
We manufacture machinery for the Fire Extinguisher Cylinder Manufacturing Process. High quality & low price from the manufacturer.
The fire extinguisher cylinder manufacturing process is an intricate process that requires specialized equipment and materials. The fire extinguisher cylinder manufacturing process is complex, and it involves several stages.
Fire extinguishers are an essential safety tool in any building, vehicle, or industrial facility. They can help to prevent fires from spreading and save lives in emergencies. In this essay, firstly we will discuss the fire extinguisher manufacturing process and fire extinguisher manufacturing project report. After that, we will give information about fire extinguisher cylinder price, fire extinguisher production line, and fire extinguisher manufacturing plant cost. In addition to those, the fire extinguisher manufacturing machine is the other issue to evaluate. It is also necessary to talk about fire extinguisher cylinder material. Finally, we will about the important role of fire extinguisher cylinder manufacturers in a fire extinguisher cylinder manufacturing process
Fire Extinguisher Cylinder Manufacturing Process
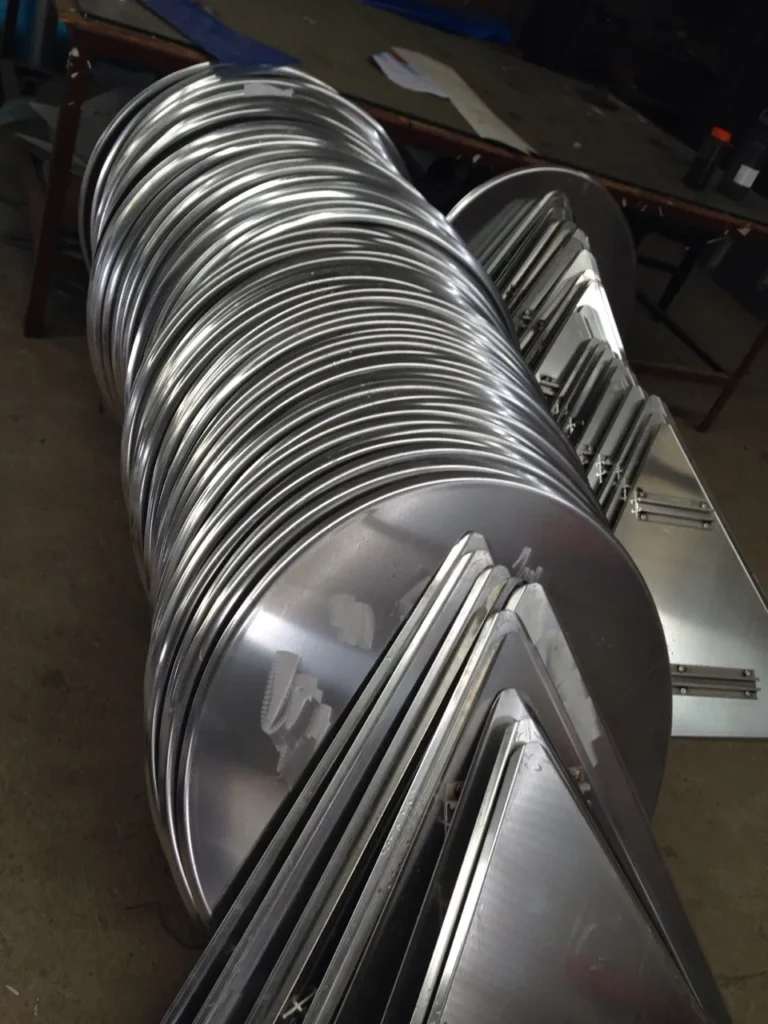
The first stage is the preparation of the raw materials, which include steel sheets, aluminum sheets, or composite materials. These materials are cut into the desired size and shape, and the edges are trimmed and smoothed. The next stage is the forming of the cylinder, which is done using a hydraulic press or a spinning machine. The cylinder is formed into the desired shape. And the ends are welded together using a welding machine. The welding process is crucial. Because it ensures that the cylinder is leak-proof and strong enough to withstand high pressures. Fire extinguisher cylinders are typically made from steel.
After welding, cleaning, and polishing the cylinder, removing any impurities or blemishes is the next step. Coating the cylinder is a layer of paint. Or powder coating is necessary to protect against rust and corrosion. The final stage is the assembly of the fire extinguisher. The stage involves adding the handle, nozzle, and pressure gauge.
Fire Extinguisher Cylinder Price
The price of a fire extinguisher cylinder depends on several factors, including the material used, the size of the cylinder, and the manufacturing process. Steel cylinders are generally less expensive than aluminum or composite cylinders. The size of the cylinder also affects the price The larger cylinders cost more than smaller ones. The fire extinguisher cylinder manufacturing process also affects the price. The more sophisticated manufacturing processes result in higher prices.
Fire extinguisher cylinders are pressurized containers designed to store fire-suppressing agents, such as water, foam, dry powder, or carbon dioxide (CO2). They come in various sizes and types. Each is suitable for specific fire hazards. These cylinders are typically made from durable materials like steel or aluminum. The aim is to withstand high pressures and ensure reliability during emergencies.
The factors which influence a fire extinguisher cylinder price are various. These are the type of fire extinguisher, size and capacity, and quality and certification. The design depends on combatting specific types of fires. These are such as Class A (ordinary combustibles), Class B (flammable liquids), Class C (electrical fires), or Class D (combustible metals). Each type of extinguisher may have varying manufacturing costs, resulting in price differences.
Fire extinguisher cylinders come in different sizes and capacities, ranging from small portable models to larger, more powerful ones. The size and capacity of the cylinder can influence the materials, manufacturing processes, and overall costs. These affect the price accordingly. A fire extinguisher manufacturing process must meet certain quality and safety standards set by regulatory bodies. The cost of manufacturing a fire extinguisher cylinder may increase due to some issues. Using higher-quality materials and advanced technologies can increase the price of a fire extinguisher cylinder. In addition to those, certifying compliance with safety regulations can make the price tag higher. All these increase manufacturing and testing costs.
Fire Extinguisher Manufacturing Plant Cost
A fire extinguisher production line consists of several machines and processes to manufacture fire extinguishers. The production line includes machines for cutting and forming the raw materials, and welding machines for joining the cylinder ends. Powder coating machines are necessary for applying the protective coating. And assembly machines are for adding the handle, nozzle, and pressure gauge.
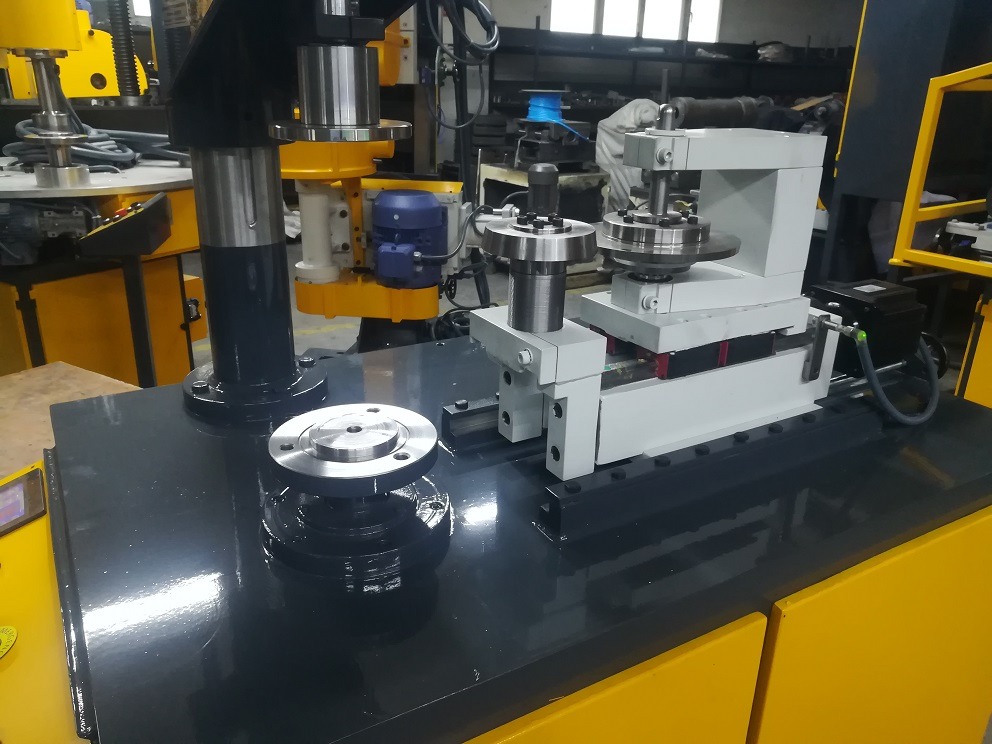
The manufacturing machine used to produce fire extinguisher cylinders depends on the manufacturing process. The aim of using hydraulic presses and spinning machines is to form the cylinders. While the aim of welding machines is for the welding process. Using powder coating machines is to apply a protective coating to the cylinder.
Meanwhile, a fire extinguisher cylinder manufacturing process comprises a fire extinguisher manufacturing plant cost. The cost of setting up a fire extinguisher manufacturing plant depends on the size of the plant and the equipment used. The cost of the equipment can range from several thousand dollars to millions of dollars. The cost of the raw materials and labor also affects the overall cost of the plant. A small-scale fire extinguisher manufacturing plant can cost between $50,000 and $100,000. While a large-scale plant can cost several million dollars.
A fire extinguisher manufacturing project report provides an overview of the manufacturing process. Also, it comprises the essential equipment list. Besides, it should have the cost of setting up a fire extinguisher manufacturing plant. The report also includes details on the market demand for fire extinguishers and the competition in the industry. This fire extinguisher manufacturing project report presents a comprehensive analysis. And it evaluates a fire extinguisher manufacturing project. The report provides an overview of the fire safety industry. This means the market potential for fire extinguishers. And a detailed account of the manufacturing process involved in producing high-quality fire extinguishers. Additionally, the fire extinguisher manufacturing project report includes a discussion of the project’s financial feasibility. The potential challenges and recommendations for successful implementation are also other necessities.
Fire Extinguisher Cylinder Manufacturers
There are many manufacturers of fire extinguisher cylinders worldwide. Fire extinguisher cylinder manufacturers play a vital role in ensuring public safety. As EMS Metalworking Machinery, we produce a wide range of fire extinguishers for various applications. The applications include ranging from commercial, and industrial to residential use. Our know-how about the fire extinguisher cylinder manufacturing process involves a systematic manufacturing process that emphasizes safety, durability, and reliability. We are responsible for designing, producing, and distributing cylinders that house fire extinguishing agents. As an experienced fire extinguisher cylinder manufacturer, we employ skilled engineers and technicians. They develop innovative and efficient extinguisher designs. By continuously improving our products, we enhance the effectiveness of firefighting efforts and minimize potential risks during emergencies.
As a fire extinguisher cylinder manufacturer, we continually invest in research and development to enhance our products’ efficacy and reliability. Firstly, we prepare a detailed fire extinguisher cylinder manufacturing process. We strive to improve cylinder design, durability, and performance. For this, we explore innovative materials, technologies, and extinguishing agents. Also, we collaborate with fire safety experts, engineers, and scientists to analyze fire trends, emerging risks, and the evolving needs of our consumers.
To meet the global demand for fire safety equipment, we streamline our production processes and ensure scalability. By implementing efficient manufacturing techniques and utilizing advanced machinery, we can produce fire extinguisher cylinders in large quantities without compromising quality. This scalability enables us to supply a wide range of industries and sectors, including residential, commercial, industrial, and public spaces. Additionally, we work closely with distributors, suppliers, and fire safety professionals. We do this to ensure the availability and accessibility of fire extinguisher cylinders worldwide.
The manufacturing process of fire extinguisher cylinders typically involves several steps, from material selection to final assembly. Here is a general overview of the fire extinguisher cylinder manufacturing process:
- Material Selection: Choose a suitable material for the fire extinguisher cylinder, such as steel or aluminum. Consider factors such as strength, durability, corrosion resistance, and weight based on the desired end product.
- Cylinder Body Preparation: Cut the selected material into appropriate lengths and shapes for the cylinder bodies. This may involve using cutting machines or shearing processes to achieve the desired dimensions.
- Cylinder Forming: Use a forming process, such as deep drawing or rolling, to shape the cylinder bodies. The material is pressed or rolled into a cylindrical shape, including the main body and neck regions.
- Welding: Join the cylinder body using welding techniques. This may involve techniques such as high-frequency resistance welding or inert gas welding to ensure proper and secure cylinder construction.
- Neck Formation: Form the neck region of the cylinder, which includes the valve opening and threads for the valve attachment. This may involve machining or forming processes to create the desired features.
- Surface Treatment: Apply surface treatments to the cylinder body to enhance its corrosion resistance and appearance. This may include processes such as cleaning, pickling, passivation, or coating application.
- Pressure Testing: Conduct pressure testing on the cylinders to verify their integrity and ability to withstand specified pressures without leakage or failure. This ensures that the cylinders meet safety standards and regulations.
- Valve Installation: Install the valve into the neck region of the cylinder. This may involve threading the valve into place and using appropriate tools and techniques to ensure a secure and leak-free connection.
- Hydrostatic Testing: Perform hydrostatic testing to further validate the strength and integrity of the cylinder. This involves filling the cylinder with water or another suitable test medium and subjecting it to high-pressure conditions to check for any leaks or weaknesses.
