manufacturers to achieve tight tolerances and specific dimensions. This is crucial in industries like aerospace and automotive, where small deviations can lead to performance issues.
Surface Quality: Both grinding and buffing improve surface quality by removing imperfections and creating smooth, consistent finishes. This enhances the aesthetic appeal of metal parts and prepares them for further processing, such as painting or coating.
Increased Durability: By removing surface defects and imperfections, grinding and buffing help improve the strength and durability of metal parts. Smooth surfaces are less prone to wear, corrosion, and fatigue, ensuring longer-lasting components.
Improved Functionality: Grinding ensures that parts meet exact specifications, allowing them to function correctly in their intended applications. For example, smooth and precise surfaces on engine components ensure better performance, while polished surfaces on consumer products improve user experience.
Differences Between Grinding and Buffing
Material Removal: Grinding is primarily a material removal process used to shape and refine metal parts. It removes a significant amount of material to correct surface irregularities or achieve specific dimensions. Buffing, on the other hand, is a polishing process that removes very little material, focusing on improving surface appearance rather than altering the shape.
Abrasiveness: Grinding uses hard abrasive materials such as silicon carbide or diamond, making it suitable for removing tough materials and shaping parts. Buffing uses softer abrasives combined with polishing compounds, making it ideal for finishing and smoothing metal surfaces.
Finish: Grinding leaves a relatively rough surface compared to buffing. While grinding is used for shaping and preparing the metal, buffing creates a smooth, polished finish, giving the part its final appearance.
Grinding and buffing are complementary processes that play a crucial role in metalworking. Grinding provides the precision and material removal necessary to shape and prepare metal parts, while buffing enhances the surface finish and gives the metal a polished, professional look. Together, these processes ensure that metal components meet the highest standards of quality, durability, and functionality.
How to Smooth Metal
Forming Process with Sheet Metal Spinning Machine
Smoothing metal involves a variety of techniques and processes aimed at achieving a polished, even surface that is free from imperfections like scratches, burrs, and rough spots. Smoothing is a critical step in metalworking, often used in the final stages of production to prepare the metal for finishing processes such as painting, coating, or plating. Whether the goal is aesthetic appeal or functional performance, smoothing metal ensures that the surface is uniform and free of defects.
The techniques used to smooth metal depend on the type of material, the level of finish required, and the size and shape of the part. Common processes include filing, sanding, grinding, buffing, and polishing, each offering different levels of surface refinement.
Key Techniques for Smoothing Metal
Filing: Filing is one of the simplest methods for smoothing metal, using hand tools to manually remove rough spots, burrs, and other imperfections from the surface. Files are made from hardened steel and come in various shapes and sizes, allowing for precise control over material removal. This technique is often used for small-scale or detailed work, such as smoothing the edges of cut metal sheets or finishing intricate metal components.
Hand Files: Hand files are available in different grades of coarseness, from coarse to fine. Coarse files remove larger amounts of material quickly, while fine files are used for detailed finishing work.
Precision Filing: In industries like jewelry making or fine metalwork, precision filing is used to achieve smooth, uniform edges and surfaces on small, delicate parts. Files can be used to remove burrs, shape metal, and refine the surface before final polishing.
Sanding: Sanding is a common technique for smoothing metal, using abrasive materials such as sandpaper or sanding discs to gradually wear down the surface. Sanding is often used to prepare metal parts for painting, coating, or further finishing processes. It can be done manually or with power tools, depending on the size of the part and the level of finish required.
Manual Sanding: For smaller parts or detailed work, sandpaper is used by hand to smooth the metal surface. Starting with a coarse grit and gradually moving to finer grits allows for effective smoothing without damaging the surface.
Power Sanding: Electric sanders, such as belt sanders or orbital sanders, are used for larger parts or when more material needs to be removed quickly. These machines use rotating sanding pads or belts to evenly smooth the metal surface.
Grinding: Grinding is a more aggressive method of smoothing metal, using abrasive wheels or belts to remove material and eliminate surface imperfections. It is commonly used for parts that require significant material removal, such as welded joints or cast metal components. Grinding is also used to create flat, even surfaces on large metal sheets or structural components.
Surface Grinding: Surface grinding is used to achieve a smooth, flat surface on metal parts. A rotating abrasive wheel grinds down the surface, removing material to create a uniform finish. This technique is widely used in the fabrication of flat metal parts or plates.
Edge Grinding: Grinding is also used to smooth the edges of metal parts after cutting or welding. By removing burrs and rough spots, grinding ensures that the edges are smooth and safe to handle.
Buffing and Polishing: Buffing and polishing are finishing processes used to achieve a high-gloss, smooth surface on metal. Buffing involves the use of soft cloth wheels combined with polishing compounds to remove fine scratches and imperfections. Polishing is the final step, using finer abrasives to achieve a mirror-like finish.
Buffing Compounds: Buffing compounds, such as rouge or tripoli, are applied to the buffing wheel to enhance the polishing effect. These compounds come in varying levels of abrasiveness, allowing for different degrees of polishing.
Polishing for Aesthetic Finish: Polishing is commonly used for decorative metalwork, jewelry, and consumer products where a smooth, reflective surface is desired. It is the final step in smoothing, giving the metal a professional, finished appearance.
Deburring: Deburring is the process of removing small, sharp protrusions or burrs from the surface of metal parts. These burrs are often created during cutting, drilling, or machining operations and must be removed to ensure a smooth, safe surface. Deburring can be done manually with files or abrasive pads, or with specialized deburring machines that automate the process.
Mechanical Deburring: Mechanical deburring machines use rotating brushes or abrasive media to remove burrs and smooth the edges of metal parts. This process is highly efficient for mass production of small to medium-sized metal components.
Thermal Deburring: In some cases, thermal deburring is used to remove burrs from complex or internal surfaces. This process involves using a controlled explosion to vaporize the burrs, leaving behind a smooth surface.
Electropolishing: Electropolishing is an electrochemical process that smooths and polishes metal surfaces by removing a thin layer of material. This technique is often used for stainless steel and other corrosion-resistant metals to create a smooth, shiny surface that is free from burrs and micro-defects. Electropolishing is commonly used in industries where hygiene and precision are critical, such as medical device manufacturing and food processing.
Applications in Stainless Steel Finishing: Electropolishing is frequently used for stainless steel kitchen appliances, surgical instruments, and pharmaceutical equipment to achieve a smooth, non-porous surface that is easy to clean and resistant to corrosion.
Applications of Metal Smoothing
Automotive Industry: Smoothing metal is essential in the automotive industry, where metal parts must meet precise tolerances and have smooth surfaces to function correctly. Smoothing is used on components such as engine blocks, transmission parts, and body panels to ensure they fit together seamlessly and perform reliably.
Aerospace Industry: In aerospace manufacturing, smooth surfaces are critical for reducing drag and ensuring the structural integrity of aircraft components. Smoothing processes are used on parts such as turbine blades, fuselage panels, and landing gear to ensure that they meet the high standards of performance and safety required in aviation.
Jewelry and Decorative Metalwork: Smoothing metal is a crucial step in the production of jewelry and decorative metal items. Fine filing, sanding, and polishing techniques are used to create smooth, shiny surfaces that enhance the aesthetic appeal of the finished product.
Manufacturing and Fabrication: Smoothing metal is a standard process in manufacturing and fabrication, used to prepare metal parts for assembly, painting, or coating. Smoothing ensures that parts fit together correctly, look professional, and meet quality standards.
Benefits of Smoothing Metal
Improved Aesthetics: Smoothing processes enhance the appearance of metal parts by removing imperfections, scratches, and burrs. A smooth, polished surface looks more professional and appealing, especially for consumer products, decorative items, or automotive body parts.
Increased Durability: Smoothing metal removes sharp edges, rough spots, and surface defects that can weaken the material and lead to wear or corrosion. Smooth surfaces are less prone to damage, increasing the durability and longevity of metal parts.
Enhanced Functionality: Smoothing metal ensures that parts fit together properly during assembly, improving the functionality and performance of the final product. Smooth surfaces also reduce friction and wear in moving parts, leading to better efficiency and longer operational life.
Safety: Removing burrs and sharp edges from metal parts ensures that they are safe to handle and use, reducing the risk of injury during assembly or operation. This is particularly important for consumer products, medical devices, and industrial equipment.
Smoothing metal is an essential part of the metalworking process, ensuring that metal parts are functional, durable, and visually appealing. Whether for industrial applications, consumer products, or decorative items, smoothing techniques like filing, sanding, grinding, and polishing play a crucial role in achieving high-quality metal finishes.
Wheel Manufacturing Equipment
Wheel Manufacturing Machines
Wheel manufacturing equipment encompasses the machinery and tools used to produce wheels for various applications, including automotive, aerospace, industrial, and commercial uses. The manufacturing process for wheels involves several key stages, from material preparation and forming to finishing and quality control. Modern wheel production relies heavily on automated equipment to ensure precision, consistency, and efficiency in the manufacturing process.
Wheels are typically made from materials such as steel, aluminum, magnesium alloys, and composites, each requiring specialized equipment to produce durable, lightweight, and high-performance wheels. The type of equipment used depends on the material, the size of the wheels, and the intended application, but the goal is always to produce wheels that meet stringent safety, performance, and durability standards.
Key Types of Wheel Manufacturing Equipment
Casting Machines for Alloy Wheels: For alloy wheels, especially aluminum or magnesium wheels, casting is a common method of production. Casting machines are used to form the basic shape of the wheel by pouring molten metal into a mold. There are different casting methods, including gravity casting, low-pressure casting, and high-pressure casting, each offering specific advantages depending on the design and performance requirements.
Gravity Casting: In gravity casting, molten metal is poured into a mold and allowed to cool and solidify. This process is relatively simple and cost-effective, making it suitable for producing standard alloy wheels. However, gravity-cast wheels tend to be heavier and less strong than wheels produced using more advanced methods.
Low-Pressure Casting: Low-pressure casting involves forcing molten metal into the mold under low pressure. This method results in a more uniform and denser material, improving the strength and durability of the wheel. Low-pressure casting is commonly used for producing high-quality alloy wheels that offer better performance and weight reduction.
High-Pressure Casting (Die Casting): High-pressure casting uses significant pressure to inject molten metal into the mold, creating a denser, stronger wheel. This method is often used for manufacturing wheels that require high strength-to-weight ratios, such as those used in performance vehicles or aerospace applications.
Forging Machines for High-Performance Wheels: Forging is a manufacturing process that uses heat and pressure to form metal into the desired shape. Forged wheels are made by heating a billet of metal, typically aluminum or magnesium, and pressing it into a wheel mold using high-pressure forging machines. The forging process aligns the metal’s grain structure, resulting in a wheel that is significantly stronger, lighter, and more durable than cast wheels.
Hydraulic Press Forging Machines: Hydraulic presses are used to apply immense pressure to the heated metal billet, forcing it into the shape of the wheel. This process produces forged wheels that are lightweight yet extremely strong, making them ideal for high-performance vehicles and racing applications.
Rotary Forging Machines: Rotary forging is a specialized forging technique where the metal is rotated as it is forged into shape. This process allows for more precise control over the wheel’s thickness and weight distribution, resulting in wheels with optimized strength and performance characteristics.
CNC Machining for Wheel Finishing: After casting or forging, wheels often undergo CNC (Computer Numerical Control) machining to refine their shape and add design elements. CNC machines use computer-controlled cutting tools to precisely mill, drill, or engrave details into the wheel. This process is essential for creating intricate designs, reducing weight, and ensuring that the wheel meets exact specifications.
CNC Lathe Machines: CNC lathe machines are used to turn the wheel and remove excess material, ensuring that the wheel has a smooth, uniform surface. This step is crucial for achieving a high-quality finish and ensuring that the wheel is perfectly balanced.
CNC Milling Machines: CNC milling machines are used to add features such as spokes, holes for lug nuts, and other design elements. The precision of CNC milling allows manufacturers to create complex wheel designs while maintaining structural integrity and weight reduction.
Heat Treatment and Strengthening: Heat treatment is a critical step in the wheel manufacturing process, especially for aluminum and steel wheels. Heat treatment improves the material’s strength, hardness, and resistance to fatigue, making the wheel more durable and capable of withstanding the stresses of driving. The process involves heating the wheel to a specific temperature and then rapidly cooling it to alter the metal’s microstructure.
T6 Heat Treatment for Aluminum Wheels: Aluminum wheels often undergo a T6 heat treatment, which involves heating the wheel to a high temperature and then quenching it in water or air. This process increases the wheel’s tensile strength and makes it more resistant to cracking or deformation under load.
Painting and Coating Equipment: Once the wheel has been machined and heat-treated, it is coated with protective finishes to enhance its appearance and protect it from corrosion, UV damage, and wear. Wheel painting and coating equipment is used to apply finishes such as powder coating, clear coats, or anodized finishes. These coatings not only improve the aesthetics of the wheel but also provide a protective barrier against the elements.
Powder Coating Machines: Powder coating involves applying a dry powder to the wheel’s surface and then baking it in an oven to cure the coating. This process results in a durable, uniform finish that is resistant to chipping, scratching, and corrosion.
Anodizing Equipment: Anodizing is used to create a corrosion-resistant oxide layer on aluminum wheels. The anodizing process involves immersing the wheel in an acid bath and applying an electrical current to create a protective layer that enhances the wheel’s durability and aesthetic appeal.
Balancing and Testing Equipment: After the wheels are manufactured, they must be tested and balanced to ensure they meet safety and performance standards. Wheel balancing equipment is used to detect any imbalances in the wheel that could cause vibration or uneven wear during use. Additionally, testing machines are used to simulate real-world driving conditions and measure the wheel’s strength, durability, and resistance to impact.
Wheel Balancing Machines: These machines spin the wheel at high speeds to detect any imbalances in weight distribution. Weights are then added to the wheel to ensure it rotates evenly, preventing vibrations that could affect vehicle performance.
Impact Testing Machines: Impact testing machines simulate collisions or heavy impacts to ensure that the wheels can withstand extreme conditions without cracking or deforming. This testing is especially important for performance wheels used in racing or off-road applications.
Applications of Wheel Manufacturing Equipment
Automotive Industry: The automotive industry is one of the largest users of wheel manufacturing equipment, with millions of wheels produced annually for cars, trucks, and motorcycles. The equipment is used to produce a wide range of wheels, from budget-friendly steel wheels to high-performance forged alloy wheels for sports cars.
Alloy Wheels for Performance Vehicles: High-performance vehicles, such as sports cars and luxury sedans, often use alloy wheels that are lighter and stronger than standard steel wheels. Wheel manufacturing equipment is used to produce these lightweight wheels, improving the vehicle’s handling, acceleration, and fuel efficiency.
Aerospace Industry: In the aerospace industry, lightweight and high-strength wheels are critical for aircraft performance. Wheel manufacturing equipment is used to produce wheels for landing gear, which must withstand the enormous forces generated during takeoff and landing. Forging and CNC machining are commonly used to create the high-performance wheels required in this industry.
Landing Gear Wheels: Aircraft wheels are subjected to extreme stress during takeoff and landing, and they must be able to withstand high temperatures and heavy loads. Wheel manufacturing equipment used in the aerospace industry is designed to produce wheels with exceptional strength and durability.
Industrial and Heavy Machinery: Wheel manufacturing equipment is also used to produce wheels for industrial applications, such as heavy machinery, forklifts, and construction vehicles. These wheels must be highly durable to withstand the harsh conditions of industrial environments.
Heavy-Duty Steel Wheels: Industrial machinery often uses steel wheels due to their strength and resistance to wear. Wheel manufacturing equipment is used to form, machine, and heat-treat these wheels to ensure they can handle the heavy loads and rough conditions encountered in industrial settings.
Motorcycles and Bicycles: Wheels for motorcycles and bicycles are typically made from lightweight materials such as aluminum or carbon fiber. Wheel manufacturing equipment is used to produce wheels that offer a balance of strength, durability, and performance, while minimizing weight.
Carbon Fiber Bicycle Wheels: In the bicycle industry, carbon fiber wheels are prized for their light weight and aerodynamic properties. Specialized manufacturing equipment is used to produce these high-performance wheels, which are commonly used in racing and competitive cycling.
Advantages of Modern Wheel Manufacturing Equipment
Precision and Consistency: Modern wheel manufacturing equipment, especially CNC machining and forging machines, provides high levels of precision and consistency, ensuring that each wheel meets exact specifications. This is critical for performance, safety, and aesthetic appeal.
Material Efficiency: Advanced casting, forging, and machining techniques allow manufacturers to optimize material usage, reducing waste while maintaining the strength and durability of the wheels. This improves cost efficiency and sustainability in wheel production.
Customization and Flexibility: Wheel manufacturing equipment allows for the production of a wide variety of wheel designs, from standard steel wheels to custom alloy wheels with intricate patterns. This flexibility enables manufacturers to meet the diverse needs of the automotive, aerospace, and industrial markets.
Improved Performance and Durability: The combination of forging, CNC machining, and heat treatment ensures that modern wheels are lighter, stronger, and more durable than ever before. This results in improved vehicle performance, fuel efficiency, and safety.
Cost-Effectiveness: Automated wheel manufacturing equipment allows for high-volume production while maintaining consistent quality, reducing labor costs and production time. This makes it possible to produce high-quality wheels at competitive prices.
Wheel manufacturing equipment plays a crucial role in producing the high-performance, durable wheels used in various industries. Whether for cars, aircraft, or heavy machinery, the precision and efficiency of modern equipment ensure that wheels meet the highest standards of safety, performance, and aesthetics.
Wheel Manufacturing Machines
Wheel Manufacturing Machines
Wheel manufacturing machines refer to the specialized equipment used throughout the entire production process of wheels, from forming the raw materials to finishing and testing the final product. These machines are crucial in creating wheels that meet precise specifications for size, weight, strength, and performance. The manufacturing process varies depending on the type of wheel—whether for automotive, aerospace, or industrial use—and the material, such as steel, aluminum, or composite.
Wheel manufacturing involves multiple stages, including casting or forging, CNC machining, heat treatment, surface finishing, and quality control testing. Each stage requires specific machines designed to handle the intricacies of shaping, strengthening, and finishing the wheels to meet industry standards.
Key Types of Wheel Manufacturing Machines
Casting Machines: Casting is one of the primary methods used to produce alloy wheels, especially those made from aluminum or magnesium. Casting machines pour molten metal into molds to form the wheel’s basic shape. Depending on the specific casting method, the machines may use gravity, low pressure, or high pressure to fill the mold and create the wheel.
Low-Pressure Casting Machines: These machines use a low-pressure system to inject molten metal into the wheel mold. Low-pressure casting creates denser, more uniform wheels with fewer air pockets or defects, resulting in higher-quality wheels.
High-Pressure Die Casting Machines: In high-pressure casting, the molten metal is forced into the mold under significant pressure, creating a very strong and precise wheel. This method is ideal for high-performance alloy wheels that require strength and lightweight properties.
Forging Machines: Forging machines are used to create wheels from solid billets of metal. The forging process involves heating the metal and then pressing it into shape using high-pressure hydraulic presses. Forged wheels are known for their superior strength and lightweight properties, making them ideal for high-performance vehicles and racing applications.
Hydraulic Forging Presses: Hydraulic presses apply thousands of tons of pressure to the heated metal, shaping it into the wheel. The high-pressure forging process aligns the metal’s grain structure, making the wheel stronger and more durable than cast alternatives.
CNC Machines: CNC (Computer Numerical Control) machines are essential in wheel manufacturing, particularly for refining the shape, drilling holes for lug nuts, and adding design elements. CNC machines use computer-controlled cutting tools to precisely machine the wheel, ensuring accuracy and consistency across large production runs.
CNC Lathes: CNC lathe machines are used to turn the wheel and remove excess material from the outer edges, ensuring that the wheel is perfectly round and smooth. This process is critical for achieving a balanced wheel that performs well at high speeds.
CNC Milling Machines: These machines are used to add intricate details, such as spoke designs, logos, and other aesthetic features. CNC milling also ensures that the wheel’s weight is optimized, improving its overall performance and handling characteristics.
Heat Treatment Furnaces: Heat treatment is a crucial step in the manufacturing process for alloy wheels. Heat treatment machines, such as furnaces or ovens, are used to heat the wheel to a specific temperature and then cool it rapidly. This process improves the wheel’s strength, hardness, and resistance to fatigue, making it more durable and capable of withstanding the stresses of driving.
T6 Heat Treatment Furnaces: Aluminum wheels often undergo T6 heat treatment, which involves heating the wheel to a high temperature and then rapidly cooling it. This process increases the wheel’s tensile strength and improves its resistance to cracking and deformation.
Finishing Machines: Finishing machines are used to apply protective coatings and finishes to the wheel, enhancing its appearance and protecting it from corrosion, wear, and environmental damage. These machines can apply various types of finishes, including powder coatings, clear coats, and anodized finishes.
Powder Coating Machines: Powder coating machines apply a dry powder finish to the wheel, which is then baked in an oven to create a durable, protective coating. Powder coating is highly resistant to chipping, scratching, and corrosion, making it a popular choice for both aesthetic and functional finishes.
Anodizing Equipment: Anodizing is a process used to enhance the corrosion resistance and durability of aluminum wheels. Anodizing machines apply an oxide layer to the surface of the wheel, improving its resistance to environmental factors like moisture and UV exposure.
Balancing and Testing Machines: After the wheel has been cast, forged, machined, and finished, it must undergo rigorous testing to ensure it meets safety and performance standards. Wheel balancing and testing machines are used to evaluate the wheel’s structural integrity, balance, and durability.
Wheel Balancing Machines: These machines spin the wheel to detect any weight imbalances that could cause vibration or uneven wear during use. Balancing ensures that the wheel rotates smoothly and evenly, which is essential for vehicle performance and safety.
Impact Testing Machines: Impact testing machines simulate real-world driving conditions, such as potholes or collisions, to ensure that the wheel can withstand extreme forces without cracking or deforming. This testing is critical for high-performance wheels used in racing, off-road driving, or other demanding applications.
Applications of Wheel Manufacturing Machines
Automotive Wheel Production: The automotive industry relies heavily on wheel manufacturing machines to produce wheels for cars, trucks, and motorcycles. Machines like casting machines, forging presses, and CNC lathes are used to create wheels that meet the specific performance and aesthetic requirements of different vehicles.
Alloy Wheels for Sports Cars: High-performance sports cars often require lightweight, strong wheels that can withstand the stresses of high-speed driving. Forged wheels, produced using advanced wheel manufacturing machines, offer the strength-to-weight ratio needed for these vehicles.
Aerospace Wheels: Wheel manufacturing machines are also used in the aerospace industry to produce wheels for aircraft landing gear. These wheels must be strong enough to handle the extreme forces encountered during takeoff and landing, while also being lightweight to improve fuel efficiency.
Forged Aluminum Aircraft Wheels: Forged aluminum wheels are commonly used in aircraft landing gear due to their combination of strength, durability, and light weight. Wheel manufacturing machines are used to produce these wheels with the precision required for aerospace applications.
Industrial and Heavy Machinery Wheels: Wheels for industrial and heavy machinery, such as forklifts, cranes, and construction equipment, are produced using wheel manufacturing machines. These wheels must be highly durable to withstand the tough conditions of industrial environments, including heavy loads, rough terrain, and constant use.
Steel Wheels for Heavy Machinery: Steel wheels, known for their strength and durability, are produced using specialized forging and machining equipment to ensure they can handle the intense stresses of industrial applications.
Advantages of Wheel Manufacturing Machines
High Precision and Consistency: Wheel manufacturing machines, especially CNC machining and forging equipment, provide high levels of precision and consistency. This ensures that every wheel produced meets exact specifications, which is critical for performance, safety, and longevity.
Efficiency and Speed: Modern wheel manufacturing machines are highly automated, allowing for the efficient production of large quantities of wheels. This reduces production time and costs, while maintaining consistent quality across all wheels.
Customization Capabilities: CNC machines and other advanced equipment allow manufacturers to customize wheel designs, creating intricate spoke patterns, logos, or unique finishes. This flexibility enables the production of both standard and custom wheels for different markets and applications.
Enhanced Durability and Performance: Forging, heat treatment, and finishing processes enhance the durability and performance of wheels, ensuring they can withstand the stresses of driving, environmental conditions, and impact. This results in longer-lasting, higher-performing wheels.
Cost-Effectiveness: Automated wheel manufacturing machines reduce the need for manual labor and improve material efficiency, resulting in lower production costs. This allows manufacturers to produce high-quality wheels at competitive prices.
Wheel manufacturing machines are integral to the production of high-quality, durable wheels for various industries. Whether for automotive, aerospace, or industrial applications, these machines ensure that wheels meet the highest standards of performance, safety, and durability.
Sheet Metal Hydroforming Machine
Hydroforming Process
A sheet metal hydroforming machine is a specialized piece of equipment used in the process of hydroforming, a metal forming technique that uses high-pressure hydraulic fluid to shape sheet metal into complex and intricate geometries. Hydroforming is widely used in industries like automotive, aerospace, and consumer products because it allows for the creation of lightweight, strong, and structurally sound components with minimal material waste. Sheet metal hydroforming is particularly effective for producing parts with deep, complex shapes, which would be difficult or impossible to achieve using traditional stamping or mechanical forming techniques.
Hydroforming machines apply pressure to a metal blank, which is placed over a die and forced into the desired shape by hydraulic fluid. This process allows manufacturers to create seamless, lightweight parts that are both strong and aesthetically pleasing. Sheet metal hydroforming machines are known for their ability to produce parts with high precision, consistent wall thickness, and excellent surface finish.
Key Components of a Sheet Metal Hydroforming Machine
Hydraulic Press: The hydraulic press is the core of the hydroforming machine, responsible for applying the necessary pressure to form the sheet metal into the desired shape. The press uses hydraulic fluid to generate immense force, which is evenly distributed across the surface of the metal blank. This ensures that the metal flows uniformly into the die, creating a part with consistent thickness and dimensions.
High Pressure for Precision Forming: Hydroforming machines typically operate at pressures ranging from 10,000 to 60,000 psi (pounds per square inch), depending on the material and the complexity of the part being formed. The high pressure allows the metal to conform precisely to the shape of the die, resulting in a finished part with tight tolerances and high structural integrity.
Forming Die: The forming die is a critical component in the hydroforming process. It provides the negative shape that the metal blank will be formed into. The die is usually made from high-strength steel or other durable materials that can withstand the high pressures involved in hydroforming. The die design is highly specialized, as it must account for factors such as material flow, thickness distribution, and the desired final shape of the part.
Die Design for Complex Shapes: One of the major advantages of hydroforming is its ability to create complex, multi-dimensional shapes in a single forming operation. The die is designed to form intricate curves, deep recesses, and sharp details, which would be difficult to achieve using traditional metal forming techniques.
Bladder System: In some hydroforming machines, a rubber or elastomer bladder is used to distribute the hydraulic pressure evenly across the surface of the metal blank. The bladder conforms to the shape of the die and the metal, ensuring that the pressure is applied uniformly. This helps prevent wrinkling, tearing, or uneven material distribution during the forming process.
Uniform Pressure Distribution: The bladder system plays a crucial role in maintaining consistent pressure across the entire surface of the metal blank, ensuring that the part is formed uniformly and without defects. This is particularly important when forming thin or lightweight materials that are prone to wrinkling or distortion.
Control System: Modern hydroforming machines are equipped with advanced control systems that allow operators to precisely control the pressure, timing, and other parameters of the forming process. These systems ensure that the hydroforming process is highly repeatable, allowing for consistent production of parts with minimal variation.
CNC and Automated Control: Many hydroforming machines are equipped with CNC (Computer Numerical Control) systems, which automate the forming process and allow for precise control over the pressure, timing, and position of the hydraulic press. This ensures that each part is formed exactly according to specifications, improving efficiency and reducing waste.
Applications of Sheet Metal Hydroforming Machines
Automotive Industry: The automotive industry is one of the largest users of sheet metal hydroforming technology. Hydroforming is used to produce a wide range of automotive components, including exhaust systems, chassis components, and body panels. The process allows manufacturers to create lightweight parts with high structural integrity, which improves vehicle performance, fuel efficiency, and safety.
Hydroformed Body Panels: Hydroforming is used to create large, complex body panels for cars, such as fenders, hoods, and doors. These panels are often formed in a single operation, reducing the number of welds and seams, which improves the overall strength and appearance of the vehicle.
Exhaust Systems: In automotive exhaust systems, hydroforming is used to produce complex tubing with smooth bends and uniform wall thickness. This improves the flow of exhaust gases and reduces back pressure, leading to better engine performance and lower emissions.
Aerospace Industry: Hydroforming is widely used in the aerospace industry to produce lightweight, high-strength components for aircraft and spacecraft. The ability to create complex shapes with consistent wall thickness and minimal material waste is crucial in aerospace manufacturing, where weight reduction and structural integrity are critical.
Hydroformed Structural Components: Aerospace manufacturers use hydroforming to produce structural components such as bulkheads, fuselage panels, and wing spars. These parts must be lightweight yet capable of withstanding extreme forces and environmental conditions, making hydroforming an ideal manufacturing process.
Consumer Products: Hydroforming is also used to produce high-end consumer products, such as kitchen appliances, lighting fixtures, and furniture. The process allows manufacturers to create aesthetically pleasing, seamless metal parts with intricate shapes and smooth surfaces, enhancing the appearance and durability of the final product.
Seamless Metal Furniture: In the production of modern metal furniture, hydroforming is used to create sleek, curved designs with seamless joints. This not only improves the aesthetics of the furniture but also enhances its structural strength and durability.
Medical Devices: In the medical industry, hydroforming is used to produce components for medical devices and surgical instruments. The process allows for the creation of lightweight, precise parts that meet the strict quality and safety standards required in medical applications.
Hydroformed Surgical Instruments: Hydroforming is used to create stainless steel and titanium surgical instruments with smooth surfaces and intricate shapes. The seamless construction of hydroformed instruments reduces the risk of contamination and makes them easier to clean and sterilize.
Advantages of Sheet Metal Hydroforming Machines
Complex Shapes with High Precision: One of the biggest advantages of hydroforming is its ability to create complex, three-dimensional shapes in a single forming operation. This reduces the need for additional manufacturing steps, such as welding or assembly, and allows for the production of parts with tight tolerances and high structural integrity.
Lightweight and Strong Parts: Hydroforming allows manufacturers to create parts with consistent wall thickness, even in areas with complex curves or deep recesses. This results in parts that are both lightweight and strong, making them ideal for applications where weight reduction and durability are critical, such as in the automotive and aerospace industries.
Reduced Material Waste: Unlike traditional stamping or mechanical forming processes, hydroforming uses high-pressure hydraulic fluid to shape the metal, which minimizes material waste. The metal is stretched uniformly into the desired shape, reducing the amount of scrap generated during the manufacturing process.
Improved Surface Finish: Hydroformed parts often have a smooth surface finish with minimal defects, such as wrinkles or tool marks. This reduces the need for additional finishing processes, such as polishing or sanding, and improves the overall appearance of the final product.
Cost-Effective for Low- to Medium-Volume Production: Hydroforming is particularly cost-effective for low- to medium-volume production runs, as it requires fewer dies and tooling changes compared to traditional metal forming processes. This makes it an attractive option for manufacturers who need to produce small batches of custom or highly specialized parts.
Challenges of Hydroforming
High Initial Setup Costs: The equipment and tooling required for hydroforming can be expensive, making it less cost-effective for very low-volume production runs. However, for medium- to high-volume production, the long-term savings in material costs and reduced manufacturing steps often outweigh the initial setup costs.
Material Limitations: While hydroforming is effective for a wide range of metals, such as aluminum, steel, and titanium, it may not be suitable for certain materials that are too brittle or have limited formability. Careful consideration of the material’s properties is required to ensure successful hydroforming.
Sheet metal hydroforming machines play a crucial role in modern manufacturing, offering the ability to produce complex, lightweight, and high-strength parts with minimal material waste. Whether used in the automotive, aerospace, or consumer goods industries, hydroforming provides manufacturers with a versatile and efficient method for creating high-quality metal components.
Flowforming Sheet Metal
Advantages and Limitations of CNC Metal Spinning
Flowforming sheet metal is a highly specialized manufacturing process used to produce cylindrical or conical parts with precise dimensions, thin walls, and complex geometries. Flowforming is a cold-forming process in which a pre-formed metal blank, typically in the shape of a tube or cup, is stretched and compressed against a rotating mandrel using a series of rollers. The process results in a part that is both lightweight and strong, with excellent dimensional accuracy and surface finish.
Flowforming is widely used in industries such as aerospace, automotive, military, and industrial manufacturing, where high-performance parts with thin walls and complex shapes are required. The process allows for significant material savings and improved mechanical properties compared to traditional manufacturing techniques, making it an ideal choice for producing high-precision components.
The Flowforming Process
Material Selection: The first step in flowforming is selecting the appropriate material for the part. Flowforming is typically used with metals that have good ductility and formability, such as aluminum, titanium, steel, and nickel-based alloys. The material must be able to withstand the forces applied during the forming process without cracking or losing its structural integrity.
Common Materials for Flowforming: Aluminum and titanium are commonly used in aerospace and automotive applications due to their high strength-to-weight ratios. Steel and nickel-based alloys are used for parts that require excellent wear resistance, such as military or industrial components.
Preforming the Blank: Before the flowforming process begins, the metal blank is pre-formed into a basic cylindrical or conical shape, known as a preform. The preform is typically created using processes such as deep drawing, spinning, or forging. This preform will then be stretched and shaped into the final part during the flowforming process.
Preform Shape and Size: The size and shape of the preform are critical to the success of the flowforming process. The preform must be designed to accommodate the stretching and thinning that will occur during forming, ensuring that the final part has the correct dimensions and wall thickness.
Mounting the Preform on the Mandrel: Once the preform is created, it is mounted onto a rotating mandrel, which acts as the forming tool. The mandrel is designed to match the inner shape of the final part, providing support and guiding the material as it is stretched and compressed by the flowforming rollers.
Mandrel Design for Precision: The mandrel is a critical component of the flowforming process, as it determines the final shape and dimensions of the part. The mandrel must be precisely machined to match the required tolerances, ensuring that the finished part meets the specified dimensions.
Roller Forming: During the flowforming process, a series of rollers apply pressure to the preform, gradually stretching and thinning the material as it rotates on the mandrel. The rollers move along the length of the preform, compressing the metal against the mandrel and reducing the wall thickness while increasing the length of the part.
Controlled Material Flow: Flowforming requires precise control over the material flow, ensuring that the metal is stretched uniformly along the length of the part. This control allows manufacturers to achieve extremely thin walls with high precision, even in parts with complex geometries.
Final Part Removal and Heat Treatment: After the flowforming process is complete, the finished part is removed from the mandrel. Depending on the material and the application, the part may undergo additional heat treatment to improve its mechanical properties, such as hardness, strength, and fatigue resistance.
Heat Treatment for Strength: Many flowformed parts, especially those made from steel or titanium, undergo heat treatment to increase their strength and durability. This ensures that the part can withstand the stresses and conditions it will encounter in its final application.
Applications of Flowforming Sheet Metal
Aerospace Industry: Flowforming is widely used in the aerospace industry to produce lightweight, high-strength components for aircraft and spacecraft. The process is particularly well-suited for creating thin-walled, cylindrical parts such as rocket motor casings, fuselage sections, and exhaust cones.
Rocket Motor Casings: Flowforming is used to produce rocket motor casings due to its ability to create thin, lightweight parts with excellent dimensional accuracy. The process ensures that the casings can withstand the extreme pressures and temperatures encountered during flight.
Automotive Industry: In the automotive industry, flowforming is used to create lightweight, high-performance components such as wheel rims, drive shafts, and suspension components. The process allows manufacturers to reduce the weight of these parts without compromising their strength or durability.
Lightweight Wheel Rims: Flowforming is used to create lightweight alloy wheels for high-performance vehicles. The process ensures that the wheels have the strength needed to handle the stresses of driving, while minimizing weight to improve fuel efficiency and handling.
Military Applications: Flowforming is used to produce a wide range of military components, including artillery shells, missile casings, and armor-piercing projectiles. The process allows for the creation of thin-walled, high-strength parts that can withstand the extreme forces encountered in military applications.
Artillery Shell Casings: Flowforming is used to produce artillery shell casings with thin walls and high strength. The process ensures that the shells can withstand the high pressures generated during firing while remaining lightweight for improved accuracy and range.
Industrial and Energy Sectors: Flowforming is also used in the production of components for industrial machinery, energy production, and oil and gas exploration. The process allows for the creation of durable, high-strength parts that can withstand harsh operating conditions.
Turbine Housings: In the energy sector, flowforming is used to produce turbine housings and other components for power generation. These parts must be able to withstand high temperatures and pressures, making flowforming an ideal manufacturing process.
Advantages of Flowforming Sheet Metal
High Strength-to-Weight Ratio: Flowforming allows manufacturers to produce parts with extremely thin walls while maintaining high strength and structural integrity. This results in lightweight components that are ideal for applications where weight reduction is critical, such as in aerospace and automotive manufacturing.
Material Efficiency: Flowforming uses a cold-forming process that minimizes material waste. The material is stretched and thinned, allowing manufacturers to produce parts with consistent wall thickness and minimal scrap. This improves cost efficiency and reduces the environmental impact of production.
Dimensional Accuracy: Flowforming provides excellent control over the final dimensions of the part, ensuring that each component meets precise tolerances. This is particularly important in industries such as aerospace and military manufacturing, where even small deviations in part dimensions can lead to performance issues.
Improved Mechanical Properties: The cold-forming process used in flowforming improves the mechanical properties of the metal, such as its hardness, tensile strength, and fatigue resistance. This makes flowformed parts more durable and capable of withstanding extreme conditions, such as high temperatures and pressures.
Versatility: Flowforming can be used with a wide range of metals, including aluminum, steel, titanium, and nickel-based alloys. This makes the process highly versatile, allowing manufacturers to produce components for a variety of industries and applications.
Challenges of Flowforming
Complex Tooling Requirements: Flowforming requires highly specialized tooling, including precision mandrels and rollers. The cost of designing and manufacturing these tools can be high, especially for custom parts with complex geometries.
Material Limitations: While flowforming is suitable for many ductile metals, it may not be effective for materials that are brittle or have limited formability. Manufacturers must carefully select materials that can withstand the stretching and compressing forces applied during the flowforming process.
Flowforming sheet metal is a highly efficient and versatile process used to produce lightweight, high-precision components with complex geometries. Whether in aerospace, automotive, or military applications, flowforming provides manufacturers with a cost-effective solution for creating parts that meet the highest standards of performance and durability.
Can End Curler Tooling
Can End Curling Machines
Can end curler tooling refers to the specialized tools and equipment used to create the curled edges of metal can ends, such as those found on beverage cans, food cans, and other types of containers. The curling process is crucial in the can manufacturing industry because it ensures a secure and smooth connection between the can body and the can lid. The curl provides both structural integrity and a safe, rounded edge, preventing sharp metal edges that could cause injury.
Can end curler tooling is typically part of a larger can-making process, where the can lid is formed, curled, and prepared for seaming (joining the can lid to the body). This equipment is designed to handle high-speed production, enabling manufacturers to produce millions of can ends efficiently while maintaining consistent quality and safety standards.
Key Components of Can End Curler Tooling
Curling Rollers: Curling rollers are a crucial component of can end curler tooling. These rollers are designed to apply pressure and form the edges of the can end into a smooth, rounded curl. As the can end passes through the machine, the rollers gradually bend the metal, forming a uniform curl around the entire circumference of the lid.
Precision in Curl Formation: Curling rollers must apply consistent pressure to ensure that the curl is formed evenly around the can end. Any variations in pressure can result in a weak or uneven curl, which may lead to sealing issues during the canning process.
Die and Punch System: The die and punch system is responsible for holding the can end in place and guiding it through the curling process. The die provides a form or template that the can end is shaped around, while the punch presses the can end into the die. This ensures that the curl is formed to precise specifications, with the correct dimensions and profile.
Die Design for Different Can Sizes: Can end curler tooling must be adaptable to accommodate different can sizes, from small beverage cans to larger food cans. The die and punch system is typically designed to be adjustable or interchangeable, allowing manufacturers to switch between different can sizes quickly and efficiently.
Lubrication System: To ensure smooth operation and prevent damage to the can end or the tooling, a lubrication system is often integrated into can end curler machines. This system applies a thin layer of lubricant to the can end as it passes through the rollers and die, reducing friction and wear on both the can and the tooling.
Lubricant for Consistent Curling: The type and amount of lubricant used in the curling process are carefully controlled to ensure that the can end is formed smoothly without defects. Too much or too little lubrication can lead to problems such as tearing, wrinkling, or uneven curling.
Control System: Modern can end curler tooling is often equipped with an advanced control system that monitors the speed, pressure, and alignment of the tooling. This ensures that each can end is curled to the correct specifications, even at high production speeds.
Automated Adjustment for High-Speed Production: Automated control systems allow for real-time adjustments during the production process, ensuring that the curling operation remains consistent and efficient. This is particularly important in large-scale canning operations, where thousands of can ends may be produced per minute.
The Curling Process in Can Manufacturing
Initial Cutting and Stamping: The can end starts as a flat metal blank, typically made from aluminum or tinplate. The first step in the process is cutting the metal into circular blanks and stamping them into the basic shape of the can end. This includes forming features like the panel (the flat center area of the lid) and the chuck wall (the area that will eventually be curled).
Curling the Edges: After the can end has been stamped, it is passed through the curler tooling, where the edges are gradually formed into a smooth, rounded curl. The curl provides a strong, secure edge that will later be used to join the lid to the can body during the seaming process.
Multi-Stage Curling Process: In some cases, the curling process may be completed in multiple stages. The can end may pass through several sets of rollers, with each set applying a different amount of pressure to gradually form the curl. This ensures that the metal is not overstressed or damaged during the curling process.
Inspection and Quality Control: Once the curling process is complete, the can ends are inspected to ensure that they meet the required specifications. This includes checking the dimensions of the curl, the smoothness of the edge, and the overall integrity of the can end. Any defects, such as uneven curls or sharp edges, are flagged for rejection.
Automated Inspection Systems: Many can manufacturing operations use automated inspection systems to check the quality of each can end as it comes off the production line. These systems use cameras and sensors to measure the curl and detect any defects, ensuring that only high-quality can ends proceed to the next stage of production.
Applications of Can End Curler Tooling
Beverage Industry: The beverage industry is the largest user of can end curler tooling, with billions of cans produced each year for products like soda, beer, energy drinks, and sparkling water. The curling process is critical for ensuring that beverage cans are sealed securely and can withstand the pressures of carbonation.
Curling for Beverage Cans: In beverage cans, the curled edge provides a secure connection between the can lid and body, which is critical for maintaining the internal pressure of carbonated drinks. The curl also creates a smooth edge for consumer safety when the can is opened.
Food Packaging: Can end curler tooling is also widely used in the food packaging industry, where it is used to produce can ends for products like soups, vegetables, fruits, and pet food. The curling process ensures that the can ends are strong enough to withstand the sealing process and maintain a tight, hermetic seal.
Sealing Food Cans: The curled edge of the can end is crucial for the seaming process, where the lid is joined to the body of the can. A strong, uniform curl ensures that the can remains sealed and protects the contents from contamination or spoilage.
Aerosol Cans: Can end curler tooling is also used in the production of aerosol cans, such as those used for deodorant, hairspray, and cleaning products. These cans require a strong, secure seal to contain pressurized gases, making the curling process an essential step in manufacturing.
Aerosol Can Ends: The curled edges of aerosol can ends are designed to withstand the internal pressure of the can while providing a smooth, safe edge for handling.
Specialty Cans: Can end curler tooling is also used to produce specialty cans for products like paints, solvents, and chemicals. These cans often require thicker metal and more robust curling processes to ensure that they can safely contain potentially hazardous materials.
Industrial Cans: In the production of industrial cans, the curling process must be precise to ensure that the can end is strong enough to handle heavy-duty sealing and storage conditions.
Advantages of Can End Curler Tooling
Increased Production Efficiency: Can end curler tooling is designed for high-speed production, allowing manufacturers to produce large quantities of can ends quickly and efficiently. This is especially important in industries like beverage and food packaging, where millions of cans are produced daily.
Consistent Quality: Can end curler tooling ensures that each can end is formed with consistent quality, providing uniform curls that are free from defects. This reduces the risk of leaks or contamination during the canning process, ensuring that the final product is safe for consumers.
Improved Safety: The curling process creates a smooth, rounded edge on the can end, reducing the risk of injury to consumers when opening or handling the can. This is particularly important in the beverage industry, where sharp edges could pose a safety hazard.
Enhanced Durability: The curled edge of the can end provides added strength and durability, allowing the can to withstand the pressures of sealing, transportation, and storage. This is especially important for cans that contain carbonated beverages or pressurized products like aerosols.
Adaptability to Different Can Sizes: Can end curler tooling is highly adaptable, allowing manufacturers to produce can ends for a wide range of container sizes and types. This flexibility makes it an essential tool in the production of cans for various industries, from food and beverages to industrial chemicals and household products.
Challenges in Can End Curling
Tool Wear and Maintenance: Can end curler tooling is subject to significant wear and tear due to the high-speed nature of the production process and the constant contact with metal. Regular maintenance and tool replacement are necessary to ensure that the tooling remains in good condition and continues to produce high-quality can ends.
Precision Requirements: The curling process requires a high degree of precision to ensure that the curl is formed correctly and uniformly around the entire circumference of the can end. Even small variations in the curling process can lead to defects, such as uneven curls or weak seams.
Can end curler tooling is a critical component in the can manufacturing process, providing the precision and consistency needed to produce high-quality, safe, and durable can ends for a wide range of products. Whether used in the beverage, food, or industrial packaging industries, this tooling ensures that cans are sealed securely and ready for consumer use.
Can End Curling Machines
Drum End Manufacturing
Can end curling machines are specialized machines designed to create the curled edges of metal can ends, which are used to seal cans in the beverage, food, and aerosol industries. The curling process is a critical step in the can manufacturing process, as it forms a smooth, rounded edge on the can lid, ensuring that the can end can be securely seamed to the can body. Curling machines are essential for producing safe, durable can ends that meet industry standards for quality, strength, and safety.
Curling machines are typically used in high-volume can manufacturing operations, where speed and precision are paramount. These machines are capable of producing thousands of can ends per hour, ensuring that manufacturers can meet the demands of large-scale production while maintaining consistent quality. The curling process helps prevent sharp edges on the can end and ensures that the lid can be securely joined to the can body during the seaming process.
Key Features of Can End Curling Machines
High-Speed Production: Can end curling machines are designed for high-speed production, with the ability to curl thousands of can ends per hour. This makes them essential for large-scale can manufacturing operations, such as those found in the beverage and food industries. The machines operate continuously, with can ends fed into the machine, curled, and then automatically ejected for further processing.
Efficiency in High-Volume Production: The high-speed capabilities of curling machines ensure that manufacturers can meet the demands of mass production while maintaining consistent quality and precision in each can end.
Multi-Stage Curling Process: Can end curling machines often use a multi-stage curling process to gradually form the curl on the can end. In the first stage, the edges of the can end are pre-curled, and in subsequent stages, the curl is completed, ensuring that the metal is formed smoothly and uniformly without wrinkling or cracking.
Step-by-Step Curl Formation: The multi-stage process allows the metal to be curled gradually, which reduces the risk of damaging the can end or causing defects. Each stage applies a different amount of pressure to the metal, ensuring a precise, smooth curl.
Automated Control System: Modern can end curling machines are equipped with automated control systems that monitor and adjust the curling process in real-time. These systems ensure that the pressure, speed, and alignment of the curling rollers are optimized for each can end, preventing defects and ensuring consistent quality.
CNC Control for Precision Curling: Many curling machines use CNC (Computer Numerical Control) systems to automate the curling process and ensure precise control over the machine’s movements. This allows for accurate, repeatable results across large production runs.
Adjustable Tooling for Different Can Sizes: Can end curling machines are designed to accommodate different can sizes, allowing manufacturers to switch between various can end diameters quickly and efficiently. The tooling on the machine can be adjusted or changed to curl can ends of different sizes, from small beverage cans to larger food cans.
Flexibility in Can Production: The ability to switch between different can sizes makes curling machines versatile, enabling manufacturers to produce a wide range of products without the need for multiple machines.
Integrated Lubrication System: Curling machines often feature an integrated lubrication system that applies a thin layer of lubricant to the can end as it passes through the curling rollers. This reduces friction and wear on both the can end and the machine, ensuring smooth operation and extending the life of the tooling.
Reducing Wear and Tear: Proper lubrication helps prevent damage to the curling rollers and other machine components, ensuring that the machine operates efficiently and with minimal downtime for maintenance.
The Curling Process in Can Manufacturing
Feeding the Can Ends: The can ends are fed into the curling machine either manually or through an automated system. The machine grabs each can end and positions it for the curling process. The can ends are usually cut and stamped from a flat sheet of metal, such as aluminum or steel, before being passed to the curling machine.
Automated Feeding Systems: In high-volume production, can end curling machines are typically integrated into a larger production line with automated feeding systems that continuously supply the machine with can ends. This ensures a smooth, uninterrupted production process.
Curling the Can End: Once the can end is positioned in the machine, it passes through a series of curling rollers that gradually form the edge into a smooth, rounded curl. The rollers apply pressure to the edges of the can end, bending the metal around a forming die to create the desired curl shape.
Controlled Curling for Uniform Results: The pressure applied by the rollers is carefully controlled to ensure that the curl is formed uniformly around the entire circumference of the can end. This is essential for ensuring that the can end can be securely seamed to the can body later in the production process.
Final Inspection and Ejection: After the curling process is complete, the can ends are inspected to ensure that they meet quality standards. Automated inspection systems are often used to check for defects such as uneven curls, cracks, or sharp edges. Once the can end passes inspection, it is ejected from the machine and moved to the next stage of production, such as sealing or seaming.
Quality Control Systems: Curling machines are often equipped with advanced inspection systems that use cameras and sensors to measure the dimensions and quality of each can end. Any defective can ends are automatically rejected, ensuring that only high-quality products proceed to the next stage of manufacturing.
Applications of Can End Curling Machines
Beverage Can Production: The beverage industry relies heavily on can end curling machines to produce high-quality can ends for soda, beer, and other drinks. The curling process is critical for creating the smooth, rounded edges that are essential for consumer safety and for sealing the can during the packaging process.
Curling for Carbonated Beverage Cans: For carbonated beverages, the curled edge of the can end provides a secure seal that can withstand the internal pressure of carbonation. This ensures that the beverage remains fresh and properly sealed until it is opened by the consumer.
Food Can Manufacturing: Can end curling machines are also widely used in the food packaging industry to produce can ends for products like soups, vegetables, sauces, and pet food. The curling process ensures that the can ends are strong and durable, allowing them to be securely seamed to the can body and maintain a hermetic seal.
Sealing Food Products: The curled edges of food can ends are essential for the seaming process, which creates a tight, airtight seal that preserves the freshness of the food and prevents contamination.
Aerosol Can Production: Aerosol cans, such as those used for deodorant, hairspray, and household cleaners, require strong, secure can ends that can withstand the internal pressure of the product. Curling machines are used to produce can ends with the strength and durability needed for aerosol cans.
Pressure-Resistant Can Ends: The curling process ensures that aerosol can ends are strong enough to handle the internal pressure of the product while providing a smooth edge for consumer safety.
Paint and Chemical Cans: Curling machines are also used to produce can ends for paint, solvent, and chemical cans. These cans require strong, secure seals to prevent leaks and ensure the safe storage and transportation of potentially hazardous materials.
Durability for Industrial Cans: In the production of industrial cans, the curling process ensures that the can end is strong enough to withstand heavy-duty use and storage conditions.
Advantages of Can End Curling Machines
High Production Speed: Can end curling machines are designed for high-speed production, allowing manufacturers to produce large quantities of can ends efficiently. This is essential for industries like beverage and food packaging, where millions of cans are produced daily.
Consistent Quality: Curling machines ensure that each can end is curled with consistent quality, reducing the risk of defects such as sharp edges, cracks, or uneven curls. This is critical for maintaining the safety and integrity of the final product.
Flexibility for Different Can Sizes: Can end curling machines are highly adaptable, allowing manufacturers to produce can ends for a wide range of container sizes. This flexibility is essential for manufacturers that produce cans for different industries and products.
Safety and Consumer Protection: The curling process ensures that the edges of the can end are smooth and safe to handle, reducing the risk of injury to consumers when opening or handling the can. This is particularly important in the beverage industry, where cans are often opened by hand.
Reduced Material Waste: Curling machines are designed to minimize material waste by precisely forming the curl without over-stressing or damaging the metal. This results in more efficient use of materials and reduces the overall cost of production.
Challenges of Can End Curling Machines
Tooling Wear and Maintenance: The high-speed nature of can end curling machines can lead to wear and tear on the tooling, requiring regular maintenance and replacement to ensure consistent quality. Proper maintenance is essential to prevent downtime and ensure the machine operates efficiently.
High Initial Investment: Can end curling machines represent a significant capital investment, particularly for smaller manufacturers. However, the long-term benefits in terms of production efficiency, quality, and safety often justify the initial cost.
Can end curling machines are an essential part of the can manufacturing process, providing the precision and efficiency needed to produce high-quality can ends for a wide range of industries. Whether used for beverage cans, food packaging, or aerosol products, these machines ensure that can ends are safe, durable, and ready for sealing and shipping.
Hydraulic Press Forming Machine
Manufacturing Process of Hydraulic Presses
A hydraulic press forming machine is a powerful machine used in metal forming processes to shape and mold materials using high-pressure hydraulic fluid. Hydraulic press forming is one of the most versatile metalworking processes, used to produce a wide range of parts and components in industries such as automotive, aerospace, construction, and manufacturing. Hydraulic presses are known for their ability to apply consistent, controlled force, making them ideal for forming materials that require high precision and uniform pressure distribution.
Hydraulic press forming machines use hydraulic cylinders to generate the pressing force, which is transmitted to the material through a die or punch. These machines are highly flexible, allowing manufacturers to perform various forming processes such as stamping, bending, drawing, and punching. Hydraulic presses can handle different types of materials, including metals, plastics, rubber, and composites, and are capable of forming parts with complex geometries and tight tolerances.
Key Components of a Hydraulic Press Forming Machine
Hydraulic Cylinder: The hydraulic cylinder is the core component of the press, responsible for generating the force required to form the material. Hydraulic fluid is pumped into the cylinder, pushing the piston downward and applying pressure to the material. The amount of force applied depends on the size of the cylinder, the pressure of the hydraulic fluid, and the material being formed.
High Pressure for Heavy-Duty Forming: Hydraulic press forming machines can generate pressures ranging from a few tons to several thousand tons, depending on the machine’s capacity. This makes them suitable for a wide range of forming operations, from small precision parts to large structural components.
Press Frame: The press frame is the structural support that holds the hydraulic cylinder and other components in place. It must be strong enough to withstand the immense forces generated during the forming process. Press frames come in various designs, including C-frame, H-frame, and four-post configurations, each offering different advantages in terms of space, stability, and accessibility.
C-Frame Presses: C-frame presses are open on three sides, allowing easy access to the work area and facilitating manual loading and unloading of parts. This makes them ideal for small to medium-sized parts that require frequent tool changes or adjustments.
Four-Post Presses: Four-post presses provide excellent stability and are used for forming larger, heavier parts. The four-post design distributes the force evenly across the press, reducing the risk of deflection and ensuring precise, repeatable results.
Die and Punch System: The die and punch system is responsible for shaping the material during the forming process. The die is a negative mold that holds the material in place, while the punch applies pressure to the material, forcing it into the shape of the die. Hydraulic presses can accommodate a wide variety of dies, allowing for different types of forming operations.
Interchangeable Dies for Flexibility: Hydraulic press forming machines are often equipped with interchangeable dies, allowing manufacturers to switch between different forming operations quickly and efficiently. This flexibility is essential for producing parts with varying shapes, sizes, and materials.
Hydraulic Pump and Control System: The hydraulic pump is responsible for generating the pressure needed to operate the press. Modern hydraulic presses are equipped with advanced control systems that allow operators to precisely adjust the pressure, speed, and stroke length of the press. These systems ensure that the forming process is highly repeatable and that each part meets the required specifications.
Automated Control for Precision: Many hydraulic press forming machines use CNC (Computer Numerical Control) or PLC (Programmable Logic Controller) systems to automate the press operation. This ensures that each part is formed with consistent quality and reduces the risk of errors or defects during production.
Common Hydraulic Press Forming Processes
Stamping: Stamping is one of the most common processes performed using hydraulic press forming machines. In stamping, a sheet of metal is placed between a die and a punch, and the press applies pressure to create a specific shape. Stamping is widely used in industries such as automotive, aerospace, and appliance manufacturing to produce parts like brackets, panels, and enclosures.
Deep Drawing for Complex Shapes: Deep drawing is a type of stamping used to create parts with deep, hollow shapes, such as automotive body panels, fuel tanks, and cookware. The hydraulic press applies gradual, controlled pressure, allowing the material to be drawn into the die without tearing or wrinkling.
Bending: Bending is another common process performed on hydraulic presses. The press applies pressure to a metal sheet or tube, forcing it to bend at a precise angle. Bending is used to create parts like brackets, frames, and structural components. Hydraulic presses are ideal for bending operations because they provide smooth, consistent force, ensuring that the material bends uniformly.
V-Bending and U-Bending: Hydraulic presses can perform various types of bending, including V-bending, where the material is bent into a V-shape, and U-bending, where the material is bent into a U-shape. These bending operations are essential for creating structural components and frames used in industries like construction and manufacturing.
Punching and Piercing: Punching involves using a punch and die to cut holes or shapes in a sheet of metal. Hydraulic press forming machines are commonly used for punching operations, as they can apply the necessary force to cut through thick or hard materials. Punching is used to create holes for fasteners, ventilation, or other functional features in metal parts.
Precision Punching for High Tolerances: Hydraulic presses provide the precise control needed for punching operations that require tight tolerances, such as creating bolt holes, slots, or cutouts in metal parts.
Embossing: Embossing is a forming process that creates raised or recessed designs on the surface of a material. Hydraulic presses are used for embossing operations in industries like automotive, aerospace, and consumer goods manufacturing. Embossed designs can add strength, rigidity, or aesthetic appeal to metal parts.
Textured Metal Panels: In the automotive industry, embossing is used to create textured metal panels for car interiors, trim pieces, and other components. The hydraulic press ensures that the embossed patterns are consistent and uniform across all parts.
Applications of Hydraulic Press Forming Machines
Automotive Manufacturing: Hydraulic press forming machines are widely used in the automotive industry to produce a variety of components, including body panels, chassis parts, brackets, and structural reinforcements. The high precision and force of hydraulic presses make them ideal for forming parts that require complex shapes and tight tolerances.
Body Panels and Frames: Hydraulic presses are used to form large automotive body panels, such as doors, hoods, and fenders. The deep drawing capabilities of hydraulic presses ensure that these parts are formed with smooth, uniform surfaces and without defects.
Aerospace Industry: The aerospace industry uses hydraulic press forming machines to produce lightweight, high-strength components for aircraft and spacecraft. Hydraulic presses are used for forming parts like fuselage panels, wing spars, and structural supports, where precision and strength are critical.
Precision Forming for Aerospace Parts: The ability to apply consistent force and control the forming process makes hydraulic presses ideal for producing parts with tight tolerances and complex geometries, which are essential for aerospace applications.
Construction and Heavy Machinery: Hydraulic press forming machines are used to produce structural components for construction equipment, heavy machinery, and industrial applications. These presses can handle thick, heavy materials like steel and iron, forming them into parts that are strong, durable, and capable of withstanding heavy loads.
Steel Frames and Beams: Hydraulic presses are used to form steel beams, frames, and other structural components used in construction and heavy machinery. The high pressing force of hydraulic machines ensures that these parts are formed with the strength and durability required for demanding applications.
Consumer Goods and Appliances: In the consumer goods industry, hydraulic press forming machines are used to produce a wide range of metal products, including kitchen appliances, cookware, electronics enclosures, and furniture components. The forming process allows manufacturers to create lightweight, aesthetically pleasing products with complex shapes and smooth surfaces.
Stamped and Embossed Metal Panels: Hydraulic presses are used to create stamped and embossed metal panels for products like refrigerators, ovens, and washing machines. These panels provide both structural strength and a high-quality finish.
Advantages of Hydraulic Press Forming Machines
High Precision and Control: Hydraulic press forming machines offer precise control over the pressure, speed, and stroke length, allowing manufacturers to produce parts with tight tolerances and consistent quality. This makes hydraulic presses ideal for applications where precision is critical, such as automotive and aerospace manufacturing.
Versatility: Hydraulic presses are versatile machines that can perform a wide range of metal forming processes, including stamping, bending, punching, deep drawing, and embossing. This flexibility makes them suitable for a variety of industries and applications, from small precision parts to large structural components.
Smooth, Consistent Force: Unlike mechanical presses, which deliver force in a rapid, single stroke, hydraulic presses apply smooth, continuous pressure, allowing for more controlled and uniform forming. This reduces the risk of defects like wrinkling, tearing, or uneven material distribution.
Adaptability to Different Materials: Hydraulic press forming machines can handle a wide variety of materials, including metals, plastics, rubber, and composites. This adaptability allows manufacturers to produce parts with different materials and properties, making hydraulic presses a valuable tool for diverse manufacturing operations.
Cost-Effectiveness for Small- and Medium-Batch Production: Hydraulic presses are particularly cost-effective for small- to medium-batch production runs, as they require less tooling and setup compared to mechanical presses. This makes them ideal for manufacturers that need to produce custom or specialized parts in smaller quantities.
Challenges of Hydraulic Press Forming Machines
Slower Cycle Times: Hydraulic presses typically have slower cycle times compared to mechanical presses, as the hydraulic system must build pressure before each stroke. This can be a disadvantage in high-volume production environments where speed is a priority.
Higher Energy Consumption: Hydraulic press forming machines tend to consume more energy than mechanical presses, especially for large, high-tonnage applications. However, advancements in hydraulic technology have led to more energy-efficient designs in modern presses.
Hydraulic press forming machines are essential tools in modern manufacturing, providing the precision, force, and versatility needed to produce high-quality metal parts for a wide range of industries. Whether used in automotive, aerospace, construction, or consumer goods production, these machines ensure that parts are formed with consistent quality, strength, and durability.
Metal Buffing and Polishing Machines
Metal Surface Finishing Machine
Metal buffing and polishing machines are specialized tools used to smooth, shine, and enhance the surface finish of metal components. These machines are essential in various industries, such as automotive, aerospace, jewelry making, and manufacturing, where high-quality surface finishes are required for both aesthetic and functional purposes. Buffing and polishing improve the appearance of metal parts and enhance their corrosion resistance, durability, and smoothness, making them easier to clean and maintain.
Buffing and polishing machines use abrasive materials, such as polishing compounds and cloth or felt wheels, to remove fine scratches, oxidation, and other surface imperfections. The process can be automated or performed manually, depending on the size and complexity of the part being polished. These machines are widely used to finish products made from materials like stainless steel, aluminum, brass, copper, and other metals.
Key Components of Metal Buffing and Polishing Machines
Buffing and Polishing Wheels: Buffing and polishing machines use rotating wheels made from soft materials like cloth, felt, or foam to apply polishing compounds to the metal surface. The wheels are designed to rotate at high speeds, allowing the polishing compound to remove fine scratches and imperfections while creating a smooth, shiny finish.
Cloth and Felt Wheels: Cloth and felt wheels are the most common types of buffing wheels, and they come in various levels of hardness and coarseness. Soft cloth wheels are used for fine polishing, while harder felt wheels are used for more aggressive buffing operations.
Polishing Compounds: Polishing compounds are abrasive materials applied to the buffing wheel to aid in the polishing process. These compounds come in various grades, from coarse to fine, depending on the level of finish required. Common polishing compounds include rouge (a fine red abrasive used for high-gloss finishes) and tripoli (a coarser abrasive used for initial polishing).
Compounds for Different Metals: Different metals require different polishing compounds to achieve the desired finish. For example, stainless steel may require a more aggressive compound to remove oxidation and surface imperfections, while softer metals like brass or aluminum may need a finer compound for a mirror-like finish.
Motor and Speed Controls: Buffing and polishing machines are equipped with motors that drive the rotating buffing wheels. These motors are typically adjustable, allowing the operator to control the speed of the wheels depending on the material and the desired finish. Slower speeds are used for fine polishing, while higher speeds are used for more aggressive buffing operations.
Variable Speed Control for Precision: Many buffing and polishing machines feature variable speed controls, allowing operators to adjust the rotation speed of the wheels for different stages of the polishing process. This ensures that the polishing is done consistently without damaging the metal surface.
Workpiece Holders and Clamps: Larger buffing and polishing machines often include workpiece holders or clamps that secure the metal part in place during the polishing process. This ensures that the part remains steady and allows the operator to focus on achieving an even, consistent finish across the entire surface.
Secure Workholding for Consistent Results: Workholding devices are particularly important when polishing large or heavy metal parts, as they help prevent movement or vibration during the process, resulting in a smoother finish.
Dust Collection System: Buffing and polishing can generate significant amounts of dust and debris from the polishing compounds and metal being processed. Many machines are equipped with dust collection systems to capture this dust and keep the work area clean and safe for operators.
Dust Control for Clean Operation: A dust collection system helps maintain a clean workspace and reduces the risk of airborne particles affecting the quality of the finish. It also improves operator safety by reducing exposure to harmful dust and fumes.
Buffing and Polishing Process
Surface Preparation: Before buffing or polishing, the metal surface must be properly prepared. This may involve grinding, sanding, or filing to remove any deep scratches, weld marks, or surface imperfections. Surface preparation ensures that the metal is smooth and ready for the polishing process, allowing for a more even finish.
Sanding for Smoother Surface: Sanding is often used to smooth out rough spots or deep scratches before polishing. Starting with a coarse grit and gradually moving to finer grits ensures that the metal is ready for the buffing and polishing stages.
Initial Buffing: The first step in the polishing process is usually a more aggressive buffing operation, where a coarse polishing compound is applied to the buffing wheel. This step removes any remaining surface imperfections, such as oxidation or light scratches, and begins the process of smoothing the metal surface.
Cut Buffing for Material Removal: Cut buffing involves using a coarse polishing compound and a firm buffing wheel to remove material and smooth the surface. This step is often used for stainless steel and other metals that require a high level of surface refinement.
Polishing and Finishing: After the initial buffing, a finer polishing compound is applied to the wheel, and the metal is polished to achieve a high-gloss or mirror-like finish. This step involves using a softer buffing wheel and finer abrasive compounds to remove any remaining scratches and create a smooth, reflective surface.
Final Polishing for High Shine: Final polishing involves using the finest polishing compounds, such as rouge, to create a high-shine finish. This step is particularly important for decorative metalwork, jewelry, and consumer products where aesthetics are critical.
Inspection and Cleaning: Once the polishing process is complete, the metal part is inspected for defects, such as scratches, streaks, or uneven surfaces. Any imperfections are corrected, and the part is cleaned to remove any polishing compound residue. The finished part is then ready for packaging or further processing.
Final Cleaning for a Flawless Finish: After polishing, the metal part is typically cleaned with solvents or cleaners to remove any residue from the polishing compounds. This ensures that the part is free from contaminants and ready for use.
Applications of Metal Buffing and Polishing Machines
Automotive Industry: Buffing and polishing machines are widely used in the automotive industry to finish metal parts such as body panels, trim, and wheels. The machines are used to create smooth, high-gloss finishes on parts that require both aesthetic appeal and functional durability.
Polishing Car Wheels and Trim: Buffing and polishing machines are used to achieve a shiny, reflective finish on alloy wheels, chrome trim, and other metal parts. This enhances the visual appeal of the vehicle while providing a protective layer against corrosion.
Jewelry Making: In the jewelry industry, buffing and polishing machines are essential for creating high-quality, polished surfaces on precious metals like gold, silver, and platinum. Jewelry polishing requires precision and care to ensure that each piece has a flawless, mirror-like finish.
Mirror-Finish for Precious Metals: Polishing machines are used to create a bright, reflective finish on jewelry, enhancing the appearance and value of the final product. This is especially important for rings, necklaces, and bracelets that must be visually appealing.
Aerospace and Defense: The aerospace and defense industries use buffing and polishing machines to finish metal components that require smooth surfaces and precise dimensions. Polishing improves the aerodynamic performance of parts such as turbine blades, fuselage panels, and structural components.
Polishing for Aerospace Components: Metal components in aircraft must have smooth, polished surfaces to reduce drag and improve performance. Buffing and polishing machines ensure that these components meet the high standards of quality and precision required in the aerospace industry.
Consumer Goods and Electronics: Buffing and polishing machines are used to finish metal parts in consumer goods such as kitchen appliances, electronics enclosures, and decorative metal items. The machines ensure that these products have a high-quality, polished finish that enhances both their appearance and functionality.
Finishing Stainless Steel Appliances: Polishing machines are used to create smooth, shiny surfaces on stainless steel kitchen appliances, such as refrigerators, ovens, and dishwashers. This improves the aesthetic appeal of the products while making them easier to clean and maintain.
Advantages of Metal Buffing and Polishing Machines
High-Quality Surface Finish: Buffing and polishing machines are capable of producing smooth, high-gloss finishes that enhance the appearance and durability of metal parts. This is particularly important for parts that require a high level of aesthetic appeal, such as jewelry or automotive trim.
Improved Corrosion Resistance: Polishing metal surfaces reduces the number of surface imperfections, which can act as points for corrosion to start. By smoothing the surface, polishing improves the metal’s resistance to rust, oxidation, and other forms of corrosion, extending the life of the part.
Enhanced Durability: The buffing and polishing process strengthens the metal surface by removing imperfections and reducing the likelihood of cracks or weak spots. This improves the overall durability of the part, making it more resistant to wear and tear in demanding environments.
Precision and Consistency: Modern buffing and polishing machines provide precise control over the speed and pressure applied to the metal surface, ensuring consistent, repeatable results across large production runs. This is essential for industries that require high-quality, uniform finishes on all parts.
Versatility for Different Metals: Buffing and polishing machines can be used with a wide range of metals, including stainless steel, aluminum, brass, copper, and precious metals like gold and silver. This versatility makes them suitable for a variety of industries and applications.
Challenges of Buffing and Polishing Machines
Tool Wear and Maintenance: Buffing wheels and polishing compounds wear down over time, requiring regular maintenance and replacement to ensure consistent quality. Operators must regularly check and replace worn-out tools to prevent defects or inconsistent finishes.
Operator Skill: Achieving a high-quality polish requires skilled operators who understand the nuances of different materials and polishing techniques. Improper use of the machine or polishing compounds can result in scratches, uneven finishes, or damage to the part.
Metal buffing and polishing machines are essential tools in industries that require high-quality, smooth finishes on metal parts. Whether used in automotive, aerospace, jewelry making, or consumer goods manufacturing, these machines ensure that metal components are polished to perfection, enhancing both their appearance and performance.
Burr Removal Methods
Burr removal methods are essential processes used to eliminate burrs—small, rough edges or protrusions left on metal parts after machining, cutting, drilling, or welding. Burrs can compromise the quality, appearance, and functionality of a part, and in some cases, they can pose safety risks. Effective burr removal ensures that metal parts have smooth edges and surfaces, improving their performance, durability, and aesthetic appeal.
There are various methods for burr removal, depending on the material, size, and complexity of the part. Burr removal can be done manually, mechanically, or through advanced techniques like thermal deburring and chemical deburring. Each method has its advantages and is chosen based on factors such as production volume, part complexity, and the desired finish.
Key Burr Removal Methods
Manual Deburring: Manual deburring is one of the simplest and most common methods used to remove burrs from metal parts. It involves using hand tools, such as files, scrapers, or rotary tools, to smooth rough edges and remove burrs. Manual deburring is suitable for small-scale production, custom parts, or parts with intricate details that require precise deburring.
Hand Files and Scrapers: Hand files and scrapers are used to remove burrs by rubbing them against the rough edges of the part. This method is highly effective for small burrs or for parts with hard-to-reach areas where other methods might not be suitable.
Rotary Tools: Rotary tools, such as Dremel tools or pneumatic grinders, are often used for more efficient manual deburring. These tools use abrasive bits or discs to remove burrs quickly and precisely.
Advantages: Manual deburring allows for a high degree of control, making it ideal for delicate or intricate parts that require careful finishing. It is also cost-effective for small-batch or custom work.
Disadvantages: Manual deburring can be time-consuming and labor-intensive, making it less suitable for large-scale production. It also requires skilled operators to achieve consistent results.
Mechanical Deburring (Tumbling and Vibratory Deburring): Mechanical deburring is a more automated process that uses machines to remove burrs from multiple parts simultaneously. Tumbling and vibratory deburring are common methods, in which parts are placed in a chamber with abrasive media and agitated to remove burrs and smooth surfaces.
Tumbling: Tumbling machines use a rotating barrel filled with abrasive media and the parts to be deburred. As the barrel rotates, the abrasive media rubs against the parts, smoothing rough edges and removing burrs.
Vibratory Deburring: In vibratory deburring, the parts and abrasive media are placed in a vibrating bowl. The vibrations cause the media to continuously move against the parts, gradually removing burrs and polishing the surface.
Advantages: Mechanical deburring is highly efficient for processing large quantities of parts at once. It is ideal for bulk production and parts with simple geometries.
Disadvantages: Mechanical deburring may not be suitable for parts with delicate or intricate features, as the abrasive action can wear away fine details. It is also less precise than manual deburring, making it less suitable for parts with tight tolerances.
Thermal Deburring (Explosive Deburring): Thermal deburring is an advanced method that uses controlled explosions to remove burrs from metal parts. In this process, parts are placed in a sealed chamber filled with a combustible gas mixture. The gas is ignited, creating a high-temperature flame that burns away burrs without affecting the main part.
How It Works: The high-temperature explosion targets the thin, unwanted material of the burrs, vaporizing them instantly. The controlled nature of the process ensures that only the burrs are removed, while the rest of the part remains unaffected.
Advantages: Thermal deburring is highly effective for removing burrs from complex, internal surfaces or areas that are difficult to reach using traditional methods. It is also fast and efficient, making it ideal for large-scale production.
Disadvantages: Thermal deburring can be expensive due to the specialized equipment and safety precautions required. It is also not suitable for parts that cannot withstand high temperatures, such as those made from heat-sensitive materials.
Electrochemical Deburring (ECD): Electrochemical deburring (ECD) is a precise method that uses an electrochemical process to dissolve burrs from metal parts. In this process, the part is submerged in an electrolyte solution, and an electrical current is applied to selectively remove the burrs while leaving the rest of the part intact.
How It Works: The electrical current causes the burr material to dissolve into the electrolyte, allowing for controlled and localized burr removal. The process is highly precise and can be used to deburr complex shapes and internal passages.
Advantages: ECD is ideal for parts that require precise deburring, such as those with tight tolerances or intricate geometries. It is also effective for removing burrs from hard-to-reach areas and internal passages.
Disadvantages: Electrochemical deburring requires specialized equipment and is more costly than manual or mechanical methods. It is also limited to conductive materials, such as metals, and cannot be used on non-metallic parts.
Cryogenic Deburring: Cryogenic deburring is a method that uses extremely low temperatures to remove burrs from plastic, rubber, and metal parts. In this process, the parts are cooled to cryogenic temperatures using liquid nitrogen, making the burrs brittle. The parts are then subjected to a mechanical process, such as tumbling, which causes the brittle burrs to break off cleanly.
How It Works: The parts are cooled to temperatures as low as -196°C (-320°F), which causes the burrs to become brittle and fragile. As the parts are agitated in a chamber, the burrs easily break away without damaging the main part.
Advantages: Cryogenic deburring is highly effective for removing burrs from parts made of soft materials, such as plastics and rubbers. It is also a clean process that does not require abrasive media or chemicals.
Disadvantages: Cryogenic deburring requires specialized equipment and is typically more expensive than traditional deburring methods. It is also less effective for parts made from very hard metals, where other deburring methods may be more suitable.
Laser Deburring: Laser deburring is a high-precision method that uses a focused laser beam to remove burrs from metal parts. The laser vaporizes the burrs without physically touching the part, making it a non-contact process. Laser deburring is ideal for delicate parts that require precise finishing or parts made from hard materials.
How It Works: The laser beam is directed at the burrs, where it melts or vaporizes the excess material, leaving a smooth, clean edge. The process can be controlled with high precision, ensuring that only the burrs are removed.
Advantages: Laser deburring is highly precise and can be used on parts with complex geometries or fine details. It is a non-contact process, meaning there is no risk of damaging the part’s surface during deburring.
Disadvantages: Laser deburring requires expensive equipment and may not be cost-effective for low-volume production. It is also not suitable for parts made from heat-sensitive materials, as the laser can cause localized heating.
Applications of Burr Removal
Automotive Industry: Burr removal is essential in the automotive industry to ensure that parts such as engine components, transmission parts, and brake systems function correctly. Burrs on automotive parts can lead to poor fit, premature wear, and even mechanical failure, making deburring a critical step in the manufacturing process.
Deburring Engine Components: Precision deburring ensures that engine components fit together correctly, preventing issues like leaks, friction, and premature wear. It also improves the overall performance and longevity of the vehicle.
Aerospace and Defense: In the aerospace and defense industries, burr removal is crucial for parts that require high precision and reliability, such as turbine blades, structural components, and military hardware. Burrs can compromise the performance and safety of these parts, making precise deburring essential.
Turbine Blade Deburring: Burrs on turbine blades can disrupt airflow, reduce efficiency, and lead to performance issues. Deburring ensures that the blades are smooth and free from defects, improving their performance and reliability.
Medical Devices: Burr removal is critical in the production of medical devices and surgical instruments, where precision and cleanliness are paramount. Burrs on medical components can cause discomfort, infection, or malfunction, making deburring an essential step in the manufacturing process.
Deburring Surgical Instruments: Precision deburring ensures that surgical instruments are smooth and safe to use, reducing the risk of tissue damage or contamination during medical procedures.
Machinery and Equipment: Burrs on machinery and equipment components can cause misalignment, poor performance, and increased wear. Deburring ensures that parts fit together correctly and function smoothly, improving the overall performance and lifespan of the equipment.
Deburring Gears and Bearings: Burr removal from gears, bearings, and other moving parts ensures smooth operation and reduces friction, preventing premature wear and mechanical failure.
Advantages of Effective Burr Removal
Improved Performance and Fit: Burr removal ensures that parts fit together correctly and operate smoothly, improving the overall performance of the assembly. This is particularly important for precision components, such as gears, bearings, and engine parts, where even small burrs can cause misalignment or increased friction.
Enhanced Durability and Longevity: Removing burrs prevents premature wear and tear on parts, increasing their durability and lifespan. Burrs can act as stress concentrators, leading to cracks or fractures over time. Deburring eliminates these weak points, improving the long-term reliability of the part.
Improved Aesthetics and Surface Finish: Burrs can detract from the appearance of a part, especially in consumer products or decorative applications. Deburring improves the surface finish, giving the part a clean, smooth appearance that enhances its visual appeal.
Increased Safety: Burrs can pose a safety hazard, especially in products that are handled by consumers or used in medical applications. Sharp edges can cause cuts or injuries, making burr removal essential for ensuring the safety of the final product.
Reduced Risk of Contamination: In industries such as medical devices and food processing, burrs can create crevices where contaminants can accumulate. Deburring eliminates these crevices, reducing the risk of contamination and improving the cleanliness and hygiene of the part.
Challenges in Burr Removal
Time-Consuming Process: Depending on the method used, burr removal can be time-consuming, especially for parts with complex geometries or fine details. Manual deburring, in particular, requires skilled operators and can slow down production.
Cost Considerations: Advanced deburring methods, such as thermal deburring or laser deburring, require specialized equipment and can be costly to implement. Manufacturers must weigh the cost of deburring against the potential benefits in terms of improved part quality and performance.
Burr removal is a critical step in the manufacturing process, ensuring that metal parts are smooth, safe, and ready for use in a wide range of applications. Whether done manually, mechanically, or through advanced methods like thermal or laser deburring, the goal is to produce high-quality parts that meet the exacting standards of industries such as automotive, aerospace, medical, and consumer goods.
Aluminum Polishing Machine
Working Principle of Hydroforming Press
An aluminum polishing machine is a specialized piece of equipment designed to polish and finish aluminum surfaces, giving them a smooth, shiny, and reflective appearance. Aluminum is widely used in various industries, including automotive, aerospace, electronics, and construction, due to its lightweight properties, corrosion resistance, and strength. However, aluminum surfaces often need to be polished to remove imperfections such as scratches, oxidation, and dullness. Polishing not only enhances the aesthetic appeal of aluminum parts but also improves their corrosion resistance and overall performance.
Aluminum polishing machines come in different types, including manual, semi-automatic, and fully automated models. They use abrasive materials, such as polishing compounds and rotating wheels, to smooth and shine aluminum surfaces. These machines can handle a variety of aluminum parts, from small components like aluminum fittings to large sheets and automotive parts.
Key Components of an Aluminum Polishing Machine
Polishing Wheel or Belt: The polishing wheel or belt is the primary tool used to smooth and shine the aluminum surface. Polishing wheels are made from materials like cloth, felt, or foam, while polishing belts are typically coated with abrasive particles. The wheel or belt rotates at high speeds, applying pressure to the aluminum surface and gradually smoothing out imperfections.
Cloth and Felt Wheels for Finishing: Cloth and felt wheels are commonly used in aluminum polishing machines for fine polishing and achieving a high-gloss finish. These wheels work with polishing compounds to buff the surface, removing minor scratches and oxidation.
Abrasive Polishing Compounds: Polishing compounds are applied to the wheel or belt to enhance the polishing process. These compounds contain fine abrasive particles that help remove surface imperfections and create a smooth, reflective finish. Different polishing compounds are used depending on the level of finish required, ranging from coarse abrasives for initial polishing to fine compounds for final finishing.
Coarse and Fine Polishing Compounds: Coarse compounds, such as emery or tripoli, are used for initial polishing to remove deeper scratches or oxidation. Fine compounds, such as rouge, are applied during the final stages to achieve a mirror-like finish.
Motor and Speed Controls: Aluminum polishing machines are equipped with motors that power the rotating polishing wheels or belts. Speed controls allow operators to adjust the speed of the machine depending on the part being polished and the desired level of finish. Slower speeds are used for delicate finishing, while higher speeds are ideal for more aggressive polishing.
Variable Speed Settings for Precision Polishing: Modern aluminum polishing machines often come with variable speed settings, enabling the operator to adjust the speed based on the size, shape, and condition of the aluminum part. This ensures optimal polishing without damaging the surface.
Workpiece Holders and Fixtures: For larger or more complex aluminum parts, polishing machines are equipped with workpiece holders or fixtures that securely hold the part in place during the polishing process. This ensures that the part remains stable, allowing for consistent and even polishing.
Fixtures for Complex Shapes: Polishing fixtures are particularly useful for aluminum parts with complex geometries, such as automotive components or aerospace parts, where it is essential to maintain consistent pressure and positioning throughout the process.
Dust and Fume Collection System: Polishing aluminum can generate dust and fumes from the polishing compounds and the aluminum material itself. Many polishing machines are equipped with dust and fume collection systems to keep the work area clean and safe. These systems help capture airborne particles and reduce the risk of contamination or health hazards for operators.
Dust Collection for Clean Operation: A dust collection system helps prevent the buildup of polishing residue in the work area, ensuring a cleaner environment and reducing the risk of defects caused by dust settling on the polished surface.
Aluminum Polishing Process
Surface Preparation: Before the polishing process begins, the aluminum surface must be prepared by cleaning and removing any dirt, grease, or heavy oxidation. In some cases, the aluminum part may need to be sanded or ground to remove deep scratches or surface imperfections. Surface preparation ensures that the aluminum is ready for polishing, allowing for a smoother and more even finish.
Sanding for Deep Scratches: For aluminum parts with significant surface damage, sanding with coarse grit sandpaper may be necessary to remove deep scratches before moving on to finer polishing techniques.
Initial Polishing: The first stage of aluminum polishing involves using a coarse polishing compound and a firm polishing wheel or belt. The initial polishing removes oxidation, minor scratches, and surface imperfections. This stage lays the foundation for further polishing by creating a smoother surface.
Cut Buffing for Oxidation Removal: Cut buffing uses a coarse polishing compound and a stiff wheel to remove oxidation and restore the base shine of the aluminum surface. This stage is essential for preparing the surface for finer polishing.
Intermediate Polishing: After the initial polishing, an intermediate stage involves using a medium polishing compound to further refine the surface. The goal of this stage is to smooth out any remaining imperfections and prepare the aluminum for the final polishing.
Medium Compounds for Surface Refinement: Intermediate polishing compounds are less abrasive than those used in the initial stage and are designed to smooth out the surface without removing too much material.
Final Polishing: The final stage of aluminum polishing uses a fine polishing compound and a soft polishing wheel to achieve a high-gloss, mirror-like finish. This stage focuses on removing any remaining fine scratches and creating a reflective, smooth surface.
Rouge for Mirror Finish: Fine polishing compounds, such as rouge, are used during the final stage to produce a bright, shiny finish. This step is crucial for aluminum parts that need to look aesthetically appealing, such as automotive trim or decorative pieces.
Inspection and Cleaning: After the polishing process is complete, the aluminum part is inspected for defects such as scratches, streaks, or uneven finishes. Any imperfections are corrected through additional polishing, and the part is cleaned to remove any polishing compound residue.
Final Cleaning for a Flawless Finish: Once polished, the aluminum part is cleaned with solvents or specialized cleaners to remove any residue, ensuring a clean and flawless surface that is ready for use or further processing.
Applications of Aluminum Polishing Machines
Automotive Industry: Aluminum polishing machines are widely used in the automotive industry to polish aluminum components such as wheels, trim, and engine parts. Polished aluminum enhances the appearance of the vehicle, giving it a sleek, reflective finish while also improving corrosion resistance.
Polishing Alloy Wheels: Alloy wheels are often polished to achieve a high-gloss, reflective finish that enhances the visual appeal of the vehicle. Polishing machines are used to remove oxidation and restore the shine of the aluminum surface.
Aerospace Industry: In the aerospace industry, aluminum polishing machines are used to finish components such as aircraft panels, fuselage sections, and structural elements. Polished aluminum not only looks better but also improves the aerodynamic performance of aircraft parts by reducing surface drag.
Polishing for Improved Aerodynamics: Polished aluminum components on aircraft reduce air resistance, improving fuel efficiency and overall performance. Polishing also helps protect the surface from corrosion, which is critical for parts exposed to harsh environmental conditions.
Consumer Electronics and Appliances: Aluminum is widely used in consumer electronics and appliances, such as laptops, smartphones, kitchen appliances, and furniture. Polishing machines are used to create smooth, shiny surfaces that enhance the appearance and durability of aluminum parts in these products.
Polished Aluminum for Electronics Enclosures: Aluminum enclosures for electronics are often polished to a high-gloss finish to give them a premium appearance. Polishing also helps protect the surface from fingerprints, scratches, and wear.
Construction and Architecture: In the construction and architectural industries, aluminum polishing machines are used to finish aluminum panels, railings, and decorative elements. Polished aluminum is often used in building exteriors, interior fixtures, and furniture for its modern, sleek appearance.
Polishing for Architectural Aluminum Panels: Polished aluminum panels are commonly used in modern architecture to create a reflective, clean look for building facades. Polishing ensures that the panels are free from imperfections and maintain their shine over time.
Jewelry and Decorative Metalwork: Aluminum polishing machines are also used in the production of jewelry and decorative metalwork. Polishing enhances the visual appeal of aluminum jewelry by creating a bright, shiny finish. It also helps protect the surface from tarnishing and wear.
Polished Aluminum Jewelry: Jewelry makers use polishing machines to achieve a mirror-like finish on aluminum pieces, making them look more attractive and luxurious.
Advantages of Aluminum Polishing Machines
Improved Aesthetic Appeal: Polished aluminum has a smooth, shiny, and reflective finish that enhances the appearance of the part. This is particularly important in industries like automotive, aerospace, and consumer electronics, where the visual appeal of the product is a key selling point.
Increased Corrosion Resistance: Polishing aluminum removes surface imperfections and creates a smooth, protective layer that enhances the metal’s corrosion resistance. This is especially important for aluminum parts used in harsh environments, such as aircraft, automotive parts, or outdoor architectural elements.
Enhanced Durability: Polishing removes surface defects, such as scratches and oxidation, that can weaken aluminum over time. A polished aluminum surface is more resistant to wear, making it more durable and extending the life of the part.
Ease of Cleaning and Maintenance: Polished aluminum is easier to clean and maintain than unpolished surfaces. The smooth finish resists the buildup of dirt, grease, and grime, and polished aluminum is less prone to fingerprints and smudges.
Versatility in Different Applications: Aluminum polishing machines can be used in a wide range of industries and applications, from automotive and aerospace components to consumer goods and decorative items. The versatility of these machines makes them valuable tools in many manufacturing environments.
Challenges of Aluminum Polishing Machines
Tool Wear and Maintenance: Polishing wheels and belts wear out over time and need to be replaced regularly to ensure consistent polishing quality. Regular maintenance is required to keep the machine in optimal condition and prevent defects in the finished product.
Operator Skill: Achieving a high-quality polish requires skilled operators who understand the nuances of different polishing compounds and techniques. Improper use of the machine can lead to scratches, uneven finishes, or damage to the aluminum surface.
Aluminum polishing machines play a critical role in ensuring that aluminum components meet high aesthetic and performance standards. Whether used in the automotive, aerospace, consumer goods, or construction industries, these machines provide the precision and efficiency needed to create smooth, polished aluminum surfaces that are visually appealing, durable, and corrosion-resistant.
Stainless Steel Polish Machine
Stainless Steel Pot Polishing Machine
A stainless steel polish machine is a specialized machine designed to polish and finish stainless steel surfaces, giving them a smooth, reflective, and polished appearance. Stainless steel is a popular material in industries such as automotive, construction, medical devices, food processing, and consumer goods due to its corrosion resistance, strength, and hygienic properties. However, to maintain its appearance and performance, stainless steel often needs to be polished to remove scratches, tarnish, and surface imperfections.
Stainless steel polish machines are used to restore or enhance the finish of stainless steel parts, from large panels to small components like fittings and fixtures. These machines use abrasive materials, polishing compounds, and rotating wheels or belts to smooth and shine the surface, ensuring that the stainless steel retains its corrosion resistance and visual appeal.
Key Components of a Stainless Steel Polish Machine
Polishing Wheels or Belts: The polishing wheels or belts are the main tools used to smooth and polish the stainless steel surface. They rotate at high speeds and are coated with abrasive materials to remove surface imperfections and create a polished finish. Polishing wheels are typically made from cloth, felt, or foam, while belts may be coated with abrasive particles like aluminum oxide or silicon carbide.
Cloth Wheels for Final Polishing: Cloth wheels are commonly used for the final polishing stages to create a high-gloss, mirror-like finish on stainless steel surfaces. These wheels work with fine polishing compounds to buff the surface, removing minor scratches and oxidation.
Polishing Compounds: Polishing compounds are applied to the polishing wheels or belts to aid in the polishing process. These compounds contain fine abrasive particles that help remove surface imperfections and create a smooth, shiny finish. The choice of polishing compound depends on the desired finish and the condition of the stainless steel surface.
Rouge for High-Gloss Finishing: Fine polishing compounds, such as rouge, are used in the final stages of stainless steel polishing to achieve a bright, reflective finish. Coarser compounds may be used in the initial stages to remove scratches or oxidation.
Motor and Speed Controls: The motor powers the polishing wheels or belts, allowing them to rotate at high speeds. Speed controls enable operators to adjust the rotation speed based on the type of stainless steel part being polished and the level of finish required. Slower speeds are used for delicate polishing, while higher speeds are used for more aggressive polishing operations.
Variable Speed Control for Precision Polishing: Stainless steel polish machines often feature variable speed controls, allowing the operator to adjust the machine’s speed for different polishing tasks. This ensures optimal results without damaging the surface of the stainless steel.
Workpiece Holders and Clamps: Workpiece holders or clamps are used to secure the stainless steel part in place during the polishing process. This ensures that the part remains stable and allows the operator to achieve an even, consistent finish across the entire surface.
Secure Workholding for Consistency: Workholding devices are particularly important when polishing large or complex stainless steel parts, as they help prevent movement or vibration during the process.
Dust and Fume Collection System: Polishing stainless steel can generate dust and fumes from the polishing compounds and the metal itself. Stainless steel polish machines often come equipped with dust and fume collection systems to keep the work area clean and safe. These systems help capture airborne particles, reducing contamination and improving operator safety.
Dust Collection for Clean Operation: The dust collection system helps maintain a clean workspace and reduces the risk of defects caused by dust settling on the polished surface.
Stainless Steel Polishing Process
Surface Preparation: Before polishing stainless steel, the surface must be cleaned and prepared by removing any dirt, grease, or heavy oxidation. For surfaces with deep scratches or significant imperfections, sanding or grinding may be necessary before the polishing process begins. Surface preparation is crucial to achieving a smooth, even finish during polishing.
Sanding for Deep Scratches: For stainless steel surfaces with significant surface damage, sanding with coarse grit sandpaper may be required to remove deep scratches and prepare the metal for polishing.
Initial Polishing: The first stage of stainless steel polishing involves using a coarse polishing compound and a firm polishing wheel or belt. This step removes oxidation, minor scratches, and surface imperfections. It smooths the surface in preparation for finer polishing.
Cut Buffing for Surface Refinement: Cut buffing uses a coarse polishing compound and a firm wheel to remove oxidation and restore the surface’s smoothness. This stage lays the foundation for further polishing by creating a uniform surface.
Intermediate Polishing: After the initial polishing, a medium polishing compound is used to further refine the surface. This step removes any remaining imperfections and prepares the stainless steel for the final polishing stage.
Medium Compounds for Surface Smoothing: Intermediate polishing compounds are less abrasive than those used in the initial stages and are designed to smooth out the surface without removing too much material.
Final Polishing: The final stage of stainless steel polishing uses a fine polishing compound and a soft polishing wheel to achieve a high-gloss, mirror-like finish. This step focuses on removing any remaining fine scratches and creating a reflective, polished surface.
Rouge for Mirror Finish: Fine polishing compounds, such as rouge, are used in the final stage to produce a bright, shiny finish. This is crucial for parts that need to look aesthetically appealing, such as architectural fixtures or consumer products.
Inspection and Cleaning: After the polishing process is complete, the stainless steel part is inspected for defects, such as scratches, streaks, or uneven finishes. Any imperfections are corrected through additional polishing, and the part is cleaned to remove any polishing compound residue.
Final Cleaning for a Flawless Finish: Once polished, the stainless steel part is cleaned with solvents or specialized cleaners to remove any residue, ensuring a clean and flawless surface that is ready for use or further processing.
Applications of Stainless Steel Polish Machines
Food Processing Equipment: Stainless steel is widely used in the food processing industry due to its corrosion resistance and hygienic properties. Polishing machines are used to create smooth, polished surfaces on stainless steel equipment, such as mixing tanks, conveyor belts, and cutting tools, ensuring that they meet cleanliness and sanitation standards.
Polished Surfaces for Hygiene: Polished stainless steel surfaces are easier to clean and less likely to harbor bacteria, making them essential for food processing equipment that must meet strict health and safety regulations.
Medical Devices and Equipment: Stainless steel is commonly used in medical devices and surgical instruments due to its strength, corrosion resistance, and biocompatibility. Polishing machines are used to achieve smooth, sterile surfaces on surgical tools, implants, and medical equipment, ensuring that they are safe for use in healthcare settings.
Polished Surgical Instruments: Surgical instruments made from stainless steel require precise polishing to create smooth, clean surfaces that reduce the risk of infection and contamination.
Automotive and Aerospace Industries: Stainless steel polish machines are used in the automotive and aerospace industries to finish components such as exhaust systems, structural elements, and decorative trim. Polished stainless steel enhances the appearance of vehicles and aircraft while providing durability and resistance to corrosion.
Polished Stainless Steel Exhaust Systems: Polished stainless steel exhaust systems are often used in high-performance vehicles for their sleek appearance and resistance to corrosion and heat.
Architecture and Construction: Polished stainless steel is commonly used in architecture and construction for decorative and functional purposes, such as railings, facades, and interior fixtures. Polishing machines are used to create smooth, reflective surfaces that enhance the visual appeal of stainless steel in modern architectural designs.
Polished Railings and Fixtures: In construction, polished stainless steel is often used for railings, handrails, and fixtures in public spaces. The polished finish adds a modern, sleek look while ensuring durability and ease of maintenance.
Consumer Goods and Appliances: Stainless steel polish machines are used to finish a variety of consumer goods, such as kitchen appliances, cookware, and furniture. Polishing enhances the appearance and durability of stainless steel products, giving them a high-quality, reflective finish that appeals to consumers.
Polished Stainless Steel Appliances: Stainless steel kitchen appliances, such as refrigerators, dishwashers, and ovens, are often polished to a high-gloss finish that enhances their aesthetic appeal and makes them easier to clean.
Advantages of Stainless Steel Polish Machines
Improved Aesthetic Appeal: Polished stainless steel has a smooth, shiny, and reflective finish that enhances the appearance of the part. This is particularly important in industries like architecture, consumer goods, and automotive manufacturing, where visual appeal is a key consideration.
Increased Corrosion Resistance: Polishing stainless steel removes surface imperfections and creates a smooth finish that enhances the metal’s corrosion resistance. This is especially important for stainless steel parts used in harsh environments, such as marine applications, medical devices, and food processing equipment.
Enhanced Durability: Polishing removes surface defects, such as scratches and tarnish, that can weaken stainless steel over time. A polished stainless steel surface is more resistant to wear and tear, making it more durable and extending the life of the part.
Improved Hygiene and Cleanliness: Polished stainless steel surfaces are easier to clean and maintain than unpolished surfaces. This is particularly important in industries such as food processing and healthcare, where cleanliness and hygiene are critical.
Versatility for Different Applications: Stainless steel polish machines can be used in a wide range of industries and applications, from food processing and medical devices to automotive and construction. The versatility of these machines makes them valuable tools in many manufacturing environments.
Challenges of Stainless Steel Polish Machines
Tool Wear and Maintenance: Polishing wheels and belts wear out over time and need to be replaced regularly to ensure consistent polishing quality. Regular maintenance is required to keep the machine in optimal condition and prevent defects in the finished product.
Operator Skill: Achieving a high-quality polish requires skilled operators who understand the nuances of different polishing compounds and techniques. Improper use of the machine can lead to scratches, uneven finishes, or damage to the stainless steel surface.
Stainless steel polish machines play a vital role in maintaining the aesthetic, hygienic, and functional properties of stainless steel parts. Whether used in the food processing, medical, automotive, or architectural industries, these machines ensure that stainless steel surfaces are polished to perfection, enhancing both their appearance and performance.
Rubber Moulding Machine
Rubber Moulding Machine
A rubber moulding machine is a piece of equipment designed to shape rubber materials into specific forms by applying heat and pressure. Rubber moulding is a widely used process in industries such as automotive, aerospace, medical, and consumer goods manufacturing, where rubber parts like seals, gaskets, tires, and various components are essential. Rubber moulding machines help create consistent, high-quality rubber products by ensuring precise control over the moulding parameters, such as temperature, pressure, and cycle time.
There are several types of rubber moulding machines, including compression moulding, transfer moulding, and injection moulding machines, each designed to handle different types of rubber and moulding applications. The choice of machine depends on factors such as the complexity of the part, the type of rubber being used, and the required production volume.
Types of Rubber Moulding Machines
Compression Moulding Machines: Compression moulding is one of the oldest and most commonly used methods for rubber moulding. In compression moulding, a pre-measured amount of rubber material is placed into a heated mould cavity. The mould is then closed, and pressure is applied to force the rubber into the shape of the mould. Heat and pressure are maintained until the rubber cures, after which the mould is opened, and the finished part is removed.
Simplicity and Cost-Effectiveness: Compression moulding is a relatively simple and cost-effective process, making it suitable for low to medium production volumes. It is commonly used to produce parts like gaskets, seals, and O-rings.
Disadvantages: Compression moulding may result in longer cycle times compared to other methods, and it is less suitable for highly complex or intricate parts due to limitations in material flow.
Transfer Moulding Machines: Transfer moulding is similar to compression moulding but with the added step of transferring the rubber material into the mould cavity through a transfer chamber. In this process, the rubber is placed in a transfer pot, and a plunger forces the material into the mould cavity through runners and gates. The mould is then closed, and the rubber cures under heat and pressure.
Advantages for Complex Parts: Transfer moulding is ideal for parts with intricate geometries or those that require inserts, such as metal parts embedded in rubber. It provides better material flow and more precise control over the moulding process compared to compression moulding.
Disadvantages: Transfer moulding requires more complex tooling and is generally more expensive than compression moulding, making it better suited for higher-volume production runs.
Injection Moulding Machines: Rubber injection moulding is a highly efficient and automated process that involves injecting liquid rubber or rubber compounds into a closed mould under high pressure. In this process, the rubber material is preheated in an injection chamber, then injected into the mould cavity through a nozzle. The rubber cures in the mould, and the finished part is ejected after the mould opens.
High Efficiency and Precision: Injection moulding is ideal for high-volume production and complex parts with tight tolerances. It offers faster cycle times and better control over the moulding process compared to compression or transfer moulding.
Disadvantages: Injection moulding machines are more expensive to operate and require more advanced tooling. They are best suited for large-scale production or parts that require high precision and consistency.
Key Components of a Rubber Moulding Machine
Mould Cavity and Core: The mould cavity is the space where the rubber material is shaped into the final part. The mould core, typically made from high-strength materials like steel, creates the internal shape of the part, while the cavity forms the external dimensions. In multi-cavity moulds, multiple parts can be produced simultaneously, improving production efficiency.
High Precision Moulds: Moulds used in rubber moulding must be designed with high precision to ensure that the finished parts meet tight tolerances. The mould material must also withstand high temperatures and pressures without deforming.
Heating System: Rubber moulding machines use heating systems to maintain the mould at the proper temperature for curing the rubber. Electric heaters or steam heating systems are commonly used to ensure consistent temperature control throughout the moulding process. Proper temperature control is critical for achieving optimal rubber properties, such as flexibility, strength, and elasticity.
Curing Temperature Control: The heating system allows for precise control of the curing temperature, ensuring that the rubber material cures uniformly and achieves the desired physical properties.
Hydraulic or Mechanical Press: The press applies the necessary pressure to the mould during the rubber moulding process. Hydraulic presses are commonly used for rubber moulding due to their ability to generate high, consistent pressure. The press ensures that the rubber material is fully compressed into the mould cavity and cures evenly.
High-Pressure Forming: Hydraulic presses offer the advantage of high force with precise control, making them ideal for moulding rubber parts with complex geometries or tight tolerances.
Ejection System: After the rubber has cured and the mould is opened, the finished part must be ejected from the mould. Ejector pins or plates are typically used to push the part out of the mould cavity without damaging the part. In injection moulding machines, the ejection system is fully automated to improve production efficiency.
Automatic Ejection for Efficiency: Automated ejection systems reduce cycle times and minimize the risk of damaging parts during removal. They are especially important in high-volume production environments.
Control Panel: Modern rubber moulding machines are equipped with control panels that allow operators to set and monitor parameters such as temperature, pressure, cycle time, and moulding speed. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the moulding process and ensure repeatable, high-quality results.
Precision Control for Consistency: The control panel ensures that the moulding process remains consistent, reducing the risk of defects or variations in the finished parts. This is especially important for parts that require precise dimensional accuracy.
Rubber Moulding Process
Material Preparation: The rubber material is first prepared for moulding. In the case of compression or transfer moulding, raw rubber compounds or pre-forms are used. For injection moulding, the rubber is often in the form of pellets or liquid rubber compounds that are heated and injected into the mould.
Pre-Forms for Compression and Transfer Moulding: Pre-forms are used to control the amount of material placed into the mould cavity, ensuring that the part is formed correctly without excess material.
Loading the Mould: In compression and transfer moulding, the rubber material is placed directly into the mould cavity. For injection moulding, the rubber material is pre-heated in the injection chamber before being injected into the mould. The mould is then closed, and pressure is applied to shape the rubber into the desired part.
High-Pressure Injection for Complex Parts: Injection moulding machines apply high pressure to inject the rubber into the mould cavity, ensuring that the material flows into all areas of the mould and fills intricate details.
Curing: The rubber material is cured under heat and pressure, which causes it to harden and take on its final properties. The curing time and temperature vary depending on the type of rubber being used and the desired properties of the finished part.
Precise Curing for Optimal Properties: The curing process must be carefully controlled to ensure that the rubber achieves the correct level of flexibility, strength, and durability. Over-curing can lead to brittle parts, while under-curing can result in weak, under-formed parts.
Part Ejection: Once the rubber has cured, the mould is opened, and the finished part is ejected from the mould. In injection moulding, this step is automated, while in compression and transfer moulding, the part may need to be manually removed.
Automated Ejection for High-Volume Production: Automatic ejection systems improve production efficiency and reduce the risk of damaging parts during removal.
Finishing and Inspection: After the part is ejected, any excess material, known as flash, is trimmed from the edges of the part. The part is then inspected for defects, such as incomplete moulding or surface imperfections. Any defective parts are discarded or reworked.
Flash Trimming for Clean Edges: Excess material, or flash, is typically removed by hand or with the help of trimming machines, ensuring that the finished part has clean, smooth edges.
Applications of Rubber Moulding Machines
Automotive Industry: Rubber moulding machines are widely used in the automotive industry to produce parts such as seals, gaskets, bushings, and tires. These parts are essential for ensuring proper sealing, noise reduction, and vibration control in vehicles.
Moulded Rubber Seals and Gaskets: Moulded rubber seals are used in engine components, doors, windows, and various other parts of vehicles to prevent leaks and reduce noise. Rubber moulding machines ensure that these parts are produced with precision and consistency.
Aerospace Industry: In the aerospace industry, rubber moulding machines are used to produce high-performance parts such as O-rings, seals, and vibration dampers. These components must meet stringent safety and performance standards, as they are critical to the operation of aircraft and spacecraft.
High-Performance O-Rings for Aerospace Applications: Moulded rubber O-rings are used in fuel systems, hydraulic systems, and other critical areas of aircraft. Rubber moulding machines ensure that these parts meet the exacting standards of the aerospace industry.
Medical Devices and Equipment: Rubber moulding machines are used to produce a variety of medical components, such as seals, gaskets, diaphragms, and tubing. Medical-grade rubber must meet strict quality and safety standards, as it is used in life-saving devices and equipment.
Medical-Grade Rubber Components: Rubber moulding machines are used to produce medical parts that are biocompatible, sterilizable, and resistant to harsh chemicals. These parts are essential in medical devices such as respirators, pumps, and diagnostic equipment.
Consumer Goods: Rubber moulding machines are used to produce a wide range of consumer products, including rubber footwear, kitchen tools, and household seals. These machines allow manufacturers to produce durable, flexible rubber products that meet the needs of everyday consumers.
Rubber Moulded Footwear: Rubber moulding machines are commonly used to produce soles and components for shoes, boots, and sandals. Moulded rubber provides the comfort, durability, and flexibility needed for high-quality footwear.
Industrial Equipment: Rubber moulding machines are used to produce rubber parts for industrial machinery, including seals, grommets, vibration dampers, and hoses. These parts are essential for maintaining the performance and reliability of industrial equipment in demanding environments.
Moulded Rubber for Industrial Applications: Rubber parts are used in heavy machinery to reduce vibration, protect equipment from damage, and ensure proper sealing in harsh conditions.
Advantages of Rubber Moulding Machines
Precision and Consistency: Rubber moulding machines ensure that parts are produced with high precision and consistency, meeting exact specifications for dimensions, strength, and performance. This is critical for industries such as automotive and aerospace, where quality and reliability are paramount.
Efficiency for High-Volume Production: Injection and transfer moulding machines are highly efficient, allowing manufacturers to produce large quantities of rubber parts quickly and with minimal waste. This makes them ideal for high-volume production runs in industries like automotive and consumer goods.
Versatility for Different Rubber Types: Rubber moulding machines can handle a wide variety of rubber materials, including natural rubber, synthetic rubber, and silicone. This versatility allows manufacturers to produce parts with specific properties, such as heat resistance, chemical resistance, or flexibility.
Cost-Effectiveness for Mass Production: Rubber moulding machines are cost-effective for producing large batches of parts, especially in injection and transfer moulding. The automated nature of these processes reduces labor costs and improves production efficiency.
Challenges of Rubber Moulding Machines
High Initial Tooling Costs: Mould tooling for rubber moulding machines can be expensive, particularly for complex parts or multi-cavity moulds. Manufacturers must consider these costs when deciding on the most suitable moulding process for their production needs.
Material Waste in Compression Moulding: Compression moulding can result in more material waste compared to other methods, especially if excess rubber material is used to ensure that the mould is completely filled. Proper material management is essential to minimize waste and reduce costs.
Rubber moulding machines play a vital role in producing high-quality rubber parts for a wide range of industries, from automotive and aerospace to medical devices and consumer goods. These machines offer the precision, efficiency, and versatility needed to meet the demands of modern manufacturing, ensuring that rubber parts are produced with consistent quality and performance.
CNC Flowforming
Advanced Metalworking Technics with CNC Metal Spinning Machine
CNC flowforming is a precision metal forming process that uses CNC (Computer Numerical Control) technology to control the shaping of metal components by gradually deforming a metal blank over a rotating mandrel using rollers. Flowforming is often used to produce cylindrical or conical parts with precise dimensions, thin walls, and excellent strength. CNC flowforming is widely used in industries such as aerospace, automotive, defense, and industrial manufacturing, where high-performance parts with complex geometries are required.
CNC flowforming offers significant advantages over traditional forming methods, including greater material efficiency, improved mechanical properties, and the ability to produce parts with tight tolerances. The CNC technology ensures that the forming process is highly repeatable and precise, making it ideal for producing complex, high-quality parts in medium to large production volumes.
Key Components of a CNC Flowforming Machine
Mandrel: The mandrel is the shaping tool over which the metal blank is formed. It provides the internal shape of the part, while the CNC-controlled rollers apply pressure to the blank to gradually form it into the desired shape. The mandrel must be precisely machined to match the exact dimensions of the final part.
Mandrel Design for Complex Parts: The mandrel is a critical component in CNC flowforming, as it determines the internal shape and dimensions of the part. The mandrel must be designed to withstand the high forces applied during the forming process while maintaining tight tolerances.
CNC-Controlled Rollers: CNC flowforming machines use multiple rollers to apply pressure to the metal blank as it rotates on the mandrel. The rollers gradually deform the metal, thinning it and shaping it into the final part. The CNC system controls the position, pressure, and speed of the rollers to ensure precise forming.
Precise Control for Uniform Wall Thickness: CNC-controlled rollers allow for precise control over the material flow, ensuring that the part has uniform wall thickness and meets exact dimensional specifications.
Rotating Spindle: The spindle holds the mandrel and rotates it during the flowforming process. The rotation of the mandrel, combined with the pressure from the rollers, gradually shapes the metal blank into the desired form. The spindle must be capable of rotating at precise speeds to ensure consistent forming.
High-Speed Rotation for Efficient Forming: The spindle must rotate at the correct speed to allow the rollers to apply even pressure and gradually form the part without over-stressing the material.
Hydraulic or Servo Actuation System: CNC flowforming machines use hydraulic or servo-actuated systems to control the movement and pressure of the rollers. These systems provide the force needed to deform the metal and ensure that the forming process is smooth and controlled.
Hydraulic Pressure for High-Strength Parts: The hydraulic system provides the necessary pressure to form high-strength materials, such as steel and titanium, into precise shapes without causing defects.
CNC Control Panel: The CNC control panel is the interface through which operators set and monitor the forming parameters, such as roller pressure, spindle speed, and material feed rate. The CNC system ensures that the forming process is highly repeatable and that each part is produced to the exact same specifications.
Automation for Precision and Repeatability: CNC technology automates the flowforming process, allowing for precise control over every aspect of the operation. This ensures that each part is formed consistently, even in high-volume production.
CNC Flowforming Process
Material Preparation: The process begins with the preparation of a metal blank, typically in the form of a pre-formed tube or disc. The blank is made from materials such as aluminum, steel, or titanium, which have good ductility and can be deformed without cracking. The blank is mounted onto the mandrel in the flowforming machine.
Pre-Forms for Consistent Shaping: The initial shape of the blank is critical to the success of the flowforming process. Pre-forms must be designed to accommodate the thinning and stretching that occurs during forming.
Forming the Metal Blank: As the mandrel rotates, the CNC-controlled rollers apply pressure to the metal blank. The rollers move along the length of the blank, gradually thinning and stretching the material to form the final part. The pressure applied by the rollers is carefully controlled to ensure that the material is deformed uniformly.
Controlled Thinning for Precise Wall Thickness: Flowforming allows manufacturers to create parts with very thin walls while maintaining excellent strength and structural integrity. The CNC system ensures that the wall thickness is consistent along the entire length of the part.
Multiple Passes for Complex Shapes: For parts with complex geometries, the flowforming process may require multiple passes with the rollers. Each pass further deforms the metal, gradually bringing it closer to the final shape. The CNC system ensures that each pass is executed with precision, preventing defects such as wrinkles or uneven wall thickness.
Complex Shapes with Tight Tolerances: CNC flowforming is ideal for producing parts with intricate shapes or features, such as flanges, tapers, or internal threads. The CNC system ensures that these features are formed with tight tolerances and repeatable accuracy.
Part Removal and Inspection: Once the flowforming process is complete, the finished part is removed from the mandrel and inspected for defects. The part is typically subjected to dimensional checks and surface quality inspections to ensure that it meets the required specifications.
Quality Control for High-Precision Parts: CNC flowforming produces parts with excellent surface finishes and dimensional accuracy, reducing the need for additional machining or finishing processes.
Applications of CNC Flowforming
Aerospace Industry: CNC flowforming is widely used in the aerospace industry to produce lightweight, high-strength components such as rocket motor casings, fuselage sections, and structural supports. The ability to create thin-walled parts with precise dimensions makes flowforming ideal for aerospace applications.
Rocket Motor Casings: Flowforming is used to produce thin-walled rocket motor casings with excellent strength and durability. These parts must withstand extreme pressures and temperatures, making flowforming a critical process for aerospace manufacturers.
Automotive Industry: In the automotive industry, CNC flowforming is used to create lightweight components such as wheel rims, drive shafts, and suspension components. Flowformed parts are strong, lightweight, and capable of withstanding the stresses of high-performance vehicles.
Lightweight Alloy Wheels: CNC flowforming is used to produce lightweight alloy wheels for high-performance vehicles. The process ensures that the wheels have the strength needed to handle the stresses of driving while minimizing weight.
Defense and Military Applications: CNC flowforming is used to produce parts for defense and military applications, such as artillery shells, missile casings, and armor-piercing projectiles. These parts require high strength, durability, and precision, making flowforming an ideal manufacturing process.
Artillery Shells: Flowforming is used to produce artillery shells with thin walls and high strength, ensuring that they can withstand the pressures generated during firing while remaining lightweight.
Industrial Manufacturing: CNC flowforming is also used in the production of industrial components such as pressure vessels, heat exchanger tubes, and hydraulic cylinders. These parts require high strength and precision, making flowforming a valuable process for industrial manufacturers.
Heat Exchanger Tubes: Flowforming is used to produce thin-walled heat exchanger tubes with precise dimensions, ensuring efficient heat transfer and durability in demanding industrial applications.
Advantages of CNC Flowforming
High Precision and Repeatability: CNC flowforming ensures that parts are produced with tight tolerances and consistent quality, making it ideal for applications where precision is critical, such as aerospace and defense manufacturing.
Material Efficiency: Flowforming uses a cold-forming process that minimizes material waste, allowing manufacturers to produce parts with consistent wall thickness and minimal scrap. This improves cost efficiency and reduces the environmental impact of production.
Enhanced Mechanical Properties: The cold-forming process used in CNC flowforming improves the mechanical properties of the metal, such as its hardness, tensile strength, and fatigue resistance. This makes flowformed parts more durable and capable of withstanding extreme conditions.
Cost-Effective for Medium- to High-Volume Production: CNC flowforming is particularly cost-effective for medium- to high-volume production runs, as it requires fewer tooling changes and offers shorter cycle times compared to other forming processes.
Challenges of CNC Flowforming
High Initial Setup Costs: The equipment and tooling required for CNC flowforming can be expensive, making it less cost-effective for low-volume production runs. However, the long-term savings in material costs and reduced machining requirements often justify the initial investment.
Material Limitations: While CNC flowforming is effective for a wide range of metals, such as aluminum, steel, and titanium, it may not be suitable for certain materials that are too brittle or have limited formability.
CNC flowforming is a highly efficient and versatile process used to produce lightweight, high-precision components with complex geometries. Whether used in aerospace, automotive, defense, or industrial applications, CNC flowforming offers manufacturers a cost-effective solution for creating parts that meet the highest standards of performance and durability.
Round Cutter for Sheet Metal
Circle Shear Machine
A round cutter for sheet metal is a specialized tool used to cut circular shapes or holes in sheet metal materials. These tools are essential in industries like automotive, aerospace, HVAC, construction, and manufacturing, where precise circular cuts are often required for components such as flanges, ducts, gaskets, and panels. Round cutters are designed to handle various types of sheet metal, including steel, aluminum, copper, and brass, making them versatile and valuable tools in metalworking.
Round cutters come in different designs and sizes, depending on the specific cutting application. Some are manual tools used for smaller jobs, while others are integrated into automated cutting machines for high-volume production. These cutters ensure precision and efficiency, allowing manufacturers to produce consistent, high-quality round cuts in sheet metal with minimal waste.
Types of Round Cutters for Sheet Metal
Manual Circle Cutters: Manual circle cutters are handheld tools used for cutting small to medium-sized circular shapes in sheet metal. These cutters are often adjustable, allowing the operator to set the desired diameter for the cut. Manual circle cutters are commonly used in HVAC work, where they are used to cut holes for ducts, vents, and pipes.
Handheld and Adjustable: Manual circle cutters typically feature a rotating cutting head with adjustable arms that allow the user to set the diameter of the cut. The cutting head is rotated around a central pivot point, creating a clean, circular cut in the sheet metal.
Advantages: Manual circle cutters are easy to use and affordable, making them ideal for smaller jobs or projects that require occasional cutting of circular shapes. They are lightweight and portable, allowing operators to use them on-site.
Disadvantages: Manual circle cutters are limited in their capacity and are not suitable for cutting thick or hard metals. They also require more physical effort and precision from the operator, making them less efficient for high-volume or repetitive cutting tasks.
Rotary Cutters for Sheet Metal: Rotary cutters are powered tools that use rotating blades to cut circular shapes in sheet metal. These cutters can be either handheld or mounted on a bench or stand. Rotary cutters are ideal for cutting larger or thicker sheets of metal, as they provide more power and precision than manual tools.
Powered Cutting for Efficiency: Rotary cutters use a motor to drive the cutting blade, allowing for faster and more precise cuts. Some rotary cutters are equipped with adjustable cutting heads that allow the operator to set the desired diameter for the cut.
Advantages: Rotary cutters are more efficient than manual tools and can handle thicker or harder materials. They are ideal for repetitive cutting tasks and are commonly used in workshops and fabrication shops.
Disadvantages: Rotary cutters are more expensive than manual tools and may require a power source. They are also larger and less portable, making them better suited for stationary work environments.
Punch and Die Circle Cutters: Punch and die circle cutters use a punch press to create circular holes or shapes in sheet metal. In this process, a punch is driven through the sheet metal, cutting out a circular shape that matches the size and shape of the die. Punch and die cutters are used for high-precision, high-volume cutting and are commonly integrated into automated production lines.
Precision Cutting for High-Volume Production: Punch and die circle cutters are highly accurate and capable of cutting multiple holes or shapes in a single operation. The punch and die are machined to exact specifications, ensuring consistent, precise cuts.
Advantages: Punch and die cutters are ideal for high-volume production, as they can cut large numbers of holes quickly and with minimal material waste. They are commonly used in industries that require precise, repeatable cuts, such as automotive and aerospace manufacturing.
Disadvantages: Punch and die cutters are expensive to set up, as they require custom tooling for each specific cut. They are best suited for high-volume production, where the cost of tooling can be justified by the large number of parts being produced.
CNC Plasma and Laser Cutters: CNC (Computer Numerical Control) plasma and laser cutters are advanced cutting machines that use high-energy beams or plasma arcs to cut precise shapes, including circles, in sheet metal. These machines are highly automated, allowing operators to program the desired cut into the CNC system, which then controls the cutting head to execute the cut with precision.
Advanced Cutting for Complex Shapes: CNC plasma and laser cutters are capable of cutting extremely precise and complex shapes in sheet metal, including intricate circular patterns. These machines are ideal for high-precision applications in industries such as aerospace, automotive, and electronics.
Advantages: CNC plasma and laser cutters provide unmatched precision and efficiency, making them ideal for cutting complex shapes with tight tolerances. They are also highly versatile, capable of cutting a wide range of materials and thicknesses.
Disadvantages: CNC plasma and laser cutters are expensive to purchase and operate, making them best suited for large-scale manufacturing operations. They also require skilled operators to program and maintain the machines.
The Cutting Process with Round Cutters
Marking the Cutting Area: Before cutting, the operator marks the desired location and diameter of the circle on the sheet metal. This ensures that the cut is made in the correct position and to the correct size. For manual cutters, the center point of the circle is often marked, and a pivot is set to guide the cutting tool.
Accuracy in Marking: Marking the cutting area accurately is essential for ensuring that the final cut meets the required specifications. In automated systems, the cutting pattern is programmed into the CNC machine, eliminating the need for manual marking.
Positioning the Cutter: The round cutter is positioned on the sheet metal, with the cutting blade or punch aligned with the marked area. For manual cutters, the operator positions the pivot point in the center of the marked circle and adjusts the cutter to the desired diameter.
Precision in Positioning: Proper alignment of the cutter is crucial for achieving a clean, precise cut. In punch and die systems, the punch and die must be perfectly aligned to ensure that the cut is made cleanly and without distortion.
Executing the Cut: Once the cutter is positioned, the cutting operation is performed. In manual and rotary cutters, the operator manually rotates the cutter around the pivot point or guides the powered cutter along the marked path. In punch and die systems, the punch is driven through the sheet metal to create the hole. In CNC plasma or laser systems, the cutting head is guided automatically by the CNC system to execute the cut.
Smooth Cutting for Clean Edges: The goal of the cutting process is to create a clean, smooth edge without distortion or burrs. Proper control of the cutter’s speed and pressure is essential for achieving high-quality cuts.
Finishing and Inspection: After the cut is made, the edges of the cut circle are inspected for any burrs or rough edges. In some cases, deburring or smoothing may be required to achieve a clean, finished edge. The final part is then inspected for dimensional accuracy to ensure that it meets the required specifications.
Deburring for Clean Edges: Burrs or rough edges are common after cutting, especially in thicker or harder metals. These imperfections can be removed using deburring tools or machines to create a smooth, finished edge.
Applications of Round Cutters for Sheet Metal
HVAC and Ductwork Fabrication: Round cutters are widely used in the HVAC industry to create circular holes and shapes in sheet metal for ducts, vents, and other ventilation components. The ability to cut precise circles is essential for ensuring proper fit and function in ductwork systems.
Cutting for Air Vents and Ducts: HVAC technicians use round cutters to create holes for air vents, flanges, and pipes in ductwork systems. The precision of the cut ensures that the components fit together correctly, improving airflow and system performance.
Automotive Industry: In the automotive industry, round cutters are used to cut circular holes and shapes in sheet metal for components such as flanges, gaskets, and panels. The ability to cut precise circles is essential for ensuring that parts fit together correctly and function as intended.
Cutting for Flanges and Gaskets: Round cutters are used to create precise holes for flanges and gaskets, ensuring proper sealing and alignment in automotive components such as engines, exhaust systems, and fuel tanks.
Aerospace Industry: In the aerospace industry, round cutters are used to cut precise circular holes and shapes in sheet metal for aircraft components, such as bulkheads, fuselage panels, and structural supports. The high precision of the cut is critical for ensuring that parts meet the strict safety and performance standards required in aerospace manufacturing.
Precision Cutting for Structural Components: Round cutters are used to create holes and circular shapes in structural components that must withstand extreme forces and environmental conditions.
Metal Fabrication and Construction: Round cutters are commonly used in metal fabrication shops and construction projects to create circular holes and shapes in sheet metal for architectural elements, structural supports, and decorative features. These cutters allow fabricators to create custom parts with precise circular cuts.
Cutting for Architectural Panels: Round cutters are used to create custom circular designs in metal panels for architectural applications, such as building facades, interior walls, and decorative features.
Advantages of Round Cutters for Sheet Metal
Precision Cutting for Circular Shapes: Round cutters are specifically designed for cutting precise circular shapes in sheet metal, ensuring clean, accurate cuts with minimal material waste. This precision is essential for industries such as automotive, aerospace, and HVAC, where components must fit together precisely.
Versatility for Different Metals: Round cutters can be used to cut a wide range of sheet metal materials, including steel, aluminum, copper, and brass. This versatility makes them valuable tools for metal fabricators working with different types of materials.
Efficiency for High-Volume Production: Punch and die systems and CNC cutting machines are highly efficient for high-volume production, allowing manufacturers to produce large numbers of parts with consistent quality and minimal downtime.
Clean, Smooth Edges: Round cutters are designed to create clean, smooth edges, reducing the need for additional finishing operations such as deburring or grinding. This improves the overall quality of the finished part and reduces production time.
Challenges of Round Cutters for Sheet Metal
Tool Wear and Maintenance: The cutting blades or punches used in round cutters wear out over time and need to be replaced regularly to maintain cutting precision. Proper maintenance is essential to ensure that the cutters continue to produce high-quality cuts.
Initial Setup Costs for CNC Systems: CNC plasma and laser cutting systems are expensive to purchase and operate, making them a significant investment for manufacturers. However, the high precision and efficiency of these systems often justify the initial setup costs for large-scale production.
Round cutters for sheet metal are essential tools in industries that require precise circular cuts, such as automotive, aerospace, HVAC, and metal fabrication. Whether used in manual, powered, or automated systems, these cutters provide the accuracy, efficiency, and versatility needed to produce high-quality round cuts in a variety of sheet metal materials.
Flange Machine
Sheet Metal Rounded Corners
A flange machine is a specialized piece of equipment used to form or attach flanges to metal pipes, tubes, and ducts. Flanges are integral components in many piping and ductwork systems, serving as the connecting points between pipes or other components. They provide a secure, leak-proof connection, allowing for easy assembly, disassembly, and maintenance. Flange machines are used in industries such as HVAC, construction, plumbing, and industrial manufacturing, where precision and strength are required for flange connections.
Flange machines come in various designs, depending on the specific application, such as roll-forming flange machines, hydraulic flange forming machines, and automated CNC flange machines. These machines help manufacturers create consistent, high-quality flanges that meet industry standards for strength, durability, and performance.
Types of Flange Machines
Roll-Forming Flange Machines: Roll-forming flange machines are used to create flanges by gradually shaping the edge of a metal pipe, tube, or duct using a series of rollers. The rollers apply pressure to the material as it passes through the machine, forming the flange without cutting or removing material. Roll-forming flange machines are commonly used in the HVAC industry to create flanges for ductwork.
Precision Forming for Ductwork: Roll-forming machines create consistent, smooth flanges that are used to connect sections of ductwork in HVAC systems. The process is efficient and suitable for high-volume production.
Advantages: Roll-forming machines are highly efficient and capable of producing flanges with tight tolerances. They are ideal for forming flanges on long sections of metal pipe or ductwork.
Disadvantages: Roll-forming machines are limited in their ability to create complex flange shapes and are best suited for simple, straight flanges.
Hydraulic Flange Forming Machines: Hydraulic flange forming machines use hydraulic pressure to form flanges by pressing or bending the metal material into the desired shape. These machines are used to form flanges on thicker or more rigid materials, such as steel or stainless steel pipes, where roll-forming machines may not be suitable.
High Pressure for Heavy-Duty Flanges: Hydraulic flange machines are capable of forming strong, durable flanges on thick-walled pipes and tubes. The hydraulic system provides the force needed to shape the metal without causing cracks or deformation.
Advantages: Hydraulic flange machines are ideal for heavy-duty applications where thick or hard metals are used. They provide precise control over the forming process, ensuring that the flanges meet the required specifications.
Disadvantages: Hydraulic flange machines are slower than roll-forming machines and may require more setup time. They are also more expensive to operate due to the hydraulic system.
CNC Flange Machines: CNC flange machines use computer numerical control (CNC) technology to automate the flange forming process. These machines are highly precise and capable of producing complex flange shapes with tight tolerances. CNC flange machines are used in industries that require high levels of accuracy, such as aerospace, automotive, and industrial manufacturing.
Automated Precision for Complex Flanges: CNC flange machines are programmed to perform the flange forming process with high precision, ensuring that each flange is formed to the exact specifications. These machines are ideal for producing custom flanges or parts with intricate shapes.
Advantages: CNC flange machines offer unmatched precision and repeatability, making them ideal for high-volume production or parts that require tight tolerances. The automation reduces the need for manual labor and minimizes the risk of errors.
Disadvantages: CNC flange machines are expensive to purchase and operate, making them more suitable for large-scale production or applications that require high precision.
Flange Welding Machines: Flange welding machines are used to attach flanges to metal pipes or tubes by welding. These machines ensure that the flange is securely bonded to the pipe, providing a strong, leak-proof connection. Flange welding machines are commonly used in industries such as plumbing, oil and gas, and industrial piping systems.
Welding for Strong Connections: Flange welding machines ensure that the flange is securely welded to the pipe, creating a durable connection that can withstand high pressure and temperature.
Advantages: Welding provides a strong, permanent connection between the flange and the pipe. Flange welding machines are ideal for applications where a leak-proof connection is essential, such as in oil and gas pipelines.
Disadvantages: Welding machines require skilled operators and regular maintenance to ensure that the welds are strong and free from defects.
The Flange Forming Process
Material Preparation: Before the flange is formed, the material must be prepared by cutting the pipe, tube, or duct to the required length. The edges of the material are often smoothed or deburred to ensure that the flange can be formed cleanly without defects.
Cutting and Deburring for Clean Edges: Proper preparation of the material is essential for achieving a high-quality flange. Any burrs or rough edges can affect the forming process and lead to defects in the final flange.
Forming the Flange: The flange forming process varies depending on the type of machine being used. In roll-forming machines, the material is fed through a series of rollers that gradually shape the edge into a flange. In hydraulic or CNC machines, the material is pressed or bent into the desired shape. In welding machines, the flange is welded to the pipe after it has been formed.
Consistent Forming for Precision Flanges: The goal of the forming process is to create a flange with precise dimensions and a smooth finish. Proper control of the forming pressure and speed is essential for achieving high-quality results.
Finishing and Inspection: After the flange is formed, it is inspected for defects such as cracks, uneven edges, or dimensional inaccuracies. Any excess material, such as burrs or rough edges, is removed to ensure that the flange is smooth and ready for use.
Quality Control for Reliable Flanges: Flanges must meet strict quality standards to ensure that they provide a secure, leak-proof connection. Inspection and finishing are critical steps in the flange forming process to ensure that the final product meets these standards.
Applications of Flange Machines
HVAC Systems: Flange machines are widely used in the HVAC industry to create flanges for ductwork and ventilation systems. Flanges are essential for connecting sections of ductwork and ensuring that the system operates efficiently and without leaks.
Forming Flanges for Ductwork: Roll-forming flange machines are commonly used to create flanges on large sections of ductwork, providing a secure connection point for joining ducts and vents.
Industrial Piping Systems: In industrial piping systems, flanges are used to connect pipes, valves, and other components. Flange machines are used to form or attach flanges to pipes in applications such as oil and gas pipelines, chemical processing plants, and power generation facilities.
Flanges for High-Pressure Pipes: Hydraulic flange machines are often used to form flanges on thick-walled pipes used in high-pressure or high-temperature environments, such as oil refineries or power plants.
Automotive and Aerospace Industries: Flange machines are used in the automotive and aerospace industries to create flanges for exhaust systems, fuel lines, and other components. The precision offered by CNC flange machines is essential for ensuring that flanges meet the tight tolerances required in these industries.
Precision Flanges for Exhaust Systems: CNC flange machines are used to create custom flanges for exhaust systems, ensuring that they fit precisely and provide a leak-proof connection.
Plumbing and Construction: Flange machines are used in plumbing and construction to form or attach flanges to pipes used in water supply, drainage, and other systems. Flanges provide a secure connection point for assembling plumbing systems and allow for easy maintenance and repairs.
Flanges for Water Supply Lines: Flange machines are used to create flanges for water supply lines in residential and commercial buildings, ensuring that the pipes can be connected securely and leak-free.
Advantages of Flange Machines
Precision and Consistency: Flange machines ensure that flanges are formed with high precision and consistency, meeting exact specifications for dimensions and strength. This is essential for applications where leak-proof connections are critical, such as in HVAC systems or industrial pipelines.
Efficiency for High-Volume Production: Flange machines, especially roll-forming and CNC machines, are highly efficient and capable of producing large quantities of flanges quickly and with minimal waste. This makes them ideal for high-volume production in industries such as construction and manufacturing.
Versatility for Different Materials: Flange machines can handle a wide range of materials, including steel, aluminum, copper, and stainless steel. This versatility makes them valuable tools for manufacturers working with different types of pipes and tubing.
Strong, Leak-Proof Connections: Flanges formed by flange machines provide strong, durable connections that can withstand high pressure and temperature. This is particularly important in industrial applications where the reliability of the connection is critical for safety and performance.
Challenges of Flange Machines
Tooling and Setup Costs: Flange machines, particularly CNC and hydraulic machines, can be expensive to purchase and set up. The cost of tooling and maintenance must be considered, especially for custom or complex flange designs.
Skilled Operation for Precision: Operating flange machines, especially CNC and welding machines, requires skilled operators to ensure that the flanges are formed correctly and meet the required specifications. Improper operation can lead to defects and compromised flange connections.
Flange machines are essential tools for forming and attaching flanges to pipes, tubes, and ducts in a wide range of industries. Whether used in HVAC systems, industrial piping, or automotive and aerospace applications, these machines provide the precision, strength, and efficiency needed to create reliable, high-quality flanges that meet the demands of modern manufacturing and construction.
Metal Flowforming
CNC Controller for Spinning Machine
Metal flowforming is an advanced metal forming process used to shape cylindrical or conical metal parts by applying controlled pressure through rotating rollers. The process starts with a pre-formed metal blank, typically a tube, which is placed over a mandrel and rotated at high speeds. Rollers apply pressure to the metal, gradually thinning and stretching it into the desired shape. Flowforming offers precise control over wall thickness and part geometry, making it ideal for producing lightweight, high-strength components with complex geometries.
Flowforming is used in industries such as aerospace, automotive, defense, and industrial manufacturing, where precision, strength, and material efficiency are critical. The process enhances the mechanical properties of the metal, making it stronger and more durable, while also reducing material waste.
Types of Metal Flowforming
Forward Flowforming: In forward flowforming, the rollers move along the length of the metal blank in the same direction as the rotation of the mandrel. The material is thinned and stretched forward as it conforms to the shape of the mandrel. Forward flowforming is commonly used to produce cylindrical parts, such as tubes, pipes, and pressure vessels.
Precise Control of Wall Thickness: Forward flowforming allows manufacturers to create parts with precise, consistent wall thickness, which is critical for applications where uniform strength and weight are essential, such as in aerospace and automotive components.
Advantages: Forward flowforming is ideal for producing parts with long, uniform lengths, such as tubes and pipes. It offers excellent control over the material flow, ensuring consistent wall thickness and dimensional accuracy.
Disadvantages: Forward flowforming may not be suitable for parts with highly complex geometries or varying wall thicknesses, as the material flows primarily in one direction.
Backward Flowforming: In backward flowforming, the rollers move in the opposite direction of the mandrel’s rotation. This causes the material to be pushed backward while it is thinned and stretched into shape. Backward flowforming is commonly used for parts with more complex geometries or varying wall thicknesses, such as conical parts or components with flanges.
Complex Shapes with Variable Thickness: Backward flowforming allows for more control over the material flow, making it possible to create parts with varying wall thicknesses or complex features, such as tapers or flanges.
Advantages: Backward flowforming is ideal for producing parts with complex geometries, such as cones or components with varying wall thickness. It offers greater flexibility in shaping the material compared to forward flowforming.
Disadvantages: Backward flowforming is typically slower than forward flowforming and may require more precise control to prevent defects, such as wrinkling or uneven material distribution.
Combined Flowforming: Combined flowforming uses both forward and backward flowforming techniques to create parts with complex geometries and varying wall thicknesses. This method is often used for high-precision components in industries like aerospace and defense, where intricate shapes and tight tolerances are required.
Precision for Complex Components: Combined flowforming allows for precise control over material flow in both directions, enabling manufacturers to produce parts with complex shapes and varying thicknesses, such as aerospace structural components or high-performance automotive parts.
Advantages: Combined flowforming provides maximum flexibility for creating parts with complex geometries, varying wall thicknesses, and tight tolerances. It is ideal for high-performance applications where precision is critical.
Disadvantages: Combined flowforming requires advanced equipment and highly skilled operators, making it more expensive and time-consuming than single-direction flowforming.
Key Components of a Metal Flowforming Machine
Mandrel: The mandrel is the shaping tool around which the metal blank is formed. The mandrel provides the internal shape of the part, while the rollers apply pressure to the blank, stretching and thinning it into the desired external shape. Mandrels are typically made from high-strength materials, such as hardened steel, to withstand the high forces involved in flowforming.
Precision Mandrels for Tight Tolerances: The mandrel must be precisely machined to match the internal dimensions of the final part. Any deviations in the mandrel’s shape can result in defects or dimensional inaccuracies in the finished part.
Rollers: Flowforming machines use multiple rollers to apply pressure to the metal blank as it rotates on the mandrel. The rollers gradually deform the metal, thinning and shaping it into the final part. The position, pressure, and speed of the rollers are carefully controlled to ensure precise forming.
Controlled Pressure for Uniform Thickness: The rollers must apply consistent pressure to ensure that the material flows uniformly, creating a part with consistent wall thickness and smooth surfaces.
Rotating Spindle: The spindle holds the mandrel and rotates it during the flowforming process. The rotation of the mandrel, combined with the pressure from the rollers, shapes the metal blank into the desired form. The spindle’s speed must be carefully controlled to ensure that the material is deformed evenly.
High-Speed Rotation for Efficient Forming: The spindle must rotate at the correct speed to allow the rollers to apply even pressure and gradually form the part without over-stressing the material.
Hydraulic or Servo Actuation System: Flowforming machines use hydraulic or servo-actuated systems to control the movement and pressure of the rollers. These systems provide the force needed to deform the metal and ensure that the forming process is smooth and controlled.
Hydraulic Pressure for High-Strength Parts: The hydraulic system provides the necessary pressure to form high-strength materials, such as steel and titanium, into precise shapes without causing defects.
CNC Control System: Many modern flowforming machines are equipped with CNC (Computer Numerical Control) systems that allow for precise control over the forming process. The CNC system automates the movement of the rollers, ensuring that the material is formed with consistent accuracy and repeatability.
Automation for Precision and Repeatability: CNC control systems ensure that each part is formed to the exact same specifications, improving efficiency and reducing the risk of defects.
The Flowforming Process
Material Preparation: The process begins with the preparation of a metal blank, typically in the form of a tube or disc. The blank is made from materials such as aluminum, steel, or titanium, which have good ductility and can be deformed without cracking. The blank is mounted onto the mandrel in the flowforming machine.
Pre-Forms for Consistent Shaping: The initial shape of the blank is critical to the success of the flowforming process. Pre-forms must be designed to accommodate the thinning and stretching that occurs during forming.
Forming the Metal Blank: As the mandrel rotates, the rollers apply controlled pressure to the metal blank. The pressure from the rollers gradually thins and stretches the material, shaping it into the desired form. The flow of the material is carefully controlled to ensure that the part has uniform wall thickness and smooth surfaces.
Precision Thinning for Uniform Parts: The flowforming process allows for precise control over the material flow, ensuring that the part is formed with consistent wall thickness and meets tight dimensional tolerances.
Multiple Passes for Complex Shapes: For parts with complex geometries, the flowforming process may require multiple passes with the rollers. Each pass further deforms the metal, gradually bringing it closer to the final shape. The CNC system ensures that each pass is executed with precision, preventing defects such as wrinkles or uneven material distribution.
Complex Shapes with Tight Tolerances: Flowforming is ideal for producing parts with intricate shapes or features, such as flanges, tapers, or internal threads. The CNC system ensures that these features are formed with tight tolerances and repeatable accuracy.
Part Removal and Inspection: Once the flowforming process is complete, the finished part is removed from the mandrel and inspected for defects. The part is typically subjected to dimensional checks and surface quality inspections to ensure that it meets the required specifications.
Quality Control for High-Precision Parts: Flowforming produces parts with excellent surface finishes and dimensional accuracy, reducing the need for additional machining or finishing processes.
Applications of Metal Flowforming
Aerospace Industry: Flowforming is widely used in the aerospace industry to produce lightweight, high-strength components such as rocket motor casings, fuselage sections, and structural supports. The ability to create thin-walled parts with precise dimensions makes flowforming ideal for aerospace applications.
Rocket Motor Casings: Flowforming is used to produce thin-walled rocket motor casings with excellent strength and durability. These parts must withstand extreme pressures and temperatures, making flowforming a critical process for aerospace manufacturers.
Automotive Industry: In the automotive industry, flowforming is used to create lightweight components such as wheel rims, drive shafts, and suspension components. Flowformed parts are strong, lightweight, and capable of withstanding the stresses of high-performance vehicles.
Lightweight Alloy Wheels: Flowforming is used to produce lightweight alloy wheels for high-performance vehicles. The process ensures that the wheels have the strength needed to handle the stresses of driving while minimizing weight.
Defense and Military Applications: Flowforming is used to produce parts for defense and military applications, such as artillery shells, missile casings, and armor-piercing projectiles. These parts require high strength, durability, and precision, making flowforming an ideal manufacturing process.
Artillery Shells: Flowforming is used to produce artillery shells with thin walls and high strength, ensuring that they can withstand the pressures generated during firing while remaining lightweight.
Industrial Manufacturing: Flowforming is also used in the production of industrial components such as pressure vessels, heat exchanger tubes, and hydraulic cylinders. These parts require high strength and precision, making flowforming a valuable process for industrial manufacturers.
Heat Exchanger Tubes: Flowforming is used to produce thin-walled heat exchanger tubes with precise dimensions, ensuring efficient heat transfer and durability in demanding industrial applications.
Advantages of Metal Flowforming
High Precision and Repeatability: Flowforming ensures that parts are produced with tight tolerances and consistent quality, making it ideal for applications where precision is critical, such as aerospace and defense manufacturing.
Material Efficiency: Flowforming uses a cold-forming process that minimizes material waste, allowing manufacturers to produce parts with consistent wall thickness and minimal scrap. This improves cost efficiency and reduces the environmental impact of production.
Enhanced Mechanical Properties: The cold-forming process used in flowforming improves the mechanical properties of the metal, such as its hardness, tensile strength, and fatigue resistance. This makes flowformed parts more durable and capable of withstanding extreme conditions.
Cost-Effective for Medium- to High-Volume Production: Flowforming is particularly cost-effective for medium- to high-volume production runs, as it requires fewer tooling changes and offers shorter cycle times compared to other forming processes.
Challenges of Metal Flowforming
High Initial Setup Costs: The equipment and tooling required for flowforming can be expensive, making it less cost-effective for low-volume production runs. However, the long-term savings in material costs and reduced machining requirements often justify the initial investment.
Material Limitations: While flowforming is effective for a wide range of metals, such as aluminum, steel, and titanium, it may not be suitable for certain materials that are too brittle or have limited formability.
Metal flowforming is a highly efficient and versatile process used to produce lightweight, high-precision components with complex geometries. Whether used in aerospace, automotive, defense, or industrial applications, flowforming offers manufacturers a cost-effective solution for creating parts that meet the highest standards of performance and durability.
Circle Shear Machine
Circle Shear Machine
A circle shear machine, also known as a rotary shear or circular shearing machine, is a specialized cutting tool used to cut circular blanks or discs from sheet metal. These machines are designed to cut precise circular shapes in materials like steel, aluminum, copper, and brass, making them essential tools in industries such as automotive, aerospace, manufacturing, and metal fabrication. Circle shear machines are commonly used to produce metal discs for applications like cookware, automotive components, and industrial machinery.
Circle shear machines provide fast, efficient, and accurate cutting of circular blanks, with the ability to handle a wide range of materials and thicknesses. These machines are used for both high-volume production and custom manufacturing, ensuring that each circular blank is cut with precision and minimal waste.
Types of Circle Shear Machines
Manual Circle Shear Machines: Manual circle shear machines are operated by hand, making them suitable for small-scale production or custom jobs. These machines feature adjustable cutting blades and guides, allowing the operator to set the desired diameter of the cut. The operator manually rotates the sheet metal through the cutting blades to produce the circular blank.
Adjustable for Custom Cuts: Manual circle shear machines are highly versatile, allowing operators to adjust the cutting diameter for different-sized blanks. They are commonly used in workshops or fabrication shops for smaller jobs.
Advantages: Manual circle shear machines are affordable, easy to operate, and ideal for custom jobs or small production runs. They offer precise control over the cutting process, making them suitable for a wide range of materials.
Disadvantages: Manual circle shear machines are labor-intensive and not suitable for high-volume production. They also require skilled operators to ensure accurate cutting.
Motorized Circle Shear Machines: Motorized circle shear machines use electric motors to automate the cutting process. These machines are more powerful than manual models and are capable of cutting thicker or harder materials. Motorized circle shear machines are commonly used in metal fabrication shops and manufacturing facilities for medium- to large-scale production.
Powered Cutting for Efficiency: The motorized operation allows for faster and more efficient cutting, making these machines ideal for repetitive cutting tasks. Motorized circle shear machines often feature adjustable cutting settings, allowing operators to easily change the diameter of the cut.
Advantages: Motorized circle shear machines offer greater cutting power and efficiency compared to manual models. They are ideal for cutting thicker materials or handling higher production volumes.
Disadvantages: Motorized circle shear machines are more expensive and require a power source, making them less portable than manual machines. They also require regular maintenance to ensure proper operation.
CNC Circle Shear Machines: CNC (Computer Numerical Control) circle shear machines are fully automated machines that use CNC technology to control the cutting process. These machines are highly precise and capable of producing complex circular blanks with tight tolerances. CNC circle shear machines are commonly used in industries such as aerospace, automotive, and industrial manufacturing, where high precision is required.
Automated Precision for High-Volume Production: CNC circle shear machines allow operators to program the desired cutting parameters into the CNC system, which then controls the cutting blades to execute the cut with precision. These machines are ideal for high-volume production and applications that require consistent, repeatable results.
Advantages: CNC circle shear machines offer unmatched precision, efficiency, and repeatability. They are ideal for high-volume production or parts that require tight tolerances. The automation reduces the need for manual labor and minimizes the risk of errors.
Disadvantages: CNC circle shear machines are expensive to purchase and operate, making them best suited for large-scale production or applications that require high precision.
The Circle Shearing Process
Material Loading: The circle shearing process begins by loading the sheet metal onto the machine. For manual machines, the operator positions the sheet metal by hand, while motorized and CNC machines often have automated feeding systems that load the material into the cutting area.
Accurate Positioning for Precision Cuts: Proper positioning of the sheet metal is essential for ensuring that the circular blank is cut with precision. In CNC machines, the material is automatically positioned based on the programmed cutting parameters.
Adjusting the Cutting Diameter: The cutting diameter is set by adjusting the cutting blades and guides on the machine. In manual and motorized machines, the operator adjusts the settings to achieve the desired diameter. In CNC machines, the cutting diameter is programmed into the CNC system, which automatically adjusts the blades to the correct position.
Customizable Settings for Versatile Cutting: Circle shear machines offer adjustable cutting settings, allowing operators to produce circular blanks in a variety of sizes. This versatility is particularly important for manufacturers that produce custom or varied parts.
Cutting the Circular Blank: Once the machine is set up, the cutting process begins. The cutting blades rotate around the sheet metal, shearing out a precise circular blank. In manual machines, the operator manually turns the sheet metal through the blades, while motorized and CNC machines automate the cutting process.
Clean, Precise Cuts for Smooth Edges: The goal of the cutting process is to produce a clean, smooth-edged circular blank with minimal waste. Proper control of the cutting speed and pressure is essential for achieving high-quality cuts.
Finishing and Inspection: After the circular blank is cut, it is inspected for defects, such as rough edges, burrs, or dimensional inaccuracies. Any excess material or imperfections are removed to ensure that the blank is smooth and ready for use in further manufacturing processes.
Deburring for Clean Edges: Burrs or rough edges are common after cutting, especially in thicker or harder metals. These imperfections can be removed using deburring tools or machines to create a smooth, finished edge.
Applications of Circle Shear Machines
Cookware Manufacturing: Circle shear machines are widely used in the cookware industry to produce circular blanks for pots, pans, lids, and other kitchen utensils. The ability to cut precise, smooth-edged circles is essential for ensuring that the finished cookware pieces meet quality and performance standards.
Cutting Blanks for Pots and Pans: Circle shear machines are used to cut the circular blanks that are then formed into the final shape of pots, pans, and lids. The precision of the cut ensures that the cookware pieces are consistent in size and fit together properly.
Automotive Industry: In the automotive industry, circle shear machines are used to produce circular blanks for components such as gaskets, seals, and discs. These parts must be cut with high precision to ensure proper fit and function in automotive assemblies.
Cutting for Gaskets and Seals: Circular blanks are used to create gaskets and seals for engines, transmissions, and other automotive components. The precision of the cut is critical for ensuring that these parts provide a proper seal and prevent leaks.
Aerospace Industry: In the aerospace industry, circle shear machines are used to cut circular blanks for components such as bulkheads, panels, and structural supports. The high precision of CNC circle shear machines ensures that these parts meet the stringent safety and performance standards required in aerospace manufacturing.
Precision Cutting for Structural Components: Circle shear machines are used to create precise circular blanks for aerospace structural components that must withstand extreme forces and environmental conditions.
Metal Fabrication and Industrial Manufacturing: Circle shear machines are commonly used in metal fabrication shops and industrial manufacturing facilities to cut circular blanks for a wide range of applications, including machinery components, industrial equipment, and decorative metalwork.
Custom Cutting for Industrial Applications: Circle shear machines allow manufacturers to produce custom circular blanks for industrial machinery and equipment, ensuring that each part meets the exact specifications required for the application.
Advantages of Circle Shear Machines
Precision Cutting for Circular Blanks: Circle shear machines are specifically designed for cutting precise circular shapes in sheet metal, ensuring clean, accurate cuts with minimal material waste. This precision is essential for industries such as automotive, aerospace, and cookware manufacturing.
Efficiency for High-Volume Production: Motorized and CNC circle shear machines are highly efficient and capable of producing large quantities of circular blanks quickly and with consistent quality. This makes them ideal for high-volume production in industries such as manufacturing and metal fabrication.
Versatility for Different Metals: Circle shear machines can handle a wide range of sheet metal materials, including steel, aluminum, copper, and brass. This versatility makes them valuable tools for manufacturers working with different types of materials.
Clean, Smooth Edges: Circle shear machines are designed to create clean, smooth edges, reducing the need for additional finishing operations such as deburring or grinding. This improves the overall quality of the finished part and reduces production time.
Challenges of Circle Shear Machines
Tool Wear and Maintenance: The cutting blades on circle shear machines wear out over time and need to be replaced regularly to maintain cutting precision. Proper maintenance is essential to ensure that the machines continue to produce high-quality cuts.
High Initial Setup Costs for CNC Machines: CNC circle shear machines are expensive to purchase and operate, making them a significant investment for manufacturers. However, the high precision and efficiency of these machines often justify the initial setup costs for large-scale production.
Circle shear machines are essential tools for cutting precise circular blanks in sheet metal. Whether used in cookware manufacturing, automotive, aerospace, or industrial applications, these machines provide the accuracy, efficiency, and versatility needed to produce high-quality circular blanks with consistent precision.
Sheet Metal Flange Forming
Sheet Metal Rounded Corners
Sheet metal flange forming is a process used to create flanges—raised rims or edges—on sheet metal components. These flanges are essential for connecting parts, adding strength, and providing structural support in various applications. Flange forming is a key technique in industries such as automotive, aerospace, construction, HVAC, and metal fabrication, where sheet metal components must be securely joined or reinforced. Flanges help ensure a tight, secure fit between parts, especially in systems that handle fluids, air, or structural loads.
There are several methods for forming flanges on sheet metal, including roll forming, press brake bending, and stamping. Each method is chosen based on factors like the material, thickness, shape, and the specific requirements of the application. Proper flange forming ensures that the metal retains its strength and integrity, even after being bent or formed into complex shapes.
Methods of Sheet Metal Flange Forming
Roll Forming: Roll forming is a continuous process used to create flanges by passing sheet metal through a series of rollers that gradually bend the edges into the desired shape. This method is ideal for producing long, uniform flanges in high-volume production settings. Roll forming is commonly used in the production of components like metal roofing, siding, and structural panels.
High Efficiency for Long Parts: Roll forming is highly efficient and suitable for forming flanges on long pieces of sheet metal, such as beams, channels, and ducts. The process is continuous, allowing manufacturers to produce large quantities of flange-formed parts with minimal material waste.
Advantages: Roll forming is ideal for high-volume production and produces consistent, high-quality flanges with minimal deformation. It is also suitable for thin and thick sheet metals.
Disadvantages: Roll forming is less flexible than other methods, making it less suitable for producing short, custom, or complex flange shapes.
Press Brake Bending: Press brake bending is a common method for forming flanges on smaller or custom-shaped sheet metal parts. A press brake uses a punch and die to bend the edges of the sheet metal to form a flange. This method is highly versatile and allows for precise control over the angle, length, and shape of the flange. Press brakes are often used in low- to medium-volume production runs or for custom fabrication jobs.
Precision Bending for Custom Parts: Press brake bending allows manufacturers to create flanges with precise angles and lengths, making it ideal for custom parts and prototypes. The process is highly flexible, allowing for the formation of complex flange shapes.
Advantages: Press brake bending offers excellent precision and versatility, making it ideal for small batches or custom parts. It is suitable for a wide range of sheet metal thicknesses.
Disadvantages: Press brake bending can be slower than roll forming for high-volume production and may require more setup time, especially for complex or custom parts.
Stamping: Stamping is a high-speed method for forming flanges on sheet metal parts. In the stamping process, a press forces the sheet metal into a die, which shapes the material and forms the flange in a single operation. Stamping is ideal for producing large quantities of parts quickly and with consistent quality. It is commonly used in automotive and appliance manufacturing, where components like brackets, panels, and enclosures require flanged edges.
High-Speed Production for Large Volumes: Stamping is highly efficient and capable of producing flanges in large quantities with consistent quality. The process is well-suited for parts with simple, uniform flange shapes.
Advantages: Stamping offers fast production speeds, making it ideal for high-volume manufacturing. It also ensures consistent flange dimensions and high repeatability.
Disadvantages: Stamping requires expensive tooling and is less flexible than other methods, making it better suited for high-volume production rather than custom or low-volume runs.
Hydroforming: Hydroforming is a specialized forming process that uses high-pressure hydraulic fluid to shape sheet metal into complex forms, including flanged edges. Hydroforming is commonly used for parts that require intricate shapes or tight tolerances, such as automotive body panels, aerospace components, and structural parts. This process is ideal for forming flanges on lightweight materials, such as aluminum and stainless steel, without compromising the material’s strength or surface quality.
Complex Shapes with High Precision: Hydroforming allows manufacturers to form flanges on parts with complex geometries and tight tolerances. The process is particularly useful for producing lightweight components with strong, durable flanges.
Advantages: Hydroforming provides excellent precision and allows for the formation of flanges on complex shapes and lightweight materials. It also minimizes material thinning and surface defects.
Disadvantages: Hydroforming is more expensive than traditional forming methods and is best suited for high-value, precision parts rather than mass production.
Key Components of a Sheet Metal Flange Forming Machine
Rollers (Roll Forming): In roll forming machines, rollers are the primary tools used to bend and shape the edges of the sheet metal into flanges. The sheet metal passes through multiple rollers, each progressively bending the metal until the desired flange shape is achieved. The rollers must be precisely aligned and adjusted to ensure consistent, high-quality flange formation.
Gradual Bending for Uniform Flanges: The rollers are designed to gradually bend the metal, ensuring that the flange is formed smoothly and without distortion. Proper roller alignment is critical for maintaining consistent flange dimensions.
Punch and Die (Press Brake and Stamping): In press brake and stamping machines, the punch and die are the tools used to shape the flange. The punch presses the sheet metal into the die, bending or forming the edges into a flange. The punch and die must be designed to match the exact flange dimensions and angles required for the part.
Precision Tools for Accurate Flanges: The punch and die must be carefully designed and maintained to ensure that the flange is formed with accurate dimensions and angles. Any wear or misalignment in the tools can lead to defects in the flange.
Hydraulic System (Hydroforming): In hydroforming machines, a hydraulic system is used to apply high pressure to the sheet metal, forcing it into a die and forming the flange. The hydraulic system must provide precise control over the pressure and timing of the forming process to ensure that the flange is formed without damaging the material.
High Pressure for Complex Flanges: The hydraulic system provides the force needed to shape the sheet metal into complex forms, including flanges, without causing cracks or material failure.
Control System: Modern flange forming machines are often equipped with computer numerical control (CNC) systems that allow operators to program the flange dimensions, angles, and forming parameters. The control system ensures that the forming process is consistent and repeatable, reducing the risk of defects and improving production efficiency.
CNC Control for Precision and Consistency: CNC systems automate the flange forming process, allowing for precise control over the forming parameters. This ensures that each flange is formed to the exact same specifications, improving quality and reducing material waste.
The Flange Forming Process
Material Preparation: The sheet metal must be properly prepared before the flange forming process begins. This typically involves cutting the sheet metal to the required size and shape, deburring the edges, and cleaning the surface to remove any dirt, grease, or contaminants. Proper material preparation ensures that the flange is formed cleanly and without defects.
Deburring for Clean Edges: Any rough edges or burrs must be removed from the sheet metal to ensure that the flange is formed with smooth, clean edges. This is especially important in applications where the flange will be exposed to high pressure or stress.
Forming the Flange: The flange forming process depends on the method being used. In roll forming, the sheet metal is passed through a series of rollers that gradually bend the edges into a flange. In press brake bending, the sheet metal is placed between a punch and die, and pressure is applied to form the flange. In stamping, the flange is formed in a single press operation, while in hydroforming, the sheet metal is shaped by hydraulic pressure.
Consistent Pressure for Smooth Flanges: Proper control of the forming pressure is essential for creating a smooth, uniform flange without defects such as cracks, wrinkles, or thinning.
Finishing and Inspection: After the flange is formed, the part is inspected for defects such as cracks, uneven edges, or dimensional inaccuracies. Any excess material, such as burrs or rough edges, is removed to ensure that the flange is smooth and ready for use. The part is also measured to ensure that the flange meets the required dimensions and tolerances.
Quality Control for Reliable Flanges: Flanges must meet strict quality standards to ensure that they provide a secure, leak-proof connection. Inspection and finishing are critical steps in the flange forming process to ensure that the final product meets these standards.
Applications of Sheet Metal Flange Forming
Automotive Industry: Sheet metal flange forming is widely used in the automotive industry to create flanges on components such as exhaust systems, body panels, and structural parts. Flanges are essential for connecting parts and providing strength and rigidity to automotive assemblies.
Flanges for Exhaust Systems and Body Panels: Flanges are commonly formed on exhaust pipes and body panels to provide a secure connection between parts. Flange forming ensures that these components are strong, durable, and resistant to vibration and stress.
Aerospace Industry: In the aerospace industry, flange forming is used to create flanges on lightweight materials such as aluminum and titanium. These flanges are used to connect structural components, fuel tanks, and engine parts, where precision and strength are critical.
Flanges for Lightweight Aerospace Components: Flange forming is used to create flanges on thin, lightweight sheet metal components used in aircraft. The precision of the flange is critical for ensuring that the parts meet the strict safety and performance standards required in aerospace manufacturing.
HVAC Systems: In the HVAC industry, flange forming is used to create flanges on ductwork and ventilation systems. These flanges provide a secure connection between sections of ductwork, ensuring that the system operates efficiently and without leaks.
Forming Flanges for Ductwork: Flanges are commonly formed on HVAC ducts to provide a secure connection point for joining sections of ductwork. The flanges must be strong enough to withstand the pressure and airflow in the system.
Construction and Metal Fabrication: Flange forming is used in the construction and metal fabrication industries to create flanges on beams, columns, and other structural components. These flanges provide additional strength and stability to the structure, ensuring that it can withstand loads and stresses.
Flanges for Structural Components: Flange forming is used to create flanges on structural components such as beams and columns, adding strength and rigidity to the structure.
Advantages of Sheet Metal Flange Forming
Improved Strength and Structural Integrity: Forming flanges on sheet metal components increases their strength and rigidity, making them more durable and capable of withstanding stress. This is especially important in applications where the parts are exposed to high pressure, vibration, or loads.
Secure Connections for Joining Parts: Flanges provide a secure, leak-proof connection between parts, ensuring that they are properly aligned and sealed. This is essential in systems that handle fluids, air, or structural loads, such as exhaust systems, HVAC ducts, and piping.
Versatility for Different Materials and Applications: Flange forming can be used on a wide range of sheet metal materials, including steel, aluminum, copper, and stainless steel. This versatility makes flange forming a valuable process in industries ranging from automotive and aerospace to construction and HVAC.
Precision for Complex Shapes: Modern flange forming machines, especially those equipped with CNC systems, offer precise control over the forming process, allowing manufacturers to create flanges with tight tolerances and complex shapes.
Challenges of Sheet Metal Flange Forming
Tool Wear and Maintenance: The tools used in flange forming, such as rollers, punches, and dies, wear out over time and need to be replaced regularly to maintain forming precision. Proper maintenance is essential to ensure consistent, high-quality flange formation.
Material Limitations: Certain materials, especially brittle or high-strength metals, can be challenging to flange without causing cracks or defects. Proper material selection and forming techniques are essential to avoid these issues.
Sheet metal flange forming is a critical process in many industries, providing strength, durability, and secure connections for components ranging from automotive exhaust systems to aerospace structural parts. Whether done through roll forming, press brake bending, stamping, or hydroforming, flange forming ensures that sheet metal parts meet the demands of modern manufacturing and engineering.
Super Surface Finishing
Metal Buffing and Polishing Machines
Super surface finishing refers to advanced techniques used to achieve extremely smooth and polished surfaces on metal parts, often with a mirror-like finish. These techniques are critical in industries where surface quality is essential for performance, aesthetics, or functionality. Super surface finishing processes are used to remove surface imperfections, improve surface smoothness, reduce friction, and enhance the overall appearance of metal parts. This type of finishing is commonly applied to parts in industries such as aerospace, automotive, medical devices, precision engineering, and consumer electronics.
Super surface finishing goes beyond traditional polishing or grinding, utilizing highly specialized methods such as electropolishing, chemical polishing, and advanced mechanical processes like lapping and superfinishing. These techniques achieve surface finishes with very low roughness values, measured in microns, often below Ra 0.1 µm.
Types of Super Surface Finishing Processes
Electropolishing: Electropolishing is an electrochemical process that removes a thin layer of metal from the surface of a part, smoothing out micro-level roughness and imperfections. The process involves immersing the part in an electrolytic bath and applying an electric current. Electropolishing is commonly used for stainless steel, aluminum, and other metals that require a high level of surface smoothness and corrosion resistance.
Smoothing at the Microscopic Level: Electropolishing removes high points on the surface of the metal, leaving a smooth, polished finish. It also improves the part’s corrosion resistance by removing surface contaminants and creating a passive oxide layer.
Advantages: Electropolishing provides a uniform, smooth finish with minimal material removal. It is ideal for complex shapes and internal surfaces that are difficult to reach with mechanical polishing methods.
Disadvantages: Electropolishing is limited to conductive materials and may not be suitable for all types of metals or parts that require tight dimensional tolerances.
Chemical Polishing: Chemical polishing involves immersing a metal part in a chemical solution that selectively dissolves surface imperfections, leaving behind a smooth, polished surface. Unlike electropolishing, chemical polishing does not require an electric current. This process is commonly used for metals like aluminum, copper, and brass, as well as non-conductive materials.
Non-Electrical Smoothing for Complex Parts: Chemical polishing is especially useful for parts with complex shapes or internal passages, where mechanical polishing is impractical. The chemical solution uniformly polishes the surface without the need for physical contact.
Advantages: Chemical polishing is fast and efficient, providing a smooth, polished finish without the need for mechanical force. It is suitable for a wide range of materials, including non-metals.
Disadvantages: Chemical polishing can be less precise than electropolishing or mechanical finishing, and the chemicals used can be hazardous if not handled properly.
Superfinishing (Microfinishing): Superfinishing is a mechanical process that uses fine abrasives to achieve an ultra-smooth surface finish with extremely low roughness values. This process involves the oscillating movement of an abrasive tool or film against the surface of the part. Superfinishing is commonly used on cylindrical or spherical parts, such as crankshafts, bearings, and precision components, where surface smoothness is critical for reducing friction and wear.
Reducing Friction for High-Performance Parts: Superfinishing creates an extremely smooth surface that reduces friction and wear, improving the performance and longevity of precision components such as bearings and gears.
Advantages: Superfinishing provides a highly controlled surface finish, making it ideal for parts that require precise surface characteristics. It reduces friction and improves the part’s resistance to wear and corrosion.
Disadvantages: Superfinishing can be time-consuming and may require specialized equipment and skilled operators. It is also limited to parts with relatively simple geometries.
Lapping: Lapping is a precision surface finishing process that involves rubbing two surfaces together with an abrasive slurry between them. This process is used to achieve extremely flat and smooth surfaces with tight tolerances. Lapping is commonly used for parts like valves, bearings, and optical components, where flatness and surface quality are critical.
Ultra-Flat Surfaces for Precision Parts: Lapping achieves surfaces that are both flat and smooth, making it ideal for parts that require a high degree of accuracy and tight tolerances.
Advantages: Lapping provides a highly precise and uniform surface finish, making it suitable for parts that require extremely low surface roughness and high flatness.
Disadvantages: Lapping is a slow process and is not suitable for large production runs. It also requires careful control of the abrasive slurry to avoid over-polishing or damaging the part.
Polishing and Buffing: Polishing and buffing are traditional mechanical finishing processes used to achieve smooth, shiny surfaces on metal parts. These processes involve using abrasive compounds and rotating wheels or pads to remove surface imperfections and create a reflective finish. While polishing is more aggressive and used for initial surface smoothing, buffing is used to achieve a high-gloss finish.
Creating a High-Gloss Finish: Polishing and buffing are widely used in industries such as automotive, aerospace, and consumer goods to create aesthetically pleasing finishes on parts like wheels, body panels, and appliances.
Advantages: Polishing and buffing provide a high-quality, reflective finish, making them ideal for parts that require an attractive appearance. These processes are also relatively fast and cost-effective.
Disadvantages: Polishing and buffing can be labor-intensive, especially for complex parts, and may not achieve the same level of surface smoothness as advanced processes like electropolishing or superfinishing.
Applications of Super Surface Finishing
Aerospace Industry: Super surface finishing is critical in the aerospace industry, where parts like turbine blades, landing gear, and structural components must meet strict surface quality standards. Superfinishing and electropolishing are commonly used to reduce friction and improve the performance and longevity of critical components.
Smooth Surfaces for Reduced Friction: Super surface finishing reduces friction on aerospace components like turbine blades, improving their efficiency and reducing wear over time.
Medical Devices and Implants: Super surface finishing is essential for medical devices and implants, where surface smoothness is critical for biocompatibility, hygiene, and performance. Electropolishing is commonly used to finish stainless steel and titanium implants, ensuring that they are smooth, corrosion-resistant, and safe for use in the human body.
Smooth, Biocompatible Surfaces for Implants: Super surface finishing ensures that medical implants have smooth, corrosion-resistant surfaces that are safe for long-term use in the body.
Automotive Industry: In the automotive industry, super surface finishing is used to enhance the performance of components like engine parts, transmission gears, and crankshafts. Superfinishing reduces friction and wear, improving the efficiency and durability of these parts.
Enhanced Performance for Engine Components: Super surface finishing reduces friction on engine components like crankshafts and gears, improving performance and fuel efficiency.
Precision Engineering: Super surface finishing is used in precision engineering applications, such as the manufacture of bearings, valves, and precision instruments. These parts require extremely smooth surfaces to ensure proper function, reduce friction, and improve performance.
Smooth Surfaces for High-Precision Components: Superfinishing and lapping are used to achieve ultra-smooth surfaces on precision parts, ensuring that they meet tight tolerances and perform reliably.
Consumer Electronics and Optics: Super surface finishing is used in the production of consumer electronics and optical components, where smooth, reflective surfaces are critical for both performance and aesthetics. Polishing and buffing are commonly used to create shiny, mirror-like finishes on smartphones, tablets, and cameras.
Polished Surfaces for High-End Electronics: Polishing and superfinishing techniques are used to create sleek, reflective surfaces on consumer electronics, enhancing their appearance and durability.
Advantages of Super Surface Finishing
Enhanced Aesthetics: Super surface finishing techniques, such as polishing and buffing, create visually appealing surfaces with a high-gloss, mirror-like finish. This is particularly important for consumer goods, automotive components, and decorative metalwork.
Improved Performance and Efficiency: Superfinishing and electropolishing reduce surface roughness, minimizing friction and wear on moving parts. This improves the efficiency and longevity of components such as bearings, gears, and turbine blades.
Corrosion Resistance: Electropolishing and chemical polishing improve the corrosion resistance of metal parts by removing surface contaminants and creating a smooth, passive oxide layer. This is especially important for stainless steel and other metals used in harsh environments.
Biocompatibility for Medical Devices: Super surface finishing ensures that medical devices and implants have smooth, non-reactive surfaces, improving their biocompatibility and safety for use in the human body.
Precision and Accuracy: Super surface finishing processes, such as lapping and superfinishing, achieve extremely low surface roughness and tight tolerances, making them ideal for precision components that require high accuracy and smoothness.
Challenges of Super Surface Finishing
High Costs for Advanced Processes: Advanced super surface finishing techniques, such as electropolishing and lapping, can be expensive due to the specialized equipment and skilled operators required. These processes may not be cost-effective for low-volume production or parts with less stringent surface requirements.
Time-Consuming Processes: Super surface finishing processes like superfinishing and lapping can be time-consuming, especially for parts with complex geometries or tight tolerances. Manufacturers must balance the need for high-quality finishes with production efficiency.
Super surface finishing is essential for achieving the smooth, high-quality surfaces required in industries such as aerospace, automotive, medical devices, and precision engineering. Whether used to reduce friction, improve corrosion resistance, or enhance aesthetics, these advanced finishing techniques ensure that metal parts meet the highest standards of performance, durability, and appearance.
Dished End Making Machine
Beading Machine Price
A dished end making machine is a specialized piece of equipment used to manufacture dished ends, which are concave, rounded caps or closures often found on the ends of pressure vessels, boilers, storage tanks, and other cylindrical containers. Dished ends are essential components in industries such as oil and gas, petrochemicals, chemical processing, food processing, and water treatment, where pressure-tight and structurally strong end closures are required for safety and functionality.
The process of making dished ends involves forming flat metal plates into curved, dome-like shapes through various forming methods, including spinning, pressing, or flanging. These machines allow manufacturers to produce dished ends of different sizes, thicknesses, and materials, including carbon steel, stainless steel, and aluminum.
Types of Dished End Making Machines
Hydraulic Pressing Machines: Hydraulic pressing machines are commonly used for forming dished ends by applying high-pressure force to a flat metal plate. The plate is pressed into a concave die, gradually taking on the desired dished shape. This method is highly efficient and ideal for producing dished ends with large diameters and thick materials.
High Pressure for Large, Thick Dished Ends: Hydraulic pressing machines are capable of forming large dished ends with thick walls, ensuring that they can withstand high pressure and stress in applications such as pressure vessels and boilers.
Advantages: Hydraulic pressing offers excellent control over the forming process, allowing manufacturers to create dished ends with precise dimensions and smooth surfaces. It is ideal for producing high-strength dished ends for demanding applications.
Disadvantages: Hydraulic pressing machines are expensive and require significant setup time, making them more suitable for large-scale production rather than small or custom jobs.
Spinning Machines: Spinning is another method used to form dished ends by rotating a flat metal blank on a lathe-like machine. As the blank rotates, forming rollers apply pressure to gradually bend the metal into a dished shape. Spinning is typically used for producing dished ends with smaller diameters or thinner materials.
Gradual Forming for Thin or Small Dished Ends: Spinning allows for precise control over the forming process, making it suitable for producing dished ends with intricate shapes or thin walls. The process is highly flexible and can be used for small-batch production or custom parts.
Advantages: Spinning is cost-effective for small-batch or custom production and offers excellent flexibility for forming dished ends with various sizes and shapes. The process is also suitable for thinner materials, such as stainless steel or aluminum.
Disadvantages: Spinning is slower than hydraulic pressing and may not be suitable for forming large or thick-walled dished ends. It also requires skilled operators to ensure precise forming.
Flanging Machines: Flanging machines are used to form the edges of dished ends, creating a flange or raised rim that can be used to attach the dished end to a cylindrical vessel or pipe. The machine bends the edges of the dished end outward, creating a flange that matches the diameter of the vessel. Flanging is often used in conjunction with pressing or spinning to complete the dished end.
Forming Flanges for Secure Attachment: Flanging is essential for ensuring that the dished end can be securely attached to the vessel, creating a leak-proof seal and providing structural strength. Flanging machines allow for precise control over the flange dimensions and angles.
Advantages: Flanging machines provide consistent, precise flanges that ensure a secure connection between the dished end and the vessel. The process is highly efficient and can be integrated into automated production lines.
Disadvantages: Flanging machines are specialized tools that may not be suitable for small or custom production runs. They are best suited for high-volume production of dished ends with standard flange dimensions.
Deep Drawing Machines: Deep drawing is a forming method used to create dished ends by stretching a flat metal plate into a concave shape using a punch and die. The metal is drawn into the die cavity while maintaining its thickness, creating a deep, dished end with uniform wall thickness. Deep drawing is often used for producing dished ends with complex geometries or deep curvatures.
