
We manufacture a CNC Sheet Bending Machine to bend sheet metal edges. Hydraulic Press Machines are used in metalworking industries
A CNC bending machine, also known as a CNC press brake or CNC brake press, is a computer-numerically controlled (CNC) machine that utilizes a computer system to precisely bend sheet metal into various shapes and forms. It is widely used in various industries, including automotive, aerospace, construction, and manufacturing, due to its high precision, efficiency, and versatility.
Key Components of a CNC Bending Machine
A CNC bending machine consists of several crucial components that work together to achieve the desired bending operation:
- Frame: The frame provides a sturdy and rigid structure to support the machine’s components and withstand the forces involved during bending. It typically consists of heavy-duty steel plates or beams.
- Computer Control System: The computer control system is the heart of the machine, managing the bending process and ensuring precise control over ram movement, pressure application, and tool selection. It receives input from sensors, coordinates the actions of various actuators and motors, and executes the bending program.
- Hydraulic or Servo Drive System: The drive system provides the force required to bend the sheet metal. Hydraulic presses utilize hydraulic fluid to generate force, while servo presses employ electric motors and servomotors for precise control and high production rates.
- Ram and Die/Punch Assembly: The ram is the movable part of the machine that applies force directly to the workpiece. The die and punch, also known as tooling, determine the specific shape or form of the workpiece. The die provides the desired shape, while the punch cuts or pierces the material.
- Work Table and Backgauge: The work table provides a stable and adjustable surface for positioning and securing the workpiece. The backgauge ensures precise positioning of the workpiece relative to the die and punch.
- Safety Interlocks and Guards: Safety interlocks and guards protect the operator from potential hazards, such as accidental contact with the moving ram or tooling. They typically include sensors, switches, and physical barriers.
Working Principle of a CNC Bending Machine
The working principle of a CNC bending machine can be summarized in the following steps:
- Program Preparation: The desired bending program is created using CAD (Computer-Aided Design) software or specialized CNC programming software. The program specifies the bending angles, tooling selection, and bending sequence.
- Program Loading: The bending program is loaded into the machine’s computer control system.
- Workpiece Positioning and Clamping: The workpiece is accurately positioned on the work table and securely clamped to prevent movement during bending.
- Tool Selection: The appropriate die and punch are automatically selected based on the bending program and workpiece characteristics.
- Ram Movement: The ram, driven by the hydraulic or servo system, moves towards the workpiece according to the bending program’s instructions.
- Die and Punch Engagement: The die and punch engage with the workpiece, applying force to bend it according to the desired shape and angles specified in the program.
- Bending Operation: The workpiece is bent according to the programmed bending sequence and angles. Sensors monitor the bending process and provide feedback to the control system for precise control.
- Ram Retraction: Once the desired bend is achieved, the ram retracts to its initial position.
- Workpiece Unloading: The bent workpiece is removed from the work table.
Benefits of CNC Bending Machines
CNC bending machines offer several advantages over manual or semi-automatic bending methods:
- Precision: Computer-controlled systems ensure precise bending angles, consistent results, and minimal tolerances.
- High Production Rates: Automated machines can achieve high production rates, especially for repetitive bending tasks.
- Reduced Labor Costs: Automated machines reduce labor requirements and minimize the risk of human error, lowering labor costs.
- Flexibility: CNC machines can handle a wide range of sheet metal thicknesses, sizes, and shapes.
- Versatility: CNC machines can perform various bending operations, including simple bends, compound bends, and radius bends.
- Repeatability: CNC machines can consistently produce identical parts with minimal variation, ensuring quality control.
- Data Storage and Traceability: CNC machines can store bending programs and production data, facilitating traceability and process optimization.
Applications of CNC Bending Machines
CNC bending machines are widely used in various industries for a wide range of applications, including:
- Automotive Industry: Bending sheet metal components for vehicle bodies, frames, and structural parts
- Aerospace Industry: Forming and shaping aircraft parts, such as wings, fuselages, and control surfaces
- Construction Industry: Creating metal components for roofing, cladding, and structural elements
- Manufacturing Industry: Producing metal parts for appliances, electronics, machinery, and other products
- Appliance Industry: Shaping and forming sheet metal for various appliance components, such as cabinets, doors, and panels
CNC Sheet Bending Machine

An automatic bending machine for sheet metal is a powerful and versatile tool that utilizes a computer-controlled system to precisely bend sheet metal into various shapes and forms. It is widely used in various industries, including automotive, aerospace, construction, and manufacturing.
Key Components of an Automatic Bending Machine for Sheet Metal
An automatic bending machine for sheet metal consists of several crucial components that work together to achieve the desired bending operation:
- Frame: The frame provides a sturdy and rigid structure to support the machine’s components and withstand the forces involved during bending. It typically consists of heavy-duty steel plates or beams.
- Computer Control System: The computer control system is the heart of the machine, managing the bending process and ensuring precise control over ram movement, pressure application, and tool selection. It receives input from sensors and coordinates the actions of various actuators and motors.
- Hydraulic or Servo Drive System: The drive system provides the force required to bend the sheet metal. Hydraulic presses utilize hydraulic fluid to generate force, while servo presses employ electric motors and servomotors for precise control and high production rates.
- Ram and Die/Punch Assembly: The ram is the movable part of the machine that applies force directly to the workpiece. The die and punch, also known as tooling, determine the specific shape or form of the workpiece. The die provides the desired shape, while the punch cuts or pierces the material.
- Work Table and Backgauge: The work table provides a stable and adjustable surface for positioning and securing the workpiece. The backgauge ensures precise positioning of the workpiece relative to the die and punch.
- Safety Interlocks and Guards: Safety interlocks and guards protect the operator from potential hazards, such as accidental contact with the moving ram or tooling. They typically include sensors, switches, and physical barriers.
Working Principle of an Automatic Bending Machine for Sheet Metal
The working principle of an automatic bending machine for sheet metal can be summarized in the following steps:
- Workpiece Positioning and Clamping: The workpiece is positioned accurately on the work table and securely clamped to prevent movement during bending.
- Tool Selection: The appropriate die and punch are selected based on the desired bend shape and workpiece thickness.
- Ram Movement: The ram, driven by the hydraulic or servo system, moves towards the workpiece.
- Die and Punch Engagement: The die and punch engage with the workpiece, applying force to bend it into the desired shape.
- Bending Operation: The workpiece is bent according to the shape of the tooling.
- Ram Retraction: Once the desired shape is achieved, the ram retracts to its initial position.
- Workpiece Unloading: The bent workpiece is removed from the work table.
Benefits of Automatic Bending Machines for Sheet Metal
Automatic bending machines for sheet metal offer several advantages over manual or semi-automatic bending methods:
- Precision: Computer-controlled systems ensure precise bending angles, consistent results, and minimal tolerances.
- High Production Rates: Automated machines can achieve high production rates, especially for repetitive bending tasks.
- Reduced Labor Costs: Automated machines reduce labor requirements and minimize the risk of human error, lowering labor costs.
- Flexibility: Automatic machines can handle a wide range of sheet metal thicknesses, sizes, and shapes.
- Versatility: Automatic machines can perform various bending operations, including simple bends, compound bends, and radius bends.
Applications of Automatic Bending Machines for Sheet Metal
Automatic bending machines for sheet metal are widely used in various industries for a wide range of applications, including:
- Automotive Industry: Bending sheet metal components for vehicle bodies, frames, and structural parts
- Aerospace Industry: Forming and shaping aircraft parts, such as wings, fuselages, and control surfaces
- Construction Industry: Creating metal components for roofing, cladding, and structural elements
- Manufacturing Industry: Producing metal parts for appliances, electronics, machinery, and other products
- Appliance Industry: Shaping and forming sheet metal for various appliance components, such as cabinets, doors, and panels
- Electronics Industry: Bending and shaping metal parts for circuit boards, enclosures, and other electronic components
- Furniture Manufacturing: Creating metal frames, supports, and decorative elements for furniture
- HVAC Industry: Forming and shaping sheet metal components for air conditioning and ventilation systems
- Sign Manufacturing: Bending and cutting metal sheets for signage, lettering, and displays
- Metal Fabrication Industry: Producing a wide range of metal components for various applications, including construction, machinery, and consumer goods
Hydraulic Sheet Metal Bending Machine
A hydraulic sheet metal bending machine is a specialized tool used to bend and shape sheet metal into various forms. It utilizes hydraulic pressure to generate the force required for bending, making it a powerful and versatile tool for metalworking applications.
Key Components of a Hydraulic Sheet Metal Bending Machine
A hydraulic sheet metal bending machine consists of several crucial components that work together to achieve the desired bending operation:
- Hydraulic Cylinder: The hydraulic cylinder is the heart of the machine, converting hydraulic fluid pressure into mechanical force. It consists of a piston and a cylinder barrel, and the fluid is pumped into the cylinder to push the piston, which applies force to the ram.
- Ram: The ram is the movable part of the machine that applies force directly to the workpiece. It is connected to the piston of the hydraulic cylinder.
- Tooling: Tooling, also known as dies and punches, is crucial in determining the specific shape or form of the workpiece. Dies provide the desired shape, while punches cut or pierce the material. Tooling can be customized to produce a wide range of shapes and sizes.
- Work Table: The work table provides a stable and adjustable surface for positioning and securing the workpiece during the bending operation. It can be adjusted to accommodate different workpiece sizes and heights.
- Control System: The control system manages the operation of the machine, including ram movement, pressure control, and safety interlocks. It receives input from sensors, such as pressure transducers and position encoders, and controls the valves, actuators, and motor to regulate the machine’s behavior.
Working Principle of a Hydraulic Sheet Metal Bending Machine
The working principle of a hydraulic sheet metal bending machine can be summarized in the following steps:
- Workpiece Positioning: The workpiece is positioned and secured on the work table.
- Ram Movement: The ram, driven by hydraulic pressure, moves towards the workpiece.
- Die and Punch Engagement: The ram applies force to the punch, pushing it against the die. The die and punch shape the workpiece according to the desired bend.
- Bending Operation: The workpiece is bent or deformed according to the shape of the tooling.
- Ram Retraction: Once the desired shape is achieved, the ram retracts to its initial position.
- Unloading: The workpiece is removed from the work table.
Benefits of Hydraulic Sheet Metal Bending Machines
Hydraulic sheet metal bending machines offer several advantages over other bending methods:
- Precision: Hydraulic presses provide precise control over ram movement and pressure, allowing for accurate and consistent bending.
- Versatility: Hydraulic presses can bend a wide range of sheet metal thicknesses and shapes, including simple bends, compound bends, and radius bends.
- High Production Rates: Hydraulic presses can achieve high production rates, especially when used in conjunction with automated systems.
- Ability to Handle Heavy Loads: Hydraulic presses can handle heavy loads, making them suitable for bending thick and large sheet metal components.
Applications of Hydraulic Sheet Metal Bending Machines
Hydraulic sheet metal bending machines are widely used in various industries for a wide range of applications:
- Automotive Industry: Bending sheet metal components for vehicle bodies, frames, and structural parts
- Aerospace Industry: Forming and shaping aircraft parts, such as wings, fuselages, and control surfaces
- Construction Industry: Creating metal components for roofing, cladding, and structural elements
- Manufacturing Industry: Producing metal parts for appliances, electronics, machinery, and other products
- Appliance Industry: Shaping and forming sheet metal for various appliance components, such as cabinets, doors, and panels
- Electronics Industry: Bending and shaping metal parts for circuit boards, enclosures, and other electronic components
- Furniture Manufacturing: Creating metal frames, supports, and decorative elements for furniture
- HVAC Industry: Forming and shaping sheet metal components for air conditioning and ventilation systems
- Sign Manufacturing: Bending and cutting metal sheets for signage, lettering, and displays
- Metal Fabrication Industry: Producing a wide range of metal components for various applications, including construction, machinery, and consumer goods
Sheet Metal Bending
Sheet metal bending is a fundamental process in metal fabrication, essential for forming various components used in industries ranging from automotive to aerospace. It involves deforming a flat sheet of metal into a desired shape by applying force along a linear axis, typically using a press brake or a bending machine.
The process begins with a flat sheet of metal, which could be aluminum, steel, stainless steel, or other alloys, depending on the application’s requirements. The sheet is placed between a punch and a die, where the punch exerts force on the material, causing it to bend over the die’s edge. The degree of bending is determined by factors such as the material’s thickness, the angle of the punch, and the distance between the punch and the die.
Several parameters influence the quality and accuracy of the bend, including bend radius, bend allowance, and springback. Bend radius refers to the inner radius of the bent material, while bend allowance is the amount of material consumed during bending. Springback is the tendency of the material to return to its original shape after bending, which must be accounted for to achieve precise dimensions in the final product.
Sheet metal bending can be performed using different techniques, including air bending, bottoming, coining, and folding, each suited to specific applications and material properties. Air bending, for instance, is a versatile method that uses less force and allows for a wider range of bend angles compared to bottoming, where the punch contacts the material directly.
In modern manufacturing, computer numerical control (CNC) technology is often employed to automate and optimize the bending process. CNC press brakes can accurately control the position and force of the bending tools, enabling the production of complex geometries with high precision and repeatability.
Overall, sheet metal bending is a crucial technique in metalworking, enabling the fabrication of a wide range of products with varying shapes and sizes, from simple brackets to intricate enclosures. Understanding the principles and techniques of bending is essential for achieving efficient and cost-effective manufacturing processes in various industries.
Metal Fabrication:
Metal fabrication is a complex process that involves the creation of metal structures, components, and products through cutting, bending, welding, and assembly techniques. It encompasses a wide range of activities, from the initial design phase to the final finishing touches, and plays a vital role in various industries, including automotive, aerospace, construction, and electronics.
The process of metal fabrication typically begins with the design and engineering of the desired product or component. This involves determining the material specifications, dimensions, tolerances, and manufacturing methods required to meet the project’s requirements. Computer-aided design (CAD) software is often used to create detailed blueprints and models, which serve as the basis for production.
Once the design is finalized, the fabrication process moves to material selection and preparation. Metals commonly used in fabrication include steel, aluminum, stainless steel, copper, and brass, each chosen for its specific properties such as strength, corrosion resistance, and conductivity. The selected metal is then cut to size using various techniques, including shearing, sawing, laser cutting, or plasma cutting, depending on the material thickness and complexity of the design.
After cutting, the metal undergoes forming processes such as bending, rolling, and stamping to achieve the desired shapes and configurations. Bending, for example, is often performed using press brakes or bending machines to create angles, curves, and contours in the material. Rolling involves passing the metal through rollers to form cylindrical or curved shapes, while stamping uses dies and punches to impress designs or patterns onto the surface.
Welding is another critical aspect of metal fabrication, where individual pieces are joined together using heat and pressure to create strong and durable bonds. Common welding techniques include MIG (metal inert gas), TIG (tungsten inert gas), and arc welding, each suitable for different materials and applications. Skilled welders carefully control the welding process to ensure proper penetration, fusion, and structural integrity.
Once all the components are fabricated and assembled, the final product undergoes finishing processes such as grinding, polishing, painting, or coating to enhance its appearance and protect it from corrosion or wear. Quality control measures are also implemented throughout the fabrication process to ensure that the finished product meets the required specifications and standards.
In conclusion, metal fabrication is a versatile and essential manufacturing process that encompasses a wide range of techniques and disciplines. From concept to completion, skilled fabricators work meticulously to transform raw materials into functional and aesthetically pleasing metal products that serve a variety of industrial and commercial purposes.
Press Brake
A press brake is a machine tool used in metal fabrication to bend and form sheet metal into various shapes and angles. It employs a hydraulic or mechanical mechanism to exert force on a workpiece, typically placed between a punch and a die, causing the material to deform and bend according to the desired specifications.
The basic components of a press brake include a sturdy frame, a movable ram or upper beam, and a lower bed or die holder. The workpiece is positioned on the lower bed, while the upper beam, equipped with a punch, descends to apply pressure and create the desired bend. The die, located beneath the workpiece, provides support and defines the shape of the bend.
Press brakes come in various configurations, including mechanical, hydraulic, and servo-electric types, each offering unique advantages in terms of speed, precision, and control. Mechanical press brakes utilize a system of gears, flywheels, and clutches to generate bending force, while hydraulic press brakes rely on hydraulic cylinders and pumps for power and control. Servo-electric press brakes use electric motors and ball screws to precisely position the ram, offering high accuracy and energy efficiency.
The bending process on a press brake is governed by several parameters, including material thickness, bend radius, bend angle, and tooling selection. Different tooling configurations, such as V-dies, hemming dies, and offset dies, are used to create various bend profiles and geometries. Operators must carefully adjust these parameters and select the appropriate tooling to achieve accurate and consistent bends.
Modern press brakes often feature advanced controls and automation systems to streamline operation and improve productivity. Computer numerical control (CNC) technology allows for precise programming of bend sequences, angles, and dimensions, reducing setup time and minimizing scrap. Safety features such as light curtains, interlocks, and guarding systems protect operators from hazards associated with high-pressure bending operations.
Press brakes are widely used in industries such as automotive, aerospace, electronics, and appliance manufacturing to produce a diverse range of products, including brackets, enclosures, chassis, and structural components. Their versatility, efficiency, and ability to produce complex shapes make them indispensable tools in the metal fabrication industry. With ongoing advancements in technology and automation, press brakes continue to play a vital role in shaping the future of manufacturing.
Bending Machine:
A bending machine is a versatile piece of equipment used in metalworking and metal fabrication to deform sheet metal and other types of metal stock into various shapes and configurations. It employs mechanical, hydraulic, or electric mechanisms to apply force and manipulate the material, enabling the production of components with precise bends and angles.
Bending machines come in a variety of types and configurations, each suited to specific applications and production requirements. The most common types include press brakes, roll benders, and tube benders, each designed to perform different bending operations on different types of materials.
Press brakes are perhaps the most widely used type of bending machine and are specifically designed for bending sheet metal. They utilize a hydraulic or mechanical ram to apply force to a workpiece, which is positioned between a punch and a die. By adjusting the position and angle of the punch and die, operators can create bends of varying angles and radii.
Roll benders, also known as plate rolling machines or three-roll benders, are used to form cylindrical or curved shapes by passing metal stock between three rollers. The rollers, which can be adjusted independently, apply pressure to the material, gradually bending it into the desired shape. Roll benders are commonly used in the production of pipes, tubes, and cylindrical components.
Tube benders, as the name suggests, are specifically designed for bending metal tubes and pipes. They typically feature a series of rollers and dies that apply pressure to the outside of the tube, forcing it to bend around a central axis. Tube benders are widely used in industries such as automotive, aerospace, and construction for the fabrication of exhaust systems, roll cages, and structural frames.
In addition to these primary types, there are also specialized bending machines designed for specific applications, such as profile bending machines, which are used to bend extruded aluminum and other profiled materials, and wire bending machines, which are used to bend metal wire into various shapes and configurations.
Overall, bending machines play a critical role in the metalworking and metal fabrication industries, enabling the production of a wide range of components and products with precise bends and angles. With advances in technology and automation, modern bending machines offer increased efficiency, accuracy, and versatility, driving innovation and productivity in manufacturing processes.
Sheet Metal Forming:
Sheet metal forming is a manufacturing process used to transform flat sheets of metal into a variety of shapes and components. It encompasses a range of techniques, including bending, stretching, stamping, deep drawing, and roll forming, each suited to different applications and material properties.
One of the primary methods of sheet metal forming is bending, where a force is applied to the material to bend it along a linear axis. This can be achieved using tools such as press brakes or bending machines, which exert pressure on the metal to create angles, curves, and contours. Bending is commonly used in the fabrication of brackets, enclosures, panels, and structural components.
Stretch forming involves stretching a sheet of metal over a die or form to produce curved or contoured shapes. This process is often used in the automotive and aerospace industries to create complex body panels, fuselage sections, and aircraft wings.
Stamping, or press forming, utilizes dies and punches to deform the metal into specific shapes and patterns. It is commonly used to create parts with intricate geometries, such as automotive body panels, appliance housings, and electronic enclosures. Deep drawing is a variation of stamping where the metal is drawn into a die cavity to form cylindrical or box-shaped components, such as pots, pans, and cans.
Roll forming is a continuous process where a strip of metal is passed through a series of rollers to gradually bend it into a desired shape. It is often used in the production of long, uniform profiles, such as roofing panels, siding, and structural beams.
Sheet metal forming processes are governed by factors such as material thickness, tensile strength, ductility, and surface finish. Engineers must carefully consider these factors when selecting the appropriate forming technique and designing the tooling and equipment required for the process.
Advances in technology, such as computer-aided design (CAD), computer-aided manufacturing (CAM), and finite element analysis (FEA), have revolutionized sheet metal forming, enabling faster prototyping, improved accuracy, and greater efficiency. Automated systems and robotics are also increasingly being employed to streamline production and reduce labor costs.
Overall, sheet metal forming is a versatile and essential manufacturing process that plays a critical role in the production of a wide range of products across various industries. By leveraging the latest advancements in technology and techniques, manufacturers can achieve higher quality, greater efficiency, and increased flexibility in their forming operations.
Metalworking:
Metalworking is a broad term encompassing a range of processes involved in shaping, cutting, joining, and finishing metals to create parts, components, and products used in various industries. It includes traditional techniques such as forging, casting, and machining, as well as modern methods like additive manufacturing and CNC machining.
One of the oldest forms of metalworking is forging, where metal is heated and hammered into shape using tools such as anvils and hammers. Forging can produce parts with high strength and durability, making it suitable for applications such as automotive and aerospace components, hand tools, and industrial machinery.
Casting involves pouring molten metal into a mold cavity, where it solidifies and takes the shape of the mold. This process can produce complex shapes with intricate details and is widely used in the production of components such as engine blocks, cylinder heads, and machine housings.
Machining is a subtractive manufacturing process where material is removed from a workpiece using cutting tools to achieve the desired shape and dimensions. Common machining operations include turning, milling, drilling, and grinding, each suited to different materials and geometries. CNC machining, which utilizes computer-controlled machines to automate and optimize machining operations, has revolutionized the industry by enabling high precision, repeatability, and efficiency.
Additive manufacturing, also known as 3D printing, builds parts layer by layer from digital models using materials such as metal powders, filaments, or resins. This process offers unprecedented design freedom and complexity, allowing for the production of highly customized and intricate parts with minimal material waste. Additive manufacturing is used in a variety of industries, including aerospace, healthcare, and automotive, for prototyping, tooling, and end-use production.
Metalworking also encompasses a range of joining processes such as welding, brazing, soldering, and adhesive bonding, which are used to assemble metal components into larger structures and systems. These processes require careful consideration of factors such as material compatibility, joint strength, and thermal effects to ensure the integrity and reliability of the finished product.
Finishing operations such as polishing, plating, painting, and coating are applied to metal parts to improve their surface finish, appearance, and corrosion resistance. These processes enhance the functionality and aesthetics of the final product, making it more appealing to consumers and extending its lifespan in harsh environments.
Overall, metalworking is a vital industry that supports manufacturing and construction activities worldwide. By leveraging a combination of traditional craftsmanship and advanced technologies, metalworkers continue to push the boundaries of what is possible, driving innovation and progress in numerous fields.
Bending Process:
The bending process is a fundamental operation in metalworking, used to deform sheet metal and other materials into various shapes and configurations. It involves applying force to the material to cause it to bend along a specific axis, resulting in angles, curves, or contours as desired for the final product.
Several methods are employed in the bending process, each offering unique advantages and suitable for different applications. One of the most common techniques is air bending, where the material is pressed between a punch and a die, with the punch exerting force at specific points along the workpiece’s length. This method allows for a wide range of bend angles to be achieved with minimal tooling changes and setup time.
Bottoming, also known as coining, involves applying force to the material until it contacts the bottom of the die, resulting in a precise bend angle and sharp corners. While this method produces accurate bends, it requires higher forces and is often used for forming parts with tight tolerances or complex geometries.
Another bending method is edge bending, where the material is bent along its edge using a specially designed tool or die. This technique is commonly used for forming channels, flanges, and seams in sheet metal components, providing strength and rigidity along the bent edge.
Roll bending, also known as pyramid rolling or three-roll bending, is used to form cylindrical or curved shapes by passing the material through a series of rollers. This method is particularly suited for producing long, uniform profiles such as tubes, pipes, and structural sections.
Regardless of the bending method employed, several factors must be considered to ensure successful outcomes. These include material properties such as thickness, ductility, and strength; bend radius, which determines the tightness of the bend; and tooling design, which affects the quality and accuracy of the final product.
Advances in technology, such as computer numerical control (CNC) and finite element analysis (FEA), have revolutionized the bending process, enabling greater precision, efficiency, and automation. CNC press brakes, for example, allow for precise control of bending parameters and sequencing, reducing setup time and scrap while improving repeatability and productivity.
Overall, the bending process is a critical operation in metalworking, essential for producing a wide range of components and products used in industries such as automotive, aerospace, construction, and manufacturing. By understanding the principles and techniques of bending, engineers and fabricators can achieve precise and cost-effective solutions to meet the demands of modern manufacturing.
Sheet Metal Manipulation:
Sheet metal manipulation refers to the process of shaping and forming thin sheets of metal into desired configurations, typically through bending, folding, stretching, or shaping operations. This versatile process is essential in various industries, including automotive, aerospace, construction, and electronics, where lightweight and durable metal components are required.
One of the primary methods of sheet metal manipulation is bending, where the metal is deformed along a linear axis to create angles, curves, or contours. This can be achieved using equipment such as press brakes, bending machines, or rollers, which apply force to the material to induce the desired bend. Bending is commonly used in the fabrication of brackets, enclosures, panels, and structural components.
Folding is another common technique used in sheet metal manipulation, where the material is bent along a straight line to create crisp edges or flanges. This process is often performed using press brakes or folding machines, which accurately position and fold the metal to achieve the desired geometry. Folding is widely used in the production of boxes, trays, cabinets, and other folded metal structures.
Stretching or stretching forming involves elongating the metal sheet to create complex shapes or contours. This process is often used in automotive body panel manufacturing, where large, smooth surfaces are required. Stretch forming machines apply tension to the metal sheet, causing it to stretch and conform to the shape of a die or form, resulting in precise and uniform parts.
Shaping operations such as deep drawing, spinning, and hydroforming are also used in sheet metal manipulation to produce components with intricate geometries. Deep drawing involves pulling a flat sheet of metal into a die cavity to create cylindrical or box-shaped parts, while spinning uses a rotating tool to shape the metal around a mandrel. Hydroforming utilizes fluid pressure to form metal sheets into complex shapes with minimal tooling and setup.
Sheet metal manipulation requires careful consideration of material properties, tooling design, and process parameters to achieve accurate and repeatable results. Advances in technology, such as computer-aided design (CAD), computer-aided manufacturing (CAM), and finite element analysis (FEA), have revolutionized sheet metal manipulation, enabling greater precision, efficiency, and automation in the fabrication process.
Overall, sheet metal manipulation is a critical aspect of metalworking, allowing manufacturers to produce lightweight, durable, and intricately shaped components for a wide range of applications. By leveraging the latest techniques and technologies, engineers and fabricators can achieve cost-effective solutions that meet the demanding requirements of modern manufacturing.
Precision Bending:
Precision bending is a specialized metalworking process that focuses on achieving highly accurate and repeatable bends in sheet metal and other materials. It involves meticulous control of parameters such as bend angle, bend radius, and material positioning to produce components with tight tolerances and exact specifications.
One of the key aspects of precision bending is the selection and setup of bending equipment, such as press brakes or bending machines, that offer precise control over bending force, tool positioning, and material handling. Modern CNC press brakes, for example, allow operators to program and execute complex bending sequences with micron-level accuracy, ensuring consistent results across multiple parts.
Tooling design and selection are also critical in precision bending, as the shape and condition of the bending tools directly influence the quality and accuracy of the bends. Precision-ground tooling with tight tolerances minimizes deflection and wear, resulting in sharper bends and improved dimensional control. Specialty tooling, such as gooseneck punches and segmented dies, may be used to achieve specific bend geometries or accommodate unique part configurations.