- Painting and Finishing: Apply a protective coating or paint to the exterior of the cylinder to enhance its appearance and provide additional corrosion resistance. This may involve processes such as powder coating or liquid painting.
- Quality Control: Implement quality control measures throughout the manufacturing process to ensure that the fire extinguisher cylinders meet the required standards. Conduct inspections, dimensional checks, and pressure tests to verify the quality, performance, and safety of the cylinders.
- Assembly: Assemble the necessary components of the fire extinguisher, including the cylinder, valve, pressure gauge, and other accessories. This involves following specific assembly instructions provided by the manufacturer.
- Testing and Certification: Conduct final testing on the assembled fire extinguishers to ensure their functionality and compliance with safety standards. Certify the extinguishers according to applicable regulations and industry guidelines.
- Packaging: Package the finished fire extinguishers in suitable packaging materials to protect them during storage and transportation. Label the packaging with relevant information, such as product details, safety instructions, and branding.
It’s important to note that the specific manufacturing process for fire extinguisher cylinders can vary depending on factors such as the material used, manufacturing techniques, and regulatory requirements. The steps outlined above provide a general overview of the fire extinguisher cylinder manufacturing process.
Material Selection
The material selection for fire extinguisher cylinders depends on various factors such as the type of extinguishing agent, desired strength, weight, and regulatory requirements. The two most commonly used materials for fire extinguisher cylinders are steel and aluminum. Here is a brief overview of these materials:
- Steel: Steel is a durable and strong material widely used in fire extinguisher cylinder manufacturing. It offers excellent strength, impact resistance, and pressure containment properties. Steel cylinders are typically made from carbon steel or stainless steel. Carbon steel cylinders are strong and cost-effective, while stainless steel cylinders provide enhanced corrosion resistance, making them suitable for harsh environments or specific applications.
- Aluminum: Aluminum is a lightweight material known for its high strength-to-weight ratio. Aluminum cylinders are lighter than steel cylinders, making them easier to handle and transport. They are commonly used for portable fire extinguishers. Aluminum cylinders offer good corrosion resistance, especially when coated or treated with protective finishes.
The material selection depends on factors such as the intended use, extinguishing agent compatibility, regulatory requirements, and budget considerations. Manufacturers may also consider factors like ease of fabrication, recyclability, and environmental impact in the material selection process.
It’s important to note that fire extinguisher cylinders must meet specific standards and regulations, such as those set by organizations like the National Fire Protection Association (NFPA) or local regulatory bodies. These standards provide guidelines for the materials, design, construction, and testing of fire extinguisher cylinders to ensure their safety and effectiveness in fire suppression.
Ultimately, the material selection for fire extinguisher cylinders should be based on a thorough understanding of the specific application, regulatory requirements, and the desired balance between strength, weight, durability, and cost-effectiveness.
Cylinder Body Preparation
The cylinder body preparation in the manufacturing process of fire extinguisher cylinders involves cutting and shaping the selected material into the appropriate dimensions and form. Here are the general steps involved in cylinder body preparation:
- Material Cutting: Start by cutting the selected material, such as steel or aluminum, into suitable lengths for the cylinder bodies. This is typically done using cutting machines, shearing processes, or other cutting methods. The length of the material will depend on the desired size and capacity of the fire extinguisher cylinder.
- Shaping the Material: After cutting, the material needs to be shaped into the desired form for the cylinder body. This shaping process can be achieved through various methods, including:
- Rolling: For cylindrical fire extinguisher bodies, the material is rolled into a cylindrical shape using rolling machines. The rolled material is then welded or joined to form a continuous cylinder.
- Deep Drawing: In some cases, the material is subjected to a deep drawing process to create the cylindrical shape. Deep drawing involves stretching the material over a die using a punch to achieve the desired shape.
- Trimming and Cleaning: After shaping, the cylinder bodies may undergo trimming or deburring processes to remove any excess material or sharp edges. This ensures a smooth and uniform appearance. The trimmed or deburred cylinders are then cleaned to remove any contaminants or debris.
- Neck Formation: In addition to the main cylindrical body, the neck region of the fire extinguisher cylinder needs to be formed. This region includes the valve opening and threads for the valve attachment. The neck formation process may involve machining or forming techniques to create the necessary features.
It’s important to note that the specific processes and equipment used for cylinder body preparation can vary depending on the manufacturing facilities and techniques employed by the manufacturer. The steps outlined above provide a general overview of the cylinder body preparation process for fire extinguisher manufacturing.
Cylinder Forming
Cylinder forming is a crucial step in the manufacturing process of fire extinguisher cylinders. It involves shaping the selected material, such as steel or aluminum, into a cylindrical form to create the main body of the cylinder. There are different methods of cylinder forming, including deep drawing and rolling. Here’s an overview of these techniques:
- Deep Drawing: Deep drawing is a common method used to form the cylindrical shape of fire extinguisher bodies. The process involves stretching a flat sheet of material, typically steel or aluminum, over a die using a punch. The material is pulled into the die cavity, creating the desired cylindrical shape. The deep drawing process is repeated until the desired height of the cylinder is achieved.
The deep drawing process may involve multiple stages, where the material is gradually drawn deeper into the die with each stage. This helps in maintaining uniform wall thickness throughout the cylinder. The use of lubricants during deep drawing minimizes friction and facilitates smooth material flow.
- Rolling: Rolling is another method used for cylinder forming. In this process, a flat sheet of material is passed through a rolling machine, which gradually bends it into a cylindrical shape. The rolled edges are then welded or joined to create a continuous cylinder.
The rolling process may involve multiple passes through the rolling machine, adjusting the pressure and shape gradually to achieve the desired cylinder dimensions. The rolling method is often used for larger fire extinguisher cylinders.
During cylinder forming, it is important to maintain the integrity and uniformity of the material to ensure the strength and structural integrity of the final product. Quality control measures, such as dimensional checks and material inspections, are typically implemented throughout the forming process to ensure compliance with specifications and standards.
The specific method chosen for cylinder forming depends on factors such as the material being used, desired cylinder dimensions, manufacturing capabilities, and product design requirements. Manufacturers may have their own proprietary methods or variations to differentiate their products.
Welding
Welding is an essential process in the manufacturing of fire extinguisher cylinders. It involves joining two or more pieces of metal together using heat and pressure, creating a strong and secure bond. Welding is commonly used to connect the cylindrical body of the fire extinguisher, seal the seams, and attach the neck and base components. Here are some key aspects of welding in the fire extinguisher cylinder manufacturing process:
- Welding Techniques: Various welding techniques can be employed in the welding process, including:
- High-Frequency Resistance Welding: This technique uses high-frequency electrical current to generate heat and create the weld. It is commonly used for joining the cylindrical body sections of the fire extinguisher.
- Inert Gas Welding (TIG/MIG): Inert gas welding methods, such as Tungsten Inert Gas (TIG) or Metal Inert Gas (MIG) welding, use an electric arc and an inert gas shield to protect the weld area from contamination. These methods are often used for precision welding and for joining components like the neck and base of the fire extinguisher.
- Spot Welding: Spot welding is a process where localized welds are made at specific points using electrical resistance. It is commonly used for attaching brackets or small components to the fire extinguisher cylinder.
- Weld Quality and Strength: The quality and strength of the welds are crucial for the overall performance and safety of the fire extinguisher cylinder. Proper weld penetration, fusion, and the absence of defects such as cracks or porosity are critical considerations. Weld quality is often assessed through visual inspection, non-destructive testing methods, or destructive testing if required.
- Welding Parameters: The welding parameters, including heat input, current, voltage, travel speed, and shielding gas flow, must be carefully controlled and optimized for the specific materials being welded. The parameters depend on factors such as the material thickness, welding technique, and desired weld quality.
- Welding Equipment and Personnel: Skilled welders and properly maintained welding equipment are essential for achieving high-quality welds. The welding equipment may include welding machines, power sources, welding torches, and shielding gas systems. Proper training and certification of welders ensure their ability to perform welding operations according to industry standards and safety requirements.
- Post-Weld Treatment: After welding, post-weld treatments may be performed to improve the weld’s properties and appearance. These treatments can include processes like grinding, smoothing, cleaning, and applying protective coatings to the welded areas.
It’s important to note that welding in the manufacturing of fire extinguisher cylinders must comply with relevant standards and regulations, such as those provided by organizations like the American Welding Society (AWS) or specific regulatory bodies governing fire extinguisher manufacturing.
Welding plays a critical role in ensuring the integrity, strength, and safety of fire extinguisher cylinders. Proper welding techniques, adherence to standards, and diligent quality control measures are necessary to produce reliable and durable welded joints.
Neck Formation
In the manufacturing process of fire extinguisher cylinders, neck formation is a crucial step that involves creating the opening and threading necessary for attaching the valve assembly to the cylinder. The neck serves as the connection point for the valve, which allows the release of the extinguishing agent when activated. Here’s an overview of the neck formation process:
- Marking: The first step in neck formation is marking the location on the cylinder body where the neck will be formed. Precise measurements are taken to ensure accurate placement of the neck.
- Cutting: Once marked, the material is cut or removed at the designated area to create an opening for the neck. This can be done through various cutting methods, such as drilling, punching, or using specialized cutting tools.
- Threading: After the opening is created, threading is applied to the inner surface of the neck. This threading is used to screw in the valve assembly securely. The type and size of threading will depend on the specific valve design and thread standards.
- Neck Forming Process: The neck forming process can vary depending on the manufacturing method and equipment available. Some common techniques include:
- Spinning: Spinning is a process where the cut opening is formed into the desired shape by spinning the material around a mandrel using specialized spinning tools. This creates a smooth and uniform shape for the neck.
- Hydroforming: Hydroforming is a process that uses fluid pressure to shape the material. A specialized tool applies pressure to the inside of the cut opening, expanding and forming the material into the desired neck shape.
- Machining: In some cases, machining processes such as milling or turning may be used to shape and refine the neck area. This ensures precise dimensions and smooth finishes.
- Cleaning and Inspection: After the neck forming process, the newly formed neck is thoroughly cleaned to remove any debris or contaminants. This ensures a clean surface for proper valve assembly attachment. The neck area is also inspected to ensure it meets the required specifications and quality standards.
It’s important to note that the neck formation process should adhere to industry standards and regulatory requirements for fire extinguisher manufacturing. The dimensions, threading specifications, and quality of the formed neck must comply with relevant standards and guidelines to ensure the proper functioning and safety of the fire extinguisher.
Overall, the neck formation process is a critical step in fire extinguisher cylinder manufacturing, as it establishes the connection point for the valve assembly, allowing for the controlled release of the extinguishing agent during fire suppression operations.
Surface Treatment
Surface treatment plays an important role in the manufacturing of fire extinguisher cylinders as it enhances the appearance, durability, and corrosion resistance of the cylinders. The specific surface treatment methods employed can vary depending on the material used (such as steel or aluminum) and the desired end-product requirements. Here are some common surface treatment techniques:
- Cleaning and Degreasing: Before applying any surface treatment, the cylinders undergo a thorough cleaning and degreasing process to remove any dirt, oil, or contaminants from the surface. This ensures proper adhesion of subsequent treatment layers.
- Surface Preparation: The surface of the cylinder may undergo surface preparation techniques such as sanding, buffing, or grinding to smoothen any rough areas or imperfections. This helps create a uniform surface for the application of surface treatments.
- Coating/Painting: Coating or painting is a common surface treatment method used to provide a protective layer and improve the appearance of the fire extinguisher cylinders. The coating can be in the form of powder coating, liquid paint, or specialized coatings such as epoxy or polyester. The coating helps to prevent corrosion and enhances the overall durability of the cylinder.
- Plating: Plating is another surface treatment option used for fire extinguisher cylinders, particularly those made of steel. It involves depositing a layer of metal, such as chrome or zinc, onto the cylinder surface through electroplating or other plating methods. Plating provides corrosion resistance, improves aesthetics, and enhances the surface hardness of the cylinders.
- Anodizing: Anodizing is primarily used for aluminum cylinders. It is an electrochemical process that creates a protective oxide layer on the surface of the cylinder. Anodizing enhances corrosion resistance, improves surface hardness, and allows for the application of colored dyes to achieve desired aesthetics.
- Passivation: Passivation is a chemical process used primarily for stainless steel cylinders. It involves treating the surface with an acid solution to remove any surface contaminants and promote the formation of a passive oxide layer. Passivation enhances the corrosion resistance of stainless steel cylinders.
- Laser Marking: Laser marking is often employed to apply identification codes, logos, or other markings onto the surface of the fire extinguisher cylinders. This technique offers precise and permanent marking without compromising the integrity of the cylinder.
The choice of surface treatment method depends on factors such as the material of the cylinder, desired appearance, corrosion resistance requirements, and regulatory standards. It is essential to comply with relevant industry standards and regulations to ensure the quality, safety, and effectiveness of the fire extinguisher cylinders.
Pressure Testing
Pressure testing is a critical step in the manufacturing process of fire extinguisher cylinders. It involves subjecting the completed cylinders to specified internal pressure levels to ensure their integrity, strength, and ability to withstand the required operating pressure. Here’s an overview of the pressure testing process:
- Test Equipment: Pressure testing is typically conducted using specialized equipment designed for this purpose. The equipment includes a test chamber or fixture that can securely hold the fire extinguisher cylinder, a pressure source, and pressure gauges or sensors to measure the applied pressure.