Deep Forming for Complex Dished Ends: Deep drawing allows manufacturers to create dished ends with complex shapes and deep curvatures, making it suitable for parts that require intricate designs or tight tolerances.
Advantages: Deep drawing offers precise control over the wall thickness and shape of the dished end, ensuring consistent quality and structural integrity. It is ideal for producing parts with deep, complex curvatures.
Disadvantages: Deep drawing requires specialized tooling and is more expensive than other forming methods. It is best suited for high-value parts or applications where precise control over wall thickness is critical.
Key Components of a Dished End Making Machine
Press or Punch: In pressing and deep drawing machines, the press or punch applies force to the metal plate, shaping it into the dished form. The press must be capable of generating high pressure to deform the metal without causing cracks or thinning.
High Pressure for Thick Materials: The press must provide enough force to shape thick metal plates into dished ends without compromising the material’s structural integrity. Proper pressure control is essential for achieving consistent results.
Rotating Mandrel or Die: In spinning and pressing machines, the mandrel or die provides the internal shape of the dished end. As the metal is pressed or spun around the mandrel, it gradually takes on the desired curvature. The mandrel or die must be precisely machined to ensure that the final part meets the required dimensions.
Precision Shaping for Consistent Results: The mandrel or die must be carefully designed and aligned to ensure that the dished end is formed with consistent dimensions and a smooth surface.
Forming Rollers (Spinning): In spinning machines, forming rollers apply pressure to the rotating metal blank, gradually shaping it into a dished end. The rollers must be precisely controlled to ensure that the metal is formed smoothly and without defects.
Controlled Pressure for Smooth Surfaces: The forming rollers must apply consistent pressure to prevent wrinkling, cracking, or uneven thickness in the final part.
Hydraulic System: In hydraulic pressing machines, the hydraulic system provides the force needed to press the metal into the die. The hydraulic system must provide precise control over the pressure and speed of the forming process to ensure that the metal is deformed uniformly.
Hydraulic Force for Large Dished Ends: The hydraulic system provides the necessary force to form large or thick-walled dished ends, ensuring that the material flows smoothly into the die.
Control Panel: Modern dished end making machines are often equipped with computer numerical control (CNC) systems that allow operators to program the forming parameters, such as pressure, speed, and curvature. The control panel ensures that the forming process is consistent and repeatable, reducing the risk of defects and improving production efficiency.
Automation for Precision and Consistency: CNC control systems automate the forming process, allowing for precise control over the dimensions and shape of the dished end. This ensures that each part is formed to the exact same specifications.
The Dished End Making Process
Material Preparation: The process begins with preparing a flat metal plate, which is typically cut to the desired size and thickness. The edges of the plate may be deburred or smoothed to ensure a clean, defect-free surface for forming.
Cutting and Deburring for Clean Edges: Proper preparation of the metal plate ensures that the dished end can be formed without defects such as cracks or wrinkles.
Forming the Dished End: The metal plate is placed in the dished end making machine, where it is pressed, spun, or drawn into the desired shape. The forming process depends on the type of machine being used—hydraulic pressing machines use a press to shape the metal into a concave form, while spinning machines gradually shape the metal using forming rollers.
Consistent Forming for Smooth Curves: The goal of the forming process is to create a smooth, uniform curvature with consistent wall thickness. Proper control of the forming pressure and speed is essential for achieving high-quality results.
Flanging (If Required): If the dished end requires a flange, the edges of the part are formed using a flanging machine. The flange provides a raised rim that allows the dished end to be securely attached to a cylindrical vessel or pipe. Flanging ensures that the part can be bolted or welded in place, creating a secure, leak-proof connection.
Forming Flanges for Attachment: The flanging process creates a secure attachment point for the dished end, ensuring that it can be easily connected to other components in a pressure vessel or tank.
Finishing and Inspection: After the dished end is formed, it is inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by removing any excess material or smoothing the edges. Quality control checks ensure that the dished end meets the required specifications for strength, curvature, and dimensional accuracy.
Quality Control for High-Strength Parts: Dished ends must meet strict quality standards to ensure that they can withstand the pressure and stress of the application. Inspection and finishing are critical steps in the process to ensure that the final part is free from defects.
Applications of Dished Ends
Pressure Vessels and Boilers: Dished ends are commonly used in the construction of pressure vessels and boilers, where they serve as end closures that can withstand high internal pressures. The dished shape distributes pressure evenly across the surface, reducing the risk of failure and ensuring the safety and performance of the vessel.
High-Pressure Applications for Safety: Dished ends are essential for pressure vessels that operate under high pressure, such as steam boilers, gas storage tanks, and chemical reactors. The shape of the dished end ensures that it can handle the pressure without failing.
Storage Tanks: Dished ends are used as closures for storage tanks, particularly those used for storing liquids or gases. The dished shape helps prevent the buildup of internal pressure and provides structural strength to the tank.
Strong, Leak-Proof Closures for Tanks: Dished ends provide a secure, leak-proof closure for storage tanks, ensuring that the contents are safely contained and that the tank can withstand internal pressure.
Food and Beverage Processing: Dished ends are commonly used in the food and beverage industry for pressure vessels and tanks used in processing, storage, and transportation. The smooth, rounded surface of the dished end helps maintain hygiene by preventing the buildup of contaminants or residue.
Hygienic Surfaces for Food Processing Tanks: In food and beverage processing, dished ends provide smooth, clean surfaces that are easy to sanitize, ensuring that the products remain safe and uncontaminated.
Water Treatment and Chemical Processing: Dished ends are used in water treatment and chemical processing tanks, where they must withstand corrosive materials and high pressures. The dished shape provides strength and durability, ensuring that the tanks can operate safely under demanding conditions.
Durable Closures for Chemical Tanks: Dished ends are essential for chemical processing tanks, where they provide a strong, corrosion-resistant closure that can handle harsh chemicals and high pressure.
Advantages of Dished End Making Machines
High Precision and Consistency: Dished end making machines provide precise control over the forming process, ensuring that each part is produced with consistent dimensions and smooth surfaces. This is essential for applications where dished ends must meet strict safety and performance standards.
Versatility for Different Materials and Sizes: Dished end making machines can handle a wide range of materials, including carbon steel, stainless steel, aluminum, and other metals. They are also capable of producing dished ends in various sizes and thicknesses, making them versatile tools for manufacturers.
Improved Structural Integrity: Dished ends formed using specialized machines have superior structural integrity, ensuring that they can withstand high pressure, temperature, and stress. The smooth, curved shape of the dished end helps distribute pressure evenly, reducing the risk of failure.
Efficiency for High-Volume Production: Dished end making machines, especially hydraulic presses and automated spinning machines, are highly efficient and capable of producing large quantities of parts quickly and with minimal waste. This makes them ideal for high-volume production in industries like pressure vessel manufacturing and tank fabrication.
Challenges of Dished End Making Machines
High Initial Setup Costs: Dished end making machines, particularly hydraulic presses and spinning machines, require significant initial investment in equipment and tooling. These costs can be prohibitive for small manufacturers or custom production runs.
Skilled Operation Required: Operating dished end making machines, especially spinning and flanging machines, requires skilled operators to ensure precise forming and avoid defects such as cracks or uneven thickness. Improper operation can result in defects that compromise the strength and safety of the dished end.
Dished end making machines are essential tools in industries that require high-strength, pressure-resistant closures for tanks, vessels, and other cylindrical containers. These machines provide the precision, efficiency, and versatility needed to produce dished ends that meet the strict safety and performance standards required in applications such as pressure vessels, boilers, storage tanks, and chemical processing equipment.
Thermal Deburring Machines
Thermal Deburring Machines for Sale
Thermal deburring machines are specialized tools used to remove burrs from metal and plastic parts through a controlled thermal process. Burrs are unwanted protrusions or sharp edges that often form during machining, cutting, drilling, or other manufacturing processes. These imperfections can affect the quality, performance, and safety of the final product. Thermal deburring machines offer a fast and efficient way to remove burrs, particularly from complex parts or internal passages that are difficult to access with traditional deburring methods.
The thermal deburring process, also known as explosive deburring or thermal energy method (TEM), involves placing the parts in a sealed chamber and exposing them to a controlled explosion of combustible gas. The high temperature generated by the explosion burns off the burrs, leaving the rest of the part intact. This method is highly effective for removing burrs from hard-to-reach areas and is widely used in industries such as automotive, aerospace, medical devices, and precision engineering.
Key Components of Thermal Deburring Machines
Sealed Chamber: The thermal deburring process takes place inside a sealed chamber, where the parts are placed during the deburring operation. The chamber must be able to withstand high temperatures and pressures generated by the controlled explosion.
Pressure-Resistant Chamber for Safety: The chamber is designed to contain the explosion safely while ensuring that the parts inside are properly exposed to the thermal energy. It is made from heat-resistant materials to withstand repeated use.
Gas Injection System: The gas injection system introduces a mixture of combustible gases, typically hydrogen or methane, into the chamber. The gas mixture is carefully controlled to ensure that the explosion is effective at removing the burrs without damaging the parts.
Precise Gas Control for Consistent Results: The gas injection system must deliver the correct mixture of gases at the right pressure and volume to ensure that the explosion is powerful enough to remove the burrs but not so intense that it damages the parts.
Ignition System: The ignition system is responsible for triggering the explosion inside the chamber. It ignites the gas mixture, causing a rapid combustion that generates high heat and pressure. The ignition system must be reliable and safe, ensuring that the explosion occurs only when the chamber is sealed and the gas mixture is correctly set.
Controlled Ignition for Safe Operation: The ignition system is carefully timed to ensure that the explosion occurs at the right moment, providing consistent deburring results while minimizing the risk of damage to the parts or the machine.
Cooling and Ventilation System: After the explosion, the chamber must be cooled down before the parts can be removed. The cooling and ventilation system helps dissipate the heat and remove any residual gases from the chamber. This system ensures that the parts are safe to handle after the deburring process and that the machine is ready for the next cycle.
Efficient Cooling for Fast Turnaround: The cooling system ensures that the chamber returns to a safe temperature quickly, allowing for efficient operation and minimizing downtime between deburring cycles.
Control Panel: Thermal deburring machines are equipped with a control panel that allows operators to set and monitor the deburring parameters, such as gas mixture, pressure, ignition timing, and cycle duration. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the process and ensure repeatable, high-quality results.
Automation for Precision and Consistency: The control panel allows operators to program the machine for specific parts and materials, ensuring that the deburring process is consistent and tailored to the requirements of each job.
The Thermal Deburring Process
Part Preparation: Before the thermal deburring process begins, the parts are loaded into the sealed chamber. The parts must be properly cleaned and free from any oils, grease, or contaminants that could interfere with the deburring process. The size, shape, and material of the parts are considered when setting the deburring parameters.
Cleaning for Optimal Results: Ensuring that the parts are clean and free from contaminants helps improve the effectiveness of the thermal deburring process and prevents any unintended reactions during the explosion.
Gas Injection and Ignition: Once the parts are loaded, the chamber is sealed, and the combustible gas mixture is injected into the chamber. The ignition system is then triggered, causing the gas to explode. The explosion generates a rapid burst of heat, typically reaching temperatures of 2,500 to 3,500 degrees Celsius (4,500 to 6,300 degrees Fahrenheit), which burns off the burrs on the surface of the parts.
High-Temperature Explosion for Burr Removal: The heat from the explosion is concentrated on the burrs, which are typically much thinner than the rest of the part. The burrs burn away almost instantly, leaving the rest of the part unaffected.
Cooling and Ventilation: After the explosion, the chamber is cooled down, and any remaining gases are vented. The cooling process ensures that the parts are safe to handle and that the machine is ready for the next deburring cycle.
Rapid Cooling for Efficient Operation: The cooling and ventilation system ensures that the chamber is quickly returned to a safe temperature, allowing for faster cycle times and increased productivity.
Part Removal and Inspection: Once the chamber has cooled, the parts are removed and inspected for any remaining burrs or defects. In most cases, the thermal deburring process removes all burrs from the parts, even in hard-to-reach areas or internal passages. Any remaining burrs can be removed through additional deburring methods if necessary.
Inspection for Quality Assurance: The parts are carefully inspected to ensure that the deburring process has been effective and that the parts meet the required specifications for surface finish and dimensional accuracy.
Applications of Thermal Deburring Machines
Automotive Industry: Thermal deburring is widely used in the automotive industry to remove burrs from precision components such as engine parts, fuel injectors, and transmission gears. These parts often have complex geometries with internal passages that are difficult to deburr using traditional methods.
Deburring for Engine Components and Fuel Systems: Thermal deburring ensures that engine components, such as fuel injectors and valves, are free from burrs that could interfere with their performance or cause premature wear.
Aerospace Industry: In the aerospace industry, thermal deburring is used to remove burrs from parts such as turbine blades, hydraulic components, and structural elements. The high precision of the thermal deburring process ensures that these critical components meet the stringent quality and safety standards required in aerospace manufacturing.
Deburring for Turbine Blades and Hydraulic Systems: Thermal deburring is ideal for removing burrs from the intricate surfaces and internal passages of aerospace components, ensuring that they perform reliably in demanding environments.
Medical Devices and Instruments: Thermal deburring is commonly used in the production of medical devices and surgical instruments, where burrs can compromise the safety and functionality of the part. The process is particularly useful for deburring complex, multi-part assemblies, such as implants, surgical tools, and diagnostic equipment.
Burr-Free Surfaces for Medical Instruments: Thermal deburring ensures that medical devices have smooth, burr-free surfaces that are safe for use in the human body and easy to sterilize.
Precision Engineering and Electronics: In precision engineering and electronics manufacturing, thermal deburring is used to remove burrs from small, intricate components such as connectors, switches, and housings. The process ensures that these parts fit together precisely and function correctly without interference from burrs.
Deburring for Small, Intricate Parts: Thermal deburring is ideal for precision-engineered parts with complex shapes and tight tolerances, ensuring that they meet the high standards required in electronics and precision equipment.
Hydraulic and Pneumatic Systems: Thermal deburring is used to remove burrs from hydraulic and pneumatic components, such as valves, fittings, and cylinders. Burrs in these components can cause leaks, blockages, or malfunctions, so it is essential to remove them completely.
Ensuring Smooth Function in Hydraulic Systems: Thermal deburring ensures that hydraulic and pneumatic components are free from burrs that could interfere with fluid flow or cause system failures.
Advantages of Thermal Deburring Machines
Effective Deburring of Complex Parts: Thermal deburring is highly effective at removing burrs from parts with complex geometries, internal passages, and hard-to-reach areas. This makes it ideal for deburring parts that cannot be easily deburred using mechanical methods.
Fast and Efficient Process: The thermal deburring process is extremely fast, often taking just a few seconds to complete. This makes it ideal for high-volume production environments where speed and efficiency are critical.
No Contact with Parts: Since the thermal deburring process is non-contact, there is no risk of damaging or deforming the parts during the deburring operation. This is particularly important for delicate or precision-engineered parts.
Consistency and Repeatability: Thermal deburring machines provide consistent, repeatable results, ensuring that every part is deburred to the same high standard. This reduces the risk of defects and improves overall product quality.
Minimal Material Removal: Thermal deburring removes only the burrs, leaving the rest of the part intact. This ensures that the dimensional accuracy and surface finish of the part are preserved, making the process ideal for precision components.
Challenges of Thermal Deburring Machines
Initial Setup Costs: Thermal deburring machines are expensive to purchase and install, making them a significant investment for manufacturers. However, the efficiency and effectiveness of the process often justify the initial cost, especially in high-volume production environments.
Material Limitations: Thermal deburring is primarily effective for materials that can withstand the high temperatures generated by the explosion, such as metals and certain plastics. It may not be suitable for materials that are heat-sensitive or prone to melting.
Hazardous Gases: The gases used in the thermal deburring process, such as hydrogen and methane, are highly flammable and must be handled with care. Proper safety precautions must be in place to prevent accidents or explosions.
Thermal deburring machines provide a fast, efficient, and highly effective way to remove burrs from complex metal and plastic parts. Whether used in automotive, aerospace, medical devices, or precision engineering, thermal deburring ensures that parts meet the highest standards of quality, performance, and safety.
Superior Metal Spinning
CNC Buffing Machine
Superior metal spinning is a highly specialized metal forming process that uses rotational force and precision tools to shape metal sheets or discs into complex, symmetrical shapes such as cones, cylinders, domes, and hemispheres. Unlike traditional stamping or deep drawing processes, metal spinning uses a combination of manual or CNC-controlled pressure and rotational speed to gradually shape the metal over a spinning mandrel. This method is particularly effective for producing hollow, seamless metal parts with smooth surfaces and consistent thickness.
Superior metal spinning is used in industries that require high-quality, precision-formed parts, such as aerospace, automotive, lighting, cookware, and decorative metalwork. The process is highly versatile, allowing for the production of parts in a wide range of sizes, shapes, and materials, including aluminum, stainless steel, copper, and brass.
Types of Metal Spinning
Manual Metal Spinning: Manual metal spinning is a traditional technique that relies on the skill of the operator to shape the metal using hand tools. The operator applies pressure to the metal disc as it spins on a lathe, gradually forming it into the desired shape. Manual spinning is often used for small-batch production, custom parts, and decorative items.
Craftsmanship for Custom Parts: Manual spinning requires a high level of skill and precision, making it ideal for producing custom or one-of-a-kind parts with unique designs or intricate details.
Advantages: Manual spinning offers excellent flexibility and is suitable for producing small quantities of custom or complex parts. It is also cost-effective for prototypes or low-volume production.
Disadvantages: Manual spinning is labor-intensive and requires skilled operators, making it less efficient for high-volume production. The process is also slower than automated methods.
CNC Metal Spinning: CNC (Computer Numerical Control) metal spinning automates the spinning process using precision CNC machines that control the speed, pressure, and movement of the forming tools. CNC spinning allows for precise, repeatable results and is ideal for high-volume production or parts that require tight tolerances.
Precision and Consistency for High-Volume Production: CNC spinning offers unparalleled precision and consistency, making it ideal for producing large quantities of parts with identical dimensions and surface finishes.
Advantages: CNC spinning provides fast, efficient production with consistent quality and tight tolerances. It is suitable for producing complex shapes and high-volume runs, reducing the need for manual labor.
Disadvantages: CNC spinning machines are expensive to purchase and set up, making them more suitable for large-scale production. The process also requires skilled programmers and operators to ensure optimal performance.
Shear Spinning: Shear spinning is a variation of metal spinning in which the metal is thinned as it is spun over the mandrel, resulting in parts with reduced wall thickness. This process is commonly used to produce lightweight components with high strength-to-weight ratios, such as aerospace parts and automotive components.
Thinning for Lightweight Parts: Shear spinning is ideal for applications where weight reduction is critical, such as aerospace and automotive manufacturing. The process creates thin-walled parts without compromising their structural integrity.
Advantages: Shear spinning allows for precise control over wall thickness, making it ideal for producing lightweight, high-strength parts. The process is highly efficient and suitable for high-performance applications.
Disadvantages: Shear spinning requires specialized equipment and skilled operators to ensure consistent results. It is best suited for parts with simple geometries, such as cones and cylinders.
Flow Forming (Flow Spinning): Flow forming is a more advanced form of metal spinning used to produce long, hollow, cylindrical parts with uniform wall thickness. The process involves stretching the metal as it spins, gradually reducing its thickness and forming the desired shape. Flow forming is commonly used for parts such as rocket motor casings, gas cylinders, and pressure vessels.
Precision Forming for Cylindrical Parts: Flow forming allows manufacturers to produce long, seamless cylindrical parts with precise wall thickness, making it ideal for applications that require high strength and durability.
Advantages: Flow forming offers excellent precision and material efficiency, reducing waste while producing parts with consistent wall thickness and high strength. It is ideal for high-performance applications in aerospace and defense.
Disadvantages: Flow forming requires advanced equipment and is more expensive than traditional metal spinning methods. It is best suited for large, cylindrical parts and may not be suitable for complex shapes or small-batch production.
Key Components of a Metal Spinning Machine
Mandrel: The mandrel is the shaping tool around which the metal is spun. It provides the internal shape of the part, while the forming tools apply pressure to the metal as it rotates. Mandrels must be precisely machined to ensure that the final part meets the required dimensions and surface quality.
Precision Mandrels for Consistent Results: The mandrel must be carefully designed and aligned to ensure that the part is formed with consistent dimensions and a smooth surface.
Forming Rollers or Tools: In CNC and manual metal spinning, forming rollers or tools apply pressure to the metal as it spins over the mandrel. The tools gradually shape the metal into the desired form, ensuring that the part has uniform wall thickness and a smooth surface finish.
Controlled Pressure for Smooth Surfaces: The forming tools must apply consistent pressure to prevent wrinkles, cracks, or uneven thickness in the final part.
Lathe or Spinning Chuck: The lathe or spinning chuck holds the mandrel and rotates it at high speeds during the spinning process. The rotational speed must be carefully controlled to ensure that the metal flows smoothly over the mandrel without overstressing the material.
High-Speed Rotation for Efficient Forming: The lathe or chuck must rotate at the correct speed to allow the forming tools to shape the metal without causing defects such as cracking or warping.
CNC Control System (CNC Spinning): CNC spinning machines are equipped with a CNC control system that automates the spinning process. The CNC system controls the speed, pressure, and movement of the forming tools, ensuring precise, repeatable results. The system allows operators to program the machine for specific parts and materials, ensuring optimal performance.
Automation for Precision and Efficiency: CNC systems provide precise control over the spinning process, ensuring that each part is formed to the exact same specifications. This improves efficiency and reduces the risk of defects.
The Metal Spinning Process
Material Preparation: The metal spinning process begins with a flat metal disc or sheet, which is typically cut to size and thickness. The edges of the metal may be deburred or smoothed to ensure a clean, defect-free surface for spinning.
Cutting and Deburring for Clean Edges: Proper preparation of the metal ensures that the spinning process can proceed smoothly and without defects such as cracks or wrinkles.
Spinning the Metal: The metal disc is placed on the mandrel, which is mounted on the spinning machine. As the mandrel rotates, the forming tools apply pressure to the metal, gradually shaping it into the desired form. In CNC spinning, the process is automated, with the CNC system controlling the movement of the tools and the speed of the rotation.
Controlled Forming for Smooth, Symmetrical Parts: The goal of the spinning process is to create a smooth, symmetrical part with consistent wall thickness. Proper control of the pressure and speed is essential for achieving high-quality results.
Multiple Passes for Complex Shapes: For parts with complex shapes or tight tolerances, the spinning process may require multiple passes with the forming tools. Each pass gradually deforms the metal, bringing it closer to the final shape. In CNC spinning, the process is carefully programmed to ensure that each pass is executed with precision.
Complex Shapes with Tight Tolerances: Metal spinning is ideal for producing parts with intricate shapes or features, such as cones, domes, and cylinders, with precise dimensions and surface finishes.
Finishing and Inspection: After the part is spun, it is removed from the mandrel and inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the part meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Parts: Metal spinning produces parts with smooth surfaces and consistent dimensions, reducing the need for additional machining or finishing processes.
Applications of Superior Metal Spinning
Aerospace Industry: Metal spinning is widely used in the aerospace industry to produce lightweight, high-strength components such as rocket motor casings, aircraft nose cones, and fuel tanks. The ability to create seamless, symmetrical parts with precise dimensions makes metal spinning ideal for aerospace applications.
Rocket Motor Casings and Nose Cones: Metal spinning is used to produce thin-walled rocket motor casings and nose cones that must withstand extreme pressures and temperatures while maintaining their structural integrity.
Automotive Industry: In the automotive industry, metal spinning is used to create components such as wheel rims, exhaust systems, and structural supports. The process ensures that these parts are lightweight, strong, and capable of withstanding the stresses of high-performance vehicles.
Lightweight Wheel Rims and Exhaust Systems: Metal spinning is used to produce lightweight, high-strength wheel rims and exhaust components for high-performance vehicles. The process ensures that these parts have consistent thickness and strength.
Cookware and Lighting Fixtures: Metal spinning is commonly used to produce seamless, symmetrical cookware items such as pots, pans, and lids. It is also used to create lighting fixtures, such as lampshades and reflectors, that require smooth, symmetrical shapes and polished surfaces.
Smooth, Seamless Cookware: Metal spinning is used to create high-quality cookware with smooth, seamless surfaces that are easy to clean and resistant to corrosion.
Architectural and Decorative Metalwork: Metal spinning is used to create architectural and decorative metalwork, such as domes, sculptures, and ornamental features. The process allows for the production of intricate, symmetrical shapes with smooth surfaces, making it ideal for high-end architectural projects.
Decorative Domes and Sculptures: Metal spinning is used to create large, decorative domes and sculptures for architectural projects, ensuring that the parts are smooth, symmetrical, and visually appealing.
Pressure Vessels and Industrial Components: Metal spinning is used to produce pressure vessels, gas cylinders, and industrial components that require high strength and durability. The process ensures that these parts are seamless, with consistent wall thickness and excellent structural integrity.
Seamless Pressure Vessels: Metal spinning is ideal for producing pressure vessels and gas cylinders that must withstand high internal pressures without risk of failure.
Advantages of Superior Metal Spinning
Precision and Consistency: Metal spinning provides excellent control over the shape, dimensions, and surface quality of the part, ensuring consistent, high-precision results. CNC spinning, in particular, offers repeatable accuracy, making it ideal for high-volume production.
Material Efficiency: Metal spinning is a highly efficient process that minimizes material waste. The metal is deformed without cutting or removing material, reducing the need for additional machining or finishing.
Strength and Durability: Metal spinning produces parts with excellent mechanical properties, including high strength, durability, and resistance to stress. The process creates seamless, symmetrical parts with consistent wall thickness, making them ideal for demanding applications.
Versatility for Different Materials and Shapes: Metal spinning can be used with a wide range of materials, including aluminum, stainless steel, copper, and brass. The process is also highly versatile, allowing for the production of parts in various sizes, shapes, and thicknesses.
Cost-Effective for Prototypes and Custom Parts: Metal spinning is cost-effective for producing prototypes, custom parts, and small-batch production runs. Manual spinning, in particular, is well-suited for creating one-of-a-kind parts or decorative items.
Challenges of Superior Metal Spinning
Skilled Operation Required: Manual metal spinning requires highly skilled operators to ensure that the parts are formed with precision and without defects. CNC spinning, while automated, still requires skilled programmers and operators to ensure optimal performance.
High Initial Setup Costs for CNC Machines: CNC metal spinning machines are expensive to purchase and set up, making them a significant investment for manufacturers. However, the precision and efficiency of the process often justify the initial cost, especially in high-volume production environments.
Superior metal spinning is a highly efficient and versatile process used to produce seamless, high-precision metal parts for a wide range of industries. Whether used in aerospace, automotive, cookware, or decorative metalwork, metal spinning ensures that parts are formed with consistent quality, smooth surfaces, and excellent mechanical properties.
Curling Process in Sheet Metal
Sheet Metal Edge Rounding
The curling process in sheet metal refers to the technique of forming a circular or rolled edge along the perimeter of a metal sheet. Curling is commonly used in applications where the sharp edges of sheet metal must be rolled over for safety, aesthetics, or functional reasons. This process is widely applied in industries such as automotive, aerospace, HVAC, and appliance manufacturing, where curled edges are needed to provide strength, reduce the risk of injury, or create a finished, decorative appearance.
Curling improves the overall durability of the part by increasing edge strength and reducing the likelihood of cracking or deformation under load. It is often used in the production of parts like metal enclosures, cylindrical tubes, or ducts, where a smooth, rounded edge is necessary for assembly or handling.
Types of Curling in Sheet Metal
Straight Curling: Straight curling involves rolling the edge of the sheet metal into a circular or semi-circular shape, creating a smooth, continuous edge around the part. This type of curling is commonly used in the fabrication of ducts, pipes, and other cylindrical structures, where the rolled edge provides a strong, durable finish.
Simple Curled Edges for Durability: Straight curling is ideal for reinforcing the edges of parts like tubes or ducts, where the curled edge adds strength and prevents the sheet metal from fraying or deforming over time.
Advantages: Straight curling provides a clean, smooth edge that improves the safety, durability, and appearance of the part. It is also relatively easy to achieve using specialized curling machines or roll forming equipment.
Disadvantages: Straight curling may not be suitable for parts with complex shapes or tight radii, as the metal can become stretched or deformed during the curling process.
Wire-Edge Curling: In wire-edge curling, a metal wire is inserted into the curled edge of the sheet metal, creating a reinforced edge that is stronger and more rigid than a standard curl. This type of curling is often used in the fabrication of containers, tanks, and pipes, where the reinforced edge helps improve the part’s structural integrity and resistance to deformation.
Reinforced Edges for Added Strength: Wire-edge curling is ideal for parts that require extra strength or rigidity, such as containers or ducts that must withstand pressure or impact. The wire provides additional support to the curled edge, reducing the risk of deformation.
Advantages: Wire-edge curling provides a stronger, more durable edge than standard curling, making it ideal for heavy-duty applications. It also improves the part’s resistance to wear and impact, extending its service life.
Disadvantages: Wire-edge curling requires additional tooling and setup, making it more time-consuming and expensive than straight curling. The wire must be properly inserted and secured to ensure that the curl remains strong and uniform.
Hem Curling: Hem curling, or hemming, is a variation of the curling process in which the edge of the sheet metal is folded over itself, creating a double-thickness edge that is stronger and more rigid than a single-layer curl. Hem curling is commonly used in automotive panels, appliance housings, and architectural components, where the reinforced edge improves strength and provides a smooth, finished appearance.
Double-Layer Edges for Increased Rigidity: Hem curling is ideal for applications where the sheet metal must withstand stress or impact, such as automotive panels or appliance housings. The folded edge provides extra strength and durability.
Advantages: Hem curling provides a strong, reinforced edge that improves the part’s structural integrity and resistance to damage. It also creates a clean, finished appearance, making it ideal for visible parts.
Disadvantages: Hem curling requires more material and tooling than standard curling, increasing production costs. It may also be more challenging to achieve on thick or hard metals.
Seam Curling: Seam curling is a method used to join two pieces of sheet metal by curling their edges together. This technique is commonly used in the fabrication of cylindrical structures such as pipes, tanks, and containers, where the curled seam provides a strong, leak-proof connection between the parts. Seam curling is widely used in industries such as HVAC, automotive, and metal fabrication.
Strong, Leak-Proof Connections: Seam curling is ideal for joining two metal parts in a way that ensures a strong, durable, and leak-proof connection. It is commonly used in the production of ducts, pipes, and containers that must withstand pressure or fluids.
Advantages: Seam curling provides a secure, long-lasting connection between metal parts, reducing the need for additional welding or fasteners. It is also highly efficient, allowing manufacturers to produce leak-proof joints quickly and consistently.
Disadvantages: Seam curling requires precise alignment of the parts and specialized tooling to ensure that the seam is formed correctly. Improper curling can result in weak or leaky joints.
Key Components of a Curling Machine
Rollers or Forming Dies: In most curling machines, rollers or forming dies are used to gradually curl the edges of the sheet metal. The rollers apply pressure to the metal as it passes through the machine, bending it into a circular or semi-circular shape. Forming dies are often used for more complex or precise curls, ensuring that the edge is formed uniformly.
Controlled Pressure for Uniform Curls: The rollers or forming dies must apply consistent pressure to the sheet metal to ensure that the curl is smooth and uniform. Proper alignment of the rollers is essential for achieving high-quality results.
Mandrel or Support: In many curling machines, a mandrel or support is used to hold the sheet metal in place as it is curled. The mandrel ensures that the metal is properly aligned and supported throughout the curling process, preventing deformation or misalignment.
Support for Consistent Curling: The mandrel provides support to the metal as it is curled, ensuring that the edge is formed smoothly and without distortion. This is especially important for thin or flexible sheet metals.
Hydraulic or Pneumatic System: Many curling machines use hydraulic or pneumatic systems to apply the necessary pressure for curling the sheet metal. These systems provide precise control over the pressure and speed of the curling process, ensuring that the metal is curled evenly and without defects.
Precise Pressure Control for High-Quality Curls: The hydraulic or pneumatic system ensures that the pressure is applied evenly throughout the curling process, preventing defects such as cracking, wrinkling, or uneven curls.
Control Panel: Modern curling machines are often equipped with a control panel that allows operators to set and monitor the curling parameters, such as pressure, speed, and curl radius. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the curling process and ensure repeatable, high-quality results.
Automation for Precision and Efficiency: The control panel allows operators to program the machine for specific parts and materials, ensuring that the curling process is consistent and tailored to the requirements of each job.
The Curling Process
Material Preparation: Before the curling process begins, the sheet metal must be properly prepared. This typically involves cutting the metal to the required size and shape, deburring the edges, and cleaning the surface to remove any dirt, grease, or contaminants. Proper preparation ensures that the metal curls smoothly and without defects.
Cutting and Deburring for Clean Edges: Proper preparation of the metal ensures that the curling process proceeds smoothly and without defects, such as cracking or wrinkling.
Curling the Edge: The curling process begins by feeding the sheet metal into the curling machine, where it is gradually bent into the desired shape by the rollers or forming dies. The machine applies controlled pressure to the edge of the metal, curling it into a circular or rolled shape. The radius of the curl is determined by the settings on the machine, which can be adjusted to achieve different curl sizes.
Controlled Bending for Smooth, Consistent Curls: The goal of the curling process is to create a smooth, uniform curl with consistent dimensions. Proper control of the pressure and speed is essential for achieving high-quality results.
Finishing and Inspection: After the curl is formed, the part is inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the part meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Parts: Curling machines produce parts with smooth, rounded edges that improve the safety, durability, and appearance of the final product. Proper inspection ensures that the curled edges are free from defects and meet the required standards.
Applications of Curling in Sheet Metal
Automotive Industry: The curling process is widely used in the automotive industry to create rolled edges on body panels, exhaust systems, and structural components. Curled edges help improve the strength and durability of these parts, while also reducing the risk of injury during handling or assembly.
Curled Edges for Automotive Body Panels: Curling is used to create rolled edges on automotive body panels, improving their strength and resistance to impact. The curled edges also provide a smooth, finished appearance, enhancing the overall look of the vehicle.
HVAC Systems: Curling is commonly used in the HVAC industry to create rolled edges on ducts, pipes, and other ventilation components. Curled edges provide a strong, durable connection point for joining sections of ductwork, ensuring that the system operates efficiently and without leaks.
Curling for Strong Duct Connections: Curled edges on HVAC ducts provide a secure, leak-proof connection between sections, ensuring that the system maintains proper airflow and pressure.
3. Aerospace Industry: The aerospace industry uses the curling process in the fabrication of lightweight components, such as ducts, tubes, and panels. Curled edges enhance the strength and durability of these parts without adding significant weight, making them ideal for applications where weight reduction is critical, such as in aircraft structures.
Reinforced Edges for Aircraft Components: Curling provides reinforced edges on aerospace components, ensuring they withstand high stress, pressure, and vibration. The smooth edges also reduce the risk of damage during assembly and maintenance.
Appliance Manufacturing: Curling is widely applied in the manufacturing of appliances, where it is used to form safe, smooth edges on components like washers, dryers, refrigerators, and ovens. Curled edges prevent injuries during handling and assembly and provide a finished appearance to the products.
Safety Edges for Home Appliances: Curling creates rounded, burr-free edges on appliance panels, ensuring that the final product is both safe to handle and aesthetically pleasing.
Metal Enclosures and Electrical Boxes: Curling is often used in the production of metal enclosures, electrical boxes, and cabinets. The curled edges enhance the strength of these structures and eliminate sharp edges that could pose a risk during installation or use.
Smooth Edges for Electrical Enclosures: Curling ensures that electrical enclosures and metal cabinets have strong, smooth edges that prevent cuts or abrasions during installation and maintenance.
Architectural Components and Metal Furniture: In the architectural and furniture industries, curling is used to create decorative, smooth-edged metal components for applications such as railings, frames, and structural elements. The curled edges provide a sleek, modern look while also enhancing the strength and safety of the part.
Decorative and Functional Curled Edges: Curling adds a polished, professional finish to architectural elements and metal furniture, improving both their appearance and structural integrity.
Advantages of Curling in Sheet Metal
Enhanced Strength and Durability: Curling strengthens the edges of sheet metal parts, making them more resistant to deformation, cracking, or damage. The rolled edges distribute stress more evenly, reducing the likelihood of failure under load.
Improved Safety: Curling eliminates sharp edges on sheet metal parts, reducing the risk of injury during handling, assembly, or use. This is particularly important in industries like automotive, HVAC, and appliance manufacturing, where sharp edges can pose significant hazards.
Aesthetic and Functional Finishing: Curling provides a smooth, finished appearance to sheet metal parts, enhancing their overall aesthetic appeal. The rounded edges also improve functionality by allowing parts to fit together more easily and securely during assembly.
Increased Edge Stability: Curling stabilizes the edges of sheet metal parts, preventing warping or bending during use. This is particularly important for thin or flexible sheet metals, which are prone to deformation under stress.
Versatility for Various Applications: Curling can be used on a wide range of sheet metal materials, including aluminum, steel, stainless steel, and copper. This versatility makes it a valuable process in industries ranging from automotive and aerospace to appliances and construction.
Challenges of Curling in Sheet Metal
Tooling and Setup Costs: Curling machines, especially those equipped with CNC or hydraulic systems, require significant initial investment in equipment and tooling. These costs can be prohibitive for small manufacturers or custom production runs.
Material Limitations: Curling may be challenging for very thick or hard metals, as the process can cause cracking or deformation if not properly controlled. Certain materials, such as brittle metals, may not be suitable for curling without special treatment or preparation.
Skilled Operation Required: Properly curling sheet metal requires skilled operators, particularly for complex or high-precision curls. Incorrect pressure or alignment can result in defects such as cracks, uneven edges, or misshapen curls.
Curling is a highly effective process for improving the strength, safety, and appearance of sheet metal components across a wide range of industries. Whether used to create reinforced edges, smooth out sharp surfaces, or enhance the aesthetic quality of a part, curling plays a vital role in modern metal fabrication and manufacturing.
Crimping Process in Sheet Metal
Edge crimping
The crimping process in sheet metal is a mechanical technique used to join two metal parts by deforming one or both of them to create a secure, interlocking connection. Crimping is often used as an alternative to welding, soldering, or fasteners in applications where a strong, durable bond is required without the use of additional materials. This process is widely used in industries such as HVAC, automotive, aerospace, and electrical manufacturing to create reliable joints in ducts, pipes, electrical connectors, and other sheet metal components.
Crimping is valued for its efficiency, ease of use, and ability to create high-strength connections without heat or adhesives. It is especially useful in assembling lightweight components, where the addition of fasteners or welding could compromise the integrity of the material.
Types of Crimping in Sheet Metal
Standard Crimping: Standard crimping involves deforming the edges of two metal parts so that they fit tightly together, forming a secure mechanical connection. This type of crimping is commonly used in the HVAC industry to join sections of ductwork, ensuring an airtight seal without the need for additional fasteners or adhesives.
Simple Crimps for Reliable Joints: Standard crimping is ideal for creating strong, reliable joints in sheet metal parts such as pipes, ducts, and enclosures. The crimped edges lock together securely, preventing separation or leakage.
Advantages: Standard crimping provides a fast, efficient way to join metal parts without welding or fasteners. It is also easy to automate, making it suitable for high-volume production.
Disadvantages: Standard crimping may not be suitable for parts that require very high strength or precision, as the crimped joint may be weaker than a welded or fastened connection.
Bead Crimping: Bead crimping involves creating a series of small, evenly spaced crimps or beads along the edge of the sheet metal. This type of crimping is often used to add rigidity and strength to the part, as well as to create a secure connection between two components. Bead crimping is commonly used in automotive and aerospace applications to join body panels, structural components, and other sheet metal parts.
Reinforced Joints for Strength and Stability: Bead crimping adds strength and stability to sheet metal parts, making it ideal for applications that require a rigid, durable joint. The beaded crimps distribute stress evenly along the joint, reducing the risk of deformation.
Advantages: Bead crimping improves the structural integrity of the joint, making it more resistant to stress and vibration. It is also highly effective for lightweight components that need to maintain strength without adding extra weight.
Disadvantages: Bead crimping requires specialized tooling and may be more time-consuming than standard crimping. It may also be less effective for joining thick or hard metals.
Seam Crimping: Seam crimping is used to join two pieces of sheet metal along a seam, creating a continuous, interlocking joint. This type of crimping is commonly used in the fabrication of pipes, tubes, and containers, where a leak-proof connection is essential. Seam crimping is widely applied in industries such as HVAC, plumbing, and metal fabrication.
Leak-Proof Seams for Pipes and Containers: Seam crimping provides a strong, leak-proof joint that is ideal for pipes, ducts, and containers that must withstand pressure or fluids. The continuous crimp ensures a secure connection that prevents separation or leakage.
Advantages: Seam crimping creates a strong, durable joint that is resistant to leaks and pressure. It is also highly efficient, allowing manufacturers to produce secure, continuous joints quickly and consistently.
Disadvantages: Seam crimping requires precise alignment of the parts and specialized tooling to ensure that the seam is crimped uniformly. Improper crimping can result in weak or leaky joints.
**Electrical Crimping
:** Electrical crimping is the process of joining electrical connectors or terminals to wires by deforming the metal of the connector around the wire. This creates a strong, conductive bond without the need for soldering. Electrical crimping is widely used in the electronics, automotive, and aerospace industries, where it provides a reliable, efficient way to assemble wiring harnesses, connectors, and terminals.
Strong, Conductive Connections for Electrical Components: Electrical crimping ensures that wires and connectors are securely joined, providing a low-resistance connection that is resistant to vibration and environmental factors. The crimped connection also minimizes the risk of loose connections or electrical failures.
Advantages: Electrical crimping provides fast, consistent connections with excellent electrical conductivity. It eliminates the need for heat or adhesives, making it suitable for high-volume production of wiring assemblies.
Disadvantages: Improper crimping can result in weak or unreliable connections, which may lead to electrical failures. Skilled operators or automated equipment are required to ensure that the crimps are properly formed.
Key Components of a Crimping Machine
Crimping Dies: Crimping machines use dies to deform the metal parts and create the crimped joint. The dies are typically shaped to match the specific geometry of the parts being crimped, ensuring a secure and uniform connection. Crimping dies must be precisely aligned to avoid damaging the material or producing weak joints.
Precision Dies for Consistent Crimps: The crimping dies must be accurately designed and maintained to ensure that the crimps are formed with consistent quality and strength.
Hydraulic or Pneumatic Press: Many crimping machines use hydraulic or pneumatic presses to apply the force needed to deform the metal and create the crimp. These systems provide precise control over the pressure and speed of the crimping process, ensuring that the crimps are formed uniformly and without defects.
Controlled Pressure for High-Quality Joints: The hydraulic or pneumatic press ensures that the crimping process is consistent, applying the correct amount of force to create strong, reliable joints.
Automated Feeding System: In high-volume production environments, crimping machines may be equipped with an automated feeding system that positions the parts for crimping. This ensures that the parts are aligned correctly and improves production efficiency by reducing the need for manual handling.
Automation for Fast, Efficient Production: Automated feeding systems allow crimping machines to operate continuously, increasing throughput and reducing downtime.
Control Panel: Crimping machines are often equipped with a control panel that allows operators to set and monitor the crimping parameters, such as pressure, speed, and die alignment. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the crimping process and ensure repeatable, high-quality results.
Precision Control for Reliable Crimps: The control panel allows operators to program the machine for specific parts and materials, ensuring that the crimping process is consistent and tailored to the requirements of each job.
The Crimping Process
Material Preparation: Before the crimping process begins, the metal parts must be properly prepared. This typically involves cutting the sheet metal or wires to the required size and shape, cleaning the surfaces, and aligning the parts for crimping. Proper preparation ensures that the crimping process proceeds smoothly and without defects.
Cutting and Cleaning for Optimal Results: Proper preparation of the parts ensures that the crimped joint is strong, secure, and free from defects such as gaps or misalignment.
Crimping the Joint: The crimping process begins by placing the parts in the crimping machine, where they are deformed by the dies or forming tools to create the crimped joint. The machine applies controlled pressure to the parts, deforming the metal and locking the components together. The crimping pressure and speed are carefully controlled to ensure that the joint is strong and uniform.
Controlled Deformation for Secure Joints: The goal of the crimping process is to create a tight, interlocking joint that is strong, durable, and resistant to separation or leakage. Proper control of the pressure and alignment is essential for achieving high-quality results.
Finishing and Inspection: After the crimp is formed, the part is inspected for defects such as cracks, gaps, or misalignment. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the crimped joint meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Joints: Crimping machines produce strong, durable joints that improve the functionality and safety of the final product. Proper inspection ensures that the crimped joints are free from defects and meet industry standards.
Applications of Crimping in Sheet Metal
HVAC Industry: Crimping is widely used in the HVAC industry to join sections of ductwork, pipes, and ventilation components. The crimped joints provide a secure, leak-proof connection that is resistant to air or fluid leakage, ensuring that the HVAC system operates efficiently.
Crimped Joints for Ductwork and Ventilation: Crimping is ideal for joining HVAC ducts and pipes, providing a strong, airtight seal without the need for additional fasteners or adhesives.
Automotive Industry: In the automotive industry, crimping is used to join body panels, structural components, and electrical connectors. The crimped joints provide strength and durability, ensuring that the vehicle’s body and electrical systems perform reliably under stress and vibration.
Crimped Electrical Connectors and Body Panels: Crimping is commonly used to create secure connections in automotive wiring harnesses, as well as to join body panels and structural components.
Aerospace Industry: The aerospace industry uses crimping to join lightweight components, such as fuselage panels, structural parts, and electrical connectors. The crimped joints provide strength without adding unnecessary weight, making them ideal for high-performance aerospace applications.
Lightweight Crimped Joints for Aircraft Components: Crimping is ideal for assembling lightweight aircraft components that must withstand stress and vibration without adding excessive weight.
Electrical and Electronics Industry: Crimping is essential in the electrical and electronics industry, where it is used to create strong, conductive connections between wires, terminals, and connectors. The crimped joints provide reliable electrical conductivity and resistance to corrosion and vibration.
Crimped Terminals for Electrical Wiring: Electrical crimping ensures that wiring harnesses and connectors are securely joined, providing a low-resistance connection that is essential for electrical performance.
Plumbing and Metal Fabrication: Crimping is used in the plumbing industry to join pipes and fittings, providing leak-proof connections for water and gas systems. It is also widely used in metal fabrication to assemble enclosures, containers, and structural components.
Leak-Proof Crimped Joints for Plumbing Systems: Crimping provides strong, leak-proof connections in plumbing pipes and fittings, ensuring that the system operates reliably under pressure.
Advantages of Crimping in Sheet Metal
Fast and Efficient Joining: Crimping is a fast, efficient process that can be easily automated for high-volume production. It eliminates the need for welding, soldering, or fasteners, reducing assembly time and labor costs.
Strong, Durable Joints: Crimping creates strong, interlocking joints that are resistant to separation, leakage, or vibration. This makes it ideal for applications where the parts must withstand stress, pressure, or environmental factors.
No Heat or Adhesives Required: Crimping does not require heat, adhesives, or additional materials to create a secure joint, making it a cost-effective and environmentally friendly alternative to welding or soldering.
Improved Safety and Aesthetics: Crimped joints provide a smooth, finished appearance, improving the aesthetic quality of the part. The process also reduces the risk of sharp edges, burrs, or other hazards that could pose a safety risk during handling or assembly.
Challenges of Crimping in Sheet Metal
Skilled Operation Required: Proper crimping requires skilled operators, especially for high-precision crimps or complex joints. Incorrect pressure or alignment can result in weak or unreliable connections, which may lead to part failure.
Tooling and Setup Costs: Crimping machines and dies can be expensive to purchase and maintain, especially for custom or complex crimping operations. The initial setup costs may be prohibitive for small manufacturers or low-volume production.
Material Limitations: Crimping may not be suitable for certain materials, such as very thick or brittle metals, which can crack or deform during the crimping process. Proper material selection and preparation are essential to avoid defects.
Crimping is a highly effective, efficient process for joining sheet metal parts in a wide range of industries, from automotive and aerospace to HVAC and electrical manufacturing. Whether used to create leak-proof seams, strong mechanical joints, or reliable electrical connections, crimping provides the strength, durability, and versatility needed for modern manufacturing.
Sheet Metal Curling
Aluminium Cookware Manufacturing Process
Sheet metal curling is a metal forming process used to shape the edges of a metal sheet into a rolled, curved form. This process is used to eliminate sharp edges, improve the overall appearance of the product, and increase the structural integrity of the part by providing additional rigidity. Curling is widely applied in industries such as automotive, HVAC, aerospace, appliance manufacturing, and metal fabrication, where smooth, safe edges are required for parts like ducts, enclosures, panels, and other metal components.
Curling can be done manually, using basic tools for small-scale jobs, or automatically using curling machines for large-scale production. The process involves rolling the edge of the sheet metal over itself or around another object, creating a continuous, smooth edge that can withstand impact or pressure without deformation.
Types of Sheet Metal Curling
Simple Curling: Simple curling is the basic process of rolling the edge of a sheet metal part into a curved or circular shape. This is often done to create a safe, smooth edge that prevents injury during handling or use. Simple curling is commonly used in the manufacturing of ducts, metal containers, and appliance housings.
Smooth Edges for Safety and Strength: Simple curling eliminates sharp edges, making the part safer to handle and improving its structural integrity. The rolled edge adds rigidity to the part, helping it resist deformation under stress.
Advantages: Simple curling is a straightforward process that is easy to automate, making it ideal for high-volume production. It also improves the durability and safety of the part by reinforcing the edge.
Disadvantages: Simple curling may not be suitable for parts that require very tight radii or complex shapes, as the process can cause the metal to stretch or deform.
Wire-Inserted Curling: In wire-inserted curling, a metal wire is inserted into the curl, reinforcing the edge and providing additional strength. This method is commonly used for parts that require extra durability, such as metal containers, ducts, or tanks that must withstand pressure or impact.
Reinforced Edges for High-Stress Applications: The wire strengthens the curled edge, making the part more resistant to deformation and wear. Wire-inserted curling is ideal for parts that must handle heavy loads or endure frequent handling.
Advantages: Wire-inserted curling provides a much stronger edge than simple curling, making it ideal for heavy-duty applications. It also improves the part’s resistance to bending or breaking under stress.
Disadvantages: The process is more complex and time-consuming than simple curling, requiring additional tooling and setup to insert the wire correctly.
Hemming: Hemming is a process in which the edge of the sheet metal is folded back on itself to create a double-thickness edge. This technique is used to increase the strength of the edge, improve its appearance, and eliminate sharp corners. Hemming is commonly used in the automotive industry for body panels, doors, and hoods, as well as in appliance manufacturing.
Folded Edges for Increased Strength: Hemming adds strength and rigidity to the edge by doubling the thickness of the metal. This makes the part more durable and resistant to bending, while also providing a smooth, finished edge.
Advantages: Hemming provides a strong, smooth edge that improves the structural integrity of the part. It is ideal for parts that require both strength and aesthetics, such as automotive panels or appliance housings.
Disadvantages: Hemming requires additional material and tooling, making it more expensive than simple curling. It may also be more difficult to achieve on thick or hard metals.
Flange Curling: Flange curling is the process of curling the edge of a flange to create a rolled edge. This technique is used in the fabrication of pipes, ducts, and other cylindrical parts that require a smooth, rounded edge for safety, appearance, or sealing purposes. Flange curling is common in HVAC systems and fluid handling applications.
Rolled Edges for Pipes and Ducts: Flange curling creates a smooth, rounded edge on the flange of a pipe or duct, providing a secure connection point that is resistant to leaks and pressure.
Advantages: Flange curling improves the safety and appearance of the part, while also providing a strong, leak-proof edge. It is particularly useful in applications where the curled edge will be exposed to pressure or fluid flow.
Disadvantages: Flange curling requires precise control of the forming process to ensure that the curl is uniform and free from defects. Improper curling can result in leaks or weak connections.
Key Components of a Sheet Metal Curling Machine
Curling Dies: Curling machines use specially shaped dies to bend and roll the edges of the sheet metal. The dies must be carefully designed to match the specific curvature and dimensions of the curl, ensuring a smooth, consistent edge.
Precision Dies for Uniform Curls: The curling dies must apply even pressure to the sheet metal to create a uniform, high-quality curl. Proper alignment of the dies is critical to achieving consistent results.
Rollers: In many curling machines, rollers are used to gradually bend the sheet metal into the desired shape. The rollers apply controlled pressure to the metal as it is fed through the machine, ensuring that the edge is curled smoothly and without distortion.
Controlled Pressure for Smooth Edges: The rollers must apply consistent pressure to the sheet metal to prevent defects such as cracking, wrinkling, or uneven curls.
Hydraulic or Pneumatic Systems: Many curling machines use hydraulic or pneumatic systems to control the pressure and speed of the curling process. These systems provide precise control over the forming process, ensuring that the curl is uniform and free from defects.
Precise Pressure Control for High-Quality Curls: The hydraulic or pneumatic system ensures that the curling pressure is applied evenly, preventing defects and ensuring a smooth, consistent curl.
Control Panel: Modern curling machines are equipped with control panels that allow operators to set and monitor the curling parameters, such as curl radius, pressure, and speed. Many machines are also equipped with programmable logic controllers (PLCs) or CNC systems to automate the curling process and ensure repeatable, high-quality results.
Automation for Precision and Efficiency: The control panel allows operators to program the machine for specific parts and materials, ensuring that the curling process is consistent and tailored to the requirements of each job.
The Curling Process
Material Preparation: Before curling begins, the sheet metal must be properly prepared. This typically involves cutting the sheet metal to the required size and shape, deburring the edges, and cleaning the surface to remove any dirt, grease, or contaminants. Proper preparation ensures that the metal curls smoothly and without defects.
Cutting and Deburring for Clean Edges: Proper preparation of the sheet metal ensures that the curling process proceeds smoothly and without defects, such as cracking or wrinkling.
Curling the Edge: The curling process begins by feeding the sheet metal into the curling machine, where it is gradually bent into the desired shape by the rollers or dies. The machine applies controlled pressure to the edge of the metal, curling it into a circular or rolled shape. The radius of the curl is determined by the settings on the machine, which can be adjusted to achieve different curl sizes.
Controlled Bending for Smooth, Consistent Curls: The goal of the curling process is to create a smooth, uniform curl with consistent dimensions. Proper control of the pressure and speed is essential for achieving high-quality results.
Finishing and Inspection: After the curl is formed, the part is inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the part meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Parts: Curling machines produce parts with smooth, rounded edges that improve the safety, durability, and appearance of the final product. Proper inspection ensures that the curled edges are free from defects and meet the required standards.
Applications of Sheet Metal Curling
Automotive Industry: Curling is widely used in the automotive industry to create safe, rounded edges on body panels, doors, and other structural components. Curled edges improve the strength and durability of these parts, while also providing a smooth, finished appearance.
Curled Edges for Automotive Panels: Curling is used to create rolled edges on automotive body panels, doors, and hoods, improving their strength and resistance to impact. The curled edges also provide a sleek, finished look that enhances the overall appearance of the vehicle.
HVAC Systems: Curling is commonly used in the HVAC industry to create rolled edges on ducts, pipes, and other ventilation components. Curled edges provide a strong, durable connection point for joining sections of ductwork, ensuring that the system operates efficiently and without leaks.
Curling for Strong Duct Connections: Curling provides smooth, safe edges on HVAC ducts and pipes, ensuring that the system is free from sharp edges that could pose a hazard during installation or maintenance.
Appliance Manufacturing: In appliance manufacturing, curling is used to create smooth, rounded edges on panels, doors, and enclosures. Curled edges improve the strength and appearance of the appliance, while also reducing the risk of injury during handling or use.
Curled Edges for Safe, Durable Appliances: Curling creates safe, burr-free edges on appliance panels and enclosures, improving both the safety and durability of the final product.
Architectural Components: Curling is often used in the production of architectural components, such as metal railings, panels, and decorative elements. The curled edges provide a smooth, finished appearance while also adding strength and rigidity to the part.
Decorative and Functional Curled Edges: Curling enhances the appearance and strength of architectural elements, providing a professional, finished look that is both attractive and durable.
Metal Containers and Enclosures: Curling is widely used in the fabrication of metal containers, enclosures, and tanks, where it provides a smooth, rolled edge that improves the strength and durability of the part. The curled edge also reduces the risk of injury during handling and assembly.
Strong, Safe Edges for Metal Containers: Curling provides a smooth, reinforced edge on metal containers and enclosures, ensuring that they are safe to handle and resistant to impact or deformation.
Advantages of Sheet Metal Curling
Improved Safety and Aesthetics: Curling eliminates sharp edges on sheet metal parts, making them safer to handle and improving their overall appearance. The smooth, rounded edges reduce the risk of injury and provide a professional, finished look.
Increased Strength and Durability: Curling adds strength and rigidity to the edges of sheet metal parts, making them more resistant to deformation, cracking, or damage. The rolled edge distributes stress more evenly, reducing the likelihood of failure under load.
Versatility for Various Applications: Curling can be used on a wide range of sheet metal materials, including steel, aluminum, copper, and stainless steel. This versatility makes curling a valuable process in industries ranging from automotive and HVAC to appliance manufacturing and metal fabrication.
Cost-Effective and Efficient: Curling is a fast, efficient process that can be easily automated for high-volume production. It reduces the need for additional finishing processes, such as deburring or grinding, making it cost-effective for manufacturers.
Challenges of Sheet Metal Curling
Tooling and Setup Costs: Curling machines, especially those equipped with CNC or hydraulic systems, require significant initial investment in equipment and tooling. These costs can be prohibitive for small manufacturers or custom production runs.
Material Limitations: Curling may be challenging for very thick or hard metals, as the process can cause cracking or deformation if not properly controlled. Certain materials, such as brittle metals, may not be suitable for curling without special treatment or preparation.
Skilled Operation Required: Properly curling sheet metal requires skilled operators, particularly for complex or high-precision curls. Incorrect pressure or alignment can result in defects such as cracks, uneven edges, or misshapen curls.
Sheet metal curling is an essential process in metal fabrication, providing strong, safe, and aesthetically pleasing edges for a wide range of applications. Whether used in automotive panels, HVAC ducts, appliance housings, or architectural components, curling ensures that sheet metal parts meet the highest standards of strength, durability, and safety.
Brake Pads Making Machine
Brake pads
A brake pads making machine is a specialized piece of equipment used in the production of automotive brake pads. Brake pads are critical components of a vehicle’s braking system, responsible for applying friction to the brake rotors to slow or stop the vehicle. These machines are designed to manufacture brake pads from raw materials such as metal fibers, resins, and friction materials, ensuring that the finished pads meet the required standards for performance, durability, and safety.
The process of making brake pads involves several steps, including material mixing, pressing, curing, and finishing. Brake pads making machines are equipped with various functions to handle these tasks efficiently, allowing manufacturers to produce high-quality brake pads in large quantities. These machines are used primarily in the automotive industry but are also applicable for producing brake components for motorcycles, trucks, and industrial machinery.
Types of Brake Pads Making Machines
Mixing and Kneading Machines: These machines are used to blend the raw materials that make up the brake pads, including metal fibers, friction materials, binders, and resins. The materials are mixed and kneaded into a homogeneous compound, ensuring that the brake pads have consistent friction properties and wear resistance.
Homogeneous Mixing for Consistent Performance: Proper mixing ensures that the brake pads have uniform friction properties, which are essential for reliable braking performance. The compound must be thoroughly mixed to prevent defects such as weak spots or uneven wear.
Advantages: Mixing and kneading machines provide precise control over the blending of raw materials, ensuring consistent quality in the final product. They are also highly efficient, reducing mixing times and improving production throughput.
Disadvantages: Improper mixing can lead to defects in the brake pads, such as uneven friction properties or weak areas that may cause the pads to fail prematurely.
Pressing Machines: Pressing machines are used to compress the mixed materials into the shape of a brake pad. The material is placed in a mold, and the machine applies high pressure to compact the material into a solid form. Pressing is a critical step in ensuring that the brake pads have the required density and strength.
High Pressure for Dense, Strong Brake Pads: Pressing ensures that the brake pad material is tightly compacted, giving the pads the density and strength needed to withstand the high pressures and temperatures generated during braking.
Advantages: Pressing machines provide consistent pressure and control over the shape of the brake pads, ensuring that each pad is produced to the correct specifications. They are ideal for high-volume production, as they can produce large quantities of pads quickly and efficiently.
Disadvantages: The molds used in pressing machines must be precisely designed and maintained to prevent defects such as cracks, voids, or uneven compression.
Curing Ovens: After the brake pads are pressed, they are cured in ovens to harden the material and set the binder. The curing process involves heating the pads at controlled temperatures for a specific duration, which allows the resins and binders to harden and bond the materials together.
Controlled Heating for Durable Brake Pads: Curing is essential for hardening the brake pad material and ensuring that it can withstand the extreme conditions of braking. Proper control of temperature and curing time is critical for achieving optimal hardness and strength.
Advantages: Curing ovens provide precise temperature control, ensuring that the brake pads are evenly cured and free from defects such as cracks or weak areas. This improves the durability and performance of the final product.
Disadvantages: Improper curing can result in brake pads that are too soft or brittle, leading to premature wear or failure.
Finishing Machines: Once the brake pads are cured, they are finished using grinding and cutting machines to achieve the final shape and dimensions. These machines remove any excess material, smooth the surfaces, and ensure that the brake pads meet the required tolerances for thickness and flatness.
Precision Finishing for Consistent Fit and Performance: Finishing ensures that the brake pads are shaped and sized accurately, allowing them to fit properly in the braking system and perform reliably. Any defects in the
brake pad’s shape or surface can lead to performance issues, such as uneven wear, squealing, or reduced braking efficiency.
Advantages: Finishing machines provide high precision in shaping and smoothing the brake pads, ensuring that they meet strict specifications for thickness, flatness, and surface quality. This step is essential for ensuring consistent braking performance and reducing noise.
Disadvantages: Finishing machines must be carefully calibrated and maintained to prevent defects such as over-grinding or surface imperfections, which can negatively impact the brake pad’s performance.
Friction Testing Machines: To ensure the quality and performance of the brake pads, manufacturers often use friction testing machines to measure the friction coefficient and wear resistance of the pads. These machines simulate real-world braking conditions by applying pressure and heat to the brake pads while measuring their friction properties.
Testing for Reliable Braking Performance: Friction testing ensures that the brake pads meet industry standards for stopping power, durability, and heat resistance. It helps identify any defects or inconsistencies in the material that could affect the brake pad’s performance.
Advantages: Friction testing machines provide valuable data on the performance characteristics of the brake pads, allowing manufacturers to ensure that each batch meets safety and quality standards. This testing is crucial for automotive applications, where brake performance is critical for vehicle safety.
Disadvantages: Friction testing can be time-consuming and requires specialized equipment and expertise, adding to the overall production costs.
The Brake Pads Manufacturing Process
Raw Material Preparation: The first step in making brake pads is to prepare the raw materials, including metal fibers, friction materials (such as ceramic or organic compounds), resins, and binders. These materials are carefully measured and blended in mixing machines to create a homogeneous compound that will be pressed into brake pads.
Precise Mixing for Consistent Properties: The correct ratio of materials is essential for achieving the desired friction and wear resistance in the finished brake pads. Inconsistent mixing can lead to uneven performance or premature wear.
Pressing and Molding: Once the materials are mixed, they are loaded into molds, where pressing machines apply high pressure to form the brake pads. The molds are designed to give the brake pads their final shape, while the pressure compacts the material into a dense, solid form.
High Pressure for Strong, Durable Brake Pads: The pressing process ensures that the brake pads are dense enough to withstand the stresses of braking without cracking or wearing down prematurely.
Curing: After pressing, the brake pads are transferred to curing ovens, where they are heated at controlled temperatures to harden the material and set the binders. The curing process is crucial for developing the brake pad’s strength, heat resistance, and durability.
Even Curing for Long-Lasting Performance: Proper curing ensures that the brake pads can endure the high temperatures generated during braking without losing their effectiveness or breaking down.
Finishing: Once the brake pads are cured, they are finished using grinding, cutting, and sanding machines to remove any excess material and ensure that the pads meet the required dimensions and surface quality. This step ensures that the brake pads fit correctly in the braking system and provide consistent performance.
Precision Grinding for Smooth, Accurate Pads: The finishing process ensures that the brake pads have a smooth, even surface and the correct thickness, which is essential for proper fit and function in the braking system.
Friction Testing and Quality Control: After the brake pads are finished, they undergo friction testing to ensure that they meet the required standards for performance, safety, and durability. This testing simulates real-world braking conditions and measures the friction coefficient, wear resistance, and heat tolerance of the pads.
Testing for Safety and Reliability: Friction testing helps manufacturers ensure that the brake pads will provide reliable, consistent performance under a variety of conditions, such as heavy braking, high speeds, or extreme temperatures.
Applications of Brake Pads Making Machines
Automotive Industry: Brake pads making machines are primarily used in the automotive industry to produce brake pads for passenger vehicles, trucks, motorcycles, and buses. High-quality brake pads are essential for ensuring vehicle safety, as they provide the friction needed to stop the vehicle effectively.
Brake Pads for Cars, Trucks, and Motorcycles: Brake pads making machines are used to produce a wide range of brake pads for different types of vehicles, including standard cars, high-performance sports cars, heavy-duty trucks, and motorcycles.
Industrial Machinery: Brake pads are also used in industrial machinery, where they provide the stopping power needed for large, heavy equipment. Machines such as cranes, forklifts, and construction equipment rely on durable brake pads to ensure safe operation in industrial environments.
Brake Pads for Heavy-Duty Machinery: Brake pads making machines are used to produce pads for industrial equipment, where reliable stopping power is critical for operator safety and machinery control.
Railway and Aerospace Applications: Brake pads are used in railway and aerospace applications, where they must withstand extreme conditions, including high speeds, heavy loads, and intense heat. The brake pads used in trains, planes, and other transportation systems must meet stringent safety and performance standards.
High-Performance Brake Pads for Trains and Aircraft: Brake pads making machines are used to manufacture specialized brake pads for rail and aerospace applications, where safety and reliability are paramount.
Motorcycles and Bicycles: In addition to automotive and industrial applications, brake pads making machines are used to produce pads for motorcycles and bicycles. These pads must provide consistent stopping power while being lightweight and durable.
Brake Pads for Two-Wheeled Vehicles: Brake pads making machines produce lightweight, high-performance pads for motorcycles and bicycles, ensuring that riders can stop safely and effectively.
Advantages of Brake Pads Making Machines
High Efficiency for Large-Scale Production: Brake pads making machines are highly efficient and capable of producing large quantities of brake pads quickly and with consistent quality. This makes them ideal for high-volume production in the automotive and industrial sectors.
Precision Control for Consistent Quality: These machines provide precise control over the manufacturing process, ensuring that each brake pad meets the required specifications for size, shape, and performance. This consistency is essential for ensuring reliable braking performance in vehicles and machinery.
Versatility for Different Materials and Applications: Brake pads making machines can be used to produce pads from a variety of materials, including organic, semi-metallic, and ceramic compounds. This versatility makes them suitable for a wide range of applications, from standard passenger cars to high-performance sports vehicles and industrial equipment.
Improved Safety and Durability: By using advanced manufacturing processes such as pressing, curing, and friction testing, brake pads making machines ensure that the finished pads are strong, durable, and capable of withstanding the extreme conditions of braking.
Challenges of Brake Pads Making Machines
High Initial Investment Costs: Brake pads making machines, especially those equipped with advanced features such as friction testing and precision molding, can be expensive to purchase and maintain. This high initial investment may be a barrier for smaller manufacturers.
Skilled Operation Required: Operating brake pads making machines requires skilled technicians to ensure that the machines are properly set up and maintained. Incorrect operation or improper calibration can lead to defects in the brake pads, such as uneven friction properties or weak areas.
Brake pads making machines are essential for the production of high-quality brake pads used in automotive, industrial, and transportation applications. These machines provide the efficiency, precision, and control needed to produce reliable, durable brake pads that meet the highest standards of safety and performance.
Drum End Manufacturing
Drum End Manufacturing
Drum end manufacturing involves producing the top and bottom ends of metal or plastic drums, which are commonly used for the storage and transportation of liquids, chemicals, oils, and other materials. The ends of drums play a critical role in ensuring that the contents are securely contained, providing structural integrity and leak-proof sealing. Drum ends are typically manufactured using processes such as stamping, deep drawing, curling, and welding to achieve the necessary strength, durability, and precision.
The top end of a drum often includes features such as flanges, bungs, or other openings to facilitate filling, emptying, and sealing, while the bottom end is typically designed to provide stability and withstand the weight of the drum’s contents. Drum end manufacturing is a crucial part of the overall drum production process and is widely used in industries such as chemical processing, oil and gas, food and beverage, and industrial packaging.
Types of Drum End Manufacturing Processes
Stamping: Stamping is one of the most common processes used to manufacture drum ends. In this process, a flat metal or plastic sheet is placed in a stamping press, where a die is used to shape the material into the desired form. Stamping is highly efficient and allows for the production of large quantities of drum ends with consistent quality.
High-Speed Production for Large Volumes: Stamping is ideal for producing drum ends in high volumes, making it suitable for mass production in industries such as chemical packaging and oil transportation.
Advantages: Stamping provides fast, efficient production with precise control over the shape and dimensions of the drum ends. It is suitable for both metal and plastic materials.
Disadvantages: Stamping requires expensive tooling, and the initial setup costs can be high, making it less suitable for small production runs or custom designs.
Deep Drawing: Deep drawing is a metal forming process used to manufacture drum ends by pulling a flat sheet of metal into a die to create a deep, cup-shaped structure. This process is particularly useful for producing the bottom ends of drums, as it allows for the creation of a seamless, strong end that can withstand heavy loads and pressure.
Seamless Drum Ends for High Strength: Deep drawing produces seamless drum ends that are highly resistant to leaks and deformation, making them ideal for drums that will be used to transport liquids or chemicals.
Advantages: Deep drawing provides excellent structural integrity and is suitable for producing drum ends that need to withstand high pressure or heavy loads.
Disadvantages: The deep drawing process can be complex and requires specialized equipment, making it more expensive and time-consuming than stamping for large-scale production.
Curling: Curling is a process used to form the edges of drum ends, creating a rolled edge that can be securely attached to the body of the drum. This technique is used to ensure that the drum ends are securely sealed and can be joined to the drum body without leaks. Curling is particularly important for metal drums, where the edges must be strong and resistant to deformation.
Rolled Edges for Leak-Proof Sealing: Curling provides a smooth, rolled edge that allows for a tight, leak-proof seal between the drum ends and the drum body. This is essential for ensuring the safe transportation of liquids and chemicals.
Advantages: Curling improves the strength and durability of the drum ends, providing a secure connection to the drum body and preventing leaks.
Disadvantages: Curling requires precise control to ensure that the edges are rolled uniformly and without defects. Improper curling can result in weak or leaky joints.
Flanging: Flanging is a process used to create a raised rim or flange around the edge of the drum end. This flange is used to connect the drum end to the body of the drum, providing a strong, durable joint that can withstand pressure and impact. Flanging is commonly used in both metal and plastic drum manufacturing.
Raised Rims for Secure Connections: Flanging creates a strong, raised rim that allows the drum end to be securely attached to the drum body. The flange provides additional strength and helps distribute pressure evenly across the joint.
Advantages: Flanging ensures that the drum end is securely attached to the drum body, preventing leaks and improving the overall strength of the drum. It is suitable for both large and small drums.
Disadvantages: Flanging requires precise tooling and alignment to ensure that the flange is formed correctly and without defects. Improper flanging can result in weak joints or leaks.
Welding: Welding is often used to join the drum ends to the body of the drum, creating a strong, leak-proof connection. In metal drums, welding is used to fuse the edges of the drum ends to the body, ensuring that the joint is strong and resistant to pressure. For plastic drums, heat welding or ultrasonic welding is used to join the drum components.
Strong, Leak-Proof Welds for Secure Joints: Welding provides a strong, durable connection between the drum ends and the drum body, ensuring that the drum can safely contain liquids, chemicals, or other materials.
Advantages: Welding provides a permanent, leak-proof connection that is highly resistant to pressure, impact, and environmental factors. It is particularly useful for drums used in hazardous or corrosive environments.
Disadvantages: Welding can be time-consuming and requires skilled operators or automated systems to ensure that the welds are consistent and free from defects.
Key Components of a Drum End Manufacturing Machine
Press or Die: The press or die is the main component used in stamping and deep drawing machines to shape the drum ends. The die is designed to match the specific shape and dimensions of the drum end, while the press applies the necessary force to form the material into the desired shape.
Precision Dies for Accurate Shaping: The press or die must be carefully designed to ensure that the drum ends are formed with the correct dimensions and shape. Proper alignment and pressure control are essential for achieving consistent results.
Forming Rollers or Mandrels: In curling and flanging machines, forming rollers or mandrels are used to bend and shape the edges of the drum ends. These tools apply controlled pressure to the material, ensuring that the edges are formed smoothly and without defects.
Controlled Pressure for Smooth, Uniform Edges: The forming rollers or mandrels must apply consistent pressure to the material to ensure that the edges are curled or flanged evenly and without distortion.
Welding Torch or Ultrasonic Welder: In welding machines, a welding torch or ultrasonic welder is used to fuse the drum ends to the body of the drum. The welder must be precisely controlled to ensure that the welds are strong, uniform, and free from defects.
Precision Welding for Leak-Proof Joints: The welding system must provide precise control over the heat and pressure applied to the joint, ensuring that the weld is strong, durable, and resistant to leaks.
Control Panel: Modern drum end manufacturing machines are equipped with control panels that allow operators to set and monitor the manufacturing parameters, such as pressure, speed, and temperature. Many machines are equipped with programmable logic controllers (PLCs) or CNC systems to automate the manufacturing process and ensure repeatable, high-quality results.
Automation for Consistency and Efficiency: The control panel allows operators to program the machine for specific drum end designs and materials, ensuring that the manufacturing process is consistent and efficient.
The Drum End Manufacturing Process
Material Preparation: The process begins with the preparation of the raw material, which is typically metal or plastic sheets. The material is cut to size and prepared for forming, ensuring that it is clean, flat, and free from defects. Proper material preparation is essential for ensuring that the drum ends are formed accurately and without defects.
Cutting and Cleaning for Quality Production: The material must be properly cut and cleaned to ensure that the forming process proceeds smoothly and without defects such as cracks, wrinkles, or misalignment.
Forming the Drum Ends: The drum ends are formed using processes such as stamping, deep drawing, curling, or flanging, depending on the design and specifications of the drum. The forming process shapes the drum ends into the desired form, ensuring that they meet the required dimensions and structural integrity.
Controlled Forming for Smooth, Strong Drum Ends: The goal of the forming process is to create drum ends that are strong, durable, and free from defects. Proper control of the forming pressure and alignment is essential for achieving high-quality results.
Welding or Sealing: Once the drum ends are formed, they are welded or sealed to the body of the drum. This process creates a strong, leak-proof connection between the drum ends and the drum body, ensuring that the contents of the drum are securely contained.
Strong Welds for Leak-Proof Sealing: Welding or sealing ensures that the drum ends are securely attached to the body of the drum, preventing leaks or separation during transportation or use.
Finishing and Inspection: After the drum ends are attached, the drum is inspected for defects such as cracks, leaks, or misalignment. The drum may also be finished by trimming any excess material, smoothing the edges, or applying surface coatings to improve corrosion resistance.
Quality Control for Durable, Leak-Proof Drums: Proper inspection ensures that the drum ends are securely attached and that the drum meets the required standards for strength, durability, and leak resistance.
Applications of Drum Ends
Chemical and Hazardous Material Storage: Drums with strong, leak-proof ends are essential for safely storing and transporting chemicals, hazardous materials, and other liquids.
Super Surface Finishing: Sheet metal forming refers to a broad set of manufacturing processes used to convert flat metal sheets into desired shapes and geometries. It is an essential part of the metalworking industry, widely used in the automotive, aerospace, construction, and electronics industries. This process involves applying force to deform the metal sheet plastically, meaning the sheet undergoes permanent change in shape without breaking or cracking. Sheet metal forming methods can range from simple manual bending to highly automated, computer-controlled processes for mass production.
Sheet metal forming processes are classified into three major categories: bending, drawing, and shearing. Each of these techniques has its specific applications depending on the desired end product and the metal being worked with.
Types of Sheet Metal Forming:
Bending: Bending involves deforming the metal sheet along a straight axis to create angular shapes such as “V,” “U,” or channels. Press brakes or die presses are commonly used to bend the sheet metal, either manually or through automated processes. Bending is commonly used in automotive body panels, appliance housings, and structural frameworks.
Deep Drawing: Deep drawing is a process in which a flat sheet of metal is radially drawn into a forming die by the action of a mechanical punch. This process is used to create cup-shaped parts and is commonly applied in manufacturing cans, containers, and automotive fuel tanks. Deep drawing allows the formation of complex, hollow shapes from a single sheet of metal.
Stretch Forming: In stretch forming, a metal sheet is clamped at its edges and stretched over a die to form large, smooth, and curved surfaces. This method is often used in the aerospace industry for manufacturing aircraft fuselage panels and structural parts.
Roll Forming: Roll forming is a continuous process in which a metal sheet is passed through a series of rollers that progressively shape it into the desired cross-sectional profile. This method is highly efficient and is used to produce items like metal roofing panels, door frames, and highway guardrails.
Punching and Blanking: Punching involves the removal of material from the sheet by placing it between a punch and a die. Blanking is a similar process but focuses on cutting out parts of the sheet. Both techniques are commonly used in mass production, such as in the manufacturing of metal parts for electronics, appliances, and cars.
Spinning: Spinning is a process where a metal disk or tube is rotated at high speed and formed into an axially symmetric part by a roller. This method is typically used for producing conical or cylindrical components, such as pots, pans, and decorative metal objects.
Applications of Sheet Metal Forming:
Automotive Industry: Sheet metal forming is integral to the production of automotive body panels, chassis, and structural components. Manufacturers use advanced techniques like deep drawing, hydroforming, and stamping to produce high-quality, lightweight vehicle parts.
Aerospace Industry: Aerospace companies rely on sheet metal forming to create lightweight yet strong components, such as fuselage panels, wings, and support structures, all of which must meet stringent performance and safety standards.
Construction and Architecture: In construction, sheet metal forming is used for roofing, cladding, framing, and decorative purposes. Metals such as steel, aluminum, and copper are shaped into durable structures that withstand environmental stresses.
Electronics and Appliances: Manufacturers of consumer electronics and household appliances use sheet metal forming to create enclosures, panels, and internal structures for products like washing machines, refrigerators, and electronic devices.
Advantages of Sheet Metal Forming:
Efficiency: Sheet metal forming can produce large quantities of parts at relatively low cost, making it ideal for mass production in industries like automotive and consumer goods.
Precision: Modern forming techniques, especially those utilizing CNC-controlled machinery, provide high precision and repeatability, ensuring consistent product quality.
Material Conservation: Because sheet metal forming reshapes rather than removes material, there is minimal waste, making it an environmentally friendly and cost-effective process.
Versatility: Sheet metal forming can be applied to a variety of metals, including steel, aluminum, brass, and copper, allowing manufacturers to produce parts for a wide range of applications.
Hydraulic Metal Forming
Sheet Metal Rounded Corners
Hydraulic metal forming is a process where hydraulic pressure is used to shape metal workpieces. This process is ideal for producing complex, high-strength components and is often employed in industries where precision and durability are essential, such as aerospace, automotive, and heavy machinery manufacturing. Hydraulic forming uses hydraulic fluid under extreme pressure to force the metal into a die or mold, allowing for intricate shapes to be formed with high precision.
The main advantage of hydraulic metal forming is its ability to distribute pressure uniformly over the entire surface of the metal, resulting in less localized stress and higher-quality parts. The force applied by hydraulic presses can be finely controlled, making it suitable for delicate operations as well as heavy-duty applications.
Types of Hydraulic Metal Forming:
Hydroforming: Hydroforming is a popular hydraulic forming technique used to create hollow parts, such as automotive exhaust components and structural tubes. The process involves placing a metal sheet or tube inside a mold and using hydraulic fluid to press it against the mold walls, forming the desired shape. Hydroforming is highly effective for producing lightweight, high-strength components with complex geometries.
Hydraulic Stamping: Hydraulic stamping involves placing a flat metal sheet between a punch and die, then using hydraulic pressure to form the metal into the desired shape. This method is commonly used in the production of automotive body panels, appliances, and machinery parts. Hydraulic stamping offers precise control over the applied force, ensuring that the final product is accurate and consistent.
Hydraulic Drawing: Similar to deep drawing, hydraulic drawing uses hydraulic presses to pull a metal blank into a die, forming cylindrical, cup-shaped, or box-like components. The hydraulic press ensures that the force is evenly distributed, reducing the risk of tearing or wrinkling the metal.
Bulge Forming: Bulge forming is another hydraulic process where hydraulic fluid is used to press a metal sheet or tube against a die, causing it to bulge outward and take the shape of the mold. This method is often used to create domed or spherical components.
Rubber Pad Forming: In this process, a metal sheet is placed over a mold, and a flexible rubber pad is pressed against it using hydraulic pressure. The rubber pad deforms around the sheet, forming it to the mold’s shape. Rubber pad forming is used in applications where a smooth, scratch-free finish is essential, such as in the aerospace and medical device industries.
Applications of Hydraulic Metal Forming:
Automotive Industry: Hydraulic forming is widely used to create components such as engine mounts, chassis parts, suspension systems, and exhaust systems. The process allows for the production of lightweight yet strong parts, which contribute to improved fuel efficiency and vehicle performance.
Aerospace Industry: Hydraulic metal forming is used to produce complex, high-strength parts for aircraft and spacecraft. The precise control offered by hydraulic presses ensures that these critical components meet the industry’s stringent safety and performance requirements.
Heavy Machinery: Hydraulic forming is employed in the production of large, high-strength components used in heavy machinery and industrial equipment. Hydraulic presses can generate the immense force required to shape thick metal plates and components.
Medical Devices: In the medical field, hydraulic metal forming is used to manufacture surgical instruments, prosthetic devices, and other precision medical components. The ability to form metal with high accuracy and minimal defects is crucial in this industry.
Advantages of Hydraulic Metal Forming:
Uniform Force Application: Hydraulic presses distribute force evenly over the entire surface of the metal, reducing the risk of defects such as warping, cracking, or uneven thickness.
Precision: The finely controlled hydraulic pressure allows for high precision in forming complex geometries, ensuring that the final product meets exact specifications.
Material Efficiency: Hydraulic metal forming reduces material waste by forming the metal into the desired shape without removing material. This makes it a cost-effective and environmentally friendly process.
Versatility: Hydraulic forming can be used on a wide range of metals, including steel, aluminum, copper, and titanium, making it suitable for various industries and applications.
Hydraulic metal forming is a key process in modern manufacturing, offering the ability to create high-quality, durable metal parts for critical industries such as aerospace, automotive, and medical device production.
Sheet Metal Rounded Corners
Industries working with our machinery
Sheet metal rounded corners refer to the technique of rounding the sharp edges of sheet metal components to improve safety, aesthetics, and structural integrity. This is an important aspect of metalworking, especially in industries where sharp corners can pose a hazard or lead to stress concentration, which could compromise the strength of the component.
Rounding the corners of sheet metal is typically done after the cutting or punching process, which leaves sharp edges. These sharp edges can be dangerous during handling, assembly, or during the product’s use. Additionally, rounded corners help prevent the metal from cracking or tearing under stress, especially during bending or forming operations.
Methods for Creating Rounded Corners:
Bending: Bending is one of the simplest methods used to create rounded corners. Instead of making a sharp bend at a 90-degree angle, the metal is bent into a smooth curve, reducing stress concentrations at the corners. Bending machines, such as press brakes, are commonly used for this purpose.
Edge Rolling: Edge rolling is a technique where the edges of the sheet metal are rolled over to form a smooth, rounded corner. This process is often used in the production of metal enclosures, containers, or other parts where the edges need to be safe and aesthetically pleasing.
Chamfering: Chamfering is the process of removing the sharp edges of metal by cutting a beveled edge along the corner. Although this does not create a fully rounded corner, it softens the sharp edge and reduces the risk of injury or damage. Chamfering is commonly used in applications where a completely rounded corner is not necessary but where the sharp edge must be eliminated.
Grinding and Filing: Manual or automated grinding and filing can be used to round off sharp edges after cutting or punching. Abrasive tools are used to smooth out the edges, creating a safe and visually appealing corner. This method is often used in custom or small-scale metal fabrication projects.
Laser Cutting: Modern laser cutting machines can be programmed to cut metal sheets with pre-rounded corners. This allows for high precision and eliminates the need for additional edge rounding steps. Laser cutting is especially useful for complex shapes or high-volume production runs where precision and consistency are important.
Applications of Rounded Corners in Sheet Metal:
Safety: Rounded corners are crucial in industries where workers frequently handle metal parts, such as in construction, automotive assembly, or manufacturing. By rounding the edges, the risk of cuts and injuries is significantly reduced.
Aesthetics: In consumer products like electronics, appliances, and furniture, rounded corners provide a sleek, modern look. They also help improve the ergonomics of the product by making it more comfortable to handle.
Structural Integrity: Rounded corners reduce the likelihood of cracks or fractures developing in metal components during use. Sharp corners tend to concentrate stress, which can lead to failure over time. By rounding the corners, the stress is distributed more evenly, improving the durability of the part.
Electronics Enclosures: In the electronics industry, rounded corners are commonly used in the design of metal enclosures for devices like computers, smartphones, and appliances. Rounded corners not only improve the appearance of the product but also protect internal components by reducing sharp edges that could cause damage during assembly or use.
Advantages of Rounded Corners in Sheet Metal:
Improved Safety: Sharp edges pose a safety risk during manufacturing, handling, and use. Rounded corners minimize the chance of injury and improve the usability of metal products.
Enhanced Durability: By eliminating sharp corners, stress concentrations are reduced, which helps prevent cracks, warping, or other types of failure. Rounded corners enhance the overall durability of the component.
Better Coating and Finishing: Rounded corners are easier to coat with paint, powder coatings, or anodized finishes. Sharp edges can cause uneven coating thickness, leading to weak spots where corrosion or wear can occur. Rounded corners allow for more uniform coating, extending the lifespan of the product.
Rounded corners in sheet metal are a critical design feature that improves both the safety and durability of metal products while also enhancing their aesthetic appeal.
Sheet Metal Edge Rounding
Producing Cylindrical Parts with CNC Metal Spinning Machines
Sheet metal edge rounding is the process of smoothing and shaping the edges of a metal sheet after it has been cut, punched, or machined. This process is essential for improving safety, product quality, and durability. Sharp, unfinished edges on metal parts can pose hazards to workers, cause damage to other components during assembly, and lead to stress concentrations that can weaken the material. By rounding the edges, these risks are mitigated.
Edge rounding is commonly used in industries such as automotive, aerospace, electronics, and metal fabrication, where parts need to be safe to handle and durable enough to withstand long-term use.
Methods of Sheet Metal Edge Rounding:
Deburring Machines: Deburring machines are specifically designed to remove sharp burrs and round the edges of metal sheets. These machines use abrasive belts, brushes, or discs to grind down the sharp edges and create a smooth, rounded profile. Deburring is an essential step in many manufacturing processes to ensure that the edges are safe to handle and that the final product meets quality standards.
Grinding and Sanding: Manual or automated grinding and sanding tools are often used to round the edges of metal sheets. Abrasive materials are used to wear down the sharp edges, leaving a smooth, rounded finish. This method is especially useful for custom or low-volume production where precise control over the rounding process is needed.
Laser Cutting with Edge Rounding: Advanced laser cutting machines can be programmed to cut metal sheets with pre-rounded edges. This eliminates the need for additional edge rounding steps and provides a high level of precision. Laser cutting with edge rounding is commonly used in the production of parts that require tight tolerances and clean, smooth edges.
Tumbling: Tumbling is a process where metal parts are placed in a rotating drum along with abrasive media. As the drum rotates, the media polishes and rounds the edges of the metal parts, creating a smooth finish. Tumbling is an effective method for rounding the edges of small parts or components with complex geometries.
Electropolishing: In some applications, electropolishing is used to round and smooth the edges of metal parts. This chemical process removes a thin layer of material from the surface of the metal, leaving a smooth, rounded finish. Electropolishing is commonly used for stainless steel parts in the medical, food, and pharmaceutical industries.
Applications of Sheet Metal Edge Rounding:
Automotive Industry: In automotive manufacturing, edge rounding is critical for ensuring that parts like body panels, brackets, and supports are safe to handle and free from sharp edges that could cause injuries or damage other components.
Electronics and Appliances: Metal enclosures and components used in electronics and appliances often undergo edge rounding to improve their appearance and make them safer for consumers to handle. Rounded edges also help prevent the metal from cutting into wires or other sensitive components inside the device.
Aerospace Industry: In aerospace applications, edge rounding helps reduce stress concentrations at the edges of metal parts, improving their fatigue resistance and overall structural integrity. This is essential for components that must endure extreme conditions and long service life.
Construction and Metal Fabrication: In construction and metal fabrication, rounded edges make metal parts easier to work with and safer for workers to handle during installation. They also improve the overall aesthetics of the finished product.
Advantages of Sheet Metal Edge Rounding:
Safety: Sharp edges on metal parts can cause injuries to workers during handling and assembly. Edge rounding eliminates these hazards, making the parts safer to work with and reducing the risk of accidents.
Improved Durability: Rounding the edges of metal parts reduces stress concentrations, which can lead to cracks, fractures, or other types of failure. Edge rounding helps extend the lifespan of metal components, especially those subjected to mechanical or thermal stress.
Enhanced Aesthetics: Rounded edges give metal parts a more polished, professional appearance. This is especially important for consumer-facing products like electronics, appliances, and furniture, where visual appeal is a key factor.
Better Coating Adherence: Rounded edges provide a smoother surface for applying coatings like paint, powder coating, or anodizing. This ensures more even coverage and improves the part’s resistance to corrosion, wear, and damage.
Sheet metal edge rounding is a vital process in modern metalworking, contributing to the safety, quality, and durability of metal products across a wide range of industries.
Special Finishing Machines
Metal Surface Finishing Machine
Special finishing machines are used in metalworking and manufacturing to refine the surface of metal parts after they have been formed, machined, or welded. These machines provide the final touches to ensure the metal components meet the desired specifications in terms of smoothness, texture, and appearance. Special finishing machines are crucial for enhancing the performance, longevity, and aesthetic appeal of metal products across industries such as automotive, aerospace, construction, and consumer goods.
Finishing processes can range from deburring rough edges to applying polished finishes that give parts a high-gloss or mirror-like appearance. These machines come in various types, each designed for specific finishing tasks such as polishing, grinding, buffing, or coating.
Types of Special Finishing Machines:
Polishing Machines: Polishing machines use abrasives to create smooth, reflective surfaces on metal parts. These machines can range from simple handheld polishers to advanced automated systems that can handle large-scale production. Polishing is often used for stainless steel, aluminum, and other metals where a high-gloss finish is required, such as in cookware, automotive parts, and architectural elements.
Rotary Polishers: Rotary polishing machines use spinning wheels and abrasive compounds to smooth and polish metal surfaces.
Vibratory Polishers: These machines are designed for polishing smaller metal components in bulk. They use vibration to rub the metal parts against an abrasive medium, resulting in a smooth finish.
Buffing Machines: Buffing machines are similar to polishing machines but focus on achieving a higher level of shine and smoothness. Buffing is typically the final step in the finishing process and is used to remove fine scratches or imperfections that remain after polishing. Buffing machines are essential in industries such as automotive, where a high-quality surface finish is necessary for body panels and other visible components.
Sanding Machines: Sanding machines use abrasive belts or discs to smooth out rough surfaces or remove small amounts of material from the surface of metal parts. Sanding is often the first step in the finishing process, especially after metal parts have been cut, welded, or machined. It is commonly used in industries such as furniture manufacturing, construction, and metal fabrication.
Shot Blasting Machines: Shot blasting machines use high-velocity streams of abrasive material, such as steel shots or sand, to clean and smooth metal surfaces. This process is particularly useful for removing rust, paint, or other surface contaminants from metal parts. Shot blasting also helps prepare metal surfaces for painting, coating, or welding by creating a uniform surface texture.
Air Blasting: Uses compressed air to propel the abrasive material onto the metal surface.
Centrifugal Blasting: Uses a mechanical wheel to throw the abrasive material at high speed, making it suitable for larger surfaces or more aggressive cleaning tasks.
Electropolishing Machines: Electropolishing is an electrochemical process used to smooth and polish metal surfaces. It removes a thin layer of material, leaving a shiny, reflective finish. Electropolishing is especially important for stainless steel and medical-grade materials, where hygiene, corrosion resistance, and surface finish are critical.
Applications of Special Finishing Machines:
Automotive Industry: Special finishing machines are used to create smooth, aesthetically pleasing surfaces on car body panels, trim, and engine components. Polishing and buffing are particularly important for enhancing the visual appeal of vehicles, while sanding and shot blasting are used to prepare surfaces for painting or coating.
Aerospace Industry: In aerospace, surface finishing is essential for components that must withstand high stress and harsh environmental conditions. Polishing, buffing, and electropolishing are commonly used to improve corrosion resistance and reduce surface friction on aircraft parts.
Medical Devices and Instruments: In the medical field, electropolishing is used to create ultra-smooth surfaces on surgical instruments, implants, and other medical devices. A smooth surface reduces the risk of contamination and makes the parts easier to clean and sterilize.
Consumer Goods: Special finishing machines are used to improve the appearance and durability of consumer products such as kitchen appliances, furniture, and electronics. Polishing and buffing are crucial for achieving a high-quality surface finish that appeals to consumers.
Advantages of Special Finishing Machines:
Improved Durability: By removing surface defects and imperfections, finishing machines help improve the strength and durability of metal parts. Smooth surfaces are less prone to corrosion, wear, and fatigue.
Enhanced Aesthetic Appeal: Polishing and buffing create visually attractive surfaces, making finished metal products more appealing to consumers. This is especially important in industries like automotive, architecture, and consumer goods.
Better Coating Adhesion: Finishing processes such as sanding and shot blasting help prepare metal surfaces for painting or coating. A smooth, uniform surface ensures better adhesion and coverage, resulting in a longer-lasting finish.
Hygiene and Cleanliness: In industries such as medical devices and food processing, smooth, polished surfaces are essential for maintaining hygiene and reducing the risk of contamination.
Special finishing machines play a crucial role in modern manufacturing, ensuring that metal parts meet the highest standards of quality, performance, and appearance.
Burr Cleaning Machine
Burr Cleaning Machine
A burr cleaning machine is used to remove burrs, which are small, unwanted projections or rough edges left on metal parts after cutting, machining, or drilling. Burrs can interfere with the functionality and safety of metal components, leading to problems such as improper assembly, increased wear, and safety hazards. Burr cleaning is a crucial step in the metalworking process, ensuring that parts meet quality standards and are safe to handle and use.
Burrs are formed during processes such as stamping, milling, or shearing when the metal is deformed or displaced. Burr cleaning machines use a variety of methods to smooth out these rough edges, depending on the type of metal, the part’s geometry, and the required surface finish.
Types of Burr Cleaning Machines:
Brush Deburring Machines: Brush deburring machines use rotating wire or abrasive brushes to clean burrs from the edges and surfaces of metal parts. These machines are often used for deburring sheet metal, stamped parts, or machined components where a light, non-invasive cleaning process is required.
Vibratory Deburring Machines: Vibratory deburring involves placing metal parts in a vibrating container filled with abrasive media. As the machine vibrates, the media rubs against the parts, removing burrs and smoothing the edges. This process is particularly useful for deburring small or intricate parts that are difficult to clean manually.
Electrochemical Deburring: Electrochemical deburring uses a chemical process to remove burrs from hard-to-reach areas, such as holes, grooves, or internal features. A mild electrical current is applied to the metal part, causing a controlled reaction that dissolves the burrs. This method is ideal for precision parts used in industries like aerospace, automotive, and medical devices.
Thermal Deburring Machines: Thermal deburring, also known as explosive deburring, is a process where a gas mixture is ignited in a chamber containing the metal parts. The resulting explosion vaporizes the burrs, leaving the part clean and free from sharp edges. Thermal deburring is highly effective for removing burrs from internal features and complex geometries.
Water Jet Deburring Machines: Water jet deburring uses high-pressure streams of water to clean burrs from the surface of metal parts. This method is particularly effective for soft metals such as aluminum or copper, where other deburring methods may be too aggressive.
Applications of Burr Cleaning Machines:
Automotive Industry: Burr cleaning machines are used to remove burrs from engine components, gears, and other metal parts used in automotive manufacturing. Clean, burr-free parts are essential for ensuring proper fit and function, as well as preventing excessive wear or damage during assembly.
Aerospace Industry: In aerospace, burr cleaning is critical for ensuring the safety and reliability of components used in aircraft, satellites, and space exploration vehicles. Burrs can cause stress concentrations or interfere with precision tolerances, leading to potential failures.
Medical Devices: Burr cleaning is essential in the production of medical devices, surgical instruments, and implants. Burr-free parts are easier to clean and sterilize, reducing the risk of infection or contamination during use.
Precision Engineering: In precision engineering applications, such as electronics, robotics, and optics, even the smallest burrs can affect performance and assembly. Burr cleaning machines ensure that parts meet tight tolerances and are free from imperfections.
Advantages of Burr Cleaning Machines:
Improved Safety: Burrs can create sharp edges that pose a risk to workers handling the parts. By removing these burrs, burr cleaning machines improve workplace safety and reduce the risk of injury during assembly or use.
Enhanced Product Quality: Burr cleaning ensures that metal parts have smooth edges and surfaces, improving their functionality, performance, and appearance. Parts with burrs may not fit together properly, leading to assembly issues or premature wear.
Precision and Consistency: Automated burr cleaning machines provide consistent results across large production runs, ensuring that all parts meet the required quality standards. This is especially important in industries like automotive and aerospace, where reliability is critical.
Reduced Wear and Tear: Burrs can cause friction, leading to excessive wear on moving parts or machinery. By removing burrs, burr cleaning machines help extend the life of metal components and reduce maintenance costs.
Burr cleaning machines are indispensable in the manufacturing process, ensuring that metal parts are safe, functional, and of high quality. These machines play a key role in industries where precision, performance, and safety are paramount.
Longitudinal Groove Weld
Longitudinal Welding Machine
A longitudinal groove weld is a type of welding technique used to join two pieces of metal along their length, typically in cylindrical or tubular structures such as pipes, tanks, or pressure vessels. In this process, a groove is prepared between the edges of the metal parts to be welded, and the weld is deposited into the groove, filling it and creating a strong, continuous bond.
Longitudinal groove welds are commonly used in industries such as oil and gas, chemical processing, shipbuilding, and construction, where high-strength, leak-proof joints are required. The weld must be of high quality to ensure that the joined components can withstand pressure, temperature fluctuations, and mechanical stresses.
Types of Longitudinal Groove Welds:
Single-V Groove Weld: In a single-V groove weld, the edges of the metal parts are beveled at an angle to form a “V” shape. The welder fills the groove with molten metal, creating a strong bond between the two pieces. Single-V groove welds are commonly used for thicker materials where a single pass is not sufficient to achieve full penetration.
Double-V Groove Weld: For thicker materials, a double-V groove weld is often used. This involves beveling both sides of the joint to create a V-shaped groove on each side. The welder deposits metal into both grooves, ensuring full penetration and strength throughout the joint.
U-Groove Weld: In a U-groove weld, the edges of the metal parts are shaped into a U-configuration. This type of weld is typically used for thicker materials because it requires less filler material compared to a V-groove, making it more efficient for heavy-duty applications.
J-Groove Weld: A J-groove weld involves beveling one side of the joint into a J-shape, while the other side remains straight. This weld type is commonly used in situations where one side of the joint is more accessible than the other, allowing for easier welding in tight spaces.
Applications of Longitudinal Groove Welds:
Pipe Welding: Longitudinal groove welds are essential in pipe welding, where two sections of pipe must be joined together to form long pipelines for transporting liquids or gases. The weld ensures that the joint is leak-proof and strong enough to withstand high internal pressures.
Pressure Vessels: Pressure vessels, such as boilers, tanks, and reactors, rely on longitudinal groove welds to join sections of metal and maintain structural integrity. The welds must be able to endure high pressures and temperatures without failing.
Shipbuilding: In shipbuilding, longitudinal groove welds are used to join large metal plates that form the hull, deck, and other structural components of ships. These welds are crucial for ensuring the ship’s strength and durability in harsh marine environments.
Structural Components: Longitudinal groove welds are used in the construction of large metal structures, such as bridges, cranes, and towers, where strong, continuous joints are required to bear heavy loads and resist environmental stresses.
Advantages of Longitudinal Groove Welds:
High Strength: Longitudinal groove welds create strong, continuous joints that can withstand significant mechanical stresses. This makes them ideal for critical applications such as pipelines, pressure vessels, and structural components.
Leak-Proof Joints: In applications such as piping and pressure vessels, it is essential that the joints are leak-proof to prevent the escape of fluids or gases. Longitudinal groove welds create tight, secure seals that prevent leaks, even under high pressure.
Full Penetration: Longitudinal groove welds ensure full penetration of the weld material into the joint, providing maximum strength and durability. This is especially important for thick materials where incomplete penetration could lead to weak spots or joint failure.
Versatility: Longitudinal groove welds can be applied to a wide range of materials and thicknesses, making them suitable for various industries and applications. Whether working with thin-walled pipes or thick structural components, the groove weld can be tailored to meet specific requirements.
Longitudinal groove welding is a critical process in industries that require high-strength, durable joints. It ensures the integrity and performance of structures and components under demanding conditions.
Cookware Production Machine
Stainless Steel Pot Polishing Machine
A cookware production machine is specialized equipment designed for the manufacturing of pots, pans, and other types of cookware. These machines handle various stages of the production process, from shaping and forming the metal to applying coatings and performing finishing touches. Cookware production machines are used by manufacturers to produce high-quality, durable kitchenware at scale, meeting the demands of both consumers and professional kitchens.
The manufacturing of cookware typically involves working with metals like aluminum, stainless steel, and copper, which provide excellent heat conductivity and durability. Each material has unique properties that require specific machinery and processes to shape, finish, and coat the final product.
Types of Cookware Production Machines:
Press Machines: Press machines are used to shape flat metal sheets into the desired cookware form, such as pots, pans, or lids. The metal sheets are placed in a mold or die, and the press applies significant force to shape the sheet into the required form. Hydraulic or mechanical presses are commonly used, depending on the thickness and type of metal.
Spinning Machines: Spinning machines are used to create round, symmetrical cookware items such as bowls, pans, or lids. In the spinning process, a flat metal disk is rotated at high speed while a forming tool presses it against a mold to shape the metal into the desired shape. This process is particularly useful for creating deep, rounded cookware items like stockpots or mixing bowls.
Polishing Machines: After the cookware has been formed, polishing machines are used to smooth the surface and give it a shiny, reflective finish. Polishing is important not only for aesthetic reasons but also for improving the non-stick properties of the cookware and preventing food from sticking to the surface during use.
Coating Machines: Many cookware items, especially non-stick pans, require the application of a specialized coating. Coating machines are used to apply layers of non-stick material (such as Teflon or ceramic) to the surface of the cookware. These machines ensure even coverage and proper adhesion of the coating, which is essential for both performance and durability.
Edge Rolling Machines: Edge rolling machines are used to round the edges of the cookware, giving it a smooth, safe edge that is comfortable to handle. This process is important for both safety and durability, as sharp edges can be dangerous and more prone to damage.
Applications of Cookware Production Machines:
Consumer Cookware: Cookware production machines are primarily used to manufacture pots, pans, and other kitchen tools for home use. High-quality cookware is essential for efficient and enjoyable cooking, and consumers expect durable, easy-to-clean products that distribute heat evenly.
Professional Cookware: Professional-grade cookware, used in commercial kitchens, requires a higher level of durability and heat performance. Cookware production machines are used to manufacture heavy-duty products that can withstand the demands of professional chefs.
Specialty Cookware: Specialty cookware, such as cast iron skillets or copper pans, may require additional or specific production processes. For example, copper cookware often undergoes a tinning process to coat the inside surface with a layer of tin, preventing the copper from reacting with food.
Advantages of Cookware Production Machines:
High Efficiency: Cookware production machines allow manufacturers to produce large quantities of cookware quickly and efficiently. Automation and precision machinery ensure consistent quality across all products.
Customizability: These machines can be adjusted to produce a wide variety of cookware shapes, sizes, and designs. Whether manufacturing frying pans, saucepans, or stockpots, cookware production machines provide the flexibility to meet diverse market demands.
Durability: The machines used in cookware production are designed to handle heavy-duty materials like stainless steel and aluminum, ensuring that the final products are durable and long-lasting.
Precision: Precision is crucial in cookware manufacturing to ensure that the pots and pans have the correct dimensions, thickness, and heat conductivity. Cookware production machines provide the necessary control to achieve consistent results.
Cookware production machines are essential tools in the kitchenware industry, enabling manufacturers to produce high-quality, reliable products that meet the needs of both home cooks and professional chefs.
Brake Pads Machine
Brake Pads Machine
A brake pads machine is a specialized piece of equipment used in the manufacturing of brake pads, a critical component of the braking systems in automobiles, motorcycles, and other vehicles. Brake pads play a key role in ensuring the safe operation of vehicles by converting kinetic energy into heat during braking, which slows the vehicle down. Manufacturing brake pads requires precision, quality control, and specialized machinery to ensure that they meet safety and performance standards.
Brake pads are typically made from a combination of materials, including metal shavings, ceramics, and organic compounds. The manufacturing process involves molding these materials under high pressure and heat to create durable, reliable brake pads.
Types of Brake Pads Machines:
Molding Machines: Molding machines are used to shape the brake pad material into its final form. In this process, the brake pad compound is placed into a mold, and high pressure and heat are applied to compress the material into the desired shape. The molded brake pads are then cooled and removed from the mold for further processing.
Curing Ovens: After molding, brake pads are placed in curing ovens to harden and strengthen the material. The curing process is critical for ensuring that the brake pads can withstand the high temperatures generated during braking. Curing ovens are designed to maintain consistent temperatures and ensure uniform hardening across all pads.
Grinding Machines: Grinding machines are used to shape and finish the brake pads after molding and curing. These machines grind the brake pad to its final thickness and smooth out any rough surfaces. Precision grinding is essential for ensuring that the brake pads fit properly in the brake caliper and perform effectively during braking.
Coating Machines: Many brake pads are coated with specialized materials to reduce noise, prevent corrosion, or improve performance in extreme conditions. Coating machines apply these materials evenly across the surface of the brake pad, ensuring that they adhere properly and provide the desired benefits.
Testing Machines: Brake pads must undergo rigorous testing to ensure that they meet safety standards and perform well under various conditions. Testing machines simulate real-world braking scenarios to measure the pad’s performance, wear resistance, and heat tolerance. This testing ensures that the brake pads will perform reliably in the field.
Applications of Brake Pads Machines:
Automotive Industry: The automotive industry relies heavily on brake pads machines for the production of brake components for cars, trucks, and motorcycles. High-quality brake pads are essential for vehicle safety, and manufacturers use specialized machines to ensure that the pads meet strict regulatory standards.
Heavy-Duty Vehicles: Brake pads for heavy-duty vehicles, such as trucks, buses, and industrial machinery, must be able to withstand higher loads and more extreme conditions than those used in passenger vehicles. Brake pads machines used in this sector are designed to produce durable, high-performance pads that can handle heavy braking forces.
Motorcycle Manufacturing: Motorcycle brake pads are typically smaller and lighter than those used in cars, but they still require high levels of precision and performance. Brake pads machines in this sector are calibrated to produce pads that provide reliable stopping power for motorcycles.
Advantages of Brake Pads Machines:
Precision Manufacturing: Brake pads machines are designed to ensure precise control over the molding, curing, and finishing processes. This precision is critical for producing brake pads that perform consistently and safely in real-world driving conditions.
High Efficiency: Automated brake pads machines allow manufacturers to produce large quantities of brake pads quickly and efficiently, meeting the demands of the automotive industry while maintaining high quality.
Customization: Brake pads machines can be adjusted to produce brake pads of different sizes, materials, and specifications, allowing manufacturers to cater to a wide range of vehicles and performance requirements.
Quality Control: These machines are equipped with advanced quality control systems that ensure every brake pad meets safety and performance standards. Automated testing and inspection processes help identify defects and ensure that only high-quality pads reach the market.
Brake pads machines are vital in the production of high-performance, reliable brake pads that ensure the safety and effectiveness of vehicle braking systems.
How to Make Aluminum Pots
Stainless Steel Pot Polishing Machine
Making aluminum pots is a manufacturing process that involves several key steps to transform raw aluminum into durable, lightweight cookware. Aluminum is a popular material for pots and pans because of its excellent heat conductivity, corrosion resistance, and lightweight properties. It is commonly used in both household and commercial cookware due to its affordability and performance in the kitchen.
The process of making aluminum pots requires precision machinery and careful attention to detail to ensure that the final product meets quality standards in terms of heat distribution, durability, and safety.
Steps to Make Aluminum Pots:
Aluminum Sheet Selection: The first step in making aluminum pots is selecting high-quality aluminum sheets or blanks. The thickness and grade of the aluminum are chosen based on the desired characteristics of the final product, such as weight, heat conductivity, and durability. Thicker sheets are typically used for professional-grade pots, while thinner sheets may be used for consumer cookware.
Blanking: Blanking is the process of cutting the aluminum sheet into circular blanks, which will form the base of the pot. A blanking press is used to punch out these circular shapes from the larger sheet of aluminum. The size of the blank is determined by the size of the pot being manufactured.
Deep Drawing: Deep drawing is the process of shaping the flat aluminum blank into a cylindrical or round form, which becomes the body of the pot. This is done by placing the aluminum blank into a die and using a punch to draw the metal into the desired shape. The deep drawing process is critical for creating the smooth, rounded sides of the pot without causing wrinkles or tears in the material.
Trimming and Edge Rolling: After deep drawing, the excess material around the rim of the pot is trimmed off to achieve the desired height and diameter. Edge rolling is then used to round off the rim of the pot, creating a smooth, safe edge. This step is important for both the safety of the user and the aesthetic appearance of the pot.
Annealing: In some cases, the aluminum pots may undergo an annealing process, which involves heating the metal to a specific temperature and then allowing it to cool slowly. Annealing helps relieve internal stresses in the metal, making it more malleable and easier to work with during further forming processes.
Polishing and Finishing: Once the pot has been formed, it undergoes a polishing process to smooth the surface and give it a shiny, attractive finish. Polishing is typically done using buffing machines with abrasive compounds that remove surface imperfections and create a reflective surface.
Non-Stick Coating Application (Optional): Many aluminum pots are coated with a non-stick material, such as Teflon or ceramic, to improve their cooking performance and make them easier to clean. Coating machines are used to apply these materials evenly to the interior surface of the pot. The coating is then cured in a high-temperature oven to ensure proper adhesion and durability.
Handle Attachment: Handles are attached to the pot either by riveting, welding, or screwing them in place. Aluminum pots often feature plastic or stainless steel handles for safe and comfortable handling during cooking.
Quality Inspection: Before the pots are packaged and shipped, they undergo a final inspection to ensure that they meet quality standards. This includes checking for surface imperfections, coating adhesion, and proper handle attachment. Any defective pots are rejected and either reworked or recycled.
Advantages of Aluminum Pots:
Lightweight: Aluminum is much lighter than other metals like cast iron or stainless steel, making aluminum pots easier to handle, especially in commercial kitchens where large pots are frequently used.
Excellent Heat Conductivity: Aluminum is one of the best conductors of heat, allowing for even heat distribution during cooking. This helps prevent hot spots and ensures that food cooks uniformly.
Corrosion Resistance: Aluminum naturally forms a thin oxide layer on its surface, which protects it from corrosion. This makes aluminum pots long-lasting and suitable for use in humid or acidic environments.
Affordability: Aluminum is a relatively inexpensive material, making aluminum pots a cost-effective option for both home cooks and professional chefs.
Versatility: Aluminum pots come in various shapes and sizes, from small saucepans to large stockpots, and can be used for a wide range of cooking applications, including boiling, frying, simmering, and sautéing.
The process of making aluminum pots combines precision engineering, high-quality materials, and advanced manufacturing techniques to produce cookware that is both functional and affordable. Whether for home use or in a professional kitchen, aluminum pots are a staple in kitchens around the world.
Sheet Metal Forming
Production of Axisymmetric Parts with Metal Spinning Machine
Sheet metal forming encompasses a wide array of manufacturing processes used to manipulate flat metal sheets into desired geometries. It is a critical process across industries such as automotive, aerospace, construction, electronics, and household goods manufacturing. Sheet metal forming involves the application of force to plastically deform a metal sheet, permanently changing its shape without removing material. The goal is to produce parts with precise dimensions and properties suitable for end-use applications.
The forming process can range from simple operations like bending and shearing to more complex techniques like deep drawing and hydroforming. The versatility of sheet metal forming allows manufacturers to produce everything from intricate components with fine details to large-scale structural elements.
Key Techniques in Sheet Metal Forming
Bending: Bending is one of the most basic and widely used methods in sheet metal forming. It involves deforming the sheet along a straight axis to form an angular shape, such as a V, U, or channel. Bending can be achieved using tools like press brakes, roll benders, and folding machines. Press brakes are highly accurate and can create precise bends with controlled angles and radii, making them indispensable in the production of parts like enclosures, panels, brackets, and frames. Roll bending, on the other hand, is used to form larger cylindrical shapes such as tubes or pipes.
Stamping and Punching: Stamping is the process of using a press to force a sheet metal blank into a die, creating various shapes and patterns. Punching, on the other hand, involves removing material by shearing through the metal with a punch and die. Both methods are highly efficient for mass production, allowing manufacturers to produce hundreds or thousands of parts in a short period. Common applications include automotive body panels, appliance casings, and electronic housings.
Deep Drawing: Deep drawing is the process of pulling a sheet of metal into a die cavity using a punch to form a hollow or cup-like shape. This technique is particularly useful for producing complex parts such as fuel tanks, kitchen sinks, and cookware, where seamless construction and uniform thickness are crucial. Deep drawing requires precise control over material flow to prevent defects like wrinkling, tearing, or thinning.
Roll Forming: Roll forming is a continuous bending process in which a long strip of sheet metal is passed through a series of rollers to gradually form it into the desired profile. This method is especially suited for producing long parts with consistent cross-sections, such as metal roofing, gutters, and structural beams. Roll forming is highly efficient, especially for high-volume production runs, and it allows for the creation of complex shapes without requiring significant secondary operations.
Hydroforming: Hydroforming is an advanced sheet metal forming technique that uses high-pressure hydraulic fluid to shape the sheet into a die. This process is highly effective for creating lightweight, high-strength parts with complex geometries, such as automotive chassis components, aerospace structural parts, and exhaust systems. Hydroforming allows for precise control of material thickness and results in parts with improved structural integrity due to the uniform application of force.
Spinning: Metal spinning is a process in which a metal disc or tube is rotated at high speed and pressed against a mandrel to form axially symmetric parts. This technique is often used to produce conical or cylindrical components, such as lampshades, cookware, and decorative items. Spinning is particularly useful for creating large, smooth surfaces without the need for welding or seams.
Laser Cutting: Laser cutting is a non-contact process that uses a high-energy laser beam to cut or engrave precise shapes into the sheet metal. It offers unparalleled accuracy and is used for intricate designs or when complex shapes are needed. Laser cutting is often combined with other forming processes to create parts with both functional and aesthetic qualities, such as perforated metal sheets, intricate enclosures, and decorative elements.
Applications of Sheet Metal Forming
Automotive Industry: In automotive manufacturing, sheet metal forming is used to produce body panels, structural components, chassis parts, and engine components. The ability to form lightweight yet strong parts is critical for improving vehicle performance, fuel efficiency, and safety. Techniques like stamping, hydroforming, and deep drawing allow automakers to produce complex geometries with precision and repeatability.
Aerospace Industry: Aerospace companies rely heavily on sheet metal forming to manufacture lightweight components that can withstand the stresses of flight. Parts such as fuselage panels, wing ribs, and turbine housings are formed from high-strength aluminum, titanium, and stainless steel. Advanced forming techniques like hydroforming and stretch forming are often used to achieve the intricate shapes required for aerodynamic efficiency.
Construction and Architecture: In construction, sheet metal is used for roofing, cladding, framing, and architectural elements like facades and decorative panels. Sheet metal forming allows for the production of components that are both functional and aesthetically pleasing. Roll forming is often used to produce long structural elements, while stamping and punching are employed to create custom designs in metal sheets for decorative purposes.
Consumer Goods: Many everyday household items, from kitchen appliances to furniture, are made using sheet metal forming processes. Cookware, sinks, storage cabinets, and electronic enclosures are all examples of products manufactured through deep drawing, stamping, and bending techniques. The versatility of sheet metal forming allows for the mass production of durable, affordable goods with consistent quality.
Advantages of Sheet Metal Forming
High Efficiency: Sheet metal forming is ideal for mass production due to its ability to produce large quantities of parts with consistent quality. Automated forming machines, such as stamping presses and roll formers, can run continuously, maximizing output and minimizing downtime.
Material Efficiency: Forming processes shape the metal without removing material, which reduces waste compared to subtractive methods like machining. This makes sheet metal forming an environmentally friendly and cost-effective option for manufacturing.
Precision and Versatility: Modern sheet metal forming techniques, especially those using CNC-controlled machines, offer high precision and repeatability, ensuring that parts meet strict tolerances. Additionally, forming processes can be applied to a wide range of metals, including steel, aluminum, copper, and alloys, making it suitable for diverse applications.
Cost-Effectiveness: Once the tooling is set up, sheet metal forming is highly cost-effective, especially for high-volume production. The process minimizes material waste, reduces the need for secondary operations, and allows for rapid production cycles, all of which contribute to lower overall manufacturing costs.
Sheet metal forming is a cornerstone of modern manufacturing, providing the flexibility, precision, and efficiency needed to produce high-quality metal parts for a variety of industries.
Hydraulic Metal Forming
Steel Utensils Making Machine
Hydraulic metal forming is a specialized process that utilizes hydraulic pressure to shape metal components. This technique is primarily used for forming large, thick, or complex metal parts that require significant force to deform. Hydraulic metal forming is versatile and is widely used across industries such as automotive, aerospace, heavy machinery, and construction. The key advantage of hydraulic metal forming is the ability to apply uniform pressure over large areas of material, allowing for precise control and the production of high-strength parts.
Hydraulic forming processes rely on hydraulic presses, which use a hydraulic cylinder to generate force by compressing a fluid (usually oil) within a sealed chamber. The force generated is transmitted to a ram or punch, which deforms the metal blank into the desired shape. Hydraulic presses are highly adaptable, capable of performing various forming operations such as deep drawing, punching, bending, and embossing.
Key Techniques in Hydraulic Metal Forming
Hydroforming: Hydroforming is a popular hydraulic forming technique used to create hollow parts, such as automotive exhaust components, structural tubes, and chassis members. In this process, a metal sheet or tube is placed inside a mold, and hydraulic fluid is used to press the material against the mold walls, forming the desired shape. Hydroforming allows for the creation of lightweight, high-strength parts with minimal material waste. It is particularly effective for producing complex geometries that would be difficult to achieve with traditional stamping or bending methods.
Deep Drawing with Hydraulic Presses: Deep drawing is a process where a flat metal blank is drawn into a die using a hydraulic press, forming a deep, cup-like shape. This process is widely used to produce components like fuel tanks, pressure vessels, and kitchen sinks. Hydraulic presses are ideal for deep drawing because they can apply consistent force, ensuring uniform material flow and preventing defects like wrinkling or tearing.
Hydraulic Stamping: Hydraulic stamping involves placing a metal blank between a punch and die, and using hydraulic pressure to shape the metal into the desired form. This process is used for producing parts with complex shapes, such as automotive body panels, appliance casings, and industrial machinery components. Hydraulic presses are favored in stamping applications because they offer precise control over the force applied, ensuring high-quality, defect-free parts.
Bulge Forming: Bulge forming is a hydraulic process where a metal sheet or tube is placed in a die, and hydraulic pressure is applied to cause the material to bulge outward, taking the shape of the die. This technique is often used to produce domed, spherical, or cylindrical components. Bulge forming is particularly useful in the production of pressure vessels, lighting fixtures, and decorative metal items.
Rubber Pad Forming: In rubber pad forming, a metal sheet is placed over a die, and a flexible rubber pad is pressed against it using hydraulic pressure. The rubber pad conforms to the shape of the die, forming the metal into the desired shape without damaging the surface. This process is commonly used in aerospace and automotive applications, where surface quality is critical. Rubber pad forming is especially beneficial when producing small batches or custom parts, as it reduces the need for complex tooling.
Hydraulic Coining: Coining is a precision forming process where a metal blank is pressed between two dies under high pressure, resulting in the material flowing into intricate die cavities. This process is often used for minting coins, producing decorative metal parts, or creating high-precision components with fine details. Hydraulic presses are ideal for coining because they provide the consistent, high-pressure force needed to ensure sharp, accurate details.
Applications of Hydraulic Metal Forming
Automotive Industry: Hydraulic metal forming is widely used in automotive manufacturing to produce chassis components, body panels, exhaust systems, and suspension parts. The ability to form lightweight yet strong parts is essential for improving vehicle fuel efficiency and performance. Hydroforming, in particular, is extensively used to create hollow structural components that reduce vehicle weight without sacrificing strength.
Aerospace Industry: In aerospace, hydraulic forming is used to produce high-strength, lightweight components such as fuselage panels, wing spars, and engine housings. The precision offered by hydraulic presses ensures that these critical parts meet the stringent performance and safety requirements of the aerospace industry. Rubber pad forming is often used to produce smooth, defect-free surfaces on aircraft parts, while deep drawing and hydroforming are employed for structural components.
Heavy Machinery and Industrial Equipment: Hydraulic forming is essential in the production of large, thick metal parts used in heavy machinery, construction equipment, and industrial tools. The high force generated by hydraulic presses allows for the forming of thick steel plates and heavy-duty components, such as gears, housings, and frames, which must withstand extreme stress and harsh operating conditions.
Medical Devices and Instruments: Hydraulic metal forming is used in the production of precision medical devices and instruments, such as surgical tools, prosthetics, and implantable devices. The ability to form intricate shapes with high precision and repeatability is crucial in the medical field, where quality and reliability are paramount.
Energy Sector: In the energy sector, hydraulic metal forming is used to produce components for power plants, wind turbines, and oil and gas pipelines. These components must withstand high pressures, temperatures, and corrosive environments, making hydraulic forming an ideal solution for creating durable, high-performance parts.
Advantages of Hydraulic Metal Forming
Uniform Force Application: One of the primary advantages of hydraulic metal forming is the ability to apply uniform pressure over the entire surface of the material. This ensures that the metal is formed evenly, reducing the risk of defects such as warping, thinning, or cracking. The consistent force application also allows for better control over material flow, resulting in parts with uniform thickness and strength.
Versatility: Hydraulic presses can be used for a wide range of forming operations, including deep drawing, stamping, bending, and coining. They can handle various types of metals, including steel, aluminum, copper, and titanium, making hydraulic forming suitable for diverse applications across multiple industries.
Precision and Control: Hydraulic presses offer precise control over the amount of force applied, allowing manufacturers to achieve tight tolerances and fine details. This level of precision is especially important in industries like aerospace, automotive, and medical devices, where high-quality, defect-free parts are essential.
High Strength Parts: Hydraulic forming processes, such as hydroforming and deep drawing, produce parts with excellent structural integrity and strength-to-weight ratios. These parts are often stronger than those produced by traditional stamping or bending methods because the hydraulic pressure distributes evenly, reducing stress concentrations and improving overall material performance.
Material Efficiency: Hydraulic forming reduces material waste by shaping the metal without removing material. This makes it a cost-effective and environmentally friendly manufacturing process, particularly for high-volume production runs.
Hydraulic metal forming is a versatile and powerful process that provides manufacturers with the ability to produce complex, high-strength parts with precision and efficiency. Whether used in automotive, aerospace, or industrial applications, hydraulic forming is a critical component of modern metalworking.
Sheet Metal Rounded Corners
Lunch Box Polishing
Sheet metal rounded corners refer to the process of softening or rounding off the sharp edges of a sheet metal part to improve its functionality, safety, and appearance. In many manufacturing applications, sharp corners can be problematic for several reasons: they pose a safety hazard to workers, they can cause stress concentrations in the material, and they can detract from the aesthetic quality of the final product. By rounding the corners, manufacturers can address these issues while enhancing the durability and usability of the metal component.
Rounded corners are especially important in industries such as automotive, electronics, aerospace, and consumer goods, where safety, appearance, and functionality are critical factors. In addition to improving the physical properties of the metal, rounded corners can also make parts easier to handle during assembly and reduce the risk of injury during use.
Methods for Creating Sheet Metal Rounded Corners
Bending with a Press Brake: One of the most common methods for creating rounded corners in sheet metal is bending. By using a press brake, manufacturers can bend the metal into a radius instead of a sharp 90-degree angle. The size of the radius can be controlled by adjusting the tooling and the bending force applied. Press brakes are ideal for producing consistent, smooth bends on metal sheets, making them a go-to solution for creating rounded corners on parts such as enclosures, panels, and brackets.
Edge Rolling: Edge rolling is a process in which the edges of a metal sheet are rolled over or rounded off using specialized rolling machines. This technique is often used to create smooth, rounded edges on metal parts like containers, enclosures, and trays, where sharp edges would pose a risk of injury or damage. Rolling the edges also adds strength to the part by eliminating weak points at the corners.
Chamfering and Grinding: Chamfering involves cutting a beveled edge along the corner of the metal to reduce its sharpness. This can be done manually using grinders or chamfering machines, or automatically using CNC-controlled equipment. While chamfering does not produce a fully rounded corner, it softens the edge and reduces the risk of injury. For parts requiring a more refined finish, grinding can be used to smooth out the chamfered edges and create a more rounded profile.
Laser Cutting with Rounded Corners: Modern laser cutting machines can be programmed to cut metal sheets with pre-rounded corners, eliminating the need for additional edge rounding processes. Laser cutting offers high precision and is ideal for producing parts with complex shapes or intricate designs. By incorporating rounded corners into the initial cutting process, manufacturers can save time and improve the quality of the final product.
Waterjet Cutting: Waterjet cutting is another method used to create rounded corners in sheet metal. This process uses high-pressure water mixed with abrasive materials to cut through metal, allowing for smooth, precise edges. Waterjet cutting is particularly useful for metals that are sensitive to heat, as the process does not generate heat-affected zones that could compromise the material’s properties.
Applications of Rounded Corners in Sheet Metal
Safety: One of the primary reasons for rounding the corners of sheet metal parts is to improve safety. Sharp edges can cause cuts or injuries during handling, assembly, or use. Rounded corners eliminate these hazards, making the parts safer to work with and reducing the risk of injury to workers or end-users.
Stress Reduction: Sharp corners are more likely to concentrate stress, which can lead to cracks, fractures, or failure under load. Rounding the corners distributes stress more evenly across the part, improving its durability and resistance to fatigue. This is especially important in structural components, automotive parts, and aerospace applications, where parts are subjected to significant mechanical loads.
Aesthetic Appeal: Rounded corners enhance the visual appeal of sheet metal products by creating a smoother, more polished appearance. This is particularly important in consumer goods, such as electronic enclosures, appliances, and furniture, where aesthetics play a key role in the product’s marketability. Rounded corners give the product a modern, professional look and can improve its ergonomics by making it more comfortable to handle.
Improved Coating and Finishing: Rounded corners provide a better surface for applying coatings, such as paint, powder coating, or anodizing. Sharp corners can cause uneven coating thickness, leading to weak spots that are prone to corrosion or wear. Rounded corners allow for more uniform coverage, resulting in a longer-lasting finish and improved protection against environmental factors.
Assembly and Handling: Parts with rounded corners are easier to handle during assembly, especially in automated manufacturing environments where robotic systems may be used. Rounded edges reduce the risk of snagging, jamming, or damage to other components during assembly. In addition, parts with rounded corners are often easier to fit together, improving the overall efficiency of the assembly process.
Advantages of Sheet Metal Rounded Corners
Enhanced Durability: By reducing stress concentrations, rounded corners help improve the overall durability of the metal part. This makes the part more resistant to mechanical stress, vibrations, and impact, extending its lifespan and reducing the likelihood of failure.
Improved Safety: Rounding the corners of sheet metal parts eliminates sharp edges, making the parts safer to handle during manufacturing, assembly, and use. This reduces the risk of workplace injuries and ensures that the final product is safe for consumers.
Aesthetic and Ergonomic Benefits: Rounded corners give sheet metal parts a more refined, professional appearance, which is especially important in consumer-facing products. Additionally, rounded edges make the product more ergonomic, improving comfort for the user and reducing strain during handling.
Better Coating Adhesion: Rounded corners provide a more consistent surface for applying coatings, resulting in better adhesion and more even coverage. This improves the product’s resistance to corrosion, wear, and environmental damage, ensuring a longer-lasting finish.
Sheet metal rounded corners are a critical design feature that improves the safety, functionality, and appearance of metal parts across a wide range of industries. By employing techniques such as bending, edge rolling, and laser cutting, manufacturers can produce high-quality, durable products with rounded corners that meet the demands of modern applications.
Sheet Metal Edge Rounding
Aluminium Cookware Manufacturing Process
Sheet metal edge rounding is a finishing process that involves smoothing or rounding the sharp edges of metal components after cutting, punching, or machining. This process plays a critical role in improving the safety, functionality, and aesthetics of metal parts. Sharp edges left after cutting operations can pose safety hazards, cause damage to other components during assembly, and lead to premature wear or failure. By rounding the edges, manufacturers can enhance both the structural integrity and appearance of metal parts.
Edge rounding is commonly used in industries such as automotive, aerospace, electronics, and consumer goods, where high-quality finishes and safety are paramount. The process is typically employed in conjunction with other metalworking techniques, such as bending, forming, and coating, to produce a complete, ready-to-use part.
Methods of Sheet Metal Edge Rounding
Mechanical Deburring and Edge Rounding: Mechanical deburring machines are among the most commonly used tools for rounding the edges of sheet metal. These machines employ abrasive belts, brushes, or discs to remove burrs and sharp edges from the metal surface. The result is a smooth, rounded edge that is safe to handle and enhances the performance of the part.
Brush Deburring Machines: These machines use rotating wire or abrasive brushes to smooth the edges of metal parts. They are particularly effective for rounding off fine edges after processes such as laser cutting or punching. Brush deburring is widely used in industries where safety and surface finish are critical, such as automotive manufacturing and electronics production.
Disc or Belt Sanding Machines: Disc or belt sanders are used to grind down rough or sharp edges. These machines are highly efficient and can process large quantities of metal parts in a relatively short time. Sanding is often used as a preliminary step in preparation for further finishing operations, such as coating or polishing.
Vibratory Tumbling: Vibratory tumbling is a popular method for edge rounding, especially for small parts or components with intricate geometries. In this process, metal parts are placed in a vibrating container filled with abrasive media. As the container vibrates, the abrasive material rubs against the edges of the parts, rounding them off and creating a smooth finish. Vibratory tumbling is a batch process, making it highly efficient for producing large quantities of parts simultaneously.
Advantages of Tumbling: This method is ideal for small parts or components with complex shapes that are difficult to deburr manually. Vibratory tumbling also provides a uniform finish, ensuring that all edges are consistently rounded without requiring manual intervention.
Electropolishing: Electropolishing is an electrochemical process used to smooth and round the edges of metal parts by selectively removing a thin layer of material. The process involves submerging the metal part in an electrolyte solution and applying a direct current, which dissolves the high points on the surface and edges. Electropolishing is commonly used for stainless steel parts and is especially important in industries such as medical device manufacturing, where hygiene and precision are critical.
Applications in Medical Devices: Electropolishing is often used to remove sharp edges on surgical instruments, implants, and other medical devices, ensuring that the parts are safe to handle and sterilize. The process also improves the corrosion resistance and surface finish of the part, making it more durable and suitable for use in sterile environments.
Laser and Waterjet Edge Rounding: Modern cutting technologies, such as laser and waterjet cutting, can be programmed to produce rounded edges directly during the cutting process. This eliminates the need for secondary edge rounding operations and results in a highly precise and consistent finish. Laser and waterjet cutting are particularly effective for producing parts with complex shapes or tight tolerances, where manual edge rounding would be difficult or time-consuming.
Precision Edge Rounding with Laser Cutting: Laser cutting offers extremely precise control over the cut and edge quality, allowing manufacturers to achieve smooth, rounded edges with minimal post-processing. This is particularly useful for high-end applications such as aerospace components, electronics enclosures, and decorative metalwork.
Applications of Sheet Metal Edge Rounding
Automotive Industry: In the automotive industry, edge rounding is essential for ensuring that metal parts such as body panels, structural components, and brackets are safe to handle during assembly. Sharp edges can cause injuries to workers or damage to other parts during installation. Additionally, rounded edges improve the durability of components by reducing stress concentrations, which can lead to cracks or failure over time.
Edge Rounding for Car Body Panels: Automotive manufacturers often use edge rounding on body panels to enhance both the safety and aesthetics of the vehicle. Rounded edges help prevent damage to painted surfaces and ensure a smooth, professional appearance.
Aerospace Industry: In aerospace manufacturing, edge rounding is critical for improving the structural integrity of components. Sharp edges can act as stress concentrators, leading to premature failure under high loads or vibration. By rounding the edges, manufacturers can ensure that parts meet the stringent safety and performance requirements of the aerospace industry.
Edge Rounding for Aircraft Components: Aerospace components, such as wing panels, fuselage sections, and engine parts, often undergo edge rounding to prevent fatigue and cracking. This is especially important in high-stress areas where sharp edges could compromise the structural integrity of the part.
Electronics and Electrical Enclosures: Sheet metal is widely used to create enclosures for electronic devices and electrical systems. These enclosures often require edge rounding to ensure that the sharp edges do not damage internal components or wiring. Additionally, edge rounding improves the safety of the enclosure by reducing the risk of injury to users during assembly or maintenance.
Edge Rounding for Electronics: In consumer electronics, such as smartphones, computers, and appliances, edge rounding is used to create sleek, modern designs while ensuring that the device is safe to handle. This process is particularly important for handheld devices, where sharp edges could pose a safety hazard or detract from the product’s ergonomics.
Architectural and Decorative Metalwork: In architectural and decorative applications, edge rounding is used to enhance the visual appeal of metal components such as handrails, staircases, metal cladding, and sculptures. Rounded edges provide a smoother, more refined look that is aesthetically pleasing while also improving safety in high-traffic areas.
Edge Rounding for Handrails: Metal handrails and stair components often undergo edge rounding to prevent sharp edges from causing injury. Rounded edges also improve the tactile experience for users, making the handrails more comfortable to grip.
Advantages of Sheet Metal Edge Rounding
Improved Safety: Rounding the edges of metal parts significantly reduces the risk of injury to workers during handling and assembly. It also ensures that the final product is safe for consumers to use. This is particularly important in industries like automotive, electronics, and construction, where sharp edges could pose serious safety hazards.
Enhanced Durability: Sharp edges tend to concentrate stress, which can lead to cracking, fatigue, or failure over time. Rounding the edges helps distribute stress more evenly across the part, improving its overall durability and resistance to wear.
Aesthetic Improvement: Edge rounding gives metal parts a smoother, more polished appearance, making them visually appealing for consumer products, architectural elements, and decorative items. The rounded edges create a sense of refinement and professionalism in the final product.
Better Coating Adherence: When applying coatings such as paint, powder coating, or anodizing, sharp edges can cause uneven coverage and lead to weak spots where corrosion can start. Rounded edges allow for more uniform coating coverage, ensuring better adhesion and longer-lasting protection.
Sheet metal edge rounding is a crucial process in modern metalworking, contributing to the safety, functionality, and appearance of metal parts across a wide range of industries. Whether through mechanical deburring, electropolishing, or laser cutting, edge rounding ensures that metal parts are ready for use in demanding applications.
Special Finishing Machines
CNC Buffing Machine
Special finishing machines play a vital role in the metalworking industry by providing the final surface treatments to metal parts after they have been formed, machined, or welded. These machines are designed to enhance the surface quality of the metal by smoothing, polishing, or applying specific textures or coatings. Special finishing processes are essential for improving the durability, appearance, and functionality of metal components across a wide range of industries, including automotive, aerospace, construction, and consumer goods manufacturing.
Finishing machines can perform a variety of tasks, such as removing burrs, polishing surfaces to a high gloss, applying protective coatings, or adding decorative patterns. The choice of finishing technique depends on the material being worked with, the desired surface finish, and the intended application of the final product.
Types of Special Finishing Machines
Polishing and Buffing Machines: Polishing and buffing machines are used to smooth and shine metal surfaces, typically as a final step in the finishing process. Polishing involves removing minor surface imperfections to create a smooth, matte, or shiny finish, while buffing uses softer abrasives to achieve a high-gloss or mirror-like surface. These machines are commonly used in the production of automotive parts, kitchenware, jewelry, and decorative metal objects.
Rotary Buffing Machines: Rotary buffing machines use spinning wheels with abrasive compounds to polish metal surfaces. These machines are often used to produce high-gloss finishes on parts like car bumpers, stainless steel cookware, and decorative metalwork.
Vibratory Polishing Machines: Vibratory polishing is a batch process in which parts are placed in a vibrating container filled with polishing media. The vibration causes the media to rub against the parts, gradually polishing them to a smooth finish. This method is particularly effective for polishing small or intricate components, such as jewelry, screws, or electronics housings.
Grinding Machines: Grinding machines are used to remove material from the surface of a metal part by using abrasive wheels or belts. Grinding is often the first step in surface finishing, especially when dealing with rough or uneven surfaces that need to be smoothed out. Grinding machines are essential for removing weld seams, flattening surfaces, and preparing parts for further finishing.
Belt Grinders: Belt grinders use abrasive belts to smooth and shape flat or curved surfaces. They are commonly used for deburring, surface preparation, and light material removal. Belt grinding is particularly useful in the production of sheet metal parts, where precision and consistency are important.
Disc Grinders: Disc grinders use rotating abrasive discs to grind down surfaces and edges. These machines are versatile and can be used for a wide range of finishing tasks, from removing welds to polishing flat metal surfaces.
Shot Blasting Machines: Shot blasting machines use high-speed streams of abrasive materials (such as steel shots, sand, or glass beads) to clean and texture metal surfaces. This process is commonly used to remove rust, paint, and other surface contaminants from metal parts. Shot blasting is also used to prepare surfaces for coating or painting by creating a rough texture that improves adhesion.
Air Blasting Machines: Air blasting machines use compressed air to propel the abrasive material onto the metal surface. This method is ideal for cleaning large metal structures, such as bridges, ships, and industrial machinery, where rust and paint removal are essential for maintenance or repair.
Centrifugal Blasting Machines: Centrifugal blasting machines use rotating wheels to throw abrasive material at high speeds onto the metal surface. This process is commonly used in the production of cast metal parts, such as engine blocks and machinery components, to remove surface imperfections and prepare the parts for coating or assembly.
Electropolishing Machines: Electropolishing is an electrochemical process used to smooth and polish metal surfaces by removing a thin layer of material. The process involves submerging the metal part in an electrolyte solution and applying an electrical current, which selectively dissolves the high points on the surface, leaving behind a smooth, shiny finish. Electropolishing is commonly used for stainless steel parts in industries such as medical devices, food processing, and pharmaceuticals.
Applications in Medical Devices: Electropolishing is essential for creating ultra-smooth, corrosion-resistant surfaces on surgical instruments, implants, and other medical devices. The process removes microscopic burrs and imperfections, making the parts easier to clean and sterilize.
Thermal Deburring Machines: Thermal deburring, also known as explosive deburring, is a process used to remove burrs from metal parts by igniting a gas mixture in a chamber containing the parts. The explosion vaporizes the burrs, leaving the surface clean and smooth. Thermal deburring is highly effective for removing burrs from complex internal features, such as holes, grooves, and threads.
Applications in Precision Parts: Thermal deburring is often used in the production of precision-engineered components, such as gears, valves, and hydraulic parts, where internal burrs could interfere with the functionality of the part.
Super Surface Finishing Machines: Super surface finishing machines are designed to achieve extremely smooth surfaces with tight tolerances. These machines use a combination of abrasives, lubricants, and high-pressure polishing techniques to create surfaces with minimal roughness. Super surface finishing is commonly used in industries such as aerospace, electronics, and precision engineering, where surface quality is critical for performance and reliability.
Applications in Aerospace: Super surface finishing is essential for producing high-performance components such as turbine blades, aircraft skin panels, and engine parts, where even minor surface imperfections can impact aerodynamic performance or mechanical efficiency.
Applications of Special Finishing Machines
Automotive Industry: Special finishing machines are widely used in the automotive industry to enhance the surface quality of parts such as body panels, bumpers, wheels, and engine components. Polishing, buffing, and grinding are commonly used to create smooth, shiny surfaces on visible components, while shot blasting and electropolishing are employed to clean and prepare parts for assembly or coating.
Polishing Car Body Panels: Automotive manufacturers use polishing and buffing machines to create high-gloss finishes on car body panels and trim. These processes improve the aesthetic appeal of the vehicle and protect the metal from corrosion.
Aerospace Industry: In the aerospace industry, special finishing machines are used to produce parts with precise surface finishes and high-performance characteristics. Grinding, electropolishing, and super surface finishing are essential for ensuring that critical components meet the stringent requirements for aerospace applications.
Surface Finishing for Turbine Blades: Aerospace manufacturers use super surface finishing machines to achieve extremely smooth surfaces on turbine blades, which improves aerodynamic performance and reduces drag.
Medical Devices and Instruments: In the medical field, finishing machines are used to create smooth, sterile surfaces on surgical instruments, implants, and medical devices. Electropolishing is particularly important for creating corrosion-resistant, biocompatible surfaces that can withstand repeated sterilization and use.
Finishing Surgical Instruments: Electropolishing is commonly used to remove surface imperfections and burrs from surgical instruments, ensuring that they are safe to use and easy to clean.
Consumer Goods: Special finishing machines are used to produce high-quality consumer products such as kitchen appliances, furniture, and electronics. Polishing and buffing machines are commonly used to create shiny, attractive finishes on metal surfaces, while shot blasting is used to clean and texture metal parts before coating or painting.
Finishing Stainless Steel Cookware: Polishing machines are used to create smooth, reflective surfaces on stainless steel cookware, improving both the appearance and functionality of the product.
Advantages of Special Finishing Machines
Improved Aesthetics: Special finishing machines enhance the visual appeal of metal parts by creating smooth, shiny, or textured surfaces. Polishing and buffing are particularly important for consumer products, where appearance is a key factor in marketability.
Enhanced Durability: Finishing processes such as grinding, shot blasting, and electropolishing improve the durability of metal parts by removing surface imperfections that could lead to corrosion, wear, or mechanical failure. These processes help extend the lifespan of the parts and improve their performance in demanding environments.
Better Coating Adhesion: Many finishing machines, such as shot blasting and sanding machines, are used to prepare metal surfaces for coating or painting. By creating a rough texture, these processes improve the adhesion of coatings, ensuring that they bond securely to the surface and provide long-lasting protection.
Increased Surface Cleanliness: Finishing processes like electropolishing and thermal deburring remove contaminants, burrs, and surface defects that could interfere with the functionality of the part. Clean, smooth surfaces are essential for medical devices, food processing equipment, and other applications where hygiene and cleanliness are critical.
Special finishing machines are essential in modern manufacturing, providing the surface treatments necessary to ensure that metal parts meet the highest standards of quality, durability, and appearance.
Burr Cleaning Machine
Aluminum Polishing Machine
A burr cleaning machine is a specialized tool used in metalworking to remove burrs—unwanted raised edges or small pieces of material—that are left on metal parts after cutting, drilling, machining, or stamping processes. Burrs can significantly impact the quality, safety, and functionality of the final product, as they may lead to sharp edges, uneven surfaces, or potential weak spots in the material. By using burr cleaning machines, manufacturers can ensure that metal parts are smooth, safe to handle, and meet the required standards for further processing or assembly.
Burr removal is critical across industries such as automotive, aerospace, medical devices, electronics, and precision engineering, where even the slightest imperfection can affect performance, safety, and aesthetics. Various burr cleaning machines are available depending on the size, shape, and material of the parts, as well as the level of precision required.
Types of Burr Cleaning Machines
Brush Deburring Machines: Brush deburring machines use rotating wire or nylon brushes to remove burrs from the surface of metal parts. These machines are highly effective for cleaning edges and surfaces without damaging the material. The brushes can reach into small gaps and corners, making them ideal for parts with complex geometries or intricate designs.
Advantages of Brush Deburring: Brush deburring provides a fine surface finish and is particularly useful for removing light burrs on delicate parts, such as electronic components, precision gears, or thin metal sheets. The flexibility of the brush allows it to conform to different part shapes, ensuring thorough deburring.
Vibratory Deburring Machines: Vibratory deburring machines are widely used in the mass finishing of small to medium-sized parts. In this process, metal parts are placed in a vibrating tub or chamber filled with abrasive media. The vibrations cause the media to move against the parts, gradually smoothing out rough edges and removing burrs.
Batch Processing Efficiency: Vibratory deburring is highly efficient for cleaning large batches of parts simultaneously. It is commonly used in industries where high-volume production requires fast, consistent deburring, such as in the production of fasteners, small gears, or metal hardware. The process can also be combined with polishing to achieve a smoother surface finish.
Electrochemical Deburring (ECD): Electrochemical deburring is a precision method used to remove burrs from hard-to-reach areas, such as the internal edges of holes, slots, and threads. This process involves the use of an electrolyte solution and a mild electrical current to dissolve the burrs without affecting the surrounding material. The metal at the burr’s location is selectively dissolved, leaving a clean, smooth edge.
Applications in Precision Engineering: Electrochemical deburring is particularly valuable in industries like aerospace, medical devices, and automotive, where tight tolerances and burr-free parts are critical for functionality. The process is ideal for removing burrs from complex components such as fuel injectors, turbine blades, and medical implants.
Thermal Deburring (Explosive Deburring): Thermal deburring, also known as explosive deburring, uses controlled explosions of gas in a closed chamber to remove burrs from metal parts. In this process, a mixture of oxygen and fuel gas is ignited, creating an intense burst of heat that vaporizes the burrs on the part’s surface. The process is extremely fast and can clean multiple parts in seconds.
Effectiveness for Internal Burrs: Thermal deburring is highly effective for removing burrs from internal features, such as holes, cavities, and threads, which are difficult to access with mechanical tools. It is commonly used in industries that require burr-free parts with complex internal geometries, such as automotive and hydraulic systems.
CNC Deburring Machines: CNC deburring machines are automated systems that use computer numerical control (CNC) technology to precisely remove burrs from metal parts. These machines can be equipped with various deburring tools, such as brushes, cutting heads, or abrasive wheels, and can be programmed to follow exact paths for deburring specific areas of the part.
Precision and Automation: CNC deburring machines are ideal for high-precision applications where manual deburring may be inconsistent or time-consuming. The automation provided by CNC technology ensures consistent results across large production runs, making it ideal for industries such as electronics, precision engineering, and automotive manufacturing.
Manual Deburring Tools: For small-scale or low-volume operations, manual deburring tools such as files, scrapers, and handheld rotary tools can be used to remove burrs from metal parts. While this method requires more labor, it is effective for custom parts, prototypes, or when deburring intricate areas that automated machines may not reach.
Flexibility for Custom Work: Manual deburring tools offer flexibility and control for small production runs or custom parts. They are often used in industries like metal fabrication, where each part may have unique requirements that cannot be easily automated.
Applications of Burr Cleaning Machines
Automotive Industry: Burr cleaning is essential in the automotive industry for ensuring that engine components, brake parts, gears, and other critical metal parts are smooth and free from defects. Burrs can interfere with the assembly process, reduce the efficiency of moving parts, and cause premature wear or failure. Burr cleaning machines ensure that metal parts are ready for assembly and function reliably under extreme conditions.
Deburring for Engine Components: In automotive manufacturing, burrs on internal engine components such as pistons, camshafts, and valves must be removed to prevent friction, heat buildup, and wear. Burr cleaning machines ensure that these parts are burr-free, improving engine performance and longevity.
Aerospace Industry: In aerospace manufacturing, the removal of burrs is critical to ensuring the structural integrity and performance of aircraft components. Burrs can create weak points in metal parts, leading to stress concentrations, fatigue, or failure under load. Aerospace manufacturers use burr cleaning machines to remove burrs from precision components such as turbine blades, fuel injectors, and landing gear parts.
Deburring for Turbine Blades: Turbine blades used in jet engines and power generation must be free of burrs to ensure smooth airflow and reduce the risk of stress fractures. Burr cleaning machines ensure that these high-performance components meet stringent aerospace quality standards.
Medical Devices: Burr cleaning is a crucial step in the production of medical devices, implants, and surgical instruments. Burrs can create sharp edges that pose safety risks or hinder the sterilization process. Burr cleaning machines remove these imperfections, ensuring that the final product is safe for use in medical applications.
Deburring for Surgical Instruments: Medical devices such as scalpels, forceps, and orthopedic implants must be burr-free to prevent injury during surgery. Burr cleaning machines provide the precise surface finish needed to meet medical standards.
Precision Engineering: In industries like robotics, electronics, and precision manufacturing, burrs can cause parts to malfunction or fail to fit together properly. Burr cleaning machines are used to ensure that parts meet tight tolerances and function smoothly in complex assemblies.
Deburring for Precision Parts: Small, intricate parts such as gears, springs, and connectors must be burr-free to ensure proper fit and function in precision engineering applications. Burr cleaning machines provide the accuracy needed for high-performance products.
Advantages of Burr Cleaning Machines
Improved Safety: Burrs create sharp edges that pose a risk of injury during handling and assembly. Burr cleaning machines remove these sharp edges, ensuring that the parts are safe for workers and end-users to handle.
Enhanced Product Quality: By removing burrs, these machines improve the overall quality of metal parts, ensuring smooth surfaces and proper fit. This is critical for industries such as aerospace, automotive, and medical devices, where precision and reliability are essential.
Increased Durability: Burrs can act as stress concentrators, weakening the material and increasing the likelihood of cracks or fractures. Burr cleaning machines eliminate these imperfections, improving the durability and lifespan of metal parts.
Time and Cost Efficiency: Automated burr cleaning machines can process large volumes of parts quickly and consistently, reducing labor costs and production time. This is especially beneficial for industries with high production demands, such as automotive and electronics manufacturing.
Consistency and Precision: Modern burr cleaning machines provide consistent results across large production runs, ensuring that all parts meet the same quality standards. This is particularly important in industries where even small defects can lead to significant problems.
Burr cleaning machines are a vital component of modern manufacturing, ensuring that metal parts are free from imperfections and ready for assembly or further processing. Whether through mechanical deburring, electrochemical processes, or automated systems, burr removal enhances the safety, quality, and functionality of metal products across various industries.
Longitudinal Groove Weld
Longitudinal Groove Weld
A longitudinal groove weld is a specific welding technique used to join two metal pieces along their length, typically in cylindrical or tubular structures. The weld is made in a groove prepared between the edges of the metal components, and it is filled with molten metal to create a strong, continuous joint. Longitudinal groove welds are commonly used in applications where structural integrity and the ability to withstand pressure, weight, or mechanical stress are critical. This welding method is particularly prevalent in industries such as oil and gas, shipbuilding, construction, and heavy machinery manufacturing.
Longitudinal groove welds ensure a high level of strength and durability in the final product. This type of weld is essential for fabricating large, long structures such as pipelines, pressure vessels, storage tanks, and structural columns. The quality of the weld is crucial in these applications, as any defects could compromise the safety and functionality of the structure.
Types of Longitudinal Groove Welds
Single-V Groove Weld: In a single-V groove weld, the edges of the two metal pieces are beveled to form a V-shaped groove. The groove is then filled with molten metal, which fuses the two pieces together. This type of weld is commonly used for thicker materials, as the beveling allows for deeper penetration of the weld and ensures a strong joint.
Applications in Pipe Welding: Single-V groove welds are frequently used in the welding of large-diameter pipes, where the weld must be able to withstand high internal pressures. The V-groove ensures that the weld fully penetrates the thickness of the pipe wall, creating a reliable, leak-proof seal.
Double-V Groove Weld: For thicker materials, a double-V groove weld may be used. In this technique, both sides of the joint are beveled, creating a V-shaped groove on both the top and bottom surfaces. The welder fills both grooves with molten metal, ensuring full penetration and strength throughout the joint. This method is often used when the material thickness exceeds the capacity of a single-V groove weld.
Advantages for Thick Materials: Double-V groove welds provide excellent strength and are ideal for applications where the material thickness requires welding from both sides. This method is commonly used in the fabrication of pressure vessels, structural columns, and heavy machinery.
U-Groove Weld: In a U-groove weld, the edges of the metal pieces are beveled to form a U-shaped groove. This type of weld is typically used for thicker materials, as the U-groove requires less filler material than a V-groove while still providing strong joint penetration. U-groove welds are often used in applications where minimizing the amount of filler metal is important for cost efficiency or material integrity.
Applications in Structural Welding: U-groove welds are commonly used in the construction of large structural components such as bridges, cranes, and towers, where high-strength joints are required, but material efficiency is also a concern.
J-Groove Weld: A J-groove weld involves beveling one side of the joint to create a J-shaped groove, while the other side remains flat. This type of weld is used when access to one side of the joint is limited, or when it is more practical to weld from a single side. J-groove welds provide good strength and are often used in applications where space or accessibility is constrained.
Applications in Pipe and Tube Welding: J-groove welds are often used in the welding of pipes and tubes, especially in situations where access to one side of the joint is restricted, such as in confined spaces or tight installation environments.
Applications of Longitudinal Groove Welds
Pipeline Welding: Longitudinal groove welds are essential in pipeline construction, where sections of pipe must be joined together to form long, continuous pipelines for transporting oil, gas, water, or other fluids. The strength and integrity of the weld are critical, as pipelines must withstand high internal pressures, environmental stresses, and potential corrosion. Longitudinal groove welds provide the necessary strength to ensure leak-proof, durable connections.
Weld Integrity for High-Pressure Pipelines: In oil and gas pipelines, the quality of the longitudinal groove weld is paramount. Any defects in the weld could lead to catastrophic failures, such as leaks, ruptures, or explosions. Welders use advanced techniques and inspection methods to ensure that the welds meet the highest safety and performance standards.
Pressure Vessels and Storage Tanks: Longitudinal groove welds are used to fabricate pressure vessels, storage tanks, and other large cylindrical structures. These welds ensure that the components can withstand the internal pressures and mechanical stresses they will encounter during operation. In industries such as chemical processing, power generation, and wastewater treatment, pressure vessels and tanks must be built to withstand extreme conditions, and the welds must be flawless to prevent leaks or structural failure.
Welding for Industrial Storage Tanks: Storage tanks used for chemicals, petroleum products, and other hazardous materials require strong, reliable welds to ensure the safe containment of these substances. Longitudinal groove welds provide the necessary structural integrity to prevent leaks and withstand external pressures.
Shipbuilding and Marine Applications: In shipbuilding, longitudinal groove welds are used to join the large steel plates that make up the hull, deck, and superstructure of ships. The welds must be able to withstand the stresses of rough seas, heavy loads, and potential impacts. Longitudinal groove welds provide the strength and durability needed for ships to operate safely and reliably in challenging marine environments.
Welding for Ship Hulls: The hull of a ship must be strong enough to withstand the pressure of the water, as well as the dynamic forces encountered during navigation. Longitudinal groove welds are used to join the steel plates that form the hull, ensuring a watertight, durable structure.
Structural Welding: Longitudinal groove welds are commonly used in the construction of large structural components, such as beams, columns, and supports for buildings, bridges, and industrial facilities. These welds ensure that the structure can bear heavy loads and resist deformation, fatigue, and environmental stresses. Longitudinal groove welds are critical in ensuring the safety and stability of these structures.
Welding for High-Rise Buildings: In high-rise buildings and skyscrapers, longitudinal groove welds are used to join the steel beams and columns that form the framework of the structure. The welds must be strong enough to support the weight of the building and withstand wind, seismic activity, and other forces.
Advantages of Longitudinal Groove Welds
High Strength: Longitudinal groove welds provide strong, continuous joints that can withstand significant mechanical stresses. This makes them ideal for critical applications such as pipelines, pressure vessels, and structural components, where the integrity of the weld is essential for safety and performance.
Full Penetration: Groove welds ensure full penetration of the weld material into the joint, creating a strong bond between the two pieces. This is especially important for thick materials, where incomplete penetration could lead to weak points or failure.
Leak-Proof Joints: In applications such as pipeline welding and pressure vessel fabrication, the ability to create leak-proof joints is critical. Longitudinal groove welds provide a tight, secure seal that prevents leaks, even under high pressure or in harsh environments.
Versatility: Longitudinal groove welds can be applied to a wide range of materials, including steel, stainless steel, aluminum, and titanium. This versatility makes them suitable for various industries and applications, from shipbuilding to aerospace.
Durability: The strength and durability of longitudinal groove welds make them well-suited for structures and components that will be subjected to heavy loads, dynamic forces, or extreme environmental conditions. These welds are designed to last, ensuring the long-term safety and reliability of the final product.
Longitudinal groove welds are a cornerstone of modern welding techniques, providing the strength, durability, and integrity needed for large-scale industrial applications. Whether used in pipelines, pressure vessels, or structural components, these welds play a critical role in ensuring the safety and performance of essential infrastructure.
Cookware Production Machine
Deep Drawing
A cookware production machine is specialized equipment designed for the high-volume manufacturing of cookware items such as pots, pans, skillets, and baking trays. These machines are part of an automated system that handles various stages of production, including forming, finishing, and coating. Cookware production requires precision and efficiency, as the products must meet high standards for durability, heat conduction, and non-stick properties. These machines are widely used in the manufacturing of aluminum, stainless steel, copper, and cast iron cookware, both for consumer and professional markets.
The cookware industry has seen significant advancements in automation and manufacturing techniques, with production machines now capable of producing high-quality, durable cookware at scale. The equipment is designed to handle different materials and shapes, while maintaining consistency and precision in the production process.
Key Processes in Cookware Production
Sheet Metal Forming: The process of cookware production begins with the selection of raw materials, usually in the form of metal sheets or blanks, typically made of aluminum or stainless steel. These sheets are cut into circular blanks that will be used to form the base of the cookware. Sheet metal forming is the process by which these blanks are shaped into the desired cookware form, such as a pot or a pan.
Deep Drawing: One of the primary methods used in cookware production is deep drawing, a metal forming process that shapes a flat metal sheet into a cylindrical or box-like shape. The metal is drawn into a die cavity using a punch, forming the cookware body. Deep drawing is particularly effective for producing seamless cookware, such as stockpots and deep pans, where structural integrity and even material thickness are crucial.
Spinning: Spinning is another process used in the production of rounded cookware items like bowls, woks, and saucepans. In this process, a metal disc is spun at high speeds while pressure is applied by a roller or tool to form the metal around a mold. This method is ideal for creating smooth, symmetric cookware with consistent thickness and shape.
Edge Trimming and Rolling: After the cookware has been formed, excess material is trimmed from the edges to ensure that the cookware meets the desired dimensions. In many cases, the edges are also rolled to create a smooth, rounded rim, improving the durability and safety of the cookware. Rolled edges are less prone to cracking and provide a safer, more comfortable surface for handling the cookware.
Edge Rolling: The rolling process strengthens the rim of the cookware and helps prevent warping, which can occur when the cookware is subjected to high heat. This step is essential for products that will undergo frequent use, as it enhances the durability and lifespan of the cookware.
Surface Finishing: Cookware must have a smooth, polished surface to ensure even cooking and ease of cleaning. Surface finishing machines, such as polishing and buffing machines, are used to smooth out the interior and exterior surfaces of the cookware. These machines remove any rough spots, scratches, or imperfections left over from the forming process.
Polishing Machines: High-speed polishing machines use rotating brushes or abrasive wheels to create a reflective, smooth surface on the cookware. This step is particularly important for stainless steel cookware, which must have a polished finish to prevent food from sticking and to provide a visually appealing appearance.
Shot Blasting: For some cookware, shot blasting is used to create a textured surface. This process involves blasting the metal surface with high-velocity particles to clean and roughen it slightly, which improves the adhesion of coatings such as enamel or non-stick finishes.
Coating Application: Many cookware items, especially non-stick pans, require the application of specialized coatings to improve their cooking performance and make them easier to clean. Coating machines are used to apply these materials, such as polytetrafluoroethylene (PTFE) (commonly known as Teflon) or ceramic coatings, in an even layer across the surface of the cookware.
Non-Stick Coating: Non-stick coatings are applied using a spray system, which ensures an even distribution of the coating over the cookware’s surface. After application, the coating is cured in a high-temperature oven to create a durable, long-lasting non-stick layer. Non-stick cookware is popular for its convenience, as it reduces the need for cooking oils and makes cleaning easier.
Anodizing for Aluminum Cookware: For aluminum cookware, an anodizing process is often used to enhance the durability and corrosion resistance of the metal. Anodizing involves immersing the cookware in an acid bath and passing an electric current through the material, which creates a hard, protective oxide layer on the surface.
Handle Attachment: Once the body of the cookware has been formed and finished, handles are attached. This can be done through several methods, including riveting, welding, or screwing the handles into place. Cookware handles are typically made from materials that remain cool to the touch, such as plastic, silicone, or heat-resistant metal.
Riveting: Riveting is a common method used to attach metal handles to cookware. Rivets provide a strong, secure connection that can withstand repeated use and high temperatures. Riveted handles are often found on professional-grade cookware and are favored for their durability and resistance to loosening over time.
Welded Handles: Some cookware, especially high-end stainless steel products, may have handles that are welded directly to the body of the cookware. This method creates a seamless connection that is both aesthetically pleasing and easy to clean.
Final Inspection and Packaging: After the cookware is assembled, it undergoes a final inspection to ensure that it meets quality standards. This includes checking for surface imperfections, ensuring the coating is evenly applied, and verifying that the handles are securely attached. Once the cookware passes inspection, it is packaged and prepared for distribution.
Quality Control: Modern cookware production machines are equipped with automated inspection systems that use cameras and sensors to detect defects or inconsistencies in the product. This ensures that each piece of cookware meets the same high-quality standards before reaching consumers.
Applications of Cookware Production Machines
Consumer Cookware: The majority of cookware production machines are used to produce household cookware, such as frying pans, saucepans, stockpots, and baking trays. These products must be durable, affordable, and designed for everyday use in home kitchens. Automated cookware production machines allow manufacturers to produce large quantities of cookware efficiently, ensuring that consumers receive high-quality products at reasonable prices.
Professional-Grade Cookware: Professional-grade cookware, used in commercial kitchens, restaurants, and catering services, requires more durable materials and construction techniques. Cookware production machines designed for professional cookware often use thicker metal sheets, more robust handles, and advanced non-stick coatings to meet the demands of professional chefs.
Specialty Cookware: Cookware production machines are also used to manufacture specialty items, such as cast iron skillets, copper pots, and ceramic-coated pans. Each material requires specific handling and processing techniques, and the machines must be capable of adapting to different materials and finishes.
Advantages of Cookware Production Machines
High Efficiency: Cookware production machines enable manufacturers to produce large quantities of cookware in a short period, increasing overall efficiency and reducing production costs. Automation reduces the need for manual labor, allowing companies to meet the growing demand for cookware in both consumer and professional markets.
Consistency and Precision: Automated machines ensure consistent quality across all cookware products. This is particularly important for non-stick coatings, which must be applied evenly to ensure optimal performance. Precision forming techniques, such as deep drawing and spinning, ensure that the cookware meets exact specifications for size, shape, and thickness.
Durability and Strength: Modern cookware production machines are designed to work with a variety of materials, including aluminum, stainless steel, and copper. These materials are known for their strength and durability, and the production machines ensure that the final product can withstand the rigors of everyday use.
Versatility: Cookware production machines can be adapted to produce a wide range of products, from basic frying pans to complex multi-piece cookware sets. Manufacturers can easily switch between different designs and materials, allowing them to meet the diverse needs of consumers.
Cost-Effectiveness: The automation provided by cookware production machines helps reduce labor costs and material waste, making the production process more cost-effective. This allows manufacturers to offer high-quality cookware at competitive prices, benefiting both the company and the consumer.
Cookware production machines are the backbone of the modern cookware industry, providing the precision, efficiency, and versatility needed to produce high-quality products at scale. Whether for home use or professional kitchens, these machines ensure that cookware meets the highest standards of performance, durability, and safety.
Brake Pads Machine
A brake pads machine is specialized equipment used in the production of brake pads, which are critical components in the braking systems of vehicles. Brake pads play a key role in ensuring that vehicles can stop safely and efficiently by converting kinetic energy into heat through friction. The manufacturing of brake pads requires precise control over the material composition, shape, and durability to meet the stringent safety and performance standards of the automotive industry.
Brake pads machines are designed to automate the complex manufacturing processes involved in producing brake pads, from mixing the raw materials to molding, curing, and finishing the final product. These machines are essential for ensuring that brake pads are produced consistently and meet the rigorous demands of modern vehicles.
Key Processes in Brake Pads Manufacturing
Raw Material Mixing: The production of brake pads begins with the preparation of the raw materials that make up the friction material. Brake pads are typically made from a combination of materials, including metal shavings, ceramics, carbon fibers, and synthetic compounds. These materials are mixed together to create a friction compound that is durable, heat-resistant, and provides the necessary stopping power.
Automated Mixing Machines: Mixing machines are used to blend the raw materials in precise proportions. The mixture must be homogeneous to ensure consistent performance across all brake pads. Automated machines ensure that the materials are mixed thoroughly and efficiently, reducing the risk of defects.
Molding and Pressing: Once the friction material is prepared, it is molded into the shape of the brake pad using a pressing machine. In this process, the material is placed into a mold and subjected to high pressure, which compacts the material into the desired shape. The molding process also includes the formation of the metal backing plate, which is an integral part of the brake pad’s structure.
Hydraulic Presses: Hydraulic presses are commonly used in the molding process to apply the necessary pressure to form the brake pads. The press ensures that the friction material is evenly distributed across the surface of the backing plate, creating a strong bond between the two components.
Curing: After the brake pads are molded, they must be cured to harden the friction material and improve its durability. Curing is typically done in a high-temperature oven, where the brake pads are heated to a specific temperature for a set period. This process helps to remove any residual moisture and solidify the friction material, ensuring that the brake pads can withstand the heat generated during braking.
Curing Ovens: Automated curing ovens are used to maintain precise temperature and timing control during the curing process. These ovens are designed to handle large batches of brake pads, ensuring consistent curing across all parts.
Grinding and Finishing: Once the brake pads have been cured, they undergo grinding to achieve the final thickness and surface smoothness required for proper fit and function. Grinding machines are used to remove any excess material and ensure that the brake pads are flat and uniform.
Surface Grinding Machines: Surface grinding machines are used to grind the friction material to the correct thickness and smooth the surface of the brake pad. This step is essential for ensuring that the brake pads fit correctly in the brake caliper and provide consistent braking performance.
Coating and Surface Treatment: Many brake pads undergo additional surface treatments, such as coating with a layer of anti-corrosion material or applying a thermal barrier to improve heat resistance. These coatings help extend the life of the brake pads and protect them from environmental factors such as moisture and road salt.
Coating Machines: Coating machines are used to apply these protective layers evenly across the surface of the brake pads. The coating process is automated to ensure consistent application and optimal coverage.
Quality Control and Testing: The final step in brake pad manufacturing is quality control and testing. Brake pads must meet strict safety standards, and any defects can lead to catastrophic failures in the braking system. Testing machines simulate real-world braking conditions to measure the performance, wear resistance, and heat tolerance of the brake pads.
Testing for Friction and Durability: Testing machines are used to evaluate the friction coefficient, wear rate, and heat dissipation of the brake pads. These tests ensure that the brake pads will perform reliably in various driving conditions, from city traffic to high-speed highway driving.
Applications of Brake Pads Machines
Automotive Manufacturing: Brake pads machines are primarily used in the automotive industry to produce brake pads for cars, trucks, motorcycles, and other vehicles. High-quality brake pads are essential for vehicle safety, and manufacturers use these machines to ensure that the pads meet industry standards for performance and durability.
Brake Pads for Passenger Vehicles: The majority of brake pads produced are for passenger vehicles, where safety and comfort are critical. Brake pads machines produce millions of units annually, providing the consistent quality needed to meet the demands of the automotive market.
Heavy-Duty Vehicles: Brake pads machines are also used to produce brake pads for heavy-duty vehicles, such as commercial trucks, buses, and construction machinery. These vehicles require brake pads that can withstand extreme loads and high temperatures, and the production process must be adapted to meet these specific requirements.
Brake Pads for Trucks and Buses: Heavy-duty vehicles rely on larger, more robust brake pads to stop safely under heavy loads. Brake pads machines used in this sector must be capable of producing pads with higher friction materials and greater wear resistance.
Motorcycles and Performance Vehicles: Brake pads machines are used to manufacture high-performance brake pads for motorcycles, sports cars, and racing vehicles. These brake pads must offer superior stopping power and heat dissipation to handle the demands of high-speed driving and racing.
Brake Pads for Motorcycles: Motorcycles require brake pads with precise control over friction and heat management, as braking performance is critical for rider safety. Brake pads machines
used for motorcycle brake pads must ensure consistent quality, high friction, and durability to meet the high-performance demands of two-wheeled vehicles.
Rail and Industrial Applications: In addition to automotive and motorcycle manufacturing, brake pads machines are also used to produce brake pads for rail vehicles, such as trains, trams, and subways, as well as industrial machinery. These brake pads must be designed to handle the unique stresses and environmental factors present in rail systems and heavy machinery.
Brake Pads for Trains: Rail systems rely on large, durable brake pads to stop and slow down trains under heavy loads. Brake pads machines used for these applications must produce parts that offer excellent heat resistance and long service life, ensuring that trains can stop safely and efficiently even under intense conditions.
Advantages of Brake Pads Machines
Precision Manufacturing: Brake pads machines are designed to ensure precise control over the entire manufacturing process, from mixing the raw materials to molding, curing, and finishing. This level of precision is essential for producing brake pads that meet the stringent safety and performance standards required in the automotive industry.
High Efficiency and Productivity: Modern brake pads machines are highly automated, allowing manufacturers to produce large quantities of brake pads in a relatively short period. This automation reduces labor costs and increases production efficiency, making it possible to meet the growing demand for brake pads in the global automotive market.
Consistency and Quality Control: Brake pads machines are equipped with advanced quality control systems that ensure each brake pad meets strict performance and safety standards. Automated inspection systems, combined with rigorous testing, help manufacturers identify and eliminate defects, ensuring that only high-quality brake pads reach the market.
Durability and Performance: The materials and processes used in brake pads manufacturing are designed to create durable, high-performance products. Brake pads produced by these machines are engineered to withstand high temperatures, resist wear, and provide consistent stopping power, ensuring the safety and reliability of the vehicle’s braking system.
Adaptability to Different Markets: Brake pads machines are versatile and can be adapted to produce a wide range of brake pads for various markets, including passenger vehicles, heavy-duty trucks, motorcycles, and rail systems. This adaptability allows manufacturers to meet the specific needs of different sectors and ensure that their products are suitable for various driving conditions and vehicle types.
Brake pads machines play a crucial role in the automotive and transportation industries, providing the technology needed to produce high-quality, reliable brake pads at scale. These machines ensure that vehicles can stop safely and effectively, contributing to the overall safety and performance of modern transportation systems.
How to Make Aluminum Pots
Pressure Cooker Manufacturing Process
The process of making aluminum pots involves several key steps that transform raw aluminum into durable, lightweight, and highly functional cookware. Aluminum is widely used in cookware manufacturing due to its excellent thermal conductivity, corrosion resistance, and relatively low cost. Aluminum pots are especially popular in both home and professional kitchens because they heat quickly and evenly, making them ideal for a variety of cooking tasks.
The production of aluminum pots involves specialized machinery and a series of steps, including metal forming, surface finishing, and handle attachment. The process is designed to produce high-quality pots that can withstand the rigors of daily cooking while maintaining excellent performance and longevity.
Key Steps in Making Aluminum Pots
Material Selection and Preparation: The process begins with the selection of high-quality aluminum sheets or blanks. Aluminum used in cookware production is typically alloyed with other metals, such as magnesium or silicon, to improve its strength and durability. The aluminum blanks are cut into circular shapes, which will form the base of the pots.
Aluminum Alloys: Pure aluminum is relatively soft and not suitable for cookware that will be exposed to high heat and mechanical stress. By using aluminum alloys, manufacturers can create pots that are strong, heat-resistant, and corrosion-resistant.
Deep Drawing and Metal Forming: The aluminum blanks are then formed into the shape of the pot using a process known as deep drawing. In deep drawing, the aluminum blank is placed over a die and forced into the desired shape using a punch. This process forms the pot’s walls and base in a single step, creating a seamless, durable structure.
Deep Drawing Process: The deep drawing process is highly efficient and allows for the production of aluminum pots with consistent thickness and shape. The process can be adjusted to create pots of different sizes, from small saucepans to large stockpots.
Seamless Construction: One of the advantages of deep drawing is that it creates a seamless pot, which improves the pot’s strength and durability. Seamless pots are less likely to develop weak points or leaks over time, making them ideal for long-term use.
Trimming and Edge Rolling: After the pot has been formed, any excess material around the rim is trimmed to achieve the desired height and dimensions. In many cases, the edges of the pot are also rolled to create a smooth, rounded rim. This step not only enhances the pot’s appearance but also improves its durability by reinforcing the edge.
Edge Rolling for Durability: Rolling the edges of the pot strengthens the rim, making it more resistant to warping or cracking. This is especially important for pots that will be used frequently or exposed to high heat.
Surface Finishing: The next step is surface finishing, which involves smoothing and polishing the interior and exterior of the pot. Aluminum cookware must have a smooth surface to ensure even cooking and to prevent food from sticking. Surface finishing machines, such as polishing machines and buffing wheels, are used to achieve the desired surface quality.
Polishing for a Smooth Surface: Polishing machines use abrasive compounds to remove any imperfections from the surface of the aluminum, creating a smooth, reflective finish. This is important for both the aesthetic appeal of the pot and its cooking performance.
Anodizing for Durability: In some cases, aluminum pots undergo an anodizing process, which creates a protective oxide layer on the surface of the metal. Anodizing improves the pot’s resistance to corrosion and wear, making it more durable and long-lasting. Anodized aluminum pots are also non-reactive, meaning they won’t affect the flavor of acidic foods.