Material handling and positioning play a crucial role in precision bending, as even minor variations in material thickness or alignment can affect the accuracy of the bends. Automated back gauge systems and optical positioning devices help ensure precise material placement and alignment, minimizing setup time and reducing the risk of errors.
Quality control measures are implemented throughout the precision bending process to verify the accuracy and consistency of the finished parts. Non-contact measurement systems, such as laser scanners or vision systems, are used to inspect bend angles, dimensions, and surface profiles, while in-process monitoring and feedback systems provide real-time data on bending performance and tool condition.
Precision bending finds applications in industries where tight tolerances, complex geometries, and high-quality finishes are critical, such as aerospace, automotive, electronics, and medical device manufacturing. Components produced through precision bending include brackets, chassis, enclosures, and structural members, among others, where dimensional accuracy and repeatability are essential for proper fit and function.
Overall, precision bending is a sophisticated metalworking technique that combines advanced equipment, precise tooling, and meticulous process control to achieve superior results. By prioritizing accuracy and consistency, manufacturers can produce high-quality components that meet the most demanding requirements of today’s industries.
Plate Bending:
Plate bending, also known as plate rolling or rolling, is a metalworking process used to bend flat plates or sheets of metal into curved or cylindrical shapes. It is commonly employed in industries such as shipbuilding, construction, and manufacturing to produce components such as cylinders, pipes, tanks, and structural sections.
The plate bending process typically involves passing a flat plate between three or more rollers arranged in a triangular configuration. The rollers exert pressure on the plate, gradually bending it into the desired curvature as it passes through the machine. The distance between the rollers, known as the center distance or roll radius, determines the radius of the bend achieved.
Plate bending machines come in various configurations, including pyramid type, initial pinch type, and double-pinch type, each offering unique advantages and capabilities. Pyramid type machines have fixed bottom rolls and adjustable top rolls, allowing for precise control over the bend radius and shape. Initial pinch type machines feature fixed top and bottom rolls with adjustable side rolls, while double-pinch type machines have all three rolls adjustable, enabling greater flexibility and efficiency in operation.
The selection of plate bending machine depends on factors such as material thickness, width, and curvature requirements, as well as production volume and budget considerations. Modern plate bending machines often feature computer numerical control (CNC) systems for automated operation and precise control over bending parameters, such as roll position, pressure, and speed.
Plate bending is suitable for a wide range of materials, including carbon steel, stainless steel, aluminum, and alloys, with varying thicknesses and properties. Specialized tooling and accessories, such as roll crowning devices, pre-bending attachments, and variable geometry rolls, may be used to achieve specific bend profiles and minimize distortion.
Plate bending is a versatile process that allows for the production of components with complex geometries and tight tolerances. By leveraging advanced machinery and techniques, manufacturers can achieve cost-effective solutions for a variety of applications, from small-scale prototypes to large-scale production runs. Overall, plate bending plays a crucial role in the metalworking industry, enabling the fabrication of structural elements and components that form the backbone of modern infrastructure and machinery.
Sheet Metal Fabrication:
Sheet metal fabrication is a versatile manufacturing process used to create a wide range of products and components from flat sheets of metal. It involves various techniques such as cutting, bending, forming, welding, and finishing to transform raw materials into finished parts with precise dimensions and functional features.
The sheet metal fabrication process typically begins with material selection, where the appropriate type and thickness of metal are chosen based on the application’s requirements. Common materials used in sheet metal fabrication include steel, aluminum, stainless steel, copper, and brass, each offering specific properties such as strength, corrosion resistance, and formability.
Once the material is selected, the fabrication process moves to cutting, where the sheet metal is trimmed to size using techniques such as shearing, sawing, laser cutting, or plasma cutting. Precision cutting is essential to ensure accurate dimensions and minimize material waste.
After cutting, the sheet metal undergoes forming operations to create desired shapes and configurations. Bending, folding, and rolling are common forming techniques used to bend the metal into angles, curves, or cylindrical shapes. These operations are performed using equipment such as press brakes, bending machines, and roll formers, which apply force to the material to induce the desired deformation.
Joining is another critical aspect of sheet metal fabrication, where individual parts or components are assembled into larger structures using welding, riveting, fastening, or adhesive bonding techniques. Welding, in particular, is widely used to create strong and durable bonds between metal pieces, while riveting and fastening provide mechanical connections that can be easily disassembled if needed.
Finishing operations such as grinding, polishing, painting, or coating are applied to the fabricated parts to enhance their appearance, improve corrosion resistance, or provide additional functionality. These operations are essential for achieving the desired aesthetics and performance of the final product.
Sheet metal fabrication is widely used in various industries, including automotive, aerospace, construction, electronics, and consumer goods, to produce a diverse range of products such as enclosures, panels, brackets, chassis, and structural components. With advancements in technology and automation, modern sheet metal fabrication processes offer increased efficiency, accuracy, and versatility, driving innovation and progress in manufacturing industries worldwide.
Hydraulic Press:
A hydraulic press is a machine tool that utilizes hydraulic pressure to exert force on a workpiece, typically to bend, shape, or compress it. It consists of a hydraulic system, a frame, a ram or piston, and a bed or table where the workpiece is positioned.
The hydraulic system of a press consists of a hydraulic pump, hydraulic fluid, valves, cylinders, and hoses. When the hydraulic pump is activated, it forces hydraulic fluid into the cylinders, generating pressure that is transmitted to the ram or piston. The ram then applies force to the workpiece, deforming it according to the desired specifications.
Hydraulic presses come in various configurations, including C-frame presses, H-frame presses, four-column presses, and straight-side presses, each suited to different applications and production requirements. C-frame presses have a single vertical frame, providing access to three sides of the workpiece, while H-frame presses have a horizontal frame that offers greater stability and rigidity. Four-column and straight-side presses are used for heavy-duty applications requiring high force and precision.
One of the primary advantages of hydraulic presses is their ability to generate high forces over a wide range of stroke lengths and speeds. This makes them suitable for a variety of metalworking and forming operations, including bending, stamping, punching, forging, and deep drawing. Hydraulic presses are widely used in industries such as automotive, aerospace, appliance manufacturing, and metal fabrication for producing components such as brackets, chassis, enclosures, and structural parts.
Hydraulic presses offer several benefits over mechanical or pneumatic presses, including smoother operation, adjustable force and speed, and the ability to exert constant pressure throughout the entire stroke. They are also relatively quiet and require less maintenance compared to other types of presses.
In addition to standard hydraulic presses, specialized variants such as CNC hydraulic presses and servo hydraulic presses are available, offering enhanced precision, flexibility, and automation capabilities. These advanced systems allow for precise control of pressure, position, and speed, enabling manufacturers to achieve tighter tolerances, faster cycle times, and improved productivity.
Overall, hydraulic presses are versatile and essential tools in the metalworking and manufacturing industries, enabling the production of a wide range of components and products with precision and efficiency. With ongoing advancements in technology and engineering, hydraulic presses continue to play a vital role in shaping the future of manufacturing processes.
Bending Tools:
Bending tools are essential components used in sheet metal fabrication and metalworking processes to deform flat sheets or plates of metal into desired shapes and configurations. These tools include various types of dies, punches, and fixtures designed to apply force and control material deformation during bending operations.
- Dies: Dies are specialized tooling components used to support and shape the material during bending. They come in various shapes and configurations to accommodate different bend angles, radii, and profiles. Common types of dies include V-dies, U-dies, hemming dies, and offset dies, each suited to specific bending applications and material properties.
- Punches: Punches are tooling components that apply force to the material, causing it to deform and bend over the die. They come in different shapes and sizes, including straight punches, radius punches, and gooseneck punches, each designed to achieve specific bend geometries and configurations. Punches are often mounted on the ram of a press brake or bending machine and may be interchangeable to accommodate different bending requirements.
- Fixtures: Fixtures are specialized tooling devices used to hold and support the workpiece during bending operations. They provide stability and alignment, ensuring accurate and repeatable bends while minimizing material distortion or springback. Fixtures may include back gauges, clamps, supports, and alignment guides, which are adjustable and configurable to accommodate various part geometries and sizes.
- Tooling Accessories: Tooling accessories such as back gauges, angle measuring devices, and safety guards are essential for efficient and safe bending operations. Back gauges help position the material accurately for consistent bend locations, while angle measuring devices ensure precise bend angles are achieved. Safety guards protect operators from hazards associated with high-pressure bending operations, such as flying debris or pinch points.
- Specialized Tooling: In addition to standard dies and punches, specialized tooling may be used for specific bending applications or material types. This includes custom-designed tooling for unique part geometries, as well as coatings or surface treatments to minimize friction and wear during bending operations. Advanced tooling technologies, such as segmented dies, hydraulic clamping systems, and quick-change tooling, offer increased flexibility, efficiency, and precision in bending processes.
Overall, bending tools play a critical role in sheet metal fabrication and metalworking, enabling the production of a wide range of components and products with precise bends and configurations. By selecting the appropriate tooling and accessories and applying best practices in tooling design and operation, manufacturers can achieve cost-effective and high-quality bending solutions for various industrial applications.
Sheet Metal Bending Machine
A sheet metal bending machine, also known as a press brake or bending press, is a specialized tool used in metal fabrication to bend and shape flat sheets of metal into desired configurations. It employs mechanical, hydraulic, or servo-electric mechanisms to exert force on the workpiece, causing it to deform and form precise bends and angles.
Sheet metal bending machines consist of several key components:
- Frame: The frame provides the structural support for the machine and houses the bending mechanism. It is typically made of heavy-duty steel or cast iron to withstand the forces generated during bending operations.
- Ram or Beam: The ram or beam is the moving part of the machine that applies force to the workpiece. It may be driven by hydraulic cylinders, mechanical linkages, or servo motors, depending on the type of machine.
- Bed or Table: The bed or table is the stationary surface on which the workpiece rests during bending. It is usually equipped with a series of grooves or slots to accommodate different tooling setups and workpiece sizes.
- Tooling: Tooling consists of punches and dies that shape the material during bending. Common types of tooling include V-dies, hemming dies, and radius punches, each designed to achieve specific bend profiles and geometries.
- Back Gauge: The back gauge is an adjustable stop that helps position the workpiece accurately for consistent bend locations. It can be manually adjusted or controlled by a computerized system for automated operation.
Sheet metal bending machines come in various configurations, including mechanical, hydraulic, and servo-electric types, each offering unique advantages in terms of speed, precision, and control. Mechanical press brakes use a system of gears, flywheels, and clutches to generate bending force, while hydraulic press brakes rely on hydraulic cylinders and pumps for power and control. Servo-electric press brakes use electric motors and ball screws to precisely position the ram, offering high accuracy and energy efficiency.
Modern sheet metal bending machines often feature computer numerical control (CNC) systems for automated operation and precise control over bending parameters. CNC press brakes allow operators to program and execute complex bending sequences, angles, and dimensions, reducing setup time and minimizing scrap.
Sheet metal bending machines are widely used in industries such as automotive, aerospace, construction, and manufacturing to produce a diverse range of components and products, including brackets, enclosures, panels, and structural parts. Their versatility, efficiency, and ability to produce complex shapes make them indispensable tools in the metal fabrication industry.
Sheet Metal Rolling:
Sheet metal rolling, also known as plate rolling or roll bending, is a metalworking process used to deform flat sheets or plates of metal into cylindrical or curved shapes. It involves passing the material through a series of rollers arranged in a triangular configuration, which exert pressure and gradually bend the metal to the desired curvature.
The sheet metal rolling process typically consists of the following steps:
- Preparation: The process begins with the preparation of the sheet metal, which may involve cleaning, degreasing, or surface treatment to remove contaminants and improve adhesion. The material is then trimmed to the required size and thickness using cutting tools such as shears, saws, or laser cutters.
- Setup: The sheet metal is then positioned between the rollers of the rolling machine, with the initial curvature and alignment determined based on the desired shape of the finished part. The rollers are adjusted to the appropriate spacing and angle to achieve the desired curvature and radius.
- Rolling: Once the setup is complete, the sheet metal is fed into the rolling machine, where it passes through the rollers. The rollers exert pressure on the material, gradually bending it into a cylindrical or curved shape as it moves through the machine. The process may be performed in multiple passes, with the curvature gradually increasing with each pass until the desired shape is achieved.
- Finishing: After rolling, the finished part may undergo additional finishing operations to improve surface finish, dimensional accuracy, or mechanical properties. This may include trimming excess material, grinding or polishing surface imperfections, or heat treating to relieve internal stresses and improve material properties.
Sheet metal rolling machines come in various configurations, including pyramid type, initial pinch type, and double-pinch type, each offering unique advantages and capabilities. Pyramid type machines have fixed bottom rolls and adjustable top rolls, allowing for precise control over the bend radius and shape. Initial pinch type machines feature fixed top and bottom rolls with adjustable side rolls, while double-pinch type machines have all three rolls adjustable, enabling greater flexibility and efficiency in operation.
Sheet metal rolling is commonly used in industries such as aerospace, automotive, construction, and manufacturing to produce components such as cylinders, pipes, tubes, and structural sections. With advances in technology and automation, modern sheet metal rolling machines offer increased precision, efficiency, and versatility, driving innovation and progress in metalworking processes.
Bend Allowance:
Bend allowance is a critical concept in sheet metal fabrication that refers to the amount of material required for a bend in a metal part. It is calculated based on the material thickness, bend angle, bend radius, and other factors to ensure accurate dimensions and proper fit-up of fabricated components.
When a metal part is bent, the outer surface of the material stretches while the inner surface compresses. This stretching and compression result in material deformation and elongation along the bend line, affecting the overall length of the bent section. The bend allowance compensates for this deformation by accounting for the material consumed during the bending process.
The bend allowance is typically calculated using mathematical formulas or tables based on empirical data and engineering principles. The most common formula for calculating bend allowance is:
Bend Allowance (BA) = [(π/180) × Bend Angle × (Internal Radius + K × Material Thickness)]
Where:
- Bend Angle is the angle of the bend in degrees.
- Internal Radius is the radius of the bend in inches.
- Material Thickness is the thickness of the metal sheet in inches.
- K is a factor that depends on the specific bending process and material properties. It accounts for factors such as springback, material elongation, and bend radius variations.
By accurately calculating the bend allowance, fabricators can determine the correct length of the flat pattern or blank required to produce the desired bent part. This ensures that the final part dimensions match the design specifications and allows for precise positioning of bend lines and features during fabrication.
In addition to bend allowance, other factors such as bend deduction, bend development, and bend radius are also important considerations in sheet metal bending operations. These factors help optimize the bending process, minimize material waste, and ensure the quality and integrity of fabricated parts.
Overall, understanding and properly calculating bend allowance is essential for achieving accurate and repeatable results in sheet metal fabrication. By accounting for material deformation and elongation during bending, fabricators can produce high-quality components with tight tolerances and precise dimensions, meeting the requirements of diverse industrial applications.
Press Brake Tooling:
Press brake tooling is a crucial component of the bending process in sheet metal fabrication. It consists of various dies and punches that work together to deform the metal sheet and create precise bends and forms. Press brake tooling comes in a variety of shapes, sizes, and configurations to accommodate different bending requirements and material types.
- Dies: Dies are stationary tooling components that support and shape the material during bending. They come in various profiles, including V-dies, U-dies, hemming dies, and radius dies, each designed to achieve specific bend geometries and configurations. V-dies are the most common type and are used for bending sharp angles, while U-dies are used for bending flanges or channels. Hemming dies create folded edges, and radius dies produce curved bends with a consistent radius.
- Punches: Punches are movable tooling components that apply force to the material, causing it to deform and bend over the die. They come in different shapes, including straight punches, radius punches, and gooseneck punches, each designed to achieve specific bend profiles and configurations. Straight punches are used for standard bends, while radius punches create curved bends with a consistent radius. Gooseneck punches are used for reaching into tight spaces or forming complex shapes.
- Tooling Holders: Tooling holders, also known as clamps or holders, secure the dies and punches in place during bending operations. They come in various designs, including segmented holders, universal holders, and self-centering holders, each offering different levels of flexibility, rigidity, and ease of setup. Segmented holders allow for quick and easy tool changes, while self-centering holders automatically center the tooling for accurate bending.
- Accessories: Press brake tooling accessories include back gauges, angle measuring devices, and safety guards, which are essential for efficient and safe bending operations. Back gauges help position the material accurately for consistent bend locations, while angle measuring devices ensure precise bend angles are achieved. Safety guards protect operators from hazards associated with high-pressure bending operations, such as flying debris or pinch points.
Press brake tooling is selected based on factors such as material type, thickness, bend radius, and complexity of the bend. Proper tooling selection and setup are critical for achieving accurate and repeatable bends, minimizing material waste, and ensuring the quality and integrity of fabricated parts. With a wide range of tooling options available, fabricators can choose the best combination of dies and punches to meet the requirements of their specific bending applications.
CNC Press Brake
A CNC (Computer Numerical Control) press brake is a highly advanced machine tool used in sheet metal fabrication to bend and form metal sheets with a high level of precision and repeatability. It combines the capabilities of a traditional press brake with computer-controlled automation, allowing for greater flexibility, efficiency, and accuracy in bending operations.
Key components and features of a CNC press brake include:
- Control System: The heart of a CNC press brake is its control system, which consists of a computer and software that control the machine’s movements and operations. The control system interprets programming instructions, such as bend angles, dimensions, and tooling setups, and converts them into precise movements of the machine’s ram and back gauge.
- Back Gauge: A CNC press brake is equipped with a back gauge system that automatically positions the workpiece for accurate and consistent bending. The back gauge can be programmed to move along the machine’s bed to accommodate different part lengths and bend locations, reducing setup time and increasing productivity.
- Ram and Tooling: The ram of a CNC press brake is driven by hydraulic or servo-electric actuators and is equipped with a variety of tooling options, including punches and dies, to perform bending operations. The tooling can be quickly and easily changed to accommodate different bend angles, radii, and part geometries.
- Safety Features: CNC press brakes are equipped with various safety features to protect operators and prevent accidents during bending operations. These may include light curtains, safety mats, interlocks, and emergency stop buttons, which ensure safe operation and compliance with industry safety standards.
- Offline Programming: Many CNC press brakes feature offline programming capabilities, allowing operators to create and simulate bending programs on a computer without tying up the machine. Offline programming software provides tools for creating 3D models of parts, defining bending sequences, and optimizing tooling setups, resulting in faster setup times and improved accuracy.
- Bending Accuracy: CNC press brakes offer unparalleled bending accuracy and repeatability, thanks to their precise control systems and advanced servo-hydraulic or servo-electric actuators. They can achieve tight tolerances and complex bend geometries with minimal variation, ensuring high-quality finished parts.
CNC press brakes are used in various industries, including automotive, aerospace, electronics, and machinery manufacturing, to produce a wide range of components and products, such as brackets, enclosures, panels, and structural parts. Their ability to automate bending operations, increase productivity, and improve part quality makes them indispensable tools in modern sheet metal fabrication.
Sheet Metal Bending Techniques:
Sheet metal bending is a fundamental process in metalworking used to create various shapes, angles, and forms in thin metal sheets. Different bending techniques are employed based on factors such as material thickness, bend radius, and desired bend angle. Here are some common sheet metal bending techniques:
- Air Bending: Air bending is a versatile bending technique where the material is bent using a punch and die without touching the bottom of the die. This allows for flexibility in adjusting the bend angle by controlling the depth of penetration of the punch into the die. Air bending is suitable for a wide range of bend angles and material thicknesses.
- Bottoming: Bottoming, also known as coining, involves fully contacting the material with the bottom of the die to achieve precise bend angles and sharp corners. This technique is used when high accuracy and tight tolerances are required, especially for forming intricate shapes or when working with high-strength materials.
- Coining: Coining is a specialized bending technique that involves applying high pressure to the material using a specially designed die and punch set. This process results in precise bends with minimal springback and distortion, making it suitable for producing high-precision components with tight tolerances.
- 3-Point Bending: In 3-point bending, the material is bent between two points of contact while a third point applies the bending force. This technique is often used to create curves, arcs, and complex shapes in sheet metal, as it allows for gradual bending without excessive deformation or distortion.
- 4-Point Bending: 4-point bending involves bending the material between two points of contact while two additional points apply opposing forces to control the bend radius and minimize distortion. This technique is commonly used for bending long, narrow sections of sheet metal or for forming channels and U-shaped profiles.
- Roll Bending: Roll bending, also known as pyramid rolling or three-roll bending, involves passing the material through a series of rollers to gradually bend it into a cylindrical or curved shape. This technique is used to produce tubes, pipes, and curved profiles with consistent radii and precise dimensions.
- Rotary Bending: Rotary bending is a process where the material is wrapped around a cylindrical mandrel or form and bent using a rotating tool or roller. This technique is commonly used for producing curved or twisted shapes in sheet metal, such as spiral staircases, handrails, and decorative elements.
Each bending technique offers unique advantages and is selected based on the specific requirements of the application, including bend angle, bend radius, material type, and dimensional accuracy. By choosing the appropriate bending technique and employing best practices in tooling design and setup, manufacturers can achieve high-quality bends and produce complex sheet metal components with precision and efficiency.
Springback in Sheet Metal Bending:
Springback is a common phenomenon in sheet metal bending where the material tends to return to its original shape after being bent. It occurs due to the elastic properties of the metal, which cause it to stretch during bending and then relax slightly once the bending force is removed. Springback can lead to inaccuracies in the final bent shape and is a significant consideration in sheet metal fabrication.
Several factors contribute to springback in sheet metal bending:
- Material Properties: The elastic modulus and yield strength of the metal significantly influence its tendency to spring back after bending. Materials with higher elastic moduli and yield strengths exhibit greater resistance to deformation and are more prone to springback.
- Bend Radius: The radius of the bend also affects the degree of springback. Smaller bend radii result in more severe bending and increased springback, while larger bend radii allow for more gradual bending and reduced springback.
- Material Thickness: Thicker materials tend to experience more springback than thinner materials, as they require higher bending forces and undergo greater deformation during bending. Thinner materials are more flexible and exhibit less resistance to springback.
- Bend Angle: The bend angle, or the angle at which the material is bent, influences the amount of springback experienced. Larger bend angles result in more significant elastic deformation and increased springback, while smaller bend angles cause less deformation and reduced springback.
- Tooling and Setup: The design and condition of the bending tooling, including the punch and die, can affect springback. Improper tooling setup, such as inadequate die clearance or excessive punch radius, can lead to uneven bending and increased springback.
- Material Grain Direction: The orientation of the grain structure in the metal sheet can also influence springback. Bending across the grain tends to produce more severe springback than bending along the grain, as the grain boundaries act as barriers to deformation.
To compensate for springback and achieve the desired final shape, fabricators often employ techniques such as overbending or overforming, where the material is bent slightly beyond the target angle to account for springback. Additionally, iterative adjustments to bending parameters, such as bend angle, bend radius, and tooling setup, may be necessary to achieve the desired dimensional accuracy in the final bent part.
Understanding the factors contributing to springback and implementing appropriate mitigation strategies are essential for achieving accurate and repeatable results in sheet metal bending operations. By accounting for springback and optimizing bending processes, manufacturers can produce high-quality sheet metal components with tight tolerances and precise dimensions.
Sheet Metal Hemming:
Sheet metal hemming is a specialized bending technique used to fold and secure the edge of a metal sheet over itself to create a smooth and reinforced edge. Hemming is commonly employed in various industries, including automotive, aerospace, appliance manufacturing, and HVAC, to produce components such as panels, doors, hoods, and enclosures with finished edges and improved structural integrity.
The hemming process typically involves the following steps:
- Preparation: The sheet metal to be hemmed is prepared by cutting it to the required size and shape using shearing, punching, or laser cutting techniques. The edges of the sheet may be deburred or smoothed to ensure clean and uniform bends during hemming.
- Bending: The hemming process begins with bending the edge of the sheet metal over itself to create a fold or flange. This is typically done using a press brake, folding machine, or hemming tool, which applies force to the material to achieve the desired bend angle and radius. The fold may be formed at a right angle or a specified angle, depending on the design requirements.
- Insertion: After the initial bend is formed, the folded edge of the sheet is inserted into a receiving channel or hemming die, which securely holds the folded edge in place during the final hemming operation. The insertion process ensures proper alignment and engagement of the folded edge, preventing it from shifting or buckling during hemming.
- Closing: The final step in the hemming process is to close or clamp the folded edge against the base material to create a tight and secure seal. This is typically done using a hemming die or tooling setup that applies pressure to the folded edge, compressing it against the base material and forming a strong mechanical bond. The closing force may be applied using hydraulic, pneumatic, or mechanical means, depending on the size and complexity of the part.
Sheet metal hemming offers several benefits, including:
- Enhanced Structural Integrity: Hemming reinforces the edge of the sheet metal, providing increased strength and stiffness to the finished part, especially in applications where rigidity and durability are critical.
- Improved Aesthetics: Hemming creates a smooth and finished edge on the sheet metal, eliminating sharp edges or exposed raw edges that may pose safety hazards or detract from the appearance of the part.
- Sealing and Weatherproofing: Hemming can be used to create a tight seal between mating parts, preventing moisture, dust, or debris from entering enclosed spaces and providing improved weather resistance and durability.
- Noise and Vibration Reduction: Hemming helps dampen noise and vibration in sheet metal components by providing additional reinforcement and reducing resonant frequencies, resulting in quieter and more comfortable operation in automotive, appliance, and HVAC applications.
Overall, sheet metal hemming is a versatile and effective technique for creating finished edges, reinforcing seams, and improving the overall quality and performance of sheet metal components. By employing proper tooling, setup, and techniques, manufacturers can achieve precise and reliable hemmed parts that meet the demanding requirements of modern industrial applications.
Sheet Metal Flanging:
Sheet metal flanging is a metalworking process used to create a flange, or raised edge, along the edge of a metal sheet. Flanging is commonly employed in various industries, including automotive, aerospace, HVAC, and appliance manufacturing, to produce components such as panels, enclosures, ductwork, and structural members with reinforced edges and improved rigidity.
The flanging process typically involves the following steps:
- Preparation: The sheet metal to be flanged is prepared by cutting it to the required size and shape using shearing, punching, or laser cutting techniques. The edges of the sheet may be deburred or smoothed to ensure clean and uniform bends during flanging.
- Tooling Setup: Flanging is performed using specialized tooling, including flange dies and punches, which are mounted on a press brake or flanging machine. The tooling is selected based on the desired flange height, width, and shape, as well as the material type and thickness.
- Bending: The flanging process begins with bending the edge of the sheet metal to create the flange. This is typically done using a press brake, flanging machine, or flange forming tool, which applies force to the material to achieve the desired flange angle and radius. The flange may be formed at a right angle or a specified angle, depending on the design requirements.
- Supporting: After the initial bend is formed, the flange may be supported or reinforced using additional tooling or fixtures to prevent distortion or buckling during subsequent bending operations. This is especially important for flanges with large dimensions or complex shapes that require additional stability.
- Trimming and Finishing: Once the flange is formed, any excess material may be trimmed or removed using shearing, punching, or cutting tools to achieve the final dimensions and shape. The flange edge may also be deburred, smoothed, or finished to remove sharp edges and improve the appearance of the part.
Sheet metal flanging offers several benefits, including:
- Increased Strength and Stiffness: Flanging reinforces the edge of the sheet metal, providing increased strength and stiffness to the finished part, especially in applications where rigidity and durability are critical.
- Improved Sealing and Joining: Flanges can be used to create a tight seal between mating parts, preventing leakage or ingress of fluids, gases, or debris. Flanged joints are commonly used in ductwork, enclosures, and piping systems to provide reliable sealing and structural support.
- Enhanced Aesthetics: Flanging adds a decorative element to sheet metal components, creating visually appealing edges and profiles that enhance the overall appearance of the part.
- Compatibility with Fastening Methods: Flanges provide a convenient means of attaching or joining sheet metal components using screws, rivets, or welds, allowing for easy assembly and disassembly of fabricated structures.