- Test Procedure: The fire extinguisher cylinder is securely placed within the test chamber or fixture, ensuring proper sealing. The test chamber is then pressurized using the pressure source, such as a hydraulic or pneumatic system. The pressure is gradually increased to the specified level according to regulatory standards and manufacturer requirements.
- Pressure Monitoring: Throughout the testing process, the applied pressure is continuously monitored using pressure gauges or sensors. This allows for real-time measurement and observation of the cylinder’s response to the applied pressure.
- Hold Period: Once the specified test pressure is reached, a hold period is maintained to ensure the cylinder can sustain the pressure for the required duration. This hold period may vary depending on regulatory standards and manufacturing specifications. During this period, the cylinder is carefully observed for any signs of leakage, deformation, or other abnormalities.
- Inspection: After the hold period, the pressure is gradually released, and the cylinder is inspected for any visible signs of leakage, permanent deformation, or other defects. A visual inspection is conducted to ensure the integrity of the cylinder.
- Pass/Fail Criteria: The cylinder is considered to have passed the pressure test if it successfully maintains the specified pressure without any visible signs of leakage or defects. If any issues are observed, the cylinder fails the pressure test and must be rejected for further investigation or corrective actions.
Pressure testing is performed to ensure that the fire extinguisher cylinders can safely contain and withstand the internal pressure exerted during firefighting operations. By subjecting the cylinders to rigorous pressure testing, manufacturers can identify and rectify any potential weaknesses or defects before the cylinders are released for use.
It’s important to note that pressure testing must be conducted in compliance with relevant industry standards, regulatory requirements, and specific manufacturing guidelines to ensure the safety and reliability of the fire extinguisher cylinders.
Valve Installation
Valve installation is a crucial step in the manufacturing process of fire extinguisher cylinders. The valve serves as the control mechanism for releasing the extinguishing agent when the fire extinguisher is activated. Here’s an overview of the valve installation process:
- Valve Selection: The appropriate valve is selected based on factors such as the type of extinguishing agent, cylinder specifications, and regulatory requirements. Different types of valves are available, including lever-operated valves, push-button valves, or twist-grip valves.
- Neck Preparation: Before installing the valve, the neck of the cylinder must be prepared. This typically involves cleaning the neck area, ensuring it is free from any contaminants or debris that could interfere with the valve’s proper seating.
- Valve Assembly: The valve assembly consists of several components, including the valve body, valve stem, sealing gasket, safety pin, and operating mechanism. The components are assembled according to the manufacturer’s instructions and may require specific tools or techniques.
- Sealing Gasket Placement: A sealing gasket is often used to create a tight seal between the valve and the cylinder neck. The gasket is carefully placed in the appropriate position, ensuring it is properly aligned and seated.
- Valve Installation: The valve assembly is then inserted into the cylinder neck. It is pushed firmly into place, ensuring a secure and proper fit. The valve is threaded or fastened onto the cylinder neck, depending on the specific design and valve type.
- Torque Application: To ensure proper sealing and prevent leakage, the valve is tightened to the specified torque. The torque value may vary depending on the valve design and manufacturer’s recommendations. It is crucial not to over-tighten or under-tighten the valve during installation.
- Safety Pin Insertion: Once the valve is properly installed, a safety pin or tamper seal is inserted to prevent accidental activation or tampering. The safety pin ensures that the valve remains secure until intentionally removed.
- Functional Testing: After valve installation, a functional test is typically performed to ensure the valve operates correctly. This may involve activating the valve and checking for proper discharge of the extinguishing agent or conducting a pressure test to verify the valve’s functionality.
Valve installation requires careful attention to detail and adherence to industry standards and regulatory requirements. Following proper installation procedures is essential to ensure the valve operates correctly and maintains the integrity of the fire extinguisher cylinder.
It’s important to note that the valve installation process may vary depending on the specific design, manufacturer guidelines, and regional regulations. Manufacturers must adhere to applicable standards and guidelines to ensure the reliability and safety of the fire extinguisher cylinders.
Hydrostatic Testing
Hydrostatic testing is a critical procedure conducted during the manufacturing of fire extinguisher cylinders to verify their structural integrity and ability to withstand pressure. It involves subjecting the cylinders to high-pressure water to evaluate their strength and identify any potential leaks or defects. Here’s an overview of the hydrostatic testing process:
- Test Equipment: Hydrostatic testing requires specialized equipment, including a hydrostatic test pump, pressure gauges, and safety devices. The test pump is used to generate the required water pressure.
- Cylinder Preparation: Before conducting the test, the fire extinguisher cylinder is thoroughly cleaned and dried to ensure accurate test results. Any residual substances or debris are removed from the interior and exterior surfaces of the cylinder.
- Filling the Cylinder: The cylinder is filled with water, usually up to a specified level. The water used should be clean and free from impurities to prevent any interference with the test results.
- Pressure Application: The hydrostatic test pump is connected to the cylinder, and water pressure is gradually increased to the specified test pressure. The test pressure is typically higher than the normal operating pressure of the fire extinguisher to ensure the cylinder’s strength and safety.
- Pressure Monitoring: Throughout the test, pressure gauges or sensors are used to monitor the applied pressure. The pressure is held constant for a specific duration, usually as required by regulatory standards or manufacturer specifications.
- Visual Inspection: While the cylinder is under pressure, it is visually inspected for any signs of leakage, deformation, or other defects. This is done to ensure the cylinder can withstand the applied pressure without any compromise to its structural integrity.
- Pressure Release: After the required test duration, the water pressure is gradually released, and the cylinder is drained of water. Any remaining water is removed, and the cylinder is thoroughly dried.
- Examination and Evaluation: Once the cylinder is dry, a thorough examination is conducted to check for any signs of leakage, bulging, or permanent deformation. This examination helps identify any potential weaknesses or defects in the cylinder.
- Test Result Analysis: The results of the hydrostatic test are analyzed to determine whether the cylinder meets the required standards and specifications. If the cylinder passes the test, it is deemed suitable for use. If any issues are detected, further investigation or corrective actions may be necessary.
Hydrostatic testing is a crucial quality control measure in fire extinguisher cylinder manufacturing. It ensures the cylinders are capable of withstanding the pressure exerted during firefighting operations, thus ensuring their reliability and safety.
It’s important to note that hydrostatic testing must be conducted in accordance with relevant industry standards, regulatory requirements, and manufacturer guidelines. Compliance with these standards is essential to ensure the quality and integrity of the fire extinguisher cylinders.
Painting and Finishing
Painting and finishing are essential steps in the manufacturing process of fire extinguishers. They not only enhance the aesthetics of the extinguisher but also provide protection against corrosion, improve visibility, and aid in identifying the type of extinguishing agent. Here’s an overview of the painting and finishing process:
- Surface Preparation: Before painting, the surface of the fire extinguisher cylinder is thoroughly cleaned to remove any dirt, oil, or contaminants. Surface preparation techniques such as sanding, degreasing, or chemical cleaning may be employed to ensure proper adhesion of the paint.
- Primer Application: A primer coat is typically applied to the prepared surface of the cylinder. The primer helps to create a smooth and uniform base for the subsequent paint layers. It improves paint adhesion and enhances the durability of the finish.
- Painting: After the primer has dried, the main paint coating is applied. The paint can be applied manually using spray guns or through automated painting systems. The choice of paint can depend on factors such as the desired color, type of extinguishing agent, and regulatory requirements. Paints with specific properties, such as high visibility or resistance to chemicals, may be used.
- Drying and Curing: Once the paint is applied, the cylinders are placed in a controlled environment to allow for drying and curing. This ensures that the paint adheres properly to the surface and achieves its desired properties, such as hardness and durability. Drying and curing times can vary depending on the type of paint used.
- Graphics and Labels: After the paint has cured, graphics, labels, and warning signs are applied to the extinguisher. These markings provide important information about the type of extinguishing agent, operating instructions, safety precautions, and regulatory compliance. Graphics and labels are typically applied using stencils, screen printing, or digital printing techniques.
- Clear Coat Application (Optional): In some cases, a clear protective coat may be applied over the paint to provide an additional layer of protection and enhance the longevity of the finish. The clear coat helps to resist scratches, abrasions, and UV damage.
- Inspection and Quality Control: After the painting and finishing process, each fire extinguisher undergoes a thorough inspection to ensure that the paint application is uniform, free from defects, and meets the required standards. Any necessary touch-ups or corrections are made at this stage.
Painting and finishing processes in fire extinguisher manufacturing should comply with relevant industry standards and regulations. Proper surface preparation, paint selection, and application techniques are crucial to achieving a high-quality, durable, and visually appealing finish. Regular quality control checks and adherence to safety guidelines are important to maintain the integrity and reliability of the fire extinguishers.
Quality Control
Quality control is an essential aspect of fire extinguisher manufacturing to ensure that the produced extinguishers meet the required standards and specifications. It involves systematic processes and inspections throughout the manufacturing process to identify and address any deviations, defects, or inconsistencies. Here’s an overview of quality control in fire extinguisher manufacturing:
- Incoming Materials Inspection: Quality control begins with the inspection of incoming raw materials, such as cylinders, valves, extinguishing agents, and other components. Each material is checked for compliance with specifications, including dimensions, material composition, certifications, and regulatory requirements.
- In-Process Inspections: Quality control checks are conducted at various stages of the manufacturing process. This includes inspections during cylinder forming, welding, valve installation, extinguishing agent filling, pressure testing, and other critical steps. Inspections ensure that each process is carried out correctly and that any potential issues are identified and addressed promptly.
- Dimensional and Visual Inspections: Fire extinguishers undergo dimensional inspections to verify that their size, shape, and components meet the required specifications. Visual inspections are performed to identify any physical defects, surface imperfections, or irregularities that may affect the functionality or appearance of the extinguisher.
- Functional Testing: Functional testing is conducted to verify the performance and functionality of the fire extinguisher. This includes tests such as pressure testing, valve activation, discharge tests, and other tests specific to the extinguishing agent. Functional testing ensures that the extinguisher operates as intended and meets the required performance standards.
- Documentation and Record-Keeping: Quality control processes involve proper documentation and record-keeping of inspection results, test reports, and any corrective actions taken. This documentation provides traceability and ensures that the manufacturing process follows established protocols and meets regulatory requirements.
- Final Inspection and Packaging: Before the fire extinguishers are packaged for distribution, a final inspection is conducted to ensure that each unit meets all quality standards. This includes a comprehensive examination of the extinguisher’s components, functionality, labeling, and overall appearance. Only extinguishers that pass the final inspection are approved for packaging and distribution.
- Ongoing Process Improvement: Quality control involves continuous monitoring, analysis, and improvement of the manufacturing processes. Feedback from inspections, customer feedback, and other sources is used to identify areas for improvement and implement corrective actions to enhance the overall quality of the fire extinguishers.
Quality control in fire extinguisher manufacturing is vital for ensuring the safety, reliability, and effectiveness of the extinguishers. Adherence to industry standards, regulatory requirements, and internal quality management systems is essential to maintain consistent quality and meet customer expectations. Continuous improvement efforts help enhance product quality, reduce defects, and ensure customer satisfaction.
Assembly
Assembly is a crucial stage in the manufacturing process of fire extinguishers. It involves the integration of various components, such as the cylinder, valve, handle, pressure gauge, and other accessories, to create a fully functional and ready-to-use fire extinguisher. Here’s an overview of the assembly process:
- Component Preparation: Before assembly, each component is inspected to ensure it meets the required specifications and quality standards. Any necessary cleaning, lubrication, or adjustment is performed to ensure smooth assembly.
- Cylinder Integration: The fire extinguisher cylinder is the main component, and it serves as the container for the extinguishing agent. The valve assembly, typically consisting of the valve, dip tube, and O-rings, is connected to the cylinder securely. The valve is carefully threaded or attached using appropriate fasteners to ensure a tight and leak-proof connection.
- Handle and Lever Assembly: The handle and lever assembly are attached to the valve body. The handle provides a gripping point for the user, and the lever allows for easy activation of the extinguisher. These components are securely fastened to ensure reliable operation.
- Pressure Gauge Installation: If the fire extinguisher is equipped with a pressure gauge, it is installed at this stage. The pressure gauge provides a visual indication of the pressure level inside the extinguisher and helps determine its readiness for use. The gauge is properly aligned, attached, and calibrated to provide accurate readings.
- Accessories Attachment: Other accessories, such as safety pins, tamper seals, hose brackets, and instructional labels, are attached to the fire extinguisher as per the specific design and requirements. These accessories aid in the safe handling, storage, and usage of the extinguisher.
- Final Inspection: Once the assembly is complete, a thorough inspection is conducted to ensure that all components are properly installed, aligned, and secured. The extinguisher is checked for any visible defects, leaks, or abnormalities. Any necessary adjustments or corrections are made to ensure the extinguisher’s functionality and appearance.
- Testing: Some fire extinguishers may undergo functional testing at the assembly stage. This may include checking the valve operation, pressure testing, or conducting discharge tests to verify that the extinguisher functions correctly.
- Packaging and Labeling: After passing the final inspection and testing, the fire extinguisher is prepared for packaging. It is carefully placed in suitable packaging materials to protect it during transportation and storage. The packaging is labeled with relevant information, such as the extinguisher type, capacity, operating instructions, and safety warnings.
The assembly process for fire extinguishers requires precision, attention to detail, and adherence to industry standards and regulations. Each step is performed with care to ensure the final product meets the required quality, safety, and performance standards.