Non-Stick Coating Application (Optional): Many aluminum pots are coated with a non-stick material, such as Teflon or ceramic, to improve their cooking performance. Non-stick coatings make it easier to cook with less oil and reduce the likelihood of food sticking to the pot. The coating is applied using a spray system and then cured in a high-temperature oven to ensure proper adhesion.
Non-Stick Coating Benefits: Non-stick coatings enhance the convenience of using aluminum pots by making them easier to clean and allowing for healthier cooking with less oil. The coatings are typically applied in multiple layers to ensure durability and long-lasting performance.
Handle Attachment: Once the body of the pot has been formed and finished, handles are attached. Handles are typically made from heat-resistant materials, such as plastic, silicone, or stainless steel, to ensure they remain cool to the touch during cooking. The handles can be attached using a variety of methods, including riveting, welding, or screwing them into place.
Riveted Handles for Strength: Riveted handles provide a strong, secure attachment that can withstand repeated use. Rivets are often used in professional-grade cookware because they are highly durable and resist loosening over time.
Ergonomic Handle Design: The design of the handles is important for both comfort and safety. Handles are often shaped to provide a comfortable grip, reducing strain during use, and are positioned to ensure that they stay cool while cooking.
Final Inspection and Packaging: The final step in the production of aluminum pots is inspection and packaging. Each pot is inspected for defects, such as surface imperfections, coating issues, or loose handles. Once the pots pass inspection, they are packaged and prepared for shipment to retailers or consumers.
Quality Control: Automated inspection systems are often used to check the surface finish, coating adhesion, and handle attachment of each pot. This ensures that only high-quality products reach the market, meeting the expectations of both consumers and professional chefs.
Advantages of Aluminum Pots
Lightweight: Aluminum pots are much lighter than other types of cookware, such as cast iron or stainless steel, making them easier to handle and move around the kitchen. This is especially important for larger pots, which can be cumbersome when filled with food.
Excellent Heat Conductivity: Aluminum is one of the best conductors of heat, meaning that aluminum pots heat up quickly and evenly. This ensures that food cooks evenly without hot spots, which can lead to burning or uneven cooking. The excellent heat conductivity of aluminum also makes it energy-efficient, as it requires less heat to reach cooking temperatures.
Affordability: Aluminum is relatively inexpensive compared to other cookware materials, making aluminum pots an affordable option for both home cooks and professional chefs. Despite their low cost, aluminum pots offer excellent performance and durability, providing great value for the money.
Corrosion Resistance: Aluminum naturally forms a thin oxide layer on its surface, which protects it from corrosion. This makes aluminum pots ideal for use in humid or acidic environments, such as in cooking with tomatoes or citrus fruits, without the risk of rust or corrosion.
Versatility: Aluminum pots come in a wide variety of shapes and sizes, making them suitable for a wide range of cooking tasks, from boiling and frying to simmering and sautéing. Whether used for everyday cooking or more specialized applications, aluminum pots offer the versatility needed in a busy kitchen.
Applications of Aluminum Pots
Home Cooking: Aluminum pots are a staple in many home kitchens due to their lightweight, affordability, and excellent cooking performance. They are used for a wide range of cooking tasks, from boiling pasta and simmering soups to frying and sautéing vegetables and meats.
Professional Kitchens: In professional kitchens, where speed and efficiency are critical, aluminum pots are favored for their rapid heat conduction and ease of handling. Professional chefs use aluminum pots for tasks that require precise temperature control, such as making sauces, soups, and delicate dishes.
Camping and Outdoor Cooking: Aluminum pots are also popular for camping and outdoor cooking because they are lightweight and easy to transport. Campers and outdoor enthusiasts appreciate aluminum cookware for its durability and versatility in various cooking environments.
Aluminum pots are a versatile and essential tool in both home and professional kitchens, offering excellent performance, durability, and ease of use. The production process ensures that each pot is carefully crafted to meet the demands of everyday cooking, making aluminum pots a reliable choice for chefs and home cooks alike.
Steel Utensils Making Machine
Stainless Steel Pot Polishing Machine
A steel utensils making machine refers to the range of equipment used in manufacturing household and commercial steel utensils like plates, bowls, cups, cutlery, and kitchen tools. Steel utensils are popular due to their durability, heat resistance, and resistance to corrosion, making them an essential part of kitchens worldwide. The production of steel utensils involves several stages, from cutting and forming the raw stainless steel sheets to finishing and polishing the final product.
Steel utensils are primarily made from stainless steel, an alloy of iron, carbon, and chromium, with some other elements like nickel. The chromium content is what gives stainless steel its corrosion resistance, making it ideal for utensils that come into contact with food and liquids. Machines used in steel utensil production range from high-powered presses to finishing tools that polish and give a smooth surface to the finished products.
Key Processes in Steel Utensil Manufacturing
Raw Material Preparation: The production of steel utensils begins with the preparation of raw stainless steel sheets or coils. The material is selected based on the grade of stainless steel required for the specific utensils being produced. Different grades of stainless steel offer varying levels of corrosion resistance, toughness, and polishability, with 304-grade stainless steel being one of the most common choices for kitchen utensils due to its excellent resistance to rust and its food-safe properties.
Stainless Steel Selection: The selected stainless steel is usually cold-rolled, which improves its strength and surface finish. Cold-rolled steel sheets are easier to form and provide a smooth, even surface that requires minimal finishing.
Cutting and Blanking: Once the raw material is prepared, it is cut into the appropriate shapes and sizes for each utensil. The cutting process involves precision blanking machines that cut the steel sheets into circular, square, or custom-shaped blanks based on the design of the utensil.
Blanking Process: Blanking presses use dies to punch out the blanks from large stainless steel sheets. The blank size is determined by the specific utensil being produced, such as plates, bowls, or cups. This process ensures that there is minimal material waste and that each blank is uniform in size and shape.
Deep Drawing and Stamping: After cutting, the blanks are formed into their final utensil shapes through a process known as deep drawing. In deep drawing, the flat blanks are placed in a die and drawn into a hollow form using a punch. This method is particularly effective for producing utensils like bowls, cups, and plates, where a seamless, uniform shape is essential.
Hydraulic Presses for Deep Drawing: Hydraulic presses are commonly used for the deep drawing process. These machines apply consistent pressure, drawing the stainless steel into the desired shape without causing tears or imperfections in the material. This ensures that the utensil is strong, smooth, and free of seams or welds that could weaken the product.
Stamping for Detail: For utensils that require intricate designs or logos, stamping presses are used to emboss or engrave patterns onto the metal surface. This adds both aesthetic appeal and brand recognition, especially for high-end or custom-made utensils.
Edge Trimming and Smoothing: After the utensils have been formed, the edges may have excess material or sharp edges that need to be trimmed and smoothed. Edge trimming machines remove the excess material around the rims of the utensils, ensuring that each piece is of the correct dimensions and free from rough edges.
Edge Rolling for Durability: Some utensils, particularly those used frequently, undergo edge rolling to strengthen the rims and prevent deformation over time. Rolled edges provide extra reinforcement and create a safer, more comfortable edge for handling.
Polishing and Finishing: One of the most important steps in steel utensil production is the polishing and finishing process. Stainless steel utensils require a smooth, shiny surface that is not only aesthetically pleasing but also functional. Polishing machines are used to buff and smooth the surface of the utensils, removing any scratches or imperfections left by the forming process.
Electropolishing for a High Shine: In some cases, especially for high-end or premium utensils, electropolishing is used to achieve a bright, mirror-like finish. Electropolishing is a chemical process that removes a thin layer of metal from the surface, leaving behind a highly reflective finish that is resistant to corrosion and easy to clean.
Handle Attachment (if applicable): For utensils like ladles, serving spoons, and spatulas, handles must be attached after the main body of the utensil has been formed. Handles are typically made from stainless steel, plastic, or wood, depending on the type of utensil and its intended use. The attachment process varies depending on the material used for the handle.
Welding or Riveting for Steel Handles: Stainless steel handles are usually welded or riveted onto the main body of the utensil. These attachment methods provide strong, durable connections that can withstand frequent use and high heat.
Quality Control and Packaging: After the utensils are manufactured, they undergo a final inspection to ensure that they meet quality standards. This includes checking for defects in the surface finish, proper attachment of handles, and ensuring that the utensils are the correct size and shape. Once inspected, the utensils are cleaned, dried, and packaged for shipment.
Quality Assurance for Food Safety: Stainless steel utensils must meet food safety standards, ensuring that they are non-reactive, corrosion-resistant, and free of contaminants. Manufacturers use strict quality control measures to ensure that each utensil is safe for food contact.
Applications of Steel Utensils Making Machines
Household Utensils: The majority of steel utensils making machines are used to produce common household kitchen items such as plates, bowls, serving spoons, ladles, and cutlery. These items must be durable enough to withstand daily use, exposure to heat, and frequent washing.
Commercial Kitchen Utensils: Professional chefs and commercial kitchens require heavy-duty utensils that can endure constant use in high-heat environments. Steel utensils making machines for commercial products focus on producing thicker, more robust utensils that can handle more rigorous conditions.
Catering and Hospitality Industry: The catering and hospitality sectors often use custom-branded or highly polished utensils for serving food. Steel utensils making machines used in this industry are typically geared toward producing utensils with fine finishes, intricate designs, or engraved logos for branding purposes.
Advantages of Steel Utensils Making Machines
High Efficiency: These machines are designed for high-volume production, allowing manufacturers to produce large quantities of utensils in a short period. This efficiency is especially important for meeting the demands of mass markets such as household goods and commercial kitchens.
Consistency in Quality: Automated steel utensils making machines ensure uniformity and precision across all products, reducing the likelihood of defects. Consistent quality is essential for utensils that must meet strict food safety and durability standards.
Durability and Strength: The use of hydraulic presses for deep drawing ensures that each utensil is strong and durable, capable of withstanding frequent use and exposure to high temperatures. The strength of stainless steel, combined with the seamless construction achieved through deep drawing, makes these utensils long-lasting.
Versatility: Steel utensils making machines are capable of producing a wide range of products, from simple kitchen tools to intricately designed serving utensils. This versatility allows manufacturers to cater to various markets, from budget-friendly household items to high-end, luxury utensils.
Cost-Effectiveness: Automated production reduces labor costs and material waste, making the manufacturing process more cost-effective. This allows manufacturers to produce high-quality utensils at competitive prices, benefiting both consumers and businesses.
Steel utensils making machines are vital in the production of kitchen tools and cutlery, providing the technology and precision needed to meet the diverse demands of consumers and professionals alike. The versatility and efficiency of these machines ensure that steel utensils remain a staple in kitchens worldwide.
Cold Press Moulding Process
Applications of CNC Metal Spinning
The cold press moulding process is a manufacturing technique used to form complex shapes from materials such as metal powders, plastics, rubbers, or composite materials without the application of heat. This process is widely used in industries that require high precision, strength, and durability in the final product. Cold pressing involves placing the material into a mold and applying pressure to shape it into the desired form. Since no heat is used, this process preserves the material’s intrinsic properties, such as hardness, elasticity, or chemical resistance.
Cold press moulding is used in various applications, including metal forming, rubber component production, and the creation of composite materials for automotive, aerospace, and consumer goods industries. The process is highly versatile and can be used to create a wide range of products with complex geometries and tight tolerances.
Key Steps in Cold Press Moulding
Material Preparation: The first step in cold press moulding is the preparation of the raw material. For metal components, this may involve mixing metal powders with binders or lubricants to create a uniform mixture that can be pressed into a mold. In the case of rubbers or composites, the raw materials may be pre-mixed or combined with other additives to achieve the desired properties.
Powder Metallurgy for Metal Parts: In powder metallurgy, metal powders such as iron, aluminum, or titanium are mixed with a binder to help the particles adhere together during the pressing process. The mixture must be uniform to ensure consistent material properties throughout the final product.
Filling the Mold: The prepared material is then placed into a precision-engineered mold. The mold is designed to match the exact dimensions and shape of the final product, ensuring that the material fills the mold evenly. This step is critical for achieving the desired shape and ensuring that there are no voids or inconsistencies in the material.
Mold Design for Complex Shapes: Cold press moulding is particularly useful for creating parts with complex geometries, intricate details, or thin walls. The mold must be designed with precision to ensure that the material flows into every part of the mold and that the final product meets dimensional specifications.
Pressing and Compaction: Once the material is in the mold, a high-pressure press is used to compact the material into the desired shape. The pressure forces the material to conform to the shape of the mold, creating a dense, solid part. This step is critical for ensuring the strength and structural integrity of the final product.
Hydraulic Presses for Cold Moulding: Hydraulic presses are commonly used in cold press moulding due to their ability to apply consistent, high pressure. These presses ensure that the material is compacted evenly throughout the mold, preventing weak spots or imperfections.
Demolding: After the material has been pressed and compacted, the mold is opened, and the finished part is removed. Depending on the material used, the part may require additional finishing or curing steps to achieve the desired mechanical properties.
Careful Demolding to Prevent Damage: The demolding process must be done carefully to avoid damaging the part, especially if the material is fragile or brittle. Precision molds and careful handling are essential to ensure that the part retains its shape and structural integrity.
Finishing and Inspection: Once the part has been demolded, it may undergo additional finishing steps, such as trimming, sanding, or polishing, to achieve the desired surface finish and remove any excess material. The part is then inspected for defects, such as cracks, voids, or dimensional inconsistencies, before it is approved for use.
Quality Control: Cold press moulding requires strict quality control to ensure that each part meets the required specifications. Automated inspection systems are often used to check the dimensions, surface finish, and material properties of the finished parts.
Applications of Cold Press Moulding
Automotive Industry: Cold press moulding is widely used in the automotive industry to produce parts that require high strength, durability, and precision. Metal components such as gears, bearings, and structural parts are often manufactured using cold pressing techniques to achieve the necessary performance characteristics.
Powder Metallurgy for Automotive Parts: In powder metallurgy, metal powders are compacted and formed into parts such as brake pads, gears, and camshafts. Cold pressing allows for the precise shaping of these components, ensuring high strength and wear resistance.
Aerospace Industry: The aerospace industry relies on cold press moulding to create lightweight, high-strength components for aircraft and spacecraft. Composite materials, which combine different materials to achieve specific properties, are often formed using cold pressing techniques.
Cold Pressing for Composite Materials: Cold press moulding is used to form composite materials such as carbon fiber reinforced polymers (CFRP), which are used in aircraft structures, wings, and fuselage components. These materials offer excellent strength-to-weight ratios, making them ideal for aerospace applications.
Consumer Goods Manufacturing: Cold press moulding is also used in the production of consumer goods, such as electronic housings, kitchen appliances, and furniture components. The process allows for the efficient production of durable, high-quality parts with complex shapes.
Cold Press Moulding for Electronics: In the electronics industry, cold pressing is used to produce metal and plastic housings for devices such as smartphones, laptops, and televisions. The process ensures precise dimensions and smooth finishes, which are critical for the aesthetics and functionality of consumer electronics.
Advantages of the Cold Press Moulding Process
Material Integrity: Since no heat is used in the cold press moulding process, the material’s properties remain intact, preserving its strength, hardness, or elasticity. This makes cold press moulding ideal for materials that are sensitive to high temperatures or that would lose their desired properties if exposed to heat.
Precision: Cold press moulding allows for the production of parts with tight tolerances and intricate details. The pressure applied during the process ensures that the material fills the mold completely, creating precise, uniform parts.
Efficiency: The cold press moulding process is highly efficient, especially for high-volume production. Once the mold and material are prepared, the process can be repeated quickly and consistently, making it ideal for mass production.
Cost-Effective: Cold press moulding is often more cost-effective than other forming methods, as it requires less energy (no heating) and minimal post-processing. The reduced need for energy consumption and the elimination of additional curing steps can lower manufacturing costs.
Versatility: Cold press moulding is a versatile process that can be used with a wide range of materials, from metals and ceramics to rubbers and plastics. This versatility makes it useful in various industries, from automotive and aerospace to consumer goods and electronics.
The cold press moulding process is a vital manufacturing technique that offers numerous benefits, including high precision, material integrity, and efficiency. It is widely used across industries to produce parts and components with complex shapes, tight tolerances, and excellent mechanical properties.
Beading Machine
Beading Machine Price
A beading machine is a versatile tool used in metalworking to form beads, or raised ridges, on the surface of sheet metal. Beading adds strength, stiffness, and durability to the metal, preventing it from warping or bending under stress. It is a crucial process in the production of metal parts for various industries, including automotive, aerospace, HVAC, and construction. The beading machine is often used to create decorative or functional ridges in materials like aluminum, steel, or copper.
Beading machines come in both manual and powered versions, and they are designed to handle various gauges of sheet metal. The machine typically consists of two rollers—an upper and lower roller—through which the sheet metal is passed. The pressure between these rollers creates a bead along the edge or surface of the sheet metal.
Key Uses of Beading Machines
Strengthening Metal Panels: One of the primary uses of beading machines is to add strength to sheet metal panels. The bead stiffens the material, allowing it to withstand greater forces without buckling or bending. This is particularly important for large, flat panels used in the automotive and aerospace industries, where weight reduction is crucial, but strength cannot be compromised.
Automotive Applications: Beading machines are commonly used to create stiffening beads in automotive body panels, including floor pans, roofs, and doors. These beads reinforce the panels, allowing them to maintain structural integrity while reducing material thickness to save weight.
HVAC Ductwork: Beading is also widely used in the fabrication of HVAC ductwork. The beads help to reinforce the sheet metal used in ducts, making them more resistant to pressure changes and airflow stresses. This ensures that the ductwork remains rigid and maintains its shape during operation.
Forming Decorative Beads: In addition to strengthening sheet metal, beading machines can also be used to create decorative patterns. Beads can be formed in various shapes and sizes, adding an aesthetic element to metal parts. This is common in metal furniture, lighting fixtures, and architectural elements where both form and function are important.
Decorative Metalwork: Metalworkers often use beading machines to create intricate patterns on metal for use in decorative applications. These patterns can be purely aesthetic or serve a dual purpose by adding strength while enhancing the visual appeal of the part.
Edge Beading for Seamless Joining: Beading machines are also used to form beads along the edges of metal sheets, which helps in joining them together. In applications like automotive or aircraft manufacturing, beaded edges are often used to create interlocking seams between two metal panels. This ensures a stronger, more seamless joint, which is essential for maintaining structural integrity.
Aircraft Skin Panels: In the aerospace industry, beaded edges are used to join lightweight aluminum panels to create the aircraft’s skin. The beads ensure a tight fit between the panels, reducing the need for additional fasteners and maintaining the aerodynamic integrity of the aircraft.
Pipe and Tube Beading: Beading machines are often used in the production of pipes and tubes, where beads are formed around the ends of the pipe. These beads help secure hoses or fittings when they are clamped onto the pipe, preventing slippage and creating a tight seal.
Exhaust Systems: Beading is commonly applied to the ends of exhaust pipes in automotive and industrial applications. The bead creates a secure connection between the exhaust pipe and other components, such as mufflers or catalytic converters, ensuring that the system remains leak-free.
Types of Beading Machines
Manual Beading Machines: Manual beading machines are operated by hand and are commonly used in small-scale or custom metalworking shops. These machines are simple to operate and offer precise control over the beading process, making them ideal for projects where detailed work or small production runs are required.
Flexibility for Custom Work: Manual beading machines are popular among metal fabricators who need to create custom pieces, as they allow for easy adjustments and offer flexibility in creating different bead patterns.
Electric and Pneumatic Beading Machines: For larger-scale production, powered beading machines, such as electric or pneumatic models, are commonly used. These machines provide higher efficiency and speed, allowing manufacturers to create beads on large sheets of metal quickly and consistently. Powered beading machines are used in industries such as automotive manufacturing, where speed and consistency are critical.
Automated Beading for Mass Production: In high-volume production settings, electric or pneumatic beading machines are often integrated into automated assembly lines. These machines allow for continuous operation, ensuring that beads are formed quickly and consistently on every part, improving efficiency.
Rotary Beading Machines: Rotary beading machines are designed for forming beads around the circumference of tubes, pipes, or circular objects. These machines are typically used in applications where the bead needs to be formed along a curved surface, such as in exhaust pipes, ventilation tubes, or decorative metal rings.
Beading for Pipe Manufacturing: Rotary beading machines are essential in the production of pipes and tubing used in industries like plumbing, automotive, and HVAC. The beaded ends of the pipes ensure a secure fit when attached to connectors, fittings, or hoses.
Advantages of Beading Machines
Enhanced Strength: By adding beads to sheet metal, beading machines significantly increase the strength and stiffness of the material without adding extra weight. This is especially important in industries like automotive and aerospace, where reducing weight while maintaining strength is critical to performance.
Improved Aesthetics: Beads can be both functional and decorative, allowing manufacturers to create visually appealing metal parts that also offer increased structural integrity. This makes beading machines versatile for both industrial and artistic applications.
Versatility: Beading machines can be used on a wide variety of materials, including steel, aluminum, copper, and stainless steel. This makes them highly versatile, as they can be applied across different industries, from construction to decorative metalwork.
Cost Efficiency: By adding strength to thinner sheets of metal, beading machines allow manufacturers to reduce material usage without compromising on the structural performance of the part. This leads to cost savings on raw materials and overall production.
Applications of Beading Machines
Automotive Industry: Beading machines are extensively used in the automotive sector to reinforce panels, create decorative features, and secure parts like exhaust systems. Beaded panels are stronger and lighter, contributing to better fuel efficiency and overall vehicle performance.
HVAC and Ductwork: Beads are commonly formed in HVAC ductwork to stiffen the thin metal used in air ducts. This helps prevent warping under pressure and ensures the ducts maintain their shape over time, which is critical for efficient air flow and energy consumption.
Aerospace Industry: In aerospace manufacturing, beading is used to strengthen lightweight aluminum panels that form the skin of aircraft. Beading ensures that the panels can withstand the stresses of flight while keeping the overall weight of the aircraft to a minimum.
Decorative Metalwork: Metalworkers use beading machines to create decorative patterns on various metal products, including furniture, lighting fixtures, and architectural features. Beading adds both texture and visual interest to the finished product while enhancing its structural integrity.
Beading machines are indispensable tools in metalworking, offering the ability to enhance both the strength and appearance of sheet metal parts. Whether used for industrial or decorative applications, these machines provide versatility, efficiency, and precision in metal fabrication.
Mini Hydraulic Press Brake
Components of a Press Brake Machine
A mini hydraulic press brake is a compact version of a traditional press brake, designed to bend and form smaller pieces of sheet metal using hydraulic pressure. These machines are typically used in small workshops, prototyping labs, or specialized manufacturing facilities where space is limited, and smaller-scale production is required. Despite their compact size, mini hydraulic press brakes offer the same precision and versatility as larger press brakes, making them an ideal choice for fabricators working on smaller parts or short production runs.
The primary function of a press brake, whether mini or full-sized, is to bend sheet metal into predetermined shapes. The hydraulic system in these machines provides the force needed to press the metal into a die, creating bends at precise angles. The “mini” version is especially suitable for intricate work where precision is paramount, such as in custom metal fabrication, jewelry making, and electronics enclosures.
Features of Mini Hydraulic Press Brakes
Compact Design: Mini hydraulic press brakes are designed to occupy minimal floor space while still providing the functionality of a full-sized press brake. This compact design makes them ideal for small workshops, mobile operations, or facilities with space constraints. They are often bench-mounted or stand-alone units that can be easily moved or adjusted as needed.
Portability for Small Workshops: Due to their compact size, mini press brakes can be transported between different workstations or job sites, offering flexibility for metalworkers who need a versatile bending solution without the need for large machinery.
Hydraulic Power System: Like larger press brakes, mini hydraulic press brakes use a hydraulic system to generate the force required to bend metal. Hydraulic systems offer smooth, controlled movement, which allows for precise bends and consistent performance. The hydraulic power ensures that even though the machine is smaller, it can still handle significant bending forces.
Consistent Force Application: The hydraulic system provides consistent pressure throughout the bending process, ensuring that each bend is accurate and repeatable. This is particularly important in industries where precision is critical, such as electronics or medical device manufacturing.
Adjustable Bending Angle and Back Gauge: Mini hydraulic press brakes are equipped with adjustable bending angles, allowing operators to create custom bends at specific angles. Additionally, most machines feature a back gauge that can be set to control the depth of the bend, ensuring that each piece of metal is formed to the correct dimensions.
Precision Bending for Complex Parts: The adjustable features of a mini hydraulic press brake allow metalworkers to create intricate parts with high levels of precision. This makes them ideal for applications like prototype development, custom metalwork, or small-batch production runs.
Foot Pedal Operation: Many mini hydraulic press brakes come with foot pedal controls, allowing operators to keep both hands free for positioning the workpiece. The foot pedal controls the movement of the hydraulic ram, providing precise control over the bending process.
Hands-Free Operation for Safety: Foot pedal operation improves safety and efficiency, as it allows the operator to focus on properly positioning the metal sheet while controlling the bending process with their foot. This reduces the risk of errors or accidents during operation.
Applications of Mini Hydraulic Press Brakes
Prototyping and Small-Batch Production: Mini hydraulic press brakes are widely used in prototyping and small-batch production, where precision and flexibility are essential. These machines are ideal for fabricators who need to create custom parts or small runs of products with unique designs or tight tolerances.
Prototyping for Electronics Enclosures: Mini press brakes are often used to create metal enclosures for electronic devices, where precise bends are required to ensure the enclosure fits the internal components correctly. The compact size of the machine allows for detailed work on smaller sheets of metal.
Custom Metal Fabrication: Small workshops and custom metal fabricators use mini hydraulic press brakes to create specialized parts and components for various industries. The machines are ideal for producing small, intricate pieces that require high levels of precision, such as custom brackets, fixtures, and metal art.
Jewelry Making and Artistic Metalwork: Mini hydraulic press brakes are also used in the creation of custom jewelry and artistic metal pieces, where precise bending and shaping are necessary to achieve the desired aesthetic and functional results.
Automotive and Aerospace Components: In the automotive and aerospace industries, mini hydraulic press brakes are used to create small, precision components such as brackets, clips, and mounting hardware. These machines are particularly useful in the production of prototypes or specialized parts for high-performance applications.
Precision Bending for Lightweight Components: The ability to precisely bend small parts makes mini hydraulic press brakes valuable in the automotive and aerospace sectors, where lightweight components with tight tolerances are essential for performance and safety.
HVAC and Ductwork Fabrication: HVAC technicians and fabricators often use mini hydraulic press brakes to create small duct components or custom fittings for ventilation systems. The precision and flexibility of these machines allow for the creation of specialized parts that fit perfectly into existing ductwork systems.
Custom Ductwork Fittings: Mini press brakes can be used to create custom elbows, joints, and other fittings needed for HVAC installations. The compact size of the machine allows it to be used in smaller workshops or even on-site for quick adjustments.
Advantages of Mini Hydraulic Press Brakes
Space Efficiency: Mini hydraulic press brakes are designed for workshops with limited space, providing full bending capabilities in a compact footprint. This allows metalworkers to perform precision bends without the need for large, bulky equipment.
Precision and Versatility: Despite their smaller size, mini hydraulic press brakes offer the same level of precision as their larger counterparts. The adjustable bending angles and back gauge provide versatility, allowing for custom bends on various materials, including steel, aluminum, and copper.
Cost-Effective Solution: Mini hydraulic press brakes are typically more affordable than full-sized machines, making them an attractive option for small businesses, startups, or workshops that need professional-grade bending capabilities without the high cost of larger equipment.
Ease of Use: Mini hydraulic press brakes are easy to set up and operate, with user-friendly controls that allow operators to quickly adjust the machine for different bending tasks. The foot pedal operation adds convenience and improves safety during the bending process.
Portability: Many mini hydraulic press brakes are designed to be portable, allowing them to be moved between workstations or job sites as needed. This mobility makes them ideal for small-scale operations or workshops that require flexibility in their manufacturing process.
Materials Handled by Mini Hydraulic Press Brakes
Steel and Stainless Steel: Mini hydraulic press brakes are capable of bending various gauges of steel and stainless steel, making them suitable for industries where corrosion resistance and strength are critical.
Aluminum: Aluminum is a commonly used material in aerospace, automotive, and electronics industries. Mini hydraulic press brakes provide the precision required to bend aluminum sheets without causing cracks or distortions.
Copper and Brass: These softer metals are often used in decorative metalwork, electrical components, and plumbing fixtures. Mini hydraulic press brakes can handle these materials with ease, ensuring precise bends without damaging the material.
Mini hydraulic press brakes offer a versatile and space-efficient solution for fabricators who require precise bending capabilities in a compact form. These machines are ideal for small workshops, prototyping, and custom metal fabrication, providing the accuracy and flexibility needed to create high-quality metal components.
Grinding and Buffing
Buffing Wheels
Grinding and buffing are two essential processes in metalworking and manufacturing that improve the surface finish, remove material, and prepare metal parts for further processing or final use. Both processes involve the use of abrasive materials, but they serve different purposes. Grinding is typically a more aggressive material removal process used to shape metal parts, remove rough edges, or correct imperfections. Buffing, on the other hand, is used for polishing and smoothing the surface to achieve a shiny, aesthetically pleasing finish.
These processes are commonly used in industries such as automotive, aerospace, manufacturing, and metal fabrication. They play a crucial role in improving the functionality, appearance, and durability of metal products, from large structural components to intricate decorative items.
Grinding: Material Removal and Surface Preparation
Basics of Grinding: Grinding is a mechanical process in which an abrasive wheel or belt is used to wear down and remove material from a metal surface. The abrasive particles on the grinding wheel or belt cut into the metal, removing small chips to achieve the desired shape, size, or finish. Grinding is often used to remove excess material after casting, cutting, or welding operations.
Abrasive Wheels: Grinding wheels are made from materials such as aluminum oxide, silicon carbide, or diamond, and they come in various shapes and sizes depending on the application. The hardness and grain size of the wheel determine how much material can be removed and how smooth the surface will be after grinding.
Types of Grinding:
Surface Grinding: Surface grinding is used to create a smooth, flat surface on metal parts. A rotating abrasive wheel grinds down the surface, removing material to achieve a uniform finish. Surface grinding is commonly used for flat components like machine bases, blades, and sheet metal parts.
Cylindrical Grinding: In cylindrical grinding, a rotating workpiece is ground by a rotating abrasive wheel. This process is used for round or cylindrical objects, such as shafts, rollers, and pipes, to achieve high precision and smooth surfaces.
Centerless Grinding: Centerless grinding is a method used to grind cylindrical parts without the need for a central axis or spindle. The part is supported between two rotating wheels, and the grinding is done by the abrasive wheel. This method is efficient for mass production of small, precise cylindrical parts, such as fasteners, rods, or pins.
Applications of Grinding:
Automotive Industry: Grinding is widely used in the automotive industry to finish engine components, transmission parts, and brake rotors. Grinding ensures that these parts meet tight tolerances and have the smooth surfaces necessary for proper functioning and longevity.
Tool and Die Manufacturing: Grinding is an essential process in the tool and die industry for sharpening cutting tools, shaping dies, and creating molds. Precision grinding allows for the creation of complex geometries with exact tolerances.
Construction and Fabrication: In construction, grinding is used to smooth welded joints, remove burrs from cut metal edges, and prepare surfaces for painting or coating. This improves both the structural integrity and appearance of metal components.
Buffing: Polishing and Surface Enhancement
Basics of Buffing: Buffing is the process of polishing a metal surface to a high shine or smooth finish. It uses softer abrasive materials, such as cloth or felt wheels combined with polishing compounds. Buffing removes fine scratches, imperfections, or oxidation and is often the final step in metal finishing processes to achieve a reflective or satin finish.
Buffing Compounds: Buffing compounds, such as rouge or tripoli, are applied to the buffing wheel to enhance the polishing effect. These compounds are available in various levels of abrasiveness, allowing for different levels of polishing, from light touch-ups to deep shine.
Types of Buffing:
Cut Buffing: Cut buffing is a more aggressive form of buffing used to remove scratches, weld marks, or surface oxidation from metal. It involves using a coarse buffing compound and a firm buffing wheel to remove material and smooth the surface.
Color Buffing: Color buffing is a finishing process that gives the metal a bright, shiny appearance. This is the final stage of buffing, where a soft wheel and fine polishing compound are used to bring out the luster of the metal. It is often used for decorative or high-visibility components.
Applications of Buffing:
Jewelry Making: Buffing is essential in jewelry manufacturing to achieve the smooth, polished surfaces that are characteristic of high-quality jewelry. It removes fine scratches and enhances the shine of metals like gold, silver, and platinum.
Automotive Detailing: Buffing is widely used in automotive detailing to polish and restore the shine to metal trim, chrome parts, and painted surfaces. It is also used to remove minor scratches and oxidation from vehicle surfaces, making cars look newer and more visually appealing.
Consumer Products: Many consumer products, such as kitchen appliances, metal furniture, and electronic enclosures, are buffed to give them a polished, professional appearance. Buffing ensures that these items have a smooth finish, free from imperfections, which enhances both their look and feel.
Advantages of Grinding and Buffing
Precision and Accuracy: Grinding provides high levels of precision, allowing manufacturers to achieve tight tolerances and specific dimensions. This is crucial in industries like aerospace and automotive, where small deviations can lead to performance issues.
Surface Quality: Both grinding and buffing improve surface quality by removing imperfections and creating smooth, consistent finishes. This enhances the aesthetic appeal of metal parts and prepares them for further processing, such as painting or coating.
Increased Durability: By removing surface defects and imperfections, grinding and buffing help improve the strength and durability of metal parts. Smooth surfaces are less prone to wear, corrosion, and fatigue, ensuring longer-lasting components.
Improved Functionality: Grinding ensures that parts meet exact specifications, allowing them to function correctly in their intended applications. For example, smooth and precise surfaces on engine components ensure better performance, while polished surfaces on consumer products improve user experience.
Differences Between Grinding and Buffing
Material Removal: Grinding is primarily a material removal process used to shape and refine metal parts. It removes a significant amount of material to correct surface irregularities or achieve specific dimensions. Buffing, on the other hand, is a polishing process that removes very little material, focusing on improving surface appearance rather than altering the shape.
Abrasiveness: Grinding uses hard abrasive materials such as silicon carbide or diamond, making it suitable for removing tough materials and shaping parts. Buffing uses softer abrasives combined with polishing compounds, making it ideal for finishing and smoothing metal surfaces.
Finish: Grinding leaves a relatively rough surface compared to buffing. While grinding is used for shaping and preparing the metal, buffing creates a smooth, polished finish, giving the part its final appearance.
Grinding and buffing are complementary processes that play a crucial role in metalworking. Grinding provides the precision and material removal necessary to shape and prepare metal parts, while buffing enhances the surface finish and gives the metal a polished, professional look. Together, these processes ensure that metal components meet the highest standards of quality, durability, and functionality.
How to Smooth Metal
Forming Process with Sheet Metal Spinning Machine
Smoothing metal involves a variety of techniques and processes aimed at achieving a polished, even surface that is free from imperfections like scratches, burrs, and rough spots. Smoothing is a critical step in metalworking, often used in the final stages of production to prepare the metal for finishing processes such as painting, coating, or plating. Whether the goal is aesthetic appeal or functional performance, smoothing metal ensures that the surface is uniform and free of defects.
The techniques used to smooth metal depend on the type of material, the level of finish required, and the size and shape of the part. Common processes include filing, sanding, grinding, buffing, and polishing, each offering different levels of surface refinement.
Key Techniques for Smoothing Metal
Filing: Filing is one of the simplest methods for smoothing metal, using hand tools to manually remove rough spots, burrs, and other imperfections from the surface. Files are made from hardened steel and come in various shapes and sizes, allowing for precise control over material removal. This technique is often used for small-scale or detailed work, such as smoothing the edges of cut metal sheets or finishing intricate metal components.
Hand Files: Hand files are available in different grades of coarseness, from coarse to fine. Coarse files remove larger amounts of material quickly, while fine files are used for detailed finishing work.
Precision Filing: In industries like jewelry making or fine metalwork, precision filing is used to achieve smooth, uniform edges and surfaces on small, delicate parts. Files can be used to remove burrs, shape metal, and refine the surface before final polishing.
Sanding: Sanding is a common technique for smoothing metal, using abrasive materials such as sandpaper or sanding discs to gradually wear down the surface. Sanding is often used to prepare metal parts for painting, coating, or further finishing processes. It can be done manually or with power tools, depending on the size of the part and the level of finish required.
Manual Sanding: For smaller parts or detailed work, sandpaper is used by hand to smooth the metal surface. Starting with a coarse grit and gradually moving to finer grits allows for effective smoothing without damaging the surface.
Power Sanding: Electric sanders, such as belt sanders or orbital sanders, are used for larger parts or when more material needs to be removed quickly. These machines use rotating sanding pads or belts to evenly smooth the metal surface.
Grinding: Grinding is a more aggressive method of smoothing metal, using abrasive wheels or belts to remove material and eliminate surface imperfections. It is commonly used for parts that require significant material removal, such as welded joints or cast metal components. Grinding is also used to create flat, even surfaces on large metal sheets or structural components.
Surface Grinding: Surface grinding is used to achieve a smooth, flat surface on metal parts. A rotating abrasive wheel grinds down the surface, removing material to create a uniform finish. This technique is widely used in the fabrication of flat metal parts or plates.
Edge Grinding: Grinding is also used to smooth the edges of metal parts after cutting or welding. By removing burrs and rough spots, grinding ensures that the edges are smooth and safe to handle.
Buffing and Polishing: Buffing and polishing are finishing processes used to achieve a high-gloss, smooth surface on metal. Buffing involves the use of soft cloth wheels combined with polishing compounds to remove fine scratches and imperfections. Polishing is the final step, using finer abrasives to achieve a mirror-like finish.
Buffing Compounds: Buffing compounds, such as rouge or tripoli, are applied to the buffing wheel to enhance the polishing effect. These compounds come in varying levels of abrasiveness, allowing for different degrees of polishing.
Polishing for Aesthetic Finish: Polishing is commonly used for decorative metalwork, jewelry, and consumer products where a smooth, reflective surface is desired. It is the final step in smoothing, giving the metal a professional, finished appearance.
Deburring: Deburring is the process of removing small, sharp protrusions or burrs from the surface of metal parts. These burrs are often created during cutting, drilling, or machining operations and must be removed to ensure a smooth, safe surface. Deburring can be done manually with files or abrasive pads, or with specialized deburring machines that automate the process.
Mechanical Deburring: Mechanical deburring machines use rotating brushes or abrasive media to remove burrs and smooth the edges of metal parts. This process is highly efficient for mass production of small to medium-sized metal components.
Thermal Deburring: In some cases, thermal deburring is used to remove burrs from complex or internal surfaces. This process involves using a controlled explosion to vaporize the burrs, leaving behind a smooth surface.
Electropolishing: Electropolishing is an electrochemical process that smooths and polishes metal surfaces by removing a thin layer of material. This technique is often used for stainless steel and other corrosion-resistant metals to create a smooth, shiny surface that is free from burrs and micro-defects. Electropolishing is commonly used in industries where hygiene and precision are critical, such as medical device manufacturing and food processing.
Applications in Stainless Steel Finishing: Electropolishing is frequently used for stainless steel kitchen appliances, surgical instruments, and pharmaceutical equipment to achieve a smooth, non-porous surface that is easy to clean and resistant to corrosion.
Applications of Metal Smoothing
Automotive Industry: Smoothing metal is essential in the automotive industry, where metal parts must meet precise tolerances and have smooth surfaces to function correctly. Smoothing is used on components such as engine blocks, transmission parts, and body panels to ensure they fit together seamlessly and perform reliably.
Aerospace Industry: In aerospace manufacturing, smooth surfaces are critical for reducing drag and ensuring the structural integrity of aircraft components. Smoothing processes are used on parts such as turbine blades, fuselage panels, and landing gear to ensure that they meet the high standards of performance and safety required in aviation.
Jewelry and Decorative Metalwork: Smoothing metal is a crucial step in the production of jewelry and decorative metal items. Fine filing, sanding, and polishing techniques are used to create smooth, shiny surfaces that enhance the aesthetic appeal of the finished product.
Manufacturing and Fabrication: Smoothing metal is a standard process in manufacturing and fabrication, used to prepare metal parts for assembly, painting, or coating. Smoothing ensures that parts fit together correctly, look professional, and meet quality standards.
Benefits of Smoothing Metal
Improved Aesthetics: Smoothing processes enhance the appearance of metal parts by removing imperfections, scratches, and burrs. A smooth, polished surface looks more professional and appealing, especially for consumer products, decorative items, or automotive body parts.
Increased Durability: Smoothing metal removes sharp edges, rough spots, and surface defects that can weaken the material and lead to wear or corrosion. Smooth surfaces are less prone to damage, increasing the durability and longevity of metal parts.
Enhanced Functionality: Smoothing metal ensures that parts fit together properly during assembly, improving the functionality and performance of the final product. Smooth surfaces also reduce friction and wear in moving parts, leading to better efficiency and longer operational life.
Safety: Removing burrs and sharp edges from metal parts ensures that they are safe to handle and use, reducing the risk of injury during assembly or operation. This is particularly important for consumer products, medical devices, and industrial equipment.
Smoothing metal is an essential part of the metalworking process, ensuring that metal parts are functional, durable, and visually appealing. Whether for industrial applications, consumer products, or decorative items, smoothing techniques like filing, sanding, grinding, and polishing play a crucial role in achieving high-quality metal finishes.
Wheel Manufacturing Equipment
Wheel Manufacturing Machines
Wheel manufacturing equipment encompasses the machinery and tools used to produce wheels for various applications, including automotive, aerospace, industrial, and commercial uses. The manufacturing process for wheels involves several key stages, from material preparation and forming to finishing and quality control. Modern wheel production relies heavily on automated equipment to ensure precision, consistency, and efficiency in the manufacturing process.
Wheels are typically made from materials such as steel, aluminum, magnesium alloys, and composites, each requiring specialized equipment to produce durable, lightweight, and high-performance wheels. The type of equipment used depends on the material, the size of the wheels, and the intended application, but the goal is always to produce wheels that meet stringent safety, performance, and durability standards.
Key Types of Wheel Manufacturing Equipment
Casting Machines for Alloy Wheels: For alloy wheels, especially aluminum or magnesium wheels, casting is a common method of production. Casting machines are used to form the basic shape of the wheel by pouring molten metal into a mold. There are different casting methods, including gravity casting, low-pressure casting, and high-pressure casting, each offering specific advantages depending on the design and performance requirements.
Gravity Casting: In gravity casting, molten metal is poured into a mold and allowed to cool and solidify. This process is relatively simple and cost-effective, making it suitable for producing standard alloy wheels. However, gravity-cast wheels tend to be heavier and less strong than wheels produced using more advanced methods.
Low-Pressure Casting: Low-pressure casting involves forcing molten metal into the mold under low pressure. This method results in a more uniform and denser material, improving the strength and durability of the wheel. Low-pressure casting is commonly used for producing high-quality alloy wheels that offer better performance and weight reduction.
High-Pressure Casting (Die Casting): High-pressure casting uses significant pressure to inject molten metal into the mold, creating a denser, stronger wheel. This method is often used for manufacturing wheels that require high strength-to-weight ratios, such as those used in performance vehicles or aerospace applications.
Forging Machines for High-Performance Wheels: Forging is a manufacturing process that uses heat and pressure to form metal into the desired shape. Forged wheels are made by heating a billet of metal, typically aluminum or magnesium, and pressing it into a wheel mold using high-pressure forging machines. The forging process aligns the metal’s grain structure, resulting in a wheel that is significantly stronger, lighter, and more durable than cast wheels.
Hydraulic Press Forging Machines: Hydraulic presses are used to apply immense pressure to the heated metal billet, forcing it into the shape of the wheel. This process produces forged wheels that are lightweight yet extremely strong, making them ideal for high-performance vehicles and racing applications.
Rotary Forging Machines: Rotary forging is a specialized forging technique where the metal is rotated as it is forged into shape. This process allows for more precise control over the wheel’s thickness and weight distribution, resulting in wheels with optimized strength and performance characteristics.
CNC Machining for Wheel Finishing: After casting or forging, wheels often undergo CNC (Computer Numerical Control) machining to refine their shape and add design elements. CNC machines use computer-controlled cutting tools to precisely mill, drill, or engrave details into the wheel. This process is essential for creating intricate designs, reducing weight, and ensuring that the wheel meets exact specifications.
CNC Lathe Machines: CNC lathe machines are used to turn the wheel and remove excess material, ensuring that the wheel has a smooth, uniform surface. This step is crucial for achieving a high-quality finish and ensuring that the wheel is perfectly balanced.
CNC Milling Machines: CNC milling machines are used to add features such as spokes, holes for lug nuts, and other design elements. The precision of CNC milling allows manufacturers to create complex wheel designs while maintaining structural integrity and weight reduction.
Heat Treatment and Strengthening: Heat treatment is a critical step in the wheel manufacturing process, especially for aluminum and steel wheels. Heat treatment improves the material’s strength, hardness, and resistance to fatigue, making the wheel more durable and capable of withstanding the stresses of driving. The process involves heating the wheel to a specific temperature and then rapidly cooling it to alter the metal’s microstructure.
T6 Heat Treatment for Aluminum Wheels: Aluminum wheels often undergo a T6 heat treatment, which involves heating the wheel to a high temperature and then quenching it in water or air. This process increases the wheel’s tensile strength and makes it more resistant to cracking or deformation under load.
Painting and Coating Equipment: Once the wheel has been machined and heat-treated, it is coated with protective finishes to enhance its appearance and protect it from corrosion, UV damage, and wear. Wheel painting and coating equipment is used to apply finishes such as powder coating, clear coats, or anodized finishes. These coatings not only improve the aesthetics of the wheel but also provide a protective barrier against the elements.
Powder Coating Machines: Powder coating involves applying a dry powder to the wheel’s surface and then baking it in an oven to cure the coating. This process results in a durable, uniform finish that is resistant to chipping, scratching, and corrosion.
Anodizing Equipment: Anodizing is used to create a corrosion-resistant oxide layer on aluminum wheels. The anodizing process involves immersing the wheel in an acid bath and applying an electrical current to create a protective layer that enhances the wheel’s durability and aesthetic appeal.
Balancing and Testing Equipment: After the wheels are manufactured, they must be tested and balanced to ensure they meet safety and performance standards. Wheel balancing equipment is used to detect any imbalances in the wheel that could cause vibration or uneven wear during use. Additionally, testing machines are used to simulate real-world driving conditions and measure the wheel’s strength, durability, and resistance to impact.
Wheel Balancing Machines: These machines spin the wheel at high speeds to detect any imbalances in weight distribution. Weights are then added to the wheel to ensure it rotates evenly, preventing vibrations that could affect vehicle performance.
Impact Testing Machines: Impact testing machines simulate collisions or heavy impacts to ensure that the wheels can withstand extreme conditions without cracking or deforming. This testing is especially important for performance wheels used in racing or off-road applications.
Applications of Wheel Manufacturing Equipment
Automotive Industry: The automotive industry is one of the largest users of wheel manufacturing equipment, with millions of wheels produced annually for cars, trucks, and motorcycles. The equipment is used to produce a wide range of wheels, from budget-friendly steel wheels to high-performance forged alloy wheels for sports cars.
Alloy Wheels for Performance Vehicles: High-performance vehicles, such as sports cars and luxury sedans, often use alloy wheels that are lighter and stronger than standard steel wheels. Wheel manufacturing equipment is used to produce these lightweight wheels, improving the vehicle’s handling, acceleration, and fuel efficiency.
Aerospace Industry: In the aerospace industry, lightweight and high-strength wheels are critical for aircraft performance. Wheel manufacturing equipment is used to produce wheels for landing gear, which must withstand the enormous forces generated during takeoff and landing. Forging and CNC machining are commonly used to create the high-performance wheels required in this industry.
Landing Gear Wheels: Aircraft wheels are subjected to extreme stress during takeoff and landing, and they must be able to withstand high temperatures and heavy loads. Wheel manufacturing equipment used in the aerospace industry is designed to produce wheels with exceptional strength and durability.
Industrial and Heavy Machinery: Wheel manufacturing equipment is also used to produce wheels for industrial applications, such as heavy machinery, forklifts, and construction vehicles. These wheels must be highly durable to withstand the harsh conditions of industrial environments.
Heavy-Duty Steel Wheels: Industrial machinery often uses steel wheels due to their strength and resistance to wear. Wheel manufacturing equipment is used to form, machine, and heat-treat these wheels to ensure they can handle the heavy loads and rough conditions encountered in industrial settings.
Motorcycles and Bicycles: Wheels for motorcycles and bicycles are typically made from lightweight materials such as aluminum or carbon fiber. Wheel manufacturing equipment is used to produce wheels that offer a balance of strength, durability, and performance, while minimizing weight.
Carbon Fiber Bicycle Wheels: In the bicycle industry, carbon fiber wheels are prized for their light weight and aerodynamic properties. Specialized manufacturing equipment is used to produce these high-performance wheels, which are commonly used in racing and competitive cycling.
Advantages of Modern Wheel Manufacturing Equipment
Precision and Consistency: Modern wheel manufacturing equipment, especially CNC machining and forging machines, provides high levels of precision and consistency, ensuring that each wheel meets exact specifications. This is critical for performance, safety, and aesthetic appeal.
Material Efficiency: Advanced casting, forging, and machining techniques allow manufacturers to optimize material usage, reducing waste while maintaining the strength and durability of the wheels. This improves cost efficiency and sustainability in wheel production.
Customization and Flexibility: Wheel manufacturing equipment allows for the production of a wide variety of wheel designs, from standard steel wheels to custom alloy wheels with intricate patterns. This flexibility enables manufacturers to meet the diverse needs of the automotive, aerospace, and industrial markets.
Improved Performance and Durability: The combination of forging, CNC machining, and heat treatment ensures that modern wheels are lighter, stronger, and more durable than ever before. This results in improved vehicle performance, fuel efficiency, and safety.
Cost-Effectiveness: Automated wheel manufacturing equipment allows for high-volume production while maintaining consistent quality, reducing labor costs and production time. This makes it possible to produce high-quality wheels at competitive prices.
Wheel manufacturing equipment plays a crucial role in producing the high-performance, durable wheels used in various industries. Whether for cars, aircraft, or heavy machinery, the precision and efficiency of modern equipment ensure that wheels meet the highest standards of safety, performance, and aesthetics.
Wheel Manufacturing Machines
Wheel Manufacturing Machines
Wheel manufacturing machines refer to the specialized equipment used throughout the entire production process of wheels, from forming the raw materials to finishing and testing the final product. These machines are crucial in creating wheels that meet precise specifications for size, weight, strength, and performance. The manufacturing process varies depending on the type of wheel—whether for automotive, aerospace, or industrial use—and the material, such as steel, aluminum, or composite.
Wheel manufacturing involves multiple stages, including casting or forging, CNC machining, heat treatment, surface finishing, and quality control testing. Each stage requires specific machines designed to handle the intricacies of shaping, strengthening, and finishing the wheels to meet industry standards.
Key Types of Wheel Manufacturing Machines
Casting Machines: Casting is one of the primary methods used to produce alloy wheels, especially those made from aluminum or magnesium. Casting machines pour molten metal into molds to form the wheel’s basic shape. Depending on the specific casting method, the machines may use gravity, low pressure, or high pressure to fill the mold and create the wheel.
Low-Pressure Casting Machines: These machines use a low-pressure system to inject molten metal into the wheel mold. Low-pressure casting creates denser, more uniform wheels with fewer air pockets or defects, resulting in higher-quality wheels.
High-Pressure Die Casting Machines: In high-pressure casting, the molten metal is forced into the mold under significant pressure, creating a very strong and precise wheel. This method is ideal for high-performance alloy wheels that require strength and lightweight properties.
Forging Machines: Forging machines are used to create wheels from solid billets of metal. The forging process involves heating the metal and then pressing it into shape using high-pressure hydraulic presses. Forged wheels are known for their superior strength and lightweight properties, making them ideal for high-performance vehicles and racing applications.
Hydraulic Forging Presses: Hydraulic presses apply thousands of tons of pressure to the heated metal, shaping it into the wheel. The high-pressure forging process aligns the metal’s grain structure, making the wheel stronger and more durable than cast alternatives.
CNC Machines: CNC (Computer Numerical Control) machines are essential in wheel manufacturing, particularly for refining the shape, drilling holes for lug nuts, and adding design elements. CNC machines use computer-controlled cutting tools to precisely machine the wheel, ensuring accuracy and consistency across large production runs.
CNC Lathes: CNC lathe machines are used to turn the wheel and remove excess material from the outer edges, ensuring that the wheel is perfectly round and smooth. This process is critical for achieving a balanced wheel that performs well at high speeds.
CNC Milling Machines: These machines are used to add intricate details, such as spoke designs, logos, and other aesthetic features. CNC milling also ensures that the wheel’s weight is optimized, improving its overall performance and handling characteristics.
Heat Treatment Furnaces: Heat treatment is a crucial step in the manufacturing process for alloy wheels. Heat treatment machines, such as furnaces or ovens, are used to heat the wheel to a specific temperature and then cool it rapidly. This process improves the wheel’s strength, hardness, and resistance to fatigue, making it more durable and capable of withstanding the stresses of driving.
T6 Heat Treatment Furnaces: Aluminum wheels often undergo T6 heat treatment, which involves heating the wheel to a high temperature and then rapidly cooling it. This process increases the wheel’s tensile strength and improves its resistance to cracking and deformation.
Finishing Machines: Finishing machines are used to apply protective coatings and finishes to the wheel, enhancing its appearance and protecting it from corrosion, wear, and environmental damage. These machines can apply various types of finishes, including powder coatings, clear coats, and anodized finishes.
Powder Coating Machines: Powder coating machines apply a dry powder finish to the wheel, which is then baked in an oven to create a durable, protective coating. Powder coating is highly resistant to chipping, scratching, and corrosion, making it a popular choice for both aesthetic and functional finishes.
Anodizing Equipment: Anodizing is a process used to enhance the corrosion resistance and durability of aluminum wheels. Anodizing machines apply an oxide layer to the surface of the wheel, improving its resistance to environmental factors like moisture and UV exposure.
Balancing and Testing Machines: After the wheel has been cast, forged, machined, and finished, it must undergo rigorous testing to ensure it meets safety and performance standards. Wheel balancing and testing machines are used to evaluate the wheel’s structural integrity, balance, and durability.
Wheel Balancing Machines: These machines spin the wheel to detect any weight imbalances that could cause vibration or uneven wear during use. Balancing ensures that the wheel rotates smoothly and evenly, which is essential for vehicle performance and safety.
Impact Testing Machines: Impact testing machines simulate real-world driving conditions, such as potholes or collisions, to ensure that the wheel can withstand extreme forces without cracking or deforming. This testing is critical for high-performance wheels used in racing, off-road driving, or other demanding applications.
Applications of Wheel Manufacturing Machines
Automotive Wheel Production: The automotive industry relies heavily on wheel manufacturing machines to produce wheels for cars, trucks, and motorcycles. Machines like casting machines, forging presses, and CNC lathes are used to create wheels that meet the specific performance and aesthetic requirements of different vehicles.
Alloy Wheels for Sports Cars: High-performance sports cars often require lightweight, strong wheels that can withstand the stresses of high-speed driving. Forged wheels, produced using advanced wheel manufacturing machines, offer the strength-to-weight ratio needed for these vehicles.
Aerospace Wheels: Wheel manufacturing machines are also used in the aerospace industry to produce wheels for aircraft landing gear. These wheels must be strong enough to handle the extreme forces encountered during takeoff and landing, while also being lightweight to improve fuel efficiency.
Forged Aluminum Aircraft Wheels: Forged aluminum wheels are commonly used in aircraft landing gear due to their combination of strength, durability, and light weight. Wheel manufacturing machines are used to produce these wheels with the precision required for aerospace applications.
Industrial and Heavy Machinery Wheels: Wheels for industrial and heavy machinery, such as forklifts, cranes, and construction equipment, are produced using wheel manufacturing machines. These wheels must be highly durable to withstand the tough conditions of industrial environments, including heavy loads, rough terrain, and constant use.
Steel Wheels for Heavy Machinery: Steel wheels, known for their strength and durability, are produced using specialized forging and machining equipment to ensure they can handle the intense stresses of industrial applications.
Advantages of Wheel Manufacturing Machines
High Precision and Consistency: Wheel manufacturing machines, especially CNC machining and forging equipment, provide high levels of precision and consistency. This ensures that every wheel produced meets exact specifications, which is critical for performance, safety, and longevity.
Efficiency and Speed: Modern wheel manufacturing machines are highly automated, allowing for the efficient production of large quantities of wheels. This reduces production time and costs, while maintaining consistent quality across all wheels.
Customization Capabilities: CNC machines and other advanced equipment allow manufacturers to customize wheel designs, creating intricate spoke patterns, logos, or unique finishes. This flexibility enables the production of both standard and custom wheels for different markets and applications.
Enhanced Durability and Performance: Forging, heat treatment, and finishing processes enhance the durability and performance of wheels, ensuring they can withstand the stresses of driving, environmental conditions, and impact. This results in longer-lasting, higher-performing wheels.
Cost-Effectiveness: Automated wheel manufacturing machines reduce the need for manual labor and improve material efficiency, resulting in lower production costs. This allows manufacturers to produce high-quality wheels at competitive prices.
Wheel manufacturing machines are integral to the production of high-quality, durable wheels for various industries. Whether for automotive, aerospace, or industrial applications, these machines ensure that wheels meet the highest standards of performance, safety, and durability.
Sheet Metal Hydroforming Machine
Hydroforming Process
A sheet metal hydroforming machine is a specialized piece of equipment used in the process of hydroforming, a metal forming technique that uses high-pressure hydraulic fluid to shape sheet metal into complex and intricate geometries. Hydroforming is widely used in industries like automotive, aerospace, and consumer products because it allows for the creation of lightweight, strong, and structurally sound components with minimal material waste. Sheet metal hydroforming is particularly effective for producing parts with deep, complex shapes, which would be difficult or impossible to achieve using traditional stamping or mechanical forming techniques.
Hydroforming machines apply pressure to a metal blank, which is placed over a die and forced into the desired shape by hydraulic fluid. This process allows manufacturers to create seamless, lightweight parts that are both strong and aesthetically pleasing. Sheet metal hydroforming machines are known for their ability to produce parts with high precision, consistent wall thickness, and excellent surface finish.
Key Components of a Sheet Metal Hydroforming Machine
Hydraulic Press: The hydraulic press is the core of the hydroforming machine, responsible for applying the necessary pressure to form the sheet metal into the desired shape. The press uses hydraulic fluid to generate immense force, which is evenly distributed across the surface of the metal blank. This ensures that the metal flows uniformly into the die, creating a part with consistent thickness and dimensions.
High Pressure for Precision Forming: Hydroforming machines typically operate at pressures ranging from 10,000 to 60,000 psi (pounds per square inch), depending on the material and the complexity of the part being formed. The high pressure allows the metal to conform precisely to the shape of the die, resulting in a finished part with tight tolerances and high structural integrity.
Forming Die: The forming die is a critical component in the hydroforming process. It provides the negative shape that the metal blank will be formed into. The die is usually made from high-strength steel or other durable materials that can withstand the high pressures involved in hydroforming. The die design is highly specialized, as it must account for factors such as material flow, thickness distribution, and the desired final shape of the part.
Die Design for Complex Shapes: One of the major advantages of hydroforming is its ability to create complex, multi-dimensional shapes in a single forming operation. The die is designed to form intricate curves, deep recesses, and sharp details, which would be difficult to achieve using traditional metal forming techniques.
Bladder System: In some hydroforming machines, a rubber or elastomer bladder is used to distribute the hydraulic pressure evenly across the surface of the metal blank. The bladder conforms to the shape of the die and the metal, ensuring that the pressure is applied uniformly. This helps prevent wrinkling, tearing, or uneven material distribution during the forming process.
Uniform Pressure Distribution: The bladder system plays a crucial role in maintaining consistent pressure across the entire surface of the metal blank, ensuring that the part is formed uniformly and without defects. This is particularly important when forming thin or lightweight materials that are prone to wrinkling or distortion.
Control System: Modern hydroforming machines are equipped with advanced control systems that allow operators to precisely control the pressure, timing, and other parameters of the forming process. These systems ensure that the hydroforming process is highly repeatable, allowing for consistent production of parts with minimal variation.
CNC and Automated Control: Many hydroforming machines are equipped with CNC (Computer Numerical Control) systems, which automate the forming process and allow for precise control over the pressure, timing, and position of the hydraulic press. This ensures that each part is formed exactly according to specifications, improving efficiency and reducing waste.
Applications of Sheet Metal Hydroforming Machines
Automotive Industry: The automotive industry is one of the largest users of sheet metal hydroforming technology. Hydroforming is used to produce a wide range of automotive components, including exhaust systems, chassis components, and body panels. The process allows manufacturers to create lightweight parts with high structural integrity, which improves vehicle performance, fuel efficiency, and safety.
Hydroformed Body Panels: Hydroforming is used to create large, complex body panels for cars, such as fenders, hoods, and doors. These panels are often formed in a single operation, reducing the number of welds and seams, which improves the overall strength and appearance of the vehicle.
Exhaust Systems: In automotive exhaust systems, hydroforming is used to produce complex tubing with smooth bends and uniform wall thickness. This improves the flow of exhaust gases and reduces back pressure, leading to better engine performance and lower emissions.
Aerospace Industry: Hydroforming is widely used in the aerospace industry to produce lightweight, high-strength components for aircraft and spacecraft. The ability to create complex shapes with consistent wall thickness and minimal material waste is crucial in aerospace manufacturing, where weight reduction and structural integrity are critical.
Hydroformed Structural Components: Aerospace manufacturers use hydroforming to produce structural components such as bulkheads, fuselage panels, and wing spars. These parts must be lightweight yet capable of withstanding extreme forces and environmental conditions, making hydroforming an ideal manufacturing process.
Consumer Products: Hydroforming is also used to produce high-end consumer products, such as kitchen appliances, lighting fixtures, and furniture. The process allows manufacturers to create aesthetically pleasing, seamless metal parts with intricate shapes and smooth surfaces, enhancing the appearance and durability of the final product.
Seamless Metal Furniture: In the production of modern metal furniture, hydroforming is used to create sleek, curved designs with seamless joints. This not only improves the aesthetics of the furniture but also enhances its structural strength and durability.
Medical Devices: In the medical industry, hydroforming is used to produce components for medical devices and surgical instruments. The process allows for the creation of lightweight, precise parts that meet the strict quality and safety standards required in medical applications.
Hydroformed Surgical Instruments: Hydroforming is used to create stainless steel and titanium surgical instruments with smooth surfaces and intricate shapes. The seamless construction of hydroformed instruments reduces the risk of contamination and makes them easier to clean and sterilize.
Advantages of Sheet Metal Hydroforming Machines
Complex Shapes with High Precision: One of the biggest advantages of hydroforming is its ability to create complex, three-dimensional shapes in a single forming operation. This reduces the need for additional manufacturing steps, such as welding or assembly, and allows for the production of parts with tight tolerances and high structural integrity.
Lightweight and Strong Parts: Hydroforming allows manufacturers to create parts with consistent wall thickness, even in areas with complex curves or deep recesses. This results in parts that are both lightweight and strong, making them ideal for applications where weight reduction and durability are critical, such as in the automotive and aerospace industries.
Reduced Material Waste: Unlike traditional stamping or mechanical forming processes, hydroforming uses high-pressure hydraulic fluid to shape the metal, which minimizes material waste. The metal is stretched uniformly into the desired shape, reducing the amount of scrap generated during the manufacturing process.
Improved Surface Finish: Hydroformed parts often have a smooth surface finish with minimal defects, such as wrinkles or tool marks. This reduces the need for additional finishing processes, such as polishing or sanding, and improves the overall appearance of the final product.
Cost-Effective for Low- to Medium-Volume Production: Hydroforming is particularly cost-effective for low- to medium-volume production runs, as it requires fewer dies and tooling changes compared to traditional metal forming processes. This makes it an attractive option for manufacturers who need to produce small batches of custom or highly specialized parts.
Challenges of Hydroforming
High Initial Setup Costs: The equipment and tooling required for hydroforming can be expensive, making it less cost-effective for very low-volume production runs. However, for medium- to high-volume production, the long-term savings in material costs and reduced manufacturing steps often outweigh the initial setup costs.
Material Limitations: While hydroforming is effective for a wide range of metals, such as aluminum, steel, and titanium, it may not be suitable for certain materials that are too brittle or have limited formability. Careful consideration of the material’s properties is required to ensure successful hydroforming.
Sheet metal hydroforming machines play a crucial role in modern manufacturing, offering the ability to produce complex, lightweight, and high-strength parts with minimal material waste. Whether used in the automotive, aerospace, or consumer goods industries, hydroforming provides manufacturers with a versatile and efficient method for creating high-quality metal components.
Flowforming Sheet Metal
Advantages and Limitations of CNC Metal Spinning
Flowforming sheet metal is a highly specialized manufacturing process used to produce cylindrical or conical parts with precise dimensions, thin walls, and complex geometries. Flowforming is a cold-forming process in which a pre-formed metal blank, typically in the shape of a tube or cup, is stretched and compressed against a rotating mandrel using a series of rollers. The process results in a part that is both lightweight and strong, with excellent dimensional accuracy and surface finish.
Flowforming is widely used in industries such as aerospace, automotive, military, and industrial manufacturing, where high-performance parts with thin walls and complex shapes are required. The process allows for significant material savings and improved mechanical properties compared to traditional manufacturing techniques, making it an ideal choice for producing high-precision components.
The Flowforming Process
Material Selection: The first step in flowforming is selecting the appropriate material for the part. Flowforming is typically used with metals that have good ductility and formability, such as aluminum, titanium, steel, and nickel-based alloys. The material must be able to withstand the forces applied during the forming process without cracking or losing its structural integrity.
Common Materials for Flowforming: Aluminum and titanium are commonly used in aerospace and automotive applications due to their high strength-to-weight ratios. Steel and nickel-based alloys are used for parts that require excellent wear resistance, such as military or industrial components.
Preforming the Blank: Before the flowforming process begins, the metal blank is pre-formed into a basic cylindrical or conical shape, known as a preform. The preform is typically created using processes such as deep drawing, spinning, or forging. This preform will then be stretched and shaped into the final part during the flowforming process.
Preform Shape and Size: The size and shape of the preform are critical to the success of the flowforming process. The preform must be designed to accommodate the stretching and thinning that will occur during forming, ensuring that the final part has the correct dimensions and wall thickness.
Mounting the Preform on the Mandrel: Once the preform is created, it is mounted onto a rotating mandrel, which acts as the forming tool. The mandrel is designed to match the inner shape of the final part, providing support and guiding the material as it is stretched and compressed by the flowforming rollers.
Mandrel Design for Precision: The mandrel is a critical component of the flowforming process, as it determines the final shape and dimensions of the part. The mandrel must be precisely machined to match the required tolerances, ensuring that the finished part meets the specified dimensions.
Roller Forming: During the flowforming process, a series of rollers apply pressure to the preform, gradually stretching and thinning the material as it rotates on the mandrel. The rollers move along the length of the preform, compressing the metal against the mandrel and reducing the wall thickness while increasing the length of the part.
Controlled Material Flow: Flowforming requires precise control over the material flow, ensuring that the metal is stretched uniformly along the length of the part. This control allows manufacturers to achieve extremely thin walls with high precision, even in parts with complex geometries.
Final Part Removal and Heat Treatment: After the flowforming process is complete, the finished part is removed from the mandrel. Depending on the material and the application, the part may undergo additional heat treatment to improve its mechanical properties, such as hardness, strength, and fatigue resistance.
Heat Treatment for Strength: Many flowformed parts, especially those made from steel or titanium, undergo heat treatment to increase their strength and durability. This ensures that the part can withstand the stresses and conditions it will encounter in its final application.
Applications of Flowforming Sheet Metal
Aerospace Industry: Flowforming is widely used in the aerospace industry to produce lightweight, high-strength components for aircraft and spacecraft. The process is particularly well-suited for creating thin-walled, cylindrical parts such as rocket motor casings, fuselage sections, and exhaust cones.
Rocket Motor Casings: Flowforming is used to produce rocket motor casings due to its ability to create thin, lightweight parts with excellent dimensional accuracy. The process ensures that the casings can withstand the extreme pressures and temperatures encountered during flight.
Automotive Industry: In the automotive industry, flowforming is used to create lightweight, high-performance components such as wheel rims, drive shafts, and suspension components. The process allows manufacturers to reduce the weight of these parts without compromising their strength or durability.
Lightweight Wheel Rims: Flowforming is used to create lightweight alloy wheels for high-performance vehicles. The process ensures that the wheels have the strength needed to handle the stresses of driving, while minimizing weight to improve fuel efficiency and handling.
Military Applications: Flowforming is used to produce a wide range of military components, including artillery shells, missile casings, and armor-piercing projectiles. The process allows for the creation of thin-walled, high-strength parts that can withstand the extreme forces encountered in military applications.
Artillery Shell Casings: Flowforming is used to produce artillery shell casings with thin walls and high strength. The process ensures that the shells can withstand the high pressures generated during firing while remaining lightweight for improved accuracy and range.
Industrial and Energy Sectors: Flowforming is also used in the production of components for industrial machinery, energy production, and oil and gas exploration. The process allows for the creation of durable, high-strength parts that can withstand harsh operating conditions.
Turbine Housings: In the energy sector, flowforming is used to produce turbine housings and other components for power generation. These parts must be able to withstand high temperatures and pressures, making flowforming an ideal manufacturing process.
Advantages of Flowforming Sheet Metal
High Strength-to-Weight Ratio: Flowforming allows manufacturers to produce parts with extremely thin walls while maintaining high strength and structural integrity. This results in lightweight components that are ideal for applications where weight reduction is critical, such as in aerospace and automotive manufacturing.
Material Efficiency: Flowforming uses a cold-forming process that minimizes material waste. The material is stretched and thinned, allowing manufacturers to produce parts with consistent wall thickness and minimal scrap. This improves cost efficiency and reduces the environmental impact of production.
Dimensional Accuracy: Flowforming provides excellent control over the final dimensions of the part, ensuring that each component meets precise tolerances. This is particularly important in industries such as aerospace and military manufacturing, where even small deviations in part dimensions can lead to performance issues.
Improved Mechanical Properties: The cold-forming process used in flowforming improves the mechanical properties of the metal, such as its hardness, tensile strength, and fatigue resistance. This makes flowformed parts more durable and capable of withstanding extreme conditions, such as high temperatures and pressures.
Versatility: Flowforming can be used with a wide range of metals, including aluminum, steel, titanium, and nickel-based alloys. This makes the process highly versatile, allowing manufacturers to produce components for a variety of industries and applications.
Challenges of Flowforming
Complex Tooling Requirements: Flowforming requires highly specialized tooling, including precision mandrels and rollers. The cost of designing and manufacturing these tools can be high, especially for custom parts with complex geometries.
Material Limitations: While flowforming is suitable for many ductile metals, it may not be effective for materials that are brittle or have limited formability. Manufacturers must carefully select materials that can withstand the stretching and compressing forces applied during the flowforming process.
Flowforming sheet metal is a highly efficient and versatile process used to produce lightweight, high-precision components with complex geometries. Whether in aerospace, automotive, or military applications, flowforming provides manufacturers with a cost-effective solution for creating parts that meet the highest standards of performance and durability.
Can End Curler Tooling
Can End Curling Machines
Can end curler tooling refers to the specialized tools and equipment used to create the curled edges of metal can ends, such as those found on beverage cans, food cans, and other types of containers. The curling process is crucial in the can manufacturing industry because it ensures a secure and smooth connection between the can body and the can lid. The curl provides both structural integrity and a safe, rounded edge, preventing sharp metal edges that could cause injury.
Can end curler tooling is typically part of a larger can-making process, where the can lid is formed, curled, and prepared for seaming (joining the can lid to the body). This equipment is designed to handle high-speed production, enabling manufacturers to produce millions of can ends efficiently while maintaining consistent quality and safety standards.
Key Components of Can End Curler Tooling
Curling Rollers: Curling rollers are a crucial component of can end curler tooling. These rollers are designed to apply pressure and form the edges of the can end into a smooth, rounded curl. As the can end passes through the machine, the rollers gradually bend the metal, forming a uniform curl around the entire circumference of the lid.
Precision in Curl Formation: Curling rollers must apply consistent pressure to ensure that the curl is formed evenly around the can end. Any variations in pressure can result in a weak or uneven curl, which may lead to sealing issues during the canning process.
Die and Punch System: The die and punch system is responsible for holding the can end in place and guiding it through the curling process. The die provides a form or template that the can end is shaped around, while the punch presses the can end into the die. This ensures that the curl is formed to precise specifications, with the correct dimensions and profile.
Die Design for Different Can Sizes: Can end curler tooling must be adaptable to accommodate different can sizes, from small beverage cans to larger food cans. The die and punch system is typically designed to be adjustable or interchangeable, allowing manufacturers to switch between different can sizes quickly and efficiently.
Lubrication System: To ensure smooth operation and prevent damage to the can end or the tooling, a lubrication system is often integrated into can end curler machines. This system applies a thin layer of lubricant to the can end as it passes through the rollers and die, reducing friction and wear on both the can and the tooling.
Lubricant for Consistent Curling: The type and amount of lubricant used in the curling process are carefully controlled to ensure that the can end is formed smoothly without defects. Too much or too little lubrication can lead to problems such as tearing, wrinkling, or uneven curling.
Control System: Modern can end curler tooling is often equipped with an advanced control system that monitors the speed, pressure, and alignment of the tooling. This ensures that each can end is curled to the correct specifications, even at high production speeds.
Automated Adjustment for High-Speed Production: Automated control systems allow for real-time adjustments during the production process, ensuring that the curling operation remains consistent and efficient. This is particularly important in large-scale canning operations, where thousands of can ends may be produced per minute.
The Curling Process in Can Manufacturing
Initial Cutting and Stamping: The can end starts as a flat metal blank, typically made from aluminum or tinplate. The first step in the process is cutting the metal into circular blanks and stamping them into the basic shape of the can end. This includes forming features like the panel (the flat center area of the lid) and the chuck wall (the area that will eventually be curled).
Curling the Edges: After the can end has been stamped, it is passed through the curler tooling, where the edges are gradually formed into a smooth, rounded curl. The curl provides a strong, secure edge that will later be used to join the lid to the can body during the seaming process.
Multi-Stage Curling Process: In some cases, the curling process may be completed in multiple stages. The can end may pass through several sets of rollers, with each set applying a different amount of pressure to gradually form the curl. This ensures that the metal is not overstressed or damaged during the curling process.
Inspection and Quality Control: Once the curling process is complete, the can ends are inspected to ensure that they meet the required specifications. This includes checking the dimensions of the curl, the smoothness of the edge, and the overall integrity of the can end. Any defects, such as uneven curls or sharp edges, are flagged for rejection.
Automated Inspection Systems: Many can manufacturing operations use automated inspection systems to check the quality of each can end as it comes off the production line. These systems use cameras and sensors to measure the curl and detect any defects, ensuring that only high-quality can ends proceed to the next stage of production.
Applications of Can End Curler Tooling
Beverage Industry: The beverage industry is the largest user of can end curler tooling, with billions of cans produced each year for products like soda, beer, energy drinks, and sparkling water. The curling process is critical for ensuring that beverage cans are sealed securely and can withstand the pressures of carbonation.
Curling for Beverage Cans: In beverage cans, the curled edge provides a secure connection between the can lid and body, which is critical for maintaining the internal pressure of carbonated drinks. The curl also creates a smooth edge for consumer safety when the can is opened.
Food Packaging: Can end curler tooling is also widely used in the food packaging industry, where it is used to produce can ends for products like soups, vegetables, fruits, and pet food. The curling process ensures that the can ends are strong enough to withstand the sealing process and maintain a tight, hermetic seal.
Sealing Food Cans: The curled edge of the can end is crucial for the seaming process, where the lid is joined to the body of the can. A strong, uniform curl ensures that the can remains sealed and protects the contents from contamination or spoilage.
Aerosol Cans: Can end curler tooling is also used in the production of aerosol cans, such as those used for deodorant, hairspray, and cleaning products. These cans require a strong, secure seal to contain pressurized gases, making the curling process an essential step in manufacturing.
Aerosol Can Ends: The curled edges of aerosol can ends are designed to withstand the internal pressure of the can while providing a smooth, safe edge for handling.
Specialty Cans: Can end curler tooling is also used to produce specialty cans for products like paints, solvents, and chemicals. These cans often require thicker metal and more robust curling processes to ensure that they can safely contain potentially hazardous materials.
Industrial Cans: In the production of industrial cans, the curling process must be precise to ensure that the can end is strong enough to handle heavy-duty sealing and storage conditions.
Advantages of Can End Curler Tooling
Increased Production Efficiency: Can end curler tooling is designed for high-speed production, allowing manufacturers to produce large quantities of can ends quickly and efficiently. This is especially important in industries like beverage and food packaging, where millions of cans are produced daily.
Consistent Quality: Can end curler tooling ensures that each can end is formed with consistent quality, providing uniform curls that are free from defects. This reduces the risk of leaks or contamination during the canning process, ensuring that the final product is safe for consumers.
Improved Safety: The curling process creates a smooth, rounded edge on the can end, reducing the risk of injury to consumers when opening or handling the can. This is particularly important in the beverage industry, where sharp edges could pose a safety hazard.
Enhanced Durability: The curled edge of the can end provides added strength and durability, allowing the can to withstand the pressures of sealing, transportation, and storage. This is especially important for cans that contain carbonated beverages or pressurized products like aerosols.
Adaptability to Different Can Sizes: Can end curler tooling is highly adaptable, allowing manufacturers to produce can ends for a wide range of container sizes and types. This flexibility makes it an essential tool in the production of cans for various industries, from food and beverages to industrial chemicals and household products.
Challenges in Can End Curling
Tool Wear and Maintenance: Can end curler tooling is subject to significant wear and tear due to the high-speed nature of the production process and the constant contact with metal. Regular maintenance and tool replacement are necessary to ensure that the tooling remains in good condition and continues to produce high-quality can ends.
Precision Requirements: The curling process requires a high degree of precision to ensure that the curl is formed correctly and uniformly around the entire circumference of the can end. Even small variations in the curling process can lead to defects, such as uneven curls or weak seams.
Can end curler tooling is a critical component in the can manufacturing process, providing the precision and consistency needed to produce high-quality, safe, and durable can ends for a wide range of products. Whether used in the beverage, food, or industrial packaging industries, this tooling ensures that cans are sealed securely and ready for consumer use.
Can End Curling Machines
Drum End Manufacturing
Can end curling machines are specialized machines designed to create the curled edges of metal can ends, which are used to seal cans in the beverage, food, and aerosol industries. The curling process is a critical step in the can manufacturing process, as it forms a smooth, rounded edge on the can lid, ensuring that the can end can be securely seamed to the can body. Curling machines are essential for producing safe, durable can ends that meet industry standards for quality, strength, and safety.
Curling machines are typically used in high-volume can manufacturing operations, where speed and precision are paramount. These machines are capable of producing thousands of can ends per hour, ensuring that manufacturers can meet the demands of large-scale production while maintaining consistent quality. The curling process helps prevent sharp edges on the can end and ensures that the lid can be securely joined to the can body during the seaming process.
Key Features of Can End Curling Machines
High-Speed Production: Can end curling machines are designed for high-speed production, with the ability to curl thousands of can ends per hour. This makes them essential for large-scale can manufacturing operations, such as those found in the beverage and food industries. The machines operate continuously, with can ends fed into the machine, curled, and then automatically ejected for further processing.
Efficiency in High-Volume Production: The high-speed capabilities of curling machines ensure that manufacturers can meet the demands of mass production while maintaining consistent quality and precision in each can end.
Multi-Stage Curling Process: Can end curling machines often use a multi-stage curling process to gradually form the curl on the can end. In the first stage, the edges of the can end are pre-curled, and in subsequent stages, the curl is completed, ensuring that the metal is formed smoothly and uniformly without wrinkling or cracking.
Step-by-Step Curl Formation: The multi-stage process allows the metal to be curled gradually, which reduces the risk of damaging the can end or causing defects. Each stage applies a different amount of pressure to the metal, ensuring a precise, smooth curl.
Automated Control System: Modern can end curling machines are equipped with automated control systems that monitor and adjust the curling process in real-time. These systems ensure that the pressure, speed, and alignment of the curling rollers are optimized for each can end, preventing defects and ensuring consistent quality.
CNC Control for Precision Curling: Many curling machines use CNC (Computer Numerical Control) systems to automate the curling process and ensure precise control over the machine’s movements. This allows for accurate, repeatable results across large production runs.
Adjustable Tooling for Different Can Sizes: Can end curling machines are designed to accommodate different can sizes, allowing manufacturers to switch between various can end diameters quickly and efficiently. The tooling on the machine can be adjusted or changed to curl can ends of different sizes, from small beverage cans to larger food cans.
Flexibility in Can Production: The ability to switch between different can sizes makes curling machines versatile, enabling manufacturers to produce a wide range of products without the need for multiple machines.
Integrated Lubrication System: Curling machines often feature an integrated lubrication system that applies a thin layer of lubricant to the can end as it passes through the curling rollers. This reduces friction and wear on both the can end and the machine, ensuring smooth operation and extending the life of the tooling.
Reducing Wear and Tear: Proper lubrication helps prevent damage to the curling rollers and other machine components, ensuring that the machine operates efficiently and with minimal downtime for maintenance.
The Curling Process in Can Manufacturing
Feeding the Can Ends: The can ends are fed into the curling machine either manually or through an automated system. The machine grabs each can end and positions it for the curling process. The can ends are usually cut and stamped from a flat sheet of metal, such as aluminum or steel, before being passed to the curling machine.
Automated Feeding Systems: In high-volume production, can end curling machines are typically integrated into a larger production line with automated feeding systems that continuously supply the machine with can ends. This ensures a smooth, uninterrupted production process.
Curling the Can End: Once the can end is positioned in the machine, it passes through a series of curling rollers that gradually form the edge into a smooth, rounded curl. The rollers apply pressure to the edges of the can end, bending the metal around a forming die to create the desired curl shape.
Controlled Curling for Uniform Results: The pressure applied by the rollers is carefully controlled to ensure that the curl is formed uniformly around the entire circumference of the can end. This is essential for ensuring that the can end can be securely seamed to the can body later in the production process.
Final Inspection and Ejection: After the curling process is complete, the can ends are inspected to ensure that they meet quality standards. Automated inspection systems are often used to check for defects such as uneven curls, cracks, or sharp edges. Once the can end passes inspection, it is ejected from the machine and moved to the next stage of production, such as sealing or seaming.
Quality Control Systems: Curling machines are often equipped with advanced inspection systems that use cameras and sensors to measure the dimensions and quality of each can end. Any defective can ends are automatically rejected, ensuring that only high-quality products proceed to the next stage of manufacturing.
Applications of Can End Curling Machines
Beverage Can Production: The beverage industry relies heavily on can end curling machines to produce high-quality can ends for soda, beer, and other drinks. The curling process is critical for creating the smooth, rounded edges that are essential for consumer safety and for sealing the can during the packaging process.
Curling for Carbonated Beverage Cans: For carbonated beverages, the curled edge of the can end provides a secure seal that can withstand the internal pressure of carbonation. This ensures that the beverage remains fresh and properly sealed until it is opened by the consumer.
Food Can Manufacturing: Can end curling machines are also widely used in the food packaging industry to produce can ends for products like soups, vegetables, sauces, and pet food. The curling process ensures that the can ends are strong and durable, allowing them to be securely seamed to the can body and maintain a hermetic seal.
Sealing Food Products: The curled edges of food can ends are essential for the seaming process, which creates a tight, airtight seal that preserves the freshness of the food and prevents contamination.
Aerosol Can Production: Aerosol cans, such as those used for deodorant, hairspray, and household cleaners, require strong, secure can ends that can withstand the internal pressure of the product. Curling machines are used to produce can ends with the strength and durability needed for aerosol cans.
Pressure-Resistant Can Ends: The curling process ensures that aerosol can ends are strong enough to handle the internal pressure of the product while providing a smooth edge for consumer safety.
Paint and Chemical Cans: Curling machines are also used to produce can ends for paint, solvent, and chemical cans. These cans require strong, secure seals to prevent leaks and ensure the safe storage and transportation of potentially hazardous materials.
Durability for Industrial Cans: In the production of industrial cans, the curling process ensures that the can end is strong enough to withstand heavy-duty use and storage conditions.
Advantages of Can End Curling Machines
High Production Speed: Can end curling machines are designed for high-speed production, allowing manufacturers to produce large quantities of can ends efficiently. This is essential for industries like beverage and food packaging, where millions of cans are produced daily.
Consistent Quality: Curling machines ensure that each can end is curled with consistent quality, reducing the risk of defects such as sharp edges, cracks, or uneven curls. This is critical for maintaining the safety and integrity of the final product.
Flexibility for Different Can Sizes: Can end curling machines are highly adaptable, allowing manufacturers to produce can ends for a wide range of container sizes. This flexibility is essential for manufacturers that produce cans for different industries and products.
Safety and Consumer Protection: The curling process ensures that the edges of the can end are smooth and safe to handle, reducing the risk of injury to consumers when opening or handling the can. This is particularly important in the beverage industry, where cans are often opened by hand.
Reduced Material Waste: Curling machines are designed to minimize material waste by precisely forming the curl without over-stressing or damaging the metal. This results in more efficient use of materials and reduces the overall cost of production.
Challenges of Can End Curling Machines
Tooling Wear and Maintenance: The high-speed nature of can end curling machines can lead to wear and tear on the tooling, requiring regular maintenance and replacement to ensure consistent quality. Proper maintenance is essential to prevent downtime and ensure the machine operates efficiently.
High Initial Investment: Can end curling machines represent a significant capital investment, particularly for smaller manufacturers. However, the long-term benefits in terms of production efficiency, quality, and safety often justify the initial cost.
Can end curling machines are an essential part of the can manufacturing process, providing the precision and efficiency needed to produce high-quality can ends for a wide range of industries. Whether used for beverage cans, food packaging, or aerosol products, these machines ensure that can ends are safe, durable, and ready for sealing and shipping.
Hydraulic Press Forming Machine
Manufacturing Process of Hydraulic Presses
A hydraulic press forming machine is a powerful machine used in metal forming processes to shape and mold materials using high-pressure hydraulic fluid. Hydraulic press forming is one of the most versatile metalworking processes, used to produce a wide range of parts and components in industries such as automotive, aerospace, construction, and manufacturing. Hydraulic presses are known for their ability to apply consistent, controlled force, making them ideal for forming materials that require high precision and uniform pressure distribution.
Hydraulic press forming machines use hydraulic cylinders to generate the pressing force, which is transmitted to the material through a die or punch. These machines are highly flexible, allowing manufacturers to perform various forming processes such as stamping, bending, drawing, and punching. Hydraulic presses can handle different types of materials, including metals, plastics, rubber, and composites, and are capable of forming parts with complex geometries and tight tolerances.
Key Components of a Hydraulic Press Forming Machine
Hydraulic Cylinder: The hydraulic cylinder is the core component of the press, responsible for generating the force required to form the material. Hydraulic fluid is pumped into the cylinder, pushing the piston downward and applying pressure to the material. The amount of force applied depends on the size of the cylinder, the pressure of the hydraulic fluid, and the material being formed.
High Pressure for Heavy-Duty Forming: Hydraulic press forming machines can generate pressures ranging from a few tons to several thousand tons, depending on the machine’s capacity. This makes them suitable for a wide range of forming operations, from small precision parts to large structural components.
Press Frame: The press frame is the structural support that holds the hydraulic cylinder and other components in place. It must be strong enough to withstand the immense forces generated during the forming process. Press frames come in various designs, including C-frame, H-frame, and four-post configurations, each offering different advantages in terms of space, stability, and accessibility.
C-Frame Presses: C-frame presses are open on three sides, allowing easy access to the work area and facilitating manual loading and unloading of parts. This makes them ideal for small to medium-sized parts that require frequent tool changes or adjustments.
Four-Post Presses: Four-post presses provide excellent stability and are used for forming larger, heavier parts. The four-post design distributes the force evenly across the press, reducing the risk of deflection and ensuring precise, repeatable results.
Die and Punch System: The die and punch system is responsible for shaping the material during the forming process. The die is a negative mold that holds the material in place, while the punch applies pressure to the material, forcing it into the shape of the die. Hydraulic presses can accommodate a wide variety of dies, allowing for different types of forming operations.
Interchangeable Dies for Flexibility: Hydraulic press forming machines are often equipped with interchangeable dies, allowing manufacturers to switch between different forming operations quickly and efficiently. This flexibility is essential for producing parts with varying shapes, sizes, and materials.
Hydraulic Pump and Control System: The hydraulic pump is responsible for generating the pressure needed to operate the press. Modern hydraulic presses are equipped with advanced control systems that allow operators to precisely adjust the pressure, speed, and stroke length of the press. These systems ensure that the forming process is highly repeatable and that each part meets the required specifications.
Automated Control for Precision: Many hydraulic press forming machines use CNC (Computer Numerical Control) or PLC (Programmable Logic Controller) systems to automate the press operation. This ensures that each part is formed with consistent quality and reduces the risk of errors or defects during production.
Common Hydraulic Press Forming Processes
Stamping: Stamping is one of the most common processes performed using hydraulic press forming machines. In stamping, a sheet of metal is placed between a die and a punch, and the press applies pressure to create a specific shape. Stamping is widely used in industries such as automotive, aerospace, and appliance manufacturing to produce parts like brackets, panels, and enclosures.
Deep Drawing for Complex Shapes: Deep drawing is a type of stamping used to create parts with deep, hollow shapes, such as automotive body panels, fuel tanks, and cookware. The hydraulic press applies gradual, controlled pressure, allowing the material to be drawn into the die without tearing or wrinkling.
Bending: Bending is another common process performed on hydraulic presses. The press applies pressure to a metal sheet or tube, forcing it to bend at a precise angle. Bending is used to create parts like brackets, frames, and structural components. Hydraulic presses are ideal for bending operations because they provide smooth, consistent force, ensuring that the material bends uniformly.
V-Bending and U-Bending: Hydraulic presses can perform various types of bending, including V-bending, where the material is bent into a V-shape, and U-bending, where the material is bent into a U-shape. These bending operations are essential for creating structural components and frames used in industries like construction and manufacturing.
Punching and Piercing: Punching involves using a punch and die to cut holes or shapes in a sheet of metal. Hydraulic press forming machines are commonly used for punching operations, as they can apply the necessary force to cut through thick or hard materials. Punching is used to create holes for fasteners, ventilation, or other functional features in metal parts.
Precision Punching for High Tolerances: Hydraulic presses provide the precise control needed for punching operations that require tight tolerances, such as creating bolt holes, slots, or cutouts in metal parts.
Embossing: Embossing is a forming process that creates raised or recessed designs on the surface of a material. Hydraulic presses are used for embossing operations in industries like automotive, aerospace, and consumer goods manufacturing. Embossed designs can add strength, rigidity, or aesthetic appeal to metal parts.
Textured Metal Panels: In the automotive industry, embossing is used to create textured metal panels for car interiors, trim pieces, and other components. The hydraulic press ensures that the embossed patterns are consistent and uniform across all parts.
Applications of Hydraulic Press Forming Machines
Automotive Manufacturing: Hydraulic press forming machines are widely used in the automotive industry to produce a variety of components, including body panels, chassis parts, brackets, and structural reinforcements. The high precision and force of hydraulic presses make them ideal for forming parts that require complex shapes and tight tolerances.
Body Panels and Frames: Hydraulic presses are used to form large automotive body panels, such as doors, hoods, and fenders. The deep drawing capabilities of hydraulic presses ensure that these parts are formed with smooth, uniform surfaces and without defects.
Aerospace Industry: The aerospace industry uses hydraulic press forming machines to produce lightweight, high-strength components for aircraft and spacecraft. Hydraulic presses are used for forming parts like fuselage panels, wing spars, and structural supports, where precision and strength are critical.
Precision Forming for Aerospace Parts: The ability to apply consistent force and control the forming process makes hydraulic presses ideal for producing parts with tight tolerances and complex geometries, which are essential for aerospace applications.
Construction and Heavy Machinery: Hydraulic press forming machines are used to produce structural components for construction equipment, heavy machinery, and industrial applications. These presses can handle thick, heavy materials like steel and iron, forming them into parts that are strong, durable, and capable of withstanding heavy loads.
Steel Frames and Beams: Hydraulic presses are used to form steel beams, frames, and other structural components used in construction and heavy machinery. The high pressing force of hydraulic machines ensures that these parts are formed with the strength and durability required for demanding applications.
Consumer Goods and Appliances: In the consumer goods industry, hydraulic press forming machines are used to produce a wide range of metal products, including kitchen appliances, cookware, electronics enclosures, and furniture components. The forming process allows manufacturers to create lightweight, aesthetically pleasing products with complex shapes and smooth surfaces.
Stamped and Embossed Metal Panels: Hydraulic presses are used to create stamped and embossed metal panels for products like refrigerators, ovens, and washing machines. These panels provide both structural strength and a high-quality finish.
Advantages of Hydraulic Press Forming Machines
High Precision and Control: Hydraulic press forming machines offer precise control over the pressure, speed, and stroke length, allowing manufacturers to produce parts with tight tolerances and consistent quality. This makes hydraulic presses ideal for applications where precision is critical, such as automotive and aerospace manufacturing.
Versatility: Hydraulic presses are versatile machines that can perform a wide range of metal forming processes, including stamping, bending, punching, deep drawing, and embossing. This flexibility makes them suitable for a variety of industries and applications, from small precision parts to large structural components.
Smooth, Consistent Force: Unlike mechanical presses, which deliver force in a rapid, single stroke, hydraulic presses apply smooth, continuous pressure, allowing for more controlled and uniform forming. This reduces the risk of defects like wrinkling, tearing, or uneven material distribution.
Adaptability to Different Materials: Hydraulic press forming machines can handle a wide variety of materials, including metals, plastics, rubber, and composites. This adaptability allows manufacturers to produce parts with different materials and properties, making hydraulic presses a valuable tool for diverse manufacturing operations.
Cost-Effectiveness for Small- and Medium-Batch Production: Hydraulic presses are particularly cost-effective for small- to medium-batch production runs, as they require less tooling and setup compared to mechanical presses. This makes them ideal for manufacturers that need to produce custom or specialized parts in smaller quantities.
Challenges of Hydraulic Press Forming Machines
Slower Cycle Times: Hydraulic presses typically have slower cycle times compared to mechanical presses, as the hydraulic system must build pressure before each stroke. This can be a disadvantage in high-volume production environments where speed is a priority.
Higher Energy Consumption: Hydraulic press forming machines tend to consume more energy than mechanical presses, especially for large, high-tonnage applications. However, advancements in hydraulic technology have led to more energy-efficient designs in modern presses.
Hydraulic press forming machines are essential tools in modern manufacturing, providing the precision, force, and versatility needed to produce high-quality metal parts for a wide range of industries. Whether used in automotive, aerospace, construction, or consumer goods production, these machines ensure that parts are formed with consistent quality, strength, and durability.
Metal Buffing and Polishing Machines
Metal Surface Finishing Machine
Metal buffing and polishing machines are specialized tools used to smooth, shine, and enhance the surface finish of metal components. These machines are essential in various industries, such as automotive, aerospace, jewelry making, and manufacturing, where high-quality surface finishes are required for both aesthetic and functional purposes. Buffing and polishing improve the appearance of metal parts and enhance their corrosion resistance, durability, and smoothness, making them easier to clean and maintain.
Buffing and polishing machines use abrasive materials, such as polishing compounds and cloth or felt wheels, to remove fine scratches, oxidation, and other surface imperfections. The process can be automated or performed manually, depending on the size and complexity of the part being polished. These machines are widely used to finish products made from materials like stainless steel, aluminum, brass, copper, and other metals.
Key Components of Metal Buffing and Polishing Machines
Buffing and Polishing Wheels: Buffing and polishing machines use rotating wheels made from soft materials like cloth, felt, or foam to apply polishing compounds to the metal surface. The wheels are designed to rotate at high speeds, allowing the polishing compound to remove fine scratches and imperfections while creating a smooth, shiny finish.
Cloth and Felt Wheels: Cloth and felt wheels are the most common types of buffing wheels, and they come in various levels of hardness and coarseness. Soft cloth wheels are used for fine polishing, while harder felt wheels are used for more aggressive buffing operations.
Polishing Compounds: Polishing compounds are abrasive materials applied to the buffing wheel to aid in the polishing process. These compounds come in various grades, from coarse to fine, depending on the level of finish required. Common polishing compounds include rouge (a fine red abrasive used for high-gloss finishes) and tripoli (a coarser abrasive used for initial polishing).
Compounds for Different Metals: Different metals require different polishing compounds to achieve the desired finish. For example, stainless steel may require a more aggressive compound to remove oxidation and surface imperfections, while softer metals like brass or aluminum may need a finer compound for a mirror-like finish.
Motor and Speed Controls: Buffing and polishing machines are equipped with motors that drive the rotating buffing wheels. These motors are typically adjustable, allowing the operator to control the speed of the wheels depending on the material and the desired finish. Slower speeds are used for fine polishing, while higher speeds are used for more aggressive buffing operations.
Variable Speed Control for Precision: Many buffing and polishing machines feature variable speed controls, allowing operators to adjust the rotation speed of the wheels for different stages of the polishing process. This ensures that the polishing is done consistently without damaging the metal surface.
Workpiece Holders and Clamps: Larger buffing and polishing machines often include workpiece holders or clamps that secure the metal part in place during the polishing process. This ensures that the part remains steady and allows the operator to focus on achieving an even, consistent finish across the entire surface.
Secure Workholding for Consistent Results: Workholding devices are particularly important when polishing large or heavy metal parts, as they help prevent movement or vibration during the process, resulting in a smoother finish.
Dust Collection System: Buffing and polishing can generate significant amounts of dust and debris from the polishing compounds and metal being processed. Many machines are equipped with dust collection systems to capture this dust and keep the work area clean and safe for operators.
Dust Control for Clean Operation: A dust collection system helps maintain a clean workspace and reduces the risk of airborne particles affecting the quality of the finish. It also improves operator safety by reducing exposure to harmful dust and fumes.
Buffing and Polishing Process
Surface Preparation: Before buffing or polishing, the metal surface must be properly prepared. This may involve grinding, sanding, or filing to remove any deep scratches, weld marks, or surface imperfections. Surface preparation ensures that the metal is smooth and ready for the polishing process, allowing for a more even finish.
Sanding for Smoother Surface: Sanding is often used to smooth out rough spots or deep scratches before polishing. Starting with a coarse grit and gradually moving to finer grits ensures that the metal is ready for the buffing and polishing stages.
Initial Buffing: The first step in the polishing process is usually a more aggressive buffing operation, where a coarse polishing compound is applied to the buffing wheel. This step removes any remaining surface imperfections, such as oxidation or light scratches, and begins the process of smoothing the metal surface.
Cut Buffing for Material Removal: Cut buffing involves using a coarse polishing compound and a firm buffing wheel to remove material and smooth the surface. This step is often used for stainless steel and other metals that require a high level of surface refinement.
Polishing and Finishing: After the initial buffing, a finer polishing compound is applied to the wheel, and the metal is polished to achieve a high-gloss or mirror-like finish. This step involves using a softer buffing wheel and finer abrasive compounds to remove any remaining scratches and create a smooth, reflective surface.
Final Polishing for High Shine: Final polishing involves using the finest polishing compounds, such as rouge, to create a high-shine finish. This step is particularly important for decorative metalwork, jewelry, and consumer products where aesthetics are critical.
Inspection and Cleaning: Once the polishing process is complete, the metal part is inspected for defects, such as scratches, streaks, or uneven surfaces. Any imperfections are corrected, and the part is cleaned to remove any polishing compound residue. The finished part is then ready for packaging or further processing.
Final Cleaning for a Flawless Finish: After polishing, the metal part is typically cleaned with solvents or cleaners to remove any residue from the polishing compounds. This ensures that the part is free from contaminants and ready for use.
Applications of Metal Buffing and Polishing Machines
Automotive Industry: Buffing and polishing machines are widely used in the automotive industry to finish metal parts such as body panels, trim, and wheels. The machines are used to create smooth, high-gloss finishes on parts that require both aesthetic appeal and functional durability.
Polishing Car Wheels and Trim: Buffing and polishing machines are used to achieve a shiny, reflective finish on alloy wheels, chrome trim, and other metal parts. This enhances the visual appeal of the vehicle while providing a protective layer against corrosion.
Jewelry Making: In the jewelry industry, buffing and polishing machines are essential for creating high-quality, polished surfaces on precious metals like gold, silver, and platinum. Jewelry polishing requires precision and care to ensure that each piece has a flawless, mirror-like finish.
Mirror-Finish for Precious Metals: Polishing machines are used to create a bright, reflective finish on jewelry, enhancing the appearance and value of the final product. This is especially important for rings, necklaces, and bracelets that must be visually appealing.
Aerospace and Defense: The aerospace and defense industries use buffing and polishing machines to finish metal components that require smooth surfaces and precise dimensions. Polishing improves the aerodynamic performance of parts such as turbine blades, fuselage panels, and structural components.
Polishing for Aerospace Components: Metal components in aircraft must have smooth, polished surfaces to reduce drag and improve performance. Buffing and polishing machines ensure that these components meet the high standards of quality and precision required in the aerospace industry.
Consumer Goods and Electronics: Buffing and polishing machines are used to finish metal parts in consumer goods such as kitchen appliances, electronics enclosures, and decorative metal items. The machines ensure that these products have a high-quality, polished finish that enhances both their appearance and functionality.
Finishing Stainless Steel Appliances: Polishing machines are used to create smooth, shiny surfaces on stainless steel kitchen appliances, such as refrigerators, ovens, and dishwashers. This improves the aesthetic appeal of the products while making them easier to clean and maintain.
Advantages of Metal Buffing and Polishing Machines
High-Quality Surface Finish: Buffing and polishing machines are capable of producing smooth, high-gloss finishes that enhance the appearance and durability of metal parts. This is particularly important for parts that require a high level of aesthetic appeal, such as jewelry or automotive trim.
Improved Corrosion Resistance: Polishing metal surfaces reduces the number of surface imperfections, which can act as points for corrosion to start. By smoothing the surface, polishing improves the metal’s resistance to rust, oxidation, and other forms of corrosion, extending the life of the part.
Enhanced Durability: The buffing and polishing process strengthens the metal surface by removing imperfections and reducing the likelihood of cracks or weak spots. This improves the overall durability of the part, making it more resistant to wear and tear in demanding environments.
Precision and Consistency: Modern buffing and polishing machines provide precise control over the speed and pressure applied to the metal surface, ensuring consistent, repeatable results across large production runs. This is essential for industries that require high-quality, uniform finishes on all parts.
Versatility for Different Metals: Buffing and polishing machines can be used with a wide range of metals, including stainless steel, aluminum, brass, copper, and precious metals like gold and silver. This versatility makes them suitable for a variety of industries and applications.
Challenges of Buffing and Polishing Machines
Tool Wear and Maintenance: Buffing wheels and polishing compounds wear down over time, requiring regular maintenance and replacement to ensure consistent quality. Operators must regularly check and replace worn-out tools to prevent defects or inconsistent finishes.
Operator Skill: Achieving a high-quality polish requires skilled operators who understand the nuances of different materials and polishing techniques. Improper use of the machine or polishing compounds can result in scratches, uneven finishes, or damage to the part.
Metal buffing and polishing machines are essential tools in industries that require high-quality, smooth finishes on metal parts. Whether used in automotive, aerospace, jewelry making, or consumer goods manufacturing, these machines ensure that metal components are polished to perfection, enhancing both their appearance and performance.
Burr Removal Methods
Burr removal methods are essential processes used to eliminate burrs—small, rough edges or protrusions left on metal parts after machining, cutting, drilling, or welding. Burrs can compromise the quality, appearance, and functionality of a part, and in some cases, they can pose safety risks. Effective burr removal ensures that metal parts have smooth edges and surfaces, improving their performance, durability, and aesthetic appeal.
There are various methods for burr removal, depending on the material, size, and complexity of the part. Burr removal can be done manually, mechanically, or through advanced techniques like thermal deburring and chemical deburring. Each method has its advantages and is chosen based on factors such as production volume, part complexity, and the desired finish.
Key Burr Removal Methods
Manual Deburring: Manual deburring is one of the simplest and most common methods used to remove burrs from metal parts. It involves using hand tools, such as files, scrapers, or rotary tools, to smooth rough edges and remove burrs. Manual deburring is suitable for small-scale production, custom parts, or parts with intricate details that require precise deburring.
Hand Files and Scrapers: Hand files and scrapers are used to remove burrs by rubbing them against the rough edges of the part. This method is highly effective for small burrs or for parts with hard-to-reach areas where other methods might not be suitable.
Rotary Tools: Rotary tools, such as Dremel tools or pneumatic grinders, are often used for more efficient manual deburring. These tools use abrasive bits or discs to remove burrs quickly and precisely.
Advantages: Manual deburring allows for a high degree of control, making it ideal for delicate or intricate parts that require careful finishing. It is also cost-effective for small-batch or custom work.
Disadvantages: Manual deburring can be time-consuming and labor-intensive, making it less suitable for large-scale production. It also requires skilled operators to achieve consistent results.
Mechanical Deburring (Tumbling and Vibratory Deburring): Mechanical deburring is a more automated process that uses machines to remove burrs from multiple parts simultaneously. Tumbling and vibratory deburring are common methods, in which parts are placed in a chamber with abrasive media and agitated to remove burrs and smooth surfaces.
Tumbling: Tumbling machines use a rotating barrel filled with abrasive media and the parts to be deburred. As the barrel rotates, the abrasive media rubs against the parts, smoothing rough edges and removing burrs.
Vibratory Deburring: In vibratory deburring, the parts and abrasive media are placed in a vibrating bowl. The vibrations cause the media to continuously move against the parts, gradually removing burrs and polishing the surface.
Advantages: Mechanical deburring is highly efficient for processing large quantities of parts at once. It is ideal for bulk production and parts with simple geometries.
Disadvantages: Mechanical deburring may not be suitable for parts with delicate or intricate features, as the abrasive action can wear away fine details. It is also less precise than manual deburring, making it less suitable for parts with tight tolerances.
Thermal Deburring (Explosive Deburring): Thermal deburring is an advanced method that uses controlled explosions to remove burrs from metal parts. In this process, parts are placed in a sealed chamber filled with a combustible gas mixture. The gas is ignited, creating a high-temperature flame that burns away burrs without affecting the main part.
How It Works: The high-temperature explosion targets the thin, unwanted material of the burrs, vaporizing them instantly. The controlled nature of the process ensures that only the burrs are removed, while the rest of the part remains unaffected.
Advantages: Thermal deburring is highly effective for removing burrs from complex, internal surfaces or areas that are difficult to reach using traditional methods. It is also fast and efficient, making it ideal for large-scale production.
Disadvantages: Thermal deburring can be expensive due to the specialized equipment and safety precautions required. It is also not suitable for parts that cannot withstand high temperatures, such as those made from heat-sensitive materials.
Electrochemical Deburring (ECD): Electrochemical deburring (ECD) is a precise method that uses an electrochemical process to dissolve burrs from metal parts. In this process, the part is submerged in an electrolyte solution, and an electrical current is applied to selectively remove the burrs while leaving the rest of the part intact.
How It Works: The electrical current causes the burr material to dissolve into the electrolyte, allowing for controlled and localized burr removal. The process is highly precise and can be used to deburr complex shapes and internal passages.
Advantages: ECD is ideal for parts that require precise deburring, such as those with tight tolerances or intricate geometries. It is also effective for removing burrs from hard-to-reach areas and internal passages.
Disadvantages: Electrochemical deburring requires specialized equipment and is more costly than manual or mechanical methods. It is also limited to conductive materials, such as metals, and cannot be used on non-metallic parts.
Cryogenic Deburring: Cryogenic deburring is a method that uses extremely low temperatures to remove burrs from plastic, rubber, and metal parts. In this process, the parts are cooled to cryogenic temperatures using liquid nitrogen, making the burrs brittle. The parts are then subjected to a mechanical process, such as tumbling, which causes the brittle burrs to break off cleanly.
How It Works: The parts are cooled to temperatures as low as -196°C (-320°F), which causes the burrs to become brittle and fragile. As the parts are agitated in a chamber, the burrs easily break away without damaging the main part.
Advantages: Cryogenic deburring is highly effective for removing burrs from parts made of soft materials, such as plastics and rubbers. It is also a clean process that does not require abrasive media or chemicals.
Disadvantages: Cryogenic deburring requires specialized equipment and is typically more expensive than traditional deburring methods. It is also less effective for parts made from very hard metals, where other deburring methods may be more suitable.
Laser Deburring: Laser deburring is a high-precision method that uses a focused laser beam to remove burrs from metal parts. The laser vaporizes the burrs without physically touching the part, making it a non-contact process. Laser deburring is ideal for delicate parts that require precise finishing or parts made from hard materials.
How It Works: The laser beam is directed at the burrs, where it melts or vaporizes the excess material, leaving a smooth, clean edge. The process can be controlled with high precision, ensuring that only the burrs are removed.
Advantages: Laser deburring is highly precise and can be used on parts with complex geometries or fine details. It is a non-contact process, meaning there is no risk of damaging the part’s surface during deburring.
Disadvantages: Laser deburring requires expensive equipment and may not be cost-effective for low-volume production. It is also not suitable for parts made from heat-sensitive materials, as the laser can cause localized heating.
Applications of Burr Removal
Automotive Industry: Burr removal is essential in the automotive industry to ensure that parts such as engine components, transmission parts, and brake systems function correctly. Burrs on automotive parts can lead to poor fit, premature wear, and even mechanical failure, making deburring a critical step in the manufacturing process.
Deburring Engine Components: Precision deburring ensures that engine components fit together correctly, preventing issues like leaks, friction, and premature wear. It also improves the overall performance and longevity of the vehicle.
Aerospace and Defense: In the aerospace and defense industries, burr removal is crucial for parts that require high precision and reliability, such as turbine blades, structural components, and military hardware. Burrs can compromise the performance and safety of these parts, making precise deburring essential.
Turbine Blade Deburring: Burrs on turbine blades can disrupt airflow, reduce efficiency, and lead to performance issues. Deburring ensures that the blades are smooth and free from defects, improving their performance and reliability.
Medical Devices: Burr removal is critical in the production of medical devices and surgical instruments, where precision and cleanliness are paramount. Burrs on medical components can cause discomfort, infection, or malfunction, making deburring an essential step in the manufacturing process.
Deburring Surgical Instruments: Precision deburring ensures that surgical instruments are smooth and safe to use, reducing the risk of tissue damage or contamination during medical procedures.
Machinery and Equipment: Burrs on machinery and equipment components can cause misalignment, poor performance, and increased wear. Deburring ensures that parts fit together correctly and function smoothly, improving the overall performance and lifespan of the equipment.
Deburring Gears and Bearings: Burr removal from gears, bearings, and other moving parts ensures smooth operation and reduces friction, preventing premature wear and mechanical failure.
Advantages of Effective Burr Removal
Improved Performance and Fit: Burr removal ensures that parts fit together correctly and operate smoothly, improving the overall performance of the assembly. This is particularly important for precision components, such as gears, bearings, and engine parts, where even small burrs can cause misalignment or increased friction.
Enhanced Durability and Longevity: Removing burrs prevents premature wear and tear on parts, increasing their durability and lifespan. Burrs can act as stress concentrators, leading to cracks or fractures over time. Deburring eliminates these weak points, improving the long-term reliability of the part.
Improved Aesthetics and Surface Finish: Burrs can detract from the appearance of a part, especially in consumer products or decorative applications. Deburring improves the surface finish, giving the part a clean, smooth appearance that enhances its visual appeal.
Increased Safety: Burrs can pose a safety hazard, especially in products that are handled by consumers or used in medical applications. Sharp edges can cause cuts or injuries, making burr removal essential for ensuring the safety of the final product.
Reduced Risk of Contamination: In industries such as medical devices and food processing, burrs can create crevices where contaminants can accumulate. Deburring eliminates these crevices, reducing the risk of contamination and improving the cleanliness and hygiene of the part.
Challenges in Burr Removal
Time-Consuming Process: Depending on the method used, burr removal can be time-consuming, especially for parts with complex geometries or fine details. Manual deburring, in particular, requires skilled operators and can slow down production.
Cost Considerations: Advanced deburring methods, such as thermal deburring or laser deburring, require specialized equipment and can be costly to implement. Manufacturers must weigh the cost of deburring against the potential benefits in terms of improved part quality and performance.
Burr removal is a critical step in the manufacturing process, ensuring that metal parts are smooth, safe, and ready for use in a wide range of applications. Whether done manually, mechanically, or through advanced methods like thermal or laser deburring, the goal is to produce high-quality parts that meet the exacting standards of industries such as automotive, aerospace, medical, and consumer goods.
Aluminum Polishing Machine
Working Principle of Hydroforming Press
An aluminum polishing machine is a specialized piece of equipment designed to polish and finish aluminum surfaces, giving them a smooth, shiny, and reflective appearance. Aluminum is widely used in various industries, including automotive, aerospace, electronics, and construction, due to its lightweight properties, corrosion resistance, and strength. However, aluminum surfaces often need to be polished to remove imperfections such as scratches, oxidation, and dullness. Polishing not only enhances the aesthetic appeal of aluminum parts but also improves their corrosion resistance and overall performance.
Aluminum polishing machines come in different types, including manual, semi-automatic, and fully automated models. They use abrasive materials, such as polishing compounds and rotating wheels, to smooth and shine aluminum surfaces. These machines can handle a variety of aluminum parts, from small components like aluminum fittings to large sheets and automotive parts.
Key Components of an Aluminum Polishing Machine
Polishing Wheel or Belt: The polishing wheel or belt is the primary tool used to smooth and shine the aluminum surface. Polishing wheels are made from materials like cloth, felt, or foam, while polishing belts are typically coated with abrasive particles. The wheel or belt rotates at high speeds, applying pressure to the aluminum surface and gradually smoothing out imperfections.
Cloth and Felt Wheels for Finishing: Cloth and felt wheels are commonly used in aluminum polishing machines for fine polishing and achieving a high-gloss finish. These wheels work with polishing compounds to buff the surface, removing minor scratches and oxidation.
Abrasive Polishing Compounds: Polishing compounds are applied to the wheel or belt to enhance the polishing process. These compounds contain fine abrasive particles that help remove surface imperfections and create a smooth, reflective finish. Different polishing compounds are used depending on the level of finish required, ranging from coarse abrasives for initial polishing to fine compounds for final finishing.
Coarse and Fine Polishing Compounds: Coarse compounds, such as emery or tripoli, are used for initial polishing to remove deeper scratches or oxidation. Fine compounds, such as rouge, are applied during the final stages to achieve a mirror-like finish.
Motor and Speed Controls: Aluminum polishing machines are equipped with motors that power the rotating polishing wheels or belts. Speed controls allow operators to adjust the speed of the machine depending on the part being polished and the desired level of finish. Slower speeds are used for delicate finishing, while higher speeds are ideal for more aggressive polishing.
Variable Speed Settings for Precision Polishing: Modern aluminum polishing machines often come with variable speed settings, enabling the operator to adjust the speed based on the size, shape, and condition of the aluminum part. This ensures optimal polishing without damaging the surface.
Workpiece Holders and Fixtures: For larger or more complex aluminum parts, polishing machines are equipped with workpiece holders or fixtures that securely hold the part in place during the polishing process. This ensures that the part remains stable, allowing for consistent and even polishing.
Fixtures for Complex Shapes: Polishing fixtures are particularly useful for aluminum parts with complex geometries, such as automotive components or aerospace parts, where it is essential to maintain consistent pressure and positioning throughout the process.
Dust and Fume Collection System: Polishing aluminum can generate dust and fumes from the polishing compounds and the aluminum material itself. Many polishing machines are equipped with dust and fume collection systems to keep the work area clean and safe. These systems help capture airborne particles and reduce the risk of contamination or health hazards for operators.
Dust Collection for Clean Operation: A dust collection system helps prevent the buildup of polishing residue in the work area, ensuring a cleaner environment and reducing the risk of defects caused by dust settling on the polished surface.
Aluminum Polishing Process
Surface Preparation: Before the polishing process begins, the aluminum surface must be prepared by cleaning and removing any dirt, grease, or heavy oxidation. In some cases, the aluminum part may need to be sanded or ground to remove deep scratches or surface imperfections. Surface preparation ensures that the aluminum is ready for polishing, allowing for a smoother and more even finish.
Sanding for Deep Scratches: For aluminum parts with significant surface damage, sanding with coarse grit sandpaper may be necessary to remove deep scratches before moving on to finer polishing techniques.
Initial Polishing: The first stage of aluminum polishing involves using a coarse polishing compound and a firm polishing wheel or belt. The initial polishing removes oxidation, minor scratches, and surface imperfections. This stage lays the foundation for further polishing by creating a smoother surface.
Cut Buffing for Oxidation Removal: Cut buffing uses a coarse polishing compound and a stiff wheel to remove oxidation and restore the base shine of the aluminum surface. This stage is essential for preparing the surface for finer polishing.
Intermediate Polishing: After the initial polishing, an intermediate stage involves using a medium polishing compound to further refine the surface. The goal of this stage is to smooth out any remaining imperfections and prepare the aluminum for the final polishing.
Medium Compounds for Surface Refinement: Intermediate polishing compounds are less abrasive than those used in the initial stage and are designed to smooth out the surface without removing too much material.
Final Polishing: The final stage of aluminum polishing uses a fine polishing compound and a soft polishing wheel to achieve a high-gloss, mirror-like finish. This stage focuses on removing any remaining fine scratches and creating a reflective, smooth surface.
Rouge for Mirror Finish: Fine polishing compounds, such as rouge, are used during the final stage to produce a bright, shiny finish. This step is crucial for aluminum parts that need to look aesthetically appealing, such as automotive trim or decorative pieces.
Inspection and Cleaning: After the polishing process is complete, the aluminum part is inspected for defects such as scratches, streaks, or uneven finishes. Any imperfections are corrected through additional polishing, and the part is cleaned to remove any polishing compound residue.
Final Cleaning for a Flawless Finish: Once polished, the aluminum part is cleaned with solvents or specialized cleaners to remove any residue, ensuring a clean and flawless surface that is ready for use or further processing.
Applications of Aluminum Polishing Machines
Automotive Industry: Aluminum polishing machines are widely used in the automotive industry to polish aluminum components such as wheels, trim, and engine parts. Polished aluminum enhances the appearance of the vehicle, giving it a sleek, reflective finish while also improving corrosion resistance.
Polishing Alloy Wheels: Alloy wheels are often polished to achieve a high-gloss, reflective finish that enhances the visual appeal of the vehicle. Polishing machines are used to remove oxidation and restore the shine of the aluminum surface.
Aerospace Industry: In the aerospace industry, aluminum polishing machines are used to finish components such as aircraft panels, fuselage sections, and structural elements. Polished aluminum not only looks better but also improves the aerodynamic performance of aircraft parts by reducing surface drag.
Polishing for Improved Aerodynamics: Polished aluminum components on aircraft reduce air resistance, improving fuel efficiency and overall performance. Polishing also helps protect the surface from corrosion, which is critical for parts exposed to harsh environmental conditions.
Consumer Electronics and Appliances: Aluminum is widely used in consumer electronics and appliances, such as laptops, smartphones, kitchen appliances, and furniture. Polishing machines are used to create smooth, shiny surfaces that enhance the appearance and durability of aluminum parts in these products.
Polished Aluminum for Electronics Enclosures: Aluminum enclosures for electronics are often polished to a high-gloss finish to give them a premium appearance. Polishing also helps protect the surface from fingerprints, scratches, and wear.
Construction and Architecture: In the construction and architectural industries, aluminum polishing machines are used to finish aluminum panels, railings, and decorative elements. Polished aluminum is often used in building exteriors, interior fixtures, and furniture for its modern, sleek appearance.
Polishing for Architectural Aluminum Panels: Polished aluminum panels are commonly used in modern architecture to create a reflective, clean look for building facades. Polishing ensures that the panels are free from imperfections and maintain their shine over time.
Jewelry and Decorative Metalwork: Aluminum polishing machines are also used in the production of jewelry and decorative metalwork. Polishing enhances the visual appeal of aluminum jewelry by creating a bright, shiny finish. It also helps protect the surface from tarnishing and wear.
Polished Aluminum Jewelry: Jewelry makers use polishing machines to achieve a mirror-like finish on aluminum pieces, making them look more attractive and luxurious.
Advantages of Aluminum Polishing Machines
Improved Aesthetic Appeal: Polished aluminum has a smooth, shiny, and reflective finish that enhances the appearance of the part. This is particularly important in industries like automotive, aerospace, and consumer electronics, where the visual appeal of the product is a key selling point.
Increased Corrosion Resistance: Polishing aluminum removes surface imperfections and creates a smooth, protective layer that enhances the metal’s corrosion resistance. This is especially important for aluminum parts used in harsh environments, such as aircraft, automotive parts, or outdoor architectural elements.
Enhanced Durability: Polishing removes surface defects, such as scratches and oxidation, that can weaken aluminum over time. A polished aluminum surface is more resistant to wear, making it more durable and extending the life of the part.
Ease of Cleaning and Maintenance: Polished aluminum is easier to clean and maintain than unpolished surfaces. The smooth finish resists the buildup of dirt, grease, and grime, and polished aluminum is less prone to fingerprints and smudges.
Versatility in Different Applications: Aluminum polishing machines can be used in a wide range of industries and applications, from automotive and aerospace components to consumer goods and decorative items. The versatility of these machines makes them valuable tools in many manufacturing environments.
Challenges of Aluminum Polishing Machines
Tool Wear and Maintenance: Polishing wheels and belts wear out over time and need to be replaced regularly to ensure consistent polishing quality. Regular maintenance is required to keep the machine in optimal condition and prevent defects in the finished product.
Operator Skill: Achieving a high-quality polish requires skilled operators who understand the nuances of different polishing compounds and techniques. Improper use of the machine can lead to scratches, uneven finishes, or damage to the aluminum surface.
Aluminum polishing machines play a critical role in ensuring that aluminum components meet high aesthetic and performance standards. Whether used in the automotive, aerospace, consumer goods, or construction industries, these machines provide the precision and efficiency needed to create smooth, polished aluminum surfaces that are visually appealing, durable, and corrosion-resistant.
Stainless Steel Polish Machine
Stainless Steel Pot Polishing Machine
A stainless steel polish machine is a specialized machine designed to polish and finish stainless steel surfaces, giving them a smooth, reflective, and polished appearance. Stainless steel is a popular material in industries such as automotive, construction, medical devices, food processing, and consumer goods due to its corrosion resistance, strength, and hygienic properties. However, to maintain its appearance and performance, stainless steel often needs to be polished to remove scratches, tarnish, and surface imperfections.
Stainless steel polish machines are used to restore or enhance the finish of stainless steel parts, from large panels to small components like fittings and fixtures. These machines use abrasive materials, polishing compounds, and rotating wheels or belts to smooth and shine the surface, ensuring that the stainless steel retains its corrosion resistance and visual appeal.
Key Components of a Stainless Steel Polish Machine
Polishing Wheels or Belts: The polishing wheels or belts are the main tools used to smooth and polish the stainless steel surface. They rotate at high speeds and are coated with abrasive materials to remove surface imperfections and create a polished finish. Polishing wheels are typically made from cloth, felt, or foam, while belts may be coated with abrasive particles like aluminum oxide or silicon carbide.
Cloth Wheels for Final Polishing: Cloth wheels are commonly used for the final polishing stages to create a high-gloss, mirror-like finish on stainless steel surfaces. These wheels work with fine polishing compounds to buff the surface, removing minor scratches and oxidation.
Polishing Compounds: Polishing compounds are applied to the polishing wheels or belts to aid in the polishing process. These compounds contain fine abrasive particles that help remove surface imperfections and create a smooth, shiny finish. The choice of polishing compound depends on the desired finish and the condition of the stainless steel surface.
Rouge for High-Gloss Finishing: Fine polishing compounds, such as rouge, are used in the final stages of stainless steel polishing to achieve a bright, reflective finish. Coarser compounds may be used in the initial stages to remove scratches or oxidation.
Motor and Speed Controls: The motor powers the polishing wheels or belts, allowing them to rotate at high speeds. Speed controls enable operators to adjust the rotation speed based on the type of stainless steel part being polished and the level of finish required. Slower speeds are used for delicate polishing, while higher speeds are used for more aggressive polishing operations.
Variable Speed Control for Precision Polishing: Stainless steel polish machines often feature variable speed controls, allowing the operator to adjust the machine’s speed for different polishing tasks. This ensures optimal results without damaging the surface of the stainless steel.
Workpiece Holders and Clamps: Workpiece holders or clamps are used to secure the stainless steel part in place during the polishing process. This ensures that the part remains stable and allows the operator to achieve an even, consistent finish across the entire surface.
Secure Workholding for Consistency: Workholding devices are particularly important when polishing large or complex stainless steel parts, as they help prevent movement or vibration during the process.
Dust and Fume Collection System: Polishing stainless steel can generate dust and fumes from the polishing compounds and the metal itself. Stainless steel polish machines often come equipped with dust and fume collection systems to keep the work area clean and safe. These systems help capture airborne particles, reducing contamination and improving operator safety.
Dust Collection for Clean Operation: The dust collection system helps maintain a clean workspace and reduces the risk of defects caused by dust settling on the polished surface.
Stainless Steel Polishing Process
Surface Preparation: Before polishing stainless steel, the surface must be cleaned and prepared by removing any dirt, grease, or heavy oxidation. For surfaces with deep scratches or significant imperfections, sanding or grinding may be necessary before the polishing process begins. Surface preparation is crucial to achieving a smooth, even finish during polishing.
Sanding for Deep Scratches: For stainless steel surfaces with significant surface damage, sanding with coarse grit sandpaper may be required to remove deep scratches and prepare the metal for polishing.
Initial Polishing: The first stage of stainless steel polishing involves using a coarse polishing compound and a firm polishing wheel or belt. This step removes oxidation, minor scratches, and surface imperfections. It smooths the surface in preparation for finer polishing.
Cut Buffing for Surface Refinement: Cut buffing uses a coarse polishing compound and a firm wheel to remove oxidation and restore the surface’s smoothness. This stage lays the foundation for further polishing by creating a uniform surface.
Intermediate Polishing: After the initial polishing, a medium polishing compound is used to further refine the surface. This step removes any remaining imperfections and prepares the stainless steel for the final polishing stage.
Medium Compounds for Surface Smoothing: Intermediate polishing compounds are less abrasive than those used in the initial stages and are designed to smooth out the surface without removing too much material.
Final Polishing: The final stage of stainless steel polishing uses a fine polishing compound and a soft polishing wheel to achieve a high-gloss, mirror-like finish. This step focuses on removing any remaining fine scratches and creating a reflective, polished surface.
Rouge for Mirror Finish: Fine polishing compounds, such as rouge, are used in the final stage to produce a bright, shiny finish. This is crucial for parts that need to look aesthetically appealing, such as architectural fixtures or consumer products.
Inspection and Cleaning: After the polishing process is complete, the stainless steel part is inspected for defects, such as scratches, streaks, or uneven finishes. Any imperfections are corrected through additional polishing, and the part is cleaned to remove any polishing compound residue.
Final Cleaning for a Flawless Finish: Once polished, the stainless steel part is cleaned with solvents or specialized cleaners to remove any residue, ensuring a clean and flawless surface that is ready for use or further processing.
Applications of Stainless Steel Polish Machines
Food Processing Equipment: Stainless steel is widely used in the food processing industry due to its corrosion resistance and hygienic properties. Polishing machines are used to create smooth, polished surfaces on stainless steel equipment, such as mixing tanks, conveyor belts, and cutting tools, ensuring that they meet cleanliness and sanitation standards.
Polished Surfaces for Hygiene: Polished stainless steel surfaces are easier to clean and less likely to harbor bacteria, making them essential for food processing equipment that must meet strict health and safety regulations.
Medical Devices and Equipment: Stainless steel is commonly used in medical devices and surgical instruments due to its strength, corrosion resistance, and biocompatibility. Polishing machines are used to achieve smooth, sterile surfaces on surgical tools, implants, and medical equipment, ensuring that they are safe for use in healthcare settings.
Polished Surgical Instruments: Surgical instruments made from stainless steel require precise polishing to create smooth, clean surfaces that reduce the risk of infection and contamination.
Automotive and Aerospace Industries: Stainless steel polish machines are used in the automotive and aerospace industries to finish components such as exhaust systems, structural elements, and decorative trim. Polished stainless steel enhances the appearance of vehicles and aircraft while providing durability and resistance to corrosion.
Polished Stainless Steel Exhaust Systems: Polished stainless steel exhaust systems are often used in high-performance vehicles for their sleek appearance and resistance to corrosion and heat.
Architecture and Construction: Polished stainless steel is commonly used in architecture and construction for decorative and functional purposes, such as railings, facades, and interior fixtures. Polishing machines are used to create smooth, reflective surfaces that enhance the visual appeal of stainless steel in modern architectural designs.
Polished Railings and Fixtures: In construction, polished stainless steel is often used for railings, handrails, and fixtures in public spaces. The polished finish adds a modern, sleek look while ensuring durability and ease of maintenance.
Consumer Goods and Appliances: Stainless steel polish machines are used to finish a variety of consumer goods, such as kitchen appliances, cookware, and furniture. Polishing enhances the appearance and durability of stainless steel products, giving them a high-quality, reflective finish that appeals to consumers.
Polished Stainless Steel Appliances: Stainless steel kitchen appliances, such as refrigerators, dishwashers, and ovens, are often polished to a high-gloss finish that enhances their aesthetic appeal and makes them easier to clean.
Advantages of Stainless Steel Polish Machines
Improved Aesthetic Appeal: Polished stainless steel has a smooth, shiny, and reflective finish that enhances the appearance of the part. This is particularly important in industries like architecture, consumer goods, and automotive manufacturing, where visual appeal is a key consideration.
Increased Corrosion Resistance: Polishing stainless steel removes surface imperfections and creates a smooth finish that enhances the metal’s corrosion resistance. This is especially important for stainless steel parts used in harsh environments, such as marine applications, medical devices, and food processing equipment.
Enhanced Durability: Polishing removes surface defects, such as scratches and tarnish, that can weaken stainless steel over time. A polished stainless steel surface is more resistant to wear and tear, making it more durable and extending the life of the part.
Improved Hygiene and Cleanliness: Polished stainless steel surfaces are easier to clean and maintain than unpolished surfaces. This is particularly important in industries such as food processing and healthcare, where cleanliness and hygiene are critical.
Versatility for Different Applications: Stainless steel polish machines can be used in a wide range of industries and applications, from food processing and medical devices to automotive and construction. The versatility of these machines makes them valuable tools in many manufacturing environments.
Challenges of Stainless Steel Polish Machines
Tool Wear and Maintenance: Polishing wheels and belts wear out over time and need to be replaced regularly to ensure consistent polishing quality. Regular maintenance is required to keep the machine in optimal condition and prevent defects in the finished product.
Operator Skill: Achieving a high-quality polish requires skilled operators who understand the nuances of different polishing compounds and techniques. Improper use of the machine can lead to scratches, uneven finishes, or damage to the stainless steel surface.
Stainless steel polish machines play a vital role in maintaining the aesthetic, hygienic, and functional properties of stainless steel parts. Whether used in the food processing, medical, automotive, or architectural industries, these machines ensure that stainless steel surfaces are polished to perfection, enhancing both their appearance and performance.
Rubber Moulding Machine
Rubber Moulding Machine
A rubber moulding machine is a piece of equipment designed to shape rubber materials into specific forms by applying heat and pressure. Rubber moulding is a widely used process in industries such as automotive, aerospace, medical, and consumer goods manufacturing, where rubber parts like seals, gaskets, tires, and various components are essential. Rubber moulding machines help create consistent, high-quality rubber products by ensuring precise control over the moulding parameters, such as temperature, pressure, and cycle time.
There are several types of rubber moulding machines, including compression moulding, transfer moulding, and injection moulding machines, each designed to handle different types of rubber and moulding applications. The choice of machine depends on factors such as the complexity of the part, the type of rubber being used, and the required production volume.
Types of Rubber Moulding Machines
Compression Moulding Machines: Compression moulding is one of the oldest and most commonly used methods for rubber moulding. In compression moulding, a pre-measured amount of rubber material is placed into a heated mould cavity. The mould is then closed, and pressure is applied to force the rubber into the shape of the mould. Heat and pressure are maintained until the rubber cures, after which the mould is opened, and the finished part is removed.
Simplicity and Cost-Effectiveness: Compression moulding is a relatively simple and cost-effective process, making it suitable for low to medium production volumes. It is commonly used to produce parts like gaskets, seals, and O-rings.
Disadvantages: Compression moulding may result in longer cycle times compared to other methods, and it is less suitable for highly complex or intricate parts due to limitations in material flow.
Transfer Moulding Machines: Transfer moulding is similar to compression moulding but with the added step of transferring the rubber material into the mould cavity through a transfer chamber. In this process, the rubber is placed in a transfer pot, and a plunger forces the material into the mould cavity through runners and gates. The mould is then closed, and the rubber cures under heat and pressure.
Advantages for Complex Parts: Transfer moulding is ideal for parts with intricate geometries or those that require inserts, such as metal parts embedded in rubber. It provides better material flow and more precise control over the moulding process compared to compression moulding.
Disadvantages: Transfer moulding requires more complex tooling and is generally more expensive than compression moulding, making it better suited for higher-volume production runs.
Injection Moulding Machines: Rubber injection moulding is a highly efficient and automated process that involves injecting liquid rubber or rubber compounds into a closed mould under high pressure. In this process, the rubber material is preheated in an injection chamber, then injected into the mould cavity through a nozzle. The rubber cures in the mould, and the finished part is ejected after the mould opens.
High Efficiency and Precision: Injection moulding is ideal for high-volume production and complex parts with tight tolerances. It offers faster cycle times and better control over the moulding process compared to compression or transfer moulding.
Disadvantages: Injection moulding machines are more expensive to operate and require more advanced tooling. They are best suited for large-scale production or parts that require high precision and consistency.
Key Components of a Rubber Moulding Machine
Mould Cavity and Core: The mould cavity is the space where the rubber material is shaped into the final part. The mould core, typically made from high-strength materials like steel, creates the internal shape of the part, while the cavity forms the external dimensions. In multi-cavity moulds, multiple parts can be produced simultaneously, improving production efficiency.
High Precision Moulds: Moulds used in rubber moulding must be designed with high precision to ensure that the finished parts meet tight tolerances. The mould material must also withstand high temperatures and pressures without deforming.
Heating System: Rubber moulding machines use heating systems to maintain the mould at the proper temperature for curing the rubber. Electric heaters or steam heating systems are commonly used to ensure consistent temperature control throughout the moulding process. Proper temperature control is critical for achieving optimal rubber properties, such as flexibility, strength, and elasticity.
Curing Temperature Control: The heating system allows for precise control of the curing temperature, ensuring that the rubber material cures uniformly and achieves the desired physical properties.
Hydraulic or Mechanical Press: The press applies the necessary pressure to the mould during the rubber moulding process. Hydraulic presses are commonly used for rubber moulding due to their ability to generate high, consistent pressure. The press ensures that the rubber material is fully compressed into the mould cavity and cures evenly.
High-Pressure Forming: Hydraulic presses offer the advantage of high force with precise control, making them ideal for moulding rubber parts with complex geometries or tight tolerances.
Ejection System: After the rubber has cured and the mould is opened, the finished part must be ejected from the mould. Ejector pins or plates are typically used to push the part out of the mould cavity without damaging the part. In injection moulding machines, the ejection system is fully automated to improve production efficiency.
Automatic Ejection for Efficiency: Automated ejection systems reduce cycle times and minimize the risk of damaging parts during removal. They are especially important in high-volume production environments.
Control Panel: Modern rubber moulding machines are equipped with control panels that allow operators to set and monitor parameters such as temperature, pressure, cycle time, and moulding speed. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the moulding process and ensure repeatable, high-quality results.
Precision Control for Consistency: The control panel ensures that the moulding process remains consistent, reducing the risk of defects or variations in the finished parts. This is especially important for parts that require precise dimensional accuracy.
Rubber Moulding Process
Material Preparation: The rubber material is first prepared for moulding. In the case of compression or transfer moulding, raw rubber compounds or pre-forms are used. For injection moulding, the rubber is often in the form of pellets or liquid rubber compounds that are heated and injected into the mould.
Pre-Forms for Compression and Transfer Moulding: Pre-forms are used to control the amount of material placed into the mould cavity, ensuring that the part is formed correctly without excess material.
Loading the Mould: In compression and transfer moulding, the rubber material is placed directly into the mould cavity. For injection moulding, the rubber material is pre-heated in the injection chamber before being injected into the mould. The mould is then closed, and pressure is applied to shape the rubber into the desired part.
High-Pressure Injection for Complex Parts: Injection moulding machines apply high pressure to inject the rubber into the mould cavity, ensuring that the material flows into all areas of the mould and fills intricate details.
Curing: The rubber material is cured under heat and pressure, which causes it to harden and take on its final properties. The curing time and temperature vary depending on the type of rubber being used and the desired properties of the finished part.
Precise Curing for Optimal Properties: The curing process must be carefully controlled to ensure that the rubber achieves the correct level of flexibility, strength, and durability. Over-curing can lead to brittle parts, while under-curing can result in weak, under-formed parts.
Part Ejection: Once the rubber has cured, the mould is opened, and the finished part is ejected from the mould. In injection moulding, this step is automated, while in compression and transfer moulding, the part may need to be manually removed.
Automated Ejection for High-Volume Production: Automatic ejection systems improve production efficiency and reduce the risk of damaging parts during removal.
Finishing and Inspection: After the part is ejected, any excess material, known as flash, is trimmed from the edges of the part. The part is then inspected for defects, such as incomplete moulding or surface imperfections. Any defective parts are discarded or reworked.
Flash Trimming for Clean Edges: Excess material, or flash, is typically removed by hand or with the help of trimming machines, ensuring that the finished part has clean, smooth edges.
Applications of Rubber Moulding Machines
Automotive Industry: Rubber moulding machines are widely used in the automotive industry to produce parts such as seals, gaskets, bushings, and tires. These parts are essential for ensuring proper sealing, noise reduction, and vibration control in vehicles.
Moulded Rubber Seals and Gaskets: Moulded rubber seals are used in engine components, doors, windows, and various other parts of vehicles to prevent leaks and reduce noise. Rubber moulding machines ensure that these parts are produced with precision and consistency.
Aerospace Industry: In the aerospace industry, rubber moulding machines are used to produce high-performance parts such as O-rings, seals, and vibration dampers. These components must meet stringent safety and performance standards, as they are critical to the operation of aircraft and spacecraft.
High-Performance O-Rings for Aerospace Applications: Moulded rubber O-rings are used in fuel systems, hydraulic systems, and other critical areas of aircraft. Rubber moulding machines ensure that these parts meet the exacting standards of the aerospace industry.
Medical Devices and Equipment: Rubber moulding machines are used to produce a variety of medical components, such as seals, gaskets, diaphragms, and tubing. Medical-grade rubber must meet strict quality and safety standards, as it is used in life-saving devices and equipment.
Medical-Grade Rubber Components: Rubber moulding machines are used to produce medical parts that are biocompatible, sterilizable, and resistant to harsh chemicals. These parts are essential in medical devices such as respirators, pumps, and diagnostic equipment.
Consumer Goods: Rubber moulding machines are used to produce a wide range of consumer products, including rubber footwear, kitchen tools, and household seals. These machines allow manufacturers to produce durable, flexible rubber products that meet the needs of everyday consumers.
Rubber Moulded Footwear: Rubber moulding machines are commonly used to produce soles and components for shoes, boots, and sandals. Moulded rubber provides the comfort, durability, and flexibility needed for high-quality footwear.
Industrial Equipment: Rubber moulding machines are used to produce rubber parts for industrial machinery, including seals, grommets, vibration dampers, and hoses. These parts are essential for maintaining the performance and reliability of industrial equipment in demanding environments.
Moulded Rubber for Industrial Applications: Rubber parts are used in heavy machinery to reduce vibration, protect equipment from damage, and ensure proper sealing in harsh conditions.
Advantages of Rubber Moulding Machines
Precision and Consistency: Rubber moulding machines ensure that parts are produced with high precision and consistency, meeting exact specifications for dimensions, strength, and performance. This is critical for industries such as automotive and aerospace, where quality and reliability are paramount.
Efficiency for High-Volume Production: Injection and transfer moulding machines are highly efficient, allowing manufacturers to produce large quantities of rubber parts quickly and with minimal waste. This makes them ideal for high-volume production runs in industries like automotive and consumer goods.
Versatility for Different Rubber Types: Rubber moulding machines can handle a wide variety of rubber materials, including natural rubber, synthetic rubber, and silicone. This versatility allows manufacturers to produce parts with specific properties, such as heat resistance, chemical resistance, or flexibility.
Cost-Effectiveness for Mass Production: Rubber moulding machines are cost-effective for producing large batches of parts, especially in injection and transfer moulding. The automated nature of these processes reduces labor costs and improves production efficiency.
Challenges of Rubber Moulding Machines
High Initial Tooling Costs: Mould tooling for rubber moulding machines can be expensive, particularly for complex parts or multi-cavity moulds. Manufacturers must consider these costs when deciding on the most suitable moulding process for their production needs.
Material Waste in Compression Moulding: Compression moulding can result in more material waste compared to other methods, especially if excess rubber material is used to ensure that the mould is completely filled. Proper material management is essential to minimize waste and reduce costs.
Rubber moulding machines play a vital role in producing high-quality rubber parts for a wide range of industries, from automotive and aerospace to medical devices and consumer goods. These machines offer the precision, efficiency, and versatility needed to meet the demands of modern manufacturing, ensuring that rubber parts are produced with consistent quality and performance.
CNC Flowforming
Advanced Metalworking Technics with CNC Metal Spinning Machine
CNC flowforming is a precision metal forming process that uses CNC (Computer Numerical Control) technology to control the shaping of metal components by gradually deforming a metal blank over a rotating mandrel using rollers. Flowforming is often used to produce cylindrical or conical parts with precise dimensions, thin walls, and excellent strength. CNC flowforming is widely used in industries such as aerospace, automotive, defense, and industrial manufacturing, where high-performance parts with complex geometries are required.
CNC flowforming offers significant advantages over traditional forming methods, including greater material efficiency, improved mechanical properties, and the ability to produce parts with tight tolerances. The CNC technology ensures that the forming process is highly repeatable and precise, making it ideal for producing complex, high-quality parts in medium to large production volumes.
Key Components of a CNC Flowforming Machine
Mandrel: The mandrel is the shaping tool over which the metal blank is formed. It provides the internal shape of the part, while the CNC-controlled rollers apply pressure to the blank to gradually form it into the desired shape. The mandrel must be precisely machined to match the exact dimensions of the final part.
Mandrel Design for Complex Parts: The mandrel is a critical component in CNC flowforming, as it determines the internal shape and dimensions of the part. The mandrel must be designed to withstand the high forces applied during the forming process while maintaining tight tolerances.
CNC-Controlled Rollers: CNC flowforming machines use multiple rollers to apply pressure to the metal blank as it rotates on the mandrel. The rollers gradually deform the metal, thinning it and shaping it into the final part. The CNC system controls the position, pressure, and speed of the rollers to ensure precise forming.
Precise Control for Uniform Wall Thickness: CNC-controlled rollers allow for precise control over the material flow, ensuring that the part has uniform wall thickness and meets exact dimensional specifications.
Rotating Spindle: The spindle holds the mandrel and rotates it during the flowforming process. The rotation of the mandrel, combined with the pressure from the rollers, gradually shapes the metal blank into the desired form. The spindle must be capable of rotating at precise speeds to ensure consistent forming.
High-Speed Rotation for Efficient Forming: The spindle must rotate at the correct speed to allow the rollers to apply even pressure and gradually form the part without over-stressing the material.
Hydraulic or Servo Actuation System: CNC flowforming machines use hydraulic or servo-actuated systems to control the movement and pressure of the rollers. These systems provide the force needed to deform the metal and ensure that the forming process is smooth and controlled.
Hydraulic Pressure for High-Strength Parts: The hydraulic system provides the necessary pressure to form high-strength materials, such as steel and titanium, into precise shapes without causing defects.
CNC Control Panel: The CNC control panel is the interface through which operators set and monitor the forming parameters, such as roller pressure, spindle speed, and material feed rate. The CNC system ensures that the forming process is highly repeatable and that each part is produced to the exact same specifications.
Automation for Precision and Repeatability: CNC technology automates the flowforming process, allowing for precise control over every aspect of the operation. This ensures that each part is formed consistently, even in high-volume production.
CNC Flowforming Process
Material Preparation: The process begins with the preparation of a metal blank, typically in the form of a pre-formed tube or disc. The blank is made from materials such as aluminum, steel, or titanium, which have good ductility and can be deformed without cracking. The blank is mounted onto the mandrel in the flowforming machine.
Pre-Forms for Consistent Shaping: The initial shape of the blank is critical to the success of the flowforming process. Pre-forms must be designed to accommodate the thinning and stretching that occurs during forming.
Forming the Metal Blank: As the mandrel rotates, the CNC-controlled rollers apply pressure to the metal blank. The rollers move along the length of the blank, gradually thinning and stretching the material to form the final part. The pressure applied by the rollers is carefully controlled to ensure that the material is deformed uniformly.
Controlled Thinning for Precise Wall Thickness: Flowforming allows manufacturers to create parts with very thin walls while maintaining excellent strength and structural integrity. The CNC system ensures that the wall thickness is consistent along the entire length of the part.
Multiple Passes for Complex Shapes: For parts with complex geometries, the flowforming process may require multiple passes with the rollers. Each pass further deforms the metal, gradually bringing it closer to the final shape. The CNC system ensures that each pass is executed with precision, preventing defects such as wrinkles or uneven wall thickness.
Complex Shapes with Tight Tolerances: CNC flowforming is ideal for producing parts with intricate shapes or features, such as flanges, tapers, or internal threads. The CNC system ensures that these features are formed with tight tolerances and repeatable accuracy.
Part Removal and Inspection: Once the flowforming process is complete, the finished part is removed from the mandrel and inspected for defects. The part is typically subjected to dimensional checks and surface quality inspections to ensure that it meets the required specifications.
Quality Control for High-Precision Parts: CNC flowforming produces parts with excellent surface finishes and dimensional accuracy, reducing the need for additional machining or finishing processes.
Applications of CNC Flowforming
Aerospace Industry: CNC flowforming is widely used in the aerospace industry to produce lightweight, high-strength components such as rocket motor casings, fuselage sections, and structural supports. The ability to create thin-walled parts with precise dimensions makes flowforming ideal for aerospace applications.
Rocket Motor Casings: Flowforming is used to produce thin-walled rocket motor casings with excellent strength and durability. These parts must withstand extreme pressures and temperatures, making flowforming a critical process for aerospace manufacturers.
Automotive Industry: In the automotive industry, CNC flowforming is used to create lightweight components such as wheel rims, drive shafts, and suspension components. Flowformed parts are strong, lightweight, and capable of withstanding the stresses of high-performance vehicles.
Lightweight Alloy Wheels: CNC flowforming is used to produce lightweight alloy wheels for high-performance vehicles. The process ensures that the wheels have the strength needed to handle the stresses of driving while minimizing weight.
Defense and Military Applications: CNC flowforming is used to produce parts for defense and military applications, such as artillery shells, missile casings, and armor-piercing projectiles. These parts require high strength, durability, and precision, making flowforming an ideal manufacturing process.
Artillery Shells: Flowforming is used to produce artillery shells with thin walls and high strength, ensuring that they can withstand the pressures generated during firing while remaining lightweight.
Industrial Manufacturing: CNC flowforming is also used in the production of industrial components such as pressure vessels, heat exchanger tubes, and hydraulic cylinders. These parts require high strength and precision, making flowforming a valuable process for industrial manufacturers.
Heat Exchanger Tubes: Flowforming is used to produce thin-walled heat exchanger tubes with precise dimensions, ensuring efficient heat transfer and durability in demanding industrial applications.
Advantages of CNC Flowforming
High Precision and Repeatability: CNC flowforming ensures that parts are produced with tight tolerances and consistent quality, making it ideal for applications where precision is critical, such as aerospace and defense manufacturing.
Material Efficiency: Flowforming uses a cold-forming process that minimizes material waste, allowing manufacturers to produce parts with consistent wall thickness and minimal scrap. This improves cost efficiency and reduces the environmental impact of production.
Enhanced Mechanical Properties: The cold-forming process used in CNC flowforming improves the mechanical properties of the metal, such as its hardness, tensile strength, and fatigue resistance. This makes flowformed parts more durable and capable of withstanding extreme conditions.
Cost-Effective for Medium- to High-Volume Production: CNC flowforming is particularly cost-effective for medium- to high-volume production runs, as it requires fewer tooling changes and offers shorter cycle times compared to other forming processes.
Challenges of CNC Flowforming
High Initial Setup Costs: The equipment and tooling required for CNC flowforming can be expensive, making it less cost-effective for low-volume production runs. However, the long-term savings in material costs and reduced machining requirements often justify the initial investment.
Material Limitations: While CNC flowforming is effective for a wide range of metals, such as aluminum, steel, and titanium, it may not be suitable for certain materials that are too brittle or have limited formability.
CNC flowforming is a highly efficient and versatile process used to produce lightweight, high-precision components with complex geometries. Whether used in aerospace, automotive, defense, or industrial applications, CNC flowforming offers manufacturers a cost-effective solution for creating parts that meet the highest standards of performance and durability.
Round Cutter for Sheet Metal
Circle Shear Machine
A round cutter for sheet metal is a specialized tool used to cut circular shapes or holes in sheet metal materials. These tools are essential in industries like automotive, aerospace, HVAC, construction, and manufacturing, where precise circular cuts are often required for components such as flanges, ducts, gaskets, and panels. Round cutters are designed to handle various types of sheet metal, including steel, aluminum, copper, and brass, making them versatile and valuable tools in metalworking.
Round cutters come in different designs and sizes, depending on the specific cutting application. Some are manual tools used for smaller jobs, while others are integrated into automated cutting machines for high-volume production. These cutters ensure precision and efficiency, allowing manufacturers to produce consistent, high-quality round cuts in sheet metal with minimal waste.
Types of Round Cutters for Sheet Metal
Manual Circle Cutters: Manual circle cutters are handheld tools used for cutting small to medium-sized circular shapes in sheet metal. These cutters are often adjustable, allowing the operator to set the desired diameter for the cut. Manual circle cutters are commonly used in HVAC work, where they are used to cut holes for ducts, vents, and pipes.
Handheld and Adjustable: Manual circle cutters typically feature a rotating cutting head with adjustable arms that allow the user to set the diameter of the cut. The cutting head is rotated around a central pivot point, creating a clean, circular cut in the sheet metal.
Advantages: Manual circle cutters are easy to use and affordable, making them ideal for smaller jobs or projects that require occasional cutting of circular shapes. They are lightweight and portable, allowing operators to use them on-site.
Disadvantages: Manual circle cutters are limited in their capacity and are not suitable for cutting thick or hard metals. They also require more physical effort and precision from the operator, making them less efficient for high-volume or repetitive cutting tasks.
Rotary Cutters for Sheet Metal: Rotary cutters are powered tools that use rotating blades to cut circular shapes in sheet metal. These cutters can be either handheld or mounted on a bench or stand. Rotary cutters are ideal for cutting larger or thicker sheets of metal, as they provide more power and precision than manual tools.
Powered Cutting for Efficiency: Rotary cutters use a motor to drive the cutting blade, allowing for faster and more precise cuts. Some rotary cutters are equipped with adjustable cutting heads that allow the operator to set the desired diameter for the cut.
Advantages: Rotary cutters are more efficient than manual tools and can handle thicker or harder materials. They are ideal for repetitive cutting tasks and are commonly used in workshops and fabrication shops.
Disadvantages: Rotary cutters are more expensive than manual tools and may require a power source. They are also larger and less portable, making them better suited for stationary work environments.
Punch and Die Circle Cutters: Punch and die circle cutters use a punch press to create circular holes or shapes in sheet metal. In this process, a punch is driven through the sheet metal, cutting out a circular shape that matches the size and shape of the die. Punch and die cutters are used for high-precision, high-volume cutting and are commonly integrated into automated production lines.
Precision Cutting for High-Volume Production: Punch and die circle cutters are highly accurate and capable of cutting multiple holes or shapes in a single operation. The punch and die are machined to exact specifications, ensuring consistent, precise cuts.
Advantages: Punch and die cutters are ideal for high-volume production, as they can cut large numbers of holes quickly and with minimal material waste. They are commonly used in industries that require precise, repeatable cuts, such as automotive and aerospace manufacturing.
Disadvantages: Punch and die cutters are expensive to set up, as they require custom tooling for each specific cut. They are best suited for high-volume production, where the cost of tooling can be justified by the large number of parts being produced.
CNC Plasma and Laser Cutters: CNC (Computer Numerical Control) plasma and laser cutters are advanced cutting machines that use high-energy beams or plasma arcs to cut precise shapes, including circles, in sheet metal. These machines are highly automated, allowing operators to program the desired cut into the CNC system, which then controls the cutting head to execute the cut with precision.
Advanced Cutting for Complex Shapes: CNC plasma and laser cutters are capable of cutting extremely precise and complex shapes in sheet metal, including intricate circular patterns. These machines are ideal for high-precision applications in industries such as aerospace, automotive, and electronics.
Advantages: CNC plasma and laser cutters provide unmatched precision and efficiency, making them ideal for cutting complex shapes with tight tolerances. They are also highly versatile, capable of cutting a wide range of materials and thicknesses.
Disadvantages: CNC plasma and laser cutters are expensive to purchase and operate, making them best suited for large-scale manufacturing operations. They also require skilled operators to program and maintain the machines.
The Cutting Process with Round Cutters
Marking the Cutting Area: Before cutting, the operator marks the desired location and diameter of the circle on the sheet metal. This ensures that the cut is made in the correct position and to the correct size. For manual cutters, the center point of the circle is often marked, and a pivot is set to guide the cutting tool.
Accuracy in Marking: Marking the cutting area accurately is essential for ensuring that the final cut meets the required specifications. In automated systems, the cutting pattern is programmed into the CNC machine, eliminating the need for manual marking.
Positioning the Cutter: The round cutter is positioned on the sheet metal, with the cutting blade or punch aligned with the marked area. For manual cutters, the operator positions the pivot point in the center of the marked circle and adjusts the cutter to the desired diameter.
Precision in Positioning: Proper alignment of the cutter is crucial for achieving a clean, precise cut. In punch and die systems, the punch and die must be perfectly aligned to ensure that the cut is made cleanly and without distortion.
Executing the Cut: Once the cutter is positioned, the cutting operation is performed. In manual and rotary cutters, the operator manually rotates the cutter around the pivot point or guides the powered cutter along the marked path. In punch and die systems, the punch is driven through the sheet metal to create the hole. In CNC plasma or laser systems, the cutting head is guided automatically by the CNC system to execute the cut.
Smooth Cutting for Clean Edges: The goal of the cutting process is to create a clean, smooth edge without distortion or burrs. Proper control of the cutter’s speed and pressure is essential for achieving high-quality cuts.
Finishing and Inspection: After the cut is made, the edges of the cut circle are inspected for any burrs or rough edges. In some cases, deburring or smoothing may be required to achieve a clean, finished edge. The final part is then inspected for dimensional accuracy to ensure that it meets the required specifications.
Deburring for Clean Edges: Burrs or rough edges are common after cutting, especially in thicker or harder metals. These imperfections can be removed using deburring tools or machines to create a smooth, finished edge.
Applications of Round Cutters for Sheet Metal
HVAC and Ductwork Fabrication: Round cutters are widely used in the HVAC industry to create circular holes and shapes in sheet metal for ducts, vents, and other ventilation components. The ability to cut precise circles is essential for ensuring proper fit and function in ductwork systems.
Cutting for Air Vents and Ducts: HVAC technicians use round cutters to create holes for air vents, flanges, and pipes in ductwork systems. The precision of the cut ensures that the components fit together correctly, improving airflow and system performance.
Automotive Industry: In the automotive industry, round cutters are used to cut circular holes and shapes in sheet metal for components such as flanges, gaskets, and panels. The ability to cut precise circles is essential for ensuring that parts fit together correctly and function as intended.
Cutting for Flanges and Gaskets: Round cutters are used to create precise holes for flanges and gaskets, ensuring proper sealing and alignment in automotive components such as engines, exhaust systems, and fuel tanks.
Aerospace Industry: In the aerospace industry, round cutters are used to cut precise circular holes and shapes in sheet metal for aircraft components, such as bulkheads, fuselage panels, and structural supports. The high precision of the cut is critical for ensuring that parts meet the strict safety and performance standards required in aerospace manufacturing.
Precision Cutting for Structural Components: Round cutters are used to create holes and circular shapes in structural components that must withstand extreme forces and environmental conditions.
Metal Fabrication and Construction: Round cutters are commonly used in metal fabrication shops and construction projects to create circular holes and shapes in sheet metal for architectural elements, structural supports, and decorative features. These cutters allow fabricators to create custom parts with precise circular cuts.
Cutting for Architectural Panels: Round cutters are used to create custom circular designs in metal panels for architectural applications, such as building facades, interior walls, and decorative features.
Advantages of Round Cutters for Sheet Metal
Precision Cutting for Circular Shapes: Round cutters are specifically designed for cutting precise circular shapes in sheet metal, ensuring clean, accurate cuts with minimal material waste. This precision is essential for industries such as automotive, aerospace, and HVAC, where components must fit together precisely.
Versatility for Different Metals: Round cutters can be used to cut a wide range of sheet metal materials, including steel, aluminum, copper, and brass. This versatility makes them valuable tools for metal fabricators working with different types of materials.
Efficiency for High-Volume Production: Punch and die systems and CNC cutting machines are highly efficient for high-volume production, allowing manufacturers to produce large numbers of parts with consistent quality and minimal downtime.
Clean, Smooth Edges: Round cutters are designed to create clean, smooth edges, reducing the need for additional finishing operations such as deburring or grinding. This improves the overall quality of the finished part and reduces production time.
Challenges of Round Cutters for Sheet Metal
Tool Wear and Maintenance: The cutting blades or punches used in round cutters wear out over time and need to be replaced regularly to maintain cutting precision. Proper maintenance is essential to ensure that the cutters continue to produce high-quality cuts.
Initial Setup Costs for CNC Systems: CNC plasma and laser cutting systems are expensive to purchase and operate, making them a significant investment for manufacturers. However, the high precision and efficiency of these systems often justify the initial setup costs for large-scale production.
Round cutters for sheet metal are essential tools in industries that require precise circular cuts, such as automotive, aerospace, HVAC, and metal fabrication. Whether used in manual, powered, or automated systems, these cutters provide the accuracy, efficiency, and versatility needed to produce high-quality round cuts in a variety of sheet metal materials.
Flange Machine
Sheet Metal Rounded Corners
A flange machine is a specialized piece of equipment used to form or attach flanges to metal pipes, tubes, and ducts. Flanges are integral components in many piping and ductwork systems, serving as the connecting points between pipes or other components. They provide a secure, leak-proof connection, allowing for easy assembly, disassembly, and maintenance. Flange machines are used in industries such as HVAC, construction, plumbing, and industrial manufacturing, where precision and strength are required for flange connections.
Flange machines come in various designs, depending on the specific application, such as roll-forming flange machines, hydraulic flange forming machines, and automated CNC flange machines. These machines help manufacturers create consistent, high-quality flanges that meet industry standards for strength, durability, and performance.
Types of Flange Machines
Roll-Forming Flange Machines: Roll-forming flange machines are used to create flanges by gradually shaping the edge of a metal pipe, tube, or duct using a series of rollers. The rollers apply pressure to the material as it passes through the machine, forming the flange without cutting or removing material. Roll-forming flange machines are commonly used in the HVAC industry to create flanges for ductwork.
Precision Forming for Ductwork: Roll-forming machines create consistent, smooth flanges that are used to connect sections of ductwork in HVAC systems. The process is efficient and suitable for high-volume production.
Advantages: Roll-forming machines are highly efficient and capable of producing flanges with tight tolerances. They are ideal for forming flanges on long sections of metal pipe or ductwork.
Disadvantages: Roll-forming machines are limited in their ability to create complex flange shapes and are best suited for simple, straight flanges.
Hydraulic Flange Forming Machines: Hydraulic flange forming machines use hydraulic pressure to form flanges by pressing or bending the metal material into the desired shape. These machines are used to form flanges on thicker or more rigid materials, such as steel or stainless steel pipes, where roll-forming machines may not be suitable.
High Pressure for Heavy-Duty Flanges: Hydraulic flange machines are capable of forming strong, durable flanges on thick-walled pipes and tubes. The hydraulic system provides the force needed to shape the metal without causing cracks or deformation.
Advantages: Hydraulic flange machines are ideal for heavy-duty applications where thick or hard metals are used. They provide precise control over the forming process, ensuring that the flanges meet the required specifications.
Disadvantages: Hydraulic flange machines are slower than roll-forming machines and may require more setup time. They are also more expensive to operate due to the hydraulic system.
CNC Flange Machines: CNC flange machines use computer numerical control (CNC) technology to automate the flange forming process. These machines are highly precise and capable of producing complex flange shapes with tight tolerances. CNC flange machines are used in industries that require high levels of accuracy, such as aerospace, automotive, and industrial manufacturing.
Automated Precision for Complex Flanges: CNC flange machines are programmed to perform the flange forming process with high precision, ensuring that each flange is formed to the exact specifications. These machines are ideal for producing custom flanges or parts with intricate shapes.
Advantages: CNC flange machines offer unmatched precision and repeatability, making them ideal for high-volume production or parts that require tight tolerances. The automation reduces the need for manual labor and minimizes the risk of errors.
Disadvantages: CNC flange machines are expensive to purchase and operate, making them more suitable for large-scale production or applications that require high precision.
Flange Welding Machines: Flange welding machines are used to attach flanges to metal pipes or tubes by welding. These machines ensure that the flange is securely bonded to the pipe, providing a strong, leak-proof connection. Flange welding machines are commonly used in industries such as plumbing, oil and gas, and industrial piping systems.
Welding for Strong Connections: Flange welding machines ensure that the flange is securely welded to the pipe, creating a durable connection that can withstand high pressure and temperature.
Advantages: Welding provides a strong, permanent connection between the flange and the pipe. Flange welding machines are ideal for applications where a leak-proof connection is essential, such as in oil and gas pipelines.
Disadvantages: Welding machines require skilled operators and regular maintenance to ensure that the welds are strong and free from defects.
The Flange Forming Process
Material Preparation: Before the flange is formed, the material must be prepared by cutting the pipe, tube, or duct to the required length. The edges of the material are often smoothed or deburred to ensure that the flange can be formed cleanly without defects.
Cutting and Deburring for Clean Edges: Proper preparation of the material is essential for achieving a high-quality flange. Any burrs or rough edges can affect the forming process and lead to defects in the final flange.
Forming the Flange: The flange forming process varies depending on the type of machine being used. In roll-forming machines, the material is fed through a series of rollers that gradually shape the edge into a flange. In hydraulic or CNC machines, the material is pressed or bent into the desired shape. In welding machines, the flange is welded to the pipe after it has been formed.
Consistent Forming for Precision Flanges: The goal of the forming process is to create a flange with precise dimensions and a smooth finish. Proper control of the forming pressure and speed is essential for achieving high-quality results.
Finishing and Inspection: After the flange is formed, it is inspected for defects such as cracks, uneven edges, or dimensional inaccuracies. Any excess material, such as burrs or rough edges, is removed to ensure that the flange is smooth and ready for use.
Quality Control for Reliable Flanges: Flanges must meet strict quality standards to ensure that they provide a secure, leak-proof connection. Inspection and finishing are critical steps in the flange forming process to ensure that the final product meets these standards.
Applications of Flange Machines
HVAC Systems: Flange machines are widely used in the HVAC industry to create flanges for ductwork and ventilation systems. Flanges are essential for connecting sections of ductwork and ensuring that the system operates efficiently and without leaks.
Forming Flanges for Ductwork: Roll-forming flange machines are commonly used to create flanges on large sections of ductwork, providing a secure connection point for joining ducts and vents.
Industrial Piping Systems: In industrial piping systems, flanges are used to connect pipes, valves, and other components. Flange machines are used to form or attach flanges to pipes in applications such as oil and gas pipelines, chemical processing plants, and power generation facilities.
Flanges for High-Pressure Pipes: Hydraulic flange machines are often used to form flanges on thick-walled pipes used in high-pressure or high-temperature environments, such as oil refineries or power plants.
Automotive and Aerospace Industries: Flange machines are used in the automotive and aerospace industries to create flanges for exhaust systems, fuel lines, and other components. The precision offered by CNC flange machines is essential for ensuring that flanges meet the tight tolerances required in these industries.
Precision Flanges for Exhaust Systems: CNC flange machines are used to create custom flanges for exhaust systems, ensuring that they fit precisely and provide a leak-proof connection.
Plumbing and Construction: Flange machines are used in plumbing and construction to form or attach flanges to pipes used in water supply, drainage, and other systems. Flanges provide a secure connection point for assembling plumbing systems and allow for easy maintenance and repairs.
Flanges for Water Supply Lines: Flange machines are used to create flanges for water supply lines in residential and commercial buildings, ensuring that the pipes can be connected securely and leak-free.
Advantages of Flange Machines
Precision and Consistency: Flange machines ensure that flanges are formed with high precision and consistency, meeting exact specifications for dimensions and strength. This is essential for applications where leak-proof connections are critical, such as in HVAC systems or industrial pipelines.
Efficiency for High-Volume Production: Flange machines, especially roll-forming and CNC machines, are highly efficient and capable of producing large quantities of flanges quickly and with minimal waste. This makes them ideal for high-volume production in industries such as construction and manufacturing.
Versatility for Different Materials: Flange machines can handle a wide range of materials, including steel, aluminum, copper, and stainless steel. This versatility makes them valuable tools for manufacturers working with different types of pipes and tubing.
Strong, Leak-Proof Connections: Flanges formed by flange machines provide strong, durable connections that can withstand high pressure and temperature. This is particularly important in industrial applications where the reliability of the connection is critical for safety and performance.
Challenges of Flange Machines
Tooling and Setup Costs: Flange machines, particularly CNC and hydraulic machines, can be expensive to purchase and set up. The cost of tooling and maintenance must be considered, especially for custom or complex flange designs.
Skilled Operation for Precision: Operating flange machines, especially CNC and welding machines, requires skilled operators to ensure that the flanges are formed correctly and meet the required specifications. Improper operation can lead to defects and compromised flange connections.
Flange machines are essential tools for forming and attaching flanges to pipes, tubes, and ducts in a wide range of industries. Whether used in HVAC systems, industrial piping, or automotive and aerospace applications, these machines provide the precision, strength, and efficiency needed to create reliable, high-quality flanges that meet the demands of modern manufacturing and construction.
Metal Flowforming
CNC Controller for Spinning Machine
Metal flowforming is an advanced metal forming process used to shape cylindrical or conical metal parts by applying controlled pressure through rotating rollers. The process starts with a pre-formed metal blank, typically a tube, which is placed over a mandrel and rotated at high speeds. Rollers apply pressure to the metal, gradually thinning and stretching it into the desired shape. Flowforming offers precise control over wall thickness and part geometry, making it ideal for producing lightweight, high-strength components with complex geometries.
Flowforming is used in industries such as aerospace, automotive, defense, and industrial manufacturing, where precision, strength, and material efficiency are critical. The process enhances the mechanical properties of the metal, making it stronger and more durable, while also reducing material waste.
Types of Metal Flowforming
Forward Flowforming: In forward flowforming, the rollers move along the length of the metal blank in the same direction as the rotation of the mandrel. The material is thinned and stretched forward as it conforms to the shape of the mandrel. Forward flowforming is commonly used to produce cylindrical parts, such as tubes, pipes, and pressure vessels.
Precise Control of Wall Thickness: Forward flowforming allows manufacturers to create parts with precise, consistent wall thickness, which is critical for applications where uniform strength and weight are essential, such as in aerospace and automotive components.
Advantages: Forward flowforming is ideal for producing parts with long, uniform lengths, such as tubes and pipes. It offers excellent control over the material flow, ensuring consistent wall thickness and dimensional accuracy.
Disadvantages: Forward flowforming may not be suitable for parts with highly complex geometries or varying wall thicknesses, as the material flows primarily in one direction.
Backward Flowforming: In backward flowforming, the rollers move in the opposite direction of the mandrel’s rotation. This causes the material to be pushed backward while it is thinned and stretched into shape. Backward flowforming is commonly used for parts with more complex geometries or varying wall thicknesses, such as conical parts or components with flanges.
Complex Shapes with Variable Thickness: Backward flowforming allows for more control over the material flow, making it possible to create parts with varying wall thicknesses or complex features, such as tapers or flanges.
Advantages: Backward flowforming is ideal for producing parts with complex geometries, such as cones or components with varying wall thickness. It offers greater flexibility in shaping the material compared to forward flowforming.
Disadvantages: Backward flowforming is typically slower than forward flowforming and may require more precise control to prevent defects, such as wrinkling or uneven material distribution.
Combined Flowforming: Combined flowforming uses both forward and backward flowforming techniques to create parts with complex geometries and varying wall thicknesses. This method is often used for high-precision components in industries like aerospace and defense, where intricate shapes and tight tolerances are required.
Precision for Complex Components: Combined flowforming allows for precise control over material flow in both directions, enabling manufacturers to produce parts with complex shapes and varying thicknesses, such as aerospace structural components or high-performance automotive parts.
Advantages: Combined flowforming provides maximum flexibility for creating parts with complex geometries, varying wall thicknesses, and tight tolerances. It is ideal for high-performance applications where precision is critical.
Disadvantages: Combined flowforming requires advanced equipment and highly skilled operators, making it more expensive and time-consuming than single-direction flowforming.
Key Components of a Metal Flowforming Machine
Mandrel: The mandrel is the shaping tool around which the metal blank is formed. The mandrel provides the internal shape of the part, while the rollers apply pressure to the blank, stretching and thinning it into the desired external shape. Mandrels are typically made from high-strength materials, such as hardened steel, to withstand the high forces involved in flowforming.
Precision Mandrels for Tight Tolerances: The mandrel must be precisely machined to match the internal dimensions of the final part. Any deviations in the mandrel’s shape can result in defects or dimensional inaccuracies in the finished part.
Rollers: Flowforming machines use multiple rollers to apply pressure to the metal blank as it rotates on the mandrel. The rollers gradually deform the metal, thinning and shaping it into the final part. The position, pressure, and speed of the rollers are carefully controlled to ensure precise forming.
Controlled Pressure for Uniform Thickness: The rollers must apply consistent pressure to ensure that the material flows uniformly, creating a part with consistent wall thickness and smooth surfaces.
Rotating Spindle: The spindle holds the mandrel and rotates it during the flowforming process. The rotation of the mandrel, combined with the pressure from the rollers, shapes the metal blank into the desired form. The spindle’s speed must be carefully controlled to ensure that the material is deformed evenly.
High-Speed Rotation for Efficient Forming: The spindle must rotate at the correct speed to allow the rollers to apply even pressure and gradually form the part without over-stressing the material.
Hydraulic or Servo Actuation System: Flowforming machines use hydraulic or servo-actuated systems to control the movement and pressure of the rollers. These systems provide the force needed to deform the metal and ensure that the forming process is smooth and controlled.
Hydraulic Pressure for High-Strength Parts: The hydraulic system provides the necessary pressure to form high-strength materials, such as steel and titanium, into precise shapes without causing defects.
CNC Control System: Many modern flowforming machines are equipped with CNC (Computer Numerical Control) systems that allow for precise control over the forming process. The CNC system automates the movement of the rollers, ensuring that the material is formed with consistent accuracy and repeatability.
Automation for Precision and Repeatability: CNC control systems ensure that each part is formed to the exact same specifications, improving efficiency and reducing the risk of defects.
The Flowforming Process
Material Preparation: The process begins with the preparation of a metal blank, typically in the form of a tube or disc. The blank is made from materials such as aluminum, steel, or titanium, which have good ductility and can be deformed without cracking. The blank is mounted onto the mandrel in the flowforming machine.
Pre-Forms for Consistent Shaping: The initial shape of the blank is critical to the success of the flowforming process. Pre-forms must be designed to accommodate the thinning and stretching that occurs during forming.
Forming the Metal Blank: As the mandrel rotates, the rollers apply controlled pressure to the metal blank. The pressure from the rollers gradually thins and stretches the material, shaping it into the desired form. The flow of the material is carefully controlled to ensure that the part has uniform wall thickness and smooth surfaces.
Precision Thinning for Uniform Parts: The flowforming process allows for precise control over the material flow, ensuring that the part is formed with consistent wall thickness and meets tight dimensional tolerances.
Multiple Passes for Complex Shapes: For parts with complex geometries, the flowforming process may require multiple passes with the rollers. Each pass further deforms the metal, gradually bringing it closer to the final shape. The CNC system ensures that each pass is executed with precision, preventing defects such as wrinkles or uneven material distribution.
Complex Shapes with Tight Tolerances: Flowforming is ideal for producing parts with intricate shapes or features, such as flanges, tapers, or internal threads. The CNC system ensures that these features are formed with tight tolerances and repeatable accuracy.
Part Removal and Inspection: Once the flowforming process is complete, the finished part is removed from the mandrel and inspected for defects. The part is typically subjected to dimensional checks and surface quality inspections to ensure that it meets the required specifications.
Quality Control for High-Precision Parts: Flowforming produces parts with excellent surface finishes and dimensional accuracy, reducing the need for additional machining or finishing processes.
Applications of Metal Flowforming
Aerospace Industry: Flowforming is widely used in the aerospace industry to produce lightweight, high-strength components such as rocket motor casings, fuselage sections, and structural supports. The ability to create thin-walled parts with precise dimensions makes flowforming ideal for aerospace applications.
Rocket Motor Casings: Flowforming is used to produce thin-walled rocket motor casings with excellent strength and durability. These parts must withstand extreme pressures and temperatures, making flowforming a critical process for aerospace manufacturers.
Automotive Industry: In the automotive industry, flowforming is used to create lightweight components such as wheel rims, drive shafts, and suspension components. Flowformed parts are strong, lightweight, and capable of withstanding the stresses of high-performance vehicles.