Overall, sheet metal flanging is a versatile and effective technique for creating reinforced edges, sealing seams, and enhancing the structural integrity and aesthetics of sheet metal components. By employing proper tooling, setup, and techniques, manufacturers can achieve precise and reliable flanged parts that meet the demanding requirements of modern industrial applications.
Sheet Metal Grooving:
Sheet metal grooving is a metalworking process used to create grooves, channels, or recesses in a metal sheet or plate. Grooving is commonly employed in various industries, including aerospace, automotive, electronics, and construction, to produce components such as channels, reinforcements, and flanges with enhanced structural integrity and functionality.
The grooving process typically involves the following steps:
- Preparation: The sheet metal to be grooved is prepared by cutting it to the required size and shape using shearing, punching, or laser cutting techniques. The surface of the metal may be cleaned, deburred, or smoothed to ensure clean and precise grooves.
- Tooling Setup: Grooving is performed using specialized tooling, including grooving tools, blades, or milling cutters, which are mounted on a press brake, milling machine, or grooving machine. The tooling is selected based on the desired groove dimensions, shape, and depth, as well as the material type and thickness.
- Grooving: The grooving process begins with the tooling making contact with the surface of the metal sheet and removing material to create the desired groove or channel. The depth, width, and shape of the groove are controlled by adjusting the tooling parameters, such as cutting speed, feed rate, and depth of cut. The grooving operation may be performed in a single pass or multiple passes, depending on the material thickness and complexity of the groove.
- Supporting: Depending on the application and groove dimensions, additional supporting or reinforcement may be required to prevent distortion or deformation of the metal sheet during grooving. This may involve using fixtures, clamps, or support blocks to stabilize the workpiece and ensure consistent groove dimensions and quality.
- Finishing: Once the grooving operation is complete, any sharp edges or burrs may be removed using deburring tools or abrasive finishing techniques to achieve a smooth and uniform surface finish. The grooved sheet metal may also undergo additional finishing processes, such as painting, coating, or plating, to enhance its appearance and corrosion resistance.
Sheet metal grooving offers several benefits, including:
- Enhanced Structural Integrity: Grooving adds reinforcement to the metal sheet, increasing its strength, stiffness, and resistance to bending or buckling under load. Grooves can be strategically placed to distribute stress and improve the overall structural integrity of fabricated components.
- Improved Functionality: Grooves can be used to create channels, recesses, or features that serve specific functional purposes, such as routing wires, housing components, or providing clearance for fasteners. Grooving allows for the integration of complex geometries and features into sheet metal parts, expanding their functionality and versatility.
- Cost-Effective Manufacturing: Grooving can be a cost-effective alternative to other forming or machining processes for creating specific features or profiles in sheet metal components. It allows for efficient material removal and precise dimensional control, resulting in minimal waste and lower production costs.
- Design Flexibility: Grooving offers designers and engineers greater flexibility in designing sheet metal components with intricate shapes, contours, and features. Grooves can be customized to meet the unique requirements of each application, allowing for creative and innovative solutions to design challenges.
Overall, sheet metal grooving is a versatile and effective technique for creating grooves, channels, and recesses in metal sheets, providing enhanced structural integrity, functionality, and design flexibility to fabricated components. By employing proper tooling, setup, and techniques, manufacturers can achieve precise and reliable grooved parts that meet the demanding requirements of modern industrial applications.
Sheet Metal Lancing:
Sheet metal lancing is a metalworking process used to create narrow slits or cuts in a metal sheet, allowing it to be easily bent or formed into desired shapes. Lancing is commonly employed in various industries, including automotive, HVAC, electronics, and construction, to produce components such as brackets, clips, tabs, and enclosures with enhanced flexibility and manufacturability.
The lancing process typically involves the following steps:
- Preparation: The sheet metal to be lanced is prepared by cutting it to the required size and shape using shearing, punching, or laser cutting techniques. The surface of the metal may be cleaned, deburred, or smoothed to ensure clean and precise lances.
- Tooling Setup: Lancing is performed using specialized tooling, including lancing tools, blades, or punches, which are mounted on a press brake, punch press, or lancing machine. The tooling is selected based on the desired lance dimensions, shape, and spacing, as well as the material type and thickness.
- Lancing: The lancing process begins with the tooling making contact with the surface of the metal sheet and creating narrow slits or cuts along predetermined lines or patterns. The depth, width, and spacing of the lances are controlled by adjusting the tooling parameters, such as cutting speed, feed rate, and depth of cut. The lancing operation may be performed in a single pass or multiple passes, depending on the material thickness and complexity of the lances.
- Supporting: Depending on the application and lance dimensions, additional supporting or reinforcement may be required to prevent distortion or deformation of the metal sheet during lancing. This may involve using fixtures, clamps, or support blocks to stabilize the workpiece and ensure consistent lance dimensions and quality.
- Finishing: Once the lancing operation is complete, any sharp edges or burrs may be removed using deburring tools or abrasive finishing techniques to achieve a smooth and uniform surface finish. The lanced sheet metal may also undergo additional finishing processes, such as painting, coating, or plating, to enhance its appearance and corrosion resistance.
Sheet metal lancing offers several benefits, including:
- Enhanced Formability: Lancing creates localized weakening of the metal sheet, allowing it to be easily bent or formed into desired shapes without cracking or tearing. Lanced sections act as hinges, facilitating the bending process and improving the overall formability of the sheet metal.
- Increased Flexibility: Lanced sheet metal can be folded, bent, or formed into complex shapes and configurations, providing designers and engineers with greater flexibility in designing components with intricate features and geometries.
- Cost-Effective Manufacturing: Lancing can be a cost-effective alternative to other forming or machining processes for creating specific features or profiles in sheet metal components. It allows for efficient material removal and precise dimensional control, resulting in minimal waste and lower production costs.
- Design Flexibility: Lancing offers designers and engineers greater flexibility in designing sheet metal components with intricate shapes, contours, and features. Lanced patterns can be customized to meet the unique requirements of each application, allowing for creative and innovative solutions to design challenges.
Overall, sheet metal lancing is a versatile and effective technique for creating narrow slits or cuts in metal sheets, providing enhanced formability, flexibility, and design freedom to fabricated components. By employing proper tooling, setup, and techniques, manufacturers can achieve precise and reliable lanced parts that meet the demanding requirements of modern industrial applications.
Sheet Metal Joggling:
Sheet metal joggling is a specialized metalworking process used to create offset bends or steps along the edge of a metal sheet or panel. Joggling is commonly employed in various industries, including aerospace, automotive, marine, and architectural, to produce components such as panels, skins, stiffeners, and frames with enhanced strength, stiffness, and assembly capabilities.
The joggling process typically involves the following steps:
- Preparation: The sheet metal to be joggled is prepared by cutting it to the required size and shape using shearing, punching, or laser cutting techniques. The surface of the metal may be cleaned, deburred, or smoothed to ensure clean and precise bends during joggling.
- Tooling Setup: Joggling is performed using specialized tooling, including joggling dies, punches, or fixtures, which are mounted on a press brake, joggling machine, or punch press. The tooling is selected based on the desired jog dimensions, shape, and spacing, as well as the material type and thickness.
- Joggling: The joggling process begins with the tooling making contact with the surface of the metal sheet and creating offset bends or steps along predetermined lines or patterns. The depth, width, and spacing of the joggles are controlled by adjusting the tooling parameters, such as bending force, punch size, and die clearance. The joggling operation may be performed in a single pass or multiple passes, depending on the material thickness and complexity of the joggles.
- Supporting: Depending on the application and jog dimensions, additional supporting or reinforcement may be required to prevent distortion or deformation of the metal sheet during joggling. This may involve using fixtures, clamps, or support blocks to stabilize the workpiece and ensure consistent jog dimensions and quality.
- Finishing: Once the joggling operation is complete, any sharp edges or burrs may be removed using deburring tools or abrasive finishing techniques to achieve a smooth and uniform surface finish. The joggled sheet metal may also undergo additional finishing processes, such as painting, coating, or plating, to enhance its appearance and corrosion resistance.
Sheet metal joggling offers several benefits, including:
- Enhanced Strength and Stiffness: Joggling adds reinforcement to the edge of the metal sheet, increasing its strength, stiffness, and resistance to bending or buckling under load. Joggles act as stiffeners or ribs, distributing stress and improving the overall structural integrity of fabricated components.
- Improved Assembly and Joining: Joggled edges provide a convenient means of aligning and joining sheet metal components, allowing for easy assembly and disassembly of fabricated structures. Joggles can be used to create interlocking joints, lap joints, or edge-to-edge connections, providing increased stability and rigidity to assembled parts.
- Cost-Effective Manufacturing: Joggling can be a cost-effective alternative to other forming or joining processes for creating specific features or profiles in sheet metal components. It allows for efficient material utilization and precise dimensional control, resulting in minimal waste and lower production costs.
- Design Flexibility: Joggling offers designers and engineers greater flexibility in designing sheet metal components with enhanced strength, stiffness, and assembly capabilities. Joggled edges can be customized to meet the unique requirements of each application, allowing for creative and innovative solutions to design challenges.
Overall, sheet metal joggling is a versatile and effective technique for creating offset bends or steps in metal sheets, providing enhanced strength, stiffness, and assembly capabilities to fabricated components. By employing proper tooling, setup, and techniques, manufacturers can achieve precise and reliable joggled parts that meet the demanding requirements of modern industrial applications.
Sheet Metal Stretch Forming:
Sheet metal stretch forming is a metalworking process used to shape metal sheets into complex contours, curves, and profiles by stretching the material over a die or form block. This technique is commonly employed in industries such as aerospace, automotive, marine, and architecture to produce components with intricate shapes and precise dimensional tolerances.
The sheet metal stretch forming process typically involves the following steps:
- Preparation: The sheet metal to be stretch formed is prepared by cutting it to the required size and shape using shearing, punching, or laser cutting techniques. The surface of the metal may be cleaned, deburred, or smoothed to ensure uniform stretching and forming.
- Tooling Setup: Stretch forming is performed using specialized tooling, including a stretch press or hydraulic press equipped with a forming die or form block. The tooling is designed to match the desired contour or shape of the finished part and is selected based on factors such as material type, thickness, and complexity of the forming operation.
- Clamping: The sheet metal blank is securely clamped or held in place on the stretch forming machine using clamps, fixtures, or vacuum suction devices. This ensures that the material remains stable and does not move or deform excessively during the stretching and forming process.
- Stretching: The stretching process begins with the forming die or form block exerting force on the sheet metal blank, causing it to stretch and deform over the contoured surface. The stretching force is applied gradually and evenly to ensure uniform deformation and prevent tearing or wrinkling of the material.
- Forming: As the sheet metal is stretched over the forming die, it conforms to the shape of the die cavity, resulting in the desired contour or profile. The forming process may be performed in a single pass or multiple passes, depending on the complexity of the part and the material properties.
- Release and Finishing: Once the stretching and forming process is complete, the formed part is released from the tooling and inspected for dimensional accuracy and surface finish. Any excess material may be trimmed or removed using shearing, punching, or cutting tools, and the formed part may undergo additional finishing processes, such as deburring, smoothing, or coating, to achieve the desired appearance and performance.
Sheet metal stretch forming offers several benefits, including:
- Complex Shape Formation: Stretch forming allows for the creation of complex contours, curves, and profiles in sheet metal components, including compound curves, transitions, and tapered sections. This enables designers and engineers to achieve intricate shapes and geometries that would be difficult or impossible to produce using traditional forming methods.
- Precise Dimensional Tolerances: Stretch forming provides excellent dimensional accuracy and repeatability, allowing for tight tolerances and consistent part-to-part quality. This is particularly important in industries such as aerospace and automotive, where precise fit and alignment are critical for performance and safety.
- Material Stretching and Work Hardening: Stretch forming involves controlled stretching and deformation of the sheet metal, which results in work hardening and improved material properties. This increases the strength, stiffness, and durability of the formed parts, making them more resistant to deformation, fatigue, and corrosion.
- Reduced Tooling Costs: Stretch forming can be more cost-effective than other forming methods, such as stamping or hydroforming, especially for low-volume production or prototypes. The tooling costs are typically lower, as only a single forming die or form block is required, and setup times are shorter, leading to faster production cycles and lower overall manufacturing costs.
Overall, sheet metal stretch forming is a versatile and effective technique for shaping metal sheets into complex contours and profiles, offering precise dimensional tolerances, enhanced material properties, and cost-effective manufacturing solutions for a wide range of industrial applications. By employing proper tooling, setup, and techniques, manufacturers can achieve high-quality formed parts that meet the demanding requirements of modern engineering and design.
Sheet Metal Coining:
Sheet metal coining is a precision metalworking process used to create precise bends, forms, and features in metal sheets using high pressure and specialized tooling. This technique is commonly employed in industries such as aerospace, automotive, electronics, and manufacturing to produce components with tight tolerances and intricate geometries.
The sheet metal coining process typically involves the following steps:
- Preparation: The sheet metal to be coined is prepared by cutting it to the required size and shape using shearing, punching, or laser cutting techniques. The surface of the metal may be cleaned, deburred, or smoothed to ensure uniform deformation and precise forming.
- Tooling Setup: Coining is performed using specialized tooling, including coining dies, punches, or stamping tools, which are mounted on a press or coining machine. The tooling is designed to match the desired form or feature of the finished part and is selected based on factors such as material type, thickness, and complexity of the coining operation.
- Clamping: The sheet metal blank is securely clamped or held in place on the coining machine using clamps, fixtures, or vacuum suction devices. This ensures that the material remains stable and does not move or deform excessively during the coining process.
- Coining: The coining process begins with the forming die or punch exerting high pressure on the sheet metal blank, causing it to deform and take on the shape of the die cavity. The pressure is applied gradually and evenly to ensure uniform deformation and prevent tearing or wrinkling of the material.
- Forming: As the sheet metal is coined, it conforms to the shape of the coining die, resulting in the desired bend, form, or feature. The forming process may be performed in a single pass or multiple passes, depending on the complexity of the part and the material properties.
- Release and Finishing: Once the coining process is complete, the formed part is released from the tooling and inspected for dimensional accuracy and surface finish. Any excess material may be trimmed or removed using shearing, punching, or cutting tools, and the coined part may undergo additional finishing processes, such as deburring, smoothing, or coating, to achieve the desired appearance and performance.
Sheet metal coining offers several benefits, including:
- Precision Forming: Coining provides excellent dimensional accuracy and repeatability, allowing for tight tolerances and consistent part-to-part quality. This is particularly important in industries such as aerospace and automotive, where precise fit and alignment are critical for performance and safety.
- Enhanced Material Properties: Coining involves controlled deformation of the sheet metal, which results in work hardening and improved material properties. This increases the strength, stiffness, and durability of the formed parts, making them more resistant to deformation, fatigue, and corrosion.
- Complex Forming Capabilities: Coining can be used to create a wide range of complex forms, features, and geometries in sheet metal components, including bends, flanges, embossments, and contours. This allows designers and engineers to achieve intricate shapes and configurations that would be difficult or impossible to produce using other forming methods.
- High Production Efficiency: Coining can be a highly efficient and cost-effective forming process, especially for high-volume production or mass manufacturing. The high-speed operation of coining machines and the ability to form multiple features in a single operation result in shorter production cycles and lower overall manufacturing costs.
Overall, sheet metal coining is a versatile and effective technique for creating precise bends, forms, and features in metal sheets, offering excellent dimensional accuracy, enhanced material properties, and high production efficiency for a wide range of industrial applications. By employing proper tooling, setup, and techniques, manufacturers can achieve high-quality coined parts that meet the demanding requirements of modern engineering and design.
Sheet Metal Roll Forming:
Sheet metal roll forming is a continuous metalworking process used to shape flat metal sheets into long, uniform profiles with consistent cross-sectional shapes. This technique is commonly employed in industries such as construction, automotive, appliance manufacturing, and HVAC to produce components such as roof panels, wall cladding, window frames, and structural members.
The sheet metal roll forming process typically involves the following steps:
- Material Feeding: A coil or sheet of metal is fed into the roll forming machine, where it passes through a series of rollers or forming stations arranged along a linear path. The rollers gradually shape the metal into the desired profile by bending it to the required curvature and forming the desired features, such as ribs, flanges, or embossments.
- Roller Setup: The rollers in the roll forming machine are designed to match the specific profile and dimensions of the finished part. They may be adjustable or interchangeable to accommodate different profiles, thicknesses, and material types. The roller setup is critical for achieving precise forming and maintaining dimensional accuracy throughout the process.
- Roll Forming: As the metal sheet travels through the roll forming machine, each set of rollers incrementally bends and forms the material to gradually shape it into the desired profile. The forming process is continuous and can produce long lengths of profiled metal with uniform cross-sectional shapes and consistent dimensions.
- Guiding and Support: Guide rails, side rollers, and support stands are used to guide and support the metal sheet as it passes through the roll forming machine, ensuring proper alignment and preventing material distortion or misalignment. This helps maintain dimensional accuracy and prevents damage to the formed profile.
- Cutting and Finishing: Once the metal sheet has been fully formed into the desired profile, it may be cut to length using shearing, sawing, or punching techniques. Additional finishing operations, such as deburring, edge trimming, or surface coating, may be performed to achieve the desired appearance and performance of the finished part.
Sheet metal roll forming offers several benefits, including:
- High Production Efficiency: Roll forming is a continuous and high-speed forming process capable of producing long lengths of profiled metal at a rapid pace. This results in shorter production cycles, increased throughput, and lower overall manufacturing costs compared to other forming methods.
- Versatile Profile Options: Roll forming machines can produce a wide range of profiles and shapes by adjusting the roller setup and tooling configuration. This allows for flexibility in design and the ability to create custom profiles to meet specific application requirements.
- Consistent Quality and Dimensional Accuracy: Roll forming provides excellent dimensional accuracy and repeatability, with uniform cross-sectional shapes and consistent dimensions across long lengths of formed metal. This ensures high-quality finished parts with tight tolerances and minimal variation.
- Material Savings: Roll forming optimizes material usage by minimizing waste and scrap during the forming process. The continuous nature of roll forming allows for precise control over material feeding and forming, resulting in efficient material utilization and reduced material costs.
Overall, sheet metal roll forming is a versatile and efficient technique for producing long lengths of profiled metal with consistent shapes, dimensions, and quality. By employing proper roller setup, guiding, and finishing techniques, manufacturers can achieve high-quality roll formed parts that meet the demanding requirements of modern industrial applications.
Sheet Metal Spinning:
Sheet metal spinning, also known as metal spinning or spin forming, is a metalworking process used to form cylindrical or conical shapes from flat metal discs or sheets. This technique is commonly employed in industries such as aerospace, automotive, lighting, and manufacturing to produce components such as lampshades, cooking utensils, satellite dishes, and pressure vessels.
The sheet metal spinning process typically involves the following steps:
- Preparation: A flat metal disc or blank, typically made of aluminum, stainless steel, or copper, is prepared for spinning. The blank is usually cut to size and shape using shearing, punching, or laser cutting techniques. The edges of the blank may be deburred or smoothed to facilitate the spinning process.
- Mounting: The prepared blank is mounted onto a spinning lathe or spinning machine, which holds the blank in place and rotates it at high speed. The spinning lathe may have a horizontal or vertical orientation, depending on the specific requirements of the part being formed.
- Tooling Setup: A forming tool, known as a mandrel or chuck, is mounted on the spinning lathe and positioned in contact with the rotating blank. The mandrel provides support and shapes the metal as it is spun, while the chuck holds the blank securely in place during forming. The tooling setup is critical for achieving the desired shape and dimensions of the spun part.
- Spinning: The spinning process begins with the spinning lathe rotating the blank at high speed while the forming tool applies pressure to the metal surface, causing it to gradually deform and take on the shape of the mandrel. The operator carefully guides the forming tool along the surface of the spinning blank to control the forming process and ensure uniform deformation.
- Trimming and Finishing: Once the spinning process is complete, any excess material or flash may be trimmed or removed from the spun part using cutting, shearing, or grinding tools. The spun part may undergo additional finishing operations, such as polishing, buffing, or coating, to achieve the desired surface finish and appearance.
Sheet metal spinning offers several benefits, including:
- Design Flexibility: Sheet metal spinning allows for the creation of complex cylindrical or conical shapes with varying diameters, depths, and profiles. This offers designers and engineers greater flexibility in designing components with unique geometries and features.
- High Material Utilization: Sheet metal spinning is a highly efficient forming process that minimizes material waste and scrap. The spinning process involves stretching and thinning the metal blank to conform to the shape of the mandrel, resulting in minimal material loss and optimal material utilization.
- Enhanced Mechanical Properties: Sheet metal spinning can improve the mechanical properties of the formed part, including increased strength, stiffness, and ductility. The cold working of the metal during spinning can enhance its structural integrity and performance, making it suitable for demanding applications.
- Cost-Effective Production: Sheet metal spinning is a cost-effective manufacturing process, especially for low to medium volume production runs. The spinning lathe and tooling setup costs are relatively low compared to other forming methods, and the process can be performed quickly and efficiently with minimal labor and material costs.
Overall, sheet metal spinning is a versatile and efficient technique for forming cylindrical and conical shapes from flat metal blanks, offering design flexibility, high material utilization, enhanced mechanical properties, and cost-effective production solutions for a wide range of industrial applications. By employing proper tooling, setup, and techniques, manufacturers can achieve high-quality spun parts that meet the demanding requirements of modern engineering and design.
Sheet Metal Deep Drawing
Sheet metal deep drawing is a metal forming process used to create cylindrical or box-shaped components from flat metal sheets through a series of drawing and stretching operations. This technique is commonly employed in industries such as automotive, appliance manufacturing, electronics, and aerospace to produce components such as automotive body panels, kitchen sinks, metal enclosures, and aircraft fuselage sections.
The sheet metal deep drawing process typically involves the following steps:
- Blank Preparation: A flat metal sheet, known as a blank, is cut to the required size and shape using shearing, punching, or laser cutting techniques. The blank may undergo surface preparation, such as cleaning or lubrication, to facilitate the drawing process and minimize friction between the metal and the forming tooling.
- Tooling Setup: Deep drawing is performed using specialized tooling, including a die and punch assembly mounted on a press or deep drawing machine. The die consists of a cavity or mold that defines the shape and dimensions of the finished part, while the punch applies force to the blank to deform it into the desired form. The tooling setup is critical for achieving the desired geometry, dimensional accuracy, and surface finish of the drawn part.
- Blank Holding: The blank is securely clamped or held in place on the deep drawing machine using blank holders or pressure pads. This ensures that the blank remains stable and does not move or deform excessively during the drawing process, resulting in uniform deformation and consistent part quality.
- Drawing: The drawing process begins with the punch descending into the die cavity and applying force to the center of the blank, causing it to deform and flow into the cavity. As the punch continues to descend, the blank undergoes plastic deformation, stretching, and thinning to take on the shape of the die cavity. The drawing process may be performed in a single stroke or multiple stages, depending on the complexity of the part and the material properties.
- Trimming and Finishing: Once the drawing process is complete, any excess material or flash may be trimmed or removed from the drawn part using cutting, shearing, or trimming tools. The drawn part may undergo additional finishing operations, such as deburring, polishing, or coating, to achieve the desired surface finish and dimensional accuracy.
Sheet metal deep drawing offers several benefits, including:
- Complex Part Geometries: Deep drawing allows for the creation of complex cylindrical or box-shaped components with varying diameters, depths, and profiles. This offers designers and engineers greater flexibility in designing components with intricate features and geometries.
- High Material Utilization: Deep drawing is a highly efficient forming process that minimizes material waste and scrap. The material undergoes controlled stretching and thinning to conform to the shape of the die cavity, resulting in optimal material utilization and minimal material loss.
- Enhanced Mechanical Properties: Deep drawing can improve the mechanical properties of the drawn part, including increased strength, stiffness, and ductility. The cold working of the metal during drawing can enhance its structural integrity and performance, making it suitable for demanding applications.
- Cost-Effective Production: Deep drawing is a cost-effective manufacturing process, especially for high-volume production runs. The tooling costs are relatively low compared to other forming methods, and the process can be automated for efficient and consistent production.
Overall, sheet metal deep drawing is a versatile and efficient technique for forming cylindrical and box-shaped components from flat metal blanks, offering design flexibility, high material utilization, enhanced mechanical properties, and cost-effective production solutions for a wide range of industrial applications. By employing proper tooling, setup, and techniques, manufacturers can achieve high-quality drawn parts that meet the demanding requirements of modern engineering and design.
Sheet Metal Hydroforming:
Sheet metal hydroforming is an advanced metal forming process used to shape metal sheets into complex geometries using high-pressure fluid to force the material into a forming die. This technique is commonly employed in industries such as automotive, aerospace, and manufacturing to produce components such as automotive body panels, aircraft fuselage sections, and structural members with intricate shapes and precise dimensional tolerances.
The sheet metal hydroforming process typically involves the following steps:
- Preparation: A flat metal sheet, known as a blank, is prepared for hydroforming by cutting it to the required size and shape using shearing, punching, or laser cutting techniques. The blank may undergo surface preparation, such as cleaning or lubrication, to facilitate the hydroforming process and minimize friction between the metal and the forming die.
- Tooling Setup: Hydroforming is performed using specialized tooling, including a forming die and a fluid-filled chamber, mounted on a hydroforming press or machine. The forming die defines the shape and dimensions of the finished part, while the fluid-filled chamber applies high-pressure fluid, typically hydraulic oil or water, to deform the blank into the desired form. The tooling setup is critical for achieving the desired geometry, dimensional accuracy, and surface finish of the hydroformed part.
- Blank Holding: The blank is securely clamped or held in place between the forming die and the fluid-filled chamber using blank holders or pressure pads. This ensures that the blank remains stable and does not move or deform excessively during the hydroforming process, resulting in uniform deformation and consistent part quality.
- Hydroforming: The hydroforming process begins with the fluid-filled chamber applying high-pressure fluid to the blank, causing it to deform and flow into the shape of the forming die. As the pressure is applied, the blank undergoes plastic deformation, stretching, and thinning to take on the shape of the die cavity. The hydroforming process may be performed in a single step or multiple stages, depending on the complexity of the part and the material properties.
- Release and Finishing: Once the hydroforming process is complete, the formed part is released from the tooling and inspected for dimensional accuracy and surface finish. Any excess material or flash may be trimmed or removed from the formed part using cutting, shearing, or trimming tools. The hydroformed part may undergo additional finishing operations, such as deburring, polishing, or coating, to achieve the desired appearance and performance.
Sheet metal hydroforming offers several benefits, including:
- Complex Part Geometries: Hydroforming allows for the creation of complex shapes and contours with varying thicknesses and radii. This offers designers and engineers greater flexibility in designing components with intricate features and geometries that would be difficult or impossible to achieve using traditional forming methods.
- Material Savings: Hydroforming optimizes material usage by minimizing waste and scrap during the forming process. The fluid pressure is applied uniformly to the entire surface of the blank, resulting in efficient material deformation and minimal material loss.
- Enhanced Mechanical Properties: Hydroforming can improve the mechanical properties of the formed part, including increased strength, stiffness, and ductility. The uniform deformation of the metal during hydroforming can enhance its structural integrity and performance, making it suitable for demanding applications.
- Cost-Effective Production: Hydroforming is a cost-effective manufacturing process, especially for high-volume production runs. The tooling costs are relatively low compared to other forming methods, and the process can be automated for efficient and consistent production.
Overall, sheet metal hydroforming is a versatile and efficient technique for forming complex geometries from flat metal blanks, offering design flexibility, material savings, enhanced mechanical properties, and cost-effective production solutions for a wide range of industrial applications. By employing proper tooling, setup, and techniques, manufacturers can achieve high-quality hydroformed parts that meet the demanding requirements of modern engineering and design.