Testing and Certification
Testing and certification play a critical role in the fire extinguisher manufacturing process to ensure the quality, safety, and compliance of the extinguishers. Here’s an overview of testing and certification processes:
- Type Testing: Type testing is conducted on fire extinguishers to assess their performance under various conditions. This testing includes evaluating factors such as discharge time, range, discharge rate, effectiveness in extinguishing specific types of fires, and pressure containment. Type testing is typically carried out in accordance with recognized standards and specifications, such as those set by regulatory authorities or industry organizations.
- Performance Testing: Performance testing focuses on evaluating the functionality and effectiveness of the fire extinguisher in real-life fire scenarios. These tests may involve simulating different fire situations and assessing the extinguisher’s ability to control or extinguish the fire effectively. Performance testing ensures that the extinguisher meets the required performance standards and provides reliable fire suppression capabilities.
- Pressure Testing: Pressure testing is conducted to verify the structural integrity and pressure containment capabilities of the fire extinguisher. This involves subjecting the extinguisher to hydraulic or pneumatic pressure to assess its ability to withstand the internal pressure generated during operation. Pressure testing ensures that the extinguisher can safely contain the extinguishing agent without leakage or rupture.
- Discharge Testing: Discharge testing involves activating the fire extinguisher to evaluate its discharge characteristics, such as the discharge time, flow rate, and distribution pattern. This testing ensures that the extinguisher delivers the extinguishing agent in a controlled and effective manner. It also verifies the proper functioning of the valve, nozzle, and other discharge components.
- Compatibility Testing: Compatibility testing is performed to assess the compatibility of the extinguishing agent with the materials used in the fire extinguisher. This testing ensures that the extinguishing agent does not adversely react with the cylinder, valve, seals, or other components, which could compromise the extinguisher’s performance or safety.
- Certification: After successful completion of testing, fire extinguishers may undergo certification processes to validate their compliance with applicable standards and regulations. Certification is typically carried out by recognized certification bodies or regulatory authorities. Certification ensures that the fire extinguisher meets the required quality, performance, and safety standards and can be legally marketed and sold.
- Ongoing Quality Assurance: Even after certification, fire extinguisher manufacturers implement ongoing quality assurance processes to maintain the quality and compliance of their products. This includes regular audits, inspections, and performance monitoring to ensure that the manufacturing processes and product specifications are consistently adhered to.
Testing and certification provide assurance to customers, regulatory authorities, and other stakeholders that the fire extinguishers have undergone rigorous evaluation and meet the required standards. It ensures that the extinguishers are reliable, effective, and safe to use in emergency situations. Manufacturers should closely follow relevant standards, guidelines, and regulations to ensure the testing and certification processes are carried out appropriately.
Packaging
Packaging plays a vital role in fire extinguisher manufacturing as it ensures the safe storage, transportation, and handling of the extinguishers. Proper packaging helps protect the extinguishers from physical damage, environmental factors, and contamination. Here are some key considerations for packaging fire extinguishers:
- Packaging Materials: Selecting appropriate packaging materials is essential to provide adequate protection to the extinguishers. Common packaging materials include corrugated cardboard boxes, foam inserts, plastic shrink wrap, and protective covers. These materials should be durable, resistant to moisture and impact, and capable of securely holding the extinguisher.
- Size and Configuration: Packaging should be designed to accommodate the specific size and shape of the fire extinguishers. It should provide a snug fit to prevent movement or shifting during transportation. Considerations such as height, width, and diameter of the extinguisher, as well as any additional accessories or components, should be taken into account when determining the packaging size and configuration.
- Labeling and Identification: Clear and visible labeling on the packaging is essential to provide information about the contents and handling instructions. Labels should include details such as the type of extinguisher, capacity, instructions for use, safety warnings, and any relevant symbols or icons. This helps users, handlers, and transportation personnel identify and handle the extinguishers correctly.
- Cushioning and Protection: Packaging should include adequate cushioning materials, such as foam inserts or bubble wrap, to protect the fire extinguishers from impact and vibration during transportation. Cushioning materials help absorb shocks and prevent damage to the extinguisher’s components. They should be strategically placed to provide support and protection to vulnerable areas, such as the valve, gauge, and handle.
- Secure Fastening: Fire extinguishers should be securely fastened within the packaging to prevent movement or shifting. Straps, tape, or other fastening mechanisms can be used to secure the extinguisher in place. This ensures that the extinguishers remain in the proper position and reduces the risk of damage during transit.
- Compliance with Regulations: Packaging should adhere to relevant regulations and guidelines related to the transportation of hazardous materials or pressurized containers. Compliance with regulations ensures the safe handling, storage, and transportation of the fire extinguishers. It may involve specific labeling requirements, certification, or use of specialized packaging materials for certain types of extinguishers.
- Environmental Considerations: Consider using eco-friendly or recyclable packaging materials to minimize the environmental impact. Recycling instructions and symbols can be included on the packaging to encourage proper disposal and recycling practices.
- Inspection and Quality Control: Prior to packaging, a final inspection should be conducted to ensure that the fire extinguishers meet the required quality standards. This includes verifying that all components are properly assembled, labels are correctly applied, and the extinguishers are free from defects or damage. Quality control checks at this stage help ensure that only approved extinguishers are packaged for distribution.
Proper packaging not only protects the fire extinguishers but also contributes to a positive user experience and reinforces the overall quality of the product. Manufacturers should carefully design and implement packaging processes that meet regulatory requirements and industry best practices to ensure the safe and reliable delivery of fire extinguishers to customers.
Industries working with our machinery
Trimming and beading machines are versatile tools that are used in a wide range of industries. Here are some of the most common industries that use trimming and beading machines:
Automotive Industry
The automotive industry is one of the largest users of trimming and beading machines. These machines are used to trim and bead car body panels, fenders, doors, and other sheet metal components. Trimming ensures precise dimensions and eliminates rough edges, while beading strengthens the sheet metal and provides reference points for alignment during assembly and welding.
Aerospace Industry
The aerospace industry also relies heavily on trimming and beading machines. These machines are used to fabricate lightweight and high-strength components for aircraft and spacecraft. The precise and consistent trimming and beading operations ensure the structural integrity of these critical components.
Appliance Manufacturing
Appliance manufacturing is another major user of trimming and beading machines. These machines are used to trim and bead the sheet metal components of refrigerators, washing machines, and other household appliances. Trimming and beading help to strengthen the appliances, improve their appearance, and facilitate assembly.
HVAC Industry
The HVAC industry uses trimming and beading machines to fabricate ductwork, fans, and other sheet metal components. Trimming ensures that the components fit together properly, while beading strengthens the components and provides rigidity.
Construction Industry
The construction industry uses trimming and beading machines to fabricate roofing panels, siding, and other sheet metal components for buildings. Trimming and beading help to ensure that the components are weatherproof and durable.
Metal Fabrication Industries
Trimming and beading machines are widely used in various metal fabrication industries, including electrical equipment manufacturing, medical device manufacturing, and industrial machinery manufacturing. These machines are used to trim and bead a wide range of sheet metal components for various applications.
In addition to these specific industries, trimming and beading machines are also used in a variety of other applications, including:
- Sign Manufacturing
- Furniture Manufacturing
- Toy Manufacturing
- Food and Beverage Processing Equipment Manufacturing
- Medical Device Manufacturing
The versatility and effectiveness of trimming and beading machines make them essential tools for a wide range of industries. These machines play a crucial role in producing high-quality, durable, and precisely dimensioned sheet metal components for a variety of applications.
- Cookware Kitchenware
- Defense
- Water Tank Manufacturing
- Solar Power Generator Manufacturing
- Electrical Motor Fan Cover Manufacturing
- Fire Extinguisher Manufacturing
- Exhaust Pipe Manufacturing
- LPG & LNG Tank Manufacturing
Trimming beading machines are specialized pieces of equipment used in various manufacturing industries to cut, shape, and form beads along the edges of metal sheets and other materials. These machines serve the critical function of enhancing the structural integrity and aesthetic appeal of products by creating precise and consistent beading.
Trimming beading machines are essential in processes where the appearance and durability of the edges are paramount. They are commonly employed in industries such as automotive, aerospace, HVAC, and consumer goods manufacturing, where precision and efficiency are crucial.
Importance in Industrial Applications
The primary importance of trimming beading machines lies in their ability to streamline manufacturing processes by automating edge-forming tasks that would otherwise be labor-intensive and prone to human error. By improving consistency and reducing waste, these machines contribute significantly to the overall productivity and cost-effectiveness of production lines.
Furthermore, trimming beading machines enhance the quality of finished products, ensuring they meet stringent industry standards and customer expectations. Their ability to produce uniform edges and beads also plays a vital role in the assembly and functionality of components, particularly in high-stakes industries like aerospace and automotive manufacturing.
Overview of the Content
This comprehensive guide aims to provide an in-depth exploration of trimming beading machines, covering their components, working principles, types, applications, technical specifications, maintenance, and emerging trends. By understanding these aspects, industry professionals can make informed decisions about implementing and optimizing trimming beading machines within their operations.
Components of Trimming Beading Machines
Base and Frame

The base and frame of a trimming beading machine form its structural backbone, providing stability and support for all other components. Typically constructed from robust materials such as steel or cast iron, the frame ensures the machine can withstand the stresses of operation and maintain precision over time.
Materials Used
- Steel: Known for its durability and resistance to deformation, steel is commonly used in high-performance trimming beading machines. It offers excellent rigidity and longevity.
- Cast Iron: Preferred for its vibration-damping properties, cast iron frames help minimize noise and improve accuracy during operation.
Structural Design
- The structural design of trimming beading machines varies based on the specific model and intended application. Key considerations include the machine’s footprint, ease of access for maintenance, and adaptability to different manufacturing environments.
Cutting and Beading Tools

The cutting and beading tools are critical to the machine’s functionality, responsible for shaping and forming the edges of materials. These tools come in various shapes and sizes, tailored to the specific beading patterns and material thicknesses required.
Types and Materials
- High-Speed Steel (HSS): Known for its hardness and heat resistance, HSS is commonly used for cutting tools that need to maintain sharpness under demanding conditions.
- Carbide: Offering superior wear resistance and durability, carbide tools are ideal for high-volume production runs and materials that are difficult to machine.
Maintenance and Replacement
- Regular maintenance of cutting and beading tools is essential to ensure consistent performance. This includes sharpening or replacing worn tools and adjusting alignment to prevent defects in the finished products.
Drive Mechanism
The drive mechanism powers the machine’s operations, converting electrical energy into mechanical motion. It is a crucial component that directly influences the machine’s efficiency and performance.
Motor Types
- AC Motors: Widely used in trimming beading machines for their reliability and simplicity. AC motors offer consistent performance and are suitable for applications where speed control is not critical.
- Servo Motors: Preferred for applications requiring precise control and variable speeds. Servo motors enable dynamic adjustments to the machine’s operations, enhancing versatility and efficiency.
Energy Efficiency Considerations
- Modern trimming beading machines are designed with energy efficiency in mind, incorporating features like variable frequency drives (VFDs) to optimize power consumption and reduce operational costs.
Control Systems
Control systems govern the operation of trimming beading machines, allowing operators to configure settings, monitor performance, and ensure safety. These systems range from basic manual controls to sophisticated automated interfaces.
Manual vs. Automated Systems
- Manual Systems: Suitable for smaller operations or applications requiring frequent adjustments. Manual controls offer simplicity and direct operator oversight.
- Automated Systems: Essential for large-scale production environments, automated systems provide consistent performance, reduce human error, and enable integration with other machinery.
Integration with Industry 4.0 Technologies
- Trimming beading machines are increasingly adopting Industry 4.0 technologies, such as IoT sensors and data analytics, to enhance operational efficiency and enable predictive maintenance.
Working Principles
Detailed Description of the Trimming Process
The trimming process involves cutting away excess material from the edges of a workpiece to achieve a desired shape or size. Trimming beading machines utilize specialized tools to perform this task with high precision and consistency.
- Material Feeding: The workpiece is fed into the machine, either manually or automatically, and positioned for trimming.
- Tool Engagement: Cutting tools engage the workpiece, removing excess material while following the predefined path and pattern.
- Material Removal: The machine’s cutting tools execute the trimming operation, guided by precise control systems to ensure uniformity.
- Quality Inspection: The trimmed edges are inspected for accuracy and quality, with adjustments made as necessary.
Beading Techniques and Variations
Beading is the process of forming beads along the edges of a workpiece, enhancing both its structural integrity and aesthetic appeal. Different techniques and variations are employed based on the material and intended application.
- Single Bead Formation: The simplest form of beading, involving a single continuous bead along the edge.
- Double Bead Formation: Utilized when additional strength or a decorative effect is desired, double beads consist of two parallel beads along the edge.
- Custom Bead Patterns: Some machines allow for custom bead patterns, tailored to specific design requirements or functional needs.
Workflow and Operational Steps
The workflow of a trimming beading machine is designed to maximize efficiency and ensure consistent output. Key operational steps include:
- Setup and Calibration: Operators configure the machine settings, such as tool alignment and material thickness, to match the requirements of the production run.
- Material Loading: Workpieces are loaded onto the machine, either manually or through automated systems, and positioned for processing.
- Trimming and Beading: The machine executes the trimming and beading operations, following the specified parameters and patterns.
- Quality Control: Finished pieces undergo quality control checks to verify dimensional accuracy and bead integrity.