Lightweight Alloy Wheels: Flowforming is used to produce lightweight alloy wheels for high-performance vehicles. The process ensures that the wheels have the strength needed to handle the stresses of driving while minimizing weight.
Defense and Military Applications: Flowforming is used to produce parts for defense and military applications, such as artillery shells, missile casings, and armor-piercing projectiles. These parts require high strength, durability, and precision, making flowforming an ideal manufacturing process.
Artillery Shells: Flowforming is used to produce artillery shells with thin walls and high strength, ensuring that they can withstand the pressures generated during firing while remaining lightweight.
Industrial Manufacturing: Flowforming is also used in the production of industrial components such as pressure vessels, heat exchanger tubes, and hydraulic cylinders. These parts require high strength and precision, making flowforming a valuable process for industrial manufacturers.
Heat Exchanger Tubes: Flowforming is used to produce thin-walled heat exchanger tubes with precise dimensions, ensuring efficient heat transfer and durability in demanding industrial applications.
Advantages of Metal Flowforming
High Precision and Repeatability: Flowforming ensures that parts are produced with tight tolerances and consistent quality, making it ideal for applications where precision is critical, such as aerospace and defense manufacturing.
Material Efficiency: Flowforming uses a cold-forming process that minimizes material waste, allowing manufacturers to produce parts with consistent wall thickness and minimal scrap. This improves cost efficiency and reduces the environmental impact of production.
Enhanced Mechanical Properties: The cold-forming process used in flowforming improves the mechanical properties of the metal, such as its hardness, tensile strength, and fatigue resistance. This makes flowformed parts more durable and capable of withstanding extreme conditions.
Cost-Effective for Medium- to High-Volume Production: Flowforming is particularly cost-effective for medium- to high-volume production runs, as it requires fewer tooling changes and offers shorter cycle times compared to other forming processes.
Challenges of Metal Flowforming
High Initial Setup Costs: The equipment and tooling required for flowforming can be expensive, making it less cost-effective for low-volume production runs. However, the long-term savings in material costs and reduced machining requirements often justify the initial investment.
Material Limitations: While flowforming is effective for a wide range of metals, such as aluminum, steel, and titanium, it may not be suitable for certain materials that are too brittle or have limited formability.
Metal flowforming is a highly efficient and versatile process used to produce lightweight, high-precision components with complex geometries. Whether used in aerospace, automotive, defense, or industrial applications, flowforming offers manufacturers a cost-effective solution for creating parts that meet the highest standards of performance and durability.
Circle Shear Machine
Circle Shear Machine
A circle shear machine, also known as a rotary shear or circular shearing machine, is a specialized cutting tool used to cut circular blanks or discs from sheet metal. These machines are designed to cut precise circular shapes in materials like steel, aluminum, copper, and brass, making them essential tools in industries such as automotive, aerospace, manufacturing, and metal fabrication. Circle shear machines are commonly used to produce metal discs for applications like cookware, automotive components, and industrial machinery.
Circle shear machines provide fast, efficient, and accurate cutting of circular blanks, with the ability to handle a wide range of materials and thicknesses. These machines are used for both high-volume production and custom manufacturing, ensuring that each circular blank is cut with precision and minimal waste.
Types of Circle Shear Machines
Manual Circle Shear Machines: Manual circle shear machines are operated by hand, making them suitable for small-scale production or custom jobs. These machines feature adjustable cutting blades and guides, allowing the operator to set the desired diameter of the cut. The operator manually rotates the sheet metal through the cutting blades to produce the circular blank.
Adjustable for Custom Cuts: Manual circle shear machines are highly versatile, allowing operators to adjust the cutting diameter for different-sized blanks. They are commonly used in workshops or fabrication shops for smaller jobs.
Advantages: Manual circle shear machines are affordable, easy to operate, and ideal for custom jobs or small production runs. They offer precise control over the cutting process, making them suitable for a wide range of materials.
Disadvantages: Manual circle shear machines are labor-intensive and not suitable for high-volume production. They also require skilled operators to ensure accurate cutting.
Motorized Circle Shear Machines: Motorized circle shear machines use electric motors to automate the cutting process. These machines are more powerful than manual models and are capable of cutting thicker or harder materials. Motorized circle shear machines are commonly used in metal fabrication shops and manufacturing facilities for medium- to large-scale production.
Powered Cutting for Efficiency: The motorized operation allows for faster and more efficient cutting, making these machines ideal for repetitive cutting tasks. Motorized circle shear machines often feature adjustable cutting settings, allowing operators to easily change the diameter of the cut.
Advantages: Motorized circle shear machines offer greater cutting power and efficiency compared to manual models. They are ideal for cutting thicker materials or handling higher production volumes.
Disadvantages: Motorized circle shear machines are more expensive and require a power source, making them less portable than manual machines. They also require regular maintenance to ensure proper operation.
CNC Circle Shear Machines: CNC (Computer Numerical Control) circle shear machines are fully automated machines that use CNC technology to control the cutting process. These machines are highly precise and capable of producing complex circular blanks with tight tolerances. CNC circle shear machines are commonly used in industries such as aerospace, automotive, and industrial manufacturing, where high precision is required.
Automated Precision for High-Volume Production: CNC circle shear machines allow operators to program the desired cutting parameters into the CNC system, which then controls the cutting blades to execute the cut with precision. These machines are ideal for high-volume production and applications that require consistent, repeatable results.
Advantages: CNC circle shear machines offer unmatched precision, efficiency, and repeatability. They are ideal for high-volume production or parts that require tight tolerances. The automation reduces the need for manual labor and minimizes the risk of errors.
Disadvantages: CNC circle shear machines are expensive to purchase and operate, making them best suited for large-scale production or applications that require high precision.
The Circle Shearing Process
Material Loading: The circle shearing process begins by loading the sheet metal onto the machine. For manual machines, the operator positions the sheet metal by hand, while motorized and CNC machines often have automated feeding systems that load the material into the cutting area.
Accurate Positioning for Precision Cuts: Proper positioning of the sheet metal is essential for ensuring that the circular blank is cut with precision. In CNC machines, the material is automatically positioned based on the programmed cutting parameters.
Adjusting the Cutting Diameter: The cutting diameter is set by adjusting the cutting blades and guides on the machine. In manual and motorized machines, the operator adjusts the settings to achieve the desired diameter. In CNC machines, the cutting diameter is programmed into the CNC system, which automatically adjusts the blades to the correct position.
Customizable Settings for Versatile Cutting: Circle shear machines offer adjustable cutting settings, allowing operators to produce circular blanks in a variety of sizes. This versatility is particularly important for manufacturers that produce custom or varied parts.
Cutting the Circular Blank: Once the machine is set up, the cutting process begins. The cutting blades rotate around the sheet metal, shearing out a precise circular blank. In manual machines, the operator manually turns the sheet metal through the blades, while motorized and CNC machines automate the cutting process.
Clean, Precise Cuts for Smooth Edges: The goal of the cutting process is to produce a clean, smooth-edged circular blank with minimal waste. Proper control of the cutting speed and pressure is essential for achieving high-quality cuts.
Finishing and Inspection: After the circular blank is cut, it is inspected for defects, such as rough edges, burrs, or dimensional inaccuracies. Any excess material or imperfections are removed to ensure that the blank is smooth and ready for use in further manufacturing processes.
Deburring for Clean Edges: Burrs or rough edges are common after cutting, especially in thicker or harder metals. These imperfections can be removed using deburring tools or machines to create a smooth, finished edge.
Applications of Circle Shear Machines
Cookware Manufacturing: Circle shear machines are widely used in the cookware industry to produce circular blanks for pots, pans, lids, and other kitchen utensils. The ability to cut precise, smooth-edged circles is essential for ensuring that the finished cookware pieces meet quality and performance standards.
Cutting Blanks for Pots and Pans: Circle shear machines are used to cut the circular blanks that are then formed into the final shape of pots, pans, and lids. The precision of the cut ensures that the cookware pieces are consistent in size and fit together properly.
Automotive Industry: In the automotive industry, circle shear machines are used to produce circular blanks for components such as gaskets, seals, and discs. These parts must be cut with high precision to ensure proper fit and function in automotive assemblies.
Cutting for Gaskets and Seals: Circular blanks are used to create gaskets and seals for engines, transmissions, and other automotive components. The precision of the cut is critical for ensuring that these parts provide a proper seal and prevent leaks.
Aerospace Industry: In the aerospace industry, circle shear machines are used to cut circular blanks for components such as bulkheads, panels, and structural supports. The high precision of CNC circle shear machines ensures that these parts meet the stringent safety and performance standards required in aerospace manufacturing.
Precision Cutting for Structural Components: Circle shear machines are used to create precise circular blanks for aerospace structural components that must withstand extreme forces and environmental conditions.
Metal Fabrication and Industrial Manufacturing: Circle shear machines are commonly used in metal fabrication shops and industrial manufacturing facilities to cut circular blanks for a wide range of applications, including machinery components, industrial equipment, and decorative metalwork.
Custom Cutting for Industrial Applications: Circle shear machines allow manufacturers to produce custom circular blanks for industrial machinery and equipment, ensuring that each part meets the exact specifications required for the application.
Advantages of Circle Shear Machines
Precision Cutting for Circular Blanks: Circle shear machines are specifically designed for cutting precise circular shapes in sheet metal, ensuring clean, accurate cuts with minimal material waste. This precision is essential for industries such as automotive, aerospace, and cookware manufacturing.
Efficiency for High-Volume Production: Motorized and CNC circle shear machines are highly efficient and capable of producing large quantities of circular blanks quickly and with consistent quality. This makes them ideal for high-volume production in industries such as manufacturing and metal fabrication.
Versatility for Different Metals: Circle shear machines can handle a wide range of sheet metal materials, including steel, aluminum, copper, and brass. This versatility makes them valuable tools for manufacturers working with different types of materials.
Clean, Smooth Edges: Circle shear machines are designed to create clean, smooth edges, reducing the need for additional finishing operations such as deburring or grinding. This improves the overall quality of the finished part and reduces production time.
Challenges of Circle Shear Machines
Tool Wear and Maintenance: The cutting blades on circle shear machines wear out over time and need to be replaced regularly to maintain cutting precision. Proper maintenance is essential to ensure that the machines continue to produce high-quality cuts.
High Initial Setup Costs for CNC Machines: CNC circle shear machines are expensive to purchase and operate, making them a significant investment for manufacturers. However, the high precision and efficiency of these machines often justify the initial setup costs for large-scale production.
Circle shear machines are essential tools for cutting precise circular blanks in sheet metal. Whether used in cookware manufacturing, automotive, aerospace, or industrial applications, these machines provide the accuracy, efficiency, and versatility needed to produce high-quality circular blanks with consistent precision.
Sheet Metal Flange Forming
Sheet Metal Rounded Corners
Sheet metal flange forming is a process used to create flanges—raised rims or edges—on sheet metal components. These flanges are essential for connecting parts, adding strength, and providing structural support in various applications. Flange forming is a key technique in industries such as automotive, aerospace, construction, HVAC, and metal fabrication, where sheet metal components must be securely joined or reinforced. Flanges help ensure a tight, secure fit between parts, especially in systems that handle fluids, air, or structural loads.
There are several methods for forming flanges on sheet metal, including roll forming, press brake bending, and stamping. Each method is chosen based on factors like the material, thickness, shape, and the specific requirements of the application. Proper flange forming ensures that the metal retains its strength and integrity, even after being bent or formed into complex shapes.
Methods of Sheet Metal Flange Forming
Roll Forming: Roll forming is a continuous process used to create flanges by passing sheet metal through a series of rollers that gradually bend the edges into the desired shape. This method is ideal for producing long, uniform flanges in high-volume production settings. Roll forming is commonly used in the production of components like metal roofing, siding, and structural panels.
High Efficiency for Long Parts: Roll forming is highly efficient and suitable for forming flanges on long pieces of sheet metal, such as beams, channels, and ducts. The process is continuous, allowing manufacturers to produce large quantities of flange-formed parts with minimal material waste.
Advantages: Roll forming is ideal for high-volume production and produces consistent, high-quality flanges with minimal deformation. It is also suitable for thin and thick sheet metals.
Disadvantages: Roll forming is less flexible than other methods, making it less suitable for producing short, custom, or complex flange shapes.
Press Brake Bending: Press brake bending is a common method for forming flanges on smaller or custom-shaped sheet metal parts. A press brake uses a punch and die to bend the edges of the sheet metal to form a flange. This method is highly versatile and allows for precise control over the angle, length, and shape of the flange. Press brakes are often used in low- to medium-volume production runs or for custom fabrication jobs.
Precision Bending for Custom Parts: Press brake bending allows manufacturers to create flanges with precise angles and lengths, making it ideal for custom parts and prototypes. The process is highly flexible, allowing for the formation of complex flange shapes.
Advantages: Press brake bending offers excellent precision and versatility, making it ideal for small batches or custom parts. It is suitable for a wide range of sheet metal thicknesses.
Disadvantages: Press brake bending can be slower than roll forming for high-volume production and may require more setup time, especially for complex or custom parts.
Stamping: Stamping is a high-speed method for forming flanges on sheet metal parts. In the stamping process, a press forces the sheet metal into a die, which shapes the material and forms the flange in a single operation. Stamping is ideal for producing large quantities of parts quickly and with consistent quality. It is commonly used in automotive and appliance manufacturing, where components like brackets, panels, and enclosures require flanged edges.
High-Speed Production for Large Volumes: Stamping is highly efficient and capable of producing flanges in large quantities with consistent quality. The process is well-suited for parts with simple, uniform flange shapes.
Advantages: Stamping offers fast production speeds, making it ideal for high-volume manufacturing. It also ensures consistent flange dimensions and high repeatability.
Disadvantages: Stamping requires expensive tooling and is less flexible than other methods, making it better suited for high-volume production rather than custom or low-volume runs.
Hydroforming: Hydroforming is a specialized forming process that uses high-pressure hydraulic fluid to shape sheet metal into complex forms, including flanged edges. Hydroforming is commonly used for parts that require intricate shapes or tight tolerances, such as automotive body panels, aerospace components, and structural parts. This process is ideal for forming flanges on lightweight materials, such as aluminum and stainless steel, without compromising the material’s strength or surface quality.
Complex Shapes with High Precision: Hydroforming allows manufacturers to form flanges on parts with complex geometries and tight tolerances. The process is particularly useful for producing lightweight components with strong, durable flanges.
Advantages: Hydroforming provides excellent precision and allows for the formation of flanges on complex shapes and lightweight materials. It also minimizes material thinning and surface defects.
Disadvantages: Hydroforming is more expensive than traditional forming methods and is best suited for high-value, precision parts rather than mass production.
Key Components of a Sheet Metal Flange Forming Machine
Rollers (Roll Forming): In roll forming machines, rollers are the primary tools used to bend and shape the edges of the sheet metal into flanges. The sheet metal passes through multiple rollers, each progressively bending the metal until the desired flange shape is achieved. The rollers must be precisely aligned and adjusted to ensure consistent, high-quality flange formation.
Gradual Bending for Uniform Flanges: The rollers are designed to gradually bend the metal, ensuring that the flange is formed smoothly and without distortion. Proper roller alignment is critical for maintaining consistent flange dimensions.
Punch and Die (Press Brake and Stamping): In press brake and stamping machines, the punch and die are the tools used to shape the flange. The punch presses the sheet metal into the die, bending or forming the edges into a flange. The punch and die must be designed to match the exact flange dimensions and angles required for the part.
Precision Tools for Accurate Flanges: The punch and die must be carefully designed and maintained to ensure that the flange is formed with accurate dimensions and angles. Any wear or misalignment in the tools can lead to defects in the flange.
Hydraulic System (Hydroforming): In hydroforming machines, a hydraulic system is used to apply high pressure to the sheet metal, forcing it into a die and forming the flange. The hydraulic system must provide precise control over the pressure and timing of the forming process to ensure that the flange is formed without damaging the material.
High Pressure for Complex Flanges: The hydraulic system provides the force needed to shape the sheet metal into complex forms, including flanges, without causing cracks or material failure.
Control System: Modern flange forming machines are often equipped with computer numerical control (CNC) systems that allow operators to program the flange dimensions, angles, and forming parameters. The control system ensures that the forming process is consistent and repeatable, reducing the risk of defects and improving production efficiency.
CNC Control for Precision and Consistency: CNC systems automate the flange forming process, allowing for precise control over the forming parameters. This ensures that each flange is formed to the exact same specifications, improving quality and reducing material waste.
The Flange Forming Process
Material Preparation: The sheet metal must be properly prepared before the flange forming process begins. This typically involves cutting the sheet metal to the required size and shape, deburring the edges, and cleaning the surface to remove any dirt, grease, or contaminants. Proper material preparation ensures that the flange is formed cleanly and without defects.
Deburring for Clean Edges: Any rough edges or burrs must be removed from the sheet metal to ensure that the flange is formed with smooth, clean edges. This is especially important in applications where the flange will be exposed to high pressure or stress.
Forming the Flange: The flange forming process depends on the method being used. In roll forming, the sheet metal is passed through a series of rollers that gradually bend the edges into a flange. In press brake bending, the sheet metal is placed between a punch and die, and pressure is applied to form the flange. In stamping, the flange is formed in a single press operation, while in hydroforming, the sheet metal is shaped by hydraulic pressure.
Consistent Pressure for Smooth Flanges: Proper control of the forming pressure is essential for creating a smooth, uniform flange without defects such as cracks, wrinkles, or thinning.
Finishing and Inspection: After the flange is formed, the part is inspected for defects such as cracks, uneven edges, or dimensional inaccuracies. Any excess material, such as burrs or rough edges, is removed to ensure that the flange is smooth and ready for use. The part is also measured to ensure that the flange meets the required dimensions and tolerances.
Quality Control for Reliable Flanges: Flanges must meet strict quality standards to ensure that they provide a secure, leak-proof connection. Inspection and finishing are critical steps in the flange forming process to ensure that the final product meets these standards.
Applications of Sheet Metal Flange Forming
Automotive Industry: Sheet metal flange forming is widely used in the automotive industry to create flanges on components such as exhaust systems, body panels, and structural parts. Flanges are essential for connecting parts and providing strength and rigidity to automotive assemblies.
Flanges for Exhaust Systems and Body Panels: Flanges are commonly formed on exhaust pipes and body panels to provide a secure connection between parts. Flange forming ensures that these components are strong, durable, and resistant to vibration and stress.
Aerospace Industry: In the aerospace industry, flange forming is used to create flanges on lightweight materials such as aluminum and titanium. These flanges are used to connect structural components, fuel tanks, and engine parts, where precision and strength are critical.
Flanges for Lightweight Aerospace Components: Flange forming is used to create flanges on thin, lightweight sheet metal components used in aircraft. The precision of the flange is critical for ensuring that the parts meet the strict safety and performance standards required in aerospace manufacturing.
HVAC Systems: In the HVAC industry, flange forming is used to create flanges on ductwork and ventilation systems. These flanges provide a secure connection between sections of ductwork, ensuring that the system operates efficiently and without leaks.
Forming Flanges for Ductwork: Flanges are commonly formed on HVAC ducts to provide a secure connection point for joining sections of ductwork. The flanges must be strong enough to withstand the pressure and airflow in the system.
Construction and Metal Fabrication: Flange forming is used in the construction and metal fabrication industries to create flanges on beams, columns, and other structural components. These flanges provide additional strength and stability to the structure, ensuring that it can withstand loads and stresses.
Flanges for Structural Components: Flange forming is used to create flanges on structural components such as beams and columns, adding strength and rigidity to the structure.
Advantages of Sheet Metal Flange Forming
Improved Strength and Structural Integrity: Forming flanges on sheet metal components increases their strength and rigidity, making them more durable and capable of withstanding stress. This is especially important in applications where the parts are exposed to high pressure, vibration, or loads.
Secure Connections for Joining Parts: Flanges provide a secure, leak-proof connection between parts, ensuring that they are properly aligned and sealed. This is essential in systems that handle fluids, air, or structural loads, such as exhaust systems, HVAC ducts, and piping.
Versatility for Different Materials and Applications: Flange forming can be used on a wide range of sheet metal materials, including steel, aluminum, copper, and stainless steel. This versatility makes flange forming a valuable process in industries ranging from automotive and aerospace to construction and HVAC.
Precision for Complex Shapes: Modern flange forming machines, especially those equipped with CNC systems, offer precise control over the forming process, allowing manufacturers to create flanges with tight tolerances and complex shapes.
Challenges of Sheet Metal Flange Forming
Tool Wear and Maintenance: The tools used in flange forming, such as rollers, punches, and dies, wear out over time and need to be replaced regularly to maintain forming precision. Proper maintenance is essential to ensure consistent, high-quality flange formation.
Material Limitations: Certain materials, especially brittle or high-strength metals, can be challenging to flange without causing cracks or defects. Proper material selection and forming techniques are essential to avoid these issues.
Sheet metal flange forming is a critical process in many industries, providing strength, durability, and secure connections for components ranging from automotive exhaust systems to aerospace structural parts. Whether done through roll forming, press brake bending, stamping, or hydroforming, flange forming ensures that sheet metal parts meet the demands of modern manufacturing and engineering.
Super Surface Finishing
Metal Buffing and Polishing Machines
Super surface finishing refers to advanced techniques used to achieve extremely smooth and polished surfaces on metal parts, often with a mirror-like finish. These techniques are critical in industries where surface quality is essential for performance, aesthetics, or functionality. Super surface finishing processes are used to remove surface imperfections, improve surface smoothness, reduce friction, and enhance the overall appearance of metal parts. This type of finishing is commonly applied to parts in industries such as aerospace, automotive, medical devices, precision engineering, and consumer electronics.
Super surface finishing goes beyond traditional polishing or grinding, utilizing highly specialized methods such as electropolishing, chemical polishing, and advanced mechanical processes like lapping and superfinishing. These techniques achieve surface finishes with very low roughness values, measured in microns, often below Ra 0.1 µm.
Types of Super Surface Finishing Processes
Electropolishing: Electropolishing is an electrochemical process that removes a thin layer of metal from the surface of a part, smoothing out micro-level roughness and imperfections. The process involves immersing the part in an electrolytic bath and applying an electric current. Electropolishing is commonly used for stainless steel, aluminum, and other metals that require a high level of surface smoothness and corrosion resistance.
Smoothing at the Microscopic Level: Electropolishing removes high points on the surface of the metal, leaving a smooth, polished finish. It also improves the part’s corrosion resistance by removing surface contaminants and creating a passive oxide layer.
Advantages: Electropolishing provides a uniform, smooth finish with minimal material removal. It is ideal for complex shapes and internal surfaces that are difficult to reach with mechanical polishing methods.
Disadvantages: Electropolishing is limited to conductive materials and may not be suitable for all types of metals or parts that require tight dimensional tolerances.
Chemical Polishing: Chemical polishing involves immersing a metal part in a chemical solution that selectively dissolves surface imperfections, leaving behind a smooth, polished surface. Unlike electropolishing, chemical polishing does not require an electric current. This process is commonly used for metals like aluminum, copper, and brass, as well as non-conductive materials.
Non-Electrical Smoothing for Complex Parts: Chemical polishing is especially useful for parts with complex shapes or internal passages, where mechanical polishing is impractical. The chemical solution uniformly polishes the surface without the need for physical contact.
Advantages: Chemical polishing is fast and efficient, providing a smooth, polished finish without the need for mechanical force. It is suitable for a wide range of materials, including non-metals.
Disadvantages: Chemical polishing can be less precise than electropolishing or mechanical finishing, and the chemicals used can be hazardous if not handled properly.
Superfinishing (Microfinishing): Superfinishing is a mechanical process that uses fine abrasives to achieve an ultra-smooth surface finish with extremely low roughness values. This process involves the oscillating movement of an abrasive tool or film against the surface of the part. Superfinishing is commonly used on cylindrical or spherical parts, such as crankshafts, bearings, and precision components, where surface smoothness is critical for reducing friction and wear.
Reducing Friction for High-Performance Parts: Superfinishing creates an extremely smooth surface that reduces friction and wear, improving the performance and longevity of precision components such as bearings and gears.
Advantages: Superfinishing provides a highly controlled surface finish, making it ideal for parts that require precise surface characteristics. It reduces friction and improves the part’s resistance to wear and corrosion.
Disadvantages: Superfinishing can be time-consuming and may require specialized equipment and skilled operators. It is also limited to parts with relatively simple geometries.
Lapping: Lapping is a precision surface finishing process that involves rubbing two surfaces together with an abrasive slurry between them. This process is used to achieve extremely flat and smooth surfaces with tight tolerances. Lapping is commonly used for parts like valves, bearings, and optical components, where flatness and surface quality are critical.
Ultra-Flat Surfaces for Precision Parts: Lapping achieves surfaces that are both flat and smooth, making it ideal for parts that require a high degree of accuracy and tight tolerances.
Advantages: Lapping provides a highly precise and uniform surface finish, making it suitable for parts that require extremely low surface roughness and high flatness.
Disadvantages: Lapping is a slow process and is not suitable for large production runs. It also requires careful control of the abrasive slurry to avoid over-polishing or damaging the part.
Polishing and Buffing: Polishing and buffing are traditional mechanical finishing processes used to achieve smooth, shiny surfaces on metal parts. These processes involve using abrasive compounds and rotating wheels or pads to remove surface imperfections and create a reflective finish. While polishing is more aggressive and used for initial surface smoothing, buffing is used to achieve a high-gloss finish.
Creating a High-Gloss Finish: Polishing and buffing are widely used in industries such as automotive, aerospace, and consumer goods to create aesthetically pleasing finishes on parts like wheels, body panels, and appliances.
Advantages: Polishing and buffing provide a high-quality, reflective finish, making them ideal for parts that require an attractive appearance. These processes are also relatively fast and cost-effective.
Disadvantages: Polishing and buffing can be labor-intensive, especially for complex parts, and may not achieve the same level of surface smoothness as advanced processes like electropolishing or superfinishing.
Applications of Super Surface Finishing
Aerospace Industry: Super surface finishing is critical in the aerospace industry, where parts like turbine blades, landing gear, and structural components must meet strict surface quality standards. Superfinishing and electropolishing are commonly used to reduce friction and improve the performance and longevity of critical components.
Smooth Surfaces for Reduced Friction: Super surface finishing reduces friction on aerospace components like turbine blades, improving their efficiency and reducing wear over time.
Medical Devices and Implants: Super surface finishing is essential for medical devices and implants, where surface smoothness is critical for biocompatibility, hygiene, and performance. Electropolishing is commonly used to finish stainless steel and titanium implants, ensuring that they are smooth, corrosion-resistant, and safe for use in the human body.
Smooth, Biocompatible Surfaces for Implants: Super surface finishing ensures that medical implants have smooth, corrosion-resistant surfaces that are safe for long-term use in the body.
Automotive Industry: In the automotive industry, super surface finishing is used to enhance the performance of components like engine parts, transmission gears, and crankshafts. Superfinishing reduces friction and wear, improving the efficiency and durability of these parts.
Enhanced Performance for Engine Components: Super surface finishing reduces friction on engine components like crankshafts and gears, improving performance and fuel efficiency.
Precision Engineering: Super surface finishing is used in precision engineering applications, such as the manufacture of bearings, valves, and precision instruments. These parts require extremely smooth surfaces to ensure proper function, reduce friction, and improve performance.
Smooth Surfaces for High-Precision Components: Superfinishing and lapping are used to achieve ultra-smooth surfaces on precision parts, ensuring that they meet tight tolerances and perform reliably.
Consumer Electronics and Optics: Super surface finishing is used in the production of consumer electronics and optical components, where smooth, reflective surfaces are critical for both performance and aesthetics. Polishing and buffing are commonly used to create shiny, mirror-like finishes on smartphones, tablets, and cameras.
Polished Surfaces for High-End Electronics: Polishing and superfinishing techniques are used to create sleek, reflective surfaces on consumer electronics, enhancing their appearance and durability.
Advantages of Super Surface Finishing
Enhanced Aesthetics: Super surface finishing techniques, such as polishing and buffing, create visually appealing surfaces with a high-gloss, mirror-like finish. This is particularly important for consumer goods, automotive components, and decorative metalwork.
Improved Performance and Efficiency: Superfinishing and electropolishing reduce surface roughness, minimizing friction and wear on moving parts. This improves the efficiency and longevity of components such as bearings, gears, and turbine blades.
Corrosion Resistance: Electropolishing and chemical polishing improve the corrosion resistance of metal parts by removing surface contaminants and creating a smooth, passive oxide layer. This is especially important for stainless steel and other metals used in harsh environments.
Biocompatibility for Medical Devices: Super surface finishing ensures that medical devices and implants have smooth, non-reactive surfaces, improving their biocompatibility and safety for use in the human body.
Precision and Accuracy: Super surface finishing processes, such as lapping and superfinishing, achieve extremely low surface roughness and tight tolerances, making them ideal for precision components that require high accuracy and smoothness.
Challenges of Super Surface Finishing
High Costs for Advanced Processes: Advanced super surface finishing techniques, such as electropolishing and lapping, can be expensive due to the specialized equipment and skilled operators required. These processes may not be cost-effective for low-volume production or parts with less stringent surface requirements.
Time-Consuming Processes: Super surface finishing processes like superfinishing and lapping can be time-consuming, especially for parts with complex geometries or tight tolerances. Manufacturers must balance the need for high-quality finishes with production efficiency.
Super surface finishing is essential for achieving the smooth, high-quality surfaces required in industries such as aerospace, automotive, medical devices, and precision engineering. Whether used to reduce friction, improve corrosion resistance, or enhance aesthetics, these advanced finishing techniques ensure that metal parts meet the highest standards of performance, durability, and appearance.
Dished End Making Machine
Beading Machine Price
A dished end making machine is a specialized piece of equipment used to manufacture dished ends, which are concave, rounded caps or closures often found on the ends of pressure vessels, boilers, storage tanks, and other cylindrical containers. Dished ends are essential components in industries such as oil and gas, petrochemicals, chemical processing, food processing, and water treatment, where pressure-tight and structurally strong end closures are required for safety and functionality.
The process of making dished ends involves forming flat metal plates into curved, dome-like shapes through various forming methods, including spinning, pressing, or flanging. These machines allow manufacturers to produce dished ends of different sizes, thicknesses, and materials, including carbon steel, stainless steel, and aluminum.
Types of Dished End Making Machines
Hydraulic Pressing Machines: Hydraulic pressing machines are commonly used for forming dished ends by applying high-pressure force to a flat metal plate. The plate is pressed into a concave die, gradually taking on the desired dished shape. This method is highly efficient and ideal for producing dished ends with large diameters and thick materials.
High Pressure for Large, Thick Dished Ends: Hydraulic pressing machines are capable of forming large dished ends with thick walls, ensuring that they can withstand high pressure and stress in applications such as pressure vessels and boilers.
Advantages: Hydraulic pressing offers excellent control over the forming process, allowing manufacturers to create dished ends with precise dimensions and smooth surfaces. It is ideal for producing high-strength dished ends for demanding applications.
Disadvantages: Hydraulic pressing machines are expensive and require significant setup time, making them more suitable for large-scale production rather than small or custom jobs.
Spinning Machines: Spinning is another method used to form dished ends by rotating a flat metal blank on a lathe-like machine. As the blank rotates, forming rollers apply pressure to gradually bend the metal into a dished shape. Spinning is typically used for producing dished ends with smaller diameters or thinner materials.
Gradual Forming for Thin or Small Dished Ends: Spinning allows for precise control over the forming process, making it suitable for producing dished ends with intricate shapes or thin walls. The process is highly flexible and can be used for small-batch production or custom parts.
Advantages: Spinning is cost-effective for small-batch or custom production and offers excellent flexibility for forming dished ends with various sizes and shapes. The process is also suitable for thinner materials, such as stainless steel or aluminum.
Disadvantages: Spinning is slower than hydraulic pressing and may not be suitable for forming large or thick-walled dished ends. It also requires skilled operators to ensure precise forming.
Flanging Machines: Flanging machines are used to form the edges of dished ends, creating a flange or raised rim that can be used to attach the dished end to a cylindrical vessel or pipe. The machine bends the edges of the dished end outward, creating a flange that matches the diameter of the vessel. Flanging is often used in conjunction with pressing or spinning to complete the dished end.
Forming Flanges for Secure Attachment: Flanging is essential for ensuring that the dished end can be securely attached to the vessel, creating a leak-proof seal and providing structural strength. Flanging machines allow for precise control over the flange dimensions and angles.
Advantages: Flanging machines provide consistent, precise flanges that ensure a secure connection between the dished end and the vessel. The process is highly efficient and can be integrated into automated production lines.
Disadvantages: Flanging machines are specialized tools that may not be suitable for small or custom production runs. They are best suited for high-volume production of dished ends with standard flange dimensions.
Deep Drawing Machines: Deep drawing is a forming method used to create dished ends by stretching a flat metal plate into a concave shape using a punch and die. The metal is drawn into the die cavity while maintaining its thickness, creating a deep, dished end with uniform wall thickness. Deep drawing is often used for producing dished ends with complex geometries or deep curvatures.
Deep Forming for Complex Dished Ends: Deep drawing allows manufacturers to create dished ends with complex shapes and deep curvatures, making it suitable for parts that require intricate designs or tight tolerances.
Advantages: Deep drawing offers precise control over the wall thickness and shape of the dished end, ensuring consistent quality and structural integrity. It is ideal for producing parts with deep, complex curvatures.
Disadvantages: Deep drawing requires specialized tooling and is more expensive than other forming methods. It is best suited for high-value parts or applications where precise control over wall thickness is critical.
Key Components of a Dished End Making Machine
Press or Punch: In pressing and deep drawing machines, the press or punch applies force to the metal plate, shaping it into the dished form. The press must be capable of generating high pressure to deform the metal without causing cracks or thinning.
High Pressure for Thick Materials: The press must provide enough force to shape thick metal plates into dished ends without compromising the material’s structural integrity. Proper pressure control is essential for achieving consistent results.
Rotating Mandrel or Die: In spinning and pressing machines, the mandrel or die provides the internal shape of the dished end. As the metal is pressed or spun around the mandrel, it gradually takes on the desired curvature. The mandrel or die must be precisely machined to ensure that the final part meets the required dimensions.
Precision Shaping for Consistent Results: The mandrel or die must be carefully designed and aligned to ensure that the dished end is formed with consistent dimensions and a smooth surface.
Forming Rollers (Spinning): In spinning machines, forming rollers apply pressure to the rotating metal blank, gradually shaping it into a dished end. The rollers must be precisely controlled to ensure that the metal is formed smoothly and without defects.
Controlled Pressure for Smooth Surfaces: The forming rollers must apply consistent pressure to prevent wrinkling, cracking, or uneven thickness in the final part.
Hydraulic System: In hydraulic pressing machines, the hydraulic system provides the force needed to press the metal into the die. The hydraulic system must provide precise control over the pressure and speed of the forming process to ensure that the metal is deformed uniformly.
Hydraulic Force for Large Dished Ends: The hydraulic system provides the necessary force to form large or thick-walled dished ends, ensuring that the material flows smoothly into the die.
Control Panel: Modern dished end making machines are often equipped with computer numerical control (CNC) systems that allow operators to program the forming parameters, such as pressure, speed, and curvature. The control panel ensures that the forming process is consistent and repeatable, reducing the risk of defects and improving production efficiency.
Automation for Precision and Consistency: CNC control systems automate the forming process, allowing for precise control over the dimensions and shape of the dished end. This ensures that each part is formed to the exact same specifications.
The Dished End Making Process
Material Preparation: The process begins with preparing a flat metal plate, which is typically cut to the desired size and thickness. The edges of the plate may be deburred or smoothed to ensure a clean, defect-free surface for forming.
Cutting and Deburring for Clean Edges: Proper preparation of the metal plate ensures that the dished end can be formed without defects such as cracks or wrinkles.
Forming the Dished End: The metal plate is placed in the dished end making machine, where it is pressed, spun, or drawn into the desired shape. The forming process depends on the type of machine being used—hydraulic pressing machines use a press to shape the metal into a concave form, while spinning machines gradually shape the metal using forming rollers.
Consistent Forming for Smooth Curves: The goal of the forming process is to create a smooth, uniform curvature with consistent wall thickness. Proper control of the forming pressure and speed is essential for achieving high-quality results.
Flanging (If Required): If the dished end requires a flange, the edges of the part are formed using a flanging machine. The flange provides a raised rim that allows the dished end to be securely attached to a cylindrical vessel or pipe. Flanging ensures that the part can be bolted or welded in place, creating a secure, leak-proof connection.
Forming Flanges for Attachment: The flanging process creates a secure attachment point for the dished end, ensuring that it can be easily connected to other components in a pressure vessel or tank.
Finishing and Inspection: After the dished end is formed, it is inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by removing any excess material or smoothing the edges. Quality control checks ensure that the dished end meets the required specifications for strength, curvature, and dimensional accuracy.
Quality Control for High-Strength Parts: Dished ends must meet strict quality standards to ensure that they can withstand the pressure and stress of the application. Inspection and finishing are critical steps in the process to ensure that the final part is free from defects.
Applications of Dished Ends
Pressure Vessels and Boilers: Dished ends are commonly used in the construction of pressure vessels and boilers, where they serve as end closures that can withstand high internal pressures. The dished shape distributes pressure evenly across the surface, reducing the risk of failure and ensuring the safety and performance of the vessel.
High-Pressure Applications for Safety: Dished ends are essential for pressure vessels that operate under high pressure, such as steam boilers, gas storage tanks, and chemical reactors. The shape of the dished end ensures that it can handle the pressure without failing.
Storage Tanks: Dished ends are used as closures for storage tanks, particularly those used for storing liquids or gases. The dished shape helps prevent the buildup of internal pressure and provides structural strength to the tank.
Strong, Leak-Proof Closures for Tanks: Dished ends provide a secure, leak-proof closure for storage tanks, ensuring that the contents are safely contained and that the tank can withstand internal pressure.
Food and Beverage Processing: Dished ends are commonly used in the food and beverage industry for pressure vessels and tanks used in processing, storage, and transportation. The smooth, rounded surface of the dished end helps maintain hygiene by preventing the buildup of contaminants or residue.
Hygienic Surfaces for Food Processing Tanks: In food and beverage processing, dished ends provide smooth, clean surfaces that are easy to sanitize, ensuring that the products remain safe and uncontaminated.
Water Treatment and Chemical Processing: Dished ends are used in water treatment and chemical processing tanks, where they must withstand corrosive materials and high pressures. The dished shape provides strength and durability, ensuring that the tanks can operate safely under demanding conditions.
Durable Closures for Chemical Tanks: Dished ends are essential for chemical processing tanks, where they provide a strong, corrosion-resistant closure that can handle harsh chemicals and high pressure.
Advantages of Dished End Making Machines
High Precision and Consistency: Dished end making machines provide precise control over the forming process, ensuring that each part is produced with consistent dimensions and smooth surfaces. This is essential for applications where dished ends must meet strict safety and performance standards.
Versatility for Different Materials and Sizes: Dished end making machines can handle a wide range of materials, including carbon steel, stainless steel, aluminum, and other metals. They are also capable of producing dished ends in various sizes and thicknesses, making them versatile tools for manufacturers.
Improved Structural Integrity: Dished ends formed using specialized machines have superior structural integrity, ensuring that they can withstand high pressure, temperature, and stress. The smooth, curved shape of the dished end helps distribute pressure evenly, reducing the risk of failure.
Efficiency for High-Volume Production: Dished end making machines, especially hydraulic presses and automated spinning machines, are highly efficient and capable of producing large quantities of parts quickly and with minimal waste. This makes them ideal for high-volume production in industries like pressure vessel manufacturing and tank fabrication.
Challenges of Dished End Making Machines
High Initial Setup Costs: Dished end making machines, particularly hydraulic presses and spinning machines, require significant initial investment in equipment and tooling. These costs can be prohibitive for small manufacturers or custom production runs.
Skilled Operation Required: Operating dished end making machines, especially spinning and flanging machines, requires skilled operators to ensure precise forming and avoid defects such as cracks or uneven thickness. Improper operation can result in defects that compromise the strength and safety of the dished end.
Dished end making machines are essential tools in industries that require high-strength, pressure-resistant closures for tanks, vessels, and other cylindrical containers. These machines provide the precision, efficiency, and versatility needed to produce dished ends that meet the strict safety and performance standards required in applications such as pressure vessels, boilers, storage tanks, and chemical processing equipment.
Thermal Deburring Machines
Thermal Deburring Machines for Sale
Thermal deburring machines are specialized tools used to remove burrs from metal and plastic parts through a controlled thermal process. Burrs are unwanted protrusions or sharp edges that often form during machining, cutting, drilling, or other manufacturing processes. These imperfections can affect the quality, performance, and safety of the final product. Thermal deburring machines offer a fast and efficient way to remove burrs, particularly from complex parts or internal passages that are difficult to access with traditional deburring methods.
The thermal deburring process, also known as explosive deburring or thermal energy method (TEM), involves placing the parts in a sealed chamber and exposing them to a controlled explosion of combustible gas. The high temperature generated by the explosion burns off the burrs, leaving the rest of the part intact. This method is highly effective for removing burrs from hard-to-reach areas and is widely used in industries such as automotive, aerospace, medical devices, and precision engineering.
Key Components of Thermal Deburring Machines
Sealed Chamber: The thermal deburring process takes place inside a sealed chamber, where the parts are placed during the deburring operation. The chamber must be able to withstand high temperatures and pressures generated by the controlled explosion.
Pressure-Resistant Chamber for Safety: The chamber is designed to contain the explosion safely while ensuring that the parts inside are properly exposed to the thermal energy. It is made from heat-resistant materials to withstand repeated use.
Gas Injection System: The gas injection system introduces a mixture of combustible gases, typically hydrogen or methane, into the chamber. The gas mixture is carefully controlled to ensure that the explosion is effective at removing the burrs without damaging the parts.
Precise Gas Control for Consistent Results: The gas injection system must deliver the correct mixture of gases at the right pressure and volume to ensure that the explosion is powerful enough to remove the burrs but not so intense that it damages the parts.
Ignition System: The ignition system is responsible for triggering the explosion inside the chamber. It ignites the gas mixture, causing a rapid combustion that generates high heat and pressure. The ignition system must be reliable and safe, ensuring that the explosion occurs only when the chamber is sealed and the gas mixture is correctly set.
Controlled Ignition for Safe Operation: The ignition system is carefully timed to ensure that the explosion occurs at the right moment, providing consistent deburring results while minimizing the risk of damage to the parts or the machine.
Cooling and Ventilation System: After the explosion, the chamber must be cooled down before the parts can be removed. The cooling and ventilation system helps dissipate the heat and remove any residual gases from the chamber. This system ensures that the parts are safe to handle after the deburring process and that the machine is ready for the next cycle.
Efficient Cooling for Fast Turnaround: The cooling system ensures that the chamber returns to a safe temperature quickly, allowing for efficient operation and minimizing downtime between deburring cycles.
Control Panel: Thermal deburring machines are equipped with a control panel that allows operators to set and monitor the deburring parameters, such as gas mixture, pressure, ignition timing, and cycle duration. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the process and ensure repeatable, high-quality results.
Automation for Precision and Consistency: The control panel allows operators to program the machine for specific parts and materials, ensuring that the deburring process is consistent and tailored to the requirements of each job.
The Thermal Deburring Process
Part Preparation: Before the thermal deburring process begins, the parts are loaded into the sealed chamber. The parts must be properly cleaned and free from any oils, grease, or contaminants that could interfere with the deburring process. The size, shape, and material of the parts are considered when setting the deburring parameters.
Cleaning for Optimal Results: Ensuring that the parts are clean and free from contaminants helps improve the effectiveness of the thermal deburring process and prevents any unintended reactions during the explosion.
Gas Injection and Ignition: Once the parts are loaded, the chamber is sealed, and the combustible gas mixture is injected into the chamber. The ignition system is then triggered, causing the gas to explode. The explosion generates a rapid burst of heat, typically reaching temperatures of 2,500 to 3,500 degrees Celsius (4,500 to 6,300 degrees Fahrenheit), which burns off the burrs on the surface of the parts.
High-Temperature Explosion for Burr Removal: The heat from the explosion is concentrated on the burrs, which are typically much thinner than the rest of the part. The burrs burn away almost instantly, leaving the rest of the part unaffected.
Cooling and Ventilation: After the explosion, the chamber is cooled down, and any remaining gases are vented. The cooling process ensures that the parts are safe to handle and that the machine is ready for the next deburring cycle.
Rapid Cooling for Efficient Operation: The cooling and ventilation system ensures that the chamber is quickly returned to a safe temperature, allowing for faster cycle times and increased productivity.
Part Removal and Inspection: Once the chamber has cooled, the parts are removed and inspected for any remaining burrs or defects. In most cases, the thermal deburring process removes all burrs from the parts, even in hard-to-reach areas or internal passages. Any remaining burrs can be removed through additional deburring methods if necessary.
Inspection for Quality Assurance: The parts are carefully inspected to ensure that the deburring process has been effective and that the parts meet the required specifications for surface finish and dimensional accuracy.
Applications of Thermal Deburring Machines
Automotive Industry: Thermal deburring is widely used in the automotive industry to remove burrs from precision components such as engine parts, fuel injectors, and transmission gears. These parts often have complex geometries with internal passages that are difficult to deburr using traditional methods.
Deburring for Engine Components and Fuel Systems: Thermal deburring ensures that engine components, such as fuel injectors and valves, are free from burrs that could interfere with their performance or cause premature wear.
Aerospace Industry: In the aerospace industry, thermal deburring is used to remove burrs from parts such as turbine blades, hydraulic components, and structural elements. The high precision of the thermal deburring process ensures that these critical components meet the stringent quality and safety standards required in aerospace manufacturing.
Deburring for Turbine Blades and Hydraulic Systems: Thermal deburring is ideal for removing burrs from the intricate surfaces and internal passages of aerospace components, ensuring that they perform reliably in demanding environments.
Medical Devices and Instruments: Thermal deburring is commonly used in the production of medical devices and surgical instruments, where burrs can compromise the safety and functionality of the part. The process is particularly useful for deburring complex, multi-part assemblies, such as implants, surgical tools, and diagnostic equipment.
Burr-Free Surfaces for Medical Instruments: Thermal deburring ensures that medical devices have smooth, burr-free surfaces that are safe for use in the human body and easy to sterilize.
Precision Engineering and Electronics: In precision engineering and electronics manufacturing, thermal deburring is used to remove burrs from small, intricate components such as connectors, switches, and housings. The process ensures that these parts fit together precisely and function correctly without interference from burrs.
Deburring for Small, Intricate Parts: Thermal deburring is ideal for precision-engineered parts with complex shapes and tight tolerances, ensuring that they meet the high standards required in electronics and precision equipment.
Hydraulic and Pneumatic Systems: Thermal deburring is used to remove burrs from hydraulic and pneumatic components, such as valves, fittings, and cylinders. Burrs in these components can cause leaks, blockages, or malfunctions, so it is essential to remove them completely.
Ensuring Smooth Function in Hydraulic Systems: Thermal deburring ensures that hydraulic and pneumatic components are free from burrs that could interfere with fluid flow or cause system failures.
Advantages of Thermal Deburring Machines
Effective Deburring of Complex Parts: Thermal deburring is highly effective at removing burrs from parts with complex geometries, internal passages, and hard-to-reach areas. This makes it ideal for deburring parts that cannot be easily deburred using mechanical methods.
Fast and Efficient Process: The thermal deburring process is extremely fast, often taking just a few seconds to complete. This makes it ideal for high-volume production environments where speed and efficiency are critical.
No Contact with Parts: Since the thermal deburring process is non-contact, there is no risk of damaging or deforming the parts during the deburring operation. This is particularly important for delicate or precision-engineered parts.
Consistency and Repeatability: Thermal deburring machines provide consistent, repeatable results, ensuring that every part is deburred to the same high standard. This reduces the risk of defects and improves overall product quality.
Minimal Material Removal: Thermal deburring removes only the burrs, leaving the rest of the part intact. This ensures that the dimensional accuracy and surface finish of the part are preserved, making the process ideal for precision components.
Challenges of Thermal Deburring Machines
Initial Setup Costs: Thermal deburring machines are expensive to purchase and install, making them a significant investment for manufacturers. However, the efficiency and effectiveness of the process often justify the initial cost, especially in high-volume production environments.
Material Limitations: Thermal deburring is primarily effective for materials that can withstand the high temperatures generated by the explosion, such as metals and certain plastics. It may not be suitable for materials that are heat-sensitive or prone to melting.
Hazardous Gases: The gases used in the thermal deburring process, such as hydrogen and methane, are highly flammable and must be handled with care. Proper safety precautions must be in place to prevent accidents or explosions.
Thermal deburring machines provide a fast, efficient, and highly effective way to remove burrs from complex metal and plastic parts. Whether used in automotive, aerospace, medical devices, or precision engineering, thermal deburring ensures that parts meet the highest standards of quality, performance, and safety.
Superior Metal Spinning
CNC Buffing Machine
Superior metal spinning is a highly specialized metal forming process that uses rotational force and precision tools to shape metal sheets or discs into complex, symmetrical shapes such as cones, cylinders, domes, and hemispheres. Unlike traditional stamping or deep drawing processes, metal spinning uses a combination of manual or CNC-controlled pressure and rotational speed to gradually shape the metal over a spinning mandrel. This method is particularly effective for producing hollow, seamless metal parts with smooth surfaces and consistent thickness.
Superior metal spinning is used in industries that require high-quality, precision-formed parts, such as aerospace, automotive, lighting, cookware, and decorative metalwork. The process is highly versatile, allowing for the production of parts in a wide range of sizes, shapes, and materials, including aluminum, stainless steel, copper, and brass.
Types of Metal Spinning
Manual Metal Spinning: Manual metal spinning is a traditional technique that relies on the skill of the operator to shape the metal using hand tools. The operator applies pressure to the metal disc as it spins on a lathe, gradually forming it into the desired shape. Manual spinning is often used for small-batch production, custom parts, and decorative items.
Craftsmanship for Custom Parts: Manual spinning requires a high level of skill and precision, making it ideal for producing custom or one-of-a-kind parts with unique designs or intricate details.
Advantages: Manual spinning offers excellent flexibility and is suitable for producing small quantities of custom or complex parts. It is also cost-effective for prototypes or low-volume production.
Disadvantages: Manual spinning is labor-intensive and requires skilled operators, making it less efficient for high-volume production. The process is also slower than automated methods.
CNC Metal Spinning: CNC (Computer Numerical Control) metal spinning automates the spinning process using precision CNC machines that control the speed, pressure, and movement of the forming tools. CNC spinning allows for precise, repeatable results and is ideal for high-volume production or parts that require tight tolerances.
Precision and Consistency for High-Volume Production: CNC spinning offers unparalleled precision and consistency, making it ideal for producing large quantities of parts with identical dimensions and surface finishes.
Advantages: CNC spinning provides fast, efficient production with consistent quality and tight tolerances. It is suitable for producing complex shapes and high-volume runs, reducing the need for manual labor.
Disadvantages: CNC spinning machines are expensive to purchase and set up, making them more suitable for large-scale production. The process also requires skilled programmers and operators to ensure optimal performance.
Shear Spinning: Shear spinning is a variation of metal spinning in which the metal is thinned as it is spun over the mandrel, resulting in parts with reduced wall thickness. This process is commonly used to produce lightweight components with high strength-to-weight ratios, such as aerospace parts and automotive components.
Thinning for Lightweight Parts: Shear spinning is ideal for applications where weight reduction is critical, such as aerospace and automotive manufacturing. The process creates thin-walled parts without compromising their structural integrity.
Advantages: Shear spinning allows for precise control over wall thickness, making it ideal for producing lightweight, high-strength parts. The process is highly efficient and suitable for high-performance applications.
Disadvantages: Shear spinning requires specialized equipment and skilled operators to ensure consistent results. It is best suited for parts with simple geometries, such as cones and cylinders.
Flow Forming (Flow Spinning): Flow forming is a more advanced form of metal spinning used to produce long, hollow, cylindrical parts with uniform wall thickness. The process involves stretching the metal as it spins, gradually reducing its thickness and forming the desired shape. Flow forming is commonly used for parts such as rocket motor casings, gas cylinders, and pressure vessels.
Precision Forming for Cylindrical Parts: Flow forming allows manufacturers to produce long, seamless cylindrical parts with precise wall thickness, making it ideal for applications that require high strength and durability.
Advantages: Flow forming offers excellent precision and material efficiency, reducing waste while producing parts with consistent wall thickness and high strength. It is ideal for high-performance applications in aerospace and defense.
Disadvantages: Flow forming requires advanced equipment and is more expensive than traditional metal spinning methods. It is best suited for large, cylindrical parts and may not be suitable for complex shapes or small-batch production.
Key Components of a Metal Spinning Machine
Mandrel: The mandrel is the shaping tool around which the metal is spun. It provides the internal shape of the part, while the forming tools apply pressure to the metal as it rotates. Mandrels must be precisely machined to ensure that the final part meets the required dimensions and surface quality.
Precision Mandrels for Consistent Results: The mandrel must be carefully designed and aligned to ensure that the part is formed with consistent dimensions and a smooth surface.
Forming Rollers or Tools: In CNC and manual metal spinning, forming rollers or tools apply pressure to the metal as it spins over the mandrel. The tools gradually shape the metal into the desired form, ensuring that the part has uniform wall thickness and a smooth surface finish.
Controlled Pressure for Smooth Surfaces: The forming tools must apply consistent pressure to prevent wrinkles, cracks, or uneven thickness in the final part.
Lathe or Spinning Chuck: The lathe or spinning chuck holds the mandrel and rotates it at high speeds during the spinning process. The rotational speed must be carefully controlled to ensure that the metal flows smoothly over the mandrel without overstressing the material.
High-Speed Rotation for Efficient Forming: The lathe or chuck must rotate at the correct speed to allow the forming tools to shape the metal without causing defects such as cracking or warping.
CNC Control System (CNC Spinning): CNC spinning machines are equipped with a CNC control system that automates the spinning process. The CNC system controls the speed, pressure, and movement of the forming tools, ensuring precise, repeatable results. The system allows operators to program the machine for specific parts and materials, ensuring optimal performance.
Automation for Precision and Efficiency: CNC systems provide precise control over the spinning process, ensuring that each part is formed to the exact same specifications. This improves efficiency and reduces the risk of defects.
The Metal Spinning Process
Material Preparation: The metal spinning process begins with a flat metal disc or sheet, which is typically cut to size and thickness. The edges of the metal may be deburred or smoothed to ensure a clean, defect-free surface for spinning.
Cutting and Deburring for Clean Edges: Proper preparation of the metal ensures that the spinning process can proceed smoothly and without defects such as cracks or wrinkles.
Spinning the Metal: The metal disc is placed on the mandrel, which is mounted on the spinning machine. As the mandrel rotates, the forming tools apply pressure to the metal, gradually shaping it into the desired form. In CNC spinning, the process is automated, with the CNC system controlling the movement of the tools and the speed of the rotation.
Controlled Forming for Smooth, Symmetrical Parts: The goal of the spinning process is to create a smooth, symmetrical part with consistent wall thickness. Proper control of the pressure and speed is essential for achieving high-quality results.
Multiple Passes for Complex Shapes: For parts with complex shapes or tight tolerances, the spinning process may require multiple passes with the forming tools. Each pass gradually deforms the metal, bringing it closer to the final shape. In CNC spinning, the process is carefully programmed to ensure that each pass is executed with precision.
Complex Shapes with Tight Tolerances: Metal spinning is ideal for producing parts with intricate shapes or features, such as cones, domes, and cylinders, with precise dimensions and surface finishes.
Finishing and Inspection: After the part is spun, it is removed from the mandrel and inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the part meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Parts: Metal spinning produces parts with smooth surfaces and consistent dimensions, reducing the need for additional machining or finishing processes.
Applications of Superior Metal Spinning
Aerospace Industry: Metal spinning is widely used in the aerospace industry to produce lightweight, high-strength components such as rocket motor casings, aircraft nose cones, and fuel tanks. The ability to create seamless, symmetrical parts with precise dimensions makes metal spinning ideal for aerospace applications.
Rocket Motor Casings and Nose Cones: Metal spinning is used to produce thin-walled rocket motor casings and nose cones that must withstand extreme pressures and temperatures while maintaining their structural integrity.
Automotive Industry: In the automotive industry, metal spinning is used to create components such as wheel rims, exhaust systems, and structural supports. The process ensures that these parts are lightweight, strong, and capable of withstanding the stresses of high-performance vehicles.
Lightweight Wheel Rims and Exhaust Systems: Metal spinning is used to produce lightweight, high-strength wheel rims and exhaust components for high-performance vehicles. The process ensures that these parts have consistent thickness and strength.
Cookware and Lighting Fixtures: Metal spinning is commonly used to produce seamless, symmetrical cookware items such as pots, pans, and lids. It is also used to create lighting fixtures, such as lampshades and reflectors, that require smooth, symmetrical shapes and polished surfaces.
Smooth, Seamless Cookware: Metal spinning is used to create high-quality cookware with smooth, seamless surfaces that are easy to clean and resistant to corrosion.
Architectural and Decorative Metalwork: Metal spinning is used to create architectural and decorative metalwork, such as domes, sculptures, and ornamental features. The process allows for the production of intricate, symmetrical shapes with smooth surfaces, making it ideal for high-end architectural projects.
Decorative Domes and Sculptures: Metal spinning is used to create large, decorative domes and sculptures for architectural projects, ensuring that the parts are smooth, symmetrical, and visually appealing.
Pressure Vessels and Industrial Components: Metal spinning is used to produce pressure vessels, gas cylinders, and industrial components that require high strength and durability. The process ensures that these parts are seamless, with consistent wall thickness and excellent structural integrity.
Seamless Pressure Vessels: Metal spinning is ideal for producing pressure vessels and gas cylinders that must withstand high internal pressures without risk of failure.
Advantages of Superior Metal Spinning
Precision and Consistency: Metal spinning provides excellent control over the shape, dimensions, and surface quality of the part, ensuring consistent, high-precision results. CNC spinning, in particular, offers repeatable accuracy, making it ideal for high-volume production.
Material Efficiency: Metal spinning is a highly efficient process that minimizes material waste. The metal is deformed without cutting or removing material, reducing the need for additional machining or finishing.
Strength and Durability: Metal spinning produces parts with excellent mechanical properties, including high strength, durability, and resistance to stress. The process creates seamless, symmetrical parts with consistent wall thickness, making them ideal for demanding applications.
Versatility for Different Materials and Shapes: Metal spinning can be used with a wide range of materials, including aluminum, stainless steel, copper, and brass. The process is also highly versatile, allowing for the production of parts in various sizes, shapes, and thicknesses.
Cost-Effective for Prototypes and Custom Parts: Metal spinning is cost-effective for producing prototypes, custom parts, and small-batch production runs. Manual spinning, in particular, is well-suited for creating one-of-a-kind parts or decorative items.
Challenges of Superior Metal Spinning
Skilled Operation Required: Manual metal spinning requires highly skilled operators to ensure that the parts are formed with precision and without defects. CNC spinning, while automated, still requires skilled programmers and operators to ensure optimal performance.
High Initial Setup Costs for CNC Machines: CNC metal spinning machines are expensive to purchase and set up, making them a significant investment for manufacturers. However, the precision and efficiency of the process often justify the initial cost, especially in high-volume production environments.
Superior metal spinning is a highly efficient and versatile process used to produce seamless, high-precision metal parts for a wide range of industries. Whether used in aerospace, automotive, cookware, or decorative metalwork, metal spinning ensures that parts are formed with consistent quality, smooth surfaces, and excellent mechanical properties.
Curling Process in Sheet Metal
Sheet Metal Edge Rounding
The curling process in sheet metal refers to the technique of forming a circular or rolled edge along the perimeter of a metal sheet. Curling is commonly used in applications where the sharp edges of sheet metal must be rolled over for safety, aesthetics, or functional reasons. This process is widely applied in industries such as automotive, aerospace, HVAC, and appliance manufacturing, where curled edges are needed to provide strength, reduce the risk of injury, or create a finished, decorative appearance.
Curling improves the overall durability of the part by increasing edge strength and reducing the likelihood of cracking or deformation under load. It is often used in the production of parts like metal enclosures, cylindrical tubes, or ducts, where a smooth, rounded edge is necessary for assembly or handling.
Types of Curling in Sheet Metal
Straight Curling: Straight curling involves rolling the edge of the sheet metal into a circular or semi-circular shape, creating a smooth, continuous edge around the part. This type of curling is commonly used in the fabrication of ducts, pipes, and other cylindrical structures, where the rolled edge provides a strong, durable finish.
Simple Curled Edges for Durability: Straight curling is ideal for reinforcing the edges of parts like tubes or ducts, where the curled edge adds strength and prevents the sheet metal from fraying or deforming over time.
Advantages: Straight curling provides a clean, smooth edge that improves the safety, durability, and appearance of the part. It is also relatively easy to achieve using specialized curling machines or roll forming equipment.
Disadvantages: Straight curling may not be suitable for parts with complex shapes or tight radii, as the metal can become stretched or deformed during the curling process.
Wire-Edge Curling: In wire-edge curling, a metal wire is inserted into the curled edge of the sheet metal, creating a reinforced edge that is stronger and more rigid than a standard curl. This type of curling is often used in the fabrication of containers, tanks, and pipes, where the reinforced edge helps improve the part’s structural integrity and resistance to deformation.
Reinforced Edges for Added Strength: Wire-edge curling is ideal for parts that require extra strength or rigidity, such as containers or ducts that must withstand pressure or impact. The wire provides additional support to the curled edge, reducing the risk of deformation.
Advantages: Wire-edge curling provides a stronger, more durable edge than standard curling, making it ideal for heavy-duty applications. It also improves the part’s resistance to wear and impact, extending its service life.
Disadvantages: Wire-edge curling requires additional tooling and setup, making it more time-consuming and expensive than straight curling. The wire must be properly inserted and secured to ensure that the curl remains strong and uniform.
Hem Curling: Hem curling, or hemming, is a variation of the curling process in which the edge of the sheet metal is folded over itself, creating a double-thickness edge that is stronger and more rigid than a single-layer curl. Hem curling is commonly used in automotive panels, appliance housings, and architectural components, where the reinforced edge improves strength and provides a smooth, finished appearance.
Double-Layer Edges for Increased Rigidity: Hem curling is ideal for applications where the sheet metal must withstand stress or impact, such as automotive panels or appliance housings. The folded edge provides extra strength and durability.
Advantages: Hem curling provides a strong, reinforced edge that improves the part’s structural integrity and resistance to damage. It also creates a clean, finished appearance, making it ideal for visible parts.
Disadvantages: Hem curling requires more material and tooling than standard curling, increasing production costs. It may also be more challenging to achieve on thick or hard metals.
Seam Curling: Seam curling is a method used to join two pieces of sheet metal by curling their edges together. This technique is commonly used in the fabrication of cylindrical structures such as pipes, tanks, and containers, where the curled seam provides a strong, leak-proof connection between the parts. Seam curling is widely used in industries such as HVAC, automotive, and metal fabrication.
Strong, Leak-Proof Connections: Seam curling is ideal for joining two metal parts in a way that ensures a strong, durable, and leak-proof connection. It is commonly used in the production of ducts, pipes, and containers that must withstand pressure or fluids.
Advantages: Seam curling provides a secure, long-lasting connection between metal parts, reducing the need for additional welding or fasteners. It is also highly efficient, allowing manufacturers to produce leak-proof joints quickly and consistently.
Disadvantages: Seam curling requires precise alignment of the parts and specialized tooling to ensure that the seam is formed correctly. Improper curling can result in weak or leaky joints.
Key Components of a Curling Machine
Rollers or Forming Dies: In most curling machines, rollers or forming dies are used to gradually curl the edges of the sheet metal. The rollers apply pressure to the metal as it passes through the machine, bending it into a circular or semi-circular shape. Forming dies are often used for more complex or precise curls, ensuring that the edge is formed uniformly.
Controlled Pressure for Uniform Curls: The rollers or forming dies must apply consistent pressure to the sheet metal to ensure that the curl is smooth and uniform. Proper alignment of the rollers is essential for achieving high-quality results.
Mandrel or Support: In many curling machines, a mandrel or support is used to hold the sheet metal in place as it is curled. The mandrel ensures that the metal is properly aligned and supported throughout the curling process, preventing deformation or misalignment.
Support for Consistent Curling: The mandrel provides support to the metal as it is curled, ensuring that the edge is formed smoothly and without distortion. This is especially important for thin or flexible sheet metals.
Hydraulic or Pneumatic System: Many curling machines use hydraulic or pneumatic systems to apply the necessary pressure for curling the sheet metal. These systems provide precise control over the pressure and speed of the curling process, ensuring that the metal is curled evenly and without defects.
Precise Pressure Control for High-Quality Curls: The hydraulic or pneumatic system ensures that the pressure is applied evenly throughout the curling process, preventing defects such as cracking, wrinkling, or uneven curls.
Control Panel: Modern curling machines are often equipped with a control panel that allows operators to set and monitor the curling parameters, such as pressure, speed, and curl radius. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the curling process and ensure repeatable, high-quality results.
Automation for Precision and Efficiency: The control panel allows operators to program the machine for specific parts and materials, ensuring that the curling process is consistent and tailored to the requirements of each job.
The Curling Process
Material Preparation: Before the curling process begins, the sheet metal must be properly prepared. This typically involves cutting the metal to the required size and shape, deburring the edges, and cleaning the surface to remove any dirt, grease, or contaminants. Proper preparation ensures that the metal curls smoothly and without defects.
Cutting and Deburring for Clean Edges: Proper preparation of the metal ensures that the curling process proceeds smoothly and without defects, such as cracking or wrinkling.
Curling the Edge: The curling process begins by feeding the sheet metal into the curling machine, where it is gradually bent into the desired shape by the rollers or forming dies. The machine applies controlled pressure to the edge of the metal, curling it into a circular or rolled shape. The radius of the curl is determined by the settings on the machine, which can be adjusted to achieve different curl sizes.
Controlled Bending for Smooth, Consistent Curls: The goal of the curling process is to create a smooth, uniform curl with consistent dimensions. Proper control of the pressure and speed is essential for achieving high-quality results.
Finishing and Inspection: After the curl is formed, the part is inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the part meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Parts: Curling machines produce parts with smooth, rounded edges that improve the safety, durability, and appearance of the final product. Proper inspection ensures that the curled edges are free from defects and meet the required standards.
Applications of Curling in Sheet Metal
Automotive Industry: The curling process is widely used in the automotive industry to create rolled edges on body panels, exhaust systems, and structural components. Curled edges help improve the strength and durability of these parts, while also reducing the risk of injury during handling or assembly.
Curled Edges for Automotive Body Panels: Curling is used to create rolled edges on automotive body panels, improving their strength and resistance to impact. The curled edges also provide a smooth, finished appearance, enhancing the overall look of the vehicle.
HVAC Systems: Curling is commonly used in the HVAC industry to create rolled edges on ducts, pipes, and other ventilation components. Curled edges provide a strong, durable connection point for joining sections of ductwork, ensuring that the system operates efficiently and without leaks.
Curling for Strong Duct Connections: Curled edges on HVAC ducts provide a secure, leak-proof connection between sections, ensuring that the system maintains proper airflow and pressure.
3. Aerospace Industry: The aerospace industry uses the curling process in the fabrication of lightweight components, such as ducts, tubes, and panels. Curled edges enhance the strength and durability of these parts without adding significant weight, making them ideal for applications where weight reduction is critical, such as in aircraft structures.
Reinforced Edges for Aircraft Components: Curling provides reinforced edges on aerospace components, ensuring they withstand high stress, pressure, and vibration. The smooth edges also reduce the risk of damage during assembly and maintenance.
Appliance Manufacturing: Curling is widely applied in the manufacturing of appliances, where it is used to form safe, smooth edges on components like washers, dryers, refrigerators, and ovens. Curled edges prevent injuries during handling and assembly and provide a finished appearance to the products.
Safety Edges for Home Appliances: Curling creates rounded, burr-free edges on appliance panels, ensuring that the final product is both safe to handle and aesthetically pleasing.
Metal Enclosures and Electrical Boxes: Curling is often used in the production of metal enclosures, electrical boxes, and cabinets. The curled edges enhance the strength of these structures and eliminate sharp edges that could pose a risk during installation or use.
Smooth Edges for Electrical Enclosures: Curling ensures that electrical enclosures and metal cabinets have strong, smooth edges that prevent cuts or abrasions during installation and maintenance.
Architectural Components and Metal Furniture: In the architectural and furniture industries, curling is used to create decorative, smooth-edged metal components for applications such as railings, frames, and structural elements. The curled edges provide a sleek, modern look while also enhancing the strength and safety of the part.
Decorative and Functional Curled Edges: Curling adds a polished, professional finish to architectural elements and metal furniture, improving both their appearance and structural integrity.
Advantages of Curling in Sheet Metal
Enhanced Strength and Durability: Curling strengthens the edges of sheet metal parts, making them more resistant to deformation, cracking, or damage. The rolled edges distribute stress more evenly, reducing the likelihood of failure under load.
Improved Safety: Curling eliminates sharp edges on sheet metal parts, reducing the risk of injury during handling, assembly, or use. This is particularly important in industries like automotive, HVAC, and appliance manufacturing, where sharp edges can pose significant hazards.
Aesthetic and Functional Finishing: Curling provides a smooth, finished appearance to sheet metal parts, enhancing their overall aesthetic appeal. The rounded edges also improve functionality by allowing parts to fit together more easily and securely during assembly.
Increased Edge Stability: Curling stabilizes the edges of sheet metal parts, preventing warping or bending during use. This is particularly important for thin or flexible sheet metals, which are prone to deformation under stress.
Versatility for Various Applications: Curling can be used on a wide range of sheet metal materials, including aluminum, steel, stainless steel, and copper. This versatility makes it a valuable process in industries ranging from automotive and aerospace to appliances and construction.
Challenges of Curling in Sheet Metal
Tooling and Setup Costs: Curling machines, especially those equipped with CNC or hydraulic systems, require significant initial investment in equipment and tooling. These costs can be prohibitive for small manufacturers or custom production runs.
Material Limitations: Curling may be challenging for very thick or hard metals, as the process can cause cracking or deformation if not properly controlled. Certain materials, such as brittle metals, may not be suitable for curling without special treatment or preparation.
Skilled Operation Required: Properly curling sheet metal requires skilled operators, particularly for complex or high-precision curls. Incorrect pressure or alignment can result in defects such as cracks, uneven edges, or misshapen curls.
Curling is a highly effective process for improving the strength, safety, and appearance of sheet metal components across a wide range of industries. Whether used to create reinforced edges, smooth out sharp surfaces, or enhance the aesthetic quality of a part, curling plays a vital role in modern metal fabrication and manufacturing.
Crimping Process in Sheet Metal
Edge crimping
The crimping process in sheet metal is a mechanical technique used to join two metal parts by deforming one or both of them to create a secure, interlocking connection. Crimping is often used as an alternative to welding, soldering, or fasteners in applications where a strong, durable bond is required without the use of additional materials. This process is widely used in industries such as HVAC, automotive, aerospace, and electrical manufacturing to create reliable joints in ducts, pipes, electrical connectors, and other sheet metal components.
Crimping is valued for its efficiency, ease of use, and ability to create high-strength connections without heat or adhesives. It is especially useful in assembling lightweight components, where the addition of fasteners or welding could compromise the integrity of the material.
Types of Crimping in Sheet Metal
Standard Crimping: Standard crimping involves deforming the edges of two metal parts so that they fit tightly together, forming a secure mechanical connection. This type of crimping is commonly used in the HVAC industry to join sections of ductwork, ensuring an airtight seal without the need for additional fasteners or adhesives.
Simple Crimps for Reliable Joints: Standard crimping is ideal for creating strong, reliable joints in sheet metal parts such as pipes, ducts, and enclosures. The crimped edges lock together securely, preventing separation or leakage.
Advantages: Standard crimping provides a fast, efficient way to join metal parts without welding or fasteners. It is also easy to automate, making it suitable for high-volume production.
Disadvantages: Standard crimping may not be suitable for parts that require very high strength or precision, as the crimped joint may be weaker than a welded or fastened connection.
Bead Crimping: Bead crimping involves creating a series of small, evenly spaced crimps or beads along the edge of the sheet metal. This type of crimping is often used to add rigidity and strength to the part, as well as to create a secure connection between two components. Bead crimping is commonly used in automotive and aerospace applications to join body panels, structural components, and other sheet metal parts.
Reinforced Joints for Strength and Stability: Bead crimping adds strength and stability to sheet metal parts, making it ideal for applications that require a rigid, durable joint. The beaded crimps distribute stress evenly along the joint, reducing the risk of deformation.
Advantages: Bead crimping improves the structural integrity of the joint, making it more resistant to stress and vibration. It is also highly effective for lightweight components that need to maintain strength without adding extra weight.
Disadvantages: Bead crimping requires specialized tooling and may be more time-consuming than standard crimping. It may also be less effective for joining thick or hard metals.
Seam Crimping: Seam crimping is used to join two pieces of sheet metal along a seam, creating a continuous, interlocking joint. This type of crimping is commonly used in the fabrication of pipes, tubes, and containers, where a leak-proof connection is essential. Seam crimping is widely applied in industries such as HVAC, plumbing, and metal fabrication.
Leak-Proof Seams for Pipes and Containers: Seam crimping provides a strong, leak-proof joint that is ideal for pipes, ducts, and containers that must withstand pressure or fluids. The continuous crimp ensures a secure connection that prevents separation or leakage.
Advantages: Seam crimping creates a strong, durable joint that is resistant to leaks and pressure. It is also highly efficient, allowing manufacturers to produce secure, continuous joints quickly and consistently.
Disadvantages: Seam crimping requires precise alignment of the parts and specialized tooling to ensure that the seam is crimped uniformly. Improper crimping can result in weak or leaky joints.
**Electrical Crimping
:** Electrical crimping is the process of joining electrical connectors or terminals to wires by deforming the metal of the connector around the wire. This creates a strong, conductive bond without the need for soldering. Electrical crimping is widely used in the electronics, automotive, and aerospace industries, where it provides a reliable, efficient way to assemble wiring harnesses, connectors, and terminals.
Strong, Conductive Connections for Electrical Components: Electrical crimping ensures that wires and connectors are securely joined, providing a low-resistance connection that is resistant to vibration and environmental factors. The crimped connection also minimizes the risk of loose connections or electrical failures.
Advantages: Electrical crimping provides fast, consistent connections with excellent electrical conductivity. It eliminates the need for heat or adhesives, making it suitable for high-volume production of wiring assemblies.
Disadvantages: Improper crimping can result in weak or unreliable connections, which may lead to electrical failures. Skilled operators or automated equipment are required to ensure that the crimps are properly formed.
Key Components of a Crimping Machine
Crimping Dies: Crimping machines use dies to deform the metal parts and create the crimped joint. The dies are typically shaped to match the specific geometry of the parts being crimped, ensuring a secure and uniform connection. Crimping dies must be precisely aligned to avoid damaging the material or producing weak joints.
Precision Dies for Consistent Crimps: The crimping dies must be accurately designed and maintained to ensure that the crimps are formed with consistent quality and strength.
Hydraulic or Pneumatic Press: Many crimping machines use hydraulic or pneumatic presses to apply the force needed to deform the metal and create the crimp. These systems provide precise control over the pressure and speed of the crimping process, ensuring that the crimps are formed uniformly and without defects.
Controlled Pressure for High-Quality Joints: The hydraulic or pneumatic press ensures that the crimping process is consistent, applying the correct amount of force to create strong, reliable joints.
Automated Feeding System: In high-volume production environments, crimping machines may be equipped with an automated feeding system that positions the parts for crimping. This ensures that the parts are aligned correctly and improves production efficiency by reducing the need for manual handling.
Automation for Fast, Efficient Production: Automated feeding systems allow crimping machines to operate continuously, increasing throughput and reducing downtime.
Control Panel: Crimping machines are often equipped with a control panel that allows operators to set and monitor the crimping parameters, such as pressure, speed, and die alignment. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the crimping process and ensure repeatable, high-quality results.
Precision Control for Reliable Crimps: The control panel allows operators to program the machine for specific parts and materials, ensuring that the crimping process is consistent and tailored to the requirements of each job.
The Crimping Process
Material Preparation: Before the crimping process begins, the metal parts must be properly prepared. This typically involves cutting the sheet metal or wires to the required size and shape, cleaning the surfaces, and aligning the parts for crimping. Proper preparation ensures that the crimping process proceeds smoothly and without defects.
Cutting and Cleaning for Optimal Results: Proper preparation of the parts ensures that the crimped joint is strong, secure, and free from defects such as gaps or misalignment.
Crimping the Joint: The crimping process begins by placing the parts in the crimping machine, where they are deformed by the dies or forming tools to create the crimped joint. The machine applies controlled pressure to the parts, deforming the metal and locking the components together. The crimping pressure and speed are carefully controlled to ensure that the joint is strong and uniform.
Controlled Deformation for Secure Joints: The goal of the crimping process is to create a tight, interlocking joint that is strong, durable, and resistant to separation or leakage. Proper control of the pressure and alignment is essential for achieving high-quality results.
Finishing and Inspection: After the crimp is formed, the part is inspected for defects such as cracks, gaps, or misalignment. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the crimped joint meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Joints: Crimping machines produce strong, durable joints that improve the functionality and safety of the final product. Proper inspection ensures that the crimped joints are free from defects and meet industry standards.
Applications of Crimping in Sheet Metal
HVAC Industry: Crimping is widely used in the HVAC industry to join sections of ductwork, pipes, and ventilation components. The crimped joints provide a secure, leak-proof connection that is resistant to air or fluid leakage, ensuring that the HVAC system operates efficiently.
Crimped Joints for Ductwork and Ventilation: Crimping is ideal for joining HVAC ducts and pipes, providing a strong, airtight seal without the need for additional fasteners or adhesives.
Automotive Industry: In the automotive industry, crimping is used to join body panels, structural components, and electrical connectors. The crimped joints provide strength and durability, ensuring that the vehicle’s body and electrical systems perform reliably under stress and vibration.
Crimped Electrical Connectors and Body Panels: Crimping is commonly used to create secure connections in automotive wiring harnesses, as well as to join body panels and structural components.
Aerospace Industry: The aerospace industry uses crimping to join lightweight components, such as fuselage panels, structural parts, and electrical connectors. The crimped joints provide strength without adding unnecessary weight, making them ideal for high-performance aerospace applications.
Lightweight Crimped Joints for Aircraft Components: Crimping is ideal for assembling lightweight aircraft components that must withstand stress and vibration without adding excessive weight.
Electrical and Electronics Industry: Crimping is essential in the electrical and electronics industry, where it is used to create strong, conductive connections between wires, terminals, and connectors. The crimped joints provide reliable electrical conductivity and resistance to corrosion and vibration.
Crimped Terminals for Electrical Wiring: Electrical crimping ensures that wiring harnesses and connectors are securely joined, providing a low-resistance connection that is essential for electrical performance.
Plumbing and Metal Fabrication: Crimping is used in the plumbing industry to join pipes and fittings, providing leak-proof connections for water and gas systems. It is also widely used in metal fabrication to assemble enclosures, containers, and structural components.
Leak-Proof Crimped Joints for Plumbing Systems: Crimping provides strong, leak-proof connections in plumbing pipes and fittings, ensuring that the system operates reliably under pressure.
Advantages of Crimping in Sheet Metal
Fast and Efficient Joining: Crimping is a fast, efficient process that can be easily automated for high-volume production. It eliminates the need for welding, soldering, or fasteners, reducing assembly time and labor costs.
Strong, Durable Joints: Crimping creates strong, interlocking joints that are resistant to separation, leakage, or vibration. This makes it ideal for applications where the parts must withstand stress, pressure, or environmental factors.
No Heat or Adhesives Required: Crimping does not require heat, adhesives, or additional materials to create a secure joint, making it a cost-effective and environmentally friendly alternative to welding or soldering.
Improved Safety and Aesthetics: Crimped joints provide a smooth, finished appearance, improving the aesthetic quality of the part. The process also reduces the risk of sharp edges, burrs, or other hazards that could pose a safety risk during handling or assembly.
Challenges of Crimping in Sheet Metal
Skilled Operation Required: Proper crimping requires skilled operators, especially for high-precision crimps or complex joints. Incorrect pressure or alignment can result in weak or unreliable connections, which may lead to part failure.
Tooling and Setup Costs: Crimping machines and dies can be expensive to purchase and maintain, especially for custom or complex crimping operations. The initial setup costs may be prohibitive for small manufacturers or low-volume production.
Material Limitations: Crimping may not be suitable for certain materials, such as very thick or brittle metals, which can crack or deform during the crimping process. Proper material selection and preparation are essential to avoid defects.
Crimping is a highly effective, efficient process for joining sheet metal parts in a wide range of industries, from automotive and aerospace to HVAC and electrical manufacturing. Whether used to create leak-proof seams, strong mechanical joints, or reliable electrical connections, crimping provides the strength, durability, and versatility needed for modern manufacturing.
Sheet Metal Curling
Aluminium Cookware Manufacturing Process
Sheet metal curling is a metal forming process used to shape the edges of a metal sheet into a rolled, curved form. This process is used to eliminate sharp edges, improve the overall appearance of the product, and increase the structural integrity of the part by providing additional rigidity. Curling is widely applied in industries such as automotive, HVAC, aerospace, appliance manufacturing, and metal fabrication, where smooth, safe edges are required for parts like ducts, enclosures, panels, and other metal components.
Curling can be done manually, using basic tools for small-scale jobs, or automatically using curling machines for large-scale production. The process involves rolling the edge of the sheet metal over itself or around another object, creating a continuous, smooth edge that can withstand impact or pressure without deformation.
Types of Sheet Metal Curling
Simple Curling: Simple curling is the basic process of rolling the edge of a sheet metal part into a curved or circular shape. This is often done to create a safe, smooth edge that prevents injury during handling or use. Simple curling is commonly used in the manufacturing of ducts, metal containers, and appliance housings.
Smooth Edges for Safety and Strength: Simple curling eliminates sharp edges, making the part safer to handle and improving its structural integrity. The rolled edge adds rigidity to the part, helping it resist deformation under stress.
Advantages: Simple curling is a straightforward process that is easy to automate, making it ideal for high-volume production. It also improves the durability and safety of the part by reinforcing the edge.
Disadvantages: Simple curling may not be suitable for parts that require very tight radii or complex shapes, as the process can cause the metal to stretch or deform.
Wire-Inserted Curling: In wire-inserted curling, a metal wire is inserted into the curl, reinforcing the edge and providing additional strength. This method is commonly used for parts that require extra durability, such as metal containers, ducts, or tanks that must withstand pressure or impact.
Reinforced Edges for High-Stress Applications: The wire strengthens the curled edge, making the part more resistant to deformation and wear. Wire-inserted curling is ideal for parts that must handle heavy loads or endure frequent handling.
Advantages: Wire-inserted curling provides a much stronger edge than simple curling, making it ideal for heavy-duty applications. It also improves the part’s resistance to bending or breaking under stress.
Disadvantages: The process is more complex and time-consuming than simple curling, requiring additional tooling and setup to insert the wire correctly.
Hemming: Hemming is a process in which the edge of the sheet metal is folded back on itself to create a double-thickness edge. This technique is used to increase the strength of the edge, improve its appearance, and eliminate sharp corners. Hemming is commonly used in the automotive industry for body panels, doors, and hoods, as well as in appliance manufacturing.
Folded Edges for Increased Strength: Hemming adds strength and rigidity to the edge by doubling the thickness of the metal. This makes the part more durable and resistant to bending, while also providing a smooth, finished edge.
Advantages: Hemming provides a strong, smooth edge that improves the structural integrity of the part. It is ideal for parts that require both strength and aesthetics, such as automotive panels or appliance housings.
Disadvantages: Hemming requires additional material and tooling, making it more expensive than simple curling. It may also be more difficult to achieve on thick or hard metals.
Flange Curling: Flange curling is the process of curling the edge of a flange to create a rolled edge. This technique is used in the fabrication of pipes, ducts, and other cylindrical parts that require a smooth, rounded edge for safety, appearance, or sealing purposes. Flange curling is common in HVAC systems and fluid handling applications.
Rolled Edges for Pipes and Ducts: Flange curling creates a smooth, rounded edge on the flange of a pipe or duct, providing a secure connection point that is resistant to leaks and pressure.
Advantages: Flange curling improves the safety and appearance of the part, while also providing a strong, leak-proof edge. It is particularly useful in applications where the curled edge will be exposed to pressure or fluid flow.
Disadvantages: Flange curling requires precise control of the forming process to ensure that the curl is uniform and free from defects. Improper curling can result in leaks or weak connections.
Key Components of a Sheet Metal Curling Machine
Curling Dies: Curling machines use specially shaped dies to bend and roll the edges of the sheet metal. The dies must be carefully designed to match the specific curvature and dimensions of the curl, ensuring a smooth, consistent edge.
Precision Dies for Uniform Curls: The curling dies must apply even pressure to the sheet metal to create a uniform, high-quality curl. Proper alignment of the dies is critical to achieving consistent results.
Rollers: In many curling machines, rollers are used to gradually bend the sheet metal into the desired shape. The rollers apply controlled pressure to the metal as it is fed through the machine, ensuring that the edge is curled smoothly and without distortion.
Controlled Pressure for Smooth Edges: The rollers must apply consistent pressure to the sheet metal to prevent defects such as cracking, wrinkling, or uneven curls.
Hydraulic or Pneumatic Systems: Many curling machines use hydraulic or pneumatic systems to control the pressure and speed of the curling process. These systems provide precise control over the forming process, ensuring that the curl is uniform and free from defects.
Precise Pressure Control for High-Quality Curls: The hydraulic or pneumatic system ensures that the curling pressure is applied evenly, preventing defects and ensuring a smooth, consistent curl.
Control Panel: Modern curling machines are equipped with control panels that allow operators to set and monitor the curling parameters, such as curl radius, pressure, and speed. Many machines are also equipped with programmable logic controllers (PLCs) or CNC systems to automate the curling process and ensure repeatable, high-quality results.
Automation for Precision and Efficiency: The control panel allows operators to program the machine for specific parts and materials, ensuring that the curling process is consistent and tailored to the requirements of each job.
The Curling Process
Material Preparation: Before curling begins, the sheet metal must be properly prepared. This typically involves cutting the sheet metal to the required size and shape, deburring the edges, and cleaning the surface to remove any dirt, grease, or contaminants. Proper preparation ensures that the metal curls smoothly and without defects.
Cutting and Deburring for Clean Edges: Proper preparation of the sheet metal ensures that the curling process proceeds smoothly and without defects, such as cracking or wrinkling.
Curling the Edge: The curling process begins by feeding the sheet metal into the curling machine, where it is gradually bent into the desired shape by the rollers or dies. The machine applies controlled pressure to the edge of the metal, curling it into a circular or rolled shape. The radius of the curl is determined by the settings on the machine, which can be adjusted to achieve different curl sizes.
Controlled Bending for Smooth, Consistent Curls: The goal of the curling process is to create a smooth, uniform curl with consistent dimensions. Proper control of the pressure and speed is essential for achieving high-quality results.
Finishing and Inspection: After the curl is formed, the part is inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the part meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Parts: Curling machines produce parts with smooth, rounded edges that improve the safety, durability, and appearance of the final product. Proper inspection ensures that the curled edges are free from defects and meet the required standards.
Applications of Sheet Metal Curling
Automotive Industry: Curling is widely used in the automotive industry to create safe, rounded edges on body panels, doors, and other structural components. Curled edges improve the strength and durability of these parts, while also providing a smooth, finished appearance.
Curled Edges for Automotive Panels: Curling is used to create rolled edges on automotive body panels, doors, and hoods, improving their strength and resistance to impact. The curled edges also provide a sleek, finished look that enhances the overall appearance of the vehicle.
HVAC Systems: Curling is commonly used in the HVAC industry to create rolled edges on ducts, pipes, and other ventilation components. Curled edges provide a strong, durable connection point for joining sections of ductwork, ensuring that the system operates efficiently and without leaks.
Curling for Strong Duct Connections: Curling provides smooth, safe edges on HVAC ducts and pipes, ensuring that the system is free from sharp edges that could pose a hazard during installation or maintenance.
Appliance Manufacturing: In appliance manufacturing, curling is used to create smooth, rounded edges on panels, doors, and enclosures. Curled edges improve the strength and appearance of the appliance, while also reducing the risk of injury during handling or use.
Curled Edges for Safe, Durable Appliances: Curling creates safe, burr-free edges on appliance panels and enclosures, improving both the safety and durability of the final product.
Architectural Components: Curling is often used in the production of architectural components, such as metal railings, panels, and decorative elements. The curled edges provide a smooth, finished appearance while also adding strength and rigidity to the part.
Decorative and Functional Curled Edges: Curling enhances the appearance and strength of architectural elements, providing a professional, finished look that is both attractive and durable.
Metal Containers and Enclosures: Curling is widely used in the fabrication of metal containers, enclosures, and tanks, where it provides a smooth, rolled edge that improves the strength and durability of the part. The curled edge also reduces the risk of injury during handling and assembly.
Strong, Safe Edges for Metal Containers: Curling provides a smooth, reinforced edge on metal containers and enclosures, ensuring that they are safe to handle and resistant to impact or deformation.
Advantages of Sheet Metal Curling
Improved Safety and Aesthetics: Curling eliminates sharp edges on sheet metal parts, making them safer to handle and improving their overall appearance. The smooth, rounded edges reduce the risk of injury and provide a professional, finished look.
Increased Strength and Durability: Curling adds strength and rigidity to the edges of sheet metal parts, making them more resistant to deformation, cracking, or damage. The rolled edge distributes stress more evenly, reducing the likelihood of failure under load.
Versatility for Various Applications: Curling can be used on a wide range of sheet metal materials, including steel, aluminum, copper, and stainless steel. This versatility makes curling a valuable process in industries ranging from automotive and HVAC to appliance manufacturing and metal fabrication.
Cost-Effective and Efficient: Curling is a fast, efficient process that can be easily automated for high-volume production. It reduces the need for additional finishing processes, such as deburring or grinding, making it cost-effective for manufacturers.
Challenges of Sheet Metal Curling
Tooling and Setup Costs: Curling machines, especially those equipped with CNC or hydraulic systems, require significant initial investment in equipment and tooling. These costs can be prohibitive for small manufacturers or custom production runs.
Material Limitations: Curling may be challenging for very thick or hard metals, as the process can cause cracking or deformation if not properly controlled. Certain materials, such as brittle metals, may not be suitable for curling without special treatment or preparation.
Skilled Operation Required: Properly curling sheet metal requires skilled operators, particularly for complex or high-precision curls. Incorrect pressure or alignment can result in defects such as cracks, uneven edges, or misshapen curls.
Sheet metal curling is an essential process in metal fabrication, providing strong, safe, and aesthetically pleasing edges for a wide range of applications. Whether used in automotive panels, HVAC ducts, appliance housings, or architectural components, curling ensures that sheet metal parts meet the highest standards of strength, durability, and safety.
Brake Pads Making Machine
Brake pads
A brake pads making machine is a specialized piece of equipment used in the production of automotive brake pads. Brake pads are critical components of a vehicle’s braking system, responsible for applying friction to the brake rotors to slow or stop the vehicle. These machines are designed to manufacture brake pads from raw materials such as metal fibers, resins, and friction materials, ensuring that the finished pads meet the required standards for performance, durability, and safety.
The process of making brake pads involves several steps, including material mixing, pressing, curing, and finishing. Brake pads making machines are equipped with various functions to handle these tasks efficiently, allowing manufacturers to produce high-quality brake pads in large quantities. These machines are used primarily in the automotive industry but are also applicable for producing brake components for motorcycles, trucks, and industrial machinery.
Types of Brake Pads Making Machines
Mixing and Kneading Machines: These machines are used to blend the raw materials that make up the brake pads, including metal fibers, friction materials, binders, and resins. The materials are mixed and kneaded into a homogeneous compound, ensuring that the brake pads have consistent friction properties and wear resistance.
Homogeneous Mixing for Consistent Performance: Proper mixing ensures that the brake pads have uniform friction properties, which are essential for reliable braking performance. The compound must be thoroughly mixed to prevent defects such as weak spots or uneven wear.
Advantages: Mixing and kneading machines provide precise control over the blending of raw materials, ensuring consistent quality in the final product. They are also highly efficient, reducing mixing times and improving production throughput.
Disadvantages: Improper mixing can lead to defects in the brake pads, such as uneven friction properties or weak areas that may cause the pads to fail prematurely.
Pressing Machines: Pressing machines are used to compress the mixed materials into the shape of a brake pad. The material is placed in a mold, and the machine applies high pressure to compact the material into a solid form. Pressing is a critical step in ensuring that the brake pads have the required density and strength.
High Pressure for Dense, Strong Brake Pads: Pressing ensures that the brake pad material is tightly compacted, giving the pads the density and strength needed to withstand the high pressures and temperatures generated during braking.
Advantages: Pressing machines provide consistent pressure and control over the shape of the brake pads, ensuring that each pad is produced to the correct specifications. They are ideal for high-volume production, as they can produce large quantities of pads quickly and efficiently.
Disadvantages: The molds used in pressing machines must be precisely designed and maintained to prevent defects such as cracks, voids, or uneven compression.
Curing Ovens: After the brake pads are pressed, they are cured in ovens to harden the material and set the binder. The curing process involves heating the pads at controlled temperatures for a specific duration, which allows the resins and binders to harden and bond the materials together.
Controlled Heating for Durable Brake Pads: Curing is essential for hardening the brake pad material and ensuring that it can withstand the extreme conditions of braking. Proper control of temperature and curing time is critical for achieving optimal hardness and strength.
Advantages: Curing ovens provide precise temperature control, ensuring that the brake pads are evenly cured and free from defects such as cracks or weak areas. This improves the durability and performance of the final product.
Disadvantages: Improper curing can result in brake pads that are too soft or brittle, leading to premature wear or failure.
Finishing Machines: Once the brake pads are cured, they are finished using grinding and cutting machines to achieve the final shape and dimensions. These machines remove any excess material, smooth the surfaces, and ensure that the brake pads meet the required tolerances for thickness and flatness.
Precision Finishing for Consistent Fit and Performance: Finishing ensures that the brake pads are shaped and sized accurately, allowing them to fit properly in the braking system and perform reliably. Any defects in the
brake pad’s shape or surface can lead to performance issues, such as uneven wear, squealing, or reduced braking efficiency.
Advantages: Finishing machines provide high precision in shaping and smoothing the brake pads, ensuring that they meet strict specifications for thickness, flatness, and surface quality. This step is essential for ensuring consistent braking performance and reducing noise.
Disadvantages: Finishing machines must be carefully calibrated and maintained to prevent defects such as over-grinding or surface imperfections, which can negatively impact the brake pad’s performance.
Friction Testing Machines: To ensure the quality and performance of the brake pads, manufacturers often use friction testing machines to measure the friction coefficient and wear resistance of the pads. These machines simulate real-world braking conditions by applying pressure and heat to the brake pads while measuring their friction properties.
Testing for Reliable Braking Performance: Friction testing ensures that the brake pads meet industry standards for stopping power, durability, and heat resistance. It helps identify any defects or inconsistencies in the material that could affect the brake pad’s performance.
Advantages: Friction testing machines provide valuable data on the performance characteristics of the brake pads, allowing manufacturers to ensure that each batch meets safety and quality standards. This testing is crucial for automotive applications, where brake performance is critical for vehicle safety.
Disadvantages: Friction testing can be time-consuming and requires specialized equipment and expertise, adding to the overall production costs.
The Brake Pads Manufacturing Process
Raw Material Preparation: The first step in making brake pads is to prepare the raw materials, including metal fibers, friction materials (such as ceramic or organic compounds), resins, and binders. These materials are carefully measured and blended in mixing machines to create a homogeneous compound that will be pressed into brake pads.
Precise Mixing for Consistent Properties: The correct ratio of materials is essential for achieving the desired friction and wear resistance in the finished brake pads. Inconsistent mixing can lead to uneven performance or premature wear.
Pressing and Molding: Once the materials are mixed, they are loaded into molds, where pressing machines apply high pressure to form the brake pads. The molds are designed to give the brake pads their final shape, while the pressure compacts the material into a dense, solid form.
High Pressure for Strong, Durable Brake Pads: The pressing process ensures that the brake pads are dense enough to withstand the stresses of braking without cracking or wearing down prematurely.
Curing: After pressing, the brake pads are transferred to curing ovens, where they are heated at controlled temperatures to harden the material and set the binders. The curing process is crucial for developing the brake pad’s strength, heat resistance, and durability.
Even Curing for Long-Lasting Performance: Proper curing ensures that the brake pads can endure the high temperatures generated during braking without losing their effectiveness or breaking down.
Finishing: Once the brake pads are cured, they are finished using grinding, cutting, and sanding machines to remove any excess material and ensure that the pads meet the required dimensions and surface quality. This step ensures that the brake pads fit correctly in the braking system and provide consistent performance.
Precision Grinding for Smooth, Accurate Pads: The finishing process ensures that the brake pads have a smooth, even surface and the correct thickness, which is essential for proper fit and function in the braking system.
Friction Testing and Quality Control: After the brake pads are finished, they undergo friction testing to ensure that they meet the required standards for performance, safety, and durability. This testing simulates real-world braking conditions and measures the friction coefficient, wear resistance, and heat tolerance of the pads.
Testing for Safety and Reliability: Friction testing helps manufacturers ensure that the brake pads will provide reliable, consistent performance under a variety of conditions, such as heavy braking, high speeds, or extreme temperatures.
Applications of Brake Pads Making Machines
Automotive Industry: Brake pads making machines are primarily used in the automotive industry to produce brake pads for passenger vehicles, trucks, motorcycles, and buses. High-quality brake pads are essential for ensuring vehicle safety, as they provide the friction needed to stop the vehicle effectively.
Brake Pads for Cars, Trucks, and Motorcycles: Brake pads making machines are used to produce a wide range of brake pads for different types of vehicles, including standard cars, high-performance sports cars, heavy-duty trucks, and motorcycles.
Industrial Machinery: Brake pads are also used in industrial machinery, where they provide the stopping power needed for large, heavy equipment. Machines such as cranes, forklifts, and construction equipment rely on durable brake pads to ensure safe operation in industrial environments.
Brake Pads for Heavy-Duty Machinery: Brake pads making machines are used to produce pads for industrial equipment, where reliable stopping power is critical for operator safety and machinery control.
Railway and Aerospace Applications: Brake pads are used in railway and aerospace applications, where they must withstand extreme conditions, including high speeds, heavy loads, and intense heat. The brake pads used in trains, planes, and other transportation systems must meet stringent safety and performance standards.
High-Performance Brake Pads for Trains and Aircraft: Brake pads making machines are used to manufacture specialized brake pads for rail and aerospace applications, where safety and reliability are paramount.
Motorcycles and Bicycles: In addition to automotive and industrial applications, brake pads making machines are used to produce pads for motorcycles and bicycles. These pads must provide consistent stopping power while being lightweight and durable.
Brake Pads for Two-Wheeled Vehicles: Brake pads making machines produce lightweight, high-performance pads for motorcycles and bicycles, ensuring that riders can stop safely and effectively.
Advantages of Brake Pads Making Machines
High Efficiency for Large-Scale Production: Brake pads making machines are highly efficient and capable of producing large quantities of brake pads quickly and with consistent quality. This makes them ideal for high-volume production in the automotive and industrial sectors.
Precision Control for Consistent Quality: These machines provide precise control over the manufacturing process, ensuring that each brake pad meets the required specifications for size, shape, and performance. This consistency is essential for ensuring reliable braking performance in vehicles and machinery.
Versatility for Different Materials and Applications: Brake pads making machines can be used to produce pads from a variety of materials, including organic, semi-metallic, and ceramic compounds. This versatility makes them suitable for a wide range of applications, from standard passenger cars to high-performance sports vehicles and industrial equipment.
Improved Safety and Durability: By using advanced manufacturing processes such as pressing, curing, and friction testing, brake pads making machines ensure that the finished pads are strong, durable, and capable of withstanding the extreme conditions of braking.
Challenges of Brake Pads Making Machines
High Initial Investment Costs: Brake pads making machines, especially those equipped with advanced features such as friction testing and precision molding, can be expensive to purchase and maintain. This high initial investment may be a barrier for smaller manufacturers.
Skilled Operation Required: Operating brake pads making machines requires skilled technicians to ensure that the machines are properly set up and maintained. Incorrect operation or improper calibration can lead to defects in the brake pads, such as uneven friction properties or weak areas.
Brake pads making machines are essential for the production of high-quality brake pads used in automotive, industrial, and transportation applications. These machines provide the efficiency, precision, and control needed to produce reliable, durable brake pads that meet the highest standards of safety and performance.
Drum End Manufacturing
Drum End Manufacturing
Drum end manufacturing involves producing the top and bottom ends of metal or plastic drums, which are commonly used for the storage and transportation of liquids, chemicals, oils, and other materials. The ends of drums play a critical role in ensuring that the contents are securely contained, providing structural integrity and leak-proof sealing. Drum ends are typically manufactured using processes such as stamping, deep drawing, curling, and welding to achieve the necessary strength, durability, and precision.
The top end of a drum often includes features such as flanges, bungs, or other openings to facilitate filling, emptying, and sealing, while the bottom end is typically designed to provide stability and withstand the weight of the drum’s contents. Drum end manufacturing is a crucial part of the overall drum production process and is widely used in industries such as chemical processing, oil and gas, food and beverage, and industrial packaging.
Types of Drum End Manufacturing Processes
Stamping: Stamping is one of the most common processes used to manufacture drum ends. In this process, a flat metal or plastic sheet is placed in a stamping press, where a die is used to shape the material into the desired form. Stamping is highly efficient and allows for the production of large quantities of drum ends with consistent quality.
High-Speed Production for Large Volumes: Stamping is ideal for producing drum ends in high volumes, making it suitable for mass production in industries such as chemical packaging and oil transportation.
Advantages: Stamping provides fast, efficient production with precise control over the shape and dimensions of the drum ends. It is suitable for both metal and plastic materials.
Disadvantages: Stamping requires expensive tooling, and the initial setup costs can be high, making it less suitable for small production runs or custom designs.
Deep Drawing: Deep drawing is a metal forming process used to manufacture drum ends by pulling a flat sheet of metal into a die to create a deep, cup-shaped structure. This process is particularly useful for producing the bottom ends of drums, as it allows for the creation of a seamless, strong end that can withstand heavy loads and pressure.
Seamless Drum Ends for High Strength: Deep drawing produces seamless drum ends that are highly resistant to leaks and deformation, making them ideal for drums that will be used to transport liquids or chemicals.
Advantages: Deep drawing provides excellent structural integrity and is suitable for producing drum ends that need to withstand high pressure or heavy loads.
Disadvantages: The deep drawing process can be complex and requires specialized equipment, making it more expensive and time-consuming than stamping for large-scale production.
Curling: Curling is a process used to form the edges of drum ends, creating a rolled edge that can be securely attached to the body of the drum. This technique is used to ensure that the drum ends are securely sealed and can be joined to the drum body without leaks. Curling is particularly important for metal drums, where the edges must be strong and resistant to deformation.
Rolled Edges for Leak-Proof Sealing: Curling provides a smooth, rolled edge that allows for a tight, leak-proof seal between the drum ends and the drum body. This is essential for ensuring the safe transportation of liquids and chemicals.
Advantages: Curling improves the strength and durability of the drum ends, providing a secure connection to the drum body and preventing leaks.
Disadvantages: Curling requires precise control to ensure that the edges are rolled uniformly and without defects. Improper curling can result in weak or leaky joints.
Flanging: Flanging is a process used to create a raised rim or flange around the edge of the drum end. This flange is used to connect the drum end to the body of the drum, providing a strong, durable joint that can withstand pressure and impact. Flanging is commonly used in both metal and plastic drum manufacturing.
Raised Rims for Secure Connections: Flanging creates a strong, raised rim that allows the drum end to be securely attached to the drum body. The flange provides additional strength and helps distribute pressure evenly across the joint.
Advantages: Flanging ensures that the drum end is securely attached to the drum body, preventing leaks and improving the overall strength of the drum. It is suitable for both large and small drums.
Disadvantages: Flanging requires precise tooling and alignment to ensure that the flange is formed correctly and without defects. Improper flanging can result in weak joints or leaks.
Welding: Welding is often used to join the drum ends to the body of the drum, creating a strong, leak-proof connection. In metal drums, welding is used to fuse the edges of the drum ends to the body, ensuring that the joint is strong and resistant to pressure. For plastic drums, heat welding or ultrasonic welding is used to join the drum components.
Strong, Leak-Proof Welds for Secure Joints: Welding provides a strong, durable connection between the drum ends and the drum body, ensuring that the drum can safely contain liquids, chemicals, or other materials.
Advantages: Welding provides a permanent, leak-proof connection that is highly resistant to pressure, impact, and environmental factors. It is particularly useful for drums used in hazardous or corrosive environments.
Disadvantages: Welding can be time-consuming and requires skilled operators or automated systems to ensure that the welds are consistent and free from defects.
Key Components of a Drum End Manufacturing Machine
Press or Die: The press or die is the main component used in stamping and deep drawing machines to shape the drum ends. The die is designed to match the specific shape and dimensions of the drum end, while the press applies the necessary force to form the material into the desired shape.
Precision Dies for Accurate Shaping: The press or die must be carefully designed to ensure that the drum ends are formed with the correct dimensions and shape. Proper alignment and pressure control are essential for achieving consistent results.
Forming Rollers or Mandrels: In curling and flanging machines, forming rollers or mandrels are used to bend and shape the edges of the drum ends. These tools apply controlled pressure to the material, ensuring that the edges are formed smoothly and without defects.
Controlled Pressure for Smooth, Uniform Edges: The forming rollers or mandrels must apply consistent pressure to the material to ensure that the edges are curled or flanged evenly and without distortion.
Welding Torch or Ultrasonic Welder: In welding machines, a welding torch or ultrasonic welder is used to fuse the drum ends to the body of the drum. The welder must be precisely controlled to ensure that the welds are strong, uniform, and free from defects.
Precision Welding for Leak-Proof Joints: The welding system must provide precise control over the heat and pressure applied to the joint, ensuring that the weld is strong, durable, and resistant to leaks.
Control Panel: Modern drum end manufacturing machines are equipped with control panels that allow operators to set and monitor the manufacturing parameters, such as pressure, speed, and temperature. Many machines are equipped with programmable logic controllers (PLCs) or CNC systems to automate the manufacturing process and ensure repeatable, high-quality results.
Automation for Consistency and Efficiency: The control panel allows operators to program the machine for specific drum end designs and materials, ensuring that the manufacturing process is consistent and efficient.
The Drum End Manufacturing Process
Material Preparation: The process begins with the preparation of the raw material, which is typically metal or plastic sheets. The material is cut to size and prepared for forming, ensuring that it is clean, flat, and free from defects. Proper material preparation is essential for ensuring that the drum ends are formed accurately and without defects.
Cutting and Cleaning for Quality Production: The material must be properly cut and cleaned to ensure that the forming process proceeds smoothly and without defects such as cracks, wrinkles, or misalignment.
Forming the Drum Ends: The drum ends are formed using processes such as stamping, deep drawing, curling, or flanging, depending on the design and specifications of the drum. The forming process shapes the drum ends into the desired form, ensuring that they meet the required dimensions and structural integrity.
Controlled Forming for Smooth, Strong Drum Ends: The goal of the forming process is to create drum ends that are strong, durable, and free from defects. Proper control of the forming pressure and alignment is essential for achieving high-quality results.
Welding or Sealing: Once the drum ends are formed, they are welded or sealed to the body of the drum. This process creates a strong, leak-proof connection between the drum ends and the drum body, ensuring that the contents of the drum are securely contained.
Strong Welds for Leak-Proof Sealing: Welding or sealing ensures that the drum ends are securely attached to the body of the drum, preventing leaks or separation during transportation or use.
Finishing and Inspection: After the drum ends are attached, the drum is inspected for defects such as cracks, leaks, or misalignment. The drum may also be finished by trimming any excess material, smoothing the edges, or applying surface coatings to improve corrosion resistance.
Quality Control for Durable, Leak-Proof Drums: Proper inspection ensures that the drum ends are securely attached and that the drum meets the required standards for strength, durability, and leak resistance.
Applications of Drum Ends
Chemical and Hazardous Material Storage: Drums with strong, leak-proof ends are essential for safely storing and transporting chemicals, hazardous materials, and other liquids.
Thermal Deburring Machines for Sale: Sheet metal forming refers to a broad set of manufacturing processes used to convert flat metal sheets into desired shapes and geometries. It is an essential part of the metalworking industry, widely used in the automotive, aerospace, construction, and electronics industries. This process involves applying force to deform the metal sheet plastically, meaning the sheet undergoes permanent change in shape without breaking or cracking. Sheet metal forming methods can range from simple manual bending to highly automated, computer-controlled processes for mass production.
Sheet metal forming processes are classified into three major categories: bending, drawing, and shearing. Each of these techniques has its specific applications depending on the desired end product and the metal being worked with.
Types of Sheet Metal Forming:
Bending: Bending involves deforming the metal sheet along a straight axis to create angular shapes such as “V,” “U,” or channels. Press brakes or die presses are commonly used to bend the sheet metal, either manually or through automated processes. Bending is commonly used in automotive body panels, appliance housings, and structural frameworks.
Deep Drawing: Deep drawing is a process in which a flat sheet of metal is radially drawn into a forming die by the action of a mechanical punch. This process is used to create cup-shaped parts and is commonly applied in manufacturing cans, containers, and automotive fuel tanks. Deep drawing allows the formation of complex, hollow shapes from a single sheet of metal.
Stretch Forming: In stretch forming, a metal sheet is clamped at its edges and stretched over a die to form large, smooth, and curved surfaces. This method is often used in the aerospace industry for manufacturing aircraft fuselage panels and structural parts.
Roll Forming: Roll forming is a continuous process in which a metal sheet is passed through a series of rollers that progressively shape it into the desired cross-sectional profile. This method is highly efficient and is used to produce items like metal roofing panels, door frames, and highway guardrails.
Punching and Blanking: Punching involves the removal of material from the sheet by placing it between a punch and a die. Blanking is a similar process but focuses on cutting out parts of the sheet. Both techniques are commonly used in mass production, such as in the manufacturing of metal parts for electronics, appliances, and cars.
Spinning: Spinning is a process where a metal disk or tube is rotated at high speed and formed into an axially symmetric part by a roller. This method is typically used for producing conical or cylindrical components, such as pots, pans, and decorative metal objects.
Applications of Sheet Metal Forming:
Automotive Industry: Sheet metal forming is integral to the production of automotive body panels, chassis, and structural components. Manufacturers use advanced techniques like deep drawing, hydroforming, and stamping to produce high-quality, lightweight vehicle parts.
Aerospace Industry: Aerospace companies rely on sheet metal forming to create lightweight yet strong components, such as fuselage panels, wings, and support structures, all of which must meet stringent performance and safety standards.
Construction and Architecture: In construction, sheet metal forming is used for roofing, cladding, framing, and decorative purposes. Metals such as steel, aluminum, and copper are shaped into durable structures that withstand environmental stresses.
Electronics and Appliances: Manufacturers of consumer electronics and household appliances use sheet metal forming to create enclosures, panels, and internal structures for products like washing machines, refrigerators, and electronic devices.
Advantages of Sheet Metal Forming:
Efficiency: Sheet metal forming can produce large quantities of parts at relatively low cost, making it ideal for mass production in industries like automotive and consumer goods.
Precision: Modern forming techniques, especially those utilizing CNC-controlled machinery, provide high precision and repeatability, ensuring consistent product quality.
Material Conservation: Because sheet metal forming reshapes rather than removes material, there is minimal waste, making it an environmentally friendly and cost-effective process.
Versatility: Sheet metal forming can be applied to a variety of metals, including steel, aluminum, brass, and copper, allowing manufacturers to produce parts for a wide range of applications.
Hydraulic Metal Forming
Sheet Metal Rounded Corners
Hydraulic metal forming is a process where hydraulic pressure is used to shape metal workpieces. This process is ideal for producing complex, high-strength components and is often employed in industries where precision and durability are essential, such as aerospace, automotive, and heavy machinery manufacturing. Hydraulic forming uses hydraulic fluid under extreme pressure to force the metal into a die or mold, allowing for intricate shapes to be formed with high precision.
The main advantage of hydraulic metal forming is its ability to distribute pressure uniformly over the entire surface of the metal, resulting in less localized stress and higher-quality parts. The force applied by hydraulic presses can be finely controlled, making it suitable for delicate operations as well as heavy-duty applications.
Types of Hydraulic Metal Forming:
Hydroforming: Hydroforming is a popular hydraulic forming technique used to create hollow parts, such as automotive exhaust components and structural tubes. The process involves placing a metal sheet or tube inside a mold and using hydraulic fluid to press it against the mold walls, forming the desired shape. Hydroforming is highly effective for producing lightweight, high-strength components with complex geometries.
Hydraulic Stamping: Hydraulic stamping involves placing a flat metal sheet between a punch and die, then using hydraulic pressure to form the metal into the desired shape. This method is commonly used in the production of automotive body panels, appliances, and machinery parts. Hydraulic stamping offers precise control over the applied force, ensuring that the final product is accurate and consistent.
Hydraulic Drawing: Similar to deep drawing, hydraulic drawing uses hydraulic presses to pull a metal blank into a die, forming cylindrical, cup-shaped, or box-like components. The hydraulic press ensures that the force is evenly distributed, reducing the risk of tearing or wrinkling the metal.
Bulge Forming: Bulge forming is another hydraulic process where hydraulic fluid is used to press a metal sheet or tube against a die, causing it to bulge outward and take the shape of the mold. This method is often used to create domed or spherical components.
Rubber Pad Forming: In this process, a metal sheet is placed over a mold, and a flexible rubber pad is pressed against it using hydraulic pressure. The rubber pad deforms around the sheet, forming it to the mold’s shape. Rubber pad forming is used in applications where a smooth, scratch-free finish is essential, such as in the aerospace and medical device industries.
Applications of Hydraulic Metal Forming:
Automotive Industry: Hydraulic forming is widely used to create components such as engine mounts, chassis parts, suspension systems, and exhaust systems. The process allows for the production of lightweight yet strong parts, which contribute to improved fuel efficiency and vehicle performance.
Aerospace Industry: Hydraulic metal forming is used to produce complex, high-strength parts for aircraft and spacecraft. The precise control offered by hydraulic presses ensures that these critical components meet the industry’s stringent safety and performance requirements.
Heavy Machinery: Hydraulic forming is employed in the production of large, high-strength components used in heavy machinery and industrial equipment. Hydraulic presses can generate the immense force required to shape thick metal plates and components.
Medical Devices: In the medical field, hydraulic metal forming is used to manufacture surgical instruments, prosthetic devices, and other precision medical components. The ability to form metal with high accuracy and minimal defects is crucial in this industry.
Advantages of Hydraulic Metal Forming:
Uniform Force Application: Hydraulic presses distribute force evenly over the entire surface of the metal, reducing the risk of defects such as warping, cracking, or uneven thickness.
Precision: The finely controlled hydraulic pressure allows for high precision in forming complex geometries, ensuring that the final product meets exact specifications.
Material Efficiency: Hydraulic metal forming reduces material waste by forming the metal into the desired shape without removing material. This makes it a cost-effective and environmentally friendly process.
Versatility: Hydraulic forming can be used on a wide range of metals, including steel, aluminum, copper, and titanium, making it suitable for various industries and applications.
Hydraulic metal forming is a key process in modern manufacturing, offering the ability to create high-quality, durable metal parts for critical industries such as aerospace, automotive, and medical device production.
Sheet Metal Rounded Corners
Industries working with our machinery
Sheet metal rounded corners refer to the technique of rounding the sharp edges of sheet metal components to improve safety, aesthetics, and structural integrity. This is an important aspect of metalworking, especially in industries where sharp corners can pose a hazard or lead to stress concentration, which could compromise the strength of the component.
Rounding the corners of sheet metal is typically done after the cutting or punching process, which leaves sharp edges. These sharp edges can be dangerous during handling, assembly, or during the product’s use. Additionally, rounded corners help prevent the metal from cracking or tearing under stress, especially during bending or forming operations.
Methods for Creating Rounded Corners:
Bending: Bending is one of the simplest methods used to create rounded corners. Instead of making a sharp bend at a 90-degree angle, the metal is bent into a smooth curve, reducing stress concentrations at the corners. Bending machines, such as press brakes, are commonly used for this purpose.
Edge Rolling: Edge rolling is a technique where the edges of the sheet metal are rolled over to form a smooth, rounded corner. This process is often used in the production of metal enclosures, containers, or other parts where the edges need to be safe and aesthetically pleasing.
Chamfering: Chamfering is the process of removing the sharp edges of metal by cutting a beveled edge along the corner. Although this does not create a fully rounded corner, it softens the sharp edge and reduces the risk of injury or damage. Chamfering is commonly used in applications where a completely rounded corner is not necessary but where the sharp edge must be eliminated.
Grinding and Filing: Manual or automated grinding and filing can be used to round off sharp edges after cutting or punching. Abrasive tools are used to smooth out the edges, creating a safe and visually appealing corner. This method is often used in custom or small-scale metal fabrication projects.
Laser Cutting: Modern laser cutting machines can be programmed to cut metal sheets with pre-rounded corners. This allows for high precision and eliminates the need for additional edge rounding steps. Laser cutting is especially useful for complex shapes or high-volume production runs where precision and consistency are important.
Applications of Rounded Corners in Sheet Metal:
Safety: Rounded corners are crucial in industries where workers frequently handle metal parts, such as in construction, automotive assembly, or manufacturing. By rounding the edges, the risk of cuts and injuries is significantly reduced.
Aesthetics: In consumer products like electronics, appliances, and furniture, rounded corners provide a sleek, modern look. They also help improve the ergonomics of the product by making it more comfortable to handle.
Structural Integrity: Rounded corners reduce the likelihood of cracks or fractures developing in metal components during use. Sharp corners tend to concentrate stress, which can lead to failure over time. By rounding the corners, the stress is distributed more evenly, improving the durability of the part.
Electronics Enclosures: In the electronics industry, rounded corners are commonly used in the design of metal enclosures for devices like computers, smartphones, and appliances. Rounded corners not only improve the appearance of the product but also protect internal components by reducing sharp edges that could cause damage during assembly or use.
Advantages of Rounded Corners in Sheet Metal:
Improved Safety: Sharp edges pose a safety risk during manufacturing, handling, and use. Rounded corners minimize the chance of injury and improve the usability of metal products.
Enhanced Durability: By eliminating sharp corners, stress concentrations are reduced, which helps prevent cracks, warping, or other types of failure. Rounded corners enhance the overall durability of the component.
Better Coating and Finishing: Rounded corners are easier to coat with paint, powder coatings, or anodized finishes. Sharp edges can cause uneven coating thickness, leading to weak spots where corrosion or wear can occur. Rounded corners allow for more uniform coating, extending the lifespan of the product.
Rounded corners in sheet metal are a critical design feature that improves both the safety and durability of metal products while also enhancing their aesthetic appeal.
Sheet Metal Edge Rounding
Producing Cylindrical Parts with CNC Metal Spinning Machines
Sheet metal edge rounding is the process of smoothing and shaping the edges of a metal sheet after it has been cut, punched, or machined. This process is essential for improving safety, product quality, and durability. Sharp, unfinished edges on metal parts can pose hazards to workers, cause damage to other components during assembly, and lead to stress concentrations that can weaken the material. By rounding the edges, these risks are mitigated.
Edge rounding is commonly used in industries such as automotive, aerospace, electronics, and metal fabrication, where parts need to be safe to handle and durable enough to withstand long-term use.
Methods of Sheet Metal Edge Rounding:
Deburring Machines: Deburring machines are specifically designed to remove sharp burrs and round the edges of metal sheets. These machines use abrasive belts, brushes, or discs to grind down the sharp edges and create a smooth, rounded profile. Deburring is an essential step in many manufacturing processes to ensure that the edges are safe to handle and that the final product meets quality standards.
Grinding and Sanding: Manual or automated grinding and sanding tools are often used to round the edges of metal sheets. Abrasive materials are used to wear down the sharp edges, leaving a smooth, rounded finish. This method is especially useful for custom or low-volume production where precise control over the rounding process is needed.
Laser Cutting with Edge Rounding: Advanced laser cutting machines can be programmed to cut metal sheets with pre-rounded edges. This eliminates the need for additional edge rounding steps and provides a high level of precision. Laser cutting with edge rounding is commonly used in the production of parts that require tight tolerances and clean, smooth edges.
Tumbling: Tumbling is a process where metal parts are placed in a rotating drum along with abrasive media. As the drum rotates, the media polishes and rounds the edges of the metal parts, creating a smooth finish. Tumbling is an effective method for rounding the edges of small parts or components with complex geometries.
Electropolishing: In some applications, electropolishing is used to round and smooth the edges of metal parts. This chemical process removes a thin layer of material from the surface of the metal, leaving a smooth, rounded finish. Electropolishing is commonly used for stainless steel parts in the medical, food, and pharmaceutical industries.
Applications of Sheet Metal Edge Rounding:
Automotive Industry: In automotive manufacturing, edge rounding is critical for ensuring that parts like body panels, brackets, and supports are safe to handle and free from sharp edges that could cause injuries or damage other components.
Electronics and Appliances: Metal enclosures and components used in electronics and appliances often undergo edge rounding to improve their appearance and make them safer for consumers to handle. Rounded edges also help prevent the metal from cutting into wires or other sensitive components inside the device.
Aerospace Industry: In aerospace applications, edge rounding helps reduce stress concentrations at the edges of metal parts, improving their fatigue resistance and overall structural integrity. This is essential for components that must endure extreme conditions and long service life.
Construction and Metal Fabrication: In construction and metal fabrication, rounded edges make metal parts easier to work with and safer for workers to handle during installation. They also improve the overall aesthetics of the finished product.
Advantages of Sheet Metal Edge Rounding:
Safety: Sharp edges on metal parts can cause injuries to workers during handling and assembly. Edge rounding eliminates these hazards, making the parts safer to work with and reducing the risk of accidents.
Improved Durability: Rounding the edges of metal parts reduces stress concentrations, which can lead to cracks, fractures, or other types of failure. Edge rounding helps extend the lifespan of metal components, especially those subjected to mechanical or thermal stress.
Enhanced Aesthetics: Rounded edges give metal parts a more polished, professional appearance. This is especially important for consumer-facing products like electronics, appliances, and furniture, where visual appeal is a key factor.
Better Coating Adherence: Rounded edges provide a smoother surface for applying coatings like paint, powder coating, or anodizing. This ensures more even coverage and improves the part’s resistance to corrosion, wear, and damage.
Sheet metal edge rounding is a vital process in modern metalworking, contributing to the safety, quality, and durability of metal products across a wide range of industries.
Special Finishing Machines
Metal Surface Finishing Machine
Special finishing machines are used in metalworking and manufacturing to refine the surface of metal parts after they have been formed, machined, or welded. These machines provide the final touches to ensure the metal components meet the desired specifications in terms of smoothness, texture, and appearance. Special finishing machines are crucial for enhancing the performance, longevity, and aesthetic appeal of metal products across industries such as automotive, aerospace, construction, and consumer goods.
Finishing processes can range from deburring rough edges to applying polished finishes that give parts a high-gloss or mirror-like appearance. These machines come in various types, each designed for specific finishing tasks such as polishing, grinding, buffing, or coating.
Types of Special Finishing Machines:
Polishing Machines: Polishing machines use abrasives to create smooth, reflective surfaces on metal parts. These machines can range from simple handheld polishers to advanced automated systems that can handle large-scale production. Polishing is often used for stainless steel, aluminum, and other metals where a high-gloss finish is required, such as in cookware, automotive parts, and architectural elements.
Rotary Polishers: Rotary polishing machines use spinning wheels and abrasive compounds to smooth and polish metal surfaces.
Vibratory Polishers: These machines are designed for polishing smaller metal components in bulk. They use vibration to rub the metal parts against an abrasive medium, resulting in a smooth finish.
Buffing Machines: Buffing machines are similar to polishing machines but focus on achieving a higher level of shine and smoothness. Buffing is typically the final step in the finishing process and is used to remove fine scratches or imperfections that remain after polishing. Buffing machines are essential in industries such as automotive, where a high-quality surface finish is necessary for body panels and other visible components.
Sanding Machines: Sanding machines use abrasive belts or discs to smooth out rough surfaces or remove small amounts of material from the surface of metal parts. Sanding is often the first step in the finishing process, especially after metal parts have been cut, welded, or machined. It is commonly used in industries such as furniture manufacturing, construction, and metal fabrication.
Shot Blasting Machines: Shot blasting machines use high-velocity streams of abrasive material, such as steel shots or sand, to clean and smooth metal surfaces. This process is particularly useful for removing rust, paint, or other surface contaminants from metal parts. Shot blasting also helps prepare metal surfaces for painting, coating, or welding by creating a uniform surface texture.
Air Blasting: Uses compressed air to propel the abrasive material onto the metal surface.
Centrifugal Blasting: Uses a mechanical wheel to throw the abrasive material at high speed, making it suitable for larger surfaces or more aggressive cleaning tasks.
Electropolishing Machines: Electropolishing is an electrochemical process used to smooth and polish metal surfaces. It removes a thin layer of material, leaving a shiny, reflective finish. Electropolishing is especially important for stainless steel and medical-grade materials, where hygiene, corrosion resistance, and surface finish are critical.
Applications of Special Finishing Machines:
Automotive Industry: Special finishing machines are used to create smooth, aesthetically pleasing surfaces on car body panels, trim, and engine components. Polishing and buffing are particularly important for enhancing the visual appeal of vehicles, while sanding and shot blasting are used to prepare surfaces for painting or coating.
Aerospace Industry: In aerospace, surface finishing is essential for components that must withstand high stress and harsh environmental conditions. Polishing, buffing, and electropolishing are commonly used to improve corrosion resistance and reduce surface friction on aircraft parts.
Medical Devices and Instruments: In the medical field, electropolishing is used to create ultra-smooth surfaces on surgical instruments, implants, and other medical devices. A smooth surface reduces the risk of contamination and makes the parts easier to clean and sterilize.
Consumer Goods: Special finishing machines are used to improve the appearance and durability of consumer products such as kitchen appliances, furniture, and electronics. Polishing and buffing are crucial for achieving a high-quality surface finish that appeals to consumers.
Advantages of Special Finishing Machines:
Improved Durability: By removing surface defects and imperfections, finishing machines help improve the strength and durability of metal parts. Smooth surfaces are less prone to corrosion, wear, and fatigue.
Enhanced Aesthetic Appeal: Polishing and buffing create visually attractive surfaces, making finished metal products more appealing to consumers. This is especially important in industries like automotive, architecture, and consumer goods.
Better Coating Adhesion: Finishing processes such as sanding and shot blasting help prepare metal surfaces for painting or coating. A smooth, uniform surface ensures better adhesion and coverage, resulting in a longer-lasting finish.
Hygiene and Cleanliness: In industries such as medical devices and food processing, smooth, polished surfaces are essential for maintaining hygiene and reducing the risk of contamination.
Special finishing machines play a crucial role in modern manufacturing, ensuring that metal parts meet the highest standards of quality, performance, and appearance.
Burr Cleaning Machine
Burr Cleaning Machine
A burr cleaning machine is used to remove burrs, which are small, unwanted projections or rough edges left on metal parts after cutting, machining, or drilling. Burrs can interfere with the functionality and safety of metal components, leading to problems such as improper assembly, increased wear, and safety hazards. Burr cleaning is a crucial step in the metalworking process, ensuring that parts meet quality standards and are safe to handle and use.
Burrs are formed during processes such as stamping, milling, or shearing when the metal is deformed or displaced. Burr cleaning machines use a variety of methods to smooth out these rough edges, depending on the type of metal, the part’s geometry, and the required surface finish.
Types of Burr Cleaning Machines:
Brush Deburring Machines: Brush deburring machines use rotating wire or abrasive brushes to clean burrs from the edges and surfaces of metal parts. These machines are often used for deburring sheet metal, stamped parts, or machined components where a light, non-invasive cleaning process is required.
Vibratory Deburring Machines: Vibratory deburring involves placing metal parts in a vibrating container filled with abrasive media. As the machine vibrates, the media rubs against the parts, removing burrs and smoothing the edges. This process is particularly useful for deburring small or intricate parts that are difficult to clean manually.
Electrochemical Deburring: Electrochemical deburring uses a chemical process to remove burrs from hard-to-reach areas, such as holes, grooves, or internal features. A mild electrical current is applied to the metal part, causing a controlled reaction that dissolves the burrs. This method is ideal for precision parts used in industries like aerospace, automotive, and medical devices.
Thermal Deburring Machines: Thermal deburring, also known as explosive deburring, is a process where a gas mixture is ignited in a chamber containing the metal parts. The resulting explosion vaporizes the burrs, leaving the part clean and free from sharp edges. Thermal deburring is highly effective for removing burrs from internal features and complex geometries.
Water Jet Deburring Machines: Water jet deburring uses high-pressure streams of water to clean burrs from the surface of metal parts. This method is particularly effective for soft metals such as aluminum or copper, where other deburring methods may be too aggressive.
Applications of Burr Cleaning Machines:
Automotive Industry: Burr cleaning machines are used to remove burrs from engine components, gears, and other metal parts used in automotive manufacturing. Clean, burr-free parts are essential for ensuring proper fit and function, as well as preventing excessive wear or damage during assembly.
Aerospace Industry: In aerospace, burr cleaning is critical for ensuring the safety and reliability of components used in aircraft, satellites, and space exploration vehicles. Burrs can cause stress concentrations or interfere with precision tolerances, leading to potential failures.
Medical Devices: Burr cleaning is essential in the production of medical devices, surgical instruments, and implants. Burr-free parts are easier to clean and sterilize, reducing the risk of infection or contamination during use.
Precision Engineering: In precision engineering applications, such as electronics, robotics, and optics, even the smallest burrs can affect performance and assembly. Burr cleaning machines ensure that parts meet tight tolerances and are free from imperfections.
Advantages of Burr Cleaning Machines:
Improved Safety: Burrs can create sharp edges that pose a risk to workers handling the parts. By removing these burrs, burr cleaning machines improve workplace safety and reduce the risk of injury during assembly or use.
Enhanced Product Quality: Burr cleaning ensures that metal parts have smooth edges and surfaces, improving their functionality, performance, and appearance. Parts with burrs may not fit together properly, leading to assembly issues or premature wear.
Precision and Consistency: Automated burr cleaning machines provide consistent results across large production runs, ensuring that all parts meet the required quality standards. This is especially important in industries like automotive and aerospace, where reliability is critical.
Reduced Wear and Tear: Burrs can cause friction, leading to excessive wear on moving parts or machinery. By removing burrs, burr cleaning machines help extend the life of metal components and reduce maintenance costs.
Burr cleaning machines are indispensable in the manufacturing process, ensuring that metal parts are safe, functional, and of high quality. These machines play a key role in industries where precision, performance, and safety are paramount.
Longitudinal Groove Weld
Longitudinal Welding Machine
A longitudinal groove weld is a type of welding technique used to join two pieces of metal along their length, typically in cylindrical or tubular structures such as pipes, tanks, or pressure vessels. In this process, a groove is prepared between the edges of the metal parts to be welded, and the weld is deposited into the groove, filling it and creating a strong, continuous bond.
Longitudinal groove welds are commonly used in industries such as oil and gas, chemical processing, shipbuilding, and construction, where high-strength, leak-proof joints are required. The weld must be of high quality to ensure that the joined components can withstand pressure, temperature fluctuations, and mechanical stresses.
Types of Longitudinal Groove Welds:
Single-V Groove Weld: In a single-V groove weld, the edges of the metal parts are beveled at an angle to form a “V” shape. The welder fills the groove with molten metal, creating a strong bond between the two pieces. Single-V groove welds are commonly used for thicker materials where a single pass is not sufficient to achieve full penetration.
Double-V Groove Weld: For thicker materials, a double-V groove weld is often used. This involves beveling both sides of the joint to create a V-shaped groove on each side. The welder deposits metal into both grooves, ensuring full penetration and strength throughout the joint.
U-Groove Weld: In a U-groove weld, the edges of the metal parts are shaped into a U-configuration. This type of weld is typically used for thicker materials because it requires less filler material compared to a V-groove, making it more efficient for heavy-duty applications.
J-Groove Weld: A J-groove weld involves beveling one side of the joint into a J-shape, while the other side remains straight. This weld type is commonly used in situations where one side of the joint is more accessible than the other, allowing for easier welding in tight spaces.
Applications of Longitudinal Groove Welds:
Pipe Welding: Longitudinal groove welds are essential in pipe welding, where two sections of pipe must be joined together to form long pipelines for transporting liquids or gases. The weld ensures that the joint is leak-proof and strong enough to withstand high internal pressures.
Pressure Vessels: Pressure vessels, such as boilers, tanks, and reactors, rely on longitudinal groove welds to join sections of metal and maintain structural integrity. The welds must be able to endure high pressures and temperatures without failing.
Shipbuilding: In shipbuilding, longitudinal groove welds are used to join large metal plates that form the hull, deck, and other structural components of ships. These welds are crucial for ensuring the ship’s strength and durability in harsh marine environments.
Structural Components: Longitudinal groove welds are used in the construction of large metal structures, such as bridges, cranes, and towers, where strong, continuous joints are required to bear heavy loads and resist environmental stresses.
Advantages of Longitudinal Groove Welds:
High Strength: Longitudinal groove welds create strong, continuous joints that can withstand significant mechanical stresses. This makes them ideal for critical applications such as pipelines, pressure vessels, and structural components.
Leak-Proof Joints: In applications such as piping and pressure vessels, it is essential that the joints are leak-proof to prevent the escape of fluids or gases. Longitudinal groove welds create tight, secure seals that prevent leaks, even under high pressure.
Full Penetration: Longitudinal groove welds ensure full penetration of the weld material into the joint, providing maximum strength and durability. This is especially important for thick materials where incomplete penetration could lead to weak spots or joint failure.
Versatility: Longitudinal groove welds can be applied to a wide range of materials and thicknesses, making them suitable for various industries and applications. Whether working with thin-walled pipes or thick structural components, the groove weld can be tailored to meet specific requirements.
Longitudinal groove welding is a critical process in industries that require high-strength, durable joints. It ensures the integrity and performance of structures and components under demanding conditions.
Cookware Production Machine
Stainless Steel Pot Polishing Machine
A cookware production machine is specialized equipment designed for the manufacturing of pots, pans, and other types of cookware. These machines handle various stages of the production process, from shaping and forming the metal to applying coatings and performing finishing touches. Cookware production machines are used by manufacturers to produce high-quality, durable kitchenware at scale, meeting the demands of both consumers and professional kitchens.
The manufacturing of cookware typically involves working with metals like aluminum, stainless steel, and copper, which provide excellent heat conductivity and durability. Each material has unique properties that require specific machinery and processes to shape, finish, and coat the final product.
Types of Cookware Production Machines:
Press Machines: Press machines are used to shape flat metal sheets into the desired cookware form, such as pots, pans, or lids. The metal sheets are placed in a mold or die, and the press applies significant force to shape the sheet into the required form. Hydraulic or mechanical presses are commonly used, depending on the thickness and type of metal.
Spinning Machines: Spinning machines are used to create round, symmetrical cookware items such as bowls, pans, or lids. In the spinning process, a flat metal disk is rotated at high speed while a forming tool presses it against a mold to shape the metal into the desired shape. This process is particularly useful for creating deep, rounded cookware items like stockpots or mixing bowls.
Polishing Machines: After the cookware has been formed, polishing machines are used to smooth the surface and give it a shiny, reflective finish. Polishing is important not only for aesthetic reasons but also for improving the non-stick properties of the cookware and preventing food from sticking to the surface during use.
Coating Machines: Many cookware items, especially non-stick pans, require the application of a specialized coating. Coating machines are used to apply layers of non-stick material (such as Teflon or ceramic) to the surface of the cookware. These machines ensure even coverage and proper adhesion of the coating, which is essential for both performance and durability.
Edge Rolling Machines: Edge rolling machines are used to round the edges of the cookware, giving it a smooth, safe edge that is comfortable to handle. This process is important for both safety and durability, as sharp edges can be dangerous and more prone to damage.
Applications of Cookware Production Machines:
Consumer Cookware: Cookware production machines are primarily used to manufacture pots, pans, and other kitchen tools for home use. High-quality cookware is essential for efficient and enjoyable cooking, and consumers expect durable, easy-to-clean products that distribute heat evenly.
Professional Cookware: Professional-grade cookware, used in commercial kitchens, requires a higher level of durability and heat performance. Cookware production machines are used to manufacture heavy-duty products that can withstand the demands of professional chefs.
Specialty Cookware: Specialty cookware, such as cast iron skillets or copper pans, may require additional or specific production processes. For example, copper cookware often undergoes a tinning process to coat the inside surface with a layer of tin, preventing the copper from reacting with food.
Advantages of Cookware Production Machines:
High Efficiency: Cookware production machines allow manufacturers to produce large quantities of cookware quickly and efficiently. Automation and precision machinery ensure consistent quality across all products.
Customizability: These machines can be adjusted to produce a wide variety of cookware shapes, sizes, and designs. Whether manufacturing frying pans, saucepans, or stockpots, cookware production machines provide the flexibility to meet diverse market demands.
Durability: The machines used in cookware production are designed to handle heavy-duty materials like stainless steel and aluminum, ensuring that the final products are durable and long-lasting.
Precision: Precision is crucial in cookware manufacturing to ensure that the pots and pans have the correct dimensions, thickness, and heat conductivity. Cookware production machines provide the necessary control to achieve consistent results.
Cookware production machines are essential tools in the kitchenware industry, enabling manufacturers to produce high-quality, reliable products that meet the needs of both home cooks and professional chefs.
Brake Pads Machine
Brake Pads Machine
A brake pads machine is a specialized piece of equipment used in the manufacturing of brake pads, a critical component of the braking systems in automobiles, motorcycles, and other vehicles. Brake pads play a key role in ensuring the safe operation of vehicles by converting kinetic energy into heat during braking, which slows the vehicle down. Manufacturing brake pads requires precision, quality control, and specialized machinery to ensure that they meet safety and performance standards.
Brake pads are typically made from a combination of materials, including metal shavings, ceramics, and organic compounds. The manufacturing process involves molding these materials under high pressure and heat to create durable, reliable brake pads.
Types of Brake Pads Machines:
Molding Machines: Molding machines are used to shape the brake pad material into its final form. In this process, the brake pad compound is placed into a mold, and high pressure and heat are applied to compress the material into the desired shape. The molded brake pads are then cooled and removed from the mold for further processing.
Curing Ovens: After molding, brake pads are placed in curing ovens to harden and strengthen the material. The curing process is critical for ensuring that the brake pads can withstand the high temperatures generated during braking. Curing ovens are designed to maintain consistent temperatures and ensure uniform hardening across all pads.
Grinding Machines: Grinding machines are used to shape and finish the brake pads after molding and curing. These machines grind the brake pad to its final thickness and smooth out any rough surfaces. Precision grinding is essential for ensuring that the brake pads fit properly in the brake caliper and perform effectively during braking.
Coating Machines: Many brake pads are coated with specialized materials to reduce noise, prevent corrosion, or improve performance in extreme conditions. Coating machines apply these materials evenly across the surface of the brake pad, ensuring that they adhere properly and provide the desired benefits.
Testing Machines: Brake pads must undergo rigorous testing to ensure that they meet safety standards and perform well under various conditions. Testing machines simulate real-world braking scenarios to measure the pad’s performance, wear resistance, and heat tolerance. This testing ensures that the brake pads will perform reliably in the field.
Applications of Brake Pads Machines:
Automotive Industry: The automotive industry relies heavily on brake pads machines for the production of brake components for cars, trucks, and motorcycles. High-quality brake pads are essential for vehicle safety, and manufacturers use specialized machines to ensure that the pads meet strict regulatory standards.
Heavy-Duty Vehicles: Brake pads for heavy-duty vehicles, such as trucks, buses, and industrial machinery, must be able to withstand higher loads and more extreme conditions than those used in passenger vehicles. Brake pads machines used in this sector are designed to produce durable, high-performance pads that can handle heavy braking forces.
Motorcycle Manufacturing: Motorcycle brake pads are typically smaller and lighter than those used in cars, but they still require high levels of precision and performance. Brake pads machines in this sector are calibrated to produce pads that provide reliable stopping power for motorcycles.
Advantages of Brake Pads Machines:
Precision Manufacturing: Brake pads machines are designed to ensure precise control over the molding, curing, and finishing processes. This precision is critical for producing brake pads that perform consistently and safely in real-world driving conditions.
High Efficiency: Automated brake pads machines allow manufacturers to produce large quantities of brake pads quickly and efficiently, meeting the demands of the automotive industry while maintaining high quality.
Customization: Brake pads machines can be adjusted to produce brake pads of different sizes, materials, and specifications, allowing manufacturers to cater to a wide range of vehicles and performance requirements.
Quality Control: These machines are equipped with advanced quality control systems that ensure every brake pad meets safety and performance standards. Automated testing and inspection processes help identify defects and ensure that only high-quality pads reach the market.
Brake pads machines are vital in the production of high-performance, reliable brake pads that ensure the safety and effectiveness of vehicle braking systems.
How to Make Aluminum Pots
Stainless Steel Pot Polishing Machine
Making aluminum pots is a manufacturing process that involves several key steps to transform raw aluminum into durable, lightweight cookware. Aluminum is a popular material for pots and pans because of its excellent heat conductivity, corrosion resistance, and lightweight properties. It is commonly used in both household and commercial cookware due to its affordability and performance in the kitchen.
The process of making aluminum pots requires precision machinery and careful attention to detail to ensure that the final product meets quality standards in terms of heat distribution, durability, and safety.
Steps to Make Aluminum Pots:
Aluminum Sheet Selection: The first step in making aluminum pots is selecting high-quality aluminum sheets or blanks. The thickness and grade of the aluminum are chosen based on the desired characteristics of the final product, such as weight, heat conductivity, and durability. Thicker sheets are typically used for professional-grade pots, while thinner sheets may be used for consumer cookware.
Blanking: Blanking is the process of cutting the aluminum sheet into circular blanks, which will form the base of the pot. A blanking press is used to punch out these circular shapes from the larger sheet of aluminum. The size of the blank is determined by the size of the pot being manufactured.
Deep Drawing: Deep drawing is the process of shaping the flat aluminum blank into a cylindrical or round form, which becomes the body of the pot. This is done by placing the aluminum blank into a die and using a punch to draw the metal into the desired shape. The deep drawing process is critical for creating the smooth, rounded sides of the pot without causing wrinkles or tears in the material.
Trimming and Edge Rolling: After deep drawing, the excess material around the rim of the pot is trimmed off to achieve the desired height and diameter. Edge rolling is then used to round off the rim of the pot, creating a smooth, safe edge. This step is important for both the safety of the user and the aesthetic appearance of the pot.
Annealing: In some cases, the aluminum pots may undergo an annealing process, which involves heating the metal to a specific temperature and then allowing it to cool slowly. Annealing helps relieve internal stresses in the metal, making it more malleable and easier to work with during further forming processes.
Polishing and Finishing: Once the pot has been formed, it undergoes a polishing process to smooth the surface and give it a shiny, attractive finish. Polishing is typically done using buffing machines with abrasive compounds that remove surface imperfections and create a reflective surface.
Non-Stick Coating Application (Optional): Many aluminum pots are coated with a non-stick material, such as Teflon or ceramic, to improve their cooking performance and make them easier to clean. Coating machines are used to apply these materials evenly to the interior surface of the pot. The coating is then cured in a high-temperature oven to ensure proper adhesion and durability.
Handle Attachment: Handles are attached to the pot either by riveting, welding, or screwing them in place. Aluminum pots often feature plastic or stainless steel handles for safe and comfortable handling during cooking.
Quality Inspection: Before the pots are packaged and shipped, they undergo a final inspection to ensure that they meet quality standards. This includes checking for surface imperfections, coating adhesion, and proper handle attachment. Any defective pots are rejected and either reworked or recycled.
Advantages of Aluminum Pots:
Lightweight: Aluminum is much lighter than other metals like cast iron or stainless steel, making aluminum pots easier to handle, especially in commercial kitchens where large pots are frequently used.
Excellent Heat Conductivity: Aluminum is one of the best conductors of heat, allowing for even heat distribution during cooking. This helps prevent hot spots and ensures that food cooks uniformly.
Corrosion Resistance: Aluminum naturally forms a thin oxide layer on its surface, which protects it from corrosion. This makes aluminum pots long-lasting and suitable for use in humid or acidic environments.
Affordability: Aluminum is a relatively inexpensive material, making aluminum pots a cost-effective option for both home cooks and professional chefs.
Versatility: Aluminum pots come in various shapes and sizes, from small saucepans to large stockpots, and can be used for a wide range of cooking applications, including boiling, frying, simmering, and sautéing.
The process of making aluminum pots combines precision engineering, high-quality materials, and advanced manufacturing techniques to produce cookware that is both functional and affordable. Whether for home use or in a professional kitchen, aluminum pots are a staple in kitchens around the world.
Sheet Metal Forming
Production of Axisymmetric Parts with Metal Spinning Machine
Sheet metal forming encompasses a wide array of manufacturing processes used to manipulate flat metal sheets into desired geometries. It is a critical process across industries such as automotive, aerospace, construction, electronics, and household goods manufacturing. Sheet metal forming involves the application of force to plastically deform a metal sheet, permanently changing its shape without removing material. The goal is to produce parts with precise dimensions and properties suitable for end-use applications.
The forming process can range from simple operations like bending and shearing to more complex techniques like deep drawing and hydroforming. The versatility of sheet metal forming allows manufacturers to produce everything from intricate components with fine details to large-scale structural elements.
Key Techniques in Sheet Metal Forming
Bending: Bending is one of the most basic and widely used methods in sheet metal forming. It involves deforming the sheet along a straight axis to form an angular shape, such as a V, U, or channel. Bending can be achieved using tools like press brakes, roll benders, and folding machines. Press brakes are highly accurate and can create precise bends with controlled angles and radii, making them indispensable in the production of parts like enclosures, panels, brackets, and frames. Roll bending, on the other hand, is used to form larger cylindrical shapes such as tubes or pipes.
Stamping and Punching: Stamping is the process of using a press to force a sheet metal blank into a die, creating various shapes and patterns. Punching, on the other hand, involves removing material by shearing through the metal with a punch and die. Both methods are highly efficient for mass production, allowing manufacturers to produce hundreds or thousands of parts in a short period. Common applications include automotive body panels, appliance casings, and electronic housings.
Deep Drawing: Deep drawing is the process of pulling a sheet of metal into a die cavity using a punch to form a hollow or cup-like shape. This technique is particularly useful for producing complex parts such as fuel tanks, kitchen sinks, and cookware, where seamless construction and uniform thickness are crucial. Deep drawing requires precise control over material flow to prevent defects like wrinkling, tearing, or thinning.
Roll Forming: Roll forming is a continuous bending process in which a long strip of sheet metal is passed through a series of rollers to gradually form it into the desired profile. This method is especially suited for producing long parts with consistent cross-sections, such as metal roofing, gutters, and structural beams. Roll forming is highly efficient, especially for high-volume production runs, and it allows for the creation of complex shapes without requiring significant secondary operations.
Hydroforming: Hydroforming is an advanced sheet metal forming technique that uses high-pressure hydraulic fluid to shape the sheet into a die. This process is highly effective for creating lightweight, high-strength parts with complex geometries, such as automotive chassis components, aerospace structural parts, and exhaust systems. Hydroforming allows for precise control of material thickness and results in parts with improved structural integrity due to the uniform application of force.
Spinning: Metal spinning is a process in which a metal disc or tube is rotated at high speed and pressed against a mandrel to form axially symmetric parts. This technique is often used to produce conical or cylindrical components, such as lampshades, cookware, and decorative items. Spinning is particularly useful for creating large, smooth surfaces without the need for welding or seams.
Laser Cutting: Laser cutting is a non-contact process that uses a high-energy laser beam to cut or engrave precise shapes into the sheet metal. It offers unparalleled accuracy and is used for intricate designs or when complex shapes are needed. Laser cutting is often combined with other forming processes to create parts with both functional and aesthetic qualities, such as perforated metal sheets, intricate enclosures, and decorative elements.
Applications of Sheet Metal Forming
Automotive Industry: In automotive manufacturing, sheet metal forming is used to produce body panels, structural components, chassis parts, and engine components. The ability to form lightweight yet strong parts is critical for improving vehicle performance, fuel efficiency, and safety. Techniques like stamping, hydroforming, and deep drawing allow automakers to produce complex geometries with precision and repeatability.
Aerospace Industry: Aerospace companies rely heavily on sheet metal forming to manufacture lightweight components that can withstand the stresses of flight. Parts such as fuselage panels, wing ribs, and turbine housings are formed from high-strength aluminum, titanium, and stainless steel. Advanced forming techniques like hydroforming and stretch forming are often used to achieve the intricate shapes required for aerodynamic efficiency.
Construction and Architecture: In construction, sheet metal is used for roofing, cladding, framing, and architectural elements like facades and decorative panels. Sheet metal forming allows for the production of components that are both functional and aesthetically pleasing. Roll forming is often used to produce long structural elements, while stamping and punching are employed to create custom designs in metal sheets for decorative purposes.
Consumer Goods: Many everyday household items, from kitchen appliances to furniture, are made using sheet metal forming processes. Cookware, sinks, storage cabinets, and electronic enclosures are all examples of products manufactured through deep drawing, stamping, and bending techniques. The versatility of sheet metal forming allows for the mass production of durable, affordable goods with consistent quality.
Advantages of Sheet Metal Forming
High Efficiency: Sheet metal forming is ideal for mass production due to its ability to produce large quantities of parts with consistent quality. Automated forming machines, such as stamping presses and roll formers, can run continuously, maximizing output and minimizing downtime.
Material Efficiency: Forming processes shape the metal without removing material, which reduces waste compared to subtractive methods like machining. This makes sheet metal forming an environmentally friendly and cost-effective option for manufacturing.
Precision and Versatility: Modern sheet metal forming techniques, especially those using CNC-controlled machines, offer high precision and repeatability, ensuring that parts meet strict tolerances. Additionally, forming processes can be applied to a wide range of metals, including steel, aluminum, copper, and alloys, making it suitable for diverse applications.
Cost-Effectiveness: Once the tooling is set up, sheet metal forming is highly cost-effective, especially for high-volume production. The process minimizes material waste, reduces the need for secondary operations, and allows for rapid production cycles, all of which contribute to lower overall manufacturing costs.
Sheet metal forming is a cornerstone of modern manufacturing, providing the flexibility, precision, and efficiency needed to produce high-quality metal parts for a variety of industries.
Hydraulic Metal Forming
Steel Utensils Making Machine
Hydraulic metal forming is a specialized process that utilizes hydraulic pressure to shape metal components. This technique is primarily used for forming large, thick, or complex metal parts that require significant force to deform. Hydraulic metal forming is versatile and is widely used across industries such as automotive, aerospace, heavy machinery, and construction. The key advantage of hydraulic metal forming is the ability to apply uniform pressure over large areas of material, allowing for precise control and the production of high-strength parts.
Hydraulic forming processes rely on hydraulic presses, which use a hydraulic cylinder to generate force by compressing a fluid (usually oil) within a sealed chamber. The force generated is transmitted to a ram or punch, which deforms the metal blank into the desired shape. Hydraulic presses are highly adaptable, capable of performing various forming operations such as deep drawing, punching, bending, and embossing.
Key Techniques in Hydraulic Metal Forming
Hydroforming: Hydroforming is a popular hydraulic forming technique used to create hollow parts, such as automotive exhaust components, structural tubes, and chassis members. In this process, a metal sheet or tube is placed inside a mold, and hydraulic fluid is used to press the material against the mold walls, forming the desired shape. Hydroforming allows for the creation of lightweight, high-strength parts with minimal material waste. It is particularly effective for producing complex geometries that would be difficult to achieve with traditional stamping or bending methods.
Deep Drawing with Hydraulic Presses: Deep drawing is a process where a flat metal blank is drawn into a die using a hydraulic press, forming a deep, cup-like shape. This process is widely used to produce components like fuel tanks, pressure vessels, and kitchen sinks. Hydraulic presses are ideal for deep drawing because they can apply consistent force, ensuring uniform material flow and preventing defects like wrinkling or tearing.
Hydraulic Stamping: Hydraulic stamping involves placing a metal blank between a punch and die, and using hydraulic pressure to shape the metal into the desired form. This process is used for producing parts with complex shapes, such as automotive body panels, appliance casings, and industrial machinery components. Hydraulic presses are favored in stamping applications because they offer precise control over the force applied, ensuring high-quality, defect-free parts.
Bulge Forming: Bulge forming is a hydraulic process where a metal sheet or tube is placed in a die, and hydraulic pressure is applied to cause the material to bulge outward, taking the shape of the die. This technique is often used to produce domed, spherical, or cylindrical components. Bulge forming is particularly useful in the production of pressure vessels, lighting fixtures, and decorative metal items.
Rubber Pad Forming: In rubber pad forming, a metal sheet is placed over a die, and a flexible rubber pad is pressed against it using hydraulic pressure. The rubber pad conforms to the shape of the die, forming the metal into the desired shape without damaging the surface. This process is commonly used in aerospace and automotive applications, where surface quality is critical. Rubber pad forming is especially beneficial when producing small batches or custom parts, as it reduces the need for complex tooling.
Hydraulic Coining: Coining is a precision forming process where a metal blank is pressed between two dies under high pressure, resulting in the material flowing into intricate die cavities. This process is often used for minting coins, producing decorative metal parts, or creating high-precision components with fine details. Hydraulic presses are ideal for coining because they provide the consistent, high-pressure force needed to ensure sharp, accurate details.
Applications of Hydraulic Metal Forming
Automotive Industry: Hydraulic metal forming is widely used in automotive manufacturing to produce chassis components, body panels, exhaust systems, and suspension parts. The ability to form lightweight yet strong parts is essential for improving vehicle fuel efficiency and performance. Hydroforming, in particular, is extensively used to create hollow structural components that reduce vehicle weight without sacrificing strength.
Aerospace Industry: In aerospace, hydraulic forming is used to produce high-strength, lightweight components such as fuselage panels, wing spars, and engine housings. The precision offered by hydraulic presses ensures that these critical parts meet the stringent performance and safety requirements of the aerospace industry. Rubber pad forming is often used to produce smooth, defect-free surfaces on aircraft parts, while deep drawing and hydroforming are employed for structural components.
Heavy Machinery and Industrial Equipment: Hydraulic forming is essential in the production of large, thick metal parts used in heavy machinery, construction equipment, and industrial tools. The high force generated by hydraulic presses allows for the forming of thick steel plates and heavy-duty components, such as gears, housings, and frames, which must withstand extreme stress and harsh operating conditions.
Medical Devices and Instruments: Hydraulic metal forming is used in the production of precision medical devices and instruments, such as surgical tools, prosthetics, and implantable devices. The ability to form intricate shapes with high precision and repeatability is crucial in the medical field, where quality and reliability are paramount.
Energy Sector: In the energy sector, hydraulic metal forming is used to produce components for power plants, wind turbines, and oil and gas pipelines. These components must withstand high pressures, temperatures, and corrosive environments, making hydraulic forming an ideal solution for creating durable, high-performance parts.
Advantages of Hydraulic Metal Forming
Uniform Force Application: One of the primary advantages of hydraulic metal forming is the ability to apply uniform pressure over the entire surface of the material. This ensures that the metal is formed evenly, reducing the risk of defects such as warping, thinning, or cracking. The consistent force application also allows for better control over material flow, resulting in parts with uniform thickness and strength.
Versatility: Hydraulic presses can be used for a wide range of forming operations, including deep drawing, stamping, bending, and coining. They can handle various types of metals, including steel, aluminum, copper, and titanium, making hydraulic forming suitable for diverse applications across multiple industries.
Precision and Control: Hydraulic presses offer precise control over the amount of force applied, allowing manufacturers to achieve tight tolerances and fine details. This level of precision is especially important in industries like aerospace, automotive, and medical devices, where high-quality, defect-free parts are essential.
High Strength Parts: Hydraulic forming processes, such as hydroforming and deep drawing, produce parts with excellent structural integrity and strength-to-weight ratios. These parts are often stronger than those produced by traditional stamping or bending methods because the hydraulic pressure distributes evenly, reducing stress concentrations and improving overall material performance.
Material Efficiency: Hydraulic forming reduces material waste by shaping the metal without removing material. This makes it a cost-effective and environmentally friendly manufacturing process, particularly for high-volume production runs.
Hydraulic metal forming is a versatile and powerful process that provides manufacturers with the ability to produce complex, high-strength parts with precision and efficiency. Whether used in automotive, aerospace, or industrial applications, hydraulic forming is a critical component of modern metalworking.
Sheet Metal Rounded Corners
Lunch Box Polishing
Sheet metal rounded corners refer to the process of softening or rounding off the sharp edges of a sheet metal part to improve its functionality, safety, and appearance. In many manufacturing applications, sharp corners can be problematic for several reasons: they pose a safety hazard to workers, they can cause stress concentrations in the material, and they can detract from the aesthetic quality of the final product. By rounding the corners, manufacturers can address these issues while enhancing the durability and usability of the metal component.
Rounded corners are especially important in industries such as automotive, electronics, aerospace, and consumer goods, where safety, appearance, and functionality are critical factors. In addition to improving the physical properties of the metal, rounded corners can also make parts easier to handle during assembly and reduce the risk of injury during use.
Methods for Creating Sheet Metal Rounded Corners
Bending with a Press Brake: One of the most common methods for creating rounded corners in sheet metal is bending. By using a press brake, manufacturers can bend the metal into a radius instead of a sharp 90-degree angle. The size of the radius can be controlled by adjusting the tooling and the bending force applied. Press brakes are ideal for producing consistent, smooth bends on metal sheets, making them a go-to solution for creating rounded corners on parts such as enclosures, panels, and brackets.
Edge Rolling: Edge rolling is a process in which the edges of a metal sheet are rolled over or rounded off using specialized rolling machines. This technique is often used to create smooth, rounded edges on metal parts like containers, enclosures, and trays, where sharp edges would pose a risk of injury or damage. Rolling the edges also adds strength to the part by eliminating weak points at the corners.
Chamfering and Grinding: Chamfering involves cutting a beveled edge along the corner of the metal to reduce its sharpness. This can be done manually using grinders or chamfering machines, or automatically using CNC-controlled equipment. While chamfering does not produce a fully rounded corner, it softens the edge and reduces the risk of injury. For parts requiring a more refined finish, grinding can be used to smooth out the chamfered edges and create a more rounded profile.
Laser Cutting with Rounded Corners: Modern laser cutting machines can be programmed to cut metal sheets with pre-rounded corners, eliminating the need for additional edge rounding processes. Laser cutting offers high precision and is ideal for producing parts with complex shapes or intricate designs. By incorporating rounded corners into the initial cutting process, manufacturers can save time and improve the quality of the final product.
Waterjet Cutting: Waterjet cutting is another method used to create rounded corners in sheet metal. This process uses high-pressure water mixed with abrasive materials to cut through metal, allowing for smooth, precise edges. Waterjet cutting is particularly useful for metals that are sensitive to heat, as the process does not generate heat-affected zones that could compromise the material’s properties.
Applications of Rounded Corners in Sheet Metal
Safety: One of the primary reasons for rounding the corners of sheet metal parts is to improve safety. Sharp edges can cause cuts or injuries during handling, assembly, or use. Rounded corners eliminate these hazards, making the parts safer to work with and reducing the risk of injury to workers or end-users.
Stress Reduction: Sharp corners are more likely to concentrate stress, which can lead to cracks, fractures, or failure under load. Rounding the corners distributes stress more evenly across the part, improving its durability and resistance to fatigue. This is especially important in structural components, automotive parts, and aerospace applications, where parts are subjected to significant mechanical loads.
Aesthetic Appeal: Rounded corners enhance the visual appeal of sheet metal products by creating a smoother, more polished appearance. This is particularly important in consumer goods, such as electronic enclosures, appliances, and furniture, where aesthetics play a key role in the product’s marketability. Rounded corners give the product a modern, professional look and can improve its ergonomics by making it more comfortable to handle.
Improved Coating and Finishing: Rounded corners provide a better surface for applying coatings, such as paint, powder coating, or anodizing. Sharp corners can cause uneven coating thickness, leading to weak spots that are prone to corrosion or wear. Rounded corners allow for more uniform coverage, resulting in a longer-lasting finish and improved protection against environmental factors.
Assembly and Handling: Parts with rounded corners are easier to handle during assembly, especially in automated manufacturing environments where robotic systems may be used. Rounded edges reduce the risk of snagging, jamming, or damage to other components during assembly. In addition, parts with rounded corners are often easier to fit together, improving the overall efficiency of the assembly process.
Advantages of Sheet Metal Rounded Corners
Enhanced Durability: By reducing stress concentrations, rounded corners help improve the overall durability of the metal part. This makes the part more resistant to mechanical stress, vibrations, and impact, extending its lifespan and reducing the likelihood of failure.
Improved Safety: Rounding the corners of sheet metal parts eliminates sharp edges, making the parts safer to handle during manufacturing, assembly, and use. This reduces the risk of workplace injuries and ensures that the final product is safe for consumers.
Aesthetic and Ergonomic Benefits: Rounded corners give sheet metal parts a more refined, professional appearance, which is especially important in consumer-facing products. Additionally, rounded edges make the product more ergonomic, improving comfort for the user and reducing strain during handling.
Better Coating Adhesion: Rounded corners provide a more consistent surface for applying coatings, resulting in better adhesion and more even coverage. This improves the product’s resistance to corrosion, wear, and environmental damage, ensuring a longer-lasting finish.
Sheet metal rounded corners are a critical design feature that improves the safety, functionality, and appearance of metal parts across a wide range of industries. By employing techniques such as bending, edge rolling, and laser cutting, manufacturers can produce high-quality, durable products with rounded corners that meet the demands of modern applications.
Sheet Metal Edge Rounding
Aluminium Cookware Manufacturing Process
Sheet metal edge rounding is a finishing process that involves smoothing or rounding the sharp edges of metal components after cutting, punching, or machining. This process plays a critical role in improving the safety, functionality, and aesthetics of metal parts. Sharp edges left after cutting operations can pose safety hazards, cause damage to other components during assembly, and lead to premature wear or failure. By rounding the edges, manufacturers can enhance both the structural integrity and appearance of metal parts.
Edge rounding is commonly used in industries such as automotive, aerospace, electronics, and consumer goods, where high-quality finishes and safety are paramount. The process is typically employed in conjunction with other metalworking techniques, such as bending, forming, and coating, to produce a complete, ready-to-use part.
Methods of Sheet Metal Edge Rounding
Mechanical Deburring and Edge Rounding: Mechanical deburring machines are among the most commonly used tools for rounding the edges of sheet metal. These machines employ abrasive belts, brushes, or discs to remove burrs and sharp edges from the metal surface. The result is a smooth, rounded edge that is safe to handle and enhances the performance of the part.
Brush Deburring Machines: These machines use rotating wire or abrasive brushes to smooth the edges of metal parts. They are particularly effective for rounding off fine edges after processes such as laser cutting or punching. Brush deburring is widely used in industries where safety and surface finish are critical, such as automotive manufacturing and electronics production.
Disc or Belt Sanding Machines: Disc or belt sanders are used to grind down rough or sharp edges. These machines are highly efficient and can process large quantities of metal parts in a relatively short time. Sanding is often used as a preliminary step in preparation for further finishing operations, such as coating or polishing.
Vibratory Tumbling: Vibratory tumbling is a popular method for edge rounding, especially for small parts or components with intricate geometries. In this process, metal parts are placed in a vibrating container filled with abrasive media. As the container vibrates, the abrasive material rubs against the edges of the parts, rounding them off and creating a smooth finish. Vibratory tumbling is a batch process, making it highly efficient for producing large quantities of parts simultaneously.
Advantages of Tumbling: This method is ideal for small parts or components with complex shapes that are difficult to deburr manually. Vibratory tumbling also provides a uniform finish, ensuring that all edges are consistently rounded without requiring manual intervention.
Electropolishing: Electropolishing is an electrochemical process used to smooth and round the edges of metal parts by selectively removing a thin layer of material. The process involves submerging the metal part in an electrolyte solution and applying a direct current, which dissolves the high points on the surface and edges. Electropolishing is commonly used for stainless steel parts and is especially important in industries such as medical device manufacturing, where hygiene and precision are critical.
Applications in Medical Devices: Electropolishing is often used to remove sharp edges on surgical instruments, implants, and other medical devices, ensuring that the parts are safe to handle and sterilize. The process also improves the corrosion resistance and surface finish of the part, making it more durable and suitable for use in sterile environments.
Laser and Waterjet Edge Rounding: Modern cutting technologies, such as laser and waterjet cutting, can be programmed to produce rounded edges directly during the cutting process. This eliminates the need for secondary edge rounding operations and results in a highly precise and consistent finish. Laser and waterjet cutting are particularly effective for producing parts with complex shapes or tight tolerances, where manual edge rounding would be difficult or time-consuming.
Precision Edge Rounding with Laser Cutting: Laser cutting offers extremely precise control over the cut and edge quality, allowing manufacturers to achieve smooth, rounded edges with minimal post-processing. This is particularly useful for high-end applications such as aerospace components, electronics enclosures, and decorative metalwork.
Applications of Sheet Metal Edge Rounding
Automotive Industry: In the automotive industry, edge rounding is essential for ensuring that metal parts such as body panels, structural components, and brackets are safe to handle during assembly. Sharp edges can cause injuries to workers or damage to other parts during installation. Additionally, rounded edges improve the durability of components by reducing stress concentrations, which can lead to cracks or failure over time.
Edge Rounding for Car Body Panels: Automotive manufacturers often use edge rounding on body panels to enhance both the safety and aesthetics of the vehicle. Rounded edges help prevent damage to painted surfaces and ensure a smooth, professional appearance.
Aerospace Industry: In aerospace manufacturing, edge rounding is critical for improving the structural integrity of components. Sharp edges can act as stress concentrators, leading to premature failure under high loads or vibration. By rounding the edges, manufacturers can ensure that parts meet the stringent safety and performance requirements of the aerospace industry.
Edge Rounding for Aircraft Components: Aerospace components, such as wing panels, fuselage sections, and engine parts, often undergo edge rounding to prevent fatigue and cracking. This is especially important in high-stress areas where sharp edges could compromise the structural integrity of the part.
Electronics and Electrical Enclosures: Sheet metal is widely used to create enclosures for electronic devices and electrical systems. These enclosures often require edge rounding to ensure that the sharp edges do not damage internal components or wiring. Additionally, edge rounding improves the safety of the enclosure by reducing the risk of injury to users during assembly or maintenance.
Edge Rounding for Electronics: In consumer electronics, such as smartphones, computers, and appliances, edge rounding is used to create sleek, modern designs while ensuring that the device is safe to handle. This process is particularly important for handheld devices, where sharp edges could pose a safety hazard or detract from the product’s ergonomics.
Architectural and Decorative Metalwork: In architectural and decorative applications, edge rounding is used to enhance the visual appeal of metal components such as handrails, staircases, metal cladding, and sculptures. Rounded edges provide a smoother, more refined look that is aesthetically pleasing while also improving safety in high-traffic areas.
Edge Rounding for Handrails: Metal handrails and stair components often undergo edge rounding to prevent sharp edges from causing injury. Rounded edges also improve the tactile experience for users, making the handrails more comfortable to grip.
Advantages of Sheet Metal Edge Rounding
Improved Safety: Rounding the edges of metal parts significantly reduces the risk of injury to workers during handling and assembly. It also ensures that the final product is safe for consumers to use. This is particularly important in industries like automotive, electronics, and construction, where sharp edges could pose serious safety hazards.
Enhanced Durability: Sharp edges tend to concentrate stress, which can lead to cracking, fatigue, or failure over time. Rounding the edges helps distribute stress more evenly across the part, improving its overall durability and resistance to wear.
Aesthetic Improvement: Edge rounding gives metal parts a smoother, more polished appearance, making them visually appealing for consumer products, architectural elements, and decorative items. The rounded edges create a sense of refinement and professionalism in the final product.
Better Coating Adherence: When applying coatings such as paint, powder coating, or anodizing, sharp edges can cause uneven coverage and lead to weak spots where corrosion can start. Rounded edges allow for more uniform coating coverage, ensuring better adhesion and longer-lasting protection.
Sheet metal edge rounding is a crucial process in modern metalworking, contributing to the safety, functionality, and appearance of metal parts across a wide range of industries. Whether through mechanical deburring, electropolishing, or laser cutting, edge rounding ensures that metal parts are ready for use in demanding applications.
Special Finishing Machines
CNC Buffing Machine
Special finishing machines play a vital role in the metalworking industry by providing the final surface treatments to metal parts after they have been formed, machined, or welded. These machines are designed to enhance the surface quality of the metal by smoothing, polishing, or applying specific textures or coatings. Special finishing processes are essential for improving the durability, appearance, and functionality of metal components across a wide range of industries, including automotive, aerospace, construction, and consumer goods manufacturing.
Finishing machines can perform a variety of tasks, such as removing burrs, polishing surfaces to a high gloss, applying protective coatings, or adding decorative patterns. The choice of finishing technique depends on the material being worked with, the desired surface finish, and the intended application of the final product.
Types of Special Finishing Machines
Polishing and Buffing Machines: Polishing and buffing machines are used to smooth and shine metal surfaces, typically as a final step in the finishing process. Polishing involves removing minor surface imperfections to create a smooth, matte, or shiny finish, while buffing uses softer abrasives to achieve a high-gloss or mirror-like surface. These machines are commonly used in the production of automotive parts, kitchenware, jewelry, and decorative metal objects.
Rotary Buffing Machines: Rotary buffing machines use spinning wheels with abrasive compounds to polish metal surfaces. These machines are often used to produce high-gloss finishes on parts like car bumpers, stainless steel cookware, and decorative metalwork.
Vibratory Polishing Machines: Vibratory polishing is a batch process in which parts are placed in a vibrating container filled with polishing media. The vibration causes the media to rub against the parts, gradually polishing them to a smooth finish. This method is particularly effective for polishing small or intricate components, such as jewelry, screws, or electronics housings.
Grinding Machines: Grinding machines are used to remove material from the surface of a metal part by using abrasive wheels or belts. Grinding is often the first step in surface finishing, especially when dealing with rough or uneven surfaces that need to be smoothed out. Grinding machines are essential for removing weld seams, flattening surfaces, and preparing parts for further finishing.
Belt Grinders: Belt grinders use abrasive belts to smooth and shape flat or curved surfaces. They are commonly used for deburring, surface preparation, and light material removal. Belt grinding is particularly useful in the production of sheet metal parts, where precision and consistency are important.
Disc Grinders: Disc grinders use rotating abrasive discs to grind down surfaces and edges. These machines are versatile and can be used for a wide range of finishing tasks, from removing welds to polishing flat metal surfaces.
Shot Blasting Machines: Shot blasting machines use high-speed streams of abrasive materials (such as steel shots, sand, or glass beads) to clean and texture metal surfaces. This process is commonly used to remove rust, paint, and other surface contaminants from metal parts. Shot blasting is also used to prepare surfaces for coating or painting by creating a rough texture that improves adhesion.
Air Blasting Machines: Air blasting machines use compressed air to propel the abrasive material onto the metal surface. This method is ideal for cleaning large metal structures, such as bridges, ships, and industrial machinery, where rust and paint removal are essential for maintenance or repair.
Centrifugal Blasting Machines: Centrifugal blasting machines use rotating wheels to throw abrasive material at high speeds onto the metal surface. This process is commonly used in the production of cast metal parts, such as engine blocks and machinery components, to remove surface imperfections and prepare the parts for coating or assembly.
Electropolishing Machines: Electropolishing is an electrochemical process used to smooth and polish metal surfaces by removing a thin layer of material. The process involves submerging the metal part in an electrolyte solution and applying an electrical current, which selectively dissolves the high points on the surface, leaving behind a smooth, shiny finish. Electropolishing is commonly used for stainless steel parts in industries such as medical devices, food processing, and pharmaceuticals.
Applications in Medical Devices: Electropolishing is essential for creating ultra-smooth, corrosion-resistant surfaces on surgical instruments, implants, and other medical devices. The process removes microscopic burrs and imperfections, making the parts easier to clean and sterilize.
Thermal Deburring Machines: Thermal deburring, also known as explosive deburring, is a process used to remove burrs from metal parts by igniting a gas mixture in a chamber containing the parts. The explosion vaporizes the burrs, leaving the surface clean and smooth. Thermal deburring is highly effective for removing burrs from complex internal features, such as holes, grooves, and threads.
Applications in Precision Parts: Thermal deburring is often used in the production of precision-engineered components, such as gears, valves, and hydraulic parts, where internal burrs could interfere with the functionality of the part.
Super Surface Finishing Machines: Super surface finishing machines are designed to achieve extremely smooth surfaces with tight tolerances. These machines use a combination of abrasives, lubricants, and high-pressure polishing techniques to create surfaces with minimal roughness. Super surface finishing is commonly used in industries such as aerospace, electronics, and precision engineering, where surface quality is critical for performance and reliability.
Applications in Aerospace: Super surface finishing is essential for producing high-performance components such as turbine blades, aircraft skin panels, and engine parts, where even minor surface imperfections can impact aerodynamic performance or mechanical efficiency.
Applications of Special Finishing Machines
Automotive Industry: Special finishing machines are widely used in the automotive industry to enhance the surface quality of parts such as body panels, bumpers, wheels, and engine components. Polishing, buffing, and grinding are commonly used to create smooth, shiny surfaces on visible components, while shot blasting and electropolishing are employed to clean and prepare parts for assembly or coating.
Polishing Car Body Panels: Automotive manufacturers use polishing and buffing machines to create high-gloss finishes on car body panels and trim. These processes improve the aesthetic appeal of the vehicle and protect the metal from corrosion.
Aerospace Industry: In the aerospace industry, special finishing machines are used to produce parts with precise surface finishes and high-performance characteristics. Grinding, electropolishing, and super surface finishing are essential for ensuring that critical components meet the stringent requirements for aerospace applications.
Surface Finishing for Turbine Blades: Aerospace manufacturers use super surface finishing machines to achieve extremely smooth surfaces on turbine blades, which improves aerodynamic performance and reduces drag.