Sheet Metal Piercing:
Sheet metal piercing is a metalworking process used to create holes or perforations in metal sheets using specialized punching or piercing tools. This technique is commonly employed in various industries, including automotive, aerospace, electronics, and construction, to produce components such as brackets, panels, enclosures, and chassis with precise hole patterns and dimensions.
The sheet metal piercing process typically involves the following steps:
- Preparation: The sheet metal to be pierced is prepared by cutting it to the required size and shape using shearing, punching, or laser cutting techniques. The surface of the metal may be cleaned or deburred to ensure clean and precise hole formation during piercing.
- Tooling Setup: Piercing is performed using specialized tooling, including punch and die sets, mounted on a punch press or piercing machine. The punch is a hardened steel tool with a sharp edge or point, while the die provides support and guides the metal as it is pierced. The tooling setup is critical for achieving the desired hole size, shape, and spacing in the metal sheet.
- Clamping: The sheet metal blank is securely clamped or held in place on the punch press or piercing machine using clamps, fixtures, or vacuum suction devices. This ensures that the metal remains stable and does not move or deform excessively during the piercing process, resulting in accurate hole placement and consistent part quality.
- Piercing: The piercing process begins with the punch descending into the metal sheet and applying force to create a hole or perforation. The punch cuts through the metal, shearing it along the edges of the hole, while the die provides support and prevents excessive deformation of the surrounding material. The piercing operation may be performed in a single stroke or multiple passes, depending on the material thickness and the complexity of the hole pattern.
- Deburring: Once the piercing process is complete, any sharp edges or burrs around the pierced holes may be removed using deburring tools or abrasive finishing techniques. This helps achieve a smooth and uniform surface finish and prevents injuries during handling and assembly of the pierced parts.
Sheet metal piercing offers several benefits, including:
- Precision Hole Formation: Piercing allows for the creation of precise holes or perforations with consistent dimensions and spacing in metal sheets. This is particularly important for applications requiring accurate hole placement and alignment, such as mounting holes for fasteners or electrical components.
- High Production Efficiency: Piercing is a fast and efficient metalworking process that can produce multiple holes in a single operation. The punch press or piercing machine can be automated for high-volume production runs, resulting in shorter production cycles and increased throughput.
- Material Savings: Piercing optimizes material usage by minimizing waste and scrap during the forming process. The punched-out material, known as slug or scrap, can often be recycled or reused, reducing material costs and environmental impact.
- Versatility: Piercing can be used to create a wide range of hole sizes, shapes, and patterns in metal sheets, including round, square, rectangular, and custom shapes. This offers designers and engineers flexibility in designing components with diverse hole requirements to meet specific application needs.
Overall, sheet metal piercing is a versatile and efficient technique for creating holes or perforations in metal sheets, offering precision, efficiency, material savings, and versatility for a wide range of industrial applications. By employing proper tooling, setup, and techniques, manufacturers can achieve high-quality pierced parts that meet the demanding requirements of modern engineering and design.
Sheet Metal Blanking:
Sheet metal blanking is a metalworking process used to cut flat metal sheets into predefined shapes or blanks using specialized cutting tools such as dies and presses. This technique is commonly employed in industries such as automotive, electronics, appliances, and manufacturing to produce components such as brackets, panels, enclosures, and chassis with precise dimensions and geometries.
The sheet metal blanking process typically involves the following steps:
- Preparation: The sheet metal to be blanked is prepared by cutting it to the required size and shape using shearing, punching, or laser cutting techniques. The surface of the metal may be cleaned, deburred, or smoothed to ensure clean and precise cutting during blanking.
- Tooling Setup: Blanking is performed using specialized tooling, including a blanking die and a punch, mounted on a press or blanking machine. The blanking die defines the shape and dimensions of the finished blank, while the punch applies force to cut through the metal sheet. The tooling setup is critical for achieving the desired blank size, shape, and accuracy.
- Clamping: The sheet metal blank is securely clamped or held in place on the press or blanking machine using clamps, fixtures, or vacuum suction devices. This ensures that the metal remains stable and does not move or deform excessively during the blanking process, resulting in accurate cutting and consistent part quality.
- Blanking: The blanking process begins with the punch descending into the metal sheet and applying force to cut out the desired shape or blank. The punch cuts through the metal along the edges of the blanking die, shearing the material to create the finished blank. The blanking operation may be performed in a single stroke or multiple passes, depending on the material thickness and the complexity of the part geometry.
- Deburring: Once the blanking process is complete, any sharp edges or burrs on the blanked part may be removed using deburring tools or abrasive finishing techniques. This helps achieve a smooth and uniform edge finish and prevents injuries during handling and assembly of the blanked parts.
Sheet metal blanking offers several benefits, including:
- Precision Blank Formation: Blanking allows for the creation of precise blanks or shapes with consistent dimensions and tolerances. This is particularly important for applications requiring accurate fit and alignment, such as mating parts or components.
- High Production Efficiency: Blanking is a fast and efficient metalworking process that can produce multiple blanks in a single operation. The press or blanking machine can be automated for high-volume production runs, resulting in shorter production cycles and increased throughput.
- Material Savings: Blanking optimizes material usage by minimizing waste and scrap during the cutting process. The punched-out material, known as scrap or slug, can often be recycled or reused, reducing material costs and environmental impact.
- Versatility: Blanking can be used to create a wide range of shapes, sizes, and configurations in metal sheets, including simple geometries such as circles, squares, and rectangles, as well as complex custom shapes. This offers designers and engineers flexibility in designing components with diverse blank requirements to meet specific application needs.
Overall, sheet metal blanking is a versatile and efficient technique for cutting metal sheets into predefined shapes or blanks, offering precision, efficiency, material savings, and versatility for a wide range of industrial applications. By employing proper tooling, setup, and techniques, manufacturers can achieve high-quality blanked parts that meet the demanding requirements of modern engineering and design.
Sheet Metal Hemming:
Sheet metal hemming is a metalworking process used to fold or bend the edge of a metal sheet over onto itself to create a smooth and reinforced edge. This technique is commonly employed in industries such as automotive, aerospace, appliance manufacturing, and construction to produce components such as doors, hoods, panels, and enclosures with finished edges and improved stiffness.
The sheet metal hemming process typically involves the following steps:
- Preparation: The sheet metal to be hemmed is prepared by cutting it to the required size and shape using shearing, punching, or laser cutting techniques. The edges of the metal may be cleaned, deburred, or smoothed to ensure a clean and precise hemming operation.
- Tooling Setup: Hemming is performed using specialized tooling, including hemming dies and a press brake or hemming machine. The hemming dies are designed to fold or bend the edge of the metal sheet over onto itself, creating a hem or flange. The tooling setup is critical for achieving the desired hem size, shape, and accuracy.
- Clamping: The sheet metal blank is securely clamped or held in place on the press brake or hemming machine using clamps, fixtures, or vacuum suction devices. This ensures that the metal remains stable and does not move or deform excessively during the hemming process, resulting in accurate folding and consistent part quality.
- Hemming: The hemming process begins with the press brake or hemming machine applying force to fold or bend the edge of the metal sheet over onto itself. The hemming dies guide and shape the metal as it is folded, creating a smooth and reinforced edge. The hemming operation may be performed in a single pass or multiple stages, depending on the desired hem size and the material properties.
- Finishing: Once the hemming process is complete, the hemmed edge of the metal sheet may undergo additional finishing operations, such as deburring, smoothing, or coating, to achieve the desired surface finish and appearance. This helps ensure a uniform and aesthetically pleasing edge finish and prevents injuries during handling and assembly of the hemmed parts.
Sheet metal hemming offers several benefits, including:
- Enhanced Edge Strength: Hemming creates a reinforced edge by folding or bending the metal sheet over onto itself, increasing its stiffness and resistance to deformation. This is particularly important for applications requiring structural integrity and durability, such as automotive body panels or appliance enclosures.
- Improved Aesthetics: Hemming provides a clean and finished edge finish, with no visible sharp edges or burrs. This enhances the appearance of the finished part and improves safety by reducing the risk of cuts or injuries during handling and assembly.
- Sealing and Protection: Hemming can be used to create a sealed or encapsulated edge, providing protection against moisture, dust, and other environmental elements. This is beneficial for applications requiring corrosion resistance or weatherproofing, such as outdoor enclosures or automotive body panels.
- Versatility: Hemming can be applied to a wide range of metal materials, including steel, aluminum, stainless steel, and copper, as well as different thicknesses and configurations. This offers designers and engineers flexibility in designing components with diverse hemming requirements to meet specific application needs.
Overall, sheet metal hemming is a versatile and efficient technique for folding or bending the edge of metal sheets to create reinforced and finished edges, offering strength, aesthetics, sealing, and versatility for a wide range of industrial applications. By employing proper tooling, setup, and techniques, manufacturers can achieve high-quality hemmed parts that meet the demanding requirements of modern engineering and design.
Sheet Metal Flanging:
Sheet metal flanging is a metalworking process used to create a raised edge, lip, or flange along the edge of a metal sheet. This technique is commonly employed in industries such as automotive, aerospace, HVAC, and manufacturing to produce components such as panels, enclosures, ductwork, and chassis with reinforced edges for strength, stiffness, and assembly purposes.
The sheet metal flanging process typically involves the following steps:
- Preparation: The sheet metal to be flanged is prepared by cutting it to the required size and shape using shearing, punching, or laser cutting techniques. The edges of the metal may be cleaned, deburred, or smoothed to ensure a clean and precise flanging operation.
- Tooling Setup: Flanging is performed using specialized tooling, including flanging dies and a press brake or flanging machine. The flanging dies are designed to fold or bend the edge of the metal sheet at a specific angle, creating a raised lip or flange. The tooling setup is critical for achieving the desired flange size, shape, and accuracy.
- Clamping: The sheet metal blank is securely clamped or held in place on the press brake or flanging machine using clamps, fixtures, or vacuum suction devices. This ensures that the metal remains stable and does not move or deform excessively during the flanging process, resulting in accurate folding and consistent part quality.
- Flanging: The flanging process begins with the press brake or flanging machine applying force to fold or bend the edge of the metal sheet at the desired angle, creating a raised lip or flange along the edge. The flanging dies guide and shape the metal as it is bent, ensuring uniform deformation and a consistent flange profile. The flanging operation may be performed in a single pass or multiple stages, depending on the desired flange size and the material properties.
- Finishing: Once the flanging process is complete, the flanged edge of the metal sheet may undergo additional finishing operations, such as deburring, smoothing, or coating, to achieve the desired surface finish and appearance. This helps ensure a uniform and aesthetically pleasing flange finish and prevents injuries during handling and assembly of the flanged parts.
Sheet metal flanging offers several benefits, including:
- Increased Edge Strength: Flanging creates a raised edge or flange along the edge of the metal sheet, increasing its stiffness, strength, and resistance to deformation. This is particularly important for applications requiring structural integrity and durability, such as automotive body panels or equipment enclosures.
- Improved Assembly and Joining: Flanging provides a raised surface for joining or attaching multiple components together using fasteners, welding, or adhesive bonding. The flange acts as a reinforcement and alignment guide, ensuring accurate assembly and secure attachment of parts.
- Enhanced Sealing and Containment: Flanging can be used to create a sealed or enclosed edge, providing protection against moisture, dust, and other environmental elements. This is beneficial for applications requiring weatherproofing or containment, such as ductwork or enclosures.
- Versatility: Flanging can be applied to a wide range of metal materials, including steel, aluminum, stainless steel, and copper, as well as different thicknesses and configurations. This offers designers and engineers flexibility in designing components with diverse flanging requirements to meet specific application needs.
Overall, sheet metal flanging is a versatile and efficient technique for creating raised edges, lips, or flanges along the edge of metal sheets, offering strength, assembly benefits, sealing, and versatility for a wide range of industrial applications. By employing proper tooling, setup, and techniques, manufacturers can achieve high-quality flanged parts that meet the demanding requirements of modern engineering and design.
Sheet Metal Folding
Sheet metal folding, also known as press brake bending or sheet metal bending, is a metalworking process used to bend or deform flat metal sheets into predetermined shapes or angles. This technique is commonly employed in industries such as automotive, aerospace, electronics, and construction to produce components such as brackets, panels, enclosures, and chassis with precise geometries and dimensional tolerances.
The sheet metal folding process typically involves the following steps:
- Preparation: The sheet metal to be folded is prepared by cutting it to the required size and shape using shearing, punching, or laser cutting techniques. The edges of the metal may be cleaned, deburred, or smoothed to ensure a clean and precise folding operation.
- Tooling Setup: Folding is performed using specialized tooling, including a press brake or folding machine equipped with a top and bottom tooling setup. The top tool, known as the punch, applies force to the metal sheet to deform it, while the bottom tool, known as the die, provides support and guidance for the bending process. The tooling setup is critical for achieving the desired bend angle, bend radius, and dimensional accuracy of the folded part.
- Clamping: The sheet metal blank is securely clamped or held in place between the top and bottom tooling on the press brake or folding machine. This ensures that the metal remains stable and does not move or deform excessively during the folding process, resulting in accurate bending and consistent part quality.
- Folding: The folding process begins with the press brake or folding machine applying force to the metal sheet, causing it to bend or deform along the bend line. The punch descends into the metal sheet, while the die provides support and guidance for the bending operation. The metal sheet is gradually formed into the desired shape or angle as it is bent between the top and bottom tooling. The folding operation may be performed in a single pass or multiple stages, depending on the desired bend angle and the material properties.
- Finishing: Once the folding process is complete, the folded part may undergo additional finishing operations, such as deburring, smoothing, or coating, to achieve the desired surface finish and appearance. This helps ensure a uniform and aesthetically pleasing folded edge and prevents injuries during handling and assembly of the folded parts.
Sheet metal folding offers several benefits, including:
- Precise Geometric Control: Folding allows for the creation of precise shapes, angles, and geometries with tight dimensional tolerances. This is particularly important for applications requiring accurate fit and alignment, such as mating parts or components.
- High Production Efficiency: Folding is a fast and efficient metalworking process that can produce multiple bends in a single operation. The press brake or folding machine can be automated for high-volume production runs, resulting in shorter production cycles and increased throughput.
- Material Savings: Folding optimizes material usage by minimizing waste and scrap during the bending process. The formed part can be nested closely together on the metal sheet, maximizing material utilization and reducing material costs.
- Versatility: Folding can be applied to a wide range of metal materials, including steel, aluminum, stainless steel, and copper, as well as different thicknesses and configurations. This offers designers and engineers flexibility in designing components with diverse folding requirements to meet specific application needs.
Overall, sheet metal folding is a versatile and efficient technique for bending flat metal sheets into predetermined shapes or angles, offering precision, efficiency, material savings, and versatility for a wide range of industrial applications. By employing proper tooling, setup, and techniques, manufacturers can achieve high-quality folded parts that meet the demanding requirements of modern engineering and design.
Sheet Metal Forming:
Sheet metal forming is a versatile manufacturing process used to shape flat metal sheets into a variety of complex parts and components. This process involves applying mechanical force to the metal sheet to deform it into the desired shape, often using specialized tooling and equipment such as presses, dies, and molds. Sheet metal forming is widely utilized across industries such as automotive, aerospace, electronics, construction, and manufacturing to produce a wide range of products including automotive body panels, aircraft fuselage sections, appliance enclosures, electronic housings, and structural components.
The sheet metal forming process encompasses various techniques, each suited to different part geometries, material properties, production volumes, and cost considerations. Some common sheet metal forming techniques include:
- Bending: In bending, the metal sheet is subjected to force to deform it along a straight axis, resulting in a bend or curve in the material. Bending operations are typically performed using press brakes or folding machines equipped with specialized tooling to achieve precise bend angles and radii.
- Drawing: Drawing involves pulling a flat metal sheet into a die cavity using a punch, causing the sheet to stretch and conform to the shape of the die. This process is used to create cylindrical or box-shaped parts with deep or complex geometries, such as cups, cans, and automotive body panels.
- Deep Drawing: Deep drawing is a variation of drawing where the metal sheet is drawn into a deeper die cavity to create parts with even deeper or more intricate shapes. Deep drawing is commonly used in the production of pots, pans, sinks, and automotive fuel tanks.
- Stamping: Stamping involves pressing a shaped punch into the metal sheet to cut, bend, or form it into the desired shape. Stamping operations are used to produce parts with features such as holes, slots, ribs, and embossed patterns, and are often performed in progressive or transfer stamping dies for high-volume production.
- Hydroforming: Hydroforming uses high-pressure fluid to shape metal sheets into complex forms by forcing them into a die cavity. This process is particularly suited to parts with irregular or asymmetric geometries and is used in the automotive, aerospace, and bicycle industries.
- Spinning: Spinning, also known as spin forming, involves rotating a metal disc or blank against a forming tool to gradually shape it into a cylindrical or conical part. Spinning is commonly used to produce parts such as lampshades, satellite dishes, and rocket nose cones.
- Embossing: Embossing is a decorative or functional forming process that involves pressing a pattern or design into the surface of a metal sheet. Embossing is often used to add texture, branding, or information to parts such as nameplates, signage, and decorative panels.
Each sheet metal forming technique offers unique advantages in terms of design flexibility, production efficiency, material utilization, and part quality. By selecting the appropriate forming method and optimizing tooling, setup, and process parameters, manufacturers can achieve high-quality parts that meet the performance, cost, and timeline requirements of their applications. Additionally, advancements in computer-aided design (CAD), simulation, and automation technologies continue to drive innovation and improve the capabilities and efficiency of sheet metal forming processes.
Sheet Metal Shearing:
Sheet metal shearing is a metalworking process used to cut straight lines or shapes in flat metal sheets. This process is commonly employed in various industries such as automotive, aerospace, construction, and manufacturing to produce components such as panels, enclosures, brackets, and chassis with precise dimensions and clean edges.
The sheet metal shearing process typically involves the following steps:
- Preparation: The sheet metal to be sheared is prepared by cutting it to the required size and shape using shearing, punching, or laser cutting techniques. The surface of the metal may be cleaned, deburred, or smoothed to ensure a clean and precise shearing operation.
- Tooling Setup: Shearing is performed using specialized tooling, including a shear blade and a stationary or movable shear bed, mounted on a shearing machine or power shear. The shear blade is aligned with the desired cutting line, while the shear bed provides support and guidance for the metal sheet during cutting. The tooling setup is critical for achieving the desired cut quality, dimensional accuracy, and edge finish.
- Clamping: The sheet metal blank is securely clamped or held in place on the shear bed using clamps, fixtures, or hold-downs. This ensures that the metal remains stable and does not move or deform excessively during the shearing process, resulting in accurate cutting and consistent part quality.
- Shearing: The shearing process begins with the shear blade descending onto the metal sheet, applying force to cut through the material along the desired cutting line. The shear blade acts as a scissor, shearing the metal sheet along its length to create a clean and straight cut. The shearing operation may be performed in a single stroke or multiple passes, depending on the material thickness and the required cutting length.
- Finishing: Once the shearing process is complete, the sheared edge of the metal sheet may undergo additional finishing operations, such as deburring, smoothing, or coating, to achieve the desired surface finish and appearance. This helps ensure a uniform and aesthetically pleasing edge finish and prevents injuries during handling and assembly of the sheared parts.
Sheet metal shearing offers several benefits, including:
- High Precision: Shearing allows for the creation of straight cuts with precise dimensions and minimal tolerance deviations. This is particularly important for applications requiring tight dimensional control and accurate fitment, such as mating parts or components.
- Fast Production: Shearing is a fast and efficient metalworking process that can produce multiple cuts in a single operation. The shearing machine can be automated for high-volume production runs, resulting in shorter production cycles and increased throughput.
- Material Savings: Shearing optimizes material usage by minimizing waste and scrap during the cutting process. The narrow kerf width of the shear blade results in minimal material loss, maximizing material utilization and reducing material costs.
- Versatility: Shearing can be applied to a wide range of metal materials, including steel, aluminum, stainless steel, and copper, as well as different thicknesses and configurations. This offers designers and engineers flexibility in designing components with diverse cutting requirements to meet specific application needs.
Overall, sheet metal shearing is a versatile and efficient technique for cutting straight lines or shapes in metal sheets, offering precision, efficiency, material savings, and versatility for a wide range of industrial applications. By employing proper tooling, setup, and techniques, manufacturers can achieve high-quality sheared parts that meet the demanding requirements of modern engineering and design.
Sheet Metal Welding:
Sheet metal welding is a joining process used to fuse two or more metal sheets together to create a single, cohesive structure. This process is widely employed in industries such as automotive, aerospace, construction, and manufacturing to produce a variety of components such as chassis, frames, enclosures, and panels with complex geometries and precise specifications.
The sheet metal welding process typically involves the following steps:
- Preparation: The metal sheets to be welded are prepared by cleaning, degreasing, and deburring their surfaces to ensure proper fusion and strong weld joints. The edges of the metal sheets may be chamfered or prepared with grooves to facilitate penetration and improve weld quality.
- Clamping and Fixturing: The metal sheets are securely clamped or fixtured in position to ensure proper alignment and fit-up during welding. Fixturing devices such as clamps, jigs, and fixtures are used to hold the sheets in place and maintain the desired joint geometry throughout the welding process.
- Welding Setup: Welding is performed using various welding techniques, including gas metal arc welding (MIG/MAG), gas tungsten arc welding (TIG), resistance spot welding (RSW), laser welding, and electron beam welding, depending on the material type, thickness, and application requirements. The welding parameters such as voltage, current, travel speed, and shielding gas flow rate are set based on the specific welding process and material properties.
- Welding: The welding process begins with the deposition of heat energy into the joint area, causing the metal sheets to melt and fuse together. The welder manipulates the welding torch or electrode to create a uniform bead or seam along the joint line, ensuring proper penetration and fusion between the metal sheets. The welding operation may be performed manually by skilled welders or automated using robotic welding systems for consistent and repeatable results.
- Cooling and Post-Weld Treatment: After welding, the welded joint is allowed to cool naturally or is quenched using cooling methods such as water or air to solidify the weld metal and prevent distortion or warping of the welded structure. Depending on the application requirements, the welded parts may undergo additional post-weld treatments such as stress relieving, heat treatment, or surface finishing to improve mechanical properties, dimensional stability, and aesthetic appearance.
Sheet metal welding offers several benefits, including:
- High Strength and Integrity: Welded joints exhibit excellent strength, integrity, and durability, providing structural stability and load-bearing capacity to the welded structure. Properly executed welds can withstand dynamic loads, vibrations, and thermal cycles encountered in service environments.
- Design Flexibility: Welding allows for the creation of complex structures and assemblies with intricate geometries and joint configurations. This offers designers and engineers flexibility in designing components that meet functional requirements and aesthetic considerations.
- Efficient Production: Welding is a fast and efficient joining process that can be performed on a wide range of metal materials, thicknesses, and configurations. Welding machines and equipment can be automated for high-volume production runs, resulting in shorter production cycles and increased throughput.
- Material Compatibility: Welding can be used to join dissimilar metals and alloys with different properties, allowing for the creation of hybrid structures with enhanced performance characteristics. This is particularly useful in applications requiring multi-material designs or material combinations for specific functional requirements.
Overall, sheet metal welding is a versatile and essential technique for joining metal sheets together to create complex structures and assemblies with high strength, integrity, and functionality. By employing proper welding techniques, equipment, and quality control measures, manufacturers can achieve high-quality welded parts that meet the demanding requirements of modern engineering and design.
Sheet Metal Punching:
Sheet metal punching is a metalworking process used to create holes, slots, or other cutouts in metal sheets with the help of specialized punching tools. This technique is widely employed in industries such as automotive, electronics, construction, and manufacturing to produce components such as brackets, panels, enclosures, and chassis with precise hole patterns and dimensions.
The sheet metal punching process typically involves the following steps:
- Preparation: The metal sheet to be punched is prepared by cutting it to the required size and shape using shearing, laser cutting, or other cutting techniques. The surface of the metal may be cleaned or deburred to ensure clean and precise hole formation during punching.
- Tooling Setup: Punching is performed using specialized tooling, including a punch and die set, mounted on a punch press or punching machine. The punch is a hardened steel tool with a sharp edge or point, while the die provides support and guidance for the metal sheet during punching. The tooling setup is critical for achieving the desired hole size, shape, and spacing in the metal sheet.
- Clamping: The metal sheet is securely clamped or held in place on the punch press or punching machine using clamps, fixtures, or vacuum suction devices. This ensures that the metal remains stable and does not move or deform excessively during the punching process, resulting in accurate hole placement and consistent part quality.
- Punching: The punching process begins with the punch descending into the metal sheet and applying force to create a hole or cutout. The punch cuts through the metal, shearing it along the edges of the die cavity, while the die provides support and prevents excessive deformation of the surrounding material. The punching operation may be performed in a single stroke or multiple passes, depending on the material thickness and the complexity of the hole pattern.
- Deburring: Once the punching process is complete, any sharp edges or burrs around the punched holes may be removed using deburring tools or abrasive finishing techniques. This helps achieve a smooth and uniform hole finish and prevents injuries during handling and assembly of the punched parts.
Sheet metal punching offers several benefits, including:
- Precision Hole Formation: Punching allows for the creation of precise holes or cutouts with consistent dimensions and spacing in metal sheets. This is particularly important for applications requiring accurate hole alignment, such as mounting holes for fasteners or electrical components.
- High Production Efficiency: Punching is a fast and efficient metalworking process that can produce multiple holes in a single operation. The punch press or punching machine can be automated for high-volume production runs, resulting in shorter production cycles and increased throughput.
- Material Savings: Punching optimizes material usage by minimizing waste and scrap during the forming process. The punched-out material, known as slug or scrap, can often be recycled or reused, reducing material costs and environmental impact.
- Versatility: Punching can be used to create a wide range of hole sizes, shapes, and patterns in metal sheets, including round, square, rectangular, and custom shapes. This offers designers and engineers flexibility in designing components with diverse hole requirements to meet specific application needs.
Overall, sheet metal punching is a versatile and efficient technique for creating holes, slots, and other cutouts in metal sheets, offering precision, efficiency, material savings, and versatility for a wide range of industrial applications. By employing proper tooling, setup, and techniques, manufacturers can achieve high-quality punched parts that meet the demanding requirements of modern engineering and design.
Sheet Metal Rolling:
Sheet metal rolling, also known as plate rolling or roll forming, is a metalworking process used to progressively shape flat metal sheets into curved or cylindrical shapes. This technique is commonly employed in industries such as automotive, aerospace, construction, and manufacturing to produce components such as cylinders, cones, tubes, and structural profiles with precise dimensions and curvature.
The sheet metal rolling process typically involves the following steps:
- Preparation: The metal sheet to be rolled is prepared by cutting it to the required width and length using shearing, laser cutting, or other cutting techniques. The edges of the metal may be cleaned, deburred, or smoothed to ensure a clean and precise rolling operation.
- Tooling Setup: Rolling is performed using specialized equipment called rolling mills or plate rolling machines, consisting of a set of rollers arranged in a series of passes. The rollers are adjusted to the desired shape and diameter of the finished part. The tooling setup is critical for achieving the desired curvature, thickness reduction, and dimensional accuracy during rolling.
- Feeding: The metal sheet is fed into the rolling machine between the rollers, which apply pressure to deform the sheet into the desired shape. The sheet may be passed through the rollers multiple times to achieve the desired curvature and thickness reduction. Rollers with different diameters and configurations may be used for initial forming, intermediate shaping, and final finishing passes.
- Bending: As the metal sheet passes through the rollers, it is gradually bent or curved along its length to form the desired shape. The rollers exert compressive force on the metal, causing it to deform plastically and take on the curvature of the roller surfaces. The curvature of the finished part is determined by the diameter and spacing of the rollers, as well as the material properties and thickness of the metal sheet.
- Finishing: Once the rolling process is complete, the formed part may undergo additional finishing operations, such as trimming, welding, or surface treatment, to achieve the desired final dimensions, appearance, and properties. This may include welding seams to create a closed cylinder or cone, trimming excess material from the edges, or applying coatings or finishes to enhance corrosion resistance or aesthetics.