- Adjustment and Maintenance: Regular adjustments and maintenance are performed to ensure optimal performance and address any issues that arise during operation.
Common Challenges and Solutions
Trimming beading machines can encounter various challenges during operation, which can impact performance and product quality. Common issues and their solutions include:
- Tool Wear and Dullness: Regular tool maintenance, including sharpening and replacement, is essential to maintain cutting precision and prevent defects.
- Material Deformation: Proper machine calibration and tool alignment help prevent material deformation during trimming and beading processes.
- Machine Downtime: Implementing predictive maintenance and monitoring systems can reduce downtime and improve overall equipment efficiency.
- Quality Variability: Consistent quality control checks and process adjustments help ensure uniformity and adherence to specifications.
Types of Trimming Beading Machines

Trimming beading machines are available in various types, each suited to specific applications and production needs. Understanding the differences between these machines is crucial for selecting the right equipment for a given operation.
Manual Trimming Beading Machines
Features and Use Cases
- Manual trimming beading machines are operated entirely by human intervention, making them suitable for small-scale production or applications requiring frequent adjustments. These machines offer simplicity and ease of use, often utilized in workshops or small manufacturing facilities.
Advantages and Disadvantages
- Advantages:
- Cost-effective for low-volume production
- Flexibility to handle various materials and bead patterns
- Simple operation and maintenance
- Disadvantages:
- Limited throughput and productivity
- Higher labor costs due to manual operation
- Inconsistent quality due to human error
Semi-Automatic Trimming Beading Machines
Features and Use Cases
- Semi-automatic trimming beading machines combine manual input with automated processes, offering a balance between flexibility and efficiency. These machines are ideal for medium-scale production environments where speed and precision are important.
Advantages and Disadvantages
- Advantages:
- Improved productivity compared to manual machines
- Enhanced consistency and accuracy
- Reduced operator fatigue and error
- Disadvantages:
- Higher initial investment compared to manual machines
- Requires skilled operators for setup and adjustment
- Limited scalability for large-scale production
Fully Automatic Trimming Beading Machines
Features and Use Cases
- Fully automatic trimming beading machines offer the highest level of automation and efficiency, designed for large-scale production environments. These machines are equipped with advanced control systems and automation features, enabling continuous and consistent operation.
Advantages and Disadvantages
- Advantages:
- Maximum productivity and throughput
- Consistent quality and precision
- Integration with other automated systems and Industry 4.0 technologies
- Disadvantages:
- High initial cost and complexity
- Requires skilled technicians for maintenance and troubleshooting
- Limited flexibility for custom or small-batch production
Applications in Various Industries

Trimming beading machines play a vital role in a wide range of industries, each benefiting from the precision and efficiency these machines offer. Here, we explore some of the key industries and their specific applications.
Automotive Industry
Specific Use Cases
- In the automotive industry, trimming beading machines are used for forming edges on components such as fenders, doors, hoods, and other body panels. These machines ensure that parts meet the strict dimensional tolerances required for assembly and safety.
Benefits in Automotive Manufacturing
- Improved part quality and consistency, reducing rework and waste
- Enhanced structural integrity of components, contributing to vehicle safety
- Increased production speed and efficiency, supporting high-volume manufacturing
Aerospace Industry
Specific Use Cases
- Aerospace manufacturing demands precision and reliability, making trimming beading machines essential for producing parts such as fuselage panels, wing components, and engine casings. These machines contribute to the stringent quality standards of the aerospace industry.
Benefits in Aerospace Manufacturing
- High precision and repeatability, ensuring compliance with aerospace standards
- Reduction in material waste and production costs
- Support for complex geometries and advanced materials
HVAC Industry
Specific Use Cases
- In the HVAC industry, trimming beading machines are used to form edges and beads on ductwork, vents, and other components. These machines help produce parts that are essential for efficient heating, ventilation, and air conditioning systems.
Benefits in HVAC Manufacturing
- Consistent part quality and fit, reducing installation time and costs
- Enhanced durability and performance of HVAC components
- Support for custom designs and specifications
Consumer Goods Industry
Specific Use Cases
- The consumer goods industry utilizes trimming beading machines for a variety of products, including appliances, electronics, and packaging. These machines help create aesthetically pleasing and functional components.
Benefits in Consumer Goods Manufacturing
- Improved product appearance and appeal
- Increased manufacturing efficiency and speed
- Support for diverse materials and product designs
Technical Specifications and Standards
Understanding the technical specifications and standards of trimming beading machines is crucial for selecting the right equipment and ensuring compliance with industry requirements.
International Standards and Compliance
Trimming beading machines must adhere to international standards to ensure safety, quality, and interoperability. Key standards include:
- ISO 9001: Quality management systems standard that ensures consistent product quality and customer satisfaction.
- ISO 12100: Safety of machinery – General principles for design, providing guidelines for reducing risks associated with machine operation.
- CE Marking: Conformity with European health, safety, and environmental protection standards.
Key Technical Specifications
Trimming beading machines have various technical specifications that influence their performance and suitability for specific applications. Key specifications include:
- Maximum Material Thickness: The thickest material the machine can handle, typically measured in millimeters or inches.
- Beading Speed: The rate at which the machine can form beads, often measured in meters per minute.
- Cutting Force: The amount of force exerted by the machine’s cutting tools, affecting its ability to handle different materials.
- Power Requirements: The electrical power needed for operation, influencing energy consumption and infrastructure needs.
Customization Options
Manufacturers often offer customization options to tailor trimming beading machines to specific requirements. Common customization options include:
- Tooling Variations: Custom tools and dies to accommodate unique bead patterns and material specifications.
- Automation Features: Integration of advanced control systems and automation technologies for enhanced performance.
- Material Handling Systems: Customized feeding and handling systems to improve workflow and reduce manual intervention.
Maintenance and Troubleshooting
Proper maintenance and troubleshooting are essential to ensuring the longevity and performance of trimming beading machines. Here, we outline key maintenance practices and common issues that operators may encounter.
Routine Maintenance Procedures
Regular maintenance helps prevent unexpected downtime and ensures consistent machine performance. Key maintenance procedures include:
- Tool Inspection and Replacement: Regularly inspect cutting and beading tools for wear and damage. Sharpen or replace tools as needed to maintain cutting precision.
- Lubrication: Ensure all moving parts are properly lubricated to reduce friction and wear.
- Alignment Checks: Verify tool alignment and calibration to prevent defects and ensure uniformity.
- Electrical System Inspection: Check electrical connections and components for signs of wear or damage, addressing issues promptly to prevent malfunctions.
Common Issues and Solutions
Trimming beading machines may encounter various issues during operation. Understanding these problems and their solutions is crucial for maintaining productivity and quality.
- Tool Wear and Dullness: Dull or worn tools can lead to poor cutting performance and defects. Regularly sharpen or replace tools to maintain quality.
- Material Jams: Misalignment or improper feeding can cause material jams, leading to downtime and damage. Ensure proper setup and alignment to prevent jams.
- Machine Vibration: Excessive vibration can impact precision and tool life. Check for loose components and ensure the machine is properly anchored to reduce vibration.
- Inconsistent Quality: Variability in bead quality and dimensions can arise from improper calibration or tool wear. Regularly inspect and adjust settings to maintain consistency.
Safety Considerations
Safety is paramount when operating trimming beading machines. Key safety considerations include:
- Personal Protective Equipment (PPE): Operators should wear appropriate PPE, such as gloves, safety glasses, and hearing protection, to minimize injury risk.
- Machine Guarding: Ensure all machine guards and safety features are in place and functional to prevent accidental contact with moving parts.
- Emergency Stops: Verify that emergency stop mechanisms are operational and accessible in case of emergencies.
- Training and Education: Provide thorough training to operators and maintenance personnel on safe machine operation and emergency procedures.
Latest Innovations and Trends
The field of trimming beading machines is continually evolving, with new technologies and trends shaping the future of manufacturing. Here, we explore some of the latest innovations and emerging trends in the industry.
Technological Advances
Advancements in technology are driving significant improvements in trimming beading machines, enhancing their capabilities and performance.
- Smart Sensors and IoT Integration: Trimming beading machines are increasingly incorporating smart sensors and IoT connectivity to monitor performance, predict maintenance needs, and optimize operations.
- Advanced Control Systems: New control systems offer greater precision and flexibility, enabling operators to achieve complex bead patterns and adapt to changing production requirements.
- Automation and Robotics: The integration of automation and robotics is transforming trimming beading machines, reducing manual labor, and increasing throughput.
Future Trends in Trimming Beading Machines
Several trends are shaping the future of trimming beading machines, influencing how they are designed and utilized.
- Sustainability and Energy Efficiency: Manufacturers are focusing on sustainability, developing machines with lower energy consumption and reduced environmental impact.
- Customization and Flexibility: As demand for custom products grows, trimming beading machines are becoming more adaptable, with features that support rapid reconfiguration and customization.
- Digitalization and Industry 4.0: The digital transformation of manufacturing is driving the adoption of Industry 4.0 technologies, enabling data-driven decision-making and enhanced machine performance.
Case Studies and Examples
Real-world examples and case studies demonstrate the impact of trimming beading machines in various industries, highlighting their benefits and applications.
- Automotive Manufacturing: A leading automotive manufacturer implemented advanced trimming beading machines to improve production efficiency and reduce defects, achieving significant cost savings and quality improvements.
- Aerospace Industry: An aerospace supplier adopted IoT-enabled trimming beading machines to enhance traceability and optimize maintenance, resulting in reduced downtime and improved compliance with industry standards.
- HVAC Production: A major HVAC manufacturer integrated automated trimming beading machines to increase production capacity and reduce manual labor, leading to faster lead times and higher product quality.
Choosing the Right Trimming Beading Machine

Selecting the right trimming beading machine is crucial for achieving optimal performance and meeting specific production needs. Here, we outline key factors to consider and offer guidance on the selection process.
Factors to Consider
When choosing a trimming beading machine, several factors should be considered to ensure the equipment meets operational requirements.
- Production Volume: Assess the production volume and throughput requirements to determine the appropriate machine type and capacity.
- Material Specifications: Consider the types of materials and thicknesses the machine will handle, ensuring compatibility with the equipment’s capabilities.
- Beading Patterns: Evaluate the complexity and variety of bead patterns needed, selecting machines that offer the necessary tooling and flexibility.
- Automation Needs: Determine the level of automation required, balancing productivity gains with cost considerations and operator expertise.
Cost vs. Benefit Analysis
Conducting a cost vs. benefit analysis helps evaluate the financial implications of investing in a trimming beading machine.
- Initial Investment: Assess the upfront cost of the machine, including installation and setup expenses.
- Operational Costs: Consider ongoing operational costs, such as energy consumption, maintenance, and labor.
- Return on Investment (ROI): Calculate the expected ROI by evaluating the machine’s impact on productivity, quality, and cost savings.
Vendor Selection and Partnerships
Choosing the right vendor and establishing strong partnerships are essential for acquiring quality equipment and support.
- Reputation and Experience: Evaluate potential vendors based on their reputation, experience, and track record in the industry.
- Technical Support and Service: Ensure the vendor offers comprehensive technical support, training, and maintenance services to maximize machine performance and uptime.
- Customization and Flexibility: Consider vendors that offer customization options and flexible solutions tailored to specific production needs.
Conclusion
Recap of Key Points
Trimming beading machines are essential tools in modern manufacturing, offering precision, efficiency, and versatility across a range of industries. Understanding their components, working principles, and applications is crucial for making informed decisions and optimizing production processes.
Final Thoughts on Trimming Beading Machines
As technology continues to advance, trimming beading machines are poised to play an increasingly important role in the manufacturing landscape. By embracing innovation and adopting best practices, manufacturers can leverage these machines to enhance quality, productivity, and competitiveness in their respective industries.
Components of Trimming Beading Machines
To provide a detailed exploration of the components of a trimming beading machine, we’ll delve deeper into each part, discussing their functions, materials, and importance. Here’s an expanded version of the Components of Trimming Beading Machines section:
Trimming beading machines consist of several integral components, each playing a crucial role in ensuring precise operation and high-quality output. Understanding these components can aid in the proper selection, operation, and maintenance of the machines.
Base and Frame
Functionality and Importance
The base and frame of a trimming beading machine serve as the foundation, providing structural support and stability. A well-designed frame is essential to withstand operational stresses and vibrations, ensuring accurate and consistent performance.
Materials Used
- Steel: Often used for its high tensile strength and durability. Steel frames provide rigidity, helping to maintain precision even under heavy loads.
- Cast Iron: Valued for its excellent vibration-damping properties. Cast iron is commonly used in applications where reducing machine noise and vibration is critical to maintaining accuracy.
- Aluminum Alloys: Used in some lightweight machines, aluminum alloys offer corrosion resistance and ease of handling, though they may lack the rigidity of steel or cast iron.
Structural Design
- Box-Type Frames: Provide superior rigidity and support. Box-type frames are designed to minimize deformation and ensure precise alignment of components.
- Open-Type Frames: Offer ease of access for maintenance and adjustments. Open frames are suitable for applications where quick changes and flexibility are required.
- Welded vs. Bolted Structures: Welded structures provide a solid and seamless frame, while bolted structures offer flexibility in assembly and disassembly for maintenance.
Cutting and Beading Tools
Role in Operation
Cutting and beading tools are at the heart of the trimming beading machine’s functionality. They are responsible for removing excess material and forming beads along the edges of workpieces.