Medical Devices and Instruments: In the medical field, finishing machines are used to create smooth, sterile surfaces on surgical instruments, implants, and medical devices. Electropolishing is particularly important for creating corrosion-resistant, biocompatible surfaces that can withstand repeated sterilization and use.
Finishing Surgical Instruments: Electropolishing is commonly used to remove surface imperfections and burrs from surgical instruments, ensuring that they are safe to use and easy to clean.
Consumer Goods: Special finishing machines are used to produce high-quality consumer products such as kitchen appliances, furniture, and electronics. Polishing and buffing machines are commonly used to create shiny, attractive finishes on metal surfaces, while shot blasting is used to clean and texture metal parts before coating or painting.
Finishing Stainless Steel Cookware: Polishing machines are used to create smooth, reflective surfaces on stainless steel cookware, improving both the appearance and functionality of the product.
Advantages of Special Finishing Machines
Improved Aesthetics: Special finishing machines enhance the visual appeal of metal parts by creating smooth, shiny, or textured surfaces. Polishing and buffing are particularly important for consumer products, where appearance is a key factor in marketability.
Enhanced Durability: Finishing processes such as grinding, shot blasting, and electropolishing improve the durability of metal parts by removing surface imperfections that could lead to corrosion, wear, or mechanical failure. These processes help extend the lifespan of the parts and improve their performance in demanding environments.
Better Coating Adhesion: Many finishing machines, such as shot blasting and sanding machines, are used to prepare metal surfaces for coating or painting. By creating a rough texture, these processes improve the adhesion of coatings, ensuring that they bond securely to the surface and provide long-lasting protection.
Increased Surface Cleanliness: Finishing processes like electropolishing and thermal deburring remove contaminants, burrs, and surface defects that could interfere with the functionality of the part. Clean, smooth surfaces are essential for medical devices, food processing equipment, and other applications where hygiene and cleanliness are critical.
Special finishing machines are essential in modern manufacturing, providing the surface treatments necessary to ensure that metal parts meet the highest standards of quality, durability, and appearance.
Burr Cleaning Machine
Aluminum Polishing Machine
A burr cleaning machine is a specialized tool used in metalworking to remove burrs—unwanted raised edges or small pieces of material—that are left on metal parts after cutting, drilling, machining, or stamping processes. Burrs can significantly impact the quality, safety, and functionality of the final product, as they may lead to sharp edges, uneven surfaces, or potential weak spots in the material. By using burr cleaning machines, manufacturers can ensure that metal parts are smooth, safe to handle, and meet the required standards for further processing or assembly.
Burr removal is critical across industries such as automotive, aerospace, medical devices, electronics, and precision engineering, where even the slightest imperfection can affect performance, safety, and aesthetics. Various burr cleaning machines are available depending on the size, shape, and material of the parts, as well as the level of precision required.
Types of Burr Cleaning Machines
Brush Deburring Machines: Brush deburring machines use rotating wire or nylon brushes to remove burrs from the surface of metal parts. These machines are highly effective for cleaning edges and surfaces without damaging the material. The brushes can reach into small gaps and corners, making them ideal for parts with complex geometries or intricate designs.
Advantages of Brush Deburring: Brush deburring provides a fine surface finish and is particularly useful for removing light burrs on delicate parts, such as electronic components, precision gears, or thin metal sheets. The flexibility of the brush allows it to conform to different part shapes, ensuring thorough deburring.
Vibratory Deburring Machines: Vibratory deburring machines are widely used in the mass finishing of small to medium-sized parts. In this process, metal parts are placed in a vibrating tub or chamber filled with abrasive media. The vibrations cause the media to move against the parts, gradually smoothing out rough edges and removing burrs.
Batch Processing Efficiency: Vibratory deburring is highly efficient for cleaning large batches of parts simultaneously. It is commonly used in industries where high-volume production requires fast, consistent deburring, such as in the production of fasteners, small gears, or metal hardware. The process can also be combined with polishing to achieve a smoother surface finish.
Electrochemical Deburring (ECD): Electrochemical deburring is a precision method used to remove burrs from hard-to-reach areas, such as the internal edges of holes, slots, and threads. This process involves the use of an electrolyte solution and a mild electrical current to dissolve the burrs without affecting the surrounding material. The metal at the burr’s location is selectively dissolved, leaving a clean, smooth edge.
Applications in Precision Engineering: Electrochemical deburring is particularly valuable in industries like aerospace, medical devices, and automotive, where tight tolerances and burr-free parts are critical for functionality. The process is ideal for removing burrs from complex components such as fuel injectors, turbine blades, and medical implants.
Thermal Deburring (Explosive Deburring): Thermal deburring, also known as explosive deburring, uses controlled explosions of gas in a closed chamber to remove burrs from metal parts. In this process, a mixture of oxygen and fuel gas is ignited, creating an intense burst of heat that vaporizes the burrs on the part’s surface. The process is extremely fast and can clean multiple parts in seconds.
Effectiveness for Internal Burrs: Thermal deburring is highly effective for removing burrs from internal features, such as holes, cavities, and threads, which are difficult to access with mechanical tools. It is commonly used in industries that require burr-free parts with complex internal geometries, such as automotive and hydraulic systems.
CNC Deburring Machines: CNC deburring machines are automated systems that use computer numerical control (CNC) technology to precisely remove burrs from metal parts. These machines can be equipped with various deburring tools, such as brushes, cutting heads, or abrasive wheels, and can be programmed to follow exact paths for deburring specific areas of the part.
Precision and Automation: CNC deburring machines are ideal for high-precision applications where manual deburring may be inconsistent or time-consuming. The automation provided by CNC technology ensures consistent results across large production runs, making it ideal for industries such as electronics, precision engineering, and automotive manufacturing.
Manual Deburring Tools: For small-scale or low-volume operations, manual deburring tools such as files, scrapers, and handheld rotary tools can be used to remove burrs from metal parts. While this method requires more labor, it is effective for custom parts, prototypes, or when deburring intricate areas that automated machines may not reach.
Flexibility for Custom Work: Manual deburring tools offer flexibility and control for small production runs or custom parts. They are often used in industries like metal fabrication, where each part may have unique requirements that cannot be easily automated.
Applications of Burr Cleaning Machines
Automotive Industry: Burr cleaning is essential in the automotive industry for ensuring that engine components, brake parts, gears, and other critical metal parts are smooth and free from defects. Burrs can interfere with the assembly process, reduce the efficiency of moving parts, and cause premature wear or failure. Burr cleaning machines ensure that metal parts are ready for assembly and function reliably under extreme conditions.
Deburring for Engine Components: In automotive manufacturing, burrs on internal engine components such as pistons, camshafts, and valves must be removed to prevent friction, heat buildup, and wear. Burr cleaning machines ensure that these parts are burr-free, improving engine performance and longevity.
Aerospace Industry: In aerospace manufacturing, the removal of burrs is critical to ensuring the structural integrity and performance of aircraft components. Burrs can create weak points in metal parts, leading to stress concentrations, fatigue, or failure under load. Aerospace manufacturers use burr cleaning machines to remove burrs from precision components such as turbine blades, fuel injectors, and landing gear parts.
Deburring for Turbine Blades: Turbine blades used in jet engines and power generation must be free of burrs to ensure smooth airflow and reduce the risk of stress fractures. Burr cleaning machines ensure that these high-performance components meet stringent aerospace quality standards.
Medical Devices: Burr cleaning is a crucial step in the production of medical devices, implants, and surgical instruments. Burrs can create sharp edges that pose safety risks or hinder the sterilization process. Burr cleaning machines remove these imperfections, ensuring that the final product is safe for use in medical applications.
Deburring for Surgical Instruments: Medical devices such as scalpels, forceps, and orthopedic implants must be burr-free to prevent injury during surgery. Burr cleaning machines provide the precise surface finish needed to meet medical standards.
Precision Engineering: In industries like robotics, electronics, and precision manufacturing, burrs can cause parts to malfunction or fail to fit together properly. Burr cleaning machines are used to ensure that parts meet tight tolerances and function smoothly in complex assemblies.
Deburring for Precision Parts: Small, intricate parts such as gears, springs, and connectors must be burr-free to ensure proper fit and function in precision engineering applications. Burr cleaning machines provide the accuracy needed for high-performance products.
Advantages of Burr Cleaning Machines
Improved Safety: Burrs create sharp edges that pose a risk of injury during handling and assembly. Burr cleaning machines remove these sharp edges, ensuring that the parts are safe for workers and end-users to handle.
Enhanced Product Quality: By removing burrs, these machines improve the overall quality of metal parts, ensuring smooth surfaces and proper fit. This is critical for industries such as aerospace, automotive, and medical devices, where precision and reliability are essential.
Increased Durability: Burrs can act as stress concentrators, weakening the material and increasing the likelihood of cracks or fractures. Burr cleaning machines eliminate these imperfections, improving the durability and lifespan of metal parts.
Time and Cost Efficiency: Automated burr cleaning machines can process large volumes of parts quickly and consistently, reducing labor costs and production time. This is especially beneficial for industries with high production demands, such as automotive and electronics manufacturing.
Consistency and Precision: Modern burr cleaning machines provide consistent results across large production runs, ensuring that all parts meet the same quality standards. This is particularly important in industries where even small defects can lead to significant problems.
Burr cleaning machines are a vital component of modern manufacturing, ensuring that metal parts are free from imperfections and ready for assembly or further processing. Whether through mechanical deburring, electrochemical processes, or automated systems, burr removal enhances the safety, quality, and functionality of metal products across various industries.
Longitudinal Groove Weld
Longitudinal Groove Weld
A longitudinal groove weld is a specific welding technique used to join two metal pieces along their length, typically in cylindrical or tubular structures. The weld is made in a groove prepared between the edges of the metal components, and it is filled with molten metal to create a strong, continuous joint. Longitudinal groove welds are commonly used in applications where structural integrity and the ability to withstand pressure, weight, or mechanical stress are critical. This welding method is particularly prevalent in industries such as oil and gas, shipbuilding, construction, and heavy machinery manufacturing.
Longitudinal groove welds ensure a high level of strength and durability in the final product. This type of weld is essential for fabricating large, long structures such as pipelines, pressure vessels, storage tanks, and structural columns. The quality of the weld is crucial in these applications, as any defects could compromise the safety and functionality of the structure.
Types of Longitudinal Groove Welds
Single-V Groove Weld: In a single-V groove weld, the edges of the two metal pieces are beveled to form a V-shaped groove. The groove is then filled with molten metal, which fuses the two pieces together. This type of weld is commonly used for thicker materials, as the beveling allows for deeper penetration of the weld and ensures a strong joint.
Applications in Pipe Welding: Single-V groove welds are frequently used in the welding of large-diameter pipes, where the weld must be able to withstand high internal pressures. The V-groove ensures that the weld fully penetrates the thickness of the pipe wall, creating a reliable, leak-proof seal.
Double-V Groove Weld: For thicker materials, a double-V groove weld may be used. In this technique, both sides of the joint are beveled, creating a V-shaped groove on both the top and bottom surfaces. The welder fills both grooves with molten metal, ensuring full penetration and strength throughout the joint. This method is often used when the material thickness exceeds the capacity of a single-V groove weld.
Advantages for Thick Materials: Double-V groove welds provide excellent strength and are ideal for applications where the material thickness requires welding from both sides. This method is commonly used in the fabrication of pressure vessels, structural columns, and heavy machinery.
U-Groove Weld: In a U-groove weld, the edges of the metal pieces are beveled to form a U-shaped groove. This type of weld is typically used for thicker materials, as the U-groove requires less filler material than a V-groove while still providing strong joint penetration. U-groove welds are often used in applications where minimizing the amount of filler metal is important for cost efficiency or material integrity.
Applications in Structural Welding: U-groove welds are commonly used in the construction of large structural components such as bridges, cranes, and towers, where high-strength joints are required, but material efficiency is also a concern.
J-Groove Weld: A J-groove weld involves beveling one side of the joint to create a J-shaped groove, while the other side remains flat. This type of weld is used when access to one side of the joint is limited, or when it is more practical to weld from a single side. J-groove welds provide good strength and are often used in applications where space or accessibility is constrained.
Applications in Pipe and Tube Welding: J-groove welds are often used in the welding of pipes and tubes, especially in situations where access to one side of the joint is restricted, such as in confined spaces or tight installation environments.
Applications of Longitudinal Groove Welds
Pipeline Welding: Longitudinal groove welds are essential in pipeline construction, where sections of pipe must be joined together to form long, continuous pipelines for transporting oil, gas, water, or other fluids. The strength and integrity of the weld are critical, as pipelines must withstand high internal pressures, environmental stresses, and potential corrosion. Longitudinal groove welds provide the necessary strength to ensure leak-proof, durable connections.
Weld Integrity for High-Pressure Pipelines: In oil and gas pipelines, the quality of the longitudinal groove weld is paramount. Any defects in the weld could lead to catastrophic failures, such as leaks, ruptures, or explosions. Welders use advanced techniques and inspection methods to ensure that the welds meet the highest safety and performance standards.
Pressure Vessels and Storage Tanks: Longitudinal groove welds are used to fabricate pressure vessels, storage tanks, and other large cylindrical structures. These welds ensure that the components can withstand the internal pressures and mechanical stresses they will encounter during operation. In industries such as chemical processing, power generation, and wastewater treatment, pressure vessels and tanks must be built to withstand extreme conditions, and the welds must be flawless to prevent leaks or structural failure.
Welding for Industrial Storage Tanks: Storage tanks used for chemicals, petroleum products, and other hazardous materials require strong, reliable welds to ensure the safe containment of these substances. Longitudinal groove welds provide the necessary structural integrity to prevent leaks and withstand external pressures.
Shipbuilding and Marine Applications: In shipbuilding, longitudinal groove welds are used to join the large steel plates that make up the hull, deck, and superstructure of ships. The welds must be able to withstand the stresses of rough seas, heavy loads, and potential impacts. Longitudinal groove welds provide the strength and durability needed for ships to operate safely and reliably in challenging marine environments.
Welding for Ship Hulls: The hull of a ship must be strong enough to withstand the pressure of the water, as well as the dynamic forces encountered during navigation. Longitudinal groove welds are used to join the steel plates that form the hull, ensuring a watertight, durable structure.
Structural Welding: Longitudinal groove welds are commonly used in the construction of large structural components, such as beams, columns, and supports for buildings, bridges, and industrial facilities. These welds ensure that the structure can bear heavy loads and resist deformation, fatigue, and environmental stresses. Longitudinal groove welds are critical in ensuring the safety and stability of these structures.
Welding for High-Rise Buildings: In high-rise buildings and skyscrapers, longitudinal groove welds are used to join the steel beams and columns that form the framework of the structure. The welds must be strong enough to support the weight of the building and withstand wind, seismic activity, and other forces.
Advantages of Longitudinal Groove Welds
High Strength: Longitudinal groove welds provide strong, continuous joints that can withstand significant mechanical stresses. This makes them ideal for critical applications such as pipelines, pressure vessels, and structural components, where the integrity of the weld is essential for safety and performance.
Full Penetration: Groove welds ensure full penetration of the weld material into the joint, creating a strong bond between the two pieces. This is especially important for thick materials, where incomplete penetration could lead to weak points or failure.
Leak-Proof Joints: In applications such as pipeline welding and pressure vessel fabrication, the ability to create leak-proof joints is critical. Longitudinal groove welds provide a tight, secure seal that prevents leaks, even under high pressure or in harsh environments.
Versatility: Longitudinal groove welds can be applied to a wide range of materials, including steel, stainless steel, aluminum, and titanium. This versatility makes them suitable for various industries and applications, from shipbuilding to aerospace.
Durability: The strength and durability of longitudinal groove welds make them well-suited for structures and components that will be subjected to heavy loads, dynamic forces, or extreme environmental conditions. These welds are designed to last, ensuring the long-term safety and reliability of the final product.
Longitudinal groove welds are a cornerstone of modern welding techniques, providing the strength, durability, and integrity needed for large-scale industrial applications. Whether used in pipelines, pressure vessels, or structural components, these welds play a critical role in ensuring the safety and performance of essential infrastructure.
Cookware Production Machine
Deep Drawing
A cookware production machine is specialized equipment designed for the high-volume manufacturing of cookware items such as pots, pans, skillets, and baking trays. These machines are part of an automated system that handles various stages of production, including forming, finishing, and coating. Cookware production requires precision and efficiency, as the products must meet high standards for durability, heat conduction, and non-stick properties. These machines are widely used in the manufacturing of aluminum, stainless steel, copper, and cast iron cookware, both for consumer and professional markets.
The cookware industry has seen significant advancements in automation and manufacturing techniques, with production machines now capable of producing high-quality, durable cookware at scale. The equipment is designed to handle different materials and shapes, while maintaining consistency and precision in the production process.
Key Processes in Cookware Production
Sheet Metal Forming: The process of cookware production begins with the selection of raw materials, usually in the form of metal sheets or blanks, typically made of aluminum or stainless steel. These sheets are cut into circular blanks that will be used to form the base of the cookware. Sheet metal forming is the process by which these blanks are shaped into the desired cookware form, such as a pot or a pan.
Deep Drawing: One of the primary methods used in cookware production is deep drawing, a metal forming process that shapes a flat metal sheet into a cylindrical or box-like shape. The metal is drawn into a die cavity using a punch, forming the cookware body. Deep drawing is particularly effective for producing seamless cookware, such as stockpots and deep pans, where structural integrity and even material thickness are crucial.
Spinning: Spinning is another process used in the production of rounded cookware items like bowls, woks, and saucepans. In this process, a metal disc is spun at high speeds while pressure is applied by a roller or tool to form the metal around a mold. This method is ideal for creating smooth, symmetric cookware with consistent thickness and shape.
Edge Trimming and Rolling: After the cookware has been formed, excess material is trimmed from the edges to ensure that the cookware meets the desired dimensions. In many cases, the edges are also rolled to create a smooth, rounded rim, improving the durability and safety of the cookware. Rolled edges are less prone to cracking and provide a safer, more comfortable surface for handling the cookware.
Edge Rolling: The rolling process strengthens the rim of the cookware and helps prevent warping, which can occur when the cookware is subjected to high heat. This step is essential for products that will undergo frequent use, as it enhances the durability and lifespan of the cookware.
Surface Finishing: Cookware must have a smooth, polished surface to ensure even cooking and ease of cleaning. Surface finishing machines, such as polishing and buffing machines, are used to smooth out the interior and exterior surfaces of the cookware. These machines remove any rough spots, scratches, or imperfections left over from the forming process.
Polishing Machines: High-speed polishing machines use rotating brushes or abrasive wheels to create a reflective, smooth surface on the cookware. This step is particularly important for stainless steel cookware, which must have a polished finish to prevent food from sticking and to provide a visually appealing appearance.
Shot Blasting: For some cookware, shot blasting is used to create a textured surface. This process involves blasting the metal surface with high-velocity particles to clean and roughen it slightly, which improves the adhesion of coatings such as enamel or non-stick finishes.
Coating Application: Many cookware items, especially non-stick pans, require the application of specialized coatings to improve their cooking performance and make them easier to clean. Coating machines are used to apply these materials, such as polytetrafluoroethylene (PTFE) (commonly known as Teflon) or ceramic coatings, in an even layer across the surface of the cookware.
Non-Stick Coating: Non-stick coatings are applied using a spray system, which ensures an even distribution of the coating over the cookware’s surface. After application, the coating is cured in a high-temperature oven to create a durable, long-lasting non-stick layer. Non-stick cookware is popular for its convenience, as it reduces the need for cooking oils and makes cleaning easier.
Anodizing for Aluminum Cookware: For aluminum cookware, an anodizing process is often used to enhance the durability and corrosion resistance of the metal. Anodizing involves immersing the cookware in an acid bath and passing an electric current through the material, which creates a hard, protective oxide layer on the surface.
Handle Attachment: Once the body of the cookware has been formed and finished, handles are attached. This can be done through several methods, including riveting, welding, or screwing the handles into place. Cookware handles are typically made from materials that remain cool to the touch, such as plastic, silicone, or heat-resistant metal.
Riveting: Riveting is a common method used to attach metal handles to cookware. Rivets provide a strong, secure connection that can withstand repeated use and high temperatures. Riveted handles are often found on professional-grade cookware and are favored for their durability and resistance to loosening over time.
Welded Handles: Some cookware, especially high-end stainless steel products, may have handles that are welded directly to the body of the cookware. This method creates a seamless connection that is both aesthetically pleasing and easy to clean.
Final Inspection and Packaging: After the cookware is assembled, it undergoes a final inspection to ensure that it meets quality standards. This includes checking for surface imperfections, ensuring the coating is evenly applied, and verifying that the handles are securely attached. Once the cookware passes inspection, it is packaged and prepared for distribution.
Quality Control: Modern cookware production machines are equipped with automated inspection systems that use cameras and sensors to detect defects or inconsistencies in the product. This ensures that each piece of cookware meets the same high-quality standards before reaching consumers.
Applications of Cookware Production Machines
Consumer Cookware: The majority of cookware production machines are used to produce household cookware, such as frying pans, saucepans, stockpots, and baking trays. These products must be durable, affordable, and designed for everyday use in home kitchens. Automated cookware production machines allow manufacturers to produce large quantities of cookware efficiently, ensuring that consumers receive high-quality products at reasonable prices.
Professional-Grade Cookware: Professional-grade cookware, used in commercial kitchens, restaurants, and catering services, requires more durable materials and construction techniques. Cookware production machines designed for professional cookware often use thicker metal sheets, more robust handles, and advanced non-stick coatings to meet the demands of professional chefs.
Specialty Cookware: Cookware production machines are also used to manufacture specialty items, such as cast iron skillets, copper pots, and ceramic-coated pans. Each material requires specific handling and processing techniques, and the machines must be capable of adapting to different materials and finishes.
Advantages of Cookware Production Machines
High Efficiency: Cookware production machines enable manufacturers to produce large quantities of cookware in a short period, increasing overall efficiency and reducing production costs. Automation reduces the need for manual labor, allowing companies to meet the growing demand for cookware in both consumer and professional markets.
Consistency and Precision: Automated machines ensure consistent quality across all cookware products. This is particularly important for non-stick coatings, which must be applied evenly to ensure optimal performance. Precision forming techniques, such as deep drawing and spinning, ensure that the cookware meets exact specifications for size, shape, and thickness.
Durability and Strength: Modern cookware production machines are designed to work with a variety of materials, including aluminum, stainless steel, and copper. These materials are known for their strength and durability, and the production machines ensure that the final product can withstand the rigors of everyday use.
Versatility: Cookware production machines can be adapted to produce a wide range of products, from basic frying pans to complex multi-piece cookware sets. Manufacturers can easily switch between different designs and materials, allowing them to meet the diverse needs of consumers.
Cost-Effectiveness: The automation provided by cookware production machines helps reduce labor costs and material waste, making the production process more cost-effective. This allows manufacturers to offer high-quality cookware at competitive prices, benefiting both the company and the consumer.
Cookware production machines are the backbone of the modern cookware industry, providing the precision, efficiency, and versatility needed to produce high-quality products at scale. Whether for home use or professional kitchens, these machines ensure that cookware meets the highest standards of performance, durability, and safety.
Brake Pads Machine
A brake pads machine is specialized equipment used in the production of brake pads, which are critical components in the braking systems of vehicles. Brake pads play a key role in ensuring that vehicles can stop safely and efficiently by converting kinetic energy into heat through friction. The manufacturing of brake pads requires precise control over the material composition, shape, and durability to meet the stringent safety and performance standards of the automotive industry.
Brake pads machines are designed to automate the complex manufacturing processes involved in producing brake pads, from mixing the raw materials to molding, curing, and finishing the final product. These machines are essential for ensuring that brake pads are produced consistently and meet the rigorous demands of modern vehicles.
Key Processes in Brake Pads Manufacturing
Raw Material Mixing: The production of brake pads begins with the preparation of the raw materials that make up the friction material. Brake pads are typically made from a combination of materials, including metal shavings, ceramics, carbon fibers, and synthetic compounds. These materials are mixed together to create a friction compound that is durable, heat-resistant, and provides the necessary stopping power.
Automated Mixing Machines: Mixing machines are used to blend the raw materials in precise proportions. The mixture must be homogeneous to ensure consistent performance across all brake pads. Automated machines ensure that the materials are mixed thoroughly and efficiently, reducing the risk of defects.
Molding and Pressing: Once the friction material is prepared, it is molded into the shape of the brake pad using a pressing machine. In this process, the material is placed into a mold and subjected to high pressure, which compacts the material into the desired shape. The molding process also includes the formation of the metal backing plate, which is an integral part of the brake pad’s structure.
Hydraulic Presses: Hydraulic presses are commonly used in the molding process to apply the necessary pressure to form the brake pads. The press ensures that the friction material is evenly distributed across the surface of the backing plate, creating a strong bond between the two components.
Curing: After the brake pads are molded, they must be cured to harden the friction material and improve its durability. Curing is typically done in a high-temperature oven, where the brake pads are heated to a specific temperature for a set period. This process helps to remove any residual moisture and solidify the friction material, ensuring that the brake pads can withstand the heat generated during braking.
Curing Ovens: Automated curing ovens are used to maintain precise temperature and timing control during the curing process. These ovens are designed to handle large batches of brake pads, ensuring consistent curing across all parts.
Grinding and Finishing: Once the brake pads have been cured, they undergo grinding to achieve the final thickness and surface smoothness required for proper fit and function. Grinding machines are used to remove any excess material and ensure that the brake pads are flat and uniform.
Surface Grinding Machines: Surface grinding machines are used to grind the friction material to the correct thickness and smooth the surface of the brake pad. This step is essential for ensuring that the brake pads fit correctly in the brake caliper and provide consistent braking performance.
Coating and Surface Treatment: Many brake pads undergo additional surface treatments, such as coating with a layer of anti-corrosion material or applying a thermal barrier to improve heat resistance. These coatings help extend the life of the brake pads and protect them from environmental factors such as moisture and road salt.
Coating Machines: Coating machines are used to apply these protective layers evenly across the surface of the brake pads. The coating process is automated to ensure consistent application and optimal coverage.
Quality Control and Testing: The final step in brake pad manufacturing is quality control and testing. Brake pads must meet strict safety standards, and any defects can lead to catastrophic failures in the braking system. Testing machines simulate real-world braking conditions to measure the performance, wear resistance, and heat tolerance of the brake pads.
Testing for Friction and Durability: Testing machines are used to evaluate the friction coefficient, wear rate, and heat dissipation of the brake pads. These tests ensure that the brake pads will perform reliably in various driving conditions, from city traffic to high-speed highway driving.
Applications of Brake Pads Machines
Automotive Manufacturing: Brake pads machines are primarily used in the automotive industry to produce brake pads for cars, trucks, motorcycles, and other vehicles. High-quality brake pads are essential for vehicle safety, and manufacturers use these machines to ensure that the pads meet industry standards for performance and durability.
Brake Pads for Passenger Vehicles: The majority of brake pads produced are for passenger vehicles, where safety and comfort are critical. Brake pads machines produce millions of units annually, providing the consistent quality needed to meet the demands of the automotive market.
Heavy-Duty Vehicles: Brake pads machines are also used to produce brake pads for heavy-duty vehicles, such as commercial trucks, buses, and construction machinery. These vehicles require brake pads that can withstand extreme loads and high temperatures, and the production process must be adapted to meet these specific requirements.
Brake Pads for Trucks and Buses: Heavy-duty vehicles rely on larger, more robust brake pads to stop safely under heavy loads. Brake pads machines used in this sector must be capable of producing pads with higher friction materials and greater wear resistance.
Motorcycles and Performance Vehicles: Brake pads machines are used to manufacture high-performance brake pads for motorcycles, sports cars, and racing vehicles. These brake pads must offer superior stopping power and heat dissipation to handle the demands of high-speed driving and racing.
Brake Pads for Motorcycles: Motorcycles require brake pads with precise control over friction and heat management, as braking performance is critical for rider safety. Brake pads machines
used for motorcycle brake pads must ensure consistent quality, high friction, and durability to meet the high-performance demands of two-wheeled vehicles.
Rail and Industrial Applications: In addition to automotive and motorcycle manufacturing, brake pads machines are also used to produce brake pads for rail vehicles, such as trains, trams, and subways, as well as industrial machinery. These brake pads must be designed to handle the unique stresses and environmental factors present in rail systems and heavy machinery.
Brake Pads for Trains: Rail systems rely on large, durable brake pads to stop and slow down trains under heavy loads. Brake pads machines used for these applications must produce parts that offer excellent heat resistance and long service life, ensuring that trains can stop safely and efficiently even under intense conditions.
Advantages of Brake Pads Machines
Precision Manufacturing: Brake pads machines are designed to ensure precise control over the entire manufacturing process, from mixing the raw materials to molding, curing, and finishing. This level of precision is essential for producing brake pads that meet the stringent safety and performance standards required in the automotive industry.
High Efficiency and Productivity: Modern brake pads machines are highly automated, allowing manufacturers to produce large quantities of brake pads in a relatively short period. This automation reduces labor costs and increases production efficiency, making it possible to meet the growing demand for brake pads in the global automotive market.
Consistency and Quality Control: Brake pads machines are equipped with advanced quality control systems that ensure each brake pad meets strict performance and safety standards. Automated inspection systems, combined with rigorous testing, help manufacturers identify and eliminate defects, ensuring that only high-quality brake pads reach the market.
Durability and Performance: The materials and processes used in brake pads manufacturing are designed to create durable, high-performance products. Brake pads produced by these machines are engineered to withstand high temperatures, resist wear, and provide consistent stopping power, ensuring the safety and reliability of the vehicle’s braking system.
Adaptability to Different Markets: Brake pads machines are versatile and can be adapted to produce a wide range of brake pads for various markets, including passenger vehicles, heavy-duty trucks, motorcycles, and rail systems. This adaptability allows manufacturers to meet the specific needs of different sectors and ensure that their products are suitable for various driving conditions and vehicle types.
Brake pads machines play a crucial role in the automotive and transportation industries, providing the technology needed to produce high-quality, reliable brake pads at scale. These machines ensure that vehicles can stop safely and effectively, contributing to the overall safety and performance of modern transportation systems.
How to Make Aluminum Pots
Pressure Cooker Manufacturing Process
The process of making aluminum pots involves several key steps that transform raw aluminum into durable, lightweight, and highly functional cookware. Aluminum is widely used in cookware manufacturing due to its excellent thermal conductivity, corrosion resistance, and relatively low cost. Aluminum pots are especially popular in both home and professional kitchens because they heat quickly and evenly, making them ideal for a variety of cooking tasks.
The production of aluminum pots involves specialized machinery and a series of steps, including metal forming, surface finishing, and handle attachment. The process is designed to produce high-quality pots that can withstand the rigors of daily cooking while maintaining excellent performance and longevity.
Key Steps in Making Aluminum Pots
Material Selection and Preparation: The process begins with the selection of high-quality aluminum sheets or blanks. Aluminum used in cookware production is typically alloyed with other metals, such as magnesium or silicon, to improve its strength and durability. The aluminum blanks are cut into circular shapes, which will form the base of the pots.
Aluminum Alloys: Pure aluminum is relatively soft and not suitable for cookware that will be exposed to high heat and mechanical stress. By using aluminum alloys, manufacturers can create pots that are strong, heat-resistant, and corrosion-resistant.
Deep Drawing and Metal Forming: The aluminum blanks are then formed into the shape of the pot using a process known as deep drawing. In deep drawing, the aluminum blank is placed over a die and forced into the desired shape using a punch. This process forms the pot’s walls and base in a single step, creating a seamless, durable structure.
Deep Drawing Process: The deep drawing process is highly efficient and allows for the production of aluminum pots with consistent thickness and shape. The process can be adjusted to create pots of different sizes, from small saucepans to large stockpots.
Seamless Construction: One of the advantages of deep drawing is that it creates a seamless pot, which improves the pot’s strength and durability. Seamless pots are less likely to develop weak points or leaks over time, making them ideal for long-term use.
Trimming and Edge Rolling: After the pot has been formed, any excess material around the rim is trimmed to achieve the desired height and dimensions. In many cases, the edges of the pot are also rolled to create a smooth, rounded rim. This step not only enhances the pot’s appearance but also improves its durability by reinforcing the edge.
Edge Rolling for Durability: Rolling the edges of the pot strengthens the rim, making it more resistant to warping or cracking. This is especially important for pots that will be used frequently or exposed to high heat.
Surface Finishing: The next step is surface finishing, which involves smoothing and polishing the interior and exterior of the pot. Aluminum cookware must have a smooth surface to ensure even cooking and to prevent food from sticking. Surface finishing machines, such as polishing machines and buffing wheels, are used to achieve the desired surface quality.
Polishing for a Smooth Surface: Polishing machines use abrasive compounds to remove any imperfections from the surface of the aluminum, creating a smooth, reflective finish. This is important for both the aesthetic appeal of the pot and its cooking performance.
Anodizing for Durability: In some cases, aluminum pots undergo an anodizing process, which creates a protective oxide layer on the surface of the metal. Anodizing improves the pot’s resistance to corrosion and wear, making it more durable and long-lasting. Anodized aluminum pots are also non-reactive, meaning they won’t affect the flavor of acidic foods.
Non-Stick Coating Application (Optional): Many aluminum pots are coated with a non-stick material, such as Teflon or ceramic, to improve their cooking performance. Non-stick coatings make it easier to cook with less oil and reduce the likelihood of food sticking to the pot. The coating is applied using a spray system and then cured in a high-temperature oven to ensure proper adhesion.
Non-Stick Coating Benefits: Non-stick coatings enhance the convenience of using aluminum pots by making them easier to clean and allowing for healthier cooking with less oil. The coatings are typically applied in multiple layers to ensure durability and long-lasting performance.
Handle Attachment: Once the body of the pot has been formed and finished, handles are attached. Handles are typically made from heat-resistant materials, such as plastic, silicone, or stainless steel, to ensure they remain cool to the touch during cooking. The handles can be attached using a variety of methods, including riveting, welding, or screwing them into place.
Riveted Handles for Strength: Riveted handles provide a strong, secure attachment that can withstand repeated use. Rivets are often used in professional-grade cookware because they are highly durable and resist loosening over time.
Ergonomic Handle Design: The design of the handles is important for both comfort and safety. Handles are often shaped to provide a comfortable grip, reducing strain during use, and are positioned to ensure that they stay cool while cooking.
Final Inspection and Packaging: The final step in the production of aluminum pots is inspection and packaging. Each pot is inspected for defects, such as surface imperfections, coating issues, or loose handles. Once the pots pass inspection, they are packaged and prepared for shipment to retailers or consumers.
Quality Control: Automated inspection systems are often used to check the surface finish, coating adhesion, and handle attachment of each pot. This ensures that only high-quality products reach the market, meeting the expectations of both consumers and professional chefs.
Advantages of Aluminum Pots
Lightweight: Aluminum pots are much lighter than other types of cookware, such as cast iron or stainless steel, making them easier to handle and move around the kitchen. This is especially important for larger pots, which can be cumbersome when filled with food.
Excellent Heat Conductivity: Aluminum is one of the best conductors of heat, meaning that aluminum pots heat up quickly and evenly. This ensures that food cooks evenly without hot spots, which can lead to burning or uneven cooking. The excellent heat conductivity of aluminum also makes it energy-efficient, as it requires less heat to reach cooking temperatures.
Affordability: Aluminum is relatively inexpensive compared to other cookware materials, making aluminum pots an affordable option for both home cooks and professional chefs. Despite their low cost, aluminum pots offer excellent performance and durability, providing great value for the money.
Corrosion Resistance: Aluminum naturally forms a thin oxide layer on its surface, which protects it from corrosion. This makes aluminum pots ideal for use in humid or acidic environments, such as in cooking with tomatoes or citrus fruits, without the risk of rust or corrosion.
Versatility: Aluminum pots come in a wide variety of shapes and sizes, making them suitable for a wide range of cooking tasks, from boiling and frying to simmering and sautéing. Whether used for everyday cooking or more specialized applications, aluminum pots offer the versatility needed in a busy kitchen.
Applications of Aluminum Pots
Home Cooking: Aluminum pots are a staple in many home kitchens due to their lightweight, affordability, and excellent cooking performance. They are used for a wide range of cooking tasks, from boiling pasta and simmering soups to frying and sautéing vegetables and meats.
Professional Kitchens: In professional kitchens, where speed and efficiency are critical, aluminum pots are favored for their rapid heat conduction and ease of handling. Professional chefs use aluminum pots for tasks that require precise temperature control, such as making sauces, soups, and delicate dishes.
Camping and Outdoor Cooking: Aluminum pots are also popular for camping and outdoor cooking because they are lightweight and easy to transport. Campers and outdoor enthusiasts appreciate aluminum cookware for its durability and versatility in various cooking environments.
Aluminum pots are a versatile and essential tool in both home and professional kitchens, offering excellent performance, durability, and ease of use. The production process ensures that each pot is carefully crafted to meet the demands of everyday cooking, making aluminum pots a reliable choice for chefs and home cooks alike.
Steel Utensils Making Machine
Stainless Steel Pot Polishing Machine
A steel utensils making machine refers to the range of equipment used in manufacturing household and commercial steel utensils like plates, bowls, cups, cutlery, and kitchen tools. Steel utensils are popular due to their durability, heat resistance, and resistance to corrosion, making them an essential part of kitchens worldwide. The production of steel utensils involves several stages, from cutting and forming the raw stainless steel sheets to finishing and polishing the final product.
Steel utensils are primarily made from stainless steel, an alloy of iron, carbon, and chromium, with some other elements like nickel. The chromium content is what gives stainless steel its corrosion resistance, making it ideal for utensils that come into contact with food and liquids. Machines used in steel utensil production range from high-powered presses to finishing tools that polish and give a smooth surface to the finished products.
Key Processes in Steel Utensil Manufacturing
Raw Material Preparation: The production of steel utensils begins with the preparation of raw stainless steel sheets or coils. The material is selected based on the grade of stainless steel required for the specific utensils being produced. Different grades of stainless steel offer varying levels of corrosion resistance, toughness, and polishability, with 304-grade stainless steel being one of the most common choices for kitchen utensils due to its excellent resistance to rust and its food-safe properties.
Stainless Steel Selection: The selected stainless steel is usually cold-rolled, which improves its strength and surface finish. Cold-rolled steel sheets are easier to form and provide a smooth, even surface that requires minimal finishing.
Cutting and Blanking: Once the raw material is prepared, it is cut into the appropriate shapes and sizes for each utensil. The cutting process involves precision blanking machines that cut the steel sheets into circular, square, or custom-shaped blanks based on the design of the utensil.
Blanking Process: Blanking presses use dies to punch out the blanks from large stainless steel sheets. The blank size is determined by the specific utensil being produced, such as plates, bowls, or cups. This process ensures that there is minimal material waste and that each blank is uniform in size and shape.
Deep Drawing and Stamping: After cutting, the blanks are formed into their final utensil shapes through a process known as deep drawing. In deep drawing, the flat blanks are placed in a die and drawn into a hollow form using a punch. This method is particularly effective for producing utensils like bowls, cups, and plates, where a seamless, uniform shape is essential.
Hydraulic Presses for Deep Drawing: Hydraulic presses are commonly used for the deep drawing process. These machines apply consistent pressure, drawing the stainless steel into the desired shape without causing tears or imperfections in the material. This ensures that the utensil is strong, smooth, and free of seams or welds that could weaken the product.
Stamping for Detail: For utensils that require intricate designs or logos, stamping presses are used to emboss or engrave patterns onto the metal surface. This adds both aesthetic appeal and brand recognition, especially for high-end or custom-made utensils.
Edge Trimming and Smoothing: After the utensils have been formed, the edges may have excess material or sharp edges that need to be trimmed and smoothed. Edge trimming machines remove the excess material around the rims of the utensils, ensuring that each piece is of the correct dimensions and free from rough edges.
Edge Rolling for Durability: Some utensils, particularly those used frequently, undergo edge rolling to strengthen the rims and prevent deformation over time. Rolled edges provide extra reinforcement and create a safer, more comfortable edge for handling.
Polishing and Finishing: One of the most important steps in steel utensil production is the polishing and finishing process. Stainless steel utensils require a smooth, shiny surface that is not only aesthetically pleasing but also functional. Polishing machines are used to buff and smooth the surface of the utensils, removing any scratches or imperfections left by the forming process.
Electropolishing for a High Shine: In some cases, especially for high-end or premium utensils, electropolishing is used to achieve a bright, mirror-like finish. Electropolishing is a chemical process that removes a thin layer of metal from the surface, leaving behind a highly reflective finish that is resistant to corrosion and easy to clean.
Handle Attachment (if applicable): For utensils like ladles, serving spoons, and spatulas, handles must be attached after the main body of the utensil has been formed. Handles are typically made from stainless steel, plastic, or wood, depending on the type of utensil and its intended use. The attachment process varies depending on the material used for the handle.
Welding or Riveting for Steel Handles: Stainless steel handles are usually welded or riveted onto the main body of the utensil. These attachment methods provide strong, durable connections that can withstand frequent use and high heat.
Quality Control and Packaging: After the utensils are manufactured, they undergo a final inspection to ensure that they meet quality standards. This includes checking for defects in the surface finish, proper attachment of handles, and ensuring that the utensils are the correct size and shape. Once inspected, the utensils are cleaned, dried, and packaged for shipment.
Quality Assurance for Food Safety: Stainless steel utensils must meet food safety standards, ensuring that they are non-reactive, corrosion-resistant, and free of contaminants. Manufacturers use strict quality control measures to ensure that each utensil is safe for food contact.
Applications of Steel Utensils Making Machines
Household Utensils: The majority of steel utensils making machines are used to produce common household kitchen items such as plates, bowls, serving spoons, ladles, and cutlery. These items must be durable enough to withstand daily use, exposure to heat, and frequent washing.
Commercial Kitchen Utensils: Professional chefs and commercial kitchens require heavy-duty utensils that can endure constant use in high-heat environments. Steel utensils making machines for commercial products focus on producing thicker, more robust utensils that can handle more rigorous conditions.
Catering and Hospitality Industry: The catering and hospitality sectors often use custom-branded or highly polished utensils for serving food. Steel utensils making machines used in this industry are typically geared toward producing utensils with fine finishes, intricate designs, or engraved logos for branding purposes.
Advantages of Steel Utensils Making Machines
High Efficiency: These machines are designed for high-volume production, allowing manufacturers to produce large quantities of utensils in a short period. This efficiency is especially important for meeting the demands of mass markets such as household goods and commercial kitchens.
Consistency in Quality: Automated steel utensils making machines ensure uniformity and precision across all products, reducing the likelihood of defects. Consistent quality is essential for utensils that must meet strict food safety and durability standards.
Durability and Strength: The use of hydraulic presses for deep drawing ensures that each utensil is strong and durable, capable of withstanding frequent use and exposure to high temperatures. The strength of stainless steel, combined with the seamless construction achieved through deep drawing, makes these utensils long-lasting.
Versatility: Steel utensils making machines are capable of producing a wide range of products, from simple kitchen tools to intricately designed serving utensils. This versatility allows manufacturers to cater to various markets, from budget-friendly household items to high-end, luxury utensils.
Cost-Effectiveness: Automated production reduces labor costs and material waste, making the manufacturing process more cost-effective. This allows manufacturers to produce high-quality utensils at competitive prices, benefiting both consumers and businesses.
Steel utensils making machines are vital in the production of kitchen tools and cutlery, providing the technology and precision needed to meet the diverse demands of consumers and professionals alike. The versatility and efficiency of these machines ensure that steel utensils remain a staple in kitchens worldwide.
Cold Press Moulding Process
Applications of CNC Metal Spinning
The cold press moulding process is a manufacturing technique used to form complex shapes from materials such as metal powders, plastics, rubbers, or composite materials without the application of heat. This process is widely used in industries that require high precision, strength, and durability in the final product. Cold pressing involves placing the material into a mold and applying pressure to shape it into the desired form. Since no heat is used, this process preserves the material’s intrinsic properties, such as hardness, elasticity, or chemical resistance.
Cold press moulding is used in various applications, including metal forming, rubber component production, and the creation of composite materials for automotive, aerospace, and consumer goods industries. The process is highly versatile and can be used to create a wide range of products with complex geometries and tight tolerances.
Key Steps in Cold Press Moulding
Material Preparation: The first step in cold press moulding is the preparation of the raw material. For metal components, this may involve mixing metal powders with binders or lubricants to create a uniform mixture that can be pressed into a mold. In the case of rubbers or composites, the raw materials may be pre-mixed or combined with other additives to achieve the desired properties.
Powder Metallurgy for Metal Parts: In powder metallurgy, metal powders such as iron, aluminum, or titanium are mixed with a binder to help the particles adhere together during the pressing process. The mixture must be uniform to ensure consistent material properties throughout the final product.
Filling the Mold: The prepared material is then placed into a precision-engineered mold. The mold is designed to match the exact dimensions and shape of the final product, ensuring that the material fills the mold evenly. This step is critical for achieving the desired shape and ensuring that there are no voids or inconsistencies in the material.
Mold Design for Complex Shapes: Cold press moulding is particularly useful for creating parts with complex geometries, intricate details, or thin walls. The mold must be designed with precision to ensure that the material flows into every part of the mold and that the final product meets dimensional specifications.
Pressing and Compaction: Once the material is in the mold, a high-pressure press is used to compact the material into the desired shape. The pressure forces the material to conform to the shape of the mold, creating a dense, solid part. This step is critical for ensuring the strength and structural integrity of the final product.
Hydraulic Presses for Cold Moulding: Hydraulic presses are commonly used in cold press moulding due to their ability to apply consistent, high pressure. These presses ensure that the material is compacted evenly throughout the mold, preventing weak spots or imperfections.
Demolding: After the material has been pressed and compacted, the mold is opened, and the finished part is removed. Depending on the material used, the part may require additional finishing or curing steps to achieve the desired mechanical properties.
Careful Demolding to Prevent Damage: The demolding process must be done carefully to avoid damaging the part, especially if the material is fragile or brittle. Precision molds and careful handling are essential to ensure that the part retains its shape and structural integrity.
Finishing and Inspection: Once the part has been demolded, it may undergo additional finishing steps, such as trimming, sanding, or polishing, to achieve the desired surface finish and remove any excess material. The part is then inspected for defects, such as cracks, voids, or dimensional inconsistencies, before it is approved for use.
Quality Control: Cold press moulding requires strict quality control to ensure that each part meets the required specifications. Automated inspection systems are often used to check the dimensions, surface finish, and material properties of the finished parts.
Applications of Cold Press Moulding
Automotive Industry: Cold press moulding is widely used in the automotive industry to produce parts that require high strength, durability, and precision. Metal components such as gears, bearings, and structural parts are often manufactured using cold pressing techniques to achieve the necessary performance characteristics.
Powder Metallurgy for Automotive Parts: In powder metallurgy, metal powders are compacted and formed into parts such as brake pads, gears, and camshafts. Cold pressing allows for the precise shaping of these components, ensuring high strength and wear resistance.
Aerospace Industry: The aerospace industry relies on cold press moulding to create lightweight, high-strength components for aircraft and spacecraft. Composite materials, which combine different materials to achieve specific properties, are often formed using cold pressing techniques.
Cold Pressing for Composite Materials: Cold press moulding is used to form composite materials such as carbon fiber reinforced polymers (CFRP), which are used in aircraft structures, wings, and fuselage components. These materials offer excellent strength-to-weight ratios, making them ideal for aerospace applications.
Consumer Goods Manufacturing: Cold press moulding is also used in the production of consumer goods, such as electronic housings, kitchen appliances, and furniture components. The process allows for the efficient production of durable, high-quality parts with complex shapes.
Cold Press Moulding for Electronics: In the electronics industry, cold pressing is used to produce metal and plastic housings for devices such as smartphones, laptops, and televisions. The process ensures precise dimensions and smooth finishes, which are critical for the aesthetics and functionality of consumer electronics.
Advantages of the Cold Press Moulding Process
Material Integrity: Since no heat is used in the cold press moulding process, the material’s properties remain intact, preserving its strength, hardness, or elasticity. This makes cold press moulding ideal for materials that are sensitive to high temperatures or that would lose their desired properties if exposed to heat.
Precision: Cold press moulding allows for the production of parts with tight tolerances and intricate details. The pressure applied during the process ensures that the material fills the mold completely, creating precise, uniform parts.
Efficiency: The cold press moulding process is highly efficient, especially for high-volume production. Once the mold and material are prepared, the process can be repeated quickly and consistently, making it ideal for mass production.
Cost-Effective: Cold press moulding is often more cost-effective than other forming methods, as it requires less energy (no heating) and minimal post-processing. The reduced need for energy consumption and the elimination of additional curing steps can lower manufacturing costs.
Versatility: Cold press moulding is a versatile process that can be used with a wide range of materials, from metals and ceramics to rubbers and plastics. This versatility makes it useful in various industries, from automotive and aerospace to consumer goods and electronics.
The cold press moulding process is a vital manufacturing technique that offers numerous benefits, including high precision, material integrity, and efficiency. It is widely used across industries to produce parts and components with complex shapes, tight tolerances, and excellent mechanical properties.
Beading Machine
Beading Machine Price
A beading machine is a versatile tool used in metalworking to form beads, or raised ridges, on the surface of sheet metal. Beading adds strength, stiffness, and durability to the metal, preventing it from warping or bending under stress. It is a crucial process in the production of metal parts for various industries, including automotive, aerospace, HVAC, and construction. The beading machine is often used to create decorative or functional ridges in materials like aluminum, steel, or copper.
Beading machines come in both manual and powered versions, and they are designed to handle various gauges of sheet metal. The machine typically consists of two rollers—an upper and lower roller—through which the sheet metal is passed. The pressure between these rollers creates a bead along the edge or surface of the sheet metal.
Key Uses of Beading Machines
Strengthening Metal Panels: One of the primary uses of beading machines is to add strength to sheet metal panels. The bead stiffens the material, allowing it to withstand greater forces without buckling or bending. This is particularly important for large, flat panels used in the automotive and aerospace industries, where weight reduction is crucial, but strength cannot be compromised.
Automotive Applications: Beading machines are commonly used to create stiffening beads in automotive body panels, including floor pans, roofs, and doors. These beads reinforce the panels, allowing them to maintain structural integrity while reducing material thickness to save weight.
HVAC Ductwork: Beading is also widely used in the fabrication of HVAC ductwork. The beads help to reinforce the sheet metal used in ducts, making them more resistant to pressure changes and airflow stresses. This ensures that the ductwork remains rigid and maintains its shape during operation.
Forming Decorative Beads: In addition to strengthening sheet metal, beading machines can also be used to create decorative patterns. Beads can be formed in various shapes and sizes, adding an aesthetic element to metal parts. This is common in metal furniture, lighting fixtures, and architectural elements where both form and function are important.
Decorative Metalwork: Metalworkers often use beading machines to create intricate patterns on metal for use in decorative applications. These patterns can be purely aesthetic or serve a dual purpose by adding strength while enhancing the visual appeal of the part.
Edge Beading for Seamless Joining: Beading machines are also used to form beads along the edges of metal sheets, which helps in joining them together. In applications like automotive or aircraft manufacturing, beaded edges are often used to create interlocking seams between two metal panels. This ensures a stronger, more seamless joint, which is essential for maintaining structural integrity.
Aircraft Skin Panels: In the aerospace industry, beaded edges are used to join lightweight aluminum panels to create the aircraft’s skin. The beads ensure a tight fit between the panels, reducing the need for additional fasteners and maintaining the aerodynamic integrity of the aircraft.
Pipe and Tube Beading: Beading machines are often used in the production of pipes and tubes, where beads are formed around the ends of the pipe. These beads help secure hoses or fittings when they are clamped onto the pipe, preventing slippage and creating a tight seal.
Exhaust Systems: Beading is commonly applied to the ends of exhaust pipes in automotive and industrial applications. The bead creates a secure connection between the exhaust pipe and other components, such as mufflers or catalytic converters, ensuring that the system remains leak-free.
Types of Beading Machines
Manual Beading Machines: Manual beading machines are operated by hand and are commonly used in small-scale or custom metalworking shops. These machines are simple to operate and offer precise control over the beading process, making them ideal for projects where detailed work or small production runs are required.
Flexibility for Custom Work: Manual beading machines are popular among metal fabricators who need to create custom pieces, as they allow for easy adjustments and offer flexibility in creating different bead patterns.
Electric and Pneumatic Beading Machines: For larger-scale production, powered beading machines, such as electric or pneumatic models, are commonly used. These machines provide higher efficiency and speed, allowing manufacturers to create beads on large sheets of metal quickly and consistently. Powered beading machines are used in industries such as automotive manufacturing, where speed and consistency are critical.
Automated Beading for Mass Production: In high-volume production settings, electric or pneumatic beading machines are often integrated into automated assembly lines. These machines allow for continuous operation, ensuring that beads are formed quickly and consistently on every part, improving efficiency.
Rotary Beading Machines: Rotary beading machines are designed for forming beads around the circumference of tubes, pipes, or circular objects. These machines are typically used in applications where the bead needs to be formed along a curved surface, such as in exhaust pipes, ventilation tubes, or decorative metal rings.
Beading for Pipe Manufacturing: Rotary beading machines are essential in the production of pipes and tubing used in industries like plumbing, automotive, and HVAC. The beaded ends of the pipes ensure a secure fit when attached to connectors, fittings, or hoses.
Advantages of Beading Machines
Enhanced Strength: By adding beads to sheet metal, beading machines significantly increase the strength and stiffness of the material without adding extra weight. This is especially important in industries like automotive and aerospace, where reducing weight while maintaining strength is critical to performance.
Improved Aesthetics: Beads can be both functional and decorative, allowing manufacturers to create visually appealing metal parts that also offer increased structural integrity. This makes beading machines versatile for both industrial and artistic applications.
Versatility: Beading machines can be used on a wide variety of materials, including steel, aluminum, copper, and stainless steel. This makes them highly versatile, as they can be applied across different industries, from construction to decorative metalwork.
Cost Efficiency: By adding strength to thinner sheets of metal, beading machines allow manufacturers to reduce material usage without compromising on the structural performance of the part. This leads to cost savings on raw materials and overall production.
Applications of Beading Machines
Automotive Industry: Beading machines are extensively used in the automotive sector to reinforce panels, create decorative features, and secure parts like exhaust systems. Beaded panels are stronger and lighter, contributing to better fuel efficiency and overall vehicle performance.
HVAC and Ductwork: Beads are commonly formed in HVAC ductwork to stiffen the thin metal used in air ducts. This helps prevent warping under pressure and ensures the ducts maintain their shape over time, which is critical for efficient air flow and energy consumption.
Aerospace Industry: In aerospace manufacturing, beading is used to strengthen lightweight aluminum panels that form the skin of aircraft. Beading ensures that the panels can withstand the stresses of flight while keeping the overall weight of the aircraft to a minimum.
Decorative Metalwork: Metalworkers use beading machines to create decorative patterns on various metal products, including furniture, lighting fixtures, and architectural features. Beading adds both texture and visual interest to the finished product while enhancing its structural integrity.
Beading machines are indispensable tools in metalworking, offering the ability to enhance both the strength and appearance of sheet metal parts. Whether used for industrial or decorative applications, these machines provide versatility, efficiency, and precision in metal fabrication.
Mini Hydraulic Press Brake
Components of a Press Brake Machine
A mini hydraulic press brake is a compact version of a traditional press brake, designed to bend and form smaller pieces of sheet metal using hydraulic pressure. These machines are typically used in small workshops, prototyping labs, or specialized manufacturing facilities where space is limited, and smaller-scale production is required. Despite their compact size, mini hydraulic press brakes offer the same precision and versatility as larger press brakes, making them an ideal choice for fabricators working on smaller parts or short production runs.
The primary function of a press brake, whether mini or full-sized, is to bend sheet metal into predetermined shapes. The hydraulic system in these machines provides the force needed to press the metal into a die, creating bends at precise angles. The “mini” version is especially suitable for intricate work where precision is paramount, such as in custom metal fabrication, jewelry making, and electronics enclosures.
Features of Mini Hydraulic Press Brakes
Compact Design: Mini hydraulic press brakes are designed to occupy minimal floor space while still providing the functionality of a full-sized press brake. This compact design makes them ideal for small workshops, mobile operations, or facilities with space constraints. They are often bench-mounted or stand-alone units that can be easily moved or adjusted as needed.
Portability for Small Workshops: Due to their compact size, mini press brakes can be transported between different workstations or job sites, offering flexibility for metalworkers who need a versatile bending solution without the need for large machinery.
Hydraulic Power System: Like larger press brakes, mini hydraulic press brakes use a hydraulic system to generate the force required to bend metal. Hydraulic systems offer smooth, controlled movement, which allows for precise bends and consistent performance. The hydraulic power ensures that even though the machine is smaller, it can still handle significant bending forces.
Consistent Force Application: The hydraulic system provides consistent pressure throughout the bending process, ensuring that each bend is accurate and repeatable. This is particularly important in industries where precision is critical, such as electronics or medical device manufacturing.
Adjustable Bending Angle and Back Gauge: Mini hydraulic press brakes are equipped with adjustable bending angles, allowing operators to create custom bends at specific angles. Additionally, most machines feature a back gauge that can be set to control the depth of the bend, ensuring that each piece of metal is formed to the correct dimensions.
Precision Bending for Complex Parts: The adjustable features of a mini hydraulic press brake allow metalworkers to create intricate parts with high levels of precision. This makes them ideal for applications like prototype development, custom metalwork, or small-batch production runs.
Foot Pedal Operation: Many mini hydraulic press brakes come with foot pedal controls, allowing operators to keep both hands free for positioning the workpiece. The foot pedal controls the movement of the hydraulic ram, providing precise control over the bending process.
Hands-Free Operation for Safety: Foot pedal operation improves safety and efficiency, as it allows the operator to focus on properly positioning the metal sheet while controlling the bending process with their foot. This reduces the risk of errors or accidents during operation.
Applications of Mini Hydraulic Press Brakes
Prototyping and Small-Batch Production: Mini hydraulic press brakes are widely used in prototyping and small-batch production, where precision and flexibility are essential. These machines are ideal for fabricators who need to create custom parts or small runs of products with unique designs or tight tolerances.
Prototyping for Electronics Enclosures: Mini press brakes are often used to create metal enclosures for electronic devices, where precise bends are required to ensure the enclosure fits the internal components correctly. The compact size of the machine allows for detailed work on smaller sheets of metal.
Custom Metal Fabrication: Small workshops and custom metal fabricators use mini hydraulic press brakes to create specialized parts and components for various industries. The machines are ideal for producing small, intricate pieces that require high levels of precision, such as custom brackets, fixtures, and metal art.
Jewelry Making and Artistic Metalwork: Mini hydraulic press brakes are also used in the creation of custom jewelry and artistic metal pieces, where precise bending and shaping are necessary to achieve the desired aesthetic and functional results.
Automotive and Aerospace Components: In the automotive and aerospace industries, mini hydraulic press brakes are used to create small, precision components such as brackets, clips, and mounting hardware. These machines are particularly useful in the production of prototypes or specialized parts for high-performance applications.
Precision Bending for Lightweight Components: The ability to precisely bend small parts makes mini hydraulic press brakes valuable in the automotive and aerospace sectors, where lightweight components with tight tolerances are essential for performance and safety.
HVAC and Ductwork Fabrication: HVAC technicians and fabricators often use mini hydraulic press brakes to create small duct components or custom fittings for ventilation systems. The precision and flexibility of these machines allow for the creation of specialized parts that fit perfectly into existing ductwork systems.
Custom Ductwork Fittings: Mini press brakes can be used to create custom elbows, joints, and other fittings needed for HVAC installations. The compact size of the machine allows it to be used in smaller workshops or even on-site for quick adjustments.
Advantages of Mini Hydraulic Press Brakes
Space Efficiency: Mini hydraulic press brakes are designed for workshops with limited space, providing full bending capabilities in a compact footprint. This allows metalworkers to perform precision bends without the need for large, bulky equipment.
Precision and Versatility: Despite their smaller size, mini hydraulic press brakes offer the same level of precision as their larger counterparts. The adjustable bending angles and back gauge provide versatility, allowing for custom bends on various materials, including steel, aluminum, and copper.
Cost-Effective Solution: Mini hydraulic press brakes are typically more affordable than full-sized machines, making them an attractive option for small businesses, startups, or workshops that need professional-grade bending capabilities without the high cost of larger equipment.
Ease of Use: Mini hydraulic press brakes are easy to set up and operate, with user-friendly controls that allow operators to quickly adjust the machine for different bending tasks. The foot pedal operation adds convenience and improves safety during the bending process.
Portability: Many mini hydraulic press brakes are designed to be portable, allowing them to be moved between workstations or job sites as needed. This mobility makes them ideal for small-scale operations or workshops that require flexibility in their manufacturing process.
Materials Handled by Mini Hydraulic Press Brakes
Steel and Stainless Steel: Mini hydraulic press brakes are capable of bending various gauges of steel and stainless steel, making them suitable for industries where corrosion resistance and strength are critical.
Aluminum: Aluminum is a commonly used material in aerospace, automotive, and electronics industries. Mini hydraulic press brakes provide the precision required to bend aluminum sheets without causing cracks or distortions.
Copper and Brass: These softer metals are often used in decorative metalwork, electrical components, and plumbing fixtures. Mini hydraulic press brakes can handle these materials with ease, ensuring precise bends without damaging the material.
Mini hydraulic press brakes offer a versatile and space-efficient solution for fabricators who require precise bending capabilities in a compact form. These machines are ideal for small workshops, prototyping, and custom metal fabrication, providing the accuracy and flexibility needed to create high-quality metal components.
Grinding and Buffing
Buffing Wheels
Grinding and buffing are two essential processes in metalworking and manufacturing that improve the surface finish, remove material, and prepare metal parts for further processing or final use. Both processes involve the use of abrasive materials, but they serve different purposes. Grinding is typically a more aggressive material removal process used to shape metal parts, remove rough edges, or correct imperfections. Buffing, on the other hand, is used for polishing and smoothing the surface to achieve a shiny, aesthetically pleasing finish.
These processes are commonly used in industries such as automotive, aerospace, manufacturing, and metal fabrication. They play a crucial role in improving the functionality, appearance, and durability of metal products, from large structural components to intricate decorative items.
Grinding: Material Removal and Surface Preparation
Basics of Grinding: Grinding is a mechanical process in which an abrasive wheel or belt is used to wear down and remove material from a metal surface. The abrasive particles on the grinding wheel or belt cut into the metal, removing small chips to achieve the desired shape, size, or finish. Grinding is often used to remove excess material after casting, cutting, or welding operations.
Abrasive Wheels: Grinding wheels are made from materials such as aluminum oxide, silicon carbide, or diamond, and they come in various shapes and sizes depending on the application. The hardness and grain size of the wheel determine how much material can be removed and how smooth the surface will be after grinding.
Types of Grinding:
Surface Grinding: Surface grinding is used to create a smooth, flat surface on metal parts. A rotating abrasive wheel grinds down the surface, removing material to achieve a uniform finish. Surface grinding is commonly used for flat components like machine bases, blades, and sheet metal parts.
Cylindrical Grinding: In cylindrical grinding, a rotating workpiece is ground by a rotating abrasive wheel. This process is used for round or cylindrical objects, such as shafts, rollers, and pipes, to achieve high precision and smooth surfaces.
Centerless Grinding: Centerless grinding is a method used to grind cylindrical parts without the need for a central axis or spindle. The part is supported between two rotating wheels, and the grinding is done by the abrasive wheel. This method is efficient for mass production of small, precise cylindrical parts, such as fasteners, rods, or pins.
Applications of Grinding:
Automotive Industry: Grinding is widely used in the automotive industry to finish engine components, transmission parts, and brake rotors. Grinding ensures that these parts meet tight tolerances and have the smooth surfaces necessary for proper functioning and longevity.
Tool and Die Manufacturing: Grinding is an essential process in the tool and die industry for sharpening cutting tools, shaping dies, and creating molds. Precision grinding allows for the creation of complex geometries with exact tolerances.
Construction and Fabrication: In construction, grinding is used to smooth welded joints, remove burrs from cut metal edges, and prepare surfaces for painting or coating. This improves both the structural integrity and appearance of metal components.
Buffing: Polishing and Surface Enhancement
Basics of Buffing: Buffing is the process of polishing a metal surface to a high shine or smooth finish. It uses softer abrasive materials, such as cloth or felt wheels combined with polishing compounds. Buffing removes fine scratches, imperfections, or oxidation and is often the final step in metal finishing processes to achieve a reflective or satin finish.
Buffing Compounds: Buffing compounds, such as rouge or tripoli, are applied to the buffing wheel to enhance the polishing effect. These compounds are available in various levels of abrasiveness, allowing for different levels of polishing, from light touch-ups to deep shine.
Types of Buffing:
Cut Buffing: Cut buffing is a more aggressive form of buffing used to remove scratches, weld marks, or surface oxidation from metal. It involves using a coarse buffing compound and a firm buffing wheel to remove material and smooth the surface.
Color Buffing: Color buffing is a finishing process that gives the metal a bright, shiny appearance. This is the final stage of buffing, where a soft wheel and fine polishing compound are used to bring out the luster of the metal. It is often used for decorative or high-visibility components.
Applications of Buffing:
Jewelry Making: Buffing is essential in jewelry manufacturing to achieve the smooth, polished surfaces that are characteristic of high-quality jewelry. It removes fine scratches and enhances the shine of metals like gold, silver, and platinum.
Automotive Detailing: Buffing is widely used in automotive detailing to polish and restore the shine to metal trim, chrome parts, and painted surfaces. It is also used to remove minor scratches and oxidation from vehicle surfaces, making cars look newer and more visually appealing.
Consumer Products: Many consumer products, such as kitchen appliances, metal furniture, and electronic enclosures, are buffed to give them a polished, professional appearance. Buffing ensures that these items have a smooth finish, free from imperfections, which enhances both their look and feel.
Advantages of Grinding and Buffing
Precision and Accuracy: Grinding provides high levels of precision, allowing manufacturers to achieve tight tolerances and specific dimensions. This is crucial in industries like aerospace and automotive, where small deviations can lead to performance issues.
Surface Quality: Both grinding and buffing improve surface quality by removing imperfections and creating smooth, consistent finishes. This enhances the aesthetic appeal of metal parts and prepares them for further processing, such as painting or coating.
Increased Durability: By removing surface defects and imperfections, grinding and buffing help improve the strength and durability of metal parts. Smooth surfaces are less prone to wear, corrosion, and fatigue, ensuring longer-lasting components.
Improved Functionality: Grinding ensures that parts meet exact specifications, allowing them to function correctly in their intended applications. For example, smooth and precise surfaces on engine components ensure better performance, while polished surfaces on consumer products improve user experience.
Differences Between Grinding and Buffing
Material Removal: Grinding is primarily a material removal process used to shape and refine metal parts. It removes a significant amount of material to correct surface irregularities or achieve specific dimensions. Buffing, on the other hand, is a polishing process that removes very little material, focusing on improving surface appearance rather than altering the shape.
Abrasiveness: Grinding uses hard abrasive materials such as silicon carbide or diamond, making it suitable for removing tough materials and shaping parts. Buffing uses softer abrasives combined with polishing compounds, making it ideal for finishing and smoothing metal surfaces.
Finish: Grinding leaves a relatively rough surface compared to buffing. While grinding is used for shaping and preparing the metal, buffing creates a smooth, polished finish, giving the part its final appearance.
Grinding and buffing are complementary processes that play a crucial role in metalworking. Grinding provides the precision and material removal necessary to shape and prepare metal parts, while buffing enhances the surface finish and gives the metal a polished, professional look. Together, these processes ensure that metal components meet the highest standards of quality, durability, and functionality.
How to Smooth Metal
Forming Process with Sheet Metal Spinning Machine
Smoothing metal involves a variety of techniques and processes aimed at achieving a polished, even surface that is free from imperfections like scratches, burrs, and rough spots. Smoothing is a critical step in metalworking, often used in the final stages of production to prepare the metal for finishing processes such as painting, coating, or plating. Whether the goal is aesthetic appeal or functional performance, smoothing metal ensures that the surface is uniform and free of defects.
The techniques used to smooth metal depend on the type of material, the level of finish required, and the size and shape of the part. Common processes include filing, sanding, grinding, buffing, and polishing, each offering different levels of surface refinement.
Key Techniques for Smoothing Metal
Filing: Filing is one of the simplest methods for smoothing metal, using hand tools to manually remove rough spots, burrs, and other imperfections from the surface. Files are made from hardened steel and come in various shapes and sizes, allowing for precise control over material removal. This technique is often used for small-scale or detailed work, such as smoothing the edges of cut metal sheets or finishing intricate metal components.
Hand Files: Hand files are available in different grades of coarseness, from coarse to fine. Coarse files remove larger amounts of material quickly, while fine files are used for detailed finishing work.
Precision Filing: In industries like jewelry making or fine metalwork, precision filing is used to achieve smooth, uniform edges and surfaces on small, delicate parts. Files can be used to remove burrs, shape metal, and refine the surface before final polishing.
Sanding: Sanding is a common technique for smoothing metal, using abrasive materials such as sandpaper or sanding discs to gradually wear down the surface. Sanding is often used to prepare metal parts for painting, coating, or further finishing processes. It can be done manually or with power tools, depending on the size of the part and the level of finish required.
Manual Sanding: For smaller parts or detailed work, sandpaper is used by hand to smooth the metal surface. Starting with a coarse grit and gradually moving to finer grits allows for effective smoothing without damaging the surface.
Power Sanding: Electric sanders, such as belt sanders or orbital sanders, are used for larger parts or when more material needs to be removed quickly. These machines use rotating sanding pads or belts to evenly smooth the metal surface.
Grinding: Grinding is a more aggressive method of smoothing metal, using abrasive wheels or belts to remove material and eliminate surface imperfections. It is commonly used for parts that require significant material removal, such as welded joints or cast metal components. Grinding is also used to create flat, even surfaces on large metal sheets or structural components.
Surface Grinding: Surface grinding is used to achieve a smooth, flat surface on metal parts. A rotating abrasive wheel grinds down the surface, removing material to create a uniform finish. This technique is widely used in the fabrication of flat metal parts or plates.
Edge Grinding: Grinding is also used to smooth the edges of metal parts after cutting or welding. By removing burrs and rough spots, grinding ensures that the edges are smooth and safe to handle.
Buffing and Polishing: Buffing and polishing are finishing processes used to achieve a high-gloss, smooth surface on metal. Buffing involves the use of soft cloth wheels combined with polishing compounds to remove fine scratches and imperfections. Polishing is the final step, using finer abrasives to achieve a mirror-like finish.
Buffing Compounds: Buffing compounds, such as rouge or tripoli, are applied to the buffing wheel to enhance the polishing effect. These compounds come in varying levels of abrasiveness, allowing for different degrees of polishing.
Polishing for Aesthetic Finish: Polishing is commonly used for decorative metalwork, jewelry, and consumer products where a smooth, reflective surface is desired. It is the final step in smoothing, giving the metal a professional, finished appearance.
Deburring: Deburring is the process of removing small, sharp protrusions or burrs from the surface of metal parts. These burrs are often created during cutting, drilling, or machining operations and must be removed to ensure a smooth, safe surface. Deburring can be done manually with files or abrasive pads, or with specialized deburring machines that automate the process.
Mechanical Deburring: Mechanical deburring machines use rotating brushes or abrasive media to remove burrs and smooth the edges of metal parts. This process is highly efficient for mass production of small to medium-sized metal components.
Thermal Deburring: In some cases, thermal deburring is used to remove burrs from complex or internal surfaces. This process involves using a controlled explosion to vaporize the burrs, leaving behind a smooth surface.
Electropolishing: Electropolishing is an electrochemical process that smooths and polishes metal surfaces by removing a thin layer of material. This technique is often used for stainless steel and other corrosion-resistant metals to create a smooth, shiny surface that is free from burrs and micro-defects. Electropolishing is commonly used in industries where hygiene and precision are critical, such as medical device manufacturing and food processing.
Applications in Stainless Steel Finishing: Electropolishing is frequently used for stainless steel kitchen appliances, surgical instruments, and pharmaceutical equipment to achieve a smooth, non-porous surface that is easy to clean and resistant to corrosion.
Applications of Metal Smoothing
Automotive Industry: Smoothing metal is essential in the automotive industry, where metal parts must meet precise tolerances and have smooth surfaces to function correctly. Smoothing is used on components such as engine blocks, transmission parts, and body panels to ensure they fit together seamlessly and perform reliably.
Aerospace Industry: In aerospace manufacturing, smooth surfaces are critical for reducing drag and ensuring the structural integrity of aircraft components. Smoothing processes are used on parts such as turbine blades, fuselage panels, and landing gear to ensure that they meet the high standards of performance and safety required in aviation.
Jewelry and Decorative Metalwork: Smoothing metal is a crucial step in the production of jewelry and decorative metal items. Fine filing, sanding, and polishing techniques are used to create smooth, shiny surfaces that enhance the aesthetic appeal of the finished product.
Manufacturing and Fabrication: Smoothing metal is a standard process in manufacturing and fabrication, used to prepare metal parts for assembly, painting, or coating. Smoothing ensures that parts fit together correctly, look professional, and meet quality standards.
Benefits of Smoothing Metal
Improved Aesthetics: Smoothing processes enhance the appearance of metal parts by removing imperfections, scratches, and burrs. A smooth, polished surface looks more professional and appealing, especially for consumer products, decorative items, or automotive body parts.
Increased Durability: Smoothing metal removes sharp edges, rough spots, and surface defects that can weaken the material and lead to wear or corrosion. Smooth surfaces are less prone to damage, increasing the durability and longevity of metal parts.
Enhanced Functionality: Smoothing metal ensures that parts fit together properly during assembly, improving the functionality and performance of the final product. Smooth surfaces also reduce friction and wear in moving parts, leading to better efficiency and longer operational life.
Safety: Removing burrs and sharp edges from metal parts ensures that they are safe to handle and use, reducing the risk of injury during assembly or operation. This is particularly important for consumer products, medical devices, and industrial equipment.
Smoothing metal is an essential part of the metalworking process, ensuring that metal parts are functional, durable, and visually appealing. Whether for industrial applications, consumer products, or decorative items, smoothing techniques like filing, sanding, grinding, and polishing play a crucial role in achieving high-quality metal finishes.
Wheel Manufacturing Equipment
Wheel Manufacturing Machines
Wheel manufacturing equipment encompasses the machinery and tools used to produce wheels for various applications, including automotive, aerospace, industrial, and commercial uses. The manufacturing process for wheels involves several key stages, from material preparation and forming to finishing and quality control. Modern wheel production relies heavily on automated equipment to ensure precision, consistency, and efficiency in the manufacturing process.
Wheels are typically made from materials such as steel, aluminum, magnesium alloys, and composites, each requiring specialized equipment to produce durable, lightweight, and high-performance wheels. The type of equipment used depends on the material, the size of the wheels, and the intended application, but the goal is always to produce wheels that meet stringent safety, performance, and durability standards.
Key Types of Wheel Manufacturing Equipment
Casting Machines for Alloy Wheels: For alloy wheels, especially aluminum or magnesium wheels, casting is a common method of production. Casting machines are used to form the basic shape of the wheel by pouring molten metal into a mold. There are different casting methods, including gravity casting, low-pressure casting, and high-pressure casting, each offering specific advantages depending on the design and performance requirements.
Gravity Casting: In gravity casting, molten metal is poured into a mold and allowed to cool and solidify. This process is relatively simple and cost-effective, making it suitable for producing standard alloy wheels. However, gravity-cast wheels tend to be heavier and less strong than wheels produced using more advanced methods.
Low-Pressure Casting: Low-pressure casting involves forcing molten metal into the mold under low pressure. This method results in a more uniform and denser material, improving the strength and durability of the wheel. Low-pressure casting is commonly used for producing high-quality alloy wheels that offer better performance and weight reduction.
High-Pressure Casting (Die Casting): High-pressure casting uses significant pressure to inject molten metal into the mold, creating a denser, stronger wheel. This method is often used for manufacturing wheels that require high strength-to-weight ratios, such as those used in performance vehicles or aerospace applications.
Forging Machines for High-Performance Wheels: Forging is a manufacturing process that uses heat and pressure to form metal into the desired shape. Forged wheels are made by heating a billet of metal, typically aluminum or magnesium, and pressing it into a wheel mold using high-pressure forging machines. The forging process aligns the metal’s grain structure, resulting in a wheel that is significantly stronger, lighter, and more durable than cast wheels.
Hydraulic Press Forging Machines: Hydraulic presses are used to apply immense pressure to the heated metal billet, forcing it into the shape of the wheel. This process produces forged wheels that are lightweight yet extremely strong, making them ideal for high-performance vehicles and racing applications.
Rotary Forging Machines: Rotary forging is a specialized forging technique where the metal is rotated as it is forged into shape. This process allows for more precise control over the wheel’s thickness and weight distribution, resulting in wheels with optimized strength and performance characteristics.
CNC Machining for Wheel Finishing: After casting or forging, wheels often undergo CNC (Computer Numerical Control) machining to refine their shape and add design elements. CNC machines use computer-controlled cutting tools to precisely mill, drill, or engrave details into the wheel. This process is essential for creating intricate designs, reducing weight, and ensuring that the wheel meets exact specifications.
CNC Lathe Machines: CNC lathe machines are used to turn the wheel and remove excess material, ensuring that the wheel has a smooth, uniform surface. This step is crucial for achieving a high-quality finish and ensuring that the wheel is perfectly balanced.
CNC Milling Machines: CNC milling machines are used to add features such as spokes, holes for lug nuts, and other design elements. The precision of CNC milling allows manufacturers to create complex wheel designs while maintaining structural integrity and weight reduction.
Heat Treatment and Strengthening: Heat treatment is a critical step in the wheel manufacturing process, especially for aluminum and steel wheels. Heat treatment improves the material’s strength, hardness, and resistance to fatigue, making the wheel more durable and capable of withstanding the stresses of driving. The process involves heating the wheel to a specific temperature and then rapidly cooling it to alter the metal’s microstructure.
T6 Heat Treatment for Aluminum Wheels: Aluminum wheels often undergo a T6 heat treatment, which involves heating the wheel to a high temperature and then quenching it in water or air. This process increases the wheel’s tensile strength and makes it more resistant to cracking or deformation under load.
Painting and Coating Equipment: Once the wheel has been machined and heat-treated, it is coated with protective finishes to enhance its appearance and protect it from corrosion, UV damage, and wear. Wheel painting and coating equipment is used to apply finishes such as powder coating, clear coats, or anodized finishes. These coatings not only improve the aesthetics of the wheel but also provide a protective barrier against the elements.
Powder Coating Machines: Powder coating involves applying a dry powder to the wheel’s surface and then baking it in an oven to cure the coating. This process results in a durable, uniform finish that is resistant to chipping, scratching, and corrosion.
Anodizing Equipment: Anodizing is used to create a corrosion-resistant oxide layer on aluminum wheels. The anodizing process involves immersing the wheel in an acid bath and applying an electrical current to create a protective layer that enhances the wheel’s durability and aesthetic appeal.
Balancing and Testing Equipment: After the wheels are manufactured, they must be tested and balanced to ensure they meet safety and performance standards. Wheel balancing equipment is used to detect any imbalances in the wheel that could cause vibration or uneven wear during use. Additionally, testing machines are used to simulate real-world driving conditions and measure the wheel’s strength, durability, and resistance to impact.
Wheel Balancing Machines: These machines spin the wheel at high speeds to detect any imbalances in weight distribution. Weights are then added to the wheel to ensure it rotates evenly, preventing vibrations that could affect vehicle performance.
Impact Testing Machines: Impact testing machines simulate collisions or heavy impacts to ensure that the wheels can withstand extreme conditions without cracking or deforming. This testing is especially important for performance wheels used in racing or off-road applications.
Applications of Wheel Manufacturing Equipment
Automotive Industry: The automotive industry is one of the largest users of wheel manufacturing equipment, with millions of wheels produced annually for cars, trucks, and motorcycles. The equipment is used to produce a wide range of wheels, from budget-friendly steel wheels to high-performance forged alloy wheels for sports cars.
Alloy Wheels for Performance Vehicles: High-performance vehicles, such as sports cars and luxury sedans, often use alloy wheels that are lighter and stronger than standard steel wheels. Wheel manufacturing equipment is used to produce these lightweight wheels, improving the vehicle’s handling, acceleration, and fuel efficiency.
Aerospace Industry: In the aerospace industry, lightweight and high-strength wheels are critical for aircraft performance. Wheel manufacturing equipment is used to produce wheels for landing gear, which must withstand the enormous forces generated during takeoff and landing. Forging and CNC machining are commonly used to create the high-performance wheels required in this industry.
Landing Gear Wheels: Aircraft wheels are subjected to extreme stress during takeoff and landing, and they must be able to withstand high temperatures and heavy loads. Wheel manufacturing equipment used in the aerospace industry is designed to produce wheels with exceptional strength and durability.
Industrial and Heavy Machinery: Wheel manufacturing equipment is also used to produce wheels for industrial applications, such as heavy machinery, forklifts, and construction vehicles. These wheels must be highly durable to withstand the harsh conditions of industrial environments.
Heavy-Duty Steel Wheels: Industrial machinery often uses steel wheels due to their strength and resistance to wear. Wheel manufacturing equipment is used to form, machine, and heat-treat these wheels to ensure they can handle the heavy loads and rough conditions encountered in industrial settings.
Motorcycles and Bicycles: Wheels for motorcycles and bicycles are typically made from lightweight materials such as aluminum or carbon fiber. Wheel manufacturing equipment is used to produce wheels that offer a balance of strength, durability, and performance, while minimizing weight.
Carbon Fiber Bicycle Wheels: In the bicycle industry, carbon fiber wheels are prized for their light weight and aerodynamic properties. Specialized manufacturing equipment is used to produce these high-performance wheels, which are commonly used in racing and competitive cycling.
Advantages of Modern Wheel Manufacturing Equipment
Precision and Consistency: Modern wheel manufacturing equipment, especially CNC machining and forging machines, provides high levels of precision and consistency, ensuring that each wheel meets exact specifications. This is critical for performance, safety, and aesthetic appeal.
Material Efficiency: Advanced casting, forging, and machining techniques allow manufacturers to optimize material usage, reducing waste while maintaining the strength and durability of the wheels. This improves cost efficiency and sustainability in wheel production.
Customization and Flexibility: Wheel manufacturing equipment allows for the production of a wide variety of wheel designs, from standard steel wheels to custom alloy wheels with intricate patterns. This flexibility enables manufacturers to meet the diverse needs of the automotive, aerospace, and industrial markets.
Improved Performance and Durability: The combination of forging, CNC machining, and heat treatment ensures that modern wheels are lighter, stronger, and more durable than ever before. This results in improved vehicle performance, fuel efficiency, and safety.
Cost-Effectiveness: Automated wheel manufacturing equipment allows for high-volume production while maintaining consistent quality, reducing labor costs and production time. This makes it possible to produce high-quality wheels at competitive prices.
Wheel manufacturing equipment plays a crucial role in producing the high-performance, durable wheels used in various industries. Whether for cars, aircraft, or heavy machinery, the precision and efficiency of modern equipment ensure that wheels meet the highest standards of safety, performance, and aesthetics.
Wheel Manufacturing Machines
Wheel Manufacturing Machines
Wheel manufacturing machines refer to the specialized equipment used throughout the entire production process of wheels, from forming the raw materials to finishing and testing the final product. These machines are crucial in creating wheels that meet precise specifications for size, weight, strength, and performance. The manufacturing process varies depending on the type of wheel—whether for automotive, aerospace, or industrial use—and the material, such as steel, aluminum, or composite.
Wheel manufacturing involves multiple stages, including casting or forging, CNC machining, heat treatment, surface finishing, and quality control testing. Each stage requires specific machines designed to handle the intricacies of shaping, strengthening, and finishing the wheels to meet industry standards.
Key Types of Wheel Manufacturing Machines
Casting Machines: Casting is one of the primary methods used to produce alloy wheels, especially those made from aluminum or magnesium. Casting machines pour molten metal into molds to form the wheel’s basic shape. Depending on the specific casting method, the machines may use gravity, low pressure, or high pressure to fill the mold and create the wheel.
Low-Pressure Casting Machines: These machines use a low-pressure system to inject molten metal into the wheel mold. Low-pressure casting creates denser, more uniform wheels with fewer air pockets or defects, resulting in higher-quality wheels.
High-Pressure Die Casting Machines: In high-pressure casting, the molten metal is forced into the mold under significant pressure, creating a very strong and precise wheel. This method is ideal for high-performance alloy wheels that require strength and lightweight properties.
Forging Machines: Forging machines are used to create wheels from solid billets of metal. The forging process involves heating the metal and then pressing it into shape using high-pressure hydraulic presses. Forged wheels are known for their superior strength and lightweight properties, making them ideal for high-performance vehicles and racing applications.
Hydraulic Forging Presses: Hydraulic presses apply thousands of tons of pressure to the heated metal, shaping it into the wheel. The high-pressure forging process aligns the metal’s grain structure, making the wheel stronger and more durable than cast alternatives.
CNC Machines: CNC (Computer Numerical Control) machines are essential in wheel manufacturing, particularly for refining the shape, drilling holes for lug nuts, and adding design elements. CNC machines use computer-controlled cutting tools to precisely machine the wheel, ensuring accuracy and consistency across large production runs.
CNC Lathes: CNC lathe machines are used to turn the wheel and remove excess material from the outer edges, ensuring that the wheel is perfectly round and smooth. This process is critical for achieving a balanced wheel that performs well at high speeds.
CNC Milling Machines: These machines are used to add intricate details, such as spoke designs, logos, and other aesthetic features. CNC milling also ensures that the wheel’s weight is optimized, improving its overall performance and handling characteristics.
Heat Treatment Furnaces: Heat treatment is a crucial step in the manufacturing process for alloy wheels. Heat treatment machines, such as furnaces or ovens, are used to heat the wheel to a specific temperature and then cool it rapidly. This process improves the wheel’s strength, hardness, and resistance to fatigue, making it more durable and capable of withstanding the stresses of driving.
T6 Heat Treatment Furnaces: Aluminum wheels often undergo T6 heat treatment, which involves heating the wheel to a high temperature and then rapidly cooling it. This process increases the wheel’s tensile strength and improves its resistance to cracking and deformation.
Finishing Machines: Finishing machines are used to apply protective coatings and finishes to the wheel, enhancing its appearance and protecting it from corrosion, wear, and environmental damage. These machines can apply various types of finishes, including powder coatings, clear coats, and anodized finishes.
Powder Coating Machines: Powder coating machines apply a dry powder finish to the wheel, which is then baked in an oven to create a durable, protective coating. Powder coating is highly resistant to chipping, scratching, and corrosion, making it a popular choice for both aesthetic and functional finishes.
Anodizing Equipment: Anodizing is a process used to enhance the corrosion resistance and durability of aluminum wheels. Anodizing machines apply an oxide layer to the surface of the wheel, improving its resistance to environmental factors like moisture and UV exposure.
Balancing and Testing Machines: After the wheel has been cast, forged, machined, and finished, it must undergo rigorous testing to ensure it meets safety and performance standards. Wheel balancing and testing machines are used to evaluate the wheel’s structural integrity, balance, and durability.
Wheel Balancing Machines: These machines spin the wheel to detect any weight imbalances that could cause vibration or uneven wear during use. Balancing ensures that the wheel rotates smoothly and evenly, which is essential for vehicle performance and safety.
Impact Testing Machines: Impact testing machines simulate real-world driving conditions, such as potholes or collisions, to ensure that the wheel can withstand extreme forces without cracking or deforming. This testing is critical for high-performance wheels used in racing, off-road driving, or other demanding applications.
Applications of Wheel Manufacturing Machines
Automotive Wheel Production: The automotive industry relies heavily on wheel manufacturing machines to produce wheels for cars, trucks, and motorcycles. Machines like casting machines, forging presses, and CNC lathes are used to create wheels that meet the specific performance and aesthetic requirements of different vehicles.
Alloy Wheels for Sports Cars: High-performance sports cars often require lightweight, strong wheels that can withstand the stresses of high-speed driving. Forged wheels, produced using advanced wheel manufacturing machines, offer the strength-to-weight ratio needed for these vehicles.
Aerospace Wheels: Wheel manufacturing machines are also used in the aerospace industry to produce wheels for aircraft landing gear. These wheels must be strong enough to handle the extreme forces encountered during takeoff and landing, while also being lightweight to improve fuel efficiency.
Forged Aluminum Aircraft Wheels: Forged aluminum wheels are commonly used in aircraft landing gear due to their combination of strength, durability, and light weight. Wheel manufacturing machines are used to produce these wheels with the precision required for aerospace applications.
Industrial and Heavy Machinery Wheels: Wheels for industrial and heavy machinery, such as forklifts, cranes, and construction equipment, are produced using wheel manufacturing machines. These wheels must be highly durable to withstand the tough conditions of industrial environments, including heavy loads, rough terrain, and constant use.
Steel Wheels for Heavy Machinery: Steel wheels, known for their strength and durability, are produced using specialized forging and machining equipment to ensure they can handle the intense stresses of industrial applications.
Advantages of Wheel Manufacturing Machines
High Precision and Consistency: Wheel manufacturing machines, especially CNC machining and forging equipment, provide high levels of precision and consistency. This ensures that every wheel produced meets exact specifications, which is critical for performance, safety, and longevity.
Efficiency and Speed: Modern wheel manufacturing machines are highly automated, allowing for the efficient production of large quantities of wheels. This reduces production time and costs, while maintaining consistent quality across all wheels.
Customization Capabilities: CNC machines and other advanced equipment allow manufacturers to customize wheel designs, creating intricate spoke patterns, logos, or unique finishes. This flexibility enables the production of both standard and custom wheels for different markets and applications.
Enhanced Durability and Performance: Forging, heat treatment, and finishing processes enhance the durability and performance of wheels, ensuring they can withstand the stresses of driving, environmental conditions, and impact. This results in longer-lasting, higher-performing wheels.
Cost-Effectiveness: Automated wheel manufacturing machines reduce the need for manual labor and improve material efficiency, resulting in lower production costs. This allows manufacturers to produce high-quality wheels at competitive prices.
Wheel manufacturing machines are integral to the production of high-quality, durable wheels for various industries. Whether for automotive, aerospace, or industrial applications, these machines ensure that wheels meet the highest standards of performance, safety, and durability.
Sheet Metal Hydroforming Machine
Hydroforming Process
A sheet metal hydroforming machine is a specialized piece of equipment used in the process of hydroforming, a metal forming technique that uses high-pressure hydraulic fluid to shape sheet metal into complex and intricate geometries. Hydroforming is widely used in industries like automotive, aerospace, and consumer products because it allows for the creation of lightweight, strong, and structurally sound components with minimal material waste. Sheet metal hydroforming is particularly effective for producing parts with deep, complex shapes, which would be difficult or impossible to achieve using traditional stamping or mechanical forming techniques.
Hydroforming machines apply pressure to a metal blank, which is placed over a die and forced into the desired shape by hydraulic fluid. This process allows manufacturers to create seamless, lightweight parts that are both strong and aesthetically pleasing. Sheet metal hydroforming machines are known for their ability to produce parts with high precision, consistent wall thickness, and excellent surface finish.
Key Components of a Sheet Metal Hydroforming Machine
Hydraulic Press: The hydraulic press is the core of the hydroforming machine, responsible for applying the necessary pressure to form the sheet metal into the desired shape. The press uses hydraulic fluid to generate immense force, which is evenly distributed across the surface of the metal blank. This ensures that the metal flows uniformly into the die, creating a part with consistent thickness and dimensions.
High Pressure for Precision Forming: Hydroforming machines typically operate at pressures ranging from 10,000 to 60,000 psi (pounds per square inch), depending on the material and the complexity of the part being formed. The high pressure allows the metal to conform precisely to the shape of the die, resulting in a finished part with tight tolerances and high structural integrity.
Forming Die: The forming die is a critical component in the hydroforming process. It provides the negative shape that the metal blank will be formed into. The die is usually made from high-strength steel or other durable materials that can withstand the high pressures involved in hydroforming. The die design is highly specialized, as it must account for factors such as material flow, thickness distribution, and the desired final shape of the part.
Die Design for Complex Shapes: One of the major advantages of hydroforming is its ability to create complex, multi-dimensional shapes in a single forming operation. The die is designed to form intricate curves, deep recesses, and sharp details, which would be difficult to achieve using traditional metal forming techniques.
Bladder System: In some hydroforming machines, a rubber or elastomer bladder is used to distribute the hydraulic pressure evenly across the surface of the metal blank. The bladder conforms to the shape of the die and the metal, ensuring that the pressure is applied uniformly. This helps prevent wrinkling, tearing, or uneven material distribution during the forming process.
Uniform Pressure Distribution: The bladder system plays a crucial role in maintaining consistent pressure across the entire surface of the metal blank, ensuring that the part is formed uniformly and without defects. This is particularly important when forming thin or lightweight materials that are prone to wrinkling or distortion.
Control System: Modern hydroforming machines are equipped with advanced control systems that allow operators to precisely control the pressure, timing, and other parameters of the forming process. These systems ensure that the hydroforming process is highly repeatable, allowing for consistent production of parts with minimal variation.
CNC and Automated Control: Many hydroforming machines are equipped with CNC (Computer Numerical Control) systems, which automate the forming process and allow for precise control over the pressure, timing, and position of the hydraulic press. This ensures that each part is formed exactly according to specifications, improving efficiency and reducing waste.
Applications of Sheet Metal Hydroforming Machines
Automotive Industry: The automotive industry is one of the largest users of sheet metal hydroforming technology. Hydroforming is used to produce a wide range of automotive components, including exhaust systems, chassis components, and body panels. The process allows manufacturers to create lightweight parts with high structural integrity, which improves vehicle performance, fuel efficiency, and safety.
Hydroformed Body Panels: Hydroforming is used to create large, complex body panels for cars, such as fenders, hoods, and doors. These panels are often formed in a single operation, reducing the number of welds and seams, which improves the overall strength and appearance of the vehicle.
Exhaust Systems: In automotive exhaust systems, hydroforming is used to produce complex tubing with smooth bends and uniform wall thickness. This improves the flow of exhaust gases and reduces back pressure, leading to better engine performance and lower emissions.
Aerospace Industry: Hydroforming is widely used in the aerospace industry to produce lightweight, high-strength components for aircraft and spacecraft. The ability to create complex shapes with consistent wall thickness and minimal material waste is crucial in aerospace manufacturing, where weight reduction and structural integrity are critical.
Hydroformed Structural Components: Aerospace manufacturers use hydroforming to produce structural components such as bulkheads, fuselage panels, and wing spars. These parts must be lightweight yet capable of withstanding extreme forces and environmental conditions, making hydroforming an ideal manufacturing process.
Consumer Products: Hydroforming is also used to produce high-end consumer products, such as kitchen appliances, lighting fixtures, and furniture. The process allows manufacturers to create aesthetically pleasing, seamless metal parts with intricate shapes and smooth surfaces, enhancing the appearance and durability of the final product.
Seamless Metal Furniture: In the production of modern metal furniture, hydroforming is used to create sleek, curved designs with seamless joints. This not only improves the aesthetics of the furniture but also enhances its structural strength and durability.
Medical Devices: In the medical industry, hydroforming is used to produce components for medical devices and surgical instruments. The process allows for the creation of lightweight, precise parts that meet the strict quality and safety standards required in medical applications.
Hydroformed Surgical Instruments: Hydroforming is used to create stainless steel and titanium surgical instruments with smooth surfaces and intricate shapes. The seamless construction of hydroformed instruments reduces the risk of contamination and makes them easier to clean and sterilize.
Advantages of Sheet Metal Hydroforming Machines
Complex Shapes with High Precision: One of the biggest advantages of hydroforming is its ability to create complex, three-dimensional shapes in a single forming operation. This reduces the need for additional manufacturing steps, such as welding or assembly, and allows for the production of parts with tight tolerances and high structural integrity.
Lightweight and Strong Parts: Hydroforming allows manufacturers to create parts with consistent wall thickness, even in areas with complex curves or deep recesses. This results in parts that are both lightweight and strong, making them ideal for applications where weight reduction and durability are critical, such as in the automotive and aerospace industries.
Reduced Material Waste: Unlike traditional stamping or mechanical forming processes, hydroforming uses high-pressure hydraulic fluid to shape the metal, which minimizes material waste. The metal is stretched uniformly into the desired shape, reducing the amount of scrap generated during the manufacturing process.
Improved Surface Finish: Hydroformed parts often have a smooth surface finish with minimal defects, such as wrinkles or tool marks. This reduces the need for additional finishing processes, such as polishing or sanding, and improves the overall appearance of the final product.
Cost-Effective for Low- to Medium-Volume Production: Hydroforming is particularly cost-effective for low- to medium-volume production runs, as it requires fewer dies and tooling changes compared to traditional metal forming processes. This makes it an attractive option for manufacturers who need to produce small batches of custom or highly specialized parts.
Challenges of Hydroforming
High Initial Setup Costs: The equipment and tooling required for hydroforming can be expensive, making it less cost-effective for very low-volume production runs. However, for medium- to high-volume production, the long-term savings in material costs and reduced manufacturing steps often outweigh the initial setup costs.
Material Limitations: While hydroforming is effective for a wide range of metals, such as aluminum, steel, and titanium, it may not be suitable for certain materials that are too brittle or have limited formability. Careful consideration of the material’s properties is required to ensure successful hydroforming.
Sheet metal hydroforming machines play a crucial role in modern manufacturing, offering the ability to produce complex, lightweight, and high-strength parts with minimal material waste. Whether used in the automotive, aerospace, or consumer goods industries, hydroforming provides manufacturers with a versatile and efficient method for creating high-quality metal components.
Flowforming Sheet Metal
Advantages and Limitations of CNC Metal Spinning
Flowforming sheet metal is a highly specialized manufacturing process used to produce cylindrical or conical parts with precise dimensions, thin walls, and complex geometries. Flowforming is a cold-forming process in which a pre-formed metal blank, typically in the shape of a tube or cup, is stretched and compressed against a rotating mandrel using a series of rollers. The process results in a part that is both lightweight and strong, with excellent dimensional accuracy and surface finish.
Flowforming is widely used in industries such as aerospace, automotive, military, and industrial manufacturing, where high-performance parts with thin walls and complex shapes are required. The process allows for significant material savings and improved mechanical properties compared to traditional manufacturing techniques, making it an ideal choice for producing high-precision components.
The Flowforming Process
Material Selection: The first step in flowforming is selecting the appropriate material for the part. Flowforming is typically used with metals that have good ductility and formability, such as aluminum, titanium, steel, and nickel-based alloys. The material must be able to withstand the forces applied during the forming process without cracking or losing its structural integrity.
Common Materials for Flowforming: Aluminum and titanium are commonly used in aerospace and automotive applications due to their high strength-to-weight ratios. Steel and nickel-based alloys are used for parts that require excellent wear resistance, such as military or industrial components.
Preforming the Blank: Before the flowforming process begins, the metal blank is pre-formed into a basic cylindrical or conical shape, known as a preform. The preform is typically created using processes such as deep drawing, spinning, or forging. This preform will then be stretched and shaped into the final part during the flowforming process.
Preform Shape and Size: The size and shape of the preform are critical to the success of the flowforming process. The preform must be designed to accommodate the stretching and thinning that will occur during forming, ensuring that the final part has the correct dimensions and wall thickness.
Mounting the Preform on the Mandrel: Once the preform is created, it is mounted onto a rotating mandrel, which acts as the forming tool. The mandrel is designed to match the inner shape of the final part, providing support and guiding the material as it is stretched and compressed by the flowforming rollers.
Mandrel Design for Precision: The mandrel is a critical component of the flowforming process, as it determines the final shape and dimensions of the part. The mandrel must be precisely machined to match the required tolerances, ensuring that the finished part meets the specified dimensions.
Roller Forming: During the flowforming process, a series of rollers apply pressure to the preform, gradually stretching and thinning the material as it rotates on the mandrel. The rollers move along the length of the preform, compressing the metal against the mandrel and reducing the wall thickness while increasing the length of the part.
Controlled Material Flow: Flowforming requires precise control over the material flow, ensuring that the metal is stretched uniformly along the length of the part. This control allows manufacturers to achieve extremely thin walls with high precision, even in parts with complex geometries.
Final Part Removal and Heat Treatment: After the flowforming process is complete, the finished part is removed from the mandrel. Depending on the material and the application, the part may undergo additional heat treatment to improve its mechanical properties, such as hardness, strength, and fatigue resistance.
Heat Treatment for Strength: Many flowformed parts, especially those made from steel or titanium, undergo heat treatment to increase their strength and durability. This ensures that the part can withstand the stresses and conditions it will encounter in its final application.
Applications of Flowforming Sheet Metal
Aerospace Industry: Flowforming is widely used in the aerospace industry to produce lightweight, high-strength components for aircraft and spacecraft. The process is particularly well-suited for creating thin-walled, cylindrical parts such as rocket motor casings, fuselage sections, and exhaust cones.
Rocket Motor Casings: Flowforming is used to produce rocket motor casings due to its ability to create thin, lightweight parts with excellent dimensional accuracy. The process ensures that the casings can withstand the extreme pressures and temperatures encountered during flight.
Automotive Industry: In the automotive industry, flowforming is used to create lightweight, high-performance components such as wheel rims, drive shafts, and suspension components. The process allows manufacturers to reduce the weight of these parts without compromising their strength or durability.
Lightweight Wheel Rims: Flowforming is used to create lightweight alloy wheels for high-performance vehicles. The process ensures that the wheels have the strength needed to handle the stresses of driving, while minimizing weight to improve fuel efficiency and handling.
Military Applications: Flowforming is used to produce a wide range of military components, including artillery shells, missile casings, and armor-piercing projectiles. The process allows for the creation of thin-walled, high-strength parts that can withstand the extreme forces encountered in military applications.
Artillery Shell Casings: Flowforming is used to produce artillery shell casings with thin walls and high strength. The process ensures that the shells can withstand the high pressures generated during firing while remaining lightweight for improved accuracy and range.
Industrial and Energy Sectors: Flowforming is also used in the production of components for industrial machinery, energy production, and oil and gas exploration. The process allows for the creation of durable, high-strength parts that can withstand harsh operating conditions.
Turbine Housings: In the energy sector, flowforming is used to produce turbine housings and other components for power generation. These parts must be able to withstand high temperatures and pressures, making flowforming an ideal manufacturing process.
Advantages of Flowforming Sheet Metal
High Strength-to-Weight Ratio: Flowforming allows manufacturers to produce parts with extremely thin walls while maintaining high strength and structural integrity. This results in lightweight components that are ideal for applications where weight reduction is critical, such as in aerospace and automotive manufacturing.
Material Efficiency: Flowforming uses a cold-forming process that minimizes material waste. The material is stretched and thinned, allowing manufacturers to produce parts with consistent wall thickness and minimal scrap. This improves cost efficiency and reduces the environmental impact of production.
Dimensional Accuracy: Flowforming provides excellent control over the final dimensions of the part, ensuring that each component meets precise tolerances. This is particularly important in industries such as aerospace and military manufacturing, where even small deviations in part dimensions can lead to performance issues.
Improved Mechanical Properties: The cold-forming process used in flowforming improves the mechanical properties of the metal, such as its hardness, tensile strength, and fatigue resistance. This makes flowformed parts more durable and capable of withstanding extreme conditions, such as high temperatures and pressures.
Versatility: Flowforming can be used with a wide range of metals, including aluminum, steel, titanium, and nickel-based alloys. This makes the process highly versatile, allowing manufacturers to produce components for a variety of industries and applications.
Challenges of Flowforming
Complex Tooling Requirements: Flowforming requires highly specialized tooling, including precision mandrels and rollers. The cost of designing and manufacturing these tools can be high, especially for custom parts with complex geometries.
Material Limitations: While flowforming is suitable for many ductile metals, it may not be effective for materials that are brittle or have limited formability. Manufacturers must carefully select materials that can withstand the stretching and compressing forces applied during the flowforming process.
Flowforming sheet metal is a highly efficient and versatile process used to produce lightweight, high-precision components with complex geometries. Whether in aerospace, automotive, or military applications, flowforming provides manufacturers with a cost-effective solution for creating parts that meet the highest standards of performance and durability.
Can End Curler Tooling
Can End Curling Machines
Can end curler tooling refers to the specialized tools and equipment used to create the curled edges of metal can ends, such as those found on beverage cans, food cans, and other types of containers. The curling process is crucial in the can manufacturing industry because it ensures a secure and smooth connection between the can body and the can lid. The curl provides both structural integrity and a safe, rounded edge, preventing sharp metal edges that could cause injury.
Can end curler tooling is typically part of a larger can-making process, where the can lid is formed, curled, and prepared for seaming (joining the can lid to the body). This equipment is designed to handle high-speed production, enabling manufacturers to produce millions of can ends efficiently while maintaining consistent quality and safety standards.
Key Components of Can End Curler Tooling
Curling Rollers: Curling rollers are a crucial component of can end curler tooling. These rollers are designed to apply pressure and form the edges of the can end into a smooth, rounded curl. As the can end passes through the machine, the rollers gradually bend the metal, forming a uniform curl around the entire circumference of the lid.
Precision in Curl Formation: Curling rollers must apply consistent pressure to ensure that the curl is formed evenly around the can end. Any variations in pressure can result in a weak or uneven curl, which may lead to sealing issues during the canning process.
Die and Punch System: The die and punch system is responsible for holding the can end in place and guiding it through the curling process. The die provides a form or template that the can end is shaped around, while the punch presses the can end into the die. This ensures that the curl is formed to precise specifications, with the correct dimensions and profile.
Die Design for Different Can Sizes: Can end curler tooling must be adaptable to accommodate different can sizes, from small beverage cans to larger food cans. The die and punch system is typically designed to be adjustable or interchangeable, allowing manufacturers to switch between different can sizes quickly and efficiently.
Lubrication System: To ensure smooth operation and prevent damage to the can end or the tooling, a lubrication system is often integrated into can end curler machines. This system applies a thin layer of lubricant to the can end as it passes through the rollers and die, reducing friction and wear on both the can and the tooling.
Lubricant for Consistent Curling: The type and amount of lubricant used in the curling process are carefully controlled to ensure that the can end is formed smoothly without defects. Too much or too little lubrication can lead to problems such as tearing, wrinkling, or uneven curling.
Control System: Modern can end curler tooling is often equipped with an advanced control system that monitors the speed, pressure, and alignment of the tooling. This ensures that each can end is curled to the correct specifications, even at high production speeds.
Automated Adjustment for High-Speed Production: Automated control systems allow for real-time adjustments during the production process, ensuring that the curling operation remains consistent and efficient. This is particularly important in large-scale canning operations, where thousands of can ends may be produced per minute.
The Curling Process in Can Manufacturing
Initial Cutting and Stamping: The can end starts as a flat metal blank, typically made from aluminum or tinplate. The first step in the process is cutting the metal into circular blanks and stamping them into the basic shape of the can end. This includes forming features like the panel (the flat center area of the lid) and the chuck wall (the area that will eventually be curled).
Curling the Edges: After the can end has been stamped, it is passed through the curler tooling, where the edges are gradually formed into a smooth, rounded curl. The curl provides a strong, secure edge that will later be used to join the lid to the can body during the seaming process.
Multi-Stage Curling Process: In some cases, the curling process may be completed in multiple stages. The can end may pass through several sets of rollers, with each set applying a different amount of pressure to gradually form the curl. This ensures that the metal is not overstressed or damaged during the curling process.
Inspection and Quality Control: Once the curling process is complete, the can ends are inspected to ensure that they meet the required specifications. This includes checking the dimensions of the curl, the smoothness of the edge, and the overall integrity of the can end. Any defects, such as uneven curls or sharp edges, are flagged for rejection.
Automated Inspection Systems: Many can manufacturing operations use automated inspection systems to check the quality of each can end as it comes off the production line. These systems use cameras and sensors to measure the curl and detect any defects, ensuring that only high-quality can ends proceed to the next stage of production.
Applications of Can End Curler Tooling
Beverage Industry: The beverage industry is the largest user of can end curler tooling, with billions of cans produced each year for products like soda, beer, energy drinks, and sparkling water. The curling process is critical for ensuring that beverage cans are sealed securely and can withstand the pressures of carbonation.
Curling for Beverage Cans: In beverage cans, the curled edge provides a secure connection between the can lid and body, which is critical for maintaining the internal pressure of carbonated drinks. The curl also creates a smooth edge for consumer safety when the can is opened.
Food Packaging: Can end curler tooling is also widely used in the food packaging industry, where it is used to produce can ends for products like soups, vegetables, fruits, and pet food. The curling process ensures that the can ends are strong enough to withstand the sealing process and maintain a tight, hermetic seal.
Sealing Food Cans: The curled edge of the can end is crucial for the seaming process, where the lid is joined to the body of the can. A strong, uniform curl ensures that the can remains sealed and protects the contents from contamination or spoilage.
Aerosol Cans: Can end curler tooling is also used in the production of aerosol cans, such as those used for deodorant, hairspray, and cleaning products. These cans require a strong, secure seal to contain pressurized gases, making the curling process an essential step in manufacturing.
Aerosol Can Ends: The curled edges of aerosol can ends are designed to withstand the internal pressure of the can while providing a smooth, safe edge for handling.
Specialty Cans: Can end curler tooling is also used to produce specialty cans for products like paints, solvents, and chemicals. These cans often require thicker metal and more robust curling processes to ensure that they can safely contain potentially hazardous materials.
Industrial Cans: In the production of industrial cans, the curling process must be precise to ensure that the can end is strong enough to handle heavy-duty sealing and storage conditions.
Advantages of Can End Curler Tooling
Increased Production Efficiency: Can end curler tooling is designed for high-speed production, allowing manufacturers to produce large quantities of can ends quickly and efficiently. This is especially important in industries like beverage and food packaging, where millions of cans are produced daily.
Consistent Quality: Can end curler tooling ensures that each can end is formed with consistent quality, providing uniform curls that are free from defects. This reduces the risk of leaks or contamination during the canning process, ensuring that the final product is safe for consumers.
Improved Safety: The curling process creates a smooth, rounded edge on the can end, reducing the risk of injury to consumers when opening or handling the can. This is particularly important in the beverage industry, where sharp edges could pose a safety hazard.
Enhanced Durability: The curled edge of the can end provides added strength and durability, allowing the can to withstand the pressures of sealing, transportation, and storage. This is especially important for cans that contain carbonated beverages or pressurized products like aerosols.
Adaptability to Different Can Sizes: Can end curler tooling is highly adaptable, allowing manufacturers to produce can ends for a wide range of container sizes and types. This flexibility makes it an essential tool in the production of cans for various industries, from food and beverages to industrial chemicals and household products.
Challenges in Can End Curling
Tool Wear and Maintenance: Can end curler tooling is subject to significant wear and tear due to the high-speed nature of the production process and the constant contact with metal. Regular maintenance and tool replacement are necessary to ensure that the tooling remains in good condition and continues to produce high-quality can ends.
Precision Requirements: The curling process requires a high degree of precision to ensure that the curl is formed correctly and uniformly around the entire circumference of the can end. Even small variations in the curling process can lead to defects, such as uneven curls or weak seams.
Can end curler tooling is a critical component in the can manufacturing process, providing the precision and consistency needed to produce high-quality, safe, and durable can ends for a wide range of products. Whether used in the beverage, food, or industrial packaging industries, this tooling ensures that cans are sealed securely and ready for consumer use.
Can End Curling Machines
Drum End Manufacturing
Can end curling machines are specialized machines designed to create the curled edges of metal can ends, which are used to seal cans in the beverage, food, and aerosol industries. The curling process is a critical step in the can manufacturing process, as it forms a smooth, rounded edge on the can lid, ensuring that the can end can be securely seamed to the can body. Curling machines are essential for producing safe, durable can ends that meet industry standards for quality, strength, and safety.
Curling machines are typically used in high-volume can manufacturing operations, where speed and precision are paramount. These machines are capable of producing thousands of can ends per hour, ensuring that manufacturers can meet the demands of large-scale production while maintaining consistent quality. The curling process helps prevent sharp edges on the can end and ensures that the lid can be securely joined to the can body during the seaming process.
Key Features of Can End Curling Machines
High-Speed Production: Can end curling machines are designed for high-speed production, with the ability to curl thousands of can ends per hour. This makes them essential for large-scale can manufacturing operations, such as those found in the beverage and food industries. The machines operate continuously, with can ends fed into the machine, curled, and then automatically ejected for further processing.
Efficiency in High-Volume Production: The high-speed capabilities of curling machines ensure that manufacturers can meet the demands of mass production while maintaining consistent quality and precision in each can end.
Multi-Stage Curling Process: Can end curling machines often use a multi-stage curling process to gradually form the curl on the can end. In the first stage, the edges of the can end are pre-curled, and in subsequent stages, the curl is completed, ensuring that the metal is formed smoothly and uniformly without wrinkling or cracking.
Step-by-Step Curl Formation: The multi-stage process allows the metal to be curled gradually, which reduces the risk of damaging the can end or causing defects. Each stage applies a different amount of pressure to the metal, ensuring a precise, smooth curl.
Automated Control System: Modern can end curling machines are equipped with automated control systems that monitor and adjust the curling process in real-time. These systems ensure that the pressure, speed, and alignment of the curling rollers are optimized for each can end, preventing defects and ensuring consistent quality.
CNC Control for Precision Curling: Many curling machines use CNC (Computer Numerical Control) systems to automate the curling process and ensure precise control over the machine’s movements. This allows for accurate, repeatable results across large production runs.
Adjustable Tooling for Different Can Sizes: Can end curling machines are designed to accommodate different can sizes, allowing manufacturers to switch between various can end diameters quickly and efficiently. The tooling on the machine can be adjusted or changed to curl can ends of different sizes, from small beverage cans to larger food cans.
Flexibility in Can Production: The ability to switch between different can sizes makes curling machines versatile, enabling manufacturers to produce a wide range of products without the need for multiple machines.
Integrated Lubrication System: Curling machines often feature an integrated lubrication system that applies a thin layer of lubricant to the can end as it passes through the curling rollers. This reduces friction and wear on both the can end and the machine, ensuring smooth operation and extending the life of the tooling.
Reducing Wear and Tear: Proper lubrication helps prevent damage to the curling rollers and other machine components, ensuring that the machine operates efficiently and with minimal downtime for maintenance.
The Curling Process in Can Manufacturing
Feeding the Can Ends: The can ends are fed into the curling machine either manually or through an automated system. The machine grabs each can end and positions it for the curling process. The can ends are usually cut and stamped from a flat sheet of metal, such as aluminum or steel, before being passed to the curling machine.
Automated Feeding Systems: In high-volume production, can end curling machines are typically integrated into a larger production line with automated feeding systems that continuously supply the machine with can ends. This ensures a smooth, uninterrupted production process.
Curling the Can End: Once the can end is positioned in the machine, it passes through a series of curling rollers that gradually form the edge into a smooth, rounded curl. The rollers apply pressure to the edges of the can end, bending the metal around a forming die to create the desired curl shape.
Controlled Curling for Uniform Results: The pressure applied by the rollers is carefully controlled to ensure that the curl is formed uniformly around the entire circumference of the can end. This is essential for ensuring that the can end can be securely seamed to the can body later in the production process.
Final Inspection and Ejection: After the curling process is complete, the can ends are inspected to ensure that they meet quality standards. Automated inspection systems are often used to check for defects such as uneven curls, cracks, or sharp edges. Once the can end passes inspection, it is ejected from the machine and moved to the next stage of production, such as sealing or seaming.
Quality Control Systems: Curling machines are often equipped with advanced inspection systems that use cameras and sensors to measure the dimensions and quality of each can end. Any defective can ends are automatically rejected, ensuring that only high-quality products proceed to the next stage of manufacturing.
Applications of Can End Curling Machines
Beverage Can Production: The beverage industry relies heavily on can end curling machines to produce high-quality can ends for soda, beer, and other drinks. The curling process is critical for creating the smooth, rounded edges that are essential for consumer safety and for sealing the can during the packaging process.
Curling for Carbonated Beverage Cans: For carbonated beverages, the curled edge of the can end provides a secure seal that can withstand the internal pressure of carbonation. This ensures that the beverage remains fresh and properly sealed until it is opened by the consumer.
Food Can Manufacturing: Can end curling machines are also widely used in the food packaging industry to produce can ends for products like soups, vegetables, sauces, and pet food. The curling process ensures that the can ends are strong and durable, allowing them to be securely seamed to the can body and maintain a hermetic seal.
Sealing Food Products: The curled edges of food can ends are essential for the seaming process, which creates a tight, airtight seal that preserves the freshness of the food and prevents contamination.
Aerosol Can Production: Aerosol cans, such as those used for deodorant, hairspray, and household cleaners, require strong, secure can ends that can withstand the internal pressure of the product. Curling machines are used to produce can ends with the strength and durability needed for aerosol cans.
Pressure-Resistant Can Ends: The curling process ensures that aerosol can ends are strong enough to handle the internal pressure of the product while providing a smooth edge for consumer safety.
Paint and Chemical Cans: Curling machines are also used to produce can ends for paint, solvent, and chemical cans. These cans require strong, secure seals to prevent leaks and ensure the safe storage and transportation of potentially hazardous materials.
Durability for Industrial Cans: In the production of industrial cans, the curling process ensures that the can end is strong enough to withstand heavy-duty use and storage conditions.
Advantages of Can End Curling Machines
High Production Speed: Can end curling machines are designed for high-speed production, allowing manufacturers to produce large quantities of can ends efficiently. This is essential for industries like beverage and food packaging, where millions of cans are produced daily.
Consistent Quality: Curling machines ensure that each can end is curled with consistent quality, reducing the risk of defects such as sharp edges, cracks, or uneven curls. This is critical for maintaining the safety and integrity of the final product.
Flexibility for Different Can Sizes: Can end curling machines are highly adaptable, allowing manufacturers to produce can ends for a wide range of container sizes. This flexibility is essential for manufacturers that produce cans for different industries and products.
Safety and Consumer Protection: The curling process ensures that the edges of the can end are smooth and safe to handle, reducing the risk of injury to consumers when opening or handling the can. This is particularly important in the beverage industry, where cans are often opened by hand.
Reduced Material Waste: Curling machines are designed to minimize material waste by precisely forming the curl without over-stressing or damaging the metal. This results in more efficient use of materials and reduces the overall cost of production.
Challenges of Can End Curling Machines
Tooling Wear and Maintenance: The high-speed nature of can end curling machines can lead to wear and tear on the tooling, requiring regular maintenance and replacement to ensure consistent quality. Proper maintenance is essential to prevent downtime and ensure the machine operates efficiently.
High Initial Investment: Can end curling machines represent a significant capital investment, particularly for smaller manufacturers. However, the long-term benefits in terms of production efficiency, quality, and safety often justify the initial cost.
Can end curling machines are an essential part of the can manufacturing process, providing the precision and efficiency needed to produce high-quality can ends for a wide range of industries. Whether used for beverage cans, food packaging, or aerosol products, these machines ensure that can ends are safe, durable, and ready for sealing and shipping.
Hydraulic Press Forming Machine
Manufacturing Process of Hydraulic Presses
A hydraulic press forming machine is a powerful machine used in metal forming processes to shape and mold materials using high-pressure hydraulic fluid. Hydraulic press forming is one of the most versatile metalworking processes, used to produce a wide range of parts and components in industries such as automotive, aerospace, construction, and manufacturing. Hydraulic presses are known for their ability to apply consistent, controlled force, making them ideal for forming materials that require high precision and uniform pressure distribution.
Hydraulic press forming machines use hydraulic cylinders to generate the pressing force, which is transmitted to the material through a die or punch. These machines are highly flexible, allowing manufacturers to perform various forming processes such as stamping, bending, drawing, and punching. Hydraulic presses can handle different types of materials, including metals, plastics, rubber, and composites, and are capable of forming parts with complex geometries and tight tolerances.
Key Components of a Hydraulic Press Forming Machine
Hydraulic Cylinder: The hydraulic cylinder is the core component of the press, responsible for generating the force required to form the material. Hydraulic fluid is pumped into the cylinder, pushing the piston downward and applying pressure to the material. The amount of force applied depends on the size of the cylinder, the pressure of the hydraulic fluid, and the material being formed.
High Pressure for Heavy-Duty Forming: Hydraulic press forming machines can generate pressures ranging from a few tons to several thousand tons, depending on the machine’s capacity. This makes them suitable for a wide range of forming operations, from small precision parts to large structural components.
Press Frame: The press frame is the structural support that holds the hydraulic cylinder and other components in place. It must be strong enough to withstand the immense forces generated during the forming process. Press frames come in various designs, including C-frame, H-frame, and four-post configurations, each offering different advantages in terms of space, stability, and accessibility.
C-Frame Presses: C-frame presses are open on three sides, allowing easy access to the work area and facilitating manual loading and unloading of parts. This makes them ideal for small to medium-sized parts that require frequent tool changes or adjustments.
Four-Post Presses: Four-post presses provide excellent stability and are used for forming larger, heavier parts. The four-post design distributes the force evenly across the press, reducing the risk of deflection and ensuring precise, repeatable results.
Die and Punch System: The die and punch system is responsible for shaping the material during the forming process. The die is a negative mold that holds the material in place, while the punch applies pressure to the material, forcing it into the shape of the die. Hydraulic presses can accommodate a wide variety of dies, allowing for different types of forming operations.
Interchangeable Dies for Flexibility: Hydraulic press forming machines are often equipped with interchangeable dies, allowing manufacturers to switch between different forming operations quickly and efficiently. This flexibility is essential for producing parts with varying shapes, sizes, and materials.
Hydraulic Pump and Control System: The hydraulic pump is responsible for generating the pressure needed to operate the press. Modern hydraulic presses are equipped with advanced control systems that allow operators to precisely adjust the pressure, speed, and stroke length of the press. These systems ensure that the forming process is highly repeatable and that each part meets the required specifications.
Automated Control for Precision: Many hydraulic press forming machines use CNC (Computer Numerical Control) or PLC (Programmable Logic Controller) systems to automate the press operation. This ensures that each part is formed with consistent quality and reduces the risk of errors or defects during production.
Common Hydraulic Press Forming Processes
Stamping: Stamping is one of the most common processes performed using hydraulic press forming machines. In stamping, a sheet of metal is placed between a die and a punch, and the press applies pressure to create a specific shape. Stamping is widely used in industries such as automotive, aerospace, and appliance manufacturing to produce parts like brackets, panels, and enclosures.
Deep Drawing for Complex Shapes: Deep drawing is a type of stamping used to create parts with deep, hollow shapes, such as automotive body panels, fuel tanks, and cookware. The hydraulic press applies gradual, controlled pressure, allowing the material to be drawn into the die without tearing or wrinkling.
Bending: Bending is another common process performed on hydraulic presses. The press applies pressure to a metal sheet or tube, forcing it to bend at a precise angle. Bending is used to create parts like brackets, frames, and structural components. Hydraulic presses are ideal for bending operations because they provide smooth, consistent force, ensuring that the material bends uniformly.
V-Bending and U-Bending: Hydraulic presses can perform various types of bending, including V-bending, where the material is bent into a V-shape, and U-bending, where the material is bent into a U-shape. These bending operations are essential for creating structural components and frames used in industries like construction and manufacturing.
Punching and Piercing: Punching involves using a punch and die to cut holes or shapes in a sheet of metal. Hydraulic press forming machines are commonly used for punching operations, as they can apply the necessary force to cut through thick or hard materials. Punching is used to create holes for fasteners, ventilation, or other functional features in metal parts.
Precision Punching for High Tolerances: Hydraulic presses provide the precise control needed for punching operations that require tight tolerances, such as creating bolt holes, slots, or cutouts in metal parts.
Embossing: Embossing is a forming process that creates raised or recessed designs on the surface of a material. Hydraulic presses are used for embossing operations in industries like automotive, aerospace, and consumer goods manufacturing. Embossed designs can add strength, rigidity, or aesthetic appeal to metal parts.
Textured Metal Panels: In the automotive industry, embossing is used to create textured metal panels for car interiors, trim pieces, and other components. The hydraulic press ensures that the embossed patterns are consistent and uniform across all parts.
Applications of Hydraulic Press Forming Machines
Automotive Manufacturing: Hydraulic press forming machines are widely used in the automotive industry to produce a variety of components, including body panels, chassis parts, brackets, and structural reinforcements. The high precision and force of hydraulic presses make them ideal for forming parts that require complex shapes and tight tolerances.
Body Panels and Frames: Hydraulic presses are used to form large automotive body panels, such as doors, hoods, and fenders. The deep drawing capabilities of hydraulic presses ensure that these parts are formed with smooth, uniform surfaces and without defects.
Aerospace Industry: The aerospace industry uses hydraulic press forming machines to produce lightweight, high-strength components for aircraft and spacecraft. Hydraulic presses are used for forming parts like fuselage panels, wing spars, and structural supports, where precision and strength are critical.
Precision Forming for Aerospace Parts: The ability to apply consistent force and control the forming process makes hydraulic presses ideal for producing parts with tight tolerances and complex geometries, which are essential for aerospace applications.
Construction and Heavy Machinery: Hydraulic press forming machines are used to produce structural components for construction equipment, heavy machinery, and industrial applications. These presses can handle thick, heavy materials like steel and iron, forming them into parts that are strong, durable, and capable of withstanding heavy loads.
Steel Frames and Beams: Hydraulic presses are used to form steel beams, frames, and other structural components used in construction and heavy machinery. The high pressing force of hydraulic machines ensures that these parts are formed with the strength and durability required for demanding applications.
Consumer Goods and Appliances: In the consumer goods industry, hydraulic press forming machines are used to produce a wide range of metal products, including kitchen appliances, cookware, electronics enclosures, and furniture components. The forming process allows manufacturers to create lightweight, aesthetically pleasing products with complex shapes and smooth surfaces.
Stamped and Embossed Metal Panels: Hydraulic presses are used to create stamped and embossed metal panels for products like refrigerators, ovens, and washing machines. These panels provide both structural strength and a high-quality finish.
Advantages of Hydraulic Press Forming Machines
High Precision and Control: Hydraulic press forming machines offer precise control over the pressure, speed, and stroke length, allowing manufacturers to produce parts with tight tolerances and consistent quality. This makes hydraulic presses ideal for applications where precision is critical, such as automotive and aerospace manufacturing.
Versatility: Hydraulic presses are versatile machines that can perform a wide range of metal forming processes, including stamping, bending, punching, deep drawing, and embossing. This flexibility makes them suitable for a variety of industries and applications, from small precision parts to large structural components.
Smooth, Consistent Force: Unlike mechanical presses, which deliver force in a rapid, single stroke, hydraulic presses apply smooth, continuous pressure, allowing for more controlled and uniform forming. This reduces the risk of defects like wrinkling, tearing, or uneven material distribution.
Adaptability to Different Materials: Hydraulic press forming machines can handle a wide variety of materials, including metals, plastics, rubber, and composites. This adaptability allows manufacturers to produce parts with different materials and properties, making hydraulic presses a valuable tool for diverse manufacturing operations.
Cost-Effectiveness for Small- and Medium-Batch Production: Hydraulic presses are particularly cost-effective for small- to medium-batch production runs, as they require less tooling and setup compared to mechanical presses. This makes them ideal for manufacturers that need to produce custom or specialized parts in smaller quantities.
Challenges of Hydraulic Press Forming Machines
Slower Cycle Times: Hydraulic presses typically have slower cycle times compared to mechanical presses, as the hydraulic system must build pressure before each stroke. This can be a disadvantage in high-volume production environments where speed is a priority.
Higher Energy Consumption: Hydraulic press forming machines tend to consume more energy than mechanical presses, especially for large, high-tonnage applications. However, advancements in hydraulic technology have led to more energy-efficient designs in modern presses.
Hydraulic press forming machines are essential tools in modern manufacturing, providing the precision, force, and versatility needed to produce high-quality metal parts for a wide range of industries. Whether used in automotive, aerospace, construction, or consumer goods production, these machines ensure that parts are formed with consistent quality, strength, and durability.
Metal Buffing and Polishing Machines
Metal Surface Finishing Machine
Metal buffing and polishing machines are specialized tools used to smooth, shine, and enhance the surface finish of metal components. These machines are essential in various industries, such as automotive, aerospace, jewelry making, and manufacturing, where high-quality surface finishes are required for both aesthetic and functional purposes. Buffing and polishing improve the appearance of metal parts and enhance their corrosion resistance, durability, and smoothness, making them easier to clean and maintain.
Buffing and polishing machines use abrasive materials, such as polishing compounds and cloth or felt wheels, to remove fine scratches, oxidation, and other surface imperfections. The process can be automated or performed manually, depending on the size and complexity of the part being polished. These machines are widely used to finish products made from materials like stainless steel, aluminum, brass, copper, and other metals.
Key Components of Metal Buffing and Polishing Machines
Buffing and Polishing Wheels: Buffing and polishing machines use rotating wheels made from soft materials like cloth, felt, or foam to apply polishing compounds to the metal surface. The wheels are designed to rotate at high speeds, allowing the polishing compound to remove fine scratches and imperfections while creating a smooth, shiny finish.
Cloth and Felt Wheels: Cloth and felt wheels are the most common types of buffing wheels, and they come in various levels of hardness and coarseness. Soft cloth wheels are used for fine polishing, while harder felt wheels are used for more aggressive buffing operations.
Polishing Compounds: Polishing compounds are abrasive materials applied to the buffing wheel to aid in the polishing process. These compounds come in various grades, from coarse to fine, depending on the level of finish required. Common polishing compounds include rouge (a fine red abrasive used for high-gloss finishes) and tripoli (a coarser abrasive used for initial polishing).
Compounds for Different Metals: Different metals require different polishing compounds to achieve the desired finish. For example, stainless steel may require a more aggressive compound to remove oxidation and surface imperfections, while softer metals like brass or aluminum may need a finer compound for a mirror-like finish.
Motor and Speed Controls: Buffing and polishing machines are equipped with motors that drive the rotating buffing wheels. These motors are typically adjustable, allowing the operator to control the speed of the wheels depending on the material and the desired finish. Slower speeds are used for fine polishing, while higher speeds are used for more aggressive buffing operations.
Variable Speed Control for Precision: Many buffing and polishing machines feature variable speed controls, allowing operators to adjust the rotation speed of the wheels for different stages of the polishing process. This ensures that the polishing is done consistently without damaging the metal surface.
Workpiece Holders and Clamps: Larger buffing and polishing machines often include workpiece holders or clamps that secure the metal part in place during the polishing process. This ensures that the part remains steady and allows the operator to focus on achieving an even, consistent finish across the entire surface.
Secure Workholding for Consistent Results: Workholding devices are particularly important when polishing large or heavy metal parts, as they help prevent movement or vibration during the process, resulting in a smoother finish.
Dust Collection System: Buffing and polishing can generate significant amounts of dust and debris from the polishing compounds and metal being processed. Many machines are equipped with dust collection systems to capture this dust and keep the work area clean and safe for operators.
Dust Control for Clean Operation: A dust collection system helps maintain a clean workspace and reduces the risk of airborne particles affecting the quality of the finish. It also improves operator safety by reducing exposure to harmful dust and fumes.
Buffing and Polishing Process
Surface Preparation: Before buffing or polishing, the metal surface must be properly prepared. This may involve grinding, sanding, or filing to remove any deep scratches, weld marks, or surface imperfections. Surface preparation ensures that the metal is smooth and ready for the polishing process, allowing for a more even finish.
Sanding for Smoother Surface: Sanding is often used to smooth out rough spots or deep scratches before polishing. Starting with a coarse grit and gradually moving to finer grits ensures that the metal is ready for the buffing and polishing stages.
Initial Buffing: The first step in the polishing process is usually a more aggressive buffing operation, where a coarse polishing compound is applied to the buffing wheel. This step removes any remaining surface imperfections, such as oxidation or light scratches, and begins the process of smoothing the metal surface.
Cut Buffing for Material Removal: Cut buffing involves using a coarse polishing compound and a firm buffing wheel to remove material and smooth the surface. This step is often used for stainless steel and other metals that require a high level of surface refinement.
Polishing and Finishing: After the initial buffing, a finer polishing compound is applied to the wheel, and the metal is polished to achieve a high-gloss or mirror-like finish. This step involves using a softer buffing wheel and finer abrasive compounds to remove any remaining scratches and create a smooth, reflective surface.
Final Polishing for High Shine: Final polishing involves using the finest polishing compounds, such as rouge, to create a high-shine finish. This step is particularly important for decorative metalwork, jewelry, and consumer products where aesthetics are critical.
Inspection and Cleaning: Once the polishing process is complete, the metal part is inspected for defects, such as scratches, streaks, or uneven surfaces. Any imperfections are corrected, and the part is cleaned to remove any polishing compound residue. The finished part is then ready for packaging or further processing.
Final Cleaning for a Flawless Finish: After polishing, the metal part is typically cleaned with solvents or cleaners to remove any residue from the polishing compounds. This ensures that the part is free from contaminants and ready for use.
Applications of Metal Buffing and Polishing Machines
Automotive Industry: Buffing and polishing machines are widely used in the automotive industry to finish metal parts such as body panels, trim, and wheels. The machines are used to create smooth, high-gloss finishes on parts that require both aesthetic appeal and functional durability.
Polishing Car Wheels and Trim: Buffing and polishing machines are used to achieve a shiny, reflective finish on alloy wheels, chrome trim, and other metal parts. This enhances the visual appeal of the vehicle while providing a protective layer against corrosion.
Jewelry Making: In the jewelry industry, buffing and polishing machines are essential for creating high-quality, polished surfaces on precious metals like gold, silver, and platinum. Jewelry polishing requires precision and care to ensure that each piece has a flawless, mirror-like finish.
Mirror-Finish for Precious Metals: Polishing machines are used to create a bright, reflective finish on jewelry, enhancing the appearance and value of the final product. This is especially important for rings, necklaces, and bracelets that must be visually appealing.
Aerospace and Defense: The aerospace and defense industries use buffing and polishing machines to finish metal components that require smooth surfaces and precise dimensions. Polishing improves the aerodynamic performance of parts such as turbine blades, fuselage panels, and structural components.
Polishing for Aerospace Components: Metal components in aircraft must have smooth, polished surfaces to reduce drag and improve performance. Buffing and polishing machines ensure that these components meet the high standards of quality and precision required in the aerospace industry.
Consumer Goods and Electronics: Buffing and polishing machines are used to finish metal parts in consumer goods such as kitchen appliances, electronics enclosures, and decorative metal items. The machines ensure that these products have a high-quality, polished finish that enhances both their appearance and functionality.
Finishing Stainless Steel Appliances: Polishing machines are used to create smooth, shiny surfaces on stainless steel kitchen appliances, such as refrigerators, ovens, and dishwashers. This improves the aesthetic appeal of the products while making them easier to clean and maintain.
Advantages of Metal Buffing and Polishing Machines
High-Quality Surface Finish: Buffing and polishing machines are capable of producing smooth, high-gloss finishes that enhance the appearance and durability of metal parts. This is particularly important for parts that require a high level of aesthetic appeal, such as jewelry or automotive trim.
Improved Corrosion Resistance: Polishing metal surfaces reduces the number of surface imperfections, which can act as points for corrosion to start. By smoothing the surface, polishing improves the metal’s resistance to rust, oxidation, and other forms of corrosion, extending the life of the part.
Enhanced Durability: The buffing and polishing process strengthens the metal surface by removing imperfections and reducing the likelihood of cracks or weak spots. This improves the overall durability of the part, making it more resistant to wear and tear in demanding environments.
Precision and Consistency: Modern buffing and polishing machines provide precise control over the speed and pressure applied to the metal surface, ensuring consistent, repeatable results across large production runs. This is essential for industries that require high-quality, uniform finishes on all parts.
Versatility for Different Metals: Buffing and polishing machines can be used with a wide range of metals, including stainless steel, aluminum, brass, copper, and precious metals like gold and silver. This versatility makes them suitable for a variety of industries and applications.
Challenges of Buffing and Polishing Machines
Tool Wear and Maintenance: Buffing wheels and polishing compounds wear down over time, requiring regular maintenance and replacement to ensure consistent quality. Operators must regularly check and replace worn-out tools to prevent defects or inconsistent finishes.
Operator Skill: Achieving a high-quality polish requires skilled operators who understand the nuances of different materials and polishing techniques. Improper use of the machine or polishing compounds can result in scratches, uneven finishes, or damage to the part.
Metal buffing and polishing machines are essential tools in industries that require high-quality, smooth finishes on metal parts. Whether used in automotive, aerospace, jewelry making, or consumer goods manufacturing, these machines ensure that metal components are polished to perfection, enhancing both their appearance and performance.
Burr Removal Methods
Burr removal methods are essential processes used to eliminate burrs—small, rough edges or protrusions left on metal parts after machining, cutting, drilling, or welding. Burrs can compromise the quality, appearance, and functionality of a part, and in some cases, they can pose safety risks. Effective burr removal ensures that metal parts have smooth edges and surfaces, improving their performance, durability, and aesthetic appeal.
There are various methods for burr removal, depending on the material, size, and complexity of the part. Burr removal can be done manually, mechanically, or through advanced techniques like thermal deburring and chemical deburring. Each method has its advantages and is chosen based on factors such as production volume, part complexity, and the desired finish.
Key Burr Removal Methods
Manual Deburring: Manual deburring is one of the simplest and most common methods used to remove burrs from metal parts. It involves using hand tools, such as files, scrapers, or rotary tools, to smooth rough edges and remove burrs. Manual deburring is suitable for small-scale production, custom parts, or parts with intricate details that require precise deburring.
Hand Files and Scrapers: Hand files and scrapers are used to remove burrs by rubbing them against the rough edges of the part. This method is highly effective for small burrs or for parts with hard-to-reach areas where other methods might not be suitable.
Rotary Tools: Rotary tools, such as Dremel tools or pneumatic grinders, are often used for more efficient manual deburring. These tools use abrasive bits or discs to remove burrs quickly and precisely.
Advantages: Manual deburring allows for a high degree of control, making it ideal for delicate or intricate parts that require careful finishing. It is also cost-effective for small-batch or custom work.
Disadvantages: Manual deburring can be time-consuming and labor-intensive, making it less suitable for large-scale production. It also requires skilled operators to achieve consistent results.
Mechanical Deburring (Tumbling and Vibratory Deburring): Mechanical deburring is a more automated process that uses machines to remove burrs from multiple parts simultaneously. Tumbling and vibratory deburring are common methods, in which parts are placed in a chamber with abrasive media and agitated to remove burrs and smooth surfaces.
Tumbling: Tumbling machines use a rotating barrel filled with abrasive media and the parts to be deburred. As the barrel rotates, the abrasive media rubs against the parts, smoothing rough edges and removing burrs.
Vibratory Deburring: In vibratory deburring, the parts and abrasive media are placed in a vibrating bowl. The vibrations cause the media to continuously move against the parts, gradually removing burrs and polishing the surface.
Advantages: Mechanical deburring is highly efficient for processing large quantities of parts at once. It is ideal for bulk production and parts with simple geometries.
Disadvantages: Mechanical deburring may not be suitable for parts with delicate or intricate features, as the abrasive action can wear away fine details. It is also less precise than manual deburring, making it less suitable for parts with tight tolerances.
Thermal Deburring (Explosive Deburring): Thermal deburring is an advanced method that uses controlled explosions to remove burrs from metal parts. In this process, parts are placed in a sealed chamber filled with a combustible gas mixture. The gas is ignited, creating a high-temperature flame that burns away burrs without affecting the main part.
How It Works: The high-temperature explosion targets the thin, unwanted material of the burrs, vaporizing them instantly. The controlled nature of the process ensures that only the burrs are removed, while the rest of the part remains unaffected.
Advantages: Thermal deburring is highly effective for removing burrs from complex, internal surfaces or areas that are difficult to reach using traditional methods. It is also fast and efficient, making it ideal for large-scale production.
Disadvantages: Thermal deburring can be expensive due to the specialized equipment and safety precautions required. It is also not suitable for parts that cannot withstand high temperatures, such as those made from heat-sensitive materials.
Electrochemical Deburring (ECD): Electrochemical deburring (ECD) is a precise method that uses an electrochemical process to dissolve burrs from metal parts. In this process, the part is submerged in an electrolyte solution, and an electrical current is applied to selectively remove the burrs while leaving the rest of the part intact.
How It Works: The electrical current causes the burr material to dissolve into the electrolyte, allowing for controlled and localized burr removal. The process is highly precise and can be used to deburr complex shapes and internal passages.
Advantages: ECD is ideal for parts that require precise deburring, such as those with tight tolerances or intricate geometries. It is also effective for removing burrs from hard-to-reach areas and internal passages.
Disadvantages: Electrochemical deburring requires specialized equipment and is more costly than manual or mechanical methods. It is also limited to conductive materials, such as metals, and cannot be used on non-metallic parts.
Cryogenic Deburring: Cryogenic deburring is a method that uses extremely low temperatures to remove burrs from plastic, rubber, and metal parts. In this process, the parts are cooled to cryogenic temperatures using liquid nitrogen, making the burrs brittle. The parts are then subjected to a mechanical process, such as tumbling, which causes the brittle burrs to break off cleanly.
How It Works: The parts are cooled to temperatures as low as -196°C (-320°F), which causes the burrs to become brittle and fragile. As the parts are agitated in a chamber, the burrs easily break away without damaging the main part.
Advantages: Cryogenic deburring is highly effective for removing burrs from parts made of soft materials, such as plastics and rubbers. It is also a clean process that does not require abrasive media or chemicals.
Disadvantages: Cryogenic deburring requires specialized equipment and is typically more expensive than traditional deburring methods. It is also less effective for parts made from very hard metals, where other deburring methods may be more suitable.
Laser Deburring: Laser deburring is a high-precision method that uses a focused laser beam to remove burrs from metal parts. The laser vaporizes the burrs without physically touching the part, making it a non-contact process. Laser deburring is ideal for delicate parts that require precise finishing or parts made from hard materials.
How It Works: The laser beam is directed at the burrs, where it melts or vaporizes the excess material, leaving a smooth, clean edge. The process can be controlled with high precision, ensuring that only the burrs are removed.
Advantages: Laser deburring is highly precise and can be used on parts with complex geometries or fine details. It is a non-contact process, meaning there is no risk of damaging the part’s surface during deburring.
Disadvantages: Laser deburring requires expensive equipment and may not be cost-effective for low-volume production. It is also not suitable for parts made from heat-sensitive materials, as the laser can cause localized heating.
Applications of Burr Removal
Automotive Industry: Burr removal is essential in the automotive industry to ensure that parts such as engine components, transmission parts, and brake systems function correctly. Burrs on automotive parts can lead to poor fit, premature wear, and even mechanical failure, making deburring a critical step in the manufacturing process.
Deburring Engine Components: Precision deburring ensures that engine components fit together correctly, preventing issues like leaks, friction, and premature wear. It also improves the overall performance and longevity of the vehicle.
Aerospace and Defense: In the aerospace and defense industries, burr removal is crucial for parts that require high precision and reliability, such as turbine blades, structural components, and military hardware. Burrs can compromise the performance and safety of these parts, making precise deburring essential.
Turbine Blade Deburring: Burrs on turbine blades can disrupt airflow, reduce efficiency, and lead to performance issues. Deburring ensures that the blades are smooth and free from defects, improving their performance and reliability.
Medical Devices: Burr removal is critical in the production of medical devices and surgical instruments, where precision and cleanliness are paramount. Burrs on medical components can cause discomfort, infection, or malfunction, making deburring an essential step in the manufacturing process.
Deburring Surgical Instruments: Precision deburring ensures that surgical instruments are smooth and safe to use, reducing the risk of tissue damage or contamination during medical procedures.
Machinery and Equipment: Burrs on machinery and equipment components can cause misalignment, poor performance, and increased wear. Deburring ensures that parts fit together correctly and function smoothly, improving the overall performance and lifespan of the equipment.
Deburring Gears and Bearings: Burr removal from gears, bearings, and other moving parts ensures smooth operation and reduces friction, preventing premature wear and mechanical failure.
Advantages of Effective Burr Removal
Improved Performance and Fit: Burr removal ensures that parts fit together correctly and operate smoothly, improving the overall performance of the assembly. This is particularly important for precision components, such as gears, bearings, and engine parts, where even small burrs can cause misalignment or increased friction.
Enhanced Durability and Longevity: Removing burrs prevents premature wear and tear on parts, increasing their durability and lifespan. Burrs can act as stress concentrators, leading to cracks or fractures over time. Deburring eliminates these weak points, improving the long-term reliability of the part.
Improved Aesthetics and Surface Finish: Burrs can detract from the appearance of a part, especially in consumer products or decorative applications. Deburring improves the surface finish, giving the part a clean, smooth appearance that enhances its visual appeal.
Increased Safety: Burrs can pose a safety hazard, especially in products that are handled by consumers or used in medical applications. Sharp edges can cause cuts or injuries, making burr removal essential for ensuring the safety of the final product.
Reduced Risk of Contamination: In industries such as medical devices and food processing, burrs can create crevices where contaminants can accumulate. Deburring eliminates these crevices, reducing the risk of contamination and improving the cleanliness and hygiene of the part.
Challenges in Burr Removal
Time-Consuming Process: Depending on the method used, burr removal can be time-consuming, especially for parts with complex geometries or fine details. Manual deburring, in particular, requires skilled operators and can slow down production.
Cost Considerations: Advanced deburring methods, such as thermal deburring or laser deburring, require specialized equipment and can be costly to implement. Manufacturers must weigh the cost of deburring against the potential benefits in terms of improved part quality and performance.
Burr removal is a critical step in the manufacturing process, ensuring that metal parts are smooth, safe, and ready for use in a wide range of applications. Whether done manually, mechanically, or through advanced methods like thermal or laser deburring, the goal is to produce high-quality parts that meet the exacting standards of industries such as automotive, aerospace, medical, and consumer goods.
Aluminum Polishing Machine
Working Principle of Hydroforming Press
An aluminum polishing machine is a specialized piece of equipment designed to polish and finish aluminum surfaces, giving them a smooth, shiny, and reflective appearance. Aluminum is widely used in various industries, including automotive, aerospace, electronics, and construction, due to its lightweight properties, corrosion resistance, and strength. However, aluminum surfaces often need to be polished to remove imperfections such as scratches, oxidation, and dullness. Polishing not only enhances the aesthetic appeal of aluminum parts but also improves their corrosion resistance and overall performance.
Aluminum polishing machines come in different types, including manual, semi-automatic, and fully automated models. They use abrasive materials, such as polishing compounds and rotating wheels, to smooth and shine aluminum surfaces. These machines can handle a variety of aluminum parts, from small components like aluminum fittings to large sheets and automotive parts.
Key Components of an Aluminum Polishing Machine
Polishing Wheel or Belt: The polishing wheel or belt is the primary tool used to smooth and shine the aluminum surface. Polishing wheels are made from materials like cloth, felt, or foam, while polishing belts are typically coated with abrasive particles. The wheel or belt rotates at high speeds, applying pressure to the aluminum surface and gradually smoothing out imperfections.
Cloth and Felt Wheels for Finishing: Cloth and felt wheels are commonly used in aluminum polishing machines for fine polishing and achieving a high-gloss finish. These wheels work with polishing compounds to buff the surface, removing minor scratches and oxidation.
Abrasive Polishing Compounds: Polishing compounds are applied to the wheel or belt to enhance the polishing process. These compounds contain fine abrasive particles that help remove surface imperfections and create a smooth, reflective finish. Different polishing compounds are used depending on the level of finish required, ranging from coarse abrasives for initial polishing to fine compounds for final finishing.
Coarse and Fine Polishing Compounds: Coarse compounds, such as emery or tripoli, are used for initial polishing to remove deeper scratches or oxidation. Fine compounds, such as rouge, are applied during the final stages to achieve a mirror-like finish.
Motor and Speed Controls: Aluminum polishing machines are equipped with motors that power the rotating polishing wheels or belts. Speed controls allow operators to adjust the speed of the machine depending on the part being polished and the desired level of finish. Slower speeds are used for delicate finishing, while higher speeds are ideal for more aggressive polishing.
Variable Speed Settings for Precision Polishing: Modern aluminum polishing machines often come with variable speed settings, enabling the operator to adjust the speed based on the size, shape, and condition of the aluminum part. This ensures optimal polishing without damaging the surface.
Workpiece Holders and Fixtures: For larger or more complex aluminum parts, polishing machines are equipped with workpiece holders or fixtures that securely hold the part in place during the polishing process. This ensures that the part remains stable, allowing for consistent and even polishing.
Fixtures for Complex Shapes: Polishing fixtures are particularly useful for aluminum parts with complex geometries, such as automotive components or aerospace parts, where it is essential to maintain consistent pressure and positioning throughout the process.
Dust and Fume Collection System: Polishing aluminum can generate dust and fumes from the polishing compounds and the aluminum material itself. Many polishing machines are equipped with dust and fume collection systems to keep the work area clean and safe. These systems help capture airborne particles and reduce the risk of contamination or health hazards for operators.
Dust Collection for Clean Operation: A dust collection system helps prevent the buildup of polishing residue in the work area, ensuring a cleaner environment and reducing the risk of defects caused by dust settling on the polished surface.
Aluminum Polishing Process
Surface Preparation: Before the polishing process begins, the aluminum surface must be prepared by cleaning and removing any dirt, grease, or heavy oxidation. In some cases, the aluminum part may need to be sanded or ground to remove deep scratches or surface imperfections. Surface preparation ensures that the aluminum is ready for polishing, allowing for a smoother and more even finish.
Sanding for Deep Scratches: For aluminum parts with significant surface damage, sanding with coarse grit sandpaper may be necessary to remove deep scratches before moving on to finer polishing techniques.
Initial Polishing: The first stage of aluminum polishing involves using a coarse polishing compound and a firm polishing wheel or belt. The initial polishing removes oxidation, minor scratches, and surface imperfections. This stage lays the foundation for further polishing by creating a smoother surface.
Cut Buffing for Oxidation Removal: Cut buffing uses a coarse polishing compound and a stiff wheel to remove oxidation and restore the base shine of the aluminum surface. This stage is essential for preparing the surface for finer polishing.
Intermediate Polishing: After the initial polishing, an intermediate stage involves using a medium polishing compound to further refine the surface. The goal of this stage is to smooth out any remaining imperfections and prepare the aluminum for the final polishing.
Medium Compounds for Surface Refinement: Intermediate polishing compounds are less abrasive than those used in the initial stage and are designed to smooth out the surface without removing too much material.
Final Polishing: The final stage of aluminum polishing uses a fine polishing compound and a soft polishing wheel to achieve a high-gloss, mirror-like finish. This stage focuses on removing any remaining fine scratches and creating a reflective, smooth surface.
Rouge for Mirror Finish: Fine polishing compounds, such as rouge, are used during the final stage to produce a bright, shiny finish. This step is crucial for aluminum parts that need to look aesthetically appealing, such as automotive trim or decorative pieces.
Inspection and Cleaning: After the polishing process is complete, the aluminum part is inspected for defects such as scratches, streaks, or uneven finishes. Any imperfections are corrected through additional polishing, and the part is cleaned to remove any polishing compound residue.
Final Cleaning for a Flawless Finish: Once polished, the aluminum part is cleaned with solvents or specialized cleaners to remove any residue, ensuring a clean and flawless surface that is ready for use or further processing.
Applications of Aluminum Polishing Machines
Automotive Industry: Aluminum polishing machines are widely used in the automotive industry to polish aluminum components such as wheels, trim, and engine parts. Polished aluminum enhances the appearance of the vehicle, giving it a sleek, reflective finish while also improving corrosion resistance.
Polishing Alloy Wheels: Alloy wheels are often polished to achieve a high-gloss, reflective finish that enhances the visual appeal of the vehicle. Polishing machines are used to remove oxidation and restore the shine of the aluminum surface.
Aerospace Industry: In the aerospace industry, aluminum polishing machines are used to finish components such as aircraft panels, fuselage sections, and structural elements. Polished aluminum not only looks better but also improves the aerodynamic performance of aircraft parts by reducing surface drag.
Polishing for Improved Aerodynamics: Polished aluminum components on aircraft reduce air resistance, improving fuel efficiency and overall performance. Polishing also helps protect the surface from corrosion, which is critical for parts exposed to harsh environmental conditions.
Consumer Electronics and Appliances: Aluminum is widely used in consumer electronics and appliances, such as laptops, smartphones, kitchen appliances, and furniture. Polishing machines are used to create smooth, shiny surfaces that enhance the appearance and durability of aluminum parts in these products.
Polished Aluminum for Electronics Enclosures: Aluminum enclosures for electronics are often polished to a high-gloss finish to give them a premium appearance. Polishing also helps protect the surface from fingerprints, scratches, and wear.
Construction and Architecture: In the construction and architectural industries, aluminum polishing machines are used to finish aluminum panels, railings, and decorative elements. Polished aluminum is often used in building exteriors, interior fixtures, and furniture for its modern, sleek appearance.
Polishing for Architectural Aluminum Panels: Polished aluminum panels are commonly used in modern architecture to create a reflective, clean look for building facades. Polishing ensures that the panels are free from imperfections and maintain their shine over time.
Jewelry and Decorative Metalwork: Aluminum polishing machines are also used in the production of jewelry and decorative metalwork. Polishing enhances the visual appeal of aluminum jewelry by creating a bright, shiny finish. It also helps protect the surface from tarnishing and wear.
Polished Aluminum Jewelry: Jewelry makers use polishing machines to achieve a mirror-like finish on aluminum pieces, making them look more attractive and luxurious.
Advantages of Aluminum Polishing Machines
Improved Aesthetic Appeal: Polished aluminum has a smooth, shiny, and reflective finish that enhances the appearance of the part. This is particularly important in industries like automotive, aerospace, and consumer electronics, where the visual appeal of the product is a key selling point.
Increased Corrosion Resistance: Polishing aluminum removes surface imperfections and creates a smooth, protective layer that enhances the metal’s corrosion resistance. This is especially important for aluminum parts used in harsh environments, such as aircraft, automotive parts, or outdoor architectural elements.
Enhanced Durability: Polishing removes surface defects, such as scratches and oxidation, that can weaken aluminum over time. A polished aluminum surface is more resistant to wear, making it more durable and extending the life of the part.
Ease of Cleaning and Maintenance: Polished aluminum is easier to clean and maintain than unpolished surfaces. The smooth finish resists the buildup of dirt, grease, and grime, and polished aluminum is less prone to fingerprints and smudges.
Versatility in Different Applications: Aluminum polishing machines can be used in a wide range of industries and applications, from automotive and aerospace components to consumer goods and decorative items. The versatility of these machines makes them valuable tools in many manufacturing environments.
Challenges of Aluminum Polishing Machines
Tool Wear and Maintenance: Polishing wheels and belts wear out over time and need to be replaced regularly to ensure consistent polishing quality. Regular maintenance is required to keep the machine in optimal condition and prevent defects in the finished product.
Operator Skill: Achieving a high-quality polish requires skilled operators who understand the nuances of different polishing compounds and techniques. Improper use of the machine can lead to scratches, uneven finishes, or damage to the aluminum surface.
Aluminum polishing machines play a critical role in ensuring that aluminum components meet high aesthetic and performance standards. Whether used in the automotive, aerospace, consumer goods, or construction industries, these machines provide the precision and efficiency needed to create smooth, polished aluminum surfaces that are visually appealing, durable, and corrosion-resistant.
Stainless Steel Polish Machine
Stainless Steel Pot Polishing Machine
A stainless steel polish machine is a specialized machine designed to polish and finish stainless steel surfaces, giving them a smooth, reflective, and polished appearance. Stainless steel is a popular material in industries such as automotive, construction, medical devices, food processing, and consumer goods due to its corrosion resistance, strength, and hygienic properties. However, to maintain its appearance and performance, stainless steel often needs to be polished to remove scratches, tarnish, and surface imperfections.
Stainless steel polish machines are used to restore or enhance the finish of stainless steel parts, from large panels to small components like fittings and fixtures. These machines use abrasive materials, polishing compounds, and rotating wheels or belts to smooth and shine the surface, ensuring that the stainless steel retains its corrosion resistance and visual appeal.
Key Components of a Stainless Steel Polish Machine
Polishing Wheels or Belts: The polishing wheels or belts are the main tools used to smooth and polish the stainless steel surface. They rotate at high speeds and are coated with abrasive materials to remove surface imperfections and create a polished finish. Polishing wheels are typically made from cloth, felt, or foam, while belts may be coated with abrasive particles like aluminum oxide or silicon carbide.
Cloth Wheels for Final Polishing: Cloth wheels are commonly used for the final polishing stages to create a high-gloss, mirror-like finish on stainless steel surfaces. These wheels work with fine polishing compounds to buff the surface, removing minor scratches and oxidation.
Polishing Compounds: Polishing compounds are applied to the polishing wheels or belts to aid in the polishing process. These compounds contain fine abrasive particles that help remove surface imperfections and create a smooth, shiny finish. The choice of polishing compound depends on the desired finish and the condition of the stainless steel surface.
Rouge for High-Gloss Finishing: Fine polishing compounds, such as rouge, are used in the final stages of stainless steel polishing to achieve a bright, reflective finish. Coarser compounds may be used in the initial stages to remove scratches or oxidation.
Motor and Speed Controls: The motor powers the polishing wheels or belts, allowing them to rotate at high speeds. Speed controls enable operators to adjust the rotation speed based on the type of stainless steel part being polished and the level of finish required. Slower speeds are used for delicate polishing, while higher speeds are used for more aggressive polishing operations.
Variable Speed Control for Precision Polishing: Stainless steel polish machines often feature variable speed controls, allowing the operator to adjust the machine’s speed for different polishing tasks. This ensures optimal results without damaging the surface of the stainless steel.
Workpiece Holders and Clamps: Workpiece holders or clamps are used to secure the stainless steel part in place during the polishing process. This ensures that the part remains stable and allows the operator to achieve an even, consistent finish across the entire surface.
Secure Workholding for Consistency: Workholding devices are particularly important when polishing large or complex stainless steel parts, as they help prevent movement or vibration during the process.
Dust and Fume Collection System: Polishing stainless steel can generate dust and fumes from the polishing compounds and the metal itself. Stainless steel polish machines often come equipped with dust and fume collection systems to keep the work area clean and safe. These systems help capture airborne particles, reducing contamination and improving operator safety.
Dust Collection for Clean Operation: The dust collection system helps maintain a clean workspace and reduces the risk of defects caused by dust settling on the polished surface.
Stainless Steel Polishing Process
Surface Preparation: Before polishing stainless steel, the surface must be cleaned and prepared by removing any dirt, grease, or heavy oxidation. For surfaces with deep scratches or significant imperfections, sanding or grinding may be necessary before the polishing process begins. Surface preparation is crucial to achieving a smooth, even finish during polishing.
Sanding for Deep Scratches: For stainless steel surfaces with significant surface damage, sanding with coarse grit sandpaper may be required to remove deep scratches and prepare the metal for polishing.
Initial Polishing: The first stage of stainless steel polishing involves using a coarse polishing compound and a firm polishing wheel or belt. This step removes oxidation, minor scratches, and surface imperfections. It smooths the surface in preparation for finer polishing.
Cut Buffing for Surface Refinement: Cut buffing uses a coarse polishing compound and a firm wheel to remove oxidation and restore the surface’s smoothness. This stage lays the foundation for further polishing by creating a uniform surface.
Intermediate Polishing: After the initial polishing, a medium polishing compound is used to further refine the surface. This step removes any remaining imperfections and prepares the stainless steel for the final polishing stage.
Medium Compounds for Surface Smoothing: Intermediate polishing compounds are less abrasive than those used in the initial stages and are designed to smooth out the surface without removing too much material.
Final Polishing: The final stage of stainless steel polishing uses a fine polishing compound and a soft polishing wheel to achieve a high-gloss, mirror-like finish. This step focuses on removing any remaining fine scratches and creating a reflective, polished surface.
Rouge for Mirror Finish: Fine polishing compounds, such as rouge, are used in the final stage to produce a bright, shiny finish. This is crucial for parts that need to look aesthetically appealing, such as architectural fixtures or consumer products.
Inspection and Cleaning: After the polishing process is complete, the stainless steel part is inspected for defects, such as scratches, streaks, or uneven finishes. Any imperfections are corrected through additional polishing, and the part is cleaned to remove any polishing compound residue.
Final Cleaning for a Flawless Finish: Once polished, the stainless steel part is cleaned with solvents or specialized cleaners to remove any residue, ensuring a clean and flawless surface that is ready for use or further processing.
Applications of Stainless Steel Polish Machines
Food Processing Equipment: Stainless steel is widely used in the food processing industry due to its corrosion resistance and hygienic properties. Polishing machines are used to create smooth, polished surfaces on stainless steel equipment, such as mixing tanks, conveyor belts, and cutting tools, ensuring that they meet cleanliness and sanitation standards.
Polished Surfaces for Hygiene: Polished stainless steel surfaces are easier to clean and less likely to harbor bacteria, making them essential for food processing equipment that must meet strict health and safety regulations.
Medical Devices and Equipment: Stainless steel is commonly used in medical devices and surgical instruments due to its strength, corrosion resistance, and biocompatibility. Polishing machines are used to achieve smooth, sterile surfaces on surgical tools, implants, and medical equipment, ensuring that they are safe for use in healthcare settings.
Polished Surgical Instruments: Surgical instruments made from stainless steel require precise polishing to create smooth, clean surfaces that reduce the risk of infection and contamination.
Automotive and Aerospace Industries: Stainless steel polish machines are used in the automotive and aerospace industries to finish components such as exhaust systems, structural elements, and decorative trim. Polished stainless steel enhances the appearance of vehicles and aircraft while providing durability and resistance to corrosion.
Polished Stainless Steel Exhaust Systems: Polished stainless steel exhaust systems are often used in high-performance vehicles for their sleek appearance and resistance to corrosion and heat.
Architecture and Construction: Polished stainless steel is commonly used in architecture and construction for decorative and functional purposes, such as railings, facades, and interior fixtures. Polishing machines are used to create smooth, reflective surfaces that enhance the visual appeal of stainless steel in modern architectural designs.
Polished Railings and Fixtures: In construction, polished stainless steel is often used for railings, handrails, and fixtures in public spaces. The polished finish adds a modern, sleek look while ensuring durability and ease of maintenance.
Consumer Goods and Appliances: Stainless steel polish machines are used to finish a variety of consumer goods, such as kitchen appliances, cookware, and furniture. Polishing enhances the appearance and durability of stainless steel products, giving them a high-quality, reflective finish that appeals to consumers.
Polished Stainless Steel Appliances: Stainless steel kitchen appliances, such as refrigerators, dishwashers, and ovens, are often polished to a high-gloss finish that enhances their aesthetic appeal and makes them easier to clean.
Advantages of Stainless Steel Polish Machines
Improved Aesthetic Appeal: Polished stainless steel has a smooth, shiny, and reflective finish that enhances the appearance of the part. This is particularly important in industries like architecture, consumer goods, and automotive manufacturing, where visual appeal is a key consideration.
Increased Corrosion Resistance: Polishing stainless steel removes surface imperfections and creates a smooth finish that enhances the metal’s corrosion resistance. This is especially important for stainless steel parts used in harsh environments, such as marine applications, medical devices, and food processing equipment.
Enhanced Durability: Polishing removes surface defects, such as scratches and tarnish, that can weaken stainless steel over time. A polished stainless steel surface is more resistant to wear and tear, making it more durable and extending the life of the part.
Improved Hygiene and Cleanliness: Polished stainless steel surfaces are easier to clean and maintain than unpolished surfaces. This is particularly important in industries such as food processing and healthcare, where cleanliness and hygiene are critical.
Versatility for Different Applications: Stainless steel polish machines can be used in a wide range of industries and applications, from food processing and medical devices to automotive and construction. The versatility of these machines makes them valuable tools in many manufacturing environments.
Challenges of Stainless Steel Polish Machines
Tool Wear and Maintenance: Polishing wheels and belts wear out over time and need to be replaced regularly to ensure consistent polishing quality. Regular maintenance is required to keep the machine in optimal condition and prevent defects in the finished product.
Operator Skill: Achieving a high-quality polish requires skilled operators who understand the nuances of different polishing compounds and techniques. Improper use of the machine can lead to scratches, uneven finishes, or damage to the stainless steel surface.
Stainless steel polish machines play a vital role in maintaining the aesthetic, hygienic, and functional properties of stainless steel parts. Whether used in the food processing, medical, automotive, or architectural industries, these machines ensure that stainless steel surfaces are polished to perfection, enhancing both their appearance and performance.
Rubber Moulding Machine
Rubber Moulding Machine
A rubber moulding machine is a piece of equipment designed to shape rubber materials into specific forms by applying heat and pressure. Rubber moulding is a widely used process in industries such as automotive, aerospace, medical, and consumer goods manufacturing, where rubber parts like seals, gaskets, tires, and various components are essential. Rubber moulding machines help create consistent, high-quality rubber products by ensuring precise control over the moulding parameters, such as temperature, pressure, and cycle time.
There are several types of rubber moulding machines, including compression moulding, transfer moulding, and injection moulding machines, each designed to handle different types of rubber and moulding applications. The choice of machine depends on factors such as the complexity of the part, the type of rubber being used, and the required production volume.
Types of Rubber Moulding Machines
Compression Moulding Machines: Compression moulding is one of the oldest and most commonly used methods for rubber moulding. In compression moulding, a pre-measured amount of rubber material is placed into a heated mould cavity. The mould is then closed, and pressure is applied to force the rubber into the shape of the mould. Heat and pressure are maintained until the rubber cures, after which the mould is opened, and the finished part is removed.
Simplicity and Cost-Effectiveness: Compression moulding is a relatively simple and cost-effective process, making it suitable for low to medium production volumes. It is commonly used to produce parts like gaskets, seals, and O-rings.
Disadvantages: Compression moulding may result in longer cycle times compared to other methods, and it is less suitable for highly complex or intricate parts due to limitations in material flow.
Transfer Moulding Machines: Transfer moulding is similar to compression moulding but with the added step of transferring the rubber material into the mould cavity through a transfer chamber. In this process, the rubber is placed in a transfer pot, and a plunger forces the material into the mould cavity through runners and gates. The mould is then closed, and the rubber cures under heat and pressure.
Advantages for Complex Parts: Transfer moulding is ideal for parts with intricate geometries or those that require inserts, such as metal parts embedded in rubber. It provides better material flow and more precise control over the moulding process compared to compression moulding.
Disadvantages: Transfer moulding requires more complex tooling and is generally more expensive than compression moulding, making it better suited for higher-volume production runs.
Injection Moulding Machines: Rubber injection moulding is a highly efficient and automated process that involves injecting liquid rubber or rubber compounds into a closed mould under high pressure. In this process, the rubber material is preheated in an injection chamber, then injected into the mould cavity through a nozzle. The rubber cures in the mould, and the finished part is ejected after the mould opens.
High Efficiency and Precision: Injection moulding is ideal for high-volume production and complex parts with tight tolerances. It offers faster cycle times and better control over the moulding process compared to compression or transfer moulding.
Disadvantages: Injection moulding machines are more expensive to operate and require more advanced tooling. They are best suited for large-scale production or parts that require high precision and consistency.
Key Components of a Rubber Moulding Machine
Mould Cavity and Core: The mould cavity is the space where the rubber material is shaped into the final part. The mould core, typically made from high-strength materials like steel, creates the internal shape of the part, while the cavity forms the external dimensions. In multi-cavity moulds, multiple parts can be produced simultaneously, improving production efficiency.
High Precision Moulds: Moulds used in rubber moulding must be designed with high precision to ensure that the finished parts meet tight tolerances. The mould material must also withstand high temperatures and pressures without deforming.
Heating System: Rubber moulding machines use heating systems to maintain the mould at the proper temperature for curing the rubber. Electric heaters or steam heating systems are commonly used to ensure consistent temperature control throughout the moulding process. Proper temperature control is critical for achieving optimal rubber properties, such as flexibility, strength, and elasticity.
Curing Temperature Control: The heating system allows for precise control of the curing temperature, ensuring that the rubber material cures uniformly and achieves the desired physical properties.
Hydraulic or Mechanical Press: The press applies the necessary pressure to the mould during the rubber moulding process. Hydraulic presses are commonly used for rubber moulding due to their ability to generate high, consistent pressure. The press ensures that the rubber material is fully compressed into the mould cavity and cures evenly.
High-Pressure Forming: Hydraulic presses offer the advantage of high force with precise control, making them ideal for moulding rubber parts with complex geometries or tight tolerances.
Ejection System: After the rubber has cured and the mould is opened, the finished part must be ejected from the mould. Ejector pins or plates are typically used to push the part out of the mould cavity without damaging the part. In injection moulding machines, the ejection system is fully automated to improve production efficiency.
Automatic Ejection for Efficiency: Automated ejection systems reduce cycle times and minimize the risk of damaging parts during removal. They are especially important in high-volume production environments.
Control Panel: Modern rubber moulding machines are equipped with control panels that allow operators to set and monitor parameters such as temperature, pressure, cycle time, and moulding speed. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the moulding process and ensure repeatable, high-quality results.
Precision Control for Consistency: The control panel ensures that the moulding process remains consistent, reducing the risk of defects or variations in the finished parts. This is especially important for parts that require precise dimensional accuracy.
Rubber Moulding Process
Material Preparation: The rubber material is first prepared for moulding. In the case of compression or transfer moulding, raw rubber compounds or pre-forms are used. For injection moulding, the rubber is often in the form of pellets or liquid rubber compounds that are heated and injected into the mould.
Pre-Forms for Compression and Transfer Moulding: Pre-forms are used to control the amount of material placed into the mould cavity, ensuring that the part is formed correctly without excess material.
Loading the Mould: In compression and transfer moulding, the rubber material is placed directly into the mould cavity. For injection moulding, the rubber material is pre-heated in the injection chamber before being injected into the mould. The mould is then closed, and pressure is applied to shape the rubber into the desired part.
High-Pressure Injection for Complex Parts: Injection moulding machines apply high pressure to inject the rubber into the mould cavity, ensuring that the material flows into all areas of the mould and fills intricate details.
Curing: The rubber material is cured under heat and pressure, which causes it to harden and take on its final properties. The curing time and temperature vary depending on the type of rubber being used and the desired properties of the finished part.
Precise Curing for Optimal Properties: The curing process must be carefully controlled to ensure that the rubber achieves the correct level of flexibility, strength, and durability. Over-curing can lead to brittle parts, while under-curing can result in weak, under-formed parts.
Part Ejection: Once the rubber has cured, the mould is opened, and the finished part is ejected from the mould. In injection moulding, this step is automated, while in compression and transfer moulding, the part may need to be manually removed.
Automated Ejection for High-Volume Production: Automatic ejection systems improve production efficiency and reduce the risk of damaging parts during removal.
Finishing and Inspection: After the part is ejected, any excess material, known as flash, is trimmed from the edges of the part. The part is then inspected for defects, such as incomplete moulding or surface imperfections. Any defective parts are discarded or reworked.
Flash Trimming for Clean Edges: Excess material, or flash, is typically removed by hand or with the help of trimming machines, ensuring that the finished part has clean, smooth edges.
Applications of Rubber Moulding Machines
Automotive Industry: Rubber moulding machines are widely used in the automotive industry to produce parts such as seals, gaskets, bushings, and tires. These parts are essential for ensuring proper sealing, noise reduction, and vibration control in vehicles.
Moulded Rubber Seals and Gaskets: Moulded rubber seals are used in engine components, doors, windows, and various other parts of vehicles to prevent leaks and reduce noise. Rubber moulding machines ensure that these parts are produced with precision and consistency.
Aerospace Industry: In the aerospace industry, rubber moulding machines are used to produce high-performance parts such as O-rings, seals, and vibration dampers. These components must meet stringent safety and performance standards, as they are critical to the operation of aircraft and spacecraft.
High-Performance O-Rings for Aerospace Applications: Moulded rubber O-rings are used in fuel systems, hydraulic systems, and other critical areas of aircraft. Rubber moulding machines ensure that these parts meet the exacting standards of the aerospace industry.
Medical Devices and Equipment: Rubber moulding machines are used to produce a variety of medical components, such as seals, gaskets, diaphragms, and tubing. Medical-grade rubber must meet strict quality and safety standards, as it is used in life-saving devices and equipment.
Medical-Grade Rubber Components: Rubber moulding machines are used to produce medical parts that are biocompatible, sterilizable, and resistant to harsh chemicals. These parts are essential in medical devices such as respirators, pumps, and diagnostic equipment.
Consumer Goods: Rubber moulding machines are used to produce a wide range of consumer products, including rubber footwear, kitchen tools, and household seals. These machines allow manufacturers to produce durable, flexible rubber products that meet the needs of everyday consumers.
Rubber Moulded Footwear: Rubber moulding machines are commonly used to produce soles and components for shoes, boots, and sandals. Moulded rubber provides the comfort, durability, and flexibility needed for high-quality footwear.
Industrial Equipment: Rubber moulding machines are used to produce rubber parts for industrial machinery, including seals, grommets, vibration dampers, and hoses. These parts are essential for maintaining the performance and reliability of industrial equipment in demanding environments.
Moulded Rubber for Industrial Applications: Rubber parts are used in heavy machinery to reduce vibration, protect equipment from damage, and ensure proper sealing in harsh conditions.
Advantages of Rubber Moulding Machines
Precision and Consistency: Rubber moulding machines ensure that parts are produced with high precision and consistency, meeting exact specifications for dimensions, strength, and performance. This is critical for industries such as automotive and aerospace, where quality and reliability are paramount.
Efficiency for High-Volume Production: Injection and transfer moulding machines are highly efficient, allowing manufacturers to produce large quantities of rubber parts quickly and with minimal waste. This makes them ideal for high-volume production runs in industries like automotive and consumer goods.
Versatility for Different Rubber Types: Rubber moulding machines can handle a wide variety of rubber materials, including natural rubber, synthetic rubber, and silicone. This versatility allows manufacturers to produce parts with specific properties, such as heat resistance, chemical resistance, or flexibility.
Cost-Effectiveness for Mass Production: Rubber moulding machines are cost-effective for producing large batches of parts, especially in injection and transfer moulding. The automated nature of these processes reduces labor costs and improves production efficiency.
Challenges of Rubber Moulding Machines
High Initial Tooling Costs: Mould tooling for rubber moulding machines can be expensive, particularly for complex parts or multi-cavity moulds. Manufacturers must consider these costs when deciding on the most suitable moulding process for their production needs.
Material Waste in Compression Moulding: Compression moulding can result in more material waste compared to other methods, especially if excess rubber material is used to ensure that the mould is completely filled. Proper material management is essential to minimize waste and reduce costs.