Sheet metal rolling offers several benefits, including:
- Versatile Geometric Shapes: Rolling allows for the creation of a wide range of curved, cylindrical, or conical shapes with varying radii and dimensions. This offers designers and engineers flexibility in designing components with complex geometries to meet specific application needs.
- Material Consistency: Rolling produces uniform deformation and thickness reduction across the entire length and width of the metal sheet, resulting in consistent material properties and structural integrity throughout the formed part. This ensures uniform strength, stiffness, and performance characteristics, even in large or complex parts.
- Efficient Production: Rolling is a fast and efficient metalworking process that can produce curved or cylindrical parts in a single operation. The rolling machine can be automated for high-volume production runs, resulting in shorter production cycles and increased throughput.
- Cost-Effective: Rolling optimizes material usage by minimizing waste and scrap during the forming process. The material yield of rolled parts is typically high, as the metal sheet is deformed into shape without significant material loss. This reduces material costs and environmental impact, making rolling a cost-effective manufacturing solution.
Overall, sheet metal rolling is a versatile and efficient technique for shaping flat metal sheets into curved or cylindrical shapes, offering flexibility, efficiency, material savings, and cost-effectiveness for a wide range of industrial applications. By employing proper equipment, setup, and techniques, manufacturers can achieve high-quality rolled parts that meet the demanding requirements of modern engineering and design.
Sheet Metal Stamping:
Sheet metal stamping is a versatile manufacturing process used to form flat metal sheets into various shapes and configurations using stamping dies and mechanical force. This process is widely employed in industries such as automotive, aerospace, electronics, and appliances to produce components such as brackets, housings, enclosures, and structural parts with high precision and efficiency.
The sheet metal stamping process typically involves the following steps:
- Design and Tooling Preparation: The design of the stamped part is created, and tooling, including stamping dies, is designed and manufactured. Stamping dies consist of two halves: the male punch, which applies force to the metal sheet, and the female die, which provides support and defines the final shape of the part.
- Material Preparation: The metal sheet, usually in coil or blank form, is prepared for stamping. This may involve cleaning, lubricating, or pre-coating the sheet to facilitate material flow and prevent scratching or galling during the stamping process.
- Feeding and Positioning: The metal sheet is fed into the stamping press and positioned between the punch and die. The sheet may be advanced automatically using a feeder mechanism or manually loaded into the press by an operator.
- Stamping: The stamping press applies mechanical force to the metal sheet, forcing it to deform and take the shape of the stamping dies. The punch descends into the metal sheet, while the die provides support and confines the material, resulting in the desired formed part. The stamping process may involve a single stroke or multiple successive operations, depending on the complexity of the part and the desired features.
- Trimming and Finishing: After stamping, the formed part may undergo additional operations such as trimming, piercing, or embossing to remove excess material, add features, or enhance the part’s appearance. Trimming is typically performed using cutting or shearing tools to separate the stamped part from the surrounding material.
- Quality Control: The stamped parts are inspected for dimensional accuracy, surface finish, and integrity to ensure they meet the specified requirements. This may involve visual inspection, dimensional measurement, or non-destructive testing techniques.
Sheet metal stamping offers several advantages, including:
- High Precision: Stamping allows for the production of parts with tight tolerances and intricate geometries. The use of precision tooling and controlled manufacturing processes ensures consistent part quality and dimensional accuracy.
- High Production Efficiency: Stamping is a highly efficient manufacturing process capable of producing large quantities of parts in a short amount of time. Modern stamping presses can operate at high speeds and are often integrated with automation systems for continuous production.
- Material Savings: Stamping optimizes material usage by minimizing waste and scrap. The efficient nesting of parts on the metal sheet and the ability to recycle scrap material contribute to cost savings and environmental sustainability.
- Versatility: Stamping can be used to form a wide range of materials, including steel, aluminum, copper, and alloys. It can also accommodate various sheet thicknesses and part sizes, making it suitable for diverse applications across industries.
Overall, sheet metal stamping is a versatile and cost-effective manufacturing process for producing complex, high-quality parts with efficiency and precision. By leveraging advanced tooling, equipment, and process controls, manufacturers can achieve consistent results and meet the demanding requirements of modern engineering and design.
Sheet Metal Drawing:
Sheet metal drawing is a metalworking process used to form flat metal sheets into three-dimensional shapes or components by pulling the material through a die cavity using a punch. This process is commonly employed in industries such as automotive, aerospace, appliance manufacturing, and electronics to produce parts such as cups, cans, shells, and enclosures with complex geometries and precise dimensions.
The sheet metal drawing process typically involves the following steps:
- Preparation: The metal sheet to be drawn is prepared by cutting it to the required size and shape using shearing, punching, or laser cutting techniques. The edges of the metal may be cleaned, deburred, or smoothed to ensure a clean and precise drawing operation.
- Tooling Setup: Drawing is performed using specialized tooling, including a punch and die set, mounted on a press or drawing machine. The punch is designed to apply force to the metal sheet, while the die provides support and defines the shape of the drawn part. The tooling setup is critical for achieving the desired part geometry, dimensional accuracy, and surface finish.
- Clamping: The metal sheet is securely clamped or held in place between the punch and die using clamps, fixtures, or vacuum suction devices. This ensures that the metal remains stable and does not move or deform excessively during the drawing process, resulting in accurate forming and consistent part quality.
- Drawing: The drawing process begins with the punch descending into the metal sheet and applying force to pull it through the die cavity. As the metal sheet is drawn through the die, it undergoes plastic deformation, stretching, and thinning to take on the shape of the die cavity. The drawn part may undergo multiple drawing passes or stages to achieve the desired dimensions and wall thickness.
- Finishing: Once the drawing process is complete, the drawn part may undergo additional finishing operations, such as trimming, piercing, or surface treatment, to achieve the desired final dimensions, appearance, and properties. This may include trimming excess material from the edges, punching holes or features, or applying coatings or finishes to enhance corrosion resistance or aesthetics.
Sheet metal drawing offers several benefits, including:
- Complex Geometries: Drawing allows for the creation of parts with complex three-dimensional shapes and contours that would be difficult or impossible to achieve using other forming processes. This offers designers and engineers flexibility in designing components with diverse geometric requirements to meet specific application needs.
- High Production Efficiency: Drawing is a fast and efficient metalworking process that can produce multiple parts in a single operation. The drawing machine can be automated for high-volume production runs, resulting in shorter production cycles and increased throughput.
- Material Savings: Drawing optimizes material usage by minimizing waste and scrap during the forming process. The material yield of drawn parts is typically high, as the metal sheet is deformed into shape without significant material loss. This reduces material costs and environmental impact, making drawing a cost-effective manufacturing solution.
- Material Properties: Drawing can be used to enhance the mechanical properties of the formed parts, such as strength, hardness, and ductility, by controlling the deformation and strain distribution during forming. This allows for the production of parts with improved performance characteristics for specific application requirements.
Overall, sheet metal drawing is a versatile and efficient technique for forming flat metal sheets into three-dimensional shapes or components, offering flexibility, efficiency, material savings, and cost-effectiveness for a wide range of industrial applications. By employing proper tooling, setup, and techniques, manufacturers can achieve high-quality drawn parts that meet the demanding requirements of modern engineering and design.
Sheet Metal Hemming:
Sheet metal hemming is a metalworking process used to fold or bend the edge of a metal sheet over itself to create a reinforced edge or seam. This technique is commonly employed in industries such as automotive, aerospace, appliance manufacturing, and construction to produce components such as panels, doors, hoods, and enclosures with improved strength, stiffness, and sealing properties.
The sheet metal hemming process typically involves the following steps:
- Preparation: The metal sheet to be hemmed is prepared by cutting it to the required size and shape using shearing, punching, or laser cutting techniques. The edges of the metal may be cleaned, deburred, or smoothed to ensure a clean and precise hemming operation.
- Tooling Setup: Hemming is performed using specialized tooling, including hemming dies and a press brake or hemming machine. The hemming dies are designed to fold or bend the edge of the metal sheet over itself at a specific angle, creating a reinforced hem or seam. The tooling setup is critical for achieving the desired hem size, shape, and accuracy.
- Clamping: The metal sheet is securely clamped or held in place on the press brake or hemming machine using clamps, fixtures, or vacuum suction devices. This ensures that the metal remains stable and does not move or deform excessively during the hemming process, resulting in accurate folding and consistent part quality.
- Hemming: The hemming process begins with the press brake or hemming machine applying force to fold or bend the edge of the metal sheet over itself at the desired angle. The hemming dies guide and shape the metal as it is bent, ensuring uniform deformation and a consistent hem profile. The hemming operation may be performed in a single pass or multiple stages, depending on the desired hem size and the material properties.
- Finishing: Once the hemming process is complete, the hemmed edge of the metal sheet may undergo additional finishing operations, such as deburring, smoothing, or coating, to achieve the desired surface finish and appearance. This helps ensure a uniform and aesthetically pleasing hem finish and prevents injuries during handling and assembly of the hemmed parts.
Sheet metal hemming offers several benefits, including:
- Increased Edge Strength: Hemming creates a reinforced edge or seam along the edge of the metal sheet, increasing its stiffness, strength, and resistance to deformation. This is particularly important for applications requiring structural integrity and durability, such as automotive body panels or equipment enclosures.
- Improved Sealing and Containment: Hemming can be used to create a sealed or enclosed edge, providing protection against moisture, dust, and other environmental elements. This is beneficial for applications requiring weatherproofing or containment, such as door panels or cabinet enclosures.
- Enhanced Appearance: Hemming can improve the appearance of the finished part by covering sharp or rough edges and providing a smooth and finished edge. This enhances the aesthetic appeal of the part and contributes to a professional-looking final product.
- Versatility: Hemming can be applied to a wide range of metal materials, including steel, aluminum, stainless steel, and copper, as well as different thicknesses and configurations. This offers designers and engineers flexibility in designing components with diverse hemming requirements to meet specific application needs.
Overall, sheet metal hemming is a versatile and efficient technique for folding or bending the edge of metal sheets to create reinforced edges or seams, offering strength, sealing, and aesthetic benefits for a wide range of industrial applications. By employing proper tooling, setup, and techniques, manufacturers can achieve high-quality hemmed parts that meet the demanding requirements of modern engineering and design.
Sheet Metal Flanging:
Sheet metal flanging is a metalworking process used to create a raised, angular, or curved edge along the perimeter of a metal sheet. This technique is commonly employed in industries such as automotive, aerospace, HVAC (heating, ventilation, and air conditioning), and shipbuilding to produce components such as panels, ductwork, enclosures, and hulls with enhanced stiffness, sealing, or aesthetic features.
The sheet metal flanging process typically involves the following steps:
- Preparation: The metal sheet to be flanged is prepared by cutting it to the required size and shape using shearing, punching, or laser cutting techniques. The edges of the metal may be cleaned, deburred, or smoothed to ensure a clean and precise flanging operation.
- Tooling Setup: Flanging is performed using specialized tooling, including flanging dies and a press brake or flanging machine. The flanging dies are designed to shape the metal sheet by pressing it between the die and a clamping surface, forming the desired flange profile. The tooling setup is critical for achieving the desired flange size, shape, and accuracy.
- Clamping: The metal sheet is securely clamped or held in place on the press brake or flanging machine using clamps, fixtures, or vacuum suction devices. This ensures that the metal remains stable and does not move or deform excessively during the flanging process, resulting in accurate forming and consistent part quality.
- Flanging: The flanging process begins with the press brake or flanging machine applying force to form the metal sheet into the desired flange shape. The flanging dies guide and shape the metal as it is pressed, creating a raised or angular edge along the perimeter of the sheet. The flanging operation may be performed in a single pass or multiple stages, depending on the desired flange size and the material properties.
- Finishing: Once the flanging process is complete, the flanged edge of the metal sheet may undergo additional finishing operations, such as deburring, smoothing, or coating, to achieve the desired surface finish and appearance. This helps ensure a uniform and aesthetically pleasing flange finish and prevents injuries during handling and assembly of the flanged parts.
Sheet metal flanging offers several benefits, including:
- Increased Stiffness and Strength: Flanging creates a reinforced edge along the perimeter of the metal sheet, increasing its stiffness, strength, and resistance to bending or deformation. This is particularly important for applications requiring structural integrity and load-bearing capacity.
- Enhanced Sealing and Joining: Flanging can be used to create a tight seal or joint between two or more metal sheets, preventing leakage or ingress of fluids, gases, or contaminants. This is beneficial for applications requiring weatherproofing, sealing, or containment, such as ductwork or enclosures.
- Improved Aesthetics: Flanging can enhance the appearance of the finished part by adding a decorative or functional edge treatment. This can include raised flanges, angular edges, or curved profiles, depending on the design requirements and aesthetic preferences.
- Versatility: Flanging can be applied to a wide range of metal materials, including steel, aluminum, stainless steel, and copper, as well as different thicknesses and configurations. This offers designers and engineers flexibility in designing components with diverse flanging requirements to meet specific application needs.
Overall, sheet metal flanging is a versatile and efficient technique for creating raised, angular, or curved edges along the perimeter of metal sheets, offering strength, sealing, and aesthetic benefits for a wide range of industrial applications. By employing proper tooling, setup, and techniques, manufacturers can achieve high-quality flanged parts that meet the demanding requirements of modern engineering and design.
Sheet Metal Bending:
Sheet metal bending is a fundamental metalworking process used to deform a metal sheet along a straight axis, typically at a predetermined angle, to achieve a desired shape or geometry. This process is widely employed in industries such as automotive, aerospace, construction, and manufacturing to produce components such as brackets, enclosures, chassis, and structural members with precise dimensions and complex configurations.
The sheet metal bending process typically involves the following steps:
- Preparation: The metal sheet to be bent is prepared by cutting it to the required size and shape using shearing, punching, or laser cutting techniques. The edges of the metal may be cleaned, deburred, or smoothed to ensure a clean and precise bending operation.
- Tooling Setup: Bending is performed using specialized equipment called press brakes, which consist of a punch and die set mounted on a bending machine. The punch applies force to deform the metal sheet, while the die provides support and defines the bending angle. The tooling setup is critical for achieving the desired bend angle, bend radius, and dimensional accuracy.
- Clamping: The metal sheet is securely clamped or held in place on the press brake using clamps, fixtures, or backgauges. This ensures that the metal remains stable and does not move or deform excessively during the bending process, resulting in accurate bending and consistent part quality.
- Bending: The bending process begins with the punch descending into the metal sheet and applying force to deform it along the bending line. The metal sheet is bent around the die, forming the desired angle or shape. The bending operation may be performed in a single stroke or multiple passes, depending on the material thickness and the required bending radius.
- Springback Compensation: After bending, certain metals, especially those with high elasticity like stainless steel or aluminum, may exhibit springback, where the material partially returns to its original shape. To compensate for springback and achieve the desired final angle, the bending process may involve overbending the part slightly or using special tooling and techniques.
- Finishing: Once the bending process is complete, the bent part may undergo additional finishing operations, such as deburring, smoothing, or coating, to achieve the desired surface finish and appearance. This helps ensure a uniform and aesthetically pleasing bend finish and prevents injuries during handling and assembly of the bent parts.
Sheet metal bending offers several benefits, including:
- Versatile Geometric Shapes: Bending allows for the creation of a wide range of shapes and configurations, including straight bends, U-bends, V-bends, offsets, and flanges. This offers designers and engineers flexibility in designing components with diverse geometric requirements to meet specific application needs.
- High Precision: Bending enables the production of parts with tight tolerances and accurate dimensions. Modern press brakes are equipped with CNC (computer numerical control) systems for precise control of bending parameters, resulting in consistent part quality and dimensional accuracy.
- Material Savings: Bending optimizes material usage by minimizing waste and scrap during the forming process. The narrow kerf width of the bending tool results in minimal material loss, maximizing material utilization and reducing material costs.
- Efficiency: Bending is a fast and efficient metalworking process that can produce multiple bends in a single operation. CNC press brakes can be programmed for automated operation, resulting in shorter production cycles and increased throughput.
Overall, sheet metal bending is a versatile and efficient technique for shaping metal sheets into a wide variety of components and structures, offering flexibility, precision, material savings, and efficiency for a wide range of industrial applications. By employing proper tooling, setup, and techniques, manufacturers can achieve high-quality bent parts that meet the demanding requirements of modern engineering and design.
Sheet Metal Notching:
Sheet metal notching is a metalworking process used to remove material from a metal sheet to create notches, slots, or grooves along the edge or surface of the material. This technique is commonly employed in industries such as automotive, aerospace, electronics, and construction to produce components such as brackets, panels, enclosures, and frames with precise features and profiles.
The sheet metal notching process typically involves the following steps:
- Preparation: The metal sheet to be notched is prepared by cutting it to the required size and shape using shearing, punching, or laser cutting techniques. The edges of the metal may be cleaned, deburred, or smoothed to ensure a clean and precise notching operation.
- Tooling Setup: Notching is performed using specialized equipment such as notching presses, nibblers, or notchers, equipped with cutting tools or dies designed to remove material from the metal sheet. The tooling setup is critical for achieving the desired notch dimensions, angle, and accuracy.
- Clamping: The metal sheet is securely clamped or held in place on the notching machine using clamps, fixtures, or vacuum suction devices. This ensures that the metal remains stable and does not move or deform excessively during the notching process, resulting in accurate cutting and consistent part quality.
- Notching: The notching process begins with the cutting tool or die descending into the metal sheet and removing material along the defined notch line. The cutting action may be performed in a single stroke or multiple passes, depending on the material thickness and the desired notch depth. Notching machines may be equipped with adjustable guides or stops to control the position and length of the notch.
- Finishing: Once the notching process is complete, the notched edge of the metal sheet may undergo additional finishing operations, such as deburring, smoothing, or coating, to achieve the desired surface finish and appearance. This helps ensure a clean and uniform notch finish and prevents injuries during handling and assembly of the notched parts.
Sheet metal notching offers several benefits, including:
- Precise Feature Creation: Notching allows for the creation of precise features such as slots, grooves, or cutouts in metal sheets with tight tolerances and accurate dimensions. This is particularly important for applications requiring precise alignment, assembly, or functionality.
- Versatility: Notching can be applied to a wide range of metal materials, including steel, aluminum, stainless steel, and copper, as well as different thicknesses and configurations. This offers designers and engineers flexibility in designing components with diverse notching requirements to meet specific application needs.
- Material Savings: Notching optimizes material usage by removing only the necessary material to create the desired notch, minimizing waste and scrap. This reduces material costs and environmental impact, making notching a cost-effective manufacturing solution.
- Efficiency: Notching is a fast and efficient metalworking process that can produce multiple notches in a single operation. Notching machines can be equipped with automated feeding and cutting systems for high-volume production runs, resulting in shorter production cycles and increased throughput.
Overall, sheet metal notching is a versatile and efficient technique for creating precise features and profiles in metal sheets, offering flexibility, precision, material savings, and efficiency for a wide range of industrial applications. By employing proper tooling, setup, and techniques, manufacturers can achieve high-quality notched parts that meet the demanding requirements of modern engineering and design.
Sheet Metal Piercing:
Sheet metal piercing is a metalworking process used to create holes, perforations, or cutouts in a metal sheet using specialized punching or piercing tools. This technique is commonly employed in industries such as automotive, aerospace, electronics, and manufacturing to produce components such as brackets, panels, enclosures, and chassis with precise hole patterns and configurations.
The sheet metal piercing process typically involves the following steps:
- Preparation: The metal sheet to be pierced is prepared by cutting it to the required size and shape using shearing, punching, or laser cutting techniques. The surface of the metal may be cleaned, deburred, or smoothed to ensure a clean and precise piercing operation.
- Tooling Setup: Piercing is performed using specialized equipment such as punch presses, turret punches, or CNC (computer numerical control) machining centers equipped with piercing tools or dies. The tooling setup includes selecting the appropriate punch and die configuration, as well as setting the feed rate, tool speed, and other parameters for the piercing operation.
- Clamping: The metal sheet is securely clamped or held in place on the punch press or machining center using clamps, fixtures, or vacuum suction devices. This ensures that the metal remains stable and does not move or deform excessively during the piercing process, resulting in accurate hole placement and consistent part quality.
- Piercing: The piercing process begins with the punching tool descending into the metal sheet and applying force to create a hole or cutout. The punching tool may be a simple punch or a combination of punches and dies arranged in a turret or tool magazine for multi-tool operations. The piercing operation may be performed in a single stroke or multiple passes, depending on the material thickness and the complexity of the hole pattern.
- Deburring: Once the piercing process is complete, any sharp edges or burrs around the pierced holes may be removed using deburring tools or abrasive finishing techniques. This helps achieve a smooth and uniform hole finish and prevents injuries during handling and assembly of the pierced parts.
Sheet metal piercing offers several benefits, including:
- Precision Hole Formation: Piercing allows for the creation of precise holes, perforations, or cutouts with tight tolerances and accurate dimensions in metal sheets. This is particularly important for applications requiring precise hole alignment, such as mounting holes for fasteners or electrical components.
- High Production Efficiency: Piercing is a fast and efficient metalworking process that can produce multiple holes in a single operation. Punch presses or machining centers equipped with turret punches or multi-tool capabilities can perform complex hole patterns with high throughput and productivity.
- Material Savings: Piercing optimizes material usage by minimizing waste and scrap during the forming process. The punched-out material, known as slug or scrap, can often be recycled or reused, reducing material costs and environmental impact.
- Versatility: Piercing can be used to create a wide range of hole sizes, shapes, and patterns in metal sheets, including round, square, rectangular, and custom shapes. This offers designers and engineers flexibility in designing components with diverse hole requirements to meet specific application needs.
Overall, sheet metal piercing is a versatile and efficient technique for creating holes, perforations, or cutouts in metal sheets, offering precision, efficiency, material savings, and versatility for a wide range of industrial applications. By employing proper tooling, setup, and techniques, manufacturers can achieve high-quality pierced parts that meet the demanding requirements of modern engineering and design.
Sheet Metal Welding:
Sheet metal welding is a metal joining process used to permanently join two or more metal sheets together by melting and fusing their surfaces. This technique is commonly employed in industries such as automotive, aerospace, construction, and manufacturing to produce components such as frames, chassis, panels, and enclosures with high structural integrity and durability.
The sheet metal welding process typically involves the following steps:
- Preparation: The metal sheets to be welded are prepared by cleaning, deburring, and aligning their edges or surfaces to ensure proper fit-up and alignment. Surface contaminants such as oil, grease, or rust are removed using cleaning techniques such as solvent degreasing, sandblasting, or chemical etching to ensure quality welds.
- Welding Setup: Welding is performed using specialized equipment such as arc welding machines, resistance spot welders, laser welders, or gas tungsten arc welders (GTAW). The welding setup includes selecting the appropriate welding process, welding parameters, and filler material (if required) based on the material type, thickness, and joint design.
- Clamping and Fixturing: The metal sheets are securely clamped or fixtured in the desired position using welding fixtures, jigs, or clamps to maintain proper alignment and prevent distortion during welding. This ensures that the weld joint remains stable and the metal sheets are held in place throughout the welding process.
- Welding: The welding process begins with the application of heat to the joint area using the selected welding method. The heat melts the base metal surfaces, forming a molten pool, which is then fused together to create a solid weld joint. The welding process may involve the use of filler material to reinforce the weld joint and fill any gaps or voids in the joint.
- Cooling and Post-Weld Treatment: After welding, the welded joint is allowed to cool gradually to relieve residual stresses and prevent distortion or warping of the metal sheets. Depending on the welding method and material type, post-weld treatments such as stress relieving, tempering, or heat treatment may be performed to improve the mechanical properties and performance of the welded joint.
- Inspection and Quality Control: The welded joint is inspected for defects such as cracks, porosity, or incomplete fusion using non-destructive testing techniques such as visual inspection, dye penetrant testing, ultrasonic testing, or radiographic testing. This ensures that the welded joint meets the specified quality standards and performance requirements.
Sheet metal welding offers several benefits, including:
- High Strength and Durability: Welded joints provide high strength and durability, ensuring structural integrity and long-term performance of the assembled components. This is particularly important for applications requiring load-bearing capacity, such as vehicle frames or machinery structures.
- Design Flexibility: Welding allows for the creation of complex geometries and joint configurations, enabling designers and engineers to optimize component designs for strength, weight, and functionality. This flexibility in design contributes to improved product performance and cost-effectiveness.
- Material Compatibility: Welding can be used to join a wide range of metal materials, including steel, aluminum, stainless steel, copper, and alloys, as well as dissimilar materials with different melting points and properties. This offers versatility in material selection and compatibility for diverse application requirements.
- Efficiency and Cost-Effectiveness: Welding is a fast and efficient metal joining process that can produce strong and reliable welds in a single operation. Automated welding systems and robotic welding cells further enhance productivity, reduce labor costs, and improve process repeatability and consistency.
Overall, sheet metal welding is a versatile and essential technique for joining metal sheets together to create complex structures and assemblies, offering strength, durability, design flexibility, and cost-effectiveness for a wide range of industrial applications. By employing proper welding techniques, equipment, and quality control measures, manufacturers can achieve high-quality welds that meet the demanding requirements of modern engineering and design.
Sheet Metal Folding:
Sheet metal folding, also known as metal bending or press braking, is a metalworking process used to deform a metal sheet along a straight axis, typically at predetermined angles, to create bends or folds in the material. This technique is widely employed in industries such as automotive, aerospace, construction, and manufacturing to produce components such as brackets, enclosures, chassis, and structural members with complex geometries and precise dimensions.
The sheet metal folding process typically involves the following steps:
- Preparation: The metal sheet to be folded is prepared by cutting it to the required size and shape using shearing, punching, or laser cutting techniques. The edges of the metal may be cleaned, deburred, or smoothed to ensure a clean and precise folding operation.
- Tooling Setup: Folding is performed using specialized equipment called press brakes, which consist of a punch and die set mounted on a bending machine. The punch applies force to deform the metal sheet, while the die provides support and defines the bending angle. The tooling setup is critical for achieving the desired bend angle, bend radius, and dimensional accuracy.
- Clamping: The metal sheet is securely clamped or held in place on the press brake using clamps, fixtures, or backgauges. This ensures that the metal remains stable and does not move or deform excessively during the folding process, resulting in accurate bending and consistent part quality.
- Folding: The folding process begins with the punch descending into the metal sheet and applying force to deform it along the bending line. The metal sheet is bent around the die, forming the desired angle or shape. The folding operation may be performed in a single stroke or multiple passes, depending on the material thickness and the complexity of the bend.
- Springback Compensation: After folding, certain metals, especially those with high elasticity like stainless steel or aluminum, may exhibit springback, where the material partially returns to its original shape. To compensate for springback and achieve the desired final angle, the folding process may involve overbending the part slightly or using special tooling and techniques.
- Finishing: Once the folding process is complete, the folded edge of the metal sheet may undergo additional finishing operations, such as deburring, smoothing, or coating, to achieve the desired surface finish and appearance. This helps ensure a clean and uniform fold finish and prevents injuries during handling and assembly of the folded parts.
Sheet metal folding offers several benefits, including:
- Complex Geometric Forming: Folding allows for the creation of complex shapes and configurations in metal sheets, including straight bends, U-bends, V-bends, offsets, and hemmed edges. This offers designers and engineers flexibility in designing components with diverse geometric requirements to meet specific application needs.
- High Precision: Folding enables the production of parts with tight tolerances and accurate dimensions. Modern press brakes are equipped with CNC (computer numerical control) systems for precise control of bending parameters, resulting in consistent part quality and dimensional accuracy.
- Material Savings: Folding optimizes material usage by minimizing waste and scrap during the forming process. The narrow kerf width of the bending tool results in minimal material loss, maximizing material utilization and reducing material costs.
- Efficiency: Folding is a fast and efficient metalworking process that can produce multiple bends in a single operation. CNC press brakes can be programmed for automated operation, resulting in shorter production cycles and increased throughput.