Types of Tools
- Rotary Cutters: Used for continuous cutting operations, rotary cutters offer high speed and precision, ideal for long production runs.
- Punch and Die Sets: Employed for stamping and forming operations, punch and die sets provide versatility in creating complex bead patterns and shapes.
- Roller Dies: Utilized in forming continuous beads along the length of a workpiece. Roller dies offer consistent pressure and control, ensuring uniform bead formation.
Materials for Cutting Tools
- High-Speed Steel (HSS): Known for its hardness and ability to maintain a sharp edge at high temperatures. HSS is suitable for a wide range of cutting applications.
- Carbide: Offers superior wear resistance and durability, making it ideal for high-volume production and difficult-to-machine materials.
- Ceramic and Diamond Coatings: Used for specialized applications requiring extreme hardness and wear resistance. These coatings can extend the life of cutting tools and improve performance.
Maintenance and Replacement
Regular maintenance of cutting and beading tools is essential to ensure optimal performance. This includes:
- Tool Inspection: Conduct routine inspections to identify signs of wear or damage. Replace tools that have become dull or chipped.
- Sharpening: Maintain sharp edges on cutting tools to ensure precise cuts and prevent material deformation.
- Alignment and Calibration: Regularly check tool alignment and calibration to prevent defects and ensure uniformity in bead formation.
Drive Mechanism
Functionality and Importance
The drive mechanism powers the operation of trimming beading machines, converting electrical energy into mechanical motion. It directly influences the machine’s efficiency and performance.
Motor Types
- AC Motors: Commonly used for their reliability and low maintenance requirements. AC motors provide consistent performance and are suitable for applications where speed control is not critical.
- DC Motors: Offer precise speed control and are used in applications requiring variable speeds. DC motors can be paired with controllers to fine-tune performance.
- Servo Motors: Provide high precision and dynamic control, enabling rapid adjustments to speed and position. Servo motors are ideal for applications requiring complex bead patterns and high-speed operations.
- Stepper Motors: Offer precise positioning and repeatability. Stepper motors are used in applications where incremental movements and accuracy are essential.
Energy Efficiency Considerations
- Variable Frequency Drives (VFDs): Used to optimize energy consumption by adjusting the motor’s speed and torque to match the operational needs. VFDs can significantly reduce energy costs and extend the life of the drive system.
- Regenerative Drives: Capture and reuse energy generated during deceleration, further improving energy efficiency and reducing operational costs.
Control Systems
Role in Operation
Control systems govern the operation of trimming beading machines, allowing operators to configure settings, monitor performance, and ensure safety. These systems range from basic manual controls to sophisticated automated interfaces.
Types of Control Systems
- Manual Controls: Suitable for smaller operations or applications requiring frequent adjustments. Manual controls offer simplicity and direct operator oversight.
- Programmable Logic Controllers (PLCs): Provide automation and flexibility, enabling operators to program complex operations and adjust settings on the fly. PLCs are widely used in industrial applications for their reliability and ease of use.
- Computer Numerical Control (CNC): Offers high precision and control, allowing for complex and repeatable operations. CNC systems are ideal for high-volume production and applications requiring intricate bead patterns.
- Human-Machine Interfaces (HMIs): Facilitate interaction between operators and machines, providing real-time data and control over machine settings. HMIs enhance usability and improve operational efficiency.
Integration with Industry 4.0 Technologies
Trimming beading machines are increasingly adopting Industry 4.0 technologies to enhance operational efficiency and enable predictive maintenance. Key advancements include:
- IoT Connectivity: Sensors and IoT devices provide real-time monitoring and data collection, enabling operators to track performance, detect anomalies, and predict maintenance needs.
- Data Analytics and Machine Learning: Advanced analytics and machine learning algorithms optimize machine performance by analyzing operational data and identifying trends or inefficiencies.
- Remote Monitoring and Control: Operators can access and control machines remotely, improving flexibility and enabling rapid response to issues.
Conclusion
The components of trimming beading machines play vital roles in ensuring precision, efficiency, and durability. By understanding these components, manufacturers can optimize their machines for specific applications, improve operational efficiency, and reduce downtime. Proper selection, maintenance, and integration of these components are essential for maximizing the performance and lifespan of trimming beading machines.
Tool Maintenance Tips for Trimming Beading Machines

Maintaining the tools of a trimming beading machine is essential for ensuring long-term efficiency, precision, and reliability. Regular maintenance not only prolongs the lifespan of the tools but also ensures consistent quality of the finished products. Here are some detailed tool maintenance tips:
1. Regular Inspection and Assessment
Visual Inspection
- Daily Checks: Conduct visual inspections of cutting and beading tools at the start and end of each shift to identify any visible signs of wear, damage, or misalignment.
- Surface Examination: Look for chips, cracks, or signs of wear on the cutting edges and surfaces, as these can affect the tool’s performance and the quality of the beading.
Performance Monitoring
- Quality Checks: Routinely check the quality of the finished products for any signs of tool-related issues, such as burrs, uneven edges, or inconsistent beading.
- Operational Sounds: Listen for unusual noises during operation, which may indicate tool misalignment or wear.
2. Proper Cleaning and Lubrication
Cleaning Procedures
- Remove Debris: Regularly clean tools to remove metal shavings, dust, and other debris that can accumulate and affect performance.
- Use Appropriate Solvents: Employ non-corrosive cleaning solvents to remove stubborn residues without damaging the tool’s surface.
Lubrication
- Lubricant Selection: Use the correct type of lubricant for the specific tool material, such as oil-based lubricants for steel tools or dry lubricants for carbide tools.
- Regular Application: Apply lubricants at regular intervals to reduce friction, prevent overheating, and protect against corrosion.
3. Sharpening and Reconditioning
Sharpening Techniques
- Proper Tools: Use appropriate sharpening tools, such as diamond stones or grinding wheels, to maintain the cutting edge.
- Sharpening Angles: Follow the manufacturer’s recommendations for sharpening angles to ensure optimal cutting performance.
- Frequency: Establish a regular sharpening schedule based on tool usage and material hardness to maintain sharp edges.
Reconditioning Services
- Professional Reconditioning: Consider professional reconditioning services for heavily worn or damaged tools to restore them to their original specifications.
- Tool Replacement: Replace tools that have reached the end of their usable life to maintain performance and quality.
4. Alignment and Calibration
Tool Alignment
- Proper Setup: Ensure that tools are correctly aligned before each operation to prevent uneven wear and ensure accurate cuts and beads.
- Alignment Tools: Use precision alignment tools and gauges to verify proper tool positioning and alignment.
Calibration
- Regular Calibration: Regularly calibrate the machine and its components to ensure that tools operate within specified tolerances.
- Documentation: Keep detailed records of calibration activities and adjustments for quality control and maintenance purposes.
5. Storage and Handling
Tool Storage
- Protective Cases: Store tools in protective cases or racks to prevent damage when not in use.
- Controlled Environment: Maintain a clean, dry, and temperature-controlled environment to prevent corrosion and material degradation.
Handling Practices
- Proper Handling: Use appropriate handling techniques to prevent dropping or mishandling tools, which can lead to damage.
- Training: Train operators and maintenance personnel on proper handling and storage procedures to minimize accidental damage.
6. Documentation and Training
Maintenance Records
- Detailed Logs: Keep detailed records of all maintenance activities, including inspections, cleaning, sharpening, and replacements. This information can help track tool performance and identify patterns or issues.
- Tool Usage Records: Document tool usage, including hours of operation and materials processed, to anticipate maintenance needs and schedule downtime effectively.
Training and Education
- Operator Training: Provide comprehensive training for operators and maintenance personnel on proper tool care and maintenance procedures.
- Continuous Education: Stay updated on the latest tool maintenance techniques and technologies to improve maintenance practices and enhance tool longevity.
Conclusion
Effective tool maintenance is crucial for maximizing the performance and lifespan of trimming beading machines. By implementing these maintenance tips, manufacturers can ensure consistent product quality, reduce downtime, and extend the life of their tools. Regular inspections, proper cleaning and lubrication, alignment, and training are essential components of a comprehensive maintenance strategy.
Application Areas of Trimming Beading Machines
Trimming beading machines play a crucial role across various industries due to their ability to efficiently trim and bead the edges of metal and other materials. They are essential for achieving precision, consistency, and quality in manufacturing processes. Below, we delve into the primary application areas where these machines are indispensable:
1. Automotive Industry
Role and Importance
The automotive industry relies heavily on trimming beading machines to ensure the structural integrity and aesthetic quality of vehicle components. These machines are used to trim and form beads on various parts, contributing to the overall safety and appearance of vehicles.
Specific Applications
- Body Panels: Trimming beading machines are used to trim and bead the edges of doors, hoods, fenders, and trunk lids. This ensures a smooth fit and finish, reducing the risk of sharp edges and improving the vehicle’s aesthetic appeal.
- Exhaust Systems: Beading is essential for exhaust system components to ensure proper sealing and assembly. Trimming beading machines create precise beads that help maintain joint integrity under varying temperatures and pressures.
- Interior Components: These machines are used to create beaded edges on interior panels and trim pieces, enhancing the aesthetic quality and durability of the interior components.
Benefits
- Improved Safety: Proper beading enhances the strength and stability of components, contributing to vehicle safety.
- Aesthetic Appeal: Beading provides a polished and professional appearance, enhancing the overall look of the vehicle.
- Cost Efficiency: Automated trimming and beading reduce labor costs and increase production efficiency, enabling manufacturers to meet high-volume demands.
2. Aerospace Industry
Role and Importance
The aerospace industry demands the highest precision and quality standards, making trimming beading machines essential for manufacturing components that must withstand extreme conditions and stresses.
Specific Applications
- Fuselage Panels: Trimming beading machines are used to trim and bead the edges of fuselage panels, ensuring a precise fit and alignment during assembly. Beading enhances the panels’ structural integrity and resistance to aerodynamic forces.
- Wing Components: Beading is applied to wing components, such as flaps and ailerons, to improve their strength and performance. The precision of trimming beading machines ensures the components meet strict aerospace standards.
- Engine Components: In engine manufacturing, trimming beading machines are used to create precise beads on engine casings and ducts, improving thermal and mechanical performance.
Benefits
- Precision and Accuracy: Trimming beading machines provide the precision necessary to meet the stringent requirements of the aerospace industry.
- Enhanced Performance: Beaded components offer improved strength and aerodynamic performance, contributing to the overall efficiency of aircraft.
- Reliability: The consistent quality of beaded components ensures reliability and safety in critical aerospace applications.
3. HVAC Industry
Role and Importance
The HVAC (Heating, Ventilation, and Air Conditioning) industry utilizes trimming beading machines to manufacture components that require precise sealing and structural integrity.
Specific Applications
- Ductwork: Trimming beading machines are used to bead the edges of ductwork components, ensuring a tight seal and preventing air leaks. Proper beading also enhances the structural stability of ducts.
- Vents and Grilles: Beading is applied to vents and grilles to improve their strength and appearance. Trimming beading machines ensure a consistent fit and finish, contributing to the overall quality of HVAC systems.
- Heat Exchangers: In heat exchanger manufacturing, trimming beading machines create beads that enhance the thermal performance and durability of components.
Benefits
- Energy Efficiency: Beaded components improve sealing and reduce air leakage, enhancing the energy efficiency of HVAC systems.
- Durability: The structural integrity provided by beading ensures the long-term durability of HVAC components.
- Quality Assurance: Trimming beading machines deliver consistent quality, enabling manufacturers to meet industry standards and customer expectations.
4. Consumer Goods Industry
Role and Importance
In the consumer goods industry, trimming beading machines are employed to enhance the quality and appearance of a wide range of products, from household appliances to electronics.
Specific Applications
- Appliances: Trimming beading machines are used to create beaded edges on appliances such as refrigerators, ovens, and washing machines. This improves the aesthetic appeal and durability of the products.
- Electronics Enclosures: Beading is applied to electronic enclosures and casings to enhance their strength and provide a polished appearance. Trimming beading machines ensure a precise fit and finish, critical for protecting sensitive electronic components.
- Packaging: In packaging manufacturing, trimming beading machines create beads that improve the strength and sealing of containers, ensuring the protection and integrity of packaged goods.
Benefits
- Aesthetic Enhancement: Beading enhances the visual appeal of consumer products, contributing to customer satisfaction and brand image.
- Structural Integrity: Beaded edges provide added strength and resistance to wear and tear, extending the lifespan of consumer goods.
- Manufacturing Efficiency: Trimming beading machines increase production efficiency, allowing manufacturers to meet high demand while maintaining quality.
5. Metalworking Industry
Role and Importance
The metalworking industry utilizes trimming beading machines for a variety of applications where precision and consistency are paramount.
Specific Applications
- Sheet Metal Fabrication: Trimming beading machines are used to trim and bead sheet metal components for a range of applications, from construction to transportation.
- Custom Metal Components: Beading is applied to custom metal parts to enhance their strength and performance. Trimming beading machines enable the production of intricate and precise designs.
- Architectural Metalwork: In architectural metalwork, trimming beading machines create beaded edges on decorative elements, ensuring a high-quality finish.
Benefits
- Precision and Consistency: Trimming beading machines provide the accuracy required for complex metalworking applications.
- Versatility: These machines can handle a wide range of materials and thicknesses, accommodating diverse metalworking needs.
- Quality Assurance: The consistent quality of beaded metal components ensures they meet industry standards and project specifications.