Rubber moulding machines play a vital role in producing high-quality rubber parts for a wide range of industries, from automotive and aerospace to medical devices and consumer goods. These machines offer the precision, efficiency, and versatility needed to meet the demands of modern manufacturing, ensuring that rubber parts are produced with consistent quality and performance.
CNC Flowforming
Advanced Metalworking Technics with CNC Metal Spinning Machine
CNC flowforming is a precision metal forming process that uses CNC (Computer Numerical Control) technology to control the shaping of metal components by gradually deforming a metal blank over a rotating mandrel using rollers. Flowforming is often used to produce cylindrical or conical parts with precise dimensions, thin walls, and excellent strength. CNC flowforming is widely used in industries such as aerospace, automotive, defense, and industrial manufacturing, where high-performance parts with complex geometries are required.
CNC flowforming offers significant advantages over traditional forming methods, including greater material efficiency, improved mechanical properties, and the ability to produce parts with tight tolerances. The CNC technology ensures that the forming process is highly repeatable and precise, making it ideal for producing complex, high-quality parts in medium to large production volumes.
Key Components of a CNC Flowforming Machine
Mandrel: The mandrel is the shaping tool over which the metal blank is formed. It provides the internal shape of the part, while the CNC-controlled rollers apply pressure to the blank to gradually form it into the desired shape. The mandrel must be precisely machined to match the exact dimensions of the final part.
Mandrel Design for Complex Parts: The mandrel is a critical component in CNC flowforming, as it determines the internal shape and dimensions of the part. The mandrel must be designed to withstand the high forces applied during the forming process while maintaining tight tolerances.
CNC-Controlled Rollers: CNC flowforming machines use multiple rollers to apply pressure to the metal blank as it rotates on the mandrel. The rollers gradually deform the metal, thinning it and shaping it into the final part. The CNC system controls the position, pressure, and speed of the rollers to ensure precise forming.
Precise Control for Uniform Wall Thickness: CNC-controlled rollers allow for precise control over the material flow, ensuring that the part has uniform wall thickness and meets exact dimensional specifications.
Rotating Spindle: The spindle holds the mandrel and rotates it during the flowforming process. The rotation of the mandrel, combined with the pressure from the rollers, gradually shapes the metal blank into the desired form. The spindle must be capable of rotating at precise speeds to ensure consistent forming.
High-Speed Rotation for Efficient Forming: The spindle must rotate at the correct speed to allow the rollers to apply even pressure and gradually form the part without over-stressing the material.
Hydraulic or Servo Actuation System: CNC flowforming machines use hydraulic or servo-actuated systems to control the movement and pressure of the rollers. These systems provide the force needed to deform the metal and ensure that the forming process is smooth and controlled.
Hydraulic Pressure for High-Strength Parts: The hydraulic system provides the necessary pressure to form high-strength materials, such as steel and titanium, into precise shapes without causing defects.
CNC Control Panel: The CNC control panel is the interface through which operators set and monitor the forming parameters, such as roller pressure, spindle speed, and material feed rate. The CNC system ensures that the forming process is highly repeatable and that each part is produced to the exact same specifications.
Automation for Precision and Repeatability: CNC technology automates the flowforming process, allowing for precise control over every aspect of the operation. This ensures that each part is formed consistently, even in high-volume production.
CNC Flowforming Process
Material Preparation: The process begins with the preparation of a metal blank, typically in the form of a pre-formed tube or disc. The blank is made from materials such as aluminum, steel, or titanium, which have good ductility and can be deformed without cracking. The blank is mounted onto the mandrel in the flowforming machine.
Pre-Forms for Consistent Shaping: The initial shape of the blank is critical to the success of the flowforming process. Pre-forms must be designed to accommodate the thinning and stretching that occurs during forming.
Forming the Metal Blank: As the mandrel rotates, the CNC-controlled rollers apply pressure to the metal blank. The rollers move along the length of the blank, gradually thinning and stretching the material to form the final part. The pressure applied by the rollers is carefully controlled to ensure that the material is deformed uniformly.
Controlled Thinning for Precise Wall Thickness: Flowforming allows manufacturers to create parts with very thin walls while maintaining excellent strength and structural integrity. The CNC system ensures that the wall thickness is consistent along the entire length of the part.
Multiple Passes for Complex Shapes: For parts with complex geometries, the flowforming process may require multiple passes with the rollers. Each pass further deforms the metal, gradually bringing it closer to the final shape. The CNC system ensures that each pass is executed with precision, preventing defects such as wrinkles or uneven wall thickness.
Complex Shapes with Tight Tolerances: CNC flowforming is ideal for producing parts with intricate shapes or features, such as flanges, tapers, or internal threads. The CNC system ensures that these features are formed with tight tolerances and repeatable accuracy.
Part Removal and Inspection: Once the flowforming process is complete, the finished part is removed from the mandrel and inspected for defects. The part is typically subjected to dimensional checks and surface quality inspections to ensure that it meets the required specifications.
Quality Control for High-Precision Parts: CNC flowforming produces parts with excellent surface finishes and dimensional accuracy, reducing the need for additional machining or finishing processes.
Applications of CNC Flowforming
Aerospace Industry: CNC flowforming is widely used in the aerospace industry to produce lightweight, high-strength components such as rocket motor casings, fuselage sections, and structural supports. The ability to create thin-walled parts with precise dimensions makes flowforming ideal for aerospace applications.
Rocket Motor Casings: Flowforming is used to produce thin-walled rocket motor casings with excellent strength and durability. These parts must withstand extreme pressures and temperatures, making flowforming a critical process for aerospace manufacturers.
Automotive Industry: In the automotive industry, CNC flowforming is used to create lightweight components such as wheel rims, drive shafts, and suspension components. Flowformed parts are strong, lightweight, and capable of withstanding the stresses of high-performance vehicles.
Lightweight Alloy Wheels: CNC flowforming is used to produce lightweight alloy wheels for high-performance vehicles. The process ensures that the wheels have the strength needed to handle the stresses of driving while minimizing weight.
Defense and Military Applications: CNC flowforming is used to produce parts for defense and military applications, such as artillery shells, missile casings, and armor-piercing projectiles. These parts require high strength, durability, and precision, making flowforming an ideal manufacturing process.
Artillery Shells: Flowforming is used to produce artillery shells with thin walls and high strength, ensuring that they can withstand the pressures generated during firing while remaining lightweight.
Industrial Manufacturing: CNC flowforming is also used in the production of industrial components such as pressure vessels, heat exchanger tubes, and hydraulic cylinders. These parts require high strength and precision, making flowforming a valuable process for industrial manufacturers.
Heat Exchanger Tubes: Flowforming is used to produce thin-walled heat exchanger tubes with precise dimensions, ensuring efficient heat transfer and durability in demanding industrial applications.
Advantages of CNC Flowforming
High Precision and Repeatability: CNC flowforming ensures that parts are produced with tight tolerances and consistent quality, making it ideal for applications where precision is critical, such as aerospace and defense manufacturing.
Material Efficiency: Flowforming uses a cold-forming process that minimizes material waste, allowing manufacturers to produce parts with consistent wall thickness and minimal scrap. This improves cost efficiency and reduces the environmental impact of production.
Enhanced Mechanical Properties: The cold-forming process used in CNC flowforming improves the mechanical properties of the metal, such as its hardness, tensile strength, and fatigue resistance. This makes flowformed parts more durable and capable of withstanding extreme conditions.
Cost-Effective for Medium- to High-Volume Production: CNC flowforming is particularly cost-effective for medium- to high-volume production runs, as it requires fewer tooling changes and offers shorter cycle times compared to other forming processes.
Challenges of CNC Flowforming
High Initial Setup Costs: The equipment and tooling required for CNC flowforming can be expensive, making it less cost-effective for low-volume production runs. However, the long-term savings in material costs and reduced machining requirements often justify the initial investment.
Material Limitations: While CNC flowforming is effective for a wide range of metals, such as aluminum, steel, and titanium, it may not be suitable for certain materials that are too brittle or have limited formability.
CNC flowforming is a highly efficient and versatile process used to produce lightweight, high-precision components with complex geometries. Whether used in aerospace, automotive, defense, or industrial applications, CNC flowforming offers manufacturers a cost-effective solution for creating parts that meet the highest standards of performance and durability.
Round Cutter for Sheet Metal
Circle Shear Machine
A round cutter for sheet metal is a specialized tool used to cut circular shapes or holes in sheet metal materials. These tools are essential in industries like automotive, aerospace, HVAC, construction, and manufacturing, where precise circular cuts are often required for components such as flanges, ducts, gaskets, and panels. Round cutters are designed to handle various types of sheet metal, including steel, aluminum, copper, and brass, making them versatile and valuable tools in metalworking.
Round cutters come in different designs and sizes, depending on the specific cutting application. Some are manual tools used for smaller jobs, while others are integrated into automated cutting machines for high-volume production. These cutters ensure precision and efficiency, allowing manufacturers to produce consistent, high-quality round cuts in sheet metal with minimal waste.
Types of Round Cutters for Sheet Metal
Manual Circle Cutters: Manual circle cutters are handheld tools used for cutting small to medium-sized circular shapes in sheet metal. These cutters are often adjustable, allowing the operator to set the desired diameter for the cut. Manual circle cutters are commonly used in HVAC work, where they are used to cut holes for ducts, vents, and pipes.
Handheld and Adjustable: Manual circle cutters typically feature a rotating cutting head with adjustable arms that allow the user to set the diameter of the cut. The cutting head is rotated around a central pivot point, creating a clean, circular cut in the sheet metal.
Advantages: Manual circle cutters are easy to use and affordable, making them ideal for smaller jobs or projects that require occasional cutting of circular shapes. They are lightweight and portable, allowing operators to use them on-site.
Disadvantages: Manual circle cutters are limited in their capacity and are not suitable for cutting thick or hard metals. They also require more physical effort and precision from the operator, making them less efficient for high-volume or repetitive cutting tasks.
Rotary Cutters for Sheet Metal: Rotary cutters are powered tools that use rotating blades to cut circular shapes in sheet metal. These cutters can be either handheld or mounted on a bench or stand. Rotary cutters are ideal for cutting larger or thicker sheets of metal, as they provide more power and precision than manual tools.
Powered Cutting for Efficiency: Rotary cutters use a motor to drive the cutting blade, allowing for faster and more precise cuts. Some rotary cutters are equipped with adjustable cutting heads that allow the operator to set the desired diameter for the cut.
Advantages: Rotary cutters are more efficient than manual tools and can handle thicker or harder materials. They are ideal for repetitive cutting tasks and are commonly used in workshops and fabrication shops.
Disadvantages: Rotary cutters are more expensive than manual tools and may require a power source. They are also larger and less portable, making them better suited for stationary work environments.
Punch and Die Circle Cutters: Punch and die circle cutters use a punch press to create circular holes or shapes in sheet metal. In this process, a punch is driven through the sheet metal, cutting out a circular shape that matches the size and shape of the die. Punch and die cutters are used for high-precision, high-volume cutting and are commonly integrated into automated production lines.
Precision Cutting for High-Volume Production: Punch and die circle cutters are highly accurate and capable of cutting multiple holes or shapes in a single operation. The punch and die are machined to exact specifications, ensuring consistent, precise cuts.
Advantages: Punch and die cutters are ideal for high-volume production, as they can cut large numbers of holes quickly and with minimal material waste. They are commonly used in industries that require precise, repeatable cuts, such as automotive and aerospace manufacturing.
Disadvantages: Punch and die cutters are expensive to set up, as they require custom tooling for each specific cut. They are best suited for high-volume production, where the cost of tooling can be justified by the large number of parts being produced.
CNC Plasma and Laser Cutters: CNC (Computer Numerical Control) plasma and laser cutters are advanced cutting machines that use high-energy beams or plasma arcs to cut precise shapes, including circles, in sheet metal. These machines are highly automated, allowing operators to program the desired cut into the CNC system, which then controls the cutting head to execute the cut with precision.
Advanced Cutting for Complex Shapes: CNC plasma and laser cutters are capable of cutting extremely precise and complex shapes in sheet metal, including intricate circular patterns. These machines are ideal for high-precision applications in industries such as aerospace, automotive, and electronics.
Advantages: CNC plasma and laser cutters provide unmatched precision and efficiency, making them ideal for cutting complex shapes with tight tolerances. They are also highly versatile, capable of cutting a wide range of materials and thicknesses.
Disadvantages: CNC plasma and laser cutters are expensive to purchase and operate, making them best suited for large-scale manufacturing operations. They also require skilled operators to program and maintain the machines.
The Cutting Process with Round Cutters
Marking the Cutting Area: Before cutting, the operator marks the desired location and diameter of the circle on the sheet metal. This ensures that the cut is made in the correct position and to the correct size. For manual cutters, the center point of the circle is often marked, and a pivot is set to guide the cutting tool.
Accuracy in Marking: Marking the cutting area accurately is essential for ensuring that the final cut meets the required specifications. In automated systems, the cutting pattern is programmed into the CNC machine, eliminating the need for manual marking.
Positioning the Cutter: The round cutter is positioned on the sheet metal, with the cutting blade or punch aligned with the marked area. For manual cutters, the operator positions the pivot point in the center of the marked circle and adjusts the cutter to the desired diameter.
Precision in Positioning: Proper alignment of the cutter is crucial for achieving a clean, precise cut. In punch and die systems, the punch and die must be perfectly aligned to ensure that the cut is made cleanly and without distortion.
Executing the Cut: Once the cutter is positioned, the cutting operation is performed. In manual and rotary cutters, the operator manually rotates the cutter around the pivot point or guides the powered cutter along the marked path. In punch and die systems, the punch is driven through the sheet metal to create the hole. In CNC plasma or laser systems, the cutting head is guided automatically by the CNC system to execute the cut.
Smooth Cutting for Clean Edges: The goal of the cutting process is to create a clean, smooth edge without distortion or burrs. Proper control of the cutter’s speed and pressure is essential for achieving high-quality cuts.
Finishing and Inspection: After the cut is made, the edges of the cut circle are inspected for any burrs or rough edges. In some cases, deburring or smoothing may be required to achieve a clean, finished edge. The final part is then inspected for dimensional accuracy to ensure that it meets the required specifications.
Deburring for Clean Edges: Burrs or rough edges are common after cutting, especially in thicker or harder metals. These imperfections can be removed using deburring tools or machines to create a smooth, finished edge.
Applications of Round Cutters for Sheet Metal
HVAC and Ductwork Fabrication: Round cutters are widely used in the HVAC industry to create circular holes and shapes in sheet metal for ducts, vents, and other ventilation components. The ability to cut precise circles is essential for ensuring proper fit and function in ductwork systems.
Cutting for Air Vents and Ducts: HVAC technicians use round cutters to create holes for air vents, flanges, and pipes in ductwork systems. The precision of the cut ensures that the components fit together correctly, improving airflow and system performance.
Automotive Industry: In the automotive industry, round cutters are used to cut circular holes and shapes in sheet metal for components such as flanges, gaskets, and panels. The ability to cut precise circles is essential for ensuring that parts fit together correctly and function as intended.
Cutting for Flanges and Gaskets: Round cutters are used to create precise holes for flanges and gaskets, ensuring proper sealing and alignment in automotive components such as engines, exhaust systems, and fuel tanks.
Aerospace Industry: In the aerospace industry, round cutters are used to cut precise circular holes and shapes in sheet metal for aircraft components, such as bulkheads, fuselage panels, and structural supports. The high precision of the cut is critical for ensuring that parts meet the strict safety and performance standards required in aerospace manufacturing.
Precision Cutting for Structural Components: Round cutters are used to create holes and circular shapes in structural components that must withstand extreme forces and environmental conditions.
Metal Fabrication and Construction: Round cutters are commonly used in metal fabrication shops and construction projects to create circular holes and shapes in sheet metal for architectural elements, structural supports, and decorative features. These cutters allow fabricators to create custom parts with precise circular cuts.
Cutting for Architectural Panels: Round cutters are used to create custom circular designs in metal panels for architectural applications, such as building facades, interior walls, and decorative features.
Advantages of Round Cutters for Sheet Metal
Precision Cutting for Circular Shapes: Round cutters are specifically designed for cutting precise circular shapes in sheet metal, ensuring clean, accurate cuts with minimal material waste. This precision is essential for industries such as automotive, aerospace, and HVAC, where components must fit together precisely.
Versatility for Different Metals: Round cutters can be used to cut a wide range of sheet metal materials, including steel, aluminum, copper, and brass. This versatility makes them valuable tools for metal fabricators working with different types of materials.
Efficiency for High-Volume Production: Punch and die systems and CNC cutting machines are highly efficient for high-volume production, allowing manufacturers to produce large numbers of parts with consistent quality and minimal downtime.
Clean, Smooth Edges: Round cutters are designed to create clean, smooth edges, reducing the need for additional finishing operations such as deburring or grinding. This improves the overall quality of the finished part and reduces production time.
Challenges of Round Cutters for Sheet Metal
Tool Wear and Maintenance: The cutting blades or punches used in round cutters wear out over time and need to be replaced regularly to maintain cutting precision. Proper maintenance is essential to ensure that the cutters continue to produce high-quality cuts.
Initial Setup Costs for CNC Systems: CNC plasma and laser cutting systems are expensive to purchase and operate, making them a significant investment for manufacturers. However, the high precision and efficiency of these systems often justify the initial setup costs for large-scale production.
Round cutters for sheet metal are essential tools in industries that require precise circular cuts, such as automotive, aerospace, HVAC, and metal fabrication. Whether used in manual, powered, or automated systems, these cutters provide the accuracy, efficiency, and versatility needed to produce high-quality round cuts in a variety of sheet metal materials.
Flange Machine
Sheet Metal Rounded Corners
A flange machine is a specialized piece of equipment used to form or attach flanges to metal pipes, tubes, and ducts. Flanges are integral components in many piping and ductwork systems, serving as the connecting points between pipes or other components. They provide a secure, leak-proof connection, allowing for easy assembly, disassembly, and maintenance. Flange machines are used in industries such as HVAC, construction, plumbing, and industrial manufacturing, where precision and strength are required for flange connections.
Flange machines come in various designs, depending on the specific application, such as roll-forming flange machines, hydraulic flange forming machines, and automated CNC flange machines. These machines help manufacturers create consistent, high-quality flanges that meet industry standards for strength, durability, and performance.
Types of Flange Machines
Roll-Forming Flange Machines: Roll-forming flange machines are used to create flanges by gradually shaping the edge of a metal pipe, tube, or duct using a series of rollers. The rollers apply pressure to the material as it passes through the machine, forming the flange without cutting or removing material. Roll-forming flange machines are commonly used in the HVAC industry to create flanges for ductwork.
Precision Forming for Ductwork: Roll-forming machines create consistent, smooth flanges that are used to connect sections of ductwork in HVAC systems. The process is efficient and suitable for high-volume production.
Advantages: Roll-forming machines are highly efficient and capable of producing flanges with tight tolerances. They are ideal for forming flanges on long sections of metal pipe or ductwork.
Disadvantages: Roll-forming machines are limited in their ability to create complex flange shapes and are best suited for simple, straight flanges.
Hydraulic Flange Forming Machines: Hydraulic flange forming machines use hydraulic pressure to form flanges by pressing or bending the metal material into the desired shape. These machines are used to form flanges on thicker or more rigid materials, such as steel or stainless steel pipes, where roll-forming machines may not be suitable.
High Pressure for Heavy-Duty Flanges: Hydraulic flange machines are capable of forming strong, durable flanges on thick-walled pipes and tubes. The hydraulic system provides the force needed to shape the metal without causing cracks or deformation.
Advantages: Hydraulic flange machines are ideal for heavy-duty applications where thick or hard metals are used. They provide precise control over the forming process, ensuring that the flanges meet the required specifications.
Disadvantages: Hydraulic flange machines are slower than roll-forming machines and may require more setup time. They are also more expensive to operate due to the hydraulic system.
CNC Flange Machines: CNC flange machines use computer numerical control (CNC) technology to automate the flange forming process. These machines are highly precise and capable of producing complex flange shapes with tight tolerances. CNC flange machines are used in industries that require high levels of accuracy, such as aerospace, automotive, and industrial manufacturing.
Automated Precision for Complex Flanges: CNC flange machines are programmed to perform the flange forming process with high precision, ensuring that each flange is formed to the exact specifications. These machines are ideal for producing custom flanges or parts with intricate shapes.
Advantages: CNC flange machines offer unmatched precision and repeatability, making them ideal for high-volume production or parts that require tight tolerances. The automation reduces the need for manual labor and minimizes the risk of errors.
Disadvantages: CNC flange machines are expensive to purchase and operate, making them more suitable for large-scale production or applications that require high precision.
Flange Welding Machines: Flange welding machines are used to attach flanges to metal pipes or tubes by welding. These machines ensure that the flange is securely bonded to the pipe, providing a strong, leak-proof connection. Flange welding machines are commonly used in industries such as plumbing, oil and gas, and industrial piping systems.
Welding for Strong Connections: Flange welding machines ensure that the flange is securely welded to the pipe, creating a durable connection that can withstand high pressure and temperature.
Advantages: Welding provides a strong, permanent connection between the flange and the pipe. Flange welding machines are ideal for applications where a leak-proof connection is essential, such as in oil and gas pipelines.
Disadvantages: Welding machines require skilled operators and regular maintenance to ensure that the welds are strong and free from defects.
The Flange Forming Process
Material Preparation: Before the flange is formed, the material must be prepared by cutting the pipe, tube, or duct to the required length. The edges of the material are often smoothed or deburred to ensure that the flange can be formed cleanly without defects.
Cutting and Deburring for Clean Edges: Proper preparation of the material is essential for achieving a high-quality flange. Any burrs or rough edges can affect the forming process and lead to defects in the final flange.
Forming the Flange: The flange forming process varies depending on the type of machine being used. In roll-forming machines, the material is fed through a series of rollers that gradually shape the edge into a flange. In hydraulic or CNC machines, the material is pressed or bent into the desired shape. In welding machines, the flange is welded to the pipe after it has been formed.
Consistent Forming for Precision Flanges: The goal of the forming process is to create a flange with precise dimensions and a smooth finish. Proper control of the forming pressure and speed is essential for achieving high-quality results.
Finishing and Inspection: After the flange is formed, it is inspected for defects such as cracks, uneven edges, or dimensional inaccuracies. Any excess material, such as burrs or rough edges, is removed to ensure that the flange is smooth and ready for use.
Quality Control for Reliable Flanges: Flanges must meet strict quality standards to ensure that they provide a secure, leak-proof connection. Inspection and finishing are critical steps in the flange forming process to ensure that the final product meets these standards.
Applications of Flange Machines
HVAC Systems: Flange machines are widely used in the HVAC industry to create flanges for ductwork and ventilation systems. Flanges are essential for connecting sections of ductwork and ensuring that the system operates efficiently and without leaks.
Forming Flanges for Ductwork: Roll-forming flange machines are commonly used to create flanges on large sections of ductwork, providing a secure connection point for joining ducts and vents.
Industrial Piping Systems: In industrial piping systems, flanges are used to connect pipes, valves, and other components. Flange machines are used to form or attach flanges to pipes in applications such as oil and gas pipelines, chemical processing plants, and power generation facilities.
Flanges for High-Pressure Pipes: Hydraulic flange machines are often used to form flanges on thick-walled pipes used in high-pressure or high-temperature environments, such as oil refineries or power plants.
Automotive and Aerospace Industries: Flange machines are used in the automotive and aerospace industries to create flanges for exhaust systems, fuel lines, and other components. The precision offered by CNC flange machines is essential for ensuring that flanges meet the tight tolerances required in these industries.
Precision Flanges for Exhaust Systems: CNC flange machines are used to create custom flanges for exhaust systems, ensuring that they fit precisely and provide a leak-proof connection.
Plumbing and Construction: Flange machines are used in plumbing and construction to form or attach flanges to pipes used in water supply, drainage, and other systems. Flanges provide a secure connection point for assembling plumbing systems and allow for easy maintenance and repairs.
Flanges for Water Supply Lines: Flange machines are used to create flanges for water supply lines in residential and commercial buildings, ensuring that the pipes can be connected securely and leak-free.
Advantages of Flange Machines
Precision and Consistency: Flange machines ensure that flanges are formed with high precision and consistency, meeting exact specifications for dimensions and strength. This is essential for applications where leak-proof connections are critical, such as in HVAC systems or industrial pipelines.
Efficiency for High-Volume Production: Flange machines, especially roll-forming and CNC machines, are highly efficient and capable of producing large quantities of flanges quickly and with minimal waste. This makes them ideal for high-volume production in industries such as construction and manufacturing.
Versatility for Different Materials: Flange machines can handle a wide range of materials, including steel, aluminum, copper, and stainless steel. This versatility makes them valuable tools for manufacturers working with different types of pipes and tubing.
Strong, Leak-Proof Connections: Flanges formed by flange machines provide strong, durable connections that can withstand high pressure and temperature. This is particularly important in industrial applications where the reliability of the connection is critical for safety and performance.
Challenges of Flange Machines
Tooling and Setup Costs: Flange machines, particularly CNC and hydraulic machines, can be expensive to purchase and set up. The cost of tooling and maintenance must be considered, especially for custom or complex flange designs.
Skilled Operation for Precision: Operating flange machines, especially CNC and welding machines, requires skilled operators to ensure that the flanges are formed correctly and meet the required specifications. Improper operation can lead to defects and compromised flange connections.
Flange machines are essential tools for forming and attaching flanges to pipes, tubes, and ducts in a wide range of industries. Whether used in HVAC systems, industrial piping, or automotive and aerospace applications, these machines provide the precision, strength, and efficiency needed to create reliable, high-quality flanges that meet the demands of modern manufacturing and construction.
Metal Flowforming
CNC Controller for Spinning Machine
Metal flowforming is an advanced metal forming process used to shape cylindrical or conical metal parts by applying controlled pressure through rotating rollers. The process starts with a pre-formed metal blank, typically a tube, which is placed over a mandrel and rotated at high speeds. Rollers apply pressure to the metal, gradually thinning and stretching it into the desired shape. Flowforming offers precise control over wall thickness and part geometry, making it ideal for producing lightweight, high-strength components with complex geometries.
Flowforming is used in industries such as aerospace, automotive, defense, and industrial manufacturing, where precision, strength, and material efficiency are critical. The process enhances the mechanical properties of the metal, making it stronger and more durable, while also reducing material waste.
Types of Metal Flowforming
Forward Flowforming: In forward flowforming, the rollers move along the length of the metal blank in the same direction as the rotation of the mandrel. The material is thinned and stretched forward as it conforms to the shape of the mandrel. Forward flowforming is commonly used to produce cylindrical parts, such as tubes, pipes, and pressure vessels.
Precise Control of Wall Thickness: Forward flowforming allows manufacturers to create parts with precise, consistent wall thickness, which is critical for applications where uniform strength and weight are essential, such as in aerospace and automotive components.
Advantages: Forward flowforming is ideal for producing parts with long, uniform lengths, such as tubes and pipes. It offers excellent control over the material flow, ensuring consistent wall thickness and dimensional accuracy.
Disadvantages: Forward flowforming may not be suitable for parts with highly complex geometries or varying wall thicknesses, as the material flows primarily in one direction.
Backward Flowforming: In backward flowforming, the rollers move in the opposite direction of the mandrel’s rotation. This causes the material to be pushed backward while it is thinned and stretched into shape. Backward flowforming is commonly used for parts with more complex geometries or varying wall thicknesses, such as conical parts or components with flanges.
Complex Shapes with Variable Thickness: Backward flowforming allows for more control over the material flow, making it possible to create parts with varying wall thicknesses or complex features, such as tapers or flanges.
Advantages: Backward flowforming is ideal for producing parts with complex geometries, such as cones or components with varying wall thickness. It offers greater flexibility in shaping the material compared to forward flowforming.
Disadvantages: Backward flowforming is typically slower than forward flowforming and may require more precise control to prevent defects, such as wrinkling or uneven material distribution.
Combined Flowforming: Combined flowforming uses both forward and backward flowforming techniques to create parts with complex geometries and varying wall thicknesses. This method is often used for high-precision components in industries like aerospace and defense, where intricate shapes and tight tolerances are required.
Precision for Complex Components: Combined flowforming allows for precise control over material flow in both directions, enabling manufacturers to produce parts with complex shapes and varying thicknesses, such as aerospace structural components or high-performance automotive parts.
Advantages: Combined flowforming provides maximum flexibility for creating parts with complex geometries, varying wall thicknesses, and tight tolerances. It is ideal for high-performance applications where precision is critical.
Disadvantages: Combined flowforming requires advanced equipment and highly skilled operators, making it more expensive and time-consuming than single-direction flowforming.
Key Components of a Metal Flowforming Machine
Mandrel: The mandrel is the shaping tool around which the metal blank is formed. The mandrel provides the internal shape of the part, while the rollers apply pressure to the blank, stretching and thinning it into the desired external shape. Mandrels are typically made from high-strength materials, such as hardened steel, to withstand the high forces involved in flowforming.
Precision Mandrels for Tight Tolerances: The mandrel must be precisely machined to match the internal dimensions of the final part. Any deviations in the mandrel’s shape can result in defects or dimensional inaccuracies in the finished part.
Rollers: Flowforming machines use multiple rollers to apply pressure to the metal blank as it rotates on the mandrel. The rollers gradually deform the metal, thinning and shaping it into the final part. The position, pressure, and speed of the rollers are carefully controlled to ensure precise forming.
Controlled Pressure for Uniform Thickness: The rollers must apply consistent pressure to ensure that the material flows uniformly, creating a part with consistent wall thickness and smooth surfaces.
Rotating Spindle: The spindle holds the mandrel and rotates it during the flowforming process. The rotation of the mandrel, combined with the pressure from the rollers, shapes the metal blank into the desired form. The spindle’s speed must be carefully controlled to ensure that the material is deformed evenly.
High-Speed Rotation for Efficient Forming: The spindle must rotate at the correct speed to allow the rollers to apply even pressure and gradually form the part without over-stressing the material.
Hydraulic or Servo Actuation System: Flowforming machines use hydraulic or servo-actuated systems to control the movement and pressure of the rollers. These systems provide the force needed to deform the metal and ensure that the forming process is smooth and controlled.
Hydraulic Pressure for High-Strength Parts: The hydraulic system provides the necessary pressure to form high-strength materials, such as steel and titanium, into precise shapes without causing defects.
CNC Control System: Many modern flowforming machines are equipped with CNC (Computer Numerical Control) systems that allow for precise control over the forming process. The CNC system automates the movement of the rollers, ensuring that the material is formed with consistent accuracy and repeatability.
Automation for Precision and Repeatability: CNC control systems ensure that each part is formed to the exact same specifications, improving efficiency and reducing the risk of defects.
The Flowforming Process
Material Preparation: The process begins with the preparation of a metal blank, typically in the form of a tube or disc. The blank is made from materials such as aluminum, steel, or titanium, which have good ductility and can be deformed without cracking. The blank is mounted onto the mandrel in the flowforming machine.
Pre-Forms for Consistent Shaping: The initial shape of the blank is critical to the success of the flowforming process. Pre-forms must be designed to accommodate the thinning and stretching that occurs during forming.
Forming the Metal Blank: As the mandrel rotates, the rollers apply controlled pressure to the metal blank. The pressure from the rollers gradually thins and stretches the material, shaping it into the desired form. The flow of the material is carefully controlled to ensure that the part has uniform wall thickness and smooth surfaces.
Precision Thinning for Uniform Parts: The flowforming process allows for precise control over the material flow, ensuring that the part is formed with consistent wall thickness and meets tight dimensional tolerances.
Multiple Passes for Complex Shapes: For parts with complex geometries, the flowforming process may require multiple passes with the rollers. Each pass further deforms the metal, gradually bringing it closer to the final shape. The CNC system ensures that each pass is executed with precision, preventing defects such as wrinkles or uneven material distribution.
Complex Shapes with Tight Tolerances: Flowforming is ideal for producing parts with intricate shapes or features, such as flanges, tapers, or internal threads. The CNC system ensures that these features are formed with tight tolerances and repeatable accuracy.
Part Removal and Inspection: Once the flowforming process is complete, the finished part is removed from the mandrel and inspected for defects. The part is typically subjected to dimensional checks and surface quality inspections to ensure that it meets the required specifications.
Quality Control for High-Precision Parts: Flowforming produces parts with excellent surface finishes and dimensional accuracy, reducing the need for additional machining or finishing processes.
Applications of Metal Flowforming
Aerospace Industry: Flowforming is widely used in the aerospace industry to produce lightweight, high-strength components such as rocket motor casings, fuselage sections, and structural supports. The ability to create thin-walled parts with precise dimensions makes flowforming ideal for aerospace applications.
Rocket Motor Casings: Flowforming is used to produce thin-walled rocket motor casings with excellent strength and durability. These parts must withstand extreme pressures and temperatures, making flowforming a critical process for aerospace manufacturers.
Automotive Industry: In the automotive industry, flowforming is used to create lightweight components such as wheel rims, drive shafts, and suspension components. Flowformed parts are strong, lightweight, and capable of withstanding the stresses of high-performance vehicles.
Lightweight Alloy Wheels: Flowforming is used to produce lightweight alloy wheels for high-performance vehicles. The process ensures that the wheels have the strength needed to handle the stresses of driving while minimizing weight.
Defense and Military Applications: Flowforming is used to produce parts for defense and military applications, such as artillery shells, missile casings, and armor-piercing projectiles. These parts require high strength, durability, and precision, making flowforming an ideal manufacturing process.
Artillery Shells: Flowforming is used to produce artillery shells with thin walls and high strength, ensuring that they can withstand the pressures generated during firing while remaining lightweight.
Industrial Manufacturing: Flowforming is also used in the production of industrial components such as pressure vessels, heat exchanger tubes, and hydraulic cylinders. These parts require high strength and precision, making flowforming a valuable process for industrial manufacturers.
Heat Exchanger Tubes: Flowforming is used to produce thin-walled heat exchanger tubes with precise dimensions, ensuring efficient heat transfer and durability in demanding industrial applications.
Advantages of Metal Flowforming
High Precision and Repeatability: Flowforming ensures that parts are produced with tight tolerances and consistent quality, making it ideal for applications where precision is critical, such as aerospace and defense manufacturing.
Material Efficiency: Flowforming uses a cold-forming process that minimizes material waste, allowing manufacturers to produce parts with consistent wall thickness and minimal scrap. This improves cost efficiency and reduces the environmental impact of production.
Enhanced Mechanical Properties: The cold-forming process used in flowforming improves the mechanical properties of the metal, such as its hardness, tensile strength, and fatigue resistance. This makes flowformed parts more durable and capable of withstanding extreme conditions.
Cost-Effective for Medium- to High-Volume Production: Flowforming is particularly cost-effective for medium- to high-volume production runs, as it requires fewer tooling changes and offers shorter cycle times compared to other forming processes.
Challenges of Metal Flowforming
High Initial Setup Costs: The equipment and tooling required for flowforming can be expensive, making it less cost-effective for low-volume production runs. However, the long-term savings in material costs and reduced machining requirements often justify the initial investment.
Material Limitations: While flowforming is effective for a wide range of metals, such as aluminum, steel, and titanium, it may not be suitable for certain materials that are too brittle or have limited formability.
Metal flowforming is a highly efficient and versatile process used to produce lightweight, high-precision components with complex geometries. Whether used in aerospace, automotive, defense, or industrial applications, flowforming offers manufacturers a cost-effective solution for creating parts that meet the highest standards of performance and durability.
Circle Shear Machine
Circle Shear Machine
A circle shear machine, also known as a rotary shear or circular shearing machine, is a specialized cutting tool used to cut circular blanks or discs from sheet metal. These machines are designed to cut precise circular shapes in materials like steel, aluminum, copper, and brass, making them essential tools in industries such as automotive, aerospace, manufacturing, and metal fabrication. Circle shear machines are commonly used to produce metal discs for applications like cookware, automotive components, and industrial machinery.
Circle shear machines provide fast, efficient, and accurate cutting of circular blanks, with the ability to handle a wide range of materials and thicknesses. These machines are used for both high-volume production and custom manufacturing, ensuring that each circular blank is cut with precision and minimal waste.
Types of Circle Shear Machines
Manual Circle Shear Machines: Manual circle shear machines are operated by hand, making them suitable for small-scale production or custom jobs. These machines feature adjustable cutting blades and guides, allowing the operator to set the desired diameter of the cut. The operator manually rotates the sheet metal through the cutting blades to produce the circular blank.
Adjustable for Custom Cuts: Manual circle shear machines are highly versatile, allowing operators to adjust the cutting diameter for different-sized blanks. They are commonly used in workshops or fabrication shops for smaller jobs.
Advantages: Manual circle shear machines are affordable, easy to operate, and ideal for custom jobs or small production runs. They offer precise control over the cutting process, making them suitable for a wide range of materials.
Disadvantages: Manual circle shear machines are labor-intensive and not suitable for high-volume production. They also require skilled operators to ensure accurate cutting.
Motorized Circle Shear Machines: Motorized circle shear machines use electric motors to automate the cutting process. These machines are more powerful than manual models and are capable of cutting thicker or harder materials. Motorized circle shear machines are commonly used in metal fabrication shops and manufacturing facilities for medium- to large-scale production.
Powered Cutting for Efficiency: The motorized operation allows for faster and more efficient cutting, making these machines ideal for repetitive cutting tasks. Motorized circle shear machines often feature adjustable cutting settings, allowing operators to easily change the diameter of the cut.
Advantages: Motorized circle shear machines offer greater cutting power and efficiency compared to manual models. They are ideal for cutting thicker materials or handling higher production volumes.
Disadvantages: Motorized circle shear machines are more expensive and require a power source, making them less portable than manual machines. They also require regular maintenance to ensure proper operation.
CNC Circle Shear Machines: CNC (Computer Numerical Control) circle shear machines are fully automated machines that use CNC technology to control the cutting process. These machines are highly precise and capable of producing complex circular blanks with tight tolerances. CNC circle shear machines are commonly used in industries such as aerospace, automotive, and industrial manufacturing, where high precision is required.
Automated Precision for High-Volume Production: CNC circle shear machines allow operators to program the desired cutting parameters into the CNC system, which then controls the cutting blades to execute the cut with precision. These machines are ideal for high-volume production and applications that require consistent, repeatable results.
Advantages: CNC circle shear machines offer unmatched precision, efficiency, and repeatability. They are ideal for high-volume production or parts that require tight tolerances. The automation reduces the need for manual labor and minimizes the risk of errors.
Disadvantages: CNC circle shear machines are expensive to purchase and operate, making them best suited for large-scale production or applications that require high precision.
The Circle Shearing Process
Material Loading: The circle shearing process begins by loading the sheet metal onto the machine. For manual machines, the operator positions the sheet metal by hand, while motorized and CNC machines often have automated feeding systems that load the material into the cutting area.
Accurate Positioning for Precision Cuts: Proper positioning of the sheet metal is essential for ensuring that the circular blank is cut with precision. In CNC machines, the material is automatically positioned based on the programmed cutting parameters.
Adjusting the Cutting Diameter: The cutting diameter is set by adjusting the cutting blades and guides on the machine. In manual and motorized machines, the operator adjusts the settings to achieve the desired diameter. In CNC machines, the cutting diameter is programmed into the CNC system, which automatically adjusts the blades to the correct position.
Customizable Settings for Versatile Cutting: Circle shear machines offer adjustable cutting settings, allowing operators to produce circular blanks in a variety of sizes. This versatility is particularly important for manufacturers that produce custom or varied parts.
Cutting the Circular Blank: Once the machine is set up, the cutting process begins. The cutting blades rotate around the sheet metal, shearing out a precise circular blank. In manual machines, the operator manually turns the sheet metal through the blades, while motorized and CNC machines automate the cutting process.
Clean, Precise Cuts for Smooth Edges: The goal of the cutting process is to produce a clean, smooth-edged circular blank with minimal waste. Proper control of the cutting speed and pressure is essential for achieving high-quality cuts.
Finishing and Inspection: After the circular blank is cut, it is inspected for defects, such as rough edges, burrs, or dimensional inaccuracies. Any excess material or imperfections are removed to ensure that the blank is smooth and ready for use in further manufacturing processes.
Deburring for Clean Edges: Burrs or rough edges are common after cutting, especially in thicker or harder metals. These imperfections can be removed using deburring tools or machines to create a smooth, finished edge.
Applications of Circle Shear Machines
Cookware Manufacturing: Circle shear machines are widely used in the cookware industry to produce circular blanks for pots, pans, lids, and other kitchen utensils. The ability to cut precise, smooth-edged circles is essential for ensuring that the finished cookware pieces meet quality and performance standards.
Cutting Blanks for Pots and Pans: Circle shear machines are used to cut the circular blanks that are then formed into the final shape of pots, pans, and lids. The precision of the cut ensures that the cookware pieces are consistent in size and fit together properly.
Automotive Industry: In the automotive industry, circle shear machines are used to produce circular blanks for components such as gaskets, seals, and discs. These parts must be cut with high precision to ensure proper fit and function in automotive assemblies.
Cutting for Gaskets and Seals: Circular blanks are used to create gaskets and seals for engines, transmissions, and other automotive components. The precision of the cut is critical for ensuring that these parts provide a proper seal and prevent leaks.
Aerospace Industry: In the aerospace industry, circle shear machines are used to cut circular blanks for components such as bulkheads, panels, and structural supports. The high precision of CNC circle shear machines ensures that these parts meet the stringent safety and performance standards required in aerospace manufacturing.
Precision Cutting for Structural Components: Circle shear machines are used to create precise circular blanks for aerospace structural components that must withstand extreme forces and environmental conditions.
Metal Fabrication and Industrial Manufacturing: Circle shear machines are commonly used in metal fabrication shops and industrial manufacturing facilities to cut circular blanks for a wide range of applications, including machinery components, industrial equipment, and decorative metalwork.
Custom Cutting for Industrial Applications: Circle shear machines allow manufacturers to produce custom circular blanks for industrial machinery and equipment, ensuring that each part meets the exact specifications required for the application.
Advantages of Circle Shear Machines
Precision Cutting for Circular Blanks: Circle shear machines are specifically designed for cutting precise circular shapes in sheet metal, ensuring clean, accurate cuts with minimal material waste. This precision is essential for industries such as automotive, aerospace, and cookware manufacturing.
Efficiency for High-Volume Production: Motorized and CNC circle shear machines are highly efficient and capable of producing large quantities of circular blanks quickly and with consistent quality. This makes them ideal for high-volume production in industries such as manufacturing and metal fabrication.
Versatility for Different Metals: Circle shear machines can handle a wide range of sheet metal materials, including steel, aluminum, copper, and brass. This versatility makes them valuable tools for manufacturers working with different types of materials.
Clean, Smooth Edges: Circle shear machines are designed to create clean, smooth edges, reducing the need for additional finishing operations such as deburring or grinding. This improves the overall quality of the finished part and reduces production time.
Challenges of Circle Shear Machines
Tool Wear and Maintenance: The cutting blades on circle shear machines wear out over time and need to be replaced regularly to maintain cutting precision. Proper maintenance is essential to ensure that the machines continue to produce high-quality cuts.
High Initial Setup Costs for CNC Machines: CNC circle shear machines are expensive to purchase and operate, making them a significant investment for manufacturers. However, the high precision and efficiency of these machines often justify the initial setup costs for large-scale production.
Circle shear machines are essential tools for cutting precise circular blanks in sheet metal. Whether used in cookware manufacturing, automotive, aerospace, or industrial applications, these machines provide the accuracy, efficiency, and versatility needed to produce high-quality circular blanks with consistent precision.
Sheet Metal Flange Forming
Sheet Metal Rounded Corners
Sheet metal flange forming is a process used to create flanges—raised rims or edges—on sheet metal components. These flanges are essential for connecting parts, adding strength, and providing structural support in various applications. Flange forming is a key technique in industries such as automotive, aerospace, construction, HVAC, and metal fabrication, where sheet metal components must be securely joined or reinforced. Flanges help ensure a tight, secure fit between parts, especially in systems that handle fluids, air, or structural loads.
There are several methods for forming flanges on sheet metal, including roll forming, press brake bending, and stamping. Each method is chosen based on factors like the material, thickness, shape, and the specific requirements of the application. Proper flange forming ensures that the metal retains its strength and integrity, even after being bent or formed into complex shapes.
Methods of Sheet Metal Flange Forming
Roll Forming: Roll forming is a continuous process used to create flanges by passing sheet metal through a series of rollers that gradually bend the edges into the desired shape. This method is ideal for producing long, uniform flanges in high-volume production settings. Roll forming is commonly used in the production of components like metal roofing, siding, and structural panels.
High Efficiency for Long Parts: Roll forming is highly efficient and suitable for forming flanges on long pieces of sheet metal, such as beams, channels, and ducts. The process is continuous, allowing manufacturers to produce large quantities of flange-formed parts with minimal material waste.
Advantages: Roll forming is ideal for high-volume production and produces consistent, high-quality flanges with minimal deformation. It is also suitable for thin and thick sheet metals.
Disadvantages: Roll forming is less flexible than other methods, making it less suitable for producing short, custom, or complex flange shapes.
Press Brake Bending: Press brake bending is a common method for forming flanges on smaller or custom-shaped sheet metal parts. A press brake uses a punch and die to bend the edges of the sheet metal to form a flange. This method is highly versatile and allows for precise control over the angle, length, and shape of the flange. Press brakes are often used in low- to medium-volume production runs or for custom fabrication jobs.
Precision Bending for Custom Parts: Press brake bending allows manufacturers to create flanges with precise angles and lengths, making it ideal for custom parts and prototypes. The process is highly flexible, allowing for the formation of complex flange shapes.
Advantages: Press brake bending offers excellent precision and versatility, making it ideal for small batches or custom parts. It is suitable for a wide range of sheet metal thicknesses.
Disadvantages: Press brake bending can be slower than roll forming for high-volume production and may require more setup time, especially for complex or custom parts.
Stamping: Stamping is a high-speed method for forming flanges on sheet metal parts. In the stamping process, a press forces the sheet metal into a die, which shapes the material and forms the flange in a single operation. Stamping is ideal for producing large quantities of parts quickly and with consistent quality. It is commonly used in automotive and appliance manufacturing, where components like brackets, panels, and enclosures require flanged edges.
High-Speed Production for Large Volumes: Stamping is highly efficient and capable of producing flanges in large quantities with consistent quality. The process is well-suited for parts with simple, uniform flange shapes.
Advantages: Stamping offers fast production speeds, making it ideal for high-volume manufacturing. It also ensures consistent flange dimensions and high repeatability.
Disadvantages: Stamping requires expensive tooling and is less flexible than other methods, making it better suited for high-volume production rather than custom or low-volume runs.
Hydroforming: Hydroforming is a specialized forming process that uses high-pressure hydraulic fluid to shape sheet metal into complex forms, including flanged edges. Hydroforming is commonly used for parts that require intricate shapes or tight tolerances, such as automotive body panels, aerospace components, and structural parts. This process is ideal for forming flanges on lightweight materials, such as aluminum and stainless steel, without compromising the material’s strength or surface quality.
Complex Shapes with High Precision: Hydroforming allows manufacturers to form flanges on parts with complex geometries and tight tolerances. The process is particularly useful for producing lightweight components with strong, durable flanges.
Advantages: Hydroforming provides excellent precision and allows for the formation of flanges on complex shapes and lightweight materials. It also minimizes material thinning and surface defects.
Disadvantages: Hydroforming is more expensive than traditional forming methods and is best suited for high-value, precision parts rather than mass production.
Key Components of a Sheet Metal Flange Forming Machine
Rollers (Roll Forming): In roll forming machines, rollers are the primary tools used to bend and shape the edges of the sheet metal into flanges. The sheet metal passes through multiple rollers, each progressively bending the metal until the desired flange shape is achieved. The rollers must be precisely aligned and adjusted to ensure consistent, high-quality flange formation.
Gradual Bending for Uniform Flanges: The rollers are designed to gradually bend the metal, ensuring that the flange is formed smoothly and without distortion. Proper roller alignment is critical for maintaining consistent flange dimensions.
Punch and Die (Press Brake and Stamping): In press brake and stamping machines, the punch and die are the tools used to shape the flange. The punch presses the sheet metal into the die, bending or forming the edges into a flange. The punch and die must be designed to match the exact flange dimensions and angles required for the part.
Precision Tools for Accurate Flanges: The punch and die must be carefully designed and maintained to ensure that the flange is formed with accurate dimensions and angles. Any wear or misalignment in the tools can lead to defects in the flange.
Hydraulic System (Hydroforming): In hydroforming machines, a hydraulic system is used to apply high pressure to the sheet metal, forcing it into a die and forming the flange. The hydraulic system must provide precise control over the pressure and timing of the forming process to ensure that the flange is formed without damaging the material.
High Pressure for Complex Flanges: The hydraulic system provides the force needed to shape the sheet metal into complex forms, including flanges, without causing cracks or material failure.
Control System: Modern flange forming machines are often equipped with computer numerical control (CNC) systems that allow operators to program the flange dimensions, angles, and forming parameters. The control system ensures that the forming process is consistent and repeatable, reducing the risk of defects and improving production efficiency.
CNC Control for Precision and Consistency: CNC systems automate the flange forming process, allowing for precise control over the forming parameters. This ensures that each flange is formed to the exact same specifications, improving quality and reducing material waste.
The Flange Forming Process
Material Preparation: The sheet metal must be properly prepared before the flange forming process begins. This typically involves cutting the sheet metal to the required size and shape, deburring the edges, and cleaning the surface to remove any dirt, grease, or contaminants. Proper material preparation ensures that the flange is formed cleanly and without defects.
Deburring for Clean Edges: Any rough edges or burrs must be removed from the sheet metal to ensure that the flange is formed with smooth, clean edges. This is especially important in applications where the flange will be exposed to high pressure or stress.
Forming the Flange: The flange forming process depends on the method being used. In roll forming, the sheet metal is passed through a series of rollers that gradually bend the edges into a flange. In press brake bending, the sheet metal is placed between a punch and die, and pressure is applied to form the flange. In stamping, the flange is formed in a single press operation, while in hydroforming, the sheet metal is shaped by hydraulic pressure.
Consistent Pressure for Smooth Flanges: Proper control of the forming pressure is essential for creating a smooth, uniform flange without defects such as cracks, wrinkles, or thinning.
Finishing and Inspection: After the flange is formed, the part is inspected for defects such as cracks, uneven edges, or dimensional inaccuracies. Any excess material, such as burrs or rough edges, is removed to ensure that the flange is smooth and ready for use. The part is also measured to ensure that the flange meets the required dimensions and tolerances.
Quality Control for Reliable Flanges: Flanges must meet strict quality standards to ensure that they provide a secure, leak-proof connection. Inspection and finishing are critical steps in the flange forming process to ensure that the final product meets these standards.
Applications of Sheet Metal Flange Forming
Automotive Industry: Sheet metal flange forming is widely used in the automotive industry to create flanges on components such as exhaust systems, body panels, and structural parts. Flanges are essential for connecting parts and providing strength and rigidity to automotive assemblies.
Flanges for Exhaust Systems and Body Panels: Flanges are commonly formed on exhaust pipes and body panels to provide a secure connection between parts. Flange forming ensures that these components are strong, durable, and resistant to vibration and stress.
Aerospace Industry: In the aerospace industry, flange forming is used to create flanges on lightweight materials such as aluminum and titanium. These flanges are used to connect structural components, fuel tanks, and engine parts, where precision and strength are critical.
Flanges for Lightweight Aerospace Components: Flange forming is used to create flanges on thin, lightweight sheet metal components used in aircraft. The precision of the flange is critical for ensuring that the parts meet the strict safety and performance standards required in aerospace manufacturing.
HVAC Systems: In the HVAC industry, flange forming is used to create flanges on ductwork and ventilation systems. These flanges provide a secure connection between sections of ductwork, ensuring that the system operates efficiently and without leaks.
Forming Flanges for Ductwork: Flanges are commonly formed on HVAC ducts to provide a secure connection point for joining sections of ductwork. The flanges must be strong enough to withstand the pressure and airflow in the system.
Construction and Metal Fabrication: Flange forming is used in the construction and metal fabrication industries to create flanges on beams, columns, and other structural components. These flanges provide additional strength and stability to the structure, ensuring that it can withstand loads and stresses.
Flanges for Structural Components: Flange forming is used to create flanges on structural components such as beams and columns, adding strength and rigidity to the structure.
Advantages of Sheet Metal Flange Forming
Improved Strength and Structural Integrity: Forming flanges on sheet metal components increases their strength and rigidity, making them more durable and capable of withstanding stress. This is especially important in applications where the parts are exposed to high pressure, vibration, or loads.
Secure Connections for Joining Parts: Flanges provide a secure, leak-proof connection between parts, ensuring that they are properly aligned and sealed. This is essential in systems that handle fluids, air, or structural loads, such as exhaust systems, HVAC ducts, and piping.
Versatility for Different Materials and Applications: Flange forming can be used on a wide range of sheet metal materials, including steel, aluminum, copper, and stainless steel. This versatility makes flange forming a valuable process in industries ranging from automotive and aerospace to construction and HVAC.
Precision for Complex Shapes: Modern flange forming machines, especially those equipped with CNC systems, offer precise control over the forming process, allowing manufacturers to create flanges with tight tolerances and complex shapes.
Challenges of Sheet Metal Flange Forming
Tool Wear and Maintenance: The tools used in flange forming, such as rollers, punches, and dies, wear out over time and need to be replaced regularly to maintain forming precision. Proper maintenance is essential to ensure consistent, high-quality flange formation.
Material Limitations: Certain materials, especially brittle or high-strength metals, can be challenging to flange without causing cracks or defects. Proper material selection and forming techniques are essential to avoid these issues.
Sheet metal flange forming is a critical process in many industries, providing strength, durability, and secure connections for components ranging from automotive exhaust systems to aerospace structural parts. Whether done through roll forming, press brake bending, stamping, or hydroforming, flange forming ensures that sheet metal parts meet the demands of modern manufacturing and engineering.
Super Surface Finishing
Metal Buffing and Polishing Machines
Super surface finishing refers to advanced techniques used to achieve extremely smooth and polished surfaces on metal parts, often with a mirror-like finish. These techniques are critical in industries where surface quality is essential for performance, aesthetics, or functionality. Super surface finishing processes are used to remove surface imperfections, improve surface smoothness, reduce friction, and enhance the overall appearance of metal parts. This type of finishing is commonly applied to parts in industries such as aerospace, automotive, medical devices, precision engineering, and consumer electronics.
Super surface finishing goes beyond traditional polishing or grinding, utilizing highly specialized methods such as electropolishing, chemical polishing, and advanced mechanical processes like lapping and superfinishing. These techniques achieve surface finishes with very low roughness values, measured in microns, often below Ra 0.1 µm.
Types of Super Surface Finishing Processes
Electropolishing: Electropolishing is an electrochemical process that removes a thin layer of metal from the surface of a part, smoothing out micro-level roughness and imperfections. The process involves immersing the part in an electrolytic bath and applying an electric current. Electropolishing is commonly used for stainless steel, aluminum, and other metals that require a high level of surface smoothness and corrosion resistance.
Smoothing at the Microscopic Level: Electropolishing removes high points on the surface of the metal, leaving a smooth, polished finish. It also improves the part’s corrosion resistance by removing surface contaminants and creating a passive oxide layer.
Advantages: Electropolishing provides a uniform, smooth finish with minimal material removal. It is ideal for complex shapes and internal surfaces that are difficult to reach with mechanical polishing methods.
Disadvantages: Electropolishing is limited to conductive materials and may not be suitable for all types of metals or parts that require tight dimensional tolerances.
Chemical Polishing: Chemical polishing involves immersing a metal part in a chemical solution that selectively dissolves surface imperfections, leaving behind a smooth, polished surface. Unlike electropolishing, chemical polishing does not require an electric current. This process is commonly used for metals like aluminum, copper, and brass, as well as non-conductive materials.
Non-Electrical Smoothing for Complex Parts: Chemical polishing is especially useful for parts with complex shapes or internal passages, where mechanical polishing is impractical. The chemical solution uniformly polishes the surface without the need for physical contact.
Advantages: Chemical polishing is fast and efficient, providing a smooth, polished finish without the need for mechanical force. It is suitable for a wide range of materials, including non-metals.
Disadvantages: Chemical polishing can be less precise than electropolishing or mechanical finishing, and the chemicals used can be hazardous if not handled properly.
Superfinishing (Microfinishing): Superfinishing is a mechanical process that uses fine abrasives to achieve an ultra-smooth surface finish with extremely low roughness values. This process involves the oscillating movement of an abrasive tool or film against the surface of the part. Superfinishing is commonly used on cylindrical or spherical parts, such as crankshafts, bearings, and precision components, where surface smoothness is critical for reducing friction and wear.
Reducing Friction for High-Performance Parts: Superfinishing creates an extremely smooth surface that reduces friction and wear, improving the performance and longevity of precision components such as bearings and gears.
Advantages: Superfinishing provides a highly controlled surface finish, making it ideal for parts that require precise surface characteristics. It reduces friction and improves the part’s resistance to wear and corrosion.
Disadvantages: Superfinishing can be time-consuming and may require specialized equipment and skilled operators. It is also limited to parts with relatively simple geometries.
Lapping: Lapping is a precision surface finishing process that involves rubbing two surfaces together with an abrasive slurry between them. This process is used to achieve extremely flat and smooth surfaces with tight tolerances. Lapping is commonly used for parts like valves, bearings, and optical components, where flatness and surface quality are critical.
Ultra-Flat Surfaces for Precision Parts: Lapping achieves surfaces that are both flat and smooth, making it ideal for parts that require a high degree of accuracy and tight tolerances.
Advantages: Lapping provides a highly precise and uniform surface finish, making it suitable for parts that require extremely low surface roughness and high flatness.
Disadvantages: Lapping is a slow process and is not suitable for large production runs. It also requires careful control of the abrasive slurry to avoid over-polishing or damaging the part.
Polishing and Buffing: Polishing and buffing are traditional mechanical finishing processes used to achieve smooth, shiny surfaces on metal parts. These processes involve using abrasive compounds and rotating wheels or pads to remove surface imperfections and create a reflective finish. While polishing is more aggressive and used for initial surface smoothing, buffing is used to achieve a high-gloss finish.
Creating a High-Gloss Finish: Polishing and buffing are widely used in industries such as automotive, aerospace, and consumer goods to create aesthetically pleasing finishes on parts like wheels, body panels, and appliances.
Advantages: Polishing and buffing provide a high-quality, reflective finish, making them ideal for parts that require an attractive appearance. These processes are also relatively fast and cost-effective.
Disadvantages: Polishing and buffing can be labor-intensive, especially for complex parts, and may not achieve the same level of surface smoothness as advanced processes like electropolishing or superfinishing.
Applications of Super Surface Finishing
Aerospace Industry: Super surface finishing is critical in the aerospace industry, where parts like turbine blades, landing gear, and structural components must meet strict surface quality standards. Superfinishing and electropolishing are commonly used to reduce friction and improve the performance and longevity of critical components.
Smooth Surfaces for Reduced Friction: Super surface finishing reduces friction on aerospace components like turbine blades, improving their efficiency and reducing wear over time.
Medical Devices and Implants: Super surface finishing is essential for medical devices and implants, where surface smoothness is critical for biocompatibility, hygiene, and performance. Electropolishing is commonly used to finish stainless steel and titanium implants, ensuring that they are smooth, corrosion-resistant, and safe for use in the human body.
Smooth, Biocompatible Surfaces for Implants: Super surface finishing ensures that medical implants have smooth, corrosion-resistant surfaces that are safe for long-term use in the body.
Automotive Industry: In the automotive industry, super surface finishing is used to enhance the performance of components like engine parts, transmission gears, and crankshafts. Superfinishing reduces friction and wear, improving the efficiency and durability of these parts.
Enhanced Performance for Engine Components: Super surface finishing reduces friction on engine components like crankshafts and gears, improving performance and fuel efficiency.
Precision Engineering: Super surface finishing is used in precision engineering applications, such as the manufacture of bearings, valves, and precision instruments. These parts require extremely smooth surfaces to ensure proper function, reduce friction, and improve performance.
Smooth Surfaces for High-Precision Components: Superfinishing and lapping are used to achieve ultra-smooth surfaces on precision parts, ensuring that they meet tight tolerances and perform reliably.
Consumer Electronics and Optics: Super surface finishing is used in the production of consumer electronics and optical components, where smooth, reflective surfaces are critical for both performance and aesthetics. Polishing and buffing are commonly used to create shiny, mirror-like finishes on smartphones, tablets, and cameras.
Polished Surfaces for High-End Electronics: Polishing and superfinishing techniques are used to create sleek, reflective surfaces on consumer electronics, enhancing their appearance and durability.
Advantages of Super Surface Finishing
Enhanced Aesthetics: Super surface finishing techniques, such as polishing and buffing, create visually appealing surfaces with a high-gloss, mirror-like finish. This is particularly important for consumer goods, automotive components, and decorative metalwork.
Improved Performance and Efficiency: Superfinishing and electropolishing reduce surface roughness, minimizing friction and wear on moving parts. This improves the efficiency and longevity of components such as bearings, gears, and turbine blades.
Corrosion Resistance: Electropolishing and chemical polishing improve the corrosion resistance of metal parts by removing surface contaminants and creating a smooth, passive oxide layer. This is especially important for stainless steel and other metals used in harsh environments.
Biocompatibility for Medical Devices: Super surface finishing ensures that medical devices and implants have smooth, non-reactive surfaces, improving their biocompatibility and safety for use in the human body.
Precision and Accuracy: Super surface finishing processes, such as lapping and superfinishing, achieve extremely low surface roughness and tight tolerances, making them ideal for precision components that require high accuracy and smoothness.
Challenges of Super Surface Finishing
High Costs for Advanced Processes: Advanced super surface finishing techniques, such as electropolishing and lapping, can be expensive due to the specialized equipment and skilled operators required. These processes may not be cost-effective for low-volume production or parts with less stringent surface requirements.
Time-Consuming Processes: Super surface finishing processes like superfinishing and lapping can be time-consuming, especially for parts with complex geometries or tight tolerances. Manufacturers must balance the need for high-quality finishes with production efficiency.
Super surface finishing is essential for achieving the smooth, high-quality surfaces required in industries such as aerospace, automotive, medical devices, and precision engineering. Whether used to reduce friction, improve corrosion resistance, or enhance aesthetics, these advanced finishing techniques ensure that metal parts meet the highest standards of performance, durability, and appearance.
Dished End Making Machine
Beading Machine Price
A dished end making machine is a specialized piece of equipment used to manufacture dished ends, which are concave, rounded caps or closures often found on the ends of pressure vessels, boilers, storage tanks, and other cylindrical containers. Dished ends are essential components in industries such as oil and gas, petrochemicals, chemical processing, food processing, and water treatment, where pressure-tight and structurally strong end closures are required for safety and functionality.
The process of making dished ends involves forming flat metal plates into curved, dome-like shapes through various forming methods, including spinning, pressing, or flanging. These machines allow manufacturers to produce dished ends of different sizes, thicknesses, and materials, including carbon steel, stainless steel, and aluminum.
Types of Dished End Making Machines
Hydraulic Pressing Machines: Hydraulic pressing machines are commonly used for forming dished ends by applying high-pressure force to a flat metal plate. The plate is pressed into a concave die, gradually taking on the desired dished shape. This method is highly efficient and ideal for producing dished ends with large diameters and thick materials.
High Pressure for Large, Thick Dished Ends: Hydraulic pressing machines are capable of forming large dished ends with thick walls, ensuring that they can withstand high pressure and stress in applications such as pressure vessels and boilers.
Advantages: Hydraulic pressing offers excellent control over the forming process, allowing manufacturers to create dished ends with precise dimensions and smooth surfaces. It is ideal for producing high-strength dished ends for demanding applications.
Disadvantages: Hydraulic pressing machines are expensive and require significant setup time, making them more suitable for large-scale production rather than small or custom jobs.
Spinning Machines: Spinning is another method used to form dished ends by rotating a flat metal blank on a lathe-like machine. As the blank rotates, forming rollers apply pressure to gradually bend the metal into a dished shape. Spinning is typically used for producing dished ends with smaller diameters or thinner materials.
Gradual Forming for Thin or Small Dished Ends: Spinning allows for precise control over the forming process, making it suitable for producing dished ends with intricate shapes or thin walls. The process is highly flexible and can be used for small-batch production or custom parts.
Advantages: Spinning is cost-effective for small-batch or custom production and offers excellent flexibility for forming dished ends with various sizes and shapes. The process is also suitable for thinner materials, such as stainless steel or aluminum.
Disadvantages: Spinning is slower than hydraulic pressing and may not be suitable for forming large or thick-walled dished ends. It also requires skilled operators to ensure precise forming.
Flanging Machines: Flanging machines are used to form the edges of dished ends, creating a flange or raised rim that can be used to attach the dished end to a cylindrical vessel or pipe. The machine bends the edges of the dished end outward, creating a flange that matches the diameter of the vessel. Flanging is often used in conjunction with pressing or spinning to complete the dished end.
Forming Flanges for Secure Attachment: Flanging is essential for ensuring that the dished end can be securely attached to the vessel, creating a leak-proof seal and providing structural strength. Flanging machines allow for precise control over the flange dimensions and angles.
Advantages: Flanging machines provide consistent, precise flanges that ensure a secure connection between the dished end and the vessel. The process is highly efficient and can be integrated into automated production lines.
Disadvantages: Flanging machines are specialized tools that may not be suitable for small or custom production runs. They are best suited for high-volume production of dished ends with standard flange dimensions.
Deep Drawing Machines: Deep drawing is a forming method used to create dished ends by stretching a flat metal plate into a concave shape using a punch and die. The metal is drawn into the die cavity while maintaining its thickness, creating a deep, dished end with uniform wall thickness. Deep drawing is often used for producing dished ends with complex geometries or deep curvatures.
Deep Forming for Complex Dished Ends: Deep drawing allows manufacturers to create dished ends with complex shapes and deep curvatures, making it suitable for parts that require intricate designs or tight tolerances.
Advantages: Deep drawing offers precise control over the wall thickness and shape of the dished end, ensuring consistent quality and structural integrity. It is ideal for producing parts with deep, complex curvatures.
Disadvantages: Deep drawing requires specialized tooling and is more expensive than other forming methods. It is best suited for high-value parts or applications where precise control over wall thickness is critical.
Key Components of a Dished End Making Machine
Press or Punch: In pressing and deep drawing machines, the press or punch applies force to the metal plate, shaping it into the dished form. The press must be capable of generating high pressure to deform the metal without causing cracks or thinning.
High Pressure for Thick Materials: The press must provide enough force to shape thick metal plates into dished ends without compromising the material’s structural integrity. Proper pressure control is essential for achieving consistent results.
Rotating Mandrel or Die: In spinning and pressing machines, the mandrel or die provides the internal shape of the dished end. As the metal is pressed or spun around the mandrel, it gradually takes on the desired curvature. The mandrel or die must be precisely machined to ensure that the final part meets the required dimensions.
Precision Shaping for Consistent Results: The mandrel or die must be carefully designed and aligned to ensure that the dished end is formed with consistent dimensions and a smooth surface.
Forming Rollers (Spinning): In spinning machines, forming rollers apply pressure to the rotating metal blank, gradually shaping it into a dished end. The rollers must be precisely controlled to ensure that the metal is formed smoothly and without defects.
Controlled Pressure for Smooth Surfaces: The forming rollers must apply consistent pressure to prevent wrinkling, cracking, or uneven thickness in the final part.
Hydraulic System: In hydraulic pressing machines, the hydraulic system provides the force needed to press the metal into the die. The hydraulic system must provide precise control over the pressure and speed of the forming process to ensure that the metal is deformed uniformly.
Hydraulic Force for Large Dished Ends: The hydraulic system provides the necessary force to form large or thick-walled dished ends, ensuring that the material flows smoothly into the die.
Control Panel: Modern dished end making machines are often equipped with computer numerical control (CNC) systems that allow operators to program the forming parameters, such as pressure, speed, and curvature. The control panel ensures that the forming process is consistent and repeatable, reducing the risk of defects and improving production efficiency.
Automation for Precision and Consistency: CNC control systems automate the forming process, allowing for precise control over the dimensions and shape of the dished end. This ensures that each part is formed to the exact same specifications.
The Dished End Making Process
Material Preparation: The process begins with preparing a flat metal plate, which is typically cut to the desired size and thickness. The edges of the plate may be deburred or smoothed to ensure a clean, defect-free surface for forming.
Cutting and Deburring for Clean Edges: Proper preparation of the metal plate ensures that the dished end can be formed without defects such as cracks or wrinkles.
Forming the Dished End: The metal plate is placed in the dished end making machine, where it is pressed, spun, or drawn into the desired shape. The forming process depends on the type of machine being used—hydraulic pressing machines use a press to shape the metal into a concave form, while spinning machines gradually shape the metal using forming rollers.
Consistent Forming for Smooth Curves: The goal of the forming process is to create a smooth, uniform curvature with consistent wall thickness. Proper control of the forming pressure and speed is essential for achieving high-quality results.
Flanging (If Required): If the dished end requires a flange, the edges of the part are formed using a flanging machine. The flange provides a raised rim that allows the dished end to be securely attached to a cylindrical vessel or pipe. Flanging ensures that the part can be bolted or welded in place, creating a secure, leak-proof connection.
Forming Flanges for Attachment: The flanging process creates a secure attachment point for the dished end, ensuring that it can be easily connected to other components in a pressure vessel or tank.
Finishing and Inspection: After the dished end is formed, it is inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by removing any excess material or smoothing the edges. Quality control checks ensure that the dished end meets the required specifications for strength, curvature, and dimensional accuracy.
Quality Control for High-Strength Parts: Dished ends must meet strict quality standards to ensure that they can withstand the pressure and stress of the application. Inspection and finishing are critical steps in the process to ensure that the final part is free from defects.
Applications of Dished Ends
Pressure Vessels and Boilers: Dished ends are commonly used in the construction of pressure vessels and boilers, where they serve as end closures that can withstand high internal pressures. The dished shape distributes pressure evenly across the surface, reducing the risk of failure and ensuring the safety and performance of the vessel.
High-Pressure Applications for Safety: Dished ends are essential for pressure vessels that operate under high pressure, such as steam boilers, gas storage tanks, and chemical reactors. The shape of the dished end ensures that it can handle the pressure without failing.
Storage Tanks: Dished ends are used as closures for storage tanks, particularly those used for storing liquids or gases. The dished shape helps prevent the buildup of internal pressure and provides structural strength to the tank.
Strong, Leak-Proof Closures for Tanks: Dished ends provide a secure, leak-proof closure for storage tanks, ensuring that the contents are safely contained and that the tank can withstand internal pressure.
Food and Beverage Processing: Dished ends are commonly used in the food and beverage industry for pressure vessels and tanks used in processing, storage, and transportation. The smooth, rounded surface of the dished end helps maintain hygiene by preventing the buildup of contaminants or residue.
Hygienic Surfaces for Food Processing Tanks: In food and beverage processing, dished ends provide smooth, clean surfaces that are easy to sanitize, ensuring that the products remain safe and uncontaminated.
Water Treatment and Chemical Processing: Dished ends are used in water treatment and chemical processing tanks, where they must withstand corrosive materials and high pressures. The dished shape provides strength and durability, ensuring that the tanks can operate safely under demanding conditions.
Durable Closures for Chemical Tanks: Dished ends are essential for chemical processing tanks, where they provide a strong, corrosion-resistant closure that can handle harsh chemicals and high pressure.
Advantages of Dished End Making Machines
High Precision and Consistency: Dished end making machines provide precise control over the forming process, ensuring that each part is produced with consistent dimensions and smooth surfaces. This is essential for applications where dished ends must meet strict safety and performance standards.
Versatility for Different Materials and Sizes: Dished end making machines can handle a wide range of materials, including carbon steel, stainless steel, aluminum, and other metals. They are also capable of producing dished ends in various sizes and thicknesses, making them versatile tools for manufacturers.
Improved Structural Integrity: Dished ends formed using specialized machines have superior structural integrity, ensuring that they can withstand high pressure, temperature, and stress. The smooth, curved shape of the dished end helps distribute pressure evenly, reducing the risk of failure.
Efficiency for High-Volume Production: Dished end making machines, especially hydraulic presses and automated spinning machines, are highly efficient and capable of producing large quantities of parts quickly and with minimal waste. This makes them ideal for high-volume production in industries like pressure vessel manufacturing and tank fabrication.
Challenges of Dished End Making Machines
High Initial Setup Costs: Dished end making machines, particularly hydraulic presses and spinning machines, require significant initial investment in equipment and tooling. These costs can be prohibitive for small manufacturers or custom production runs.
Skilled Operation Required: Operating dished end making machines, especially spinning and flanging machines, requires skilled operators to ensure precise forming and avoid defects such as cracks or uneven thickness. Improper operation can result in defects that compromise the strength and safety of the dished end.
Dished end making machines are essential tools in industries that require high-strength, pressure-resistant closures for tanks, vessels, and other cylindrical containers. These machines provide the precision, efficiency, and versatility needed to produce dished ends that meet the strict safety and performance standards required in applications such as pressure vessels, boilers, storage tanks, and chemical processing equipment.
Thermal Deburring Machines
Thermal Deburring Machines for Sale
Thermal deburring machines are specialized tools used to remove burrs from metal and plastic parts through a controlled thermal process. Burrs are unwanted protrusions or sharp edges that often form during machining, cutting, drilling, or other manufacturing processes. These imperfections can affect the quality, performance, and safety of the final product. Thermal deburring machines offer a fast and efficient way to remove burrs, particularly from complex parts or internal passages that are difficult to access with traditional deburring methods.
The thermal deburring process, also known as explosive deburring or thermal energy method (TEM), involves placing the parts in a sealed chamber and exposing them to a controlled explosion of combustible gas. The high temperature generated by the explosion burns off the burrs, leaving the rest of the part intact. This method is highly effective for removing burrs from hard-to-reach areas and is widely used in industries such as automotive, aerospace, medical devices, and precision engineering.
Key Components of Thermal Deburring Machines
Sealed Chamber: The thermal deburring process takes place inside a sealed chamber, where the parts are placed during the deburring operation. The chamber must be able to withstand high temperatures and pressures generated by the controlled explosion.
Pressure-Resistant Chamber for Safety: The chamber is designed to contain the explosion safely while ensuring that the parts inside are properly exposed to the thermal energy. It is made from heat-resistant materials to withstand repeated use.
Gas Injection System: The gas injection system introduces a mixture of combustible gases, typically hydrogen or methane, into the chamber. The gas mixture is carefully controlled to ensure that the explosion is effective at removing the burrs without damaging the parts.
Precise Gas Control for Consistent Results: The gas injection system must deliver the correct mixture of gases at the right pressure and volume to ensure that the explosion is powerful enough to remove the burrs but not so intense that it damages the parts.
Ignition System: The ignition system is responsible for triggering the explosion inside the chamber. It ignites the gas mixture, causing a rapid combustion that generates high heat and pressure. The ignition system must be reliable and safe, ensuring that the explosion occurs only when the chamber is sealed and the gas mixture is correctly set.
Controlled Ignition for Safe Operation: The ignition system is carefully timed to ensure that the explosion occurs at the right moment, providing consistent deburring results while minimizing the risk of damage to the parts or the machine.
Cooling and Ventilation System: After the explosion, the chamber must be cooled down before the parts can be removed. The cooling and ventilation system helps dissipate the heat and remove any residual gases from the chamber. This system ensures that the parts are safe to handle after the deburring process and that the machine is ready for the next cycle.
Efficient Cooling for Fast Turnaround: The cooling system ensures that the chamber returns to a safe temperature quickly, allowing for efficient operation and minimizing downtime between deburring cycles.
Control Panel: Thermal deburring machines are equipped with a control panel that allows operators to set and monitor the deburring parameters, such as gas mixture, pressure, ignition timing, and cycle duration. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the process and ensure repeatable, high-quality results.
Automation for Precision and Consistency: The control panel allows operators to program the machine for specific parts and materials, ensuring that the deburring process is consistent and tailored to the requirements of each job.
The Thermal Deburring Process
Part Preparation: Before the thermal deburring process begins, the parts are loaded into the sealed chamber. The parts must be properly cleaned and free from any oils, grease, or contaminants that could interfere with the deburring process. The size, shape, and material of the parts are considered when setting the deburring parameters.
Cleaning for Optimal Results: Ensuring that the parts are clean and free from contaminants helps improve the effectiveness of the thermal deburring process and prevents any unintended reactions during the explosion.
Gas Injection and Ignition: Once the parts are loaded, the chamber is sealed, and the combustible gas mixture is injected into the chamber. The ignition system is then triggered, causing the gas to explode. The explosion generates a rapid burst of heat, typically reaching temperatures of 2,500 to 3,500 degrees Celsius (4,500 to 6,300 degrees Fahrenheit), which burns off the burrs on the surface of the parts.
High-Temperature Explosion for Burr Removal: The heat from the explosion is concentrated on the burrs, which are typically much thinner than the rest of the part. The burrs burn away almost instantly, leaving the rest of the part unaffected.
Cooling and Ventilation: After the explosion, the chamber is cooled down, and any remaining gases are vented. The cooling process ensures that the parts are safe to handle and that the machine is ready for the next deburring cycle.
Rapid Cooling for Efficient Operation: The cooling and ventilation system ensures that the chamber is quickly returned to a safe temperature, allowing for faster cycle times and increased productivity.
Part Removal and Inspection: Once the chamber has cooled, the parts are removed and inspected for any remaining burrs or defects. In most cases, the thermal deburring process removes all burrs from the parts, even in hard-to-reach areas or internal passages. Any remaining burrs can be removed through additional deburring methods if necessary.
Inspection for Quality Assurance: The parts are carefully inspected to ensure that the deburring process has been effective and that the parts meet the required specifications for surface finish and dimensional accuracy.
Applications of Thermal Deburring Machines
Automotive Industry: Thermal deburring is widely used in the automotive industry to remove burrs from precision components such as engine parts, fuel injectors, and transmission gears. These parts often have complex geometries with internal passages that are difficult to deburr using traditional methods.
Deburring for Engine Components and Fuel Systems: Thermal deburring ensures that engine components, such as fuel injectors and valves, are free from burrs that could interfere with their performance or cause premature wear.
Aerospace Industry: In the aerospace industry, thermal deburring is used to remove burrs from parts such as turbine blades, hydraulic components, and structural elements. The high precision of the thermal deburring process ensures that these critical components meet the stringent quality and safety standards required in aerospace manufacturing.
Deburring for Turbine Blades and Hydraulic Systems: Thermal deburring is ideal for removing burrs from the intricate surfaces and internal passages of aerospace components, ensuring that they perform reliably in demanding environments.
Medical Devices and Instruments: Thermal deburring is commonly used in the production of medical devices and surgical instruments, where burrs can compromise the safety and functionality of the part. The process is particularly useful for deburring complex, multi-part assemblies, such as implants, surgical tools, and diagnostic equipment.
Burr-Free Surfaces for Medical Instruments: Thermal deburring ensures that medical devices have smooth, burr-free surfaces that are safe for use in the human body and easy to sterilize.
Precision Engineering and Electronics: In precision engineering and electronics manufacturing, thermal deburring is used to remove burrs from small, intricate components such as connectors, switches, and housings. The process ensures that these parts fit together precisely and function correctly without interference from burrs.
Deburring for Small, Intricate Parts: Thermal deburring is ideal for precision-engineered parts with complex shapes and tight tolerances, ensuring that they meet the high standards required in electronics and precision equipment.
Hydraulic and Pneumatic Systems: Thermal deburring is used to remove burrs from hydraulic and pneumatic components, such as valves, fittings, and cylinders. Burrs in these components can cause leaks, blockages, or malfunctions, so it is essential to remove them completely.
Ensuring Smooth Function in Hydraulic Systems: Thermal deburring ensures that hydraulic and pneumatic components are free from burrs that could interfere with fluid flow or cause system failures.
Advantages of Thermal Deburring Machines
Effective Deburring of Complex Parts: Thermal deburring is highly effective at removing burrs from parts with complex geometries, internal passages, and hard-to-reach areas. This makes it ideal for deburring parts that cannot be easily deburred using mechanical methods.
Fast and Efficient Process: The thermal deburring process is extremely fast, often taking just a few seconds to complete. This makes it ideal for high-volume production environments where speed and efficiency are critical.
No Contact with Parts: Since the thermal deburring process is non-contact, there is no risk of damaging or deforming the parts during the deburring operation. This is particularly important for delicate or precision-engineered parts.
Consistency and Repeatability: Thermal deburring machines provide consistent, repeatable results, ensuring that every part is deburred to the same high standard. This reduces the risk of defects and improves overall product quality.
Minimal Material Removal: Thermal deburring removes only the burrs, leaving the rest of the part intact. This ensures that the dimensional accuracy and surface finish of the part are preserved, making the process ideal for precision components.
Challenges of Thermal Deburring Machines
Initial Setup Costs: Thermal deburring machines are expensive to purchase and install, making them a significant investment for manufacturers. However, the efficiency and effectiveness of the process often justify the initial cost, especially in high-volume production environments.
Material Limitations: Thermal deburring is primarily effective for materials that can withstand the high temperatures generated by the explosion, such as metals and certain plastics. It may not be suitable for materials that are heat-sensitive or prone to melting.
Hazardous Gases: The gases used in the thermal deburring process, such as hydrogen and methane, are highly flammable and must be handled with care. Proper safety precautions must be in place to prevent accidents or explosions.
Thermal deburring machines provide a fast, efficient, and highly effective way to remove burrs from complex metal and plastic parts. Whether used in automotive, aerospace, medical devices, or precision engineering, thermal deburring ensures that parts meet the highest standards of quality, performance, and safety.
Superior Metal Spinning
CNC Buffing Machine
Superior metal spinning is a highly specialized metal forming process that uses rotational force and precision tools to shape metal sheets or discs into complex, symmetrical shapes such as cones, cylinders, domes, and hemispheres. Unlike traditional stamping or deep drawing processes, metal spinning uses a combination of manual or CNC-controlled pressure and rotational speed to gradually shape the metal over a spinning mandrel. This method is particularly effective for producing hollow, seamless metal parts with smooth surfaces and consistent thickness.
Superior metal spinning is used in industries that require high-quality, precision-formed parts, such as aerospace, automotive, lighting, cookware, and decorative metalwork. The process is highly versatile, allowing for the production of parts in a wide range of sizes, shapes, and materials, including aluminum, stainless steel, copper, and brass.
Types of Metal Spinning
Manual Metal Spinning: Manual metal spinning is a traditional technique that relies on the skill of the operator to shape the metal using hand tools. The operator applies pressure to the metal disc as it spins on a lathe, gradually forming it into the desired shape. Manual spinning is often used for small-batch production, custom parts, and decorative items.
Craftsmanship for Custom Parts: Manual spinning requires a high level of skill and precision, making it ideal for producing custom or one-of-a-kind parts with unique designs or intricate details.
Advantages: Manual spinning offers excellent flexibility and is suitable for producing small quantities of custom or complex parts. It is also cost-effective for prototypes or low-volume production.
Disadvantages: Manual spinning is labor-intensive and requires skilled operators, making it less efficient for high-volume production. The process is also slower than automated methods.
CNC Metal Spinning: CNC (Computer Numerical Control) metal spinning automates the spinning process using precision CNC machines that control the speed, pressure, and movement of the forming tools. CNC spinning allows for precise, repeatable results and is ideal for high-volume production or parts that require tight tolerances.
Precision and Consistency for High-Volume Production: CNC spinning offers unparalleled precision and consistency, making it ideal for producing large quantities of parts with identical dimensions and surface finishes.
Advantages: CNC spinning provides fast, efficient production with consistent quality and tight tolerances. It is suitable for producing complex shapes and high-volume runs, reducing the need for manual labor.
Disadvantages: CNC spinning machines are expensive to purchase and set up, making them more suitable for large-scale production. The process also requires skilled programmers and operators to ensure optimal performance.
Shear Spinning: Shear spinning is a variation of metal spinning in which the metal is thinned as it is spun over the mandrel, resulting in parts with reduced wall thickness. This process is commonly used to produce lightweight components with high strength-to-weight ratios, such as aerospace parts and automotive components.
Thinning for Lightweight Parts: Shear spinning is ideal for applications where weight reduction is critical, such as aerospace and automotive manufacturing. The process creates thin-walled parts without compromising their structural integrity.
Advantages: Shear spinning allows for precise control over wall thickness, making it ideal for producing lightweight, high-strength parts. The process is highly efficient and suitable for high-performance applications.
Disadvantages: Shear spinning requires specialized equipment and skilled operators to ensure consistent results. It is best suited for parts with simple geometries, such as cones and cylinders.
Flow Forming (Flow Spinning): Flow forming is a more advanced form of metal spinning used to produce long, hollow, cylindrical parts with uniform wall thickness. The process involves stretching the metal as it spins, gradually reducing its thickness and forming the desired shape. Flow forming is commonly used for parts such as rocket motor casings, gas cylinders, and pressure vessels.
Precision Forming for Cylindrical Parts: Flow forming allows manufacturers to produce long, seamless cylindrical parts with precise wall thickness, making it ideal for applications that require high strength and durability.
Advantages: Flow forming offers excellent precision and material efficiency, reducing waste while producing parts with consistent wall thickness and high strength. It is ideal for high-performance applications in aerospace and defense.
Disadvantages: Flow forming requires advanced equipment and is more expensive than traditional metal spinning methods. It is best suited for large, cylindrical parts and may not be suitable for complex shapes or small-batch production.
Key Components of a Metal Spinning Machine
Mandrel: The mandrel is the shaping tool around which the metal is spun. It provides the internal shape of the part, while the forming tools apply pressure to the metal as it rotates. Mandrels must be precisely machined to ensure that the final part meets the required dimensions and surface quality.
Precision Mandrels for Consistent Results: The mandrel must be carefully designed and aligned to ensure that the part is formed with consistent dimensions and a smooth surface.
Forming Rollers or Tools: In CNC and manual metal spinning, forming rollers or tools apply pressure to the metal as it spins over the mandrel. The tools gradually shape the metal into the desired form, ensuring that the part has uniform wall thickness and a smooth surface finish.
Controlled Pressure for Smooth Surfaces: The forming tools must apply consistent pressure to prevent wrinkles, cracks, or uneven thickness in the final part.
Lathe or Spinning Chuck: The lathe or spinning chuck holds the mandrel and rotates it at high speeds during the spinning process. The rotational speed must be carefully controlled to ensure that the metal flows smoothly over the mandrel without overstressing the material.
High-Speed Rotation for Efficient Forming: The lathe or chuck must rotate at the correct speed to allow the forming tools to shape the metal without causing defects such as cracking or warping.
CNC Control System (CNC Spinning): CNC spinning machines are equipped with a CNC control system that automates the spinning process. The CNC system controls the speed, pressure, and movement of the forming tools, ensuring precise, repeatable results. The system allows operators to program the machine for specific parts and materials, ensuring optimal performance.
Automation for Precision and Efficiency: CNC systems provide precise control over the spinning process, ensuring that each part is formed to the exact same specifications. This improves efficiency and reduces the risk of defects.
The Metal Spinning Process
Material Preparation: The metal spinning process begins with a flat metal disc or sheet, which is typically cut to size and thickness. The edges of the metal may be deburred or smoothed to ensure a clean, defect-free surface for spinning.
Cutting and Deburring for Clean Edges: Proper preparation of the metal ensures that the spinning process can proceed smoothly and without defects such as cracks or wrinkles.
Spinning the Metal: The metal disc is placed on the mandrel, which is mounted on the spinning machine. As the mandrel rotates, the forming tools apply pressure to the metal, gradually shaping it into the desired form. In CNC spinning, the process is automated, with the CNC system controlling the movement of the tools and the speed of the rotation.
Controlled Forming for Smooth, Symmetrical Parts: The goal of the spinning process is to create a smooth, symmetrical part with consistent wall thickness. Proper control of the pressure and speed is essential for achieving high-quality results.
Multiple Passes for Complex Shapes: For parts with complex shapes or tight tolerances, the spinning process may require multiple passes with the forming tools. Each pass gradually deforms the metal, bringing it closer to the final shape. In CNC spinning, the process is carefully programmed to ensure that each pass is executed with precision.
Complex Shapes with Tight Tolerances: Metal spinning is ideal for producing parts with intricate shapes or features, such as cones, domes, and cylinders, with precise dimensions and surface finishes.
Finishing and Inspection: After the part is spun, it is removed from the mandrel and inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the part meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Parts: Metal spinning produces parts with smooth surfaces and consistent dimensions, reducing the need for additional machining or finishing processes.
Applications of Superior Metal Spinning
Aerospace Industry: Metal spinning is widely used in the aerospace industry to produce lightweight, high-strength components such as rocket motor casings, aircraft nose cones, and fuel tanks. The ability to create seamless, symmetrical parts with precise dimensions makes metal spinning ideal for aerospace applications.
Rocket Motor Casings and Nose Cones: Metal spinning is used to produce thin-walled rocket motor casings and nose cones that must withstand extreme pressures and temperatures while maintaining their structural integrity.
Automotive Industry: In the automotive industry, metal spinning is used to create components such as wheel rims, exhaust systems, and structural supports. The process ensures that these parts are lightweight, strong, and capable of withstanding the stresses of high-performance vehicles.
Lightweight Wheel Rims and Exhaust Systems: Metal spinning is used to produce lightweight, high-strength wheel rims and exhaust components for high-performance vehicles. The process ensures that these parts have consistent thickness and strength.
Cookware and Lighting Fixtures: Metal spinning is commonly used to produce seamless, symmetrical cookware items such as pots, pans, and lids. It is also used to create lighting fixtures, such as lampshades and reflectors, that require smooth, symmetrical shapes and polished surfaces.
Smooth, Seamless Cookware: Metal spinning is used to create high-quality cookware with smooth, seamless surfaces that are easy to clean and resistant to corrosion.
Architectural and Decorative Metalwork: Metal spinning is used to create architectural and decorative metalwork, such as domes, sculptures, and ornamental features. The process allows for the production of intricate, symmetrical shapes with smooth surfaces, making it ideal for high-end architectural projects.
Decorative Domes and Sculptures: Metal spinning is used to create large, decorative domes and sculptures for architectural projects, ensuring that the parts are smooth, symmetrical, and visually appealing.
Pressure Vessels and Industrial Components: Metal spinning is used to produce pressure vessels, gas cylinders, and industrial components that require high strength and durability. The process ensures that these parts are seamless, with consistent wall thickness and excellent structural integrity.
Seamless Pressure Vessels: Metal spinning is ideal for producing pressure vessels and gas cylinders that must withstand high internal pressures without risk of failure.
Advantages of Superior Metal Spinning
Precision and Consistency: Metal spinning provides excellent control over the shape, dimensions, and surface quality of the part, ensuring consistent, high-precision results. CNC spinning, in particular, offers repeatable accuracy, making it ideal for high-volume production.
Material Efficiency: Metal spinning is a highly efficient process that minimizes material waste. The metal is deformed without cutting or removing material, reducing the need for additional machining or finishing.
Strength and Durability: Metal spinning produces parts with excellent mechanical properties, including high strength, durability, and resistance to stress. The process creates seamless, symmetrical parts with consistent wall thickness, making them ideal for demanding applications.
Versatility for Different Materials and Shapes: Metal spinning can be used with a wide range of materials, including aluminum, stainless steel, copper, and brass. The process is also highly versatile, allowing for the production of parts in various sizes, shapes, and thicknesses.
Cost-Effective for Prototypes and Custom Parts: Metal spinning is cost-effective for producing prototypes, custom parts, and small-batch production runs. Manual spinning, in particular, is well-suited for creating one-of-a-kind parts or decorative items.
Challenges of Superior Metal Spinning
Skilled Operation Required: Manual metal spinning requires highly skilled operators to ensure that the parts are formed with precision and without defects. CNC spinning, while automated, still requires skilled programmers and operators to ensure optimal performance.
High Initial Setup Costs for CNC Machines: CNC metal spinning machines are expensive to purchase and set up, making them a significant investment for manufacturers. However, the precision and efficiency of the process often justify the initial cost, especially in high-volume production environments.
Superior metal spinning is a highly efficient and versatile process used to produce seamless, high-precision metal parts for a wide range of industries. Whether used in aerospace, automotive, cookware, or decorative metalwork, metal spinning ensures that parts are formed with consistent quality, smooth surfaces, and excellent mechanical properties.
Curling Process in Sheet Metal
Sheet Metal Edge Rounding
The curling process in sheet metal refers to the technique of forming a circular or rolled edge along the perimeter of a metal sheet. Curling is commonly used in applications where the sharp edges of sheet metal must be rolled over for safety, aesthetics, or functional reasons. This process is widely applied in industries such as automotive, aerospace, HVAC, and appliance manufacturing, where curled edges are needed to provide strength, reduce the risk of injury, or create a finished, decorative appearance.
Curling improves the overall durability of the part by increasing edge strength and reducing the likelihood of cracking or deformation under load. It is often used in the production of parts like metal enclosures, cylindrical tubes, or ducts, where a smooth, rounded edge is necessary for assembly or handling.
Types of Curling in Sheet Metal
Straight Curling: Straight curling involves rolling the edge of the sheet metal into a circular or semi-circular shape, creating a smooth, continuous edge around the part. This type of curling is commonly used in the fabrication of ducts, pipes, and other cylindrical structures, where the rolled edge provides a strong, durable finish.
Simple Curled Edges for Durability: Straight curling is ideal for reinforcing the edges of parts like tubes or ducts, where the curled edge adds strength and prevents the sheet metal from fraying or deforming over time.
Advantages: Straight curling provides a clean, smooth edge that improves the safety, durability, and appearance of the part. It is also relatively easy to achieve using specialized curling machines or roll forming equipment.
Disadvantages: Straight curling may not be suitable for parts with complex shapes or tight radii, as the metal can become stretched or deformed during the curling process.
Wire-Edge Curling: In wire-edge curling, a metal wire is inserted into the curled edge of the sheet metal, creating a reinforced edge that is stronger and more rigid than a standard curl. This type of curling is often used in the fabrication of containers, tanks, and pipes, where the reinforced edge helps improve the part’s structural integrity and resistance to deformation.
Reinforced Edges for Added Strength: Wire-edge curling is ideal for parts that require extra strength or rigidity, such as containers or ducts that must withstand pressure or impact. The wire provides additional support to the curled edge, reducing the risk of deformation.
Advantages: Wire-edge curling provides a stronger, more durable edge than standard curling, making it ideal for heavy-duty applications. It also improves the part’s resistance to wear and impact, extending its service life.
Disadvantages: Wire-edge curling requires additional tooling and setup, making it more time-consuming and expensive than straight curling. The wire must be properly inserted and secured to ensure that the curl remains strong and uniform.
Hem Curling: Hem curling, or hemming, is a variation of the curling process in which the edge of the sheet metal is folded over itself, creating a double-thickness edge that is stronger and more rigid than a single-layer curl. Hem curling is commonly used in automotive panels, appliance housings, and architectural components, where the reinforced edge improves strength and provides a smooth, finished appearance.
Double-Layer Edges for Increased Rigidity: Hem curling is ideal for applications where the sheet metal must withstand stress or impact, such as automotive panels or appliance housings. The folded edge provides extra strength and durability.
Advantages: Hem curling provides a strong, reinforced edge that improves the part’s structural integrity and resistance to damage. It also creates a clean, finished appearance, making it ideal for visible parts.
Disadvantages: Hem curling requires more material and tooling than standard curling, increasing production costs. It may also be more challenging to achieve on thick or hard metals.
Seam Curling: Seam curling is a method used to join two pieces of sheet metal by curling their edges together. This technique is commonly used in the fabrication of cylindrical structures such as pipes, tanks, and containers, where the curled seam provides a strong, leak-proof connection between the parts. Seam curling is widely used in industries such as HVAC, automotive, and metal fabrication.
Strong, Leak-Proof Connections: Seam curling is ideal for joining two metal parts in a way that ensures a strong, durable, and leak-proof connection. It is commonly used in the production of ducts, pipes, and containers that must withstand pressure or fluids.
Advantages: Seam curling provides a secure, long-lasting connection between metal parts, reducing the need for additional welding or fasteners. It is also highly efficient, allowing manufacturers to produce leak-proof joints quickly and consistently.
Disadvantages: Seam curling requires precise alignment of the parts and specialized tooling to ensure that the seam is formed correctly. Improper curling can result in weak or leaky joints.
Key Components of a Curling Machine
Rollers or Forming Dies: In most curling machines, rollers or forming dies are used to gradually curl the edges of the sheet metal. The rollers apply pressure to the metal as it passes through the machine, bending it into a circular or semi-circular shape. Forming dies are often used for more complex or precise curls, ensuring that the edge is formed uniformly.
Controlled Pressure for Uniform Curls: The rollers or forming dies must apply consistent pressure to the sheet metal to ensure that the curl is smooth and uniform. Proper alignment of the rollers is essential for achieving high-quality results.
Mandrel or Support: In many curling machines, a mandrel or support is used to hold the sheet metal in place as it is curled. The mandrel ensures that the metal is properly aligned and supported throughout the curling process, preventing deformation or misalignment.
Support for Consistent Curling: The mandrel provides support to the metal as it is curled, ensuring that the edge is formed smoothly and without distortion. This is especially important for thin or flexible sheet metals.
Hydraulic or Pneumatic System: Many curling machines use hydraulic or pneumatic systems to apply the necessary pressure for curling the sheet metal. These systems provide precise control over the pressure and speed of the curling process, ensuring that the metal is curled evenly and without defects.
Precise Pressure Control for High-Quality Curls: The hydraulic or pneumatic system ensures that the pressure is applied evenly throughout the curling process, preventing defects such as cracking, wrinkling, or uneven curls.
Control Panel: Modern curling machines are often equipped with a control panel that allows operators to set and monitor the curling parameters, such as pressure, speed, and curl radius. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the curling process and ensure repeatable, high-quality results.
Automation for Precision and Efficiency: The control panel allows operators to program the machine for specific parts and materials, ensuring that the curling process is consistent and tailored to the requirements of each job.
The Curling Process
Material Preparation: Before the curling process begins, the sheet metal must be properly prepared. This typically involves cutting the metal to the required size and shape, deburring the edges, and cleaning the surface to remove any dirt, grease, or contaminants. Proper preparation ensures that the metal curls smoothly and without defects.
Cutting and Deburring for Clean Edges: Proper preparation of the metal ensures that the curling process proceeds smoothly and without defects, such as cracking or wrinkling.
Curling the Edge: The curling process begins by feeding the sheet metal into the curling machine, where it is gradually bent into the desired shape by the rollers or forming dies. The machine applies controlled pressure to the edge of the metal, curling it into a circular or rolled shape. The radius of the curl is determined by the settings on the machine, which can be adjusted to achieve different curl sizes.
Controlled Bending for Smooth, Consistent Curls: The goal of the curling process is to create a smooth, uniform curl with consistent dimensions. Proper control of the pressure and speed is essential for achieving high-quality results.
Finishing and Inspection: After the curl is formed, the part is inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the part meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Parts: Curling machines produce parts with smooth, rounded edges that improve the safety, durability, and appearance of the final product. Proper inspection ensures that the curled edges are free from defects and meet the required standards.
Applications of Curling in Sheet Metal
Automotive Industry: The curling process is widely used in the automotive industry to create rolled edges on body panels, exhaust systems, and structural components. Curled edges help improve the strength and durability of these parts, while also reducing the risk of injury during handling or assembly.
Curled Edges for Automotive Body Panels: Curling is used to create rolled edges on automotive body panels, improving their strength and resistance to impact. The curled edges also provide a smooth, finished appearance, enhancing the overall look of the vehicle.
HVAC Systems: Curling is commonly used in the HVAC industry to create rolled edges on ducts, pipes, and other ventilation components. Curled edges provide a strong, durable connection point for joining sections of ductwork, ensuring that the system operates efficiently and without leaks.
Curling for Strong Duct Connections: Curled edges on HVAC ducts provide a secure, leak-proof connection between sections, ensuring that the system maintains proper airflow and pressure.
3. Aerospace Industry: The aerospace industry uses the curling process in the fabrication of lightweight components, such as ducts, tubes, and panels. Curled edges enhance the strength and durability of these parts without adding significant weight, making them ideal for applications where weight reduction is critical, such as in aircraft structures.
Reinforced Edges for Aircraft Components: Curling provides reinforced edges on aerospace components, ensuring they withstand high stress, pressure, and vibration. The smooth edges also reduce the risk of damage during assembly and maintenance.
Appliance Manufacturing: Curling is widely applied in the manufacturing of appliances, where it is used to form safe, smooth edges on components like washers, dryers, refrigerators, and ovens. Curled edges prevent injuries during handling and assembly and provide a finished appearance to the products.
Safety Edges for Home Appliances: Curling creates rounded, burr-free edges on appliance panels, ensuring that the final product is both safe to handle and aesthetically pleasing.
Metal Enclosures and Electrical Boxes: Curling is often used in the production of metal enclosures, electrical boxes, and cabinets. The curled edges enhance the strength of these structures and eliminate sharp edges that could pose a risk during installation or use.
Smooth Edges for Electrical Enclosures: Curling ensures that electrical enclosures and metal cabinets have strong, smooth edges that prevent cuts or abrasions during installation and maintenance.
Architectural Components and Metal Furniture: In the architectural and furniture industries, curling is used to create decorative, smooth-edged metal components for applications such as railings, frames, and structural elements. The curled edges provide a sleek, modern look while also enhancing the strength and safety of the part.
Decorative and Functional Curled Edges: Curling adds a polished, professional finish to architectural elements and metal furniture, improving both their appearance and structural integrity.
Advantages of Curling in Sheet Metal
Enhanced Strength and Durability: Curling strengthens the edges of sheet metal parts, making them more resistant to deformation, cracking, or damage. The rolled edges distribute stress more evenly, reducing the likelihood of failure under load.
Improved Safety: Curling eliminates sharp edges on sheet metal parts, reducing the risk of injury during handling, assembly, or use. This is particularly important in industries like automotive, HVAC, and appliance manufacturing, where sharp edges can pose significant hazards.
Aesthetic and Functional Finishing: Curling provides a smooth, finished appearance to sheet metal parts, enhancing their overall aesthetic appeal. The rounded edges also improve functionality by allowing parts to fit together more easily and securely during assembly.
Increased Edge Stability: Curling stabilizes the edges of sheet metal parts, preventing warping or bending during use. This is particularly important for thin or flexible sheet metals, which are prone to deformation under stress.
Versatility for Various Applications: Curling can be used on a wide range of sheet metal materials, including aluminum, steel, stainless steel, and copper. This versatility makes it a valuable process in industries ranging from automotive and aerospace to appliances and construction.
Challenges of Curling in Sheet Metal
Tooling and Setup Costs: Curling machines, especially those equipped with CNC or hydraulic systems, require significant initial investment in equipment and tooling. These costs can be prohibitive for small manufacturers or custom production runs.
Material Limitations: Curling may be challenging for very thick or hard metals, as the process can cause cracking or deformation if not properly controlled. Certain materials, such as brittle metals, may not be suitable for curling without special treatment or preparation.
Skilled Operation Required: Properly curling sheet metal requires skilled operators, particularly for complex or high-precision curls. Incorrect pressure or alignment can result in defects such as cracks, uneven edges, or misshapen curls.
Curling is a highly effective process for improving the strength, safety, and appearance of sheet metal components across a wide range of industries. Whether used to create reinforced edges, smooth out sharp surfaces, or enhance the aesthetic quality of a part, curling plays a vital role in modern metal fabrication and manufacturing.
Crimping Process in Sheet Metal
Edge crimping
The crimping process in sheet metal is a mechanical technique used to join two metal parts by deforming one or both of them to create a secure, interlocking connection. Crimping is often used as an alternative to welding, soldering, or fasteners in applications where a strong, durable bond is required without the use of additional materials. This process is widely used in industries such as HVAC, automotive, aerospace, and electrical manufacturing to create reliable joints in ducts, pipes, electrical connectors, and other sheet metal components.
Crimping is valued for its efficiency, ease of use, and ability to create high-strength connections without heat or adhesives. It is especially useful in assembling lightweight components, where the addition of fasteners or welding could compromise the integrity of the material.
Types of Crimping in Sheet Metal
Standard Crimping: Standard crimping involves deforming the edges of two metal parts so that they fit tightly together, forming a secure mechanical connection. This type of crimping is commonly used in the HVAC industry to join sections of ductwork, ensuring an airtight seal without the need for additional fasteners or adhesives.
Simple Crimps for Reliable Joints: Standard crimping is ideal for creating strong, reliable joints in sheet metal parts such as pipes, ducts, and enclosures. The crimped edges lock together securely, preventing separation or leakage.
Advantages: Standard crimping provides a fast, efficient way to join metal parts without welding or fasteners. It is also easy to automate, making it suitable for high-volume production.
Disadvantages: Standard crimping may not be suitable for parts that require very high strength or precision, as the crimped joint may be weaker than a welded or fastened connection.
Bead Crimping: Bead crimping involves creating a series of small, evenly spaced crimps or beads along the edge of the sheet metal. This type of crimping is often used to add rigidity and strength to the part, as well as to create a secure connection between two components. Bead crimping is commonly used in automotive and aerospace applications to join body panels, structural components, and other sheet metal parts.
Reinforced Joints for Strength and Stability: Bead crimping adds strength and stability to sheet metal parts, making it ideal for applications that require a rigid, durable joint. The beaded crimps distribute stress evenly along the joint, reducing the risk of deformation.
Advantages: Bead crimping improves the structural integrity of the joint, making it more resistant to stress and vibration. It is also highly effective for lightweight components that need to maintain strength without adding extra weight.
Disadvantages: Bead crimping requires specialized tooling and may be more time-consuming than standard crimping. It may also be less effective for joining thick or hard metals.
Seam Crimping: Seam crimping is used to join two pieces of sheet metal along a seam, creating a continuous, interlocking joint. This type of crimping is commonly used in the fabrication of pipes, tubes, and containers, where a leak-proof connection is essential. Seam crimping is widely applied in industries such as HVAC, plumbing, and metal fabrication.
Leak-Proof Seams for Pipes and Containers: Seam crimping provides a strong, leak-proof joint that is ideal for pipes, ducts, and containers that must withstand pressure or fluids. The continuous crimp ensures a secure connection that prevents separation or leakage.
Advantages: Seam crimping creates a strong, durable joint that is resistant to leaks and pressure. It is also highly efficient, allowing manufacturers to produce secure, continuous joints quickly and consistently.
Disadvantages: Seam crimping requires precise alignment of the parts and specialized tooling to ensure that the seam is crimped uniformly. Improper crimping can result in weak or leaky joints.
**Electrical Crimping
:** Electrical crimping is the process of joining electrical connectors or terminals to wires by deforming the metal of the connector around the wire. This creates a strong, conductive bond without the need for soldering. Electrical crimping is widely used in the electronics, automotive, and aerospace industries, where it provides a reliable, efficient way to assemble wiring harnesses, connectors, and terminals.
Strong, Conductive Connections for Electrical Components: Electrical crimping ensures that wires and connectors are securely joined, providing a low-resistance connection that is resistant to vibration and environmental factors. The crimped connection also minimizes the risk of loose connections or electrical failures.
Advantages: Electrical crimping provides fast, consistent connections with excellent electrical conductivity. It eliminates the need for heat or adhesives, making it suitable for high-volume production of wiring assemblies.
Disadvantages: Improper crimping can result in weak or unreliable connections, which may lead to electrical failures. Skilled operators or automated equipment are required to ensure that the crimps are properly formed.
Key Components of a Crimping Machine
Crimping Dies: Crimping machines use dies to deform the metal parts and create the crimped joint. The dies are typically shaped to match the specific geometry of the parts being crimped, ensuring a secure and uniform connection. Crimping dies must be precisely aligned to avoid damaging the material or producing weak joints.
Precision Dies for Consistent Crimps: The crimping dies must be accurately designed and maintained to ensure that the crimps are formed with consistent quality and strength.
Hydraulic or Pneumatic Press: Many crimping machines use hydraulic or pneumatic presses to apply the force needed to deform the metal and create the crimp. These systems provide precise control over the pressure and speed of the crimping process, ensuring that the crimps are formed uniformly and without defects.
Controlled Pressure for High-Quality Joints: The hydraulic or pneumatic press ensures that the crimping process is consistent, applying the correct amount of force to create strong, reliable joints.
Automated Feeding System: In high-volume production environments, crimping machines may be equipped with an automated feeding system that positions the parts for crimping. This ensures that the parts are aligned correctly and improves production efficiency by reducing the need for manual handling.
Automation for Fast, Efficient Production: Automated feeding systems allow crimping machines to operate continuously, increasing throughput and reducing downtime.
Control Panel: Crimping machines are often equipped with a control panel that allows operators to set and monitor the crimping parameters, such as pressure, speed, and die alignment. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the crimping process and ensure repeatable, high-quality results.
Precision Control for Reliable Crimps: The control panel allows operators to program the machine for specific parts and materials, ensuring that the crimping process is consistent and tailored to the requirements of each job.
The Crimping Process
Material Preparation: Before the crimping process begins, the metal parts must be properly prepared. This typically involves cutting the sheet metal or wires to the required size and shape, cleaning the surfaces, and aligning the parts for crimping. Proper preparation ensures that the crimping process proceeds smoothly and without defects.
Cutting and Cleaning for Optimal Results: Proper preparation of the parts ensures that the crimped joint is strong, secure, and free from defects such as gaps or misalignment.
Crimping the Joint: The crimping process begins by placing the parts in the crimping machine, where they are deformed by the dies or forming tools to create the crimped joint. The machine applies controlled pressure to the parts, deforming the metal and locking the components together. The crimping pressure and speed are carefully controlled to ensure that the joint is strong and uniform.
Controlled Deformation for Secure Joints: The goal of the crimping process is to create a tight, interlocking joint that is strong, durable, and resistant to separation or leakage. Proper control of the pressure and alignment is essential for achieving high-quality results.
Finishing and Inspection: After the crimp is formed, the part is inspected for defects such as cracks, gaps, or misalignment. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the crimped joint meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Joints: Crimping machines produce strong, durable joints that improve the functionality and safety of the final product. Proper inspection ensures that the crimped joints are free from defects and meet industry standards.
Applications of Crimping in Sheet Metal
HVAC Industry: Crimping is widely used in the HVAC industry to join sections of ductwork, pipes, and ventilation components. The crimped joints provide a secure, leak-proof connection that is resistant to air or fluid leakage, ensuring that the HVAC system operates efficiently.
Crimped Joints for Ductwork and Ventilation: Crimping is ideal for joining HVAC ducts and pipes, providing a strong, airtight seal without the need for additional fasteners or adhesives.
Automotive Industry: In the automotive industry, crimping is used to join body panels, structural components, and electrical connectors. The crimped joints provide strength and durability, ensuring that the vehicle’s body and electrical systems perform reliably under stress and vibration.
Crimped Electrical Connectors and Body Panels: Crimping is commonly used to create secure connections in automotive wiring harnesses, as well as to join body panels and structural components.
Aerospace Industry: The aerospace industry uses crimping to join lightweight components, such as fuselage panels, structural parts, and electrical connectors. The crimped joints provide strength without adding unnecessary weight, making them ideal for high-performance aerospace applications.
Lightweight Crimped Joints for Aircraft Components: Crimping is ideal for assembling lightweight aircraft components that must withstand stress and vibration without adding excessive weight.
Electrical and Electronics Industry: Crimping is essential in the electrical and electronics industry, where it is used to create strong, conductive connections between wires, terminals, and connectors. The crimped joints provide reliable electrical conductivity and resistance to corrosion and vibration.
Crimped Terminals for Electrical Wiring: Electrical crimping ensures that wiring harnesses and connectors are securely joined, providing a low-resistance connection that is essential for electrical performance.
Plumbing and Metal Fabrication: Crimping is used in the plumbing industry to join pipes and fittings, providing leak-proof connections for water and gas systems. It is also widely used in metal fabrication to assemble enclosures, containers, and structural components.
Leak-Proof Crimped Joints for Plumbing Systems: Crimping provides strong, leak-proof connections in plumbing pipes and fittings, ensuring that the system operates reliably under pressure.
Advantages of Crimping in Sheet Metal
Fast and Efficient Joining: Crimping is a fast, efficient process that can be easily automated for high-volume production. It eliminates the need for welding, soldering, or fasteners, reducing assembly time and labor costs.
Strong, Durable Joints: Crimping creates strong, interlocking joints that are resistant to separation, leakage, or vibration. This makes it ideal for applications where the parts must withstand stress, pressure, or environmental factors.
No Heat or Adhesives Required: Crimping does not require heat, adhesives, or additional materials to create a secure joint, making it a cost-effective and environmentally friendly alternative to welding or soldering.
Improved Safety and Aesthetics: Crimped joints provide a smooth, finished appearance, improving the aesthetic quality of the part. The process also reduces the risk of sharp edges, burrs, or other hazards that could pose a safety risk during handling or assembly.
Challenges of Crimping in Sheet Metal
Skilled Operation Required: Proper crimping requires skilled operators, especially for high-precision crimps or complex joints. Incorrect pressure or alignment can result in weak or unreliable connections, which may lead to part failure.
Tooling and Setup Costs: Crimping machines and dies can be expensive to purchase and maintain, especially for custom or complex crimping operations. The initial setup costs may be prohibitive for small manufacturers or low-volume production.
Material Limitations: Crimping may not be suitable for certain materials, such as very thick or brittle metals, which can crack or deform during the crimping process. Proper material selection and preparation are essential to avoid defects.
Crimping is a highly effective, efficient process for joining sheet metal parts in a wide range of industries, from automotive and aerospace to HVAC and electrical manufacturing. Whether used to create leak-proof seams, strong mechanical joints, or reliable electrical connections, crimping provides the strength, durability, and versatility needed for modern manufacturing.
Sheet Metal Curling
Aluminium Cookware Manufacturing Process
Sheet metal curling is a metal forming process used to shape the edges of a metal sheet into a rolled, curved form. This process is used to eliminate sharp edges, improve the overall appearance of the product, and increase the structural integrity of the part by providing additional rigidity. Curling is widely applied in industries such as automotive, HVAC, aerospace, appliance manufacturing, and metal fabrication, where smooth, safe edges are required for parts like ducts, enclosures, panels, and other metal components.
Curling can be done manually, using basic tools for small-scale jobs, or automatically using curling machines for large-scale production. The process involves rolling the edge of the sheet metal over itself or around another object, creating a continuous, smooth edge that can withstand impact or pressure without deformation.
Types of Sheet Metal Curling
Simple Curling: Simple curling is the basic process of rolling the edge of a sheet metal part into a curved or circular shape. This is often done to create a safe, smooth edge that prevents injury during handling or use. Simple curling is commonly used in the manufacturing of ducts, metal containers, and appliance housings.
Smooth Edges for Safety and Strength: Simple curling eliminates sharp edges, making the part safer to handle and improving its structural integrity. The rolled edge adds rigidity to the part, helping it resist deformation under stress.
Advantages: Simple curling is a straightforward process that is easy to automate, making it ideal for high-volume production. It also improves the durability and safety of the part by reinforcing the edge.
Disadvantages: Simple curling may not be suitable for parts that require very tight radii or complex shapes, as the process can cause the metal to stretch or deform.
Wire-Inserted Curling: In wire-inserted curling, a metal wire is inserted into the curl, reinforcing the edge and providing additional strength. This method is commonly used for parts that require extra durability, such as metal containers, ducts, or tanks that must withstand pressure or impact.
Reinforced Edges for High-Stress Applications: The wire strengthens the curled edge, making the part more resistant to deformation and wear. Wire-inserted curling is ideal for parts that must handle heavy loads or endure frequent handling.
Advantages: Wire-inserted curling provides a much stronger edge than simple curling, making it ideal for heavy-duty applications. It also improves the part’s resistance to bending or breaking under stress.
Disadvantages: The process is more complex and time-consuming than simple curling, requiring additional tooling and setup to insert the wire correctly.
Hemming: Hemming is a process in which the edge of the sheet metal is folded back on itself to create a double-thickness edge. This technique is used to increase the strength of the edge, improve its appearance, and eliminate sharp corners. Hemming is commonly used in the automotive industry for body panels, doors, and hoods, as well as in appliance manufacturing.
Folded Edges for Increased Strength: Hemming adds strength and rigidity to the edge by doubling the thickness of the metal. This makes the part more durable and resistant to bending, while also providing a smooth, finished edge.
Advantages: Hemming provides a strong, smooth edge that improves the structural integrity of the part. It is ideal for parts that require both strength and aesthetics, such as automotive panels or appliance housings.
Disadvantages: Hemming requires additional material and tooling, making it more expensive than simple curling. It may also be more difficult to achieve on thick or hard metals.
Flange Curling: Flange curling is the process of curling the edge of a flange to create a rolled edge. This technique is used in the fabrication of pipes, ducts, and other cylindrical parts that require a smooth, rounded edge for safety, appearance, or sealing purposes. Flange curling is common in HVAC systems and fluid handling applications.
Rolled Edges for Pipes and Ducts: Flange curling creates a smooth, rounded edge on the flange of a pipe or duct, providing a secure connection point that is resistant to leaks and pressure.
Advantages: Flange curling improves the safety and appearance of the part, while also providing a strong, leak-proof edge. It is particularly useful in applications where the curled edge will be exposed to pressure or fluid flow.
Disadvantages: Flange curling requires precise control of the forming process to ensure that the curl is uniform and free from defects. Improper curling can result in leaks or weak connections.
Key Components of a Sheet Metal Curling Machine
Curling Dies: Curling machines use specially shaped dies to bend and roll the edges of the sheet metal. The dies must be carefully designed to match the specific curvature and dimensions of the curl, ensuring a smooth, consistent edge.
Precision Dies for Uniform Curls: The curling dies must apply even pressure to the sheet metal to create a uniform, high-quality curl. Proper alignment of the dies is critical to achieving consistent results.
Rollers: In many curling machines, rollers are used to gradually bend the sheet metal into the desired shape. The rollers apply controlled pressure to the metal as it is fed through the machine, ensuring that the edge is curled smoothly and without distortion.
Controlled Pressure for Smooth Edges: The rollers must apply consistent pressure to the sheet metal to prevent defects such as cracking, wrinkling, or uneven curls.
Hydraulic or Pneumatic Systems: Many curling machines use hydraulic or pneumatic systems to control the pressure and speed of the curling process. These systems provide precise control over the forming process, ensuring that the curl is uniform and free from defects.
Precise Pressure Control for High-Quality Curls: The hydraulic or pneumatic system ensures that the curling pressure is applied evenly, preventing defects and ensuring a smooth, consistent curl.
Control Panel: Modern curling machines are equipped with control panels that allow operators to set and monitor the curling parameters, such as curl radius, pressure, and speed. Many machines are also equipped with programmable logic controllers (PLCs) or CNC systems to automate the curling process and ensure repeatable, high-quality results.
Automation for Precision and Efficiency: The control panel allows operators to program the machine for specific parts and materials, ensuring that the curling process is consistent and tailored to the requirements of each job.
The Curling Process
Material Preparation: Before curling begins, the sheet metal must be properly prepared. This typically involves cutting the sheet metal to the required size and shape, deburring the edges, and cleaning the surface to remove any dirt, grease, or contaminants. Proper preparation ensures that the metal curls smoothly and without defects.
Cutting and Deburring for Clean Edges: Proper preparation of the sheet metal ensures that the curling process proceeds smoothly and without defects, such as cracking or wrinkling.
Curling the Edge: The curling process begins by feeding the sheet metal into the curling machine, where it is gradually bent into the desired shape by the rollers or dies. The machine applies controlled pressure to the edge of the metal, curling it into a circular or rolled shape. The radius of the curl is determined by the settings on the machine, which can be adjusted to achieve different curl sizes.
Controlled Bending for Smooth, Consistent Curls: The goal of the curling process is to create a smooth, uniform curl with consistent dimensions. Proper control of the pressure and speed is essential for achieving high-quality results.
Finishing and Inspection: After the curl is formed, the part is inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the part meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Parts: Curling machines produce parts with smooth, rounded edges that improve the safety, durability, and appearance of the final product. Proper inspection ensures that the curled edges are free from defects and meet the required standards.
Applications of Sheet Metal Curling
Automotive Industry: Curling is widely used in the automotive industry to create safe, rounded edges on body panels, doors, and other structural components. Curled edges improve the strength and durability of these parts, while also providing a smooth, finished appearance.
Curled Edges for Automotive Panels: Curling is used to create rolled edges on automotive body panels, doors, and hoods, improving their strength and resistance to impact. The curled edges also provide a sleek, finished look that enhances the overall appearance of the vehicle.
HVAC Systems: Curling is commonly used in the HVAC industry to create rolled edges on ducts, pipes, and other ventilation components. Curled edges provide a strong, durable connection point for joining sections of ductwork, ensuring that the system operates efficiently and without leaks.
Curling for Strong Duct Connections: Curling provides smooth, safe edges on HVAC ducts and pipes, ensuring that the system is free from sharp edges that could pose a hazard during installation or maintenance.
Appliance Manufacturing: In appliance manufacturing, curling is used to create smooth, rounded edges on panels, doors, and enclosures. Curled edges improve the strength and appearance of the appliance, while also reducing the risk of injury during handling or use.
Curled Edges for Safe, Durable Appliances: Curling creates safe, burr-free edges on appliance panels and enclosures, improving both the safety and durability of the final product.
Architectural Components: Curling is often used in the production of architectural components, such as metal railings, panels, and decorative elements. The curled edges provide a smooth, finished appearance while also adding strength and rigidity to the part.
Decorative and Functional Curled Edges: Curling enhances the appearance and strength of architectural elements, providing a professional, finished look that is both attractive and durable.
Metal Containers and Enclosures: Curling is widely used in the fabrication of metal containers, enclosures, and tanks, where it provides a smooth, rolled edge that improves the strength and durability of the part. The curled edge also reduces the risk of injury during handling and assembly.
Strong, Safe Edges for Metal Containers: Curling provides a smooth, reinforced edge on metal containers and enclosures, ensuring that they are safe to handle and resistant to impact or deformation.
Advantages of Sheet Metal Curling
Improved Safety and Aesthetics: Curling eliminates sharp edges on sheet metal parts, making them safer to handle and improving their overall appearance. The smooth, rounded edges reduce the risk of injury and provide a professional, finished look.
Increased Strength and Durability: Curling adds strength and rigidity to the edges of sheet metal parts, making them more resistant to deformation, cracking, or damage. The rolled edge distributes stress more evenly, reducing the likelihood of failure under load.
Versatility for Various Applications: Curling can be used on a wide range of sheet metal materials, including steel, aluminum, copper, and stainless steel. This versatility makes curling a valuable process in industries ranging from automotive and HVAC to appliance manufacturing and metal fabrication.
Cost-Effective and Efficient: Curling is a fast, efficient process that can be easily automated for high-volume production. It reduces the need for additional finishing processes, such as deburring or grinding, making it cost-effective for manufacturers.
Challenges of Sheet Metal Curling
Tooling and Setup Costs: Curling machines, especially those equipped with CNC or hydraulic systems, require significant initial investment in equipment and tooling. These costs can be prohibitive for small manufacturers or custom production runs.
Material Limitations: Curling may be challenging for very thick or hard metals, as the process can cause cracking or deformation if not properly controlled. Certain materials, such as brittle metals, may not be suitable for curling without special treatment or preparation.
Skilled Operation Required: Properly curling sheet metal requires skilled operators, particularly for complex or high-precision curls. Incorrect pressure or alignment can result in defects such as cracks, uneven edges, or misshapen curls.
Sheet metal curling is an essential process in metal fabrication, providing strong, safe, and aesthetically pleasing edges for a wide range of applications. Whether used in automotive panels, HVAC ducts, appliance housings, or architectural components, curling ensures that sheet metal parts meet the highest standards of strength, durability, and safety.
Brake Pads Making Machine
Brake pads
A brake pads making machine is a specialized piece of equipment used in the production of automotive brake pads. Brake pads are critical components of a vehicle’s braking system, responsible for applying friction to the brake rotors to slow or stop the vehicle. These machines are designed to manufacture brake pads from raw materials such as metal fibers, resins, and friction materials, ensuring that the finished pads meet the required standards for performance, durability, and safety.
The process of making brake pads involves several steps, including material mixing, pressing, curing, and finishing. Brake pads making machines are equipped with various functions to handle these tasks efficiently, allowing manufacturers to produce high-quality brake pads in large quantities. These machines are used primarily in the automotive industry but are also applicable for producing brake components for motorcycles, trucks, and industrial machinery.
Types of Brake Pads Making Machines
Mixing and Kneading Machines: These machines are used to blend the raw materials that make up the brake pads, including metal fibers, friction materials, binders, and resins. The materials are mixed and kneaded into a homogeneous compound, ensuring that the brake pads have consistent friction properties and wear resistance.
Homogeneous Mixing for Consistent Performance: Proper mixing ensures that the brake pads have uniform friction properties, which are essential for reliable braking performance. The compound must be thoroughly mixed to prevent defects such as weak spots or uneven wear.
Advantages: Mixing and kneading machines provide precise control over the blending of raw materials, ensuring consistent quality in the final product. They are also highly efficient, reducing mixing times and improving production throughput.
Disadvantages: Improper mixing can lead to defects in the brake pads, such as uneven friction properties or weak areas that may cause the pads to fail prematurely.
Pressing Machines: Pressing machines are used to compress the mixed materials into the shape of a brake pad. The material is placed in a mold, and the machine applies high pressure to compact the material into a solid form. Pressing is a critical step in ensuring that the brake pads have the required density and strength.
High Pressure for Dense, Strong Brake Pads: Pressing ensures that the brake pad material is tightly compacted, giving the pads the density and strength needed to withstand the high pressures and temperatures generated during braking.
Advantages: Pressing machines provide consistent pressure and control over the shape of the brake pads, ensuring that each pad is produced to the correct specifications. They are ideal for high-volume production, as they can produce large quantities of pads quickly and efficiently.
Disadvantages: The molds used in pressing machines must be precisely designed and maintained to prevent defects such as cracks, voids, or uneven compression.
Curing Ovens: After the brake pads are pressed, they are cured in ovens to harden the material and set the binder. The curing process involves heating the pads at controlled temperatures for a specific duration, which allows the resins and binders to harden and bond the materials together.
Controlled Heating for Durable Brake Pads: Curing is essential for hardening the brake pad material and ensuring that it can withstand the extreme conditions of braking. Proper control of temperature and curing time is critical for achieving optimal hardness and strength.
Advantages: Curing ovens provide precise temperature control, ensuring that the brake pads are evenly cured and free from defects such as cracks or weak areas. This improves the durability and performance of the final product.
Disadvantages: Improper curing can result in brake pads that are too soft or brittle, leading to premature wear or failure.
Finishing Machines: Once the brake pads are cured, they are finished using grinding and cutting machines to achieve the final shape and dimensions. These machines remove any excess material, smooth the surfaces, and ensure that the brake pads meet the required tolerances for thickness and flatness.
Precision Finishing for Consistent Fit and Performance: Finishing ensures that the brake pads are shaped and sized accurately, allowing them to fit properly in the braking system and perform reliably. Any defects in the
brake pad’s shape or surface can lead to performance issues, such as uneven wear, squealing, or reduced braking efficiency.
Advantages: Finishing machines provide high precision in shaping and smoothing the brake pads, ensuring that they meet strict specifications for thickness, flatness, and surface quality. This step is essential for ensuring consistent braking performance and reducing noise.
Disadvantages: Finishing machines must be carefully calibrated and maintained to prevent defects such as over-grinding or surface imperfections, which can negatively impact the brake pad’s performance.
Friction Testing Machines: To ensure the quality and performance of the brake pads, manufacturers often use friction testing machines to measure the friction coefficient and wear resistance of the pads. These machines simulate real-world braking conditions by applying pressure and heat to the brake pads while measuring their friction properties.
Testing for Reliable Braking Performance: Friction testing ensures that the brake pads meet industry standards for stopping power, durability, and heat resistance. It helps identify any defects or inconsistencies in the material that could affect the brake pad’s performance.
Advantages: Friction testing machines provide valuable data on the performance characteristics of the brake pads, allowing manufacturers to ensure that each batch meets safety and quality standards. This testing is crucial for automotive applications, where brake performance is critical for vehicle safety.
Disadvantages: Friction testing can be time-consuming and requires specialized equipment and expertise, adding to the overall production costs.
The Brake Pads Manufacturing Process
Raw Material Preparation: The first step in making brake pads is to prepare the raw materials, including metal fibers, friction materials (such as ceramic or organic compounds), resins, and binders. These materials are carefully measured and blended in mixing machines to create a homogeneous compound that will be pressed into brake pads.
Precise Mixing for Consistent Properties: The correct ratio of materials is essential for achieving the desired friction and wear resistance in the finished brake pads. Inconsistent mixing can lead to uneven performance or premature wear.
Pressing and Molding: Once the materials are mixed, they are loaded into molds, where pressing machines apply high pressure to form the brake pads. The molds are designed to give the brake pads their final shape, while the pressure compacts the material into a dense, solid form.
High Pressure for Strong, Durable Brake Pads: The pressing process ensures that the brake pads are dense enough to withstand the stresses of braking without cracking or wearing down prematurely.
Curing: After pressing, the brake pads are transferred to curing ovens, where they are heated at controlled temperatures to harden the material and set the binders. The curing process is crucial for developing the brake pad’s strength, heat resistance, and durability.
Even Curing for Long-Lasting Performance: Proper curing ensures that the brake pads can endure the high temperatures generated during braking without losing their effectiveness or breaking down.
Finishing: Once the brake pads are cured, they are finished using grinding, cutting, and sanding machines to remove any excess material and ensure that the pads meet the required dimensions and surface quality. This step ensures that the brake pads fit correctly in the braking system and provide consistent performance.
Precision Grinding for Smooth, Accurate Pads: The finishing process ensures that the brake pads have a smooth, even surface and the correct thickness, which is essential for proper fit and function in the braking system.
Friction Testing and Quality Control: After the brake pads are finished, they undergo friction testing to ensure that they meet the required standards for performance, safety, and durability. This testing simulates real-world braking conditions and measures the friction coefficient, wear resistance, and heat tolerance of the pads.
Testing for Safety and Reliability: Friction testing helps manufacturers ensure that the brake pads will provide reliable, consistent performance under a variety of conditions, such as heavy braking, high speeds, or extreme temperatures.
Applications of Brake Pads Making Machines
Automotive Industry: Brake pads making machines are primarily used in the automotive industry to produce brake pads for passenger vehicles, trucks, motorcycles, and buses. High-quality brake pads are essential for ensuring vehicle safety, as they provide the friction needed to stop the vehicle effectively.
Brake Pads for Cars, Trucks, and Motorcycles: Brake pads making machines are used to produce a wide range of brake pads for different types of vehicles, including standard cars, high-performance sports cars, heavy-duty trucks, and motorcycles.
Industrial Machinery: Brake pads are also used in industrial machinery, where they provide the stopping power needed for large, heavy equipment. Machines such as cranes, forklifts, and construction equipment rely on durable brake pads to ensure safe operation in industrial environments.
Brake Pads for Heavy-Duty Machinery: Brake pads making machines are used to produce pads for industrial equipment, where reliable stopping power is critical for operator safety and machinery control.
Railway and Aerospace Applications: Brake pads are used in railway and aerospace applications, where they must withstand extreme conditions, including high speeds, heavy loads, and intense heat. The brake pads used in trains, planes, and other transportation systems must meet stringent safety and performance standards.
High-Performance Brake Pads for Trains and Aircraft: Brake pads making machines are used to manufacture specialized brake pads for rail and aerospace applications, where safety and reliability are paramount.
Motorcycles and Bicycles: In addition to automotive and industrial applications, brake pads making machines are used to produce pads for motorcycles and bicycles. These pads must provide consistent stopping power while being lightweight and durable.
Brake Pads for Two-Wheeled Vehicles: Brake pads making machines produce lightweight, high-performance pads for motorcycles and bicycles, ensuring that riders can stop safely and effectively.
Advantages of Brake Pads Making Machines
High Efficiency for Large-Scale Production: Brake pads making machines are highly efficient and capable of producing large quantities of brake pads quickly and with consistent quality. This makes them ideal for high-volume production in the automotive and industrial sectors.
Precision Control for Consistent Quality: These machines provide precise control over the manufacturing process, ensuring that each brake pad meets the required specifications for size, shape, and performance. This consistency is essential for ensuring reliable braking performance in vehicles and machinery.
Versatility for Different Materials and Applications: Brake pads making machines can be used to produce pads from a variety of materials, including organic, semi-metallic, and ceramic compounds. This versatility makes them suitable for a wide range of applications, from standard passenger cars to high-performance sports vehicles and industrial equipment.
Improved Safety and Durability: By using advanced manufacturing processes such as pressing, curing, and friction testing, brake pads making machines ensure that the finished pads are strong, durable, and capable of withstanding the extreme conditions of braking.
Challenges of Brake Pads Making Machines
High Initial Investment Costs: Brake pads making machines, especially those equipped with advanced features such as friction testing and precision molding, can be expensive to purchase and maintain. This high initial investment may be a barrier for smaller manufacturers.
Skilled Operation Required: Operating brake pads making machines requires skilled technicians to ensure that the machines are properly set up and maintained. Incorrect operation or improper calibration can lead to defects in the brake pads, such as uneven friction properties or weak areas.
Brake pads making machines are essential for the production of high-quality brake pads used in automotive, industrial, and transportation applications. These machines provide the efficiency, precision, and control needed to produce reliable, durable brake pads that meet the highest standards of safety and performance.
Drum End Manufacturing
Drum End Manufacturing
Drum end manufacturing involves producing the top and bottom ends of metal or plastic drums, which are commonly used for the storage and transportation of liquids, chemicals, oils, and other materials. The ends of drums play a critical role in ensuring that the contents are securely contained, providing structural integrity and leak-proof sealing. Drum ends are typically manufactured using processes such as stamping, deep drawing, curling, and welding to achieve the necessary strength, durability, and precision.
The top end of a drum often includes features such as flanges, bungs, or other openings to facilitate filling, emptying, and sealing, while the bottom end is typically designed to provide stability and withstand the weight of the drum’s contents. Drum end manufacturing is a crucial part of the overall drum production process and is widely used in industries such as chemical processing, oil and gas, food and beverage, and industrial packaging.
Types of Drum End Manufacturing Processes
Stamping: Stamping is one of the most common processes used to manufacture drum ends. In this process, a flat metal or plastic sheet is placed in a stamping press, where a die is used to shape the material into the desired form. Stamping is highly efficient and allows for the production of large quantities of drum ends with consistent quality.
High-Speed Production for Large Volumes: Stamping is ideal for producing drum ends in high volumes, making it suitable for mass production in industries such as chemical packaging and oil transportation.
Advantages: Stamping provides fast, efficient production with precise control over the shape and dimensions of the drum ends. It is suitable for both metal and plastic materials.
Disadvantages: Stamping requires expensive tooling, and the initial setup costs can be high, making it less suitable for small production runs or custom designs.
Deep Drawing: Deep drawing is a metal forming process used to manufacture drum ends by pulling a flat sheet of metal into a die to create a deep, cup-shaped structure. This process is particularly useful for producing the bottom ends of drums, as it allows for the creation of a seamless, strong end that can withstand heavy loads and pressure.
Seamless Drum Ends for High Strength: Deep drawing produces seamless drum ends that are highly resistant to leaks and deformation, making them ideal for drums that will be used to transport liquids or chemicals.
Advantages: Deep drawing provides excellent structural integrity and is suitable for producing drum ends that need to withstand high pressure or heavy loads.
Disadvantages: The deep drawing process can be complex and requires specialized equipment, making it more expensive and time-consuming than stamping for large-scale production.
Curling: Curling is a process used to form the edges of drum ends, creating a rolled edge that can be securely attached to the body of the drum. This technique is used to ensure that the drum ends are securely sealed and can be joined to the drum body without leaks. Curling is particularly important for metal drums, where the edges must be strong and resistant to deformation.
Rolled Edges for Leak-Proof Sealing: Curling provides a smooth, rolled edge that allows for a tight, leak-proof seal between the drum ends and the drum body. This is essential for ensuring the safe transportation of liquids and chemicals.
Advantages: Curling improves the strength and durability of the drum ends, providing a secure connection to the drum body and preventing leaks.
Disadvantages: Curling requires precise control to ensure that the edges are rolled uniformly and without defects. Improper curling can result in weak or leaky joints.
Flanging: Flanging is a process used to create a raised rim or flange around the edge of the drum end. This flange is used to connect the drum end to the body of the drum, providing a strong, durable joint that can withstand pressure and impact. Flanging is commonly used in both metal and plastic drum manufacturing.
Raised Rims for Secure Connections: Flanging creates a strong, raised rim that allows the drum end to be securely attached to the drum body. The flange provides additional strength and helps distribute pressure evenly across the joint.
Advantages: Flanging ensures that the drum end is securely attached to the drum body, preventing leaks and improving the overall strength of the drum. It is suitable for both large and small drums.
Disadvantages: Flanging requires precise tooling and alignment to ensure that the flange is formed correctly and without defects. Improper flanging can result in weak joints or leaks.
Welding: Welding is often used to join the drum ends to the body of the drum, creating a strong, leak-proof connection. In metal drums, welding is used to fuse the edges of the drum ends to the body, ensuring that the joint is strong and resistant to pressure. For plastic drums, heat welding or ultrasonic welding is used to join the drum components.
Strong, Leak-Proof Welds for Secure Joints: Welding provides a strong, durable connection between the drum ends and the drum body, ensuring that the drum can safely contain liquids, chemicals, or other materials.
Advantages: Welding provides a permanent, leak-proof connection that is highly resistant to pressure, impact, and environmental factors. It is particularly useful for drums used in hazardous or corrosive environments.
Disadvantages: Welding can be time-consuming and requires skilled operators or automated systems to ensure that the welds are consistent and free from defects.
Key Components of a Drum End Manufacturing Machine
Press or Die: The press or die is the main component used in stamping and deep drawing machines to shape the drum ends. The die is designed to match the specific shape and dimensions of the drum end, while the press applies the necessary force to form the material into the desired shape.
Precision Dies for Accurate Shaping: The press or die must be carefully designed to ensure that the drum ends are formed with the correct dimensions and shape. Proper alignment and pressure control are essential for achieving consistent results.
Forming Rollers or Mandrels: In curling and flanging machines, forming rollers or mandrels are used to bend and shape the edges of the drum ends. These tools apply controlled pressure to the material, ensuring that the edges are formed smoothly and without defects.
Controlled Pressure for Smooth, Uniform Edges: The forming rollers or mandrels must apply consistent pressure to the material to ensure that the edges are curled or flanged evenly and without distortion.
Welding Torch or Ultrasonic Welder: In welding machines, a welding torch or ultrasonic welder is used to fuse the drum ends to the body of the drum. The welder must be precisely controlled to ensure that the welds are strong, uniform, and free from defects.
Precision Welding for Leak-Proof Joints: The welding system must provide precise control over the heat and pressure applied to the joint, ensuring that the weld is strong, durable, and resistant to leaks.
Control Panel: Modern drum end manufacturing machines are equipped with control panels that allow operators to set and monitor the manufacturing parameters, such as pressure, speed, and temperature. Many machines are equipped with programmable logic controllers (PLCs) or CNC systems to automate the manufacturing process and ensure repeatable, high-quality results.
Automation for Consistency and Efficiency: The control panel allows operators to program the machine for specific drum end designs and materials, ensuring that the manufacturing process is consistent and efficient.
The Drum End Manufacturing Process
Material Preparation: The process begins with the preparation of the raw material, which is typically metal or plastic sheets. The material is cut to size and prepared for forming, ensuring that it is clean, flat, and free from defects. Proper material preparation is essential for ensuring that the drum ends are formed accurately and without defects.
Cutting and Cleaning for Quality Production: The material must be properly cut and cleaned to ensure that the forming process proceeds smoothly and without defects such as cracks, wrinkles, or misalignment.
Forming the Drum Ends: The drum ends are formed using processes such as stamping, deep drawing, curling, or flanging, depending on the design and specifications of the drum. The forming process shapes the drum ends into the desired form, ensuring that they meet the required dimensions and structural integrity.
Controlled Forming for Smooth, Strong Drum Ends: The goal of the forming process is to create drum ends that are strong, durable, and free from defects. Proper control of the forming pressure and alignment is essential for achieving high-quality results.
Welding or Sealing: Once the drum ends are formed, they are welded or sealed to the body of the drum. This process creates a strong, leak-proof connection between the drum ends and the drum body, ensuring that the contents of the drum are securely contained.
Strong Welds for Leak-Proof Sealing: Welding or sealing ensures that the drum ends are securely attached to the body of the drum, preventing leaks or separation during transportation or use.
Finishing and Inspection: After the drum ends are attached, the drum is inspected for defects such as cracks, leaks, or misalignment. The drum may also be finished by trimming any excess material, smoothing the edges, or applying surface coatings to improve corrosion resistance.
Quality Control for Durable, Leak-Proof Drums: Proper inspection ensures that the drum ends are securely attached and that the drum meets the required standards for strength, durability, and leak resistance.
Applications of Drum Ends
Chemical and Hazardous Material Storage: Drums with strong, leak-proof ends are essential for safely storing and transporting chemicals, hazardous materials, and other liquids.
Superior Metal Spinning: Sheet metal forming refers to a broad set of manufacturing processes used to convert flat metal sheets into desired shapes and geometries. It is an essential part of the metalworking industry, widely used in the automotive, aerospace, construction, and electronics industries. This process involves applying force to deform the metal sheet plastically, meaning the sheet undergoes permanent change in shape without breaking or cracking. Sheet metal forming methods can range from simple manual bending to highly automated, computer-controlled processes for mass production.
Sheet metal forming processes are classified into three major categories: bending, drawing, and shearing. Each of these techniques has its specific applications depending on the desired end product and the metal being worked with.
Types of Sheet Metal Forming:
Bending: Bending involves deforming the metal sheet along a straight axis to create angular shapes such as “V,” “U,” or channels. Press brakes or die presses are commonly used to bend the sheet metal, either manually or through automated processes. Bending is commonly used in automotive body panels, appliance housings, and structural frameworks.
Deep Drawing: Deep drawing is a process in which a flat sheet of metal is radially drawn into a forming die by the action of a mechanical punch. This process is used to create cup-shaped parts and is commonly applied in manufacturing cans, containers, and automotive fuel tanks. Deep drawing allows the formation of complex, hollow shapes from a single sheet of metal.
Stretch Forming: In stretch forming, a metal sheet is clamped at its edges and stretched over a die to form large, smooth, and curved surfaces. This method is often used in the aerospace industry for manufacturing aircraft fuselage panels and structural parts.
Roll Forming: Roll forming is a continuous process in which a metal sheet is passed through a series of rollers that progressively shape it into the desired cross-sectional profile. This method is highly efficient and is used to produce items like metal roofing panels, door frames, and highway guardrails.
Punching and Blanking: Punching involves the removal of material from the sheet by placing it between a punch and a die. Blanking is a similar process but focuses on cutting out parts of the sheet. Both techniques are commonly used in mass production, such as in the manufacturing of metal parts for electronics, appliances, and cars.
Spinning: Spinning is a process where a metal disk or tube is rotated at high speed and formed into an axially symmetric part by a roller. This method is typically used for producing conical or cylindrical components, such as pots, pans, and decorative metal objects.
Applications of Sheet Metal Forming:
Automotive Industry: Sheet metal forming is integral to the production of automotive body panels, chassis, and structural components. Manufacturers use advanced techniques like deep drawing, hydroforming, and stamping to produce high-quality, lightweight vehicle parts.
Aerospace Industry: Aerospace companies rely on sheet metal forming to create lightweight yet strong components, such as fuselage panels, wings, and support structures, all of which must meet stringent performance and safety standards.
Construction and Architecture: In construction, sheet metal forming is used for roofing, cladding, framing, and decorative purposes. Metals such as steel, aluminum, and copper are shaped into durable structures that withstand environmental stresses.
Electronics and Appliances: Manufacturers of consumer electronics and household appliances use sheet metal forming to create enclosures, panels, and internal structures for products like washing machines, refrigerators, and electronic devices.
Advantages of Sheet Metal Forming:
Efficiency: Sheet metal forming can produce large quantities of parts at relatively low cost, making it ideal for mass production in industries like automotive and consumer goods.
Precision: Modern forming techniques, especially those utilizing CNC-controlled machinery, provide high precision and repeatability, ensuring consistent product quality.
Material Conservation: Because sheet metal forming reshapes rather than removes material, there is minimal waste, making it an environmentally friendly and cost-effective process.
Versatility: Sheet metal forming can be applied to a variety of metals, including steel, aluminum, brass, and copper, allowing manufacturers to produce parts for a wide range of applications.
Hydraulic Metal Forming
Sheet Metal Rounded Corners
Hydraulic metal forming is a process where hydraulic pressure is used to shape metal workpieces. This process is ideal for producing complex, high-strength components and is often employed in industries where precision and durability are essential, such as aerospace, automotive, and heavy machinery manufacturing. Hydraulic forming uses hydraulic fluid under extreme pressure to force the metal into a die or mold, allowing for intricate shapes to be formed with high precision.
The main advantage of hydraulic metal forming is its ability to distribute pressure uniformly over the entire surface of the metal, resulting in less localized stress and higher-quality parts. The force applied by hydraulic presses can be finely controlled, making it suitable for delicate operations as well as heavy-duty applications.
Types of Hydraulic Metal Forming:
Hydroforming: Hydroforming is a popular hydraulic forming technique used to create hollow parts, such as automotive exhaust components and structural tubes. The process involves placing a metal sheet or tube inside a mold and using hydraulic fluid to press it against the mold walls, forming the desired shape. Hydroforming is highly effective for producing lightweight, high-strength components with complex geometries.
Hydraulic Stamping: Hydraulic stamping involves placing a flat metal sheet between a punch and die, then using hydraulic pressure to form the metal into the desired shape. This method is commonly used in the production of automotive body panels, appliances, and machinery parts. Hydraulic stamping offers precise control over the applied force, ensuring that the final product is accurate and consistent.
Hydraulic Drawing: Similar to deep drawing, hydraulic drawing uses hydraulic presses to pull a metal blank into a die, forming cylindrical, cup-shaped, or box-like components. The hydraulic press ensures that the force is evenly distributed, reducing the risk of tearing or wrinkling the metal.
Bulge Forming: Bulge forming is another hydraulic process where hydraulic fluid is used to press a metal sheet or tube against a die, causing it to bulge outward and take the shape of the mold. This method is often used to create domed or spherical components.
Rubber Pad Forming: In this process, a metal sheet is placed over a mold, and a flexible rubber pad is pressed against it using hydraulic pressure. The rubber pad deforms around the sheet, forming it to the mold’s shape. Rubber pad forming is used in applications where a smooth, scratch-free finish is essential, such as in the aerospace and medical device industries.
Applications of Hydraulic Metal Forming:
Automotive Industry: Hydraulic forming is widely used to create components such as engine mounts, chassis parts, suspension systems, and exhaust systems. The process allows for the production of lightweight yet strong parts, which contribute to improved fuel efficiency and vehicle performance.
Aerospace Industry: Hydraulic metal forming is used to produce complex, high-strength parts for aircraft and spacecraft. The precise control offered by hydraulic presses ensures that these critical components meet the industry’s stringent safety and performance requirements.
Heavy Machinery: Hydraulic forming is employed in the production of large, high-strength components used in heavy machinery and industrial equipment. Hydraulic presses can generate the immense force required to shape thick metal plates and components.
Medical Devices: In the medical field, hydraulic metal forming is used to manufacture surgical instruments, prosthetic devices, and other precision medical components. The ability to form metal with high accuracy and minimal defects is crucial in this industry.
Advantages of Hydraulic Metal Forming:
Uniform Force Application: Hydraulic presses distribute force evenly over the entire surface of the metal, reducing the risk of defects such as warping, cracking, or uneven thickness.
Precision: The finely controlled hydraulic pressure allows for high precision in forming complex geometries, ensuring that the final product meets exact specifications.
Material Efficiency: Hydraulic metal forming reduces material waste by forming the metal into the desired shape without removing material. This makes it a cost-effective and environmentally friendly process.
Versatility: Hydraulic forming can be used on a wide range of metals, including steel, aluminum, copper, and titanium, making it suitable for various industries and applications.
Hydraulic metal forming is a key process in modern manufacturing, offering the ability to create high-quality, durable metal parts for critical industries such as aerospace, automotive, and medical device production.
Sheet Metal Rounded Corners
Industries working with our machinery
Sheet metal rounded corners refer to the technique of rounding the sharp edges of sheet metal components to improve safety, aesthetics, and structural integrity. This is an important aspect of metalworking, especially in industries where sharp corners can pose a hazard or lead to stress concentration, which could compromise the strength of the component.
Rounding the corners of sheet metal is typically done after the cutting or punching process, which leaves sharp edges. These sharp edges can be dangerous during handling, assembly, or during the product’s use. Additionally, rounded corners help prevent the metal from cracking or tearing under stress, especially during bending or forming operations.
Methods for Creating Rounded Corners:
Bending: Bending is one of the simplest methods used to create rounded corners. Instead of making a sharp bend at a 90-degree angle, the metal is bent into a smooth curve, reducing stress concentrations at the corners. Bending machines, such as press brakes, are commonly used for this purpose.
Edge Rolling: Edge rolling is a technique where the edges of the sheet metal are rolled over to form a smooth, rounded corner. This process is often used in the production of metal enclosures, containers, or other parts where the edges need to be safe and aesthetically pleasing.
Chamfering: Chamfering is the process of removing the sharp edges of metal by cutting a beveled edge along the corner. Although this does not create a fully rounded corner, it softens the sharp edge and reduces the risk of injury or damage. Chamfering is commonly used in applications where a completely rounded corner is not necessary but where the sharp edge must be eliminated.
Grinding and Filing: Manual or automated grinding and filing can be used to round off sharp edges after cutting or punching. Abrasive tools are used to smooth out the edges, creating a safe and visually appealing corner. This method is often used in custom or small-scale metal fabrication projects.
Laser Cutting: Modern laser cutting machines can be programmed to cut metal sheets with pre-rounded corners. This allows for high precision and eliminates the need for additional edge rounding steps. Laser cutting is especially useful for complex shapes or high-volume production runs where precision and consistency are important.
Applications of Rounded Corners in Sheet Metal:
Safety: Rounded corners are crucial in industries where workers frequently handle metal parts, such as in construction, automotive assembly, or manufacturing. By rounding the edges, the risk of cuts and injuries is significantly reduced.
Aesthetics: In consumer products like electronics, appliances, and furniture, rounded corners provide a sleek, modern look. They also help improve the ergonomics of the product by making it more comfortable to handle.
Structural Integrity: Rounded corners reduce the likelihood of cracks or fractures developing in metal components during use. Sharp corners tend to concentrate stress, which can lead to failure over time. By rounding the corners, the stress is distributed more evenly, improving the durability of the part.
Electronics Enclosures: In the electronics industry, rounded corners are commonly used in the design of metal enclosures for devices like computers, smartphones, and appliances. Rounded corners not only improve the appearance of the product but also protect internal components by reducing sharp edges that could cause damage during assembly or use.
Advantages of Rounded Corners in Sheet Metal:
Improved Safety: Sharp edges pose a safety risk during manufacturing, handling, and use. Rounded corners minimize the chance of injury and improve the usability of metal products.
Enhanced Durability: By eliminating sharp corners, stress concentrations are reduced, which helps prevent cracks, warping, or other types of failure. Rounded corners enhance the overall durability of the component.
Better Coating and Finishing: Rounded corners are easier to coat with paint, powder coatings, or anodized finishes. Sharp edges can cause uneven coating thickness, leading to weak spots where corrosion or wear can occur. Rounded corners allow for more uniform coating, extending the lifespan of the product.
Rounded corners in sheet metal are a critical design feature that improves both the safety and durability of metal products while also enhancing their aesthetic appeal.
Sheet Metal Edge Rounding
Producing Cylindrical Parts with CNC Metal Spinning Machines
Sheet metal edge rounding is the process of smoothing and shaping the edges of a metal sheet after it has been cut, punched, or machined. This process is essential for improving safety, product quality, and durability. Sharp, unfinished edges on metal parts can pose hazards to workers, cause damage to other components during assembly, and lead to stress concentrations that can weaken the material. By rounding the edges, these risks are mitigated.
Edge rounding is commonly used in industries such as automotive, aerospace, electronics, and metal fabrication, where parts need to be safe to handle and durable enough to withstand long-term use.
Methods of Sheet Metal Edge Rounding:
Deburring Machines: Deburring machines are specifically designed to remove sharp burrs and round the edges of metal sheets. These machines use abrasive belts, brushes, or discs to grind down the sharp edges and create a smooth, rounded profile. Deburring is an essential step in many manufacturing processes to ensure that the edges are safe to handle and that the final product meets quality standards.
Grinding and Sanding: Manual or automated grinding and sanding tools are often used to round the edges of metal sheets. Abrasive materials are used to wear down the sharp edges, leaving a smooth, rounded finish. This method is especially useful for custom or low-volume production where precise control over the rounding process is needed.
Laser Cutting with Edge Rounding: Advanced laser cutting machines can be programmed to cut metal sheets with pre-rounded edges. This eliminates the need for additional edge rounding steps and provides a high level of precision. Laser cutting with edge rounding is commonly used in the production of parts that require tight tolerances and clean, smooth edges.
Tumbling: Tumbling is a process where metal parts are placed in a rotating drum along with abrasive media. As the drum rotates, the media polishes and rounds the edges of the metal parts, creating a smooth finish. Tumbling is an effective method for rounding the edges of small parts or components with complex geometries.
Electropolishing: In some applications, electropolishing is used to round and smooth the edges of metal parts. This chemical process removes a thin layer of material from the surface of the metal, leaving a smooth, rounded finish. Electropolishing is commonly used for stainless steel parts in the medical, food, and pharmaceutical industries.
Applications of Sheet Metal Edge Rounding:
Automotive Industry: In automotive manufacturing, edge rounding is critical for ensuring that parts like body panels, brackets, and supports are safe to handle and free from sharp edges that could cause injuries or damage other components.
Electronics and Appliances: Metal enclosures and components used in electronics and appliances often undergo edge rounding to improve their appearance and make them safer for consumers to handle. Rounded edges also help prevent the metal from cutting into wires or other sensitive components inside the device.
Aerospace Industry: In aerospace applications, edge rounding helps reduce stress concentrations at the edges of metal parts, improving their fatigue resistance and overall structural integrity. This is essential for components that must endure extreme conditions and long service life.
Construction and Metal Fabrication: In construction and metal fabrication, rounded edges make metal parts easier to work with and safer for workers to handle during installation. They also improve the overall aesthetics of the finished product.
Advantages of Sheet Metal Edge Rounding:
Safety: Sharp edges on metal parts can cause injuries to workers during handling and assembly. Edge rounding eliminates these hazards, making the parts safer to work with and reducing the risk of accidents.
Improved Durability: Rounding the edges of metal parts reduces stress concentrations, which can lead to cracks, fractures, or other types of failure. Edge rounding helps extend the lifespan of metal components, especially those subjected to mechanical or thermal stress.
Enhanced Aesthetics: Rounded edges give metal parts a more polished, professional appearance. This is especially important for consumer-facing products like electronics, appliances, and furniture, where visual appeal is a key factor.
Better Coating Adherence: Rounded edges provide a smoother surface for applying coatings like paint, powder coating, or anodizing. This ensures more even coverage and improves the part’s resistance to corrosion, wear, and damage.
Sheet metal edge rounding is a vital process in modern metalworking, contributing to the safety, quality, and durability of metal products across a wide range of industries.
Special Finishing Machines
Metal Surface Finishing Machine
Special finishing machines are used in metalworking and manufacturing to refine the surface of metal parts after they have been formed, machined, or welded. These machines provide the final touches to ensure the metal components meet the desired specifications in terms of smoothness, texture, and appearance. Special finishing machines are crucial for enhancing the performance, longevity, and aesthetic appeal of metal products across industries such as automotive, aerospace, construction, and consumer goods.
Finishing processes can range from deburring rough edges to applying polished finishes that give parts a high-gloss or mirror-like appearance. These machines come in various types, each designed for specific finishing tasks such as polishing, grinding, buffing, or coating.
Types of Special Finishing Machines:
Polishing Machines: Polishing machines use abrasives to create smooth, reflective surfaces on metal parts. These machines can range from simple handheld polishers to advanced automated systems that can handle large-scale production. Polishing is often used for stainless steel, aluminum, and other metals where a high-gloss finish is required, such as in cookware, automotive parts, and architectural elements.
Rotary Polishers: Rotary polishing machines use spinning wheels and abrasive compounds to smooth and polish metal surfaces.
Vibratory Polishers: These machines are designed for polishing smaller metal components in bulk. They use vibration to rub the metal parts against an abrasive medium, resulting in a smooth finish.
Buffing Machines: Buffing machines are similar to polishing machines but focus on achieving a higher level of shine and smoothness. Buffing is typically the final step in the finishing process and is used to remove fine scratches or imperfections that remain after polishing. Buffing machines are essential in industries such as automotive, where a high-quality surface finish is necessary for body panels and other visible components.
Sanding Machines: Sanding machines use abrasive belts or discs to smooth out rough surfaces or remove small amounts of material from the surface of metal parts. Sanding is often the first step in the finishing process, especially after metal parts have been cut, welded, or machined. It is commonly used in industries such as furniture manufacturing, construction, and metal fabrication.
Shot Blasting Machines: Shot blasting machines use high-velocity streams of abrasive material, such as steel shots or sand, to clean and smooth metal surfaces. This process is particularly useful for removing rust, paint, or other surface contaminants from metal parts. Shot blasting also helps prepare metal surfaces for painting, coating, or welding by creating a uniform surface texture.
Air Blasting: Uses compressed air to propel the abrasive material onto the metal surface.
Centrifugal Blasting: Uses a mechanical wheel to throw the abrasive material at high speed, making it suitable for larger surfaces or more aggressive cleaning tasks.
Electropolishing Machines: Electropolishing is an electrochemical process used to smooth and polish metal surfaces. It removes a thin layer of material, leaving a shiny, reflective finish. Electropolishing is especially important for stainless steel and medical-grade materials, where hygiene, corrosion resistance, and surface finish are critical.
Applications of Special Finishing Machines:
Automotive Industry: Special finishing machines are used to create smooth, aesthetically pleasing surfaces on car body panels, trim, and engine components. Polishing and buffing are particularly important for enhancing the visual appeal of vehicles, while sanding and shot blasting are used to prepare surfaces for painting or coating.
Aerospace Industry: In aerospace, surface finishing is essential for components that must withstand high stress and harsh environmental conditions. Polishing, buffing, and electropolishing are commonly used to improve corrosion resistance and reduce surface friction on aircraft parts.
Medical Devices and Instruments: In the medical field, electropolishing is used to create ultra-smooth surfaces on surgical instruments, implants, and other medical devices. A smooth surface reduces the risk of contamination and makes the parts easier to clean and sterilize.
Consumer Goods: Special finishing machines are used to improve the appearance and durability of consumer products such as kitchen appliances, furniture, and electronics. Polishing and buffing are crucial for achieving a high-quality surface finish that appeals to consumers.
Advantages of Special Finishing Machines:
Improved Durability: By removing surface defects and imperfections, finishing machines help improve the strength and durability of metal parts. Smooth surfaces are less prone to corrosion, wear, and fatigue.
Enhanced Aesthetic Appeal: Polishing and buffing create visually attractive surfaces, making finished metal products more appealing to consumers. This is especially important in industries like automotive, architecture, and consumer goods.
Better Coating Adhesion: Finishing processes such as sanding and shot blasting help prepare metal surfaces for painting or coating. A smooth, uniform surface ensures better adhesion and coverage, resulting in a longer-lasting finish.
Hygiene and Cleanliness: In industries such as medical devices and food processing, smooth, polished surfaces are essential for maintaining hygiene and reducing the risk of contamination.
Special finishing machines play a crucial role in modern manufacturing, ensuring that metal parts meet the highest standards of quality, performance, and appearance.
Burr Cleaning Machine
Burr Cleaning Machine
A burr cleaning machine is used to remove burrs, which are small, unwanted projections or rough edges left on metal parts after cutting, machining, or drilling. Burrs can interfere with the functionality and safety of metal components, leading to problems such as improper assembly, increased wear, and safety hazards. Burr cleaning is a crucial step in the metalworking process, ensuring that parts meet quality standards and are safe to handle and use.
Burrs are formed during processes such as stamping, milling, or shearing when the metal is deformed or displaced. Burr cleaning machines use a variety of methods to smooth out these rough edges, depending on the type of metal, the part’s geometry, and the required surface finish.
Types of Burr Cleaning Machines:
Brush Deburring Machines: Brush deburring machines use rotating wire or abrasive brushes to clean burrs from the edges and surfaces of metal parts. These machines are often used for deburring sheet metal, stamped parts, or machined components where a light, non-invasive cleaning process is required.
Vibratory Deburring Machines: Vibratory deburring involves placing metal parts in a vibrating container filled with abrasive media. As the machine vibrates, the media rubs against the parts, removing burrs and smoothing the edges. This process is particularly useful for deburring small or intricate parts that are difficult to clean manually.
Electrochemical Deburring: Electrochemical deburring uses a chemical process to remove burrs from hard-to-reach areas, such as holes, grooves, or internal features. A mild electrical current is applied to the metal part, causing a controlled reaction that dissolves the burrs. This method is ideal for precision parts used in industries like aerospace, automotive, and medical devices.
Thermal Deburring Machines: Thermal deburring, also known as explosive deburring, is a process where a gas mixture is ignited in a chamber containing the metal parts. The resulting explosion vaporizes the burrs, leaving the part clean and free from sharp edges. Thermal deburring is highly effective for removing burrs from internal features and complex geometries.
Water Jet Deburring Machines: Water jet deburring uses high-pressure streams of water to clean burrs from the surface of metal parts. This method is particularly effective for soft metals such as aluminum or copper, where other deburring methods may be too aggressive.
Applications of Burr Cleaning Machines:
Automotive Industry: Burr cleaning machines are used to remove burrs from engine components, gears, and other metal parts used in automotive manufacturing. Clean, burr-free parts are essential for ensuring proper fit and function, as well as preventing excessive wear or damage during assembly.
Aerospace Industry: In aerospace, burr cleaning is critical for ensuring the safety and reliability of components used in aircraft, satellites, and space exploration vehicles. Burrs can cause stress concentrations or interfere with precision tolerances, leading to potential failures.
Medical Devices: Burr cleaning is essential in the production of medical devices, surgical instruments, and implants. Burr-free parts are easier to clean and sterilize, reducing the risk of infection or contamination during use.
Precision Engineering: In precision engineering applications, such as electronics, robotics, and optics, even the smallest burrs can affect performance and assembly. Burr cleaning machines ensure that parts meet tight tolerances and are free from imperfections.
Advantages of Burr Cleaning Machines:
Improved Safety: Burrs can create sharp edges that pose a risk to workers handling the parts. By removing these burrs, burr cleaning machines improve workplace safety and reduce the risk of injury during assembly or use.
Enhanced Product Quality: Burr cleaning ensures that metal parts have smooth edges and surfaces, improving their functionality, performance, and appearance. Parts with burrs may not fit together properly, leading to assembly issues or premature wear.
Precision and Consistency: Automated burr cleaning machines provide consistent results across large production runs, ensuring that all parts meet the required quality standards. This is especially important in industries like automotive and aerospace, where reliability is critical.
Reduced Wear and Tear: Burrs can cause friction, leading to excessive wear on moving parts or machinery. By removing burrs, burr cleaning machines help extend the life of metal components and reduce maintenance costs.
Burr cleaning machines are indispensable in the manufacturing process, ensuring that metal parts are safe, functional, and of high quality. These machines play a key role in industries where precision, performance, and safety are paramount.
Longitudinal Groove Weld
Longitudinal Welding Machine
A longitudinal groove weld is a type of welding technique used to join two pieces of metal along their length, typically in cylindrical or tubular structures such as pipes, tanks, or pressure vessels. In this process, a groove is prepared between the edges of the metal parts to be welded, and the weld is deposited into the groove, filling it and creating a strong, continuous bond.
Longitudinal groove welds are commonly used in industries such as oil and gas, chemical processing, shipbuilding, and construction, where high-strength, leak-proof joints are required. The weld must be of high quality to ensure that the joined components can withstand pressure, temperature fluctuations, and mechanical stresses.
Types of Longitudinal Groove Welds:
Single-V Groove Weld: In a single-V groove weld, the edges of the metal parts are beveled at an angle to form a “V” shape. The welder fills the groove with molten metal, creating a strong bond between the two pieces. Single-V groove welds are commonly used for thicker materials where a single pass is not sufficient to achieve full penetration.
Double-V Groove Weld: For thicker materials, a double-V groove weld is often used. This involves beveling both sides of the joint to create a V-shaped groove on each side. The welder deposits metal into both grooves, ensuring full penetration and strength throughout the joint.
U-Groove Weld: In a U-groove weld, the edges of the metal parts are shaped into a U-configuration. This type of weld is typically used for thicker materials because it requires less filler material compared to a V-groove, making it more efficient for heavy-duty applications.
J-Groove Weld: A J-groove weld involves beveling one side of the joint into a J-shape, while the other side remains straight. This weld type is commonly used in situations where one side of the joint is more accessible than the other, allowing for easier welding in tight spaces.
Applications of Longitudinal Groove Welds:
Pipe Welding: Longitudinal groove welds are essential in pipe welding, where two sections of pipe must be joined together to form long pipelines for transporting liquids or gases. The weld ensures that the joint is leak-proof and strong enough to withstand high internal pressures.
Pressure Vessels: Pressure vessels, such as boilers, tanks, and reactors, rely on longitudinal groove welds to join sections of metal and maintain structural integrity. The welds must be able to endure high pressures and temperatures without failing.
Shipbuilding: In shipbuilding, longitudinal groove welds are used to join large metal plates that form the hull, deck, and other structural components of ships. These welds are crucial for ensuring the ship’s strength and durability in harsh marine environments.
Structural Components: Longitudinal groove welds are used in the construction of large metal structures, such as bridges, cranes, and towers, where strong, continuous joints are required to bear heavy loads and resist environmental stresses.
Advantages of Longitudinal Groove Welds:
High Strength: Longitudinal groove welds create strong, continuous joints that can withstand significant mechanical stresses. This makes them ideal for critical applications such as pipelines, pressure vessels, and structural components.
Leak-Proof Joints: In applications such as piping and pressure vessels, it is essential that the joints are leak-proof to prevent the escape of fluids or gases. Longitudinal groove welds create tight, secure seals that prevent leaks, even under high pressure.
Full Penetration: Longitudinal groove welds ensure full penetration of the weld material into the joint, providing maximum strength and durability. This is especially important for thick materials where incomplete penetration could lead to weak spots or joint failure.
Versatility: Longitudinal groove welds can be applied to a wide range of materials and thicknesses, making them suitable for various industries and applications. Whether working with thin-walled pipes or thick structural components, the groove weld can be tailored to meet specific requirements.
Longitudinal groove welding is a critical process in industries that require high-strength, durable joints. It ensures the integrity and performance of structures and components under demanding conditions.
Cookware Production Machine
Stainless Steel Pot Polishing Machine
A cookware production machine is specialized equipment designed for the manufacturing of pots, pans, and other types of cookware. These machines handle various stages of the production process, from shaping and forming the metal to applying coatings and performing finishing touches. Cookware production machines are used by manufacturers to produce high-quality, durable kitchenware at scale, meeting the demands of both consumers and professional kitchens.
The manufacturing of cookware typically involves working with metals like aluminum, stainless steel, and copper, which provide excellent heat conductivity and durability. Each material has unique properties that require specific machinery and processes to shape, finish, and coat the final product.
Types of Cookware Production Machines:
Press Machines: Press machines are used to shape flat metal sheets into the desired cookware form, such as pots, pans, or lids. The metal sheets are placed in a mold or die, and the press applies significant force to shape the sheet into the required form. Hydraulic or mechanical presses are commonly used, depending on the thickness and type of metal.
Spinning Machines: Spinning machines are used to create round, symmetrical cookware items such as bowls, pans, or lids. In the spinning process, a flat metal disk is rotated at high speed while a forming tool presses it against a mold to shape the metal into the desired shape. This process is particularly useful for creating deep, rounded cookware items like stockpots or mixing bowls.
Polishing Machines: After the cookware has been formed, polishing machines are used to smooth the surface and give it a shiny, reflective finish. Polishing is important not only for aesthetic reasons but also for improving the non-stick properties of the cookware and preventing food from sticking to the surface during use.
Coating Machines: Many cookware items, especially non-stick pans, require the application of a specialized coating. Coating machines are used to apply layers of non-stick material (such as Teflon or ceramic) to the surface of the cookware. These machines ensure even coverage and proper adhesion of the coating, which is essential for both performance and durability.
Edge Rolling Machines: Edge rolling machines are used to round the edges of the cookware, giving it a smooth, safe edge that is comfortable to handle. This process is important for both safety and durability, as sharp edges can be dangerous and more prone to damage.
Applications of Cookware Production Machines:
Consumer Cookware: Cookware production machines are primarily used to manufacture pots, pans, and other kitchen tools for home use. High-quality cookware is essential for efficient and enjoyable cooking, and consumers expect durable, easy-to-clean products that distribute heat evenly.
Professional Cookware: Professional-grade cookware, used in commercial kitchens, requires a higher level of durability and heat performance. Cookware production machines are used to manufacture heavy-duty products that can withstand the demands of professional chefs.
Specialty Cookware: Specialty cookware, such as cast iron skillets or copper pans, may require additional or specific production processes. For example, copper cookware often undergoes a tinning process to coat the inside surface with a layer of tin, preventing the copper from reacting with food.
Advantages of Cookware Production Machines:
High Efficiency: Cookware production machines allow manufacturers to produce large quantities of cookware quickly and efficiently. Automation and precision machinery ensure consistent quality across all products.
Customizability: These machines can be adjusted to produce a wide variety of cookware shapes, sizes, and designs. Whether manufacturing frying pans, saucepans, or stockpots, cookware production machines provide the flexibility to meet diverse market demands.
Durability: The machines used in cookware production are designed to handle heavy-duty materials like stainless steel and aluminum, ensuring that the final products are durable and long-lasting.
Precision: Precision is crucial in cookware manufacturing to ensure that the pots and pans have the correct dimensions, thickness, and heat conductivity. Cookware production machines provide the necessary control to achieve consistent results.
Cookware production machines are essential tools in the kitchenware industry, enabling manufacturers to produce high-quality, reliable products that meet the needs of both home cooks and professional chefs.
Brake Pads Machine
Brake Pads Machine
A brake pads machine is a specialized piece of equipment used in the manufacturing of brake pads, a critical component of the braking systems in automobiles, motorcycles, and other vehicles. Brake pads play a key role in ensuring the safe operation of vehicles by converting kinetic energy into heat during braking, which slows the vehicle down. Manufacturing brake pads requires precision, quality control, and specialized machinery to ensure that they meet safety and performance standards.
Brake pads are typically made from a combination of materials, including metal shavings, ceramics, and organic compounds. The manufacturing process involves molding these materials under high pressure and heat to create durable, reliable brake pads.
Types of Brake Pads Machines:
Molding Machines: Molding machines are used to shape the brake pad material into its final form. In this process, the brake pad compound is placed into a mold, and high pressure and heat are applied to compress the material into the desired shape. The molded brake pads are then cooled and removed from the mold for further processing.
Curing Ovens: After molding, brake pads are placed in curing ovens to harden and strengthen the material. The curing process is critical for ensuring that the brake pads can withstand the high temperatures generated during braking. Curing ovens are designed to maintain consistent temperatures and ensure uniform hardening across all pads.
Grinding Machines: Grinding machines are used to shape and finish the brake pads after molding and curing. These machines grind the brake pad to its final thickness and smooth out any rough surfaces. Precision grinding is essential for ensuring that the brake pads fit properly in the brake caliper and perform effectively during braking.
Coating Machines: Many brake pads are coated with specialized materials to reduce noise, prevent corrosion, or improve performance in extreme conditions. Coating machines apply these materials evenly across the surface of the brake pad, ensuring that they adhere properly and provide the desired benefits.
Testing Machines: Brake pads must undergo rigorous testing to ensure that they meet safety standards and perform well under various conditions. Testing machines simulate real-world braking scenarios to measure the pad’s performance, wear resistance, and heat tolerance. This testing ensures that the brake pads will perform reliably in the field.
Applications of Brake Pads Machines:
Automotive Industry: The automotive industry relies heavily on brake pads machines for the production of brake components for cars, trucks, and motorcycles. High-quality brake pads are essential for vehicle safety, and manufacturers use specialized machines to ensure that the pads meet strict regulatory standards.
Heavy-Duty Vehicles: Brake pads for heavy-duty vehicles, such as trucks, buses, and industrial machinery, must be able to withstand higher loads and more extreme conditions than those used in passenger vehicles. Brake pads machines used in this sector are designed to produce durable, high-performance pads that can handle heavy braking forces.
Motorcycle Manufacturing: Motorcycle brake pads are typically smaller and lighter than those used in cars, but they still require high levels of precision and performance. Brake pads machines in this sector are calibrated to produce pads that provide reliable stopping power for motorcycles.
Advantages of Brake Pads Machines:
Precision Manufacturing: Brake pads machines are designed to ensure precise control over the molding, curing, and finishing processes. This precision is critical for producing brake pads that perform consistently and safely in real-world driving conditions.
High Efficiency: Automated brake pads machines allow manufacturers to produce large quantities of brake pads quickly and efficiently, meeting the demands of the automotive industry while maintaining high quality.
Customization: Brake pads machines can be adjusted to produce brake pads of different sizes, materials, and specifications, allowing manufacturers to cater to a wide range of vehicles and performance requirements.
Quality Control: These machines are equipped with advanced quality control systems that ensure every brake pad meets safety and performance standards. Automated testing and inspection processes help identify defects and ensure that only high-quality pads reach the market.
Brake pads machines are vital in the production of high-performance, reliable brake pads that ensure the safety and effectiveness of vehicle braking systems.
How to Make Aluminum Pots
Stainless Steel Pot Polishing Machine
Making aluminum pots is a manufacturing process that involves several key steps to transform raw aluminum into durable, lightweight cookware. Aluminum is a popular material for pots and pans because of its excellent heat conductivity, corrosion resistance, and lightweight properties. It is commonly used in both household and commercial cookware due to its affordability and performance in the kitchen.