Overall, sheet metal folding is a versatile and efficient technique for shaping metal sheets into a wide variety of components and structures, offering flexibility, precision, material savings, and efficiency for a wide range of industrial applications. By employing proper tooling, setup, and techniques, manufacturers can achieve high-quality folded parts that meet the demanding requirements of modern engineering and design.
History of Press Brake Machines
The origins of metal bending can be traced back to ancient civilizations, where blacksmiths used rudimentary tools to shape metal. As technology progressed, so did the methods of metal bending, leading to the development of more sophisticated machinery.
The first press brake machines emerged during the Industrial Revolution, driven by the need for more efficient and precise metalworking tools. Early press brake machines were manually operated, requiring significant physical effort and skill from the operator. Despite their limitations, these machines marked a significant advancement in the field of metal fabrication.
The 20th century witnessed substantial improvements in press brake technology. The introduction of hydraulic systems in the 1940s allowed for greater force and control, enabling the bending of thicker and tougher metals. This innovation revolutionized the industry, making hydraulic press brake machines the standard for many years.
In recent decades, the advent of computer numerical control (CNC) technology has transformed press brake machines once again. CNC press brake machines offer unparalleled precision and automation, allowing for complex bending operations to be performed with minimal human intervention. These machines are equipped with advanced software that can program and execute intricate bending sequences, ensuring consistency and accuracy.
Today, press brake machines continue to evolve, incorporating cutting-edge technologies such as robotics and artificial intelligence. These advancements are paving the way for even greater efficiency, flexibility, and precision in metal fabrication.
Types of Press Brake Machines

Press brake machines come in various types, each with its own features, advantages, and applications. Understanding the different types of press brake machines is essential for selecting the right equipment for specific metal bending tasks.
Manual Press Brake Machines
Features and Uses Manual press brake machines are the simplest type of press brakes, operated entirely by human effort. They are typically used for small-scale or low-volume production tasks, where high precision is not critical.
Advantages
- Cost-effective and affordable for small businesses
- Easy to operate and maintain
- Suitable for simple bending operations
Disadvantages
- Limited bending capacity and precision
- Labor-intensive and time-consuming
- Not suitable for high-volume production
Hydraulic Press Brake Machines
Features and Uses Hydraulic press brake machines use hydraulic fluid to generate the necessary force for bending metal sheets. They are widely used in various industries due to their versatility and reliability.
Advantages
- High bending capacity and precision
- Capable of handling thicker and tougher metals
- Smooth and consistent operation
Disadvantages
- Higher initial cost compared to manual machines
- Requires regular maintenance of hydraulic systems
- Potential for hydraulic fluid leaks
Electric Press Brake Machines
Features and Uses Electric press brake machines use electric motors to drive the bending process. They are known for their energy efficiency and precision.
Advantages
- Energy-efficient and environmentally friendly
- High precision and repeatability
- Lower operating costs compared to hydraulic machines
Disadvantages
- Limited force compared to hydraulic machines
- Higher initial cost than manual machines
- Requires skilled operators
CNC Press Brake Machines
Features and Uses CNC (Computer Numerical Control) press brake machines represent the pinnacle of press brake technology. They are equipped with advanced computer systems that control the bending process with exceptional precision.
Advantages
- Unmatched precision and accuracy
- Automated and programmable operations
- Suitable for complex and high-volume production
Disadvantages
- High initial cost and investment
- Requires skilled operators and programmers
- Complex maintenance and troubleshooting
Each type of press brake machine has its unique advantages and disadvantages, making it crucial to select the appropriate type based on specific production requirements and budget constraints.
Components of a Press Brake Machine

Press brake machines consist of several key components, each playing a vital role in the bending process. Understanding these components is essential for operating and maintaining the machine effectively.
Frame
The frame is the backbone of the press brake machine, providing structural support and stability. It is typically constructed from heavy-duty steel to withstand the forces exerted during the bending process.
Ram
The ram is a movable component that exerts force on the metal sheet, pressing it against the die to create the desired bend. The ram’s movement can be controlled manually, hydraulically, or electrically, depending on the type of press brake machine.
Die and Punch
The die and punch are the primary tools used in the bending process. The punch, attached to the ram, presses the metal sheet into the die, which is fixed to the machine’s bed. The shape and size of the die and punch determine the angle and radius of the bend.
Back Gauge
The back gauge is a positioning tool that helps in accurately aligning the metal sheet for bending. It ensures consistent bend angles and dimensions by providing a reference point for the sheet.
Control System
The control system manages the operation of the press brake machine. In manual machines, this may be a simple mechanical system, while hydraulic and electric machines use more advanced control systems. CNC press brake machines have sophisticated computer systems that program and control the entire bending process.
Safety Features
Press brake machines are equipped with various safety features to protect operators from accidents and injuries. These may include safety guards, emergency stop buttons, and light curtains that detect the presence of an operator’s hands near the bending area.
Working Principle
The basic working principle of a press brake machine involves applying a controlled force to bend metal sheets into specific shapes. Here are the key steps in the bending process:
- Sheet Positioning: The metal sheet is positioned on the machine’s bed, aligned against the back gauge to ensure precise placement.
- Tool Selection: The appropriate die and punch are selected based on the desired bend angle and radius. These tools are then installed on the machine.
- Bending Operation: The ram descends, pressing the punch into the metal sheet and forcing it into the die. This action creates the bend, with the angle and shape determined by the tools used and the force applied.
- Return Stroke: After the bend is completed, the ram ascends, releasing the pressure on the metal sheet. The sheet is then removed or repositioned for additional bends.
Precision and control are crucial in the bending process to ensure the accuracy and consistency of the bends. CNC press brake machines excel in this regard, as they use computer programming to control the ram’s movement and force, resulting in highly precise bends.
Applications of Press Brake Machines

Press brake machines are used across various industries due to their versatility and precision. Here are some common applications:
- Automotive Industry: Manufacturing car body panels, chassis components, and brackets.
- Aerospace Industry: Producing aircraft parts, including wing components and fuselage sections.
- Construction Industry: Fabricating structural components, such as beams, columns, and brackets.
- Electronics Industry: Creating enclosures, chassis, and brackets for electronic devices.
- Furniture Industry: Making metal frames and components for furniture.
- HVAC Industry: Producing ductwork and ventilation components.
These machines are also used in creating custom metal parts and prototypes, showcasing their adaptability to various production needs.
Advantages of Using Press Brake Machines
Press brake machines offer several advantages that make them indispensable in metal fabrication:
- Precision and Accuracy: These machines can produce highly precise bends, ensuring that components meet exact specifications.
- Efficiency and Productivity: Press brake machines can perform complex bending operations quickly, increasing production efficiency.
- Versatility: They can handle a wide range of materials and thicknesses, making them suitable for various applications.
- Cost-effectiveness: By reducing material waste and increasing production speed, press brake machines can lower manufacturing costs.
Maintenance and Safety Tips
Proper maintenance and safety practices are essential for the efficient and safe operation of press brake machines. Here are some tips:
Routine Maintenance
- Regularly inspect the machine for wear and tear.
- Keep the machine clean and free from debris.
- Lubricate moving parts as recommended by the manufacturer.
- Check hydraulic fluid levels and replace as necessary.
Common Issues and Troubleshooting
- Misalignment of the die and punch: Adjust the alignment to ensure precise bends.
- Inconsistent bending angles: Check for wear on the tools and replace if needed.
- Hydraulic system leaks: Inspect seals and hoses, and replace any damaged components.
Safety Guidelines for Operators
- Always wear appropriate personal protective equipment (PPE).
- Ensure that safety guards and emergency stop buttons are in place and functional.
- Follow the manufacturer’s guidelines for safe operation.
- Undergo proper training before operating the machine.
Future Trends in Press Brake Technology
The future of press brake technology is shaped by advancements in automation, materials, and environmental considerations:
- Automation and Industry 4.0: The integration of robotics and IoT (Internet of Things) is enhancing the automation of press brake machines, leading to increased efficiency and reduced human intervention.
- Advanced Materials and Designs: The development of new materials and innovative designs is expanding the capabilities of press brake machines, allowing for more complex and precise bends.
- Environmental Considerations: Efforts to reduce energy consumption and minimize environmental impact are driving the adoption of electric press brake machines and other eco-friendly technologies.
Conclusion
Press brake machines are a cornerstone of modern metal fabrication, offering unmatched precision, efficiency, and versatility. From their historical evolution to the latest technological advancements, these machines continue to play a vital role in various industries.
Understanding the different types of press brake machines, their components, and working principles is essential for selecting the right equipment and maximizing its potential. By following proper maintenance and safety practices, operators can ensure the longevity and safe operation of these machines.
As we look to the future, advancements in automation, materials, and environmental sustainability will further enhance the capabilities of press brake machines, solidifying their place in the ever-evolving landscape of manufacturing.
Whether you are a seasoned professional or new to the field, this comprehensive guide provides valuable insights into the world of sheet metal bending press brake machines, highlighting their importance and potential in modern industry.
Components of a Press Brake Machine
Press brake machines consist of several key components, each playing a vital role in the bending process. Understanding these components is essential for operating and maintaining the machine effectively.
Frame
The frame is the backbone of the press brake machine, providing structural support and stability. Constructed from heavy-duty steel, the frame must be robust enough to withstand the significant forces exerted during the bending process. The frame’s design can vary depending on the machine type, but its primary function remains to ensure rigidity and durability.
Ram
The ram is a movable component that exerts force on the metal sheet, pressing it against the die to create the desired bend. The ram’s movement can be controlled manually, hydraulically, or electrically, depending on the type of press brake machine. In CNC press brakes, the ram’s motion is precisely controlled by computer programming, allowing for highly accurate and repeatable bends.
Die and Punch
The die and punch are the primary tools used in the bending process. The punch, attached to the ram, presses the metal sheet into the die, which is fixed to the machine’s bed. The shape and size of the die and punch determine the angle and radius of the bend. There are various types of dies and punches, each suited for different bending operations, such as V-dies, U-dies, and hemming dies.
Back Gauge
The back gauge is a positioning tool that helps in accurately aligning the metal sheet for bending. It ensures consistent bend angles and dimensions by providing a reference point for the sheet. Modern press brake machines often feature CNC-controlled back gauges, which can be programmed to automatically adjust positions for complex bending sequences, enhancing precision and efficiency.
Control System
The control system manages the operation of the press brake machine. In manual machines, this may be a simple mechanical system, while hydraulic and electric machines use more advanced control systems. CNC press brake machines have sophisticated computer systems that program and control the entire bending process. These systems can store multiple bending programs, allowing for quick setup and reduced downtime between jobs.
Safety Features
Press brake machines are equipped with various safety features to protect operators from accidents and injuries. These may include safety guards, emergency stop buttons, and light curtains that detect the presence of an operator’s hands near the bending area. Modern machines also incorporate safety sensors that halt the machine’s operation if a potential hazard is detected, ensuring a safer working environment.
Working Principle
https://www.youtube.com/embed/l8quDXXNNEg?feature=oembedWorking Principle
The basic working principle of a press brake machine involves applying a controlled force to bend metal sheets into specific shapes. Here are the key steps in the bending process:
- Sheet Positioning: The metal sheet is positioned on the machine’s bed, aligned against the back gauge to ensure precise placement. Proper alignment is crucial for achieving accurate and consistent bends.
- Tool Selection: The appropriate die and punch are selected based on the desired bend angle and radius. These tools are then installed on the machine. The selection of the correct tools is essential for achieving the desired bend geometry and avoiding damage to the metal sheet.
- Bending Operation: The ram descends, pressing the punch into the metal sheet and forcing it into the die. This action creates the bend, with the angle and shape determined by the tools used and the force applied. The bending process requires careful control of the ram’s speed and pressure to ensure precise and consistent results.
- Return Stroke: After the bend is completed, the ram ascends, releasing the pressure on the metal sheet. The sheet is then removed or repositioned for additional bends. In CNC press brakes, the return stroke and repositioning of the sheet can be automated, increasing efficiency and reducing operator fatigue.
Precision and control are crucial in the bending process to ensure the accuracy and consistency of the bends. CNC press brake machines excel in this regard, as they use computer programming to control the ram’s movement and force, resulting in highly precise bends. The ability to program complex bending sequences also allows for the efficient production of intricate parts with minimal manual intervention.
Applications of Press Brake Machines
https://www.youtube.com/embed/o1dG-pIFkTk?feature=oembedApplications of Press Brake Machines
Press brake machines are used across various industries due to their versatility and precision. Here are some common applications:
- Automotive Industry: Press brake machines are integral to manufacturing car body panels, chassis components, and brackets. These machines can produce complex shapes and bends required for modern vehicle designs, ensuring high precision and repeatability.
- Aerospace Industry: The aerospace industry demands high precision and stringent quality standards. Press brake machines are used to produce aircraft parts, including wing components and fuselage sections, where accuracy and consistency are paramount.
- Construction Industry: Press brake machines are utilized to fabricate structural components such as beams, columns, and brackets. These components must meet specific strength and dimensional requirements to ensure the safety and stability of buildings and other structures.
- Electronics Industry: In the electronics industry, press brake machines are used to create enclosures, chassis, and brackets for electronic devices. These components often require intricate bends and precise dimensions to accommodate various electronic components and assemblies.
- Furniture Industry: The furniture industry employs press brake machines to make metal frames and components for furniture. These machines enable the production of aesthetically pleasing and structurally sound furniture parts, such as legs, supports, and brackets.
- HVAC Industry: The HVAC industry uses press brake machines to produce ductwork and ventilation components. These machines can create complex bends and shapes needed for efficient air distribution and ventilation systems.
These machines are also used in creating custom metal parts and prototypes, showcasing their adaptability to various production needs. The ability to quickly and accurately produce custom components makes press brake machines valuable tools for manufacturers and fabricators across different industries.
Advantages of Using Press Brake Machines
Press brake machines offer several advantages that make them indispensable in metal fabrication:
- Precision and Accuracy: Press brake machines are designed to produce highly precise bends, ensuring that components meet exact specifications. CNC press brakes, in particular, offer unmatched precision and repeatability, allowing for the production of intricate and complex parts with tight tolerances.
- Efficiency and Productivity: These machines can perform complex bending operations quickly, increasing production efficiency. The automation capabilities of CNC press brakes reduce the need for manual intervention, leading to faster setup times and higher throughput.
- Versatility: Press brake machines can handle a wide range of materials and thicknesses, making them suitable for various applications. From thin aluminum sheets to thick steel plates, these machines can accommodate different bending requirements, providing flexibility in manufacturing processes.
- Cost-effectiveness: By reducing material waste and increasing production speed, press brake machines can lower manufacturing costs. The precision and efficiency of these machines minimize errors and rework, resulting in significant cost savings over time.
- Consistency: Press brake machines ensure consistent bend quality across multiple parts, which is essential for mass production. The ability to produce uniform parts enhances the overall quality and reliability of the final products.
- Customizability: Modern press brake machines, especially CNC models, offer high levels of customizability. Operators can program specific bending sequences and parameters, allowing for the production of custom parts tailored to unique design requirements.
- Reduced Labor Costs: Automation in CNC press brake machines reduces the need for skilled labor, lowering labor costs. These machines can operate with minimal supervision, enabling manufacturers to allocate human resources more efficiently.
- Enhanced Safety: Press brake machines are equipped with advanced safety features that protect operators from accidents and injuries. Safety guards, emergency stop buttons, and sensors contribute to a safer working environment, reducing the risk of workplace incidents.
These advantages highlight the critical role of press brake machines in modern metal fabrication, underscoring their value in achieving high-quality, efficient, and cost-effective manufacturing processes.
Maintenance and Safety Tips
Proper maintenance and safety practices are essential for the efficient and safe operation of press brake machines. Here are some tips:
Routine Maintenance
- Regular Inspection: Regularly inspect the machine for wear and tear. Check for any signs of damage or misalignment in the components, especially the die and punch.
- Cleaning: Keep the machine clean and free from debris. Accumulated dust and metal shavings can affect the machine’s performance and lead to premature wear.
- Lubrication: Lubricate moving parts as recommended by the manufacturer. Proper lubrication reduces friction and prevents wear, extending the machine’s lifespan.
- Hydraulic Fluid: Check hydraulic fluid levels and replace as necessary. Ensure that the hydraulic system is free from leaks and that the fluid is clean and at the proper level.
- Tool Maintenance: Inspect the die and punch for wear and replace them if needed. Sharp and well-maintained tools are crucial for achieving precise bends.
Common Issues and Troubleshooting
- Misalignment: Misalignment of the die and punch can result in inaccurate bends. Adjust the alignment to ensure precise bending operations.
- Inconsistent Bending Angles: Inconsistent bending angles may be due to worn tools or incorrect settings. Check the tools for wear and verify the machine’s settings.
- Hydraulic System Leaks: Hydraulic system leaks can affect the machine’s performance. Inspect seals and hoses regularly and replace any damaged components.
- Control System Errors: Errors in the control system, particularly in CNC machines, can disrupt operations. Ensure that the control system software is up-to-date and that any programming issues are addressed promptly.
Safety Guidelines for Operators
- Personal Protective Equipment (PPE): Always wear appropriate PPE, including safety glasses, gloves, and protective clothing, to prevent injuries.
- Safety Guards and Emergency Stops: Ensure that safety guards are in place and functional. Familiarize yourself with the location and operation of emergency stop buttons.
- Manufacturer Guidelines: Follow the manufacturer’s guidelines for safe operation. These guidelines provide crucial information on operating the machine safely and efficiently.
- Training: Undergo proper training before operating the machine. Training should cover machine operation, maintenance, and safety procedures.
- Awareness: Stay alert and aware of your surroundings while operating the machine. Avoid distractions and ensure that the work area is free from hazards.
By adhering to these maintenance and safety tips, operators can ensure the longevity, efficiency, and safe operation of press brake machines, minimizing downtime and reducing the risk of accidents.
Future Trends in Press Brake Technology
The future of press brake technology is shaped by advancements in automation, materials, and environmental considerations. Here are some key trends to watch:
Automation and Industry 4.0
The integration of robotics and the Internet of Things (IoT) is enhancing the automation of press brake machines. Industry 4.0 technologies enable machines to communicate and coordinate with each other, leading to increased efficiency and reduced human intervention. Automated press brake machines can perform complex bending operations with minimal oversight, improving productivity and precision.
Advanced Materials and Designs
The development of new materials and innovative designs is expanding the capabilities of press brake machines. Advanced materials, such as high-strength alloys and composites, require precise and powerful bending techniques. Modern press brake machines are being designed to handle these materials, enabling the production of more durable and lightweight components.
Environmental Considerations
Efforts to reduce energy consumption and minimize environmental impact are driving the adoption of electric press brake machines and other eco-friendly technologies. Electric press brakes are more energy-efficient than their hydraulic counterparts, producing less noise and requiring less maintenance. Additionally, manufacturers are exploring sustainable materials and processes to further reduce the environmental footprint of metal fabrication.
Smart Manufacturing
Smart manufacturing technologies, including artificial intelligence (AI) and machine learning, are being integrated into press brake machines. These technologies enable predictive maintenance, real-time monitoring, and adaptive control, enhancing machine performance and reducing downtime. AI-powered systems can optimize bending operations by analyzing data and making adjustments in real-time.
User-Friendly Interfaces
Future press brake machines are likely to feature more user-friendly interfaces, making them easier to operate and program. Touchscreen controls, intuitive software, and augmented reality (AR) training tools will simplify the operation of these machines, reducing the learning curve for operators.
These trends highlight the ongoing evolution of press brake technology, promising greater efficiency, precision, and sustainability in metal fabrication.
Conclusion
Press brake machines are a cornerstone of modern metal fabrication, offering unmatched precision, efficiency, and versatility. From their historical evolution to the latest technological advancements, these machines continue to play a vital role in various industries.
Understanding the different types of press brake machines, their components, and working principles is essential for selecting the right equipment and maximizing its potential. By following proper maintenance and safety practices, operators can ensure the longevity and safe operation of these machines.
As we look to the future, advancements in automation, materials, and environmental sustainability will further enhance the capabilities of press brake machines, solidifying their place in the ever-evolving landscape of manufacturing.
Whether you are a seasoned professional or new to the field, this comprehensive guide provides valuable insights into the world of sheet metal bending press brake machines, highlighting their importance and potential in modern industry.
Press brake machines will undoubtedly continue to evolve, driven by technological innovations and industry demands. Staying informed about these advancements and adopting best practices will enable manufacturers to leverage the full potential of press brake machines, ensuring continued success in their metal fabrication endeavors.
Overview of Bending and Press Machines in Industrial Applications

In the modern manufacturing and metalworking industries, bending and press machines are indispensable tools that shape, form, and modify metal and other materials with high precision. These machines are designed to handle various tasks, from simple bending operations to complex shaping processes, catering to a wide range of applications across multiple industries. The effectiveness and versatility of these machines make them critical in producing parts and components for automotive, aerospace, construction, and other heavy industries.
Bending and press machines are essential in transforming raw materials into finished products by applying force to alter the shape and properties of metals and other materials. The machines are designed to handle different materials, including steel, stainless steel (SS), aluminum, and more. These machines vary in size and capacity, from small, manual models used in workshops to large, automated systems in industrial manufacturing plants.
Types of Bending and Press Machines:
- Hydraulic Press Machines: Utilize hydraulic pressure to exert force, offering high precision and control in operations such as pressing, bending, and punching.
- Press Brake Machines: Specifically designed for bending sheet metal into various shapes by clamping the workpiece between a matching punch and die.
- Pipe Bending Machines: Used to bend pipes and tubes into desired angles and shapes, essential in plumbing, construction, and automotive industries.
- Sheet Metal Bending Machines: These machines focus on bending and shaping sheet metal, often used in fabrication shops and manufacturing lines.
Importance of Precision in Metalworking
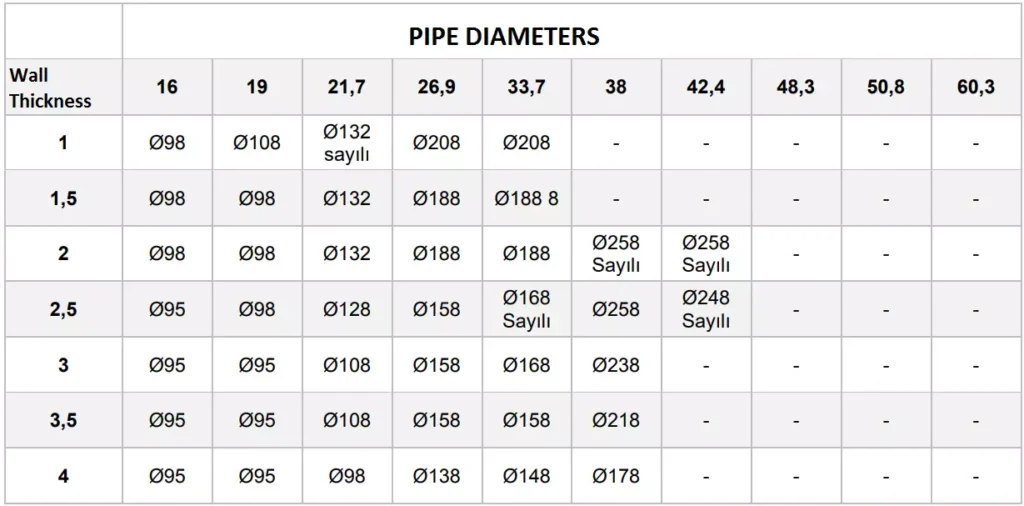
Precision is paramount in metalworking, as even minor deviations can lead to significant issues in the final product. Accurate bending and shaping are critical for ensuring that parts fit together correctly, maintain structural integrity, and meet the required specifications. The precision offered by modern bending and press machines allows manufacturers to produce complex components with tight tolerances, reducing the need for additional finishing processes and minimizing material waste.
Key Factors Influencing Precision:
- Machine Calibration: Proper calibration ensures the machine operates within the specified tolerances, providing consistent results.
- Tooling Quality: High-quality tools, such as dies and punches, are essential for achieving precise bends and shapes.
- Material Properties: Understanding the material’s properties, including its thickness, tensile strength, and ductility, is crucial for selecting the right machine settings.
- Operator Skill: Experienced operators can optimize machine settings and techniques to achieve the best results, even with challenging materials.
Overview of Bending and Press Machines
Bending and press machines are categorized based on their operating principles, applications, and the materials they handle. Below is a brief overview of some common types of bending and press machines:
1.3.1 Hydraulic Press Machines Hydraulic press machines operate by using a hydraulic cylinder to generate compressive force. They are highly versatile, allowing for various applications such as bending, forming, punching, and drawing. Hydraulic presses are known for their ability to exert high forces with great precision, making them ideal for heavy-duty applications. The introduction and working principles of hydraulic press machines will be discussed in more detail in the following sections.
1.3.2 Press Brake Machines Press brake machines are specialized machines used primarily for bending sheet metal. These machines utilize a combination of a punch and die to shape metal into specific angles and forms. Press brakes can be manual, hydraulic, or CNC-controlled, with each type offering different levels of automation and precision. The versatility of press brakes makes them a staple in metal fabrication shops.
1.3.3 Pipe Bending Machines Pipe bending machines are designed to bend pipes and tubes into various shapes and angles without compromising the material’s structural integrity. These machines are essential in industries such as plumbing, automotive, and construction, where precise pipe bends are required. Pipe bending machines can be hydraulic, pneumatic, mechanical, or electric, each offering different advantages depending on the application.
1.3.4 Sheet Metal Bending Machines Sheet metal bending machines focus on bending thin, flat sheets of metal into specific shapes. These machines are commonly used in the automotive and aerospace industries, where precision is critical. The machines can be manually operated, hydraulic, or CNC-controlled, offering various levels of control and automation.
Key Terminology and Concepts
Understanding the key terminology and concepts related to bending and press machines is essential for selecting the right equipment and optimizing its use. Below are some important terms that will be used throughout this document:
- Tonnage: The amount of force a machine can exert, usually measured in tons. For example, a 100-ton hydraulic press can exert 100 tons of force.
- Punch and Die: The tools used in press brake machines to shape metal. The punch presses into the die, which holds the workpiece.
- CNC (Computer Numerical Control): A method of automating machine tools using computers to control their movement and operation.
- Bend Radius: The radius of the inside curve of a bent section of metal. The bend radius is critical in determining the integrity and appearance of the bend.
- Ductility: The ability of a material to undergo deformation without breaking. Ductility is an important factor in bending operations.
Applications of Bending and Press Machines
Bending and press machines are used in a wide range of applications, from simple bending tasks to complex forming and shaping operations. Some common applications include:
- Automotive Industry: Producing car body parts, exhaust systems, and chassis components.
- Aerospace Industry: Manufacturing aircraft components, including fuselage panels and structural supports.
- Construction: Fabricating steel beams, columns, and other structural elements.
- Plumbing and HVAC: Bending pipes and tubes for plumbing, heating, and ventilation systems.
- Heavy Machinery: Forming and shaping parts for heavy equipment, such as cranes and bulldozers.
These applications highlight the versatility and importance of bending and press machines in modern manufacturing. The following sections will delve deeper into specific types of machines, their working principles, and the factors to consider when choosing the right equipment for your needs.
Hydraulic Press Machines: An Overview

Hydraulic press machines are a cornerstone of modern manufacturing, offering unmatched power and precision in shaping, molding, and forming materials. These machines harness the power of hydraulics—a technology that uses fluid pressure to generate force—enabling them to perform tasks that require significant force with high accuracy. In this section, we will explore the fundamentals of hydraulic press machines, their working principles, various types, and key specifications that are critical for their selection and application in different industries.
2.1 Hydraulic Press Machine Introduction
Hydraulic press machines are used in a variety of industries for tasks that require compressive force. The concept behind hydraulic presses is based on Pascal’s law, which states that when pressure is applied to a confined fluid, the pressure is transmitted equally in all directions. This principle allows hydraulic presses to generate enormous amounts of force with relatively little input, making them highly efficient for industrial applications.
Key Characteristics:
- High Force Generation: Hydraulic presses can generate forces ranging from a few tons to several thousand tons, depending on the machine’s design and application.