6. Food and Beverage Industry
Role and Importance
In the food and beverage industry, trimming beading machines are used to manufacture components that require precise sealing and hygiene standards.
Specific Applications
- Food Containers: Trimming beading machines are used to create beaded edges on food containers, ensuring a tight seal and preventing contamination.
- Beverage Cans: Beading is applied to beverage cans to enhance their strength and resistance to pressure changes. Trimming beading machines ensure a uniform and reliable seal.
- Processing Equipment: In food processing equipment manufacturing, trimming beading machines create beads that improve the structural integrity and hygiene of components.
Benefits
- Food Safety: Beaded components provide secure sealing, preventing contamination and ensuring food safety.
- Durability: The added strength provided by beading ensures the longevity and reliability of food and beverage packaging.
- Efficiency: Trimming beading machines increase production efficiency, enabling manufacturers to meet high demand while maintaining quality and safety standards.
7. Medical Device Manufacturing
Role and Importance
The medical device manufacturing industry requires precision and reliability, making trimming beading machines essential for producing components that must meet strict standards.
Specific Applications
- Surgical Instruments: Trimming beading machines are used to create beaded edges on surgical instruments, enhancing their strength and safety.
- Medical Equipment Casings: Beading is applied to medical equipment casings to improve their structural integrity and provide a polished appearance.
- Implantable Devices: In the manufacturing of implantable devices, trimming beading machines create beads that ensure precision and compatibility with human tissue.
Benefits
- Precision and Accuracy: Trimming beading machines provide the precision necessary to meet the stringent requirements of medical device manufacturing.
- Reliability: Beaded components ensure reliability and safety in critical medical applications.
- Quality Assurance: The consistent quality of beaded medical components ensures they meet industry standards and regulatory requirements.
Conclusion
Trimming beading machines are versatile tools that play a vital role in various industries, from automotive to medical device manufacturing. Their ability to enhance the precision, consistency, and quality of components makes them indispensable for modern manufacturing processes. By understanding the specific applications and benefits of trimming beading machines, manufacturers can optimize their operations, improve product quality, and meet the demands of their respective industries.
Trimming Beading Tools
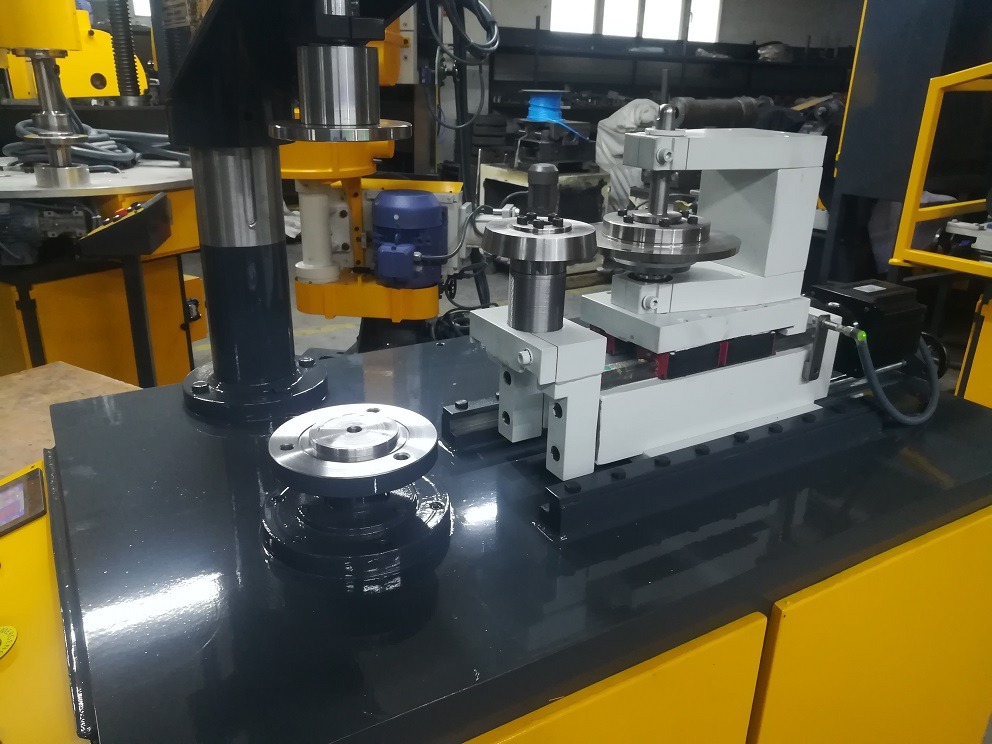
Trimming beading tools are critical components of trimming beading machines, directly responsible for cutting and forming beads on workpieces. Their design, material, and maintenance play a crucial role in determining the quality and efficiency of the trimming and beading process. Here’s an in-depth look at trimming beading tools, including their types, materials, maintenance, and considerations for selection:
Types of Trimming Beading Tools
Trimming beading tools come in various shapes and forms, each designed for specific tasks and applications. The choice of tools depends on the material being processed, the desired bead pattern, and the machine’s capabilities.
1. Rotary Cutters
Functionality
- Rotary cutters are used for continuous cutting operations and are ideal for long production runs.
- They provide high-speed cutting and precision, making them suitable for trimming operations that require clean and straight edges.
Applications
- Automotive body panels
- Sheet metal fabrication
- Packaging components
2. Punch and Die Sets
Functionality
- Punch and die sets are used for stamping and forming operations, allowing for the creation of complex bead patterns and shapes.
- They offer versatility and can be customized to meet specific design requirements.
Applications
- Complex bead patterns in aerospace components
- Decorative metalwork
- Custom metal parts
3. Roller Dies
Functionality
- Roller dies are utilized in forming continuous beads along the length of a workpiece.
- They apply consistent pressure and control, ensuring uniform bead formation.
Applications
- HVAC ductwork
- Metal enclosures
- Architectural metalwork
4. Serrated Cutters
Functionality
- Serrated cutters feature a toothed edge that is designed for gripping and cutting through tougher materials.
- They are often used in applications where a smooth finish is not critical but where material grip and precision are required.
Applications
- Heavy-duty metal cutting
- Thicker materials such as steel or titanium
5. Profile Tools
Functionality
- Profile tools are used to create specific bead profiles and shapes, including U-beads, V-beads, and more complex designs.
- These tools are customized to match the desired profile and are critical for applications requiring specific geometric shapes.
Applications
- Automotive trim components
- Custom metal profiles
- Precision sheet metal work
Materials for Trimming Beading Tools
The choice of material for trimming beading tools affects their performance, durability, and suitability for different applications. Key materials include:
1. High-Speed Steel (HSS)
Characteristics
- Known for its hardness and ability to maintain a sharp edge at high temperatures.
- Offers good wear resistance and is suitable for a wide range of cutting applications.
Advantages
- Cost-effective for general-purpose trimming and beading.
- Easy to sharpen and recondition.
Limitations
- May wear quickly in high-volume production or with abrasive materials.
2. Carbide
Characteristics
- Carbide tools offer superior wear resistance and durability, making them ideal for high-volume production and difficult-to-machine materials.
- Maintains sharpness and precision over extended periods.
Advantages
- Long tool life and reduced downtime for tool changes.
- Suitable for hard and abrasive materials.
Limitations
- Higher initial cost compared to HSS tools.
- More challenging to recondition and sharpen.
3. Ceramic and Diamond Coatings
Characteristics
- Ceramic and diamond coatings provide extreme hardness and wear resistance.
- Used for specialized applications requiring the highest levels of durability and precision.
Advantages
- Exceptional tool life and performance in demanding applications.
- Resistance to heat and wear, reducing tool degradation.
Limitations
- Very high cost, typically reserved for critical applications.
- Requires specialized equipment for sharpening and maintenance.
4. Tool Steel
Characteristics
- Tool steel is a versatile material that offers a good balance of strength, toughness, and wear resistance.
- Suitable for a variety of tool types and applications.
Advantages
- Cost-effective and easy to machine and customize.
- Provides a good balance between durability and flexibility.
Limitations
- May not perform as well as carbide or ceramic in highly abrasive conditions.
Maintenance of Trimming Beading Tools
Proper maintenance of trimming beading tools is essential for ensuring consistent performance and longevity. Here are some key maintenance practices:
1. Regular Inspection and Assessment
- Visual Inspections: Conduct regular visual inspections to identify signs of wear, damage, or misalignment.
- Performance Monitoring: Monitor tool performance by checking the quality of the finished products for any signs of tool-related issues, such as burrs or uneven edges.
2. Cleaning and Lubrication
- Cleaning Procedures: Regularly clean tools to remove metal shavings, dust, and debris that can accumulate and affect performance.
- Lubrication: Apply appropriate lubricants to reduce friction, prevent overheating, and protect against corrosion. Ensure that the correct type of lubricant is used for the specific tool material.
3. Sharpening and Reconditioning
- Sharpening Techniques: Use the appropriate sharpening tools, such as diamond stones or grinding wheels, to maintain the cutting edge. Follow manufacturer recommendations for sharpening angles.
- Reconditioning Services: Consider professional reconditioning services for heavily worn or damaged tools to restore them to their original specifications.
4. Alignment and Calibration
- Tool Alignment: Ensure that tools are correctly aligned before each operation to prevent uneven wear and ensure accurate cuts and beads.
- Calibration: Regularly calibrate the machine and its components to ensure that tools operate within specified tolerances.
5. Storage and Handling
- Proper Storage: Store tools in protective cases or racks to prevent damage when not in use. Maintain a clean, dry, and temperature-controlled environment.
- Handling Practices: Use appropriate handling techniques to prevent dropping or mishandling tools. Train operators on proper handling and storage procedures.
Considerations for Selecting Trimming Beading Tools
Selecting the right trimming beading tools requires careful consideration of several factors to ensure optimal performance and quality:
1. Material Compatibility
- Choose tools made from materials that are compatible with the workpiece material to ensure effective cutting and beading.
- Consider the hardness, abrasiveness, and thickness of the material when selecting tool materials and coatings.
2. Tool Geometry
- Select tools with the appropriate geometry for the desired bead profile and cutting requirements.
- Consider factors such as tool angle, shape, and size when choosing tools for specific applications.
3. Production Volume
- Consider the production volume and frequency of tool changes when selecting tools. High-volume production may require more durable materials such as carbide or ceramic.
4. Quality Requirements
- Evaluate the quality requirements of the finished product, including precision, surface finish, and consistency.
- Select tools that can meet the desired quality standards, taking into account the required tolerances and specifications.
5. Cost Considerations
- Balance the cost of tools with their expected performance and longevity. Consider the total cost of ownership, including maintenance and replacement costs.
6. Machine Compatibility
- Ensure that the selected tools are compatible with the specific trimming beading machine being used, including tool holders, spindles, and drive mechanisms.
Conclusion
Trimming beading tools are essential components of trimming beading machines, directly influencing the quality and efficiency of the manufacturing process. By understanding the different types of tools, their materials, and maintenance requirements, manufacturers can optimize their operations and ensure consistent, high-quality results. Proper tool selection, maintenance, and handling are key to maximizing performance and extending the lifespan of trimming beading tools.
Beading Machine Efficiency
Improving the efficiency of a beading machine is crucial for manufacturers seeking to enhance productivity, reduce costs, and maintain high-quality output. A beading machine’s efficiency is influenced by multiple factors, including machine design, tool selection, operational practices, and maintenance strategies. This guide will explore these factors in detail, providing insights into how efficiency can be optimized.
1. Machine Design and Configuration
The design and configuration of a beading machine have a significant impact on its efficiency. Considerations include the machine’s mechanical setup, automation capabilities, and adaptability to various production requirements.
Key Design Factors
- Automation Level: Automated beading machines can significantly improve efficiency by reducing manual intervention, minimizing errors, and increasing throughput. Machines with advanced control systems, such as CNC (Computer Numerical Control) or PLC (Programmable Logic Controllers), offer precise control over operations.
- Modular Design: Machines with modular components allow for quick changes and customization to accommodate different product specifications. This flexibility can lead to reduced downtime and faster setup times.
- Ergonomic Design: An ergonomic design reduces operator fatigue and error rates. Features such as user-friendly interfaces and adjustable components enhance operator comfort and efficiency.
Technological Integration
- Industry 4.0: Incorporating Industry 4.0 technologies, such as IoT (Internet of Things) sensors and data analytics, enables real-time monitoring of machine performance and predictive maintenance. This integration helps identify potential issues before they lead to downtime, ensuring continuous operation.
- Adaptive Controls: Machines equipped with adaptive control systems can automatically adjust settings based on real-time data, optimizing performance for varying materials and production requirements.
2. Tool Selection and Maintenance
The selection and maintenance of tools are critical to maximizing the efficiency of a beading machine. High-quality tools, combined with regular maintenance, ensure precision and longevity.
Tool Selection
- Material Compatibility: Choose tools that are compatible with the materials being processed. This minimizes wear and tear and ensures efficient operation. For example, carbide tools are ideal for high-volume production due to their durability and resistance to wear.
- Tool Geometry: Select tools with the appropriate geometry for the desired bead profile and cutting requirements. Proper tool geometry can reduce material waste and improve cycle times.
Tool Maintenance
- Routine Sharpening: Regularly sharpen tools to maintain their cutting efficiency. Dull tools increase cycle times and reduce product quality.
- Alignment and Calibration: Ensure tools are properly aligned and calibrated to prevent defects and ensure consistent bead formation.
- Inventory Management: Maintain an inventory of spare tools to prevent downtime in the event of tool failure or wear.