The process of making aluminum pots requires precision machinery and careful attention to detail to ensure that the final product meets quality standards in terms of heat distribution, durability, and safety.
Steps to Make Aluminum Pots:
Aluminum Sheet Selection: The first step in making aluminum pots is selecting high-quality aluminum sheets or blanks. The thickness and grade of the aluminum are chosen based on the desired characteristics of the final product, such as weight, heat conductivity, and durability. Thicker sheets are typically used for professional-grade pots, while thinner sheets may be used for consumer cookware.
Blanking: Blanking is the process of cutting the aluminum sheet into circular blanks, which will form the base of the pot. A blanking press is used to punch out these circular shapes from the larger sheet of aluminum. The size of the blank is determined by the size of the pot being manufactured.
Deep Drawing: Deep drawing is the process of shaping the flat aluminum blank into a cylindrical or round form, which becomes the body of the pot. This is done by placing the aluminum blank into a die and using a punch to draw the metal into the desired shape. The deep drawing process is critical for creating the smooth, rounded sides of the pot without causing wrinkles or tears in the material.
Trimming and Edge Rolling: After deep drawing, the excess material around the rim of the pot is trimmed off to achieve the desired height and diameter. Edge rolling is then used to round off the rim of the pot, creating a smooth, safe edge. This step is important for both the safety of the user and the aesthetic appearance of the pot.
Annealing: In some cases, the aluminum pots may undergo an annealing process, which involves heating the metal to a specific temperature and then allowing it to cool slowly. Annealing helps relieve internal stresses in the metal, making it more malleable and easier to work with during further forming processes.
Polishing and Finishing: Once the pot has been formed, it undergoes a polishing process to smooth the surface and give it a shiny, attractive finish. Polishing is typically done using buffing machines with abrasive compounds that remove surface imperfections and create a reflective surface.
Non-Stick Coating Application (Optional): Many aluminum pots are coated with a non-stick material, such as Teflon or ceramic, to improve their cooking performance and make them easier to clean. Coating machines are used to apply these materials evenly to the interior surface of the pot. The coating is then cured in a high-temperature oven to ensure proper adhesion and durability.
Handle Attachment: Handles are attached to the pot either by riveting, welding, or screwing them in place. Aluminum pots often feature plastic or stainless steel handles for safe and comfortable handling during cooking.
Quality Inspection: Before the pots are packaged and shipped, they undergo a final inspection to ensure that they meet quality standards. This includes checking for surface imperfections, coating adhesion, and proper handle attachment. Any defective pots are rejected and either reworked or recycled.
Advantages of Aluminum Pots:
Lightweight: Aluminum is much lighter than other metals like cast iron or stainless steel, making aluminum pots easier to handle, especially in commercial kitchens where large pots are frequently used.
Excellent Heat Conductivity: Aluminum is one of the best conductors of heat, allowing for even heat distribution during cooking. This helps prevent hot spots and ensures that food cooks uniformly.
Corrosion Resistance: Aluminum naturally forms a thin oxide layer on its surface, which protects it from corrosion. This makes aluminum pots long-lasting and suitable for use in humid or acidic environments.
Affordability: Aluminum is a relatively inexpensive material, making aluminum pots a cost-effective option for both home cooks and professional chefs.
Versatility: Aluminum pots come in various shapes and sizes, from small saucepans to large stockpots, and can be used for a wide range of cooking applications, including boiling, frying, simmering, and sautéing.
The process of making aluminum pots combines precision engineering, high-quality materials, and advanced manufacturing techniques to produce cookware that is both functional and affordable. Whether for home use or in a professional kitchen, aluminum pots are a staple in kitchens around the world.
Sheet Metal Forming
Production of Axisymmetric Parts with Metal Spinning Machine
Sheet metal forming encompasses a wide array of manufacturing processes used to manipulate flat metal sheets into desired geometries. It is a critical process across industries such as automotive, aerospace, construction, electronics, and household goods manufacturing. Sheet metal forming involves the application of force to plastically deform a metal sheet, permanently changing its shape without removing material. The goal is to produce parts with precise dimensions and properties suitable for end-use applications.
The forming process can range from simple operations like bending and shearing to more complex techniques like deep drawing and hydroforming. The versatility of sheet metal forming allows manufacturers to produce everything from intricate components with fine details to large-scale structural elements.
Key Techniques in Sheet Metal Forming
Bending: Bending is one of the most basic and widely used methods in sheet metal forming. It involves deforming the sheet along a straight axis to form an angular shape, such as a V, U, or channel. Bending can be achieved using tools like press brakes, roll benders, and folding machines. Press brakes are highly accurate and can create precise bends with controlled angles and radii, making them indispensable in the production of parts like enclosures, panels, brackets, and frames. Roll bending, on the other hand, is used to form larger cylindrical shapes such as tubes or pipes.
Stamping and Punching: Stamping is the process of using a press to force a sheet metal blank into a die, creating various shapes and patterns. Punching, on the other hand, involves removing material by shearing through the metal with a punch and die. Both methods are highly efficient for mass production, allowing manufacturers to produce hundreds or thousands of parts in a short period. Common applications include automotive body panels, appliance casings, and electronic housings.
Deep Drawing: Deep drawing is the process of pulling a sheet of metal into a die cavity using a punch to form a hollow or cup-like shape. This technique is particularly useful for producing complex parts such as fuel tanks, kitchen sinks, and cookware, where seamless construction and uniform thickness are crucial. Deep drawing requires precise control over material flow to prevent defects like wrinkling, tearing, or thinning.
Roll Forming: Roll forming is a continuous bending process in which a long strip of sheet metal is passed through a series of rollers to gradually form it into the desired profile. This method is especially suited for producing long parts with consistent cross-sections, such as metal roofing, gutters, and structural beams. Roll forming is highly efficient, especially for high-volume production runs, and it allows for the creation of complex shapes without requiring significant secondary operations.
Hydroforming: Hydroforming is an advanced sheet metal forming technique that uses high-pressure hydraulic fluid to shape the sheet into a die. This process is highly effective for creating lightweight, high-strength parts with complex geometries, such as automotive chassis components, aerospace structural parts, and exhaust systems. Hydroforming allows for precise control of material thickness and results in parts with improved structural integrity due to the uniform application of force.
Spinning: Metal spinning is a process in which a metal disc or tube is rotated at high speed and pressed against a mandrel to form axially symmetric parts. This technique is often used to produce conical or cylindrical components, such as lampshades, cookware, and decorative items. Spinning is particularly useful for creating large, smooth surfaces without the need for welding or seams.
Laser Cutting: Laser cutting is a non-contact process that uses a high-energy laser beam to cut or engrave precise shapes into the sheet metal. It offers unparalleled accuracy and is used for intricate designs or when complex shapes are needed. Laser cutting is often combined with other forming processes to create parts with both functional and aesthetic qualities, such as perforated metal sheets, intricate enclosures, and decorative elements.
Applications of Sheet Metal Forming
Automotive Industry: In automotive manufacturing, sheet metal forming is used to produce body panels, structural components, chassis parts, and engine components. The ability to form lightweight yet strong parts is critical for improving vehicle performance, fuel efficiency, and safety. Techniques like stamping, hydroforming, and deep drawing allow automakers to produce complex geometries with precision and repeatability.
Aerospace Industry: Aerospace companies rely heavily on sheet metal forming to manufacture lightweight components that can withstand the stresses of flight. Parts such as fuselage panels, wing ribs, and turbine housings are formed from high-strength aluminum, titanium, and stainless steel. Advanced forming techniques like hydroforming and stretch forming are often used to achieve the intricate shapes required for aerodynamic efficiency.
Construction and Architecture: In construction, sheet metal is used for roofing, cladding, framing, and architectural elements like facades and decorative panels. Sheet metal forming allows for the production of components that are both functional and aesthetically pleasing. Roll forming is often used to produce long structural elements, while stamping and punching are employed to create custom designs in metal sheets for decorative purposes.
Consumer Goods: Many everyday household items, from kitchen appliances to furniture, are made using sheet metal forming processes. Cookware, sinks, storage cabinets, and electronic enclosures are all examples of products manufactured through deep drawing, stamping, and bending techniques. The versatility of sheet metal forming allows for the mass production of durable, affordable goods with consistent quality.
Advantages of Sheet Metal Forming
High Efficiency: Sheet metal forming is ideal for mass production due to its ability to produce large quantities of parts with consistent quality. Automated forming machines, such as stamping presses and roll formers, can run continuously, maximizing output and minimizing downtime.
Material Efficiency: Forming processes shape the metal without removing material, which reduces waste compared to subtractive methods like machining. This makes sheet metal forming an environmentally friendly and cost-effective option for manufacturing.
Precision and Versatility: Modern sheet metal forming techniques, especially those using CNC-controlled machines, offer high precision and repeatability, ensuring that parts meet strict tolerances. Additionally, forming processes can be applied to a wide range of metals, including steel, aluminum, copper, and alloys, making it suitable for diverse applications.
Cost-Effectiveness: Once the tooling is set up, sheet metal forming is highly cost-effective, especially for high-volume production. The process minimizes material waste, reduces the need for secondary operations, and allows for rapid production cycles, all of which contribute to lower overall manufacturing costs.
Sheet metal forming is a cornerstone of modern manufacturing, providing the flexibility, precision, and efficiency needed to produce high-quality metal parts for a variety of industries.
Hydraulic Metal Forming
Steel Utensils Making Machine
Hydraulic metal forming is a specialized process that utilizes hydraulic pressure to shape metal components. This technique is primarily used for forming large, thick, or complex metal parts that require significant force to deform. Hydraulic metal forming is versatile and is widely used across industries such as automotive, aerospace, heavy machinery, and construction. The key advantage of hydraulic metal forming is the ability to apply uniform pressure over large areas of material, allowing for precise control and the production of high-strength parts.
Hydraulic forming processes rely on hydraulic presses, which use a hydraulic cylinder to generate force by compressing a fluid (usually oil) within a sealed chamber. The force generated is transmitted to a ram or punch, which deforms the metal blank into the desired shape. Hydraulic presses are highly adaptable, capable of performing various forming operations such as deep drawing, punching, bending, and embossing.
Key Techniques in Hydraulic Metal Forming
Hydroforming: Hydroforming is a popular hydraulic forming technique used to create hollow parts, such as automotive exhaust components, structural tubes, and chassis members. In this process, a metal sheet or tube is placed inside a mold, and hydraulic fluid is used to press the material against the mold walls, forming the desired shape. Hydroforming allows for the creation of lightweight, high-strength parts with minimal material waste. It is particularly effective for producing complex geometries that would be difficult to achieve with traditional stamping or bending methods.
Deep Drawing with Hydraulic Presses: Deep drawing is a process where a flat metal blank is drawn into a die using a hydraulic press, forming a deep, cup-like shape. This process is widely used to produce components like fuel tanks, pressure vessels, and kitchen sinks. Hydraulic presses are ideal for deep drawing because they can apply consistent force, ensuring uniform material flow and preventing defects like wrinkling or tearing.
Hydraulic Stamping: Hydraulic stamping involves placing a metal blank between a punch and die, and using hydraulic pressure to shape the metal into the desired form. This process is used for producing parts with complex shapes, such as automotive body panels, appliance casings, and industrial machinery components. Hydraulic presses are favored in stamping applications because they offer precise control over the force applied, ensuring high-quality, defect-free parts.
Bulge Forming: Bulge forming is a hydraulic process where a metal sheet or tube is placed in a die, and hydraulic pressure is applied to cause the material to bulge outward, taking the shape of the die. This technique is often used to produce domed, spherical, or cylindrical components. Bulge forming is particularly useful in the production of pressure vessels, lighting fixtures, and decorative metal items.
Rubber Pad Forming: In rubber pad forming, a metal sheet is placed over a die, and a flexible rubber pad is pressed against it using hydraulic pressure. The rubber pad conforms to the shape of the die, forming the metal into the desired shape without damaging the surface. This process is commonly used in aerospace and automotive applications, where surface quality is critical. Rubber pad forming is especially beneficial when producing small batches or custom parts, as it reduces the need for complex tooling.
Hydraulic Coining: Coining is a precision forming process where a metal blank is pressed between two dies under high pressure, resulting in the material flowing into intricate die cavities. This process is often used for minting coins, producing decorative metal parts, or creating high-precision components with fine details. Hydraulic presses are ideal for coining because they provide the consistent, high-pressure force needed to ensure sharp, accurate details.
Applications of Hydraulic Metal Forming
Automotive Industry: Hydraulic metal forming is widely used in automotive manufacturing to produce chassis components, body panels, exhaust systems, and suspension parts. The ability to form lightweight yet strong parts is essential for improving vehicle fuel efficiency and performance. Hydroforming, in particular, is extensively used to create hollow structural components that reduce vehicle weight without sacrificing strength.
Aerospace Industry: In aerospace, hydraulic forming is used to produce high-strength, lightweight components such as fuselage panels, wing spars, and engine housings. The precision offered by hydraulic presses ensures that these critical parts meet the stringent performance and safety requirements of the aerospace industry. Rubber pad forming is often used to produce smooth, defect-free surfaces on aircraft parts, while deep drawing and hydroforming are employed for structural components.
Heavy Machinery and Industrial Equipment: Hydraulic forming is essential in the production of large, thick metal parts used in heavy machinery, construction equipment, and industrial tools. The high force generated by hydraulic presses allows for the forming of thick steel plates and heavy-duty components, such as gears, housings, and frames, which must withstand extreme stress and harsh operating conditions.
Medical Devices and Instruments: Hydraulic metal forming is used in the production of precision medical devices and instruments, such as surgical tools, prosthetics, and implantable devices. The ability to form intricate shapes with high precision and repeatability is crucial in the medical field, where quality and reliability are paramount.
Energy Sector: In the energy sector, hydraulic metal forming is used to produce components for power plants, wind turbines, and oil and gas pipelines. These components must withstand high pressures, temperatures, and corrosive environments, making hydraulic forming an ideal solution for creating durable, high-performance parts.
Advantages of Hydraulic Metal Forming
Uniform Force Application: One of the primary advantages of hydraulic metal forming is the ability to apply uniform pressure over the entire surface of the material. This ensures that the metal is formed evenly, reducing the risk of defects such as warping, thinning, or cracking. The consistent force application also allows for better control over material flow, resulting in parts with uniform thickness and strength.
Versatility: Hydraulic presses can be used for a wide range of forming operations, including deep drawing, stamping, bending, and coining. They can handle various types of metals, including steel, aluminum, copper, and titanium, making hydraulic forming suitable for diverse applications across multiple industries.
Precision and Control: Hydraulic presses offer precise control over the amount of force applied, allowing manufacturers to achieve tight tolerances and fine details. This level of precision is especially important in industries like aerospace, automotive, and medical devices, where high-quality, defect-free parts are essential.
High Strength Parts: Hydraulic forming processes, such as hydroforming and deep drawing, produce parts with excellent structural integrity and strength-to-weight ratios. These parts are often stronger than those produced by traditional stamping or bending methods because the hydraulic pressure distributes evenly, reducing stress concentrations and improving overall material performance.
Material Efficiency: Hydraulic forming reduces material waste by shaping the metal without removing material. This makes it a cost-effective and environmentally friendly manufacturing process, particularly for high-volume production runs.
Hydraulic metal forming is a versatile and powerful process that provides manufacturers with the ability to produce complex, high-strength parts with precision and efficiency. Whether used in automotive, aerospace, or industrial applications, hydraulic forming is a critical component of modern metalworking.
Sheet Metal Rounded Corners
Lunch Box Polishing
Sheet metal rounded corners refer to the process of softening or rounding off the sharp edges of a sheet metal part to improve its functionality, safety, and appearance. In many manufacturing applications, sharp corners can be problematic for several reasons: they pose a safety hazard to workers, they can cause stress concentrations in the material, and they can detract from the aesthetic quality of the final product. By rounding the corners, manufacturers can address these issues while enhancing the durability and usability of the metal component.
Rounded corners are especially important in industries such as automotive, electronics, aerospace, and consumer goods, where safety, appearance, and functionality are critical factors. In addition to improving the physical properties of the metal, rounded corners can also make parts easier to handle during assembly and reduce the risk of injury during use.
Methods for Creating Sheet Metal Rounded Corners
Bending with a Press Brake: One of the most common methods for creating rounded corners in sheet metal is bending. By using a press brake, manufacturers can bend the metal into a radius instead of a sharp 90-degree angle. The size of the radius can be controlled by adjusting the tooling and the bending force applied. Press brakes are ideal for producing consistent, smooth bends on metal sheets, making them a go-to solution for creating rounded corners on parts such as enclosures, panels, and brackets.
Edge Rolling: Edge rolling is a process in which the edges of a metal sheet are rolled over or rounded off using specialized rolling machines. This technique is often used to create smooth, rounded edges on metal parts like containers, enclosures, and trays, where sharp edges would pose a risk of injury or damage. Rolling the edges also adds strength to the part by eliminating weak points at the corners.
Chamfering and Grinding: Chamfering involves cutting a beveled edge along the corner of the metal to reduce its sharpness. This can be done manually using grinders or chamfering machines, or automatically using CNC-controlled equipment. While chamfering does not produce a fully rounded corner, it softens the edge and reduces the risk of injury. For parts requiring a more refined finish, grinding can be used to smooth out the chamfered edges and create a more rounded profile.
Laser Cutting with Rounded Corners: Modern laser cutting machines can be programmed to cut metal sheets with pre-rounded corners, eliminating the need for additional edge rounding processes. Laser cutting offers high precision and is ideal for producing parts with complex shapes or intricate designs. By incorporating rounded corners into the initial cutting process, manufacturers can save time and improve the quality of the final product.
Waterjet Cutting: Waterjet cutting is another method used to create rounded corners in sheet metal. This process uses high-pressure water mixed with abrasive materials to cut through metal, allowing for smooth, precise edges. Waterjet cutting is particularly useful for metals that are sensitive to heat, as the process does not generate heat-affected zones that could compromise the material’s properties.
Applications of Rounded Corners in Sheet Metal
Safety: One of the primary reasons for rounding the corners of sheet metal parts is to improve safety. Sharp edges can cause cuts or injuries during handling, assembly, or use. Rounded corners eliminate these hazards, making the parts safer to work with and reducing the risk of injury to workers or end-users.
Stress Reduction: Sharp corners are more likely to concentrate stress, which can lead to cracks, fractures, or failure under load. Rounding the corners distributes stress more evenly across the part, improving its durability and resistance to fatigue. This is especially important in structural components, automotive parts, and aerospace applications, where parts are subjected to significant mechanical loads.
Aesthetic Appeal: Rounded corners enhance the visual appeal of sheet metal products by creating a smoother, more polished appearance. This is particularly important in consumer goods, such as electronic enclosures, appliances, and furniture, where aesthetics play a key role in the product’s marketability. Rounded corners give the product a modern, professional look and can improve its ergonomics by making it more comfortable to handle.
Improved Coating and Finishing: Rounded corners provide a better surface for applying coatings, such as paint, powder coating, or anodizing. Sharp corners can cause uneven coating thickness, leading to weak spots that are prone to corrosion or wear. Rounded corners allow for more uniform coverage, resulting in a longer-lasting finish and improved protection against environmental factors.
Assembly and Handling: Parts with rounded corners are easier to handle during assembly, especially in automated manufacturing environments where robotic systems may be used. Rounded edges reduce the risk of snagging, jamming, or damage to other components during assembly. In addition, parts with rounded corners are often easier to fit together, improving the overall efficiency of the assembly process.
Advantages of Sheet Metal Rounded Corners
Enhanced Durability: By reducing stress concentrations, rounded corners help improve the overall durability of the metal part. This makes the part more resistant to mechanical stress, vibrations, and impact, extending its lifespan and reducing the likelihood of failure.
Improved Safety: Rounding the corners of sheet metal parts eliminates sharp edges, making the parts safer to handle during manufacturing, assembly, and use. This reduces the risk of workplace injuries and ensures that the final product is safe for consumers.
Aesthetic and Ergonomic Benefits: Rounded corners give sheet metal parts a more refined, professional appearance, which is especially important in consumer-facing products. Additionally, rounded edges make the product more ergonomic, improving comfort for the user and reducing strain during handling.
Better Coating Adhesion: Rounded corners provide a more consistent surface for applying coatings, resulting in better adhesion and more even coverage. This improves the product’s resistance to corrosion, wear, and environmental damage, ensuring a longer-lasting finish.
Sheet metal rounded corners are a critical design feature that improves the safety, functionality, and appearance of metal parts across a wide range of industries. By employing techniques such as bending, edge rolling, and laser cutting, manufacturers can produce high-quality, durable products with rounded corners that meet the demands of modern applications.
Sheet Metal Edge Rounding
Aluminium Cookware Manufacturing Process
Sheet metal edge rounding is a finishing process that involves smoothing or rounding the sharp edges of metal components after cutting, punching, or machining. This process plays a critical role in improving the safety, functionality, and aesthetics of metal parts. Sharp edges left after cutting operations can pose safety hazards, cause damage to other components during assembly, and lead to premature wear or failure. By rounding the edges, manufacturers can enhance both the structural integrity and appearance of metal parts.
Edge rounding is commonly used in industries such as automotive, aerospace, electronics, and consumer goods, where high-quality finishes and safety are paramount. The process is typically employed in conjunction with other metalworking techniques, such as bending, forming, and coating, to produce a complete, ready-to-use part.
Methods of Sheet Metal Edge Rounding
Mechanical Deburring and Edge Rounding: Mechanical deburring machines are among the most commonly used tools for rounding the edges of sheet metal. These machines employ abrasive belts, brushes, or discs to remove burrs and sharp edges from the metal surface. The result is a smooth, rounded edge that is safe to handle and enhances the performance of the part.
Brush Deburring Machines: These machines use rotating wire or abrasive brushes to smooth the edges of metal parts. They are particularly effective for rounding off fine edges after processes such as laser cutting or punching. Brush deburring is widely used in industries where safety and surface finish are critical, such as automotive manufacturing and electronics production.
Disc or Belt Sanding Machines: Disc or belt sanders are used to grind down rough or sharp edges. These machines are highly efficient and can process large quantities of metal parts in a relatively short time. Sanding is often used as a preliminary step in preparation for further finishing operations, such as coating or polishing.
Vibratory Tumbling: Vibratory tumbling is a popular method for edge rounding, especially for small parts or components with intricate geometries. In this process, metal parts are placed in a vibrating container filled with abrasive media. As the container vibrates, the abrasive material rubs against the edges of the parts, rounding them off and creating a smooth finish. Vibratory tumbling is a batch process, making it highly efficient for producing large quantities of parts simultaneously.
Advantages of Tumbling: This method is ideal for small parts or components with complex shapes that are difficult to deburr manually. Vibratory tumbling also provides a uniform finish, ensuring that all edges are consistently rounded without requiring manual intervention.
Electropolishing: Electropolishing is an electrochemical process used to smooth and round the edges of metal parts by selectively removing a thin layer of material. The process involves submerging the metal part in an electrolyte solution and applying a direct current, which dissolves the high points on the surface and edges. Electropolishing is commonly used for stainless steel parts and is especially important in industries such as medical device manufacturing, where hygiene and precision are critical.
Applications in Medical Devices: Electropolishing is often used to remove sharp edges on surgical instruments, implants, and other medical devices, ensuring that the parts are safe to handle and sterilize. The process also improves the corrosion resistance and surface finish of the part, making it more durable and suitable for use in sterile environments.
Laser and Waterjet Edge Rounding: Modern cutting technologies, such as laser and waterjet cutting, can be programmed to produce rounded edges directly during the cutting process. This eliminates the need for secondary edge rounding operations and results in a highly precise and consistent finish. Laser and waterjet cutting are particularly effective for producing parts with complex shapes or tight tolerances, where manual edge rounding would be difficult or time-consuming.
Precision Edge Rounding with Laser Cutting: Laser cutting offers extremely precise control over the cut and edge quality, allowing manufacturers to achieve smooth, rounded edges with minimal post-processing. This is particularly useful for high-end applications such as aerospace components, electronics enclosures, and decorative metalwork.
Applications of Sheet Metal Edge Rounding
Automotive Industry: In the automotive industry, edge rounding is essential for ensuring that metal parts such as body panels, structural components, and brackets are safe to handle during assembly. Sharp edges can cause injuries to workers or damage to other parts during installation. Additionally, rounded edges improve the durability of components by reducing stress concentrations, which can lead to cracks or failure over time.
Edge Rounding for Car Body Panels: Automotive manufacturers often use edge rounding on body panels to enhance both the safety and aesthetics of the vehicle. Rounded edges help prevent damage to painted surfaces and ensure a smooth, professional appearance.
Aerospace Industry: In aerospace manufacturing, edge rounding is critical for improving the structural integrity of components. Sharp edges can act as stress concentrators, leading to premature failure under high loads or vibration. By rounding the edges, manufacturers can ensure that parts meet the stringent safety and performance requirements of the aerospace industry.
Edge Rounding for Aircraft Components: Aerospace components, such as wing panels, fuselage sections, and engine parts, often undergo edge rounding to prevent fatigue and cracking. This is especially important in high-stress areas where sharp edges could compromise the structural integrity of the part.
Electronics and Electrical Enclosures: Sheet metal is widely used to create enclosures for electronic devices and electrical systems. These enclosures often require edge rounding to ensure that the sharp edges do not damage internal components or wiring. Additionally, edge rounding improves the safety of the enclosure by reducing the risk of injury to users during assembly or maintenance.
Edge Rounding for Electronics: In consumer electronics, such as smartphones, computers, and appliances, edge rounding is used to create sleek, modern designs while ensuring that the device is safe to handle. This process is particularly important for handheld devices, where sharp edges could pose a safety hazard or detract from the product’s ergonomics.
Architectural and Decorative Metalwork: In architectural and decorative applications, edge rounding is used to enhance the visual appeal of metal components such as handrails, staircases, metal cladding, and sculptures. Rounded edges provide a smoother, more refined look that is aesthetically pleasing while also improving safety in high-traffic areas.
Edge Rounding for Handrails: Metal handrails and stair components often undergo edge rounding to prevent sharp edges from causing injury. Rounded edges also improve the tactile experience for users, making the handrails more comfortable to grip.
Advantages of Sheet Metal Edge Rounding
Improved Safety: Rounding the edges of metal parts significantly reduces the risk of injury to workers during handling and assembly. It also ensures that the final product is safe for consumers to use. This is particularly important in industries like automotive, electronics, and construction, where sharp edges could pose serious safety hazards.
Enhanced Durability: Sharp edges tend to concentrate stress, which can lead to cracking, fatigue, or failure over time. Rounding the edges helps distribute stress more evenly across the part, improving its overall durability and resistance to wear.
Aesthetic Improvement: Edge rounding gives metal parts a smoother, more polished appearance, making them visually appealing for consumer products, architectural elements, and decorative items. The rounded edges create a sense of refinement and professionalism in the final product.
Better Coating Adherence: When applying coatings such as paint, powder coating, or anodizing, sharp edges can cause uneven coverage and lead to weak spots where corrosion can start. Rounded edges allow for more uniform coating coverage, ensuring better adhesion and longer-lasting protection.
Sheet metal edge rounding is a crucial process in modern metalworking, contributing to the safety, functionality, and appearance of metal parts across a wide range of industries. Whether through mechanical deburring, electropolishing, or laser cutting, edge rounding ensures that metal parts are ready for use in demanding applications.
Special Finishing Machines
CNC Buffing Machine
Special finishing machines play a vital role in the metalworking industry by providing the final surface treatments to metal parts after they have been formed, machined, or welded. These machines are designed to enhance the surface quality of the metal by smoothing, polishing, or applying specific textures or coatings. Special finishing processes are essential for improving the durability, appearance, and functionality of metal components across a wide range of industries, including automotive, aerospace, construction, and consumer goods manufacturing.
Finishing machines can perform a variety of tasks, such as removing burrs, polishing surfaces to a high gloss, applying protective coatings, or adding decorative patterns. The choice of finishing technique depends on the material being worked with, the desired surface finish, and the intended application of the final product.
Types of Special Finishing Machines
Polishing and Buffing Machines: Polishing and buffing machines are used to smooth and shine metal surfaces, typically as a final step in the finishing process. Polishing involves removing minor surface imperfections to create a smooth, matte, or shiny finish, while buffing uses softer abrasives to achieve a high-gloss or mirror-like surface. These machines are commonly used in the production of automotive parts, kitchenware, jewelry, and decorative metal objects.
Rotary Buffing Machines: Rotary buffing machines use spinning wheels with abrasive compounds to polish metal surfaces. These machines are often used to produce high-gloss finishes on parts like car bumpers, stainless steel cookware, and decorative metalwork.
Vibratory Polishing Machines: Vibratory polishing is a batch process in which parts are placed in a vibrating container filled with polishing media. The vibration causes the media to rub against the parts, gradually polishing them to a smooth finish. This method is particularly effective for polishing small or intricate components, such as jewelry, screws, or electronics housings.
Grinding Machines: Grinding machines are used to remove material from the surface of a metal part by using abrasive wheels or belts. Grinding is often the first step in surface finishing, especially when dealing with rough or uneven surfaces that need to be smoothed out. Grinding machines are essential for removing weld seams, flattening surfaces, and preparing parts for further finishing.
Belt Grinders: Belt grinders use abrasive belts to smooth and shape flat or curved surfaces. They are commonly used for deburring, surface preparation, and light material removal. Belt grinding is particularly useful in the production of sheet metal parts, where precision and consistency are important.
Disc Grinders: Disc grinders use rotating abrasive discs to grind down surfaces and edges. These machines are versatile and can be used for a wide range of finishing tasks, from removing welds to polishing flat metal surfaces.
Shot Blasting Machines: Shot blasting machines use high-speed streams of abrasive materials (such as steel shots, sand, or glass beads) to clean and texture metal surfaces. This process is commonly used to remove rust, paint, and other surface contaminants from metal parts. Shot blasting is also used to prepare surfaces for coating or painting by creating a rough texture that improves adhesion.
Air Blasting Machines: Air blasting machines use compressed air to propel the abrasive material onto the metal surface. This method is ideal for cleaning large metal structures, such as bridges, ships, and industrial machinery, where rust and paint removal are essential for maintenance or repair.
Centrifugal Blasting Machines: Centrifugal blasting machines use rotating wheels to throw abrasive material at high speeds onto the metal surface. This process is commonly used in the production of cast metal parts, such as engine blocks and machinery components, to remove surface imperfections and prepare the parts for coating or assembly.
Electropolishing Machines: Electropolishing is an electrochemical process used to smooth and polish metal surfaces by removing a thin layer of material. The process involves submerging the metal part in an electrolyte solution and applying an electrical current, which selectively dissolves the high points on the surface, leaving behind a smooth, shiny finish. Electropolishing is commonly used for stainless steel parts in industries such as medical devices, food processing, and pharmaceuticals.
Applications in Medical Devices: Electropolishing is essential for creating ultra-smooth, corrosion-resistant surfaces on surgical instruments, implants, and other medical devices. The process removes microscopic burrs and imperfections, making the parts easier to clean and sterilize.
Thermal Deburring Machines: Thermal deburring, also known as explosive deburring, is a process used to remove burrs from metal parts by igniting a gas mixture in a chamber containing the parts. The explosion vaporizes the burrs, leaving the surface clean and smooth. Thermal deburring is highly effective for removing burrs from complex internal features, such as holes, grooves, and threads.
Applications in Precision Parts: Thermal deburring is often used in the production of precision-engineered components, such as gears, valves, and hydraulic parts, where internal burrs could interfere with the functionality of the part.
Super Surface Finishing Machines: Super surface finishing machines are designed to achieve extremely smooth surfaces with tight tolerances. These machines use a combination of abrasives, lubricants, and high-pressure polishing techniques to create surfaces with minimal roughness. Super surface finishing is commonly used in industries such as aerospace, electronics, and precision engineering, where surface quality is critical for performance and reliability.
Applications in Aerospace: Super surface finishing is essential for producing high-performance components such as turbine blades, aircraft skin panels, and engine parts, where even minor surface imperfections can impact aerodynamic performance or mechanical efficiency.
Applications of Special Finishing Machines
Automotive Industry: Special finishing machines are widely used in the automotive industry to enhance the surface quality of parts such as body panels, bumpers, wheels, and engine components. Polishing, buffing, and grinding are commonly used to create smooth, shiny surfaces on visible components, while shot blasting and electropolishing are employed to clean and prepare parts for assembly or coating.
Polishing Car Body Panels: Automotive manufacturers use polishing and buffing machines to create high-gloss finishes on car body panels and trim. These processes improve the aesthetic appeal of the vehicle and protect the metal from corrosion.
Aerospace Industry: In the aerospace industry, special finishing machines are used to produce parts with precise surface finishes and high-performance characteristics. Grinding, electropolishing, and super surface finishing are essential for ensuring that critical components meet the stringent requirements for aerospace applications.
Surface Finishing for Turbine Blades: Aerospace manufacturers use super surface finishing machines to achieve extremely smooth surfaces on turbine blades, which improves aerodynamic performance and reduces drag.
Medical Devices and Instruments: In the medical field, finishing machines are used to create smooth, sterile surfaces on surgical instruments, implants, and medical devices. Electropolishing is particularly important for creating corrosion-resistant, biocompatible surfaces that can withstand repeated sterilization and use.
Finishing Surgical Instruments: Electropolishing is commonly used to remove surface imperfections and burrs from surgical instruments, ensuring that they are safe to use and easy to clean.
Consumer Goods: Special finishing machines are used to produce high-quality consumer products such as kitchen appliances, furniture, and electronics. Polishing and buffing machines are commonly used to create shiny, attractive finishes on metal surfaces, while shot blasting is used to clean and texture metal parts before coating or painting.
Finishing Stainless Steel Cookware: Polishing machines are used to create smooth, reflective surfaces on stainless steel cookware, improving both the appearance and functionality of the product.
Advantages of Special Finishing Machines
Improved Aesthetics: Special finishing machines enhance the visual appeal of metal parts by creating smooth, shiny, or textured surfaces. Polishing and buffing are particularly important for consumer products, where appearance is a key factor in marketability.
Enhanced Durability: Finishing processes such as grinding, shot blasting, and electropolishing improve the durability of metal parts by removing surface imperfections that could lead to corrosion, wear, or mechanical failure. These processes help extend the lifespan of the parts and improve their performance in demanding environments.
Better Coating Adhesion: Many finishing machines, such as shot blasting and sanding machines, are used to prepare metal surfaces for coating or painting. By creating a rough texture, these processes improve the adhesion of coatings, ensuring that they bond securely to the surface and provide long-lasting protection.
Increased Surface Cleanliness: Finishing processes like electropolishing and thermal deburring remove contaminants, burrs, and surface defects that could interfere with the functionality of the part. Clean, smooth surfaces are essential for medical devices, food processing equipment, and other applications where hygiene and cleanliness are critical.
Special finishing machines are essential in modern manufacturing, providing the surface treatments necessary to ensure that metal parts meet the highest standards of quality, durability, and appearance.
Burr Cleaning Machine
Aluminum Polishing Machine
A burr cleaning machine is a specialized tool used in metalworking to remove burrs—unwanted raised edges or small pieces of material—that are left on metal parts after cutting, drilling, machining, or stamping processes. Burrs can significantly impact the quality, safety, and functionality of the final product, as they may lead to sharp edges, uneven surfaces, or potential weak spots in the material. By using burr cleaning machines, manufacturers can ensure that metal parts are smooth, safe to handle, and meet the required standards for further processing or assembly.
Burr removal is critical across industries such as automotive, aerospace, medical devices, electronics, and precision engineering, where even the slightest imperfection can affect performance, safety, and aesthetics. Various burr cleaning machines are available depending on the size, shape, and material of the parts, as well as the level of precision required.
Types of Burr Cleaning Machines
Brush Deburring Machines: Brush deburring machines use rotating wire or nylon brushes to remove burrs from the surface of metal parts. These machines are highly effective for cleaning edges and surfaces without damaging the material. The brushes can reach into small gaps and corners, making them ideal for parts with complex geometries or intricate designs.
Advantages of Brush Deburring: Brush deburring provides a fine surface finish and is particularly useful for removing light burrs on delicate parts, such as electronic components, precision gears, or thin metal sheets. The flexibility of the brush allows it to conform to different part shapes, ensuring thorough deburring.
Vibratory Deburring Machines: Vibratory deburring machines are widely used in the mass finishing of small to medium-sized parts. In this process, metal parts are placed in a vibrating tub or chamber filled with abrasive media. The vibrations cause the media to move against the parts, gradually smoothing out rough edges and removing burrs.
Batch Processing Efficiency: Vibratory deburring is highly efficient for cleaning large batches of parts simultaneously. It is commonly used in industries where high-volume production requires fast, consistent deburring, such as in the production of fasteners, small gears, or metal hardware. The process can also be combined with polishing to achieve a smoother surface finish.
Electrochemical Deburring (ECD): Electrochemical deburring is a precision method used to remove burrs from hard-to-reach areas, such as the internal edges of holes, slots, and threads. This process involves the use of an electrolyte solution and a mild electrical current to dissolve the burrs without affecting the surrounding material. The metal at the burr’s location is selectively dissolved, leaving a clean, smooth edge.
Applications in Precision Engineering: Electrochemical deburring is particularly valuable in industries like aerospace, medical devices, and automotive, where tight tolerances and burr-free parts are critical for functionality. The process is ideal for removing burrs from complex components such as fuel injectors, turbine blades, and medical implants.
Thermal Deburring (Explosive Deburring): Thermal deburring, also known as explosive deburring, uses controlled explosions of gas in a closed chamber to remove burrs from metal parts. In this process, a mixture of oxygen and fuel gas is ignited, creating an intense burst of heat that vaporizes the burrs on the part’s surface. The process is extremely fast and can clean multiple parts in seconds.
Effectiveness for Internal Burrs: Thermal deburring is highly effective for removing burrs from internal features, such as holes, cavities, and threads, which are difficult to access with mechanical tools. It is commonly used in industries that require burr-free parts with complex internal geometries, such as automotive and hydraulic systems.
CNC Deburring Machines: CNC deburring machines are automated systems that use computer numerical control (CNC) technology to precisely remove burrs from metal parts. These machines can be equipped with various deburring tools, such as brushes, cutting heads, or abrasive wheels, and can be programmed to follow exact paths for deburring specific areas of the part.
Precision and Automation: CNC deburring machines are ideal for high-precision applications where manual deburring may be inconsistent or time-consuming. The automation provided by CNC technology ensures consistent results across large production runs, making it ideal for industries such as electronics, precision engineering, and automotive manufacturing.
Manual Deburring Tools: For small-scale or low-volume operations, manual deburring tools such as files, scrapers, and handheld rotary tools can be used to remove burrs from metal parts. While this method requires more labor, it is effective for custom parts, prototypes, or when deburring intricate areas that automated machines may not reach.
Flexibility for Custom Work: Manual deburring tools offer flexibility and control for small production runs or custom parts. They are often used in industries like metal fabrication, where each part may have unique requirements that cannot be easily automated.
Applications of Burr Cleaning Machines
Automotive Industry: Burr cleaning is essential in the automotive industry for ensuring that engine components, brake parts, gears, and other critical metal parts are smooth and free from defects. Burrs can interfere with the assembly process, reduce the efficiency of moving parts, and cause premature wear or failure. Burr cleaning machines ensure that metal parts are ready for assembly and function reliably under extreme conditions.
Deburring for Engine Components: In automotive manufacturing, burrs on internal engine components such as pistons, camshafts, and valves must be removed to prevent friction, heat buildup, and wear. Burr cleaning machines ensure that these parts are burr-free, improving engine performance and longevity.
Aerospace Industry: In aerospace manufacturing, the removal of burrs is critical to ensuring the structural integrity and performance of aircraft components. Burrs can create weak points in metal parts, leading to stress concentrations, fatigue, or failure under load. Aerospace manufacturers use burr cleaning machines to remove burrs from precision components such as turbine blades, fuel injectors, and landing gear parts.
Deburring for Turbine Blades: Turbine blades used in jet engines and power generation must be free of burrs to ensure smooth airflow and reduce the risk of stress fractures. Burr cleaning machines ensure that these high-performance components meet stringent aerospace quality standards.
Medical Devices: Burr cleaning is a crucial step in the production of medical devices, implants, and surgical instruments. Burrs can create sharp edges that pose safety risks or hinder the sterilization process. Burr cleaning machines remove these imperfections, ensuring that the final product is safe for use in medical applications.
Deburring for Surgical Instruments: Medical devices such as scalpels, forceps, and orthopedic implants must be burr-free to prevent injury during surgery. Burr cleaning machines provide the precise surface finish needed to meet medical standards.
Precision Engineering: In industries like robotics, electronics, and precision manufacturing, burrs can cause parts to malfunction or fail to fit together properly. Burr cleaning machines are used to ensure that parts meet tight tolerances and function smoothly in complex assemblies.
Deburring for Precision Parts: Small, intricate parts such as gears, springs, and connectors must be burr-free to ensure proper fit and function in precision engineering applications. Burr cleaning machines provide the accuracy needed for high-performance products.
Advantages of Burr Cleaning Machines
Improved Safety: Burrs create sharp edges that pose a risk of injury during handling and assembly. Burr cleaning machines remove these sharp edges, ensuring that the parts are safe for workers and end-users to handle.
Enhanced Product Quality: By removing burrs, these machines improve the overall quality of metal parts, ensuring smooth surfaces and proper fit. This is critical for industries such as aerospace, automotive, and medical devices, where precision and reliability are essential.
Increased Durability: Burrs can act as stress concentrators, weakening the material and increasing the likelihood of cracks or fractures. Burr cleaning machines eliminate these imperfections, improving the durability and lifespan of metal parts.
Time and Cost Efficiency: Automated burr cleaning machines can process large volumes of parts quickly and consistently, reducing labor costs and production time. This is especially beneficial for industries with high production demands, such as automotive and electronics manufacturing.
Consistency and Precision: Modern burr cleaning machines provide consistent results across large production runs, ensuring that all parts meet the same quality standards. This is particularly important in industries where even small defects can lead to significant problems.
Burr cleaning machines are a vital component of modern manufacturing, ensuring that metal parts are free from imperfections and ready for assembly or further processing. Whether through mechanical deburring, electrochemical processes, or automated systems, burr removal enhances the safety, quality, and functionality of metal products across various industries.
Longitudinal Groove Weld
Longitudinal Groove Weld
A longitudinal groove weld is a specific welding technique used to join two metal pieces along their length, typically in cylindrical or tubular structures. The weld is made in a groove prepared between the edges of the metal components, and it is filled with molten metal to create a strong, continuous joint. Longitudinal groove welds are commonly used in applications where structural integrity and the ability to withstand pressure, weight, or mechanical stress are critical. This welding method is particularly prevalent in industries such as oil and gas, shipbuilding, construction, and heavy machinery manufacturing.
Longitudinal groove welds ensure a high level of strength and durability in the final product. This type of weld is essential for fabricating large, long structures such as pipelines, pressure vessels, storage tanks, and structural columns. The quality of the weld is crucial in these applications, as any defects could compromise the safety and functionality of the structure.
Types of Longitudinal Groove Welds
Single-V Groove Weld: In a single-V groove weld, the edges of the two metal pieces are beveled to form a V-shaped groove. The groove is then filled with molten metal, which fuses the two pieces together. This type of weld is commonly used for thicker materials, as the beveling allows for deeper penetration of the weld and ensures a strong joint.
Applications in Pipe Welding: Single-V groove welds are frequently used in the welding of large-diameter pipes, where the weld must be able to withstand high internal pressures. The V-groove ensures that the weld fully penetrates the thickness of the pipe wall, creating a reliable, leak-proof seal.
Double-V Groove Weld: For thicker materials, a double-V groove weld may be used. In this technique, both sides of the joint are beveled, creating a V-shaped groove on both the top and bottom surfaces. The welder fills both grooves with molten metal, ensuring full penetration and strength throughout the joint. This method is often used when the material thickness exceeds the capacity of a single-V groove weld.
Advantages for Thick Materials: Double-V groove welds provide excellent strength and are ideal for applications where the material thickness requires welding from both sides. This method is commonly used in the fabrication of pressure vessels, structural columns, and heavy machinery.
U-Groove Weld: In a U-groove weld, the edges of the metal pieces are beveled to form a U-shaped groove. This type of weld is typically used for thicker materials, as the U-groove requires less filler material than a V-groove while still providing strong joint penetration. U-groove welds are often used in applications where minimizing the amount of filler metal is important for cost efficiency or material integrity.
Applications in Structural Welding: U-groove welds are commonly used in the construction of large structural components such as bridges, cranes, and towers, where high-strength joints are required, but material efficiency is also a concern.
J-Groove Weld: A J-groove weld involves beveling one side of the joint to create a J-shaped groove, while the other side remains flat. This type of weld is used when access to one side of the joint is limited, or when it is more practical to weld from a single side. J-groove welds provide good strength and are often used in applications where space or accessibility is constrained.
Applications in Pipe and Tube Welding: J-groove welds are often used in the welding of pipes and tubes, especially in situations where access to one side of the joint is restricted, such as in confined spaces or tight installation environments.
Applications of Longitudinal Groove Welds
Pipeline Welding: Longitudinal groove welds are essential in pipeline construction, where sections of pipe must be joined together to form long, continuous pipelines for transporting oil, gas, water, or other fluids. The strength and integrity of the weld are critical, as pipelines must withstand high internal pressures, environmental stresses, and potential corrosion. Longitudinal groove welds provide the necessary strength to ensure leak-proof, durable connections.
Weld Integrity for High-Pressure Pipelines: In oil and gas pipelines, the quality of the longitudinal groove weld is paramount. Any defects in the weld could lead to catastrophic failures, such as leaks, ruptures, or explosions. Welders use advanced techniques and inspection methods to ensure that the welds meet the highest safety and performance standards.
Pressure Vessels and Storage Tanks: Longitudinal groove welds are used to fabricate pressure vessels, storage tanks, and other large cylindrical structures. These welds ensure that the components can withstand the internal pressures and mechanical stresses they will encounter during operation. In industries such as chemical processing, power generation, and wastewater treatment, pressure vessels and tanks must be built to withstand extreme conditions, and the welds must be flawless to prevent leaks or structural failure.
Welding for Industrial Storage Tanks: Storage tanks used for chemicals, petroleum products, and other hazardous materials require strong, reliable welds to ensure the safe containment of these substances. Longitudinal groove welds provide the necessary structural integrity to prevent leaks and withstand external pressures.
Shipbuilding and Marine Applications: In shipbuilding, longitudinal groove welds are used to join the large steel plates that make up the hull, deck, and superstructure of ships. The welds must be able to withstand the stresses of rough seas, heavy loads, and potential impacts. Longitudinal groove welds provide the strength and durability needed for ships to operate safely and reliably in challenging marine environments.
Welding for Ship Hulls: The hull of a ship must be strong enough to withstand the pressure of the water, as well as the dynamic forces encountered during navigation. Longitudinal groove welds are used to join the steel plates that form the hull, ensuring a watertight, durable structure.
Structural Welding: Longitudinal groove welds are commonly used in the construction of large structural components, such as beams, columns, and supports for buildings, bridges, and industrial facilities. These welds ensure that the structure can bear heavy loads and resist deformation, fatigue, and environmental stresses. Longitudinal groove welds are critical in ensuring the safety and stability of these structures.
Welding for High-Rise Buildings: In high-rise buildings and skyscrapers, longitudinal groove welds are used to join the steel beams and columns that form the framework of the structure. The welds must be strong enough to support the weight of the building and withstand wind, seismic activity, and other forces.
Advantages of Longitudinal Groove Welds
High Strength: Longitudinal groove welds provide strong, continuous joints that can withstand significant mechanical stresses. This makes them ideal for critical applications such as pipelines, pressure vessels, and structural components, where the integrity of the weld is essential for safety and performance.
Full Penetration: Groove welds ensure full penetration of the weld material into the joint, creating a strong bond between the two pieces. This is especially important for thick materials, where incomplete penetration could lead to weak points or failure.
Leak-Proof Joints: In applications such as pipeline welding and pressure vessel fabrication, the ability to create leak-proof joints is critical. Longitudinal groove welds provide a tight, secure seal that prevents leaks, even under high pressure or in harsh environments.
Versatility: Longitudinal groove welds can be applied to a wide range of materials, including steel, stainless steel, aluminum, and titanium. This versatility makes them suitable for various industries and applications, from shipbuilding to aerospace.
Durability: The strength and durability of longitudinal groove welds make them well-suited for structures and components that will be subjected to heavy loads, dynamic forces, or extreme environmental conditions. These welds are designed to last, ensuring the long-term safety and reliability of the final product.
Longitudinal groove welds are a cornerstone of modern welding techniques, providing the strength, durability, and integrity needed for large-scale industrial applications. Whether used in pipelines, pressure vessels, or structural components, these welds play a critical role in ensuring the safety and performance of essential infrastructure.
Cookware Production Machine
Deep Drawing
A cookware production machine is specialized equipment designed for the high-volume manufacturing of cookware items such as pots, pans, skillets, and baking trays. These machines are part of an automated system that handles various stages of production, including forming, finishing, and coating. Cookware production requires precision and efficiency, as the products must meet high standards for durability, heat conduction, and non-stick properties. These machines are widely used in the manufacturing of aluminum, stainless steel, copper, and cast iron cookware, both for consumer and professional markets.
The cookware industry has seen significant advancements in automation and manufacturing techniques, with production machines now capable of producing high-quality, durable cookware at scale. The equipment is designed to handle different materials and shapes, while maintaining consistency and precision in the production process.
Key Processes in Cookware Production
Sheet Metal Forming: The process of cookware production begins with the selection of raw materials, usually in the form of metal sheets or blanks, typically made of aluminum or stainless steel. These sheets are cut into circular blanks that will be used to form the base of the cookware. Sheet metal forming is the process by which these blanks are shaped into the desired cookware form, such as a pot or a pan.
Deep Drawing: One of the primary methods used in cookware production is deep drawing, a metal forming process that shapes a flat metal sheet into a cylindrical or box-like shape. The metal is drawn into a die cavity using a punch, forming the cookware body. Deep drawing is particularly effective for producing seamless cookware, such as stockpots and deep pans, where structural integrity and even material thickness are crucial.
Spinning: Spinning is another process used in the production of rounded cookware items like bowls, woks, and saucepans. In this process, a metal disc is spun at high speeds while pressure is applied by a roller or tool to form the metal around a mold. This method is ideal for creating smooth, symmetric cookware with consistent thickness and shape.
Edge Trimming and Rolling: After the cookware has been formed, excess material is trimmed from the edges to ensure that the cookware meets the desired dimensions. In many cases, the edges are also rolled to create a smooth, rounded rim, improving the durability and safety of the cookware. Rolled edges are less prone to cracking and provide a safer, more comfortable surface for handling the cookware.
Edge Rolling: The rolling process strengthens the rim of the cookware and helps prevent warping, which can occur when the cookware is subjected to high heat. This step is essential for products that will undergo frequent use, as it enhances the durability and lifespan of the cookware.
Surface Finishing: Cookware must have a smooth, polished surface to ensure even cooking and ease of cleaning. Surface finishing machines, such as polishing and buffing machines, are used to smooth out the interior and exterior surfaces of the cookware. These machines remove any rough spots, scratches, or imperfections left over from the forming process.
Polishing Machines: High-speed polishing machines use rotating brushes or abrasive wheels to create a reflective, smooth surface on the cookware. This step is particularly important for stainless steel cookware, which must have a polished finish to prevent food from sticking and to provide a visually appealing appearance.
Shot Blasting: For some cookware, shot blasting is used to create a textured surface. This process involves blasting the metal surface with high-velocity particles to clean and roughen it slightly, which improves the adhesion of coatings such as enamel or non-stick finishes.
Coating Application: Many cookware items, especially non-stick pans, require the application of specialized coatings to improve their cooking performance and make them easier to clean. Coating machines are used to apply these materials, such as polytetrafluoroethylene (PTFE) (commonly known as Teflon) or ceramic coatings, in an even layer across the surface of the cookware.
Non-Stick Coating: Non-stick coatings are applied using a spray system, which ensures an even distribution of the coating over the cookware’s surface. After application, the coating is cured in a high-temperature oven to create a durable, long-lasting non-stick layer. Non-stick cookware is popular for its convenience, as it reduces the need for cooking oils and makes cleaning easier.
Anodizing for Aluminum Cookware: For aluminum cookware, an anodizing process is often used to enhance the durability and corrosion resistance of the metal. Anodizing involves immersing the cookware in an acid bath and passing an electric current through the material, which creates a hard, protective oxide layer on the surface.
Handle Attachment: Once the body of the cookware has been formed and finished, handles are attached. This can be done through several methods, including riveting, welding, or screwing the handles into place. Cookware handles are typically made from materials that remain cool to the touch, such as plastic, silicone, or heat-resistant metal.
Riveting: Riveting is a common method used to attach metal handles to cookware. Rivets provide a strong, secure connection that can withstand repeated use and high temperatures. Riveted handles are often found on professional-grade cookware and are favored for their durability and resistance to loosening over time.
Welded Handles: Some cookware, especially high-end stainless steel products, may have handles that are welded directly to the body of the cookware. This method creates a seamless connection that is both aesthetically pleasing and easy to clean.
Final Inspection and Packaging: After the cookware is assembled, it undergoes a final inspection to ensure that it meets quality standards. This includes checking for surface imperfections, ensuring the coating is evenly applied, and verifying that the handles are securely attached. Once the cookware passes inspection, it is packaged and prepared for distribution.
Quality Control: Modern cookware production machines are equipped with automated inspection systems that use cameras and sensors to detect defects or inconsistencies in the product. This ensures that each piece of cookware meets the same high-quality standards before reaching consumers.
Applications of Cookware Production Machines
Consumer Cookware: The majority of cookware production machines are used to produce household cookware, such as frying pans, saucepans, stockpots, and baking trays. These products must be durable, affordable, and designed for everyday use in home kitchens. Automated cookware production machines allow manufacturers to produce large quantities of cookware efficiently, ensuring that consumers receive high-quality products at reasonable prices.
Professional-Grade Cookware: Professional-grade cookware, used in commercial kitchens, restaurants, and catering services, requires more durable materials and construction techniques. Cookware production machines designed for professional cookware often use thicker metal sheets, more robust handles, and advanced non-stick coatings to meet the demands of professional chefs.
Specialty Cookware: Cookware production machines are also used to manufacture specialty items, such as cast iron skillets, copper pots, and ceramic-coated pans. Each material requires specific handling and processing techniques, and the machines must be capable of adapting to different materials and finishes.
Advantages of Cookware Production Machines
High Efficiency: Cookware production machines enable manufacturers to produce large quantities of cookware in a short period, increasing overall efficiency and reducing production costs. Automation reduces the need for manual labor, allowing companies to meet the growing demand for cookware in both consumer and professional markets.
Consistency and Precision: Automated machines ensure consistent quality across all cookware products. This is particularly important for non-stick coatings, which must be applied evenly to ensure optimal performance. Precision forming techniques, such as deep drawing and spinning, ensure that the cookware meets exact specifications for size, shape, and thickness.
Durability and Strength: Modern cookware production machines are designed to work with a variety of materials, including aluminum, stainless steel, and copper. These materials are known for their strength and durability, and the production machines ensure that the final product can withstand the rigors of everyday use.
Versatility: Cookware production machines can be adapted to produce a wide range of products, from basic frying pans to complex multi-piece cookware sets. Manufacturers can easily switch between different designs and materials, allowing them to meet the diverse needs of consumers.
Cost-Effectiveness: The automation provided by cookware production machines helps reduce labor costs and material waste, making the production process more cost-effective. This allows manufacturers to offer high-quality cookware at competitive prices, benefiting both the company and the consumer.
Cookware production machines are the backbone of the modern cookware industry, providing the precision, efficiency, and versatility needed to produce high-quality products at scale. Whether for home use or professional kitchens, these machines ensure that cookware meets the highest standards of performance, durability, and safety.
Brake Pads Machine
A brake pads machine is specialized equipment used in the production of brake pads, which are critical components in the braking systems of vehicles. Brake pads play a key role in ensuring that vehicles can stop safely and efficiently by converting kinetic energy into heat through friction. The manufacturing of brake pads requires precise control over the material composition, shape, and durability to meet the stringent safety and performance standards of the automotive industry.
Brake pads machines are designed to automate the complex manufacturing processes involved in producing brake pads, from mixing the raw materials to molding, curing, and finishing the final product. These machines are essential for ensuring that brake pads are produced consistently and meet the rigorous demands of modern vehicles.
Key Processes in Brake Pads Manufacturing
Raw Material Mixing: The production of brake pads begins with the preparation of the raw materials that make up the friction material. Brake pads are typically made from a combination of materials, including metal shavings, ceramics, carbon fibers, and synthetic compounds. These materials are mixed together to create a friction compound that is durable, heat-resistant, and provides the necessary stopping power.
Automated Mixing Machines: Mixing machines are used to blend the raw materials in precise proportions. The mixture must be homogeneous to ensure consistent performance across all brake pads. Automated machines ensure that the materials are mixed thoroughly and efficiently, reducing the risk of defects.
Molding and Pressing: Once the friction material is prepared, it is molded into the shape of the brake pad using a pressing machine. In this process, the material is placed into a mold and subjected to high pressure, which compacts the material into the desired shape. The molding process also includes the formation of the metal backing plate, which is an integral part of the brake pad’s structure.
Hydraulic Presses: Hydraulic presses are commonly used in the molding process to apply the necessary pressure to form the brake pads. The press ensures that the friction material is evenly distributed across the surface of the backing plate, creating a strong bond between the two components.
Curing: After the brake pads are molded, they must be cured to harden the friction material and improve its durability. Curing is typically done in a high-temperature oven, where the brake pads are heated to a specific temperature for a set period. This process helps to remove any residual moisture and solidify the friction material, ensuring that the brake pads can withstand the heat generated during braking.
Curing Ovens: Automated curing ovens are used to maintain precise temperature and timing control during the curing process. These ovens are designed to handle large batches of brake pads, ensuring consistent curing across all parts.
Grinding and Finishing: Once the brake pads have been cured, they undergo grinding to achieve the final thickness and surface smoothness required for proper fit and function. Grinding machines are used to remove any excess material and ensure that the brake pads are flat and uniform.
Surface Grinding Machines: Surface grinding machines are used to grind the friction material to the correct thickness and smooth the surface of the brake pad. This step is essential for ensuring that the brake pads fit correctly in the brake caliper and provide consistent braking performance.
Coating and Surface Treatment: Many brake pads undergo additional surface treatments, such as coating with a layer of anti-corrosion material or applying a thermal barrier to improve heat resistance. These coatings help extend the life of the brake pads and protect them from environmental factors such as moisture and road salt.
Coating Machines: Coating machines are used to apply these protective layers evenly across the surface of the brake pads. The coating process is automated to ensure consistent application and optimal coverage.
Quality Control and Testing: The final step in brake pad manufacturing is quality control and testing. Brake pads must meet strict safety standards, and any defects can lead to catastrophic failures in the braking system. Testing machines simulate real-world braking conditions to measure the performance, wear resistance, and heat tolerance of the brake pads.
Testing for Friction and Durability: Testing machines are used to evaluate the friction coefficient, wear rate, and heat dissipation of the brake pads. These tests ensure that the brake pads will perform reliably in various driving conditions, from city traffic to high-speed highway driving.
Applications of Brake Pads Machines
Automotive Manufacturing: Brake pads machines are primarily used in the automotive industry to produce brake pads for cars, trucks, motorcycles, and other vehicles. High-quality brake pads are essential for vehicle safety, and manufacturers use these machines to ensure that the pads meet industry standards for performance and durability.
Brake Pads for Passenger Vehicles: The majority of brake pads produced are for passenger vehicles, where safety and comfort are critical. Brake pads machines produce millions of units annually, providing the consistent quality needed to meet the demands of the automotive market.
Heavy-Duty Vehicles: Brake pads machines are also used to produce brake pads for heavy-duty vehicles, such as commercial trucks, buses, and construction machinery. These vehicles require brake pads that can withstand extreme loads and high temperatures, and the production process must be adapted to meet these specific requirements.
Brake Pads for Trucks and Buses: Heavy-duty vehicles rely on larger, more robust brake pads to stop safely under heavy loads. Brake pads machines used in this sector must be capable of producing pads with higher friction materials and greater wear resistance.
Motorcycles and Performance Vehicles: Brake pads machines are used to manufacture high-performance brake pads for motorcycles, sports cars, and racing vehicles. These brake pads must offer superior stopping power and heat dissipation to handle the demands of high-speed driving and racing.
Brake Pads for Motorcycles: Motorcycles require brake pads with precise control over friction and heat management, as braking performance is critical for rider safety. Brake pads machines
used for motorcycle brake pads must ensure consistent quality, high friction, and durability to meet the high-performance demands of two-wheeled vehicles.
Rail and Industrial Applications: In addition to automotive and motorcycle manufacturing, brake pads machines are also used to produce brake pads for rail vehicles, such as trains, trams, and subways, as well as industrial machinery. These brake pads must be designed to handle the unique stresses and environmental factors present in rail systems and heavy machinery.
Brake Pads for Trains: Rail systems rely on large, durable brake pads to stop and slow down trains under heavy loads. Brake pads machines used for these applications must produce parts that offer excellent heat resistance and long service life, ensuring that trains can stop safely and efficiently even under intense conditions.
Advantages of Brake Pads Machines
Precision Manufacturing: Brake pads machines are designed to ensure precise control over the entire manufacturing process, from mixing the raw materials to molding, curing, and finishing. This level of precision is essential for producing brake pads that meet the stringent safety and performance standards required in the automotive industry.
High Efficiency and Productivity: Modern brake pads machines are highly automated, allowing manufacturers to produce large quantities of brake pads in a relatively short period. This automation reduces labor costs and increases production efficiency, making it possible to meet the growing demand for brake pads in the global automotive market.
Consistency and Quality Control: Brake pads machines are equipped with advanced quality control systems that ensure each brake pad meets strict performance and safety standards. Automated inspection systems, combined with rigorous testing, help manufacturers identify and eliminate defects, ensuring that only high-quality brake pads reach the market.
Durability and Performance: The materials and processes used in brake pads manufacturing are designed to create durable, high-performance products. Brake pads produced by these machines are engineered to withstand high temperatures, resist wear, and provide consistent stopping power, ensuring the safety and reliability of the vehicle’s braking system.
Adaptability to Different Markets: Brake pads machines are versatile and can be adapted to produce a wide range of brake pads for various markets, including passenger vehicles, heavy-duty trucks, motorcycles, and rail systems. This adaptability allows manufacturers to meet the specific needs of different sectors and ensure that their products are suitable for various driving conditions and vehicle types.
Brake pads machines play a crucial role in the automotive and transportation industries, providing the technology needed to produce high-quality, reliable brake pads at scale. These machines ensure that vehicles can stop safely and effectively, contributing to the overall safety and performance of modern transportation systems.
How to Make Aluminum Pots
Pressure Cooker Manufacturing Process
The process of making aluminum pots involves several key steps that transform raw aluminum into durable, lightweight, and highly functional cookware. Aluminum is widely used in cookware manufacturing due to its excellent thermal conductivity, corrosion resistance, and relatively low cost. Aluminum pots are especially popular in both home and professional kitchens because they heat quickly and evenly, making them ideal for a variety of cooking tasks.
The production of aluminum pots involves specialized machinery and a series of steps, including metal forming, surface finishing, and handle attachment. The process is designed to produce high-quality pots that can withstand the rigors of daily cooking while maintaining excellent performance and longevity.
Key Steps in Making Aluminum Pots
Material Selection and Preparation: The process begins with the selection of high-quality aluminum sheets or blanks. Aluminum used in cookware production is typically alloyed with other metals, such as magnesium or silicon, to improve its strength and durability. The aluminum blanks are cut into circular shapes, which will form the base of the pots.
Aluminum Alloys: Pure aluminum is relatively soft and not suitable for cookware that will be exposed to high heat and mechanical stress. By using aluminum alloys, manufacturers can create pots that are strong, heat-resistant, and corrosion-resistant.
Deep Drawing and Metal Forming: The aluminum blanks are then formed into the shape of the pot using a process known as deep drawing. In deep drawing, the aluminum blank is placed over a die and forced into the desired shape using a punch. This process forms the pot’s walls and base in a single step, creating a seamless, durable structure.
Deep Drawing Process: The deep drawing process is highly efficient and allows for the production of aluminum pots with consistent thickness and shape. The process can be adjusted to create pots of different sizes, from small saucepans to large stockpots.
Seamless Construction: One of the advantages of deep drawing is that it creates a seamless pot, which improves the pot’s strength and durability. Seamless pots are less likely to develop weak points or leaks over time, making them ideal for long-term use.
Trimming and Edge Rolling: After the pot has been formed, any excess material around the rim is trimmed to achieve the desired height and dimensions. In many cases, the edges of the pot are also rolled to create a smooth, rounded rim. This step not only enhances the pot’s appearance but also improves its durability by reinforcing the edge.
Edge Rolling for Durability: Rolling the edges of the pot strengthens the rim, making it more resistant to warping or cracking. This is especially important for pots that will be used frequently or exposed to high heat.
Surface Finishing: The next step is surface finishing, which involves smoothing and polishing the interior and exterior of the pot. Aluminum cookware must have a smooth surface to ensure even cooking and to prevent food from sticking. Surface finishing machines, such as polishing machines and buffing wheels, are used to achieve the desired surface quality.
Polishing for a Smooth Surface: Polishing machines use abrasive compounds to remove any imperfections from the surface of the aluminum, creating a smooth, reflective finish. This is important for both the aesthetic appeal of the pot and its cooking performance.
Anodizing for Durability: In some cases, aluminum pots undergo an anodizing process, which creates a protective oxide layer on the surface of the metal. Anodizing improves the pot’s resistance to corrosion and wear, making it more durable and long-lasting. Anodized aluminum pots are also non-reactive, meaning they won’t affect the flavor of acidic foods.
Non-Stick Coating Application (Optional): Many aluminum pots are coated with a non-stick material, such as Teflon or ceramic, to improve their cooking performance. Non-stick coatings make it easier to cook with less oil and reduce the likelihood of food sticking to the pot. The coating is applied using a spray system and then cured in a high-temperature oven to ensure proper adhesion.
Non-Stick Coating Benefits: Non-stick coatings enhance the convenience of using aluminum pots by making them easier to clean and allowing for healthier cooking with less oil. The coatings are typically applied in multiple layers to ensure durability and long-lasting performance.
Handle Attachment: Once the body of the pot has been formed and finished, handles are attached. Handles are typically made from heat-resistant materials, such as plastic, silicone, or stainless steel, to ensure they remain cool to the touch during cooking. The handles can be attached using a variety of methods, including riveting, welding, or screwing them into place.
Riveted Handles for Strength: Riveted handles provide a strong, secure attachment that can withstand repeated use. Rivets are often used in professional-grade cookware because they are highly durable and resist loosening over time.
Ergonomic Handle Design: The design of the handles is important for both comfort and safety. Handles are often shaped to provide a comfortable grip, reducing strain during use, and are positioned to ensure that they stay cool while cooking.
Final Inspection and Packaging: The final step in the production of aluminum pots is inspection and packaging. Each pot is inspected for defects, such as surface imperfections, coating issues, or loose handles. Once the pots pass inspection, they are packaged and prepared for shipment to retailers or consumers.
Quality Control: Automated inspection systems are often used to check the surface finish, coating adhesion, and handle attachment of each pot. This ensures that only high-quality products reach the market, meeting the expectations of both consumers and professional chefs.
Advantages of Aluminum Pots
Lightweight: Aluminum pots are much lighter than other types of cookware, such as cast iron or stainless steel, making them easier to handle and move around the kitchen. This is especially important for larger pots, which can be cumbersome when filled with food.
Excellent Heat Conductivity: Aluminum is one of the best conductors of heat, meaning that aluminum pots heat up quickly and evenly. This ensures that food cooks evenly without hot spots, which can lead to burning or uneven cooking. The excellent heat conductivity of aluminum also makes it energy-efficient, as it requires less heat to reach cooking temperatures.
Affordability: Aluminum is relatively inexpensive compared to other cookware materials, making aluminum pots an affordable option for both home cooks and professional chefs. Despite their low cost, aluminum pots offer excellent performance and durability, providing great value for the money.
Corrosion Resistance: Aluminum naturally forms a thin oxide layer on its surface, which protects it from corrosion. This makes aluminum pots ideal for use in humid or acidic environments, such as in cooking with tomatoes or citrus fruits, without the risk of rust or corrosion.
Versatility: Aluminum pots come in a wide variety of shapes and sizes, making them suitable for a wide range of cooking tasks, from boiling and frying to simmering and sautéing. Whether used for everyday cooking or more specialized applications, aluminum pots offer the versatility needed in a busy kitchen.
Applications of Aluminum Pots
Home Cooking: Aluminum pots are a staple in many home kitchens due to their lightweight, affordability, and excellent cooking performance. They are used for a wide range of cooking tasks, from boiling pasta and simmering soups to frying and sautéing vegetables and meats.
Professional Kitchens: In professional kitchens, where speed and efficiency are critical, aluminum pots are favored for their rapid heat conduction and ease of handling. Professional chefs use aluminum pots for tasks that require precise temperature control, such as making sauces, soups, and delicate dishes.
Camping and Outdoor Cooking: Aluminum pots are also popular for camping and outdoor cooking because they are lightweight and easy to transport. Campers and outdoor enthusiasts appreciate aluminum cookware for its durability and versatility in various cooking environments.
Aluminum pots are a versatile and essential tool in both home and professional kitchens, offering excellent performance, durability, and ease of use. The production process ensures that each pot is carefully crafted to meet the demands of everyday cooking, making aluminum pots a reliable choice for chefs and home cooks alike.
Steel Utensils Making Machine
Stainless Steel Pot Polishing Machine
A steel utensils making machine refers to the range of equipment used in manufacturing household and commercial steel utensils like plates, bowls, cups, cutlery, and kitchen tools. Steel utensils are popular due to their durability, heat resistance, and resistance to corrosion, making them an essential part of kitchens worldwide. The production of steel utensils involves several stages, from cutting and forming the raw stainless steel sheets to finishing and polishing the final product.
Steel utensils are primarily made from stainless steel, an alloy of iron, carbon, and chromium, with some other elements like nickel. The chromium content is what gives stainless steel its corrosion resistance, making it ideal for utensils that come into contact with food and liquids. Machines used in steel utensil production range from high-powered presses to finishing tools that polish and give a smooth surface to the finished products.
Key Processes in Steel Utensil Manufacturing
Raw Material Preparation: The production of steel utensils begins with the preparation of raw stainless steel sheets or coils. The material is selected based on the grade of stainless steel required for the specific utensils being produced. Different grades of stainless steel offer varying levels of corrosion resistance, toughness, and polishability, with 304-grade stainless steel being one of the most common choices for kitchen utensils due to its excellent resistance to rust and its food-safe properties.
Stainless Steel Selection: The selected stainless steel is usually cold-rolled, which improves its strength and surface finish. Cold-rolled steel sheets are easier to form and provide a smooth, even surface that requires minimal finishing.
Cutting and Blanking: Once the raw material is prepared, it is cut into the appropriate shapes and sizes for each utensil. The cutting process involves precision blanking machines that cut the steel sheets into circular, square, or custom-shaped blanks based on the design of the utensil.
Blanking Process: Blanking presses use dies to punch out the blanks from large stainless steel sheets. The blank size is determined by the specific utensil being produced, such as plates, bowls, or cups. This process ensures that there is minimal material waste and that each blank is uniform in size and shape.
Deep Drawing and Stamping: After cutting, the blanks are formed into their final utensil shapes through a process known as deep drawing. In deep drawing, the flat blanks are placed in a die and drawn into a hollow form using a punch. This method is particularly effective for producing utensils like bowls, cups, and plates, where a seamless, uniform shape is essential.
Hydraulic Presses for Deep Drawing: Hydraulic presses are commonly used for the deep drawing process. These machines apply consistent pressure, drawing the stainless steel into the desired shape without causing tears or imperfections in the material. This ensures that the utensil is strong, smooth, and free of seams or welds that could weaken the product.
Stamping for Detail: For utensils that require intricate designs or logos, stamping presses are used to emboss or engrave patterns onto the metal surface. This adds both aesthetic appeal and brand recognition, especially for high-end or custom-made utensils.
Edge Trimming and Smoothing: After the utensils have been formed, the edges may have excess material or sharp edges that need to be trimmed and smoothed. Edge trimming machines remove the excess material around the rims of the utensils, ensuring that each piece is of the correct dimensions and free from rough edges.
Edge Rolling for Durability: Some utensils, particularly those used frequently, undergo edge rolling to strengthen the rims and prevent deformation over time. Rolled edges provide extra reinforcement and create a safer, more comfortable edge for handling.
Polishing and Finishing: One of the most important steps in steel utensil production is the polishing and finishing process. Stainless steel utensils require a smooth, shiny surface that is not only aesthetically pleasing but also functional. Polishing machines are used to buff and smooth the surface of the utensils, removing any scratches or imperfections left by the forming process.
Electropolishing for a High Shine: In some cases, especially for high-end or premium utensils, electropolishing is used to achieve a bright, mirror-like finish. Electropolishing is a chemical process that removes a thin layer of metal from the surface, leaving behind a highly reflective finish that is resistant to corrosion and easy to clean.
Handle Attachment (if applicable): For utensils like ladles, serving spoons, and spatulas, handles must be attached after the main body of the utensil has been formed. Handles are typically made from stainless steel, plastic, or wood, depending on the type of utensil and its intended use. The attachment process varies depending on the material used for the handle.
Welding or Riveting for Steel Handles: Stainless steel handles are usually welded or riveted onto the main body of the utensil. These attachment methods provide strong, durable connections that can withstand frequent use and high heat.
Quality Control and Packaging: After the utensils are manufactured, they undergo a final inspection to ensure that they meet quality standards. This includes checking for defects in the surface finish, proper attachment of handles, and ensuring that the utensils are the correct size and shape. Once inspected, the utensils are cleaned, dried, and packaged for shipment.
Quality Assurance for Food Safety: Stainless steel utensils must meet food safety standards, ensuring that they are non-reactive, corrosion-resistant, and free of contaminants. Manufacturers use strict quality control measures to ensure that each utensil is safe for food contact.
Applications of Steel Utensils Making Machines
Household Utensils: The majority of steel utensils making machines are used to produce common household kitchen items such as plates, bowls, serving spoons, ladles, and cutlery. These items must be durable enough to withstand daily use, exposure to heat, and frequent washing.
Commercial Kitchen Utensils: Professional chefs and commercial kitchens require heavy-duty utensils that can endure constant use in high-heat environments. Steel utensils making machines for commercial products focus on producing thicker, more robust utensils that can handle more rigorous conditions.
Catering and Hospitality Industry: The catering and hospitality sectors often use custom-branded or highly polished utensils for serving food. Steel utensils making machines used in this industry are typically geared toward producing utensils with fine finishes, intricate designs, or engraved logos for branding purposes.
Advantages of Steel Utensils Making Machines
High Efficiency: These machines are designed for high-volume production, allowing manufacturers to produce large quantities of utensils in a short period. This efficiency is especially important for meeting the demands of mass markets such as household goods and commercial kitchens.
Consistency in Quality: Automated steel utensils making machines ensure uniformity and precision across all products, reducing the likelihood of defects. Consistent quality is essential for utensils that must meet strict food safety and durability standards.
Durability and Strength: The use of hydraulic presses for deep drawing ensures that each utensil is strong and durable, capable of withstanding frequent use and exposure to high temperatures. The strength of stainless steel, combined with the seamless construction achieved through deep drawing, makes these utensils long-lasting.
Versatility: Steel utensils making machines are capable of producing a wide range of products, from simple kitchen tools to intricately designed serving utensils. This versatility allows manufacturers to cater to various markets, from budget-friendly household items to high-end, luxury utensils.
Cost-Effectiveness: Automated production reduces labor costs and material waste, making the manufacturing process more cost-effective. This allows manufacturers to produce high-quality utensils at competitive prices, benefiting both consumers and businesses.
Steel utensils making machines are vital in the production of kitchen tools and cutlery, providing the technology and precision needed to meet the diverse demands of consumers and professionals alike. The versatility and efficiency of these machines ensure that steel utensils remain a staple in kitchens worldwide.
Cold Press Moulding Process
Applications of CNC Metal Spinning
The cold press moulding process is a manufacturing technique used to form complex shapes from materials such as metal powders, plastics, rubbers, or composite materials without the application of heat. This process is widely used in industries that require high precision, strength, and durability in the final product. Cold pressing involves placing the material into a mold and applying pressure to shape it into the desired form. Since no heat is used, this process preserves the material’s intrinsic properties, such as hardness, elasticity, or chemical resistance.
Cold press moulding is used in various applications, including metal forming, rubber component production, and the creation of composite materials for automotive, aerospace, and consumer goods industries. The process is highly versatile and can be used to create a wide range of products with complex geometries and tight tolerances.
Key Steps in Cold Press Moulding
Material Preparation: The first step in cold press moulding is the preparation of the raw material. For metal components, this may involve mixing metal powders with binders or lubricants to create a uniform mixture that can be pressed into a mold. In the case of rubbers or composites, the raw materials may be pre-mixed or combined with other additives to achieve the desired properties.
Powder Metallurgy for Metal Parts: In powder metallurgy, metal powders such as iron, aluminum, or titanium are mixed with a binder to help the particles adhere together during the pressing process. The mixture must be uniform to ensure consistent material properties throughout the final product.
Filling the Mold: The prepared material is then placed into a precision-engineered mold. The mold is designed to match the exact dimensions and shape of the final product, ensuring that the material fills the mold evenly. This step is critical for achieving the desired shape and ensuring that there are no voids or inconsistencies in the material.
Mold Design for Complex Shapes: Cold press moulding is particularly useful for creating parts with complex geometries, intricate details, or thin walls. The mold must be designed with precision to ensure that the material flows into every part of the mold and that the final product meets dimensional specifications.
Pressing and Compaction: Once the material is in the mold, a high-pressure press is used to compact the material into the desired shape. The pressure forces the material to conform to the shape of the mold, creating a dense, solid part. This step is critical for ensuring the strength and structural integrity of the final product.
Hydraulic Presses for Cold Moulding: Hydraulic presses are commonly used in cold press moulding due to their ability to apply consistent, high pressure. These presses ensure that the material is compacted evenly throughout the mold, preventing weak spots or imperfections.
Demolding: After the material has been pressed and compacted, the mold is opened, and the finished part is removed. Depending on the material used, the part may require additional finishing or curing steps to achieve the desired mechanical properties.
Careful Demolding to Prevent Damage: The demolding process must be done carefully to avoid damaging the part, especially if the material is fragile or brittle. Precision molds and careful handling are essential to ensure that the part retains its shape and structural integrity.
Finishing and Inspection: Once the part has been demolded, it may undergo additional finishing steps, such as trimming, sanding, or polishing, to achieve the desired surface finish and remove any excess material. The part is then inspected for defects, such as cracks, voids, or dimensional inconsistencies, before it is approved for use.
Quality Control: Cold press moulding requires strict quality control to ensure that each part meets the required specifications. Automated inspection systems are often used to check the dimensions, surface finish, and material properties of the finished parts.
Applications of Cold Press Moulding
Automotive Industry: Cold press moulding is widely used in the automotive industry to produce parts that require high strength, durability, and precision. Metal components such as gears, bearings, and structural parts are often manufactured using cold pressing techniques to achieve the necessary performance characteristics.
Powder Metallurgy for Automotive Parts: In powder metallurgy, metal powders are compacted and formed into parts such as brake pads, gears, and camshafts. Cold pressing allows for the precise shaping of these components, ensuring high strength and wear resistance.
Aerospace Industry: The aerospace industry relies on cold press moulding to create lightweight, high-strength components for aircraft and spacecraft. Composite materials, which combine different materials to achieve specific properties, are often formed using cold pressing techniques.
Cold Pressing for Composite Materials: Cold press moulding is used to form composite materials such as carbon fiber reinforced polymers (CFRP), which are used in aircraft structures, wings, and fuselage components. These materials offer excellent strength-to-weight ratios, making them ideal for aerospace applications.
Consumer Goods Manufacturing: Cold press moulding is also used in the production of consumer goods, such as electronic housings, kitchen appliances, and furniture components. The process allows for the efficient production of durable, high-quality parts with complex shapes.
Cold Press Moulding for Electronics: In the electronics industry, cold pressing is used to produce metal and plastic housings for devices such as smartphones, laptops, and televisions. The process ensures precise dimensions and smooth finishes, which are critical for the aesthetics and functionality of consumer electronics.
Advantages of the Cold Press Moulding Process
Material Integrity: Since no heat is used in the cold press moulding process, the material’s properties remain intact, preserving its strength, hardness, or elasticity. This makes cold press moulding ideal for materials that are sensitive to high temperatures or that would lose their desired properties if exposed to heat.
Precision: Cold press moulding allows for the production of parts with tight tolerances and intricate details. The pressure applied during the process ensures that the material fills the mold completely, creating precise, uniform parts.
Efficiency: The cold press moulding process is highly efficient, especially for high-volume production. Once the mold and material are prepared, the process can be repeated quickly and consistently, making it ideal for mass production.
Cost-Effective: Cold press moulding is often more cost-effective than other forming methods, as it requires less energy (no heating) and minimal post-processing. The reduced need for energy consumption and the elimination of additional curing steps can lower manufacturing costs.
Versatility: Cold press moulding is a versatile process that can be used with a wide range of materials, from metals and ceramics to rubbers and plastics. This versatility makes it useful in various industries, from automotive and aerospace to consumer goods and electronics.
The cold press moulding process is a vital manufacturing technique that offers numerous benefits, including high precision, material integrity, and efficiency. It is widely used across industries to produce parts and components with complex shapes, tight tolerances, and excellent mechanical properties.
Beading Machine
Beading Machine Price
A beading machine is a versatile tool used in metalworking to form beads, or raised ridges, on the surface of sheet metal. Beading adds strength, stiffness, and durability to the metal, preventing it from warping or bending under stress. It is a crucial process in the production of metal parts for various industries, including automotive, aerospace, HVAC, and construction. The beading machine is often used to create decorative or functional ridges in materials like aluminum, steel, or copper.
Beading machines come in both manual and powered versions, and they are designed to handle various gauges of sheet metal. The machine typically consists of two rollers—an upper and lower roller—through which the sheet metal is passed. The pressure between these rollers creates a bead along the edge or surface of the sheet metal.
Key Uses of Beading Machines
Strengthening Metal Panels: One of the primary uses of beading machines is to add strength to sheet metal panels. The bead stiffens the material, allowing it to withstand greater forces without buckling or bending. This is particularly important for large, flat panels used in the automotive and aerospace industries, where weight reduction is crucial, but strength cannot be compromised.
Automotive Applications: Beading machines are commonly used to create stiffening beads in automotive body panels, including floor pans, roofs, and doors. These beads reinforce the panels, allowing them to maintain structural integrity while reducing material thickness to save weight.
HVAC Ductwork: Beading is also widely used in the fabrication of HVAC ductwork. The beads help to reinforce the sheet metal used in ducts, making them more resistant to pressure changes and airflow stresses. This ensures that the ductwork remains rigid and maintains its shape during operation.
Forming Decorative Beads: In addition to strengthening sheet metal, beading machines can also be used to create decorative patterns. Beads can be formed in various shapes and sizes, adding an aesthetic element to metal parts. This is common in metal furniture, lighting fixtures, and architectural elements where both form and function are important.
Decorative Metalwork: Metalworkers often use beading machines to create intricate patterns on metal for use in decorative applications. These patterns can be purely aesthetic or serve a dual purpose by adding strength while enhancing the visual appeal of the part.
Edge Beading for Seamless Joining: Beading machines are also used to form beads along the edges of metal sheets, which helps in joining them together. In applications like automotive or aircraft manufacturing, beaded edges are often used to create interlocking seams between two metal panels. This ensures a stronger, more seamless joint, which is essential for maintaining structural integrity.
Aircraft Skin Panels: In the aerospace industry, beaded edges are used to join lightweight aluminum panels to create the aircraft’s skin. The beads ensure a tight fit between the panels, reducing the need for additional fasteners and maintaining the aerodynamic integrity of the aircraft.
Pipe and Tube Beading: Beading machines are often used in the production of pipes and tubes, where beads are formed around the ends of the pipe. These beads help secure hoses or fittings when they are clamped onto the pipe, preventing slippage and creating a tight seal.
Exhaust Systems: Beading is commonly applied to the ends of exhaust pipes in automotive and industrial applications. The bead creates a secure connection between the exhaust pipe and other components, such as mufflers or catalytic converters, ensuring that the system remains leak-free.
Types of Beading Machines
Manual Beading Machines: Manual beading machines are operated by hand and are commonly used in small-scale or custom metalworking shops. These machines are simple to operate and offer precise control over the beading process, making them ideal for projects where detailed work or small production runs are required.
Flexibility for Custom Work: Manual beading machines are popular among metal fabricators who need to create custom pieces, as they allow for easy adjustments and offer flexibility in creating different bead patterns.
Electric and Pneumatic Beading Machines: For larger-scale production, powered beading machines, such as electric or pneumatic models, are commonly used. These machines provide higher efficiency and speed, allowing manufacturers to create beads on large sheets of metal quickly and consistently. Powered beading machines are used in industries such as automotive manufacturing, where speed and consistency are critical.
Automated Beading for Mass Production: In high-volume production settings, electric or pneumatic beading machines are often integrated into automated assembly lines. These machines allow for continuous operation, ensuring that beads are formed quickly and consistently on every part, improving efficiency.
Rotary Beading Machines: Rotary beading machines are designed for forming beads around the circumference of tubes, pipes, or circular objects. These machines are typically used in applications where the bead needs to be formed along a curved surface, such as in exhaust pipes, ventilation tubes, or decorative metal rings.
Beading for Pipe Manufacturing: Rotary beading machines are essential in the production of pipes and tubing used in industries like plumbing, automotive, and HVAC. The beaded ends of the pipes ensure a secure fit when attached to connectors, fittings, or hoses.
Advantages of Beading Machines
Enhanced Strength: By adding beads to sheet metal, beading machines significantly increase the strength and stiffness of the material without adding extra weight. This is especially important in industries like automotive and aerospace, where reducing weight while maintaining strength is critical to performance.
Improved Aesthetics: Beads can be both functional and decorative, allowing manufacturers to create visually appealing metal parts that also offer increased structural integrity. This makes beading machines versatile for both industrial and artistic applications.
Versatility: Beading machines can be used on a wide variety of materials, including steel, aluminum, copper, and stainless steel. This makes them highly versatile, as they can be applied across different industries, from construction to decorative metalwork.
Cost Efficiency: By adding strength to thinner sheets of metal, beading machines allow manufacturers to reduce material usage without compromising on the structural performance of the part. This leads to cost savings on raw materials and overall production.
Applications of Beading Machines
Automotive Industry: Beading machines are extensively used in the automotive sector to reinforce panels, create decorative features, and secure parts like exhaust systems. Beaded panels are stronger and lighter, contributing to better fuel efficiency and overall vehicle performance.
HVAC and Ductwork: Beads are commonly formed in HVAC ductwork to stiffen the thin metal used in air ducts. This helps prevent warping under pressure and ensures the ducts maintain their shape over time, which is critical for efficient air flow and energy consumption.
Aerospace Industry: In aerospace manufacturing, beading is used to strengthen lightweight aluminum panels that form the skin of aircraft. Beading ensures that the panels can withstand the stresses of flight while keeping the overall weight of the aircraft to a minimum.
Decorative Metalwork: Metalworkers use beading machines to create decorative patterns on various metal products, including furniture, lighting fixtures, and architectural features. Beading adds both texture and visual interest to the finished product while enhancing its structural integrity.
Beading machines are indispensable tools in metalworking, offering the ability to enhance both the strength and appearance of sheet metal parts. Whether used for industrial or decorative applications, these machines provide versatility, efficiency, and precision in metal fabrication.
Mini Hydraulic Press Brake
Components of a Press Brake Machine
A mini hydraulic press brake is a compact version of a traditional press brake, designed to bend and form smaller pieces of sheet metal using hydraulic pressure. These machines are typically used in small workshops, prototyping labs, or specialized manufacturing facilities where space is limited, and smaller-scale production is required. Despite their compact size, mini hydraulic press brakes offer the same precision and versatility as larger press brakes, making them an ideal choice for fabricators working on smaller parts or short production runs.
The primary function of a press brake, whether mini or full-sized, is to bend sheet metal into predetermined shapes. The hydraulic system in these machines provides the force needed to press the metal into a die, creating bends at precise angles. The “mini” version is especially suitable for intricate work where precision is paramount, such as in custom metal fabrication, jewelry making, and electronics enclosures.
Features of Mini Hydraulic Press Brakes
Compact Design: Mini hydraulic press brakes are designed to occupy minimal floor space while still providing the functionality of a full-sized press brake. This compact design makes them ideal for small workshops, mobile operations, or facilities with space constraints. They are often bench-mounted or stand-alone units that can be easily moved or adjusted as needed.
Portability for Small Workshops: Due to their compact size, mini press brakes can be transported between different workstations or job sites, offering flexibility for metalworkers who need a versatile bending solution without the need for large machinery.
Hydraulic Power System: Like larger press brakes, mini hydraulic press brakes use a hydraulic system to generate the force required to bend metal. Hydraulic systems offer smooth, controlled movement, which allows for precise bends and consistent performance. The hydraulic power ensures that even though the machine is smaller, it can still handle significant bending forces.
Consistent Force Application: The hydraulic system provides consistent pressure throughout the bending process, ensuring that each bend is accurate and repeatable. This is particularly important in industries where precision is critical, such as electronics or medical device manufacturing.
Adjustable Bending Angle and Back Gauge: Mini hydraulic press brakes are equipped with adjustable bending angles, allowing operators to create custom bends at specific angles. Additionally, most machines feature a back gauge that can be set to control the depth of the bend, ensuring that each piece of metal is formed to the correct dimensions.
Precision Bending for Complex Parts: The adjustable features of a mini hydraulic press brake allow metalworkers to create intricate parts with high levels of precision. This makes them ideal for applications like prototype development, custom metalwork, or small-batch production runs.
Foot Pedal Operation: Many mini hydraulic press brakes come with foot pedal controls, allowing operators to keep both hands free for positioning the workpiece. The foot pedal controls the movement of the hydraulic ram, providing precise control over the bending process.
Hands-Free Operation for Safety: Foot pedal operation improves safety and efficiency, as it allows the operator to focus on properly positioning the metal sheet while controlling the bending process with their foot. This reduces the risk of errors or accidents during operation.
Applications of Mini Hydraulic Press Brakes
Prototyping and Small-Batch Production: Mini hydraulic press brakes are widely used in prototyping and small-batch production, where precision and flexibility are essential. These machines are ideal for fabricators who need to create custom parts or small runs of products with unique designs or tight tolerances.
Prototyping for Electronics Enclosures: Mini press brakes are often used to create metal enclosures for electronic devices, where precise bends are required to ensure the enclosure fits the internal components correctly. The compact size of the machine allows for detailed work on smaller sheets of metal.
Custom Metal Fabrication: Small workshops and custom metal fabricators use mini hydraulic press brakes to create specialized parts and components for various industries. The machines are ideal for producing small, intricate pieces that require high levels of precision, such as custom brackets, fixtures, and metal art.
Jewelry Making and Artistic Metalwork: Mini hydraulic press brakes are also used in the creation of custom jewelry and artistic metal pieces, where precise bending and shaping are necessary to achieve the desired aesthetic and functional results.
Automotive and Aerospace Components: In the automotive and aerospace industries, mini hydraulic press brakes are used to create small, precision components such as brackets, clips, and mounting hardware. These machines are particularly useful in the production of prototypes or specialized parts for high-performance applications.
Precision Bending for Lightweight Components: The ability to precisely bend small parts makes mini hydraulic press brakes valuable in the automotive and aerospace sectors, where lightweight components with tight tolerances are essential for performance and safety.
HVAC and Ductwork Fabrication: HVAC technicians and fabricators often use mini hydraulic press brakes to create small duct components or custom fittings for ventilation systems. The precision and flexibility of these machines allow for the creation of specialized parts that fit perfectly into existing ductwork systems.
Custom Ductwork Fittings: Mini press brakes can be used to create custom elbows, joints, and other fittings needed for HVAC installations. The compact size of the machine allows it to be used in smaller workshops or even on-site for quick adjustments.
Advantages of Mini Hydraulic Press Brakes
Space Efficiency: Mini hydraulic press brakes are designed for workshops with limited space, providing full bending capabilities in a compact footprint. This allows metalworkers to perform precision bends without the need for large, bulky equipment.
Precision and Versatility: Despite their smaller size, mini hydraulic press brakes offer the same level of precision as their larger counterparts. The adjustable bending angles and back gauge provide versatility, allowing for custom bends on various materials, including steel, aluminum, and copper.
Cost-Effective Solution: Mini hydraulic press brakes are typically more affordable than full-sized machines, making them an attractive option for small businesses, startups, or workshops that need professional-grade bending capabilities without the high cost of larger equipment.
Ease of Use: Mini hydraulic press brakes are easy to set up and operate, with user-friendly controls that allow operators to quickly adjust the machine for different bending tasks. The foot pedal operation adds convenience and improves safety during the bending process.
Portability: Many mini hydraulic press brakes are designed to be portable, allowing them to be moved between workstations or job sites as needed. This mobility makes them ideal for small-scale operations or workshops that require flexibility in their manufacturing process.
Materials Handled by Mini Hydraulic Press Brakes
Steel and Stainless Steel: Mini hydraulic press brakes are capable of bending various gauges of steel and stainless steel, making them suitable for industries where corrosion resistance and strength are critical.
Aluminum: Aluminum is a commonly used material in aerospace, automotive, and electronics industries. Mini hydraulic press brakes provide the precision required to bend aluminum sheets without causing cracks or distortions.
Copper and Brass: These softer metals are often used in decorative metalwork, electrical components, and plumbing fixtures. Mini hydraulic press brakes can handle these materials with ease, ensuring precise bends without damaging the material.
Mini hydraulic press brakes offer a versatile and space-efficient solution for fabricators who require precise bending capabilities in a compact form. These machines are ideal for small workshops, prototyping, and custom metal fabrication, providing the accuracy and flexibility needed to create high-quality metal components.
Grinding and Buffing
Buffing Wheels
Grinding and buffing are two essential processes in metalworking and manufacturing that improve the surface finish, remove material, and prepare metal parts for further processing or final use. Both processes involve the use of abrasive materials, but they serve different purposes. Grinding is typically a more aggressive material removal process used to shape metal parts, remove rough edges, or correct imperfections. Buffing, on the other hand, is used for polishing and smoothing the surface to achieve a shiny, aesthetically pleasing finish.
These processes are commonly used in industries such as automotive, aerospace, manufacturing, and metal fabrication. They play a crucial role in improving the functionality, appearance, and durability of metal products, from large structural components to intricate decorative items.
Grinding: Material Removal and Surface Preparation
Basics of Grinding: Grinding is a mechanical process in which an abrasive wheel or belt is used to wear down and remove material from a metal surface. The abrasive particles on the grinding wheel or belt cut into the metal, removing small chips to achieve the desired shape, size, or finish. Grinding is often used to remove excess material after casting, cutting, or welding operations.
Abrasive Wheels: Grinding wheels are made from materials such as aluminum oxide, silicon carbide, or diamond, and they come in various shapes and sizes depending on the application. The hardness and grain size of the wheel determine how much material can be removed and how smooth the surface will be after grinding.
Types of Grinding:
Surface Grinding: Surface grinding is used to create a smooth, flat surface on metal parts. A rotating abrasive wheel grinds down the surface, removing material to achieve a uniform finish. Surface grinding is commonly used for flat components like machine bases, blades, and sheet metal parts.
Cylindrical Grinding: In cylindrical grinding, a rotating workpiece is ground by a rotating abrasive wheel. This process is used for round or cylindrical objects, such as shafts, rollers, and pipes, to achieve high precision and smooth surfaces.
Centerless Grinding: Centerless grinding is a method used to grind cylindrical parts without the need for a central axis or spindle. The part is supported between two rotating wheels, and the grinding is done by the abrasive wheel. This method is efficient for mass production of small, precise cylindrical parts, such as fasteners, rods, or pins.
Applications of Grinding:
Automotive Industry: Grinding is widely used in the automotive industry to finish engine components, transmission parts, and brake rotors. Grinding ensures that these parts meet tight tolerances and have the smooth surfaces necessary for proper functioning and longevity.
Tool and Die Manufacturing: Grinding is an essential process in the tool and die industry for sharpening cutting tools, shaping dies, and creating molds. Precision grinding allows for the creation of complex geometries with exact tolerances.
Construction and Fabrication: In construction, grinding is used to smooth welded joints, remove burrs from cut metal edges, and prepare surfaces for painting or coating. This improves both the structural integrity and appearance of metal components.
Buffing: Polishing and Surface Enhancement
Basics of Buffing: Buffing is the process of polishing a metal surface to a high shine or smooth finish. It uses softer abrasive materials, such as cloth or felt wheels combined with polishing compounds. Buffing removes fine scratches, imperfections, or oxidation and is often the final step in metal finishing processes to achieve a reflective or satin finish.
Buffing Compounds: Buffing compounds, such as rouge or tripoli, are applied to the buffing wheel to enhance the polishing effect. These compounds are available in various levels of abrasiveness, allowing for different levels of polishing, from light touch-ups to deep shine.
Types of Buffing:
Cut Buffing: Cut buffing is a more aggressive form of buffing used to remove scratches, weld marks, or surface oxidation from metal. It involves using a coarse buffing compound and a firm buffing wheel to remove material and smooth the surface.
Color Buffing: Color buffing is a finishing process that gives the metal a bright, shiny appearance. This is the final stage of buffing, where a soft wheel and fine polishing compound are used to bring out the luster of the metal. It is often used for decorative or high-visibility components.
Applications of Buffing:
Jewelry Making: Buffing is essential in jewelry manufacturing to achieve the smooth, polished surfaces that are characteristic of high-quality jewelry. It removes fine scratches and enhances the shine of metals like gold, silver, and platinum.
Automotive Detailing: Buffing is widely used in automotive detailing to polish and restore the shine to metal trim, chrome parts, and painted surfaces. It is also used to remove minor scratches and oxidation from vehicle surfaces, making cars look newer and more visually appealing.
Consumer Products: Many consumer products, such as kitchen appliances, metal furniture, and electronic enclosures, are buffed to give them a polished, professional appearance. Buffing ensures that these items have a smooth finish, free from imperfections, which enhances both their look and feel.
Advantages of Grinding and Buffing
Precision and Accuracy: Grinding provides high levels of precision, allowing manufacturers to achieve tight tolerances and specific dimensions. This is crucial in industries like aerospace and automotive, where small deviations can lead to performance issues.
Surface Quality: Both grinding and buffing improve surface quality by removing imperfections and creating smooth, consistent finishes. This enhances the aesthetic appeal of metal parts and prepares them for further processing, such as painting or coating.
Increased Durability: By removing surface defects and imperfections, grinding and buffing help improve the strength and durability of metal parts. Smooth surfaces are less prone to wear, corrosion, and fatigue, ensuring longer-lasting components.
Improved Functionality: Grinding ensures that parts meet exact specifications, allowing them to function correctly in their intended applications. For example, smooth and precise surfaces on engine components ensure better performance, while polished surfaces on consumer products improve user experience.
Differences Between Grinding and Buffing
Material Removal: Grinding is primarily a material removal process used to shape and refine metal parts. It removes a significant amount of material to correct surface irregularities or achieve specific dimensions. Buffing, on the other hand, is a polishing process that removes very little material, focusing on improving surface appearance rather than altering the shape.
Abrasiveness: Grinding uses hard abrasive materials such as silicon carbide or diamond, making it suitable for removing tough materials and shaping parts. Buffing uses softer abrasives combined with polishing compounds, making it ideal for finishing and smoothing metal surfaces.
Finish: Grinding leaves a relatively rough surface compared to buffing. While grinding is used for shaping and preparing the metal, buffing creates a smooth, polished finish, giving the part its final appearance.
Grinding and buffing are complementary processes that play a crucial role in metalworking. Grinding provides the precision and material removal necessary to shape and prepare metal parts, while buffing enhances the surface finish and gives the metal a polished, professional look. Together, these processes ensure that metal components meet the highest standards of quality, durability, and functionality.
How to Smooth Metal
Forming Process with Sheet Metal Spinning Machine
Smoothing metal involves a variety of techniques and processes aimed at achieving a polished, even surface that is free from imperfections like scratches, burrs, and rough spots. Smoothing is a critical step in metalworking, often used in the final stages of production to prepare the metal for finishing processes such as painting, coating, or plating. Whether the goal is aesthetic appeal or functional performance, smoothing metal ensures that the surface is uniform and free of defects.
The techniques used to smooth metal depend on the type of material, the level of finish required, and the size and shape of the part. Common processes include filing, sanding, grinding, buffing, and polishing, each offering different levels of surface refinement.
Key Techniques for Smoothing Metal
Filing: Filing is one of the simplest methods for smoothing metal, using hand tools to manually remove rough spots, burrs, and other imperfections from the surface. Files are made from hardened steel and come in various shapes and sizes, allowing for precise control over material removal. This technique is often used for small-scale or detailed work, such as smoothing the edges of cut metal sheets or finishing intricate metal components.
Hand Files: Hand files are available in different grades of coarseness, from coarse to fine. Coarse files remove larger amounts of material quickly, while fine files are used for detailed finishing work.
Precision Filing: In industries like jewelry making or fine metalwork, precision filing is used to achieve smooth, uniform edges and surfaces on small, delicate parts. Files can be used to remove burrs, shape metal, and refine the surface before final polishing.
Sanding: Sanding is a common technique for smoothing metal, using abrasive materials such as sandpaper or sanding discs to gradually wear down the surface. Sanding is often used to prepare metal parts for painting, coating, or further finishing processes. It can be done manually or with power tools, depending on the size of the part and the level of finish required.
Manual Sanding: For smaller parts or detailed work, sandpaper is used by hand to smooth the metal surface. Starting with a coarse grit and gradually moving to finer grits allows for effective smoothing without damaging the surface.
Power Sanding: Electric sanders, such as belt sanders or orbital sanders, are used for larger parts or when more material needs to be removed quickly. These machines use rotating sanding pads or belts to evenly smooth the metal surface.
Grinding: Grinding is a more aggressive method of smoothing metal, using abrasive wheels or belts to remove material and eliminate surface imperfections. It is commonly used for parts that require significant material removal, such as welded joints or cast metal components. Grinding is also used to create flat, even surfaces on large metal sheets or structural components.
Surface Grinding: Surface grinding is used to achieve a smooth, flat surface on metal parts. A rotating abrasive wheel grinds down the surface, removing material to create a uniform finish. This technique is widely used in the fabrication of flat metal parts or plates.
Edge Grinding: Grinding is also used to smooth the edges of metal parts after cutting or welding. By removing burrs and rough spots, grinding ensures that the edges are smooth and safe to handle.
Buffing and Polishing: Buffing and polishing are finishing processes used to achieve a high-gloss, smooth surface on metal. Buffing involves the use of soft cloth wheels combined with polishing compounds to remove fine scratches and imperfections. Polishing is the final step, using finer abrasives to achieve a mirror-like finish.
Buffing Compounds: Buffing compounds, such as rouge or tripoli, are applied to the buffing wheel to enhance the polishing effect. These compounds come in varying levels of abrasiveness, allowing for different degrees of polishing.
Polishing for Aesthetic Finish: Polishing is commonly used for decorative metalwork, jewelry, and consumer products where a smooth, reflective surface is desired. It is the final step in smoothing, giving the metal a professional, finished appearance.
Deburring: Deburring is the process of removing small, sharp protrusions or burrs from the surface of metal parts. These burrs are often created during cutting, drilling, or machining operations and must be removed to ensure a smooth, safe surface. Deburring can be done manually with files or abrasive pads, or with specialized deburring machines that automate the process.
Mechanical Deburring: Mechanical deburring machines use rotating brushes or abrasive media to remove burrs and smooth the edges of metal parts. This process is highly efficient for mass production of small to medium-sized metal components.
Thermal Deburring: In some cases, thermal deburring is used to remove burrs from complex or internal surfaces. This process involves using a controlled explosion to vaporize the burrs, leaving behind a smooth surface.
Electropolishing: Electropolishing is an electrochemical process that smooths and polishes metal surfaces by removing a thin layer of material. This technique is often used for stainless steel and other corrosion-resistant metals to create a smooth, shiny surface that is free from burrs and micro-defects. Electropolishing is commonly used in industries where hygiene and precision are critical, such as medical device manufacturing and food processing.
Applications in Stainless Steel Finishing: Electropolishing is frequently used for stainless steel kitchen appliances, surgical instruments, and pharmaceutical equipment to achieve a smooth, non-porous surface that is easy to clean and resistant to corrosion.
Applications of Metal Smoothing
Automotive Industry: Smoothing metal is essential in the automotive industry, where metal parts must meet precise tolerances and have smooth surfaces to function correctly. Smoothing is used on components such as engine blocks, transmission parts, and body panels to ensure they fit together seamlessly and perform reliably.
Aerospace Industry: In aerospace manufacturing, smooth surfaces are critical for reducing drag and ensuring the structural integrity of aircraft components. Smoothing processes are used on parts such as turbine blades, fuselage panels, and landing gear to ensure that they meet the high standards of performance and safety required in aviation.
Jewelry and Decorative Metalwork: Smoothing metal is a crucial step in the production of jewelry and decorative metal items. Fine filing, sanding, and polishing techniques are used to create smooth, shiny surfaces that enhance the aesthetic appeal of the finished product.
Manufacturing and Fabrication: Smoothing metal is a standard process in manufacturing and fabrication, used to prepare metal parts for assembly, painting, or coating. Smoothing ensures that parts fit together correctly, look professional, and meet quality standards.
Benefits of Smoothing Metal
Improved Aesthetics: Smoothing processes enhance the appearance of metal parts by removing imperfections, scratches, and burrs. A smooth, polished surface looks more professional and appealing, especially for consumer products, decorative items, or automotive body parts.
Increased Durability: Smoothing metal removes sharp edges, rough spots, and surface defects that can weaken the material and lead to wear or corrosion. Smooth surfaces are less prone to damage, increasing the durability and longevity of metal parts.
Enhanced Functionality: Smoothing metal ensures that parts fit together properly during assembly, improving the functionality and performance of the final product. Smooth surfaces also reduce friction and wear in moving parts, leading to better efficiency and longer operational life.
Safety: Removing burrs and sharp edges from metal parts ensures that they are safe to handle and use, reducing the risk of injury during assembly or operation. This is particularly important for consumer products, medical devices, and industrial equipment.
Smoothing metal is an essential part of the metalworking process, ensuring that metal parts are functional, durable, and visually appealing. Whether for industrial applications, consumer products, or decorative items, smoothing techniques like filing, sanding, grinding, and polishing play a crucial role in achieving high-quality metal finishes.
Wheel Manufacturing Equipment
Wheel Manufacturing Machines
Wheel manufacturing equipment encompasses the machinery and tools used to produce wheels for various applications, including automotive, aerospace, industrial, and commercial uses. The manufacturing process for wheels involves several key stages, from material preparation and forming to finishing and quality control. Modern wheel production relies heavily on automated equipment to ensure precision, consistency, and efficiency in the manufacturing process.
Wheels are typically made from materials such as steel, aluminum, magnesium alloys, and composites, each requiring specialized equipment to produce durable, lightweight, and high-performance wheels. The type of equipment used depends on the material, the size of the wheels, and the intended application, but the goal is always to produce wheels that meet stringent safety, performance, and durability standards.
Key Types of Wheel Manufacturing Equipment
Casting Machines for Alloy Wheels: For alloy wheels, especially aluminum or magnesium wheels, casting is a common method of production. Casting machines are used to form the basic shape of the wheel by pouring molten metal into a mold. There are different casting methods, including gravity casting, low-pressure casting, and high-pressure casting, each offering specific advantages depending on the design and performance requirements.
Gravity Casting: In gravity casting, molten metal is poured into a mold and allowed to cool and solidify. This process is relatively simple and cost-effective, making it suitable for producing standard alloy wheels. However, gravity-cast wheels tend to be heavier and less strong than wheels produced using more advanced methods.
Low-Pressure Casting: Low-pressure casting involves forcing molten metal into the mold under low pressure. This method results in a more uniform and denser material, improving the strength and durability of the wheel. Low-pressure casting is commonly used for producing high-quality alloy wheels that offer better performance and weight reduction.
High-Pressure Casting (Die Casting): High-pressure casting uses significant pressure to inject molten metal into the mold, creating a denser, stronger wheel. This method is often used for manufacturing wheels that require high strength-to-weight ratios, such as those used in performance vehicles or aerospace applications.
Forging Machines for High-Performance Wheels: Forging is a manufacturing process that uses heat and pressure to form metal into the desired shape. Forged wheels are made by heating a billet of metal, typically aluminum or magnesium, and pressing it into a wheel mold using high-pressure forging machines. The forging process aligns the metal’s grain structure, resulting in a wheel that is significantly stronger, lighter, and more durable than cast wheels.
Hydraulic Press Forging Machines: Hydraulic presses are used to apply immense pressure to the heated metal billet, forcing it into the shape of the wheel. This process produces forged wheels that are lightweight yet extremely strong, making them ideal for high-performance vehicles and racing applications.
Rotary Forging Machines: Rotary forging is a specialized forging technique where the metal is rotated as it is forged into shape. This process allows for more precise control over the wheel’s thickness and weight distribution, resulting in wheels with optimized strength and performance characteristics.
CNC Machining for Wheel Finishing: After casting or forging, wheels often undergo CNC (Computer Numerical Control) machining to refine their shape and add design elements. CNC machines use computer-controlled cutting tools to precisely mill, drill, or engrave details into the wheel. This process is essential for creating intricate designs, reducing weight, and ensuring that the wheel meets exact specifications.
CNC Lathe Machines: CNC lathe machines are used to turn the wheel and remove excess material, ensuring that the wheel has a smooth, uniform surface. This step is crucial for achieving a high-quality finish and ensuring that the wheel is perfectly balanced.
CNC Milling Machines: CNC milling machines are used to add features such as spokes, holes for lug nuts, and other design elements. The precision of CNC milling allows manufacturers to create complex wheel designs while maintaining structural integrity and weight reduction.
Heat Treatment and Strengthening: Heat treatment is a critical step in the wheel manufacturing process, especially for aluminum and steel wheels. Heat treatment improves the material’s strength, hardness, and resistance to fatigue, making the wheel more durable and capable of withstanding the stresses of driving. The process involves heating the wheel to a specific temperature and then rapidly cooling it to alter the metal’s microstructure.
T6 Heat Treatment for Aluminum Wheels: Aluminum wheels often undergo a T6 heat treatment, which involves heating the wheel to a high temperature and then quenching it in water or air. This process increases the wheel’s tensile strength and makes it more resistant to cracking or deformation under load.
Painting and Coating Equipment: Once the wheel has been machined and heat-treated, it is coated with protective finishes to enhance its appearance and protect it from corrosion, UV damage, and wear. Wheel painting and coating equipment is used to apply finishes such as powder coating, clear coats, or anodized finishes. These coatings not only improve the aesthetics of the wheel but also provide a protective barrier against the elements.
Powder Coating Machines: Powder coating involves applying a dry powder to the wheel’s surface and then baking it in an oven to cure the coating. This process results in a durable, uniform finish that is resistant to chipping, scratching, and corrosion.
Anodizing Equipment: Anodizing is used to create a corrosion-resistant oxide layer on aluminum wheels. The anodizing process involves immersing the wheel in an acid bath and applying an electrical current to create a protective layer that enhances the wheel’s durability and aesthetic appeal.
Balancing and Testing Equipment: After the wheels are manufactured, they must be tested and balanced to ensure they meet safety and performance standards. Wheel balancing equipment is used to detect any imbalances in the wheel that could cause vibration or uneven wear during use. Additionally, testing machines are used to simulate real-world driving conditions and measure the wheel’s strength, durability, and resistance to impact.
Wheel Balancing Machines: These machines spin the wheel at high speeds to detect any imbalances in weight distribution. Weights are then added to the wheel to ensure it rotates evenly, preventing vibrations that could affect vehicle performance.
Impact Testing Machines: Impact testing machines simulate collisions or heavy impacts to ensure that the wheels can withstand extreme conditions without cracking or deforming. This testing is especially important for performance wheels used in racing or off-road applications.
Applications of Wheel Manufacturing Equipment
Automotive Industry: The automotive industry is one of the largest users of wheel manufacturing equipment, with millions of wheels produced annually for cars, trucks, and motorcycles. The equipment is used to produce a wide range of wheels, from budget-friendly steel wheels to high-performance forged alloy wheels for sports cars.
Alloy Wheels for Performance Vehicles: High-performance vehicles, such as sports cars and luxury sedans, often use alloy wheels that are lighter and stronger than standard steel wheels. Wheel manufacturing equipment is used to produce these lightweight wheels, improving the vehicle’s handling, acceleration, and fuel efficiency.
Aerospace Industry: In the aerospace industry, lightweight and high-strength wheels are critical for aircraft performance. Wheel manufacturing equipment is used to produce wheels for landing gear, which must withstand the enormous forces generated during takeoff and landing. Forging and CNC machining are commonly used to create the high-performance wheels required in this industry.
Landing Gear Wheels: Aircraft wheels are subjected to extreme stress during takeoff and landing, and they must be able to withstand high temperatures and heavy loads. Wheel manufacturing equipment used in the aerospace industry is designed to produce wheels with exceptional strength and durability.
Industrial and Heavy Machinery: Wheel manufacturing equipment is also used to produce wheels for industrial applications, such as heavy machinery, forklifts, and construction vehicles. These wheels must be highly durable to withstand the harsh conditions of industrial environments.
Heavy-Duty Steel Wheels: Industrial machinery often uses steel wheels due to their strength and resistance to wear. Wheel manufacturing equipment is used to form, machine, and heat-treat these wheels to ensure they can handle the heavy loads and rough conditions encountered in industrial settings.
Motorcycles and Bicycles: Wheels for motorcycles and bicycles are typically made from lightweight materials such as aluminum or carbon fiber. Wheel manufacturing equipment is used to produce wheels that offer a balance of strength, durability, and performance, while minimizing weight.
Carbon Fiber Bicycle Wheels: In the bicycle industry, carbon fiber wheels are prized for their light weight and aerodynamic properties. Specialized manufacturing equipment is used to produce these high-performance wheels, which are commonly used in racing and competitive cycling.
Advantages of Modern Wheel Manufacturing Equipment
Precision and Consistency: Modern wheel manufacturing equipment, especially CNC machining and forging machines, provides high levels of precision and consistency, ensuring that each wheel meets exact specifications. This is critical for performance, safety, and aesthetic appeal.
Material Efficiency: Advanced casting, forging, and machining techniques allow manufacturers to optimize material usage, reducing waste while maintaining the strength and durability of the wheels. This improves cost efficiency and sustainability in wheel production.
Customization and Flexibility: Wheel manufacturing equipment allows for the production of a wide variety of wheel designs, from standard steel wheels to custom alloy wheels with intricate patterns. This flexibility enables manufacturers to meet the diverse needs of the automotive, aerospace, and industrial markets.
Improved Performance and Durability: The combination of forging, CNC machining, and heat treatment ensures that modern wheels are lighter, stronger, and more durable than ever before. This results in improved vehicle performance, fuel efficiency, and safety.
Cost-Effectiveness: Automated wheel manufacturing equipment allows for high-volume production while maintaining consistent quality, reducing labor costs and production time. This makes it possible to produce high-quality wheels at competitive prices.
Wheel manufacturing equipment plays a crucial role in producing the high-performance, durable wheels used in various industries. Whether for cars, aircraft, or heavy machinery, the precision and efficiency of modern equipment ensure that wheels meet the highest standards of safety, performance, and aesthetics.
Wheel Manufacturing Machines
Wheel Manufacturing Machines
Wheel manufacturing machines refer to the specialized equipment used throughout the entire production process of wheels, from forming the raw materials to finishing and testing the final product. These machines are crucial in creating wheels that meet precise specifications for size, weight, strength, and performance. The manufacturing process varies depending on the type of wheel—whether for automotive, aerospace, or industrial use—and the material, such as steel, aluminum, or composite.
Wheel manufacturing involves multiple stages, including casting or forging, CNC machining, heat treatment, surface finishing, and quality control testing. Each stage requires specific machines designed to handle the intricacies of shaping, strengthening, and finishing the wheels to meet industry standards.
Key Types of Wheel Manufacturing Machines
Casting Machines: Casting is one of the primary methods used to produce alloy wheels, especially those made from aluminum or magnesium. Casting machines pour molten metal into molds to form the wheel’s basic shape. Depending on the specific casting method, the machines may use gravity, low pressure, or high pressure to fill the mold and create the wheel.
Low-Pressure Casting Machines: These machines use a low-pressure system to inject molten metal into the wheel mold. Low-pressure casting creates denser, more uniform wheels with fewer air pockets or defects, resulting in higher-quality wheels.
High-Pressure Die Casting Machines: In high-pressure casting, the molten metal is forced into the mold under significant pressure, creating a very strong and precise wheel. This method is ideal for high-performance alloy wheels that require strength and lightweight properties.
Forging Machines: Forging machines are used to create wheels from solid billets of metal. The forging process involves heating the metal and then pressing it into shape using high-pressure hydraulic presses. Forged wheels are known for their superior strength and lightweight properties, making them ideal for high-performance vehicles and racing applications.
Hydraulic Forging Presses: Hydraulic presses apply thousands of tons of pressure to the heated metal, shaping it into the wheel. The high-pressure forging process aligns the metal’s grain structure, making the wheel stronger and more durable than cast alternatives.
CNC Machines: CNC (Computer Numerical Control) machines are essential in wheel manufacturing, particularly for refining the shape, drilling holes for lug nuts, and adding design elements. CNC machines use computer-controlled cutting tools to precisely machine the wheel, ensuring accuracy and consistency across large production runs.
CNC Lathes: CNC lathe machines are used to turn the wheel and remove excess material from the outer edges, ensuring that the wheel is perfectly round and smooth. This process is critical for achieving a balanced wheel that performs well at high speeds.
CNC Milling Machines: These machines are used to add intricate details, such as spoke designs, logos, and other aesthetic features. CNC milling also ensures that the wheel’s weight is optimized, improving its overall performance and handling characteristics.
Heat Treatment Furnaces: Heat treatment is a crucial step in the manufacturing process for alloy wheels. Heat treatment machines, such as furnaces or ovens, are used to heat the wheel to a specific temperature and then cool it rapidly. This process improves the wheel’s strength, hardness, and resistance to fatigue, making it more durable and capable of withstanding the stresses of driving.
T6 Heat Treatment Furnaces: Aluminum wheels often undergo T6 heat treatment, which involves heating the wheel to a high temperature and then rapidly cooling it. This process increases the wheel’s tensile strength and improves its resistance to cracking and deformation.
Finishing Machines: Finishing machines are used to apply protective coatings and finishes to the wheel, enhancing its appearance and protecting it from corrosion, wear, and environmental damage. These machines can apply various types of finishes, including powder coatings, clear coats, and anodized finishes.
Powder Coating Machines: Powder coating machines apply a dry powder finish to the wheel, which is then baked in an oven to create a durable, protective coating. Powder coating is highly resistant to chipping, scratching, and corrosion, making it a popular choice for both aesthetic and functional finishes.
Anodizing Equipment: Anodizing is a process used to enhance the corrosion resistance and durability of aluminum wheels. Anodizing machines apply an oxide layer to the surface of the wheel, improving its resistance to environmental factors like moisture and UV exposure.
Balancing and Testing Machines: After the wheel has been cast, forged, machined, and finished, it must undergo rigorous testing to ensure it meets safety and performance standards. Wheel balancing and testing machines are used to evaluate the wheel’s structural integrity, balance, and durability.
Wheel Balancing Machines: These machines spin the wheel to detect any weight imbalances that could cause vibration or uneven wear during use. Balancing ensures that the wheel rotates smoothly and evenly, which is essential for vehicle performance and safety.
Impact Testing Machines: Impact testing machines simulate real-world driving conditions, such as potholes or collisions, to ensure that the wheel can withstand extreme forces without cracking or deforming. This testing is critical for high-performance wheels used in racing, off-road driving, or other demanding applications.
Applications of Wheel Manufacturing Machines
Automotive Wheel Production: The automotive industry relies heavily on wheel manufacturing machines to produce wheels for cars, trucks, and motorcycles. Machines like casting machines, forging presses, and CNC lathes are used to create wheels that meet the specific performance and aesthetic requirements of different vehicles.
Alloy Wheels for Sports Cars: High-performance sports cars often require lightweight, strong wheels that can withstand the stresses of high-speed driving. Forged wheels, produced using advanced wheel manufacturing machines, offer the strength-to-weight ratio needed for these vehicles.
Aerospace Wheels: Wheel manufacturing machines are also used in the aerospace industry to produce wheels for aircraft landing gear. These wheels must be strong enough to handle the extreme forces encountered during takeoff and landing, while also being lightweight to improve fuel efficiency.
Forged Aluminum Aircraft Wheels: Forged aluminum wheels are commonly used in aircraft landing gear due to their combination of strength, durability, and light weight. Wheel manufacturing machines are used to produce these wheels with the precision required for aerospace applications.
Industrial and Heavy Machinery Wheels: Wheels for industrial and heavy machinery, such as forklifts, cranes, and construction equipment, are produced using wheel manufacturing machines. These wheels must be highly durable to withstand the tough conditions of industrial environments, including heavy loads, rough terrain, and constant use.
Steel Wheels for Heavy Machinery: Steel wheels, known for their strength and durability, are produced using specialized forging and machining equipment to ensure they can handle the intense stresses of industrial applications.
Advantages of Wheel Manufacturing Machines
High Precision and Consistency: Wheel manufacturing machines, especially CNC machining and forging equipment, provide high levels of precision and consistency. This ensures that every wheel produced meets exact specifications, which is critical for performance, safety, and longevity.
Efficiency and Speed: Modern wheel manufacturing machines are highly automated, allowing for the efficient production of large quantities of wheels. This reduces production time and costs, while maintaining consistent quality across all wheels.
Customization Capabilities: CNC machines and other advanced equipment allow manufacturers to customize wheel designs, creating intricate spoke patterns, logos, or unique finishes. This flexibility enables the production of both standard and custom wheels for different markets and applications.
Enhanced Durability and Performance: Forging, heat treatment, and finishing processes enhance the durability and performance of wheels, ensuring they can withstand the stresses of driving, environmental conditions, and impact. This results in longer-lasting, higher-performing wheels.
Cost-Effectiveness: Automated wheel manufacturing machines reduce the need for manual labor and improve material efficiency, resulting in lower production costs. This allows manufacturers to produce high-quality wheels at competitive prices.
Wheel manufacturing machines are integral to the production of high-quality, durable wheels for various industries. Whether for automotive, aerospace, or industrial applications, these machines ensure that wheels meet the highest standards of performance, safety, and durability.
Sheet Metal Hydroforming Machine
Hydroforming Process
A sheet metal hydroforming machine is a specialized piece of equipment used in the process of hydroforming, a metal forming technique that uses high-pressure hydraulic fluid to shape sheet metal into complex and intricate geometries. Hydroforming is widely used in industries like automotive, aerospace, and consumer products because it allows for the creation of lightweight, strong, and structurally sound components with minimal material waste. Sheet metal hydroforming is particularly effective for producing parts with deep, complex shapes, which would be difficult or impossible to achieve using traditional stamping or mechanical forming techniques.
Hydroforming machines apply pressure to a metal blank, which is placed over a die and forced into the desired shape by hydraulic fluid. This process allows manufacturers to create seamless, lightweight parts that are both strong and aesthetically pleasing. Sheet metal hydroforming machines are known for their ability to produce parts with high precision, consistent wall thickness, and excellent surface finish.
Key Components of a Sheet Metal Hydroforming Machine
Hydraulic Press: The hydraulic press is the core of the hydroforming machine, responsible for applying the necessary pressure to form the sheet metal into the desired shape. The press uses hydraulic fluid to generate immense force, which is evenly distributed across the surface of the metal blank. This ensures that the metal flows uniformly into the die, creating a part with consistent thickness and dimensions.
High Pressure for Precision Forming: Hydroforming machines typically operate at pressures ranging from 10,000 to 60,000 psi (pounds per square inch), depending on the material and the complexity of the part being formed. The high pressure allows the metal to conform precisely to the shape of the die, resulting in a finished part with tight tolerances and high structural integrity.
Forming Die: The forming die is a critical component in the hydroforming process. It provides the negative shape that the metal blank will be formed into. The die is usually made from high-strength steel or other durable materials that can withstand the high pressures involved in hydroforming. The die design is highly specialized, as it must account for factors such as material flow, thickness distribution, and the desired final shape of the part.
Die Design for Complex Shapes: One of the major advantages of hydroforming is its ability to create complex, multi-dimensional shapes in a single forming operation. The die is designed to form intricate curves, deep recesses, and sharp details, which would be difficult to achieve using traditional metal forming techniques.
Bladder System: In some hydroforming machines, a rubber or elastomer bladder is used to distribute the hydraulic pressure evenly across the surface of the metal blank. The bladder conforms to the shape of the die and the metal, ensuring that the pressure is applied uniformly. This helps prevent wrinkling, tearing, or uneven material distribution during the forming process.
Uniform Pressure Distribution: The bladder system plays a crucial role in maintaining consistent pressure across the entire surface of the metal blank, ensuring that the part is formed uniformly and without defects. This is particularly important when forming thin or lightweight materials that are prone to wrinkling or distortion.
Control System: Modern hydroforming machines are equipped with advanced control systems that allow operators to precisely control the pressure, timing, and other parameters of the forming process. These systems ensure that the hydroforming process is highly repeatable, allowing for consistent production of parts with minimal variation.
CNC and Automated Control: Many hydroforming machines are equipped with CNC (Computer Numerical Control) systems, which automate the forming process and allow for precise control over the pressure, timing, and position of the hydraulic press. This ensures that each part is formed exactly according to specifications, improving efficiency and reducing waste.
Applications of Sheet Metal Hydroforming Machines
Automotive Industry: The automotive industry is one of the largest users of sheet metal hydroforming technology. Hydroforming is used to produce a wide range of automotive components, including exhaust systems, chassis components, and body panels. The process allows manufacturers to create lightweight parts with high structural integrity, which improves vehicle performance, fuel efficiency, and safety.
Hydroformed Body Panels: Hydroforming is used to create large, complex body panels for cars, such as fenders, hoods, and doors. These panels are often formed in a single operation, reducing the number of welds and seams, which improves the overall strength and appearance of the vehicle.
Exhaust Systems: In automotive exhaust systems, hydroforming is used to produce complex tubing with smooth bends and uniform wall thickness. This improves the flow of exhaust gases and reduces back pressure, leading to better engine performance and lower emissions.
Aerospace Industry: Hydroforming is widely used in the aerospace industry to produce lightweight, high-strength components for aircraft and spacecraft. The ability to create complex shapes with consistent wall thickness and minimal material waste is crucial in aerospace manufacturing, where weight reduction and structural integrity are critical.
Hydroformed Structural Components: Aerospace manufacturers use hydroforming to produce structural components such as bulkheads, fuselage panels, and wing spars. These parts must be lightweight yet capable of withstanding extreme forces and environmental conditions, making hydroforming an ideal manufacturing process.
Consumer Products: Hydroforming is also used to produce high-end consumer products, such as kitchen appliances, lighting fixtures, and furniture. The process allows manufacturers to create aesthetically pleasing, seamless metal parts with intricate shapes and smooth surfaces, enhancing the appearance and durability of the final product.
Seamless Metal Furniture: In the production of modern metal furniture, hydroforming is used to create sleek, curved designs with seamless joints. This not only improves the aesthetics of the furniture but also enhances its structural strength and durability.
Medical Devices: In the medical industry, hydroforming is used to produce components for medical devices and surgical instruments. The process allows for the creation of lightweight, precise parts that meet the strict quality and safety standards required in medical applications.
Hydroformed Surgical Instruments: Hydroforming is used to create stainless steel and titanium surgical instruments with smooth surfaces and intricate shapes. The seamless construction of hydroformed instruments reduces the risk of contamination and makes them easier to clean and sterilize.
Advantages of Sheet Metal Hydroforming Machines
Complex Shapes with High Precision: One of the biggest advantages of hydroforming is its ability to create complex, three-dimensional shapes in a single forming operation. This reduces the need for additional manufacturing steps, such as welding or assembly, and allows for the production of parts with tight tolerances and high structural integrity.
Lightweight and Strong Parts: Hydroforming allows manufacturers to create parts with consistent wall thickness, even in areas with complex curves or deep recesses. This results in parts that are both lightweight and strong, making them ideal for applications where weight reduction and durability are critical, such as in the automotive and aerospace industries.
Reduced Material Waste: Unlike traditional stamping or mechanical forming processes, hydroforming uses high-pressure hydraulic fluid to shape the metal, which minimizes material waste. The metal is stretched uniformly into the desired shape, reducing the amount of scrap generated during the manufacturing process.
Improved Surface Finish: Hydroformed parts often have a smooth surface finish with minimal defects, such as wrinkles or tool marks. This reduces the need for additional finishing processes, such as polishing or sanding, and improves the overall appearance of the final product.
Cost-Effective for Low- to Medium-Volume Production: Hydroforming is particularly cost-effective for low- to medium-volume production runs, as it requires fewer dies and tooling changes compared to traditional metal forming processes. This makes it an attractive option for manufacturers who need to produce small batches of custom or highly specialized parts.
Challenges of Hydroforming
High Initial Setup Costs: The equipment and tooling required for hydroforming can be expensive, making it less cost-effective for very low-volume production runs. However, for medium- to high-volume production, the long-term savings in material costs and reduced manufacturing steps often outweigh the initial setup costs.
Material Limitations: While hydroforming is effective for a wide range of metals, such as aluminum, steel, and titanium, it may not be suitable for certain materials that are too brittle or have limited formability. Careful consideration of the material’s properties is required to ensure successful hydroforming.
Sheet metal hydroforming machines play a crucial role in modern manufacturing, offering the ability to produce complex, lightweight, and high-strength parts with minimal material waste. Whether used in the automotive, aerospace, or consumer goods industries, hydroforming provides manufacturers with a versatile and efficient method for creating high-quality metal components.
Flowforming Sheet Metal
Advantages and Limitations of CNC Metal Spinning
Flowforming sheet metal is a highly specialized manufacturing process used to produce cylindrical or conical parts with precise dimensions, thin walls, and complex geometries. Flowforming is a cold-forming process in which a pre-formed metal blank, typically in the shape of a tube or cup, is stretched and compressed against a rotating mandrel using a series of rollers. The process results in a part that is both lightweight and strong, with excellent dimensional accuracy and surface finish.
Flowforming is widely used in industries such as aerospace, automotive, military, and industrial manufacturing, where high-performance parts with thin walls and complex shapes are required. The process allows for significant material savings and improved mechanical properties compared to traditional manufacturing techniques, making it an ideal choice for producing high-precision components.
The Flowforming Process
Material Selection: The first step in flowforming is selecting the appropriate material for the part. Flowforming is typically used with metals that have good ductility and formability, such as aluminum, titanium, steel, and nickel-based alloys. The material must be able to withstand the forces applied during the forming process without cracking or losing its structural integrity.
Common Materials for Flowforming: Aluminum and titanium are commonly used in aerospace and automotive applications due to their high strength-to-weight ratios. Steel and nickel-based alloys are used for parts that require excellent wear resistance, such as military or industrial components.
Preforming the Blank: Before the flowforming process begins, the metal blank is pre-formed into a basic cylindrical or conical shape, known as a preform. The preform is typically created using processes such as deep drawing, spinning, or forging. This preform will then be stretched and shaped into the final part during the flowforming process.
Preform Shape and Size: The size and shape of the preform are critical to the success of the flowforming process. The preform must be designed to accommodate the stretching and thinning that will occur during forming, ensuring that the final part has the correct dimensions and wall thickness.
Mounting the Preform on the Mandrel: Once the preform is created, it is mounted onto a rotating mandrel, which acts as the forming tool. The mandrel is designed to match the inner shape of the final part, providing support and guiding the material as it is stretched and compressed by the flowforming rollers.
Mandrel Design for Precision: The mandrel is a critical component of the flowforming process, as it determines the final shape and dimensions of the part. The mandrel must be precisely machined to match the required tolerances, ensuring that the finished part meets the specified dimensions.
Roller Forming: During the flowforming process, a series of rollers apply pressure to the preform, gradually stretching and thinning the material as it rotates on the mandrel. The rollers move along the length of the preform, compressing the metal against the mandrel and reducing the wall thickness while increasing the length of the part.
Controlled Material Flow: Flowforming requires precise control over the material flow, ensuring that the metal is stretched uniformly along the length of the part. This control allows manufacturers to achieve extremely thin walls with high precision, even in parts with complex geometries.
Final Part Removal and Heat Treatment: After the flowforming process is complete, the finished part is removed from the mandrel. Depending on the material and the application, the part may undergo additional heat treatment to improve its mechanical properties, such as hardness, strength, and fatigue resistance.
Heat Treatment for Strength: Many flowformed parts, especially those made from steel or titanium, undergo heat treatment to increase their strength and durability. This ensures that the part can withstand the stresses and conditions it will encounter in its final application.
Applications of Flowforming Sheet Metal
Aerospace Industry: Flowforming is widely used in the aerospace industry to produce lightweight, high-strength components for aircraft and spacecraft. The process is particularly well-suited for creating thin-walled, cylindrical parts such as rocket motor casings, fuselage sections, and exhaust cones.
Rocket Motor Casings: Flowforming is used to produce rocket motor casings due to its ability to create thin, lightweight parts with excellent dimensional accuracy. The process ensures that the casings can withstand the extreme pressures and temperatures encountered during flight.
Automotive Industry: In the automotive industry, flowforming is used to create lightweight, high-performance components such as wheel rims, drive shafts, and suspension components. The process allows manufacturers to reduce the weight of these parts without compromising their strength or durability.
Lightweight Wheel Rims: Flowforming is used to create lightweight alloy wheels for high-performance vehicles. The process ensures that the wheels have the strength needed to handle the stresses of driving, while minimizing weight to improve fuel efficiency and handling.
Military Applications: Flowforming is used to produce a wide range of military components, including artillery shells, missile casings, and armor-piercing projectiles. The process allows for the creation of thin-walled, high-strength parts that can withstand the extreme forces encountered in military applications.
Artillery Shell Casings: Flowforming is used to produce artillery shell casings with thin walls and high strength. The process ensures that the shells can withstand the high pressures generated during firing while remaining lightweight for improved accuracy and range.
Industrial and Energy Sectors: Flowforming is also used in the production of components for industrial machinery, energy production, and oil and gas exploration. The process allows for the creation of durable, high-strength parts that can withstand harsh operating conditions.
Turbine Housings: In the energy sector, flowforming is used to produce turbine housings and other components for power generation. These parts must be able to withstand high temperatures and pressures, making flowforming an ideal manufacturing process.
Advantages of Flowforming Sheet Metal
High Strength-to-Weight Ratio: Flowforming allows manufacturers to produce parts with extremely thin walls while maintaining high strength and structural integrity. This results in lightweight components that are ideal for applications where weight reduction is critical, such as in aerospace and automotive manufacturing.
Material Efficiency: Flowforming uses a cold-forming process that minimizes material waste. The material is stretched and thinned, allowing manufacturers to produce parts with consistent wall thickness and minimal scrap. This improves cost efficiency and reduces the environmental impact of production.
Dimensional Accuracy: Flowforming provides excellent control over the final dimensions of the part, ensuring that each component meets precise tolerances. This is particularly important in industries such as aerospace and military manufacturing, where even small deviations in part dimensions can lead to performance issues.
Improved Mechanical Properties: The cold-forming process used in flowforming improves the mechanical properties of the metal, such as its hardness, tensile strength, and fatigue resistance. This makes flowformed parts more durable and capable of withstanding extreme conditions, such as high temperatures and pressures.
Versatility: Flowforming can be used with a wide range of metals, including aluminum, steel, titanium, and nickel-based alloys. This makes the process highly versatile, allowing manufacturers to produce components for a variety of industries and applications.
Challenges of Flowforming
Complex Tooling Requirements: Flowforming requires highly specialized tooling, including precision mandrels and rollers. The cost of designing and manufacturing these tools can be high, especially for custom parts with complex geometries.
Material Limitations: While flowforming is suitable for many ductile metals, it may not be effective for materials that are brittle or have limited formability. Manufacturers must carefully select materials that can withstand the stretching and compressing forces applied during the flowforming process.
Flowforming sheet metal is a highly efficient and versatile process used to produce lightweight, high-precision components with complex geometries. Whether in aerospace, automotive, or military applications, flowforming provides manufacturers with a cost-effective solution for creating parts that meet the highest standards of performance and durability.
Can End Curler Tooling
Can End Curling Machines
Can end curler tooling refers to the specialized tools and equipment used to create the curled edges of metal can ends, such as those found on beverage cans, food cans, and other types of containers. The curling process is crucial in the can manufacturing industry because it ensures a secure and smooth connection between the can body and the can lid. The curl provides both structural integrity and a safe, rounded edge, preventing sharp metal edges that could cause injury.
Can end curler tooling is typically part of a larger can-making process, where the can lid is formed, curled, and prepared for seaming (joining the can lid to the body). This equipment is designed to handle high-speed production, enabling manufacturers to produce millions of can ends efficiently while maintaining consistent quality and safety standards.
Key Components of Can End Curler Tooling
Curling Rollers: Curling rollers are a crucial component of can end curler tooling. These rollers are designed to apply pressure and form the edges of the can end into a smooth, rounded curl. As the can end passes through the machine, the rollers gradually bend the metal, forming a uniform curl around the entire circumference of the lid.
Precision in Curl Formation: Curling rollers must apply consistent pressure to ensure that the curl is formed evenly around the can end. Any variations in pressure can result in a weak or uneven curl, which may lead to sealing issues during the canning process.
Die and Punch System: The die and punch system is responsible for holding the can end in place and guiding it through the curling process. The die provides a form or template that the can end is shaped around, while the punch presses the can end into the die. This ensures that the curl is formed to precise specifications, with the correct dimensions and profile.
Die Design for Different Can Sizes: Can end curler tooling must be adaptable to accommodate different can sizes, from small beverage cans to larger food cans. The die and punch system is typically designed to be adjustable or interchangeable, allowing manufacturers to switch between different can sizes quickly and efficiently.
Lubrication System: To ensure smooth operation and prevent damage to the can end or the tooling, a lubrication system is often integrated into can end curler machines. This system applies a thin layer of lubricant to the can end as it passes through the rollers and die, reducing friction and wear on both the can and the tooling.
Lubricant for Consistent Curling: The type and amount of lubricant used in the curling process are carefully controlled to ensure that the can end is formed smoothly without defects. Too much or too little lubrication can lead to problems such as tearing, wrinkling, or uneven curling.
Control System: Modern can end curler tooling is often equipped with an advanced control system that monitors the speed, pressure, and alignment of the tooling. This ensures that each can end is curled to the correct specifications, even at high production speeds.
Automated Adjustment for High-Speed Production: Automated control systems allow for real-time adjustments during the production process, ensuring that the curling operation remains consistent and efficient. This is particularly important in large-scale canning operations, where thousands of can ends may be produced per minute.
The Curling Process in Can Manufacturing
Initial Cutting and Stamping: The can end starts as a flat metal blank, typically made from aluminum or tinplate. The first step in the process is cutting the metal into circular blanks and stamping them into the basic shape of the can end. This includes forming features like the panel (the flat center area of the lid) and the chuck wall (the area that will eventually be curled).
Curling the Edges: After the can end has been stamped, it is passed through the curler tooling, where the edges are gradually formed into a smooth, rounded curl. The curl provides a strong, secure edge that will later be used to join the lid to the can body during the seaming process.
Multi-Stage Curling Process: In some cases, the curling process may be completed in multiple stages. The can end may pass through several sets of rollers, with each set applying a different amount of pressure to gradually form the curl. This ensures that the metal is not overstressed or damaged during the curling process.
Inspection and Quality Control: Once the curling process is complete, the can ends are inspected to ensure that they meet the required specifications. This includes checking the dimensions of the curl, the smoothness of the edge, and the overall integrity of the can end. Any defects, such as uneven curls or sharp edges, are flagged for rejection.
Automated Inspection Systems: Many can manufacturing operations use automated inspection systems to check the quality of each can end as it comes off the production line. These systems use cameras and sensors to measure the curl and detect any defects, ensuring that only high-quality can ends proceed to the next stage of production.
Applications of Can End Curler Tooling
Beverage Industry: The beverage industry is the largest user of can end curler tooling, with billions of cans produced each year for products like soda, beer, energy drinks, and sparkling water. The curling process is critical for ensuring that beverage cans are sealed securely and can withstand the pressures of carbonation.
Curling for Beverage Cans: In beverage cans, the curled edge provides a secure connection between the can lid and body, which is critical for maintaining the internal pressure of carbonated drinks. The curl also creates a smooth edge for consumer safety when the can is opened.
Food Packaging: Can end curler tooling is also widely used in the food packaging industry, where it is used to produce can ends for products like soups, vegetables, fruits, and pet food. The curling process ensures that the can ends are strong enough to withstand the sealing process and maintain a tight, hermetic seal.
Sealing Food Cans: The curled edge of the can end is crucial for the seaming process, where the lid is joined to the body of the can. A strong, uniform curl ensures that the can remains sealed and protects the contents from contamination or spoilage.
Aerosol Cans: Can end curler tooling is also used in the production of aerosol cans, such as those used for deodorant, hairspray, and cleaning products. These cans require a strong, secure seal to contain pressurized gases, making the curling process an essential step in manufacturing.
Aerosol Can Ends: The curled edges of aerosol can ends are designed to withstand the internal pressure of the can while providing a smooth, safe edge for handling.
Specialty Cans: Can end curler tooling is also used to produce specialty cans for products like paints, solvents, and chemicals. These cans often require thicker metal and more robust curling processes to ensure that they can safely contain potentially hazardous materials.
Industrial Cans: In the production of industrial cans, the curling process must be precise to ensure that the can end is strong enough to handle heavy-duty sealing and storage conditions.
Advantages of Can End Curler Tooling
Increased Production Efficiency: Can end curler tooling is designed for high-speed production, allowing manufacturers to produce large quantities of can ends quickly and efficiently. This is especially important in industries like beverage and food packaging, where millions of cans are produced daily.
Consistent Quality: Can end curler tooling ensures that each can end is formed with consistent quality, providing uniform curls that are free from defects. This reduces the risk of leaks or contamination during the canning process, ensuring that the final product is safe for consumers.
Improved Safety: The curling process creates a smooth, rounded edge on the can end, reducing the risk of injury to consumers when opening or handling the can. This is particularly important in the beverage industry, where sharp edges could pose a safety hazard.
Enhanced Durability: The curled edge of the can end provides added strength and durability, allowing the can to withstand the pressures of sealing, transportation, and storage. This is especially important for cans that contain carbonated beverages or pressurized products like aerosols.
Adaptability to Different Can Sizes: Can end curler tooling is highly adaptable, allowing manufacturers to produce can ends for a wide range of container sizes and types. This flexibility makes it an essential tool in the production of cans for various industries, from food and beverages to industrial chemicals and household products.
Challenges in Can End Curling
Tool Wear and Maintenance: Can end curler tooling is subject to significant wear and tear due to the high-speed nature of the production process and the constant contact with metal. Regular maintenance and tool replacement are necessary to ensure that the tooling remains in good condition and continues to produce high-quality can ends.
Precision Requirements: The curling process requires a high degree of precision to ensure that the curl is formed correctly and uniformly around the entire circumference of the can end. Even small variations in the curling process can lead to defects, such as uneven curls or weak seams.
Can end curler tooling is a critical component in the can manufacturing process, providing the precision and consistency needed to produce high-quality, safe, and durable can ends for a wide range of products. Whether used in the beverage, food, or industrial packaging industries, this tooling ensures that cans are sealed securely and ready for consumer use.
Can End Curling Machines
Drum End Manufacturing
Can end curling machines are specialized machines designed to create the curled edges of metal can ends, which are used to seal cans in the beverage, food, and aerosol industries. The curling process is a critical step in the can manufacturing process, as it forms a smooth, rounded edge on the can lid, ensuring that the can end can be securely seamed to the can body. Curling machines are essential for producing safe, durable can ends that meet industry standards for quality, strength, and safety.
Curling machines are typically used in high-volume can manufacturing operations, where speed and precision are paramount. These machines are capable of producing thousands of can ends per hour, ensuring that manufacturers can meet the demands of large-scale production while maintaining consistent quality. The curling process helps prevent sharp edges on the can end and ensures that the lid can be securely joined to the can body during the seaming process.
Key Features of Can End Curling Machines
High-Speed Production: Can end curling machines are designed for high-speed production, with the ability to curl thousands of can ends per hour. This makes them essential for large-scale can manufacturing operations, such as those found in the beverage and food industries. The machines operate continuously, with can ends fed into the machine, curled, and then automatically ejected for further processing.
Efficiency in High-Volume Production: The high-speed capabilities of curling machines ensure that manufacturers can meet the demands of mass production while maintaining consistent quality and precision in each can end.
Multi-Stage Curling Process: Can end curling machines often use a multi-stage curling process to gradually form the curl on the can end. In the first stage, the edges of the can end are pre-curled, and in subsequent stages, the curl is completed, ensuring that the metal is formed smoothly and uniformly without wrinkling or cracking.
Step-by-Step Curl Formation: The multi-stage process allows the metal to be curled gradually, which reduces the risk of damaging the can end or causing defects. Each stage applies a different amount of pressure to the metal, ensuring a precise, smooth curl.
Automated Control System: Modern can end curling machines are equipped with automated control systems that monitor and adjust the curling process in real-time. These systems ensure that the pressure, speed, and alignment of the curling rollers are optimized for each can end, preventing defects and ensuring consistent quality.
CNC Control for Precision Curling: Many curling machines use CNC (Computer Numerical Control) systems to automate the curling process and ensure precise control over the machine’s movements. This allows for accurate, repeatable results across large production runs.
Adjustable Tooling for Different Can Sizes: Can end curling machines are designed to accommodate different can sizes, allowing manufacturers to switch between various can end diameters quickly and efficiently. The tooling on the machine can be adjusted or changed to curl can ends of different sizes, from small beverage cans to larger food cans.
Flexibility in Can Production: The ability to switch between different can sizes makes curling machines versatile, enabling manufacturers to produce a wide range of products without the need for multiple machines.
Integrated Lubrication System: Curling machines often feature an integrated lubrication system that applies a thin layer of lubricant to the can end as it passes through the curling rollers. This reduces friction and wear on both the can end and the machine, ensuring smooth operation and extending the life of the tooling.
Reducing Wear and Tear: Proper lubrication helps prevent damage to the curling rollers and other machine components, ensuring that the machine operates efficiently and with minimal downtime for maintenance.
The Curling Process in Can Manufacturing
Feeding the Can Ends: The can ends are fed into the curling machine either manually or through an automated system. The machine grabs each can end and positions it for the curling process. The can ends are usually cut and stamped from a flat sheet of metal, such as aluminum or steel, before being passed to the curling machine.
Automated Feeding Systems: In high-volume production, can end curling machines are typically integrated into a larger production line with automated feeding systems that continuously supply the machine with can ends. This ensures a smooth, uninterrupted production process.
Curling the Can End: Once the can end is positioned in the machine, it passes through a series of curling rollers that gradually form the edge into a smooth, rounded curl. The rollers apply pressure to the edges of the can end, bending the metal around a forming die to create the desired curl shape.
Controlled Curling for Uniform Results: The pressure applied by the rollers is carefully controlled to ensure that the curl is formed uniformly around the entire circumference of the can end. This is essential for ensuring that the can end can be securely seamed to the can body later in the production process.
Final Inspection and Ejection: After the curling process is complete, the can ends are inspected to ensure that they meet quality standards. Automated inspection systems are often used to check for defects such as uneven curls, cracks, or sharp edges. Once the can end passes inspection, it is ejected from the machine and moved to the next stage of production, such as sealing or seaming.
Quality Control Systems: Curling machines are often equipped with advanced inspection systems that use cameras and sensors to measure the dimensions and quality of each can end. Any defective can ends are automatically rejected, ensuring that only high-quality products proceed to the next stage of manufacturing.
Applications of Can End Curling Machines
Beverage Can Production: The beverage industry relies heavily on can end curling machines to produce high-quality can ends for soda, beer, and other drinks. The curling process is critical for creating the smooth, rounded edges that are essential for consumer safety and for sealing the can during the packaging process.
Curling for Carbonated Beverage Cans: For carbonated beverages, the curled edge of the can end provides a secure seal that can withstand the internal pressure of carbonation. This ensures that the beverage remains fresh and properly sealed until it is opened by the consumer.
Food Can Manufacturing: Can end curling machines are also widely used in the food packaging industry to produce can ends for products like soups, vegetables, sauces, and pet food. The curling process ensures that the can ends are strong and durable, allowing them to be securely seamed to the can body and maintain a hermetic seal.
Sealing Food Products: The curled edges of food can ends are essential for the seaming process, which creates a tight, airtight seal that preserves the freshness of the food and prevents contamination.
Aerosol Can Production: Aerosol cans, such as those used for deodorant, hairspray, and household cleaners, require strong, secure can ends that can withstand the internal pressure of the product. Curling machines are used to produce can ends with the strength and durability needed for aerosol cans.
Pressure-Resistant Can Ends: The curling process ensures that aerosol can ends are strong enough to handle the internal pressure of the product while providing a smooth edge for consumer safety.
Paint and Chemical Cans: Curling machines are also used to produce can ends for paint, solvent, and chemical cans. These cans require strong, secure seals to prevent leaks and ensure the safe storage and transportation of potentially hazardous materials.
Durability for Industrial Cans: In the production of industrial cans, the curling process ensures that the can end is strong enough to withstand heavy-duty use and storage conditions.
Advantages of Can End Curling Machines
High Production Speed: Can end curling machines are designed for high-speed production, allowing manufacturers to produce large quantities of can ends efficiently. This is essential for industries like beverage and food packaging, where millions of cans are produced daily.
Consistent Quality: Curling machines ensure that each can end is curled with consistent quality, reducing the risk of defects such as sharp edges, cracks, or uneven curls. This is critical for maintaining the safety and integrity of the final product.
Flexibility for Different Can Sizes: Can end curling machines are highly adaptable, allowing manufacturers to produce can ends for a wide range of container sizes. This flexibility is essential for manufacturers that produce cans for different industries and products.
Safety and Consumer Protection: The curling process ensures that the edges of the can end are smooth and safe to handle, reducing the risk of injury to consumers when opening or handling the can. This is particularly important in the beverage industry, where cans are often opened by hand.
Reduced Material Waste: Curling machines are designed to minimize material waste by precisely forming the curl without over-stressing or damaging the metal. This results in more efficient use of materials and reduces the overall cost of production.
Challenges of Can End Curling Machines
Tooling Wear and Maintenance: The high-speed nature of can end curling machines can lead to wear and tear on the tooling, requiring regular maintenance and replacement to ensure consistent quality. Proper maintenance is essential to prevent downtime and ensure the machine operates efficiently.
High Initial Investment: Can end curling machines represent a significant capital investment, particularly for smaller manufacturers. However, the long-term benefits in terms of production efficiency, quality, and safety often justify the initial cost.
Can end curling machines are an essential part of the can manufacturing process, providing the precision and efficiency needed to produce high-quality can ends for a wide range of industries. Whether used for beverage cans, food packaging, or aerosol products, these machines ensure that can ends are safe, durable, and ready for sealing and shipping.
Hydraulic Press Forming Machine
Manufacturing Process of Hydraulic Presses
A hydraulic press forming machine is a powerful machine used in metal forming processes to shape and mold materials using high-pressure hydraulic fluid. Hydraulic press forming is one of the most versatile metalworking processes, used to produce a wide range of parts and components in industries such as automotive, aerospace, construction, and manufacturing. Hydraulic presses are known for their ability to apply consistent, controlled force, making them ideal for forming materials that require high precision and uniform pressure distribution.
Hydraulic press forming machines use hydraulic cylinders to generate the pressing force, which is transmitted to the material through a die or punch. These machines are highly flexible, allowing manufacturers to perform various forming processes such as stamping, bending, drawing, and punching. Hydraulic presses can handle different types of materials, including metals, plastics, rubber, and composites, and are capable of forming parts with complex geometries and tight tolerances.
Key Components of a Hydraulic Press Forming Machine
Hydraulic Cylinder: The hydraulic cylinder is the core component of the press, responsible for generating the force required to form the material. Hydraulic fluid is pumped into the cylinder, pushing the piston downward and applying pressure to the material. The amount of force applied depends on the size of the cylinder, the pressure of the hydraulic fluid, and the material being formed.
High Pressure for Heavy-Duty Forming: Hydraulic press forming machines can generate pressures ranging from a few tons to several thousand tons, depending on the machine’s capacity. This makes them suitable for a wide range of forming operations, from small precision parts to large structural components.
Press Frame: The press frame is the structural support that holds the hydraulic cylinder and other components in place. It must be strong enough to withstand the immense forces generated during the forming process. Press frames come in various designs, including C-frame, H-frame, and four-post configurations, each offering different advantages in terms of space, stability, and accessibility.
C-Frame Presses: C-frame presses are open on three sides, allowing easy access to the work area and facilitating manual loading and unloading of parts. This makes them ideal for small to medium-sized parts that require frequent tool changes or adjustments.
Four-Post Presses: Four-post presses provide excellent stability and are used for forming larger, heavier parts. The four-post design distributes the force evenly across the press, reducing the risk of deflection and ensuring precise, repeatable results.
Die and Punch System: The die and punch system is responsible for shaping the material during the forming process. The die is a negative mold that holds the material in place, while the punch applies pressure to the material, forcing it into the shape of the die. Hydraulic presses can accommodate a wide variety of dies, allowing for different types of forming operations.
Interchangeable Dies for Flexibility: Hydraulic press forming machines are often equipped with interchangeable dies, allowing manufacturers to switch between different forming operations quickly and efficiently. This flexibility is essential for producing parts with varying shapes, sizes, and materials.
Hydraulic Pump and Control System: The hydraulic pump is responsible for generating the pressure needed to operate the press. Modern hydraulic presses are equipped with advanced control systems that allow operators to precisely adjust the pressure, speed, and stroke length of the press. These systems ensure that the forming process is highly repeatable and that each part meets the required specifications.
Automated Control for Precision: Many hydraulic press forming machines use CNC (Computer Numerical Control) or PLC (Programmable Logic Controller) systems to automate the press operation. This ensures that each part is formed with consistent quality and reduces the risk of errors or defects during production.
Common Hydraulic Press Forming Processes
Stamping: Stamping is one of the most common processes performed using hydraulic press forming machines. In stamping, a sheet of metal is placed between a die and a punch, and the press applies pressure to create a specific shape. Stamping is widely used in industries such as automotive, aerospace, and appliance manufacturing to produce parts like brackets, panels, and enclosures.
Deep Drawing for Complex Shapes: Deep drawing is a type of stamping used to create parts with deep, hollow shapes, such as automotive body panels, fuel tanks, and cookware. The hydraulic press applies gradual, controlled pressure, allowing the material to be drawn into the die without tearing or wrinkling.
Bending: Bending is another common process performed on hydraulic presses. The press applies pressure to a metal sheet or tube, forcing it to bend at a precise angle. Bending is used to create parts like brackets, frames, and structural components. Hydraulic presses are ideal for bending operations because they provide smooth, consistent force, ensuring that the material bends uniformly.
V-Bending and U-Bending: Hydraulic presses can perform various types of bending, including V-bending, where the material is bent into a V-shape, and U-bending, where the material is bent into a U-shape. These bending operations are essential for creating structural components and frames used in industries like construction and manufacturing.
Punching and Piercing: Punching involves using a punch and die to cut holes or shapes in a sheet of metal. Hydraulic press forming machines are commonly used for punching operations, as they can apply the necessary force to cut through thick or hard materials. Punching is used to create holes for fasteners, ventilation, or other functional features in metal parts.
Precision Punching for High Tolerances: Hydraulic presses provide the precise control needed for punching operations that require tight tolerances, such as creating bolt holes, slots, or cutouts in metal parts.
Embossing: Embossing is a forming process that creates raised or recessed designs on the surface of a material. Hydraulic presses are used for embossing operations in industries like automotive, aerospace, and consumer goods manufacturing. Embossed designs can add strength, rigidity, or aesthetic appeal to metal parts.
Textured Metal Panels: In the automotive industry, embossing is used to create textured metal panels for car interiors, trim pieces, and other components. The hydraulic press ensures that the embossed patterns are consistent and uniform across all parts.
Applications of Hydraulic Press Forming Machines
Automotive Manufacturing: Hydraulic press forming machines are widely used in the automotive industry to produce a variety of components, including body panels, chassis parts, brackets, and structural reinforcements. The high precision and force of hydraulic presses make them ideal for forming parts that require complex shapes and tight tolerances.
Body Panels and Frames: Hydraulic presses are used to form large automotive body panels, such as doors, hoods, and fenders. The deep drawing capabilities of hydraulic presses ensure that these parts are formed with smooth, uniform surfaces and without defects.
Aerospace Industry: The aerospace industry uses hydraulic press forming machines to produce lightweight, high-strength components for aircraft and spacecraft. Hydraulic presses are used for forming parts like fuselage panels, wing spars, and structural supports, where precision and strength are critical.
Precision Forming for Aerospace Parts: The ability to apply consistent force and control the forming process makes hydraulic presses ideal for producing parts with tight tolerances and complex geometries, which are essential for aerospace applications.
Construction and Heavy Machinery: Hydraulic press forming machines are used to produce structural components for construction equipment, heavy machinery, and industrial applications. These presses can handle thick, heavy materials like steel and iron, forming them into parts that are strong, durable, and capable of withstanding heavy loads.
Steel Frames and Beams: Hydraulic presses are used to form steel beams, frames, and other structural components used in construction and heavy machinery. The high pressing force of hydraulic machines ensures that these parts are formed with the strength and durability required for demanding applications.
Consumer Goods and Appliances: In the consumer goods industry, hydraulic press forming machines are used to produce a wide range of metal products, including kitchen appliances, cookware, electronics enclosures, and furniture components. The forming process allows manufacturers to create lightweight, aesthetically pleasing products with complex shapes and smooth surfaces.
Stamped and Embossed Metal Panels: Hydraulic presses are used to create stamped and embossed metal panels for products like refrigerators, ovens, and washing machines. These panels provide both structural strength and a high-quality finish.
Advantages of Hydraulic Press Forming Machines
High Precision and Control: Hydraulic press forming machines offer precise control over the pressure, speed, and stroke length, allowing manufacturers to produce parts with tight tolerances and consistent quality. This makes hydraulic presses ideal for applications where precision is critical, such as automotive and aerospace manufacturing.
Versatility: Hydraulic presses are versatile machines that can perform a wide range of metal forming processes, including stamping, bending, punching, deep drawing, and embossing. This flexibility makes them suitable for a variety of industries and applications, from small precision parts to large structural components.
Smooth, Consistent Force: Unlike mechanical presses, which deliver force in a rapid, single stroke, hydraulic presses apply smooth, continuous pressure, allowing for more controlled and uniform forming. This reduces the risk of defects like wrinkling, tearing, or uneven material distribution.
Adaptability to Different Materials: Hydraulic press forming machines can handle a wide variety of materials, including metals, plastics, rubber, and composites. This adaptability allows manufacturers to produce parts with different materials and properties, making hydraulic presses a valuable tool for diverse manufacturing operations.
Cost-Effectiveness for Small- and Medium-Batch Production: Hydraulic presses are particularly cost-effective for small- to medium-batch production runs, as they require less tooling and setup compared to mechanical presses. This makes them ideal for manufacturers that need to produce custom or specialized parts in smaller quantities.
Challenges of Hydraulic Press Forming Machines
Slower Cycle Times: Hydraulic presses typically have slower cycle times compared to mechanical presses, as the hydraulic system must build pressure before each stroke. This can be a disadvantage in high-volume production environments where speed is a priority.
Higher Energy Consumption: Hydraulic press forming machines tend to consume more energy than mechanical presses, especially for large, high-tonnage applications. However, advancements in hydraulic technology have led to more energy-efficient designs in modern presses.
Hydraulic press forming machines are essential tools in modern manufacturing, providing the precision, force, and versatility needed to produce high-quality metal parts for a wide range of industries. Whether used in automotive, aerospace, construction, or consumer goods production, these machines ensure that parts are formed with consistent quality, strength, and durability.
Metal Buffing and Polishing Machines
Metal Surface Finishing Machine
Metal buffing and polishing machines are specialized tools used to smooth, shine, and enhance the surface finish of metal components. These machines are essential in various industries, such as automotive, aerospace, jewelry making, and manufacturing, where high-quality surface finishes are required for both aesthetic and functional purposes. Buffing and polishing improve the appearance of metal parts and enhance their corrosion resistance, durability, and smoothness, making them easier to clean and maintain.
Buffing and polishing machines use abrasive materials, such as polishing compounds and cloth or felt wheels, to remove fine scratches, oxidation, and other surface imperfections. The process can be automated or performed manually, depending on the size and complexity of the part being polished. These machines are widely used to finish products made from materials like stainless steel, aluminum, brass, copper, and other metals.
Key Components of Metal Buffing and Polishing Machines
Buffing and Polishing Wheels: Buffing and polishing machines use rotating wheels made from soft materials like cloth, felt, or foam to apply polishing compounds to the metal surface. The wheels are designed to rotate at high speeds, allowing the polishing compound to remove fine scratches and imperfections while creating a smooth, shiny finish.
Cloth and Felt Wheels: Cloth and felt wheels are the most common types of buffing wheels, and they come in various levels of hardness and coarseness. Soft cloth wheels are used for fine polishing, while harder felt wheels are used for more aggressive buffing operations.
Polishing Compounds: Polishing compounds are abrasive materials applied to the buffing wheel to aid in the polishing process. These compounds come in various grades, from coarse to fine, depending on the level of finish required. Common polishing compounds include rouge (a fine red abrasive used for high-gloss finishes) and tripoli (a coarser abrasive used for initial polishing).
Compounds for Different Metals: Different metals require different polishing compounds to achieve the desired finish. For example, stainless steel may require a more aggressive compound to remove oxidation and surface imperfections, while softer metals like brass or aluminum may need a finer compound for a mirror-like finish.
Motor and Speed Controls: Buffing and polishing machines are equipped with motors that drive the rotating buffing wheels. These motors are typically adjustable, allowing the operator to control the speed of the wheels depending on the material and the desired finish. Slower speeds are used for fine polishing, while higher speeds are used for more aggressive buffing operations.
Variable Speed Control for Precision: Many buffing and polishing machines feature variable speed controls, allowing operators to adjust the rotation speed of the wheels for different stages of the polishing process. This ensures that the polishing is done consistently without damaging the metal surface.
Workpiece Holders and Clamps: Larger buffing and polishing machines often include workpiece holders or clamps that secure the metal part in place during the polishing process. This ensures that the part remains steady and allows the operator to focus on achieving an even, consistent finish across the entire surface.
Secure Workholding for Consistent Results: Workholding devices are particularly important when polishing large or heavy metal parts, as they help prevent movement or vibration during the process, resulting in a smoother finish.
Dust Collection System: Buffing and polishing can generate significant amounts of dust and debris from the polishing compounds and metal being processed. Many machines are equipped with dust collection systems to capture this dust and keep the work area clean and safe for operators.
Dust Control for Clean Operation: A dust collection system helps maintain a clean workspace and reduces the risk of airborne particles affecting the quality of the finish. It also improves operator safety by reducing exposure to harmful dust and fumes.
Buffing and Polishing Process
Surface Preparation: Before buffing or polishing, the metal surface must be properly prepared. This may involve grinding, sanding, or filing to remove any deep scratches, weld marks, or surface imperfections. Surface preparation ensures that the metal is smooth and ready for the polishing process, allowing for a more even finish.
Sanding for Smoother Surface: Sanding is often used to smooth out rough spots or deep scratches before polishing. Starting with a coarse grit and gradually moving to finer grits ensures that the metal is ready for the buffing and polishing stages.
Initial Buffing: The first step in the polishing process is usually a more aggressive buffing operation, where a coarse polishing compound is applied to the buffing wheel. This step removes any remaining surface imperfections, such as oxidation or light scratches, and begins the process of smoothing the metal surface.
Cut Buffing for Material Removal: Cut buffing involves using a coarse polishing compound and a firm buffing wheel to remove material and smooth the surface. This step is often used for stainless steel and other metals that require a high level of surface refinement.
Polishing and Finishing: After the initial buffing, a finer polishing compound is applied to the wheel, and the metal is polished to achieve a high-gloss or mirror-like finish. This step involves using a softer buffing wheel and finer abrasive compounds to remove any remaining scratches and create a smooth, reflective surface.
Final Polishing for High Shine: Final polishing involves using the finest polishing compounds, such as rouge, to create a high-shine finish. This step is particularly important for decorative metalwork, jewelry, and consumer products where aesthetics are critical.
Inspection and Cleaning: Once the polishing process is complete, the metal part is inspected for defects, such as scratches, streaks, or uneven surfaces. Any imperfections are corrected, and the part is cleaned to remove any polishing compound residue. The finished part is then ready for packaging or further processing.
Final Cleaning for a Flawless Finish: After polishing, the metal part is typically cleaned with solvents or cleaners to remove any residue from the polishing compounds. This ensures that the part is free from contaminants and ready for use.
Applications of Metal Buffing and Polishing Machines
Automotive Industry: Buffing and polishing machines are widely used in the automotive industry to finish metal parts such as body panels, trim, and wheels. The machines are used to create smooth, high-gloss finishes on parts that require both aesthetic appeal and functional durability.
Polishing Car Wheels and Trim: Buffing and polishing machines are used to achieve a shiny, reflective finish on alloy wheels, chrome trim, and other metal parts. This enhances the visual appeal of the vehicle while providing a protective layer against corrosion.
Jewelry Making: In the jewelry industry, buffing and polishing machines are essential for creating high-quality, polished surfaces on precious metals like gold, silver, and platinum. Jewelry polishing requires precision and care to ensure that each piece has a flawless, mirror-like finish.
Mirror-Finish for Precious Metals: Polishing machines are used to create a bright, reflective finish on jewelry, enhancing the appearance and value of the final product. This is especially important for rings, necklaces, and bracelets that must be visually appealing.
Aerospace and Defense: The aerospace and defense industries use buffing and polishing machines to finish metal components that require smooth surfaces and precise dimensions. Polishing improves the aerodynamic performance of parts such as turbine blades, fuselage panels, and structural components.
Polishing for Aerospace Components: Metal components in aircraft must have smooth, polished surfaces to reduce drag and improve performance. Buffing and polishing machines ensure that these components meet the high standards of quality and precision required in the aerospace industry.
Consumer Goods and Electronics: Buffing and polishing machines are used to finish metal parts in consumer goods such as kitchen appliances, electronics enclosures, and decorative metal items. The machines ensure that these products have a high-quality, polished finish that enhances both their appearance and functionality.
Finishing Stainless Steel Appliances: Polishing machines are used to create smooth, shiny surfaces on stainless steel kitchen appliances, such as refrigerators, ovens, and dishwashers. This improves the aesthetic appeal of the products while making them easier to clean and maintain.
Advantages of Metal Buffing and Polishing Machines
High-Quality Surface Finish: Buffing and polishing machines are capable of producing smooth, high-gloss finishes that enhance the appearance and durability of metal parts. This is particularly important for parts that require a high level of aesthetic appeal, such as jewelry or automotive trim.
Improved Corrosion Resistance: Polishing metal surfaces reduces the number of surface imperfections, which can act as points for corrosion to start. By smoothing the surface, polishing improves the metal’s resistance to rust, oxidation, and other forms of corrosion, extending the life of the part.
Enhanced Durability: The buffing and polishing process strengthens the metal surface by removing imperfections and reducing the likelihood of cracks or weak spots. This improves the overall durability of the part, making it more resistant to wear and tear in demanding environments.
Precision and Consistency: Modern buffing and polishing machines provide precise control over the speed and pressure applied to the metal surface, ensuring consistent, repeatable results across large production runs. This is essential for industries that require high-quality, uniform finishes on all parts.
Versatility for Different Metals: Buffing and polishing machines can be used with a wide range of metals, including stainless steel, aluminum, brass, copper, and precious metals like gold and silver. This versatility makes them suitable for a variety of industries and applications.
Challenges of Buffing and Polishing Machines
Tool Wear and Maintenance: Buffing wheels and polishing compounds wear down over time, requiring regular maintenance and replacement to ensure consistent quality. Operators must regularly check and replace worn-out tools to prevent defects or inconsistent finishes.
Operator Skill: Achieving a high-quality polish requires skilled operators who understand the nuances of different materials and polishing techniques. Improper use of the machine or polishing compounds can result in scratches, uneven finishes, or damage to the part.
Metal buffing and polishing machines are essential tools in industries that require high-quality, smooth finishes on metal parts. Whether used in automotive, aerospace, jewelry making, or consumer goods manufacturing, these machines ensure that metal components are polished to perfection, enhancing both their appearance and performance.
Burr Removal Methods
Burr removal methods are essential processes used to eliminate burrs—small, rough edges or protrusions left on metal parts after machining, cutting, drilling, or welding. Burrs can compromise the quality, appearance, and functionality of a part, and in some cases, they can pose safety risks. Effective burr removal ensures that metal parts have smooth edges and surfaces, improving their performance, durability, and aesthetic appeal.
There are various methods for burr removal, depending on the material, size, and complexity of the part. Burr removal can be done manually, mechanically, or through advanced techniques like thermal deburring and chemical deburring. Each method has its advantages and is chosen based on factors such as production volume, part complexity, and the desired finish.
Key Burr Removal Methods
Manual Deburring: Manual deburring is one of the simplest and most common methods used to remove burrs from metal parts. It involves using hand tools, such as files, scrapers, or rotary tools, to smooth rough edges and remove burrs. Manual deburring is suitable for small-scale production, custom parts, or parts with intricate details that require precise deburring.
Hand Files and Scrapers: Hand files and scrapers are used to remove burrs by rubbing them against the rough edges of the part. This method is highly effective for small burrs or for parts with hard-to-reach areas where other methods might not be suitable.
Rotary Tools: Rotary tools, such as Dremel tools or pneumatic grinders, are often used for more efficient manual deburring. These tools use abrasive bits or discs to remove burrs quickly and precisely.
Advantages: Manual deburring allows for a high degree of control, making it ideal for delicate or intricate parts that require careful finishing. It is also cost-effective for small-batch or custom work.
Disadvantages: Manual deburring can be time-consuming and labor-intensive, making it less suitable for large-scale production. It also requires skilled operators to achieve consistent results.
Mechanical Deburring (Tumbling and Vibratory Deburring): Mechanical deburring is a more automated process that uses machines to remove burrs from multiple parts simultaneously. Tumbling and vibratory deburring are common methods, in which parts are placed in a chamber with abrasive media and agitated to remove burrs and smooth surfaces.
Tumbling: Tumbling machines use a rotating barrel filled with abrasive media and the parts to be deburred. As the barrel rotates, the abrasive media rubs against the parts, smoothing rough edges and removing burrs.
Vibratory Deburring: In vibratory deburring, the parts and abrasive media are placed in a vibrating bowl. The vibrations cause the media to continuously move against the parts, gradually removing burrs and polishing the surface.
Advantages: Mechanical deburring is highly efficient for processing large quantities of parts at once. It is ideal for bulk production and parts with simple geometries.
Disadvantages: Mechanical deburring may not be suitable for parts with delicate or intricate features, as the abrasive action can wear away fine details. It is also less precise than manual deburring, making it less suitable for parts with tight tolerances.
Thermal Deburring (Explosive Deburring): Thermal deburring is an advanced method that uses controlled explosions to remove burrs from metal parts. In this process, parts are placed in a sealed chamber filled with a combustible gas mixture. The gas is ignited, creating a high-temperature flame that burns away burrs without affecting the main part.
How It Works: The high-temperature explosion targets the thin, unwanted material of the burrs, vaporizing them instantly. The controlled nature of the process ensures that only the burrs are removed, while the rest of the part remains unaffected.
Advantages: Thermal deburring is highly effective for removing burrs from complex, internal surfaces or areas that are difficult to reach using traditional methods. It is also fast and efficient, making it ideal for large-scale production.
Disadvantages: Thermal deburring can be expensive due to the specialized equipment and safety precautions required. It is also not suitable for parts that cannot withstand high temperatures, such as those made from heat-sensitive materials.
Electrochemical Deburring (ECD): Electrochemical deburring (ECD) is a precise method that uses an electrochemical process to dissolve burrs from metal parts. In this process, the part is submerged in an electrolyte solution, and an electrical current is applied to selectively remove the burrs while leaving the rest of the part intact.
How It Works: The electrical current causes the burr material to dissolve into the electrolyte, allowing for controlled and localized burr removal. The process is highly precise and can be used to deburr complex shapes and internal passages.
Advantages: ECD is ideal for parts that require precise deburring, such as those with tight tolerances or intricate geometries. It is also effective for removing burrs from hard-to-reach areas and internal passages.
Disadvantages: Electrochemical deburring requires specialized equipment and is more costly than manual or mechanical methods. It is also limited to conductive materials, such as metals, and cannot be used on non-metallic parts.
Cryogenic Deburring: Cryogenic deburring is a method that uses extremely low temperatures to remove burrs from plastic, rubber, and metal parts. In this process, the parts are cooled to cryogenic temperatures using liquid nitrogen, making the burrs brittle. The parts are then subjected to a mechanical process, such as tumbling, which causes the brittle burrs to break off cleanly.
How It Works: The parts are cooled to temperatures as low as -196°C (-320°F), which causes the burrs to become brittle and fragile. As the parts are agitated in a chamber, the burrs easily break away without damaging the main part.
Advantages: Cryogenic deburring is highly effective for removing burrs from parts made of soft materials, such as plastics and rubbers. It is also a clean process that does not require abrasive media or chemicals.
Disadvantages: Cryogenic deburring requires specialized equipment and is typically more expensive than traditional deburring methods. It is also less effective for parts made from very hard metals, where other deburring methods may be more suitable.