- Versatility: These machines can perform a wide range of operations, including forging, stamping, bending, punching, and drawing.
- Precision: Hydraulic presses offer precise control over the applied force and movement, which is essential for tasks that require high accuracy.
- Customizability: Hydraulic presses can be customized with different types of tooling, making them adaptable to various tasks.
Hydraulic press machines are widely used in industries such as automotive manufacturing, aerospace, construction, and heavy machinery production. Their ability to handle large-scale operations with precision makes them a valuable asset in any industrial setting.
2.2 Hydraulic Press Machine Working Principles
The working of a hydraulic press machine is based on the simple but powerful principle of fluid mechanics. The machine typically consists of two cylinders: a smaller cylinder (called the slave cylinder) and a larger cylinder (called the master cylinder). These cylinders are connected by a pipe filled with hydraulic fluid, usually oil.
Working Process:
- Applying Force: When force is applied to the smaller cylinder (using a lever or a motor), it creates pressure in the hydraulic fluid.
- Pressure Transmission: According to Pascal’s law, the pressure in the fluid is transmitted equally throughout the system, causing the larger cylinder to move.
- Force Amplification: Because the larger cylinder has a greater surface area, the force exerted by it is much greater than the force applied to the smaller cylinder. This allows the machine to perform tasks that require significant force, such as pressing or bending metal.
Control Mechanisms:
- Pressure Control Valves: These valves regulate the amount of pressure applied to the hydraulic fluid, allowing the operator to control the force exerted by the machine.
- Flow Control Valves: These valves control the speed of the hydraulic fluid, which in turn controls the speed of the machine’s movement.
- Directional Control Valves: These valves direct the flow of hydraulic fluid to different parts of the system, enabling the machine to perform various operations.
Hydraulic press machines can be operated manually, semi-automatically, or fully automatically, depending on the level of control and automation required. Modern hydraulic presses often incorporate computerized control systems (CNC) for enhanced precision and efficiency.
2.3 Hydraulic Press Specifications
When selecting a hydraulic press machine, understanding its specifications is crucial to ensure that it meets the requirements of the intended application. Key specifications include:
2.3.1 Tonnage (Force Capacity)
- Definition: Tonnage refers to the maximum force that the hydraulic press can exert, usually measured in tons.
- Importance: The tonnage requirement depends on the material being processed and the operation being performed. For example, a higher tonnage is needed for tasks such as forging thick metal parts compared to bending thin sheets.
- Examples: A 100-ton hydraulic press is commonly used in medium-scale operations, while a 1000-ton hydraulic press is suitable for large-scale industrial applications.
2.3.2 Stroke Length
- Definition: Stroke length is the distance the press ram (the moving part of the machine that exerts force) can travel in one cycle.
- Importance: The stroke length determines the depth to which the material can be compressed or formed. It is particularly important in operations like deep drawing or molding.
- Adjustability: Many hydraulic presses allow the stroke length to be adjusted according to the specific requirements of the operation.
2.3.3 Bed Size
- Definition: The bed size is the working surface area of the press where the material is placed.
- Importance: The bed size must accommodate the dimensions of the workpiece being processed. A larger bed size is required for bigger workpieces.
- Customization: Some hydraulic presses offer interchangeable beds to handle different workpiece sizes.
2.3.4 Ram Speed
- Definition: Ram speed refers to the speed at which the press ram moves during operation.
- Importance: The speed of the ram can affect the quality of the operation. For example, slower speeds may be needed for precision tasks, while faster speeds are suitable for high-volume production.
- Control: Hydraulic presses often have adjustable ram speeds to suit different tasks.
2.3.5 Hydraulic System Pressure
- Definition: This is the pressure at which the hydraulic fluid operates within the system, usually measured in pounds per square inch (PSI) or bar.
- Importance: Higher system pressure allows for greater force generation but also requires more robust components to handle the increased stress.
- Safety: Hydraulic presses are equipped with safety mechanisms to prevent over-pressurization, which could lead to system failure.
2.4 100 Ton Hydraulic Press Specifications
A 100-ton hydraulic press is a versatile and commonly used machine in many industries, capable of handling a wide range of tasks from bending and forming to punching and drawing.
Key Specifications of a 100 Ton Hydraulic Press:
- Tonnage: 100 tons of maximum force, suitable for medium to large-scale operations.
- Stroke Length: Typically around 8 to 12 inches, with adjustability for different tasks.
- Bed Size: A standard bed size might be around 36 x 24 inches, but this can vary depending on the manufacturer.
- Ram Speed: Variable, often ranging from 10 to 30 mm/s, depending on the operation.
- System Pressure: Generally operates at around 3000 PSI, providing the necessary force without compromising safety.
Applications:
- Automotive Manufacturing: Used for pressing, forming, and shaping automotive parts.
- Metal Fabrication: Ideal for bending and shaping metal components in medium-scale production.
- Construction Equipment Manufacturing: Useful in the production of parts for heavy machinery and construction tools.
2.5 1000 Ton Hydraulic Press
The 1000-ton hydraulic press represents a significant leap in force capacity, making it suitable for the most demanding industrial applications. These machines are typically used in heavy industries where large-scale and high-force operations are required.
Key Specifications of a 1000 Ton Hydraulic Press:
- Tonnage: 1000 tons of maximum force, designed for heavy-duty tasks.
- Stroke Length: Can range from 12 to 24 inches, depending on the specific model and application.
- Bed Size: Large beds, often exceeding 72 x 48 inches, to accommodate massive workpieces.
- Ram Speed: Slower speeds, typically around 5 to 15 mm/s, due to the immense force being applied.
- System Pressure: Operates at high pressures, usually around 5000 PSI, to deliver the required force.
Applications:
- Shipbuilding: Used in the production of large metal components for ships and submarines.
- Aerospace: Essential for forming and shaping large aircraft components.
- Heavy Machinery Production: Involved in the manufacturing of parts for mining equipment, cranes, and other heavy-duty machinery.
2.6 Horizontal Hydraulic Press Machine
Horizontal hydraulic press machines differ from the more common vertical models in that the ram moves horizontally rather than vertically. This configuration is particularly useful for specific applications such as bending long pieces of metal or pressing components that are difficult to position vertically.
Advantages of Horizontal Hydraulic Press Machines:
- Versatility: Can handle a variety of tasks including bending, pressing, and straightening long workpieces.
- Ease of Operation: Easier to load and position large or awkwardly shaped workpieces.
- Space Efficiency: Horizontal presses can be more space-efficient in certain workshop layouts.
Applications:
- Railway Manufacturing: Used for bending and forming long steel rails.
- Pipeline Construction: Ideal for bending and forming large pipes used in oil, gas, and water pipelines.
- Structural Engineering: Employed in the production of long beams and structural components.
2.7 Small Horizontal Hydraulic Press
Small horizontal hydraulic presses are designed for applications that require less force and smaller workpieces. These machines are commonly used in workshops and smaller manufacturing facilities where space and budget constraints are factors.
Key Features:
- Compact Design: Takes up less space, making it ideal for small workshops.
- Lower Tonnage: Typically ranges from 10 to 50 tons, suitable for light to medium tasks.
- Ease of Use: Simple controls and operation, often with manual or semi-automatic settings.
Applications:
- Automotive Repair Shops: Used for pressing and straightening components like axles and shafts.
- Small Fabrication Shops: Ideal for bending and forming smaller metal parts.
- Maintenance Operations: Useful in on-site repairs and maintenance tasks where portability is required.
3. Press Brake Machines and Bending Applications

Press brake machines play a pivotal role in the metal fabrication industry, offering the precision and versatility required to transform flat metal sheets into complex shapes and structures. These machines are specifically designed for bending operations, making them indispensable in various manufacturing processes. This section delves into the functionality and applications of press brake machines, explores different bending techniques, and highlights the nuances of hydraulic press bending machines, including those tailored for sheet metal applications.
3.1 Press Brake Machine: Functionality and Applications
A press brake machine is a specialized tool used to bend and shape metal sheets and plates with high accuracy. Unlike general-purpose press machines, press brakes are specifically engineered to perform bending operations, making them essential in industries such as automotive, aerospace, construction, and manufacturing.
Key Functionalities:
- Bending: The primary function of a press brake is to bend metal sheets along a straight axis. This is achieved by clamping the metal between a punch and a die and applying force to create the desired angle.
- Forming: Beyond simple bends, press brakes can form complex shapes by combining multiple bending operations. This allows for the creation of intricate components required in various applications.
- Precision Cutting: Some advanced press brakes are equipped with features that allow for precise cutting or shearing of metal sheets during the bending process.
Applications:
- Automotive Industry: Manufacturing car body panels, chassis components, and exhaust systems.
- Aerospace Industry: Producing aircraft components, including fuselage sections and structural supports.
- Construction: Fabricating steel beams, columns, and other structural elements for buildings and infrastructure projects.
- Electronics: Creating enclosures and frames for electronic devices and appliances.
- Furniture Manufacturing: Designing and producing metal frames and supports for furniture pieces.
3.2 Press Brake Bending: Techniques and Precision
Bending is a fundamental operation in metalworking, and press brakes offer the precision and control necessary to achieve consistent and accurate results. Various bending techniques can be employed depending on the material, thickness, and desired outcome.
Bending Techniques:
- Air Bending: In this method, the punch presses the metal into the die without fully contacting it. This allows for greater flexibility in adjusting the bend angle and reduces stress on the material. Air bending is suitable for applications requiring variable angles and is widely used in sheet metal fabrication.Advantages:
- Versatility in bend angles.
- Reduced tooling wear.
- Lower force requirements compared to bottom bending.
- Bottom Bending (V-Die Bending): Here, the punch presses the metal all the way into the die, resulting in a more precise bend angle. This technique is ideal for applications where high accuracy and consistency are paramount.Advantages:
- Higher precision in bend angles.
- Better repeatability for mass production.
- Suitable for thicker materials.
- Coining: A specialized form of bottom bending where the metal is pressed into a highly precise shape within the die. Coining is used for intricate bends and is often employed in applications requiring fine details and superior surface finishes.
Precision Considerations:
- Tooling Quality: High-quality punches and dies are essential for achieving precise bends. The condition of the tooling directly impacts the accuracy and consistency of the bending process.
- Machine Calibration: Regular calibration ensures that the press brake operates within the specified tolerances, maintaining the precision of each bend.
- Material Properties: Understanding the ductility, tensile strength, and thickness of the material is crucial for selecting the appropriate bending parameters and avoiding defects such as cracking or warping.
- Operator Skill: Skilled operators can optimize machine settings and bending techniques to achieve the desired precision, especially when working with challenging materials or complex shapes.
3.3 Bend Press Machine: Overview
Bend press machines, often referred to interchangeably with press brake machines, are designed specifically for bending operations in metal fabrication. These machines vary in size, capacity, and control mechanisms, allowing them to cater to a wide range of applications from small workshops to large industrial facilities.
Types of Bend Press Machines:
- Manual Bend Press Machines: These are operated manually by the user, typically using a lever or hydraulic pump to apply force. They are suitable for small-scale operations and simple bending tasks.Advantages:
- Lower cost.
- Simplicity and ease of use.
- Ideal for light-duty applications.
- Hydraulic Bend Press Machines: Utilize hydraulic systems to apply force, offering greater control and higher tonnage capabilities compared to manual machines. They are widely used in medium to large-scale operations.Advantages:
- Higher force generation.
- Precise control over bending parameters.
- Suitable for a variety of materials and thicknesses.
- CNC Bend Press Machines: Equipped with computer numerical control (CNC) systems, these machines offer automated and programmable bending operations. They are ideal for high-precision and high-volume production environments.Advantages:
- Enhanced precision and repeatability.
- Ability to handle complex and intricate bends.
- Increased efficiency and reduced manual intervention.
Key Features:
- Adjustable Backgauges: Allow operators to set the precise location of the bend, ensuring consistency across multiple bends.
- Multiple Axes Control: Enables the machine to perform bends at various angles and positions without manual adjustments.
- Safety Features: Includes guards, emergency stop buttons, and sensors to ensure safe operation and protect operators from potential hazards.
3.4 Hydraulic Press Bending Machine
Hydraulic press bending machines combine the force-generating capabilities of hydraulic systems with the precision of press brakes to perform bending operations with high efficiency and accuracy. These machines are essential in applications where consistent and reliable bends are required, especially in medium to high-volume production settings.
Working Principles: Hydraulic press bending machines operate by using a hydraulic cylinder to exert force on the punch, which in turn bends the metal sheet against the die. The hydraulic system allows for smooth and controlled application of force, enabling precise bending angles and consistent results.
Advantages:
- High Force Capacity: Capable of handling thick and strong materials that require significant force to bend.
- Precision Control: Hydraulic systems offer fine control over the bending process, allowing for accurate and repeatable bends.
- Versatility: Suitable for a wide range of materials, including steel, aluminum, and stainless steel, making them adaptable to various industrial applications.
Applications:
- Automotive Manufacturing: Bending automotive body panels and structural components with high precision.
- Aerospace Industry: Forming aircraft parts that require exacting specifications and tight tolerances.
- Construction: Creating structural steel components for buildings and infrastructure projects.
- Heavy Machinery Production: Fabricating parts for construction equipment, mining machinery, and industrial tools.
3.5 Hydraulic Sheet Metal Bending Machine
Hydraulic sheet metal bending machines are specialized press brakes designed to handle the specific challenges associated with bending thin metal sheets. These machines leverage hydraulic systems to provide the necessary force and control for precise sheet metal fabrication.
Key Features:
- Enhanced Precision: Hydraulic systems ensure that each bend is executed with high accuracy, minimizing deviations and maintaining consistency.
- Adjustable Clamping Force: Allows for the secure holding of thin sheets without causing deformation or damage during the bending process.
- Integrated Control Systems: Modern hydraulic sheet metal bending machines often feature computerized controls for automated bending sequences, reducing manual intervention and increasing efficiency.
Benefits:
- Reduced Material Waste: Precise bending reduces the likelihood of errors and rework, leading to less material wastage and lower production costs.
- Increased Productivity: Automated and semi-automated systems enable faster production rates, meeting the demands of high-volume manufacturing.
- Versatility: Capable of handling a variety of sheet metal thicknesses and materials, making them suitable for diverse applications.
Applications:
- Appliance Manufacturing: Producing metal housings and components for household appliances such as refrigerators, washing machines, and ovens.
- Electronics Enclosures: Creating precise and compact metal enclosures for electronic devices and equipment.
- Furniture Manufacturing: Bending metal sheets for modern and ergonomic furniture designs.
- Signage and Displays: Forming metal panels used in signage, displays, and advertising materials.
3.6 Integration of CNC Technology in Press Brake Machines
The integration of Computer Numerical Control (CNC) technology into press brake machines has revolutionized the bending process, enhancing precision, efficiency, and flexibility. CNC press brakes are programmed with specific bending sequences, allowing for automated and repeatable operations that meet the stringent demands of modern manufacturing.
Advantages of CNC Press Brake Machines:
- Automation: Reduces the need for manual adjustments, minimizing human error and increasing production speed.
- Programmability: Allows for the storage and execution of complex bending programs, enabling the production of intricate shapes and multiple bends in a single setup.
- Consistency: Ensures that each bend is executed with the same precision, maintaining quality across large production runs.
- Ease of Use: User-friendly interfaces and software enable operators to input and modify bending programs with minimal training.
Applications:
- High-Precision Industries: Essential in industries such as aerospace and medical device manufacturing, where exacting standards must be met.
- Mass Production: Ideal for large-scale manufacturing where consistency and speed are critical.
- Customization: Facilitates the production of customized parts and components without significant downtime for setup changes.
3.7 Challenges and Considerations in Press Brake Bending
While press brake machines offer significant advantages in metal bending operations, several challenges and considerations must be addressed to ensure optimal performance and longevity of the equipment.
Common Challenges:
- Material Springback: After bending, materials tend to return partially to their original shape, known as springback. Proper compensation techniques and machine settings are required to achieve the desired final angle.
- Tooling Wear: Frequent bending operations can lead to wear and tear of punches and dies, affecting the quality of bends. Regular maintenance and timely replacement of tooling are essential.
- Setup Time: Adjusting machine settings and tooling for different bending tasks can be time-consuming, impacting overall productivity. CNC press brakes help mitigate this by enabling quick program changes.
- Operator Training: Skilled operators are necessary to manage machine settings, troubleshoot issues, and ensure consistent quality. Investing in training programs can enhance operational efficiency.
Key Considerations:
- Machine Selection: Choosing the right press brake machine involves assessing factors such as tonnage capacity, stroke length, bed size, and control systems based on the specific application requirements.
- Tooling Quality: High-quality punches and dies are crucial for achieving precise and consistent bends. Investing in durable tooling can reduce maintenance costs and improve overall performance.
- Maintenance Practices: Regular maintenance, including lubrication, inspection, and calibration, ensures that the press brake operates efficiently and extends its operational lifespan.
- Safety Measures: Implementing safety protocols, such as using protective guards and emergency stop mechanisms, protects operators and prevents accidents in the workplace.
3.8 Innovations in Press Brake Technology
Advancements in press brake technology continue to enhance the capabilities and efficiency of bending operations. Innovations such as servo-electric systems, advanced control software, and enhanced automation features are driving the evolution of press brake machines.
Servo-Electric Press Brakes: Servo-electric press brakes use electric motors to control the movement of the ram, offering precise positioning and energy-efficient operation. These machines provide faster cycle times and reduced maintenance compared to traditional hydraulic systems.
Advanced Control Software: Modern press brake machines are equipped with sophisticated software that enables real-time monitoring, automatic adjustments, and predictive maintenance. Features like automatic backgauges, bend allowance calculations, and integrated CAD/CAM systems streamline the bending process and improve accuracy.
Enhanced Automation: Automation features, including robotic loading and unloading, automated tool changes, and integrated quality control systems, increase productivity and reduce manual labor. These advancements are particularly beneficial in high-volume production environments where efficiency and consistency are paramount.
Sustainability Initiatives: Manufacturers are increasingly focusing on energy-efficient press brake machines that reduce power consumption and minimize environmental impact. Innovations such as regenerative braking systems and energy recovery mechanisms contribute to more sustainable manufacturing practices.
3.9 Case Studies: Press Brake Machines in Action
Automotive Manufacturing: In the automotive industry, press brake machines are used to fabricate various components such as door panels, chassis parts, and engine components. The precision offered by CNC press brakes ensures that each part meets the stringent quality standards required for vehicle assembly. For example, a major automotive manufacturer utilizes a fleet of 100-ton hydraulic press brakes to produce consistent and high-quality body panels, reducing production time and minimizing material waste.
Aerospace Industry: Aerospace manufacturers rely on hydraulic sheet metal bending machines to produce aircraft components with exacting specifications. The high precision and repeatability of CNC press brakes enable the production of complex parts such as fuselage sections and wing components. By integrating advanced control systems, aerospace companies can achieve the necessary tolerances and maintain the integrity of critical components.
Construction Sector: In the construction industry, press brake machines are used to fabricate structural steel elements like beams, columns, and trusses. Hydraulic press brakes with large bed sizes and high tonnage capacities are essential for handling the thick and heavy materials used in construction projects. For instance, a construction equipment manufacturer employs 1000-ton hydraulic press brakes to produce large steel beams, ensuring structural integrity and compliance with safety standards.
Electronics Manufacturing: Electronics manufacturers use small hydraulic sheet metal bending machines to create precise enclosures and frames for devices such as smartphones, laptops, and medical equipment. The ability to perform intricate bends with high accuracy ensures that the final products meet design specifications and fit seamlessly with other components.
3.10 Best Practices for Operating Press Brake Machines
To maximize the efficiency and lifespan of press brake machines, adhering to best practices is essential. These practices encompass proper machine setup, maintenance, and operational techniques that ensure consistent quality and safety.
Machine Setup:
- Accurate Alignment: Ensure that the punch and die are properly aligned to prevent uneven bends and reduce tooling wear.
- Proper Tooling Selection: Choose the appropriate punches and dies based on the material type, thickness, and desired bend angle.
- Parameter Optimization: Set the correct bending force, ram speed, and stroke length according to the material properties and bending requirements.
Maintenance:
- Regular Inspections: Conduct routine inspections of hydraulic systems, electrical components, and mechanical parts to identify and address potential issues early.
- Lubrication: Keep moving parts well-lubricated to reduce friction and prevent wear.
- Tooling Maintenance: Clean and maintain punches and dies to ensure optimal performance and extend their lifespan.
Operational Techniques:
- Consistent Feeding: Ensure that metal sheets are fed consistently into the press brake to maintain uniform bends.
- Monitoring and Adjustment: Continuously monitor the bending process and make necessary adjustments to maintain precision.
- Safety Protocols: Implement and enforce safety protocols, including the use of personal protective equipment (PPE) and adherence to operational guidelines.
Training and Education:
- Operator Training: Provide comprehensive training for operators to ensure they understand machine operation, safety procedures, and maintenance practices.
- Continuous Improvement: Encourage operators to stay updated with the latest techniques and technologies in press brake operations through ongoing education and training programs.
3.11 Conclusion
Press brake machines are integral to the metal fabrication industry, offering the precision and versatility required to produce a wide range of components and structures. Understanding the functionality, bending techniques, and specific applications of different press brake machines, including hydraulic and CNC models, is essential for optimizing their use in various industrial settings. By adhering to best practices and leveraging advancements in press brake technology, manufacturers can achieve high-quality results, enhance productivity, and maintain a competitive edge in the market.
In the following sections, we will explore other specialized bending machines, including pipe bending machines and sheet metal bending machines, to provide a comprehensive overview of the tools available for metal shaping and forming operations.
Pipe Bending Machines
Pipe bending machines are essential tools in industries where precise and efficient bending of pipes and tubes is required. These machines are used to create complex pipe shapes that are crucial in various applications, from plumbing and construction to automotive and aerospace industries. In this section, we will explore the different types of pipe bending machines, including pneumatic, mechanical, hydraulic, and specialized machines for bending stainless steel (SS) and heavy pipes. We’ll also discuss the benefits and considerations for choosing the right pipe bending machine for specific applications.
4.1 Pneumatic Pipe Bending Machine
Pneumatic pipe bending machines utilize compressed air to generate the force needed to bend pipes. These machines are commonly used in applications that require moderate force and precision, making them suitable for a variety of industries, including automotive and HVAC (Heating, Ventilation, and Air Conditioning).
Working Principles:
- Air Compression: The machine operates by compressing air in a cylinder, which then forces a piston to move. This movement is transferred to the bending tool, which applies the necessary force to bend the pipe.
- Controlled Force: The force applied can be adjusted by regulating the air pressure, allowing for precise control over the bending process.
Advantages:
- Simplicity: Pneumatic systems are generally simpler and easier to maintain than hydraulic systems, with fewer components and less potential for leaks.
- Cost-Effectiveness: Pneumatic machines are often more affordable than their hydraulic counterparts, making them a good option for smaller operations.
- Safety: Pneumatic systems are inherently safer in environments where fire hazards are a concern, as they do not involve flammable fluids.
Applications:
- Automotive Industry: Bending exhaust pipes and other components where moderate force and precision are required.
- HVAC Systems: Shaping pipes and ducts for heating, ventilation, and air conditioning installations.
- General Fabrication: Suitable for bending tasks in small to medium-sized fabrication shops.
4.2 Mechanical Pipe Bending Machine
Mechanical pipe bending machines rely on mechanical force generated by gears, levers, and other mechanical components to bend pipes. These machines are known for their durability and reliability, making them suitable for high-volume production environments.
Working Principles:
- Mechanical Leverage: The machine uses mechanical leverage to amplify the force applied by the operator, allowing it to bend pipes with precision.
- Gear Systems: Gears and cams are often used to control the movement and force applied to the bending tool, ensuring consistent results.
Advantages:
- Durability: Mechanical pipe bending machines are built to last, with robust components that can withstand the rigors of high-volume production.
- Consistency: The use of gears and mechanical systems ensures consistent and repeatable bends, which is crucial in mass production.
- Ease of Use: These machines are typically straightforward to operate, with manual or semi-automatic controls that allow for precise adjustments.
Applications:
- Construction Industry: Bending steel pipes for structural applications, such as scaffolding and frameworks.
- Manufacturing: Producing bent pipes for various industrial products, including furniture, machinery, and equipment.
- Shipbuilding: Shaping pipes used in marine applications, where durability and precision are critical.
4.3 SS Pipe Bending Machine
Stainless steel (SS) pipes are widely used in industries that require corrosion-resistant and durable materials, such as food processing, pharmaceuticals, and chemical processing. Bending stainless steel pipes requires specialized machines that can handle the unique properties of this material without causing damage or deformation.
Key Features:
- Enhanced Tooling: SS pipe bending machines are equipped with hardened tooling that can withstand the high tensile strength of stainless steel, preventing tool wear and ensuring clean bends.
- Precision Control: These machines offer precise control over the bending process, allowing for tight bend radii and complex shapes without compromising the material’s integrity.
- Cooling Systems: Some SS pipe bending machines are equipped with cooling systems to prevent the material from overheating during the bending process, which could lead to discoloration or weakening of the stainless steel.
Advantages:
- Corrosion Resistance: SS pipe bending machines are designed to maintain the corrosion-resistant properties of stainless steel, making them ideal for applications in harsh environments.
- High Precision: The machines can produce precise bends with minimal springback, ensuring that the final product meets exact specifications.
- Versatility: Suitable for a wide range of applications, from sanitary piping in food processing to chemical transport lines in industrial settings.
Applications:
- Food and Beverage Industry: Bending pipes for sanitary processing lines, where cleanliness and corrosion resistance are paramount.
- Pharmaceutical Industry: Shaping pipes for sterile environments, including drug manufacturing and medical device production.
- Chemical Processing: Creating corrosion-resistant piping systems for transporting aggressive chemicals and other hazardous materials.
4.4 Steel Pipe Bending Machine
Steel pipe bending machines are designed to handle the rigors of bending steel pipes, which are commonly used in construction, infrastructure, and heavy industry. These machines are built to provide the necessary force and control to bend steel pipes without compromising their structural integrity.
Key Features:
- High Tonnage Capacity: Steel pipe bending machines are equipped with powerful hydraulic or mechanical systems capable of exerting the high forces required to bend steel.
- Robust Construction: The machines are built with heavy-duty frames and components to handle the stress of bending thick and strong steel pipes.
- Advanced Control Systems: Many steel pipe bending machines feature CNC controls, allowing for precise and automated bending processes.
Advantages:
- Strength and Durability: Steel pipe bending machines are capable of bending thick-walled and large-diameter steel pipes with high precision, ensuring that the final product meets structural requirements.
- Versatility: These machines can handle a wide range of steel pipe sizes and thicknesses, making them suitable for various applications in construction and heavy industry.
- Efficiency: The use of advanced control systems and automated features allows for efficient production, reducing labor costs and increasing throughput.
Applications:
- Construction: Bending steel pipes for structural applications, such as beams, columns, and supports in buildings and infrastructure projects.
- Oil and Gas Industry: Shaping steel pipes for pipelines, drilling rigs, and other critical infrastructure in the energy sector.
- Heavy Machinery Manufacturing: Producing bent steel components for construction equipment, mining machinery, and industrial tools.
4.5 Heavy Pipe Bending Machine
Heavy pipe bending machines are specialized for handling large-diameter and thick-walled pipes that require significant force to bend. These machines are used in industries where large-scale infrastructure projects and heavy-duty applications are common.
Key Features:
- High Force Capability: Heavy pipe bending machines are equipped with hydraulic systems capable of generating extremely high forces, often exceeding 1000 tons, to bend large and thick pipes.
- Large Bed Size: These machines feature expansive working areas to accommodate the size of the pipes being bent, allowing for precise positioning and control.
- Reinforced Components: The machines are built with reinforced frames, tooling, and hydraulic systems to handle the stress of bending heavy pipes without deformation.
Advantages:
- Capability: Heavy pipe bending machines can handle pipes with large diameters and thick walls, which are typically used in major infrastructure projects.