3. Operational Practices
Operational practices, including setup procedures, quality control, and process optimization, play a crucial role in enhancing beading machine efficiency.
Setup and Calibration
- Efficient Setup Procedures: Streamline setup procedures to reduce downtime between production runs. This includes using quick-change tooling systems and pre-configured settings.
- Calibration Checks: Regularly perform calibration checks to ensure the machine operates within specified tolerances. This prevents defects and reduces the need for rework.
Process Optimization
- Cycle Time Reduction: Analyze and optimize cycle times by identifying bottlenecks and implementing process improvements. This can include adjustments to machine speed, tool changes, and material handling.
- Lean Manufacturing Principles: Implement lean manufacturing principles to eliminate waste and improve process flow. Techniques such as 5S and value stream mapping can enhance efficiency.
- Continuous Improvement: Foster a culture of continuous improvement by encouraging operators and engineers to identify inefficiencies and propose solutions.
4. Quality Control and Inspection
Implementing robust quality control and inspection processes ensures that beading machines produce consistent and high-quality output, reducing waste and rework.
In-Line Inspection
- Automated Inspection Systems: Use automated inspection systems to monitor product quality in real-time. This allows for immediate identification and correction of defects.
- Statistical Process Control (SPC): Implement SPC techniques to track and analyze production data. This helps identify trends and deviations, enabling proactive adjustments.
Feedback Loops
- Operator Feedback: Encourage operators to provide feedback on machine performance and quality issues. This insight can be invaluable for identifying areas for improvement.
- Customer Feedback: Collect and analyze customer feedback to identify quality issues and adjust processes accordingly.
5. Maintenance Strategies
A proactive maintenance strategy is essential for minimizing downtime and ensuring the long-term efficiency of beading machines.
Preventive Maintenance
- Scheduled Maintenance: Implement a regular maintenance schedule to address wear and tear before it leads to machine failure. This includes lubrication, alignment checks, and part replacements.
- Maintenance Logs: Maintain detailed logs of maintenance activities to track machine performance and identify recurring issues.
Predictive Maintenance
- Condition Monitoring: Use condition monitoring tools, such as vibration analysis and thermal imaging, to detect signs of impending failure.
- Data Analytics: Analyze maintenance and operational data to predict future maintenance needs, reducing unplanned downtime.
6. Training and Workforce Development
Investing in operator training and workforce development can enhance the efficiency of beading machines by ensuring proper machine operation and fostering a culture of continuous improvement.
Operator Training
- Skill Development: Provide comprehensive training on machine operation, maintenance procedures, and quality control. This ensures operators are equipped to maximize machine performance.
- Cross-Training: Implement cross-training programs to develop a versatile workforce capable of operating multiple machines and handling various tasks.
Continuous Learning
- Workshops and Seminars: Encourage participation in workshops and seminars to stay updated on the latest industry trends and technologies.
- Knowledge Sharing: Foster a culture of knowledge sharing among employees to disseminate best practices and innovations.
Conclusion
Enhancing the efficiency of a beading machine involves a multifaceted approach that encompasses machine design, tool selection, operational practices, quality control, maintenance strategies, and workforce development. By focusing on these areas, manufacturers can optimize machine performance, reduce costs, and maintain high-quality output. A commitment to continuous improvement and technological integration will ensure long-term efficiency and competitiveness in the industry.
Installation Requirements for Trimming Beading Machines
The installation of a trimming beading machine requires careful planning and consideration of various factors to ensure optimal performance and safety. Proper installation is crucial for maximizing efficiency, reducing downtime, and maintaining consistent product quality. Below, we explore the key installation requirements for trimming beading machines, covering site preparation, utility requirements, machine setup, safety considerations, and training.
1. Site Preparation
Preparing the installation site is a critical first step to ensure that the beading machine can be set up and operated efficiently. This involves selecting the appropriate location, ensuring structural support, and planning for space requirements.
Location Selection
- Proximity to Production Lines: The machine should be located near the relevant production lines to minimize material handling time and improve workflow efficiency.
- Access for Maintenance: Ensure that there is sufficient space around the machine for maintenance and repairs. Consider the accessibility of components that require frequent servicing.
Structural Support
- Floor Load Capacity: Verify that the floor can support the weight of the machine and any additional equipment. Reinforce the floor if necessary to prevent vibrations and ensure stability.
- Vibration Isolation: Implement vibration isolation measures, such as mounting the machine on anti-vibration pads, to reduce noise and prevent damage to nearby equipment.
Space Requirements
- Working Area: Allocate sufficient space for operators to work safely and efficiently, including room for tool changes, adjustments, and inspections.
- Material Handling: Plan for adequate space for the storage and handling of raw materials and finished products, including conveyors or material handling systems if necessary.
2. Utility Requirements
Ensuring that the necessary utilities are in place is essential for the proper operation of a trimming beading machine. This includes power supply, compressed air, and ventilation.
Power Supply
- Voltage and Amperage: Confirm that the power supply meets the machine’s voltage and amperage requirements. Most industrial beading machines require a three-phase power supply with specific voltage levels (e.g., 220V, 380V, or 440V).
- Electrical Connections: Ensure that electrical connections are made by a qualified electrician, adhering to local electrical codes and standards. Install circuit breakers and fuses as necessary to protect the machine and operators.
Compressed Air
- Air Supply: Some beading machines require compressed air for certain operations, such as clamping or pneumatic controls. Verify the machine’s air pressure and flow requirements and ensure a reliable supply.
- Air Quality: Install air filters and dryers to maintain air quality and prevent contaminants from affecting the machine’s performance.
Ventilation
- Dust and Fume Extraction: Provide adequate ventilation to remove dust, fumes, and other airborne contaminants generated during the beading process. Consider installing dust extraction systems or local exhaust ventilation to maintain air quality.
- Climate Control: Ensure that the installation area is climate-controlled to prevent temperature and humidity fluctuations that could affect machine performance and material quality.
3. Machine Setup and Alignment
Proper setup and alignment of the beading machine are critical to ensure precision and efficiency. This involves machine assembly, calibration, and testing.
Machine Assembly
- Component Installation: Assemble the machine according to the manufacturer’s instructions, ensuring that all components are correctly installed and secured.
- Tooling Installation: Install and configure the necessary cutting and beading tools, ensuring they are compatible with the materials and bead profiles required.
Alignment and Calibration
- Tool Alignment: Align tools with the workpiece to ensure accurate trimming and beading. Use precision alignment tools and gauges to verify correct positioning.
- Calibration: Calibrate the machine’s control systems to ensure that operations are performed within specified tolerances. This includes setting tool angles, cutting speeds, and beading pressures.
Testing and Verification
- Trial Runs: Conduct trial runs with sample materials to verify that the machine is operating correctly and producing the desired results. Adjust settings as needed to achieve optimal performance.
- Quality Inspection: Inspect finished samples for quality and consistency, checking for defects such as burrs, uneven edges, or incomplete beads.
4. Safety Considerations
Safety is a paramount concern during the installation and operation of a trimming beading machine. Implementing proper safety measures protects operators and equipment.
Machine Safety Features
- Emergency Stops: Ensure that emergency stop buttons are accessible and functioning correctly. Test the emergency stop system to verify its effectiveness.
- Safety Guards: Install safety guards and barriers to prevent accidental contact with moving parts. Ensure that guards are securely fastened and meet relevant safety standards.
Operator Safety
- Personal Protective Equipment (PPE): Provide operators with appropriate PPE, such as gloves, safety glasses, and hearing protection, to minimize injury risks.
- Safety Signage: Install safety signage to warn operators of potential hazards and remind them of safe operating procedures.
Compliance and Regulations
- Regulatory Compliance: Ensure that the installation complies with all relevant safety and environmental regulations. This may include OSHA standards in the United States or similar regulations in other countries.
- Risk Assessment: Conduct a risk assessment to identify potential hazards and implement mitigation measures.
5. Training and Workforce Development
Training operators and maintenance personnel is essential for ensuring safe and efficient machine operation.
Operator Training
- Machine Operation: Provide comprehensive training on machine operation, including setup, tool changes, and adjustments. Ensure that operators understand the machine’s control systems and safety features.
- Quality Control: Train operators on quality control procedures, including inspecting finished products for defects and making necessary adjustments.
Maintenance Training
- Routine Maintenance: Train maintenance personnel on routine maintenance tasks, such as lubrication, tool sharpening, and alignment checks.
- Troubleshooting: Provide training on troubleshooting common issues and performing repairs to minimize downtime.
Continuous Improvement
- Feedback Mechanisms: Encourage operators and maintenance personnel to provide feedback on machine performance and suggest improvements.
- Ongoing Training: Offer ongoing training opportunities to keep employees updated on the latest technologies and best practices.
Conclusion
Proper installation of a trimming beading machine involves careful consideration of site preparation, utility requirements, machine setup, safety considerations, and training. By addressing these factors, manufacturers can ensure that their machines operate efficiently, safely, and effectively, leading to improved productivity and product quality. A well-planned installation process lays the foundation for long-term success and competitiveness in the manufacturing industry.
Installation Time Estimate for a Trimming Beading Machine
Estimating the installation time for a trimming beading machine involves considering various factors, such as the complexity of the machine, site preparation, the availability of resources, and the experience of the installation team. While the specific time required can vary widely depending on these factors, I can provide a general breakdown of the installation steps and estimated time frames for each phase.
Here’s a detailed look at the various steps involved in the installation process and the estimated time required for each phase:
1. Pre-Installation Planning and Preparation
Estimated Time: 1-3 Days
- Site Inspection and Preparation: Conduct a thorough inspection of the installation site to ensure it meets the necessary requirements, such as floor strength, ventilation, and space availability. Prepare the site by clearing any obstructions and ensuring utilities are accessible.
- Utility Setup: Arrange for electrical connections, compressed air supply, and other necessary utilities. This might require coordination with electricians and other contractors to ensure compliance with safety standards.
- Logistics and Equipment Handling: Plan the delivery and handling of the machine and its components. This includes scheduling transportation and ensuring equipment like cranes or forklifts is available for moving heavy parts.
2. Machine Assembly
Estimated Time: 2-5 Days
- Unpacking and Inspection: Unpack the machine components and inspect them for any damage incurred during transportation. Verify that all components and accessories are present according to the packing list.
- Base and Frame Setup: Assemble the base and frame of the machine. This involves positioning and securing the machine to the floor, ensuring it is level and stable. Vibration pads or anchors may need to be installed, depending on the machine’s design and site requirements.
- Component Assembly: Assemble the various components of the machine, such as drive systems, control panels, cutting and beading tools, and other peripherals. This step can vary significantly depending on the complexity of the machine.
3. Electrical and Utility Connections
Estimated Time: 1-2 Days
- Electrical Wiring: Connect the machine to the power supply, ensuring that wiring is done by a certified electrician. Test the connections to verify proper voltage and amperage levels.
- Compressed Air and Pneumatics: Connect the compressed air supply if required by the machine. Verify that air pressure and flow meet the manufacturer’s specifications.
- Ventilation Systems: Install any necessary ventilation systems or dust extraction equipment to ensure a safe working environment.
4. Calibration and Testing
Estimated Time: 1-3 Days
- Tool Installation and Alignment: Install and align the cutting and beading tools. Use precision instruments to ensure correct alignment and positioning.
- System Calibration: Calibrate the machine’s control systems, including CNC or PLC settings, to ensure operations are within specified tolerances. This may involve setting up parameters for speed, pressure, and bead patterns.
- Trial Runs and Testing: Conduct trial runs using sample materials to verify machine operation. Inspect the finished products for quality and consistency, making necessary adjustments to settings.
5. Safety Checks and Final Adjustments
Estimated Time: 1 Day
- Safety Inspections: Conduct a thorough safety inspection to ensure all guards, emergency stops, and safety features are operational. Address any potential hazards identified during this inspection.
- Final Adjustments: Make final adjustments to optimize machine performance and address any remaining issues detected during testing.
6. Operator Training and Handover
Estimated Time: 1-3 Days
- Operator Training: Provide comprehensive training to operators and maintenance personnel on machine operation, maintenance procedures, and safety protocols.
- Handover: Conduct a formal handover process, providing documentation, manuals, and support contacts. Ensure that operators and technicians are comfortable with the machine’s operation and troubleshooting procedures.
Total Estimated Installation Time
Overall Time Estimate: 7-17 Days
This estimate assumes that all resources are available, and the installation team is experienced. The time required can vary based on the complexity of the machine, the readiness of the site, and the efficiency of the installation team.
Factors Influencing Installation Time
- Machine Complexity: More complex machines with advanced automation and control systems may require additional time for assembly, calibration, and testing.
- Site Readiness: Delays in site preparation, such as electrical work or structural modifications, can extend the installation timeline.
- Team Experience: Experienced installation teams can complete the process more quickly and efficiently, reducing potential delays.
- Logistical Challenges: Issues with transportation, equipment handling, or supply chain disruptions can affect the installation schedule.
- Customizations: Custom or modified machines may require additional time for assembly and configuration to meet specific requirements.
Conclusion
The installation of a trimming beading machine involves several phases, each with its own set of tasks and time requirements. By planning effectively, coordinating resources, and ensuring that the installation team is well-prepared, manufacturers can optimize the installation process, minimizing downtime and ensuring that the machine is up and running efficiently. Proper installation not only ensures immediate productivity but also lays the foundation for long-term machine performance and reliability.