Laser Deburring: Laser deburring is a high-precision method that uses a focused laser beam to remove burrs from metal parts. The laser vaporizes the burrs without physically touching the part, making it a non-contact process. Laser deburring is ideal for delicate parts that require precise finishing or parts made from hard materials.
How It Works: The laser beam is directed at the burrs, where it melts or vaporizes the excess material, leaving a smooth, clean edge. The process can be controlled with high precision, ensuring that only the burrs are removed.
Advantages: Laser deburring is highly precise and can be used on parts with complex geometries or fine details. It is a non-contact process, meaning there is no risk of damaging the part’s surface during deburring.
Disadvantages: Laser deburring requires expensive equipment and may not be cost-effective for low-volume production. It is also not suitable for parts made from heat-sensitive materials, as the laser can cause localized heating.
Applications of Burr Removal
Automotive Industry: Burr removal is essential in the automotive industry to ensure that parts such as engine components, transmission parts, and brake systems function correctly. Burrs on automotive parts can lead to poor fit, premature wear, and even mechanical failure, making deburring a critical step in the manufacturing process.
Deburring Engine Components: Precision deburring ensures that engine components fit together correctly, preventing issues like leaks, friction, and premature wear. It also improves the overall performance and longevity of the vehicle.
Aerospace and Defense: In the aerospace and defense industries, burr removal is crucial for parts that require high precision and reliability, such as turbine blades, structural components, and military hardware. Burrs can compromise the performance and safety of these parts, making precise deburring essential.
Turbine Blade Deburring: Burrs on turbine blades can disrupt airflow, reduce efficiency, and lead to performance issues. Deburring ensures that the blades are smooth and free from defects, improving their performance and reliability.
Medical Devices: Burr removal is critical in the production of medical devices and surgical instruments, where precision and cleanliness are paramount. Burrs on medical components can cause discomfort, infection, or malfunction, making deburring an essential step in the manufacturing process.
Deburring Surgical Instruments: Precision deburring ensures that surgical instruments are smooth and safe to use, reducing the risk of tissue damage or contamination during medical procedures.
Machinery and Equipment: Burrs on machinery and equipment components can cause misalignment, poor performance, and increased wear. Deburring ensures that parts fit together correctly and function smoothly, improving the overall performance and lifespan of the equipment.
Deburring Gears and Bearings: Burr removal from gears, bearings, and other moving parts ensures smooth operation and reduces friction, preventing premature wear and mechanical failure.
Advantages of Effective Burr Removal
Improved Performance and Fit: Burr removal ensures that parts fit together correctly and operate smoothly, improving the overall performance of the assembly. This is particularly important for precision components, such as gears, bearings, and engine parts, where even small burrs can cause misalignment or increased friction.
Enhanced Durability and Longevity: Removing burrs prevents premature wear and tear on parts, increasing their durability and lifespan. Burrs can act as stress concentrators, leading to cracks or fractures over time. Deburring eliminates these weak points, improving the long-term reliability of the part.
Improved Aesthetics and Surface Finish: Burrs can detract from the appearance of a part, especially in consumer products or decorative applications. Deburring improves the surface finish, giving the part a clean, smooth appearance that enhances its visual appeal.
Increased Safety: Burrs can pose a safety hazard, especially in products that are handled by consumers or used in medical applications. Sharp edges can cause cuts or injuries, making burr removal essential for ensuring the safety of the final product.
Reduced Risk of Contamination: In industries such as medical devices and food processing, burrs can create crevices where contaminants can accumulate. Deburring eliminates these crevices, reducing the risk of contamination and improving the cleanliness and hygiene of the part.
Challenges in Burr Removal
Time-Consuming Process: Depending on the method used, burr removal can be time-consuming, especially for parts with complex geometries or fine details. Manual deburring, in particular, requires skilled operators and can slow down production.
Cost Considerations: Advanced deburring methods, such as thermal deburring or laser deburring, require specialized equipment and can be costly to implement. Manufacturers must weigh the cost of deburring against the potential benefits in terms of improved part quality and performance.
Burr removal is a critical step in the manufacturing process, ensuring that metal parts are smooth, safe, and ready for use in a wide range of applications. Whether done manually, mechanically, or through advanced methods like thermal or laser deburring, the goal is to produce high-quality parts that meet the exacting standards of industries such as automotive, aerospace, medical, and consumer goods.
Aluminum Polishing Machine
Working Principle of Hydroforming Press
An aluminum polishing machine is a specialized piece of equipment designed to polish and finish aluminum surfaces, giving them a smooth, shiny, and reflective appearance. Aluminum is widely used in various industries, including automotive, aerospace, electronics, and construction, due to its lightweight properties, corrosion resistance, and strength. However, aluminum surfaces often need to be polished to remove imperfections such as scratches, oxidation, and dullness. Polishing not only enhances the aesthetic appeal of aluminum parts but also improves their corrosion resistance and overall performance.
Aluminum polishing machines come in different types, including manual, semi-automatic, and fully automated models. They use abrasive materials, such as polishing compounds and rotating wheels, to smooth and shine aluminum surfaces. These machines can handle a variety of aluminum parts, from small components like aluminum fittings to large sheets and automotive parts.
Key Components of an Aluminum Polishing Machine
Polishing Wheel or Belt: The polishing wheel or belt is the primary tool used to smooth and shine the aluminum surface. Polishing wheels are made from materials like cloth, felt, or foam, while polishing belts are typically coated with abrasive particles. The wheel or belt rotates at high speeds, applying pressure to the aluminum surface and gradually smoothing out imperfections.
Cloth and Felt Wheels for Finishing: Cloth and felt wheels are commonly used in aluminum polishing machines for fine polishing and achieving a high-gloss finish. These wheels work with polishing compounds to buff the surface, removing minor scratches and oxidation.
Abrasive Polishing Compounds: Polishing compounds are applied to the wheel or belt to enhance the polishing process. These compounds contain fine abrasive particles that help remove surface imperfections and create a smooth, reflective finish. Different polishing compounds are used depending on the level of finish required, ranging from coarse abrasives for initial polishing to fine compounds for final finishing.
Coarse and Fine Polishing Compounds: Coarse compounds, such as emery or tripoli, are used for initial polishing to remove deeper scratches or oxidation. Fine compounds, such as rouge, are applied during the final stages to achieve a mirror-like finish.
Motor and Speed Controls: Aluminum polishing machines are equipped with motors that power the rotating polishing wheels or belts. Speed controls allow operators to adjust the speed of the machine depending on the part being polished and the desired level of finish. Slower speeds are used for delicate finishing, while higher speeds are ideal for more aggressive polishing.
Variable Speed Settings for Precision Polishing: Modern aluminum polishing machines often come with variable speed settings, enabling the operator to adjust the speed based on the size, shape, and condition of the aluminum part. This ensures optimal polishing without damaging the surface.
Workpiece Holders and Fixtures: For larger or more complex aluminum parts, polishing machines are equipped with workpiece holders or fixtures that securely hold the part in place during the polishing process. This ensures that the part remains stable, allowing for consistent and even polishing.
Fixtures for Complex Shapes: Polishing fixtures are particularly useful for aluminum parts with complex geometries, such as automotive components or aerospace parts, where it is essential to maintain consistent pressure and positioning throughout the process.
Dust and Fume Collection System: Polishing aluminum can generate dust and fumes from the polishing compounds and the aluminum material itself. Many polishing machines are equipped with dust and fume collection systems to keep the work area clean and safe. These systems help capture airborne particles and reduce the risk of contamination or health hazards for operators.
Dust Collection for Clean Operation: A dust collection system helps prevent the buildup of polishing residue in the work area, ensuring a cleaner environment and reducing the risk of defects caused by dust settling on the polished surface.
Aluminum Polishing Process
Surface Preparation: Before the polishing process begins, the aluminum surface must be prepared by cleaning and removing any dirt, grease, or heavy oxidation. In some cases, the aluminum part may need to be sanded or ground to remove deep scratches or surface imperfections. Surface preparation ensures that the aluminum is ready for polishing, allowing for a smoother and more even finish.
Sanding for Deep Scratches: For aluminum parts with significant surface damage, sanding with coarse grit sandpaper may be necessary to remove deep scratches before moving on to finer polishing techniques.
Initial Polishing: The first stage of aluminum polishing involves using a coarse polishing compound and a firm polishing wheel or belt. The initial polishing removes oxidation, minor scratches, and surface imperfections. This stage lays the foundation for further polishing by creating a smoother surface.
Cut Buffing for Oxidation Removal: Cut buffing uses a coarse polishing compound and a stiff wheel to remove oxidation and restore the base shine of the aluminum surface. This stage is essential for preparing the surface for finer polishing.
Intermediate Polishing: After the initial polishing, an intermediate stage involves using a medium polishing compound to further refine the surface. The goal of this stage is to smooth out any remaining imperfections and prepare the aluminum for the final polishing.
Medium Compounds for Surface Refinement: Intermediate polishing compounds are less abrasive than those used in the initial stage and are designed to smooth out the surface without removing too much material.
Final Polishing: The final stage of aluminum polishing uses a fine polishing compound and a soft polishing wheel to achieve a high-gloss, mirror-like finish. This stage focuses on removing any remaining fine scratches and creating a reflective, smooth surface.
Rouge for Mirror Finish: Fine polishing compounds, such as rouge, are used during the final stage to produce a bright, shiny finish. This step is crucial for aluminum parts that need to look aesthetically appealing, such as automotive trim or decorative pieces.
Inspection and Cleaning: After the polishing process is complete, the aluminum part is inspected for defects such as scratches, streaks, or uneven finishes. Any imperfections are corrected through additional polishing, and the part is cleaned to remove any polishing compound residue.
Final Cleaning for a Flawless Finish: Once polished, the aluminum part is cleaned with solvents or specialized cleaners to remove any residue, ensuring a clean and flawless surface that is ready for use or further processing.
Applications of Aluminum Polishing Machines
Automotive Industry: Aluminum polishing machines are widely used in the automotive industry to polish aluminum components such as wheels, trim, and engine parts. Polished aluminum enhances the appearance of the vehicle, giving it a sleek, reflective finish while also improving corrosion resistance.
Polishing Alloy Wheels: Alloy wheels are often polished to achieve a high-gloss, reflective finish that enhances the visual appeal of the vehicle. Polishing machines are used to remove oxidation and restore the shine of the aluminum surface.
Aerospace Industry: In the aerospace industry, aluminum polishing machines are used to finish components such as aircraft panels, fuselage sections, and structural elements. Polished aluminum not only looks better but also improves the aerodynamic performance of aircraft parts by reducing surface drag.
Polishing for Improved Aerodynamics: Polished aluminum components on aircraft reduce air resistance, improving fuel efficiency and overall performance. Polishing also helps protect the surface from corrosion, which is critical for parts exposed to harsh environmental conditions.
Consumer Electronics and Appliances: Aluminum is widely used in consumer electronics and appliances, such as laptops, smartphones, kitchen appliances, and furniture. Polishing machines are used to create smooth, shiny surfaces that enhance the appearance and durability of aluminum parts in these products.
Polished Aluminum for Electronics Enclosures: Aluminum enclosures for electronics are often polished to a high-gloss finish to give them a premium appearance. Polishing also helps protect the surface from fingerprints, scratches, and wear.
Construction and Architecture: In the construction and architectural industries, aluminum polishing machines are used to finish aluminum panels, railings, and decorative elements. Polished aluminum is often used in building exteriors, interior fixtures, and furniture for its modern, sleek appearance.
Polishing for Architectural Aluminum Panels: Polished aluminum panels are commonly used in modern architecture to create a reflective, clean look for building facades. Polishing ensures that the panels are free from imperfections and maintain their shine over time.
Jewelry and Decorative Metalwork: Aluminum polishing machines are also used in the production of jewelry and decorative metalwork. Polishing enhances the visual appeal of aluminum jewelry by creating a bright, shiny finish. It also helps protect the surface from tarnishing and wear.
Polished Aluminum Jewelry: Jewelry makers use polishing machines to achieve a mirror-like finish on aluminum pieces, making them look more attractive and luxurious.
Advantages of Aluminum Polishing Machines
Improved Aesthetic Appeal: Polished aluminum has a smooth, shiny, and reflective finish that enhances the appearance of the part. This is particularly important in industries like automotive, aerospace, and consumer electronics, where the visual appeal of the product is a key selling point.
Increased Corrosion Resistance: Polishing aluminum removes surface imperfections and creates a smooth, protective layer that enhances the metal’s corrosion resistance. This is especially important for aluminum parts used in harsh environments, such as aircraft, automotive parts, or outdoor architectural elements.
Enhanced Durability: Polishing removes surface defects, such as scratches and oxidation, that can weaken aluminum over time. A polished aluminum surface is more resistant to wear, making it more durable and extending the life of the part.
Ease of Cleaning and Maintenance: Polished aluminum is easier to clean and maintain than unpolished surfaces. The smooth finish resists the buildup of dirt, grease, and grime, and polished aluminum is less prone to fingerprints and smudges.
Versatility in Different Applications: Aluminum polishing machines can be used in a wide range of industries and applications, from automotive and aerospace components to consumer goods and decorative items. The versatility of these machines makes them valuable tools in many manufacturing environments.
Challenges of Aluminum Polishing Machines
Tool Wear and Maintenance: Polishing wheels and belts wear out over time and need to be replaced regularly to ensure consistent polishing quality. Regular maintenance is required to keep the machine in optimal condition and prevent defects in the finished product.
Operator Skill: Achieving a high-quality polish requires skilled operators who understand the nuances of different polishing compounds and techniques. Improper use of the machine can lead to scratches, uneven finishes, or damage to the aluminum surface.
Aluminum polishing machines play a critical role in ensuring that aluminum components meet high aesthetic and performance standards. Whether used in the automotive, aerospace, consumer goods, or construction industries, these machines provide the precision and efficiency needed to create smooth, polished aluminum surfaces that are visually appealing, durable, and corrosion-resistant.
Stainless Steel Polish Machine
Stainless Steel Pot Polishing Machine
A stainless steel polish machine is a specialized machine designed to polish and finish stainless steel surfaces, giving them a smooth, reflective, and polished appearance. Stainless steel is a popular material in industries such as automotive, construction, medical devices, food processing, and consumer goods due to its corrosion resistance, strength, and hygienic properties. However, to maintain its appearance and performance, stainless steel often needs to be polished to remove scratches, tarnish, and surface imperfections.
Stainless steel polish machines are used to restore or enhance the finish of stainless steel parts, from large panels to small components like fittings and fixtures. These machines use abrasive materials, polishing compounds, and rotating wheels or belts to smooth and shine the surface, ensuring that the stainless steel retains its corrosion resistance and visual appeal.
Key Components of a Stainless Steel Polish Machine
Polishing Wheels or Belts: The polishing wheels or belts are the main tools used to smooth and polish the stainless steel surface. They rotate at high speeds and are coated with abrasive materials to remove surface imperfections and create a polished finish. Polishing wheels are typically made from cloth, felt, or foam, while belts may be coated with abrasive particles like aluminum oxide or silicon carbide.
Cloth Wheels for Final Polishing: Cloth wheels are commonly used for the final polishing stages to create a high-gloss, mirror-like finish on stainless steel surfaces. These wheels work with fine polishing compounds to buff the surface, removing minor scratches and oxidation.
Polishing Compounds: Polishing compounds are applied to the polishing wheels or belts to aid in the polishing process. These compounds contain fine abrasive particles that help remove surface imperfections and create a smooth, shiny finish. The choice of polishing compound depends on the desired finish and the condition of the stainless steel surface.
Rouge for High-Gloss Finishing: Fine polishing compounds, such as rouge, are used in the final stages of stainless steel polishing to achieve a bright, reflective finish. Coarser compounds may be used in the initial stages to remove scratches or oxidation.
Motor and Speed Controls: The motor powers the polishing wheels or belts, allowing them to rotate at high speeds. Speed controls enable operators to adjust the rotation speed based on the type of stainless steel part being polished and the level of finish required. Slower speeds are used for delicate polishing, while higher speeds are used for more aggressive polishing operations.
Variable Speed Control for Precision Polishing: Stainless steel polish machines often feature variable speed controls, allowing the operator to adjust the machine’s speed for different polishing tasks. This ensures optimal results without damaging the surface of the stainless steel.
Workpiece Holders and Clamps: Workpiece holders or clamps are used to secure the stainless steel part in place during the polishing process. This ensures that the part remains stable and allows the operator to achieve an even, consistent finish across the entire surface.
Secure Workholding for Consistency: Workholding devices are particularly important when polishing large or complex stainless steel parts, as they help prevent movement or vibration during the process.
Dust and Fume Collection System: Polishing stainless steel can generate dust and fumes from the polishing compounds and the metal itself. Stainless steel polish machines often come equipped with dust and fume collection systems to keep the work area clean and safe. These systems help capture airborne particles, reducing contamination and improving operator safety.
Dust Collection for Clean Operation: The dust collection system helps maintain a clean workspace and reduces the risk of defects caused by dust settling on the polished surface.
Stainless Steel Polishing Process
Surface Preparation: Before polishing stainless steel, the surface must be cleaned and prepared by removing any dirt, grease, or heavy oxidation. For surfaces with deep scratches or significant imperfections, sanding or grinding may be necessary before the polishing process begins. Surface preparation is crucial to achieving a smooth, even finish during polishing.
Sanding for Deep Scratches: For stainless steel surfaces with significant surface damage, sanding with coarse grit sandpaper may be required to remove deep scratches and prepare the metal for polishing.
Initial Polishing: The first stage of stainless steel polishing involves using a coarse polishing compound and a firm polishing wheel or belt. This step removes oxidation, minor scratches, and surface imperfections. It smooths the surface in preparation for finer polishing.
Cut Buffing for Surface Refinement: Cut buffing uses a coarse polishing compound and a firm wheel to remove oxidation and restore the surface’s smoothness. This stage lays the foundation for further polishing by creating a uniform surface.
Intermediate Polishing: After the initial polishing, a medium polishing compound is used to further refine the surface. This step removes any remaining imperfections and prepares the stainless steel for the final polishing stage.
Medium Compounds for Surface Smoothing: Intermediate polishing compounds are less abrasive than those used in the initial stages and are designed to smooth out the surface without removing too much material.
Final Polishing: The final stage of stainless steel polishing uses a fine polishing compound and a soft polishing wheel to achieve a high-gloss, mirror-like finish. This step focuses on removing any remaining fine scratches and creating a reflective, polished surface.
Rouge for Mirror Finish: Fine polishing compounds, such as rouge, are used in the final stage to produce a bright, shiny finish. This is crucial for parts that need to look aesthetically appealing, such as architectural fixtures or consumer products.
Inspection and Cleaning: After the polishing process is complete, the stainless steel part is inspected for defects, such as scratches, streaks, or uneven finishes. Any imperfections are corrected through additional polishing, and the part is cleaned to remove any polishing compound residue.
Final Cleaning for a Flawless Finish: Once polished, the stainless steel part is cleaned with solvents or specialized cleaners to remove any residue, ensuring a clean and flawless surface that is ready for use or further processing.
Applications of Stainless Steel Polish Machines
Food Processing Equipment: Stainless steel is widely used in the food processing industry due to its corrosion resistance and hygienic properties. Polishing machines are used to create smooth, polished surfaces on stainless steel equipment, such as mixing tanks, conveyor belts, and cutting tools, ensuring that they meet cleanliness and sanitation standards.
Polished Surfaces for Hygiene: Polished stainless steel surfaces are easier to clean and less likely to harbor bacteria, making them essential for food processing equipment that must meet strict health and safety regulations.
Medical Devices and Equipment: Stainless steel is commonly used in medical devices and surgical instruments due to its strength, corrosion resistance, and biocompatibility. Polishing machines are used to achieve smooth, sterile surfaces on surgical tools, implants, and medical equipment, ensuring that they are safe for use in healthcare settings.
Polished Surgical Instruments: Surgical instruments made from stainless steel require precise polishing to create smooth, clean surfaces that reduce the risk of infection and contamination.
Automotive and Aerospace Industries: Stainless steel polish machines are used in the automotive and aerospace industries to finish components such as exhaust systems, structural elements, and decorative trim. Polished stainless steel enhances the appearance of vehicles and aircraft while providing durability and resistance to corrosion.
Polished Stainless Steel Exhaust Systems: Polished stainless steel exhaust systems are often used in high-performance vehicles for their sleek appearance and resistance to corrosion and heat.
Architecture and Construction: Polished stainless steel is commonly used in architecture and construction for decorative and functional purposes, such as railings, facades, and interior fixtures. Polishing machines are used to create smooth, reflective surfaces that enhance the visual appeal of stainless steel in modern architectural designs.
Polished Railings and Fixtures: In construction, polished stainless steel is often used for railings, handrails, and fixtures in public spaces. The polished finish adds a modern, sleek look while ensuring durability and ease of maintenance.
Consumer Goods and Appliances: Stainless steel polish machines are used to finish a variety of consumer goods, such as kitchen appliances, cookware, and furniture. Polishing enhances the appearance and durability of stainless steel products, giving them a high-quality, reflective finish that appeals to consumers.
Polished Stainless Steel Appliances: Stainless steel kitchen appliances, such as refrigerators, dishwashers, and ovens, are often polished to a high-gloss finish that enhances their aesthetic appeal and makes them easier to clean.
Advantages of Stainless Steel Polish Machines
Improved Aesthetic Appeal: Polished stainless steel has a smooth, shiny, and reflective finish that enhances the appearance of the part. This is particularly important in industries like architecture, consumer goods, and automotive manufacturing, where visual appeal is a key consideration.
Increased Corrosion Resistance: Polishing stainless steel removes surface imperfections and creates a smooth finish that enhances the metal’s corrosion resistance. This is especially important for stainless steel parts used in harsh environments, such as marine applications, medical devices, and food processing equipment.
Enhanced Durability: Polishing removes surface defects, such as scratches and tarnish, that can weaken stainless steel over time. A polished stainless steel surface is more resistant to wear and tear, making it more durable and extending the life of the part.
Improved Hygiene and Cleanliness: Polished stainless steel surfaces are easier to clean and maintain than unpolished surfaces. This is particularly important in industries such as food processing and healthcare, where cleanliness and hygiene are critical.
Versatility for Different Applications: Stainless steel polish machines can be used in a wide range of industries and applications, from food processing and medical devices to automotive and construction. The versatility of these machines makes them valuable tools in many manufacturing environments.
Challenges of Stainless Steel Polish Machines
Tool Wear and Maintenance: Polishing wheels and belts wear out over time and need to be replaced regularly to ensure consistent polishing quality. Regular maintenance is required to keep the machine in optimal condition and prevent defects in the finished product.
Operator Skill: Achieving a high-quality polish requires skilled operators who understand the nuances of different polishing compounds and techniques. Improper use of the machine can lead to scratches, uneven finishes, or damage to the stainless steel surface.
Stainless steel polish machines play a vital role in maintaining the aesthetic, hygienic, and functional properties of stainless steel parts. Whether used in the food processing, medical, automotive, or architectural industries, these machines ensure that stainless steel surfaces are polished to perfection, enhancing both their appearance and performance.
Rubber Moulding Machine
Rubber Moulding Machine
A rubber moulding machine is a piece of equipment designed to shape rubber materials into specific forms by applying heat and pressure. Rubber moulding is a widely used process in industries such as automotive, aerospace, medical, and consumer goods manufacturing, where rubber parts like seals, gaskets, tires, and various components are essential. Rubber moulding machines help create consistent, high-quality rubber products by ensuring precise control over the moulding parameters, such as temperature, pressure, and cycle time.
There are several types of rubber moulding machines, including compression moulding, transfer moulding, and injection moulding machines, each designed to handle different types of rubber and moulding applications. The choice of machine depends on factors such as the complexity of the part, the type of rubber being used, and the required production volume.
Types of Rubber Moulding Machines
Compression Moulding Machines: Compression moulding is one of the oldest and most commonly used methods for rubber moulding. In compression moulding, a pre-measured amount of rubber material is placed into a heated mould cavity. The mould is then closed, and pressure is applied to force the rubber into the shape of the mould. Heat and pressure are maintained until the rubber cures, after which the mould is opened, and the finished part is removed.
Simplicity and Cost-Effectiveness: Compression moulding is a relatively simple and cost-effective process, making it suitable for low to medium production volumes. It is commonly used to produce parts like gaskets, seals, and O-rings.
Disadvantages: Compression moulding may result in longer cycle times compared to other methods, and it is less suitable for highly complex or intricate parts due to limitations in material flow.
Transfer Moulding Machines: Transfer moulding is similar to compression moulding but with the added step of transferring the rubber material into the mould cavity through a transfer chamber. In this process, the rubber is placed in a transfer pot, and a plunger forces the material into the mould cavity through runners and gates. The mould is then closed, and the rubber cures under heat and pressure.
Advantages for Complex Parts: Transfer moulding is ideal for parts with intricate geometries or those that require inserts, such as metal parts embedded in rubber. It provides better material flow and more precise control over the moulding process compared to compression moulding.
Disadvantages: Transfer moulding requires more complex tooling and is generally more expensive than compression moulding, making it better suited for higher-volume production runs.
Injection Moulding Machines: Rubber injection moulding is a highly efficient and automated process that involves injecting liquid rubber or rubber compounds into a closed mould under high pressure. In this process, the rubber material is preheated in an injection chamber, then injected into the mould cavity through a nozzle. The rubber cures in the mould, and the finished part is ejected after the mould opens.
High Efficiency and Precision: Injection moulding is ideal for high-volume production and complex parts with tight tolerances. It offers faster cycle times and better control over the moulding process compared to compression or transfer moulding.
Disadvantages: Injection moulding machines are more expensive to operate and require more advanced tooling. They are best suited for large-scale production or parts that require high precision and consistency.
Key Components of a Rubber Moulding Machine
Mould Cavity and Core: The mould cavity is the space where the rubber material is shaped into the final part. The mould core, typically made from high-strength materials like steel, creates the internal shape of the part, while the cavity forms the external dimensions. In multi-cavity moulds, multiple parts can be produced simultaneously, improving production efficiency.
High Precision Moulds: Moulds used in rubber moulding must be designed with high precision to ensure that the finished parts meet tight tolerances. The mould material must also withstand high temperatures and pressures without deforming.
Heating System: Rubber moulding machines use heating systems to maintain the mould at the proper temperature for curing the rubber. Electric heaters or steam heating systems are commonly used to ensure consistent temperature control throughout the moulding process. Proper temperature control is critical for achieving optimal rubber properties, such as flexibility, strength, and elasticity.
Curing Temperature Control: The heating system allows for precise control of the curing temperature, ensuring that the rubber material cures uniformly and achieves the desired physical properties.
Hydraulic or Mechanical Press: The press applies the necessary pressure to the mould during the rubber moulding process. Hydraulic presses are commonly used for rubber moulding due to their ability to generate high, consistent pressure. The press ensures that the rubber material is fully compressed into the mould cavity and cures evenly.
High-Pressure Forming: Hydraulic presses offer the advantage of high force with precise control, making them ideal for moulding rubber parts with complex geometries or tight tolerances.
Ejection System: After the rubber has cured and the mould is opened, the finished part must be ejected from the mould. Ejector pins or plates are typically used to push the part out of the mould cavity without damaging the part. In injection moulding machines, the ejection system is fully automated to improve production efficiency.
Automatic Ejection for Efficiency: Automated ejection systems reduce cycle times and minimize the risk of damaging parts during removal. They are especially important in high-volume production environments.
Control Panel: Modern rubber moulding machines are equipped with control panels that allow operators to set and monitor parameters such as temperature, pressure, cycle time, and moulding speed. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the moulding process and ensure repeatable, high-quality results.
Precision Control for Consistency: The control panel ensures that the moulding process remains consistent, reducing the risk of defects or variations in the finished parts. This is especially important for parts that require precise dimensional accuracy.
Rubber Moulding Process
Material Preparation: The rubber material is first prepared for moulding. In the case of compression or transfer moulding, raw rubber compounds or pre-forms are used. For injection moulding, the rubber is often in the form of pellets or liquid rubber compounds that are heated and injected into the mould.
Pre-Forms for Compression and Transfer Moulding: Pre-forms are used to control the amount of material placed into the mould cavity, ensuring that the part is formed correctly without excess material.
Loading the Mould: In compression and transfer moulding, the rubber material is placed directly into the mould cavity. For injection moulding, the rubber material is pre-heated in the injection chamber before being injected into the mould. The mould is then closed, and pressure is applied to shape the rubber into the desired part.
High-Pressure Injection for Complex Parts: Injection moulding machines apply high pressure to inject the rubber into the mould cavity, ensuring that the material flows into all areas of the mould and fills intricate details.
Curing: The rubber material is cured under heat and pressure, which causes it to harden and take on its final properties. The curing time and temperature vary depending on the type of rubber being used and the desired properties of the finished part.
Precise Curing for Optimal Properties: The curing process must be carefully controlled to ensure that the rubber achieves the correct level of flexibility, strength, and durability. Over-curing can lead to brittle parts, while under-curing can result in weak, under-formed parts.
Part Ejection: Once the rubber has cured, the mould is opened, and the finished part is ejected from the mould. In injection moulding, this step is automated, while in compression and transfer moulding, the part may need to be manually removed.
Automated Ejection for High-Volume Production: Automatic ejection systems improve production efficiency and reduce the risk of damaging parts during removal.
Finishing and Inspection: After the part is ejected, any excess material, known as flash, is trimmed from the edges of the part. The part is then inspected for defects, such as incomplete moulding or surface imperfections. Any defective parts are discarded or reworked.
Flash Trimming for Clean Edges: Excess material, or flash, is typically removed by hand or with the help of trimming machines, ensuring that the finished part has clean, smooth edges.
Applications of Rubber Moulding Machines
Automotive Industry: Rubber moulding machines are widely used in the automotive industry to produce parts such as seals, gaskets, bushings, and tires. These parts are essential for ensuring proper sealing, noise reduction, and vibration control in vehicles.
Moulded Rubber Seals and Gaskets: Moulded rubber seals are used in engine components, doors, windows, and various other parts of vehicles to prevent leaks and reduce noise. Rubber moulding machines ensure that these parts are produced with precision and consistency.
Aerospace Industry: In the aerospace industry, rubber moulding machines are used to produce high-performance parts such as O-rings, seals, and vibration dampers. These components must meet stringent safety and performance standards, as they are critical to the operation of aircraft and spacecraft.
High-Performance O-Rings for Aerospace Applications: Moulded rubber O-rings are used in fuel systems, hydraulic systems, and other critical areas of aircraft. Rubber moulding machines ensure that these parts meet the exacting standards of the aerospace industry.
Medical Devices and Equipment: Rubber moulding machines are used to produce a variety of medical components, such as seals, gaskets, diaphragms, and tubing. Medical-grade rubber must meet strict quality and safety standards, as it is used in life-saving devices and equipment.
Medical-Grade Rubber Components: Rubber moulding machines are used to produce medical parts that are biocompatible, sterilizable, and resistant to harsh chemicals. These parts are essential in medical devices such as respirators, pumps, and diagnostic equipment.
Consumer Goods: Rubber moulding machines are used to produce a wide range of consumer products, including rubber footwear, kitchen tools, and household seals. These machines allow manufacturers to produce durable, flexible rubber products that meet the needs of everyday consumers.
Rubber Moulded Footwear: Rubber moulding machines are commonly used to produce soles and components for shoes, boots, and sandals. Moulded rubber provides the comfort, durability, and flexibility needed for high-quality footwear.
Industrial Equipment: Rubber moulding machines are used to produce rubber parts for industrial machinery, including seals, grommets, vibration dampers, and hoses. These parts are essential for maintaining the performance and reliability of industrial equipment in demanding environments.
Moulded Rubber for Industrial Applications: Rubber parts are used in heavy machinery to reduce vibration, protect equipment from damage, and ensure proper sealing in harsh conditions.
Advantages of Rubber Moulding Machines
Precision and Consistency: Rubber moulding machines ensure that parts are produced with high precision and consistency, meeting exact specifications for dimensions, strength, and performance. This is critical for industries such as automotive and aerospace, where quality and reliability are paramount.
Efficiency for High-Volume Production: Injection and transfer moulding machines are highly efficient, allowing manufacturers to produce large quantities of rubber parts quickly and with minimal waste. This makes them ideal for high-volume production runs in industries like automotive and consumer goods.
Versatility for Different Rubber Types: Rubber moulding machines can handle a wide variety of rubber materials, including natural rubber, synthetic rubber, and silicone. This versatility allows manufacturers to produce parts with specific properties, such as heat resistance, chemical resistance, or flexibility.
Cost-Effectiveness for Mass Production: Rubber moulding machines are cost-effective for producing large batches of parts, especially in injection and transfer moulding. The automated nature of these processes reduces labor costs and improves production efficiency.
Challenges of Rubber Moulding Machines
High Initial Tooling Costs: Mould tooling for rubber moulding machines can be expensive, particularly for complex parts or multi-cavity moulds. Manufacturers must consider these costs when deciding on the most suitable moulding process for their production needs.
Material Waste in Compression Moulding: Compression moulding can result in more material waste compared to other methods, especially if excess rubber material is used to ensure that the mould is completely filled. Proper material management is essential to minimize waste and reduce costs.
Rubber moulding machines play a vital role in producing high-quality rubber parts for a wide range of industries, from automotive and aerospace to medical devices and consumer goods. These machines offer the precision, efficiency, and versatility needed to meet the demands of modern manufacturing, ensuring that rubber parts are produced with consistent quality and performance.
CNC Flowforming
Advanced Metalworking Technics with CNC Metal Spinning Machine
CNC flowforming is a precision metal forming process that uses CNC (Computer Numerical Control) technology to control the shaping of metal components by gradually deforming a metal blank over a rotating mandrel using rollers. Flowforming is often used to produce cylindrical or conical parts with precise dimensions, thin walls, and excellent strength. CNC flowforming is widely used in industries such as aerospace, automotive, defense, and industrial manufacturing, where high-performance parts with complex geometries are required.
CNC flowforming offers significant advantages over traditional forming methods, including greater material efficiency, improved mechanical properties, and the ability to produce parts with tight tolerances. The CNC technology ensures that the forming process is highly repeatable and precise, making it ideal for producing complex, high-quality parts in medium to large production volumes.
Key Components of a CNC Flowforming Machine
Mandrel: The mandrel is the shaping tool over which the metal blank is formed. It provides the internal shape of the part, while the CNC-controlled rollers apply pressure to the blank to gradually form it into the desired shape. The mandrel must be precisely machined to match the exact dimensions of the final part.
Mandrel Design for Complex Parts: The mandrel is a critical component in CNC flowforming, as it determines the internal shape and dimensions of the part. The mandrel must be designed to withstand the high forces applied during the forming process while maintaining tight tolerances.
CNC-Controlled Rollers: CNC flowforming machines use multiple rollers to apply pressure to the metal blank as it rotates on the mandrel. The rollers gradually deform the metal, thinning it and shaping it into the final part. The CNC system controls the position, pressure, and speed of the rollers to ensure precise forming.
Precise Control for Uniform Wall Thickness: CNC-controlled rollers allow for precise control over the material flow, ensuring that the part has uniform wall thickness and meets exact dimensional specifications.
Rotating Spindle: The spindle holds the mandrel and rotates it during the flowforming process. The rotation of the mandrel, combined with the pressure from the rollers, gradually shapes the metal blank into the desired form. The spindle must be capable of rotating at precise speeds to ensure consistent forming.
High-Speed Rotation for Efficient Forming: The spindle must rotate at the correct speed to allow the rollers to apply even pressure and gradually form the part without over-stressing the material.
Hydraulic or Servo Actuation System: CNC flowforming machines use hydraulic or servo-actuated systems to control the movement and pressure of the rollers. These systems provide the force needed to deform the metal and ensure that the forming process is smooth and controlled.
Hydraulic Pressure for High-Strength Parts: The hydraulic system provides the necessary pressure to form high-strength materials, such as steel and titanium, into precise shapes without causing defects.
CNC Control Panel: The CNC control panel is the interface through which operators set and monitor the forming parameters, such as roller pressure, spindle speed, and material feed rate. The CNC system ensures that the forming process is highly repeatable and that each part is produced to the exact same specifications.
Automation for Precision and Repeatability: CNC technology automates the flowforming process, allowing for precise control over every aspect of the operation. This ensures that each part is formed consistently, even in high-volume production.
CNC Flowforming Process
Material Preparation: The process begins with the preparation of a metal blank, typically in the form of a pre-formed tube or disc. The blank is made from materials such as aluminum, steel, or titanium, which have good ductility and can be deformed without cracking. The blank is mounted onto the mandrel in the flowforming machine.
Pre-Forms for Consistent Shaping: The initial shape of the blank is critical to the success of the flowforming process. Pre-forms must be designed to accommodate the thinning and stretching that occurs during forming.
Forming the Metal Blank: As the mandrel rotates, the CNC-controlled rollers apply pressure to the metal blank. The rollers move along the length of the blank, gradually thinning and stretching the material to form the final part. The pressure applied by the rollers is carefully controlled to ensure that the material is deformed uniformly.
Controlled Thinning for Precise Wall Thickness: Flowforming allows manufacturers to create parts with very thin walls while maintaining excellent strength and structural integrity. The CNC system ensures that the wall thickness is consistent along the entire length of the part.
Multiple Passes for Complex Shapes: For parts with complex geometries, the flowforming process may require multiple passes with the rollers. Each pass further deforms the metal, gradually bringing it closer to the final shape. The CNC system ensures that each pass is executed with precision, preventing defects such as wrinkles or uneven wall thickness.
Complex Shapes with Tight Tolerances: CNC flowforming is ideal for producing parts with intricate shapes or features, such as flanges, tapers, or internal threads. The CNC system ensures that these features are formed with tight tolerances and repeatable accuracy.
Part Removal and Inspection: Once the flowforming process is complete, the finished part is removed from the mandrel and inspected for defects. The part is typically subjected to dimensional checks and surface quality inspections to ensure that it meets the required specifications.
Quality Control for High-Precision Parts: CNC flowforming produces parts with excellent surface finishes and dimensional accuracy, reducing the need for additional machining or finishing processes.
Applications of CNC Flowforming
Aerospace Industry: CNC flowforming is widely used in the aerospace industry to produce lightweight, high-strength components such as rocket motor casings, fuselage sections, and structural supports. The ability to create thin-walled parts with precise dimensions makes flowforming ideal for aerospace applications.
Rocket Motor Casings: Flowforming is used to produce thin-walled rocket motor casings with excellent strength and durability. These parts must withstand extreme pressures and temperatures, making flowforming a critical process for aerospace manufacturers.
Automotive Industry: In the automotive industry, CNC flowforming is used to create lightweight components such as wheel rims, drive shafts, and suspension components. Flowformed parts are strong, lightweight, and capable of withstanding the stresses of high-performance vehicles.
Lightweight Alloy Wheels: CNC flowforming is used to produce lightweight alloy wheels for high-performance vehicles. The process ensures that the wheels have the strength needed to handle the stresses of driving while minimizing weight.
Defense and Military Applications: CNC flowforming is used to produce parts for defense and military applications, such as artillery shells, missile casings, and armor-piercing projectiles. These parts require high strength, durability, and precision, making flowforming an ideal manufacturing process.
Artillery Shells: Flowforming is used to produce artillery shells with thin walls and high strength, ensuring that they can withstand the pressures generated during firing while remaining lightweight.
Industrial Manufacturing: CNC flowforming is also used in the production of industrial components such as pressure vessels, heat exchanger tubes, and hydraulic cylinders. These parts require high strength and precision, making flowforming a valuable process for industrial manufacturers.
Heat Exchanger Tubes: Flowforming is used to produce thin-walled heat exchanger tubes with precise dimensions, ensuring efficient heat transfer and durability in demanding industrial applications.
Advantages of CNC Flowforming
High Precision and Repeatability: CNC flowforming ensures that parts are produced with tight tolerances and consistent quality, making it ideal for applications where precision is critical, such as aerospace and defense manufacturing.
Material Efficiency: Flowforming uses a cold-forming process that minimizes material waste, allowing manufacturers to produce parts with consistent wall thickness and minimal scrap. This improves cost efficiency and reduces the environmental impact of production.
Enhanced Mechanical Properties: The cold-forming process used in CNC flowforming improves the mechanical properties of the metal, such as its hardness, tensile strength, and fatigue resistance. This makes flowformed parts more durable and capable of withstanding extreme conditions.
Cost-Effective for Medium- to High-Volume Production: CNC flowforming is particularly cost-effective for medium- to high-volume production runs, as it requires fewer tooling changes and offers shorter cycle times compared to other forming processes.
Challenges of CNC Flowforming
High Initial Setup Costs: The equipment and tooling required for CNC flowforming can be expensive, making it less cost-effective for low-volume production runs. However, the long-term savings in material costs and reduced machining requirements often justify the initial investment.
Material Limitations: While CNC flowforming is effective for a wide range of metals, such as aluminum, steel, and titanium, it may not be suitable for certain materials that are too brittle or have limited formability.
CNC flowforming is a highly efficient and versatile process used to produce lightweight, high-precision components with complex geometries. Whether used in aerospace, automotive, defense, or industrial applications, CNC flowforming offers manufacturers a cost-effective solution for creating parts that meet the highest standards of performance and durability.
Round Cutter for Sheet Metal
Circle Shear Machine
A round cutter for sheet metal is a specialized tool used to cut circular shapes or holes in sheet metal materials. These tools are essential in industries like automotive, aerospace, HVAC, construction, and manufacturing, where precise circular cuts are often required for components such as flanges, ducts, gaskets, and panels. Round cutters are designed to handle various types of sheet metal, including steel, aluminum, copper, and brass, making them versatile and valuable tools in metalworking.
Round cutters come in different designs and sizes, depending on the specific cutting application. Some are manual tools used for smaller jobs, while others are integrated into automated cutting machines for high-volume production. These cutters ensure precision and efficiency, allowing manufacturers to produce consistent, high-quality round cuts in sheet metal with minimal waste.
Types of Round Cutters for Sheet Metal
Manual Circle Cutters: Manual circle cutters are handheld tools used for cutting small to medium-sized circular shapes in sheet metal. These cutters are often adjustable, allowing the operator to set the desired diameter for the cut. Manual circle cutters are commonly used in HVAC work, where they are used to cut holes for ducts, vents, and pipes.
Handheld and Adjustable: Manual circle cutters typically feature a rotating cutting head with adjustable arms that allow the user to set the diameter of the cut. The cutting head is rotated around a central pivot point, creating a clean, circular cut in the sheet metal.
Advantages: Manual circle cutters are easy to use and affordable, making them ideal for smaller jobs or projects that require occasional cutting of circular shapes. They are lightweight and portable, allowing operators to use them on-site.
Disadvantages: Manual circle cutters are limited in their capacity and are not suitable for cutting thick or hard metals. They also require more physical effort and precision from the operator, making them less efficient for high-volume or repetitive cutting tasks.
Rotary Cutters for Sheet Metal: Rotary cutters are powered tools that use rotating blades to cut circular shapes in sheet metal. These cutters can be either handheld or mounted on a bench or stand. Rotary cutters are ideal for cutting larger or thicker sheets of metal, as they provide more power and precision than manual tools.
Powered Cutting for Efficiency: Rotary cutters use a motor to drive the cutting blade, allowing for faster and more precise cuts. Some rotary cutters are equipped with adjustable cutting heads that allow the operator to set the desired diameter for the cut.
Advantages: Rotary cutters are more efficient than manual tools and can handle thicker or harder materials. They are ideal for repetitive cutting tasks and are commonly used in workshops and fabrication shops.
Disadvantages: Rotary cutters are more expensive than manual tools and may require a power source. They are also larger and less portable, making them better suited for stationary work environments.
Punch and Die Circle Cutters: Punch and die circle cutters use a punch press to create circular holes or shapes in sheet metal. In this process, a punch is driven through the sheet metal, cutting out a circular shape that matches the size and shape of the die. Punch and die cutters are used for high-precision, high-volume cutting and are commonly integrated into automated production lines.
Precision Cutting for High-Volume Production: Punch and die circle cutters are highly accurate and capable of cutting multiple holes or shapes in a single operation. The punch and die are machined to exact specifications, ensuring consistent, precise cuts.
Advantages: Punch and die cutters are ideal for high-volume production, as they can cut large numbers of holes quickly and with minimal material waste. They are commonly used in industries that require precise, repeatable cuts, such as automotive and aerospace manufacturing.
Disadvantages: Punch and die cutters are expensive to set up, as they require custom tooling for each specific cut. They are best suited for high-volume production, where the cost of tooling can be justified by the large number of parts being produced.
CNC Plasma and Laser Cutters: CNC (Computer Numerical Control) plasma and laser cutters are advanced cutting machines that use high-energy beams or plasma arcs to cut precise shapes, including circles, in sheet metal. These machines are highly automated, allowing operators to program the desired cut into the CNC system, which then controls the cutting head to execute the cut with precision.
Advanced Cutting for Complex Shapes: CNC plasma and laser cutters are capable of cutting extremely precise and complex shapes in sheet metal, including intricate circular patterns. These machines are ideal for high-precision applications in industries such as aerospace, automotive, and electronics.
Advantages: CNC plasma and laser cutters provide unmatched precision and efficiency, making them ideal for cutting complex shapes with tight tolerances. They are also highly versatile, capable of cutting a wide range of materials and thicknesses.
Disadvantages: CNC plasma and laser cutters are expensive to purchase and operate, making them best suited for large-scale manufacturing operations. They also require skilled operators to program and maintain the machines.
The Cutting Process with Round Cutters
Marking the Cutting Area: Before cutting, the operator marks the desired location and diameter of the circle on the sheet metal. This ensures that the cut is made in the correct position and to the correct size. For manual cutters, the center point of the circle is often marked, and a pivot is set to guide the cutting tool.
Accuracy in Marking: Marking the cutting area accurately is essential for ensuring that the final cut meets the required specifications. In automated systems, the cutting pattern is programmed into the CNC machine, eliminating the need for manual marking.
Positioning the Cutter: The round cutter is positioned on the sheet metal, with the cutting blade or punch aligned with the marked area. For manual cutters, the operator positions the pivot point in the center of the marked circle and adjusts the cutter to the desired diameter.
Precision in Positioning: Proper alignment of the cutter is crucial for achieving a clean, precise cut. In punch and die systems, the punch and die must be perfectly aligned to ensure that the cut is made cleanly and without distortion.
Executing the Cut: Once the cutter is positioned, the cutting operation is performed. In manual and rotary cutters, the operator manually rotates the cutter around the pivot point or guides the powered cutter along the marked path. In punch and die systems, the punch is driven through the sheet metal to create the hole. In CNC plasma or laser systems, the cutting head is guided automatically by the CNC system to execute the cut.
Smooth Cutting for Clean Edges: The goal of the cutting process is to create a clean, smooth edge without distortion or burrs. Proper control of the cutter’s speed and pressure is essential for achieving high-quality cuts.
Finishing and Inspection: After the cut is made, the edges of the cut circle are inspected for any burrs or rough edges. In some cases, deburring or smoothing may be required to achieve a clean, finished edge. The final part is then inspected for dimensional accuracy to ensure that it meets the required specifications.
Deburring for Clean Edges: Burrs or rough edges are common after cutting, especially in thicker or harder metals. These imperfections can be removed using deburring tools or machines to create a smooth, finished edge.
Applications of Round Cutters for Sheet Metal
HVAC and Ductwork Fabrication: Round cutters are widely used in the HVAC industry to create circular holes and shapes in sheet metal for ducts, vents, and other ventilation components. The ability to cut precise circles is essential for ensuring proper fit and function in ductwork systems.
Cutting for Air Vents and Ducts: HVAC technicians use round cutters to create holes for air vents, flanges, and pipes in ductwork systems. The precision of the cut ensures that the components fit together correctly, improving airflow and system performance.
Automotive Industry: In the automotive industry, round cutters are used to cut circular holes and shapes in sheet metal for components such as flanges, gaskets, and panels. The ability to cut precise circles is essential for ensuring that parts fit together correctly and function as intended.
Cutting for Flanges and Gaskets: Round cutters are used to create precise holes for flanges and gaskets, ensuring proper sealing and alignment in automotive components such as engines, exhaust systems, and fuel tanks.
Aerospace Industry: In the aerospace industry, round cutters are used to cut precise circular holes and shapes in sheet metal for aircraft components, such as bulkheads, fuselage panels, and structural supports. The high precision of the cut is critical for ensuring that parts meet the strict safety and performance standards required in aerospace manufacturing.
Precision Cutting for Structural Components: Round cutters are used to create holes and circular shapes in structural components that must withstand extreme forces and environmental conditions.
Metal Fabrication and Construction: Round cutters are commonly used in metal fabrication shops and construction projects to create circular holes and shapes in sheet metal for architectural elements, structural supports, and decorative features. These cutters allow fabricators to create custom parts with precise circular cuts.
Cutting for Architectural Panels: Round cutters are used to create custom circular designs in metal panels for architectural applications, such as building facades, interior walls, and decorative features.
Advantages of Round Cutters for Sheet Metal
Precision Cutting for Circular Shapes: Round cutters are specifically designed for cutting precise circular shapes in sheet metal, ensuring clean, accurate cuts with minimal material waste. This precision is essential for industries such as automotive, aerospace, and HVAC, where components must fit together precisely.
Versatility for Different Metals: Round cutters can be used to cut a wide range of sheet metal materials, including steel, aluminum, copper, and brass. This versatility makes them valuable tools for metal fabricators working with different types of materials.
Efficiency for High-Volume Production: Punch and die systems and CNC cutting machines are highly efficient for high-volume production, allowing manufacturers to produce large numbers of parts with consistent quality and minimal downtime.
Clean, Smooth Edges: Round cutters are designed to create clean, smooth edges, reducing the need for additional finishing operations such as deburring or grinding. This improves the overall quality of the finished part and reduces production time.
Challenges of Round Cutters for Sheet Metal
Tool Wear and Maintenance: The cutting blades or punches used in round cutters wear out over time and need to be replaced regularly to maintain cutting precision. Proper maintenance is essential to ensure that the cutters continue to produce high-quality cuts.
Initial Setup Costs for CNC Systems: CNC plasma and laser cutting systems are expensive to purchase and operate, making them a significant investment for manufacturers. However, the high precision and efficiency of these systems often justify the initial setup costs for large-scale production.
Round cutters for sheet metal are essential tools in industries that require precise circular cuts, such as automotive, aerospace, HVAC, and metal fabrication. Whether used in manual, powered, or automated systems, these cutters provide the accuracy, efficiency, and versatility needed to produce high-quality round cuts in a variety of sheet metal materials.
Flange Machine
Sheet Metal Rounded Corners
A flange machine is a specialized piece of equipment used to form or attach flanges to metal pipes, tubes, and ducts. Flanges are integral components in many piping and ductwork systems, serving as the connecting points between pipes or other components. They provide a secure, leak-proof connection, allowing for easy assembly, disassembly, and maintenance. Flange machines are used in industries such as HVAC, construction, plumbing, and industrial manufacturing, where precision and strength are required for flange connections.
Flange machines come in various designs, depending on the specific application, such as roll-forming flange machines, hydraulic flange forming machines, and automated CNC flange machines. These machines help manufacturers create consistent, high-quality flanges that meet industry standards for strength, durability, and performance.
Types of Flange Machines
Roll-Forming Flange Machines: Roll-forming flange machines are used to create flanges by gradually shaping the edge of a metal pipe, tube, or duct using a series of rollers. The rollers apply pressure to the material as it passes through the machine, forming the flange without cutting or removing material. Roll-forming flange machines are commonly used in the HVAC industry to create flanges for ductwork.
Precision Forming for Ductwork: Roll-forming machines create consistent, smooth flanges that are used to connect sections of ductwork in HVAC systems. The process is efficient and suitable for high-volume production.
Advantages: Roll-forming machines are highly efficient and capable of producing flanges with tight tolerances. They are ideal for forming flanges on long sections of metal pipe or ductwork.
Disadvantages: Roll-forming machines are limited in their ability to create complex flange shapes and are best suited for simple, straight flanges.
Hydraulic Flange Forming Machines: Hydraulic flange forming machines use hydraulic pressure to form flanges by pressing or bending the metal material into the desired shape. These machines are used to form flanges on thicker or more rigid materials, such as steel or stainless steel pipes, where roll-forming machines may not be suitable.
High Pressure for Heavy-Duty Flanges: Hydraulic flange machines are capable of forming strong, durable flanges on thick-walled pipes and tubes. The hydraulic system provides the force needed to shape the metal without causing cracks or deformation.
Advantages: Hydraulic flange machines are ideal for heavy-duty applications where thick or hard metals are used. They provide precise control over the forming process, ensuring that the flanges meet the required specifications.
Disadvantages: Hydraulic flange machines are slower than roll-forming machines and may require more setup time. They are also more expensive to operate due to the hydraulic system.
CNC Flange Machines: CNC flange machines use computer numerical control (CNC) technology to automate the flange forming process. These machines are highly precise and capable of producing complex flange shapes with tight tolerances. CNC flange machines are used in industries that require high levels of accuracy, such as aerospace, automotive, and industrial manufacturing.
Automated Precision for Complex Flanges: CNC flange machines are programmed to perform the flange forming process with high precision, ensuring that each flange is formed to the exact specifications. These machines are ideal for producing custom flanges or parts with intricate shapes.
Advantages: CNC flange machines offer unmatched precision and repeatability, making them ideal for high-volume production or parts that require tight tolerances. The automation reduces the need for manual labor and minimizes the risk of errors.
Disadvantages: CNC flange machines are expensive to purchase and operate, making them more suitable for large-scale production or applications that require high precision.
Flange Welding Machines: Flange welding machines are used to attach flanges to metal pipes or tubes by welding. These machines ensure that the flange is securely bonded to the pipe, providing a strong, leak-proof connection. Flange welding machines are commonly used in industries such as plumbing, oil and gas, and industrial piping systems.
Welding for Strong Connections: Flange welding machines ensure that the flange is securely welded to the pipe, creating a durable connection that can withstand high pressure and temperature.
Advantages: Welding provides a strong, permanent connection between the flange and the pipe. Flange welding machines are ideal for applications where a leak-proof connection is essential, such as in oil and gas pipelines.
Disadvantages: Welding machines require skilled operators and regular maintenance to ensure that the welds are strong and free from defects.
The Flange Forming Process
Material Preparation: Before the flange is formed, the material must be prepared by cutting the pipe, tube, or duct to the required length. The edges of the material are often smoothed or deburred to ensure that the flange can be formed cleanly without defects.
Cutting and Deburring for Clean Edges: Proper preparation of the material is essential for achieving a high-quality flange. Any burrs or rough edges can affect the forming process and lead to defects in the final flange.
Forming the Flange: The flange forming process varies depending on the type of machine being used. In roll-forming machines, the material is fed through a series of rollers that gradually shape the edge into a flange. In hydraulic or CNC machines, the material is pressed or bent into the desired shape. In welding machines, the flange is welded to the pipe after it has been formed.
Consistent Forming for Precision Flanges: The goal of the forming process is to create a flange with precise dimensions and a smooth finish. Proper control of the forming pressure and speed is essential for achieving high-quality results.
Finishing and Inspection: After the flange is formed, it is inspected for defects such as cracks, uneven edges, or dimensional inaccuracies. Any excess material, such as burrs or rough edges, is removed to ensure that the flange is smooth and ready for use.
Quality Control for Reliable Flanges: Flanges must meet strict quality standards to ensure that they provide a secure, leak-proof connection. Inspection and finishing are critical steps in the flange forming process to ensure that the final product meets these standards.
Applications of Flange Machines
HVAC Systems: Flange machines are widely used in the HVAC industry to create flanges for ductwork and ventilation systems. Flanges are essential for connecting sections of ductwork and ensuring that the system operates efficiently and without leaks.
Forming Flanges for Ductwork: Roll-forming flange machines are commonly used to create flanges on large sections of ductwork, providing a secure connection point for joining ducts and vents.
Industrial Piping Systems: In industrial piping systems, flanges are used to connect pipes, valves, and other components. Flange machines are used to form or attach flanges to pipes in applications such as oil and gas pipelines, chemical processing plants, and power generation facilities.
Flanges for High-Pressure Pipes: Hydraulic flange machines are often used to form flanges on thick-walled pipes used in high-pressure or high-temperature environments, such as oil refineries or power plants.
Automotive and Aerospace Industries: Flange machines are used in the automotive and aerospace industries to create flanges for exhaust systems, fuel lines, and other components. The precision offered by CNC flange machines is essential for ensuring that flanges meet the tight tolerances required in these industries.
Precision Flanges for Exhaust Systems: CNC flange machines are used to create custom flanges for exhaust systems, ensuring that they fit precisely and provide a leak-proof connection.
Plumbing and Construction: Flange machines are used in plumbing and construction to form or attach flanges to pipes used in water supply, drainage, and other systems. Flanges provide a secure connection point for assembling plumbing systems and allow for easy maintenance and repairs.
Flanges for Water Supply Lines: Flange machines are used to create flanges for water supply lines in residential and commercial buildings, ensuring that the pipes can be connected securely and leak-free.
Advantages of Flange Machines
Precision and Consistency: Flange machines ensure that flanges are formed with high precision and consistency, meeting exact specifications for dimensions and strength. This is essential for applications where leak-proof connections are critical, such as in HVAC systems or industrial pipelines.
Efficiency for High-Volume Production: Flange machines, especially roll-forming and CNC machines, are highly efficient and capable of producing large quantities of flanges quickly and with minimal waste. This makes them ideal for high-volume production in industries such as construction and manufacturing.
Versatility for Different Materials: Flange machines can handle a wide range of materials, including steel, aluminum, copper, and stainless steel. This versatility makes them valuable tools for manufacturers working with different types of pipes and tubing.
Strong, Leak-Proof Connections: Flanges formed by flange machines provide strong, durable connections that can withstand high pressure and temperature. This is particularly important in industrial applications where the reliability of the connection is critical for safety and performance.
Challenges of Flange Machines
Tooling and Setup Costs: Flange machines, particularly CNC and hydraulic machines, can be expensive to purchase and set up. The cost of tooling and maintenance must be considered, especially for custom or complex flange designs.
Skilled Operation for Precision: Operating flange machines, especially CNC and welding machines, requires skilled operators to ensure that the flanges are formed correctly and meet the required specifications. Improper operation can lead to defects and compromised flange connections.
Flange machines are essential tools for forming and attaching flanges to pipes, tubes, and ducts in a wide range of industries. Whether used in HVAC systems, industrial piping, or automotive and aerospace applications, these machines provide the precision, strength, and efficiency needed to create reliable, high-quality flanges that meet the demands of modern manufacturing and construction.
Metal Flowforming
CNC Controller for Spinning Machine
Metal flowforming is an advanced metal forming process used to shape cylindrical or conical metal parts by applying controlled pressure through rotating rollers. The process starts with a pre-formed metal blank, typically a tube, which is placed over a mandrel and rotated at high speeds. Rollers apply pressure to the metal, gradually thinning and stretching it into the desired shape. Flowforming offers precise control over wall thickness and part geometry, making it ideal for producing lightweight, high-strength components with complex geometries.
Flowforming is used in industries such as aerospace, automotive, defense, and industrial manufacturing, where precision, strength, and material efficiency are critical. The process enhances the mechanical properties of the metal, making it stronger and more durable, while also reducing material waste.
Types of Metal Flowforming
Forward Flowforming: In forward flowforming, the rollers move along the length of the metal blank in the same direction as the rotation of the mandrel. The material is thinned and stretched forward as it conforms to the shape of the mandrel. Forward flowforming is commonly used to produce cylindrical parts, such as tubes, pipes, and pressure vessels.
Precise Control of Wall Thickness: Forward flowforming allows manufacturers to create parts with precise, consistent wall thickness, which is critical for applications where uniform strength and weight are essential, such as in aerospace and automotive components.
Advantages: Forward flowforming is ideal for producing parts with long, uniform lengths, such as tubes and pipes. It offers excellent control over the material flow, ensuring consistent wall thickness and dimensional accuracy.
Disadvantages: Forward flowforming may not be suitable for parts with highly complex geometries or varying wall thicknesses, as the material flows primarily in one direction.
Backward Flowforming: In backward flowforming, the rollers move in the opposite direction of the mandrel’s rotation. This causes the material to be pushed backward while it is thinned and stretched into shape. Backward flowforming is commonly used for parts with more complex geometries or varying wall thicknesses, such as conical parts or components with flanges.
Complex Shapes with Variable Thickness: Backward flowforming allows for more control over the material flow, making it possible to create parts with varying wall thicknesses or complex features, such as tapers or flanges.
Advantages: Backward flowforming is ideal for producing parts with complex geometries, such as cones or components with varying wall thickness. It offers greater flexibility in shaping the material compared to forward flowforming.
Disadvantages: Backward flowforming is typically slower than forward flowforming and may require more precise control to prevent defects, such as wrinkling or uneven material distribution.
Combined Flowforming: Combined flowforming uses both forward and backward flowforming techniques to create parts with complex geometries and varying wall thicknesses. This method is often used for high-precision components in industries like aerospace and defense, where intricate shapes and tight tolerances are required.
Precision for Complex Components: Combined flowforming allows for precise control over material flow in both directions, enabling manufacturers to produce parts with complex shapes and varying thicknesses, such as aerospace structural components or high-performance automotive parts.
Advantages: Combined flowforming provides maximum flexibility for creating parts with complex geometries, varying wall thicknesses, and tight tolerances. It is ideal for high-performance applications where precision is critical.
Disadvantages: Combined flowforming requires advanced equipment and highly skilled operators, making it more expensive and time-consuming than single-direction flowforming.
Key Components of a Metal Flowforming Machine
Mandrel: The mandrel is the shaping tool around which the metal blank is formed. The mandrel provides the internal shape of the part, while the rollers apply pressure to the blank, stretching and thinning it into the desired external shape. Mandrels are typically made from high-strength materials, such as hardened steel, to withstand the high forces involved in flowforming.
Precision Mandrels for Tight Tolerances: The mandrel must be precisely machined to match the internal dimensions of the final part. Any deviations in the mandrel’s shape can result in defects or dimensional inaccuracies in the finished part.
Rollers: Flowforming machines use multiple rollers to apply pressure to the metal blank as it rotates on the mandrel. The rollers gradually deform the metal, thinning and shaping it into the final part. The position, pressure, and speed of the rollers are carefully controlled to ensure precise forming.
Controlled Pressure for Uniform Thickness: The rollers must apply consistent pressure to ensure that the material flows uniformly, creating a part with consistent wall thickness and smooth surfaces.
Rotating Spindle: The spindle holds the mandrel and rotates it during the flowforming process. The rotation of the mandrel, combined with the pressure from the rollers, shapes the metal blank into the desired form. The spindle’s speed must be carefully controlled to ensure that the material is deformed evenly.
High-Speed Rotation for Efficient Forming: The spindle must rotate at the correct speed to allow the rollers to apply even pressure and gradually form the part without over-stressing the material.
Hydraulic or Servo Actuation System: Flowforming machines use hydraulic or servo-actuated systems to control the movement and pressure of the rollers. These systems provide the force needed to deform the metal and ensure that the forming process is smooth and controlled.
Hydraulic Pressure for High-Strength Parts: The hydraulic system provides the necessary pressure to form high-strength materials, such as steel and titanium, into precise shapes without causing defects.
CNC Control System: Many modern flowforming machines are equipped with CNC (Computer Numerical Control) systems that allow for precise control over the forming process. The CNC system automates the movement of the rollers, ensuring that the material is formed with consistent accuracy and repeatability.
Automation for Precision and Repeatability: CNC control systems ensure that each part is formed to the exact same specifications, improving efficiency and reducing the risk of defects.
The Flowforming Process
Material Preparation: The process begins with the preparation of a metal blank, typically in the form of a tube or disc. The blank is made from materials such as aluminum, steel, or titanium, which have good ductility and can be deformed without cracking. The blank is mounted onto the mandrel in the flowforming machine.
Pre-Forms for Consistent Shaping: The initial shape of the blank is critical to the success of the flowforming process. Pre-forms must be designed to accommodate the thinning and stretching that occurs during forming.
Forming the Metal Blank: As the mandrel rotates, the rollers apply controlled pressure to the metal blank. The pressure from the rollers gradually thins and stretches the material, shaping it into the desired form. The flow of the material is carefully controlled to ensure that the part has uniform wall thickness and smooth surfaces.
Precision Thinning for Uniform Parts: The flowforming process allows for precise control over the material flow, ensuring that the part is formed with consistent wall thickness and meets tight dimensional tolerances.
Multiple Passes for Complex Shapes: For parts with complex geometries, the flowforming process may require multiple passes with the rollers. Each pass further deforms the metal, gradually bringing it closer to the final shape. The CNC system ensures that each pass is executed with precision, preventing defects such as wrinkles or uneven material distribution.
Complex Shapes with Tight Tolerances: Flowforming is ideal for producing parts with intricate shapes or features, such as flanges, tapers, or internal threads. The CNC system ensures that these features are formed with tight tolerances and repeatable accuracy.
Part Removal and Inspection: Once the flowforming process is complete, the finished part is removed from the mandrel and inspected for defects. The part is typically subjected to dimensional checks and surface quality inspections to ensure that it meets the required specifications.
Quality Control for High-Precision Parts: Flowforming produces parts with excellent surface finishes and dimensional accuracy, reducing the need for additional machining or finishing processes.
Applications of Metal Flowforming
Aerospace Industry: Flowforming is widely used in the aerospace industry to produce lightweight, high-strength components such as rocket motor casings, fuselage sections, and structural supports. The ability to create thin-walled parts with precise dimensions makes flowforming ideal for aerospace applications.
Rocket Motor Casings: Flowforming is used to produce thin-walled rocket motor casings with excellent strength and durability. These parts must withstand extreme pressures and temperatures, making flowforming a critical process for aerospace manufacturers.
Automotive Industry: In the automotive industry, flowforming is used to create lightweight components such as wheel rims, drive shafts, and suspension components. Flowformed parts are strong, lightweight, and capable of withstanding the stresses of high-performance vehicles.
Lightweight Alloy Wheels: Flowforming is used to produce lightweight alloy wheels for high-performance vehicles. The process ensures that the wheels have the strength needed to handle the stresses of driving while minimizing weight.
Defense and Military Applications: Flowforming is used to produce parts for defense and military applications, such as artillery shells, missile casings, and armor-piercing projectiles. These parts require high strength, durability, and precision, making flowforming an ideal manufacturing process.
Artillery Shells: Flowforming is used to produce artillery shells with thin walls and high strength, ensuring that they can withstand the pressures generated during firing while remaining lightweight.
Industrial Manufacturing: Flowforming is also used in the production of industrial components such as pressure vessels, heat exchanger tubes, and hydraulic cylinders. These parts require high strength and precision, making flowforming a valuable process for industrial manufacturers.
Heat Exchanger Tubes: Flowforming is used to produce thin-walled heat exchanger tubes with precise dimensions, ensuring efficient heat transfer and durability in demanding industrial applications.
Advantages of Metal Flowforming
High Precision and Repeatability: Flowforming ensures that parts are produced with tight tolerances and consistent quality, making it ideal for applications where precision is critical, such as aerospace and defense manufacturing.
Material Efficiency: Flowforming uses a cold-forming process that minimizes material waste, allowing manufacturers to produce parts with consistent wall thickness and minimal scrap. This improves cost efficiency and reduces the environmental impact of production.
Enhanced Mechanical Properties: The cold-forming process used in flowforming improves the mechanical properties of the metal, such as its hardness, tensile strength, and fatigue resistance. This makes flowformed parts more durable and capable of withstanding extreme conditions.
Cost-Effective for Medium- to High-Volume Production: Flowforming is particularly cost-effective for medium- to high-volume production runs, as it requires fewer tooling changes and offers shorter cycle times compared to other forming processes.
Challenges of Metal Flowforming
High Initial Setup Costs: The equipment and tooling required for flowforming can be expensive, making it less cost-effective for low-volume production runs. However, the long-term savings in material costs and reduced machining requirements often justify the initial investment.
Material Limitations: While flowforming is effective for a wide range of metals, such as aluminum, steel, and titanium, it may not be suitable for certain materials that are too brittle or have limited formability.
Metal flowforming is a highly efficient and versatile process used to produce lightweight, high-precision components with complex geometries. Whether used in aerospace, automotive, defense, or industrial applications, flowforming offers manufacturers a cost-effective solution for creating parts that meet the highest standards of performance and durability.
Circle Shear Machine
Circle Shear Machine
A circle shear machine, also known as a rotary shear or circular shearing machine, is a specialized cutting tool used to cut circular blanks or discs from sheet metal. These machines are designed to cut precise circular shapes in materials like steel, aluminum, copper, and brass, making them essential tools in industries such as automotive, aerospace, manufacturing, and metal fabrication. Circle shear machines are commonly used to produce metal discs for applications like cookware, automotive components, and industrial machinery.
Circle shear machines provide fast, efficient, and accurate cutting of circular blanks, with the ability to handle a wide range of materials and thicknesses. These machines are used for both high-volume production and custom manufacturing, ensuring that each circular blank is cut with precision and minimal waste.
Types of Circle Shear Machines
Manual Circle Shear Machines: Manual circle shear machines are operated by hand, making them suitable for small-scale production or custom jobs. These machines feature adjustable cutting blades and guides, allowing the operator to set the desired diameter of the cut. The operator manually rotates the sheet metal through the cutting blades to produce the circular blank.
Adjustable for Custom Cuts: Manual circle shear machines are highly versatile, allowing operators to adjust the cutting diameter for different-sized blanks. They are commonly used in workshops or fabrication shops for smaller jobs.
Advantages: Manual circle shear machines are affordable, easy to operate, and ideal for custom jobs or small production runs. They offer precise control over the cutting process, making them suitable for a wide range of materials.
Disadvantages: Manual circle shear machines are labor-intensive and not suitable for high-volume production. They also require skilled operators to ensure accurate cutting.
Motorized Circle Shear Machines: Motorized circle shear machines use electric motors to automate the cutting process. These machines are more powerful than manual models and are capable of cutting thicker or harder materials. Motorized circle shear machines are commonly used in metal fabrication shops and manufacturing facilities for medium- to large-scale production.
Powered Cutting for Efficiency: The motorized operation allows for faster and more efficient cutting, making these machines ideal for repetitive cutting tasks. Motorized circle shear machines often feature adjustable cutting settings, allowing operators to easily change the diameter of the cut.
Advantages: Motorized circle shear machines offer greater cutting power and efficiency compared to manual models. They are ideal for cutting thicker materials or handling higher production volumes.
Disadvantages: Motorized circle shear machines are more expensive and require a power source, making them less portable than manual machines. They also require regular maintenance to ensure proper operation.
CNC Circle Shear Machines: CNC (Computer Numerical Control) circle shear machines are fully automated machines that use CNC technology to control the cutting process. These machines are highly precise and capable of producing complex circular blanks with tight tolerances. CNC circle shear machines are commonly used in industries such as aerospace, automotive, and industrial manufacturing, where high precision is required.
Automated Precision for High-Volume Production: CNC circle shear machines allow operators to program the desired cutting parameters into the CNC system, which then controls the cutting blades to execute the cut with precision. These machines are ideal for high-volume production and applications that require consistent, repeatable results.
Advantages: CNC circle shear machines offer unmatched precision, efficiency, and repeatability. They are ideal for high-volume production or parts that require tight tolerances. The automation reduces the need for manual labor and minimizes the risk of errors.
Disadvantages: CNC circle shear machines are expensive to purchase and operate, making them best suited for large-scale production or applications that require high precision.
The Circle Shearing Process
Material Loading: The circle shearing process begins by loading the sheet metal onto the machine. For manual machines, the operator positions the sheet metal by hand, while motorized and CNC machines often have automated feeding systems that load the material into the cutting area.
Accurate Positioning for Precision Cuts: Proper positioning of the sheet metal is essential for ensuring that the circular blank is cut with precision. In CNC machines, the material is automatically positioned based on the programmed cutting parameters.
Adjusting the Cutting Diameter: The cutting diameter is set by adjusting the cutting blades and guides on the machine. In manual and motorized machines, the operator adjusts the settings to achieve the desired diameter. In CNC machines, the cutting diameter is programmed into the CNC system, which automatically adjusts the blades to the correct position.
Customizable Settings for Versatile Cutting: Circle shear machines offer adjustable cutting settings, allowing operators to produce circular blanks in a variety of sizes. This versatility is particularly important for manufacturers that produce custom or varied parts.
Cutting the Circular Blank: Once the machine is set up, the cutting process begins. The cutting blades rotate around the sheet metal, shearing out a precise circular blank. In manual machines, the operator manually turns the sheet metal through the blades, while motorized and CNC machines automate the cutting process.
Clean, Precise Cuts for Smooth Edges: The goal of the cutting process is to produce a clean, smooth-edged circular blank with minimal waste. Proper control of the cutting speed and pressure is essential for achieving high-quality cuts.
Finishing and Inspection: After the circular blank is cut, it is inspected for defects, such as rough edges, burrs, or dimensional inaccuracies. Any excess material or imperfections are removed to ensure that the blank is smooth and ready for use in further manufacturing processes.
Deburring for Clean Edges: Burrs or rough edges are common after cutting, especially in thicker or harder metals. These imperfections can be removed using deburring tools or machines to create a smooth, finished edge.
Applications of Circle Shear Machines
Cookware Manufacturing: Circle shear machines are widely used in the cookware industry to produce circular blanks for pots, pans, lids, and other kitchen utensils. The ability to cut precise, smooth-edged circles is essential for ensuring that the finished cookware pieces meet quality and performance standards.
Cutting Blanks for Pots and Pans: Circle shear machines are used to cut the circular blanks that are then formed into the final shape of pots, pans, and lids. The precision of the cut ensures that the cookware pieces are consistent in size and fit together properly.
Automotive Industry: In the automotive industry, circle shear machines are used to produce circular blanks for components such as gaskets, seals, and discs. These parts must be cut with high precision to ensure proper fit and function in automotive assemblies.
Cutting for Gaskets and Seals: Circular blanks are used to create gaskets and seals for engines, transmissions, and other automotive components. The precision of the cut is critical for ensuring that these parts provide a proper seal and prevent leaks.
Aerospace Industry: In the aerospace industry, circle shear machines are used to cut circular blanks for components such as bulkheads, panels, and structural supports. The high precision of CNC circle shear machines ensures that these parts meet the stringent safety and performance standards required in aerospace manufacturing.
Precision Cutting for Structural Components: Circle shear machines are used to create precise circular blanks for aerospace structural components that must withstand extreme forces and environmental conditions.
Metal Fabrication and Industrial Manufacturing: Circle shear machines are commonly used in metal fabrication shops and industrial manufacturing facilities to cut circular blanks for a wide range of applications, including machinery components, industrial equipment, and decorative metalwork.
Custom Cutting for Industrial Applications: Circle shear machines allow manufacturers to produce custom circular blanks for industrial machinery and equipment, ensuring that each part meets the exact specifications required for the application.
Advantages of Circle Shear Machines
Precision Cutting for Circular Blanks: Circle shear machines are specifically designed for cutting precise circular shapes in sheet metal, ensuring clean, accurate cuts with minimal material waste. This precision is essential for industries such as automotive, aerospace, and cookware manufacturing.
Efficiency for High-Volume Production: Motorized and CNC circle shear machines are highly efficient and capable of producing large quantities of circular blanks quickly and with consistent quality. This makes them ideal for high-volume production in industries such as manufacturing and metal fabrication.
Versatility for Different Metals: Circle shear machines can handle a wide range of sheet metal materials, including steel, aluminum, copper, and brass. This versatility makes them valuable tools for manufacturers working with different types of materials.
Clean, Smooth Edges: Circle shear machines are designed to create clean, smooth edges, reducing the need for additional finishing operations such as deburring or grinding. This improves the overall quality of the finished part and reduces production time.
Challenges of Circle Shear Machines
Tool Wear and Maintenance: The cutting blades on circle shear machines wear out over time and need to be replaced regularly to maintain cutting precision. Proper maintenance is essential to ensure that the machines continue to produce high-quality cuts.
High Initial Setup Costs for CNC Machines: CNC circle shear machines are expensive to purchase and operate, making them a significant investment for manufacturers. However, the high precision and efficiency of these machines often justify the initial setup costs for large-scale production.
Circle shear machines are essential tools for cutting precise circular blanks in sheet metal. Whether used in cookware manufacturing, automotive, aerospace, or industrial applications, these machines provide the accuracy, efficiency, and versatility needed to produce high-quality circular blanks with consistent precision.
Sheet Metal Flange Forming
Sheet Metal Rounded Corners
Sheet metal flange forming is a process used to create flanges—raised rims or edges—on sheet metal components. These flanges are essential for connecting parts, adding strength, and providing structural support in various applications. Flange forming is a key technique in industries such as automotive, aerospace, construction, HVAC, and metal fabrication, where sheet metal components must be securely joined or reinforced. Flanges help ensure a tight, secure fit between parts, especially in systems that handle fluids, air, or structural loads.
There are several methods for forming flanges on sheet metal, including roll forming, press brake bending, and stamping. Each method is chosen based on factors like the material, thickness, shape, and the specific requirements of the application. Proper flange forming ensures that the metal retains its strength and integrity, even after being bent or formed into complex shapes.
Methods of Sheet Metal Flange Forming
Roll Forming: Roll forming is a continuous process used to create flanges by passing sheet metal through a series of rollers that gradually bend the edges into the desired shape. This method is ideal for producing long, uniform flanges in high-volume production settings. Roll forming is commonly used in the production of components like metal roofing, siding, and structural panels.
High Efficiency for Long Parts: Roll forming is highly efficient and suitable for forming flanges on long pieces of sheet metal, such as beams, channels, and ducts. The process is continuous, allowing manufacturers to produce large quantities of flange-formed parts with minimal material waste.
Advantages: Roll forming is ideal for high-volume production and produces consistent, high-quality flanges with minimal deformation. It is also suitable for thin and thick sheet metals.
Disadvantages: Roll forming is less flexible than other methods, making it less suitable for producing short, custom, or complex flange shapes.
Press Brake Bending: Press brake bending is a common method for forming flanges on smaller or custom-shaped sheet metal parts. A press brake uses a punch and die to bend the edges of the sheet metal to form a flange. This method is highly versatile and allows for precise control over the angle, length, and shape of the flange. Press brakes are often used in low- to medium-volume production runs or for custom fabrication jobs.
Precision Bending for Custom Parts: Press brake bending allows manufacturers to create flanges with precise angles and lengths, making it ideal for custom parts and prototypes. The process is highly flexible, allowing for the formation of complex flange shapes.
Advantages: Press brake bending offers excellent precision and versatility, making it ideal for small batches or custom parts. It is suitable for a wide range of sheet metal thicknesses.
Disadvantages: Press brake bending can be slower than roll forming for high-volume production and may require more setup time, especially for complex or custom parts.
Stamping: Stamping is a high-speed method for forming flanges on sheet metal parts. In the stamping process, a press forces the sheet metal into a die, which shapes the material and forms the flange in a single operation. Stamping is ideal for producing large quantities of parts quickly and with consistent quality. It is commonly used in automotive and appliance manufacturing, where components like brackets, panels, and enclosures require flanged edges.
High-Speed Production for Large Volumes: Stamping is highly efficient and capable of producing flanges in large quantities with consistent quality. The process is well-suited for parts with simple, uniform flange shapes.
Advantages: Stamping offers fast production speeds, making it ideal for high-volume manufacturing. It also ensures consistent flange dimensions and high repeatability.
Disadvantages: Stamping requires expensive tooling and is less flexible than other methods, making it better suited for high-volume production rather than custom or low-volume runs.
Hydroforming: Hydroforming is a specialized forming process that uses high-pressure hydraulic fluid to shape sheet metal into complex forms, including flanged edges. Hydroforming is commonly used for parts that require intricate shapes or tight tolerances, such as automotive body panels, aerospace components, and structural parts. This process is ideal for forming flanges on lightweight materials, such as aluminum and stainless steel, without compromising the material’s strength or surface quality.
Complex Shapes with High Precision: Hydroforming allows manufacturers to form flanges on parts with complex geometries and tight tolerances. The process is particularly useful for producing lightweight components with strong, durable flanges.
Advantages: Hydroforming provides excellent precision and allows for the formation of flanges on complex shapes and lightweight materials. It also minimizes material thinning and surface defects.
Disadvantages: Hydroforming is more expensive than traditional forming methods and is best suited for high-value, precision parts rather than mass production.
Key Components of a Sheet Metal Flange Forming Machine
Rollers (Roll Forming): In roll forming machines, rollers are the primary tools used to bend and shape the edges of the sheet metal into flanges. The sheet metal passes through multiple rollers, each progressively bending the metal until the desired flange shape is achieved. The rollers must be precisely aligned and adjusted to ensure consistent, high-quality flange formation.
Gradual Bending for Uniform Flanges: The rollers are designed to gradually bend the metal, ensuring that the flange is formed smoothly and without distortion. Proper roller alignment is critical for maintaining consistent flange dimensions.
Punch and Die (Press Brake and Stamping): In press brake and stamping machines, the punch and die are the tools used to shape the flange. The punch presses the sheet metal into the die, bending or forming the edges into a flange. The punch and die must be designed to match the exact flange dimensions and angles required for the part.
Precision Tools for Accurate Flanges: The punch and die must be carefully designed and maintained to ensure that the flange is formed with accurate dimensions and angles. Any wear or misalignment in the tools can lead to defects in the flange.
Hydraulic System (Hydroforming): In hydroforming machines, a hydraulic system is used to apply high pressure to the sheet metal, forcing it into a die and forming the flange. The hydraulic system must provide precise control over the pressure and timing of the forming process to ensure that the flange is formed without damaging the material.
High Pressure for Complex Flanges: The hydraulic system provides the force needed to shape the sheet metal into complex forms, including flanges, without causing cracks or material failure.
Control System: Modern flange forming machines are often equipped with computer numerical control (CNC) systems that allow operators to program the flange dimensions, angles, and forming parameters. The control system ensures that the forming process is consistent and repeatable, reducing the risk of defects and improving production efficiency.
CNC Control for Precision and Consistency: CNC systems automate the flange forming process, allowing for precise control over the forming parameters. This ensures that each flange is formed to the exact same specifications, improving quality and reducing material waste.
The Flange Forming Process
Material Preparation: The sheet metal must be properly prepared before the flange forming process begins. This typically involves cutting the sheet metal to the required size and shape, deburring the edges, and cleaning the surface to remove any dirt, grease, or contaminants. Proper material preparation ensures that the flange is formed cleanly and without defects.
Deburring for Clean Edges: Any rough edges or burrs must be removed from the sheet metal to ensure that the flange is formed with smooth, clean edges. This is especially important in applications where the flange will be exposed to high pressure or stress.
Forming the Flange: The flange forming process depends on the method being used. In roll forming, the sheet metal is passed through a series of rollers that gradually bend the edges into a flange. In press brake bending, the sheet metal is placed between a punch and die, and pressure is applied to form the flange. In stamping, the flange is formed in a single press operation, while in hydroforming, the sheet metal is shaped by hydraulic pressure.
Consistent Pressure for Smooth Flanges: Proper control of the forming pressure is essential for creating a smooth, uniform flange without defects such as cracks, wrinkles, or thinning.
Finishing and Inspection: After the flange is formed, the part is inspected for defects such as cracks, uneven edges, or dimensional inaccuracies. Any excess material, such as burrs or rough edges, is removed to ensure that the flange is smooth and ready for use. The part is also measured to ensure that the flange meets the required dimensions and tolerances.
Quality Control for Reliable Flanges: Flanges must meet strict quality standards to ensure that they provide a secure, leak-proof connection. Inspection and finishing are critical steps in the flange forming process to ensure that the final product meets these standards.
Applications of Sheet Metal Flange Forming
Automotive Industry: Sheet metal flange forming is widely used in the automotive industry to create flanges on components such as exhaust systems, body panels, and structural parts. Flanges are essential for connecting parts and providing strength and rigidity to automotive assemblies.
Flanges for Exhaust Systems and Body Panels: Flanges are commonly formed on exhaust pipes and body panels to provide a secure connection between parts. Flange forming ensures that these components are strong, durable, and resistant to vibration and stress.
Aerospace Industry: In the aerospace industry, flange forming is used to create flanges on lightweight materials such as aluminum and titanium. These flanges are used to connect structural components, fuel tanks, and engine parts, where precision and strength are critical.
Flanges for Lightweight Aerospace Components: Flange forming is used to create flanges on thin, lightweight sheet metal components used in aircraft. The precision of the flange is critical for ensuring that the parts meet the strict safety and performance standards required in aerospace manufacturing.
HVAC Systems: In the HVAC industry, flange forming is used to create flanges on ductwork and ventilation systems. These flanges provide a secure connection between sections of ductwork, ensuring that the system operates efficiently and without leaks.
Forming Flanges for Ductwork: Flanges are commonly formed on HVAC ducts to provide a secure connection point for joining sections of ductwork. The flanges must be strong enough to withstand the pressure and airflow in the system.
Construction and Metal Fabrication: Flange forming is used in the construction and metal fabrication industries to create flanges on beams, columns, and other structural components. These flanges provide additional strength and stability to the structure, ensuring that it can withstand loads and stresses.
Flanges for Structural Components: Flange forming is used to create flanges on structural components such as beams and columns, adding strength and rigidity to the structure.
Advantages of Sheet Metal Flange Forming
Improved Strength and Structural Integrity: Forming flanges on sheet metal components increases their strength and rigidity, making them more durable and capable of withstanding stress. This is especially important in applications where the parts are exposed to high pressure, vibration, or loads.
Secure Connections for Joining Parts: Flanges provide a secure, leak-proof connection between parts, ensuring that they are properly aligned and sealed. This is essential in systems that handle fluids, air, or structural loads, such as exhaust systems, HVAC ducts, and piping.
Versatility for Different Materials and Applications: Flange forming can be used on a wide range of sheet metal materials, including steel, aluminum, copper, and stainless steel. This versatility makes flange forming a valuable process in industries ranging from automotive and aerospace to construction and HVAC.
Precision for Complex Shapes: Modern flange forming machines, especially those equipped with CNC systems, offer precise control over the forming process, allowing manufacturers to create flanges with tight tolerances and complex shapes.
Challenges of Sheet Metal Flange Forming
Tool Wear and Maintenance: The tools used in flange forming, such as rollers, punches, and dies, wear out over time and need to be replaced regularly to maintain forming precision. Proper maintenance is essential to ensure consistent, high-quality flange formation.
Material Limitations: Certain materials, especially brittle or high-strength metals, can be challenging to flange without causing cracks or defects. Proper material selection and forming techniques are essential to avoid these issues.
Sheet metal flange forming is a critical process in many industries, providing strength, durability, and secure connections for components ranging from automotive exhaust systems to aerospace structural parts. Whether done through roll forming, press brake bending, stamping, or hydroforming, flange forming ensures that sheet metal parts meet the demands of modern manufacturing and engineering.
Super Surface Finishing
Metal Buffing and Polishing Machines
Super surface finishing refers to advanced techniques used to achieve extremely smooth and polished surfaces on metal parts, often with a mirror-like finish. These techniques are critical in industries where surface quality is essential for performance, aesthetics, or functionality. Super surface finishing processes are used to remove surface imperfections, improve surface smoothness, reduce friction, and enhance the overall appearance of metal parts. This type of finishing is commonly applied to parts in industries such as aerospace, automotive, medical devices, precision engineering, and consumer electronics.
Super surface finishing goes beyond traditional polishing or grinding, utilizing highly specialized methods such as electropolishing, chemical polishing, and advanced mechanical processes like lapping and superfinishing. These techniques achieve surface finishes with very low roughness values, measured in microns, often below Ra 0.1 µm.
Types of Super Surface Finishing Processes
Electropolishing: Electropolishing is an electrochemical process that removes a thin layer of metal from the surface of a part, smoothing out micro-level roughness and imperfections. The process involves immersing the part in an electrolytic bath and applying an electric current. Electropolishing is commonly used for stainless steel, aluminum, and other metals that require a high level of surface smoothness and corrosion resistance.
Smoothing at the Microscopic Level: Electropolishing removes high points on the surface of the metal, leaving a smooth, polished finish. It also improves the part’s corrosion resistance by removing surface contaminants and creating a passive oxide layer.
Advantages: Electropolishing provides a uniform, smooth finish with minimal material removal. It is ideal for complex shapes and internal surfaces that are difficult to reach with mechanical polishing methods.
Disadvantages: Electropolishing is limited to conductive materials and may not be suitable for all types of metals or parts that require tight dimensional tolerances.
Chemical Polishing: Chemical polishing involves immersing a metal part in a chemical solution that selectively dissolves surface imperfections, leaving behind a smooth, polished surface. Unlike electropolishing, chemical polishing does not require an electric current. This process is commonly used for metals like aluminum, copper, and brass, as well as non-conductive materials.
Non-Electrical Smoothing for Complex Parts: Chemical polishing is especially useful for parts with complex shapes or internal passages, where mechanical polishing is impractical. The chemical solution uniformly polishes the surface without the need for physical contact.
Advantages: Chemical polishing is fast and efficient, providing a smooth, polished finish without the need for mechanical force. It is suitable for a wide range of materials, including non-metals.
Disadvantages: Chemical polishing can be less precise than electropolishing or mechanical finishing, and the chemicals used can be hazardous if not handled properly.
Superfinishing (Microfinishing): Superfinishing is a mechanical process that uses fine abrasives to achieve an ultra-smooth surface finish with extremely low roughness values. This process involves the oscillating movement of an abrasive tool or film against the surface of the part. Superfinishing is commonly used on cylindrical or spherical parts, such as crankshafts, bearings, and precision components, where surface smoothness is critical for reducing friction and wear.
Reducing Friction for High-Performance Parts: Superfinishing creates an extremely smooth surface that reduces friction and wear, improving the performance and longevity of precision components such as bearings and gears.
Advantages: Superfinishing provides a highly controlled surface finish, making it ideal for parts that require precise surface characteristics. It reduces friction and improves the part’s resistance to wear and corrosion.
Disadvantages: Superfinishing can be time-consuming and may require specialized equipment and skilled operators. It is also limited to parts with relatively simple geometries.
Lapping: Lapping is a precision surface finishing process that involves rubbing two surfaces together with an abrasive slurry between them. This process is used to achieve extremely flat and smooth surfaces with tight tolerances. Lapping is commonly used for parts like valves, bearings, and optical components, where flatness and surface quality are critical.
Ultra-Flat Surfaces for Precision Parts: Lapping achieves surfaces that are both flat and smooth, making it ideal for parts that require a high degree of accuracy and tight tolerances.
Advantages: Lapping provides a highly precise and uniform surface finish, making it suitable for parts that require extremely low surface roughness and high flatness.
Disadvantages: Lapping is a slow process and is not suitable for large production runs. It also requires careful control of the abrasive slurry to avoid over-polishing or damaging the part.
Polishing and Buffing: Polishing and buffing are traditional mechanical finishing processes used to achieve smooth, shiny surfaces on metal parts. These processes involve using abrasive compounds and rotating wheels or pads to remove surface imperfections and create a reflective finish. While polishing is more aggressive and used for initial surface smoothing, buffing is used to achieve a high-gloss finish.
Creating a High-Gloss Finish: Polishing and buffing are widely used in industries such as automotive, aerospace, and consumer goods to create aesthetically pleasing finishes on parts like wheels, body panels, and appliances.
Advantages: Polishing and buffing provide a high-quality, reflective finish, making them ideal for parts that require an attractive appearance. These processes are also relatively fast and cost-effective.
Disadvantages: Polishing and buffing can be labor-intensive, especially for complex parts, and may not achieve the same level of surface smoothness as advanced processes like electropolishing or superfinishing.
Applications of Super Surface Finishing
Aerospace Industry: Super surface finishing is critical in the aerospace industry, where parts like turbine blades, landing gear, and structural components must meet strict surface quality standards. Superfinishing and electropolishing are commonly used to reduce friction and improve the performance and longevity of critical components.
Smooth Surfaces for Reduced Friction: Super surface finishing reduces friction on aerospace components like turbine blades, improving their efficiency and reducing wear over time.
Medical Devices and Implants: Super surface finishing is essential for medical devices and implants, where surface smoothness is critical for biocompatibility, hygiene, and performance. Electropolishing is commonly used to finish stainless steel and titanium implants, ensuring that they are smooth, corrosion-resistant, and safe for use in the human body.
Smooth, Biocompatible Surfaces for Implants: Super surface finishing ensures that medical implants have smooth, corrosion-resistant surfaces that are safe for long-term use in the body.
Automotive Industry: In the automotive industry, super surface finishing is used to enhance the performance of components like engine parts, transmission gears, and crankshafts. Superfinishing reduces friction and wear, improving the efficiency and durability of these parts.
Enhanced Performance for Engine Components: Super surface finishing reduces friction on engine components like crankshafts and gears, improving performance and fuel efficiency.
Precision Engineering: Super surface finishing is used in precision engineering applications, such as the manufacture of bearings, valves, and precision instruments. These parts require extremely smooth surfaces to ensure proper function, reduce friction, and improve performance.
Smooth Surfaces for High-Precision Components: Superfinishing and lapping are used to achieve ultra-smooth surfaces on precision parts, ensuring that they meet tight tolerances and perform reliably.
Consumer Electronics and Optics: Super surface finishing is used in the production of consumer electronics and optical components, where smooth, reflective surfaces are critical for both performance and aesthetics. Polishing and buffing are commonly used to create shiny, mirror-like finishes on smartphones, tablets, and cameras.
Polished Surfaces for High-End Electronics: Polishing and superfinishing techniques are used to create sleek, reflective surfaces on consumer electronics, enhancing their appearance and durability.
Advantages of Super Surface Finishing
Enhanced Aesthetics: Super surface finishing techniques, such as polishing and buffing, create visually appealing surfaces with a high-gloss, mirror-like finish. This is particularly important for consumer goods, automotive components, and decorative metalwork.
Improved Performance and Efficiency: Superfinishing and electropolishing reduce surface roughness, minimizing friction and wear on moving parts. This improves the efficiency and longevity of components such as bearings, gears, and turbine blades.
Corrosion Resistance: Electropolishing and chemical polishing improve the corrosion resistance of metal parts by removing surface contaminants and creating a smooth, passive oxide layer. This is especially important for stainless steel and other metals used in harsh environments.
Biocompatibility for Medical Devices: Super surface finishing ensures that medical devices and implants have smooth, non-reactive surfaces, improving their biocompatibility and safety for use in the human body.
Precision and Accuracy: Super surface finishing processes, such as lapping and superfinishing, achieve extremely low surface roughness and tight tolerances, making them ideal for precision components that require high accuracy and smoothness.
Challenges of Super Surface Finishing
High Costs for Advanced Processes: Advanced super surface finishing techniques, such as electropolishing and lapping, can be expensive due to the specialized equipment and skilled operators required. These processes may not be cost-effective for low-volume production or parts with less stringent surface requirements.
Time-Consuming Processes: Super surface finishing processes like superfinishing and lapping can be time-consuming, especially for parts with complex geometries or tight tolerances. Manufacturers must balance the need for high-quality finishes with production efficiency.
Super surface finishing is essential for achieving the smooth, high-quality surfaces required in industries such as aerospace, automotive, medical devices, and precision engineering. Whether used to reduce friction, improve corrosion resistance, or enhance aesthetics, these advanced finishing techniques ensure that metal parts meet the highest standards of performance, durability, and appearance.
Dished End Making Machine
Beading Machine Price
A dished end making machine is a specialized piece of equipment used to manufacture dished ends, which are concave, rounded caps or closures often found on the ends of pressure vessels, boilers, storage tanks, and other cylindrical containers. Dished ends are essential components in industries such as oil and gas, petrochemicals, chemical processing, food processing, and water treatment, where pressure-tight and structurally strong end closures are required for safety and functionality.
The process of making dished ends involves forming flat metal plates into curved, dome-like shapes through various forming methods, including spinning, pressing, or flanging. These machines allow manufacturers to produce dished ends of different sizes, thicknesses, and materials, including carbon steel, stainless steel, and aluminum.
Types of Dished End Making Machines
Hydraulic Pressing Machines: Hydraulic pressing machines are commonly used for forming dished ends by applying high-pressure force to a flat metal plate. The plate is pressed into a concave die, gradually taking on the desired dished shape. This method is highly efficient and ideal for producing dished ends with large diameters and thick materials.
High Pressure for Large, Thick Dished Ends: Hydraulic pressing machines are capable of forming large dished ends with thick walls, ensuring that they can withstand high pressure and stress in applications such as pressure vessels and boilers.
Advantages: Hydraulic pressing offers excellent control over the forming process, allowing manufacturers to create dished ends with precise dimensions and smooth surfaces. It is ideal for producing high-strength dished ends for demanding applications.
Disadvantages: Hydraulic pressing machines are expensive and require significant setup time, making them more suitable for large-scale production rather than small or custom jobs.
Spinning Machines: Spinning is another method used to form dished ends by rotating a flat metal blank on a lathe-like machine. As the blank rotates, forming rollers apply pressure to gradually bend the metal into a dished shape. Spinning is typically used for producing dished ends with smaller diameters or thinner materials.
Gradual Forming for Thin or Small Dished Ends: Spinning allows for precise control over the forming process, making it suitable for producing dished ends with intricate shapes or thin walls. The process is highly flexible and can be used for small-batch production or custom parts.
Advantages: Spinning is cost-effective for small-batch or custom production and offers excellent flexibility for forming dished ends with various sizes and shapes. The process is also suitable for thinner materials, such as stainless steel or aluminum.
Disadvantages: Spinning is slower than hydraulic pressing and may not be suitable for forming large or thick-walled dished ends. It also requires skilled operators to ensure precise forming.
Flanging Machines: Flanging machines are used to form the edges of dished ends, creating a flange or raised rim that can be used to attach the dished end to a cylindrical vessel or pipe. The machine bends the edges of the dished end outward, creating a flange that matches the diameter of the vessel. Flanging is often used in conjunction with pressing or spinning to complete the dished end.
Forming Flanges for Secure Attachment: Flanging is essential for ensuring that the dished end can be securely attached to the vessel, creating a leak-proof seal and providing structural strength. Flanging machines allow for precise control over the flange dimensions and angles.
Advantages: Flanging machines provide consistent, precise flanges that ensure a secure connection between the dished end and the vessel. The process is highly efficient and can be integrated into automated production lines.
Disadvantages: Flanging machines are specialized tools that may not be suitable for small or custom production runs. They are best suited for high-volume production of dished ends with standard flange dimensions.
Deep Drawing Machines: Deep drawing is a forming method used to create dished ends by stretching a flat metal plate into a concave shape using a punch and die. The metal is drawn into the die cavity while maintaining its thickness, creating a deep, dished end with uniform wall thickness. Deep drawing is often used for producing dished ends with complex geometries or deep curvatures.
Deep Forming for Complex Dished Ends: Deep drawing allows manufacturers to create dished ends with complex shapes and deep curvatures, making it suitable for parts that require intricate designs or tight tolerances.
Advantages: Deep drawing offers precise control over the wall thickness and shape of the dished end, ensuring consistent quality and structural integrity. It is ideal for producing parts with deep, complex curvatures.
Disadvantages: Deep drawing requires specialized tooling and is more expensive than other forming methods. It is best suited for high-value parts or applications where precise control over wall thickness is critical.
Key Components of a Dished End Making Machine
Press or Punch: In pressing and deep drawing machines, the press or punch applies force to the metal plate, shaping it into the dished form. The press must be capable of generating high pressure to deform the metal without causing cracks or thinning.
High Pressure for Thick Materials: The press must provide enough force to shape thick metal plates into dished ends without compromising the material’s structural integrity. Proper pressure control is essential for achieving consistent results.
Rotating Mandrel or Die: In spinning and pressing machines, the mandrel or die provides the internal shape of the dished end. As the metal is pressed or spun around the mandrel, it gradually takes on the desired curvature. The mandrel or die must be precisely machined to ensure that the final part meets the required dimensions.
Precision Shaping for Consistent Results: The mandrel or die must be carefully designed and aligned to ensure that the dished end is formed with consistent dimensions and a smooth surface.
Forming Rollers (Spinning): In spinning machines, forming rollers apply pressure to the rotating metal blank, gradually shaping it into a dished end. The rollers must be precisely controlled to ensure that the metal is formed smoothly and without defects.
Controlled Pressure for Smooth Surfaces: The forming rollers must apply consistent pressure to prevent wrinkling, cracking, or uneven thickness in the final part.
Hydraulic System: In hydraulic pressing machines, the hydraulic system provides the force needed to press the metal into the die. The hydraulic system must provide precise control over the pressure and speed of the forming process to ensure that the metal is deformed uniformly.
Hydraulic Force for Large Dished Ends: The hydraulic system provides the necessary force to form large or thick-walled dished ends, ensuring that the material flows smoothly into the die.
Control Panel: Modern dished end making machines are often equipped with computer numerical control (CNC) systems that allow operators to program the forming parameters, such as pressure, speed, and curvature. The control panel ensures that the forming process is consistent and repeatable, reducing the risk of defects and improving production efficiency.
Automation for Precision and Consistency: CNC control systems automate the forming process, allowing for precise control over the dimensions and shape of the dished end. This ensures that each part is formed to the exact same specifications.
The Dished End Making Process
Material Preparation: The process begins with preparing a flat metal plate, which is typically cut to the desired size and thickness. The edges of the plate may be deburred or smoothed to ensure a clean, defect-free surface for forming.
Cutting and Deburring for Clean Edges: Proper preparation of the metal plate ensures that the dished end can be formed without defects such as cracks or wrinkles.
Forming the Dished End: The metal plate is placed in the dished end making machine, where it is pressed, spun, or drawn into the desired shape. The forming process depends on the type of machine being used—hydraulic pressing machines use a press to shape the metal into a concave form, while spinning machines gradually shape the metal using forming rollers.
Consistent Forming for Smooth Curves: The goal of the forming process is to create a smooth, uniform curvature with consistent wall thickness. Proper control of the forming pressure and speed is essential for achieving high-quality results.
Flanging (If Required): If the dished end requires a flange, the edges of the part are formed using a flanging machine. The flange provides a raised rim that allows the dished end to be securely attached to a cylindrical vessel or pipe. Flanging ensures that the part can be bolted or welded in place, creating a secure, leak-proof connection.
Forming Flanges for Attachment: The flanging process creates a secure attachment point for the dished end, ensuring that it can be easily connected to other components in a pressure vessel or tank.
Finishing and Inspection: After the dished end is formed, it is inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by removing any excess material or smoothing the edges. Quality control checks ensure that the dished end meets the required specifications for strength, curvature, and dimensional accuracy.
Quality Control for High-Strength Parts: Dished ends must meet strict quality standards to ensure that they can withstand the pressure and stress of the application. Inspection and finishing are critical steps in the process to ensure that the final part is free from defects.
Applications of Dished Ends
Pressure Vessels and Boilers: Dished ends are commonly used in the construction of pressure vessels and boilers, where they serve as end closures that can withstand high internal pressures. The dished shape distributes pressure evenly across the surface, reducing the risk of failure and ensuring the safety and performance of the vessel.
High-Pressure Applications for Safety: Dished ends are essential for pressure vessels that operate under high pressure, such as steam boilers, gas storage tanks, and chemical reactors. The shape of the dished end ensures that it can handle the pressure without failing.
Storage Tanks: Dished ends are used as closures for storage tanks, particularly those used for storing liquids or gases. The dished shape helps prevent the buildup of internal pressure and provides structural strength to the tank.
Strong, Leak-Proof Closures for Tanks: Dished ends provide a secure, leak-proof closure for storage tanks, ensuring that the contents are safely contained and that the tank can withstand internal pressure.
Food and Beverage Processing: Dished ends are commonly used in the food and beverage industry for pressure vessels and tanks used in processing, storage, and transportation. The smooth, rounded surface of the dished end helps maintain hygiene by preventing the buildup of contaminants or residue.
Hygienic Surfaces for Food Processing Tanks: In food and beverage processing, dished ends provide smooth, clean surfaces that are easy to sanitize, ensuring that the products remain safe and uncontaminated.
Water Treatment and Chemical Processing: Dished ends are used in water treatment and chemical processing tanks, where they must withstand corrosive materials and high pressures. The dished shape provides strength and durability, ensuring that the tanks can operate safely under demanding conditions.
Durable Closures for Chemical Tanks: Dished ends are essential for chemical processing tanks, where they provide a strong, corrosion-resistant closure that can handle harsh chemicals and high pressure.
Advantages of Dished End Making Machines
High Precision and Consistency: Dished end making machines provide precise control over the forming process, ensuring that each part is produced with consistent dimensions and smooth surfaces. This is essential for applications where dished ends must meet strict safety and performance standards.
Versatility for Different Materials and Sizes: Dished end making machines can handle a wide range of materials, including carbon steel, stainless steel, aluminum, and other metals. They are also capable of producing dished ends in various sizes and thicknesses, making them versatile tools for manufacturers.
Improved Structural Integrity: Dished ends formed using specialized machines have superior structural integrity, ensuring that they can withstand high pressure, temperature, and stress. The smooth, curved shape of the dished end helps distribute pressure evenly, reducing the risk of failure.
Efficiency for High-Volume Production: Dished end making machines, especially hydraulic presses and automated spinning machines, are highly efficient and capable of producing large quantities of parts quickly and with minimal waste. This makes them ideal for high-volume production in industries like pressure vessel manufacturing and tank fabrication.
Challenges of Dished End Making Machines
High Initial Setup Costs: Dished end making machines, particularly hydraulic presses and spinning machines, require significant initial investment in equipment and tooling. These costs can be prohibitive for small manufacturers or custom production runs.
Skilled Operation Required: Operating dished end making machines, especially spinning and flanging machines, requires skilled operators to ensure precise forming and avoid defects such as cracks or uneven thickness. Improper operation can result in defects that compromise the strength and safety of the dished end.
Dished end making machines are essential tools in industries that require high-strength, pressure-resistant closures for tanks, vessels, and other cylindrical containers. These machines provide the precision, efficiency, and versatility needed to produce dished ends that meet the strict safety and performance standards required in applications such as pressure vessels, boilers, storage tanks, and chemical processing equipment.
Thermal Deburring Machines
Thermal Deburring Machines for Sale
Thermal deburring machines are specialized tools used to remove burrs from metal and plastic parts through a controlled thermal process. Burrs are unwanted protrusions or sharp edges that often form during machining, cutting, drilling, or other manufacturing processes. These imperfections can affect the quality, performance, and safety of the final product. Thermal deburring machines offer a fast and efficient way to remove burrs, particularly from complex parts or internal passages that are difficult to access with traditional deburring methods.
The thermal deburring process, also known as explosive deburring or thermal energy method (TEM), involves placing the parts in a sealed chamber and exposing them to a controlled explosion of combustible gas. The high temperature generated by the explosion burns off the burrs, leaving the rest of the part intact. This method is highly effective for removing burrs from hard-to-reach areas and is widely used in industries such as automotive, aerospace, medical devices, and precision engineering.
Key Components of Thermal Deburring Machines
Sealed Chamber: The thermal deburring process takes place inside a sealed chamber, where the parts are placed during the deburring operation. The chamber must be able to withstand high temperatures and pressures generated by the controlled explosion.
Pressure-Resistant Chamber for Safety: The chamber is designed to contain the explosion safely while ensuring that the parts inside are properly exposed to the thermal energy. It is made from heat-resistant materials to withstand repeated use.
Gas Injection System: The gas injection system introduces a mixture of combustible gases, typically hydrogen or methane, into the chamber. The gas mixture is carefully controlled to ensure that the explosion is effective at removing the burrs without damaging the parts.
Precise Gas Control for Consistent Results: The gas injection system must deliver the correct mixture of gases at the right pressure and volume to ensure that the explosion is powerful enough to remove the burrs but not so intense that it damages the parts.
Ignition System: The ignition system is responsible for triggering the explosion inside the chamber. It ignites the gas mixture, causing a rapid combustion that generates high heat and pressure. The ignition system must be reliable and safe, ensuring that the explosion occurs only when the chamber is sealed and the gas mixture is correctly set.
Controlled Ignition for Safe Operation: The ignition system is carefully timed to ensure that the explosion occurs at the right moment, providing consistent deburring results while minimizing the risk of damage to the parts or the machine.
Cooling and Ventilation System: After the explosion, the chamber must be cooled down before the parts can be removed. The cooling and ventilation system helps dissipate the heat and remove any residual gases from the chamber. This system ensures that the parts are safe to handle after the deburring process and that the machine is ready for the next cycle.
Efficient Cooling for Fast Turnaround: The cooling system ensures that the chamber returns to a safe temperature quickly, allowing for efficient operation and minimizing downtime between deburring cycles.
Control Panel: Thermal deburring machines are equipped with a control panel that allows operators to set and monitor the deburring parameters, such as gas mixture, pressure, ignition timing, and cycle duration. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the process and ensure repeatable, high-quality results.
Automation for Precision and Consistency: The control panel allows operators to program the machine for specific parts and materials, ensuring that the deburring process is consistent and tailored to the requirements of each job.
The Thermal Deburring Process
Part Preparation: Before the thermal deburring process begins, the parts are loaded into the sealed chamber. The parts must be properly cleaned and free from any oils, grease, or contaminants that could interfere with the deburring process. The size, shape, and material of the parts are considered when setting the deburring parameters.
Cleaning for Optimal Results: Ensuring that the parts are clean and free from contaminants helps improve the effectiveness of the thermal deburring process and prevents any unintended reactions during the explosion.
Gas Injection and Ignition: Once the parts are loaded, the chamber is sealed, and the combustible gas mixture is injected into the chamber. The ignition system is then triggered, causing the gas to explode. The explosion generates a rapid burst of heat, typically reaching temperatures of 2,500 to 3,500 degrees Celsius (4,500 to 6,300 degrees Fahrenheit), which burns off the burrs on the surface of the parts.
High-Temperature Explosion for Burr Removal: The heat from the explosion is concentrated on the burrs, which are typically much thinner than the rest of the part. The burrs burn away almost instantly, leaving the rest of the part unaffected.
Cooling and Ventilation: After the explosion, the chamber is cooled down, and any remaining gases are vented. The cooling process ensures that the parts are safe to handle and that the machine is ready for the next deburring cycle.
Rapid Cooling for Efficient Operation: The cooling and ventilation system ensures that the chamber is quickly returned to a safe temperature, allowing for faster cycle times and increased productivity.
Part Removal and Inspection: Once the chamber has cooled, the parts are removed and inspected for any remaining burrs or defects. In most cases, the thermal deburring process removes all burrs from the parts, even in hard-to-reach areas or internal passages. Any remaining burrs can be removed through additional deburring methods if necessary.
Inspection for Quality Assurance: The parts are carefully inspected to ensure that the deburring process has been effective and that the parts meet the required specifications for surface finish and dimensional accuracy.
Applications of Thermal Deburring Machines
Automotive Industry: Thermal deburring is widely used in the automotive industry to remove burrs from precision components such as engine parts, fuel injectors, and transmission gears. These parts often have complex geometries with internal passages that are difficult to deburr using traditional methods.
Deburring for Engine Components and Fuel Systems: Thermal deburring ensures that engine components, such as fuel injectors and valves, are free from burrs that could interfere with their performance or cause premature wear.
Aerospace Industry: In the aerospace industry, thermal deburring is used to remove burrs from parts such as turbine blades, hydraulic components, and structural elements. The high precision of the thermal deburring process ensures that these critical components meet the stringent quality and safety standards required in aerospace manufacturing.
Deburring for Turbine Blades and Hydraulic Systems: Thermal deburring is ideal for removing burrs from the intricate surfaces and internal passages of aerospace components, ensuring that they perform reliably in demanding environments.
Medical Devices and Instruments: Thermal deburring is commonly used in the production of medical devices and surgical instruments, where burrs can compromise the safety and functionality of the part. The process is particularly useful for deburring complex, multi-part assemblies, such as implants, surgical tools, and diagnostic equipment.
Burr-Free Surfaces for Medical Instruments: Thermal deburring ensures that medical devices have smooth, burr-free surfaces that are safe for use in the human body and easy to sterilize.
Precision Engineering and Electronics: In precision engineering and electronics manufacturing, thermal deburring is used to remove burrs from small, intricate components such as connectors, switches, and housings. The process ensures that these parts fit together precisely and function correctly without interference from burrs.
Deburring for Small, Intricate Parts: Thermal deburring is ideal for precision-engineered parts with complex shapes and tight tolerances, ensuring that they meet the high standards required in electronics and precision equipment.
Hydraulic and Pneumatic Systems: Thermal deburring is used to remove burrs from hydraulic and pneumatic components, such as valves, fittings, and cylinders. Burrs in these components can cause leaks, blockages, or malfunctions, so it is essential to remove them completely.
Ensuring Smooth Function in Hydraulic Systems: Thermal deburring ensures that hydraulic and pneumatic components are free from burrs that could interfere with fluid flow or cause system failures.
Advantages of Thermal Deburring Machines
Effective Deburring of Complex Parts: Thermal deburring is highly effective at removing burrs from parts with complex geometries, internal passages, and hard-to-reach areas. This makes it ideal for deburring parts that cannot be easily deburred using mechanical methods.
Fast and Efficient Process: The thermal deburring process is extremely fast, often taking just a few seconds to complete. This makes it ideal for high-volume production environments where speed and efficiency are critical.
No Contact with Parts: Since the thermal deburring process is non-contact, there is no risk of damaging or deforming the parts during the deburring operation. This is particularly important for delicate or precision-engineered parts.
Consistency and Repeatability: Thermal deburring machines provide consistent, repeatable results, ensuring that every part is deburred to the same high standard. This reduces the risk of defects and improves overall product quality.
Minimal Material Removal: Thermal deburring removes only the burrs, leaving the rest of the part intact. This ensures that the dimensional accuracy and surface finish of the part are preserved, making the process ideal for precision components.
Challenges of Thermal Deburring Machines
Initial Setup Costs: Thermal deburring machines are expensive to purchase and install, making them a significant investment for manufacturers. However, the efficiency and effectiveness of the process often justify the initial cost, especially in high-volume production environments.
Material Limitations: Thermal deburring is primarily effective for materials that can withstand the high temperatures generated by the explosion, such as metals and certain plastics. It may not be suitable for materials that are heat-sensitive or prone to melting.
Hazardous Gases: The gases used in the thermal deburring process, such as hydrogen and methane, are highly flammable and must be handled with care. Proper safety precautions must be in place to prevent accidents or explosions.
Thermal deburring machines provide a fast, efficient, and highly effective way to remove burrs from complex metal and plastic parts. Whether used in automotive, aerospace, medical devices, or precision engineering, thermal deburring ensures that parts meet the highest standards of quality, performance, and safety.
Superior Metal Spinning
CNC Buffing Machine
Superior metal spinning is a highly specialized metal forming process that uses rotational force and precision tools to shape metal sheets or discs into complex, symmetrical shapes such as cones, cylinders, domes, and hemispheres. Unlike traditional stamping or deep drawing processes, metal spinning uses a combination of manual or CNC-controlled pressure and rotational speed to gradually shape the metal over a spinning mandrel. This method is particularly effective for producing hollow, seamless metal parts with smooth surfaces and consistent thickness.
Superior metal spinning is used in industries that require high-quality, precision-formed parts, such as aerospace, automotive, lighting, cookware, and decorative metalwork. The process is highly versatile, allowing for the production of parts in a wide range of sizes, shapes, and materials, including aluminum, stainless steel, copper, and brass.
Types of Metal Spinning
Manual Metal Spinning: Manual metal spinning is a traditional technique that relies on the skill of the operator to shape the metal using hand tools. The operator applies pressure to the metal disc as it spins on a lathe, gradually forming it into the desired shape. Manual spinning is often used for small-batch production, custom parts, and decorative items.
Craftsmanship for Custom Parts: Manual spinning requires a high level of skill and precision, making it ideal for producing custom or one-of-a-kind parts with unique designs or intricate details.
Advantages: Manual spinning offers excellent flexibility and is suitable for producing small quantities of custom or complex parts. It is also cost-effective for prototypes or low-volume production.
Disadvantages: Manual spinning is labor-intensive and requires skilled operators, making it less efficient for high-volume production. The process is also slower than automated methods.
CNC Metal Spinning: CNC (Computer Numerical Control) metal spinning automates the spinning process using precision CNC machines that control the speed, pressure, and movement of the forming tools. CNC spinning allows for precise, repeatable results and is ideal for high-volume production or parts that require tight tolerances.
Precision and Consistency for High-Volume Production: CNC spinning offers unparalleled precision and consistency, making it ideal for producing large quantities of parts with identical dimensions and surface finishes.
Advantages: CNC spinning provides fast, efficient production with consistent quality and tight tolerances. It is suitable for producing complex shapes and high-volume runs, reducing the need for manual labor.
Disadvantages: CNC spinning machines are expensive to purchase and set up, making them more suitable for large-scale production. The process also requires skilled programmers and operators to ensure optimal performance.
Shear Spinning: Shear spinning is a variation of metal spinning in which the metal is thinned as it is spun over the mandrel, resulting in parts with reduced wall thickness. This process is commonly used to produce lightweight components with high strength-to-weight ratios, such as aerospace parts and automotive components.
Thinning for Lightweight Parts: Shear spinning is ideal for applications where weight reduction is critical, such as aerospace and automotive manufacturing. The process creates thin-walled parts without compromising their structural integrity.
Advantages: Shear spinning allows for precise control over wall thickness, making it ideal for producing lightweight, high-strength parts. The process is highly efficient and suitable for high-performance applications.
Disadvantages: Shear spinning requires specialized equipment and skilled operators to ensure consistent results. It is best suited for parts with simple geometries, such as cones and cylinders.
Flow Forming (Flow Spinning): Flow forming is a more advanced form of metal spinning used to produce long, hollow, cylindrical parts with uniform wall thickness. The process involves stretching the metal as it spins, gradually reducing its thickness and forming the desired shape. Flow forming is commonly used for parts such as rocket motor casings, gas cylinders, and pressure vessels.
Precision Forming for Cylindrical Parts: Flow forming allows manufacturers to produce long, seamless cylindrical parts with precise wall thickness, making it ideal for applications that require high strength and durability.
Advantages: Flow forming offers excellent precision and material efficiency, reducing waste while producing parts with consistent wall thickness and high strength. It is ideal for high-performance applications in aerospace and defense.
Disadvantages: Flow forming requires advanced equipment and is more expensive than traditional metal spinning methods. It is best suited for large, cylindrical parts and may not be suitable for complex shapes or small-batch production.
Key Components of a Metal Spinning Machine
Mandrel: The mandrel is the shaping tool around which the metal is spun. It provides the internal shape of the part, while the forming tools apply pressure to the metal as it rotates. Mandrels must be precisely machined to ensure that the final part meets the required dimensions and surface quality.
Precision Mandrels for Consistent Results: The mandrel must be carefully designed and aligned to ensure that the part is formed with consistent dimensions and a smooth surface.
Forming Rollers or Tools: In CNC and manual metal spinning, forming rollers or tools apply pressure to the metal as it spins over the mandrel. The tools gradually shape the metal into the desired form, ensuring that the part has uniform wall thickness and a smooth surface finish.
Controlled Pressure for Smooth Surfaces: The forming tools must apply consistent pressure to prevent wrinkles, cracks, or uneven thickness in the final part.
Lathe or Spinning Chuck: The lathe or spinning chuck holds the mandrel and rotates it at high speeds during the spinning process. The rotational speed must be carefully controlled to ensure that the metal flows smoothly over the mandrel without overstressing the material.
High-Speed Rotation for Efficient Forming: The lathe or chuck must rotate at the correct speed to allow the forming tools to shape the metal without causing defects such as cracking or warping.
CNC Control System (CNC Spinning): CNC spinning machines are equipped with a CNC control system that automates the spinning process. The CNC system controls the speed, pressure, and movement of the forming tools, ensuring precise, repeatable results. The system allows operators to program the machine for specific parts and materials, ensuring optimal performance.
Automation for Precision and Efficiency: CNC systems provide precise control over the spinning process, ensuring that each part is formed to the exact same specifications. This improves efficiency and reduces the risk of defects.
The Metal Spinning Process
Material Preparation: The metal spinning process begins with a flat metal disc or sheet, which is typically cut to size and thickness. The edges of the metal may be deburred or smoothed to ensure a clean, defect-free surface for spinning.
Cutting and Deburring for Clean Edges: Proper preparation of the metal ensures that the spinning process can proceed smoothly and without defects such as cracks or wrinkles.
Spinning the Metal: The metal disc is placed on the mandrel, which is mounted on the spinning machine. As the mandrel rotates, the forming tools apply pressure to the metal, gradually shaping it into the desired form. In CNC spinning, the process is automated, with the CNC system controlling the movement of the tools and the speed of the rotation.
Controlled Forming for Smooth, Symmetrical Parts: The goal of the spinning process is to create a smooth, symmetrical part with consistent wall thickness. Proper control of the pressure and speed is essential for achieving high-quality results.
Multiple Passes for Complex Shapes: For parts with complex shapes or tight tolerances, the spinning process may require multiple passes with the forming tools. Each pass gradually deforms the metal, bringing it closer to the final shape. In CNC spinning, the process is carefully programmed to ensure that each pass is executed with precision.
Complex Shapes with Tight Tolerances: Metal spinning is ideal for producing parts with intricate shapes or features, such as cones, domes, and cylinders, with precise dimensions and surface finishes.
Finishing and Inspection: After the part is spun, it is removed from the mandrel and inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the part meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Parts: Metal spinning produces parts with smooth surfaces and consistent dimensions, reducing the need for additional machining or finishing processes.
Applications of Superior Metal Spinning
Aerospace Industry: Metal spinning is widely used in the aerospace industry to produce lightweight, high-strength components such as rocket motor casings, aircraft nose cones, and fuel tanks. The ability to create seamless, symmetrical parts with precise dimensions makes metal spinning ideal for aerospace applications.
Rocket Motor Casings and Nose Cones: Metal spinning is used to produce thin-walled rocket motor casings and nose cones that must withstand extreme pressures and temperatures while maintaining their structural integrity.
Automotive Industry: In the automotive industry, metal spinning is used to create components such as wheel rims, exhaust systems, and structural supports. The process ensures that these parts are lightweight, strong, and capable of withstanding the stresses of high-performance vehicles.
Lightweight Wheel Rims and Exhaust Systems: Metal spinning is used to produce lightweight, high-strength wheel rims and exhaust components for high-performance vehicles. The process ensures that these parts have consistent thickness and strength.
Cookware and Lighting Fixtures: Metal spinning is commonly used to produce seamless, symmetrical cookware items such as pots, pans, and lids. It is also used to create lighting fixtures, such as lampshades and reflectors, that require smooth, symmetrical shapes and polished surfaces.
Smooth, Seamless Cookware: Metal spinning is used to create high-quality cookware with smooth, seamless surfaces that are easy to clean and resistant to corrosion.
Architectural and Decorative Metalwork: Metal spinning is used to create architectural and decorative metalwork, such as domes, sculptures, and ornamental features. The process allows for the production of intricate, symmetrical shapes with smooth surfaces, making it ideal for high-end architectural projects.
Decorative Domes and Sculptures: Metal spinning is used to create large, decorative domes and sculptures for architectural projects, ensuring that the parts are smooth, symmetrical, and visually appealing.
Pressure Vessels and Industrial Components: Metal spinning is used to produce pressure vessels, gas cylinders, and industrial components that require high strength and durability. The process ensures that these parts are seamless, with consistent wall thickness and excellent structural integrity.
Seamless Pressure Vessels: Metal spinning is ideal for producing pressure vessels and gas cylinders that must withstand high internal pressures without risk of failure.
Advantages of Superior Metal Spinning
Precision and Consistency: Metal spinning provides excellent control over the shape, dimensions, and surface quality of the part, ensuring consistent, high-precision results. CNC spinning, in particular, offers repeatable accuracy, making it ideal for high-volume production.
Material Efficiency: Metal spinning is a highly efficient process that minimizes material waste. The metal is deformed without cutting or removing material, reducing the need for additional machining or finishing.
Strength and Durability: Metal spinning produces parts with excellent mechanical properties, including high strength, durability, and resistance to stress. The process creates seamless, symmetrical parts with consistent wall thickness, making them ideal for demanding applications.
Versatility for Different Materials and Shapes: Metal spinning can be used with a wide range of materials, including aluminum, stainless steel, copper, and brass. The process is also highly versatile, allowing for the production of parts in various sizes, shapes, and thicknesses.
Cost-Effective for Prototypes and Custom Parts: Metal spinning is cost-effective for producing prototypes, custom parts, and small-batch production runs. Manual spinning, in particular, is well-suited for creating one-of-a-kind parts or decorative items.
Challenges of Superior Metal Spinning
Skilled Operation Required: Manual metal spinning requires highly skilled operators to ensure that the parts are formed with precision and without defects. CNC spinning, while automated, still requires skilled programmers and operators to ensure optimal performance.
High Initial Setup Costs for CNC Machines: CNC metal spinning machines are expensive to purchase and set up, making them a significant investment for manufacturers. However, the precision and efficiency of the process often justify the initial cost, especially in high-volume production environments.
Superior metal spinning is a highly efficient and versatile process used to produce seamless, high-precision metal parts for a wide range of industries. Whether used in aerospace, automotive, cookware, or decorative metalwork, metal spinning ensures that parts are formed with consistent quality, smooth surfaces, and excellent mechanical properties.
Curling Process in Sheet Metal
Sheet Metal Edge Rounding
The curling process in sheet metal refers to the technique of forming a circular or rolled edge along the perimeter of a metal sheet. Curling is commonly used in applications where the sharp edges of sheet metal must be rolled over for safety, aesthetics, or functional reasons. This process is widely applied in industries such as automotive, aerospace, HVAC, and appliance manufacturing, where curled edges are needed to provide strength, reduce the risk of injury, or create a finished, decorative appearance.
Curling improves the overall durability of the part by increasing edge strength and reducing the likelihood of cracking or deformation under load. It is often used in the production of parts like metal enclosures, cylindrical tubes, or ducts, where a smooth, rounded edge is necessary for assembly or handling.
Types of Curling in Sheet Metal
Straight Curling: Straight curling involves rolling the edge of the sheet metal into a circular or semi-circular shape, creating a smooth, continuous edge around the part. This type of curling is commonly used in the fabrication of ducts, pipes, and other cylindrical structures, where the rolled edge provides a strong, durable finish.
Simple Curled Edges for Durability: Straight curling is ideal for reinforcing the edges of parts like tubes or ducts, where the curled edge adds strength and prevents the sheet metal from fraying or deforming over time.
Advantages: Straight curling provides a clean, smooth edge that improves the safety, durability, and appearance of the part. It is also relatively easy to achieve using specialized curling machines or roll forming equipment.
Disadvantages: Straight curling may not be suitable for parts with complex shapes or tight radii, as the metal can become stretched or deformed during the curling process.
Wire-Edge Curling: In wire-edge curling, a metal wire is inserted into the curled edge of the sheet metal, creating a reinforced edge that is stronger and more rigid than a standard curl. This type of curling is often used in the fabrication of containers, tanks, and pipes, where the reinforced edge helps improve the part’s structural integrity and resistance to deformation.
Reinforced Edges for Added Strength: Wire-edge curling is ideal for parts that require extra strength or rigidity, such as containers or ducts that must withstand pressure or impact. The wire provides additional support to the curled edge, reducing the risk of deformation.
Advantages: Wire-edge curling provides a stronger, more durable edge than standard curling, making it ideal for heavy-duty applications. It also improves the part’s resistance to wear and impact, extending its service life.
Disadvantages: Wire-edge curling requires additional tooling and setup, making it more time-consuming and expensive than straight curling. The wire must be properly inserted and secured to ensure that the curl remains strong and uniform.
Hem Curling: Hem curling, or hemming, is a variation of the curling process in which the edge of the sheet metal is folded over itself, creating a double-thickness edge that is stronger and more rigid than a single-layer curl. Hem curling is commonly used in automotive panels, appliance housings, and architectural components, where the reinforced edge improves strength and provides a smooth, finished appearance.
Double-Layer Edges for Increased Rigidity: Hem curling is ideal for applications where the sheet metal must withstand stress or impact, such as automotive panels or appliance housings. The folded edge provides extra strength and durability.
Advantages: Hem curling provides a strong, reinforced edge that improves the part’s structural integrity and resistance to damage. It also creates a clean, finished appearance, making it ideal for visible parts.
Disadvantages: Hem curling requires more material and tooling than standard curling, increasing production costs. It may also be more challenging to achieve on thick or hard metals.
Seam Curling: Seam curling is a method used to join two pieces of sheet metal by curling their edges together. This technique is commonly used in the fabrication of cylindrical structures such as pipes, tanks, and containers, where the curled seam provides a strong, leak-proof connection between the parts. Seam curling is widely used in industries such as HVAC, automotive, and metal fabrication.
Strong, Leak-Proof Connections: Seam curling is ideal for joining two metal parts in a way that ensures a strong, durable, and leak-proof connection. It is commonly used in the production of ducts, pipes, and containers that must withstand pressure or fluids.
Advantages: Seam curling provides a secure, long-lasting connection between metal parts, reducing the need for additional welding or fasteners. It is also highly efficient, allowing manufacturers to produce leak-proof joints quickly and consistently.
Disadvantages: Seam curling requires precise alignment of the parts and specialized tooling to ensure that the seam is formed correctly. Improper curling can result in weak or leaky joints.
Key Components of a Curling Machine
Rollers or Forming Dies: In most curling machines, rollers or forming dies are used to gradually curl the edges of the sheet metal. The rollers apply pressure to the metal as it passes through the machine, bending it into a circular or semi-circular shape. Forming dies are often used for more complex or precise curls, ensuring that the edge is formed uniformly.
Controlled Pressure for Uniform Curls: The rollers or forming dies must apply consistent pressure to the sheet metal to ensure that the curl is smooth and uniform. Proper alignment of the rollers is essential for achieving high-quality results.
Mandrel or Support: In many curling machines, a mandrel or support is used to hold the sheet metal in place as it is curled. The mandrel ensures that the metal is properly aligned and supported throughout the curling process, preventing deformation or misalignment.
Support for Consistent Curling: The mandrel provides support to the metal as it is curled, ensuring that the edge is formed smoothly and without distortion. This is especially important for thin or flexible sheet metals.
Hydraulic or Pneumatic System: Many curling machines use hydraulic or pneumatic systems to apply the necessary pressure for curling the sheet metal. These systems provide precise control over the pressure and speed of the curling process, ensuring that the metal is curled evenly and without defects.
Precise Pressure Control for High-Quality Curls: The hydraulic or pneumatic system ensures that the pressure is applied evenly throughout the curling process, preventing defects such as cracking, wrinkling, or uneven curls.
Control Panel: Modern curling machines are often equipped with a control panel that allows operators to set and monitor the curling parameters, such as pressure, speed, and curl radius. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the curling process and ensure repeatable, high-quality results.
Automation for Precision and Efficiency: The control panel allows operators to program the machine for specific parts and materials, ensuring that the curling process is consistent and tailored to the requirements of each job.
The Curling Process
Material Preparation: Before the curling process begins, the sheet metal must be properly prepared. This typically involves cutting the metal to the required size and shape, deburring the edges, and cleaning the surface to remove any dirt, grease, or contaminants. Proper preparation ensures that the metal curls smoothly and without defects.
Cutting and Deburring for Clean Edges: Proper preparation of the metal ensures that the curling process proceeds smoothly and without defects, such as cracking or wrinkling.
Curling the Edge: The curling process begins by feeding the sheet metal into the curling machine, where it is gradually bent into the desired shape by the rollers or forming dies. The machine applies controlled pressure to the edge of the metal, curling it into a circular or rolled shape. The radius of the curl is determined by the settings on the machine, which can be adjusted to achieve different curl sizes.
Controlled Bending for Smooth, Consistent Curls: The goal of the curling process is to create a smooth, uniform curl with consistent dimensions. Proper control of the pressure and speed is essential for achieving high-quality results.
Finishing and Inspection: After the curl is formed, the part is inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the part meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Parts: Curling machines produce parts with smooth, rounded edges that improve the safety, durability, and appearance of the final product. Proper inspection ensures that the curled edges are free from defects and meet the required standards.
Applications of Curling in Sheet Metal
Automotive Industry: The curling process is widely used in the automotive industry to create rolled edges on body panels, exhaust systems, and structural components. Curled edges help improve the strength and durability of these parts, while also reducing the risk of injury during handling or assembly.
Curled Edges for Automotive Body Panels: Curling is used to create rolled edges on automotive body panels, improving their strength and resistance to impact. The curled edges also provide a smooth, finished appearance, enhancing the overall look of the vehicle.
HVAC Systems: Curling is commonly used in the HVAC industry to create rolled edges on ducts, pipes, and other ventilation components. Curled edges provide a strong, durable connection point for joining sections of ductwork, ensuring that the system operates efficiently and without leaks.
Curling for Strong Duct Connections: Curled edges on HVAC ducts provide a secure, leak-proof connection between sections, ensuring that the system maintains proper airflow and pressure.
3. Aerospace Industry: The aerospace industry uses the curling process in the fabrication of lightweight components, such as ducts, tubes, and panels. Curled edges enhance the strength and durability of these parts without adding significant weight, making them ideal for applications where weight reduction is critical, such as in aircraft structures.
Reinforced Edges for Aircraft Components: Curling provides reinforced edges on aerospace components, ensuring they withstand high stress, pressure, and vibration. The smooth edges also reduce the risk of damage during assembly and maintenance.
Appliance Manufacturing: Curling is widely applied in the manufacturing of appliances, where it is used to form safe, smooth edges on components like washers, dryers, refrigerators, and ovens. Curled edges prevent injuries during handling and assembly and provide a finished appearance to the products.
Safety Edges for Home Appliances: Curling creates rounded, burr-free edges on appliance panels, ensuring that the final product is both safe to handle and aesthetically pleasing.
Metal Enclosures and Electrical Boxes: Curling is often used in the production of metal enclosures, electrical boxes, and cabinets. The curled edges enhance the strength of these structures and eliminate sharp edges that could pose a risk during installation or use.
Smooth Edges for Electrical Enclosures: Curling ensures that electrical enclosures and metal cabinets have strong, smooth edges that prevent cuts or abrasions during installation and maintenance.
Architectural Components and Metal Furniture: In the architectural and furniture industries, curling is used to create decorative, smooth-edged metal components for applications such as railings, frames, and structural elements. The curled edges provide a sleek, modern look while also enhancing the strength and safety of the part.
Decorative and Functional Curled Edges: Curling adds a polished, professional finish to architectural elements and metal furniture, improving both their appearance and structural integrity.
Advantages of Curling in Sheet Metal
Enhanced Strength and Durability: Curling strengthens the edges of sheet metal parts, making them more resistant to deformation, cracking, or damage. The rolled edges distribute stress more evenly, reducing the likelihood of failure under load.
Improved Safety: Curling eliminates sharp edges on sheet metal parts, reducing the risk of injury during handling, assembly, or use. This is particularly important in industries like automotive, HVAC, and appliance manufacturing, where sharp edges can pose significant hazards.
Aesthetic and Functional Finishing: Curling provides a smooth, finished appearance to sheet metal parts, enhancing their overall aesthetic appeal. The rounded edges also improve functionality by allowing parts to fit together more easily and securely during assembly.
Increased Edge Stability: Curling stabilizes the edges of sheet metal parts, preventing warping or bending during use. This is particularly important for thin or flexible sheet metals, which are prone to deformation under stress.
Versatility for Various Applications: Curling can be used on a wide range of sheet metal materials, including aluminum, steel, stainless steel, and copper. This versatility makes it a valuable process in industries ranging from automotive and aerospace to appliances and construction.
Challenges of Curling in Sheet Metal
Tooling and Setup Costs: Curling machines, especially those equipped with CNC or hydraulic systems, require significant initial investment in equipment and tooling. These costs can be prohibitive for small manufacturers or custom production runs.
Material Limitations: Curling may be challenging for very thick or hard metals, as the process can cause cracking or deformation if not properly controlled. Certain materials, such as brittle metals, may not be suitable for curling without special treatment or preparation.
Skilled Operation Required: Properly curling sheet metal requires skilled operators, particularly for complex or high-precision curls. Incorrect pressure or alignment can result in defects such as cracks, uneven edges, or misshapen curls.
Curling is a highly effective process for improving the strength, safety, and appearance of sheet metal components across a wide range of industries. Whether used to create reinforced edges, smooth out sharp surfaces, or enhance the aesthetic quality of a part, curling plays a vital role in modern metal fabrication and manufacturing.
Crimping Process in Sheet Metal
Edge crimping
The crimping process in sheet metal is a mechanical technique used to join two metal parts by deforming one or both of them to create a secure, interlocking connection. Crimping is often used as an alternative to welding, soldering, or fasteners in applications where a strong, durable bond is required without the use of additional materials. This process is widely used in industries such as HVAC, automotive, aerospace, and electrical manufacturing to create reliable joints in ducts, pipes, electrical connectors, and other sheet metal components.
Crimping is valued for its efficiency, ease of use, and ability to create high-strength connections without heat or adhesives. It is especially useful in assembling lightweight components, where the addition of fasteners or welding could compromise the integrity of the material.
Types of Crimping in Sheet Metal
Standard Crimping: Standard crimping involves deforming the edges of two metal parts so that they fit tightly together, forming a secure mechanical connection. This type of crimping is commonly used in the HVAC industry to join sections of ductwork, ensuring an airtight seal without the need for additional fasteners or adhesives.
Simple Crimps for Reliable Joints: Standard crimping is ideal for creating strong, reliable joints in sheet metal parts such as pipes, ducts, and enclosures. The crimped edges lock together securely, preventing separation or leakage.
Advantages: Standard crimping provides a fast, efficient way to join metal parts without welding or fasteners. It is also easy to automate, making it suitable for high-volume production.
Disadvantages: Standard crimping may not be suitable for parts that require very high strength or precision, as the crimped joint may be weaker than a welded or fastened connection.
Bead Crimping: Bead crimping involves creating a series of small, evenly spaced crimps or beads along the edge of the sheet metal. This type of crimping is often used to add rigidity and strength to the part, as well as to create a secure connection between two components. Bead crimping is commonly used in automotive and aerospace applications to join body panels, structural components, and other sheet metal parts.
Reinforced Joints for Strength and Stability: Bead crimping adds strength and stability to sheet metal parts, making it ideal for applications that require a rigid, durable joint. The beaded crimps distribute stress evenly along the joint, reducing the risk of deformation.
Advantages: Bead crimping improves the structural integrity of the joint, making it more resistant to stress and vibration. It is also highly effective for lightweight components that need to maintain strength without adding extra weight.
Disadvantages: Bead crimping requires specialized tooling and may be more time-consuming than standard crimping. It may also be less effective for joining thick or hard metals.
Seam Crimping: Seam crimping is used to join two pieces of sheet metal along a seam, creating a continuous, interlocking joint. This type of crimping is commonly used in the fabrication of pipes, tubes, and containers, where a leak-proof connection is essential. Seam crimping is widely applied in industries such as HVAC, plumbing, and metal fabrication.
Leak-Proof Seams for Pipes and Containers: Seam crimping provides a strong, leak-proof joint that is ideal for pipes, ducts, and containers that must withstand pressure or fluids. The continuous crimp ensures a secure connection that prevents separation or leakage.
Advantages: Seam crimping creates a strong, durable joint that is resistant to leaks and pressure. It is also highly efficient, allowing manufacturers to produce secure, continuous joints quickly and consistently.
Disadvantages: Seam crimping requires precise alignment of the parts and specialized tooling to ensure that the seam is crimped uniformly. Improper crimping can result in weak or leaky joints.
**Electrical Crimping
:** Electrical crimping is the process of joining electrical connectors or terminals to wires by deforming the metal of the connector around the wire. This creates a strong, conductive bond without the need for soldering. Electrical crimping is widely used in the electronics, automotive, and aerospace industries, where it provides a reliable, efficient way to assemble wiring harnesses, connectors, and terminals.
Strong, Conductive Connections for Electrical Components: Electrical crimping ensures that wires and connectors are securely joined, providing a low-resistance connection that is resistant to vibration and environmental factors. The crimped connection also minimizes the risk of loose connections or electrical failures.
Advantages: Electrical crimping provides fast, consistent connections with excellent electrical conductivity. It eliminates the need for heat or adhesives, making it suitable for high-volume production of wiring assemblies.
Disadvantages: Improper crimping can result in weak or unreliable connections, which may lead to electrical failures. Skilled operators or automated equipment are required to ensure that the crimps are properly formed.
Key Components of a Crimping Machine
Crimping Dies: Crimping machines use dies to deform the metal parts and create the crimped joint. The dies are typically shaped to match the specific geometry of the parts being crimped, ensuring a secure and uniform connection. Crimping dies must be precisely aligned to avoid damaging the material or producing weak joints.
Precision Dies for Consistent Crimps: The crimping dies must be accurately designed and maintained to ensure that the crimps are formed with consistent quality and strength.
Hydraulic or Pneumatic Press: Many crimping machines use hydraulic or pneumatic presses to apply the force needed to deform the metal and create the crimp. These systems provide precise control over the pressure and speed of the crimping process, ensuring that the crimps are formed uniformly and without defects.
Controlled Pressure for High-Quality Joints: The hydraulic or pneumatic press ensures that the crimping process is consistent, applying the correct amount of force to create strong, reliable joints.
Automated Feeding System: In high-volume production environments, crimping machines may be equipped with an automated feeding system that positions the parts for crimping. This ensures that the parts are aligned correctly and improves production efficiency by reducing the need for manual handling.
Automation for Fast, Efficient Production: Automated feeding systems allow crimping machines to operate continuously, increasing throughput and reducing downtime.
Control Panel: Crimping machines are often equipped with a control panel that allows operators to set and monitor the crimping parameters, such as pressure, speed, and die alignment. Many machines feature programmable logic controllers (PLCs) or CNC systems to automate the crimping process and ensure repeatable, high-quality results.
Precision Control for Reliable Crimps: The control panel allows operators to program the machine for specific parts and materials, ensuring that the crimping process is consistent and tailored to the requirements of each job.
The Crimping Process
Material Preparation: Before the crimping process begins, the metal parts must be properly prepared. This typically involves cutting the sheet metal or wires to the required size and shape, cleaning the surfaces, and aligning the parts for crimping. Proper preparation ensures that the crimping process proceeds smoothly and without defects.
Cutting and Cleaning for Optimal Results: Proper preparation of the parts ensures that the crimped joint is strong, secure, and free from defects such as gaps or misalignment.
Crimping the Joint: The crimping process begins by placing the parts in the crimping machine, where they are deformed by the dies or forming tools to create the crimped joint. The machine applies controlled pressure to the parts, deforming the metal and locking the components together. The crimping pressure and speed are carefully controlled to ensure that the joint is strong and uniform.
Controlled Deformation for Secure Joints: The goal of the crimping process is to create a tight, interlocking joint that is strong, durable, and resistant to separation or leakage. Proper control of the pressure and alignment is essential for achieving high-quality results.
Finishing and Inspection: After the crimp is formed, the part is inspected for defects such as cracks, gaps, or misalignment. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the crimped joint meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Joints: Crimping machines produce strong, durable joints that improve the functionality and safety of the final product. Proper inspection ensures that the crimped joints are free from defects and meet industry standards.
Applications of Crimping in Sheet Metal
HVAC Industry: Crimping is widely used in the HVAC industry to join sections of ductwork, pipes, and ventilation components. The crimped joints provide a secure, leak-proof connection that is resistant to air or fluid leakage, ensuring that the HVAC system operates efficiently.
Crimped Joints for Ductwork and Ventilation: Crimping is ideal for joining HVAC ducts and pipes, providing a strong, airtight seal without the need for additional fasteners or adhesives.
Automotive Industry: In the automotive industry, crimping is used to join body panels, structural components, and electrical connectors. The crimped joints provide strength and durability, ensuring that the vehicle’s body and electrical systems perform reliably under stress and vibration.
Crimped Electrical Connectors and Body Panels: Crimping is commonly used to create secure connections in automotive wiring harnesses, as well as to join body panels and structural components.
Aerospace Industry: The aerospace industry uses crimping to join lightweight components, such as fuselage panels, structural parts, and electrical connectors. The crimped joints provide strength without adding unnecessary weight, making them ideal for high-performance aerospace applications.
Lightweight Crimped Joints for Aircraft Components: Crimping is ideal for assembling lightweight aircraft components that must withstand stress and vibration without adding excessive weight.
Electrical and Electronics Industry: Crimping is essential in the electrical and electronics industry, where it is used to create strong, conductive connections between wires, terminals, and connectors. The crimped joints provide reliable electrical conductivity and resistance to corrosion and vibration.
Crimped Terminals for Electrical Wiring: Electrical crimping ensures that wiring harnesses and connectors are securely joined, providing a low-resistance connection that is essential for electrical performance.
Plumbing and Metal Fabrication: Crimping is used in the plumbing industry to join pipes and fittings, providing leak-proof connections for water and gas systems. It is also widely used in metal fabrication to assemble enclosures, containers, and structural components.
Leak-Proof Crimped Joints for Plumbing Systems: Crimping provides strong, leak-proof connections in plumbing pipes and fittings, ensuring that the system operates reliably under pressure.
Advantages of Crimping in Sheet Metal
Fast and Efficient Joining: Crimping is a fast, efficient process that can be easily automated for high-volume production. It eliminates the need for welding, soldering, or fasteners, reducing assembly time and labor costs.
Strong, Durable Joints: Crimping creates strong, interlocking joints that are resistant to separation, leakage, or vibration. This makes it ideal for applications where the parts must withstand stress, pressure, or environmental factors.
No Heat or Adhesives Required: Crimping does not require heat, adhesives, or additional materials to create a secure joint, making it a cost-effective and environmentally friendly alternative to welding or soldering.
Improved Safety and Aesthetics: Crimped joints provide a smooth, finished appearance, improving the aesthetic quality of the part. The process also reduces the risk of sharp edges, burrs, or other hazards that could pose a safety risk during handling or assembly.
Challenges of Crimping in Sheet Metal
Skilled Operation Required: Proper crimping requires skilled operators, especially for high-precision crimps or complex joints. Incorrect pressure or alignment can result in weak or unreliable connections, which may lead to part failure.
Tooling and Setup Costs: Crimping machines and dies can be expensive to purchase and maintain, especially for custom or complex crimping operations. The initial setup costs may be prohibitive for small manufacturers or low-volume production.
Material Limitations: Crimping may not be suitable for certain materials, such as very thick or brittle metals, which can crack or deform during the crimping process. Proper material selection and preparation are essential to avoid defects.
Crimping is a highly effective, efficient process for joining sheet metal parts in a wide range of industries, from automotive and aerospace to HVAC and electrical manufacturing. Whether used to create leak-proof seams, strong mechanical joints, or reliable electrical connections, crimping provides the strength, durability, and versatility needed for modern manufacturing.
Sheet Metal Curling
Aluminium Cookware Manufacturing Process
Sheet metal curling is a metal forming process used to shape the edges of a metal sheet into a rolled, curved form. This process is used to eliminate sharp edges, improve the overall appearance of the product, and increase the structural integrity of the part by providing additional rigidity. Curling is widely applied in industries such as automotive, HVAC, aerospace, appliance manufacturing, and metal fabrication, where smooth, safe edges are required for parts like ducts, enclosures, panels, and other metal components.
Curling can be done manually, using basic tools for small-scale jobs, or automatically using curling machines for large-scale production. The process involves rolling the edge of the sheet metal over itself or around another object, creating a continuous, smooth edge that can withstand impact or pressure without deformation.
Types of Sheet Metal Curling
Simple Curling: Simple curling is the basic process of rolling the edge of a sheet metal part into a curved or circular shape. This is often done to create a safe, smooth edge that prevents injury during handling or use. Simple curling is commonly used in the manufacturing of ducts, metal containers, and appliance housings.
Smooth Edges for Safety and Strength: Simple curling eliminates sharp edges, making the part safer to handle and improving its structural integrity. The rolled edge adds rigidity to the part, helping it resist deformation under stress.
Advantages: Simple curling is a straightforward process that is easy to automate, making it ideal for high-volume production. It also improves the durability and safety of the part by reinforcing the edge.
Disadvantages: Simple curling may not be suitable for parts that require very tight radii or complex shapes, as the process can cause the metal to stretch or deform.
Wire-Inserted Curling: In wire-inserted curling, a metal wire is inserted into the curl, reinforcing the edge and providing additional strength. This method is commonly used for parts that require extra durability, such as metal containers, ducts, or tanks that must withstand pressure or impact.
Reinforced Edges for High-Stress Applications: The wire strengthens the curled edge, making the part more resistant to deformation and wear. Wire-inserted curling is ideal for parts that must handle heavy loads or endure frequent handling.
Advantages: Wire-inserted curling provides a much stronger edge than simple curling, making it ideal for heavy-duty applications. It also improves the part’s resistance to bending or breaking under stress.
Disadvantages: The process is more complex and time-consuming than simple curling, requiring additional tooling and setup to insert the wire correctly.
Hemming: Hemming is a process in which the edge of the sheet metal is folded back on itself to create a double-thickness edge. This technique is used to increase the strength of the edge, improve its appearance, and eliminate sharp corners. Hemming is commonly used in the automotive industry for body panels, doors, and hoods, as well as in appliance manufacturing.
Folded Edges for Increased Strength: Hemming adds strength and rigidity to the edge by doubling the thickness of the metal. This makes the part more durable and resistant to bending, while also providing a smooth, finished edge.
Advantages: Hemming provides a strong, smooth edge that improves the structural integrity of the part. It is ideal for parts that require both strength and aesthetics, such as automotive panels or appliance housings.
Disadvantages: Hemming requires additional material and tooling, making it more expensive than simple curling. It may also be more difficult to achieve on thick or hard metals.
Flange Curling: Flange curling is the process of curling the edge of a flange to create a rolled edge. This technique is used in the fabrication of pipes, ducts, and other cylindrical parts that require a smooth, rounded edge for safety, appearance, or sealing purposes. Flange curling is common in HVAC systems and fluid handling applications.
Rolled Edges for Pipes and Ducts: Flange curling creates a smooth, rounded edge on the flange of a pipe or duct, providing a secure connection point that is resistant to leaks and pressure.
Advantages: Flange curling improves the safety and appearance of the part, while also providing a strong, leak-proof edge. It is particularly useful in applications where the curled edge will be exposed to pressure or fluid flow.
Disadvantages: Flange curling requires precise control of the forming process to ensure that the curl is uniform and free from defects. Improper curling can result in leaks or weak connections.
Key Components of a Sheet Metal Curling Machine
Curling Dies: Curling machines use specially shaped dies to bend and roll the edges of the sheet metal. The dies must be carefully designed to match the specific curvature and dimensions of the curl, ensuring a smooth, consistent edge.
Precision Dies for Uniform Curls: The curling dies must apply even pressure to the sheet metal to create a uniform, high-quality curl. Proper alignment of the dies is critical to achieving consistent results.
Rollers: In many curling machines, rollers are used to gradually bend the sheet metal into the desired shape. The rollers apply controlled pressure to the metal as it is fed through the machine, ensuring that the edge is curled smoothly and without distortion.
Controlled Pressure for Smooth Edges: The rollers must apply consistent pressure to the sheet metal to prevent defects such as cracking, wrinkling, or uneven curls.
Hydraulic or Pneumatic Systems: Many curling machines use hydraulic or pneumatic systems to control the pressure and speed of the curling process. These systems provide precise control over the forming process, ensuring that the curl is uniform and free from defects.
Precise Pressure Control for High-Quality Curls: The hydraulic or pneumatic system ensures that the curling pressure is applied evenly, preventing defects and ensuring a smooth, consistent curl.
Control Panel: Modern curling machines are equipped with control panels that allow operators to set and monitor the curling parameters, such as curl radius, pressure, and speed. Many machines are also equipped with programmable logic controllers (PLCs) or CNC systems to automate the curling process and ensure repeatable, high-quality results.
Automation for Precision and Efficiency: The control panel allows operators to program the machine for specific parts and materials, ensuring that the curling process is consistent and tailored to the requirements of each job.
The Curling Process
Material Preparation: Before curling begins, the sheet metal must be properly prepared. This typically involves cutting the sheet metal to the required size and shape, deburring the edges, and cleaning the surface to remove any dirt, grease, or contaminants. Proper preparation ensures that the metal curls smoothly and without defects.
Cutting and Deburring for Clean Edges: Proper preparation of the sheet metal ensures that the curling process proceeds smoothly and without defects, such as cracking or wrinkling.
Curling the Edge: The curling process begins by feeding the sheet metal into the curling machine, where it is gradually bent into the desired shape by the rollers or dies. The machine applies controlled pressure to the edge of the metal, curling it into a circular or rolled shape. The radius of the curl is determined by the settings on the machine, which can be adjusted to achieve different curl sizes.
Controlled Bending for Smooth, Consistent Curls: The goal of the curling process is to create a smooth, uniform curl with consistent dimensions. Proper control of the pressure and speed is essential for achieving high-quality results.
Finishing and Inspection: After the curl is formed, the part is inspected for defects such as cracks, wrinkles, or uneven thickness. The part may also be finished by trimming any excess material or smoothing the edges. Quality control checks ensure that the part meets the required specifications for strength, geometry, and surface quality.
Quality Control for High-Precision Parts: Curling machines produce parts with smooth, rounded edges that improve the safety, durability, and appearance of the final product. Proper inspection ensures that the curled edges are free from defects and meet the required standards.
Applications of Sheet Metal Curling
Automotive Industry: Curling is widely used in the automotive industry to create safe, rounded edges on body panels, doors, and other structural components. Curled edges improve the strength and durability of these parts, while also providing a smooth, finished appearance.
Curled Edges for Automotive Panels: Curling is used to create rolled edges on automotive body panels, doors, and hoods, improving their strength and resistance to impact. The curled edges also provide a sleek, finished look that enhances the overall appearance of the vehicle.
HVAC Systems: Curling is commonly used in the HVAC industry to create rolled edges on ducts, pipes, and other ventilation components. Curled edges provide a strong, durable connection point for joining sections of ductwork, ensuring that the system operates efficiently and without leaks.
Curling for Strong Duct Connections: Curling provides smooth, safe edges on HVAC ducts and pipes, ensuring that the system is free from sharp edges that could pose a hazard during installation or maintenance.
Appliance Manufacturing: In appliance manufacturing, curling is used to create smooth, rounded edges on panels, doors, and enclosures. Curled edges improve the strength and appearance of the appliance, while also reducing the risk of injury during handling or use.
Curled Edges for Safe, Durable Appliances: Curling creates safe, burr-free edges on appliance panels and enclosures, improving both the safety and durability of the final product.
Architectural Components: Curling is often used in the production of architectural components, such as metal railings, panels, and decorative elements. The curled edges provide a smooth, finished appearance while also adding strength and rigidity to the part.
Decorative and Functional Curled Edges: Curling enhances the appearance and strength of architectural elements, providing a professional, finished look that is both attractive and durable.
Metal Containers and Enclosures: Curling is widely used in the fabrication of metal containers, enclosures, and tanks, where it provides a smooth, rolled edge that improves the strength and durability of the part. The curled edge also reduces the risk of injury during handling and assembly.
Strong, Safe Edges for Metal Containers: Curling provides a smooth, reinforced edge on metal containers and enclosures, ensuring that they are safe to handle and resistant to impact or deformation.
Advantages of Sheet Metal Curling
Improved Safety and Aesthetics: Curling eliminates sharp edges on sheet metal parts, making them safer to handle and improving their overall appearance. The smooth, rounded edges reduce the risk of injury and provide a professional, finished look.
Increased Strength and Durability: Curling adds strength and rigidity to the edges of sheet metal parts, making them more resistant to deformation, cracking, or damage. The rolled edge distributes stress more evenly, reducing the likelihood of failure under load.
Versatility for Various Applications: Curling can be used on a wide range of sheet metal materials, including steel, aluminum, copper, and stainless steel. This versatility makes curling a valuable process in industries ranging from automotive and HVAC to appliance manufacturing and metal fabrication.
Cost-Effective and Efficient: Curling is a fast, efficient process that can be easily automated for high-volume production. It reduces the need for additional finishing processes, such as deburring or grinding, making it cost-effective for manufacturers.
Challenges of Sheet Metal Curling
Tooling and Setup Costs: Curling machines, especially those equipped with CNC or hydraulic systems, require significant initial investment in equipment and tooling. These costs can be prohibitive for small manufacturers or custom production runs.
Material Limitations: Curling may be challenging for very thick or hard metals, as the process can cause cracking or deformation if not properly controlled. Certain materials, such as brittle metals, may not be suitable for curling without special treatment or preparation.
Skilled Operation Required: Properly curling sheet metal requires skilled operators, particularly for complex or high-precision curls. Incorrect pressure or alignment can result in defects such as cracks, uneven edges, or misshapen curls.
Sheet metal curling is an essential process in metal fabrication, providing strong, safe, and aesthetically pleasing edges for a wide range of applications. Whether used in automotive panels, HVAC ducts, appliance housings, or architectural components, curling ensures that sheet metal parts meet the highest standards of strength, durability, and safety.
Brake Pads Making Machine
Brake pads
A brake pads making machine is a specialized piece of equipment used in the production of automotive brake pads. Brake pads are critical components of a vehicle’s braking system, responsible for applying friction to the brake rotors to slow or stop the vehicle. These machines are designed to manufacture brake pads from raw materials such as metal fibers, resins, and friction materials, ensuring that the finished pads meet the required standards for performance, durability, and safety.
The process of making brake pads involves several steps, including material mixing, pressing, curing, and finishing. Brake pads making machines are equipped with various functions to handle these tasks efficiently, allowing manufacturers to produce high-quality brake pads in large quantities. These machines are used primarily in the automotive industry but are also applicable for producing brake components for motorcycles, trucks, and industrial machinery.
Types of Brake Pads Making Machines
Mixing and Kneading Machines: These machines are used to blend the raw materials that make up the brake pads, including metal fibers, friction materials, binders, and resins. The materials are mixed and kneaded into a homogeneous compound, ensuring that the brake pads have consistent friction properties and wear resistance.
Homogeneous Mixing for Consistent Performance: Proper mixing ensures that the brake pads have uniform friction properties, which are essential for reliable braking performance. The compound must be thoroughly mixed to prevent defects such as weak spots or uneven wear.
Advantages: Mixing and kneading machines provide precise control over the blending of raw materials, ensuring consistent quality in the final product. They are also highly efficient, reducing mixing times and improving production throughput.
Disadvantages: Improper mixing can lead to defects in the brake pads, such as uneven friction properties or weak areas that may cause the pads to fail prematurely.
Pressing Machines: Pressing machines are used to compress the mixed materials into the shape of a brake pad. The material is placed in a mold, and the machine applies high pressure to compact the material into a solid form. Pressing is a critical step in ensuring that the brake pads have the required density and strength.
High Pressure for Dense, Strong Brake Pads: Pressing ensures that the brake pad material is tightly compacted, giving the pads the density and strength needed to withstand the high pressures and temperatures generated during braking.
Advantages: Pressing machines provide consistent pressure and control over the shape of the brake pads, ensuring that each pad is produced to the correct specifications. They are ideal for high-volume production, as they can produce large quantities of pads quickly and efficiently.
Disadvantages: The molds used in pressing machines must be precisely designed and maintained to prevent defects such as cracks, voids, or uneven compression.
Curing Ovens: After the brake pads are pressed, they are cured in ovens to harden the material and set the binder. The curing process involves heating the pads at controlled temperatures for a specific duration, which allows the resins and binders to harden and bond the materials together.
Controlled Heating for Durable Brake Pads: Curing is essential for hardening the brake pad material and ensuring that it can withstand the extreme conditions of braking. Proper control of temperature and curing time is critical for achieving optimal hardness and strength.
Advantages: Curing ovens provide precise temperature control, ensuring that the brake pads are evenly cured and free from defects such as cracks or weak areas. This improves the durability and performance of the final product.
Disadvantages: Improper curing can result in brake pads that are too soft or brittle, leading to premature wear or failure.
Finishing Machines: Once the brake pads are cured, they are finished using grinding and cutting machines to achieve the final shape and dimensions. These machines remove any excess material, smooth the surfaces, and ensure that the brake pads meet the required tolerances for thickness and flatness.
Precision Finishing for Consistent Fit and Performance: Finishing ensures that the brake pads are shaped and sized accurately, allowing them to fit properly in the braking system and perform reliably. Any defects in the
brake pad’s shape or surface can lead to performance issues, such as uneven wear, squealing, or reduced braking efficiency.
Advantages: Finishing machines provide high precision in shaping and smoothing the brake pads, ensuring that they meet strict specifications for thickness, flatness, and surface quality. This step is essential for ensuring consistent braking performance and reducing noise.
Disadvantages: Finishing machines must be carefully calibrated and maintained to prevent defects such as over-grinding or surface imperfections, which can negatively impact the brake pad’s performance.
Friction Testing Machines: To ensure the quality and performance of the brake pads, manufacturers often use friction testing machines to measure the friction coefficient and wear resistance of the pads. These machines simulate real-world braking conditions by applying pressure and heat to the brake pads while measuring their friction properties.
Testing for Reliable Braking Performance: Friction testing ensures that the brake pads meet industry standards for stopping power, durability, and heat resistance. It helps identify any defects or inconsistencies in the material that could affect the brake pad’s performance.
Advantages: Friction testing machines provide valuable data on the performance characteristics of the brake pads, allowing manufacturers to ensure that each batch meets safety and quality standards. This testing is crucial for automotive applications, where brake performance is critical for vehicle safety.
Disadvantages: Friction testing can be time-consuming and requires specialized equipment and expertise, adding to the overall production costs.
The Brake Pads Manufacturing Process
Raw Material Preparation: The first step in making brake pads is to prepare the raw materials, including metal fibers, friction materials (such as ceramic or organic compounds), resins, and binders. These materials are carefully measured and blended in mixing machines to create a homogeneous compound that will be pressed into brake pads.
Precise Mixing for Consistent Properties: The correct ratio of materials is essential for achieving the desired friction and wear resistance in the finished brake pads. Inconsistent mixing can lead to uneven performance or premature wear.
Pressing and Molding: Once the materials are mixed, they are loaded into molds, where pressing machines apply high pressure to form the brake pads. The molds are designed to give the brake pads their final shape, while the pressure compacts the material into a dense, solid form.
High Pressure for Strong, Durable Brake Pads: The pressing process ensures that the brake pads are dense enough to withstand the stresses of braking without cracking or wearing down prematurely.
Curing: After pressing, the brake pads are transferred to curing ovens, where they are heated at controlled temperatures to harden the material and set the binders. The curing process is crucial for developing the brake pad’s strength, heat resistance, and durability.
Even Curing for Long-Lasting Performance: Proper curing ensures that the brake pads can endure the high temperatures generated during braking without losing their effectiveness or breaking down.
Finishing: Once the brake pads are cured, they are finished using grinding, cutting, and sanding machines to remove any excess material and ensure that the pads meet the required dimensions and surface quality. This step ensures that the brake pads fit correctly in the braking system and provide consistent performance.
Precision Grinding for Smooth, Accurate Pads: The finishing process ensures that the brake pads have a smooth, even surface and the correct thickness, which is essential for proper fit and function in the braking system.
Friction Testing and Quality Control: After the brake pads are finished, they undergo friction testing to ensure that they meet the required standards for performance, safety, and durability. This testing simulates real-world braking conditions and measures the friction coefficient, wear resistance, and heat tolerance of the pads.
Testing for Safety and Reliability: Friction testing helps manufacturers ensure that the brake pads will provide reliable, consistent performance under a variety of conditions, such as heavy braking, high speeds, or extreme temperatures.
Applications of Brake Pads Making Machines
Automotive Industry: Brake pads making machines are primarily used in the automotive industry to produce brake pads for passenger vehicles, trucks, motorcycles, and buses. High-quality brake pads are essential for ensuring vehicle safety, as they provide the friction needed to stop the vehicle effectively.
Brake Pads for Cars, Trucks, and Motorcycles: Brake pads making machines are used to produce a wide range of brake pads for different types of vehicles, including standard cars, high-performance sports cars, heavy-duty trucks, and motorcycles.
Industrial Machinery: Brake pads are also used in industrial machinery, where they provide the stopping power needed for large, heavy equipment. Machines such as cranes, forklifts, and construction equipment rely on durable brake pads to ensure safe operation in industrial environments.
Brake Pads for Heavy-Duty Machinery: Brake pads making machines are used to produce pads for industrial equipment, where reliable stopping power is critical for operator safety and machinery control.
Railway and Aerospace Applications: Brake pads are used in railway and aerospace applications, where they must withstand extreme conditions, including high speeds, heavy loads, and intense heat. The brake pads used in trains, planes, and other transportation systems must meet stringent safety and performance standards.
High-Performance Brake Pads for Trains and Aircraft: Brake pads making machines are used to manufacture specialized brake pads for rail and aerospace applications, where safety and reliability are paramount.
Motorcycles and Bicycles: In addition to automotive and industrial applications, brake pads making machines are used to produce pads for motorcycles and bicycles. These pads must provide consistent stopping power while being lightweight and durable.
Brake Pads for Two-Wheeled Vehicles: Brake pads making machines produce lightweight, high-performance pads for motorcycles and bicycles, ensuring that riders can stop safely and effectively.
Advantages of Brake Pads Making Machines
High Efficiency for Large-Scale Production: Brake pads making machines are highly efficient and capable of producing large quantities of brake pads quickly and with consistent quality. This makes them ideal for high-volume production in the automotive and industrial sectors.
Precision Control for Consistent Quality: These machines provide precise control over the manufacturing process, ensuring that each brake pad meets the required specifications for size, shape, and performance. This consistency is essential for ensuring reliable braking performance in vehicles and machinery.
Versatility for Different Materials and Applications: Brake pads making machines can be used to produce pads from a variety of materials, including organic, semi-metallic, and ceramic compounds. This versatility makes them suitable for a wide range of applications, from standard passenger cars to high-performance sports vehicles and industrial equipment.
Improved Safety and Durability: By using advanced manufacturing processes such as pressing, curing, and friction testing, brake pads making machines ensure that the finished pads are strong, durable, and capable of withstanding the extreme conditions of braking.
Challenges of Brake Pads Making Machines
High Initial Investment Costs: Brake pads making machines, especially those equipped with advanced features such as friction testing and precision molding, can be expensive to purchase and maintain. This high initial investment may be a barrier for smaller manufacturers.
Skilled Operation Required: Operating brake pads making machines requires skilled technicians to ensure that the machines are properly set up and maintained. Incorrect operation or improper calibration can lead to defects in the brake pads, such as uneven friction properties or weak areas.
Brake pads making machines are essential for the production of high-quality brake pads used in automotive, industrial, and transportation applications. These machines provide the efficiency, precision, and control needed to produce reliable, durable brake pads that meet the highest standards of safety and performance.
Drum End Manufacturing
Drum End Manufacturing
Drum end manufacturing involves producing the top and bottom ends of metal or plastic drums, which are commonly used for the storage and transportation of liquids, chemicals, oils, and other materials. The ends of drums play a critical role in ensuring that the contents are securely contained, providing structural integrity and leak-proof sealing. Drum ends are typically manufactured using processes such as stamping, deep drawing, curling, and welding to achieve the necessary strength, durability, and precision.
The top end of a drum often includes features such as flanges, bungs, or other openings to facilitate filling, emptying, and sealing, while the bottom end is typically designed to provide stability and withstand the weight of the drum’s contents. Drum end manufacturing is a crucial part of the overall drum production process and is widely used in industries such as chemical processing, oil and gas, food and beverage, and industrial packaging.
Types of Drum End Manufacturing Processes
Stamping: Stamping is one of the most common processes used to manufacture drum ends. In this process, a flat metal or plastic sheet is placed in a stamping press, where a die is used to shape the material into the desired form. Stamping is highly efficient and allows for the production of large quantities of drum ends with consistent quality.
High-Speed Production for Large Volumes: Stamping is ideal for producing drum ends in high volumes, making it suitable for mass production in industries such as chemical packaging and oil transportation.
Advantages: Stamping provides fast, efficient production with precise control over the shape and dimensions of the drum ends. It is suitable for both metal and plastic materials.
Disadvantages: Stamping requires expensive tooling, and the initial setup costs can be high, making it less suitable for small production runs or custom designs.
Deep Drawing: Deep drawing is a metal forming process used to manufacture drum ends by pulling a flat sheet of metal into a die to create a deep, cup-shaped structure. This process is particularly useful for producing the bottom ends of drums, as it allows for the creation of a seamless, strong end that can withstand heavy loads and pressure.
Seamless Drum Ends for High Strength: Deep drawing produces seamless drum ends that are highly resistant to leaks and deformation, making them ideal for drums that will be used to transport liquids or chemicals.
Advantages: Deep drawing provides excellent structural integrity and is suitable for producing drum ends that need to withstand high pressure or heavy loads.
Disadvantages: The deep drawing process can be complex and requires specialized equipment, making it more expensive and time-consuming than stamping for large-scale production.
Curling: Curling is a process used to form the edges of drum ends, creating a rolled edge that can be securely attached to the body of the drum. This technique is used to ensure that the drum ends are securely sealed and can be joined to the drum body without leaks. Curling is particularly important for metal drums, where the edges must be strong and resistant to deformation.
Rolled Edges for Leak-Proof Sealing: Curling provides a smooth, rolled edge that allows for a tight, leak-proof seal between the drum ends and the drum body. This is essential for ensuring the safe transportation of liquids and chemicals.
Advantages: Curling improves the strength and durability of the drum ends, providing a secure connection to the drum body and preventing leaks.
Disadvantages: Curling requires precise control to ensure that the edges are rolled uniformly and without defects. Improper curling can result in weak or leaky joints.
Flanging: Flanging is a process used to create a raised rim or flange around the edge of the drum end. This flange is used to connect the drum end to the body of the drum, providing a strong, durable joint that can withstand pressure and impact. Flanging is commonly used in both metal and plastic drum manufacturing.
Raised Rims for Secure Connections: Flanging creates a strong, raised rim that allows the drum end to be securely attached to the drum body. The flange provides additional strength and helps distribute pressure evenly across the joint.
Advantages: Flanging ensures that the drum end is securely attached to the drum body, preventing leaks and improving the overall strength of the drum. It is suitable for both large and small drums.
Disadvantages: Flanging requires precise tooling and alignment to ensure that the flange is formed correctly and without defects. Improper flanging can result in weak joints or leaks.
Welding: Welding is often used to join the drum ends to the body of the drum, creating a strong, leak-proof connection. In metal drums, welding is used to fuse the edges of the drum ends to the body, ensuring that the joint is strong and resistant to pressure. For plastic drums, heat welding or ultrasonic welding is used to join the drum components.
Strong, Leak-Proof Welds for Secure Joints: Welding provides a strong, durable connection between the drum ends and the drum body, ensuring that the drum can safely contain liquids, chemicals, or other materials.
Advantages: Welding provides a permanent, leak-proof connection that is highly resistant to pressure, impact, and environmental factors. It is particularly useful for drums used in hazardous or corrosive environments.
Disadvantages: Welding can be time-consuming and requires skilled operators or automated systems to ensure that the welds are consistent and free from defects.
Key Components of a Drum End Manufacturing Machine
Press or Die: The press or die is the main component used in stamping and deep drawing machines to shape the drum ends. The die is designed to match the specific shape and dimensions of the drum end, while the press applies the necessary force to form the material into the desired shape.
Precision Dies for Accurate Shaping: The press or die must be carefully designed to ensure that the drum ends are formed with the correct dimensions and shape. Proper alignment and pressure control are essential for achieving consistent results.
Forming Rollers or Mandrels: In curling and flanging machines, forming rollers or mandrels are used to bend and shape the edges of the drum ends. These tools apply controlled pressure to the material, ensuring that the edges are formed smoothly and without defects.
Controlled Pressure for Smooth, Uniform Edges: The forming rollers or mandrels must apply consistent pressure to the material to ensure that the edges are curled or flanged evenly and without distortion.
Welding Torch or Ultrasonic Welder: In welding machines, a welding torch or ultrasonic welder is used to fuse the drum ends to the body of the drum. The welder must be precisely controlled to ensure that the welds are strong, uniform, and free from defects.
Precision Welding for Leak-Proof Joints: The welding system must provide precise control over the heat and pressure applied to the joint, ensuring that the weld is strong, durable, and resistant to leaks.
Control Panel: Modern drum end manufacturing machines are equipped with control panels that allow operators to set and monitor the manufacturing parameters, such as pressure, speed, and temperature. Many machines are equipped with programmable logic controllers (PLCs) or CNC systems to automate the manufacturing process and ensure repeatable, high-quality results.
Automation for Consistency and Efficiency: The control panel allows operators to program the machine for specific drum end designs and materials, ensuring that the manufacturing process is consistent and efficient.
The Drum End Manufacturing Process
Material Preparation: The process begins with the preparation of the raw material, which is typically metal or plastic sheets. The material is cut to size and prepared for forming, ensuring that it is clean, flat, and free from defects. Proper material preparation is essential for ensuring that the drum ends are formed accurately and without defects.
Cutting and Cleaning for Quality Production: The material must be properly cut and cleaned to ensure that the forming process proceeds smoothly and without defects such as cracks, wrinkles, or misalignment.
Forming the Drum Ends: The drum ends are formed using processes such as stamping, deep drawing, curling, or flanging, depending on the design and specifications of the drum. The forming process shapes the drum ends into the desired form, ensuring that they meet the required dimensions and structural integrity.
Controlled Forming for Smooth, Strong Drum Ends: The goal of the forming process is to create drum ends that are strong, durable, and free from defects. Proper control of the forming pressure and alignment is essential for achieving high-quality results.
Welding or Sealing: Once the drum ends are formed, they are welded or sealed to the body of the drum. This process creates a strong, leak-proof connection between the drum ends and the drum body, ensuring that the contents of the drum are securely contained.
Strong Welds for Leak-Proof Sealing: Welding or sealing ensures that the drum ends are securely attached to the body of the drum, preventing leaks or separation during transportation or use.
Finishing and Inspection: After the drum ends are attached, the drum is inspected for defects such as cracks, leaks, or misalignment. The drum may also be finished by trimming any excess material, smoothing the edges, or applying surface coatings to improve corrosion resistance.
Quality Control for Durable, Leak-Proof Drums: Proper inspection ensures that the drum ends are securely attached and that the drum meets the required standards for strength, durability, and leak resistance.
Applications of Drum Ends
Chemical and Hazardous Material Storage: Drums with strong, leak-proof ends are essential for safely storing and transporting chemicals, hazardous materials, and other liquids.