- Precision: Despite their size, these machines offer precise control over the bending process, ensuring that large pipes meet exacting specifications.
- Durability: Built to withstand the demands of heavy industry, these machines offer long service life and reliable performance in challenging environments.
Applications:
- Pipeline Construction: Bending large-diameter pipes for oil, gas, and water pipelines that span long distances and require precise engineering.
- Shipbuilding: Shaping heavy steel pipes for marine vessels, where durability and structural integrity are crucial.
- Power Generation: Producing bent pipes for power plants and energy infrastructure, including those used in nuclear and fossil fuel power generation.
4.6 Hydraulic Pipe Bending Machine
Hydraulic pipe bending machines are among the most versatile and powerful options for bending pipes in various industries. These machines utilize hydraulic pressure to apply force, offering precise control and the ability to handle a wide range of pipe sizes and materials.
Working Principles:
- Hydraulic Force: The machine uses a hydraulic cylinder to apply force to the bending tool, which then bends the pipe to the desired angle.
- Adjustable Pressure: Operators can adjust the hydraulic pressure to control the force applied, allowing for precise bends even in challenging materials.
Advantages:
- Versatility: Hydraulic pipe bending machines can handle a variety of materials, including steel, aluminum, and stainless steel, making them suitable for diverse applications.
- Precision: The hydraulic system offers fine control over the bending process, ensuring consistent results with minimal springback.
- Power: These machines are capable of generating significant force, allowing them to bend thick and strong pipes with ease.
Applications:
- Automotive Manufacturing: Bending exhaust pipes, roll cages, and other components where precision and strength are required.
- Aerospace Industry: Shaping pipes used in aircraft hydraulic systems, fuel lines, and other critical applications.
- Construction: Bending steel pipes for structural applications, such as beams, columns, and support structures.
4.7 Electric Pipe Bending Machine
Electric pipe bending machines offer an alternative to hydraulic and pneumatic systems, using electric motors to generate the force needed for bending operations. These machines are known for their energy efficiency, precision, and ease of use.
Key Features:
- Electric Motor Drive: The machine uses an electric motor to drive the bending tool, providing precise control over the bending process.
- Programmable Controls: Many electric pipe bending machines feature CNC or digital controls, allowing for automated and repeatable bending sequences.
- Quiet Operation: Electric machines tend to operate more quietly than hydraulic or pneumatic systems, making them suitable for environments where noise is a concern.
Advantages:
- Energy Efficiency: Electric pipe bending machines consume less energy compared to hydraulic systems, making them more cost-effective in the long run.
- Precision and Consistency: The use of electric motors and digital controls ensures precise and repeatable bends, which is critical in high-volume production.
- Ease of Maintenance: Electric machines have fewer moving parts compared to hydraulic systems, resulting in lower maintenance requirements and longer service life.
Applications:
- Furniture Manufacturing: Bending metal pipes for furniture frames, including chairs, tables, and shelving units.
- Medical Equipment: Shaping pipes used in medical devices and equipment, where precision and cleanliness are essential.
- Automotive Aftermarket: Producing custom exhaust systems, roll cages, and other automotive components.
4.8 Small Pipe Bending Machine
Small pipe bending machines are designed for applications that involve smaller-diameter pipes and require less force. These machines are commonly used in workshops, small-scale manufacturing, and maintenance operations.
Key Features:
- Compact Design: Small pipe bending machines are portable and space-efficient, making them ideal for use in confined spaces or on job sites.
- Manual or Semi-Automatic Operation: These machines are typically operated manually or with semi-automatic controls, offering a balance between control and ease of use.
- Versatility: Despite their small size, these machines can handle a variety of materials and bending angles, making them suitable for diverse applications.
Advantages:
- Portability: Small pipe bending machines are easy to transport and set up, making them ideal for on-site work and maintenance tasks.
- Cost-Effectiveness: These machines are typically more affordable than larger models, making them accessible to small businesses and workshops.
- Ease of Use: Simple controls and operation make these machines user-friendly, even for operators with limited experience.
Applications:
- Plumbing: Bending pipes for plumbing installations and repairs, including copper, PVC, and other materials.
- HVAC: Shaping small-diameter pipes for heating, ventilation, and air conditioning systems.
- DIY and Home Workshops: Suitable for hobbyists and small-scale fabricators working on custom projects.
4.9 Pipe Bending Machine Price Considerations
When selecting a pipe bending machine, understanding the factors that influence price is crucial to making an informed investment. The price of a pipe bending machine can vary significantly based on several key factors, including machine type, capacity, features, and brand.
Factors Influencing Price:
- Machine Type: Hydraulic and electric pipe bending machines are generally more expensive than pneumatic or mechanical models due to their advanced features and higher force capabilities.
- Capacity: Machines capable of bending larger-diameter or thicker-walled pipes typically cost more due to the increased force requirements and more robust construction.
- Control Systems: CNC-controlled machines with programmable features and automated bending sequences are priced higher than manual or semi-automatic models.
- Brand and Quality: Established brands with a reputation for quality and reliability often command higher prices, but they also offer better performance, durability, and support.
Cost vs. Functionality:
- Entry-Level Machines: Suitable for small-scale operations, workshops, and maintenance tasks, these machines offer basic functionality at a lower cost.
- Mid-Range Machines: Ideal for medium-sized businesses and manufacturers, offering a balance between price and advanced features.
- High-End Machines: Designed for large-scale production and heavy industry, these machines offer the highest levels of precision, automation, and durability but come at a premium price.
Making the Right Investment:
- Assessing Needs: Consider the specific requirements of your operation, including the types of materials, pipe sizes, and production volume, to choose a machine that meets your needs without overspending.
- Long-Term Value: While higher-end machines may have a higher initial cost, their durability, efficiency, and advanced features can lead to lower operational costs and better ROI over time.
- Supplier Support: Look for suppliers that offer good after-sales support, including training, maintenance, and parts availability, as this can significantly impact the total cost of ownership.
4.10 Conclusion
Pipe bending machines are crucial tools in various industries, offering the ability to shape and form pipes to precise specifications. Understanding the different types of pipe bending machines, including pneumatic, mechanical, hydraulic, and specialized machines for stainless steel and heavy pipes, is essential for selecting the right equipment for your needs. By considering factors such as machine capacity, control systems, and price, manufacturers and operators can make informed decisions that optimize productivity and ensure the quality of their products.
Sheet Metal Bending Machines

Sheet metal bending machines are essential in the fabrication of metal components, allowing manufacturers to create a wide range of shapes and structures from flat metal sheets. These machines are used across various industries, from automotive to aerospace, and play a critical role in producing everything from simple bends to complex geometries. In this section, we will explore the different types of sheet metal bending machines, including electric, hydraulic, automatic, and CNC-controlled machines. We will also discuss their applications, benefits, and factors to consider when selecting the right machine for specific tasks.
5.1 Electric Sheet Metal Bending Machine
Electric sheet metal bending machines use electric motors to generate the force needed to bend metal sheets. These machines are known for their energy efficiency, precision, and ease of use, making them a popular choice in many fabrication shops.
Key Features:
- Electric Motor Drive: These machines are driven by electric motors, which provide precise control over the bending process and allow for consistent and repeatable results.
- Programmable Controls: Many electric bending machines come with digital or CNC controls, enabling operators to program bending sequences and angles for automated operations.
- Quiet Operation: Electric machines tend to be quieter than hydraulic models, making them suitable for environments where noise reduction is important.
Advantages:
- Energy Efficiency: Electric machines are more energy-efficient than hydraulic machines, reducing operational costs over time.
- Precision: The electric motor provides consistent power, allowing for precise bends with minimal variability.
- Ease of Maintenance: With fewer moving parts and no hydraulic fluid, electric bending machines typically require less maintenance and have lower operating costs.
Applications:
- Light Fabrication: Suitable for bending thin sheets of metal, making them ideal for light fabrication tasks such as creating enclosures, brackets, and panels.
- Electronics Manufacturing: Used to bend metal components for electronic devices, where precision and consistency are critical.
- Custom Fabrication: Ideal for small workshops and custom fabrication businesses that require flexible and precise bending capabilities.
5.2 Small Sheet Bending Machine
Small sheet bending machines are designed for tasks that involve smaller pieces of sheet metal. These machines are typically more compact and easier to use, making them ideal for workshops and small-scale operations.
Key Features:
- Compact Design: Small sheet bending machines are designed to be portable and space-efficient, allowing them to be used in smaller workspaces.
- Manual or Semi-Automatic Operation: These machines often feature manual or semi-automatic controls, providing a balance between precision and ease of use.
- Versatile Tooling: Despite their size, small sheet bending machines can be equipped with a variety of tooling to handle different bending tasks.
Advantages:
- Portability: The compact size of these machines makes them easy to transport and set up, allowing for flexible use in different locations.
- Affordability: Small sheet bending machines are typically less expensive than larger models, making them accessible to small businesses and workshops.
- Ease of Use: Simple controls and operation make these machines user-friendly, even for operators with limited experience.
Applications:
- DIY and Custom Projects: Ideal for hobbyists and small-scale fabricators working on custom projects.
- Maintenance and Repair: Used in maintenance shops for bending small metal parts and components during repairs.
- Prototype Development: Suitable for creating prototypes and small production runs, where flexibility and quick setup are important.
5.3 Automatic Bending Machine
Automatic bending machines are designed to streamline the bending process by automating various aspects of the operation. These machines are equipped with advanced control systems that allow for precise and repeatable bending without the need for constant operator intervention.
Key Features:
- Automation: Automatic bending machines are capable of performing multiple bends in a single setup, reducing the need for manual adjustments and increasing productivity.
- CNC Controls: Many automatic bending machines are equipped with CNC (Computer Numerical Control) systems that allow for the programming of complex bending sequences.
- High Throughput: These machines are designed for high-volume production, making them ideal for industries that require large quantities of bent metal parts.
Advantages:
- Increased Efficiency: Automation reduces the time required for setup and bending, leading to higher production rates and lower labor costs.
- Consistency: Automatic machines ensure that each bend is executed with the same precision, reducing variability and improving product quality.
- Flexibility: The ability to program complex bending sequences allows for the production of intricate and custom shapes with minimal manual intervention.
Applications:
- Mass Production: Used in industries such as automotive and aerospace, where large quantities of parts with consistent quality are required.
- Complex Fabrication: Suitable for producing parts with multiple bends or intricate shapes that would be difficult to achieve manually.
- High-Precision Manufacturing: Ideal for applications where exacting tolerances and repeatability are essential, such as in the production of medical devices and electronics.
5.4 CNC Sheet Bending Machine
CNC sheet bending machines represent the pinnacle of precision and automation in sheet metal bending. These machines are controlled by computer numerical control (CNC) systems, which allow for highly accurate and repeatable bending operations.
Key Features:
- CNC Control: CNC sheet bending machines are equipped with computerized controls that allow operators to program and execute complex bending sequences with high precision.
- Automated Tooling: These machines often feature automated tooling systems that can change punches and dies as needed, further increasing efficiency and reducing setup time.
- Real-Time Monitoring: CNC systems provide real-time monitoring of the bending process, allowing operators to make adjustments on the fly and ensuring that each bend meets the required specifications.
Advantages:
- High Precision: CNC control ensures that each bend is performed with exacting accuracy, making these machines ideal for applications where precision is critical.
- Repeatability: The ability to store and recall bending programs allows for consistent results across multiple production runs, reducing variability and waste.
- Complexity: CNC sheet bending machines can perform intricate bends and form complex shapes that would be difficult or impossible to achieve with manual machines.
Applications:
- Aerospace Industry: Used to produce aircraft components with exacting tolerances and complex shapes.
- Automotive Manufacturing: Essential for the production of car body panels, chassis components, and other critical parts that require high precision.
- Electronics and Appliances: Ideal for creating metal enclosures, frames, and other components used in electronics and household appliances.
5.5 What is a CNC Bending Machine?
A CNC bending machine is a specialized type of bending machine that uses computer numerical control (CNC) to automate the bending process. CNC machines are programmed with specific instructions that control the movement of the machine’s bending tools, allowing for precise and repeatable operations.
How CNC Bending Machines Work:
- Programming: Operators program the CNC machine using specialized software, inputting parameters such as bend angles, material thickness, and sequence of operations.
- Tool Movement: The CNC system controls the movement of the bending tools, ensuring that each bend is executed according to the programmed instructions.
- Feedback Loops: CNC machines often include feedback systems that monitor the bending process in real-time, allowing for automatic adjustments to maintain precision.
Benefits of CNC Bending Machines:
- Precision: CNC bending machines offer unparalleled precision, with the ability to produce bends with tight tolerances and consistent quality.
- Efficiency: Automation reduces the time required for setup and bending, increasing throughput and reducing labor costs.
- Flexibility: The ability to program complex bending sequences allows for the production of custom and intricate shapes with minimal manual intervention.
Applications:
- Industrial Manufacturing: Used in high-volume production environments where consistency and precision are critical.
- Custom Fabrication: Ideal for producing custom parts and components, especially those with complex geometries.
- Prototyping: CNC bending machines are valuable in the development of prototypes, allowing for rapid iteration and precise adjustments.
5.6 Hydraulic Press Bending Machine
Hydraulic press bending machines combine the power of hydraulic systems with the precision of press brakes to perform bending operations with high efficiency and accuracy. These machines are widely used in industries that require consistent and reliable bends in a variety of materials, including steel, aluminum, and stainless steel.
Working Principles:
- Hydraulic Force: The machine uses a hydraulic cylinder to apply force to the bending tool, which then bends the metal sheet to the desired angle.
- Adjustable Pressure: Operators can adjust the hydraulic pressure to control the force applied, allowing for precise bends even in challenging materials.
Advantages:
- High Force Capacity: Hydraulic press bending machines are capable of exerting significant force, making them suitable for bending thick and strong materials.
- Precision: The hydraulic system provides fine control over the bending process, ensuring consistent results with minimal variability.
- Versatility: These machines can handle a wide range of materials and thicknesses, making them suitable for various industrial applications.
Applications:
- Automotive Manufacturing: Bending automotive body panels and structural components with high precision.
- Construction: Creating structural steel components for buildings and infrastructure projects.
- Heavy Machinery Production: Fabricating parts for construction equipment, mining machinery, and industrial tools.
5.7 Hydraulic Sheet Metal Bending Machine
Hydraulic sheet metal bending machines are specialized press brakes designed to handle the specific challenges associated with bending thin metal sheets. These machines leverage hydraulic systems to provide the necessary force and control for precise sheet metal fabrication.
Key Features:
- Enhanced Precision: Hydraulic systems ensure that each bend is executed with high accuracy, minimizing deviations and maintaining consistency.
- Adjustable Clamping Force: Allows for the secure holding of thin sheets without causing deformation or damage during the bending process.
- Integrated Control Systems: Modern hydraulic sheet metal bending machines often feature computerized controls for automated bending sequences, reducing manual intervention and increasing efficiency.
Benefits:
- Reduced Material Waste: Precise bending reduces the likelihood of errors and rework, leading to less material wastage and lower production costs.
- Increased Productivity: Automated and semi-automated systems enable faster production rates, meeting the demands of high-volume manufacturing.
- Versatility: Capable of handling a variety of sheet metal thicknesses and materials, making them suitable for diverse applications.
Applications:
- Appliance Manufacturing: Producing metal housings and components for household appliances such as refrigerators, washing machines, and ovens.
- Electronics Enclosures: Creating precise and compact metal enclosures for electronic devices and equipment.
- Furniture Manufacturing: Bending metal sheets for modern and ergonomic furniture designs.
5.8 Choosing the Right Sheet Metal Bending Machine
Selecting the right sheet metal bending machine involves considering several factors, including the material being bent, the required precision, production volume, and budget. Here are some key considerations to keep in mind:
Material Type and Thickness:
- Material: Different machines are better suited for specific materials. For example, hydraulic machines are ideal for thick steel sheets, while electric machines may be better for lighter materials.
- Thickness: The thickness of the material will determine the required force, with thicker materials needing more powerful machines.
Bending Precision:
- Tolerances: If your application requires tight tolerances, a CNC or hydraulic bending machine may be the best choice due to their precision and consistency.
- Complexity: For complex bending operations involving multiple bends or intricate shapes, a CNC machine will provide the necessary control and flexibility.
Production Volume:
- Low Volume: For small production runs or custom projects, a manual or small sheet bending machine may suffice.
- High Volume: For large-scale production, an automatic or CNC bending machine is more appropriate due to their higher efficiency and automation capabilities.
Budget Considerations:
- Initial Investment: CNC and hydraulic machines tend to have higher upfront costs but offer long-term benefits in precision, efficiency, and flexibility.
- Operating Costs: Consider the long-term costs of maintenance, energy consumption, and tooling when selecting a machine.
Supplier Support:
- After-Sales Service: Choose a supplier that offers good after-sales support, including maintenance, training, and access to spare parts.
- Warranty: Look for machines that come with a comprehensive warranty, which can protect your investment and reduce the risk of unexpected costs.
5.9 Future Trends in Sheet Metal Bending Machines
The field of sheet metal bending is constantly evolving, with new technologies and innovations improving the efficiency, precision, and versatility of bending machines. Here are some trends shaping the future of sheet metal bending:
Automation and Robotics:
- Increased Automation: Automation is becoming more prevalent in sheet metal bending, with robots and automated systems taking over tasks such as loading, unloading, and tool changes, leading to higher productivity and lower labor costs.
- Collaborative Robots: Also known as cobots, these robots work alongside human operators to assist with bending operations, enhancing efficiency while maintaining flexibility.
Advanced CNC Systems:
- Real-Time Monitoring: CNC systems are becoming more advanced, with features such as real-time monitoring, predictive maintenance, and automatic adjustments ensuring higher precision and reducing downtime.
- AI Integration: Artificial intelligence (AI) is being integrated into CNC systems to optimize bending processes, improve decision-making, and enhance overall efficiency.
Sustainability Initiatives:
- Energy Efficiency: Manufacturers are focusing on creating more energy-efficient bending machines that reduce power consumption without compromising performance.
- Material Waste Reduction: Innovations in tooling and process control are helping to reduce material waste, leading to more sustainable manufacturing practices.
Customization and Flexibility:
- Modular Machines: Modular designs allow for easy customization of bending machines, enabling manufacturers to adapt to different tasks and requirements without significant downtime.
- Flexible Tooling: Advances in tooling technology are allowing for more flexible and adaptable bending operations, making it easier to switch between different products and designs.
5.10 Conclusion
Sheet metal bending machines are vital tools in modern manufacturing, offering the precision, flexibility, and efficiency needed to produce high-quality metal components. Understanding the different types of machines—such as electric, hydraulic, automatic, and CNC models—and their specific applications is crucial for selecting the right equipment for your needs. By considering factors such as material type, bending precision, production volume, and budget, manufacturers can make informed decisions that enhance productivity and ensure the quality of their products.
Bending Press Machine Price Considerations

When investing in bending press machines, understanding the factors that influence pricing is essential for making an informed and cost-effective decision. Bending press machines come in various types and configurations, each with different features and capabilities that affect their overall cost. In this section, we will explore the key factors that determine the price of bending press machines, including specifications, features, brand reputation, and market demand. We will also discuss how to balance cost with functionality to ensure that you select the right machine for your specific needs.
6.1 Factors Affecting Bending Press Machine Price
The price of a bending press machine is influenced by several factors, including its type, specifications, features, brand, and market conditions. Understanding these factors can help you determine which machine offers the best value for your investment.
6.1.1 Machine Type
- Manual vs. Automated Machines: Manual bending press machines are generally less expensive than automated or CNC-controlled machines due to their simpler design and lower manufacturing costs. However, automated machines, while more expensive, offer greater efficiency, precision, and productivity, which can justify the higher initial investment.
- Hydraulic vs. Mechanical Presses: Hydraulic presses are typically more expensive than mechanical presses because of their complex hydraulic systems, which provide greater force and control. Mechanical presses, while less costly, may be more suitable for applications where speed is prioritized over precision.
6.1.2 Specifications and Capacity
- Tonnage: The tonnage, or force capacity, of a bending press machine is one of the primary factors influencing its price. Machines with higher tonnage are capable of bending thicker and stronger materials but come with a higher price tag due to the more robust construction and powerful hydraulic or mechanical systems required.
- Bed Size: The size of the machine’s bed, which determines the maximum size of the workpiece it can handle, also affects the price. Larger beds increase the machine’s versatility but require more material and engineering, leading to higher costs.
- Stroke Length: The stroke length, or the distance the press ram can travel, is another critical specification. Machines with longer stroke lengths can accommodate deeper bends, which adds to the complexity and cost of the machine.
6.1.3 Features and Technology
- CNC Controls: Bending press machines equipped with CNC (Computer Numerical Control) systems are significantly more expensive than those with manual or semi-automatic controls. CNC systems offer the ability to program and automate complex bending sequences, enhancing precision and productivity, which justifies their higher price.
- Automation and Robotics: Machines with advanced automation features, such as automatic tool changers, robotic loading and unloading, and real-time monitoring systems, command higher prices due to the added technology and the potential for increased production efficiency.
- Safety Features: Enhanced safety features, such as light curtains, safety guards, and emergency stop systems, can also contribute to the overall cost of the machine. These features are essential for protecting operators and ensuring compliance with safety regulations, particularly in high-volume production environments.
6.1.4 Brand and Quality
- Reputation: The reputation of the manufacturer or brand plays a significant role in the price of bending press machines. Established brands with a history of quality, reliability, and excellent after-sales support often charge a premium for their products. While these machines may be more expensive upfront, they often offer better performance, durability, and long-term value.
- Quality of Materials: The quality of the materials used in the construction of the machine, such as the steel for the frame and the components of the hydraulic system, affects both the machine’s durability and price. Higher-quality materials lead to longer-lasting machines but increase manufacturing costs.
6.1.5 Market Demand and Availability
- Supply and Demand: Market conditions, such as the balance between supply and demand, can also influence the price of bending press machines. During periods of high demand, prices may rise due to limited availability. Conversely, prices may decrease during periods of low demand or excess supply.
- Import and Export Costs: For machines that are imported, factors such as tariffs, shipping costs, and currency exchange rates can affect the final price. These costs can vary significantly depending on the country of origin and the location of the buyer.
6.2 Cost vs. Functionality: Making the Right Investment
When selecting a bending press machine, it is essential to balance cost with functionality to ensure that the machine meets your specific needs without exceeding your budget. Here are some strategies to help you make a cost-effective investment:
6.2.1 Assessing Your Needs
- Production Volume: Consider the volume of production when choosing a machine. If your operation involves high-volume production, investing in a more expensive, automated machine may be justified by the increased efficiency and reduced labor costs. For lower-volume operations, a less expensive manual or semi-automatic machine may be sufficient.
- Material Type and Thickness: The types of materials you work with, including their thickness and strength, will determine the necessary tonnage and capabilities of the machine. Ensure that the machine you choose can handle your specific material requirements without overpaying for unnecessary capacity.
- Complexity of Bends: If your applications involve complex bends or require high precision, investing in a CNC-controlled machine may be worth the higher cost. However, for simpler bends, a manual or mechanical machine may provide adequate functionality at a lower price.
6.2.2 Evaluating Long-Term Costs
- Operating Costs: Consider the long-term operating costs of the machine, including energy consumption, maintenance, and tooling. While a machine with advanced features may have a higher upfront cost, it could offer lower operating costs and higher efficiency, leading to savings over time.
- Durability and Reliability: Machines made with higher-quality materials and components tend to have longer service lives and require less maintenance. Investing in a durable, reliable machine can reduce downtime and maintenance costs, providing better long-term value.
- Resale Value: Some high-quality machines maintain their value well and can be resold at a good price if your needs change. This can offset some of the initial investment costs and provide flexibility in the future.
6.2.3 Exploring Financing and Leasing Options
- Financing: Many manufacturers and dealers offer financing options that allow you to spread the cost of the machine over time. This can make it easier to afford a higher-quality machine without straining your budget.
- Leasing: Leasing is another option that allows you to use a high-quality machine without the full upfront cost. Leasing can be particularly advantageous if you need the machine for a specific project or a limited time.
6.2.4 Considering Used or Refurbished Machines
- Used Machines: Purchasing a used bending press machine can be a cost-effective way to acquire high-quality equipment at a lower price. However, it is essential to thoroughly inspect the machine for wear and tear and ensure that it has been well-maintained.
- Refurbished Machines: Refurbished machines offer a middle ground between new and used equipment. These machines have been restored to good working condition and often come with warranties, providing reliability at a reduced cost.
6.2.5 Comparing Suppliers and Brands
- Supplier Reputation: Work with reputable suppliers who offer good after-sales support, including training, maintenance, and access to spare parts. A reliable supplier can significantly impact the total cost of ownership by helping you keep the machine in good working condition.
- Brand Comparison: Compare different brands and models to find the best balance between price and features. Look for reviews and case studies to understand how the machines perform in real-world applications and whether they meet industry standards.
6.3 Case Studies: Price Considerations in Real-World Scenarios
Case Study 1: Small Fabrication Shop A small metal fabrication shop required a bending press machine for custom projects involving light to medium-gauge steel. After evaluating their needs, they opted for a mid-range hydraulic press with manual controls. While they considered a CNC machine, the additional cost was not justified given their low production volume. The hydraulic press offered the necessary force and precision at a reasonable price, allowing the shop to handle a variety of projects without overextending their budget.
Case Study 2: High-Volume Automotive Manufacturer A large automotive manufacturer needed a new bending press machine to increase production efficiency for body panels. They chose a high-end CNC-controlled hydraulic press with automated tool changers and real-time monitoring. Although the machine was significantly more expensive than manual or semi-automatic models, the investment was justified by the increased throughput, reduced labor costs, and high precision required for automotive production. The machine’s advanced features also allowed for quicker setup times and reduced downtime, further enhancing productivity.
Case Study 3: Start-Up in the Aerospace Industry A start-up aerospace company needed a bending press machine capable of producing complex, high-precision components. Given their limited budget, they explored options for used and refurbished CNC machines. They found a reputable supplier offering a refurbished CNC press brake that met their specifications at a fraction of the cost of a new machine. The refurbished machine provided the precision and functionality needed for aerospace applications, allowing the start-up to meet industry standards without exceeding their budget.
6.4 Conclusion
When considering the purchase of a bending press machine, it is crucial to weigh the cost against the functionality and long-term value of the machine. Factors such as machine type, specifications, features, brand reputation, and market demand all play a significant role in determining the price. By carefully assessing your specific needs, evaluating long-term costs, exploring financing or leasing options, and comparing suppliers and brands, you can make a well-informed decision that balances cost with the required functionality. Whether you are a small shop or a large manufacturer, selecting the right bending press machine is an investment that can enhance productivity, improve product quality, and contribute to the overall success of your operation.
EMS Metalworking Machinery
We design, manufacture and assembly metalworking machinery such as:
- Hydraulic transfer press
- Glass mosaic press
- Hydraulic deep drawing press
- Casting press
- Hydraulic cold forming press
- Hydroforming press
- Composite press
- Silicone rubber moulding press
- Brake pad press
- Melamine press
- SMC & BMC Press
- Labrotaroy press
- Edge cutting trimming machine
- Edge curling machine
- Trimming beading machine
- Trimming joggling machine
- Cookware production line
- Pipe bending machine
- Profile bending machine
- Bandsaw for metal
- Cylindrical welding machine
- Horizontal pres and cookware
- Kitchenware, hotelware
- Bakeware and cuttlery production machinery
as a complete line as well as an individual machine such as:
- Edge cutting trimming beading machines
- Polishing and grinding machines for pot and pans
- Hydraulic drawing presses
- Circle blanking machines
- Riveting machine
- Hole punching machines
- Press feeding machine
You can check our machinery at work at: EMS Metalworking Machinery – YouTube
Applications:
- Beading and ribbing
- Flanging
- Trimming
- Curling
- Lock-seaming
- Ribbing
- Flange-punching